review on fabrication and applications of ultrafine particles from animal protein fibres
TRANSCRIPT

Fibers and Polymers 2014, Vol.15, No.2, 187-194
187
Review on Fabrication and Applications of Ultrafine
Particles from Animal Protein Fibres
Kiran Patil, Rangam Rajkhowa, Xungai Wang, and Tong Lin*
Australian Future Fibres Research and Innovation Centre, Institute for Frontier Materials, Deakin University,
Geelong, VIC 3220, Australia
(Received April 12, 2013; Revised June 3, 2013; Accepted June 8, 2013)
Abstract: Protein fibre wastes from animal hairs, feathers and insect secreted filaments can be aptly utilized by convertingthem into ultra-fine particles. Particles from animal protein fibres present large surface-to-weight ratio and significantlyenhanced surface reactivity, that have opened up novel applications in both textile and non-textile fields. This review articlesummarizes the state-of-the-art routes to fabricate ultrafine particles from animal protein fibres, including direct route ofmechanical milling of fibres and indirect route from fibre proteins. Ongoing research trends in novel applications of proteinfibre particles in various fields, such as biomedical science, environmental protection and composite structures are presented.
Keywords: Animal protein fibre, Particle, Fabrication, Biomedical applications, Environmental protection, Composite structures
Introduction
Nature exhibits diverse and abundant structural materials
in the form of protein fibres, in addition to those present in
intracellular, extracellular matrices, cytoplasma and blood
plasma of living organisms. These protein fibres are synthesized
on exoskeletal portion of most animals and certain insects
for various purposes. Keratin hairs and feathers function to
protect animals from extreme weather conditions, whereas
fibroin silk filaments of spiders and insects form nests, traps
or cocoons. The majority of animal protein fibres serve as
industrial raw material and contribute 8.4 % (2,643,000 MT)
to the total world natural fibre production, comprising 7.1 %
of fine animal hairs and 1.3 % insect secreted silk filaments
[1]. Nevertheless, a significant quantity of them is segregated
as a waste during processing, which is suitable only for low
value applications. Similarly, coarse and lengthy guard hairs
of certain domesticated and harvested animals such as
Cashmere goats, angora rabbits and llama, segregated from
their valuable fine fibres [2-4], are also treated as a waste or
low value side-products and they mainly get used for making
brushes and interlinings. Additionally, pachydermatous animal
hairs, human hairs, bird feathers are considered as a mere
waste on shearing or death of the respective animal and do
not get utilized for any valuable applications.
Considering the tedious nature of proteinaceous waste
handling due to the release of harmful gases such as CO,
CO2, H2S and HCN on its incineration [5], considerably long
decomposition time on land filling [6] and high energy
requirements for other physical/chemical methods of pro-
teinaceous waste processing [7], the animal protein fibre
wastes have been mainly converted to protein hydrolysate
feedstuffs with proteolytic micro-organisms i.e. enzymatic
chemical hydrolysis [8,9]. However feedstuffs from processed
animal by-products have not been allowed in Europe since
July 1994 [10]. The ban aims to create an efficient system of
protecting human health within the European Union from
infections caused by pathogenic micro-organisms of animal
origin.
Particalization of protein fibers has recently emerged as a
new strategy to improve the high value-added applications
of protein fibers. The presence of functional groups, such as
amino (-NH2), hydroxy (-OH) or thiol (-SH) enables protein
fiber particles to bind certain functional molecules, targeting
specific applications [11-13]. Compared to those made of
synthetic polymers, particles from protein fibers are bio-
degradable and biocompatible. They are easier to be degraded
through land filling after use, benefiting the environment,
apart from the lower cost. Such a new protein fibre form has
attracted much attention in both science and engineering
fields.
The present review addresses a specific form of protein
fibres i.e. ultrafine protein particles, their different fabrication
techniques and novel applications under exploration, along
with the further possible scope in the field at certain places.
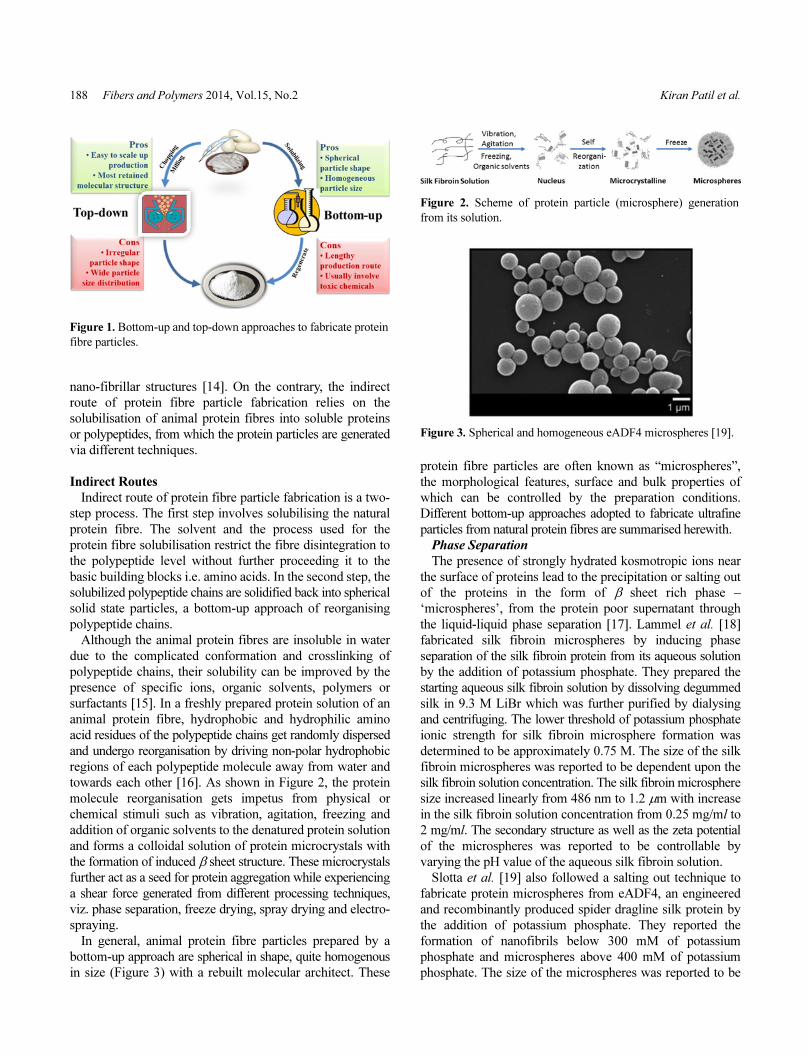
Routes of Particle Fabrication from Animal Protein Fibres
Animal protein fibres can be converted into ultrafine
particles either directly by mechanical milling - a physical
route with top-down approach or indirectly from solubilised
protein macromolecules - a chemical route with bottom- up
approach. The two distinct routes of protein fibre particle
fabrication are herewith graphically summarised in Figure 1,
with their respective pros and cons.
The direct fabrication of animal protein fibre particles
relies on the mechanical milling or crushing of parent fibres
into the fine particles, while following the mechanism of
fibre fracture and progressive separation of the micro and*Corresponding author: [email protected]
DOI: 10.1007/s12221-014-0187-y
188 Fibers and Polymers 2014, Vol.15, No.2 Kiran Patil et al.
nano-fibrillar structures [14]. On the contrary, the indirect
route of protein fibre particle fabrication relies on the
solubilisation of animal protein fibres into soluble proteins
or polypeptides, from which the protein particles are generated
via different techniques.
Indirect Routes
Indirect route of protein fibre particle fabrication is a two-
step process. The first step involves solubilising the natural
protein fibre. The solvent and the process used for the
protein fibre solubilisation restrict the fibre disintegration to
the polypeptide level without further proceeding it to the
basic building blocks i.e. amino acids. In the second step, the
solubilized polypeptide chains are solidified back into spherical
solid state particles, a bottom-up approach of reorganising
polypeptide chains.
Although the animal protein fibres are insoluble in water
due to the complicated conformation and crosslinking of
polypeptide chains, their solubility can be improved by the
presence of specific ions, organic solvents, polymers or
surfactants [15]. In a freshly prepared protein solution of an
animal protein fibre, hydrophobic and hydrophilic amino
acid residues of the polypeptide chains get randomly dispersed
and undergo reorganisation by driving non-polar hydrophobic
regions of each polypeptide molecule away from water and
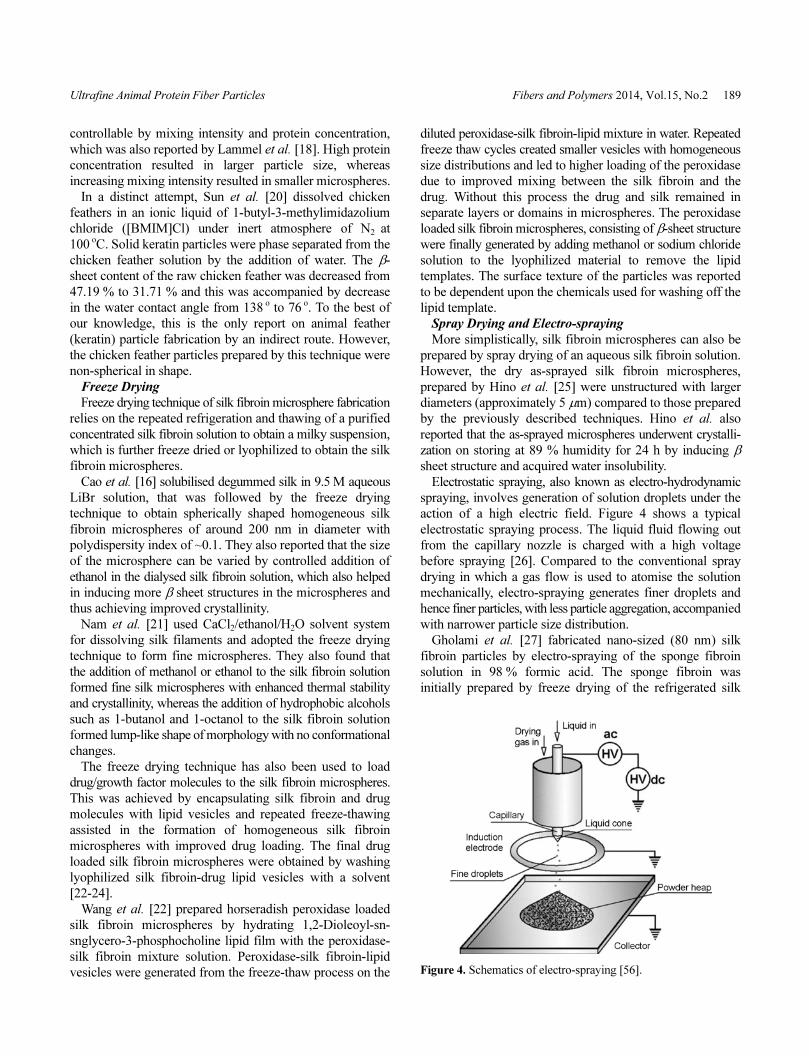
towards each other [16]. As shown in Figure 2, the protein
molecule reorganisation gets impetus from physical or
chemical stimuli such as vibration, agitation, freezing and
addition of organic solvents to the denatured protein solution
and forms a colloidal solution of protein microcrystals with
the formation of induced β sheet structure. These microcrystals
further act as a seed for protein aggregation while experiencing
a shear force generated from different processing techniques,
viz. phase separation, freeze drying, spray drying and electro-
spraying.
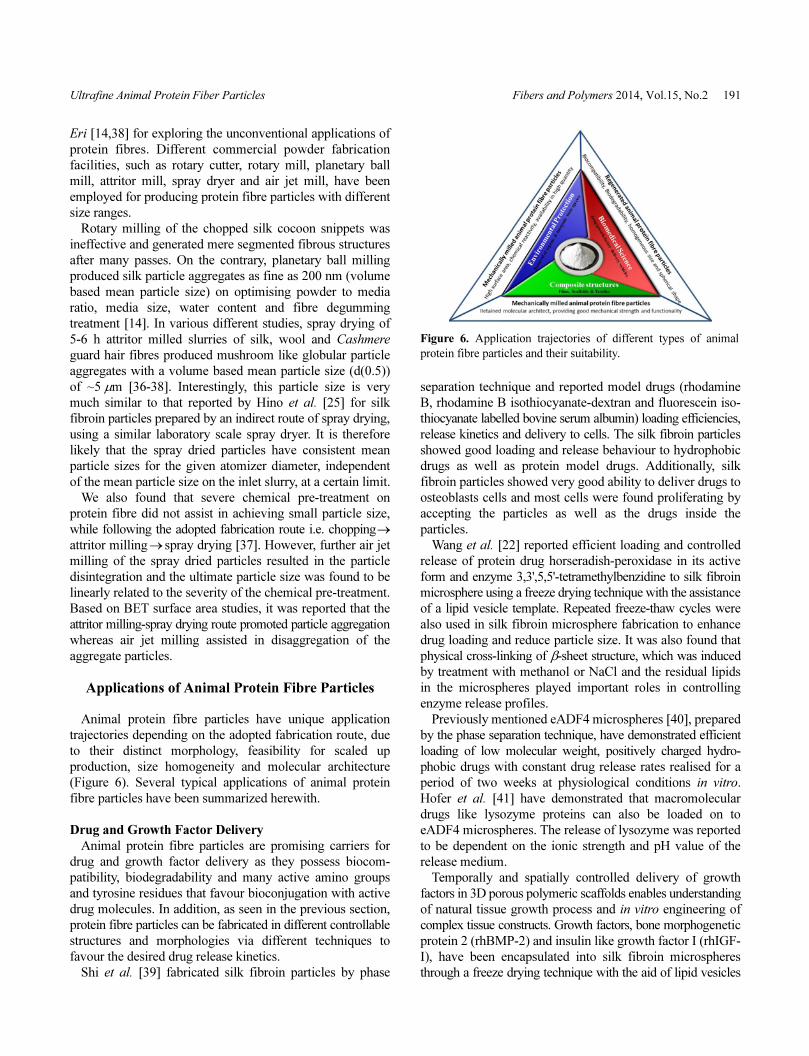
In general, animal protein fibre particles prepared by a
bottom-up approach are spherical in shape, quite homogenous
in size (Figure 3) with a rebuilt molecular architect. These
protein fibre particles are often known as “microspheres”,
the morphological features, surface and bulk properties of
which can be controlled by the preparation conditions.
Different bottom-up approaches adopted to fabricate ultrafine
particles from natural protein fibres are summarised herewith.
Phase Separation
The presence of strongly hydrated kosmotropic ions near
the surface of proteins lead to the precipitation or salting out
of the proteins in the form of β sheet rich phase –
‘microspheres’, from the protein poor supernatant through
the liquid-liquid phase separation [17]. Lammel et al. [18]
fabricated silk fibroin microspheres by inducing phase
separation of the silk fibroin protein from its aqueous solution
by the addition of potassium phosphate. They prepared the
starting aqueous silk fibroin solution by dissolving degummed
silk in 9.3 M LiBr which was further purified by dialysing
and centrifuging. The lower threshold of potassium phosphate
ionic strength for silk fibroin microsphere formation was
determined to be approximately 0.75 M. The size of the silk
fibroin microspheres was reported to be dependent upon the
silk fibroin solution concentration. The silk fibroin microsphere
size increased linearly from 486 nm to 1.2 µm with increase
in the silk fibroin solution concentration from 0.25 mg/ml to
2 mg/ml. The secondary structure as well as the zeta potential
of the microspheres was reported to be controllable by
varying the pH value of the aqueous silk fibroin solution.
Slotta et al. [19] also followed a salting out technique to
fabricate protein microspheres from eADF4, an engineered
and recombinantly produced spider dragline silk protein by
the addition of potassium phosphate. They reported the
formation of nanofibrils below 300 mM of potassium
phosphate and microspheres above 400 mM of potassium
phosphate. The size of the microspheres was reported to be
Figure 1. Bottom-up and top-down approaches to fabricate protein
fibre particles.
Figure 2. Scheme of protein particle (microsphere) generation
from its solution.
Figure 3. Spherical and homogeneous eADF4 microspheres [19].
Ultrafine Animal Protein Fiber Particles Fibers and Polymers 2014, Vol.15, No.2 189
controllable by mixing intensity and protein concentration,
which was also reported by Lammel et al. [18]. High protein
concentration resulted in larger particle size, whereas
increasing mixing intensity resulted in smaller microspheres.
In a distinct attempt, Sun et al. [20] dissolved chicken
feathers in an ionic liquid of 1-butyl-3-methylimidazolium
chloride ([BMIM]Cl) under inert atmosphere of N2 at
100oC. Solid keratin particles were phase separated from the
chicken feather solution by the addition of water. The β-
sheet content of the raw chicken feather was decreased from
47.19 % to 31.71 % and this was accompanied by decrease
in the water contact angle from 138 o to 76 o. To the best of
our knowledge, this is the only report on animal feather
(keratin) particle fabrication by an indirect route. However,
the chicken feather particles prepared by this technique were
non-spherical in shape.
Freeze Drying
Freeze drying technique of silk fibroin microsphere fabrication
relies on the repeated refrigeration and thawing of a purified
concentrated silk fibroin solution to obtain a milky suspension,
which is further freeze dried or lyophilized to obtain the silk
fibroin microspheres.
Cao et al. [16] solubilised degummed silk in 9.5 M aqueous
LiBr solution, that was followed by the freeze drying
technique to obtain spherically shaped homogeneous silk
fibroin microspheres of around 200 nm in diameter with
polydispersity index of ~0.1. They also reported that the size
of the microsphere can be varied by controlled addition of
ethanol in the dialysed silk fibroin solution, which also helped
in inducing more β sheet structures in the microspheres and
thus achieving improved crystallinity.
Nam et al. [21] used CaCl2/ethanol/H2O solvent system
for dissolving silk filaments and adopted the freeze drying
technique to form fine microspheres. They also found that
the addition of methanol or ethanol to the silk fibroin solution
formed fine silk microspheres with enhanced thermal stability
and crystallinity, whereas the addition of hydrophobic alcohols
such as 1-butanol and 1-octanol to the silk fibroin solution
formed lump-like shape of morphology with no conformational
changes.
The freeze drying technique has also been used to load
drug/growth factor molecules to the silk fibroin microspheres.
This was achieved by encapsulating silk fibroin and drug
molecules with lipid vesicles and repeated freeze-thawing
assisted in the formation of homogeneous silk fibroin
microspheres with improved drug loading. The final drug
loaded silk fibroin microspheres were obtained by washing
lyophilized silk fibroin-drug lipid vesicles with a solvent
[22-24].
Wang et al. [22] prepared horseradish peroxidase loaded
silk fibroin microspheres by hydrating 1,2-Dioleoyl-sn-
snglycero-3-phosphocholine lipid film with the peroxidase-
silk fibroin mixture solution. Peroxidase-silk fibroin-lipid
vesicles were generated from the freeze-thaw process on the
diluted peroxidase-silk fibroin-lipid mixture in water. Repeated
freeze thaw cycles created smaller vesicles with homogeneous
size distributions and led to higher loading of the peroxidase
due to improved mixing between the silk fibroin and the
drug. Without this process the drug and silk remained in
separate layers or domains in microspheres. The peroxidase
loaded silk fibroin microspheres, consisting of β-sheet structure
were finally generated by adding methanol or sodium chloride
solution to the lyophilized material to remove the lipid
templates. The surface texture of the particles was reported
to be dependent upon the chemicals used for washing off the
lipid template.
Spray Drying and Electro-spraying
More simplistically, silk fibroin microspheres can also be
prepared by spray drying of an aqueous silk fibroin solution.
However, the dry as-sprayed silk fibroin microspheres,
prepared by Hino et al. [25] were unstructured with larger
diameters (approximately 5 µm) compared to those prepared
by the previously described techniques. Hino et al. also
reported that the as-sprayed microspheres underwent crystalli-
zation on storing at 89 % humidity for 24 h by inducing β
sheet structure and acquired water insolubility.
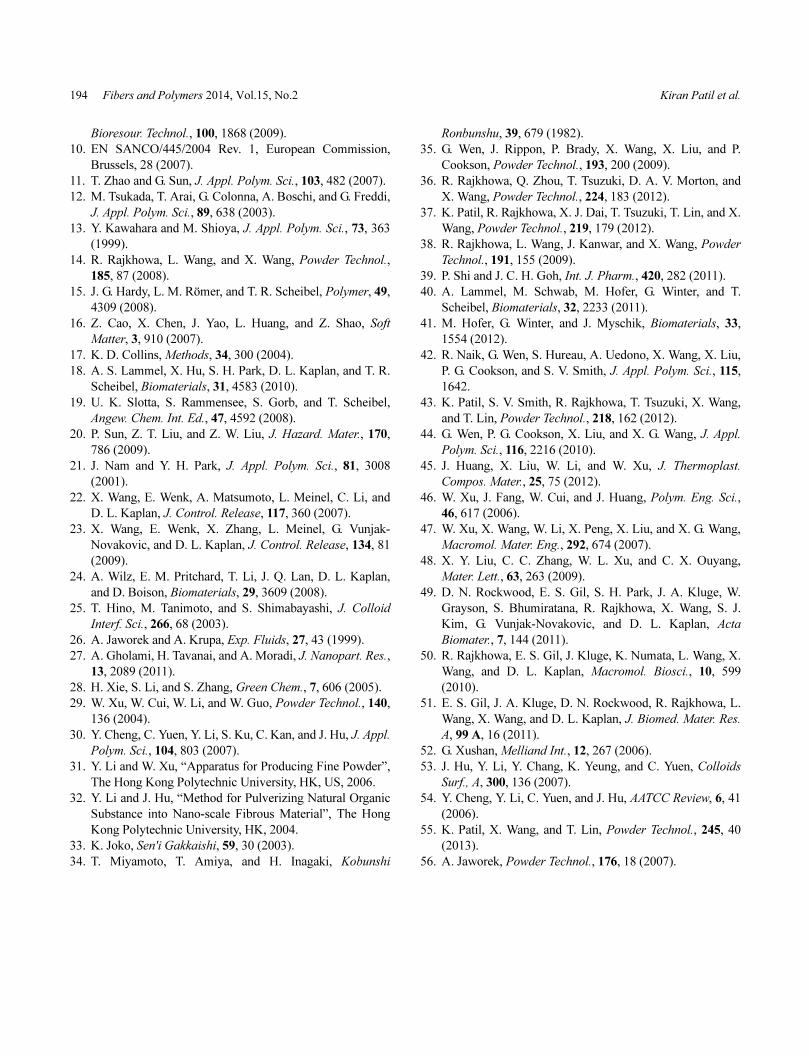
Electrostatic spraying, also known as electro-hydrodynamic
spraying, involves generation of solution droplets under the
action of a high electric field. Figure 4 shows a typical
electrostatic spraying process. The liquid fluid flowing out
from the capillary nozzle is charged with a high voltage
before spraying [26]. Compared to the conventional spray
drying in which a gas flow is used to atomise the solution
mechanically, electro-spraying generates finer droplets and
hence finer particles, with less particle aggregation, accompanied
with narrower particle size distribution.
Gholami et al. [27] fabricated nano-sized (80 nm) silk
fibroin particles by electro-spraying of the sponge fibroin
solution in 98 % formic acid. The sponge fibroin was
initially prepared by freeze drying of the refrigerated silk
Figure 4. Schematics of electro-spraying [56].

190 Fibers and Polymers 2014, Vol.15, No.2 Kiran Patil et al.
fibroin solution. Solid silk fibroin sponge obtained was then
dissolved in 98 % formic acid. Finer silk fibroin particles
were formed from solutions of lower fibroin concentration.
Lowering the solution feeding rate or increasing the spraying
distance also resulted in reduced particle size. The particle
size was initially decreased with an increase in the applied
voltage until 20 kV, and then increased when further
increasing the voltage.
Although different indirect routes of protein fibre particle
generation have been mainly attempted for silk fibroin,
similar attempts are lacking for hair keratin particle generation.
This is due to the difficulties in hair keratin molecular
dissolution caused by the presence of strong covalent disulfide
(-S-S-) bonds among different keratin molecules or the α
helix loops within a single keratin molecule. However, with
the recent advent of ionic liquids as molecular solvents for
biological macromolecules [28], the doors for dissolution
and regeneration of hair keratin fibres appear to be opened
up. Hence, further experimental studies are needed to explore
the great scope in hair keratin particle generation by exploring
ionic liquids as solvents for hair keratins.
Direct Route: Mechanical Milling Technique
Ultrafine particle preparation from animal protein fibres
by mechanical milling technique is a straightforward and
comparatively quick process to produce particles in bulk
quantity without altering the native protein fibre molecular
architecture and thus preserving the native physicochemical
characteristics of the parent fibre in the particles.
In general, protein fibre particles, fabricated by the
mechanical milling technique are available in various non-
spherical shapes and sizes, often with a wide size distribution
(Figure 5) and well retained molecular structures. Although
a few articles in literature have specified decreased crystalline
content on protein fibre milling [29,30], it is still most likely
to be far better than the protein fibre microspheres prepared
from the indirect route, i.e. Protein Fibre > Mechanically
milled protein fibre particle > Indirectly synthesized protein
fibre microspheres. However, specific experimental studies
in this regard are warranted.
The mechanical milling of protein fibres has mainly adopted
purpose built apparatuses or commercially available equipment
in the ceramic processing and powder metallurgy industries.
Li et al. [31] invented an apparatus for preparing fine
particles and reported a method for pulverizing natural
organic substances (such as wool, silk and cotton) into nano-
scaled fibrous materials [32]. In this method, clean dry fibres
were initially crushed into small pieces of 500 µm in length
by using a rotary crusher. A pure water suspension of these
small fibre pieces was further processed on a professional
ultrasonic crusher that resulted in a particle suspension with
sizes smaller than 20 µm both in diameter and length. The
particle suspension was further fed into a nano-colloid
machine to prepare nanoparticles of less than 100 nm in
diameter and shorter than 800 nm in length. Finally dry
particles were achieved by spray drying of the particle
suspension. The particle size was said to be controllable with
an adjustment of colloid pressure and colloid time in the
nano colloid machine.
Xu et al. [29] pre-treated shortened wool fibres (around
3 mm in length, cut by rotary blade) with 0.5 % NaClO,
before grinding on a specially designed machine equipped
with two milling pans. To get differently sized wool particles,
different durations of grinding were adopted. Wool particles,
smaller than 2 µm in diameter and with a length between 5
and 10 µm, were obtained after 3 hours of grinding. The
ground wool particles exhibited no change in chemical
composition with slight decrease in crystalline content and
increase in thermal stability.
Cheng et al. [30] weakened wool fibres by treatment of
the fibres with hydrogen peroxide and further subjected
them to a three-step pulverisation process to produce wool
particles smaller than 100 nm in diameter. It was mentioned
that the preparation of nano-wool particles was facilitated by
the hydrogen peroxide treatment. The pulverized wool particles
showed decrease in crystalline content with no substantial
change in their chemistry.
Joko et al. [33] reported dry and wet milling of native and
chemically pretreated (sodium sulphite/sodium hydroxide)
wool fibres using different mechanical techniques such as
homogeniser, ball milling, jet milling and high speed rotor
milling. Fractured wool products with different shapes and
sizes (particles less than 10 µm in diameter and spindle
shaped particles of around 80 µm in length) were reported
and were said to be dependent on the milling technique
adopted.
In yet another attempt, Miyamoto et al. [34] adopted a
distinct explosive puffing treatment with saturated steam of
6 kg/cm2 at 164.2 oC to fracture unmodified and reduced
wool fibres into fine particles.
At our research centre (Australian Future Fibres Research
and Innovation Centre), we have developed ultrafine protein
particles from wool [35,36], Cashmere guard hair [37] and
various silk fibre varieties such as Bombyx mori, Muga andFigure 5. Globular Cashmere guard hair particles with wide
particle size distribution [37].
Ultrafine Animal Protein Fiber Particles Fibers and Polymers 2014, Vol.15, No.2 191
Eri [14,38] for exploring the unconventional applications of
protein fibres. Different commercial powder fabrication
facilities, such as rotary cutter, rotary mill, planetary ball
mill, attritor mill, spray dryer and air jet mill, have been
employed for producing protein fibre particles with different
size ranges.
Rotary milling of the chopped silk cocoon snippets was
ineffective and generated mere segmented fibrous structures
after many passes. On the contrary, planetary ball milling
produced silk particle aggregates as fine as 200 nm (volume
based mean particle size) on optimising powder to media
ratio, media size, water content and fibre degumming
treatment [14]. In various different studies, spray drying of
5-6 h attritor milled slurries of silk, wool and Cashmere
guard hair fibres produced mushroom like globular particle
aggregates with a volume based mean particle size (d(0.5))
of ~5 µm [36-38]. Interestingly, this particle size is very
much similar to that reported by Hino et al. [25] for silk
fibroin particles prepared by an indirect route of spray drying,
using a similar laboratory scale spray dryer. It is therefore
likely that the spray dried particles have consistent mean
particle sizes for the given atomizer diameter, independent
of the mean particle size on the inlet slurry, at a certain limit.
We also found that severe chemical pre-treatment on
protein fibre did not assist in achieving small particle size,
while following the adopted fabrication route i.e. chopping→
attritor milling→ spray drying [37]. However, further air jet
milling of the spray dried particles resulted in the particle
disintegration and the ultimate particle size was found to be
linearly related to the severity of the chemical pre-treatment.
Based on BET surface area studies, it was reported that the
attritor milling-spray drying route promoted particle aggregation
whereas air jet milling assisted in disaggregation of the
aggregate particles.
Applications of Animal Protein Fibre Particles
Animal protein fibre particles have unique application
trajectories depending on the adopted fabrication route, due
to their distinct morphology, feasibility for scaled up
production, size homogeneity and molecular architecture
(Figure 6). Several typical applications of animal protein
fibre particles have been summarized herewith.
Drug and Growth Factor Delivery
Animal protein fibre particles are promising carriers for
drug and growth factor delivery as they possess biocom-
patibility, biodegradability and many active amino groups
and tyrosine residues that favour bioconjugation with active
drug molecules. In addition, as seen in the previous section,
protein fibre particles can be fabricated in different controllable
structures and morphologies via different techniques to
favour the desired drug release kinetics.
Shi et al. [39] fabricated silk fibroin particles by phase
separation technique and reported model drugs (rhodamine
B, rhodamine B isothiocyanate-dextran and fluorescein iso-
thiocyanate labelled bovine serum albumin) loading efficiencies,
release kinetics and delivery to cells. The silk fibroin particles
showed good loading and release behaviour to hydrophobic
drugs as well as protein model drugs. Additionally, silk
fibroin particles showed very good ability to deliver drugs to
osteoblasts cells and most cells were found proliferating by
accepting the particles as well as the drugs inside the
particles.
Wang et al. [22] reported efficient loading and controlled
release of protein drug horseradish-peroxidase in its active
form and enzyme 3,3',5,5'-tetramethylbenzidine to silk fibroin
microsphere using a freeze drying technique with the assistance
of a lipid vesicle template. Repeated freeze-thaw cycles were
also used in silk fibroin microsphere fabrication to enhance
drug loading and reduce particle size. It was also found that
physical cross-linking of β-sheet structure, which was induced
by treatment with methanol or NaCl and the residual lipids
in the microspheres played important roles in controlling
enzyme release profiles.
Previously mentioned eADF4 microspheres [40], prepared
by the phase separation technique, have demonstrated efficient
loading of low molecular weight, positively charged hydro-
phobic drugs with constant drug release rates realised for a
period of two weeks at physiological conditions in vitro.
Hofer et al. [41] have demonstrated that macromolecular
drugs like lysozyme proteins can also be loaded on to
eADF4 microspheres. The release of lysozyme was reported
to be dependent on the ionic strength and pH value of the
release medium.
Temporally and spatially controlled delivery of growth
factors in 3D porous polymeric scaffolds enables understanding
of natural tissue growth process and in vitro engineering of
complex tissue constructs. Growth factors, bone morphogenetic
protein 2 (rhBMP-2) and insulin like growth factor I (rhIGF-
I), have been encapsulated into silk fibroin microspheres
through a freeze drying technique with the aid of lipid vesicles
Figure 6. Application trajectories of different types of animal
protein fibre particles and their suitability.

192 Fibers and Polymers 2014, Vol.15, No.2 Kiran Patil et al.
[23]. The silk fibroin microspheres were further incorporated
into alginate and silk scaffolds to form concentration gradient
impact on osteochondral differentiation of human bone
marrow-derived mesenchymal stem cells (hMSCs). The
regenerated silk fibroin microspheres were reported to be
more efficient than polylactic-co-glycolic acid (PLGA)
microspheres in delivering rhBMP-2, probably due to the
sustained release of the growth factor.
In short, animal protein fibre particles fabricated by
different indirect routes have shown potential in drug delivery
applications. These particles possess narrow particle size
distribution and therefore render long term stability to the
particle dispersions and in vivo distribution of the particles.
On the contrary, mechanically milled protein fibre particles
possess wide size distribution and have not yet found scope
in this trajectory of potential animal protein fibre particle
applications. Consequently, at our research centre different
experimental approaches are being explored to obtain
mechanically milled animal protein fibre particles with a
narrow size distribution, as they are likely to be favoured in
situations demanding drug release over a long duration, due
to their high crystallinity compared with their indirect route
counterparts. Additionally, mechanically milled animal protein
fibre particles, even with a wide particle size distribution,
may be used as drug/growth factor carriers in composite
scaffolds. However, experimental studies in this regard are
missing.
Environmental Protection
Due to the presence of nucleophilic groups such as amino
(-NH2), hydroxy (-OH) or thiol (-SH) groups and high
specific surface area (10-20 m2/g [37]), animal protein fibre
particles have inherent potential to effectively remove water
pollutants, both inorganic and organic species. Different
studies at laboratory level have demonstrated the higher
uptake and loading capacity of animal protein fibre particles
for toxic heavy metal ions and organic dyes compared to
their parent fibres and/or commercial resins.
Chicken feather particles, prepared by phase separation of
its solution in an ionic liquid, have been illustrated to be an
excellent candidate to remove Cr(VI) ions (efficiency 63.5-
87.7 %) from wastewater in the concentration range from 2
to 80 ppm [20]. The Freundlich constant (kF) for adsorption
of Cr(VI) ion by chicken feather particles was four times
larger than that of the raw chicken feather, possibly due to
the reorganization of amino and carboxyl groups towards the
surface of the regenerated chicken feather particles, while
electrostatically binding anionic Cr(VI) ions towards cationic
amino.
However, if commercialised, the heavy metal ion separation
from waste water streams is likely to require a huge quantity
of animal protein fibre particles. This would require large
scale production of such particles, using a mechanical milling
approach. Therefore, different studies involving variety of
heavy metal ions, organic dyes and mechanically milled
animal protein fibre particles have been undertaken at our
research centre [42-44].
During Cu2+ binding studies on the mechanically milled
wool particles, we found that the metal ion uptake rate of
wool particles was dramatically faster (~42 fold) than that of
the parent wool fibre. The wool particles also demonstrated two
to nine fold increase in the metal ion binding capacity in
comparison with commercial cation exchange resins [42]. In
a separate study, we have also reported ionic interactions of
transition metal ions with mechanically milled animal protein
fibre particles from Cashmere guard hair, Merino wool and
Eri silk. Their binding capacities for oppositely charged
metal species (Zn2+ and anionic species of Cr6+) [43] was
also examined. The maximum absorption yield of Zn2+ for
the studied particle samples was observed at pH 8, whereas
the anionic species of Cr6+ were efficiently absorbed from
aqueous solutions at pH 2, where protein fibre particles
demonstrated negative and positive zeta potential values
respectively. The absorbed metal ions were found to desorb
on exposing to a buffered aqueous solution at a pH value of
poor metal ion absorption. While exploring the removal of
water polluting organic dyes by using mechanically milled
wool particles, we have reported increased dye absorption
ability of wool with effective surface area [35]. The effect of
pH value on the sorption of hydrophilic dyes on wool
particles was more significant than that of the hydrophobic
dye uptake [44]. Comparison with activated charcoal and
other sorbents indicated that the fine wool particles had
excellent dye sorption capacity even at room temperature.
Composite Structures
Composite Films and Scaffolds
Animal protein fibre particles have been blended with
biocompatible polymer solutions to either efficiently load
bioactive drug/growth factor molecules or alter mechano-
chemisoprtion properties of the resultant casted film or
scaffold for biomedical applications. Mechanically milled
animal protein fibre particles have been aptly explored in
this field as the particles provide good mechanical strength
due to their retained native fibre molecular structure.
Synthetic polymer films such as polyurethane and poly-
propylene have been modified with milled keratin particles
[45-47]. The milled keratin particles have been either
blended with the polymer solution to cast it on a glass plate
or blended in an extruder with the polymer powder into
pallets which were further hot-pressed into films. The milled
keratin particle blended synthetic polymer films exhibited
increased water permeability, moisture regain and dynamic
storage modulus along with the decreased mechanical properties
with an increase in the particle/polymer ratio.
Mechanically milled silk particle - polyurethane blend
film has been prepared to realise a controlled heparin release
system for achieving antithrombogenic property in the film

Ultrafine Animal Protein Fiber Particles Fibers and Polymers 2014, Vol.15, No.2 193
[48]. Slow heparin release rate and low percentage cumulative
amount of the released heparin was realised with an increase
in the amount of the loaded heparin in the film, the silk
fibroin particles content in the film and the thickness of the
film.
As a scaffold needs to possess adequate mechanical
properties to match the intended implantation tissue such as
bone, Rockwood et al. [49] fabricated a composite scaffold
by using milled silk micro-particles to reinforce a silk
sponge for in vitro osteogenic tissue formation. The silk
micro-particle loading led to a substantial increase in the
scaffold compressive modulus from 0.3 MPa (non-reinforced)
to 1.9 MPa when the matrix : particle weight ratio was 1:2,
and this in 6 weeks dramatically improved the bone volume
fraction from 0.78 % for non-reinforced scaffold to 7.1 %
and 6.7 % respectively for 1:1 and 1:2 (sponge : particle)
loaded scaffolds. The improved mechanical properties in the
composite scaffold were reported to be resulted from the
high interfacial cohesion between the silk matrix and the
reinforcing silk particles [50] and increased material densifi-
cation [51].
Composite Textiles
Due to their high specific surface area and inherent
reactivity, the protein fibre particles have also been explored
to enhance the functional properties of textile substrates.
Xushan [52] has developed wool particle blended poly-
propylene fibres (2-3 % wool particles on weight basis) with
a fineness of 2.5-3.0 dtex/filament. Although the mechanical
properties of the blend fibre such as breaking strength, initial
modulus, breaking elongation and breaking work deteriorated,
the elastic recovery, moisture absorption and dye uptake
properties of the blend fibre were reported to be improved,
consequently conferring comfortable and linen like handle
to the ultimate blend fibre shirts.
Textile fabrics have also been functionalised by coating
with the milled animal protein fibre particles. A pure cotton
woven fabric has been coated with milled wool particles by
following the pad-dry-cure method [53]. During the treatment,
the cotton fabric specimen was padded after dipping into the
wool particle emulsion for 10 min, which was further dried
and cured in an oven at 130oC for 5 min. The warmth
retention property of the treated fabric showed improvement
as the thermal conductivity and Qmax values (represents
fabric cool sensation on touching) were reported to be
decreased from ~0.53 W/mk to ~0.48 W/mk and ~142 to
~129 respectively. However, the maximum moisture absorption
rate was found to be decreased from around 300 %/s for
untreated fabric to 20 %/s after the treatment.
Cheng et al. [54] studied the ultaviolet protection and
wrinkle recovery properties of the mechanically milled
nano-scale wool powder (mean particle size of 76.8 nm)
coated cotton fabrics. They also applied the wool particles
onto a cotton fabric using the pad-dry-cure method. The
wrinkle recovery angle of the treated cotton fabric increased
from 70-90 o to 120-130 o in both warp and weft directions,
whereas the Ultraviolet Protection Factor (UPF) enhanced
from ~7 to ~12.
By using an electrospraying technique to apply Cashmere
guard hair particles onto a fabric surface and subsequently
loading silver ions on the protein particle layer, we have
demonstrated that the silver loaded Cashmere guard hair
particles can considerably enhance the antibacterial properties
of the fabric treated [55]. The particle coating was stable
against rubbing and washing.
Summary and Outlook
High value of animal protein fibre wastes can be realised
by converting them into fine particles for many novel
technical applications. Different indirect chemical techniques
of protein fibre particle preparation rely on small scale
production in laboratory based processes and they can
produce uniform particles with good aqueous dispersability.
These fine and uniform particles may find applications in the
field of medical science. However, animal protein fibre
particles prepared by this technique suffers from the use of
harmful chemicals, scanty crystallinity compared to the
parent fibres, long processing time and limited viability
towards the scaled up production. On the contrary, the direct
mechanical milling to prepare the protein fibre particles can
largely retain the native fibre molecular architect and is easy
to scale up. Mechanically milled particles may find applications
in environmental protection and composite structures.
However, the mechanically milled particles are non-spherical
in shape and possess wide particle size distribution. Further
work is warranted to find ways of producing fine and uniform
protein fibre particles on a large scale, and to explore and
realise the full application potential of such ultrafine particles
from both protein and other natural fibre sources.
References
1. A. P. Brian Moir, Cotton Promo. Bull., 28, Spring (2011).
2. S. Herrmann, G. Wortmann, and F. Wortmann, World
Rabbit Sci., 4, 149 (1996).
3. S. Herrmann and F. Wortmann, Livest. Prod. Sci., 48, 1
(1997).
4. Z. Martinez, L. Iniguez, and T. Rodríguez, Small Ruminant
Res., 24, 203 (1997).
5. J. Hodgkin, M. Galbraith, and Y. Chong, Fire Mater., 7,
210 (1983).
6. B. Dent, S. Forbes, and B. Stuart, Environ. Geol., 45, 576
(2004).
7. T. Korni owicz-Kowalska and J. Bohacz, Waste Manag.,
31, 1689 (2011).
8. E. Vasileva-Tonkova, A. Gousterova, and G. Neshev, Int.
Biodeterior. Biodegrad., 63, 1008 (2009).
9. D. G. Syed, J. C. Lee, W. J. Li, C. J. Kim, and D. Agasar,
ll
194 Fibers and Polymers 2014, Vol.15, No.2 Kiran Patil et al.
Bioresour. Technol., 100, 1868 (2009).
10. EN SANCO/445/2004 Rev. 1, European Commission,
Brussels, 28 (2007).
11. T. Zhao and G. Sun, J. Appl. Polym. Sci., 103, 482 (2007).
12. M. Tsukada, T. Arai, G. Colonna, A. Boschi, and G. Freddi,
J. Appl. Polym. Sci., 89, 638 (2003).
13. Y. Kawahara and M. Shioya, J. Appl. Polym. Sci., 73, 363
(1999).
14. R. Rajkhowa, L. Wang, and X. Wang, Powder Technol.,
185, 87 (2008).
15. J. G. Hardy, L. M. Römer, and T. R. Scheibel, Polymer, 49,
4309 (2008).
16. Z. Cao, X. Chen, J. Yao, L. Huang, and Z. Shao, Soft
Matter, 3, 910 (2007).
17. K. D. Collins, Methods, 34, 300 (2004).
18. A. S. Lammel, X. Hu, S. H. Park, D. L. Kaplan, and T. R.
Scheibel, Biomaterials, 31, 4583 (2010).
19. U. K. Slotta, S. Rammensee, S. Gorb, and T. Scheibel,
Angew. Chem. Int. Ed., 47, 4592 (2008).
20. P. Sun, Z. T. Liu, and Z. W. Liu, J. Hazard. Mater., 170,
786 (2009).
21. J. Nam and Y. H. Park, J. Appl. Polym. Sci., 81, 3008
(2001).
22. X. Wang, E. Wenk, A. Matsumoto, L. Meinel, C. Li, and
D. L. Kaplan, J. Control. Release, 117, 360 (2007).
23. X. Wang, E. Wenk, X. Zhang, L. Meinel, G. Vunjak-
Novakovic, and D. L. Kaplan, J. Control. Release, 134, 81
(2009).
24. A. Wilz, E. M. Pritchard, T. Li, J. Q. Lan, D. L. Kaplan,
and D. Boison, Biomaterials, 29, 3609 (2008).
25. T. Hino, M. Tanimoto, and S. Shimabayashi, J. Colloid
Interf. Sci., 266, 68 (2003).
26. A. Jaworek and A. Krupa, Exp. Fluids, 27, 43 (1999).
27. A. Gholami, H. Tavanai, and A. Moradi, J. Nanopart. Res.,
13, 2089 (2011).
28. H. Xie, S. Li, and S. Zhang, Green Chem., 7, 606 (2005).
29. W. Xu, W. Cui, W. Li, and W. Guo, Powder Technol., 140,
136 (2004).
30. Y. Cheng, C. Yuen, Y. Li, S. Ku, C. Kan, and J. Hu, J. Appl.
Polym. Sci., 104, 803 (2007).
31. Y. Li and W. Xu, “Apparatus for Producing Fine Powder”,
The Hong Kong Polytechnic University, HK, US, 2006.
32. Y. Li and J. Hu, “Method for Pulverizing Natural Organic
Substance into Nano-scale Fibrous Material”, The Hong
Kong Polytechnic University, HK, 2004.
33. K. Joko, Sen'i Gakkaishi, 59, 30 (2003).
34. T. Miyamoto, T. Amiya, and H. Inagaki, Kobunshi
Ronbunshu, 39, 679 (1982).
35. G. Wen, J. Rippon, P. Brady, X. Wang, X. Liu, and P.
Cookson, Powder Technol., 193, 200 (2009).
36. R. Rajkhowa, Q. Zhou, T. Tsuzuki, D. A. V. Morton, and
X. Wang, Powder Technol., 224, 183 (2012).
37. K. Patil, R. Rajkhowa, X. J. Dai, T. Tsuzuki, T. Lin, and X.
Wang, Powder Technol., 219, 179 (2012).
38. R. Rajkhowa, L. Wang, J. Kanwar, and X. Wang, Powder
Technol., 191, 155 (2009).
39. P. Shi and J. C. H. Goh, Int. J. Pharm., 420, 282 (2011).
40. A. Lammel, M. Schwab, M. Hofer, G. Winter, and T.
Scheibel, Biomaterials, 32, 2233 (2011).
41. M. Hofer, G. Winter, and J. Myschik, Biomaterials, 33,
1554 (2012).
42. R. Naik, G. Wen, S. Hureau, A. Uedono, X. Wang, X. Liu,
P. G. Cookson, and S. V. Smith, J. Appl. Polym. Sci., 115,
1642.
43. K. Patil, S. V. Smith, R. Rajkhowa, T. Tsuzuki, X. Wang,
and T. Lin, Powder Technol., 218, 162 (2012).
44. G. Wen, P. G. Cookson, X. Liu, and X. G. Wang, J. Appl.
Polym. Sci., 116, 2216 (2010).
45. J. Huang, X. Liu, W. Li, and W. Xu, J. Thermoplast.
Compos. Mater., 25, 75 (2012).
46. W. Xu, J. Fang, W. Cui, and J. Huang, Polym. Eng. Sci.,
46, 617 (2006).
47. W. Xu, X. Wang, W. Li, X. Peng, X. Liu, and X. G. Wang,
Macromol. Mater. Eng., 292, 674 (2007).
48. X. Y. Liu, C. C. Zhang, W. L. Xu, and C. X. Ouyang,
Mater. Lett., 63, 263 (2009).
49. D. N. Rockwood, E. S. Gil, S. H. Park, J. A. Kluge, W.
Grayson, S. Bhumiratana, R. Rajkhowa, X. Wang, S. J.
Kim, G. Vunjak-Novakovic, and D. L. Kaplan, Acta
Biomater., 7, 144 (2011).
50. R. Rajkhowa, E. S. Gil, J. Kluge, K. Numata, L. Wang, X.
Wang, and D. L. Kaplan, Macromol. Biosci., 10, 599
(2010).
51. E. S. Gil, J. A. Kluge, D. N. Rockwood, R. Rajkhowa, L.
Wang, X. Wang, and D. L. Kaplan, J. Biomed. Mater. Res.
A, 99 A, 16 (2011).
52. G. Xushan, Melliand Int., 12, 267 (2006).
53. J. Hu, Y. Li, Y. Chang, K. Yeung, and C. Yuen, Colloids
Surf., A, 300, 136 (2007).
54. Y. Cheng, Y. Li, C. Yuen, and J. Hu, AATCC Review, 6, 41
(2006).
55. K. Patil, X. Wang, and T. Lin, Powder Technol., 245, 40
(2013).
56. A. Jaworek, Powder Technol., 176, 18 (2007).