solid ground curing
TRANSCRIPT
SOLID GROUND SOLID GROUND CURINGCURING
SGC systems were developed by Cubital Ltd. Cubital was found in 1987 as an internal R&D unit at Seitex Corporation Ltd, and first SGC system was installed in 1991
the SGC machine analyzes a CAD file and renders the object as a stack of "slices". The image of the working slice is "printed" on a glass photo-mask using an electro-static process similar to laser printing. That part of the "slice" representing solid material remains transparent.
PROCESSPROCESSStep 1Step 1After using Cubital's Data Front End (DFE) software to After using Cubital's Data Front End (DFE) software to
preprocess and slice the 3D CAD model into individual preprocess and slice the 3D CAD model into individual layers, an image of each layer is produced on an layers, an image of each layer is produced on an electrostatically charged erasable glass plate using electrostatically charged erasable glass plate using Cubital's proprietary ionographic printing techniques. Cubital's proprietary ionographic printing techniques. The image, serving as a photo-mask, is positioned over The image, serving as a photo-mask, is positioned over a thin layer (typically 0.004-0.008 in. thick) of liquid a thin layer (typically 0.004-0.008 in. thick) of liquid photopolymer (resin). The resin is then selectively photopolymer (resin). The resin is then selectively solidified by a powerful UV light through the mask, solidified by a powerful UV light through the mask, creating that layer of the model. creating that layer of the model.
Step 2Step 2After the layer is cured, all unsolidified resin is collected After the layer is cured, all unsolidified resin is collected
for recycling, leaving the hardened areas intact. The for recycling, leaving the hardened areas intact. The cured layer is passed beneath a strong linear UV lamp cured layer is passed beneath a strong linear UV lamp to cure the layer to final strength. to cure the layer to final strength.
PROCESSPROCESS
Step 3Step 3Melted wax is then spread into the newly created cavities. Melted wax is then spread into the newly created cavities.
The wax is cooled and hardened to provide continuous, The wax is cooled and hardened to provide continuous, solid support for the model as it is fabricated. solid support for the model as it is fabricated.
Step 4Step 4The layer is then milled to a smooth, accurate, even The layer is then milled to a smooth, accurate, even
surface. surface. Step 5Step 5A new layer of photopolymer is spread on the milled A new layer of photopolymer is spread on the milled
surface, a new mask is generated on the cleaned glass surface, a new mask is generated on the cleaned glass plate, and the process is repeated until the build is plate, and the process is repeated until the build is complete. After the build is finished, the wax is complete. After the build is finished, the wax is removed, and the parts are ready for use or additional removed, and the parts are ready for use or additional post- processing, if necessary. post- processing, if necessary.
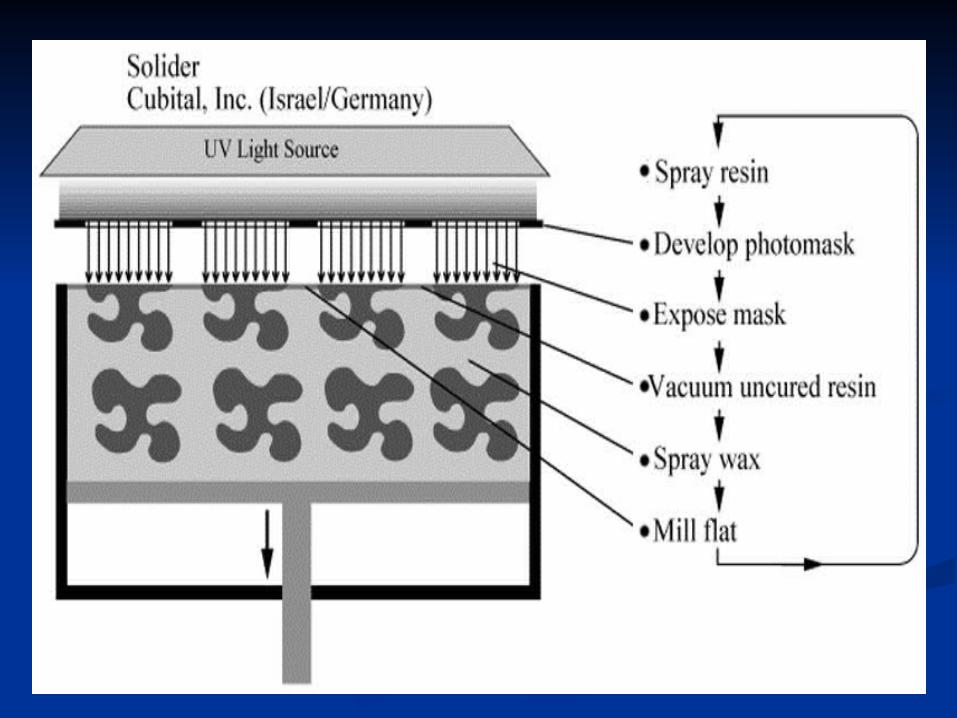
Solid Ground Curing, also known as the Solider Process, is a Solid Ground Curing, also known as the Solider Process, is a process that was invented and developed by Cubital Inc. of process that was invented and developed by Cubital Inc. of Israel. The overall process is illustrated in the figure above Israel. The overall process is illustrated in the figure above and the steps are illustrated below. The SGC process uses and the steps are illustrated below. The SGC process uses photosensitive resin hardened in layers as with photosensitive resin hardened in layers as with the Stereolithography (SLA) process. However, in contrast to the Stereolithography (SLA) process. However, in contrast to SLA, the SGC process is considered a high-throughput SLA, the SGC process is considered a high-throughput production process. The high throughput is achieved by production process. The high throughput is achieved by hardening each layer of photosensitive resin at once. Many hardening each layer of photosensitive resin at once. Many parts can be created at once because of the large work space parts can be created at once because of the large work space and the fact that a milling step maintains vertical accuracy. and the fact that a milling step maintains vertical accuracy. The multi-part capability also allows quite large single parts The multi-part capability also allows quite large single parts (e.g. 500 × 500 × 350 mm / 20 × 20 × 14 in) to be (e.g. 500 × 500 × 350 mm / 20 × 20 × 14 in) to be fabricated. Wax replaces liquid resin in non-part areas with fabricated. Wax replaces liquid resin in non-part areas with each layer so that model support is ensured.each layer so that model support is ensured.
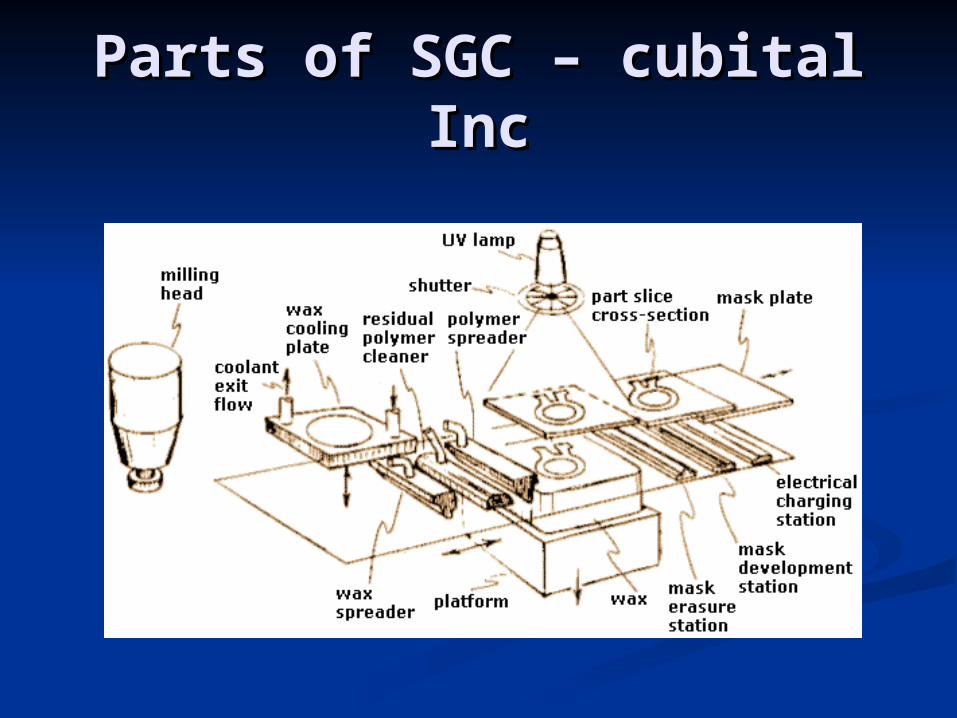
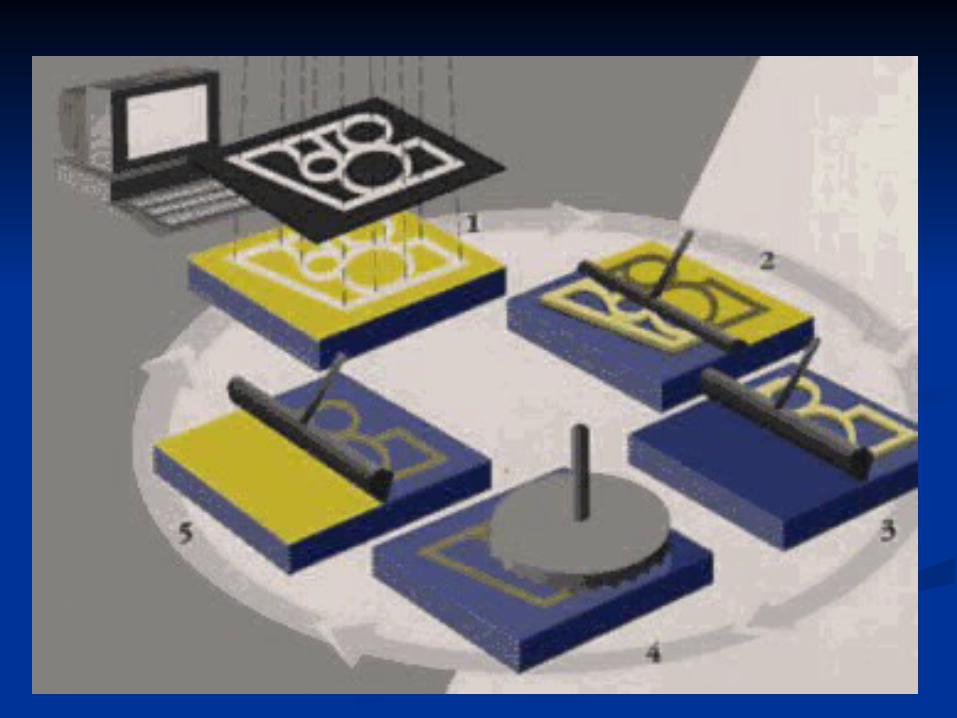
Parts of SGC – cubital IncParts of SGC – cubital Inc
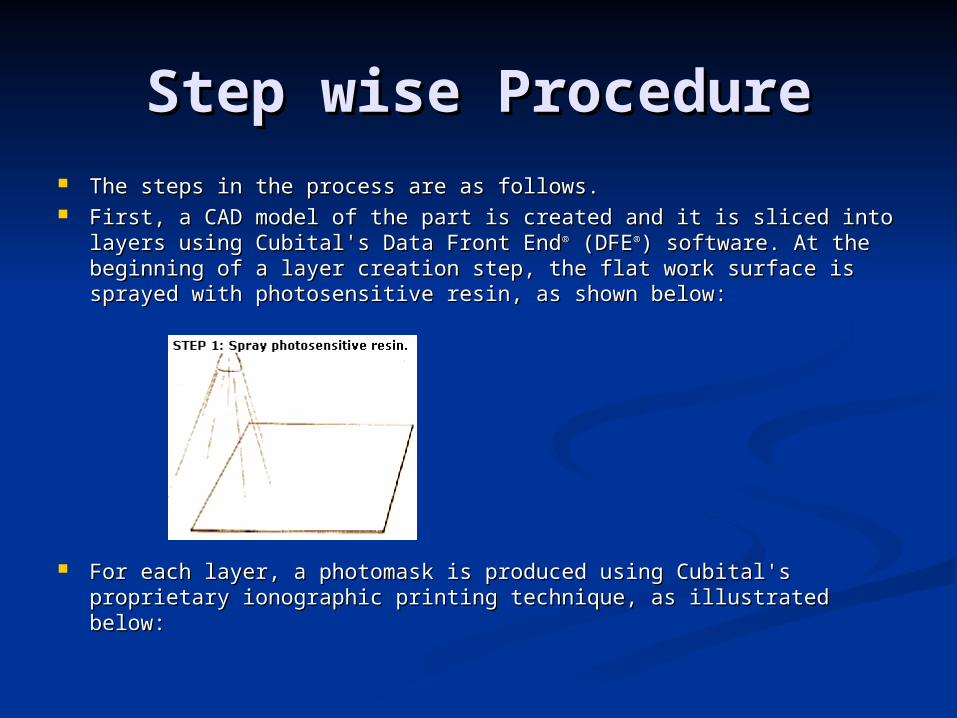
Step wise ProcedureStep wise Procedure The steps in the process are as follows.The steps in the process are as follows. First, a CAD model of the part is created and it is sliced into layers First, a CAD model of the part is created and it is sliced into layers
using Cubital's Data Front Endusing Cubital's Data Front End®® (DFE (DFE®®) software. At the beginning ) software. At the beginning of a layer creation step, the flat work surface is sprayed with of a layer creation step, the flat work surface is sprayed with photosensitive resin, as shown below:photosensitive resin, as shown below:
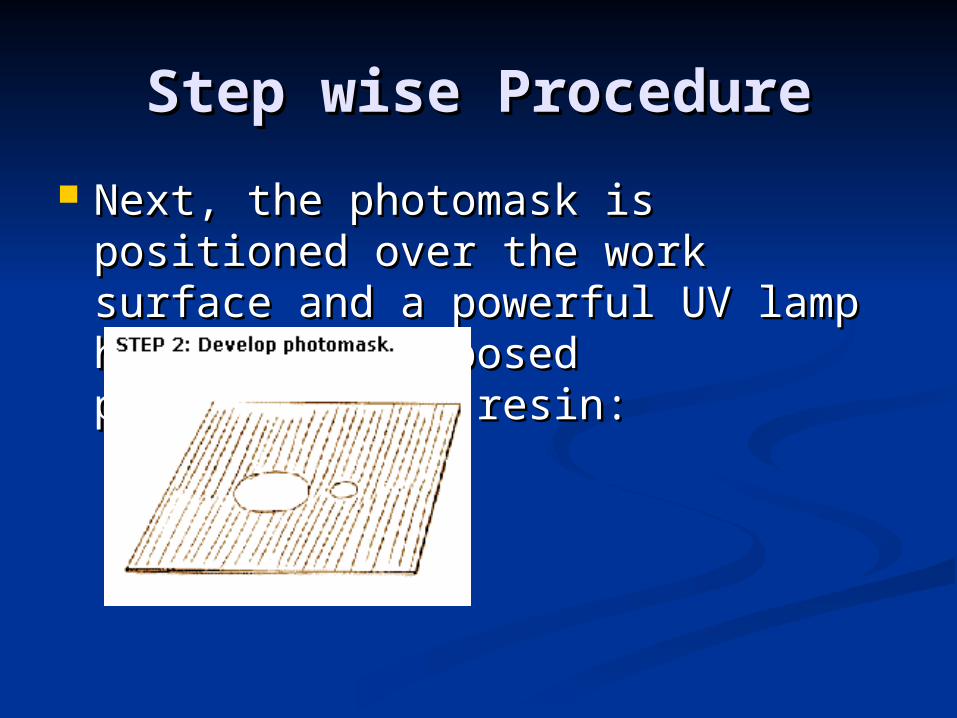
For each layer, a photomask is produced using Cubital's proprietary For each layer, a photomask is produced using Cubital's proprietary ionographic printing technique, as illustrated below:ionographic printing technique, as illustrated below:
Step wise ProcedureStep wise Procedure
Next, the photomask is positioned Next, the photomask is positioned over the work surface and a over the work surface and a powerful UV lamp hardens the powerful UV lamp hardens the exposed photosensitive resin:exposed photosensitive resin:
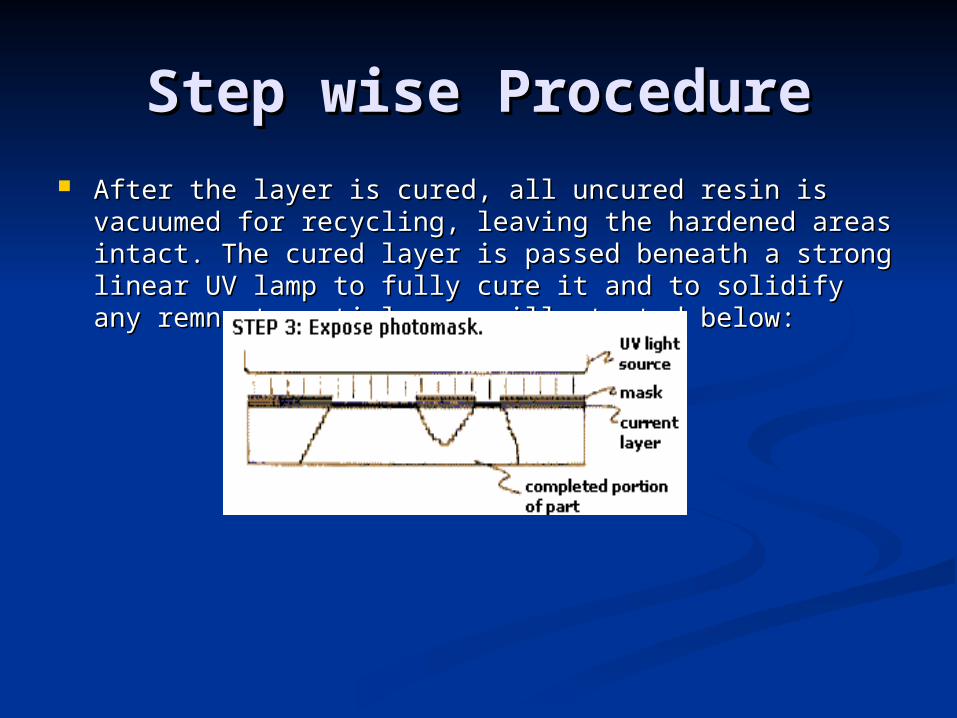
Step wise ProcedureStep wise Procedure After the layer is cured, all uncured resin is vacuumed for After the layer is cured, all uncured resin is vacuumed for
recycling, leaving the hardened areas intact. The cured recycling, leaving the hardened areas intact. The cured layer is passed beneath a strong linear UV lamp to fully layer is passed beneath a strong linear UV lamp to fully cure it and to solidify any remnant particles, as illustrated cure it and to solidify any remnant particles, as illustrated below:below:
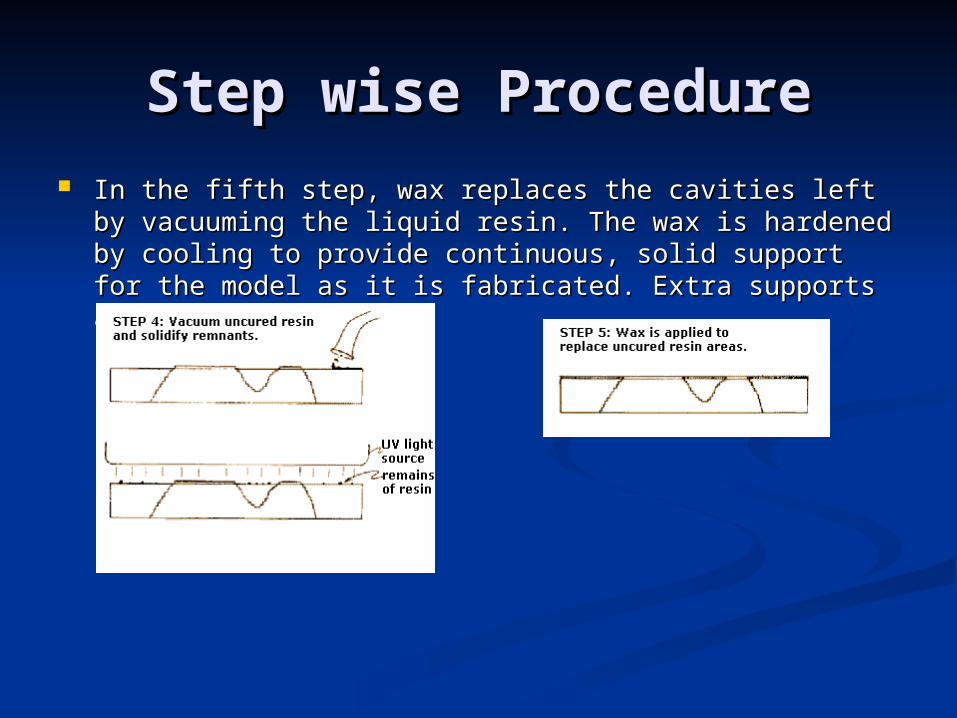
Step wise ProcedureStep wise Procedure In the fifth step, wax replaces the cavities left by In the fifth step, wax replaces the cavities left by
vacuuming the liquid resin. The wax is hardened by vacuuming the liquid resin. The wax is hardened by cooling to provide continuous, solid support for the model cooling to provide continuous, solid support for the model as it is fabricated. Extra supports are not needed.as it is fabricated. Extra supports are not needed.
Step wise ProcedureStep wise Procedure
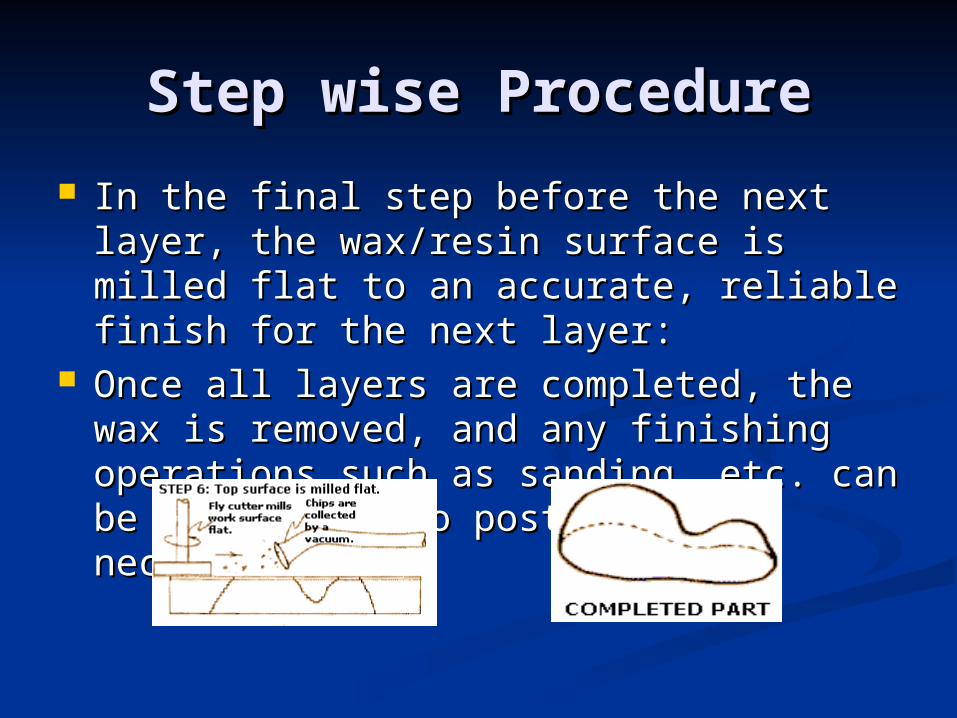
In the final step before the next layer, the In the final step before the next layer, the wax/resin surface is milled flat to an wax/resin surface is milled flat to an accurate, reliable finish for the next layer:accurate, reliable finish for the next layer:
Once all layers are completed, the wax is Once all layers are completed, the wax is removed, and any finishing operations removed, and any finishing operations such as sanding, etc. can be performed. such as sanding, etc. can be performed. No post-cure is necessary.No post-cure is necessary.
PROCESS PARAMETERSPROCESS PARAMETERS
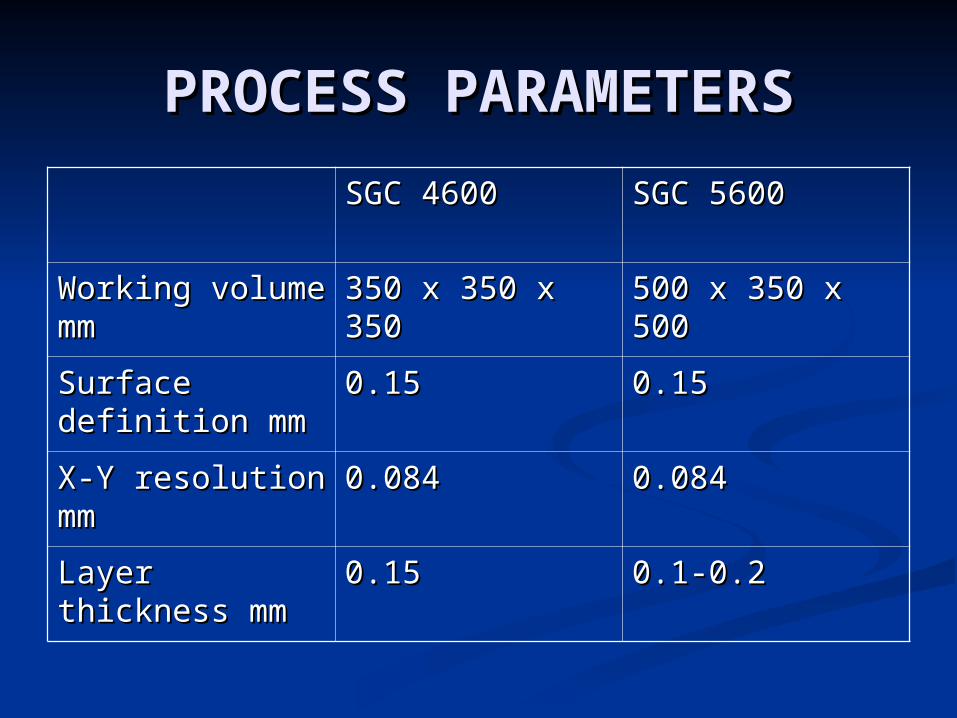
SGC 4600SGC 4600 SGC 5600SGC 5600
Working volume Working volume mmmm
350 x 350 x 350350 x 350 x 350 500 x 350 x 500500 x 350 x 500
Surface Surface definition mmdefinition mm
0.150.15 0.150.15
X-Y resolution X-Y resolution mmmm
0.0840.084 0.0840.084
Layer thickness Layer thickness mmmm
0.150.15 0.1-0.20.1-0.2
PROCESS PARAMETERSPROCESS PARAMETERS
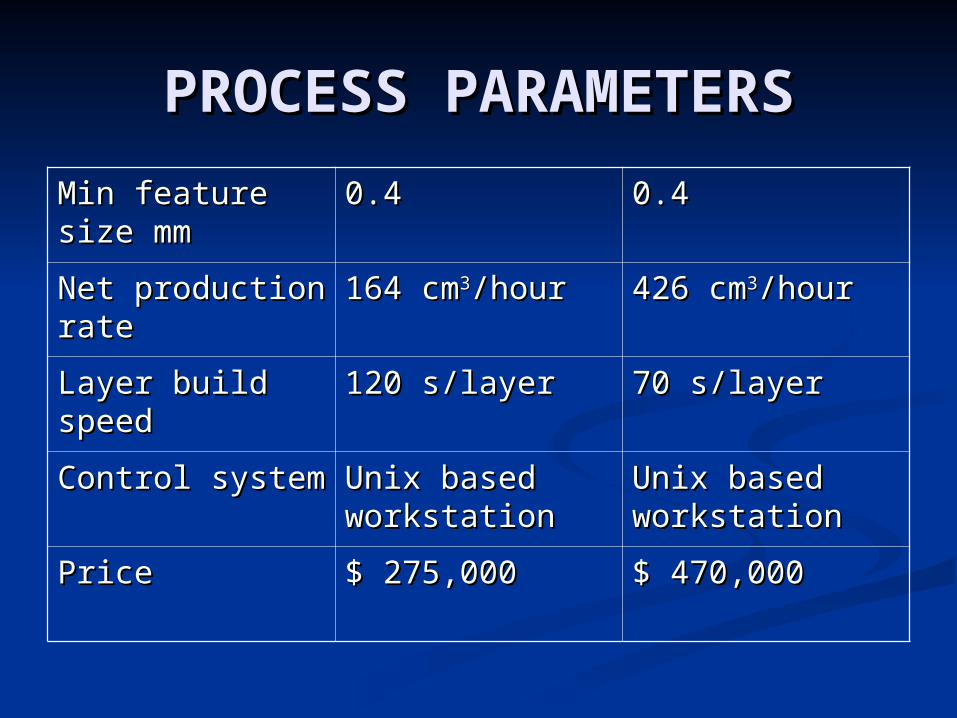
Min feature size Min feature size mmmm
0.40.4 0.40.4
Net production Net production raterate
164 cm164 cm33/hour/hour 426 cm426 cm33/hour/hour
Layer build Layer build speedspeed
120 s/layer120 s/layer 70 s/layer70 s/layer
Control systemControl system Unix based Unix based workstationworkstation
Unix based Unix based workstationworkstation
PricePrice $ 275,000$ 275,000 $ 470,000$ 470,000
ADVANTAGESADVANTAGES Multiple parts can be positioned within the Multiple parts can be positioned within the
entire working envelop resulting high entire working envelop resulting high throughput throughput
No support structure is required as the wax No support structure is required as the wax support the structure in all directions support the structure in all directions
Each layer is fully cured resulting that the Each layer is fully cured resulting that the dimension is very stable with no shrinkage dimension is very stable with no shrinkage effect after the process and requires no post-effect after the process and requires no post-curing process curing process
Capable to build even the most complicated Capable to build even the most complicated parts without much difficulty parts without much difficulty
Build session can be interrupted and erroneous Build session can be interrupted and erroneous layer can be erased layer can be erased
DISADVANTAGESDISADVANTAGES
The process is rather complicate which The process is rather complicate which required skilled people to look after and required skilled people to look after and unattended operation is not possible unattended operation is not possible
The resin consumption is disregard of the The resin consumption is disregard of the size of the cross section of the parts but size of the cross section of the parts but only depended on the number of layers only depended on the number of layers resulting that it is too expensive for parts resulting that it is too expensive for parts with small cross sectional area with small cross sectional area
High equipment cost (over US$500,000) High equipment cost (over US$500,000) made it not easily to be justified made it not easily to be justified
APPLICATIONSAPPLICATIONS
fabricating wax patterns for fabricating wax patterns for investment casting investment casting
The machines are quite big and can The machines are quite big and can produce large models. produce large models.
CastingCasting ToolingTooling MedicalMedical