recovery of phosphorus from htc converted municipal …972523/fulltext01.pdf · recovery of...
TRANSCRIPT
Recovery of Phosphorus from HTC Converted Municipal Sewage Sludge
Matilda Sirén Ehrnström
Sustainable Process Engineering, masters level 2016
Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering

C-GREEN TECHNOLOGY AB
MASTER OF SCIENCE THESIS
RECOVERY OF PHOSPHORUS FROM HTC
CONVERTED MUNICIPAL SEWAGE SLUDGE
UTVINNING AV FOSFOR FRÅN HTC-BEHANDLAT KOMMUNALT AVLOPPSSLAM
Matilda Sirén Ehrnström
2016
Master of Science in Engineering Technology
Sustainable Process Engineering
SUPERVISORS
Fredrik Öhman, C-Green Technology AB
Fredrik Lundqvist, C-Green Technology AB
Lars Gunneriusson, Luleå University of Technology
EXAMINER
Lars Gunneriusson, Luleå University of Technology

i
ACKNOWLEDGEMENTS
I would like to start by thanking my main supervisor at C-Green Technology AB, Fredrik
Öhman, for giving me the amazing opportunity to do my Master’s thesis project at the company.
I would also like to thank my second supervisor Fredrik Lundqvist for bringing new
perspectives into the subjects and helping me sort them out. Thank you both for all your support,
feedback and fruitful discussions throughout – sometimes leaving me with even more questions.
Thanks to my examiner Assoc. Prof. Lars Gunneriusson at Luleå University of Technology.
I am so very grateful to Lars-Erik Åkerlund, my practical supervisor, who have answered all
my questions (relevant or not), and found solutions to every practical issue I have encountered.
Your support, knowledge and inspiring music have been invaluable during this project. I am
also very thankful to Erik Odén at C-Green for your commitment that makes it all possible.
IVL Swedish Environmental Research Institute, and especially Mila Harding and Christian
Baresel at Sjöstadsverket, are gratefully acknowledge for providing analytical instruments and
support.
Special thanks to Helena Giers and Karin Lind at Stockholm Vatten AB who helped me get in
contact with C-Green.
Slutligen vill jag tacka mina föräldrar som alltid backat upp mig, hjälpt och stöttat mig så att
jag vågat anta nya utmaningar! Och min djupaste tacksamhet till Leo som gett mig så mycket
kunskap om hur processer, och livet, verkligen fungerar.
Matilda Sirén Ehrnström
Stockholm, August 2016

ii
ABSTRACT
With a growing population but scarce primary phosphorus sources, recycling of the vital
element has become an important research area throughout the last decades. Several streams in
society are potential resources for recirculation but municipal sewage is considered one of the
most available materials. With current technologies in wastewater treatment, over 95 % of the
influent phosphorus is captured in the sludge along with a variety of other nutrients. However,
due to increasing fractions of pharmaceutical residues and heavy metals also following the
sludge, direct use as fertiliser is being phased out in most European countries in favour of
extraction methods. Extraction of nutrients from the sludge is problematic mainly because of
dewaterability difficulties. Thus, pretreatment of the material is required to access the desired
components at a reasonable cost and energy consumption. Hydrothermal carbonisation (HTC)
is a technology showing high potential for treatment of wet carbonaceous material without
necessity of prior drying. The resulting product is hygenised, essentially free from
pharmaceuticals and easily dewatered.
In this Master’s thesis principal conditions for release of phosphorus from HTC converted
digested sludge under acid leaching have been experimentally investigated. Dependence of
time, temperature, dry solids (DS) content of HTC sludge and pH have been studied. Also,
differences arising from acid type have been considered by comparing acidulation with
sulphuric acid and hydrochloric acid. A short investigation of the recovery of the dissolved
phosphorus from leachate by precipitation was also performed where calcium ions were added
to both sulphuric and hydrochloric acid leachates.
Extraction of phosphorus from HTC converted sludge has shown to be easier than from pure
metal phosphates under comparable leaching conditions and pH values. Also, the dissolved
phosphorus concentrations obtained in the presence of HTC converted sludge was higher than
for theoretical equilibrium concentrations where all phosphorus is in the form of iron(III) or
aluminium(III) phosphate. A maximum leachate phosphorus concentration was around 2500
mg/L, recorded in leaching experiments performed at a dry HTC product concentration of 10
% (w/w) in an extraction solution of water acidified with sulphuric acid. Leaching procedures
performed at pH values between 2 and 1 with 1 and 5 % DS HTC product resulted in dissolution
of 90 % of ingoing phosphorus at an acid charge of 0.5 kg H2SO4/kg DS HTC product. At this
chemical charge, release of phosphorus from converted sludge is fast. Similar amounts of
dissolved phosphorus were recorded after 15 min as after 16 h retention time. Possibly, time

iii
dependence becomes relevant at lower charges. The dissolution of phosphorus is negatively
affected by temperature increases at moderate acid loads, and by possibly by hydrochloric acid
at pH values below 2.
Addition of calcium gave a dissolved phosphorus reduction of 99.9 % in both the sulphuric acid
and hydrochloric acid leachates. Gypsum, CaSO4, also precipitates from the sulphuric acid
leachate resulting in 67 % more dry mass. Due to high release of metals during acidulation, the
precipitate was also contaminated with large fractions of metals in addition to calcium.
In summary, this investigation has demonstrated that up to 90 % of the phosphorus content of
the HTC converted sludge can be released by acid leaching, and almost 100 % of the phosphorus
can be recovered from the leachate by precipitation with calcium ions.
Key words: phosphorus leaching, acid leaching, phosphorus recovery, sewage sludge, clean
sludge, hydrothermal carbonisation, HTC.
iv
SAMMANFATTNING
Med en växande världspopulation och begränsade primära fosforresurser har forskningen kring
återvinning av det livsnödvändiga grundämnet ökat under de senaste årtiondena. Potentialen
för recirkulation från många olika källor har genom åren utvärderats men kommunala
avloppsvatten anses vara en av de mest lättillgängliga resurserna. Med dagens teknologi inom
vattenrening kan över 95 % av den till reningsverket inkommande fosforn fångas i
avloppsslammet tillsammans med flera andra näringsämnen. Materialets direkta användning
som gödsel fasas dock ut i många europeiska länder på grund av stigande halter av
läkemedelsrester och tungmetaller som även följer med slammet. Istället satsas det på
utveckling av metoder för extraktion av de betydelsefulla näringsämnena. Separationen är
däremot inte helt oproblematisk till följd av slammets dåliga avvattningsegenskaper.
Förbehandling av materialet krävs därför för att göra de önskade ämnena tillgängliga till en
rimlig kostnad och energiförbrukning. För behandling av vått kolrikt material har hydrotermisk
karbonisering (HTC) visat stor potential utan krav på föreliggande torkningsprocess. Produkten
som fås är hygieniserad, nästintill fri från läkemedelsrester och lättavvattnad.
I detta examensarbete har de grundläggande betingelserna för upplösning av fosfor från HTC
behandlat rötat avloppsslam undersökts experimentellt under sura förhållanden. Betydelsen av
ett antal parametrar så som tid, temperatur, torrsubstans (TS) av HTC-behandlat slam och pH
har studerats. Eventuella skillnader mellan olika syror har också tagits med genom lakning med
svavelsyra samt saltsyra. Utvinning av löst fosfor från surgjord lakvätska genom fällning
undersöktes även i två experiment. Tillsats av kalciumjoner till lakvätskor surgjorda med
svavelsyra respektive saltsyra möjliggjorde identifiering av eventuella skillnader även i detta
steg.
Experimenten har visat att det är betydligt lättade att lösa upp fosfor från HTC-behandlat slam
än från rena metallfosfat under liknande lakförhållanden och pH-värden. Koncentrationerna av
fosfor som erhållits under lakning av HTC-behandlat slam ligger högt över de teoretiska
jämviktskoncentrationerna där all fosfor föreligger som järn(III)- eller aluminium(III)fosfat. En
maximal fosforkoncentration i lakvätskan tros dock ha nåtts runt 2500 mg/L vilket uppmätts i
lakexperiment vid 10 % TS HTC-produkt i lösningsmedel av svavelsyra och vatten. För
lakförsök utförda mellan pH 2 och 1 vid 1 och 5 % TS HTC-produkt har 90 % av ingående
fosfor lakats ut med en svavelsyrasatsning på 0.5 kg H2SO4/kg TS HTC-produkt. Vid denna
satsning har upplösningen av fosfor från HTC-behandlat slam visat sig vara snabb då lika
v
mycket material har lösts upp under 15 min uppehållstid som under 16 h. Möjligen kan
lakprocessen vara tidsberoende vid lägre syrasatsningar. Upplösningen av fosfor är något sämre
vid högre temperatur och måttliga satsningar, liksom vid lakning med saltsyra vid pH-värden
under 2.0.
Genom tillsats av kalciumjoner uppgick fosforreduktionen till 99.9 % i båda lakvätskorna
surgjorda med svavelsyra respektive saltsyra. Mängden fällning från lakvätskan med svavelsyra
var 67 % högre än i fallet med saltsyra vilket mest troligt beror på utfällning av gips, CaSO4.
Under lakningen löstes utöver fosfor även tungmetaller ut, vilka i stor utsträckning följde med
och förorenade fällningen från lakväskan utöver kalcium.
Sammanfattningsvis har den här studien visat att upp till 90 % av fosforinnehållet i det HTC-
behandlade slammet gått att lösa upp genom lakning under sura förhållanden. Dessutom går
nästan 100 % av fosforn att utvinna från lakvätskan genom fällning med kalciumjoner.
Nyckelord: lakning av fosfor, fosforutvinning, avloppsslam, rent slam, hydrotermisk
karbonisering, HTC.
vi
TABLE OF CONTENTS
1 INTRODUCTION ............................................................................................................ 1
1.1 C-GREEN TECHNOLOGY AB ........................................................................................... 1
1.2 SCOPE .............................................................................................................................. 2
1.2.1 Objectives ............................................................................................................... 2
1.2.2 Delimitations .......................................................................................................... 2
2 LITERATURE REVIEW ................................................................................................ 3
2.1 PHOSPHORUS ................................................................................................................... 3
2.2 WASTEWATER TREATMENT AND PHOSPHOROUS REMOVAL ............................................. 5
2.2.1 Mechanical cleaning ............................................................................................... 6
2.2.2 Chemical cleaning .................................................................................................. 6
2.2.3 Biological cleaning ................................................................................................. 7
2.3 SLUDGE FROM WASTEWATER TREATMENT PLANTS.......................................................... 8
2.4 SLUDGE MANAGEMENT AND REQUIREMENTS ................................................................ 10
2.5 TECHNOLOGIES FOR PHOSPHOROUS RECOVERY ............................................................. 11
2.5.1 Recovery of dissolved phosphorus in liquid ........................................................ 12
2.5.2 Phosphorous release and recovery from sewage sludge ...................................... 12
2.6 HYDROTHERMAL CARBONISATION ................................................................................ 14
2.7 LEACHING ..................................................................................................................... 15
2.7.1 Mass transfer in leaching and rate determining step ............................................ 15
2.7.2 Parameters affecting a leaching operation............................................................ 16
2.7.3 Leaching of phosphorus from HTC converted sludge ......................................... 18
2.8 RECOVERY OF PHOSPHORUS FROM LEACHATE ............................................................... 23
3 METHOD ........................................................................................................................ 25
3.1 MATERIALS ................................................................................................................... 25
3.2 EXPERIMENTAL WORK ................................................................................................... 26
3.2.1 Preparation of HTC converted sludge .................................................................. 27
3.2.2 Leaching procedure .............................................................................................. 27
3.2.3 Precipitation procedure ........................................................................................ 30
3.3 ANALYSIS ...................................................................................................................... 30
3.3.1 Analysis of phosphorus ........................................................................................ 31

vii
4 RESULTS AND DISCUSSION ..................................................................................... 32
4.1 COMPOSITION OF RAW MATERIALS ................................................................................ 32
4.2 RELEASE OF PHOSPHORUS FROM HTC CONVERTED SLUDGE ......................................... 33
4.2.1 Retention time ...................................................................................................... 33
4.2.2 Temperature ......................................................................................................... 35
4.2.3 Dry solid content and sulphuric acid charge ........................................................ 37
4.2.4 Acid type .............................................................................................................. 41
4.3 RELEASE OF PHOSPHORUS FROM PURE METAL PHOSPHATES .......................................... 43
4.4 ELEMENTAL DISTRIBUTION ........................................................................................... 44
4.5 ASH CONTENT OF LEACHED MATERIALS ........................................................................ 48
4.6 RECOVERY OF PHOSPHORUS FROM ACID LEACHATE ...................................................... 51
4.7 FURTHER DISCUSSION .................................................................................................... 55
4.7.1 Acid consumption ................................................................................................ 55
4.7.2 Material variations and changes ........................................................................... 56
5 CONCLUSIONS ............................................................................................................. 58
6 FUTURE WORK ........................................................................................................... 60
7 REFERENCES ............................................................................................................... 61
viii
LIST OF FIGURES
Figure 1. The geological (long-term inorganic) and biological (short-term organic) cycles
of phosphorus on earth including the human impact (Cornel & Schaum, 2009). ............ 4
Figure 2. Phosphorous cycle diagram in water bodies (Correll, 1998). ..................................... 5
Figure 3. Biological phosphorous removal under anaerobic and aerobic conditions
(Balmér, et al., 2007, modified). ....................................................................................... 8
Figure 4. Solubilities of metal phosphates at varying pH (Stumm & Morgan, 1996). ............ 19
Figure 5. pH diagram over the phosphoric acid system. .......................................................... 19
Figure 6. Activity coefficients for ions in water solution according to the extended Debye-
Hückel equation (Snoeyink & Jenkins, 1980). ............................................................... 22
Figure 7. Overview of the process studied in this project; from WWTP to phosphorous
containing precipitate via HTC conversion and leaching. .............................................. 26
Figure 8. Retention time dependence in phosphorous leaching. .............................................. 34
Figure 9. Temperature dependence in phosphorous leaching. ................................................. 35
Figure 10. Influence of DS content on phosphorus leaching at different pH values resulting
from different acid charges. ............................................................................................ 37
Figure 11. Concentration of dissolved phosphorus at different DS contents and pH values. .. 40
Figure 12. Comparison between phosphorous leaching with sulphuric acid and
hydrochloric acid. ........................................................................................................... 42
Figure 13. Leaching of pure metal phosphates at different pH values. .................................... 43
Figure 14. Ash content of remaining solid fraction on dry basis for experimental series C
through F. ........................................................................................................................ 48
Figure 15. Ash contents of solid fraction after leaching with sulphuric acid at 1 % DS HTC
product. ........................................................................................................................... 51
Figure 16. Ash contents of solid fraction after leaching with hydrochloric acid at 5 % DS
HTC product. .................................................................................................................. 51
Figure 17. Leaching efficiency for experimental series C to F. Each symbol corresponds to
an acid charge from 0.1 to 0.5 kg H2SO4/kg DS HTC product. ..................................... 56

ix
LIST OF TABLES
Table 1. Salts, formulas and solubility product constants at 25 oC. ......................................... 24
Table 2. Used chemicals, formula, grade and assay. ................................................................ 25
Table 3. Notation of the performed sets of experiments. ......................................................... 27
Table 4. Experimental conditions for investigation of retention time. ..................................... 29
Table 5. Experimental conditions for investigation of chemical charge. ................................. 29
Table 6. DS and ash content of dewatered sludge and HTC product. ...................................... 32
Table 7. Elemental composition of dewatered sludge and HTC product. ................................ 33
Table 8. Distribution of elements between solid and liquid phase for different DS HTC
product concentrations, temperatures and acids. ............................................................ 46
Table 9. Properties of leachates used in the precipitation experiments. .................................. 51
Table 10. Composition of original leachates and the distribution of elements between
filtrate and precipitate after precipitation of sulphuric acid and hydrochloric acid
leachates. ......................................................................................................................... 53

1
1 INTRODUCTION
Phosphorus is a finite resource but a vital element in all plants, organisms and animals. The
primary phosphorus sources are scarce and predicted to last a few decades. (Cornel & Schaum,
2009) At the same time, excessive concentrations of phosphorus cause eutrophication in water
bodies worldwide (Correll, 1998). Phosphorous enrichment in fresh and coastal waters is a
result of human activities; industry, agriculture, sewage disposal (Chislock, et al., 2013) and
land-use changes (Smith & Schindler, 2008).
Sewage disposal has been considered a problem for a long time (Stark, n.d.) (Tideström, et al.,
2007). Even in countries where wastewater treatment is regulated in law, sludge is problematic
due to contamination with heavy metals, pathogens and pharmaceuticals. If these parameters
were the only conditions to be considered, landfilling or incineration ought to be the only
methods to discard the material. Controversially, the material also carries significant amounts
of carbon, nitrogen and phosphorus which argues against landfilling. Thus, spreading of sludge
on forest- and farmlands, as well as using it for soil improvement and restoration in open-pit
mines are also possible ways to dispose the sewage sludge.
As a result of unsustainable sludge handling and scarce phosphorus resources worldwide,
methods for recovering the element from the problematic material has been an important
research area in almost twenty years. Numerous of technologies have been developed to recover
as much of the resources as possible, while trying to meet future demands and regulations.
1.1 C-GREEN TECHNOLOGY AB
C-Green Technology AB is a newly established company developing an environmentally and
economically sustainable process for transformation of sewage sludge into a biofuel. The C-
Green process is modularised and designed to fit into a standardised container unit which
enables placement at any wastewater treatment plant despite space limitations. Each container
has a capacity to treat sludge from up to 200 000 individuals, which corresponds to
approximately 30 000 tonnes of wet sludge per year.
The technology is based on hydrothermal carbonisation (HTC) performed at about 200 oC
followed by efficient heat recovery and mechanical separation of bio-coal from remaining
process water. The patented and continuous reactor guarantees a certain residence time and
enables separation of a particle-rich and particle-lean phase at reaction temperature. A pilot
2
plant of the C-Green process is currently under construction and will be ready for start-up
during autumn 2016.
While the resulting liquid phase is returned to the wastewater treatment plant, the solid fraction
is a hygienised product with low moisture content that can be used as a low bulk biofuel at
existing power plants. The resulting product streams also allow extraction of nutrients;
primarily phosphorus and nitrogen, as well as removal of heavy metals for special disposal.
Presently, extraction processes of such are under development.
1.2 SCOPE
1.2.1 OBJECTIVES
This master thesis of science aims to investigate the;
- principal conditions for extraction of phosphorus from HTC converted sewage sludge
by acid leaching and filtration;
- recovery and separation of dissolved phosphorus from leachate via precipitation and
filtration.
To fulfil the outlined objectives, the project was divided into two phases. Initially, a review of
present technologies for phosphorus recovery from varying products and streams originating
from wastewater treatment plants was made. Industrially relevant leaching parameters and
ranges was also determined during this phase, as well as the interesting conditions for
phosphorous precipitation. During the second phase the conditions were experimentally
investigated and evaluated through several analyses.
1.2.2 DELIMITATIONS
In this project only one type of sludge is studied. Variations in sludge composition as a result
of different purification methods and precipitation agents are not considered. Neither are
different process conditions of the hydrothermal carbonisation step. Therefore, the HTC
material used for leaching was produced from one single batch of dewatered sludge converted
at the same specific conditions.
The downstream process is not to be studied in details. Due to limitations in the laboratory
equipment, filtration is not possible to perform at industrially relevant conditions. Also,
influences of displacement wash have been left out of this project and, as a result optimal wash
ratios have not been investigated.

3
2 LITERATURE REVIEW
2.1 PHOSPHORUS
All living organisms require phosphorus for growth and survival as it is a vital part of DNA,
RNA and the energy carrier ATP (Cornel & Schaum, 2009). Moreover, bone is made up of
phosphate mineral and the buffering system in blood involves phosphate ions. By being a part
of cells, phosphorus becomes an irreplaceable element. (Rayner-Canham & Overton, 2010) As
a result, the agricultural industry is the largest consumer of phosphorus by the use of fertilising
products. Since the arable lands naturally lacks the element, phosphorus containing fertilisers
are used to improve the harvests. Due to a growing world population and, thus, food demand,
the demand for fertilisers is increasing every year. It is estimated that 4 million tonnes more
phosphorus will be required annually corresponding to an expansion of 2 % of the market.
(Wiechmann, et al., 2013)
A few years ago, phosphorus was also an important ingredient in detergents, but due to
ecological reasons is has been replaced by zeolites. However, toothpastes and baking powder
still contain phosphorus compounds, and phosphoric acid is an important constituent in rust
remover for industrial and domestic use. Phosphoric acid is also added to soft drinks to prevent
bacterial growth and to canned food where phosphate ions react with leached metal ions to form
an inert, harmless compound. Other applications of phosphorus compounds are as a selective
solvent to separate uranium from plutonium compounds, and fire retardant. (Rayner-Canham
& Overton, 2010)
Figure 1 describes the interconnected cycles of phosphorus including the human activity and
impact on the system. The slowest cycle time is millions of years and belongs to the inorganic
cycle which is initiated by erosion of phosphorus containing minerals. The dissolved matter
proceeds to the oceans where it ends up in the bottom sediments. By a tectonic uplift the
material is brought to the atmosphere where it becomes available to plants. On land, phosphorus
enters a second cycle as soon as the plants take up the element from soil. The cycle continues
with the consumption of the plants by animals or humans and is enclosed when the organic
waste is returned to the soil. The cycle time of the biological route ranges from some weeks up
to a year. Without outside influence, these cycles are in balance and enclosed. Figure 1,
however, describes how human activities remove phosphorus from the short-term, biological
cycle, and introduce the material to the geological cycle of millions of years when disposing it
in the oceans. Imbalance and lack of nutrients in the biological cycle arise from careless

4
handling of phosphorus. The cycles also imply that the balance is restored after some millions
of years if no action is taken. (Cornel & Schaum, 2009)
Figure 1. The geological (long-term inorganic) and biological (short-term organic) cycles of phosphorus on
earth including the human impact (Cornel & Schaum, 2009).
Phosphorus is often the limiting factor for growth in coastal waters and freshwater ecosystems.
Thus, growth of microalgae and cyanobacteria is a sign of eutrophication resulting from
elevated concentrations of phosphorus, and to some extent even nitrogen. In aquatic systems
phosphorus is only found in pentavalent forms, such as orthophosphate, polyphosphate and
organic phosphate esters. The element is transported to water bodies as mixtures of the
mentioned molecules. In bottom sediments the organic particulates are deposited. While
microorganisms make use of the organic matters, phosphates are released. Orthophosphate is
also produced in enzymatic and chemical hydrolysis when the compounds are suspended in
water. Phosphorus in the form of phosphate is the only compound algae, bacteria and plants can
assimilate which result in an excessive productivity of the organisms. This in turn leads to
anoxic waters due to high bacterial populations and respiratory rates. The biodiversity is
jeopardised as fishes die at low concentrations of dissolved oxygen. (Correll, 1998) Figure 2
describes the phosphorous cycle in water bodies.

5
Figure 2. Phosphorous cycle diagram in water bodies (Correll, 1998).
Phosphorus is most commonly produced from phosphorus-containing minerals such as apatite
of various kind (Elding, n.d.). Apart from phosphorus, apatite usually contains cadmium, and
uranium. Thus, mining of apatite rock results in exposure of heavy metals and radionuclides to
the biosphere jeopardising the environment and health of many living species (Stark, n.d.)
(Wiechmann, et al., 2013). The explored sources are estimated to be depleted in a few decades
and the quality is gradually decreasing. Five countries only, control over 90 % of the explored
phosphate reserves; Morocco, China, Algeria, Syria and Jordan, and some of them are
politically unstable countries adding insecurities to the market. Consequently, recovery and
recycling of phosphorus is becoming an important path to be able to meet the demand of the
future. (Wiechmann, et al., 2013)
2.2 WASTEWATER TREATMENT AND PHOSPHOROUS REMOVAL
(Olofsson, et al., 2007) (Balmér, et al., 2007)
A wastewater treatment plant (WWTP) collects water from households and, in many cases,
industries. The primary objective is to remove contaminants and reduce the concentrations of
nutrients to obtain water clean enough to be discharged into the recipient without jeopardising
the aquatic ecosystem. The phosphorus ending up in the sewage originates from human
metabolic wastes, detergents and cleaning products as earlier described. Approximately 15 %
of the phosphorus is organically bound, 50 % is present as inorganic orthophosphate and 35 %
as complex inorganic phosphates, referred to as polyphosphates. In the sewage, however,
polyphosphates are gradually hydrolysed into orthophosphate. In municipal sewage the ratio
between BOD7 and phosphorus is 100 to 3, which is too high phosphorous concentration to
remove all from the aqueous phase by biological treatment only where 1-2 g of phosphorus is
6
assimilated for every 100 g of BOD7 consumed. Thus, additional process steps are required to
achieve acceptable levels of nutrient concentrations. Most commonly the sewage water
undergoes three different treatment methods; mechanical, chemical and biological cleaning.
2.2.1 MECHANICAL CLEANING
In the first step of the mechanical cleaning, objects with potential of damaging the following
process equipment are mechanically removed from the stream by passing the incoming water
through bar screens. In an often aerated sand chamber, grit and sand settle on the bottom and is
removed while organic matter is kept suspended and transferred onwards. Before entering the
last step of the mechanical treatment, air is bubbled through the water to accumulate fat and
grease on the surface, which is either removed before or in the primary sedimentation tanks. In
this treatment step, sedimentation of matter heavier than water occurs in large basins or tanks,
which produces the so called primary sludge. Approximately 30 % of organic matter and 70 %
of suspended particles are collected in the primary sludge.
2.2.2 CHEMICAL CLEANING
In many WWTPs the sedimentation in the pre-settling tanks is accelerated by addition or
precipitation chemicals before entering the primary sedimentation units. Common precipitation
agents are lime, and salts of iron; in ferrous (Fe2+) and ferric (Fe3+) forms, and aluminium. The
idea is to reduce the phosphorous content in dissolved and colloidal form by up to 25 % by
formation of chemical complexes. Precipitation of dissolved phosphorus by the use of ferric
salts is described by Reaction 1. The iron(III) ion also reacts with water to form hydroxides
according to Reaction 2.
𝐹𝑒3+ + 𝐻𝑃𝑂42− ⇄ 𝐹𝑒𝑃𝑂4(𝑠) + 𝐻+ (1)
𝐹𝑒3+ + 3 𝐻2𝑂 ⇄ 𝐹𝑒(𝑂𝐻)3(𝑠) + 3 𝐻+ (2)
The metal hydroxide is a gelatinous substance which captures precipitates, particulates and
impurities while subsiding. Thus, the phosphate precipitates stick to the flocks which greatly
improves the phosphorous reduction. Consequently, the primary sludge is phosphorous
enriched. Flocculation also accelerate the sedimentation velocity and improves the reduction of
organic particulates and other toxins that might harm the subsequent process step.
When aluminium salts are used as precipitation agent the reactions are comparable to Reaction
1 and 2. If a ferrous salt is used, dissolved phosphorus precipitates according to Reaction 3.

7
3 𝐹𝑒2+ + 2 𝐻𝑃𝑂42− ⇆ 𝐹𝑒3(𝑃𝑂4)2(𝑠) + 2 𝐻+ (3)
However, as hydroxide precipitates do not form when iron(II) is used no significant
phosphorous reduction is obtained unless the pH value in the sewage is above 8.5. Thus,
oxidation of iron(II) into iron(III) is required to form hydroxide complexes. In a WWTP this is
accomplished in the aerated sand chamber or in the aerated zone before the pre-settling tanks.
The reaction is described by Reaction 4. Once iron(III) has formed Reaction 1 and 2 are
assumed to be valid for the proceeding reactions.
4 𝐹𝑒2+ + 𝑂2 + 2 𝐻2𝑂 ⇆ 4 𝐹𝑒3+ + 4 𝑂𝐻− (4)
Chemical precipitation reduces the total amount of dissolved phosphorus in the sewage water
by 80-95 %.
2.2.3 BIOLOGICAL CLEANING
The water leaving the pre-settling tanks is introduced to the biological purification step where
the remaining organic carbon is removed, and the concentrations of nitrogen and phosphorous
reduced. The biological basins are divided into aerobic and anoxic zones to maximise the
reduction of undesired materials. Microorganisms, mainly bacteria, are the workhorses in the
biological treatment. Bacteria of different kinds oxidise organic matter to obtain energy which
is used for growth of new cells. Oxygen, in aerobe zones, and nitrate, in anoxic zones, are the
primary oxidising agents in the biological treatment. Nitrate is formed when ammonia is
oxidised while oxygen is provided through spargers in aerated zones in the basins.
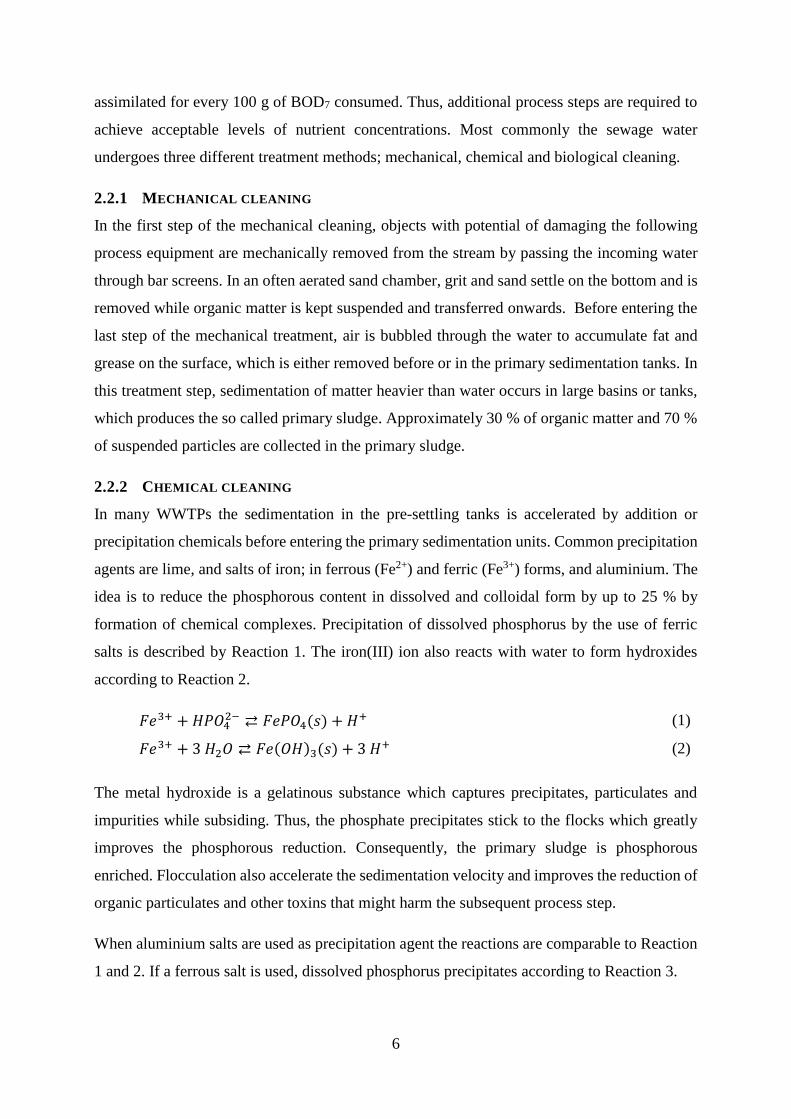
The biological phosphorous reduction is referred to as bio-P and the principles of the process
are described in Figure 3. During aerobic condition in aerated zones in the basins, specific
bacteria, bio-P bacteria, store excess amounts of phosphorus as polyphosphates in the cell.
When an anoxic zone is reached, bacteria assimilate volatile fatty acids, VFAs, in organic
polymers. The ability to oxides organic material to obtain enough energy needed for the storage
process is limited when oxygen is lacking. Instead, the bacteria gain energy from hydrolysing
the intracellular polyphosphates to phosphate. The dissolved phosphorus is then transferred out
of the cell resulting in an increase of the phosphate concentration. When the bacteria again enter
an aerated zone, the assimilated organic material is used for cell growth and energy for
assimilation of phosphates. As previously described, phosphorous, but also nitrogen and a range
of other elements, are essential building blocks in any living organism. Thus, the amount of
nutrients in the sewage is readily decreased in the biological treatment step by the growth of
biomass.
8
Figure 3. Biological phosphorous removal under anaerobic and aerobic conditions. A: Release of phosphate
to produce energy for assimilation of organic material under anaerobic conditions, and phosphate uptake
and respiration during aerobic conditions. B: Concentration changes of VFA and phosphate in anoxic and
aerobe zones (Balmér, et al., 2007, modified).
For every 100 g of BOD7 removed from the wastewater, 1-2 g of phosphorus is removed. The
biological phosphorous reduction is 15 to 30 %. A secondary settling tank follows the aerated
tanks where the bio-sludge accumulates on the bottom. The majority of the sludge is
recirculated to the inlet of the biological treatment step to provide enough activated biomass.
Excess secondary sludge is removed from the process at the same rate as new biomass is
generated.
If the phosphorous concentration in the water leaving the secondary settling tank is still high,
or if precipitation agents have not been used in earlier process steps, chemical cleaning takes
place at this point. Lastly, the water often passes through a sand filter to remove any remaining
particulates, for example when precipitation of phosphorus occurs after the bioreactor.
2.3 SLUDGE FROM WASTEWATER TREATMENT PLANTS
In Sweden 1 million tonnes of dewatered sludge is annually produced, corresponding to
200 000 tonnes of dry solids (DS). Primary and bio sludge combined without any treatment is
commonly referred to as mixed or raw sludge. The amount of primary sludge produced per
person and year, 18 kg of suspended solids (SS), is larger than the bio sludge amount, 9-13 kg
SS. The dry solids (DS) content of raw sludge is usually approximately 3-4 %, where the
organic matter constitutes < 70 % of DS depending on precipitation agent and operating mode.
Macronutrients constitute a small part of the DS content of raw sludge; nitrogen 3.6 %,
phosphorus 2.8 %, while calcium, magnesium, potassium and sulphur together constitutes

9
approximately 4 % of DS. (Tideström, et al., 2007) In the sludge, phosphorus exists in both
inorganic form as iron, calcium and aluminium salts, and organic form.
Sludge is a complex material where interactions between water and sludge particles define the
characteristics and hinder water removal. In the voids between particles the most easily
removed water is trapped and is simply separated by gravitational forces, giving so called
thickened sludge. For water captured in capillaries between different particles, mechanical
forces are required to increase the dry solids content (DS). This is achieved by centrifugal
forces, vacuum or pressure resulting in dewatered sludge with a dry solids content of 20-35 %
depending on sludge type and process. The remaining water is either adsorbed or bound in cells
and can only be separated by evaporation. (Tideström, et al., 2007)
To minimise the risk of fermentation and unpleasant odour the sludge is stabilised biologically,
thermally or chemically. The most economical chemical stabilising method is lime addition to
sludge, most preferably to dewatered sludge. Heat is produced when quicklime (CaO) reacts
with water and simultaneously increases the pH, aiming for a value above 11. At these
conditions pathogens are killed. (UKWIR, 2015) (Tideström, et al., 2007) The disadvantages
of lime stabilisation are the increased amount of sludge and a merely temporary stabilising
effect as microbial processes starts again. Biological stabilisation methods are completely
dominated by anaerobic digestion from which biogas, a valuable by-product, is obtained.
Primary sludge contains a larger fraction of easily accessible organic carbon than excess sludge
which gives a high biogas production potential. Roughly 50 % of the organic matter is converted
to biogas, which gives a significant reduction in sludge amount. The inorganic matter is intact
after the digestion resulting in a larger inorganic fraction in the sludge after the digestion than
before. (Tideström, et al., 2007) The energy content of mixed sludge is approximately 135 kWh
which is equivalent to 30 kg DS per person and year. The annual energy recovery per person is
about 75 kWh in the form of biogas from anaerobic digestion and 20 kg DS per person and year
remains after the treatment. Digested sludge also contains approximately 0.65 kg phosphorus
and almost 1 kg of nitrogen per person and year. (Svenskt Vatten AB, 2013) (Tideström, et al.,
2007)
Before entering the digester, the sludge is thickened to a DS content of 5-8 % to reduce the
required reactor volume and energy needed for heating the material. To reduce the volume of
the digested sludge, dewatering is often applied giving a DS content of 20-35 %.
10
2.4 SLUDGE MANAGEMENT AND REQUIREMENTS
Sludge has long been considered a disposal problem mostly because of the uncertainties and
variation of the product composition. The large fraction of heavy metals and increasing
concerns regarding pathogens and pharmaceutical residues are all reasons for the ongoing
change in use of the sludge in many European countries. The amount of toxic materials
accumulated in the sludge in WWTP is a result of the use of chemicals and consumption of
foods originating from production of lower standards and qualities. (Naturvårdsverket, 2013a)
In Europe the use of sludge in agriculture and landfill is being more and more restricted. Sweden
is the only Scandinavian country allowing partly stabilised and hygienised sludge for
agricultural use but spreading on farmlands is becoming rare (PURE, 2012). Statistics of the
use of sludge from WWTPs in Stockholm demonstrate how 80-90 % was returned to arable
lands during the 80s while only 20 % in 2013 despite lower concentrations of heavy metals and
contaminants in the sludge. (Lücke-Johansson, 2014) (Tideström, et al., 2007) From the
beginning of the 21st century, the dominating sludge uses have been land applications including
coverage of mining sites in the north of Sweden, construction of golf courts and sound barriers
(Lücke-Johansson, 2014). Further treatment of sewage sludge is however necessary when used
in agriculture and land applications. In Sweden companies working with recycling and waste
management handle and hygienise sludge. Methods used are long-term storage (around six
months) in aerated environment, or shorter storage time at a temperature of 55 oC. Composting
of dewatered sludge together with dry bark and wood chips is also a possibility. Other ways for
hygienisation are pasteurisation; heating the sludge to 70 oC for 30-60 min, before anaerobic
digestion. (Olofsson, et al., 2007) Digestion, lime stabilisation, composting and pasteurisation
are all common techniques of handling sludge in the countries around the Baltic sea. (PURE,
2012)
In 2005, Germany decided to only accept waste holding a maximum of 5 % organic matter in
landfills (Stark, et al., 2005b) (PURE, 2012). While landfilling stopped completely, and
composting and landscaping applications decreased, incineration of sludge started to grow
rapidly. From 2007 and onwards mono- and co-incineration have been the dominating methods
for handling sludge, and approximately 55 % of the material was treated in 2011. Mono-
incineration are facilities where sludge is burned exclusively. This also includes gasification
plants for production of syngas for heat and electricity recovery. In addition, combustion of
sludge is frequently performed in coal fired plants, waste incineration plants and cement plants,
referred to as co-incineration. In cement plants co-incineration is profitable as additives and

11
fuel requirements decrease. According to statistics, the regulations have not affected the
agricultural applications and the fraction of sludge used in farming has remained unchanged at
30 % (Wiechmann, et al., 2013). In Switzerland, however, spreading of stabilised sludge on
arable lands as well as disposal have been prohibited since 2006. Instead, thermal disposal of
sludge through incineration is used, either together with or without household wastes, or at
cement plants. (Swiss Confederation: Federal Office for the Environment, 2015) Incineration
is also how the Netherlands handle the sludge as agricultural use is banned due to phosphorous
saturation of arable lands (Stark, et al., 2005b).
In 2012 the Swedish Environmental Protection Agency (Naturvårdsverket) was requested by
the government to investigate the possibility of sustainable recycling of phosphorous to arable
land. In the study, estimations of the phosphorous content of a vast number of resources and
streams were made as well as an assessment of the potential as a source of phosphorus
accounting for accessibility. (Naturvårdsverket, 2013a) (Naturvårdsverket, 2013b) The
investigation showed that several waste streams in today’s society are enriched in phosphorus
and bare high potential for recirculation. Approximately 5800 tonnes of phosphorus are
accumulated in the sewage sludge from municipal WWTP of which only 25 % is returned to
arable lands. However, to achieve a sustainable recycling of nutrients, a number of conflicting
national environmental quality objectives must be taken into consideration. For this matter the
objective regarding “a non-toxic environment” is of highest significance. The objective seeks
to limit the dispersion of toxic pollutants and non-naturally occurring substances in the
environment which in different ways have a negative impact on plants, animals and humans.
Despite the increasing consumptions of chemicals and products, the knowledge of the long and
short term effects of the substances is lacking. Thus, restricting the accessibility and dispersion
will possibly prevent predicted and unpredicted health concerns caused by toxins circulating in
society. (Naturvårdsverket, 2016) (Naturvårdsverket, 2013a)
2.5 TECHNOLOGIES FOR PHOSPHOROUS RECOVERY
As a result of national objectives in many European countries as described above, several
technologies for phosphorus recovery from WWTPs and products thereof have been developed
in the last few years. Some methods aim to recover phosphorus from liquid streams, while many
technologies use anaerobic sludge or ash from sludge incineration as starting point for further
treatment. A few highly relevant and interesting technologies are described below.

12
2.5.1 RECOVERY OF DISSOLVED PHOSPHORUS IN LIQUID
A few technologies developed aim to precipitate phosphate from substreams of the water
purification process. Streams of interest are sludge from the biological treatment, both excess
sludge and the recirculated fraction, as well as the reject water from dewatering of anaerobe
sludge. For these streams, processes for precipitation of struvite (magnesium ammonium
phosphate) for phosphorous recovery have shown potential. Other methods are crystallisation
by addition of magnesium chloride, and sodium or magnesium hydroxide where again struvite
crystals are formed. For small-sized and individual sewage disposal systems, focus has been
upon adsorption of phosphates, where the adsorption modules are replaceable. Another
approach to recover dissolved phosphorus has been by ion exchange and electrodialysis for
production of phosphoric acid. (Tyréns AB, 2013)
2.5.2 PHOSPHOROUS RELEASE AND RECOVERY FROM SEWAGE SLUDGE
Sewage sludge is regarded as one of the most promising material streams that can be used for
phosphorous recovery (Naturvårdsverket, 2013a). Many different strategies have been
developed to recover the macronutrient from digested sludge. During digestion, calcium
phosphate can be precipitated by addition of calcium silicate hydrate working as an adsorbent
in the FIX-Phos process. In the AirPrex™ process struvite is precipitated from digested sludge
in a separate tank.
However, the vast majority of developed processes pretreat the anaerobe sludge to make the
fractionation of solid and liquid phase possible, before and/or after phosphorus release.
Different pretreatment methods have been investigated over the years. In Sweden supercritical
water oxidation (SCWO) have been tested along with thermal hydrolysis. In Germany where
incineration of sludge is very common, phosphorous release from incinerated ashes has gained
much research. (Stark, et al., 2005b)
To release phosphorus from treated or untreated sludge separate leaching strategies are used in
the different methods. Some processes are briefly presented below.
2.5.2.1 GIFHORN PROCESS, MODIFIED SEABORNE
The Seaborne process can be adapted to several organic materials including sewage sludge,
manure and agricultural waste. Unprocessed biomass is treated with sulphuric acid and
hydrogen peroxide to dissolve phosphorus and metals. The remaining organic material is
separated from the leachate by centrifuges and sodium sulphide is added to the liquid stream to
precipitate the heavy metals. After separation dissolved phosphorus is recovered by addition of
13
magnesium- and sodium hydroxide to precipitate struvite. (Nieminen, 2010) (Tyréns AB, 2013)
(P-REX, 2015)
2.5.2.2 BIOCON® PROCESS
Phosphorus and metals are leached from sewage sludge ashes by sulphuric acid in the BioCon®
process. The phosphate is recovered as phosphoric acid by passing the leachate over a series of
ion exchangers. The ion exchangers are then regenerated by hydrochloric acid producing ferric
chloride. (Levlin, et al., 2002) (Nieminen, 2010)
2.5.2.3 SEPHOS AND ADVANCED SEPHOS
In the SEPHOS process sewage sludge ashes are treated with sulphuric acid at a pH value below
1.5 to dissolve phosphorus and metals. The remaining solid phase is separated from the
leachate, which in turn is treated with sodium hydroxide. Below pH 3.5 aluminium phosphates
precipitate while heavy metals remain dissolved. Further treatment in the advanced SEPHOS
recovers calcium phosphates. Analysis of the product presented a phosphorus content of 12 %,
compared to 9.8 % in the ashes before treatment, and a significantly reduced heavy metal
content. (Nieminen, 2010)
2.5.2.4 PASH PROCESS
Leaching of sewage sludge ashes by hydrochloric acid is performed in the PASH process.
Alamine 336 and tri-butyl-phosphate is added to the filtrate after separation to remove heavy
metals. In a final step struvite or calcium phosphate is recovered to form a product of 16 %
phosphorus. (Nieminen, 2010) (Tyréns AB, 2013)
2.5.2.5 AQUA RECI PROCESS
The Aqua Reci process is applied to sludge with phosphates strongly chemically bound to iron
or aluminium ions. In this process supercritical water oxidation (SCWO) is used to disintegrate
organic compounds and toxins at a temperature and pressure above 374 oC and 221 bar,
respectively. From the remaining inorganic ashes, phosphates and coagulants are recovered.
(Stark, et al., 2005b) Experiments have indicated that leaching of phosphorous from residues
from the SCWO process is easier than of ashes from incineration (Stark, 2005).
2.5.2.6 KREPRO
By thermal hydrolysis and addition of sulphuric acid to lower the pH phosphorous recovery is
possible in the KREPRO process (Stark, 2002). Ferric phosphate, FePO4, was obtained in a
pilot plant and the study claimed that the phosphate compound had considerable fertilising

14
effects (Stark, et al., 2005b). These results have not been possible to verify in later experiments.
The chemical demand in this process is approximately 0.5 kg/kg DS (Stark, 2002).
2.5.2.7 AVA CLEANPHOS
AVA cleanphos is based on acid leaching of HTC converted sludge and is therefore the
technology most related to this project. The process is developed by AVA-CO2 Schweiz AG
and is made up of three steps; 1) acid leaching of grinded HTC product, 2) nanofiltration
separating phosphoric acid from metal sulphates, and 3) concentration of phosphoric acid from
5 up to 75 %. The company claims that 80 % of the phosphorus is dissolved in the leaching and
that the heavy metal fraction in the product is only 8-10 %.
2.6 HYDROTHERMAL CARBONISATION
Already in 1913 hydrothermal carbonisation (HTC) was demonstrated by Friedrich Bergius
who simulated natural coalification and received the Nobel Prize in 1931 for the discovery.
HTC, sometimes referred to as wet pyrolysis or wet torrefaction, is a process for conversion of
organic feedstock with high moisture content into a solid product denoted hydrochar or biochar.
(Libra, et al., 2011) (He, et al., 2013)
The HTC process is performed at elevated temperatures, in the range from 160 to 250 oC, and
autogenous pressure. At the lower temperatures in the given range and at corresponding
pressures the majority of the organics retains in solid state, resulting in only small volumes of
gaseous materials. (Libra, et al., 2011) As the temperature and reaction time increases the
amount of carbon remaining as biochar as well as the energy yield are reduced. HTC conversion
at higher temperature and reaction time have been demonstrated to enhance the energy content
of the biochar from 17 to 19 MJ/kg (Danso-Boateng, et al., 2015). The fuel ratio (fixed carbon
to volatile matter) of the carbonaceous material is also improved, e.g. the fuel ratio of raw sludge
has been reported to increase from 0.02 to 0.18 in the conversion process (He, et al., 2013).
Consequently, by the HTC conversion a more attractive fuel that is suitable for power plants is
produced from a low-value material.
Despite large amounts of water, the HTC-process generates comparatively high yields without
need for energy-intensive prior drying (Libra, et al., 2011). Compared to conventional drying
methods of sludge, the HTC process has been demonstrated to save 60 % of thermal energy and
65 % of electric energy on laboratory scale. Moreover, the high carbon efficiency of the process
minimises emissions of greenhouse gases. (vom Eyser, et al., 2015)

15
The advantages of the HTC process regarding efficiency and yields still obtained in the presence
of high moisture content open up for a wide range of potential carbon sources. Of particular
interest are assorted waste streams, such as wet animal manure, aquaculture and algal residues,
municipal solid waste and sewage sludge (Libra, et al., 2011).
By hydrothermal carbonisation the dewaterability of sewage sludge is readily improved at
reaction times longer than 1 h when compared to untreated dewatered sludge. This is mainly
due to a more hydrophobic character of the biochar resulting from the loss of oxygen containing
functional groups during the process (He, et al., 2013). Enhanced dewaterability reduces drying
cost (vom Eyser, et al., 2015) and is also one key step to enable an efficient fractionation of the
HTC converted sludge.
Concerns regarding the pathogens in anaerobic sludge are tackled by HTC treatment. As a result
of the relatively high temperatures (above normal temperatures used in autoclaves) and reaction
times the sludge is hygienised since both bacteria and viruses are killed. Furthermore, studies
of decomposition of some of the most common pharmaceuticals in the HTC process have
reported reductions of above 95 % at a residence time of 4 h. (vom Eyser, et al., 2015)
2.7 LEACHING
Leaching, also referred to as solid-liquid extraction, is a common unit operation for separation
of soluble components from insoluble ones by addition of a suitable solvent. There are two
different ways in which leaching is accomplished; i) phase transition, A(s) → A(aq), and ii)
chemical reaction followed by dissolution of the component, A(s) + X → AX(aq). (Theliander,
1996)
2.7.1 MASS TRANSFER IN LEACHING AND RATE DETERMINING STEP
Due to limited knowledge of the processes taking place and the many different phenomena
encountered in a single leaching operation, one particular theory is practically impossible to
apply. However, the mass transfer in a leaching process where a solvent is used to dissolve
material from inside a particle is generally described by five steps (Theliander, 1996)
(Geankoplis, 2013);
1. Transport of solvent molecule from liquid bulk to the surface of the solid particle.
2. The solvent molecule penetrates and/or diffuses into the solid and the dissolution
(reaction) zone.
3. Dissolution (and reaction) of solute into solvent.

16
4. Diffusion of solute and solvent from the dissolution (reaction) zone to the surface of the
particle.
5. Transportation of solute and solvent from the reaction surface to the liquid bulk.
One or two steps from the above sequence is the rate controlling step of the leaching process.
Typically, the mass transfer occurring in step 1 and 5 is fast and the resistance can be neglected,
leaving three possible controlling resistances. (Theliander, 1996) (Geankoplis, 2013)
The primary driving force in a leaching process is the concentration gradient of a component
A, in this case a solute, between solvent and solid particle. The net flux of the solute is therefore
from high to low concentration. In one direction, z, the mass transport in a fluid or solid for
constant total concentration in the fluid is described by Fick’s law:
𝐽𝐴𝑧
∗ = −𝐷𝐴𝐵
𝑑𝑐𝐴
𝑑𝑧 (5)
where 𝐽𝐴𝑧∗ is the diffusion flux of A relative to a moving fluid in mole of A/(s ∙ m2), −𝐷𝐴𝐵 is the
diffusion coefficient of A in B in m2/s, and 𝑐𝐴 is the concentration of A in mol/m3.
For diffusion in solids which is not dependant on the structure of the solid Fick’s law applies.
If 𝑁𝐴 is the total flux of A relative to a stationary point, and any convective flux of A can be
neglected, Equation 6 is valid.
𝑁𝐴 = 𝐽𝐴𝑧
∗ = −𝐷𝐴𝐵
𝑑𝑐𝐴
𝑑𝑧 (6)
In leaching, this would be valid when the solids contain large amounts of water and the solute
is diffusing through this relatively homogenous solution. If the solid instead is porous with
interconnected voids, the tortuosity, τ, and the open void fraction, ε, have to be considered and
form an effective diffusivity according to Equation 7. (Geankoplis, 2013)
𝐷𝐴 𝑒𝑓𝑓 =𝜀
𝜏𝐷𝐴𝐵 (7)
2.7.2 PARAMETERS AFFECTING A LEACHING OPERATION
Agitation prevents sedimentation and stagnant zones, which reduces the contact surface
between solvent and solute resulting in an inefficient process requiring longer residence time
for reaction/dissolution. Also the diffusion and mass transport is enhanced by stirring. (Ström,
1995)
17
The particle size of the solid phase has a major impact on the efficiency. A narrow particle size
distribution is desired in any leaching process as the residence time can be well optimised. To
obtain a suitable, uniform particle size the solid material is often grinded. A small particle size
gives a large contact area between solid particle and solvent. This shortens the distance the
solvent and solution have to travel in the pores to and from the reaction zone. However, a small
particle size prolongs the separation of solid matter from solution as the material is tightly
packed. (Ström, 1995)
The solvent used in the leaching operation should be selective to obtain a pure overflow of
desired components. A low viscosity of the solvent is preferable as this gives the most efficient
agitation and the viscosity increases by the dissolution of solute. To enhance the driving force
of the leaching process – the concentration gradient – a pure solvent without any dissolved
matter is initially preferred. As the leaching continues the concentration gradient decreases and
so does the rate of dissolution. (Ström, 1995) The pH value of a solvent is also significant as
the solubility of a salt can be shifted to the right or left by a change in pH, i.e. hydronium ion
concentration. In general, salts of weak acids are more soluble in acidic solutions than in pure
water. This is due to the fact that the anion from the salt is the conjugate to a weak acid thus
reacting with a hydronium ion from the strong acid in the solvent. When the anion is removed,
more of the salt have to be dissolved to reach equilibrium according to Le Châtelier’s principle.
The temperature during a leaching operation is also to be considered. Most commonly, the
solubility of a salt is enhanced by an increase in temperature. This is, however, not always the
case. For a change in temperature, a new equilibrium constant can be estimated by van’t Hoff
equation, equation 8
𝑑(𝑙𝑛𝐾)
𝑑𝑇=
∆𝐻𝑂
𝑅𝑇2 (8)
where K is the equilibrium constant at any temperature T, R is the ideal gas constant, and ∆Ho
is the enthalpy of dissolution. Clearly, if the dissolution of a salt is exothermic (∆Ho < 0), a high
temperature of the solution will have a negative effect on the release. But if the dissolution of
the salt requires heat (∆Ho > 0), the process will benefit from a high temperature of the
surrounding. Though, in leaching the diffusivity constant is also relevant and increases with
higher temperature, which in turn will enhance the rate of dissolution of a compound (Ström,
1995). Consequently, a temperature increase might boost the mass transport but have the
opposite effect on the dissolution process of a particular salt.

18
2.7.3 LEACHING OF PHOSPHORUS FROM HTC CONVERTED SLUDGE
Leaching of phosphorus from HTC converted sewage sludge have not been studied in any large
extent except for AVA cleanphos (AVA-CO2 Schweiz AG, 2015), thus data on the subject is
limited. Extensive studies of phosphorus release by leaching have, however, been performed
on sludge incineration ash and sludge treated by supercritical water oxidation (SCWO). The
primary difference between the material from the HTC process and the residues from SCWO
and ashes from incineration is the organic fraction which is non-existing in the two latter cases
(Xu & Fang, 2014) but approximately 50-70 % in the HTC material (Libra, et al., 2011). A
large fraction of metals is present as oxides in both ashes and SCWO residues and are formed
during the treatment (Stark, 2005). In HTC converted sludge, metals exist in other kinds of
complexes and as counterions to organic compound as well. The influence of the organic, and
inorganic matter and form, in the leaching process is difficult to predict as the exact composition
is unknown and will vary greatly with the original sludge.
Independent of the pretreatment method the dissolution of metal salts is controlled by the
solubility which varies with temperature and pH. The solubility product constant, Ksp, is the
equilibrium constant for the solubility equilibrium of a slightly soluble ionic compound.
According to reaction kinetics, it can also be expressed as the quotient between the rate of
dissolution of the salt and the rate of precipitation. Thus, by altering the amounts of the
components, the rate at which equilibrium is reached is changed.
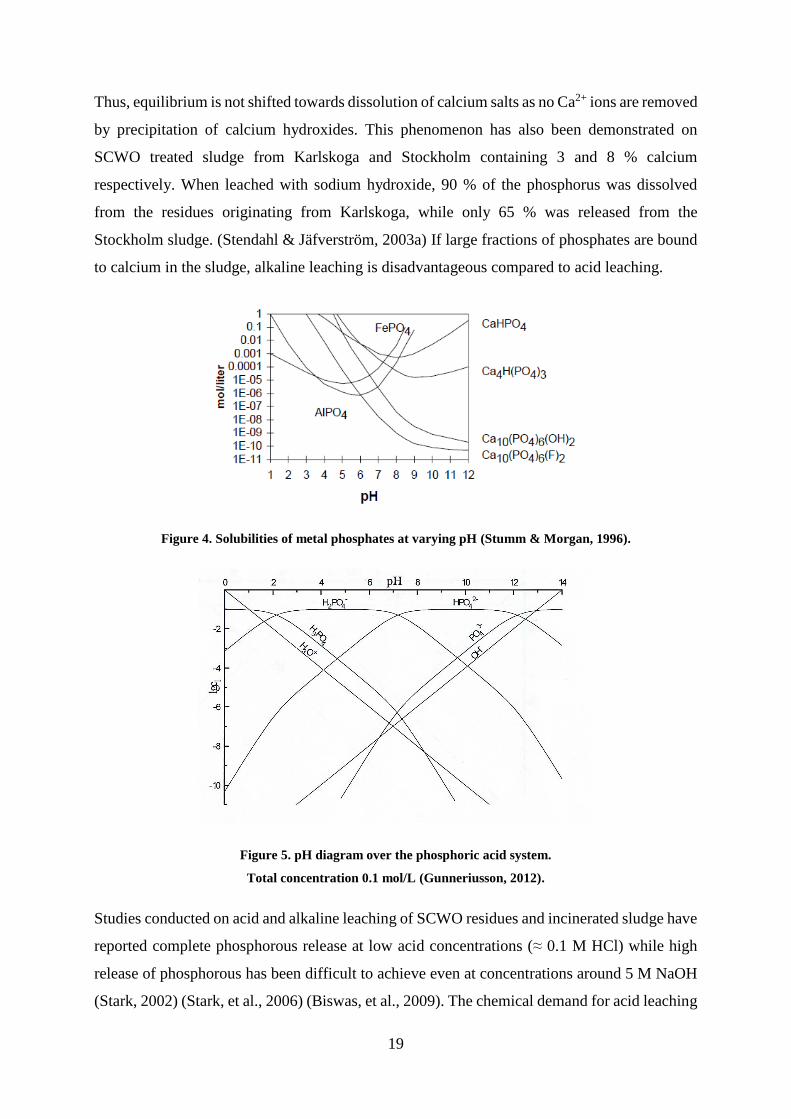
As aforementioned, the dominating metal phosphates in sewage sludge depend on the agent
used in the chemical precipitation step. Regardless, iron, aluminium and calcium are the most
abundant phosphate salts in the sludge. The solubilities for some of the salts assumed present
in the sludge are depicted against pH in Figure 4. Also, Figure 5 depicts the dominating
orthophosphate species at varying pH values and the tendency of a strong acid to “donate”
hydrogen atoms to a weak acid, is demonstrated for the phosphoric acid system. Clearly, for
efficient dissolution of FePO4 and AlPO4 rather extreme pH values are required for high
dissolution.
At pH values above 7 the concentration of hydroxide ions in the liquid is sufficient to form
metal hydroxides with Al3+ and Fe3+. As the cations are removed equilibrium is shifted and
dissolution of these metal phosphates continues. It is also evident that some calcium complexes
are not soluble at alkaline conditions. The solubility product constant of calcium hydroxide,
Ca(OH)2, is 5.02 · 10-6 (Dean, 1999) and lower than any calcium phosphate (compare Table 1).
19
Thus, equilibrium is not shifted towards dissolution of calcium salts as no Ca2+ ions are removed
by precipitation of calcium hydroxides. This phenomenon has also been demonstrated on
SCWO treated sludge from Karlskoga and Stockholm containing 3 and 8 % calcium
respectively. When leached with sodium hydroxide, 90 % of the phosphorus was dissolved
from the residues originating from Karlskoga, while only 65 % was released from the
Stockholm sludge. (Stendahl & Jäfverström, 2003a) If large fractions of phosphates are bound
to calcium in the sludge, alkaline leaching is disadvantageous compared to acid leaching.
Figure 4. Solubilities of metal phosphates at varying pH (Stumm & Morgan, 1996).
Figure 5. pH diagram over the phosphoric acid system.
Total concentration 0.1 mol/L (Gunneriusson, 2012).
Studies conducted on acid and alkaline leaching of SCWO residues and incinerated sludge have
reported complete phosphorous release at low acid concentrations (≈ 0.1 M HCl) while high
release of phosphorous has been difficult to achieve even at concentrations around 5 M NaOH
(Stark, 2002) (Stark, et al., 2006) (Biswas, et al., 2009). The chemical demand for acid leaching

20
is thus less than for alkaline leaching. On the other hand, under acidic conditions metals have
been shown to leach out to greater extent than under alkaline conditions. More advanced
separation technologies will be required to extract a pure product suitable for the fertilising
industry after acid leaching. (Stark, 2002) (Petzet, et al., 2012)
By assuming the phosphate precipitates present in the HTC converted sludge are the same as
those formed during chemical precipitation in WWTP the theoretical acid demand for
dissolution of the metal phosphates can be estimated as follows (Petzet, et al., 2012):
𝐴𝑙𝑃𝑂4(𝑠) + 3 𝐻+ ⇄ 𝐴𝑙3+ + 𝐻3𝑃𝑂4(𝑎𝑞) (9)
𝐹𝑒𝑃𝑂4(𝑠) + 3 𝐻+ ⇄ 𝐹𝑒3+ + 𝐻3𝑃𝑂4(𝑎𝑞) (10)
𝐹𝑒3(𝑃𝑂4)2(𝑠) + 6 𝐻+ ⇄ 3 𝐹𝑒2+ + 2 𝐻3𝑃𝑂4(𝑎𝑞) (11)
𝐶𝑎9𝐴𝑙(𝑃𝑂4)7(𝑠) + 21 𝐻+ ⇄ 9 𝐶𝑎2+ + 𝐴𝑙3+ + 7 𝐻3𝑃𝑂4(𝑎𝑞) (12)
According to Reactions 9 through 12 three moles of hydrogen ions are required to dissolve one
mole of phosphorus. Most likely, there are more acid consuming compounds of both organic
and inorganic origin present in the HTC converted sludge (He, et al., 2013). Thus more
hydrogen is needed for dissolution of each phosphate ion than theoretically (Petzet, et al., 2012).
Studies conducted on sewage sludge ashes (SSA), have used approximately 0.4 to 0.7 kg
HCl/kg SSA. In leaching experiments where sulphuric acid has been used, charges has
commonly ranged from 0.3 to 0.5 kg H2SO4/kg SSA. The fraction of dissolved phosphorus has
ranged from 85 to 98 % and 84 to 99 % for hydrochloric acid and sulphuric acid respectively.
(Petzet, et al., 2012) Due to the minor differences reported on the leaching experiments with
hydrochloric and sulphuric acid, both acids are suitable.
For a commercial process, however, the overall economy is of importance, cost and
consumption of chemicals as well as wear on process equipment have to be accounted for.
Hydrochloric acid is more expensive than sulphuric acid and requires corrosion resistant
materials that increase the costs even more. Sulphuric acid, on the other hand, is one of the
cheapest and most frequently used acids on the market, and less caution must be exercised when
used compared to hydrochloric acid.
Another important concept to consider in leaching of HTC converted sludge is the ionic strength
of the solution. The ionic strength is a measure of the concentration of ions and their respective
charge as described by equation 13 (Stumm & Morgan, 1996)

21
𝐼 =
1
2∑[𝑖]
𝑖
∙ 𝑍𝑖2 (13)
where I is the ionic strength, [i] is the concentration of any ion i in the solution and Zi is the
charge number of that particular ion. Clearly, the higher the ionic charge the higher the resulting
ionic strength. The importance of ionic strength is revealed when the effective concentration,
i.e. activity, of a solute is calculated (Ebbing & Gammon, 2009). For diluted systems, up to
0.005 mol/L, the activity is determined by the Debye-Hückel theory which uses electrostatic
attraction and repulsion forces as a basis according to equation 14 (Stumm & Morgan, 1996)
lg 𝛾𝑖 = −𝐴𝑍𝑖2√𝐼 (14)
where γi is the activity coefficient and A is a solvent depending constant. At ionic strengths up
to 0.1 mol/L, an extended version of the Debye-Hückel equation has to be used which includes
a second solvent depending constant and the effective hydrated radius of the ion. High ionic
strength shields the actual concentration of a solution, making the concentration of any salt
appear lower. Thus, the higher the electrical charge of the present ions the lower the effective
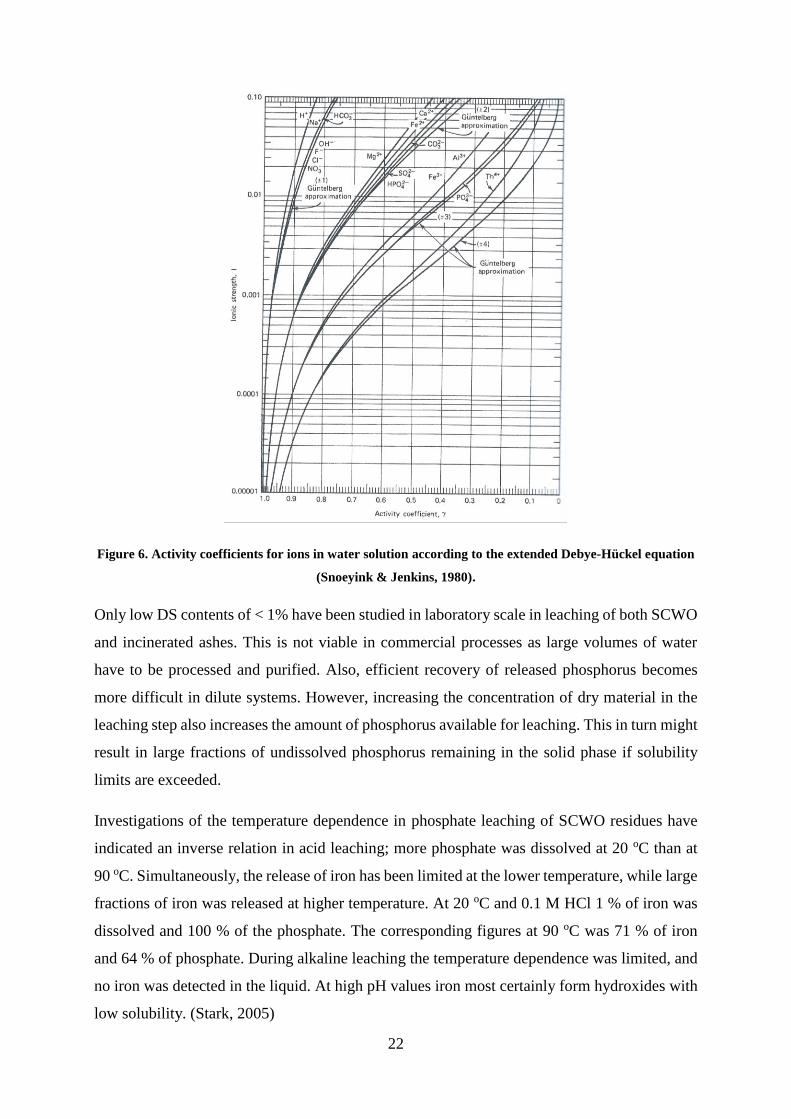
concentration. In Figure 6 activity coefficients for a number of ions in water solution are
presented estimated by the extended Debye-Hückel equation.
Apart from the high content of salts and ions in the converted sludge, ions are also provided by
addition of acids. According to the stated assumption, acidulation with a polyprotic acid would
result in lower effective concentration than a monoprotic acid. Consequently, comparison of
resulting salt concentration will partly depend on the charge of the anion accompanying the
acid, i.e. a higher shielding and thereby release would be achieved if sulphuric acid was used
compared to hydrochloric acid. For example, for an ionic strength of 0.01, the activity
coefficient is 0.65 for sulphate and 0.84 for chloride according to Figure 6. The lower the
activity coefficient the lower the effective concentration. Furthermore, metal ions of different
charge also reduce the activity drastically. For the same ionic strength, iron(II) and calcium(II)
have an activity coefficient of 0.68, while iron(III) and aluminium(III) have activity coefficients
of 0.44. Even though the metal ions of a +3 charge result in lower activity, acid concentrations
are high so the effect of the metal ions on the activity is probably comparably small.
22
Figure 6. Activity coefficients for ions in water solution according to the extended Debye-Hückel equation
(Snoeyink & Jenkins, 1980).
Only low DS contents of < 1% have been studied in laboratory scale in leaching of both SCWO
and incinerated ashes. This is not viable in commercial processes as large volumes of water
have to be processed and purified. Also, efficient recovery of released phosphorus becomes
more difficult in dilute systems. However, increasing the concentration of dry material in the
leaching step also increases the amount of phosphorus available for leaching. This in turn might
result in large fractions of undissolved phosphorus remaining in the solid phase if solubility
limits are exceeded.
Investigations of the temperature dependence in phosphate leaching of SCWO residues have
indicated an inverse relation in acid leaching; more phosphate was dissolved at 20 oC than at
90 oC. Simultaneously, the release of iron has been limited at the lower temperature, while large
fractions of iron was released at higher temperature. At 20 oC and 0.1 M HCl 1 % of iron was
dissolved and 100 % of the phosphate. The corresponding figures at 90 oC was 71 % of iron
and 64 % of phosphate. During alkaline leaching the temperature dependence was limited, and
no iron was detected in the liquid. At high pH values iron most certainly form hydroxides with
low solubility. (Stark, 2005)
23
2.8 RECOVERY OF PHOSPHORUS FROM LEACHATE
A preferable product for phosphorus recovery from leachate is as calcium phosphate salt.
Calcium phosphate is comparable to phosphate rock, which is the primary raw material for the
fertilising industry (Nieminen, 2010). The phosphorous product extracted from leachate could
then be directly fed to the process as a secondary raw material. After leaching, the ionic strength
in the filtrate is assumed high which results in ion-association assumed to affect the solubility.
Since the free ion concentration is lower under the influence of ion-association, supersaturation
might be necessary for formation of solid deposits. Thus, calcium ions in excess have to be
added to the leachate to recover all dissolved phosphorus. Increasing the pH value might have
the same effect. Precipitation of calcium phosphate is divided into two steps (CEEP, 2001)
(Stumm & Morgan, 1996);
1. Nucleation occurs when formed nuclei exceed a critical size either homogeneously or
heterogeneously. Homogeneous nucleation is the spontaneous growth of crystallites in
solution, while heterogeneous nucleation is when crystallites are deposited on existing
surfaces. The latter is less energetically demanding but if the supersaturation is low the
importance of the conformity in crystal lattice of the seed rises.
2. Crystal growth takes place through transport of ion from bulk to the nuclei surface
where it is adsorbed.
Figure 4 shows that calcium phosphate is not readily formed until the pH rises above 8. Calcium
phosphate can precipitate as many different thermodynamically stable phases. Potential species
and their respective solubility product constants, Ksp, without units are compiled in Table 1.
In acid leachate from HTC sludge, dissolved metals and organic compounds are present and
will most certainly affect the precipitation of calcium phosphate. Many studies on formation of
calcium phosphate and the influence of ions have been conducted on water systems with low
ionic strength. Therefore, the results might not be fully applicable in the case of wastewater and
products thereof but might give some general directions. For example, blockage of nucleation
or active growth sites have been observed in the presence of carbon dioxide and organic ligands.
Although magnesium can be partly incorporated in the structure of some calcium phosphates
the growth rate is reduced due to structural changes.
The main challenge in the precipitation process is to suppress the formation of iron and
aluminium phosphate when the pH value of the liquid is increased as demonstrated in Figure 4.
Supersaturation, or the presence of particular ions might shift the equilibrium conditions to

24
favour certain precipitation products, according to Le Châtelier’s principle. By a surplus
addition of calcium ions to the leachate, the conditions for calcium phosphate precipitation is
enhanced. Addition of calcium ions must also be accompanied by an increase in pH to favour
the precipitation of calcium phosphates as the formation of aluminium and iron phosphate is
suppressed by the formation of hydroxides at higher pH values. Calcium carbonate is therefore
a cheap alternative which would provide both calcium ions and alter the pH value. Another
aspect of the precipitation is the presence of sulphate ions remaining from leaching with
sulphuric acid. These ions will react with calcium to form gypsum under the right conditions.
Solubility product constants without units for some relevant precipitates discussed are presented
in Table 1.
Table 1. Salts, formulas and solubility product constants at 25 oC.
Substance Formula Solubility product
constant, Ksp
Amorphous calcium phosphate Ca3(PO4)2 1.20 · 10-29 a
Brushite/dicalcium phosphate dehydrate CaHPO4 · 2 H2O 2.49 · 10-7 a
Hydroxylapatite Ca5(PO4)3O 4.70 · 10-59 a
Monetite CaHPO4 1.26 · 10-7 a
Octacalcium phosphoate Ca4H(PO4)3 · 2.5 H2O 1.25 · 10-47 a
Calcium sulphate (gypsum) CaSO4 2.4 · 10-5 a
Calcium carbonate CaCO3 3.8 · 10-9 a
Aluminium(III) phosphate AlPO4 · 2 H2O 10-21 b
Iron(III) phosphate FePO4 · 2 H2O 10-26 b
Iron(II) phosphate Fe3(PO4)2 10-32 b
a (CEEP, 2001)
b (Ebbing & Gammon, 2009)
c (Stumm & Morgan, 1996)
Despite low solubility product constants of ferric and ferrous iron, more thermodynamically
stable phases of calcium phosphate are found when comparing the salts in Table 1. The variation
of solubility of the different compounds with pH is, however, not considered. Apart from the
solubility of salts, the kinetics of a precipitation process might have profound influence upon
the nature of the solid deposits. Despite a very thermodynamically stable phase, other less stable
species might form instead due to faster reaction kinetics. Eventually, the varying solid phases
will recrystallise into the most thermodynamically stable form. (CEEP, 2001)

25
3 METHOD
3.1 MATERIALS
Dewatered digested (anaerobic) sludge of an approximate dry solid and ash content of 20 %
respectively 35 % was taken from a WWTP in the area of Stockholm, Sweden. To remove the
influent phosphorus, the WWTP uses iron sulphate as precipitation agent followed by biological
phosphorus reduction. The collected sludge was stored in sealed containers at 4 oC for four
weeks until processed. To produce sufficient amount of HTC sludge, 15 batches were made
over two weeks.
Chemicals used in the project, formula and their respective grade and assay are presented in
Table 2.
Table 2. Used chemicals, formula, grade and assay.
Chemical Formula Grade Assay
Aluminium phosphate AlPO4 Reagent ≥ 99 %
Calcium carbonate CaCO3 ACS reagent ≥ 99 %
Calcium chloride CaCl2 ∙ 2H2O Pro analysis ≥ 99.5 %
Hydrochloric acid HCl GPR Rectapur 35 %
Iron(III) phosphate dihydrate FePO4 ∙ 2H2O 29 % Fe
Sulphuric acid H2SO4 Puriss p.a. 95-97 %
Aluminium and iron phosphate, sulphuric acid and calcium carbonate were ordered from
Sigma-Aldrich. Hydrochloric acid was distributed by VWR chemicals, and calcium chloride by
Merck Millipore. Sulphuric acid and hydrochloric acid were diluted with deionised water to 10
% (w/w) solutions to be used in the experiments.
For filtration of HTC material and leaching slurry, quantitative ashless plain disc filter papers
for very fast filtration with a pore size of 12-15 μm and diameter of 70 mm from Lab Logistics
Group were used. In leaching of pure aluminium and iron phosphate, Whatman™ qualitative
filter paper of grade 4 with a pore size of 20-25 μm, diameter of 42.5 mm and ash content ≤
0.06 %, were dried in 105 oC for one hour, weight and used. All experimental apparatus used
in HTC and leaching, as well as drying oven, ashing furnace, pH and conductivity probes were
provided by C-Green Technology AB. The analysis equipment for quick determination of
phosphate concentration was located at Sjöstadsverket. The more comprehensive elemental

26
analysis of sludges and filtrates were performed by staff at the Department of Biology at Lund
University.
All filtrates and solid fractions collected in the different treatment steps were stored in PE-
bottles respectively sealable plastic bags from TH Geyer at a temperature of 4 oC.
3.2 EXPERIMENTAL WORK
The experimental work was divided into three main sections; 1) production of the HTC
converted sludge, 2) leaching of the HTC converted sludge with an acidified water solution,
and 3) precipitation of phosphate from leachate obtained in the second section. An overview of
the unit operations and sections included in the project is displayed in Figure 7. After each
experiment, a unique material balance was created for compilation and control over the flow in
the particular process step. Calculations included in the balance also gave an indication of the
released phosphorus by estimation of the amount of dissolved matter.
Figure 7. Overview of the process studied in this project; from WWTP to phosphorous containing
precipitate via HTC conversion and leaching.
H2SO4
or HCl

27
3.2.1 PREPARATION OF HTC CONVERTED SLUDGE
Before loading the reactor, the sludge was diluted to 12 % DS with ordinary tap water and
mixed for 2 to 3 minutes to obtain a homogenous slurry. For hydrothermal carbonisation, the
sludge-water slurry was treated in a high-pressure laboratory reactor, BR 500 from Berghof,
equipped with a PTFE insert, heating jacket and cooling system. Agitation was provided by a
stirrer connected to a control unit, BMR-2, for selection of rotational speed, set to 250 rpm. The
reactor settings were regulated and the conditions were monitored by the Temperature
Controller and Data Logger, BTC-3000. The reaction temperature was set to 200 oC at which
the retention time was one hour.
After conversion, the biochar, referred to as the HTC product or HTC cake, was separated from
the liquid fraction of the HTC material by filtration at vacuum of 550 Pa provided by a water
aspirator. Two filter papers were used for separation in a ceramic Büchner funnel. One batch in
the reactor gave approximately 90 g of wet HTC cake with a DS content of 24-26 %.
Conductivity and pH measurements were performed on the filtrate, and the two products were
then stored at 4 oC. Before the leaching experiments, all filter cakes from the separate batches
were mixed and kept in a sealed bucket at 4 oC. The DS content was measured regularly.
3.2.2 LEACHING PROCEDURE
The leaching section was separated into six sets of experiments where the parameters; retention
time, chemical charge, acid type, concentration of dry HTC cake in acid-water solution, and
temperature, were varied and studied one at a time. For comparison, leaching of chemical grade
iron and aluminium phosphates under equivalent conditions and pH values were studied in a
separate series of experiments. All sets of experiments and their respective notation are
summarised in Table 3.
Table 3. Notation of the performed sets of experiments.
A Leaching of pure metal phosphates
B Retention time
C Chemical charge
D Concentration of dry solid HTC cake
E Temperature
F Leaching with hydrochloric acid
As a basis for the experiments if nothing else is mentioned, 8 g of dry solid (DS) HTC product
was used in each batch and the desired acid load and water amount were calculated from that.
28
The leaching slurries were prepared in glass beakers. Agitation was provided by a magnetic
stirrer which also was equipped with a hot plate and sensor for temperature control. During
leaching experiments at room temperature the glass beakers were sealed with paraffin film to
prevent loss of material by evaporation. For experiments at higher temperatures aluminium foil
was used for sealing. Only during experimental series E, the heating system and temperature
sensor were used to regulate the temperature; all other experiments were conducted at room
temperature.
Separation of leachate and solid phase was again accomplished by vacuum filtration using a
plastic Büchner funnel, ∅ 70 mm, and a pressure of 700 Pa. For experiments performed at a dry
HTC cake concentration of 1 % two samples were taken for determination of the DS content in
the slurry after leaching. The slurry concentration was only estimated from leachate and filter
cake for experiments at higher DS HTC concentration.
A. LEACHING OF PURE METAL PHOSPHATES
In this set of leaching experiments, the same amount of phosphorus was added per unit volume
as during leaching of dry HTC product concentrations of 1 and 10 % in acidic water solution.
To simulate the dissolution of phosphorus from HTC product, two of the most abundant metal
phosphates where used as sources of phosphorus; aluminium phosphate and iron(III) phosphate.
Aluminium phosphate was leached at a dry HTC product concentration of 1 %, and iron(III)
phosphate was leached at both 1 and 10 % DS HTC product. From previous analysis of HTC
cake produced from sludge collected at the same WWTP the phosphorus content had been
determined to 47000 mg/kg DS, equal to 4.7 % (w/w).
Titration curves by stepwise addition of sulphuric acid to the three separate systems were made
to estimate the acid consumption to reach desired pH values. The pH ranges of interest
originated from the respective set of experiments C and D. For slurries of 1 % DS HTC product
the relevant pH interval was 4.2-1.7, and 3.9-1.0 at a slurry concentration of 10 % DS HTC
product. In all three cases, the release of phosphorus was investigated at three pH values within
the range of interest. The leaching experiments took place in room temperature with a rotational
speed of 300 rpm and the retention time of the experiments were both 4 h and 16 h.
B. RETENTION TIME
To investigate the dependence of time, leaching was performed at six different retention times
from 15 min to 16 h. Chemical charge, slurry concentration, and rotational speed was kept

29
constant. The leaching was performed at room temperature and no temperature regulation was
utilised. Investigated retention times and conditions are presented in Table 4.
Table 4. Experimental conditions for investigation of retention time.
Retention time
[h]
Constant parameters
0.25 Chemical charge 0.5 kg H2SO4/kg DS
0.5 Concentration of dry HTC-cake 1 % (w/w)
1 Temperature 20-25 oC
2 Rotational speed 300 rpm
4 Total amount of 800 g
16 leaching slurry
C. CHEMICAL CHARGE
The chemical charge in terms of sulphuric acid addition to dry solids was investigated by
keeping the concentration of dry HTC-cake, residence time, temperature and rotational speed
constant. The residence time chosen was based on the results from set of experiments B. The
conditions used and sulphuric acid loads studied are summarised in Table 5.
Table 5. Experimental conditions for investigation of chemical charge.
Chemical charge
[kg H2SO4/kg DS]
Constant parameters
0.1 Retention time 4 h
0.2 Concentration of dry HTC-cake 1 % (w/w)
0.3 Temperature 20-25 oC
0.4 Rotational speed 300 rpm
0.5 Total amount of 800 g
leaching slurry
D. CONCENTRATION OF DRY HTC-CAKE
To study the influence of industrially relevant concentrations of dry solid HTC product,
leaching was conducted at 5 and 10 % DS HTC product. Retention time, temperature, and
rotational speed were kept constant according to Table 5. The same chemical charges as in
experimental series C were investigated. The total amount of leaching slurry was 160
respectively 80 g for 5 % respectively 10 % DS HTC product.

30
E. LEACHING TEMPERATURE
Five experiments were conducted at different chemical charges to investigate the influence of
temperature. The procedure and parameters were as described in experimental series C except
for the temperature which was set to 60 oC. Heat was provided by the hot plate included in the
magnetic stirrer.
F. LEACHING WITH HYDROCHLORIC ACID
For leaching experiment with hydrochloric acid the DS of HTC product was 5 % and the total
amount of slurry was 160 g. The pH range of interest in the experimental series was 4.0 to 1.2
which was based on measured pH in filtrate after leaching with sulphuric acid at 5 % DS HTC
product; experimental series D. Wet cake and some water was added to the beaker and put on
the magnetic stirrer. Hydrochloric acid of 10 % (w/w) was then added in small portions while
the pH value in the slurry was monitored to obtain values in the given interval. In total, eight
experiments were performed. The retention time was 4 h, rotational speed 300 rpm and no
external heating was used.
3.2.3 PRECIPITATION PROCEDURE
Two types of leachates were used to demonstrate the recovery of dissolved phosphorus; two
filtrates from leaching with sulphuric acid, and two filtrates from leaching using hydrochloric
acid. The filtrates of each kind were mixed to obtain sufficient amount of sample for the
experiment, approximately 100 g. The leachates were chosen such that the initial pH value did
not differ more than 0.1 unit when equal amounts of the two samples had been mixed. The
mixed leachates were placed on a magnetic stirrer and 2.1 g of calcium carbonate was added
during agitation to increase the pH value and remove sulphate ions by precipitation of gypsum,
CaSO4 ∙ 2H2O. To precipitate phosphorus as calcium phosphate salts, calcium chloride, CaCl2
∙ 2H2O, was added in excess. The slurry was left on the magnetic stirrer at room temperature
for 20 h. As before, filtration at 700 Pa was used to separate the solid and liquid phase.
3.3 ANALYSIS
The dry solids (DS) content was determined by drying wet samples of slurries, filtrates and
filter cakes at 105 oC in aluminium containers overnight. For all leaching experiments on HTC
converted sludge duplicates of the samples were made. The dried filter cake samples were then
stored in plastic bags to be used for analysis of ash content. As only small amounts of metal
phosphate salts were leached in experimental series A, the whole filter cake including filter
papers was dried at 105 oC overnight. For determination of the DS content of filtrates from

31
acidulation with hydrochloric acid, small glass dishes were used as the acid reacted with the
regular aluminium containers.
For determination of the ash content on dry basis in the filter cakes, the material from
determination of DS content was grinded in a mortar for homogenisation. Approximately 0.5 g
of grinded sample was added to dried and weighed crucibles. For accurate ash content on dry
basis, the crucibles with samples were again dried at 105 oC for 2 to 3 h to remove any moisture.
The dry amount of samples was recorded and used for calculations of the ash content. To
remove all organic material, the samples were burnt in the ashing furnace at a temperature of
550 oC overnight. The crucibles were removed from the furnace and left for cooling in a
desiccator before weighing.
The pH and conductivity measurements on filtrates were performed using a MultiMeter
instrument, AL15, from AQUALYTIC® with two separate probes. The temperature of the
samples when analysed were in the range from 20 to 25 oC. Before any pH measurement, the
electrode was checked and calibrated in the pH range of interest. To ensure best accuracy three
point calibration with buffer solutions of pH 4, 7 and 10 was normally applied. Also, when
lower pH values were expected in filtrates, the accuracy of a buffer solution of pH 1.68 was
also controlled. Difficulties were often experienced in reaching this value, and a larger margin
of error is expected in solutions where pH < 2 have been recorded. Calibration of the
conductivity probe was also performed in the desired range using at least two of the three
available conductivity standards; 1.413, 12.88 and 111.3 mS/cm.
3.3.1 ANALYSIS OF PHOSPHORUS
At Hammarby Sjöstadsverk, IVL Swedish Environmental Research Institute, quick
determination of the amount of dissolved phosphorus was made using a spectrophotometer,
photoLab® 6600 UV-VIS from WTW GmbH with one decimal place accuracy. In the project
cell tests from WTW GmbH for measurement of the orthophosphate concentration, also
referred to as phosphate phosphorus (PO4-P) concentration, in the range from 0.5 to 25.0 mg
per litre, P7/25, were used. As the concentration of phosphate in the filtrate was above the
measuring range in the majority of the samples, dilution before analysis was made. The dilution
ratio was most commonly ten or one hundred times. In total 10 ml of diluted sample was
prepared using pipettes. For each cell test 1 ml of sample was needed.
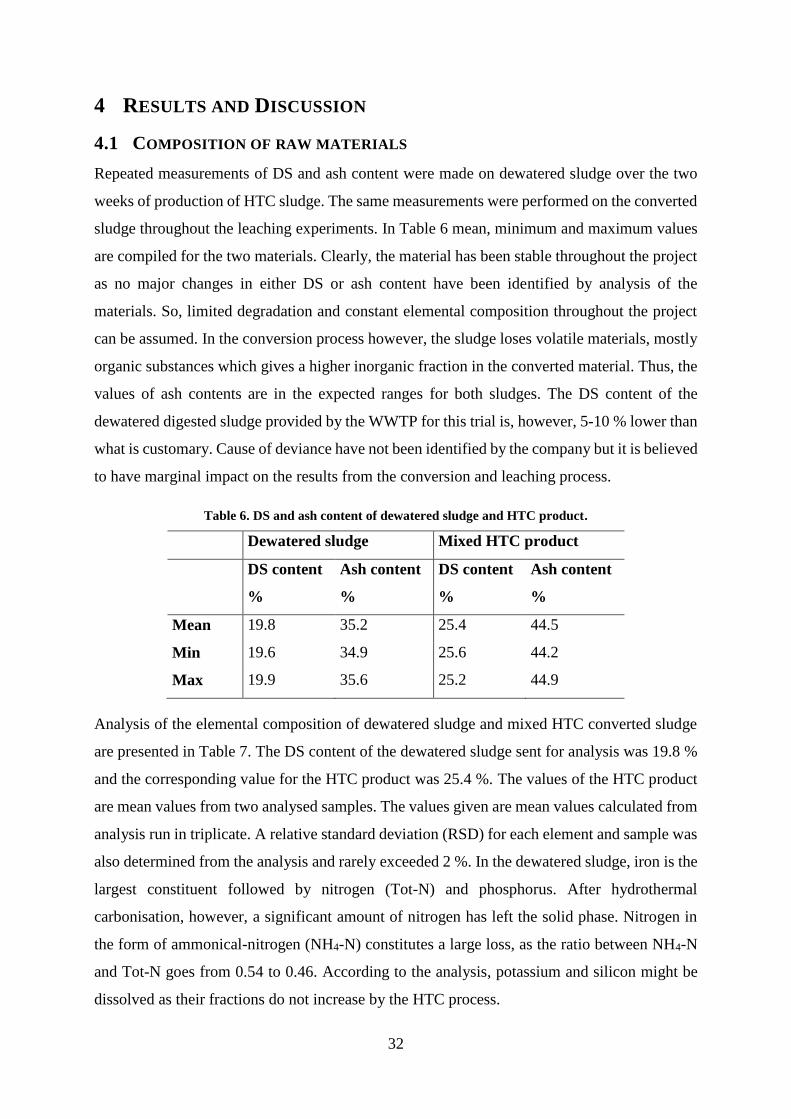
32
4 RESULTS AND DISCUSSION
4.1 COMPOSITION OF RAW MATERIALS
Repeated measurements of DS and ash content were made on dewatered sludge over the two
weeks of production of HTC sludge. The same measurements were performed on the converted
sludge throughout the leaching experiments. In Table 6 mean, minimum and maximum values
are compiled for the two materials. Clearly, the material has been stable throughout the project
as no major changes in either DS or ash content have been identified by analysis of the
materials. So, limited degradation and constant elemental composition throughout the project
can be assumed. In the conversion process however, the sludge loses volatile materials, mostly
organic substances which gives a higher inorganic fraction in the converted material. Thus, the
values of ash contents are in the expected ranges for both sludges. The DS content of the
dewatered digested sludge provided by the WWTP for this trial is, however, 5-10 % lower than
what is customary. Cause of deviance have not been identified by the company but it is believed
to have marginal impact on the results from the conversion and leaching process.
Table 6. DS and ash content of dewatered sludge and HTC product.
Dewatered sludge Mixed HTC product
DS content Ash content DS content Ash content
% % % %
Mean 19.8 35.2 25.4 44.5
Min 19.6 34.9 25.6 44.2
Max 19.9 35.6 25.2 44.9
Analysis of the elemental composition of dewatered sludge and mixed HTC converted sludge
are presented in Table 7. The DS content of the dewatered sludge sent for analysis was 19.8 %
and the corresponding value for the HTC product was 25.4 %. The values of the HTC product
are mean values from two analysed samples. The values given are mean values calculated from
analysis run in triplicate. A relative standard deviation (RSD) for each element and sample was
also determined from the analysis and rarely exceeded 2 %. In the dewatered sludge, iron is the
largest constituent followed by nitrogen (Tot-N) and phosphorus. After hydrothermal
carbonisation, however, a significant amount of nitrogen has left the solid phase. Nitrogen in
the form of ammonical-nitrogen (NH4-N) constitutes a large loss, as the ratio between NH4-N
and Tot-N goes from 0.54 to 0.46. According to the analysis, potassium and silicon might be
dissolved as their fractions do not increase by the HTC process.

33
By the loss of nitrogen in the HTC process, phosphorus becomes the second most abundant
element in the converted sludge. The molar amount is almost exactly that of iron in the HTC
converted sludge. Aluminium and calcium are also abundant in the processed sludge, and the
molar amount is approximately 40 % respectively 60 % of the molar amount of iron and
phosphorus.
Table 7. Elemental composition of dewatered sludge and HTC product.
Dewatered sludge HTC product
% of DS (w/w) % of DS (w/w)
Al 1.21 1.47
Ca 3.19 3.30
Cd 0.0003 0.0004
Cr 0.0012 0.0014
Cu 0.0306 0.0380
Fe 6.33 7.58
Hg 0.0004 0.0008
K 0.26 0.20
Mg 0.29 0.34
P 3.44 4.23
Pb 0.0014 0.0016
Si 0.14 0.11
Zn 0.0570 0.0682
NH4-N 2.80 1.54
Tot-N 5.14 3.38
4.2 RELEASE OF PHOSPHORUS FROM HTC CONVERTED SLUDGE
In the following section results from leaching experiments and analysis are presented along
with interpretations and discussions. If no specific acid type or temperature is stated in texts,
graphs or tables, this refers to an experiment performed at room temperature without external
heating, using sulphuric acid for acidulation.
4.2.1 RETENTION TIME
The experimental work was initiated by an investigation of the influence of retention time. On
the three first experiments at 0.5, 2 and 16 h displacement wash was applied. It was then decided
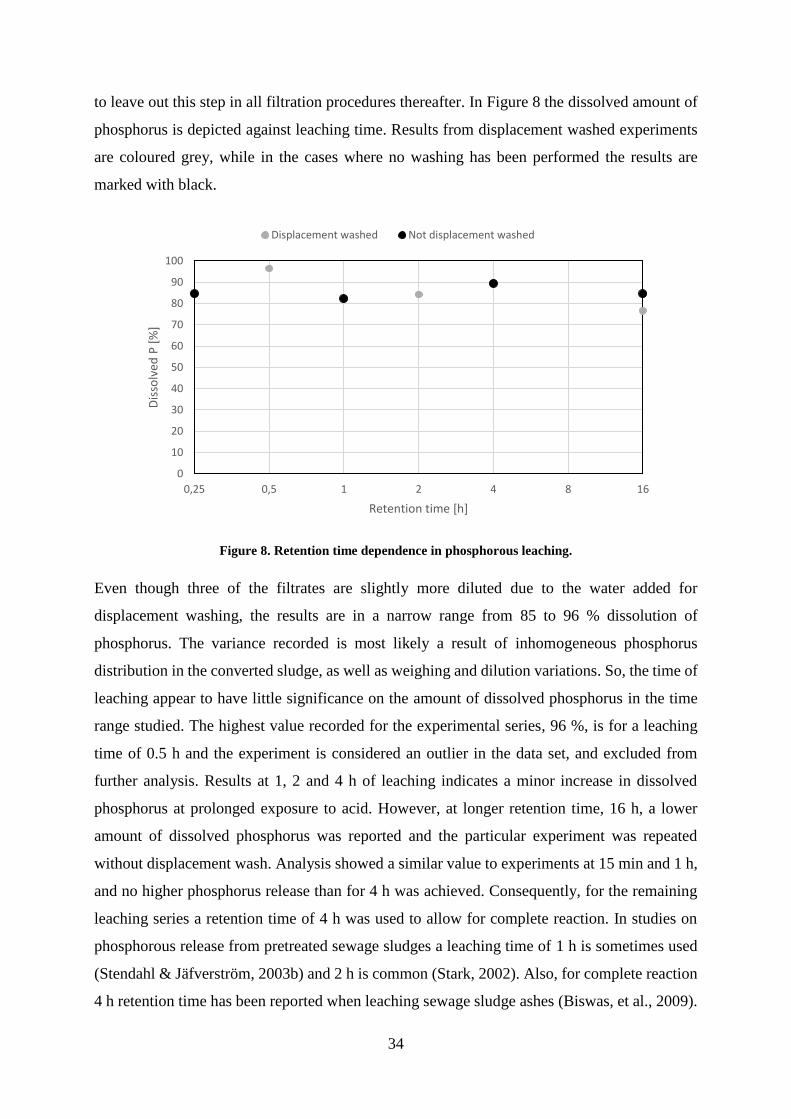
34
to leave out this step in all filtration procedures thereafter. In Figure 8 the dissolved amount of
phosphorus is depicted against leaching time. Results from displacement washed experiments
are coloured grey, while in the cases where no washing has been performed the results are
marked with black.
Figure 8. Retention time dependence in phosphorous leaching.
Even though three of the filtrates are slightly more diluted due to the water added for
displacement washing, the results are in a narrow range from 85 to 96 % dissolution of
phosphorus. The variance recorded is most likely a result of inhomogeneous phosphorus
distribution in the converted sludge, as well as weighing and dilution variations. So, the time of
leaching appear to have little significance on the amount of dissolved phosphorus in the time
range studied. The highest value recorded for the experimental series, 96 %, is for a leaching
time of 0.5 h and the experiment is considered an outlier in the data set, and excluded from
further analysis. Results at 1, 2 and 4 h of leaching indicates a minor increase in dissolved
phosphorus at prolonged exposure to acid. However, at longer retention time, 16 h, a lower
amount of dissolved phosphorus was reported and the particular experiment was repeated
without displacement wash. Analysis showed a similar value to experiments at 15 min and 1 h,
and no higher phosphorus release than for 4 h was achieved. Consequently, for the remaining
leaching series a retention time of 4 h was used to allow for complete reaction. In studies on
phosphorous release from pretreated sewage sludges a leaching time of 1 h is sometimes used
(Stendahl & Jäfverström, 2003b) and 2 h is common (Stark, 2002). Also, for complete reaction
4 h retention time has been reported when leaching sewage sludge ashes (Biswas, et al., 2009).
0
10
20
30
40
50
60
70
80
90
100
0,25 0,5 1 2 4 8 16
Dis
solv
ed P
[%
]
Retention time [h]
Displacement washed Not displacement washed

35
Leaching of pure metal phosphates reported the same independence of time, as demonstrated
in a few experiments in Figure 13 comparing retention times of 4 and 16 h. Similar kinetic
behaviour has also been reported in studies on sludge ashes using both sulphuric and
hydrochloric acid. Almost complete dissolution of phosphorus was achieved within 2 h while
the concentrations of metals continued to increase even after (Biswas, et al., 2009). The kinetics
of metals have however not been investigated in this project.
4.2.2 TEMPERATURE
Concentration of phosphate phosphorus in experimental series C (room temperature, 1 %) and
E (60 oC, 1 %) were analysed at IVL. Samples from experimental series E was also sent to Lund
University (LU) for extensive elemental analysis including phosphorus. Three samples were
also analysed for total phosphorus (Tot-P) at IVL. All results are presented in Figure 9.
When comparing analysis results from IVL from experimental series C and E in Figure 9 some
deviations in PO4-P concentration are recorded. Considering the three experiments at highest
pH at room temperature and 60 oC, the concentration difference is increasing by decreasing pH
value, i.e. increasing sulphuric acid charge. For example, comparing pH 4.2 and 2.4 there is a
26 percentage point increase – a concentration difference of 100 mg/L. Though, for experiments
evaluated at pH 2 and lower, the temperature dependence on leaching efficiency is marginal.
The difference between the two temperatures falls and coincides exactly at pH 1.7 where the
leaching efficiency is at its maximum of 90 % dissolved phosphorus.
Figure 9. Temperature dependence in phosphorous leaching. LU: analysis made at Lund University.
0
10
20
30
40
50
60
70
80
90
100
0,00,51,01,52,02,53,03,54,04,5
Dis
solv
ed P
[%
]
pH
1 % DS HTC product 1 % DS HTC product, 60oC
1 % DS HTC product, 60oC, LU Tot-P, 1 % DS HTC product, 60oC

36
These results are not entirely according to what has been found about leaching of SSAs or
SCWO residues. A distinct inverse relationship between the amount of dissolved metal
phosphates and temperature has earlier been identified in leaching of SCWO residues (Stark,
2005). It has also been reported that the release of phosphorus from SSAs is more or less
independent of temperature in the interval 30-70 oC (Biswas, et al., 2009).
According to the analysis of Tot-P, only minor amounts of phosphorus (if any) was present as
particulates, possibly P2O5, in the filtrate. By that, this fraction of phosphorus can be neglected
in all analysis, assuming only dissolved phosphorus is present in the filtrates after leaching and
filtration.
Apart from the concentration differences between leaching at room temperature and 60 oC,
other dissimilarities were observed. At the higher temperature, sedimentation was quicker and
the filtration time shorter. At room temperature, a chemical charge of 0.3 kg H2SO4/kg HTC
product and 0.7 bar vacuum pressure, the filtration time was 54 min. At filtration performed
under the same conditions except for the temperature, 50 oC (some cooling took place between
end of leaching and filtration), the time was 19 min.
Despite some loss of phosphorus when leaching at elevated temperatures (depending on the
acid charge), there are other benefits to the overall process resulting from relatively weak
temperature dependence. Generally, the process might become more time and energy efficient.
For example, cooling (or heating) of the HTC converted product might not be necessary. This
simplifies the process by reducing the equipment required in terms of the cooling (or heating)
system itself and recovery systems for an energy efficient process. Moreover, as filtration is
more rapid at higher temperatures less filter area is needed for the same amount of material at
a lower temperature. These parameters combined might give a more compact process
demanding less space which makes it easier to fit into existing facilities.
Quick determination of orthophosphate by spectrophotometry appears to give slightly higher
concentrations compared to the ICP (inductively coupled plasma) results from Lund University,
but the trend of the curves closely coincides. In this case, the ICP results are considered more
reliable, yet analysis from IVL appear valid and can be trusted in other experimental series. The
difference, however, might be explained by the ageing of the samples (see further Material
variations and changes) or by the method used for measurement. As spectrophotometry relies
on the intensity of light beams and transmitted wavelength, the colour of the original sample
might interfere with the measurement. Filtrates from leaching of HTC converted sludge have a

37
deep dark colour, but when diluted not much of the colour is left. Nevertheless, it might be
possible that any remaining colour is mistaken for the particular wavelength recorded, which
would result in a higher concentration than it actually is.
4.2.3 DRY SOLID CONTENT AND SULPHURIC ACID CHARGE
For all three DS contents of HTC products investigated during this project, five acid charges,
corresponding to five pH values in each series of experiments, were studied. The fractions of
dissolved phosphorus for 1, 5 and 10 % DS HTC product at different pH values are presented
in Figure 10. For simplicity, the acid charges in kg H2SO4/kg HTC product are also displayed
in the figure. The amount of dissolved phosphorus increases with the acid charge regardless of
the DS content. The release for each DS content is linear against pH up to an acid charge of 0.3
kg H2SO4/kg of HTC product after which the dissolution starts to subside for 1 and 10 % DS.
The maximum release of phosphorus at 10 % DS is 53 % at 0.4 kg H2SO4/kg DS HTC, giving
a pH of 1.2 and so the release might be suppressed by solubility limitations. (Analysis of filtrates
from leaching at 1 % DS at pH 2.0 and 10 % DS pH 0.9 have been made twice at IVL but the
same analytic values have been returned.)
Figure 10. Influence of DS content on phosphorus leaching at different pH values resulting from different
acid charges. Acid charges are displayed in the figure, unit: kg H2SO4/kg HTC product.
If the pH value of the system was the only controlling parameter, more phosphorus would have
been dissolved at 5 than 1 % DS when adding the same acid charge, since a lower pH value is
obtained at higher HTC product concentrations. This, however, does not seem to be the case
and other parameters might be controlling the release. Dissolution of phosphorus is most
favourable in diluted systems as leaching at 1 % DS releases the largest fraction of phosphorus
0.1
0.2
0.30.4
0.5
0.1
0.2
0.3
0.40.5
0.1
0.2
0.30.4
0.5
0
10
20
30
40
50
60
70
80
90
100
0,00,51,01,52,02,53,03,54,04,5
Dis
solv
ed P
[%
]
pH
1 % DS HTC product 5 % DS HTC product 10 % DS HTC product

38
at least extreme pH value according to Figure 10. At the lowest acid charge, the amounts of
dissolved phosphorus are all comparable, but due to different slopes of the curves, the gap
between the curves increases with increasing acid charge and decreasing pH value. For
example, for 50 % dissolution of phosphorus at 1 % DS a pH of 3.0 is sufficient, while a pH of
2.2 and 1.5 is required to dissolve the same amount at 5 respectively 10 % DS. Then again, at
the two highest sulphuric acid charges the fractions of dissolved phosphorus approach one
another for 1 and 5 % DS. A maximum leaching efficiency of 90 % is achieved at 0.5 kg
H2SO4/kg HTC product for both mentioned HTC product concentrations. When such high
chemical charges are used, extremely diluted systems are not required to reach high dissolution.
Though, for even higher dry solid concentrations than 5 % the release of phosphorus is
substantially reduced despite high acid charges.
A reasonable explanation for the increasing deviation at moderate acid charges followed by
reversed behaviour at higher charges has not been found. One suggestion might however be
that the dissolution process is time dependent, despite contradictory results from experimental
series B. The time dependence in that case is only revealed at the lower acid charges.
Nevertheless, when the pH is low (at acid charges of 0.4 and 0.5 kg H2SO4/kg HTC product)
the high concentration of hydronium ions accelerates the dissolution and forces the process to
reach equilibrium almost instantaneously. Hence, this would explain why the same amount of
phosphorus is released at 1 and 5 % DS at the two lowest pH values. Implications is that at
higher pH values and 4 h retention time, the systems have still not reached equilibrium, which
would give a gap between the curves of 1, 5 and 10 % DS. Proof of this hypothesis can be
obtained by repeating experimental series B using a lower amount of acid and varying the
retention time from 15 min to 16 h.
Estimations of the amount of acid required to dissolve all phosphorus during a leaching
experiment if no acid is consumed by the HTC converted sludge have been made, assuming the
process is divided into two sub-steps; 1) pH adjustment, and 2) dissolution of phosphorus. By
the experiments performed a pH value of 2.0 to 1.5 is needed for high dissolution and the pH
depend on the concentration of dry HTC product. To reduce the pH to 2 for experiments at 1 %
DS HTC product, 0.39 g of sulphuric acid is theoretically needed, while 0.08 and 0.04 g is
required at 5 and 10 % DS, respectively. The amount of sulphuric acid necessary for complete
dissolution of phosphorus is 1.6 g; assuming the phosphorus content is 4.23 % according to
Table 6, and three moles of hydronium ions are required to release one mole of phosphorus as
described by Reactions 9 through 12. Addition of the sulphuric acid amounts required for each

39
concentration of HTC material give 1.99, 1.68 and 1.64 g at 1, 5 and 10 % DS, respectively.
Comparison of experimental acid requirements displayed in Figure 10 confirm that theoretical
estimations are insufficient. To reach pH 2.0 and release 80 % phosphorus at 1 % DS, 3.2 g of
sulphuric acid is needed. For 5 % DS 2.4 g of sulphuric acid is required to obtain the same pH
and dissolve 60 %. For 10 % DS about 40 % phosphorus is dissolved and about 2 g is required
at pH 2.0. Evidently, only partial dissolution occurs, suggesting that acid is consumed by other
components in the HTC converted sludge. According to literature, often HTC converted sludge
is alkaline, due to dissociated functional groups, such as carboxyl and hydroxyl groups, on the
surface (He, et al., 2013) and organic anions (Yuan, et al., 2011). So, addition of acid to the
slurry suspension result in protonation and neutralisation of the negatively charged functional
groups which consumes hydrogen atoms. Moreover, acid-soluble inorganic sludge constituents
in the form of carbonates also contribute to alkalinity and consume hydrogen when dissolved
(Yuan, et al., 2011).
As the analytic results at 0.5 kg H2SO4/kg HTC product are almost identical for both 1 % DS
(at room temperature and 60 oC) and 5 % DS, all available phosphorus might be released despite
a presented leaching efficiency of only 90 %. The remaining 10 % of phosphorus in the HTC
product might be inaccessible in the matrix or present in a form insoluble under acidic
conditions. Leaching studies on SCWO residues have reported up to 57 % insoluble matter
(Stark, et al., 2005a). Even though the inorganics in SCWO residues are more concentrated due
to oxidation of organic matter, and despite the fact that the composition of salts changes in the
treatment, HTC converted sludge might constitute a smaller fraction of insoluble matter.
However, the 10 % deviation is most likely a result of analytical differences arising from the
use of two methods of measurement. The phosphorus content in HTC converted sludge was
determined by ICP analysis while the PO4-P concentration in filtrates has been determined by
spectrophotometry. Despite attempts to control the conformity of the two analytical methods
by analysis of filtrates from the three HTC product concentrations, no consistency in the
deviation could be identified. Therefore, complete dissolution of phosphorus might instead have
occurred where the plot only displays 90 % dissolution.
To facilitate comparison of the actual concentration of dissolved phosphorus with the
theoretical solubility diagram in Figure 4, measured values of PO4-P in mol/L are plotted
against pH in Figure 11. According to collected data more phosphorus is released at any pH
value than what is predicted by the equilibrium concentrations of FePO4 and AlPO4. At pH
around 1.8 the equilibrium concentrations for FePO4 and AlPO4 are roughly 0.0005 mol/L

40
respectively 0.01 mol/L. At the same pH in the filtrate after leaching, phosphorus concentrations
of 0.01 mol/L, 0.05 mol/L and 0.07 mol/L is measured for the three systems. Clearly, leaching
of phosphorus from HTC converted sludge under acidic conditions is not limited by the
solubility curves of FePO4 and AlPO4 depicted in Figure 4. This implies that phosphorus is not
present as aluminium and iron phosphate only in the converted sludge. From the elemental
composition in Table 7, calcium is the second most abundant metal, and due to high solubility
of most calcium phosphate salts in acid water solutions, these two facts could partly explain the
high phosphorus concentrations attained. As the maximum phosphorus extraction at 10 % DS
is not more than 53 % and the release seems to decrease, solubility limitations are reached.
Estimated from Figure 11, the equilibrium concentration is reached around 0.08 mol PO4-P/L,
equal to approximately 2500 mg PO4-P/L.
Figure 11. Concentration of dissolved phosphorus at different DS contents and pH values.
Other explanations to the high dissolution of phosphorus are examined below. As stated in the
literature review, continuous removal of phosphate ions by the formation of hydrogen
phosphate, dihydrogen phosphate and, at sufficiently low pH value, phosphoric acid,
accelerates the dissolution, see Figure 5. This should, however, already be accounted for in the
solubility diagram in Figure 4 and cannot explain the high dissolution of phosphorus. Traces of
chelating agents from detergents and cleaning products might still be active after HTC
conversion binding metal ions and reducing the concentration during leaching. Thus, the
phosphorus release can continue as the equilibrium condition is shifted. Though, the influence
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
Dis
solv
ed P
[m
ol/
L]
pH
1 % DS HTC product 5 % DS HTC product 10 % DS HTC product

41
of the presumably small fraction of chelating agents alone cannot explain the enhanced leaching
efficiency and shift of equilibrium.
Precipitation of metals is another suggestion as conditions for formation of metal sulphates are
enhanced by addition of high amounts of sulphuric acid. Hence, higher sulphate ion
concentrations might also explain why higher concentrations of PO4-P are achieved at 10 % DS
HTC product than at 5 %. From analysis of the elemental distribution in Table 8, much of the
ingoing calcium is found in the filter cake after leaching at higher HTC concentrations. This
implies that precipitation of gypsum, CaSO4, might have occurred. As calcium also is the
second most abundant metal in the HTC converted sludge, removal of the majority of the
calcium would influence the phosphorus release. On the other hand, Figure 1Figure 4 shows
that calcium phosphates are highly soluble at slightly acidic conditions which indicate that most
of the salts would be dissolved probably even before any iron or aluminium phosphate is
released. Thus, it seems somewhat unlikely that the effect of calcium removal would be
noticeable on the phosphorus release.
Another significant parameter enhancing the dissolution of PO4-P might be the ionic strength
of the slurry. In the most diluted system the varying acid charges had limited impact on the
conductivity in the filtrates; ranging from 2 to 13 mS/cm. By increasing the HTC product
concentration, however, dramatic changes in conductivity were logged from one acid charge to
another. Conductivity values from below 10 to above 50 mS/cm were recorded in filtrates from
leaching with 5 and 10 % DS HTC product. As demonstrated in Figure 11 high concentrations
of dissolved phosphorus, and thereof even other elements (see Table 8), are obtained in the
concentrated systems which contributes to the conductivity even though the acid load might
have a more significant impact. By these results, high ionic strength in concentrated systems
can be assumed as a result of acidulation and released ions of various electrical charges. Low
effective concentrations automatically follow, especially as the sulphate ion is in the -2 state
down to pH 2, where then bisulphate, HSO4-, is formed, while iron(III), aluminium(III) and
phosphate, PO43-, also are released to the slurry.
4.2.4 ACID TYPE
To investigate if precipitation of metal sulphates occurs during leaching with sulphuric acid
which shift the equilibrium conditions, one series of leaching experiments was performed at 5
% DS HTC product using hydrochloric acid. Also, any effect of ionic strength from the addition
of a differently charged anion was studied. Results obtained from analysis at IVL are presented
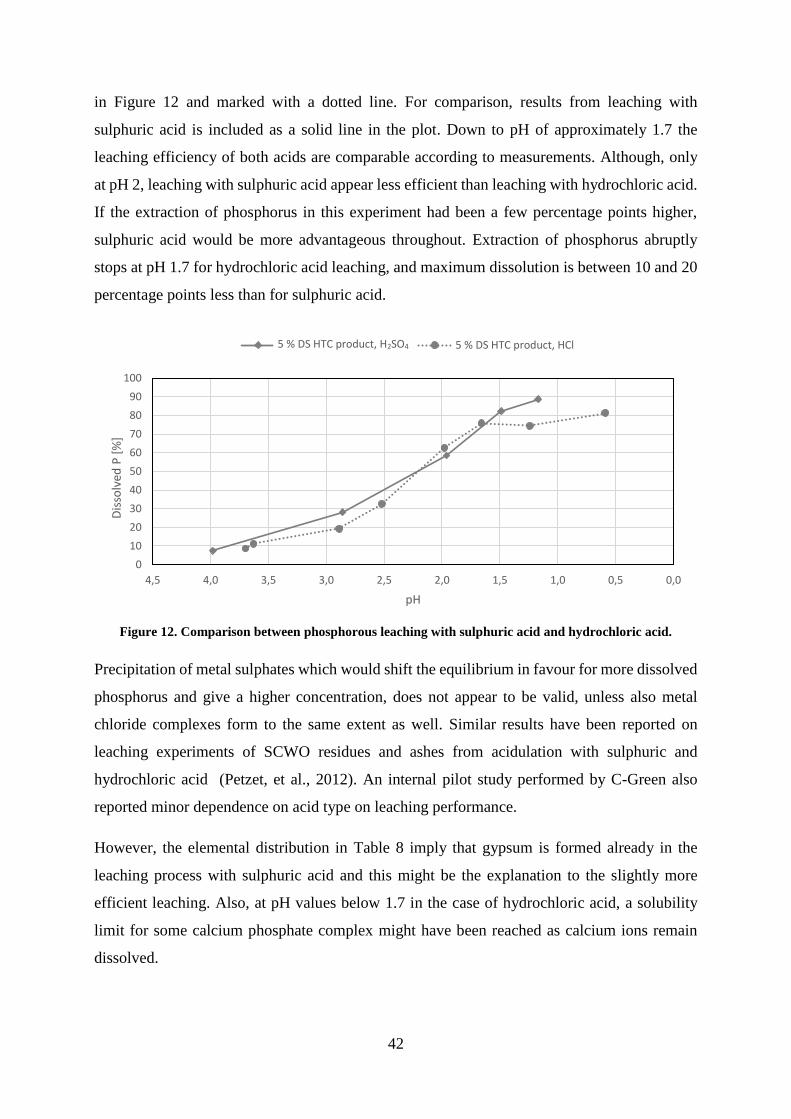
42
in Figure 12 and marked with a dotted line. For comparison, results from leaching with
sulphuric acid is included as a solid line in the plot. Down to pH of approximately 1.7 the
leaching efficiency of both acids are comparable according to measurements. Although, only
at pH 2, leaching with sulphuric acid appear less efficient than leaching with hydrochloric acid.
If the extraction of phosphorus in this experiment had been a few percentage points higher,
sulphuric acid would be more advantageous throughout. Extraction of phosphorus abruptly
stops at pH 1.7 for hydrochloric acid leaching, and maximum dissolution is between 10 and 20
percentage points less than for sulphuric acid.
Figure 12. Comparison between phosphorous leaching with sulphuric acid and hydrochloric acid.
Precipitation of metal sulphates which would shift the equilibrium in favour for more dissolved
phosphorus and give a higher concentration, does not appear to be valid, unless also metal
chloride complexes form to the same extent as well. Similar results have been reported on
leaching experiments of SCWO residues and ashes from acidulation with sulphuric and
hydrochloric acid (Petzet, et al., 2012). An internal pilot study performed by C-Green also
reported minor dependence on acid type on leaching performance.
However, the elemental distribution in Table 8 imply that gypsum is formed already in the
leaching process with sulphuric acid and this might be the explanation to the slightly more
efficient leaching. Also, at pH values below 1.7 in the case of hydrochloric acid, a solubility
limit for some calcium phosphate complex might have been reached as calcium ions remain
dissolved.
0
10
20
30
40
50
60
70
80
90
100
0,00,51,01,52,02,53,03,54,04,5
Dis
solv
ed P
[%
]
pH
5 % DS HTC product 5 % DS HTC product, HCl5 % DS HTC product, H2SO4

43
It should be noted that in leaching experiments using hydrochloric acid for acidulation the
materials in the leaching operation was not possible to account for as the overall balance had
an error of 10-20 %. For material balances over sulphuric acid leaching experiments, the error
rarely exceeded 4 %. Most certainly, material was lost in the drying oven when DS contents
were determined. Since the error increased with increased hydrochloric acid charge, chloride
species were presumably lost in the drying process. Consequently, calculations based on these
balances are not completely accurate.
4.3 RELEASE OF PHOSPHORUS FROM PURE METAL PHOSPHATES
In experimental series A leaching of aluminium phosphate, AlPO4, and iron(III) phosphate,
FePO4 · 2 H2O, was performed using sulphuric acid. Initially, the retention time was the same
as for all the other leaching experiments, 4 h. The dissolution, however, appeared to be time
dependent so the retention time was prolonged to 16 h to allow the process to reach equilibrium.
In Figure 13 all results are presented. Results from 16 h retention time are connected through
lines while 4 h retention time are marked with dots only. Evaluation of the results, showed that
the concentration difference between 4 h and 16 h leaching was insignificant, and the time
dependence in this interval was negligible.
Figure 13. Leaching of pure metal phosphates at different pH values.
Even in these leaching series, despite a pure well-defined system, the measured concentrations
in the leachate do not follow the equilibrium concentrations depicted in Figure 4. For all systems
studied the obtained concentrations are higher than what is predicted by the diagram. The
0,00001
0,00010
0,00100
0,01000
0,10000
1,00000
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
PO
4-P
[m
ol/
L]
pH
"1 %", FePO4 "10 %", FePO4 "1 %", AlPO4
"1 %", FePO4, 4 h "10 %", FePO4, 4 h "1 %", AlPO4, 4 h

44
solubility diagram also shows that the equilibrium curve for aluminium phosphate is about one
power of 10 below that of iron(III) phosphate until approximately pH 3.5 is reached. From the
experiments at “1 %”, the equilibrium concentration of aluminium phosphate is slightly above
the curve of iron(III) phosphate which is opposite to predictions. Despite that, the two curves
intercept, but at a lower pH value of 2.0.
Theoretically, the equilibrium concentrations are independent of the amount of present
undissolved salt. Results from the survey indicate otherwise; when a higher amount of iron(III)
phosphate is added, a higher concentration of PO4-P is thereby obtained, than when less salt is
added. Comparison of results for “1 %” and “10 %” of iron(III) phosphate shows a gap between
the curves equal to a power of 10 mol/L. As previously discussed, the reason why a higher
dissolution of phosphorus is reached when a greater amount of material is added is possibly an
effect of the ionic strength exerted by the sulphuric acid, i.e. the sulphate ion. Again, in less
diluted systems the anions are highly concentrated resulting in a shielding effect and low
activity which enhances further dissolution. Thus, a better dissolution and higher equilibrium
concentration is achieved than what is predicted by calculations of ideal cases.
The last observation is consistent with the results obtained from leaching of HTC converted
sludge at equal pH values, compare Figure 11. Yet, the leaching efficiency is much greater
when HTC converted sludge is present than in the presence of metal phosphates alone. Larger
fractions of the influent phosphorus are extracted from the sludge at shorter contact time
compared to the dissolution of pure metal salts. Evidently, bringing organic matter, ions and
charged compounds from the HTC material help to achieve a highly efficient leaching process.
4.4 ELEMENTAL DISTRIBUTION
The distribution of elements between solid and liquid phase for leaching at 0.4 kg H2SO4/kg
HTC product are compiled in Table 8 from experimental series C, D and E. The fractions of
elements in the filtrate after leaching with hydrochloric acid at pH 1.24 are also presented next
to the sulphuric acid leaching experiment at 5 % DS (pH 1.49) for comparison. The results are
mean values from analysis run in triplicate. For each element an RSD value was given which
rarely exceeded 2 %. Analysis results of leachates of 1 % DS HTC product at room temperature
and 60 oC were given in mg/L while at the higher DS contents the unit was mg/g DS. The solid
fractions were also given in mg/g DS. In material balances and calculations based on several
units, as in the case of 1 % DS, difficulties in accounting for the materials in and out of the
leaching process arises which is evident from Table 8.
45
Upon evaluation of the results of hydrochloric acid leachates, little correlation was found
between spectrophotometric and ICP analysis of phosphorus. In calculations the DS content of
the leachate is of highest importance, but as mentioned in the last paragraph in Acid type the
DS content of hydrochloric acid leachates turned out to be incorrect. Consequently, the
accuracy of calculations based on these values is low and results in misleading values and
trends. Besides, some elements were according to received results more leachable at higher pH
values than lower, or might have precipitated when the hydrochloric acid load increased. Such
phenomenon was not observed in sulphuric acid leaching.
In general, some of the elements appear more difficult to determine than others. Silicon,
calcium, cadmium and mercury are some examples where the total amount of element is far too
low or high. Metals of low initial concentration such as cadmium, chromium, copper, mercury,
lead and zinc, naturally become more difficult to measure and account for, especially in the
liquid fraction as it turns out. The large amount of silicon found in the liquid fraction is caused
by dissolution of silicon from the glass beakers used during acidulation. After leaching
experiments, attrition was often observed on the inside of the glass beakers which also strongly
imply that silicon was released to the slurry.
While the distribution of metals between liquid and solid phase seem to be dependent on both
temperature and DS content, aluminium and iron remain remarkably constant throughout. The
majority of magnesium, potassium and zinc are found in the liquid phase, but as the HTC
product concentration increases more is retained in the solid phase. In diluted systems copper
is partly dissolved, but with increasing HTC product concentrations barely no copper is detected
in the filtrate. As the fraction of mercury in the raw material is small, measurement and
calculations are not well corresponding. According to Table 8 no mercury is recorded in the
liquid fractions at all at HTC product concentrations up to 5 % DS. Though, only 40 and 26 %
is found in the solid fraction after leaching at 1 % DS room temperature, and 1 % DS 60 oC,
respectively. At higher HTC product concentrations most of the mercury is found in the solid
fraction, but at least one fifth appears to have been dissolved at 10 % DS, compared to maximum
5 % at 5 % DS. Considering the distribution of mercury at different conditions, the dissolution
appear to depend on both the HTC product and the temperature even though it is not clear from
the filtrate analysis.
From Table 8 the behaviour and distribution of calcium is most interesting. Even if the values
are not highly accurate, a trend is revealed. The dissolution is highest in the most diluted
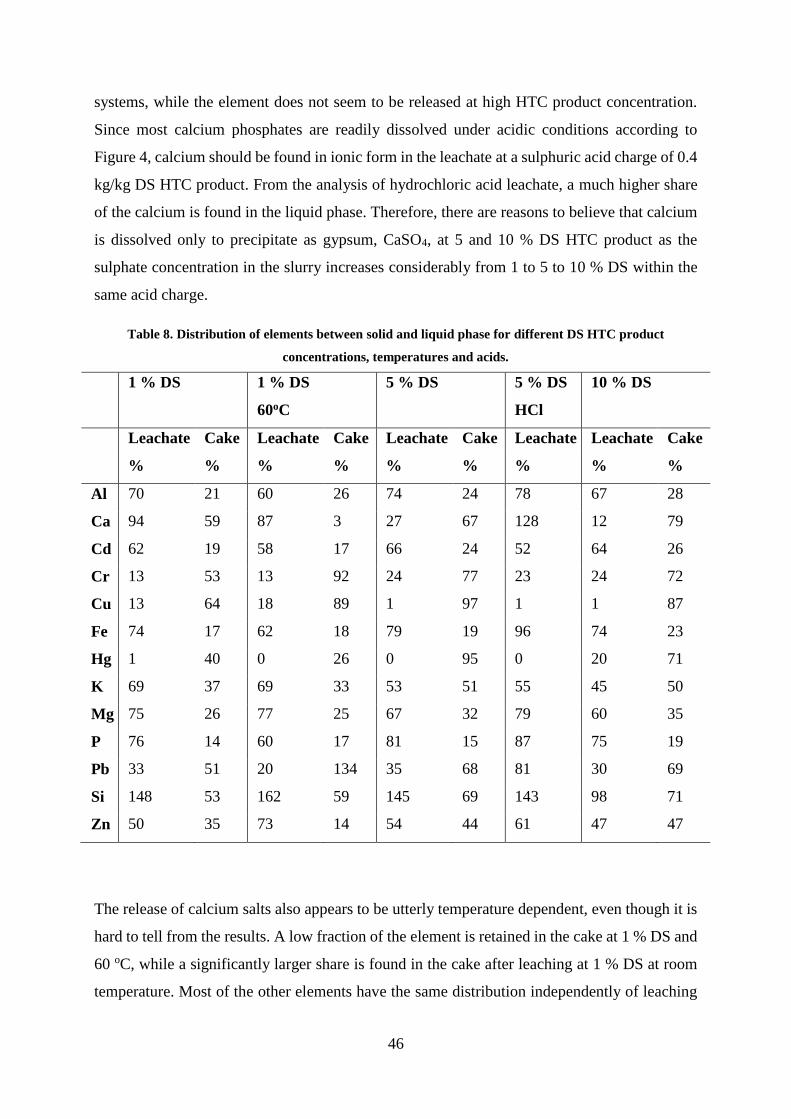
46
systems, while the element does not seem to be released at high HTC product concentration.
Since most calcium phosphates are readily dissolved under acidic conditions according to
Figure 4, calcium should be found in ionic form in the leachate at a sulphuric acid charge of 0.4
kg/kg DS HTC product. From the analysis of hydrochloric acid leachate, a much higher share
of the calcium is found in the liquid phase. Therefore, there are reasons to believe that calcium
is dissolved only to precipitate as gypsum, CaSO4, at 5 and 10 % DS HTC product as the
sulphate concentration in the slurry increases considerably from 1 to 5 to 10 % DS within the
same acid charge.
Table 8. Distribution of elements between solid and liquid phase for different DS HTC product
concentrations, temperatures and acids.
1 % DS 1 % DS
60oC
5 % DS 5 % DS
HCl
10 % DS
Leachate Cake Leachate Cake Leachate Cake Leachate Leachate Cake
% % % % % % % % %
Al 70 21 60 26 74 24 78 67 28
Ca 94 59 87 3 27 67 128 12 79
Cd 62 19 58 17 66 24 52 64 26
Cr 13 53 13 92 24 77 23 24 72
Cu 13 64 18 89 1 97 1 1 87
Fe 74 17 62 18 79 19 96 74 23
Hg 1 40 0 26 0 95 0 20 71
K 69 37 69 33 53 51 55 45 50
Mg 75 26 77 25 67 32 79 60 35
P 76 14 60 17 81 15 87 75 19
Pb 33 51 20 134 35 68 81 30 69
Si 148 53 162 59 145 69 143 98 71
Zn 50 35 73 14 54 44 61 47 47
The release of calcium salts also appears to be utterly temperature dependent, even though it is
hard to tell from the results. A low fraction of the element is retained in the cake at 1 % DS and
60 oC, while a significantly larger share is found in the cake after leaching at 1 % DS at room
temperature. Most of the other elements have the same distribution independently of leaching
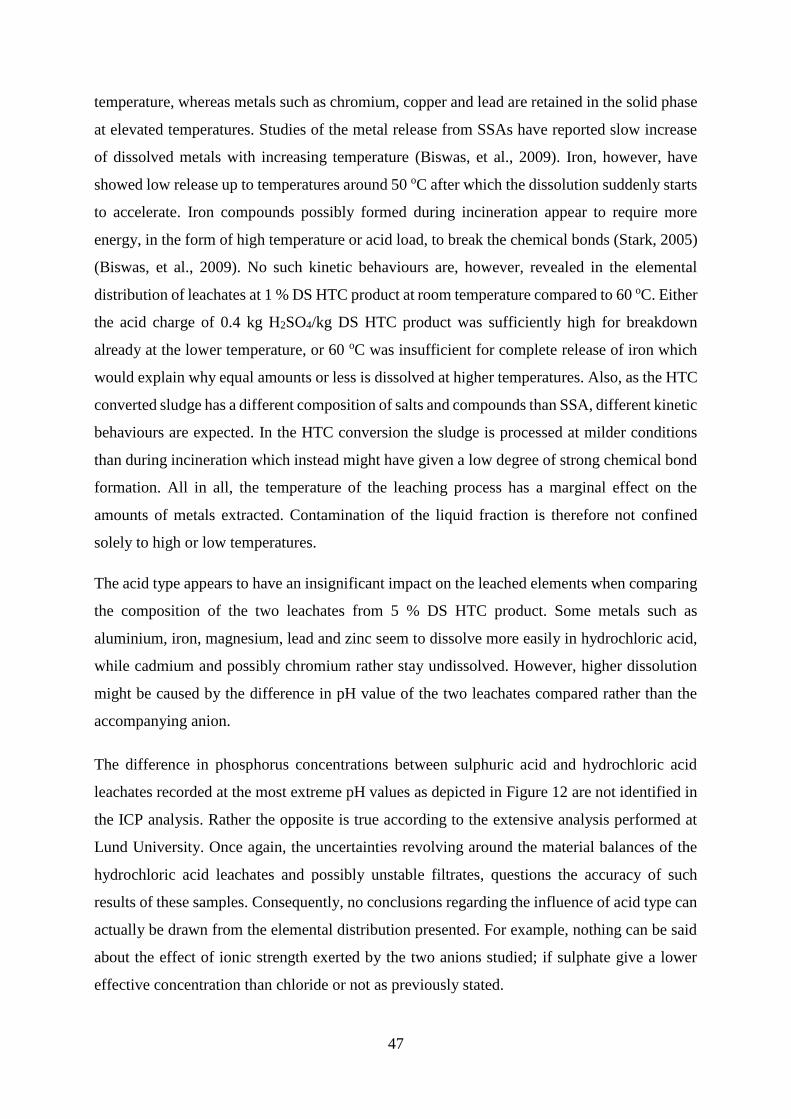
47
temperature, whereas metals such as chromium, copper and lead are retained in the solid phase
at elevated temperatures. Studies of the metal release from SSAs have reported slow increase
of dissolved metals with increasing temperature (Biswas, et al., 2009). Iron, however, have
showed low release up to temperatures around 50 oC after which the dissolution suddenly starts
to accelerate. Iron compounds possibly formed during incineration appear to require more
energy, in the form of high temperature or acid load, to break the chemical bonds (Stark, 2005)
(Biswas, et al., 2009). No such kinetic behaviours are, however, revealed in the elemental
distribution of leachates at 1 % DS HTC product at room temperature compared to 60 oC. Either
the acid charge of 0.4 kg H2SO4/kg DS HTC product was sufficiently high for breakdown
already at the lower temperature, or 60 oC was insufficient for complete release of iron which
would explain why equal amounts or less is dissolved at higher temperatures. Also, as the HTC
converted sludge has a different composition of salts and compounds than SSA, different kinetic
behaviours are expected. In the HTC conversion the sludge is processed at milder conditions
than during incineration which instead might have given a low degree of strong chemical bond
formation. All in all, the temperature of the leaching process has a marginal effect on the
amounts of metals extracted. Contamination of the liquid fraction is therefore not confined
solely to high or low temperatures.
The acid type appears to have an insignificant impact on the leached elements when comparing
the composition of the two leachates from 5 % DS HTC product. Some metals such as
aluminium, iron, magnesium, lead and zinc seem to dissolve more easily in hydrochloric acid,
while cadmium and possibly chromium rather stay undissolved. However, higher dissolution
might be caused by the difference in pH value of the two leachates compared rather than the
accompanying anion.
The difference in phosphorus concentrations between sulphuric acid and hydrochloric acid
leachates recorded at the most extreme pH values as depicted in Figure 12 are not identified in
the ICP analysis. Rather the opposite is true according to the extensive analysis performed at
Lund University. Once again, the uncertainties revolving around the material balances of the
hydrochloric acid leachates and possibly unstable filtrates, questions the accuracy of such
results of these samples. Consequently, no conclusions regarding the influence of acid type can
actually be drawn from the elemental distribution presented. For example, nothing can be said
about the effect of ionic strength exerted by the two anions studied; if sulphate give a lower
effective concentration than chloride or not as previously stated.

48
High dissolution of metals during acidulation has been reported in several studies and is
regarded as the major drawback of this process mode (Petzet, et al., 2012) (Stark, 2005). It
results in a contaminated end product or a substantial loss of the desired element in the
purification steps. Despite that, AVA-CO2 claims that most of the heavy metals are retained in
the solid fraction during acid leaching of HTC product giving a heavy metal contamination of
maximum 10 % in the end product (AVA-CO2 Schweiz AG, 2015). From the experiments
performed in this project, a similar conclusion is reached as more of the heavy metals remain
undissolved when the concentration of HTC material is increased. Though, higher HTC product
concentrations are at the expense of lower phosphorus release.
4.5 ASH CONTENT OF LEACHED MATERIALS
Analysis of the ash content on dry basis of the dewatered solid fraction from the leaching step
are presented in Figure 14. All experimental series follow the same trend for the inorganic
content; decreases ash content with decreasing pH value indicating that an increasing fraction
of inorganics is dissolved and removed with the leachate.
Figure 14. Ash content of remaining solid fraction on dry basis for experimental series C through F.
Larger fractions of inorganics are removed from the HTC material in more diluted systems, e.g.
comparing leaching of 1 % DS HTC sludge with the series on 10 % DS. These conclusions
strongly correlate with the results from the elemental distribution. Comparison of the
experimental series on 5 % DS HTC product of two different acids, indicates that the acid type
affects the ash content in the filter cake. Less inorganics appear to have been dissolved by
0
5
10
15
20
25
30
35
40
45
50
0,00,51,01,52,02,53,03,54,04,55,0
Ash
co
nte
nt
[%]
pH
1% DS HTC product 1 % DS HTC product, 60oC 5 % DS HTC product
5 % DS HTC product, HCl 10 % DS HTC product

49
sulphuric acid than hydrochloric acid. The discussion regarding the elemental distribution of
metals between liquid and solid phase in Table 8 present another explanation for the gap in ash
content between leaching at 5 % DS with sulphuric and hydrochloric acid. Acidulation with
sulphuric acid at high concentration of HTC product appear to have given a sufficiently high
concentration of sulphate for gypsum formation. Not only are salts dissolved in the leaching
process, but also produced which gives a higher ash content in the filter cake than if no
precipitation had occurred. Even though the elemental analysis has been made on the second
highest acid charge only, there are enough reasons to assume that gypsum has precipitated at
even lower, and higher, charges.
Another reason might be the carry-over of filtrate remaining in the unwashed filter cake. In all
material balances calculated throughout the project, it has been assumed that the anion of the
acid does not interact with the HTC converted material and remains dissolved. Thus, depending
on the acid charge, the concentration of the anion will vary in the leachate and by that its
contribution to the ash content in the unwashed filter cake. Also, the molar weights of the
anions; 96.1 g/mol for sulphate, respectively 35.5 g/mol for chloride, and the amounts required
to reach a certain pH value will affect the ash content of the leachate. As described below in
Figure 17, smaller amounts of hydrochloric acid than sulphuric acid were needed for pH
adjustment. Consequently, sulphate should affect the ash content of the leachate and thereby
the dewatered solids more than chloride.
Adjusted and more accurate ash contents of pure filter cakes were estimated through
calculations to determine the extent of the contribution. At 1 % DS HTC product the ash content
of the carry-over appeared insignificant at all acid charges studied. This is also confirmed by
ash contents of washed filter cakes in comparison to unwashed solids from experimental series
B where the leaching took place at 1 % DS and 0.5 kg H2SO4/kg DS HTC product but varying
retention time. For unwashed solids, the ash content ranged from 22.9 to 23.2 %, while washed
solids were in the interval from 22.3 to 22.7 %. So, going from washed to unwashed cake gives
a maximum increase of one percentage point, which is no noticeable difference. Increasing the
acid charge and concentration of HTC product in the leaching slurry, however, revealed a much
greater contribution of the carry-over for both acid types. Evaluation of the pure ash contents
for the leaching series at 5 % DS HTC product at about pH 2.0 gave a reduction from 36.7 to
32.5 % for acidulation with sulphuric acid, and 30.9 to 26.0 % for hydrochloric acid. The
difference is 4.2 respectively 4.9 percentage points, so instead of reducing the gap between the
different acids, it is slightly expanded by the adjusted ash content. At a lower acid charge, and
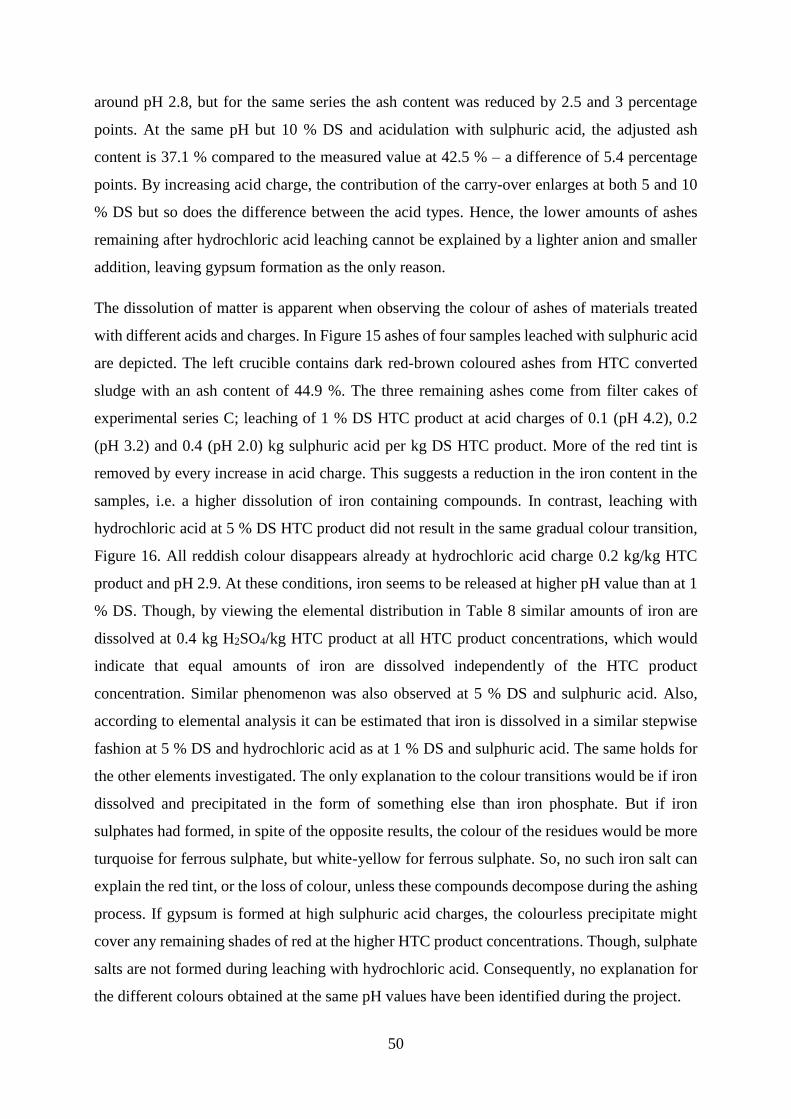
50
around pH 2.8, but for the same series the ash content was reduced by 2.5 and 3 percentage
points. At the same pH but 10 % DS and acidulation with sulphuric acid, the adjusted ash
content is 37.1 % compared to the measured value at 42.5 % – a difference of 5.4 percentage
points. By increasing acid charge, the contribution of the carry-over enlarges at both 5 and 10
% DS but so does the difference between the acid types. Hence, the lower amounts of ashes
remaining after hydrochloric acid leaching cannot be explained by a lighter anion and smaller
addition, leaving gypsum formation as the only reason.
The dissolution of matter is apparent when observing the colour of ashes of materials treated
with different acids and charges. In Figure 15 ashes of four samples leached with sulphuric acid
are depicted. The left crucible contains dark red-brown coloured ashes from HTC converted
sludge with an ash content of 44.9 %. The three remaining ashes come from filter cakes of
experimental series C; leaching of 1 % DS HTC product at acid charges of 0.1 (pH 4.2), 0.2
(pH 3.2) and 0.4 (pH 2.0) kg sulphuric acid per kg DS HTC product. More of the red tint is
removed by every increase in acid charge. This suggests a reduction in the iron content in the
samples, i.e. a higher dissolution of iron containing compounds. In contrast, leaching with
hydrochloric acid at 5 % DS HTC product did not result in the same gradual colour transition,
Figure 16. All reddish colour disappears already at hydrochloric acid charge 0.2 kg/kg HTC
product and pH 2.9. At these conditions, iron seems to be released at higher pH value than at 1
% DS. Though, by viewing the elemental distribution in Table 8 similar amounts of iron are
dissolved at 0.4 kg H2SO4/kg HTC product at all HTC product concentrations, which would
indicate that equal amounts of iron are dissolved independently of the HTC product
concentration. Similar phenomenon was also observed at 5 % DS and sulphuric acid. Also,
according to elemental analysis it can be estimated that iron is dissolved in a similar stepwise
fashion at 5 % DS and hydrochloric acid as at 1 % DS and sulphuric acid. The same holds for
the other elements investigated. The only explanation to the colour transitions would be if iron
dissolved and precipitated in the form of something else than iron phosphate. But if iron
sulphates had formed, in spite of the opposite results, the colour of the residues would be more
turquoise for ferrous sulphate, but white-yellow for ferrous sulphate. So, no such iron salt can
explain the red tint, or the loss of colour, unless these compounds decompose during the ashing
process. If gypsum is formed at high sulphuric acid charges, the colourless precipitate might
cover any remaining shades of red at the higher HTC product concentrations. Though, sulphate
salts are not formed during leaching with hydrochloric acid. Consequently, no explanation for
the different colours obtained at the same pH values have been identified during the project.

51
Figure 15. Ash contents of solid fraction after leaching with sulphuric acid at 1 % DS HTC product. Ash
contents from left to right: 44.9 %, 42.5 % pH 4.2, 34.0 % pH 3.2 and 24.3 % pH 2.0, from original
materials; HTC product, 0.1, 0.2 and 0.4 kg H2SO4/kg DS HTC product, respectively.
Figure 16. Ash contents of solid fraction after leaching with hydrochloric acid at 5 % DS HTC product.
Ash contents from left to right: 41.9 % pH 3.7, 38.0 % pH 2.9, 30.9 % pH 2.0, 24.7 % pH 1.2.
4.6 RECOVERY OF PHOSPHORUS FROM ACID LEACHATE
The sulphuric and hydrochloric acid leachates utilised in the precipitation experiments are
presented in Table 9. For each leachate, the amount, DS content, pH value and concentration
of PO4-P from quick determination at IVL, are also compiled.
Table 9. Properties of leachates used in the precipitation experiments.
Leachate pH PO4-P
g/L
DS content
%
Amount
g
From sulphuric acid leaching
5 % DS, 0.3 kg H2SO4/kg DS HTC product 1.96 1.28 2.82 52.64
5 % DS, 0.5 kg H2SO4/kg DS HTC product 1.17 1.94 4.16 52.38
From hydrochloric acid leaching
5 % DS, 0.2 kg HCl/kg DS HTC product 1.98 1.34 2.22 54.42
5 % DS, 0.3 kg HCl/kg DS HTC product 1.24 1.63 2.82 54.04
When the two filtrates of each acid type had been mixed, the initial pH values were 1.42 and
1.47 for sulphuric acid leachate and hydrochloric acid leachate, respectively. Addition of
calcium carbonate caused foaming as a result of carbon dioxide formation in the acidic liquid.
After a retention time of 20 h the precipitates were separated from the liquid. Filtration of the
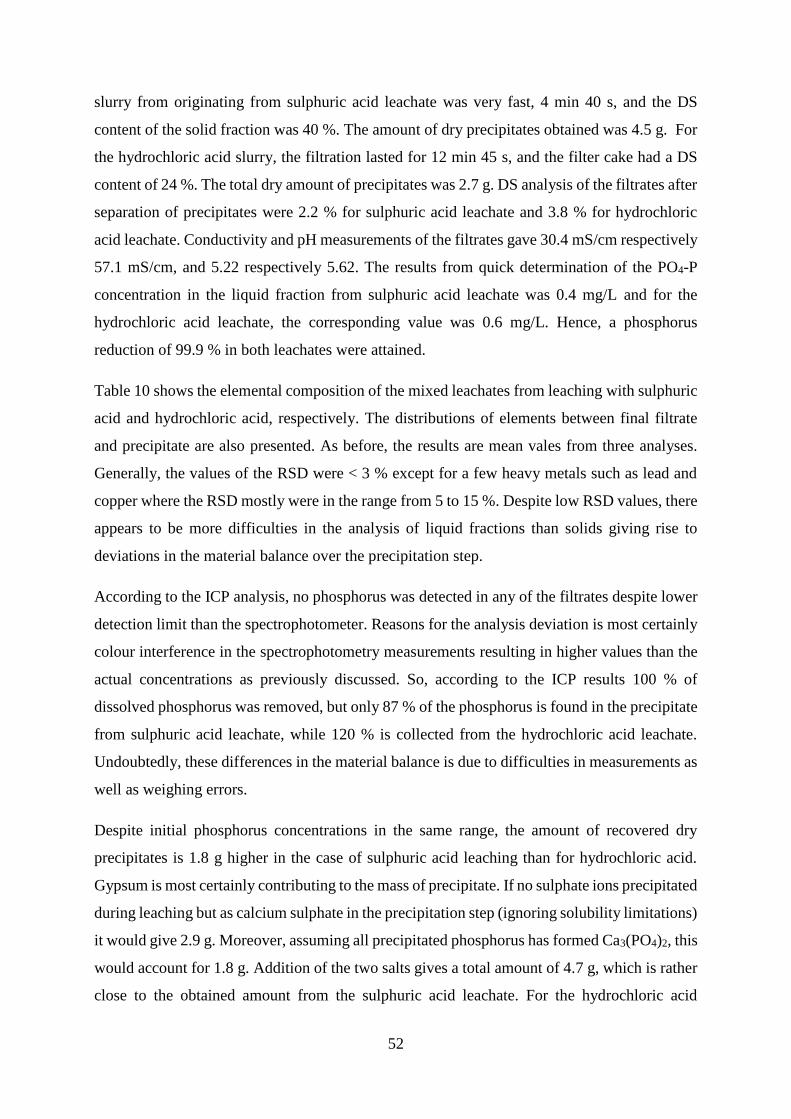
52
slurry from originating from sulphuric acid leachate was very fast, 4 min 40 s, and the DS
content of the solid fraction was 40 %. The amount of dry precipitates obtained was 4.5 g. For
the hydrochloric acid slurry, the filtration lasted for 12 min 45 s, and the filter cake had a DS
content of 24 %. The total dry amount of precipitates was 2.7 g. DS analysis of the filtrates after
separation of precipitates were 2.2 % for sulphuric acid leachate and 3.8 % for hydrochloric
acid leachate. Conductivity and pH measurements of the filtrates gave 30.4 mS/cm respectively
57.1 mS/cm, and 5.22 respectively 5.62. The results from quick determination of the PO4-P
concentration in the liquid fraction from sulphuric acid leachate was 0.4 mg/L and for the
hydrochloric acid leachate, the corresponding value was 0.6 mg/L. Hence, a phosphorus
reduction of 99.9 % in both leachates were attained.
Table 10 shows the elemental composition of the mixed leachates from leaching with sulphuric
acid and hydrochloric acid, respectively. The distributions of elements between final filtrate
and precipitate are also presented. As before, the results are mean vales from three analyses.
Generally, the values of the RSD were < 3 % except for a few heavy metals such as lead and
copper where the RSD mostly were in the range from 5 to 15 %. Despite low RSD values, there
appears to be more difficulties in the analysis of liquid fractions than solids giving rise to
deviations in the material balance over the precipitation step.
According to the ICP analysis, no phosphorus was detected in any of the filtrates despite lower
detection limit than the spectrophotometer. Reasons for the analysis deviation is most certainly
colour interference in the spectrophotometry measurements resulting in higher values than the
actual concentrations as previously discussed. So, according to the ICP results 100 % of
dissolved phosphorus was removed, but only 87 % of the phosphorus is found in the precipitate
from sulphuric acid leachate, while 120 % is collected from the hydrochloric acid leachate.
Undoubtedly, these differences in the material balance is due to difficulties in measurements as
well as weighing errors.
Despite initial phosphorus concentrations in the same range, the amount of recovered dry
precipitates is 1.8 g higher in the case of sulphuric acid leaching than for hydrochloric acid.
Gypsum is most certainly contributing to the mass of precipitate. If no sulphate ions precipitated
during leaching but as calcium sulphate in the precipitation step (ignoring solubility limitations)
it would give 2.9 g. Moreover, assuming all precipitated phosphorus has formed Ca3(PO4)2, this
would account for 1.8 g. Addition of the two salts gives a total amount of 4.7 g, which is rather
close to the obtained amount from the sulphuric acid leachate. For the hydrochloric acid

53
leachate, if Ca3(PO4)2 precipitated solely the total amount of solids would be 1.8 g. Though, 0.9
g more was found in the solid fraction and carry-over only contributes with 0.3 g of dry material.
According to the composition of the precipitates in Table 10 large fractions of metals are
included in the solid fraction which naturally contribute to the amount of recovered material as
the largest share of all metals, except magnesium, is found in the filter cake. Evidently, the
precipitation procedure took place under favourable conditions for all kinds of metal salts
formation. The entire fraction of dissolved aluminium is found in the precipitate, most certainly
in the form of aluminium phosphate for both cases.
Table 10. Composition of original leachates and the distribution of elements between filtrate and
precipitate after precipitation of sulphuric acid and hydrochloric acid leachates. The amount of calcium
ions added is included in “initial composition” for both acids.
Original H2SO4 leachate Original HCl leachate
Initial
composition
Filtrate Precipitate Initial
composition
Filtrate Precipitate
% of DS % % % of DS % %
Al 1.64 0 89 1.81 0 109
Ca 40.45 24 56 60.62 52 31
Cd 0.0003 33 57 0.0004 32 60
Cr 0.0004 0 107 0.0004 0 115
Cu 0.0002 33 86 0.0003 15 78
Fe 10.87 24 61 11.86 29 80
Hg 0 0 100 0 0 100
K 0.14 106 59 0.22 100 50
Mg 0.42 86 4 0.60 80 5
P 5.07 0 87 5.31 0 120
Pb 0.0008 15 37 0.0017 0 62
Si 0.44 27 26 0.38 45 39
Zn 0.0592 17 66 0.0724 14 72
One gram of dry recovered precipitates from sulphuric acid leachate contains 36 mg of
phosphorus and 68 mg of metals excluding calcium (as calcium is desired in the precipitate).
The solid fraction from hydrochloric acid leachate comprises 65 mg of phosphorus respectively
119 mg of metals excluding calcium in every gram of precipitate. Accordingly, the quotient of

54
undesired metals to phosphorus is 1.9 for sulphuric acid leachate and 1.8 for hydrochloric acid.
The precipitation of metals is hardly affected by the acid type.
On the other hand, the filtration time clearly depend on the accompanying anion of the acid.
Long filtration time in the case of hydrochloric acid slurry indicates high filter resistance which
might be a result of fine particles and possibly surface forces. Thus, the particle diameter of
precipitates from sulphuric acid leachate might be larger judging by the time of filtration.
(Ripperger, et al., 2012) As a composition difference of the separate precipitates can be
assumed, possibly the gypsum formed in the sulphuric acid leachate grew into larger particles
than the calcium phosphates which in turn improve the filterability. The pH value of a media
also affects the surface charge (Wiechmann, et al., 2013) which has been observed throughout
the project as higher acid charges have shown to enhance the filterability. Though, it is hard to
believe that the small difference in pH value between the two filtrates, 0.4, should almost triple
the filtration time
Conductivity measurements and DS content in the filtrate after precipitation indicate that there
is more dissolved matter in the hydrochloric acid filtrate after the precipitation experiment than
in the sulphuric acid filtrate. The higher conductivity and DS content in the filtrate of the
original hydrochloric acid leachate is most probably due to dissolved calcium salts that have
not been consumed as in the case of the sulphuric acid leachate. This is clearly demonstrated in
Table 10 as over 50 % of the added calcium is found in the filtrate from hydrochloric acid
leachate while only 24 % is retained in the filtrate from sulphuric acid leachate. As not all
calcium is found in the precipitate in any of the two cases, ions were added in excess. Certainly,
the amount of sulphate was overestimated as some fraction of the ions appear to have
precipitated in the leaching step as discussed under Elemental distribution, but also, phosphorus
has most likely precipitated as aluminium and iron phosphate instead of calcium phosphate.
Despite the fact that a pure calcium phosphate product is preferred in the extraction process,
the further processing of the precipitated material into fertilisers goes mainly via phosphoric
acid. Quality requirements of the phosphoric acid as fertiliser is not high so as a consequence
phosphate rock is fed directly into the wet chemical process where it is treated with sulphuric
acid. Products formed in this process are phosphoric acid and gypsum. The gypsum is filtered
off and the phosphoric acid is concentrated using vacuum distillation. (Nieminen, 2010) (CIEC,
2013) On the basis of this information, it seems likely that any gypsum following the calcium
phosphate will do no harm in the manufacturing of phosphoric acid. The component will remain
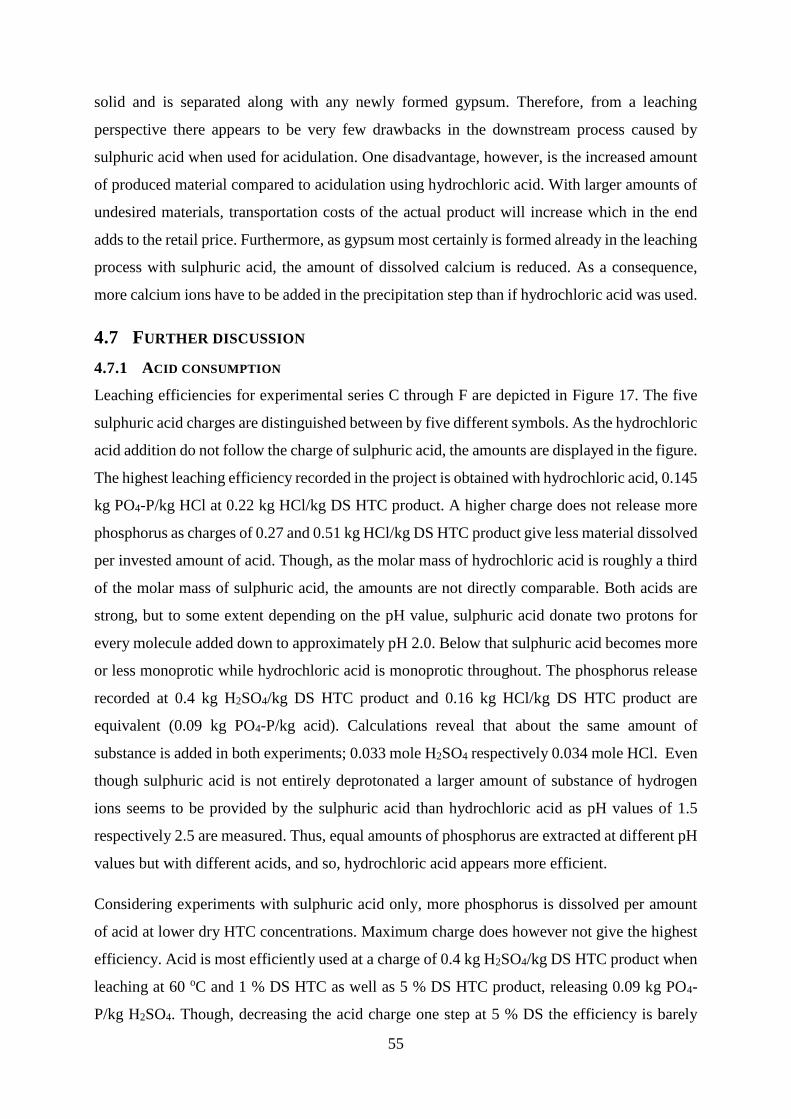
55
solid and is separated along with any newly formed gypsum. Therefore, from a leaching
perspective there appears to be very few drawbacks in the downstream process caused by
sulphuric acid when used for acidulation. One disadvantage, however, is the increased amount
of produced material compared to acidulation using hydrochloric acid. With larger amounts of
undesired materials, transportation costs of the actual product will increase which in the end
adds to the retail price. Furthermore, as gypsum most certainly is formed already in the leaching
process with sulphuric acid, the amount of dissolved calcium is reduced. As a consequence,
more calcium ions have to be added in the precipitation step than if hydrochloric acid was used.
4.7 FURTHER DISCUSSION
4.7.1 ACID CONSUMPTION
Leaching efficiencies for experimental series C through F are depicted in Figure 17. The five
sulphuric acid charges are distinguished between by five different symbols. As the hydrochloric
acid addition do not follow the charge of sulphuric acid, the amounts are displayed in the figure.
The highest leaching efficiency recorded in the project is obtained with hydrochloric acid, 0.145
kg PO4-P/kg HCl at 0.22 kg HCl/kg DS HTC product. A higher charge does not release more
phosphorus as charges of 0.27 and 0.51 kg HCl/kg DS HTC product give less material dissolved
per invested amount of acid. Though, as the molar mass of hydrochloric acid is roughly a third
of the molar mass of sulphuric acid, the amounts are not directly comparable. Both acids are
strong, but to some extent depending on the pH value, sulphuric acid donate two protons for
every molecule added down to approximately pH 2.0. Below that sulphuric acid becomes more
or less monoprotic while hydrochloric acid is monoprotic throughout. The phosphorus release
recorded at 0.4 kg H2SO4/kg DS HTC product and 0.16 kg HCl/kg DS HTC product are
equivalent (0.09 kg PO4-P/kg acid). Calculations reveal that about the same amount of
substance is added in both experiments; 0.033 mole H2SO4 respectively 0.034 mole HCl. Even
though sulphuric acid is not entirely deprotonated a larger amount of substance of hydrogen
ions seems to be provided by the sulphuric acid than hydrochloric acid as pH values of 1.5
respectively 2.5 are measured. Thus, equal amounts of phosphorus are extracted at different pH
values but with different acids, and so, hydrochloric acid appears more efficient.
Considering experiments with sulphuric acid only, more phosphorus is dissolved per amount
of acid at lower dry HTC concentrations. Maximum charge does however not give the highest
efficiency. Acid is most efficiently used at a charge of 0.4 kg H2SO4/kg DS HTC product when
leaching at 60 oC and 1 % DS HTC as well as 5 % DS HTC product, releasing 0.09 kg PO4-
P/kg H2SO4. Though, decreasing the acid charge one step at 5 % DS the efficiency is barely

56
affected. At 1 and 10 % DS HTC product a lower acid charge of 0.3 kg H2SO4/kg DS HTC
product turns out to give the most efficient leaching, giving 0.105 and 0.065 kg PO4-P/kg
H2SO4. The maximum leaching efficiency at 10 % DS is only 62 % of the maximum value at 1
% DS. Consequently, as the most optimal conditions varies between the experimental series,
the dry HTC concentration determines what acid charge that is most efficient and economical
in a leaching operation.
Figure 17. Leaching efficiency for experimental series C to F. Each symbol corresponds to an acid charge
from 0.1 to 0.5 kg H2SO4/kg DS HTC product. For experimental series F, the acid charges are given in the
plot, unit: kg HCl/kg DS HTC product.
4.7.2 MATERIAL VARIATIONS AND CHANGES
Sludge is a complex and living material which composition changes by time and way of storing,
and handling. Despite careful handling and rather extreme treatment methods, visual and
measurable changes have been observed in all products originating from sludge. Liquid
accumulation has been observed on top of dewatered sludge and HTC product, and on the
bottom of the container after a few days of storage. By careful mixing before collection of
sample for experiment, a homogenous mass was ensured. Though, air is inevitably supplied in
the mixing process which might enhance the oxidation and degradation process of the material.
When untreated sludge is stored in a tightly sealed container for a prolonged time, the material
change is evident as the container swells by the generation of gas in the degradation process.
0.090.10
0.13
0.16
0.190.22
0.27
0.51
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0 5 10
Leac
hin
g ef
fici
ency
[kg
PO
4-P
/kg
acid
]
0.1 kg/kg 0.2 kg/kg 0.3 kg/kg 0.4 kg/kg 0.5 kg/kg HCl [kg/kg]
10 % DS HTC productD.
1 % DS HTCproductC.
1 % DS HTCproduct, 60oCE.
5 % DS HTCproduct, HClF.
5 % DS HTCproductD.
57
After some time of storing, the HTC converted sludge appeared to become easier to mix, but
this has not been measured or investigated any further.
As described and discussed earlier the DS content and ash content of the sludges have been
measured regularly throughout the project. Since very little changes have been detected the
effect of the observed variations imply insignificant variations over the time of experimental
studies.
Repeated measurements of collected filtrates has not been made in the project, but conductivity,
pH and density have been controlled. Density measurements of filtrates collected from leaching
at 5 % DS content ranged from 1.0035 kg/L at 0.1 kg sulphuric acid per kg of DS HTC product,
to 1.0303 kg/L at 0.5 kg sulphuric acid per kg of DS HTC product. Approximately the same
figures were obtained for filtrates from 10 % DS content. Hence, in calculations throughout the
project the density of filtrates has been estimated to 1 kg/L irrespective of acid charge or
concentrations of dry HTC product.
If any particles were observed in the leachate during filtration, the liquid fraction was returned
and refiltrated. Thus, filtrates collected from leaching of HTC converted sludge have shown no
sign of turbidity when put into storage at 4 oC. After a few days, filtrates collected from leaching
at lower acid charges (equivalent to higher pH values) have become turbid, and accumulation
of precipitates at the bottom of the sample flasks have been observed even later on. In samples
from leaching at 5 and 10 % DS HTC product using both sulphuric and hydrochloric acid the
phenomena have been most evident. Precipitates have sometimes been observed in filtrates
before determination of PO4-P concentration at IVL but not after dilution. Thus, no special
measures have been adopted. However, two set of samples were sent for extensive analysis to
Lund University one month apart. In the second set some samples had been stored for about
three months when analysed. When these results were compared with those from the first set of
samples but from the same experimental series, they did not correlate as expected. Analysis of
experimental series E which belonged to the first set showed that larger fractions of elements
were dissolved with higher acid charge. Within experimental series D with results from the two
sets of samples the amounts of dissolved elements were generally higher for the first set than
the second. This suggests that the leachates are unstable at extended storage time. Therefore,
measurements of composition should be made on recently collected samples for high accuracy.
58
5 CONCLUSIONS
The principal conditions for dissolution and recovery of phosphorus from HTC converted
digested sludge by acid leaching have been investigated in this Master’s thesis. The project has
served as an initial study in the development of a process for phosphorous recovery from HTC
converted sewage sludge. The results are promising and acidulation for extraction of
phosphorus has shown high potential due to high release of the element from HTC converted
sludge as well as high recovery from the leachates. The conclusions from the study are
summarised below:
Leaching of HTC converted sludge has resulted in phosphorus concentrations greatly
exceeding theoretical equilibrium concentrations for pure systems at 1, 5 and 10 % DS
HTC product as well as experimentally determined equilibrium concentrations from
leaching of pure metal phosphates. The higher leaching efficiency is likely a result of
extended calcium phosphate release, and the higher ionic strength in the HTC slurry
which gives low effective concentrations.
The release of phosphorus is greatly enhanced by increasing amounts of acid, i.e. lower
pH values. A maximum dissolution of 90 % was achieved at the highest acid charge
investigated, 0.5 kg H2SO4/kg DS HTC product, at both 1 and 5 % DS HTC product.
Further increasing the dry solids concentration to 10 % gave a maximum leaching
efficiency of only 53 %. The results indicate a solubility limit at a concentration of 2500
mg P/L. Increased concentrations of dry HTC product during leaching gave higher
retention of heavy metals in the solid phase.
An initial series of experiments at high acid charge suggested that the dissolution was
independent of time (above 15 min), while results from other experiments at lower acid
charge indicated otherwise.
The temperature dependence is weak but at moderate acid loads the leaching efficiency
is enhanced by reduced temperatures. The overall metal distribution appears rather
independent of temperature with the exception of some heavy metals that were released
at low temperatures only.
Comparison of the leaching performance of two acids – sulphuric acid and hydrochloric
acid – showed insignificant difference down to a pH value of 1.7 where the phosphorus
release reached a maximum for hydrochloric acid. The metal release in both systems

59
were comparable, except for calcium which formed gypsum, CaSO4, when sulphuric
acid was used for acidulation.
Precipitation with calcium ions gave a greater amount of precipitates from the sulphuric
acid leachate than from the hydrochloric acid leachate due to gypsum formation. The
presence of gypsum particles improved the filterability of the slurry three times
compared to the hydrochloric acid based slurry lacking gypsum particles. Consequently,
acidulation with sulphuric acid followed by precipitation with calcium, contaminate the
phosphate product but generate a high throughput due to good filterability.
Phosphorus precipitation from acid leachates by addition of calcium ions resulted in a
recovery of 99.9 %. Unfortunately, along the phosphorus, large fractions of metals
followed including aluminium, iron and heavy metals. Both acids gave similar
unwanted metal to phosphorus ratios of 1.9 for sulphuric acid and 1.8 for hydrochloric
acid. Hence, no acid is more preferable than the other in terms of leachate purity. In
either case, purification of leachate by e.g. a step-wise precipitation procedure to
separate contaminants is likely a necessity to extract a sufficiently high quality product
suitable for the fertilising industry.

60
6 FUTURE WORK
The primary objective of this Master’s thesis project has been to study the release of phosphorus
from hydrothermally carbonised sludge by the change of five relevant parameters. To develop
a process for recovery of phosphorus from HTC converted sludge various factors should be
further investigated. A few suggestions on future work regarding the HTC process, leaching
step and the recovery process are presented below:
Influences of varying process condition during hydrothermal carbonisation in terms of
temperature, retention time or reagent addition, have not been considered so far.
Knowledge acquired regarding the impact of such parameters as well as understanding
the effects of the origin and composition of the raw material, are valuable for further
process development.
A more extensive investigation should be conducted on the dependence of retention
time using lower acid charges. A study of the metal release at different times should
also be included.
A more thorough investigation of the acid consumption of the converted digested sludge
should be made to develop the understanding of the material and some of the behaviours
acknowledged in this project.
Analysis of fresh leaching samples from experiments with different acids and charges
would help identify the influence of ionic strength exerted by the anions.
For proper dimensioning of the separation system, relevant dewatering conditions have
to be considered and studies at industrially relevant conditions should be performed (e.g.
influence of pressure, filter cake thickness, etc.). The influence of displacement wash
also needs to be considered as well as optimal wash ratios.
With successful demonstration of phosphorus release from acidified HTC converted
sludge, recovery of a high purity product is to be developed. One possibility to remove
metals is by stepwise leaching or precipitation with intermediate separation of solid
fractions. Addition of sulphide to leachate is also an alternative in which metals are
removed as metal sulphides.
When desired products have been recovered, unwanted material streams have to be
treated in such way that disposal and the environmental impact is minimised.

61
7 REFERENCES
AVA-CO2 Schweiz AG, 2015. AVA-CO2 developes phosphorus recovery process.
Membrane Technology, January, Volume 2015, p. 6.
Balmér, P., Fredriksson, O. & Arthursson, F., 2007. Avloppsteknik 2 - Reningsprocessen. 1
ed. Motala: Svenskt Vatten AB.
Biswas, B. K. et al., 2009. Leaching of phosphorus from incinerated sewage sludge ash by
means of acid extraction followed by adsorption of orange waste gel. Journal of
Environmental Sciences, Volume 21, pp. 1753-1760.
CEEP, 2001. Phosphate Recovery where do we stand today?. [Online]
Available at:
http://www.phosphorusplatform.eu/images/download/ScopeNewsletter%2041%20Noor
dwijkerhout.pdf
[Accessed 1 June 2016].
Chislock, M. F., Doster, E., Zitomer, R. A. & Wilson, A. E., 2013. Eutrophication: Causes,
Consequences, and Controls in Aquatic Ecosystems. Nature Education Knowledge, p.
4(4):10.
CIEC, 2013. The Essential Chemical Industry online: Basic chemicals: Phosphoric acid.
[Online]
Available at: http://www.essentialchemicalindustry.org/chemicals/phosphoric-acid.html
[Accessed 15 June 2016].
Cornel, P. & Schaum, C., 2009. Phosphorus recovery from wastewater: needs, technologies
and costs. Water Science & Technology - WST, Volume 59.6, pp. 1069-1076.
Correll, D. L., 1998. The Role of Phosphorus in Eutrophication of Receiving Waters: A
Review. Journal of Environmental Quality, Volume 27, pp. 261-266.
Danso-Boateng, E. et al., 2015. Hydrothermal carbonisation of sewage sludge: Effect of
process conditions on product characteristics and methane production. Bioresource
Technology, Volume 177, pp. 318-327.
Dean, J. A., 1999. Lange's Handbook of Chemistry. 15th ed. s.l.:McGraw-Hill Professional.
Ebbing, D. D. & Gammon, S. D., 2009. General Chemistry. 9th ed. Belmont: Brooks/Cole
Cengage Learning, pp. 487-488, 700-713.
Elding, L. I., n.d. Fosfor. [Online]
Available at: http://www.ne.se/uppslagsverk/encyklopedi/l%C3%A5ng/fosfor
[Accessed 10 February 2016].
Geankoplis, C. J., 2013. Transport Processes & Separation Process Principles (Includes Unit
Operations). 4 ed. Harlow: Pearson Education, Inc. pp. 411-414, 441-447, 805-806.
Gunneriusson, L., 2012. Oorganisk kemi, Reaktioner i lösning - diagram. Luleå: Luleå
University of Technology.
62
He, C., Giannis, A. & Wang, J.-Y., 2013. Conversion of sewage sludge to clean solid fuel
using hydrothermal carbonization: Hydrochar fuel characteristics and combustion
behavior. Applied Energy, Volume 111, pp. 257-266.
Levlin, E., Lövén, M., Stark, K. & Hultman, B., 2002. Effects of phosphorus recovery
requirements on Swedish sludge management. Water Science and Technology, 46(4-5),
pp. 435-440.
Libra, J. A. et al., 2011. Hydrothermal carbonization of biomass residuals: a comparative
review of the chemistry, processes and applications of wet and dry pyrolysis. Biofuels,
2(1), pp. 89-124.
Lücke-Johansson, S., 2014. Avloppsslam i Stockholms län, Stockholm: Länsstyrelsen
Stockholm.
Naturvårdsverket, 2013a. Hållbar återföring av fosfor - Naturvårdsverkets redovisning av ett
uppdrag från regeringen, Stockholm: Naturvårdsverket.
Naturvårdsverket, 2013b. Steg på vägen mot en hållbar återföring av fosfor. [Online]
Available at: http://www.naturvardsverket.se/fosforuppdraget#
[Accessed 2 February 2016].
Naturvårdsverket, 2016. Giftfri miljö. [Online]
Available at: http://www.naturvardsverket.se/Miljoarbete-i-samhallet/Sveriges-
miljomal/Miljokvalitetsmalen/Giftfri-miljo/
[Accessed 2 February 2016].
Nieminen, J., 2010. Phosphorus recovery and recycling from municipal wastewater sludge.
Master of Science thesis, Espoo, Finland: Aalto University.
Olofsson, B., Balmér, P. & Fredriksson, O., 2007. Avloppsteknik 1 - Allmänt. 1 ed. Motala:
Svenskt Vatten AB.
Petzet, S., Peplinski, B. & Cornel, P., 2012. On wet chemical phosphorus recovery from
sewage sludge ash by acidic or alkaline leaching and an optimized combination of both.
Water Research, Issue 46, pp. 3769-3780.
P-REX, 2015. Gifhorn Sludge leaching. Technical Factsheet. [Online]
Available at: http://p-rex.eu/index.php?id=11&L=0
[Accessed 26 May 2016].
PURE, 2012. Good practices in sludge management, Turku: Project on Urban Reduction of
Eutrophication (PURE).
Rayner-Canham, G. & Overton, T., 2010. Descriptive Inorganic Chemistry. 5th ed. New
York: W.H. Freeman and Company, pp. 389-399.
Ripperger, S., Gösele, W. & Alt, C., 2012. Filtration, 1. Fundamentals. In: Ullmann's
Encyclopedia of Industrial Chemistry. Weinheim: Wiley-VCH Verlag GmbH & Co.,
pp. 678-709.
Smith, V. H. & Schindler, D. W., 2008. Eutrophication science: where do we go from here?.
Trends in Ecology and Evolution, 24(4), pp. 201-207.
63
Snoeyink, V. L. & Jenkins, D., 1980. Water Chemistry. 1 ed. s.l.:John Wiley & Sons Inc.
Stark, K., 2002. Phosphorus Recovery from Sewage Sludge by Thermal Treatment and Use of
Acids and Bases. Chemical Water and Wastewater Treatment VII, pp. 331-338.
Stark, K., 2005. Phosphorus release and recovery from treated sewage sludge. Royal Institute
of Technology ed. Stockholm: PhD.
Stark, K., Levlin, E., Plaza, E. & Hultman, B., 2005b. Development of phosphorus recovery
technologies in European countries. Journal of Resources, Conservation and Recycling.
Stark, K., n.d. Phosphorus recovery - Experiences from European countries. pp. 19-29.
Stark, K., Plaza, E. & Hultman, B., 2005a. Chemical requirements for phosphorus release
from sewage sludge treated with supercritical water oxidation. Submitted to Water
Research.
Stark, K., Plaza, E. & Hultman, B., 2006. Phosphorus release from ash, dried sludge and
sludge residue from supercritical water oxidation by acid or base. Chemosphere,
Volume 62, pp. 827-832.
Stendahl, K. & Jäfverström, S., 2003a. Recycling of sludge in the Aqua Reci process.
Tronheim, Norway, s.n.
Stendahl, K. & Jäfverström, S., 2003b. Phosphate recovery from sewage sludge in
combination with supercritical water oxidation. Water Science and Technology, 48(1),
pp. 185-191.
Ström, K., 1995. Grundläggande separationsteknik. 2 ed. Göreborg: Chalmers Univerity of
Technology, pp. 143-154.
Stumm, W. & Morgan, J. J., 1996. Aquatic Chemistry Chemical Equilibria and Rates in
Naturat Waters. 3rd ed. New York: John Wiley & Sons, Inc., pp. 101-105, 407, 800-
808.
Svenskt Vatten AB, 2013. Slamanvändning och strategier för slamanvändning, Motala:
Svenskt Vatten AB.
Swiss Confederation: Federal Office for the Environment, 2015. Effluent sludge. [Online]
Available at: http://www.bafu.admin.ch/abfall/01472/01480/14867/index.html?lang=en
[Accessed 16 February 2016].
Theliander, H., 1996. Chemical engineering design Advanced course. 2 ed. Göteborg:
Chalmers University of Technology, pp. 117-165.
Tideström, H., Lind, J. E. & Seger, A., 2007. Avloppsteknik 3 - Slamhantering. 1 ed. Motala:
Svenskt Vatten AB.
Tyréns AB, 2013. Behandlingsmetoder för hållbar återvinning av fosfor ur avlopp och avfall,
Stockholm: s.n.
UKWIR, 2015. Biosolids: Good practice guidance leaflet, London: UK Water Industry
Research.
64
Wiechmann, B. et al., 2013. Sewage sludge management in Germany. [Online]
Available at: www.umveltbundesamt.de
[Accessed 16 February 2016].
vom Eyser, C., Palmu, K., Schmidt, T. C. & Tuerk, J., 2015. Pharmaceutical load in sewage
sludge and biochar produced by hydrothermal carbonization. Science of Total
Environment, Volume 537, pp. 180-186.
Xu, C. C. & Fang, Z., 2014. Near-critical and Supercritical Water and Their Aplications for
Biorefineries. 2 ed. s.l.:Springer.
Yuan, J.-H., Xu, R.-K. & Zhang, H., 2011. The forms of alkalis in the biochar produced from
crop residues at different temperatures. Bioresource Technology , Volume 102, pp.
3488-3497.