spc implementation - mark harrison
TRANSCRIPT

-- .. "--:--..-
A LARGE-SCALE SPC IMPLEMENTATION USING TIlE IBM MULTIMEDIA SPC PROGRAM
Mark Harrison and Russ Shapiro10M Technology ProductA
Essex Junction, Vermont 05452
Abstract
This paper describes the implementation of statisticalprocess control (SPC) in the chemical vapor deposition(CVD) process area of IBM's semiconductor waferfabricator in Essex Junction, Vermont (nearBurlington), using advanced self-study interactivevideo/computer training and a series of cross-funetional meetings for problem solving. The trainingproduction employees received enabled them to enhancetheir basic statistieal knowledge and skills whilecross-functional group meetings served as the vehiclefor bdng!ng thnt knowlndge And experf.ence together inthe manufacturing environment to establish SPC onlinecontrols.
IntroductionIBH's corporate education group introdueed it's SPCImplementation Program to the manufaeturing environ-ment in February, 1990. This program uses interactivevideodiscs, computer software, workbooks and other ma-terials to help production employees implement SPG atthe workstation level. A series of cross-funetionalmeetings was· used with the video course to form imple-mentation teams consisting of manufacturing operators,en~ineers, maintenance personnel, statistical supportpeople and, in some cases, vendor personnel (Figure1). These meGtings are where the individual's manu-facturing Area experience.ond new SPC knowledge areapplied to specific problem solving. This paper de-scribes how the interactive videodisc (IVD) course-andmeetings enabled IBM to introduce SPC in a tungstenCVD process area.
Figure 1. Statisticalprocess controlInteractivevideodisc Implementation concept.
. The 3rt; IVD Course
The SPG IVD course consists of three separate modulesdesigned to be used in sequence, with the succeedingmodule built on the concepts of the previous one.Training aids include 8 personal comput9r connGcted toa laser disc player that contains video and computergraphics images. Students interact through either atouch-screen monitor or mouse. The monitor is capableof displaying video, computer graphics or a combina·tion of both simultaneously. During the course stu-dents use the touch-screen or mouse to make topicselection ••, s"l"ct exampl"", tnke unit or modlll<!tests, and control how they sequence through the cur-riculum.
Operators benefit from the IVD approach to SPG train-ing because they can take it at their convenience andin a uniform fashion. In addition, the training iscost effective.Module 1 - Starter Kit: This module contains fourunits: Unit A - What is SPC7, Unit Z - Data and Vari-ation, Unit C - Pictures of Numbers and Unit D - In-troduction to Control Charts.Unit A describes SPC and how it differs from othermethods of quality control. Examples of spe's benefitto IBM and the individUAl are provided.Unit B demonstrates the·underlying principles of SPCusing a marbl~-and-funnel experiment. Special andcommon-cause variation are defined, with examples ofhow SPG can help to discover them.Unit C introduces students to the histogram, an ana-lytical tool for visualizing variation patterns. Inthis unit they learn a~out histograms and how to usethem to interpret various aspects of process behavior.Unit D deals with control charts and how they are usedto detect variations in a process. Students alsolearn how to prepare control charts. the funct Ion ofeach section and some basic rules for interpretingthem.
Module 2 - A New T,ook at the Process: This modulecontains one unit: Unit A - Selecting Parameters.It teaches students how to use process block diagrams,Pareto charts and fishbone diagrams to make decisionsabout those process parameters that must be controlledin their area. They alRo learn how to use the parame-ter test checklists for selecting critical parameters.
Module 3 - Using SPG: This module contains throeunits: Unit A - Types of Charts, Unit B - Setting Upend Using a Control Chart, Bnd Unit C - Interpretationand Action.Unit A describes different control charts and how theyare used.Unit B enablos students to m~e sample data to calcu-late control limits for two different types of SPCcharts following step-by-step instructions on thevideodisc and in the student Bulde.
r---~a
~--'*'-'

Unit G teaches students how to interpret SPC chartsbased on observed patterns to determine if adjustmentis needed. The students. also learn how variability·can be reduced in the manufacturing process by usingdata from control charts.
Implementation Meetings
Implementation meetings (I-meetings) are held afterstudents complete each course module (Figure 2).There are three types of I meetings: I-I, 1-2 and 1-3.The I-I meeting introduces participants to each.other,describes what each person's role is during the imple-mentation of SPG and answers any questions people mayhave. The 1-2 meeting focuses on applying SPG to the.semiconductor product process. Usually, more than onesession is required for this part of the implementa-tion, with six to eight most likely necessary. Thesemeetings-cover a process overview, creation of processbloek ''·diagrams,:measurement tool studies, B·· review 'ofthe measurement / sampling plan, SPG system training,fishbone diagraMS / corrective actions, SPC· chartbuilding and initial data colleetion / limit calcu-lation. A third type of implementation meeting (1-3)is held once SPC charts are in place and SPC· limitshave been calculated.
QrganizationA formal team with cle.arly delineated responsibilitiesand a specific chain of command must be established tosuccessfully implement SPC in a large organiT-ation.The following job assIgnments are necessary:
Program Manager: Has overall responsibility for' cre-ating and monitoring schedules, overseeing.training,and reporting results. This individual should be fa-miliar with the manufacturing environment and haveprevious management experience. With all team membersreporting SPG activities to the program manager, Bclear chain of command is established.
Statistical Consultants: Teach SPC theory to thosepeople who have been designated SPC experts, run pilotprograms as practical on-the-job training and answerthe more difficult statistical questions.
SPC Experts: Must have the technical background to un-derstand the statistical training they will receive.The SPC experts who participated in the IBM Burlingtonprogram received 100 hours of formal classroom train-ing in statistics, which included basic, intermediate,and advanced SPC taught on site by company statisti-cians. In addition, these experts must understandgro~p dy~amics to effectively lead their teams duringthe implementation process. They are given this know-ledge in group problem solving sessions that deal withnominal group techniques, fishbone diagrams and meth-ods for facilitating effective meetings. Another im-portant criteria is knowledge of the area in which SPCwill be implemented.5PC Drivers: These manufacturing operators act a~ theSPC focal point for a partieular manufacturing depart-ment. They assist the SPC expert in coordinating dif-ferent training activities and performing routinemaIntenance on the area's SPC charts. In IBMBurlington's CVD project, SPC drivers were active inalmost all technical aspects of the project.
~D.J.mQ..l~!lt~ntationThe CVD Process: The eVD process (in which SPC wasimplemented) deals with the deposition of tungstenonto the surface of a semiconductor wafer that islater processed to create electrical interconnections
FIgure2. Tralnlngflmplementatlon flow chart.
between semIconductor devices on the integrated cir-cuit chips that comprise that wafer. The process useslow pressure, high temperatures and a combination ofprocess gases to apply a uniform film·.
Tungsten GVD Toolset: The tools used to perform this'process consist of a large process chamber with sjx'wafer chucks mounted in a circular arrangement on arotating spindle (Figure 3). Silicon wafers areloaded or unloaded from either the lAft or right sideof the tool to allow for continuous processing. Whileeach wafer chuck's temperature is controlled independ-ently, changes in deposit time affect all chucks (en-tire process chamber). Process gases are dispensed tothe chucks through a single manifold where flow ratescannot be individually controlled.
.Manufacturing Work Schedule: Manufacturing personnelin this fabricator are assigned to four teams, andwork an alternate work schedule (AWS) consisting of 12hour shifts. TWo teams work daylight hours while an-other two work at night. To maintain B consistencybetween the teams, SPC experts met with each once'aweek (four meetings/week) to collect information, re-view results from the previous week's Work and addressnew issues. The following is a chronology of eventsthat occurred during the.implementation meetings:
I-I Meeting (Introductory Meeting)-: The 1-1 meetingserves as.a kick-off for the project. Manufacturingpersonnel, ~ngineers, maintenance support personnel aswell as the SPG expert and the SPC program manager arebrought together and introduced to each other. Thenthe SPC Implementation' Program, along with eachgroup's role in it is explained. The group is given aprogram schedule and then reviews all phases of train-ing required for completion.
ProcessGases
FIgure3. Tungsten CVD process chamber.

,Proee!!!! Overvinw, MBnllfllcturing engineering providesan operational overview of each toolset in the CVDprocess area at this meeting, noting which parametersaffect the operation or the quality of the tool's out-put. Pre-and-post processing operations are also re-viewed.
Identified Processes and Parameters; A list of proc-esses run on the tungsten CVD toolset is prepared,with each detailed on a process bloek diagram. Brainstorming was used during the initial phases of imple-mentation and revealed many issues about the processesthat could be addressed later. Block diagrams foreach CVD process helped participants identify priorprocess effects, controllable factors (parameters),uncontrollable factors,. measurement I inspection pa-rameters and end-of-line electrical parameters (Figure4).Pnr(!to IInltlyRia Bnd nRhbone diagramll were u!led 1:0identify those factors that caused tool I process
.downtime and the parameters most important for process
ControllableFactors
control (Figure 5). ·Parameters such as foreign mate-rial (FM), wafer sheet resistance (Rs), process tem-perature and deposit time were selected forcontrolling the CVD process and for determining whichones would provide the best overall control.
Measurement I Sampling Plan Review: The measurementsampling plan for each process tool tM.S checked forstatistical validity. with changes recommended by theSPC expert and statistical consultant.
The sampling plan for FH required that monitor wafersbe run and read every eight hours. However, this waschanged by the group to coincide with their twelve-hour schedule. This new sampling plan saved one moni-tor wafer per tool (per day) with minimal additionalrisk.
IBM Burlington's sample plan for tbe tungsten deposi-tion process prior to the Impinmentation cBlls formeasuring one wafer from each product lot processed.Measurements start with the first wafer chuck Rnd then
·nme/Temp-Gee Row-PreS8U1e
Previous Process
~MeasurementJInspectlon End-of-Une Electrical
Problems Parameters Charac:terisUca
• Residual Slurry -Speed- Realdual Resist -FM - electrical ShortsTungalen -R. Mean •Open.-Mushrooms - CVD ~ ~• Chipped Walers - Ra Std. Ow•. '·Rellabillty- Missing AnnealS
Proceas • FilmSlretta • Process Yield• Sir ••••• Cracks • Teat Yield
t•Warer Handling
Problems·F.cllllles
UncontrollableFactors
FIgure 4. Tungsten deposlUon block diagram.
Dragglng/Sc:rapes
Travel Speed
Misalignments
End Effector
SpeedChuck PIns
Fork Speed
ForeignMaterial
FIgure s.. F1shbonediagram of tungston CVD forelg" material.
·' _proceed from chuck to chuck in a circuiar pattern.'This enables both individual chucks and the overall.tool to be·monitored.
Process sheet resistance (Rs) measurements take theform of a mean and % standard deviation using 13 meas-urement sites in an X-V pattern. During the Imeetings, the SPC expert explained that using % stand-ard deviation confounded the true variation containedin the measurement by associating. the variability withthe mean value. The group agreed to change theirmeasurements from t standard deviation to standard de-viation.
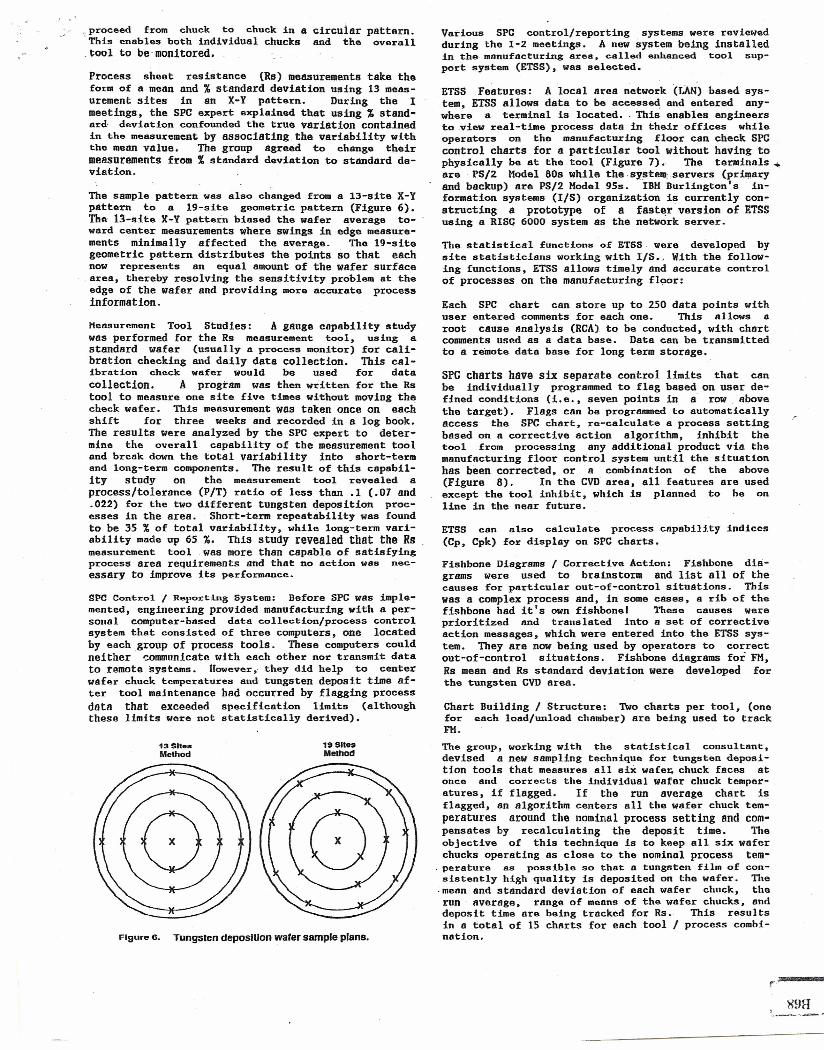
The sample pattern was also changed from a l3-site X-Vpattern to. a 19-site geometric pattern (Figure 6).The 13-site X-V pattern biased the wafer average to-ward center measurements where swings in edge measure-ments minimally affected the average. The 19-sitegeometric pattern distributes the points so that eachnow represents an equal amount of the wafer surfacearea, thereby resolving the sensitivity problem at theedge of the wafer and providing more accurate processinformation.
Measurement Tool 5tudies: A gauge capability studywas performed for the Rs measurement tool, using astandard wafer (usually a process monitor) for cali-bration checking and daily data collection. This cal-ibration check wafer would be used for datacollection. A program was then wrItten for the Rstool to measure one site five times without moving thecheck wafer. This measurement was taKen once on eachshift for three weeks and recorded in a log book.The results were analyzed by the SPC expert to deter-mine the overall capability of the measurement tooland break down the total variability into short-termand long-term components. The result of this capabil-ity study on the measurement tool revealed aprocess/tolerance (P/T) ratio of less than .1 (.07 and.022) for the two different tungsten deposition proc-esses in the area. Short-term repeatability was foundto be 35 % of total variability, while long-term vari-ability made up 65 %. This study revealed that the Rsmeasurement tool was more than capable of satisfyingprocess area requirements and that no action was nec-essary to improve its performance.
SPC Control I Report~g System: Before 5PG was imple-mented, engineering provided manufacturing with a per-sonal computer-based data collection/process controlsystem that consisted of three computers, one locatedby each .group of process tools. These computers couldneither communicate with each other nor transmit datato remotl! !;ystems. lIowever, they did help to centerwafer chuck temperatures and· tungsten deposit time af-ter tool maintenance had occurred by flagging processdata that exceeded SPecification limits (althoughthese limits were not statistically derived).
13 Slt.sMethod
19 SitesMethod
Figure6. Tungsten depositionwafer sample plans.
Various SPC control/reporting systems were reviewedduring the 1-2 meetings. A new system being installedin the· manufacturing area, called enhanced tool sup-port system (ETSS), was selected.
ET55 Features: A local area nl!twork (LAN) based sys-tem, ETSS allows data to be accessed and entered any-where a terminal is located •. This enables engineersto .view real-time process data in their offices whileoperators on the manufacturing floor can check 5PCcontrol charts for a particular tool without having tophysically be at the tool (Figure 7).. The terminals.are PS/2 Hodel 80s while the sy.stem:-servers (primaryand backup) are PS/2 Hod.el 9Ss. IBM Burlington's in-formation systems (l/S) organization is currently con-structing a prototype of a fast~r vl!rsion of ETSSusing a RISe 6000 system as the network server.
The statistical functions of ETSS. were developed bysite statisticians working with l/S., With the follow-ing functions, ETSS allows timely and accurate controlof processes on the manufacturing floor:
Each SPC chart can store up to 250 data points withuser entered comm.ents for each one. This allows aroot cause analysis (RCA) to be conducted, with chartcomments used as a data base. Data can be transmittedto a remote data base for long term storage.
SPG charts have six separate control limits that canbe individually programmed to flag based on user de-fined conditions (i.e., seven points in a row abovethe target). Flags can be programmed to automaticallyaccess the SPC chart, re-calculate a process settingbased on a corrective action algorithm, inhibit thetOol from processing any additional product via themanufacturing floor control system until the situationhas been corrected, or 'a combination of the above(Figure 8). In the CVD area, all features are usedexcept the tool inhibit, which is planned to be online in the near future.
r
ETSS can also calculate process capabiU.ty indices(Cp, Cpk) fo~ display on SPC charts.Fishbone Diagrams / Corrective Action: Fishbone dia-grams were used to brainstorm and list all of thecauses for particular out-of-control situations. Thiswas a complex process and, in some cases, a rib of thefishbone had it's own fishbonel These causes wereprioritized and translated into a set of correctiveaction messages, which were entered into the ETSS sys-tem. They are now being used by operators to correctout-of-control situations. Fishbone diagrams for FH,Rs ml!an and Rs standard deviation were developed forthe tungsten CVD area.
Chart Building / Structure: TWo charts per tool, (onefor each load/unload chamber) are being used to trackFM.
The group, working with the statistical consultant,devised a new sampling technique for tungsten deposi-tion tools that measures all six wafe~ chuck faces atonce and corrects the individual wafer chuck tempor-atures, if flagged. If the run average chart isflagged, an algorithm centers all the wafer chuck tem-peratures around the nominal process setting and com-pensates by recalculating the deposit time. Theobjective of this technique is to keep all six waferchucks operating as close to the nominal process tem-
.perature as possible so that a tungsten film of con-sistently high quality is deposited on the wafer. The
-mean and standard deviation of each wafer chuck, therun average, range of means of the wafer chucks, anddeposit time are being tracked for Rs. This resultsin a total of 15 charts for each tool/process comhi-nation.
, X9H'--"-~

"-)Process Data
ETSS r....A v )
KTOOI Control feedbaek SPC Tool Inhibits
Computer Short-Termv Manufacturing" "-Terminal Data Point Comments "- Process "-
Control System:: Data Resolve Tool Inhibits )
Resolve Tool Inhibits ) Storage vv
'11C;nIII
'"'"0•••~
Long-TermProcess
Data Storage
Agure 7. Manufacturing systems block diagram.
1.50 r------------~
0.00
~-g.: 1.00 1------,=-----------1
(8) ~:g8,0.50IIIo
•1 1#2 113 114WalerChuck
tl5 #6
1.50.--------------,
~'t:I10 1.00
(b) ~1i8,0.50CDo0.00
#1 #2 #3 #4
Wafer Chuck
#5 tl6
Figure 9. Tungsten CVD process eapllbliity (a) without SPCcontrols and (b) with SPC controls.
OS/2 / ETSS Training' Because ETSS ~s OS/2 based, eV-eryona involved in the implementation had to learn twonew systems before SPG could be properly implemented.
Each team learned how to access icons, shrink and ex-pand windows, use the mouse and access the applica-tions available on the system, including ETSS.
ETSS training focused on data entry. ,SPC chart view-ing, Rccessing correctlve action messages and the en-tering of comments on a data point.
Collecting Data: Once system training was completed,operators began entering data into ETSS. Currentprocess specificationR Were used to establish limitson the initial SPC charts untH enough data was col-lected to calculate actnal statistical control limits.
·At first, people were unsure about the adjustments re-commended by the corrective action algorithms, whichprompted them to continue making process adjustmentswithout calculated guidance. After discuRsing theproblem as a group. it was decided to pilot tbe activ-ity on one tool so that the accuracy of the new systemcould be determined. The pilot tool ran well. whichraised the confidence of manufacturing operators inthe system's accuracy. The transition to using ETSSbas now been 'made on aLl process tools .
Process Document Updating:, Both engineers and the SPCexpert rev~ew current process documentation and updateit. when needed, to reflect SPC control methods.While process specification limits and targets remainunchanged, both control limits and modified controllimits are defined as ETSS SPC limits.
1-3 Meeting: This meeting marks the completion of in-itial implementation. Each team reviews SPC chartswith the new control limits. ~odi£ied Control limitsare also explained, with examples given to show howthey are used to protect specification limits.
Process ResultsWhen our teams began operating tools with SPC, resultswere almost immediate. The change in process capabil-'ity for tungsten deposition oVer a one-month period isshown in Figure 8. Further improvements are expectedas active tool controls continue to be applied to re-duce process variability.
Post Implementation
SPC must be woven into the fabric of the business if amanufacturer is to realize full benefit from it. Thismeans data must be entered in real-time, interpreted,and used to make technical decisions.
This is being accomplished at IBtIBurlington withweekly technical review meetings. These meetingR in-clude representatives from all four manufacturingteams, engineering, maintenance, and the SPC expert.Although the meeting is informal, all aspects of thearea are addressed, including process, maintenance,production, and control.
~----,,.•--...•.~"

4 -,
·Sqme of the projects currently unclnrway include theimprovement of wafer handling in -the tooI-· to-·-reducescrap, ft :ltudy of the differlmee§ b••tw ••••n product andmonitor m@IJSUtl!Ml!nts,and a plan for reducing FM. Toincrease management awareness of its SPG activities,the group has presented it's results as- part of thefabricator's monthly continuous improvement (meeting)program.
SPC IVD training has proven to be a valuable tool forinstalling on line controls inth ••tungsten GVD area,with the cross-functional team approach providing thetechnical expertise required for such a complex task.Manufacturing employees have found IVD training to beconvenient, consistent and an effective way_to acquirethe knowledge they need to implement SPG. Implementa-tion meetings provide a logical structure for inte--grating online experience, new ideas and statisticalknowledge into the manufacturing environment· andachieving necessary improvements.
Results from complete process reviews, measurementtool studies and the creation of ETSS SPC charts havebeen very encouraging. On one tungsten level, the
process capability (Cp) improved from .893 to 1.278 (+_43%) while Cpk·· (process centering) values went from
.753 to 1.215 (+ 61%).In addition to it's technical accomplishments, theTungsten SPC project improved teamwork by involvingengineers, maintenance people, and manufacturing oper-ators from all teams in implementation meetings. Man-ufacturing operators were empowered- -because theylearned more about their processes and how they relateto product quality. In addition, they were involvedin establishing controls and in deciding how best torespond to out-of-control situations. Ongoing techni-cal review meetings are used to address problems anddevise methods for ensuring ongoing process and toolperformance improvements.
Acknowledgements
The authors acknowledge Gary Snyder for his statis-tical expertise and guidance, Jack Phillips oftungsten CVD engineering for his technical support andguidance, and the SPC drivers - Hark DeSimone, KentIrish, Keith Chapman and Hark Nielsen - for.their con-tinuing support.
, ~9H-.---.---"