resume n parcial proceso s
DESCRIPTION
procesos indTRANSCRIPT
Procesos de conformado plásticoProcesos de conformado plástico
Los procesos de fabricación basados en deformación volumétrica pueden ser realizados, tal como se ha mencionado anteriormente, en caliente o en frío:
1. Con las operaciones realizadas en caliente se pueden lograr grandes cambios en las formas de la partes a fabricar.
2. Las operaciones realizadas en frío se pueden usar no solamente para dar formas a la pieza a fabricar sino también incrementar su resistencia.
Principales procesos de conformado plástico
Laminado
Es un proceso de deformación en el cual el espesor del material de trabajo se reduce mediantes fuerzas de compresión ejercidas por rodillos opuestos.
El equipo utilizado se le denomina rodillos o molinos laminadores o trenes de laminación.
La mayoría de los laminados industriales se realizan en caliente, debido a la gran deformación requerida, esto garantiza piezas libres de esfuerzos residuales y propiedades isotrópicas pero con poca precisión dimensional y una capa externa de óxido
Para el acero, la temperatura de laminación en caliente está alrededor de los 1.200 ºC Del proceso de siderurgia del acero se producen los lingotes, los cuales son laminados hasta
las formas intermedias de Placa, palanquillas y tochos. De estas formas intermedias se continúa el proceso de lamianción para formar los productos finales:
1. Placas: Placas de acero de diferentes espesores, placas para tubos con costura, etc.2. Palanquillas: Barras de diferentes secciones (redondas, cuadradas, hexagonales, etc), tubos sin
costura, alambres, etc.3. Tochos: Formas estructurales (vigas), rieles, etc.
Muchos de estos productos pasan por un proceso posterior de laminado en frío para conferir al material mejores propiedades mecánicas y alcanzar las formas finales a las cuales estaban destinadas.
La deformación que sufre el material durante este proceso viene dado por la siguiente relación:= ln (to/tf) dónde: to = espesor inicial; tf = espesor final
Forjado
Es un proceso de deformación en el cual se comprime el material de trabajo entre dos dados, usando impacto o presión gradual para formar la pieza.
El forjado se puede realizar en caliente y en frío, aunque es más utilizado el término de forjado para operaciones en caliente.
La máquina de forjado que aplica la carga por impacto se le denomina martinete de forja y la que aplica la presión gradual se le llama prensa de forjado.
Hay tres tipos de operaciones de forjado:
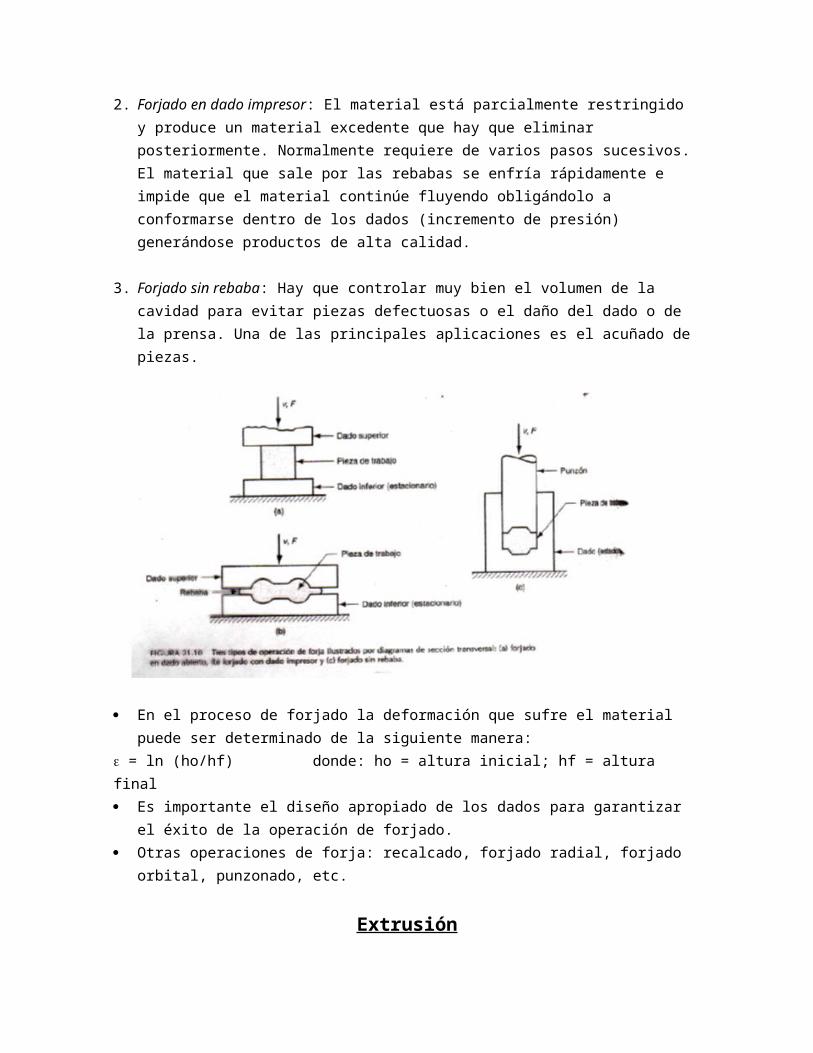
1. Forjado en dado abierto: el material fluye sin restricciones. A menudo presenta un efecto de “abarrilamiento” de la pieza producto del enfriamiento y endurecimiento de las zonas de la pieza en contacto con los dados.
2. Forjado en dado impresor: El material está parcialmente restringido y produce un material excedente que hay que eliminar posteriormente. Normalmente requiere de varios pasos sucesivos. El material que sale por las rebabas se enfría rápidamente e impide que el material continúe fluyendo obligándolo a conformarse dentro de los dados (incremento de presión) generándose productos de alta calidad.
3. Forjado sin rebaba: Hay que controlar muy bien el volumen de la cavidad para evitar piezas defectuosas o el daño del dado o de la prensa. Una de las principales aplicaciones es el acuñado de piezas.
En el proceso de forjado la deformación que sufre el material puede ser determinado de la siguiente manera:
= ln (ho/hf) donde: ho = altura inicial; hf = altura final Es importante el diseño apropiado de los dados para garantizar el éxito de la operación de
forjado. Otras operaciones de forja: recalcado, forjado radial, forjado orbital, punzonado, etc.
Extrusión
Es un proceso de formado por compresión en el cual el metal de trabajo es forzado a fluir a través de una abertura de un dado para darle forma a su sección transversal.
Se puede realizar en caliente o en frío. Los metales típicos que se extruyen en caliente están: aluminio (perfiles estructurales, marcos de puertas y ventanas, etc), cobre, magnesio, estaño zinc, aceros, etc.
Existen dos tipos de extrusión: directa e indirecta
1. Extrusión directa: un tocho de metal es comprimido por el pistón y es obligado a fluir a través de una o más aberturas en un dado al extremo opuesto. Se genera mucha fricción. Cuando se hace en caliente es conveniente eliminar la capa de óxido antes de extruir mediante el uso de un postizo o aro que elimina dicha capa. Se pueden realizar formas muy variadas, incluyendo formas huecas o semihuecas (tubos sin costuras).
2. Extrusión indirecta: El dado está montado sobre el pisón o pistón. Al penetrar el pisón sobre la pieza esta es obligada a fluir a través de la zona hueca del pistón en dirección opuesta a la del movimiento del pistón. Como la pieza no se mueve hay menos fricción y la fuerza es menor en comparación con la extrusión directa. También se pueden producir secciones huecas.
En la extrusión en caliente se consigue reducir las fuerzas necesarias durante el proceso, se reduce el desgaste del pistón y se logran formas más complejas y reducciones más drásticas.
A veces hay que trabajar con procesos isotérmicos (dados calentados externamente) para lograr mantener la temperatura durante todo el proceso.
Es importante controlar la lubricación para evitar el desgaste excesivo de los dados por efecto de partículas de óxido presentes (se utiliza el vidrio como lubricante).
En el proceso de extrusión la deformación que sufre el material puede ser determinado de la siguiente manera:
= ln (Ao/Af) donde: Ao = área inicial; Af = área final Es importante en el diseño de los dados de extrusión el ángulo del dado y la forma del orificio.
El ángulo del dado no puede ser muy pequeño porque incrementa el área de contacto y la fricción dado-tocho y no puede ser muy grande porque aumentaría la turbulencia del fluido y por lo tanto la fuerza necesaria.

El material de los dados es de acero de herramientas y aceros aleados con alta resistencia al rojo para procesos de extrusión en caliente y aceros de herramientas y carburos con gran resistencia al desgaste para el proceso de extrusión en frío.
Las prensas utilizadas pueden ser verticales u horizontales (más comunes). Normalmente son hidráulicas.
Otros tipos de extrusión: por impacto, hidrostática, etc. Defectos típicos durante el proceso de extrusión: reventado central (grieta interna), tubificado
(bolsa de contracción), agrietado superficial.
Estirado de alambres y barras o trefilado
Es una operación donde la sección transversal de una barra, varilla o alambre se reduce al tirar del material a través de la abertura de un dado.
El material se comprime para pasar a través del dado y simultáneamente es estirado por lo que hay una combinación de esfuerzos de compresión y tensión.
Cuando el proceso se le realiza a alambres se hace por estaciones o etapas que van recogiendo o enrollando el alambre estirado para pasarlo a la estación siguiente. Se pueden soldar las puntas de los alambres para hacer la producción continua.
En el proceso de trefilado la deformación que sufre el material puede ser determinado de la siguiente manera:
= ln (Ao/Af) donde: Ao = área inicial; Af = área final
normalmente se realiza como un proceso de conformado en frío. Se producen bajo este proceso productos como: cables y alambres eléctricos, alambres para
cercas, ganchos de ropa, varillas para clavos, tornillos, remaches, resortes. Las ventajas del trefilado o estirado son las siguientes:
1. Estrecho control dimensional2. Buen acabado superficial3. Propiedades mecánicas mejoradas4. Adaptabilidad para producción en lotes
Los equipos utilizados se diseñan de manera de poder trabajar con varias piezas simultáneamente.
Los dados de trefilado deben ser rigurosamente diseñados. Generalmente se fabrican de carburo cementado y aceros de herramientas con alta resistencia al desgaste.
La superficie del material a trefilar debe ser previamente preparada:1. Recocido: incremento de la ductilidad del material.2. Limpieza: eliminación de capas de óxido con el uso de baños químicos o limpieza por chorro
de municiones.

3. Afilado: de la punta por estampado, laminado o torneado, para que pueda entrar en el dado de la trefiladora.
Otros procedimientos de estirado: estirado de tubos sin mandril, con mandril y tapón flotante.
FUNDICIÓN
CONCEPTO: Es el proceso de vaciado de un material fundido sobre un molde que contiene la geometría del producto a fabricar
CRITERIOS PARA DISEÑAR UNA PIEZA A FABRICAR POR FUNDICIÓN Temperaturas de fusión (metal y molde). Reactividad química del material con el molde. Conocer a priori las propiedades mecánicas y físicas del material fundido y decidir si cumple
con las especificaciones a este respecto. El costo y disponibilidad del material y costo del molde sean los estimados. Evitar ángulos fuertes, cruce de paredes (puntos fríos y calientes) y grandes volúmenes.
MODELOS
CONCEPTOEs una forma hecha en madera, metal u otro material adecuado: cera, poliestireno o resina epoxy, alrededor del cual se compacta el material de moldeo, con el objeto de producir la cavidad de la pieza que se va a obtener por vaciado.
REQUISITOS Producir en el molde una cavidad de forma igual a la pieza a fabricar Prever la conexión con el sistema de colada y mazarotas Establecer los alojamientos para núcleos o machos Establecer la línea de partición Originar un sistema de moldeo económicoFACTORES A TOMAR EN CUENTA EN LA CONSTRUCCIÓN DE UN MODELO Tolerancias de contracción en modelos Tolerancias de salida de la pieza a fundir Tolerancias de mecanización de la pieza a fabricar Tolerancias de tamaño (contracción de la pieza) Tolerancias de distorsión
MOLDESCONCEPTO: Es el conjunto de todas aquellas partes de arena, metal u otros materiales que constituyen la cavidad dentro de la cual se vierte el material líquido para obtener la pieza deseada.
TIPOS DE MOLDES Permanentes: Suelen ser de metal (coquillas). Dada la alta tasa de enfriamiento en este tipo de
moldes no se utilizan en metales cuya velocidad de enfriamiento generen estructuras sumamente frágiles.
Perdidos: Sirven para una sola colada. Se confeccionan de mezclas de un agregado natural refractario (arena de sílice y arcilla, etc.) principalmente.
Otros: de cemento, con cáscara (shell molding), con yeso, cerámicos, etc.CLASIFICACIÓN DE LOS SISTEMAS DE ARENAS DE MOLDEO Arenas verdes: No se elimina el agua, es decir, la mezcla es húmeda. Arenas en seco: Se les elimina la humedad.
ARENAS VERDESCOMPONENTESArena: SiO2 (50 - 95%)Aglomerantes: Son compuestos arcillosos que crean uniones entre los granos de arena. Se pueden clasificar en tres grupos: Bentonitas: Óxido de Al y Si. No requieren de gran cantidad de agua. Colinitas: Poseen menor resistencia que las bentonitas y necesitan mayor cantidad de agua en
el mezclado. Illitas: Son de inferior calidad pero son más económicas.Aditivos: Se agregan para mejorar las propiedades de las arenas: cereales (2%), aumentan la permeabilidad y colapsabilidad del molde; carbón mineral molido (8%), mejoran el acabado superficial de la pieza; aserrin (madera) (2%), aumenta la colapsabilidad y la permeabilidad; harina de sílice, mejora el acabado superficial; asfalto y Fe2O3, mejoran la resistencia al caliente y el acabado superficial; arcilla, para conferir condiciones de plasticidad y cohesión específicas.
VARIABLES A CONTROLAR Impurezas: pueden ser óxidos de hierro, CaO, álcalis. Bajan el punto de fusión de la arena. Tamaño promedio de los granos: Tiene influencia en el Acabado superficial de la pieza, su
distribución y forma, en la permeabilidad del molde. Estabilidad térmica y propiedades refractarias: influyen en la transferencia de calor (velocidad
de enfriamiento de la pieza moldeada) y en las reacciones metal-molde. Resistencia en húmedo y en seco: Es la resistencia a la compresión o cizallamiento en cada uno
de los estados (húmedo y seco). Permeabilidad: permite que los gases producidos al vaciar el metal caliente pasen a través de
la arena. Depende de: la calidad y cantidad de arcilla y de cuarzo en la mezcla de arena, forma de los granos de arena, % humedad, contenido de sedimentos y carbón, grado de compactación de la arena.
Humedad: cantidad de agua que posee la arena.
Contenido de arcilla: Cantidad de arcilla que posee la arena.
RELACIÓN ENTRE VARIABLES Resistencia de la arena en función del % de humedad: La resistencia de la arena aumenta
hasta un valor óptimo luego del cual disminuye al aumentar el contenido de agua de la misma. Contenido de humedad óptimo de la arena en función del % arcilla: Al aumentar el % de
arcilla, el % de humedad óptimo aumenta porque la permeabilidad disminuye. Permeabilidad de la arena en función del contenido de humedad: al disminuir la
permeabilidad, el contenido de humedad aumenta. Esto se cumple desde un valor óptimo de humedad.
Contenido de humedad respecto al tamaño de grano de la arena: Mientras más pequeño el tamaño de grano, la permeabilidad disminuye.
TIPOS DE HORNOS Horno de crisol Horno de reverbero Horno de cubilote Horno de inducción Horno eléctrico de arco
MOLDES PARA FUNDICIÓN EN ARENACOMPONENTESSemicaja superior e inferior: separadas por el “plano de partición”.Cavidad del molde: realizada con el uso de modelos y machos para los casos de que se necesiten superficies internas.Sistema de vaciado: consiste en la copa de vaciado (para reducir salpicaduras y distorsión), el bebedero de colada y canal de alimentación.Mazarotas: es una reserva en el molde que sirve como fuente de metal líquido para compensar la contracción durante la solidificación. Debe diseñarse de forma tal que sea la última en solidificar para que así cumpla su función.
DEFECTOS DE LA FUNDICIÓN EN MOLDES DE ARENALlenado incompleto: causas típicas: fluidez insuficiente, muy baja temperatura de vaciado, baja velocidad de vaciado.Junta fría: las causas son similares al llenado incompleto.Gránulos fríos: glóbulos de metal que quedan atrapados (salpicadura).Cavidad por contracción: contracción por solidificación que restringe la cantidad de metal fundido disponible en la última región que solidifica.Micro porosidad: Similar a las causas que producen la cavidad de contracción pero a nivel de dendritas.Desgarramiento caliente: separación del metal en un punto donde existe una alta concentración de esfuerzos, causado por la indisponibilidad del metal de contraerse naturalmente.

Sopladuras: cavidad de gas causada por un escape de gases del molde durante el vaciado. La baja permeabilidad, pobre ventilación (exagerado apisonamiento), exceso de arcilla y alto contenido de humedad son las principales causas.Puntos de alfiler: numerosas cavidades pequeñas. Las causas son similares a las de la sopladura.Caídas de arena: Debido a la erosión del molde durante el vaciado.Costras: son debidas a incrustaciones de arena y metal. Son causadas por desprendimientos de la superficie del moldePenetración: Exceso de fluidez en el metal líquido. Una mejor compactación del molde de arena ayuda a evitar esta condición.Corrimiento del molde: escalón en el plano de separación.Corrimiento del macho o corazón: Normalmente es causado por flotación del metal fundido.Molde agrietado: Pobre resistencia del molde.
COLADACONCEPTO: Operación metalúrgica por la cual se transvasa, del horno a la cuchara, una aleación metálica fundida
RECOMENDACIONES PARA DISMINUIR DEFECTOS EN LA FUNDICIÓN Rapidez en el vaciado dentro de la cavidad del molde: evita solidificación antes de completar
el total llenado del molde. Mínimo posible de turbulencia en el vaciado. Evitar verter el metal fundido directamente en el molde: evita la erosión de las paredes del
molde. Procurar que el molde esté libre de impurezas. Conductos de llenado con diferentes secciones transversales: reduce la velocidad de caída del
metal líquido, evitando la erosión del molde. Colocar compuestos horizontales: disminuyen la energía cinética del metal líquido
favoreciendo un llenado menos turbulento. Colocación de filtros o trampas: pequeños depósitos tubulares en forma de “U”, para la
eliminación de impurezas. Colocación de entradas adicionales para la alimentación del metal (mazarotas): Contrarresta
el efecto de contracción de solidificación.
SOLIDIFICACIÓN Y ENFRIAMIENTO La solidificación involucra el regreso del metal fundido al estado sólido. En el proceso de
solidificación el metal genera el calor latente de fusión que impide que la temperatura baje hasta que el proceso de solidificación este completado (tiempo de solidificación).
Difiere dependiendo si el metal es un elemento puro (temperatura única de solidificación) o una aleación (rango de temperatura durante la solidificación).
Solidificación en metales puros: Solidifican a un valor constante de temperatura.

Debido a la acción refrigerante de la pared del molde, se forma una delgada película inicial de metal sólido, con pequeños granos equiaxiales en las pared inmediatamente después del vaciado.
La velocidad de enfriamiento depende del calor que se transfiere del molde y de las propiedades térmicas del metal a fundir. Una vez formada la capa de granos equiaxiales, comienzan a crecer granos hacia la dirección opuesta (hacia el centro) a la de transferencia de calor como agujas o espinas (dendritas) de metal sólido.
Los granos resultantes de este crecimiento dendrítico adopta una orientación preferente y tienden a ser burdos y alinearse en forma de granos columnares hacia el centro de la fundición-
Solidificación de aleaciones: Solidifican en un intervalo de temperatura. El inicio de la solidificación es similar al caso de los metales puros generando una capa de
pequeños granos equiaxiales en la zona pegada a la pared del molde. Al progresar la solidificación y existir un rango de temperatura esto va a implica la coexistencia
de zonas sólidas o duras con zonas líquidas o blandas, cada una con composiciones diferentes que generan un desbalance en la composición general por zona generando segregación entre las dendritas y agravada en la última zona en solidificar (centro).
La forma de solidificación, después de formada la capa más externa de granos equiaxiales, es similar a la del metal puro: granos burdos columnares alineados hacia el centro. Al final se forma una estructura de pequeños granos equiaxiales que son los últimos en fundirse.
Tiempo de solidificación El tiempo total de solidificación es el tiempo necesario para que la fundición solidifique
después del vaciado. Este tiempo depende del tamaño y la forma de la fundición expresada por la relación empírica
de Chvorinov:TST = Cm (V/A)n
Donde: TST = tiempo de solidificación total (min) Cm = constante del molde (min/pulg2) V = Volumen de fundición (pulg3) A = Área superficial de la fundición (pulg2) n = exponente que usualmente toma el valor de 2
El valor de Cm involucra las propiedades térmicas tanto del molde como de la pieza a fundir. Esta relación indica que las piezas con relación V/A altas tardaran más tiempo en solidificarse. Por esta razón las mazarotas deberán tener una relación V/A más alta que la pieza a fundir, lo
cual garantizará un TST más alto y por lo tanto solidificará de último cumpliendo su función de suplir el material necesario para compensar la perdida de volumen por contracción.


Contracción El material durante su solidificación sufre una contracción. Esta contracción ocurre en tres
etapas:1. Contracción líquida antes de la solidificación: Es alrededor del 0.5%.2. Contracción durante el cambio de fase de líquido a sólido o contracción de solidificación: Si no
se toman las medidas pertinentes, la última zona en solidificar puede quedar vacía por falta de material y formar los “rechupes”.
3. Contracción térmica de la fundición solidificada durante el enfriamiento hasta temperatura ambiente: Provoca el encogimiento volumétrico de la pieza una vez solidificada.
Hay que tomar en cuenta la contracción de la pieza ya solidificada para sobredimensionar los modelos y por ende las cavidades de los moldes y contrarrestar este efecto.
Solidificación direccional Para compensar los efectos dañinos de la contracción es conveniente que las regiones de la
fundición más distantes de la fuente de metal líquido se solidifique primero y que la solidificación progrese de estas regiones hacia la mazarota.
Existen varias maneras de lograr esta direccionalidad en la solidificación:1. Se juega con la relación de Chvorinov, colocando las secciones de la fundición con la relaciones
menores de V/A en los lugares más alejados de la mazarota, lo cual garantizará que solidifiquen primero.
2. Se utilizan “enfriadores”, para acelerar el enfriamiento en los puntos calientes de la fundición. Estos enfriadores son parte metálicas colocadas, ya sea interna o externamente en el molde, antes del vaciado en los lugares establecidos. Generalmente se utilizan del mismo material de la fundición.
3. Se debe procurar que los canales de alimentación de la mazarota sean los últimos en solidificar para no impedir el suministro del material en ningún momento durante la solidificación. Se usan canales de corta longitud.
4. Para el diseño de la mazarota se debe procurar el TST más alto que la pieza a fundir y su volumen y forma dependerá de las propiedades de contracción del material. Se puede prever
el uso de más de una mazarota dependiendo de la complejidad de la forma y volumen de la pieza a fundir.