recycling of electrical cables -...
TRANSCRIPT
Swerea IVF-Report
Public, 21813
Recycling of electrical cables
- With focus on mechanical recycling of polymers A project funded by Vinnova
January, 2014
Annika Boss

Swerea IVF-report 21813
TABLE OF CONTENTS
SUMMARY 3
PROJECT OBJECTIVE 4
INTRODUCTION 4
SORTING AND SEPARATION OF CABLE PLASTIC 5
PlastSep process 8
Electric and Tribo-electric separation 9
Melt-filtration (extrusion screening) 12
Process and quality control 14
MATERIAL RECYCLING OF CABLE PLASTIC 15
Mechanical recycling crosslinked polyethylene (XLPE) 15
Injection moulding XLPE/HDPE 15
Recycling trial – XLPE/LLDPE in extruded cable jacket 17
Recycling trial – XLPE/HDPE in injection moulded cable channels 18
Rotational moulding XLPE/PE 19
Recycling trials – XLPE/PP in injection moulded cable drums 21
Two phase conductive polymer composites with XLPE 23
Mechanical recycling of PVC compound 24
Mechanical recycling of HFFR compound 27
Mechanical recycling of blends with PVC and HFFR compounds 27
Blasting with recycled plastic 28
ENERGY RECOVERY 28
Incineration heating plant 28
Incineration cement kiln 28
ENVIRONMENTAL AND ECONOMIC IMPACT 29
LCA methodology 29
Potential climate change reductions 32
Economic feasibility 33
CONCLUSIONS SUMMARY 34
REFERENCES 35

Swerea IVF-report 21813
3
SUMMARY Swerea IVF has been coordinating the Vinnova sponsored project “Recycling of electrical cables with focus on mechanical recycling of polymers in end-of-life cables” with partners from the cable business. This report briefly summarizes the work performed and results from the project. Detailed documentation and results from the project are found in the project reports accessible for the partners on the project web site. The public reports and articles are found in the public part on the project web site; http://extra.ivf.se/cable_program/template.asp The main objective of this project was to develop know-how and technology for mechanical recycling of electrical cables with focus on recycling the various polymers in the cable waste; polyvinyl chloride (PVC), polyethylene (PE) crosslinked polyethylene (XLPE) and halogen free flame retardant (HFFR). Sorting models and separation methods for selected waste flows have been developed and tested practically within the project. Processability and possibilities to upgrade and optimize the material properties have been investigated by optimizing the particle size, by mixing with suitable compound and quality, by use of additives like compatibilizers and optimizing the process parameters. Recycling experiments have been conducted in collaboration with Nexans, AB Volvo, Hellermann Tyton, Riflex Film, Norner and Axjo Plastic. Products produced are: cables with recycled PVC in the jacket, PVC foil, cable channels for trucks with recycled XLPE and HDPE (high density polyethylene) compound and cable packaging with recycled XLPE and PP (polypropylene) compound. Demonstrators produced are: electrically conductive foil with XLPE (possible use is under floor heating) and rotational molded containers. The environmental benefits of increased sorting and recycling were quantified with environmental system analysis. Also cost analyses of different recycling options have been performed. In order to facilitate the assessment of recycling options in the cable manufacturing industry tools for environmental system analysis and cost analysis have been developed.. Results from the project show that the light weight cable plastic, which consists mainly of XLPE and some PE, can be recycled in compound with PE or PP. Both XLPE from manufacturing (cable scrap and extruder lumps) and end-of-life (EOL) cables can be recycled in high quality products. The most promising method is injection moulding of XLPE in compound with HDPE alternatively PP. Still, the light weight plastics are sent for incineration with energy recovery, but most likely this will change soon and the main part of the light weight plastic produced at Stena Recycling will be recycled. Automotive PVC wires scrap collected at Nexans has been successfully recycled into high quality products like cable jackets and in PVC foils. A drying system and an electrical separator have been installed at Stena Recycling in line with the output ”PVC fraction" from the PlastSep. The separation of metal residues from the plastic has thus been improved and conductive plastic/rubber is also separated. It has led to increased mechanical recycling and the majority, about 95%, of the "PVC cable plastic" can be recycled into products like hoses, pallets and traffic products. However, it is uncertain if the recycling of EOL PVC can continue due to the presence of environmentally and health hazardous additives in some of the PVC plastic waste. The sorting of cables needs to be improved to avoid spreading of hazardous substances, and to improve the purity and quality to enable quality recycling of PVC plastic. A difficulty has been to avoid mixing of PVC and HFFR cable waste. PVC is not very sensitive to contamination but HFFR are and only a few percent of PVC in HFFR would drastically reduce the mechanical properties. Therefore, it is challenging to recycle HFFR but also because of high filler content and filler decomposing.
Swerea IVF-report 21813
4
PROJECT OBJECTIVE The ultimate objective of the project was to significantly contribute to increase high quality mechanical recycling of cable plastic waste.
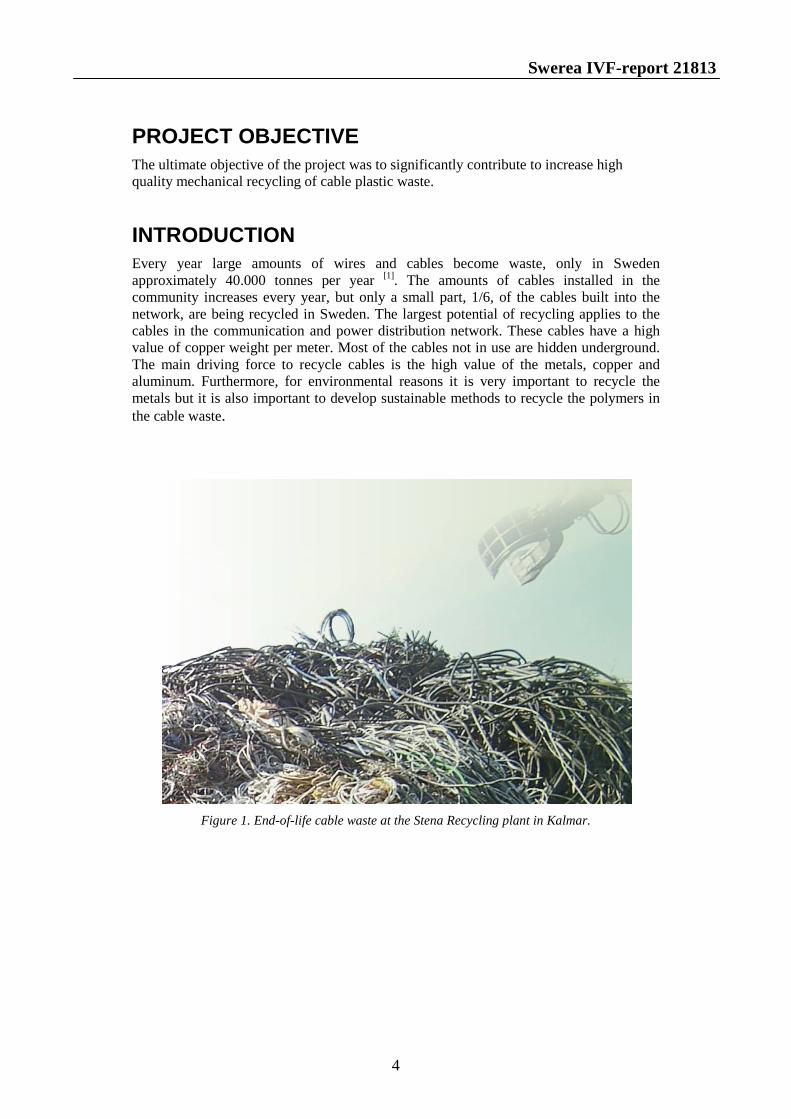
INTRODUCTION Every year large amounts of wires and cables become waste, only in Sweden approximately 40.000 tonnes per year [1]. The amounts of cables installed in the community increases every year, but only a small part, 1/6, of the cables built into the network, are being recycled in Sweden. The largest potential of recycling applies to the cables in the communication and power distribution network. These cables have a high value of copper weight per meter. Most of the cables not in use are hidden underground. The main driving force to recycle cables is the high value of the metals, copper and aluminum. Furthermore, for environmental reasons it is very important to recycle the metals but it is also important to develop sustainable methods to recycle the polymers in the cable waste.
Figure 1. End-of-life cable waste at the Stena Recycling plant in Kalmar.

Swerea IVF-report 21813
5
SORTING AND SEPARATION OF CABLE PLASTIC Cable waste can be classified into different categories; production scrap from cable manufacturing, installation scrap and end-of-life (EOL) cable waste. The most common method to recover metals from cable waste in developed countries is by the cable granulation process. Sorting of cable waste is important to obtain maximum value for the recovered metal scrap. The cable waste is sorted into different fractions before it is sent through the cable granulation process; this to obtain as pure material fractions as possible. The sorting usually includes sorting of thin and heavy conductors, plated or non plated conductor and, most importantly, sorting of copper and aluminum cable. The first step in reducing the size of the cables is the chopping. Then the granulators reduce the size of the material further and the insulation material can be separated from the metal. The plastic and metal granulates are then fed to a fluid bed that is slanted in two directions. The material enters from the rear of the fluid bed, and the mix is fluidised by air, lighter particles are lifted higher than heavier ones. Consequently, the heavier metal particles move up the fluid bed, while the lighter particles of plastic float down slope. The fluidised bed separator produces two fractions: a clean metal product and a plastic fraction. However, the plastic fraction is contaminated with metal particles, 4 - 5 % by weight. Sorting with consideration of the plastics in the cables can make separation and mechanical recycling of the plastics possible as well. When it comes to plastic recycling, the potential for high quality mechanical recycling of cable plastic is good for cable scrap from manufacturing and installation scrap compared to EOL cable waste. Cables can contain several different polymers and compounds of which the most common are: polyethylene (PE), cross-linked polyethylene (XLPE), Halogen-Free Flame Retardant (HFFR), polyvinyl chloride (PVC) and rubber. The cable compounds contain additives like stabilizers, antioxidants and inorganic fillers. PVC contains plasticizer. The various techniques available for separation of plastics are based on material properties like differences in density, magnetic, electric, chemical or optic properties. The most common technique used by the cable recycling industry is gravimetric separation in water. Sorting models and separation methods for selected waste flows have been developed and tested practically: see project Report [2]. For sorting and recycling of cable plastic compounds, nine collection models have been developed for production waste, see Figure 2. These models have been tested in four cable factories: ABB HVC in Karlskrona, Draka Kabel in Nässjö, Nexans in Grimsås and Ericsson Cables in Falun. Three collection models have been developed for EOL cable and tested at Stena Recycling in Kalmar and Sundsvall.

Swerea IVF-report 21813
6
Figure 2. Scheme of cable waste collections performed.
The collected cable scrap fractions have been granulated and separated in the PlastSep at Stena Recycling (in Sundsvall or in Kalmar). Electrical and Tribo-electric separation methods have been tested on some of the collected fractions to improve the separation of metal residues in the plastic and to investigate the abilities to separate plastic blends. Melt-filtration has been tested in order to find an efficient method for separation of metal residues and cross-linked material (rubber and XLPE) in cable plastic.
Sorting and collections of cable manufacturing scrap
XLPE/Al ABB
SWE05
Granulation PlastSep
XLPE Grind
Recycling trials
PVC/CuNexansSWE04, SWE06
SWE04 Granulation PlastSep
Melt-filtrationGneuss
Recycling Cable
Ageing study
SWE06 Granulation
PlastSep+EKS
Melt-filtrationAVL
Recycling trials, film
XLPE/Al NexansSWE07
Granulation PlastSep
XLPE Grind
Recycling trials
HFFR/Cu/AlNexansSWE08
Granulation PlastSep+EKS
Melt-filtrationNexans
XLPE/AlDraka
SWE09
Granulation PlastSep
XLPE Grind
Recycling trials
HFFR/XLPE/Al/CuDraka
SWE10
GranulationPlastSep+EKS
HFFR EKS Hamos
Melt-filtration trials Gneuss
Sorting and collections of cable waste from manufacturing and from EOL
XLPE/Al ABB
SWE12
Granulation PlastSep
XLPE Grind
Evaluatedfor recycling
PE/XLPE/FerralEOL
SWE13
Granulation PlastSep
XLPE/PE Grind
Evaluated for recycling
XLPE/PVC/Al EOL/Prod. mix
SWE14
Granulation PlastSep
XLPE Grind
Recycling trials
PVC/Cu/AlEricssonSWE15
SWE15A Granulation
PlasSep+EKS
CollectedPVC mixed with HFFR
SWE15B Granulation
PlastSep+EKS
Melt-filtrationGneuss
Band extrusion
Ineos
Recycling trial, film
HFFR/Cu/AlEricssonSWE16
Granulation PlastSep
Contaminated with PVC in granualtion
EOL/CuStena branshes
SWE17
GranulationPlastSep
Band extrusion
PVC Ineos
Contaminatedwith Al
Swerea IVF-report 21813
7
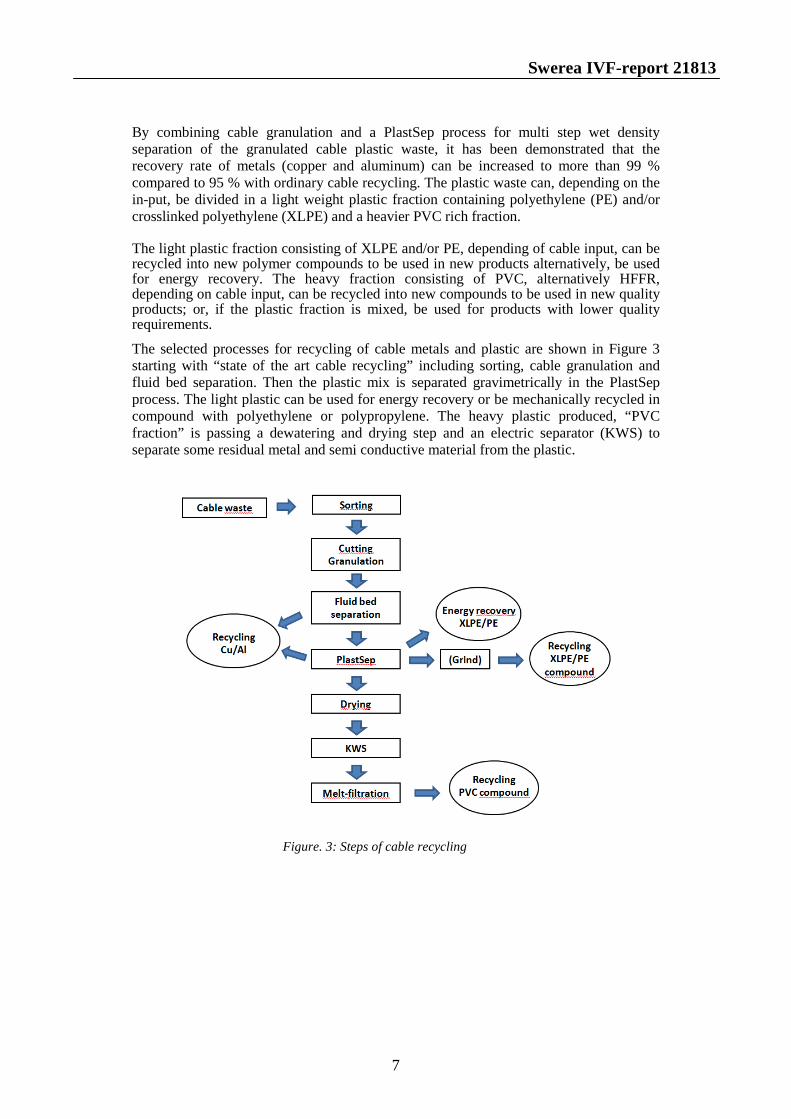
By combining cable granulation and a PlastSep process for multi step wet density separation of the granulated cable plastic waste, it has been demonstrated that the recovery rate of metals (copper and aluminum) can be increased to more than 99 % compared to 95 % with ordinary cable recycling. The plastic waste can, depending on the in-put, be divided in a light weight plastic fraction containing polyethylene (PE) and/or crosslinked polyethylene (XLPE) and a heavier PVC rich fraction. The light plastic fraction consisting of XLPE and/or PE, depending of cable input, can be recycled into new polymer compounds to be used in new products alternatively, be used for energy recovery. The heavy fraction consisting of PVC, alternatively HFFR, depending on cable input, can be recycled into new compounds to be used in new quality products; or, if the plastic fraction is mixed, be used for products with lower quality requirements.
The selected processes for recycling of cable metals and plastic are shown in Figure 3 starting with “state of the art cable recycling” including sorting, cable granulation and fluid bed separation. Then the plastic mix is separated gravimetrically in the PlastSep process. The light plastic can be used for energy recovery or be mechanically recycled in compound with polyethylene or polypropylene. The heavy plastic produced, “PVC fraction” is passing a dewatering and drying step and an electric separator (KWS) to separate some residual metal and semi conductive material from the plastic.
Figure. 3: Steps of cable recycling
Swerea IVF-report 21813
8
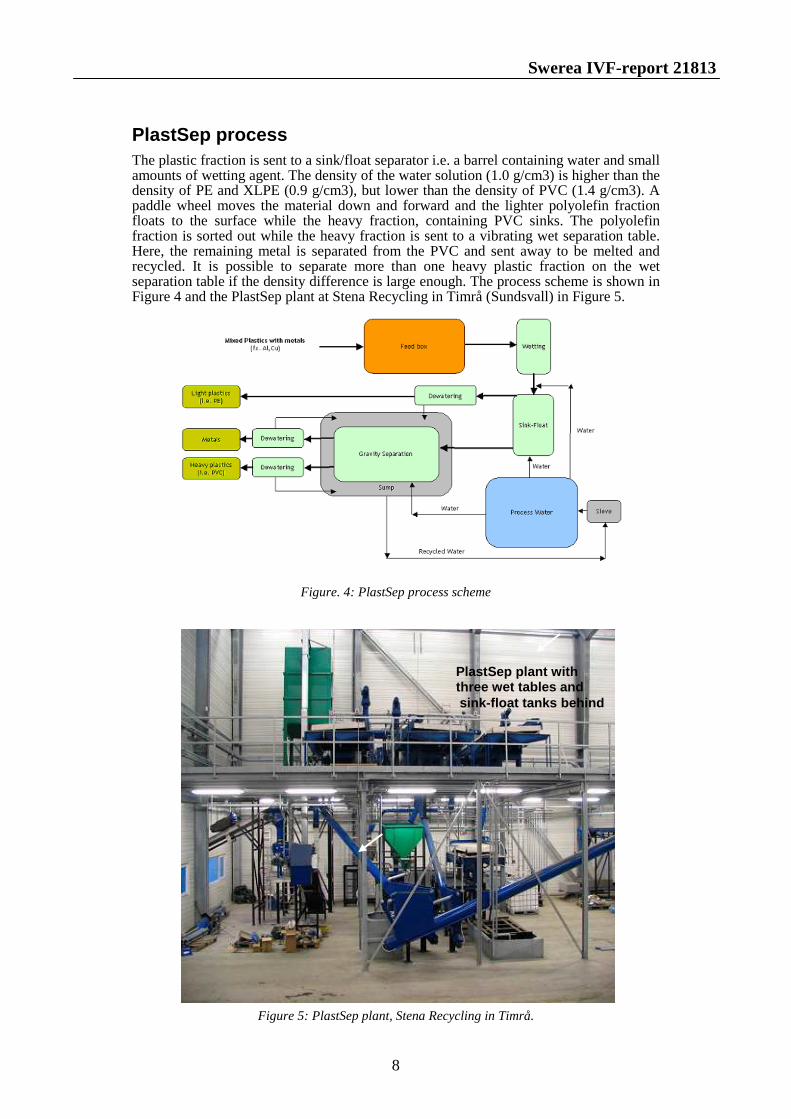
PlastSep process The plastic fraction is sent to a sink/float separator i.e. a barrel containing water and small amounts of wetting agent. The density of the water solution (1.0 g/cm3) is higher than the density of PE and XLPE (0.9 g/cm3), but lower than the density of PVC (1.4 g/cm3). A paddle wheel moves the material down and forward and the lighter polyolefin fraction floats to the surface while the heavy fraction, containing PVC sinks. The polyolefin fraction is sorted out while the heavy fraction is sent to a vibrating wet separation table. Here, the remaining metal is separated from the PVC and sent away to be melted and recycled. It is possible to separate more than one heavy plastic fraction on the wet separation table if the density difference is large enough. The process scheme is shown in Figure 4 and the PlastSep plant at Stena Recycling in Timrå (Sundsvall) in Figure 5.
Figure. 4: PlastSep process scheme
Figure 5: PlastSep plant, Stena Recycling in Timrå.
PlastSep plant with three wet tables and sink-float tanks behind

Swerea IVF-report 21813
9
Electric and Tribo-electric separation Electric and Tribo-electrical separations trials with cable plastic have been performed at the Hamos plant in Penzberg, Germany. A number of light and heavy plastic samples from the PlastSep, from manufacturing and EOL cable waste, were selected for tests with the two different separation methods:
o KWS electrostatic metal separators for separation of non-ferrous metals
o EKS electrostatic plastic separators for separation of plastic mixtures
The electrostatic KWS separator use the different conductivity / de-charging characteristics of metals and plastics. After charging with Corona, particles de-charge on the earthed drum. De-charging only depends on material characteristics. See Figure 6.
Figure 6. Principe of the KWS separator.
The KWS was tested for separation of small residual metal particles and pieces of aluminum foil in the plastic. Aluminum foil in the plastic is a common problem and complicates recycling of the plastic. The KWS was also tested for separation of semi-conducting plastic and rubber.
The principle of the EKS separator is to make the different plastic particles charge differently. The first step is the mechanical treatment of the plastic to make the particles charge. The charged particles are then separated in a specially designed high voltage field. See Figure 7.

Swerea IVF-report 21813
10
Figure 7. Principe of the EKS separator.
When plastics are separated by density in water (with PlastSep) the plastics with density > 1 kg/l comes out in the heavy fraction. Mostly PVC cable plastic comes out in the heavy fraction, but also some rubber and HFFR ends up in the heavy fraction. PVC, HFFR and rubber compounds are almost impossible to separate gravimetrically. Therefore, the possibility to separate the polymer compounds could be separated by electrical properties was investigated. Trials were performed with Hamos Tribo-electric separator, EKS.
Tribo-electric separation can be performed successfully only if the materials in the blend can charge differently. Moisture content, polymer and filler properties all influence the charging of the material. The samples containing HFFR had high moisture content and needed to be dried carefully before the trials. The fillers in the HFFR materials were hygroscopic and therefore drying is important for successful charging and separation. It was possible to separate some rubber from PVC compounds but it was more difficult to separate PVC and HFFR compounds. Almost pure PVC fractions were produced from the mixed samples, even from EOL samples, but it was not possible to produce pure HFFR. Instead quite a large mix fraction with PVC and HFFR were produced. See the example of one of the trials performed in Figure 8.Sample SWE02 TP, a mix of PVC and HFFR compound was separated with KWS followed by EKS. To obtain high quality of the PVC both processes, KWS and EKS, are needed. The Belt-fraction, containing a mix of PVC and HFFR compounds was re-separated in a second stage to improve the separation.

Swerea IVF-report 21813
11
Figure 8. Example of separation trial performed at Hamos.
1. The material needed drying prior to elecrostatic separation
2. Almost no conductive material was removed in the KWS
3. Good separation in EKS, high purity and quality of the PVC fraction but the HFFR fraction contained some PVC
4. First reject from EKS was re-separated to investigate if a 2nd stage would increase the recovery
All the trials performed at Hamos are documented in the Project report [3].

Swerea IVF-report 21813
12
Experiences from trials at Hamos:
o The moisture content of the material is very important for electrostatic separation (EKS and KWS)
- Carefully drying of the material is necessary
- Needs to be checked continuously (ideally online)
o The KWS separator can be used successfully to separate non-ferrous metal particles like copper and aluminum from the plastic.
o Very small metallic particles (dust) cannot be separated from the plastic with KWS
o Semiconducting plastic/rubber can be separated of with KWS
o The fillers in HFFR-compounds were hygroscopic and needed to be dried carefully before EKS-separation
o Both processes, KWS and EKS, are needed for successful separation of PVC, HFFR, semiconductive PE, rubber and metal residues
- KWS for final metal separation (residues of Cu and Al) and for removal of undesired conductive plastic/rubber.
- EKS for PVC purification/ removal of rubber and HFFR
o PVC recyclate of good quality was obtained from 5 of the 6 samples tested, even from EOL cable plastic samples
o Pure HFFR compound was not obtained with EKS, only a mix of HFFR and PVC
o Materials too large or too small cannot be separated with EKS, best size is 2-10 mm
o Well known mixtures of PVC and HFFR, e.g. cable manufacturing scrap, might be feasible to separate with EKS, but in cable recycling plants where cables from different sources are recycled, it would be difficult to successfully separate mixtures of PVC and HFFR.
A Hamos KWS separator has been installed in line with the PlastSep at Stena Recycling in Timrå to improve the quality of the PVC output. A dewatering and drying line was installed between the PlastSep and the electrostatic separator. The quality of the PVC has been improved but for successful separation the drying capacity needs to be increased. The mechanical recycling of the PVC produced has increased to almost 95 %.
Melt-filtration (extrusion screening) For recycling of cable polymer compounds into high quality products, like cable jacketing, very high quality and purity of the recyclate is essential. Melt-filtration appears to be a very useful technique to remove metallic particles and other small non-melting impurities from thermoplastics. However, to be practically feasible the starting material needs to be pretty clean from the beginning; about 98 % (depends on the system used). The filter screens need to be changed regularly due to accumulation of impurities and it is a great advantage if the system has automatic hydraulic rotating screens so that the process can work automatically at constant flow and pressure. Figure 9 shows melt-filtration, performed at Gneuss GmbH, with PVC compound recycled from manufacturing scrap, e.g. automotive wire scrap (sample SWE04 TP). See Trial report from Gneuss [4] and the Project report [5].

Swerea IVF-report 21813
13
The aim was to get a stable extrusion and filtration process with the recovered PVC cable compound, to find out the best filter size and to obtain high quality recyclate for use in applications like cable jacketing. A melt-filtration line was set up with a twin screw extruder and a buck flushing RSFgenium Gneuss filter system. In line with the extruder the recyclate was cooled and pelletized in order to deliver PVC compound ready to recycle. The screens used were 250 µm and 315 µm.
Figure 9. Melt-filtration PVC compound
The processability of the material was very good. The operation with both screen finenesses worked fine. With 250 µm screens the average throughput was 36 kg/h and with 315 µm 39 kg/h. The volume of the back flushing process was approximately 6 % in both cases. This can be reduced by optimizing the back flushing process at a bigger filtration system to about 4 %. The RSFgenius would be a suitable system for melt-filtration of PVC compound like the material tested. To produce 300kg/h an RSFgenius 175 would be a suitable working system.
A second melt-filtration trial with PVC compound recovered from automotive wire scrap (sample SWE06 TP) has been performed at Aage Vestergaard Larsen ApS in Denmark. In this trial a cassette filter system was used, shifted manually. The screen size was 400 µm.
The large screen size was required to get a stable filtration process. The screen residue was approximately 4 %. Compounding and extrusion trials were performed at Nexans, Grimsås, to evaluate the material for recycling in cable jacketing. See Test report from Nexans [11] and page 26 in this report.
Furthermore more melt-filtration trials have been performed at Gneuss:
o One trial was performed with PVC compound recovered from cable scrap collected at Ericsson, sample SWE15B TP. The screen size was 250 µm.
o Two trials were performed with HFFR compound recovered from cable scrap collected at Draka Kabel, SWE10 TP.

Swerea IVF-report 21813
14
The PVC compound, SWE15B was successfully melt-filtrated (even if contaminated with some HFFR). The recyclate is evaluated for use in foils as backing material.
The trials to melt-filtrate HFFR at Gnuss failed. The material was very difficult to reprocess in a twin screw extruder at Gneuss. The viscosity of the HFFR recyclate was high due to high filler content. A twin screw extruder was not the best choice for reprocessing this material. Melt-filtration trials have also been performed at Nexans, Grimsås, with a small single screw extruder (lab model). The HFFR samples SWE16 TP and SWE08 TP were tested (5 kg/material). It was possible but the coarse filter clogged quickly due to metal residues.
Process and quality control Methods for sample preparation and analysis of the cable plastic have been evaluated and developed. See The Project report [10]. Plastic fractions from all sorting experiments have been analyzed and tested with respect to purity, presence of regulated substances and properties.
Improvements of the plastic separation implemented:
o Improved XLPE and PVC material quality has been obtained by a better filtration of the Plastsep process water and better control of the Sink/Float process. Water filtration and flow control were implemented at Stena Recycling in Timrå 2010/11.
o Improved purity of the PVC plastic by Electrostatic Separation of the PVC output from Plastsep. A drying line was developed in Timrå in line with the PVC output to an Electrostatic separator (Hamos KWS) in 2011 to improve the PVC quality.
Improved control of the produced plastic implemented:
o A sample is taken daily from the light plastic produced in Timrå. Samples collected within one week are mixed to one sample. Calorific value and chlorine content are analyzed. This to characterize the plastic for energy recovery (demanded by Sundsvall Energy).
o To follow up the purity and presence of regulated substances in the cable plastic produced in Timrå samples have been taken out daily from the light and the heavy plastic outputs. The samples have been taken during two month of Cu-cable production and of Al-cable production respectively. All samples collected within a week have been mixed to one sample. Elemental analyses with XRF, analyses of phthalate and chloroparaffins have been performed.
Analysis methods
Methods for quantitative analysis of metals, chlorine and other elements in cable plastic have been investigated and evaluated. See The Project report [10]. In addition, methods to analyze additives like restricted phthalates and chloroparaffins have been investigated. For quantitative elemental analysis XRF can be recommended but for analysis of chlorine and aluminum the method is not accurate. High contents of chlorine might be analyzed with XRF but the method is not reliable for low levels, below 5 %. Bomb calorimetry is the most reliable method for analysis of chlorine. For accurate analysis with XRF it is necessary that the samples are pulverized. The measurements can be performed either on powder, pressed to a tablet or in a quvette.

Swerea IVF-report 21813
15
MATERIAL RECYCLING OF CABLE PLASTIC In this project the focus has been to recycle the cable plastics mechanically into high quality products. For some hazardous cable plastic waste, or for mixtures of materials not feasible to separate, more favorable options might be feed stock recycling or incineration with energy recovery.
High quality mechanical recycling of cable plastics is here defined as the recycling of plastic compounds into high quality products and thus replacing virgin material. Down mechanical recycling of cable plastic is defined as the recycling performed when mixed polymer compounds or mixtures of different plastics are recycled into products with low quality requirements; e.g. traffic safety markers, bumpers, traffic cones etc., where recycled plastic normally is used as raw material. Basically, almost all plastic recycling is more or less down-recycling if the polymer compound is not fed directly back into the same process that generates the waste.
For high quality mechanical recycling, sorting of the cable waste is most important. Plastics impossible to separate in the processes available need to be sorted separately where the waste is generated. For example, cable waste with HFFR and PVC respectively cannot be separated in the PlastSep process or in the electrostatic KWS separator and therefore needs to be sorted and separately fed in the cable recycling and process.
Mechanical recycling crosslinked polyethylene (XLPE ) XLPE is commonly used as insulation material in modern energy cables. The XLPE cannot be re-melted as other thermoplastics, and has therefore been considered difficult to recycle. Within the cable recycling program at Swerea IVF the recycling possibilities of XLPE have been investigated. As a result, new promising methods have emerged. XLPE is pulverized (to 0,6 – 1,0 mm) and mixed into a compatible blend with high density polyethylene (HDPE), linear low density polyethylene (LLDPE) or low density polyethylene but even with polypropylene (PP). Such blends can be processed successfully by injection moulding, and extrusion. The XLPE acts as an impact modifier and thus improve the impact strength of the material.
Injection moulding XLPE/HDPE
Blends of pulverized XLPE and HDPE with up to 70 % XLPE have been injection moulded with retained processability as a common thermoplastic. Injection moulding gave homogeneous materials with smooth surface. If the XLPE powder can be fed directly into the injection moulding machine there is no need of pre-compounding. Melt flow index (MFI) decreased with increasing XLPE content, although when MFI decreased below 1 g/10 min at 70 % XLPE the injection moulding worked easily. Of the materials produced, it is believed that the 50/50 blend of XLPE/HDPE offers the best set of material properties. This material maintains quite high stiffness and exhibits a high degree of ductility and impact resistance, see Figure 10. The XLPE/HDPE compounds can be used for applications similar to that of LDPE.

Swerea IVF-report 21813
16
Figure 10. Properties of XLPE/HDPE compounds (injection moulded dumbbells)
The light plastic with XLPE, produced from the trials with cable scrap collected at the cable factories and EOL cable waste, have been evaluated for recycling in compound with HDPE. The light plastic fractions have been pulverized at Pallmann, Germany, to sizes between 0,6 – 1,2 mm. Samples of XLPE were compounded with HDPE and injection moulded into dumbbell samples. Mechanical testing was performed to investigate the material properties of the recyclate compounds and for documentation in datasheets. See Table 1.
Table 1. Data sheet XLPE/PE recyclate compounds
XLPE Silan lump: Silane crosslinked XLPE lumps (Nexans)
SWE05: Peroxide crosslinked XLPE (ABB HVC)
SWE12: Peroxide crosslinked XLPE (ABB HVC)
Virgin HDPE: Borealis HDPE MG 9601
MDPE: (WA32.00 Sort) Recovered MDPE from injection moulded automotive parts, covers
Samples of HDPE/XLPE compounds have also been subjected to heat ageing. See project report [8]. The oxidation stability was improved by use of XLPE from cable production scrap compared to virgin HDPE (Borealis MG9601).
0
4
8
12
16
20
0,00
0,25
0,50
0,75
1,00
1,25
0 20 40 60
Not
ched
Im
pact
(kJ
/m2 )
Ten
sile
Mod
ulus
(G
Pa)
XLPE recyclate (wt-%)
Notched Impact & Modulus XLPE/HDPE
Modulus ISO 527 Notched Charpy Impact
* Test speed 1 mm/min ** Test speed 50 mm/min † 190°C/2.16 kg
†† 190°C/21.6 kg
NB No break
virgin HDPE virgin HDPE virgin HDPE virgin HDPE virgin HDPE virgin HDPE virgin HDPErecycled MDPE
recycled MDPE
Tensile propertiesE-modulus ISO 527* MPa 560 480 400 400 540 590 540 413 455 Stress at yield ISO 527** MPa 16 14 13 13 16 17 16 17 18Strain at yield ISO 527** % 12 16 24 36 15 12 14 33 27Stress at break ISO 527** MPa 12 12 12 12 12 12 13 14 14Strain at break ISO 527** % 69 150 270 280 78 52 75 69 58
Impact resistanceCharpy, notched, +23°C ISO 179/1eA kJ/m2 6.5 9.8 19 26 12 7.3 14 NB NB Charpy, notched, (-30)°C ISO 179/1eA kJ/m 2 3.3 3.5 3.8 4.2 3.5 3.1 3.1 24 20
Melt Flow Index ISO 1133 g/10min 5.1† 2.3† 0.7† 0.5†
Hardness ISO 7619 Shore D 58 55 54 53 58 59 59 58 57
Melting temp (10°C/min) ISO 11357-1 °C 122 122 122
Density ISO 1183-1 g/cm3 0.951 0.950 0.950 0.948 0.947 0.945 0.955
50% XLPE SWE14 +MAPE
50% XLPE SWE14 60% XLPE
silane lump +MAPE
50% XLPE peroxide SWE05
40% XLPE peroxide SWE12
50% XLPE SWE14
60% XLPE silane lump
Property Method Unit
40% XLPE silane lump
50% XLPE silane lump

Swerea IVF-report 21813
17
Recycling trial – XLPE/LLDPE in extruded cable jack et
Wire extrusion trials performed in 2009 have shown that XLPE/LLDPE blends with up to 50 % XLPE can be extruded with retained process ability but due to surface roughness the content of XLPE might be limited to approximately 20 %. Use of XLPE powder with different particle sizes (0,6 – 1,0 mm) showed no visual difference in mechanical properties or surface roughness. Cables with inner jacket of XLPE/LLDPE compound were produced, see Figure 11. The silan crosslinked XLPE used comes from extruder lumps in cable production and the LLDPE used was virgin material for cable extrusion.
Figure 11. Extrusion of cable with inner jacket of recyclate compound XLPE/LLDPE (20/80)
The mechanical requirements for a standard cable jackets were fulfilled; tensile strength > 10 MPa and strain at break > 300 %.
Table 2. Mechanical properties cable jacket material with recyclate compound.
XLPE (lump), % Ageing 100°C, days Strain at break, % median
Stress at break, % median
10 0 532 16,1
10 10 751 13,3
15 0 510 14,2
15 10 655 11,7
20 0 476 15,6
20 10 585 12,0
A possible application for extrusion of XLPE/LLDPE can thus be cable jacketing. Other cable applications might be filler strings and bedding material which can allow higher content of recycled XLPE. Other applications for extrusion might be cable cover tubes and pipes.
Inner jacket

Swerea IVF-report 21813
18
Two long term ageing studies have been performed within this project. Compounds of virgin LLDPE and silane crosslinked XLPE recycled from cable manufacturing, cable scrap and extruded lumps respectively, have been subjected to heat ageing. See Project report [6] and [7]. The main conclusion was that the XLPE from cable scrap had good thermal stability to oxidation and ageing but the XLPE recycled from silan crosslinked lumps had quite poor oxidation stability. The explanation, according to Nexans, is that the material in the lumps is not stabilized.
Recycling trial – XLPE/HDPE in injection moulded ca ble channels
A trial was performed to injection mould cable channels for Volvo trucks, see Figure 12. The trial was conducted at Hellermann Tyton, subcontractor to AB Volvo. Peroxide cross linked XLPE (0,6 mm) from cable scrap collected at ABB HVC (SWE05 ) and virgin HDPE (Borealis MG9601) were used for the trial. The standard material used for the cable channels is 100 % PPCO (polypropylene co-polymer). Compounds with XLPE and HDPE; 40/50 and 50/50, produced at Swerea IVF, were used for the trial. The filling of the tool worked well but the cooling time was doubled to avoid warping. If the compound is to be used in production of the cable channels, it is necessary to decrease the cooling time. For this, the tool needs to be adjusted for the compound. See Test Report [16].
The cable channels produced with XLPE/HDPE compound were more ductile than the standard material. The impact strength was improved with the XLPE/HDPE compound. The experience so far at Volvo is positive. The cable channels produced have passed a number of internal mounting and assembly tests at Volvo, as well as passed the fire test and warping tests at 100°C. Cable channels with the recyclate compound have been mounted into a test Truck. The cable channels produced with the XLPE smelled initially, a characteristic smell of acetofenon coming from the peroxide crosslinked XLPE. Acetofenon is a byproduct of the crosslinking reaction. The degassing mainly occurs during processing (at elevated temperature). The level of acetofenon degassing is low and is no health problem but the smell might be unpleasant. Good ventilation is recommended. The smell was gone after a few weeks, according to Volvo.
Figure 12. The front part has been produced of XLPE/HDPE compound

Swerea IVF-report 21813
19
Rotational moulding XLPE/PE
Rotational moulding is an interesting application area for recycled XLPE for several reasons. The process utilizes powder which means there is no need of compounding. Cable plastic compounds generally have a high level of antioxidants to prevent thermal oxidative degradation, which is required for rotational moulding to withstand high temperatures and long processing times. Initial trials at Swerea IVF have showed increased impact resistance with XLPE in rotomoulded specimens.
Rotational moulding trials were performed at Norner Bamble, Norway. Pulverized XLPE and MDPE (rotational moulding grade) were dry blended in the mould (4 kg per batch), see Figure 13. Boxes with up to 40 % XLPE were moulded. See The Project reports [13] and [14].
Figure 13. The pulverized dry blended XLPE and virgin MDPE in the mould and the final product.
Seven samples were selected for mechanical evaluation, tensile and Impact testing. There are different loadings of XLPE 0-30 %, some loadings are kept at 30 % to investigate the influence of grain size and wall thickness. The wall thickness is stated as both the intended wall thickness and the actual achieved thickness.
Table 3. Sample composition XLPE/MDPE and wall thickness
Sample no. SWE sample XLPE, % Grain, mm Wall, mm Wall measured, mm
1 9 0 0,6 4 3,4
2 9 10 0,6 4 3,2
3 9 20 0,6 4 3,5
4 9 30 0,6 4 3,6
7 9 30 0,6 6 5,4
9 9 30 1 4 5,2
14 14 30 1 6 5,0
SWE09: XLPE from silane crosslinked cable scarp (Draka), crosslinking degree 75 % SWE14: XLPE/PE from EOL/Production mix, crosslinking degree 55 % MDPE: RG7403 (Borealis) 0,4 mm powder, MFI 3,5(Rotomoulding grade)
Swerea IVF-report 21813
20
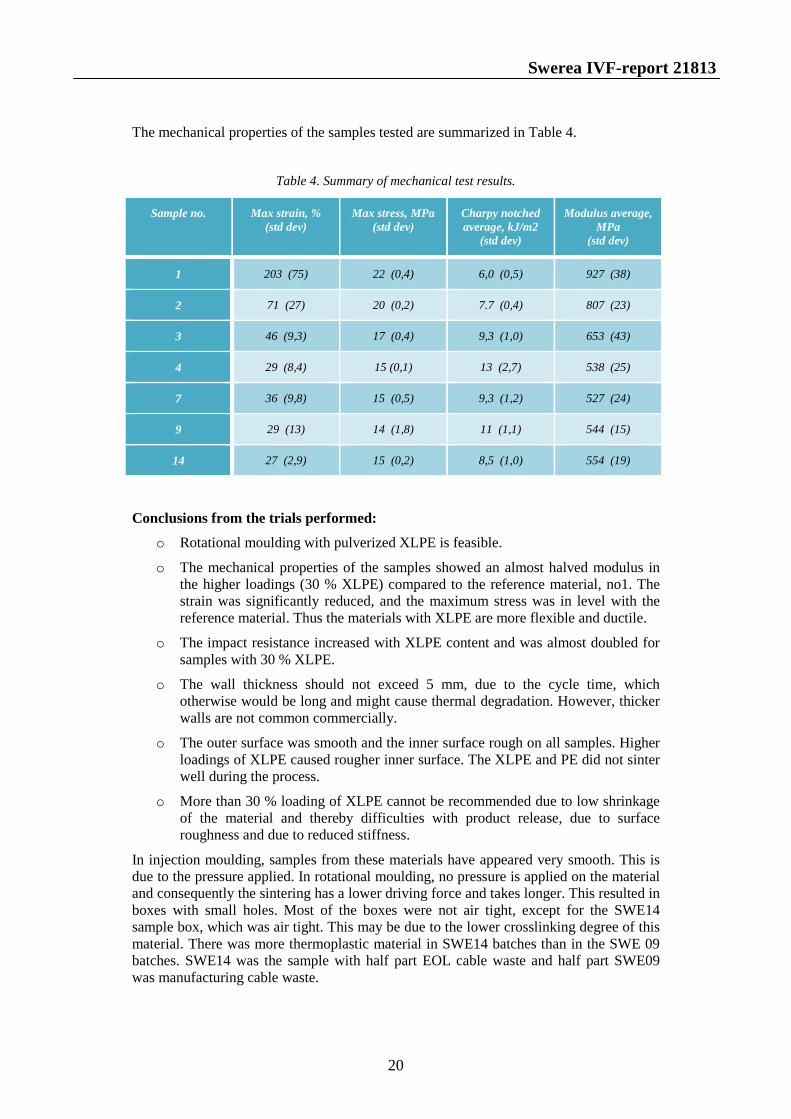
The mechanical properties of the samples tested are summarized in Table 4.
Table 4. Summary of mechanical test results.
Sample no. Max strain, % (std dev)
Max stress, MPa (std dev)
Charpy notched average, kJ/m2
(std dev)
Modulus average, MPa
(std dev)
1 203 (75) 22 (0,4) 6,0 (0,5) 927 (38)
2 71 (27) 20 (0,2) 7.7 (0,4) 807 (23)
3 46 (9,3) 17 (0,4) 9,3 (1,0) 653 (43)
4 29 (8,4) 15 (0,1) 13 (2,7) 538 (25)
7 36 (9,8) 15 (0,5) 9,3 (1,2) 527 (24)
9 29 (13) 14 (1,8) 11 (1,1) 544 (15)
14 27 (2,9) 15 (0,2) 8,5 (1,0) 554 (19)
Conclusions from the trials performed:
o Rotational moulding with pulverized XLPE is feasible.
o The mechanical properties of the samples showed an almost halved modulus in the higher loadings (30 % XLPE) compared to the reference material, no1. The strain was significantly reduced, and the maximum stress was in level with the reference material. Thus the materials with XLPE are more flexible and ductile.
o The impact resistance increased with XLPE content and was almost doubled for samples with 30 % XLPE.
o The wall thickness should not exceed 5 mm, due to the cycle time, which otherwise would be long and might cause thermal degradation. However, thicker walls are not common commercially.
o The outer surface was smooth and the inner surface rough on all samples. Higher loadings of XLPE caused rougher inner surface. The XLPE and PE did not sinter well during the process.
o More than 30 % loading of XLPE cannot be recommended due to low shrinkage of the material and thereby difficulties with product release, due to surface roughness and due to reduced stiffness.
In injection moulding, samples from these materials have appeared very smooth. This is due to the pressure applied. In rotational moulding, no pressure is applied on the material and consequently the sintering has a lower driving force and takes longer. This resulted in boxes with small holes. Most of the boxes were not air tight, except for the SWE14 sample box, which was air tight. This may be due to the lower crosslinking degree of this material. There was more thermoplastic material in SWE14 batches than in the SWE 09 batches. SWE14 was the sample with half part EOL cable waste and half part SWE09 was manufacturing cable waste.

Swerea IVF-report 21813
21
Since rotational moulders generally produces large items, the material consumption can be high even with low loading. The cost of virgin material is high and therefore a much cheaper recyclate material should be interesting.
Some rotational moulded products are made in two steps with two walls. Such products could be a good choice for the XLPE material. If a second wall is applied the problem with inner surface roughness can be solved.
Recycling trials – XLPE/PP in injection moulded cab le packaging
Axjo Plastic has investigated the possibility to use XLPE from cable waste in injection moulded cable packaging. Trials have been performed with XLPE, pulverized and granulated respectively. The pulverized samples had a particle size of 1 mm and the granulated samples a size between 3-8 mm as produced at Stena. The materials tested were SWE07 (XLPE from cable manufacturing scrap) and SWE14 (XLPE/PE from a mix of EOL and manufacturing cable waste).
The Axjo standard compound used in these trials consists of recycled PP Homo, filler (chalk) and a few percent impact modifier. The test materials were compounded with the Axjo material in amounts of 5-15 % and thus replaced chalk in the compound.
First the materials were tested in a small tool. The material needed drying and then the process ran smoothly with very small adjustments. However, the smallest products produced with XLPE skewed some. The large products with a diameter of 800 mm and 5-8 mm thickness were successfully processed and did not skew. Granulated XLPE (4-8 mm) work actually better than pulverized XLPE. The overall experience of the trials performed is positive so far. The cycle time did not change compared to when the standard Axjo compound is used. Remaining fragments of Al foil did not cause problems in the injection moulding machine or in the products.
Figure 14. Pictures of cable packagings have been removed from the public report.
Product tests performed at Axjo and mechanical properties tested at Swerea were satisfying for the products with XLPE compound, actually also with low amounts of PVC. The impact strength was significantly improved with use of XLPE. Impact strength is an important property for products, see Figure 15.

Swerea IVF-report 21813
22
Figure 15. Impact strength tested on small cable packaging.
Figure 16. Stress at break (small cable packaging)
0
5
10
15
20
25
30
Cha
rpy
notc
hed
[kJ/
m2]
RT
0 oC
Swerea IVF-report 21813
23
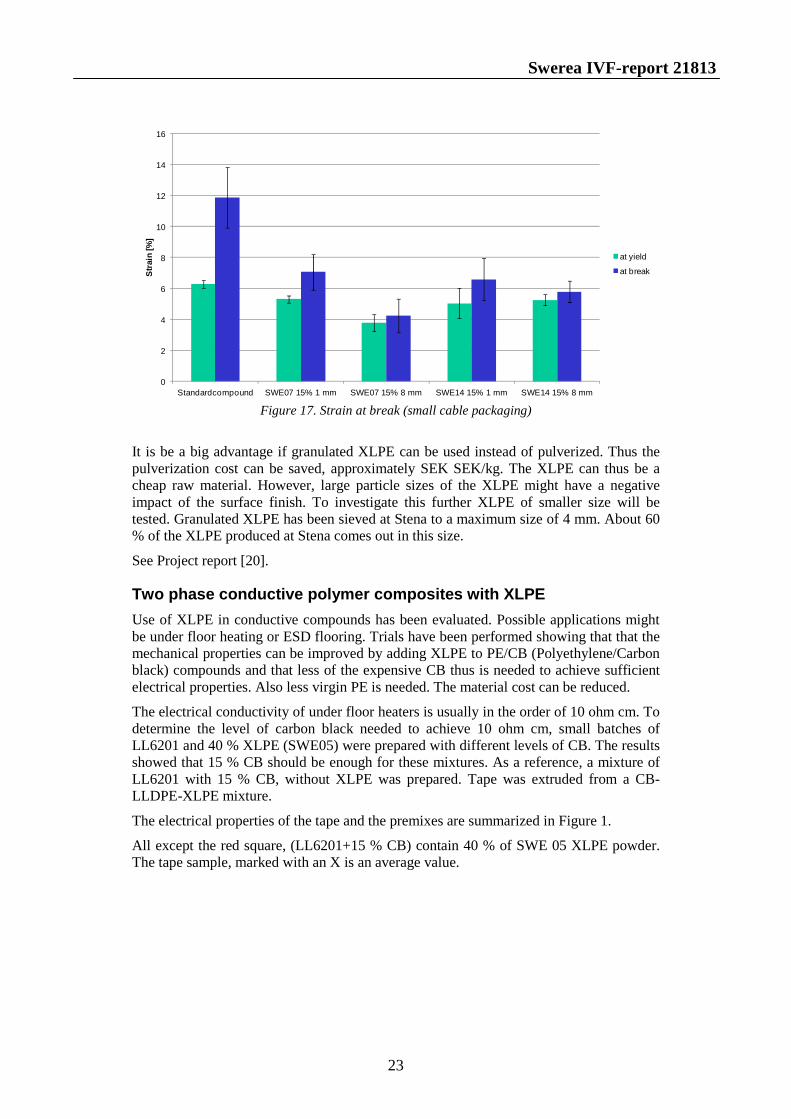
Figure 17. Strain at break (small cable packaging)
It is be a big advantage if granulated XLPE can be used instead of pulverized. Thus the pulverization cost can be saved, approximately SEK SEK/kg. The XLPE can thus be a cheap raw material. However, large particle sizes of the XLPE might have a negative impact of the surface finish. To investigate this further XLPE of smaller size will be tested. Granulated XLPE has been sieved at Stena to a maximum size of 4 mm. About 60 % of the XLPE produced at Stena comes out in this size.
See Project report [20].
Two phase conductive polymer composites with XLPE
Use of XLPE in conductive compounds has been evaluated. Possible applications might be under floor heating or ESD flooring. Trials have been performed showing that that the mechanical properties can be improved by adding XLPE to PE/CB (Polyethylene/Carbon black) compounds and that less of the expensive CB thus is needed to achieve sufficient electrical properties. Also less virgin PE is needed. The material cost can be reduced.
The electrical conductivity of under floor heaters is usually in the order of 10 ohm cm. To determine the level of carbon black needed to achieve 10 ohm cm, small batches of LL6201 and 40 % XLPE (SWE05) were prepared with different levels of CB. The results showed that 15 % CB should be enough for these mixtures. As a reference, a mixture of LL6201 with 15 % CB, without XLPE was prepared. Tape was extruded from a CB-LLDPE-XLPE mixture.
The electrical properties of the tape and the premixes are summarized in Figure 1.
All except the red square, (LL6201+15 % CB) contain 40 % of SWE 05 XLPE powder. The tape sample, marked with an X is an average value.
0
2
4
6
8
10
12
14
16
Standardcompound SWE07 15% 1 mm SWE07 15% 8 mm SWE14 15% 1 mm SWE14 15% 8 mm
Stra
in [%
]
at yield
at break

Swerea IVF-report 21813
24
Figure 18. Electrical resistance plotted with % CB content
The electrical properties were improved with XLPE compared to the corresponding material without XLPE. The electrical conductivity met the requirements in all directions of the tape. Investigation of mechanical properties showed that a softer, more ductile material with high impact strength was obtained compared to a conductive compound without XLPE.
See Project report [12].
Mechanical recycling of PVC compound Trials have been performed to sort PVC cable scrap at the cable factories with purpose to recycle PVC compound back into cables. A successful trial has been performed to sort and recycle PVC compound from automotive wire scrap. The PVC wire scrap (sample SWE04) was processed in the cable granulation plant followed by PlastSep. Melt-filtration was successfully performed at Gneuss, Germany.
A trial was performed at Nexans Sweden to recycle the PVC compound in a power cable jacket. 15 % of the recyclate PVC compound was fed together with a standard jacket compound. For use in cable jacketing, the material meets all properties specified a standard jacket compound.

Swerea IVF-report 21813
25
Figure 19. Separation of wire scrap, melt-filtration and recycling into a new cable-jacket.
Automotive wire compounds are stiff compared to a standard jacket compound, see Figure 20. Therefore, the maximum level of the recyclate compound might be about 20 %.
Tensile module at 100% strain (MPa)
Figure 20. Tesile modulus (MPa) versus recyclate amount (%)
To investigate the long term properties of recyclates from PVC-wire production scrap an ageing study has been performed. Samples with PVC recyclate and standard jacket compound were prepared for ageing. The recyclate levels in the samples were 10, 20 and 30 %.
The mechanical requirements of a standard cable jacket with tensile strength >10 MPa and strain at break > 200 % were still fulfilled even after 20 weeks of ageing. The samples tested meet all required properties. The thermal stability was actually significantly improved by the recyclate PVC compound, see Figure 21. This, because automotive wires is well stabilized to thermal ageing compared to a standard jacket materials. See Project report [5].
9,8
10,8 10,7
11,6
9,8
10,3
11,2
11,6
8,5
9
9,5
10
10,5
11
11,5
12
0 10 20 30
S (250) T (315)

Swerea IVF-report 21813
26
Figure 21. Residual thermal stability (min) versus recyclate amount (%)
A second trial was performed to collect automotive wire scrap at Nexans, Grimsås (SWE06). This time the material was melt-filtrated at Aage Vestergaard Larsen ApS in Denmark. This time the melt-filtration was performed with a cassette filter system. The recyclate was evaluated for re-compounding and reuse in cable compound at Nexans, Grimsås, see Test report [11]. This time the PVC recyclate contained some more metal residues, copper and aluminum (from the granulation process) compared to the melt-filtrated SWE04 but also some PVC difficult to re-process to a homogeny compound. PVC of a grade that needs a higher processing temperature had probably passed through the melt-filter. The purity of the material was not good enough for use in cable jacketing but the material was also tested at Riflex Film for use in PVC-foils as backing material. The recyclate can be used at Riflex but to a maximum level of 20 %. The high stiffness of the recyclate compound limits the level. For Riflex a less stiff compound would be desirable.
A trial has been performed to sort EOL cable waste from Stena branches according to the sorting model made for the EOL cable waste (sorting trial SWE17). Sorting, cable granulation and separation of plastic (PlastSep) were conducted at Stena Recycling in Kalmar. The composition of the “PVC-fraction” (which was the dominating fraction) was analyzed. The purity and process ability was tested. The conclusion was that the “PVC-fraction” was rather clean from other polymers than PVC but unfortunately contained lots of metal residues, mostly aluminum foil. It was not feasible to extrude bands of the material; the aluminum clogged the extruder nozzle.
In Sundsvall, the drying and electrostatic separation implemented in line with the PlastSep has led to increased mechanical recycling of the PVC produced to almost 95 % in products like traffic cones, hoses and stools. However, the problem with the EOL cable PVC is the presence of hazardous additives in the plastic. It is unclear if the plastic can be allowed for mechanical recycling due to the phthalate plasticizer, di-2-ethylhexyl phthalate (DEHP). The presence of DEHP in the PVC plastic from EOL cables is rather high: 6-7 % in the PVC produced from EOL Cu-cables and 5-7 % in the PVC from Al-cables (average of two month production 2012-2013). The high DEHP might hinder mechanical recycling and Stena Recycling AB has applied at the European Chemicals Agency (ECHF) for “Soft PVC Authorization” (for DEHP). Furthermore, the lead and the antimony contents can be critical and a hinder for mechanical recycling. The lead content
97104
120134
51
83
106115
17
70
112 112
1524
4155
1220 20
35
0 10 20 30
% recyclate
Residual stability 200°C aged PVC comp. screened 250 μm
0 weeks 10 weeks 20 weeks 30 weeks 40 weeks

Swerea IVF-report 21813
27
in the PVC produced from EOL Cu-cables was analyzed to be 5-7 mg/kg and in the PVC from Al-cables 4-6 mg/kg (average of two month production).
Improved sorting of the cable waste is needed to avoid contamination of high quality plastic that can be used for recycling in quality products and avoid spreading of hazardous substances.
Mechanical recycling of HFFR compound The use of halogen free flame retardant (HFFR) cables and wires increases. HFFR replaces PVC in many cable applications. Thus, the share of cable waste with HFFR will grow and therefore it is important to develop methods to recycle HFFR compounds. Incineration with energy recovery is the common waste management method for HFFR today but is a costly and poor alternative. The calorific value of HFFR compounds is low due to high content of inorganic filler. Filler content of 50 % is common. Thus a lot of ash is generated when the material is incinerated. The common fillers are Aluminium trihydroxide (ATH) and Magnesium dihydroxide (MDH). Due to thermal decomposition ATH and MDH will form inorganic oxides and water when incinerated. Three collections of cable scrap with HFFR have been performed at the cable factories with purpose to try to recycle the plastic. Unfortunately the HFFR materials collected were contaminated in the cable granulation plant with some PVC accumulated in the recycling process. HFFR is very sensitive to PVC and the mechanical properties are reduced even with a few percent of PVC contamination. Two melt-filtration trials were performed with HFFR (SWE10) at Gneuss but failed due to high viscosity of the material and too much metal residues in the plastic. The work to recycle HFFR will continue in the next project.
Mechanical recycling of blends with PVC and HFFR compounds The amounts of HFFR cable waste increases. Cable scrap with HFFR and PVC are usually mixed at the cable recycling plants if not presorted. HFFR and PVC compounds are difficult to separate by density; both will sink in water. The polymers are not miscible and blends would have poor properties. HFFR compounds are most sensitive to contamination with PVC. Only a few percent of PVC in HFFR can drastically reduce the mechanical properties. PVC compounds are not that sensitive to contamination. Sometimes compatibilizers can improve the mechanical properties of non miscible polymer blends and make them useful in new products.
An investigation was performed with purpose to investigate the possibility for compatibilization of PVC and HFFR. See Project report [17]. Virgin PVC and HFFR cable compounds were blended in a single screw extruder with and without the compatibilizer, Lotryl 28 MA 07. Tapes were extruded and tensile testing performed.
The mechanical properties of PVC compound containing up to 20 % HFFR was not improved with use of the compatibilizer. However, the mechanical properties of the contaminated PVC compound were rather good.
The mechanical properties of the contaminated HFFR were somewhat improved by the compatibilizer tested. In this case the HFFR compound contained EVA (Ethylene-vinyl-acetate) that might also have a compatibilizing effect on the blends.
See Project report [17].
Swerea IVF-report 21813
28
Blasting with recycled plastic Traditional blasting media often have harmful effects on workers as they create dust in the working environment. This is especially common in the clothing industry where e.g. jeans are to be worn in a fast and cheap process. Blasting with sand is sometimes done for these purposes. This produces a silica containing dust in the air which is harmful for the respiratory organs. The price of many of the alternatives to sand is often high. Polymer based blasting materials have become common for paint or varnish removal and for cleaning, e.g. cleaning of extruder screws and moulding tools within the plastic industry etc. Sensitive surfaces can be cleaned with plastic blasting materials. With use of recycled plastic the price could be very competitive and the inert plastic dust should be less harmful than the silica.
Blasting trials have been performed with cable plastic from manufacturing cable scrap. XLPE, HFFR and PVC cable plastic have been tested at Anti Corrosion AB in Sundbyberg. Cable plastics of different grain size were tested for cleaning, for varnish removal and for jeans blasting. Unfortunately, all the cable plastic samples tested were too soft. The blasting affect was not sufficient. Blasting can be an interesting alternative for plastic scrap which is harder than the cable plastic. The blasting affect is also much dependent on the grain size of the plastic blasting media.
See Project report [15].
ENERGY RECOVERY
Incineration heating plant Incineration with energy recovery is an alternative for mixed plastic or plastic contaminated with metals that would require too costly preparation for material recycling. Since polymer materials are mainly composed of hydrocarbon molecules, they have a high calorific value, about 30 MJ/kg. It is important that the incineration process is efficient and carried out at high temperatures in plants with effective flue gas-cleaning systems, to prevent hazardous emissions. For incineration of polymer waste from cables, it is important that the chlorine and metal contents are low. The metals are evaporating during the combustion process, which results in coating of the furnace, and the presence of chlorides cause corrosion. The chloride content can be neutralised with additives such as talc. More corrosion resistant materials can also be used in the furnace, which is a matter of costs. In most incineration plants the chlorine content need to be below 1 %. PVC can therefore not be accepted.
The light plastic, XLPE/PE, produced at Stena Recycling, is sent for energy recovery but this will most probably change since mechanical recycling of the plastic within this project has proven to be technically feasible, profitable and more resource efficient compared to energy recovery.
Incineration cement kiln A cement kiln can handle quite a lot of different materials such as mixed plastic waste but licenses limits the PVC and chlorine input to about 1 % chlorine in waste, since chlorine has a negative impact on the quality of the clinker.
The high temperature (1 000 - 1 800 °C) ensures that the input materials are effectively destroyed, no dioxins or other toxic substances can be formed. The alkali raw material (lime) also neutralises acidic substances. The cement kiln can take care of metals like aluminium, which are limited in waste incinerators.

Swerea IVF-report 21813
29
ENVIRONMENTAL AND ECONOMIC IMPACT Environmental system analyses have been performed to quantify the environmental impacts of increased recycling of cable plastic waste and to compare new recycling options with today’s recycling situation. Life cycle assessment, LCA, is a tool for calculating impact on different environmental indicators such as global warming, resource consumption etc. LCA can identify the environmental “hot spots” of different products and processes and be used as a tool for eco-design in both product and process development. In addition, quantification and comparisons of the economic costs have been carried out. The waste management situation today has been compared with new models for increased recycling.
Studies performed:
o Life cycle assessment and economic analysis on cable recycling at Stena Recycling AB in Sundsvall (Töva-Timrå) and Kalmar respectively.
The objective of the study was to compare state of the art cable recycling with cable recycling including the Plastsep process in an environmental life cycle perspective and also to compare the economic costs. The results show that it is environmentally and economically preferable to use the Plastsep under all conceivable circumstances. With the present high metal prices, revenues from the increased metal winning alone will pay for the investment in the Plastsep process in less than three years.
Two project reports have been made, [21] and [22]. Project report [22] is public and available on the project web site. Project report [21], includes the economical analysis, is confidential and for Stena Recycling only.
o Life cycle assessment and economic analysis on recycling of production cable waste at Nexans Sweden AB in Grimsås.
The objective of the study was to investigate the improvement potential of material recycling of waste from cable production. The investigation included how cable production waste is generated, sorted and recycled today at Nexans and compares it to scenarios with increased sorting followed by alternative recycling routes. The study has shown the environmental effects of improving the cable waste recycling (compared to how it is done today) and also shown the economic, technical and management implications of such improvements.
The project report, [23], is confidential and for Nexans Sweden only.
Tools for performance of environmental system analysis and cost analysis have been developed to be used by cable manufacturers and cable recyclers to compare different options for recycling and waste management of cable plastic wastes. See Project report [24] which is a public report and the Waste conference article [25].
LCA methodology
LCA according to ISO 14044 consist of four stages: scooping, inventory, environmental impact assessment and interpretation. None of the stages are unique to the LCA methodology. What makes LCA unique is that all (or as many as possible/relevant) life cycle phases of the analyzed object are included from raw material extraction to the product’s end-of-life. The life cycle phases are often referred to as raw material production, (own) manufacturing, use and end-of-life, see Figure 22.

Swerea IVF-report 21813
30
When all life cycle phases are included in an LCA study, it is referred to as a cradle-to-grave study. Studies that only include data about raw material production and own manufacturing are referred to as cradle-to-gate studies. Such cradle-to-gate LCA studies exist for most commodities like different steels, plastics etc.
Figure 22. Life cycle assessment
Life cycle assessment of waste materials or waste management, though very common, has no specific name in literature. A complete product life cycle as depicted in Figure 22 is rarely involved. Instead, focus lies on recycling processes after the use phase or directly after the manufacturing processes as shown in Figure 23 below. Furthermore, production of primary materials is included in order to account for that material recycling avoids primary material production. As can be seen, LCA of waste materials span over two adjacent product life cycles. Often these product life cycles are for different products, i.e. cable plastic waste is rarely used to make new cables but rather to make other products. This is referred to as open-loop recycling, or, down-cycling.
Figure 23. System boundary of LCA cable waste recycling study 2.
Another way of seeing it is that the product or service under investigation is not the cable but rather the waste management of the cable, where the waste material is the input and the produced recyclate is the output, see Figure 3. In such a perspective the study could be compared to a cradle-to-gate LCA for a commodity from virgin origin, see Figure 24.

Swerea IVF-report 21813
31
Figure 24. System boundary for cradle to gate waste management.
Focusing on the service needed to manage the waste in the best way makes it natural to present the results per unit of cable plastic waste or per unit of cable waste, i.e. sometimes including the conducting metal. In LCA language these are the functional units used. The choice of system boundary and functional unit(s) means that there is no need to include the actual cable manufacturing in the calculations. However, this is based on the assumption that if production cable waste is recycled internally to replace raw materials, the quality is the same so that the cable manufacturing itself is not affected. Cable producers and recycling companies have provided site-specific data. Sometimes averages from several companies with the same process are provided. For certain processes, e.g. transports and primary metal manufacturing, generic instead of specific process data is presented. This generic data stem from public LCA databases and represent European or global averages in general. The studied system is expanded to include avoided processes and the subsequent avoided environmental impacts when the recycled materials replace virgin materials. Avoided processes are shaded grey in the Figures above. The choice of avoided process is very critical when system expansion is used. For example, since recycled copper can replace virgin copper, the environmental burdens for virgin copper manufacturing are subtracted from the studied system. Similarly, plastic recyclate can replace virgin plastic in some applications. However, it is rare that plastic recyclate can actually replace virgin plastic fully; more often some form of loss of material properties occur and this makes it difficult to define the replaced material. ISO 14044 contains guidance concerning deciding the avoided material. The replacement should be based on:
o physical properties (e.g. mass or energy content)
o economic value (e.g. price of the scrap in relation to price of the primary material)
In order to follow ISO 14044 and also to somewhat capture that recycling almost always entail down-cycling, this paper presents two different scenarios:
o 1 to 1
o Market based
In the 1 to 1 scenario 1 kg of recyclate is replacing 1 kg of the virgin material. In the market based scenario, it is assumed that the loss of quality of the recyclate is proportional to the relation between the price paid for the recyclate and the price paid for the virgin material. Due to the loss of quality the recyclate cannot replace virgin material of the same type. What it can replace we do not know, so we assume, that the “environmental burdens saved” are proportional to the loss of quality which we assume are proportional to the difference in price.

Swerea IVF-report 21813
32
Monetary and climate change data about the involved recycling processes, transports and avoided (replaced) products have been collected. In order to facilitate calculations and comparisons data have been assembled in one sheet, see project Report [24]. The idea is to facilitate finding and marking data that is relevant for a unique comparison, sum it up and arrive at the results.
Potential climate change reductions
The potential gains of improving the cable plastic waste recycling by moving up the “waste ladder”are illustrated in the Figures below. All values per kg of plastic waste. Note that the potential gains by associated metal recycling are not shown in Figure 25.
Figure 25. Potential climate change gains by moving up the cable plastic waste ladder
The spans given reflect the different scenarios – market based or “1 to 1” – and the different polymers involved. The true climate change influence is most probably somewhere in between the 1 to 1 approach and the market approach.
Apart from the landfill figure, all figures are related to replace products. It is the replaced or avoided product that gives the largest climate impact contribution. Avoiding plastic (and metal) cable waste completely is of course the primary target of all cable producers, but not always possible. On the other hand, moving one or two steps up the ladder is not only possible but also, to a degree, driven by legislation limiting land filling and energy recycling. Moving one step up the waste ladder would mean avoiding around 0.5 kg CO2eq/kg plastic.
Swerea IVF-report 21813
33
The consumption of plastic compounds by the European cable industry in 2012 was 1.23 million tones. Plastic waste from cable manufacturers are around 5 % of their total use of plastic. If the industry as a whole can move one step up the waste ladder about 1 230 000 000×0.05×0.5 kg
CO2eq/kg= 30 750 tonnes of CO2eq can be avoided annually only by recycling the manufacturing scrap.
Economic feasibility
Moving up the waste ladder will have to be economically beneficial (or enforced by law)- otherwise it will not happen.
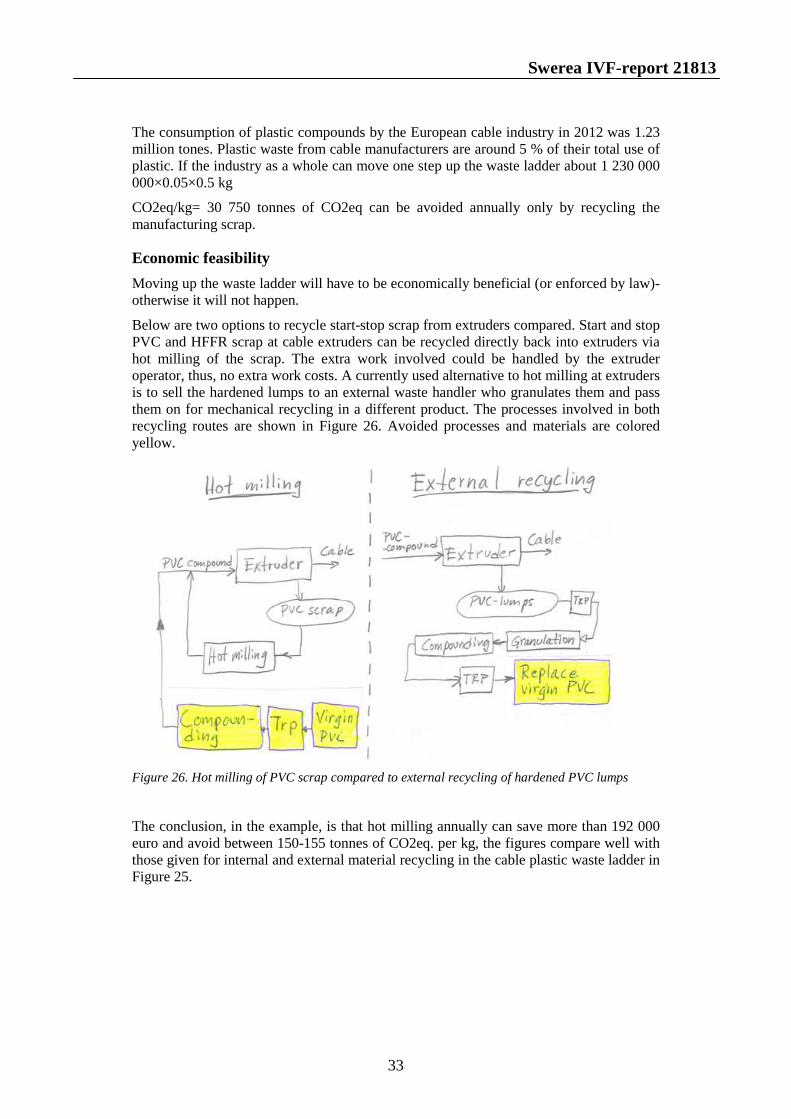
Below are two options to recycle start-stop scrap from extruders compared. Start and stop PVC and HFFR scrap at cable extruders can be recycled directly back into extruders via hot milling of the scrap. The extra work involved could be handled by the extruder operator, thus, no extra work costs. A currently used alternative to hot milling at extruders is to sell the hardened lumps to an external waste handler who granulates them and pass them on for mechanical recycling in a different product. The processes involved in both recycling routes are shown in Figure 26. Avoided processes and materials are colored yellow.
Figure 26. Hot milling of PVC scrap compared to external recycling of hardened PVC lumps
The conclusion, in the example, is that hot milling annually can save more than 192 000 euro and avoid between 150-155 tonnes of CO2eq. per kg, the figures compare well with those given for internal and external material recycling in the cable plastic waste ladder in Figure 25.
Swerea IVF-report 21813
34
CONCLUSIONS SUMMARY o With the PlastSep process the plastic waste can be separated into a light plastic
polyolefin fraction and a heavier PVC rich fraction. Simultaneously metal residues (copper and aluminium) can be separated from the plastic fractions and be recycled with increased yield compared to conventional cable waste recycling, approximately 99,5 %.
o It is environmentally preferable to separate the PVC from the polyolefin with the Plastsep method. Furthermore, it is profitable due to savings in landfill cost and the additional winning of metals. With today’s metal prices, revenues from the increased metal winning alone will pay for the investment in less than three years.
o XLPE from cable waste, both from manufacturing and EOL, can be recycled in compatible blends with polyethylene. Considering the mechanical properties and the costs it is believed that injection moulding of HDPE/XLPE blend with 50 % XLPE offers the best possibilities and can be used for applications to that of LDPE.
o XLPE improves the impact strength of PE.
o It has been demonstrated that grinded XLPE can be recycled:
o - In injection moulded cable channels for trucks
- In injection moulded cable packaging in compound with PP, even without grinding
- In extruded cable jackets
- In extruded conductive foil
- In rotational moulded products
o Automated melt-filtration at constant pressure is the best available method to remove impurities (metal residues and nonmelting material) and produce a pure high quality PVC recyclate compound. However high purity of the material, almost 99 %, is required from beginning,
o It has been demonstrated that PVC compound from automotive wire scrap can be recycled in cable jacketing and in foils if melt-filtrated and free of contaminants. Due to high stiffness of the recyclate the loading might be about 20 % in those products.
o HFFR is challenging to reprocess and recycle due to high filler content and filler decomposition.
o Cost calculations performed have shown that it in most cases is profitable to recycle the cable plastics, PVC and XLPE from cable manufacturing scrap and EOL cables, if the plastic produced in the recycling industry can be transported directly to the industry that recycle the plastic into new products.
o All analyses performed on light plastic produced from EOL cables at Stena Recycling, have shown that the plastic is ok for quality recycling, considering restricted substances. In the heavy plastic produced from EOL PVC cables restricted substances are common. High content of the plasticizer DEHP in EOL cable PVC might hinder mechanical recycling.
.

Swerea IVF-report 21813
35
REFERENCES [1] A. Boss et al. New technology for recycling of recycling of plastics from cable
waste, Jicable’11, International Conference (Book of proceedings), Versailles, Paris, June 2011.
[2] Collection and Sorting of cable plastic wastes, Project report 21813-2.
[3] Electrostatic separation of cable plastic blends, Project report 21813-3
[4] Melt-filtration PVC-compound, Trial report 2010-06-10.
[5] Recycling of PVC wire compound in new cable jacket – Properties and ageing stability, Project report 21813-4.
[6] Ageing stability recyclate compounds, XLPE/LLDPE, I, Project report 21813-5.
[7] Ageing stability recyclate compounds, XLPE/LLDPE, 2, Project report 21813-6.
[8] Injection moulding recyclate compounds, XLPE/HDPE – Properties and ageing stability, Project report 21813-7.
[9] Data sheet – Recyclate compounds, XLPE/PE, Project report 21813-8.
[10] Analysis and quality control of cable plastic recycled, Project report 21813-9.
[11] Kompoundering och extrudering av återvunnen PVC, Trial report Nexans 8856.
[12] Two phase conductive polymer composites from recycled XLPE, Project report 21813-10.
[13] Rotational moulding XLPE/PE - pre-trials, Project report 21813-11.
[14] Rotational moulding XLPE/PE – trials at Norner AS, Project report 21813-12.
[15] Recycled cable plastics for blasting, Project report 21813-13.
[16] Cable channels in recycled PEX, Trial report Volvo.
[17] Compatibilization of PVC and HFFR blends, Project report 21813-14.
[18] Melt-filtration PVC-compound (SWE15B), Project report 21813-15.
[19] Melt-filtration HFFR-compound (SWE16), Project report 21813-16.
[20] Injection moulding of cable packaging with recyclate compound, XLPE/PP, Project report 21813-17.
[21] M. Zackrisson, Life cycle assessment of cable recycling. - Part 1: Plastsep compared to state of the art, confidential project report 12-001/2012. April 2012.
[22] M. Zackrisson, Life cycle assessment of cable recycling - Part 1: Plastsep compared to state of the art. Swerea IVF Report 12002. June 2012.
[23] M. Zackrisson, Recycling of production cable waste at Nexans Sweden - environmental and economic implications. Confidential project report 21813/1. August 2013.
[24] M. Zackrisson, Recycling production cable waste - environmental and economic aspects. Swerea IVF Report 13003. August 2013.
[25] M. Zackrisson, & A. Boss, (2013). Recycling production cable waste - Environmental and economic implications. In Wastes: Solutions, Treatments and Opportunities. 2nd International Conference (Book of proceedings). Braga, Portugal. September 2013.