simulacion control procesos
TRANSCRIPT
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
FACULTAD DE INGENIERIA QUÍMICA Y TEXTIL
AREA ACADÉMICA DE INGENIERÍA QUÍMICA
BÁSICAS
SIMULACION Y CONTROL DE PROCESOS
PROYECTO: “EVAPORACION DE MELAZAS EN LA PRODUCCION DE AZUCAR”
CONTROL:”CONCENTRACION DE MELAZAS CONTROL EN EL ULTIMO EFECTO”
PROFESOR: ING. CELSO MONTALVO
INTEGRANTES: BARBARAN VILLANUEVA JUAN CÁRDENAS HUAMAN ALEXCHÁVEZ YAURI CECÍLIA
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
LIMA - PERU
EVAPORACION DE MELAZAS EN LA PRODUCCION DE AZUCAR
1. DESCRIPCION DEL PROCESO
Para la descripción del proceso tendremos en cuenta una descripción planar y una descripción en 3D de tal manera que al lector le sea más entendible la compresión del tema
1.1-Cuadro de Procesos de la Producción del Azúcar a partir de la Remolacha
En primer lugar detallaremos el proceso vista de un modo Tridimensional
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
(Vista 3D)
Donde:
1-Pesado y muestreo2-Proceso de descarga3-Difusión4-Saturación5-Evaporación6-Proceso al Vacío7-Centrifugación
Detallando cada parte del proceso:
I-Pesado y muestreo
Una vez dentro de la fábrica pone a tierra los camiones conducen sobre un puente basculante donde su peso bruto se mide automáticamente. Al mismo tiempo una muestra de la carga particular se toma para determinar el porcentaje del azúcar y la cantidad de vicia en la carga total. La vicia puede consistir en la arcilla, piedras, las tapas de remolacha, etc.
Se deduce del peso bruto de la carga para determinar el peso neto de la remolacha limpia entregado. Generalmente se paga por la tonelada de la remolacha limpia entregada basada en una escala que se relaciona con el contenido de azúcar entregado
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
II-Proceso de descarga
Hay dos sistemas de descargar, el descargar seco y la descarga en húmedo (con adición de agua) Cuando es seca, la remolacha es transportada del camión por una serie de bandas transportadoras a los silos al aire libre donde se almacena.
Por el contrario la descarga húmeda se lava del camión por medio de una gran cantidad de agua. La remolacha se transfiere de los silos a la fábrica por medio del agua. En el camino al proceso de producción, las piedras y la hierba se quitan en una serie de los colectores de piedra y de hierba. La remolacha se lava a fondo antes de procesarla para quitar todos los rastros de arcilla y arena.
III-Difusión
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
El azúcar está dentro de la remolacha y tiene que ser extraída. Para extraer el azúcar la remolacha primero se corta para arriba en rebanadas alargadas. El azúcar entonces es extraída de la remolacha difundiéndola hacia fuera con la agua caliente. Esto se hace en un recipiente grande diseñado especialmente para este propósito. Las rebanadas de la remolacha se alimentan adentro continuamente en un extremo y el agua caliente en el otro extremo.
Una solución del azúcar emerge a partir de un extremo, y las rebanadas agotadas de la remolacha emergen del otro. Las rebanadas agotadas de la remolacha, o la pulpa, se mezclan con la melaza es secada y vendida. La solución ahora dejada para continuar para el resto del proceso se refiere como el jugo crudo. Esto contiene el azúcar del cerca de 14% y es negro en color
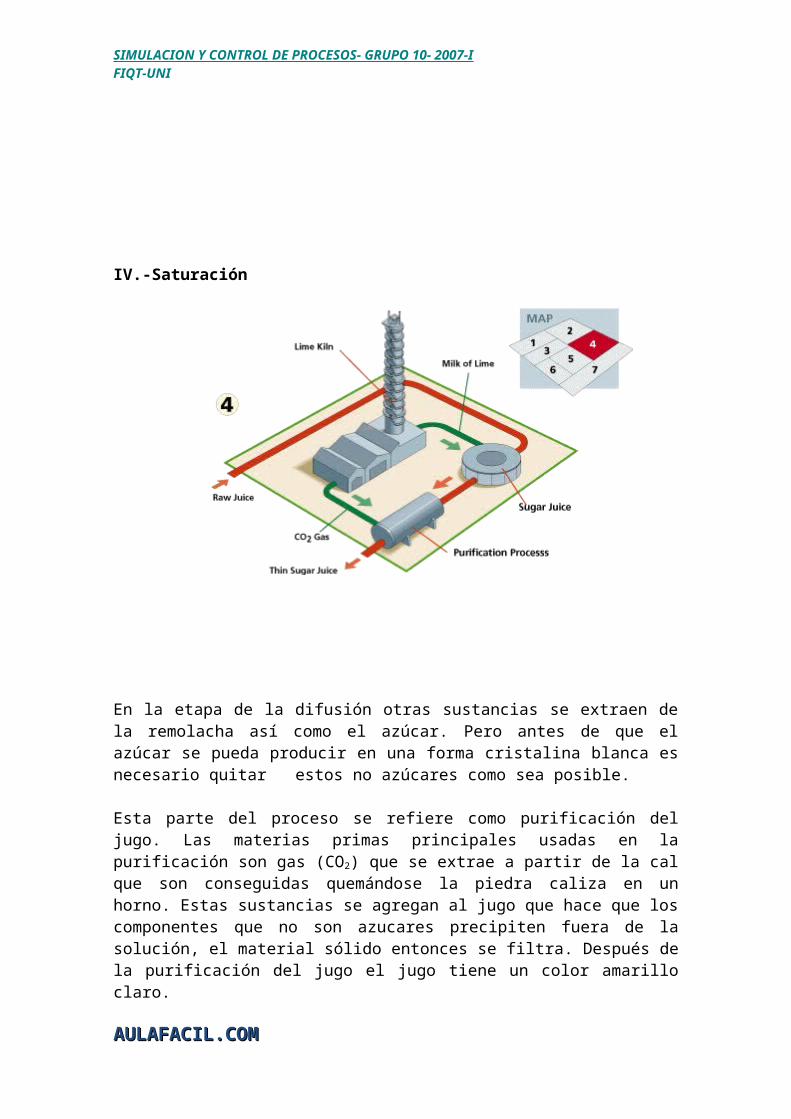
IV.-Saturación
En la etapa de la difusión otras sustancias se extraen de la remolacha así como el azúcar. Pero antes de que el azúcar se pueda producir en una forma cristalina blanca es necesario quitar estos no azúcares como sea posible.
Esta parte del proceso se refiere como purificación del jugo. Las materias primas principales usadas en la purificación son gas (CO2) que se extrae a partir de la cal que son conseguidas quemándose la piedra caliza en un horno. Estas sustancias se agregan al jugo que hace que los componentes que no son azucares precipiten fuera de la solución, el material sólido entonces se filtra. Después de la purificación del jugo el jugo tiene un color amarillo claro.
AULAFACIL.COMAULAFACIL.COM
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
V-Evaporación
El jugo purificado es una solución del azúcar que contiene aproximadamente 14% y no azúcares del 5%. Es necesario ahora concentrar esta solución. Esto es hace hirviendo el agua de la solución en los recipientes grandes conocidos como evaporadores.
Al entrar en los evaporadores la solución contiene azúcar de aproximadamente 14%. En irse de estos el contenido de azúcar es aproximadamente del 70%
VI-Proceso al Vacío
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Para dar vuelta al azúcar en una forma cristalina es necesario ahora todavía evaporar más agua. Esto se hace en una temperatura y una presión reducidas en los recipientes grandes conocidos como cacerolas de vacío. El jarabe se alimenta a las cacerolas y como se evapora el agua, los cristales del azúcar comienzan a crecer. Cuando la cacerola esta llena contiene cerca de 50 toneladas de una mezcla de los cristales de azúcar en jarabe. El contenido entonces se descarga en los recipientes que son muy conocidos como los cristalizadores
VII-Centrifugación
El paso siguiente en la operación es separar el azúcar del jarabe. Esto se hace en las máquinas automáticamente controladas conocidas como centrífugas.
En ellas el jarabe se hace girar apagado y los cristales del azúcar permanecen. El azúcar mojado después se seca, se refresca y se envía a los silos grandes del almacenamiento en montón que pueden contener hasta 50.000 toneladas. El jarabe de las centrífugas todavía contiene mucho de azúcar disuelta.
Este jarabe se pasa a través de dos etapas que hierven más, para todavía extraer más azúcar. El jarabe final de el cual es no más práctico o económico extraer más azúcar se conoce como melaza. Contiene un poco de azúcar junto
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
con los no azúcares que no fueron quitados en la etapa de la purificación del jugo. El tiempo total de la remolacha que se convierta en azúcar blanca es cerca de doce horas. Dependiendo del contenido del azúcar de la remolacha, 100 toneladas de la remolacha darán aproximadamente 12-14 toneladas de azúcar y 3-4 toneladas de melaza
Diagrama de Flujo Planar del Proceso de Producción del Azúcar a partir de la Remolacha Azucarera
Observación:
Para este presente trabajo se considerara tres efectos, en este caso práctico el diagrama de flujo muestra 4 efectos
AULAFACIL.COMAULAFACIL.COM
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
La materia prima utilizada es remolacha de azúcar , a continuación se detallara como seria al utilizar caña de azúcar
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
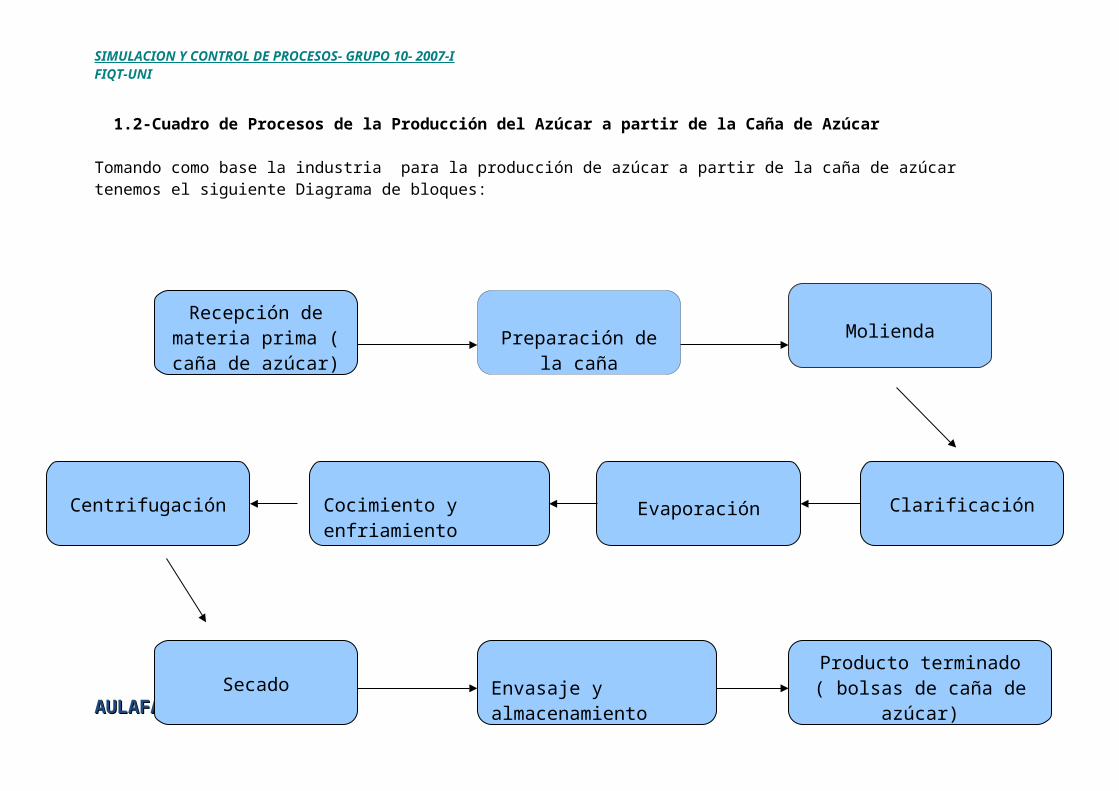
1.2-Cuadro de Procesos de la Producción del Azúcar a partir de la Caña de Azúcar
Tomando como base la industria para la producción de azúcar a partir de la caña de azúcar tenemos el siguiente Diagrama de bloques:
AULAFACIL.COMAULAFACIL.COM
Recepción de materia prima ( caña de azúcar) Preparación de la caña Molienda
Evaporación ClarificaciónCocimiento y enfriamiento
Centrifugación
Secado Envasaje y almacenamientoProducto terminado
( bolsas de caña de azúcar)
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Descripción fotográfica del Proceso:
1-Preparación de tierras
2-Cultivo
3-Cosecha
4-Trasporte a la planta
AULAFACIL.COMAULAFACIL.COM

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
5-Molienda
6_ Clarificación
12

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
7-Evaporación
8-Cocimiento
13

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
9-Enfriamiento
10-Centrifugación
11-Secado
14

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
12-Almacenamiento y envasado
13-Productos terminados y despacho
1.3-Descripción de la Materia Prima: Remolacha:
La remolacha se conoce botánicamente como Beta Vulgaris, planta rica en azúcar. Raíz de color blanca, mide entre 30 y 40 cms y pesa entre 500 y 800 grs.
Aprovechamiento y Exigencias del cultivo
Se cultiva por su gran valor en la rotación del suelo, por el azúcar y productos derivados; coseta (forraje) y melaza (alcohol).
La remolacha es bienal, su ciclo de vida es cada 2 años. Pero para su industrialización se cosecha al primer año (mayor concentración de azúcar en la raíz).En promedio, una tonelada de remolacha provee 135 kilos de azúcar blanca. Estas cifras varían de acuerdo a diversos factores: variedad cultivada, condiciones climáticas, tiempo de almacenamiento.
15

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Caña de Azúcar:
Pertenece a la familia de las gramíneas, género Saccharum. Las variedades cultidas son híbridos de la especie officinarum y otras afines (spontaneum, ...)procede del Extremo Oriente, de donde llegó a España en el siglo IX. España la llevó a América en el siglo XV.
Es un cultivo plurianual. Se corta cada 12 meses, y la plantación dura aproximadamente 5 años.
Tiene un tallo macizo de 2 a 5 metros de altura con 5 ó 6 cm de diámetro. El sistema radicular lo compone un robusto rizoma subterráneo; puede propagarse por estos rizomas y por trozos de tallo.
La caña tiene una riqueza de sacarosa del 14% aproximadamente, aunque varía a lo largo de toda la recolección.
Aprovechamiento y Exigencias del cultivo.
La caña de azúcar suministra, en primer lugar, sacarosa para azúcar blanco o moreno. También tiene aproximadamente 60 kg/tm de melaza (materia prima para la fabricación del ron. También se pueden sacar unos 150 Kg./tm de bagazo. Asi como otros aprovechamientos de mucha menor importancia como los compost agrícolas, vinazas, ceras, fibra absorbente, etc.
La caña de azúcar no soporta temperaturas inferiores a 0 ºC.
Para crecer exige un mínimo de temperaturas de 14 a 16 ºC. La temperatura óptima de crecimiento parece situarse en torno a los 30 ºC., con humedad relativa alta y buen aporte de agua.
Se adapta a casi todos los tipos de suelos, vegetando mejor y dando más azúcar en los ligeros, si el agua y el abonado es el adecuado. En los pesados y de difícil manejo constituye muchas veces el único aprovechamiento rentable.
1.4-Descripción de Equipos Usados: EvaporadorÉste proceso se dá en evaporadores de múltiples efectos, que consisten en una solución de varios efectos puestos en serie.
En la industria azucarera, el azúcar contenido en la materia prima es extraído con agua. Posteriormente el agua es eliminada en evaporadores que permiten obtener el azúcar.
Estos tipos de evaporadores son los más difundidos en la industria alimenticia, por las ventajas operacionales y económicas que los mismos poseen. Estas ventajas se pueden resumir de la siguiente forma:
16
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Alta eficiencia, economía y rendimiento. Alta flexibilidad operativa. Altos coeficientes de transferencias térmicos. Capacidad de trabajar con productos termosensibles o que puedan sufrir
deterioro parcial o total de sus propiedades. Limpieza rápida y sencilla (CIP)
En estos evaporadores la alimentación es introducida por la parte superior del equipo, la cual ha sido normalmente precalentada a la temperatura de ebullición del primer efecto, mediante intercambiadores de calor adecuados al productoSe produce una distribución homogénea del producto dentro de los tubos en la parte superior del evaporador, generando una película descendente de iguales características en la totalidad de los tubos. Este punto es de suma importancia, ya que una insuficiente mojabilidad de los tubos trae aparejado posibles sitios en donde el proceso no se desarrolla correctamente, lo cual lleva a bajos rendimientos de evaporación, ensuciamiento prematuro de los tubos, o eventualmente al taponamiento de los mismos. Dentro de los tubos se produce la evaporación parcial, y el producto que esta siendo concentrado, permanece en íntimo contacto con el vapor que se genera. Los dos fluidos, tanto el producto como su vapor, tienen igual sentido de flujo, por lo que la salida de ambos es por la parte inferior de los tubos.En la parte inferior del evaporador se produce la separación de estas dos fases. El concentrado es tomado por bombas y el vapor se envía al condensador (simple efecto), mientras que los sistemas múltiefecto utilizan como medio calefactor, el vapor generado en el efecto anterior, y por lo tanto el vapor generado en el último cuerpo es el que se envía al condensador.
A modo de ejemplo, si alimentamos con 1 kilogramo de vapor vivo un evaporador simple efecto, obtendremos aproximadamente 1 kilogramo de agua evaporada, mientras que si alimentamos un evaporador doble efecto con la misma cantidad de vapor, o sea 1 kilogramo, obtendremos 2 kilogramos de agua evaporada, uno por cada efecto. Se concluye entonces, que a mayor cantidad de efectos, mayor será el rendimiento de evaporación.
2. OBJETIVOS DEL CONTROL DEL PROCESO.
El sistema de control en el último efecto en la evaporación se describe a
continuación:
2.1. Control de Concentración
La concentración a la salida del evaporador o el último efecto este será
controlado con la entrada en dicho evaporador de ese modo se tendrá la
eficiencia requerida.
17

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
2.2. Control de Nivel
El nivel del jugo en cada evaporador es controlado mediante un controlador de
nivel, para asegurar una cantidad de concentrado que es carga para el
siguiente evaporador, con una estrategia de feedback controlando el flujo den
la alimentación.
2.3. Control de Temperatura
Esta será controlada en cada evaporador para de este modo asegurar que la
transferencia de calor sea la adecuada para que se de la separación entre el
agua y el azúcar
2.4. Control de Flujo
El flujo entrante en cada evaporador es registrado para tener en cuenta
variaciones en la producción
3. DESCRIPCIÓN DE LAS VARIABLES DEL PROCESO
3.1. Variables del Proceso en general.
Temperatura en el evaporador
Caudal de alimentación del jugo al primer evaporador
Concentración del jugo a la salida del ultimo efecto
Concentración de alimentación al tercer evaporador
3.2. Variables en el último efecto
a. Variables controladas: nivel del evaporador y concentración
b. Variables manipuladas: El flujo de alimentación al tercer evaporador,
el vapor que entra en cada efecto
3.3. Parámetros y valores usuales del Proceso
Como medio de calefacción se dispone de vapor que se supone
saturado.
18

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
La mezcla del contenido del evaporador se considera perfecta y la
temperatura de los tubos de la calandria es igual a la del vapor que se
condensa.
Las perdidas de calor se puede considerar despreciable
El volumen de la solución de bajo de los tubos de transferencia de calor
es de 27.74 pies3
Las válvulas de control tiene características lineales.
3.4. Instrumentos Usados para la medición.
3.4.1. Sensor de Concentración
Se presenta a continuacion un sensor recomendado por la compañía Siemens
que cuenta con una división especial para la industria del azúcar:
El SITRANS FC300 es un sensor tipo coriolis especial para flujos tanto de
gases como líquidos. Este sensor es bastante preciso además no solo entrega
medida de flujo sino mas importante aun medidas de densidades. Con lo cual
podemos obtener la concentración de azúcar .Además ha probado tener
bastante eficiencia en la industria azucarera.
A continuación algunas especificaciones: FC300
TamañoDN 41/6"
Presión de LiquidoDesde130 to 410 barDesde 1885 to 5945 psi
Rango de MedidaFrom 0 to 350 kg/hFrom 0 to 772 lb/h
MaterialStainless steel 1.4435 (316L)Hastelloy C-22
19
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
3.4.1. Sensor de temperatura.
Termocuplas
Clasificación de las termocuplas más usuales:
Usaremos las termocuplas tipo K, según normas ANSI, vienen con vaina
marrón, siendo la aislación de su conductor positivo (Cromel: Aleación de
Cromo y níquel) de color amarillo, mientras que la de su conductor negativo
(Alumel: Aleación de aluminio y níquel) de color rojo.
3.4.2. Sensor de flujo
Medidor Vortex
Se basa en la determinación de la frecuencia del torbellino producido por una
hélice estática dentro de la tubería a cuyo través pasa el fluido (líquido o gas).
Los transductores de torbellino son adecuados para la medida de caudales de
gases y de líquidos y su intervalo de medida entre el valor máximo y mínimo es
de 50 a 1. Deben instalarse en tubería recta con longitudes mínima de 10
diámetros aguas arriba y de 5 diámetros abajo. El medidor debe instalarse
perfectamente alineado con la tubería para asegurar la formación correcta de
torbellinos.
La precisión del Instrumento es de ± 0.2 % del caudal instantáneo, por lo cual
el error en tanto por ciento de la escala se hace mayor cuanto más bajo es el
caudal.
20

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
3.4.3. Sensor de nivel
El SITRANS LC 300 es una medidor ultrasónico recomendado por Siemens debido a que ha probado su eficacia en aplicaciones en la industria alimentaría.
Este medidor posee un microprocesador fácil de ajustar y además no es afectada por depósitos del producto o vapores y condensados que son justamente las condiciones en la s que se trabaja en el evaporador.
3.5 Descripción Detallada de los lazos de control Utilizados
21

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Control 1 2 3 4
Lazo
Control de
nivel en los
evaporadores
Control de
temperatura
Control de
composición
(AC)
Control de
composición
(AC)
Tipo de
estrategia
Control
Feedback
Control
Feedback
Control
Feedback
Control
Feed-forward
Variable
Controlada
Nivel del
evaporador
Temperatura en
el tope de la
columna
Composición en
el producto del
salida en el
ultimo efecto
Composición
en el producto
de salida del
segundo
efecto
Variable
Manipulada
Flujo del jugo
de
alimentación
Flujo de vapor
de entrada
Flujo del jugo de
salida del ultimo
efecto
Flujo del jugo
de salida del
ultimo efecto
Instrumentos
Usados
Medidor de
nivel
Medidor de
temperatura
Medidor de
composición
Medidor de
composición
22

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
DIAGRAMA DE INSTRUMENTACIÓN
23

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
4. ANÁLISIS DINÁMICO
DIAGRAMA DEL PROCESO DE EVAPORACION
Se tomo en consideración 3 efectos ya que la industria posee en promedio esta cantidad para una carga como la que asumiremos en los balances de masa:
DIAGRAMA DEL PROCESO
VAPOR VIVO ( V en Kg./s)
SOLUCION CONCENTRADA ( F,q2,q4,q6 en Kg/s )
SOLUCION DILUIDA( q1,q3,q5 en Kg/s)
F
V
q2,x2
q1,x1
q4,x4
q5,x5 q3,x3
P,xP
H1 H3H2
24
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Para poder hacer el análisis dinámico es necesario conocer los flujos, concentraciones y otras características ya que con estos datos podremos hallar las constantes Kp y τ de la función de transferencia. Por eso se inicia con un balance global de materia del proceso de evaporación descrito en la figura anterior pero en estado estacionario. A su vez se muestran los datos asumidos:
a) Balance de Materia en Estado Estacionario:
i) Se conoce que de 1 tonelada de caña de azúcar se obtienen 100kg de azúcar, entonces esto será el 80% en el último efecto. A su vez representa el 20% en el primero, de ahí se saca el F pero se considera también que dentro de la carga de alimentación hay impurezas en un 10%.
ii) En el caso de las concentraciones son las que en promedio se obtienen con los evaporadores en 3 efectos en la industria azucarera.
iii) Finalmente para la conocer la altura del último efecto se asume el uso de evaporadores de 5m y de un diámetro de 1m para la carga tratada.
iv) El balance solo considera la entrada de solución concentrada más no el vapor que sirva para calentarse ya que no están en contacto.
Datos:F 600Kg/sP0 125Kg/sH3 0 1md 1m
x10 0.05x30 0.05x50 0.05x20 0.5x40 0.6xP 0 0.8ρP 1269Kg/m3
25

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Ultimo Efecto :
Segundo Efecto :
Primer Efecto :
Ahora ya se conocen las corrientes se resumen en el siguiente cuadro:
FLUJO VALORq1 391.67Kg/sq2 208.33Kg/sq3 37.87Kg/sq4 170.45Kg/sq5 45.45Kg/s
b) Balance de Masa por Componentes en Estado Transitorio:
i) A continuación se inicia el balance esta vez considerando la acumulación, a su vez se considera que la altura del evaporador es constante.
Ultimo efecto
26

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
o Entonces las variables de desviación serán:
o Entonces lineal izando:
o Reemplazando en (1):
o Aplicando ahora La Transformada de LaPlace
27

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
o Ordenando:
o Finalmente:
o Donde:
ii) Para poder hallar la función de transferencia se establece como función forzante a la concentración del efecto anterior X4,entonces la función de transferencia Gp queda reducida a:
28

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
iii) Reemplazando los valores obtenidos de los balances en estado estacionario :
iv) Obteniendo en conclusión
29
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
4.1Diagrama de Bloques del Sistema
Gm = e-s
Xp(S)
P(s)
R(s) Kc (1+τd+1/τI) 1/(2s+1)
K4K3
1/(τs+1)
K5
K2 K1X4 Q4
Q5 X5
+
--
-
++
30
SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
5. DIAGRAMA DE BODE Y GRAFICO DE RESPUESTA TRANSITORIA EN MATLAB
Gm=e-s
Gv=
Gp=1.36/(7.97*s+1) Obtenido del proceso BM
Haciendo el programa en Matlab 2007 (7.4) obtenemos los siguientes resultados:
>> s=tf ('s') Transfer function:s >> Gp=1.36/ (7.97*s+1)
Transfer function: 1.36-----------7.97 s + 1 >> Gv=1/ (2*s+1) Transfer function: 1-------2 s + 1 >> G1=tf (1,'iodelay', 1) Transfer function:exp(-1*s) * (1) >> Gm=pade(G1,1) Transfer function:-s + 2------s + 2 >> Sys=Gp*Gv*Gm Transfer function: -1.36 s + 2.72-----------------------------------15.94 s^3 + 41.85 s^2 + 20.94 s + 2 >> bode(sys1)
31

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
A continuacion Matlab grafica : GRAFICO Nº1
Entonces el sistema es estable. Ya que del grafico se puede apreciar el valor de
w=0.776 Rad./seg.
AR=0.117
A continuación se analiza la respuesta transitoria a una variación de tipo paso e impulso según:
Step: En matlab se escribe el siguiente comando, obteniéndose el grafico Nº2:
>> step(Gp),grid;
32

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
GRAFICO Nº2
Se obtiene una amplitud de 0.859 para el t = τ=7.97s
Impulso: Esta vez se tipea lo siguiente:
>> impulse(Gp),gris
GRAFICO Nº3
33

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
5.1. Controlador PID-Diseño
Del diagrama de bode en Lazo Abierto sin incluir el controlador del GRAFICO Nº1:Para Φ=-180Wu = 0.776 rad/segAR = 0.117
Se cumple el criterio de estabilidad de Bode, el sistema es estable.Luego hallamos:Pu = 2 / Wu = 8.1Ku = 1/ AR =8.547
Según el criterio de Ziegler - Nichols:
Kc I d
0.6 Ku Pu / 2 Pu / 8Valor final 5.13 4.05 1.01
Finalmente ajustando el Kc para un Margen de Ganancia igual a 2:
MG = 1 / (AR*Kc)MG = 2AR = 0.117
Reemplazando los valores: Kc = 4.27
Graficando el Diagrama de Bode en lazo abierto con la ayuda del Matlab:
>> Gc= (4.27*(1+ (1/(4.05*s)) +1.01*s));>> sys2=Gp*Gv*Gm*Gc Transfer function:-23.75 s^3 + 23.99 s^2 + 41.23 s + 11.61-----------------------------------------64.56 s^4 + 169.5 s^3 + 84.81 s^2 + 8.1 s
>> bode(sys2)>> bode(sys1,sys2)
34

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
GRAFICO Nº4
GRAFICO Nº5
35

SIMULACION Y CONTROL DE PROCESOS- GRUPO 10- 2007-IFIQT-UNI
Se observa que esta vez la curva no esta tan lejos de la inestabilidad, con lo cual el controlador si bien es cierto nos ayuda a una mejor eficiencia pero aleja al proceso de su estabilidad, aunque en este caso particular es en un pequeño porcentaje.
Finalmente para poder la influencia sobre nuestro proceso se grafican el sistema con y sin controlador en la grafica Nº5.
BIBLIOGRAFIA Libros:
o Roca Alfred - Control de Procesoso Acedo Sanchez-Control Avanzado de Procesoso Antonio Creus -Instrumentación Industrialo Mc Cabe -Operaciones Unitarias en Ingeniería Químicao Foust Alan- Principios de Operaciones Unitarias
Paginas Web
Evaporadoreso http://www.espaqfe.com.ar/evap4.htm o http://www.inazucar.gov.do/obtension_azucar.htm
Procesoo http://www.azucar.cl/proceso_productivo.htm
o http://www.misiones.gov.ar/IFAI/AzucarOrganica.htm
o http://turnkey.taiwantrade.com.tw/showpage.asp? subid=057&fdname=FOOD+MANUFACTURING&pagename=Planta+de+produccion+de+azucar+morena+(azucar+rubia)
o http://www.irish-sugar.ie/noframes/nf-pages/nf-prod/nf- prod.htm#evaportn
o http://www.automation.siemens.com/sugar/index_76.htm
o http://www.suedzucker.de/en/product/diagram/#safteindickung
(Azucarera suedzuker una de las mas grandes en europa)
o http://www.westernsugar.com/manuf_beet.asp#
(Segunda Azucarera mas grande de Europa)
36