recargues catolica
DESCRIPTION
presentacion en powar pointTRANSCRIPT

RECUBRIMIENTOS PROTECTORES
INTRODUCCION• Billones de dólares son anualmente arrojados a los patios
de desechos.
• El enemigo Nº 1 de la industria es el “ DESGASTE”.
• Desde nuestro punto de vista profesional tenemos dos alternativas– Aceptar las consecuencias económicas del desgaste y alimentar
el patio de desechos.
– Combatir el “DESGASTE” realizando un estudio técnico económico respecto a la posibilidad de recuperar partes y piezas para retornarlas nuevamente al servicio
• Existe la creencia a nivel industrial que la solución al desgaste de partes y piezas es el recambio de piezas desgastadas por nuevas no siendo”ECONOMICA SU REPARACION”
ANALISIS TECNICO ECONOMICO
• Efectuar un análisis técnico económico para determinar la factibilidad de recuperación.
• Elegir el procedimiento y materiales adecuados a emplear.
• El Ingeniero debe de recurrir a sus conocimientos de• Mecánica• Metalurgia• Química• Ciencia de los materiales• Técnicas de Evaluación Económica
APLICACIONES DE SOLDADURA DE MANTENIMIENTO
• La totalidad de piezas de un equipo industrial están sometidas a diferentes tipos de desgaste .
• Fabricar una pieza nueva en base a una aleación que permita una alta resistencia al desgaste.
• Resulta económico fabricar una pieza de acero corriente para luego recubrirla por una capa de material que resista el desgaste.
• También se aplica en piezas usadas, elevando la vida útil en servicio

VENTAJAS DEL PROCEDIMIENTO
• Permite transformar una pieza desechable por desgaste
en un bien de capital recuperable.
• Evita interrupciones largas en servicio y de esta manera
minimiza pérdidas de producción.
• Incrementa la vida en servicio de los componentes con el
objeto de reducir costos de reposición y stocks.

RECUPERAR PIEZAS DESGASTADAS REQUIERE DE LOS SIGUIENTES PASOS
PROTECCIONRECONSTRUCCION
RECONSTRUCCION
• Se emplea en componente con excesivo desgaste para llevarlo a sus dimensiones originales.
• Es posible emplear aleaciones similares al metal base o disimiles.
• Se cumple con los requisitos de resistencia y dureza como de composición química.
• Otra aplicación de estos materiales es cuando se requieren resolver problemas metalúrgicos de pobre o mala soldabilidad.
• Permite un buen soporte a los materiales antidesgaste.
PROTECCION• Se denomina a si a las capas de soldadura
depositadas sobre una superficie metálica para aumentar su resistencia al desgaste en servicio.
• Es posible depositar varias capas de soldadura.
• Las capas están limitadas por las tensiones de contracción del componente o baja tenacidad de las aleaciones de elevada dureza aportada por la soldadura.
DESGASTE
• Es la pérdida del material por la remoción de partículas de la superficie de una pieza metálica en contacto con su ambiente de trabajo.

TIPOS DE DESGASTE
• Abrasión
• Impacto
• Fricción
• Corrosión
• Calor
• Erosión
• Cavitación

• Constante fricción con piedras, cascajo, arenilla, tierra y otros materiales sólidos no metálicos.
Generalmente, los revestimientos duros que resistan a la abrasión deben ser de una gran dureza, sin poner en peligro la resistencia al impacto.
ABRASION

ROZAMIENTO METALICO
Cuando un metal roza con otro
CORROSION
Ataque por líquidos - sólidos que actúan en contra del metal en forma química. Sales, ácidos u otros agentes químicos.Las causas son tan numerosas, debe determinarse primero el uso final de la pieza antes de poder seleccionar el recubrimiento apropiado.
CAVITACION:
Desgaste por líquidos que están en movimientos
CHOQUE O IMPACTO:Los golpes, súbitos y violentos causan un fuerte deterioro, agrietamiento o desgaste de las piezas.En la mayoría de los trabajos se encuentra más de uno de los tipos de desgaste y, por tal motivo, la selección correcta de un material de aporte de Recargue o Recubrimiento Duro debe hacerse apreciando la importancia e influencia de cada factor en el proceso o deterioro de la pieza.

PROCESOS DE APLICACION
• Arco Manual
• Oxi-Acetilénica
• MIG/MAG
• Alambre Tubulares
• Arco Sumergido
ANALISIS DEL PROBLEMA DE DESGASTE
Nuestro análisis debe contemplar los siguientes pasos: A.- Establecer los hechos.
B.- Evaluar las opciones.
C.- Procedimiento y Decisión
• A.-ESTABLECER LOS HECHOS:• Qué materiales se están empleando.• Condiciones de operación actuales o esperadas.• Vida media actual o esperada del componente.• Cuáles son los costos involucrados resultantes
del desgaste.
• B.-EVALUAR LAS OPCIONES:• ¿Pueden las características de operación ser
cambiadas para reducir el desgaste?• ¿Será necesario mantener piezas adicionales
como repuesto?• Un cambio de diseño y/o material. ¿mejorará el
comportamiento de la pieza?
C.- PROCEDIMIENTO Y DECISION:• Análisis Costo/Beneficio de las opciones
consideradas.• Evaluación en servicio: ¿es factible hacer una
prueba de terreno?
INDICACIONES PARA LA APLICACIÓN DE
SOLDADURAS ESPECIALES
• Superficie limpia, remover la herrumbre, las escamas de óxido, las grasas y la suciedad que pueda tener.
• Redondear los bordes o puntas, evitar un sobrecalentamiento o el requemado
• Pre - calentamiento si es necesario (C> 0,45 %). Excepción los aceros con alto Mn
• El relleno o parchado de las capas depositadas debe hacerse mientras aún el deposito esté caliente.
• Aplicar un cojín o base amortiguadora, si es necesario.
• Emplear un arco corto sin tocar el baño de fusión• Debe utilizarse en lo posible amperajes bajos• Utilizar barras limitadoras de grafito o cobre para dar
forma al metal depositado• Remoción de escoria
COJIN AMORTIGUADOR
Aleación depositada por soldadura, situada entre el metal base y el recubrimiento protector.
1.- Aportar tenacidad: debe absorber o amortiguar los golpes o impactos, evitando que se desprenda el recubrimiento protector
2.- Soportar las tensiones de contracción del recubrimiento protector.
3.- Evitar la propagación de fisuras al material base 4.- Obtener una buena liga cuando el metal base es
de difícil soldabilidad

PRECALENTAMIENTO
Determine el precalentamiento de acuerdo al material base.
En acero de alto carbono o de baja aleación, pueden requerir un
precalentamiento mayor para evitar la tendencia a la fisuración.
No sobrecaliente el acero al Manganeso,mantenga temperatura
entre pasadas < 260º.
Es perjudicial precalentar una pieza, y después dejarla enfriar
antes de soldar.
El precalentamiento se realiza con mechero multillama a gas,
horno de tratamiento o dispositivos eléctricos.
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Acero al carbono o baja aleación
Aceros de alta manganeso
Acero para trabajos en caliente
Aceros herramientas
Fundición gris o nodular
1 Identifique el metal base
Electrodo manual
Alambre sólido o tubular bajo gas
Alambre tubular arco abierto
Alambre sólido o tubular arco sumergido
2 Seleccione proceso de soldadura
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Básico baja aleación
Alto manganeso
Inoxidable
Duro menor a 350 HB
3 Selecciones material de aporte para capa base o soporte
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Base Níquel
Metal-metal
Abrasión e impacto
Abrasión severa
Cavitación
4 Identifique tipo de desgaste
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Fatiga térmica
Oxidación
Rodadura
Erosión
Abrasión
Impacto
Acero alto ManganesoInoxidable martensíticoDuro menor a 400 HB
Duro de 450 a 600 HB
5 Seleccione material de aporte resistente al desgaste
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Carburos de CromoCarburos de Cromo + Titanio
Carburos de Tungsteno
Aceros de Herramientas
Aceros para trabajo en caliente
Ultima capa metal de aporte puro
Control de dilusión con metal base
Control régimen térmico
Regular velocidad de enfriamiento
6 Tome precauciones para obtener la resistencia al
desgaste deseado
PROCEDIMIENTO DE SOLDADURA - PASO A PASO

Capa base o soporte
Precalentamiento
Básico bajo aleación
Inoxidable austenítico
7 Tome precauciones para evitar agrietamiento bajo cordón
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
Limitar espesor del recargue
Alivio de tensiones
Precalentamiento
Capa base o soporte
8Tome precauciones para evitar fisuración y/o desprendimiento del
material de soldadura
PROCEDIMIENTO DE SOLDADURA - PASO A PASO
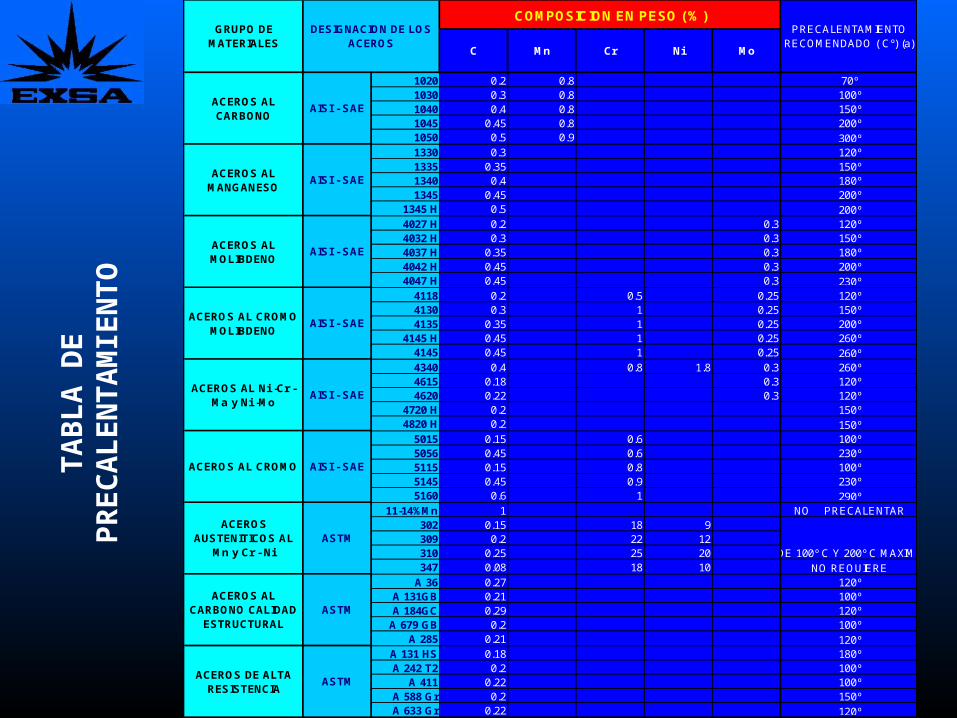
1020 0.2 0.81030 0.3 0.81040 0.4 0.81045 0.45 0.81050 0.5 0.91330 0.31335 0.351340 0.41345 0.45
1345 H 0.54027 H 0.2 0.34032 H 0.3 0.34037 H 0.35 0.34042 H 0.45 0.34047 H 0.45 0.3
4118 0.2 0.5 0.254130 0.3 1 0.254135 0.35 1 0.25
4145 H 0.45 1 0.254145 0.45 1 0.254340 0.4 0.8 1.8 0.34615 0.18 0.34620 0.22 0.3
4720 H 0.24820 H 0.2
5015 0.15 0.65056 0.45 0.65115 0.15 0.85145 0.45 0.95160 0.6 1
11-14%Mn 1302 0.15 18 9309 0.2 22 12310 0.25 25 20347 0.08 18 10
A 36 0.27A 131GB 0.21A 184GC 0.29
A 679 GB 0.2A 285 0.21
A 131 HS 0.18A 242 T2 0.2
A 411 0.22A 588 Gr 0.2A 633 Gr 0.22
Mo
PRECALENTAMIENTO RECOMENDADO ( Cº) (a)
DESIGNACION DE LOS ACEROS
120º
70º100º150º
COMPOSICION EN PESO ( %)
C Mn Cr Ni
150º180º
200º300º
180º200º
150º
200º120º
ACEROS AL MOLIBDENO
ACEROS AL Ni -Cr - Ma y Ni -Mo
ACEROS AL CROMO MOLIBDENO
150º200º260º260º
120º
200º230º
ACEROS AUSTENITICOS AL
Mn y Cr - Ni
ACEROS AL CROMO230º290º
NO PRECALENTAR
100º230º100º
AISI - SAE
AISI - SAE
AISI - SAE
NO REQUIERE
AISI - SAE
ASTM
150º
260º
120º120º
150º
USAR UN MAXIMO DE 100º C Y 200º C MAXIMO ENTRE PASADAS
100º120º
150º100º
120º
ACEROS AL CARBONO CALIDAD
ESTRUCTURAL
ACEROS DE ALTA RESISTENCIA
ASTM
ASTM
180º120º
120º100º
100º
GRUPO DE MATERIALES
ACEROS AL CARBONO
ACEROS AL MANGANESO
AISI - SAE
AISI - SAE
TA
BL
A D
E
PR
EC
AL
EN
TA
MIE
NT
O
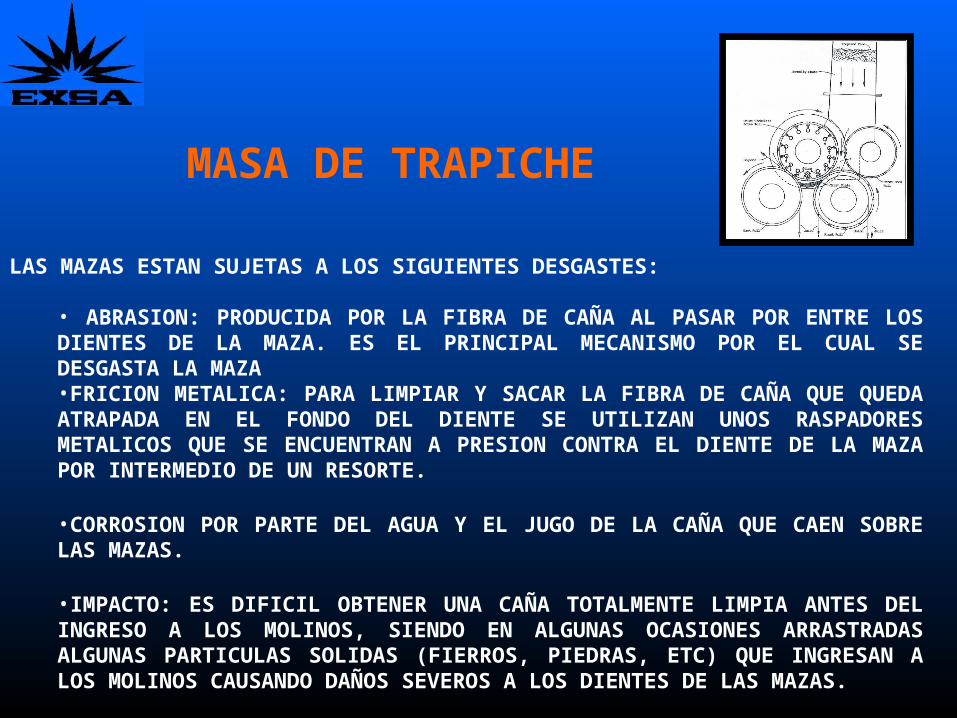
LAS MAZAS ESTAN SUJETAS A LOS SIGUIENTES DESGASTES:
• ABRASION: PRODUCIDA POR LA FIBRA DE CAÑA AL PASAR POR ENTRE LOS DIENTES DE LA MAZA. ES EL PRINCIPAL MECANISMO POR EL CUAL SE DESGASTA LA MAZA •FRICION METALICA: PARA LIMPIAR Y SACAR LA FIBRA DE CAÑA QUE QUEDA ATRAPADA EN EL FONDO DEL DIENTE SE UTILIZAN UNOS RASPADORES METALICOS QUE SE ENCUENTRAN A PRESION CONTRA EL DIENTE DE LA MAZA POR INTERMEDIO DE UN RESORTE.
•CORROSION POR PARTE DEL AGUA Y EL JUGO DE LA CAÑA QUE CAEN SOBRE LAS MAZAS.
•IMPACTO: ES DIFICIL OBTENER UNA CAÑA TOTALMENTE LIMPIA ANTES DEL INGRESO A LOS MOLINOS, SIENDO EN ALGUNAS OCASIONES ARRASTRADAS ALGUNAS PARTICULAS SOLIDAS (FIERROS, PIEDRAS, ETC) QUE INGRESAN A LOS MOLINOS CAUSANDO DAÑOS SEVEROS A LOS DIENTES DE LAS MAZAS.
MASA DE TRAPICHE

MASA DE TRAPICHE

MATRICES EN CALIENTE
RUEDAS PELTON
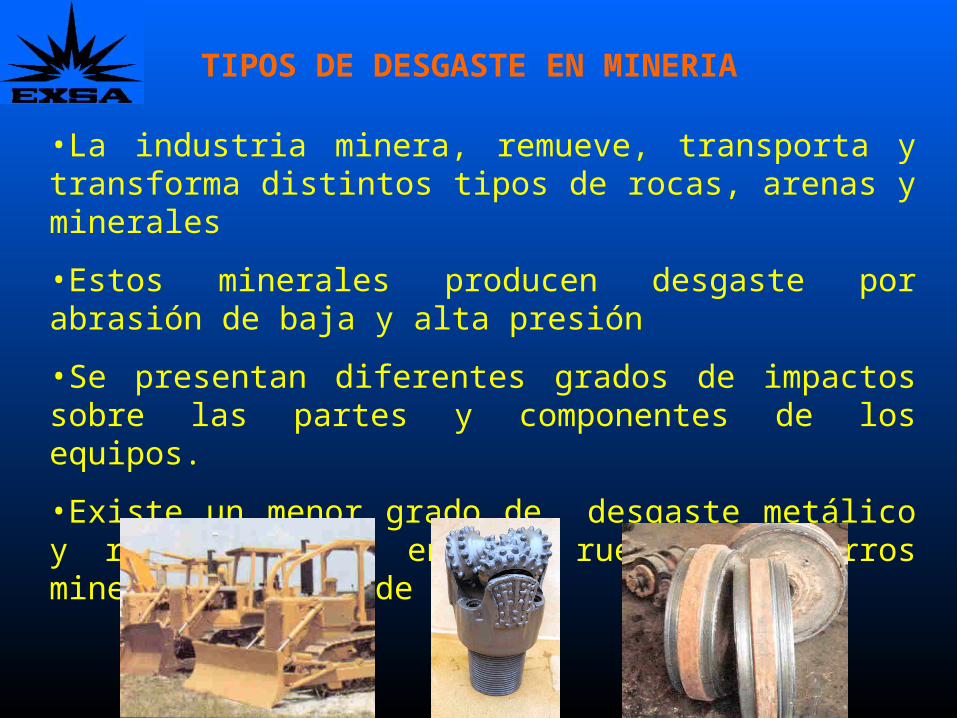
TIPOS DE DESGASTE EN MINERIA
•La industria minera, remueve, transporta y transforma distintos tipos de rocas, arenas y minerales
•Estos minerales producen desgaste por abrasión de baja y alta presión
•Se presentan diferentes grados de impactos sobre las partes y componentes de los equipos.
•Existe un menor grado de desgaste metálico y rodadura como en las ruedas de carros mineros o cruces de vías.

MOVIMIENTO DE TIERRA Y ARADOS
•Sus equipos están sometidos a los siguientes desgastes
•Desgaste Metal - Metal y Rodadura
•Desgaste Metal - Metal con Impacto
•Abrasión Severa
•Abrasión e Impacto
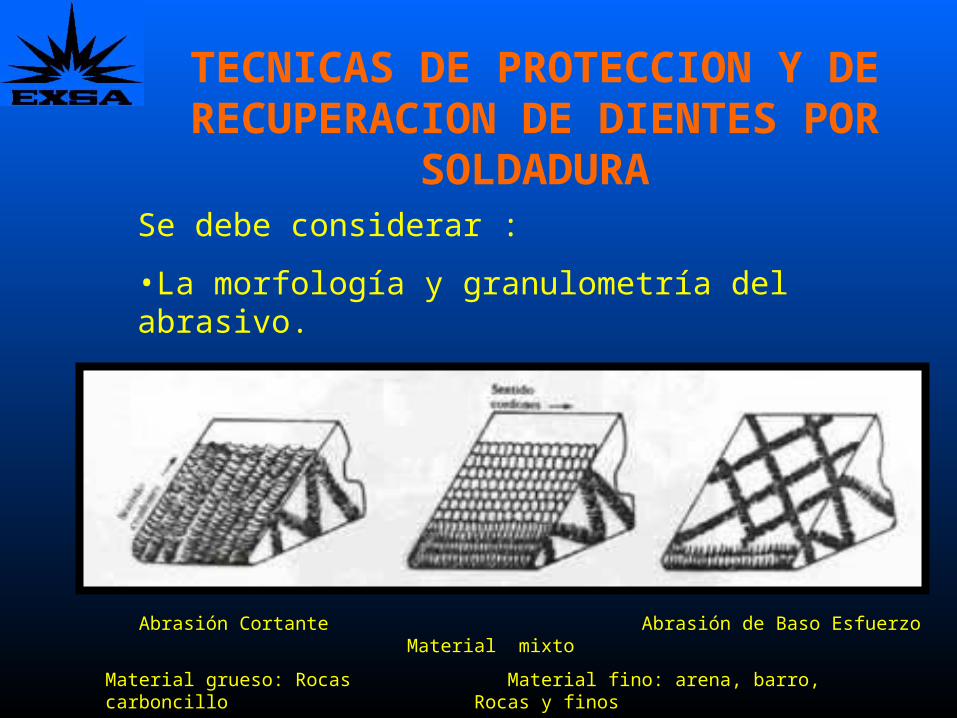
TECNICAS DE PROTECCION Y DE RECUPERACION DE DIENTES POR
SOLDADURASe debe considerar :
•La morfología y granulometría del abrasivo.
•Dureza del abrasivo.
Abrasión Cortante Abrasión de Baso Esfuerzo Material mixto
Material grueso: Rocas Material fino: arena, barro, carboncillo Rocas y finos
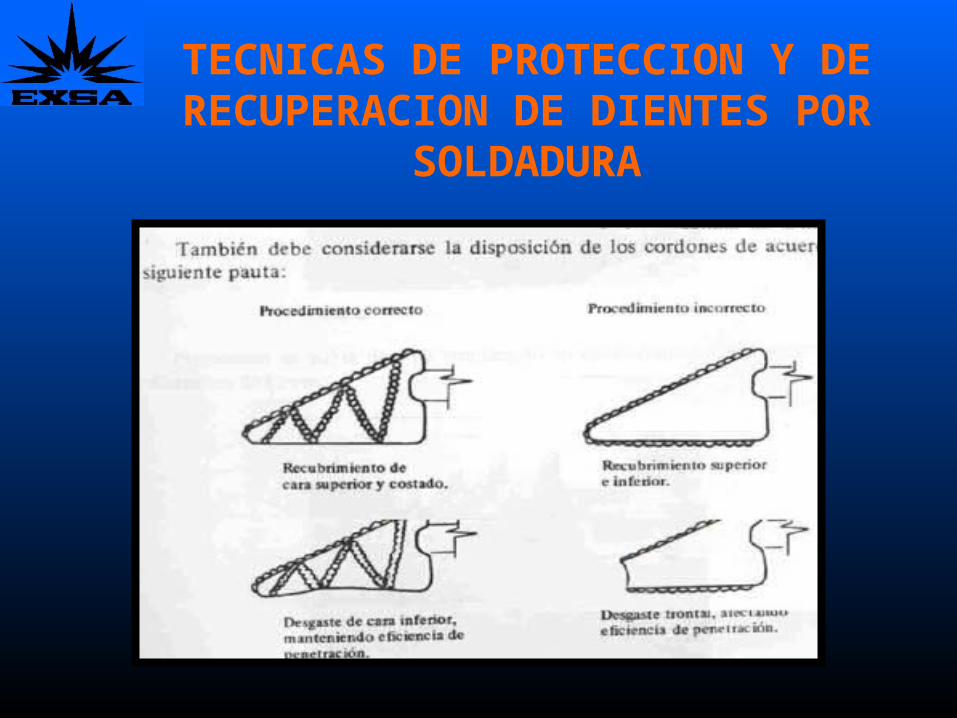
TECNICAS DE PROTECCION Y DE RECUPERACION DE DIENTES POR
SOLDADURA

UÑA DE CUCHARA DE PALA O & K
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO
SEMI-AUT EXSATUB 1000-O
EXSATUB 74
Comentarios:
Calzar la uña con plancha HSLA de espesor de 3/4” para recuperar su forma original. La soldadura de unión y relleno se realiza con el producto EXSATUB 74.
La colocada y los botones de recubrimiento duro se colocan en función del material a cargar y se debe emplear el producto EXSATUB 1000-O.
CITODUR 1000 / 600

BROCA DE PERFORACION “ TRICONO”
PROCESO RECONSTRUCCION PROTECCION
MANUAL
SEMI-AUT---------
EXSA 721
-------------
Comentarios: Usar electrodos secos.
Realizar INSPECCION VISUAL para detectar y resanar las discontinuidades que puedan afectar la perfomance del tricono. El soldador debe de DOMINAR la técnica de relleno (almohadillado ) y la técnica de aplicación de recubrimientos duros. Verificar que la conexión a tierra este ubicada en una zona que no dañe los rodajes del tricono al carrar el circuito eléctrico al momento de soldar. Seguir una secuencia de soldeo pre-determinada que evite un sobrecalentamiento localizado del tricono.Usar lápices térmicos.
SUPERCITO - INOX 29 / 9
TRITURACION Y MOLIENDA
En la trituración y molienda de rocas y minerales son usados equipamientos pesados de alta producción.
El material es procesado hasta obtener polvos de variada granulometría. La mayor parte de estos equipos está fabricado de Acero al Manganeso, que endurecen en servicio resistiendo desgaste por impacto y abrasión por rayado. Es de práctica depositar en la última capa, una aleación resistente a la abrasión severa.

MARTILLO DE TRITURACION
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
Comentarios:Limpiar la superficie a soldar, eliminando las partesfísuradas.Posicionar la rueda para soldar en posición plana concordones transversales siguiendo la forma del diente conuna plantilla que abarque cuatro o cinco dientes.El precalentamiento es recomendable

CAMISA Y CUBIERTA DE TRITURADORA GIRATORIA
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
Comentarios:
Posicionar las piezas con un ángulo de inclinación, girar a velocidad controlada para regular aporte térmico y evitar deformaciones usar proceso automático con TUBULAR
AP - 0 y 255- 0
COMPONENTES TREN DE RODAJE DE TRACTOR
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
AUTOMATICO PS1/POP 185 PS1/POP 250
Comentarios:
Desmontar los bujes y cojinetes dejando solos el cuerpo totalmente limpio. Aplicar capa base y dos pasadas de material resistente al desgaste. El proceso automático es el de menor costo. Es recomendable oscilar los cordones y precalentar
RUEDAS DENTADAS
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
Comentarios: Limpiar la superficie a soldar, eliminando las partes físuradas.Posicionar la rueda para soldar en posición plana con cordones transversales siguiendo la forma del diente con una plantilla que abarque cuatro o cinco dientes.El precalentamiento es recomendable
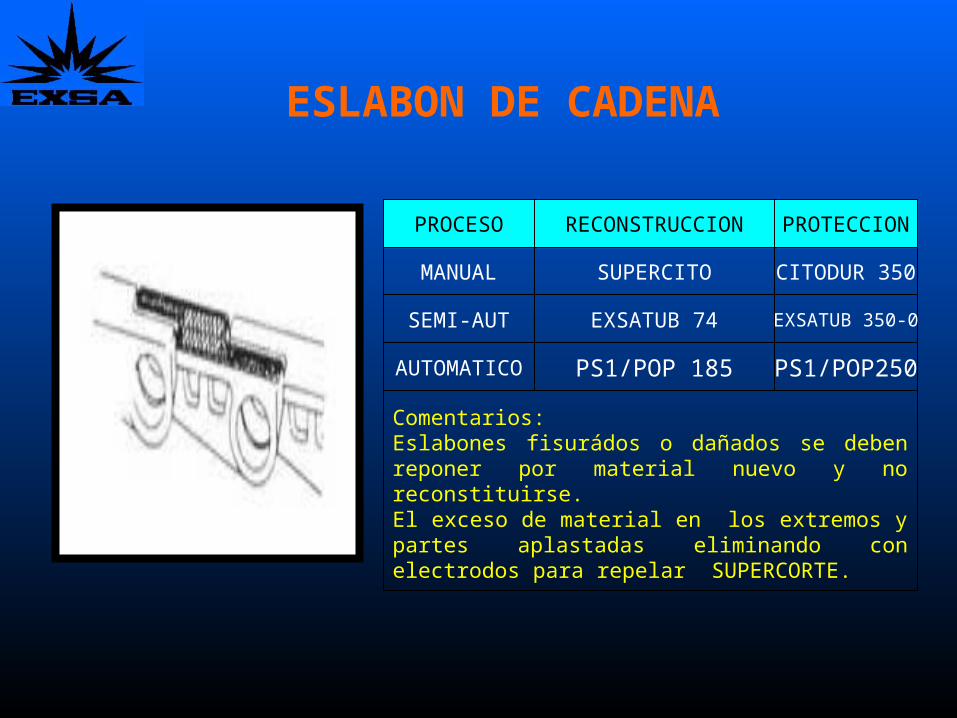
ESLABON DE CADENA
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
AUTOMATICO PS1/POP 185 PS1/POP250
Comentarios: Eslabones fisurádos o dañados se deben reponer por material nuevo y no reconstituirse. El exceso de material en los extremos y partes aplastadas eliminando con electrodos para repelar SUPERCORTE.
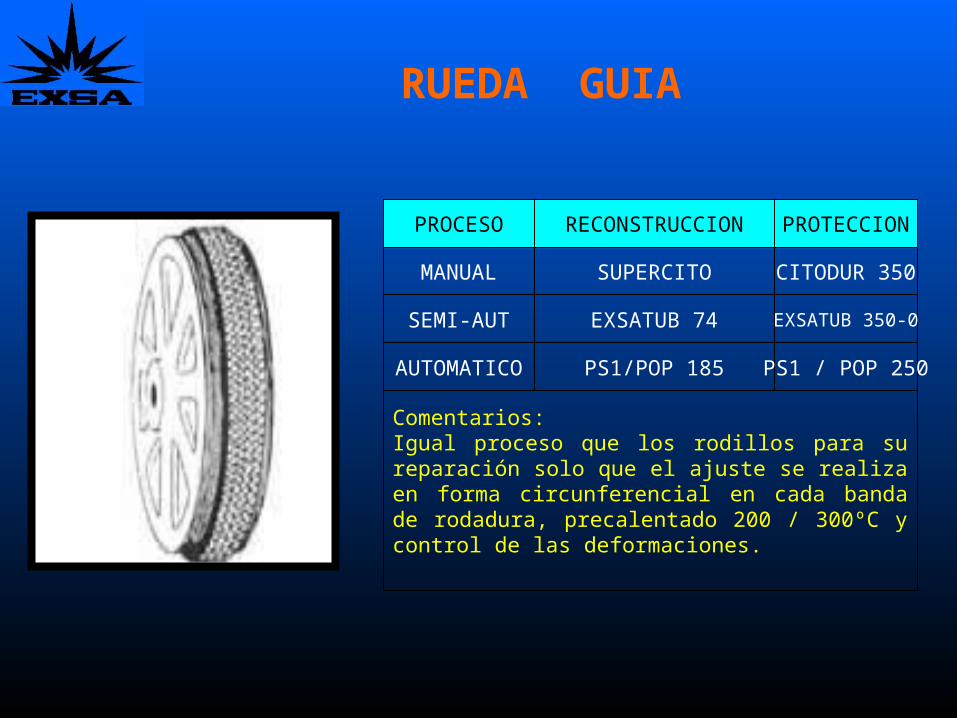
RUEDA GUIA
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
AUTOMATICO PS1/POP 185 PS1 / POP 250
Comentarios: Igual proceso que los rodillos para su reparación solo que el ajuste se realiza en forma circunferencial en cada banda de rodadura, precalentado 200 / 300ºC y control de las deformaciones.
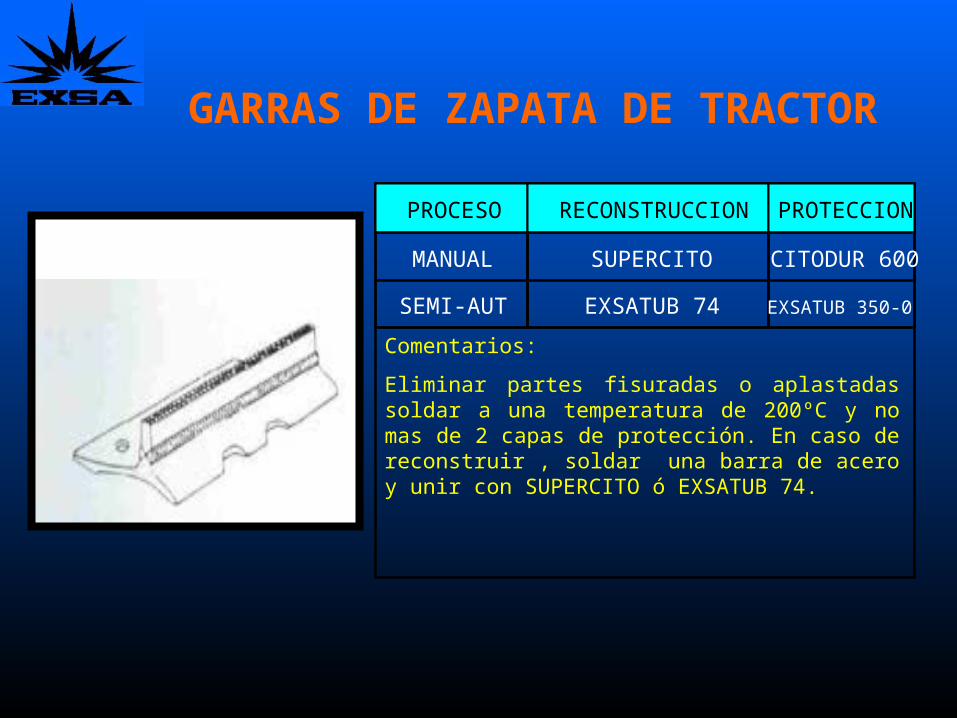
GARRAS DE ZAPATA DE TRACTOR
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 600
SEMI-AUT EXSATUB 74 EXSATUB 350-0
Comentarios:
Eliminar partes fisuradas o aplastadas soldar a una temperatura de 200ºC y no mas de 2 capas de protección. En caso de reconstruir , soldar una barra de acero y unir con SUPERCITO ó EXSATUB 74.

CANTONERA DE TRACTOR
Comentarios:
Calzar la cantonera haciendo uso de planchas HSLA para recuperar su forma original.
La soldadura de unión se realiza con el producto EXSATUB 74.
El recubrimiento duro se debe de colocar para proteger el cordón de unión frente a la abrasión y para proteger las zonas de trabajo sometidas a mayor desgaste, esta protección puede ser en forma de almohadillado, mediante cocada y/o botones.
Realizar INSPECCION VISUAL y verificar que no existan fisuras en el cordón de soldadura de unió, ni en la zona afectada por el calor.
El soldador deberá DOMINAR el proceso de soldadura FCAW.
El soldador deberá DOMINAR la técnica de aplicación de recubrimientos duros.
Preparar la junta en “X” y soldar en forma alterna por ambos lados.
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 600
SEMI AUTOM.
EXSATUB 74 EXSATUB 1000-O

ZAPATAS DE ORUGA
PROCESO RECONSTRUCCION PROTECCION
MANUAL CITOMANGAN NO NECESITA
SEMI-AUT EXSATUB 1000 NO NECESSITA
AUTOMATICO PS1 / POP 350 NO NECESITA
METAL BASE ACERO AL CARBONO
METAL BASE ACERO AL MANGANESO
PROCESO RECONSTRUCCION PROTECCION
MANUAL CITOMANGAN CITODUR 600
SEMI-AUT EXSATUB 350-O EXSATUB 1000-O
Comentarios:
En acero al Mn. Sumergir las placas en agua, dejando al aire solamente las zonas a soldar.
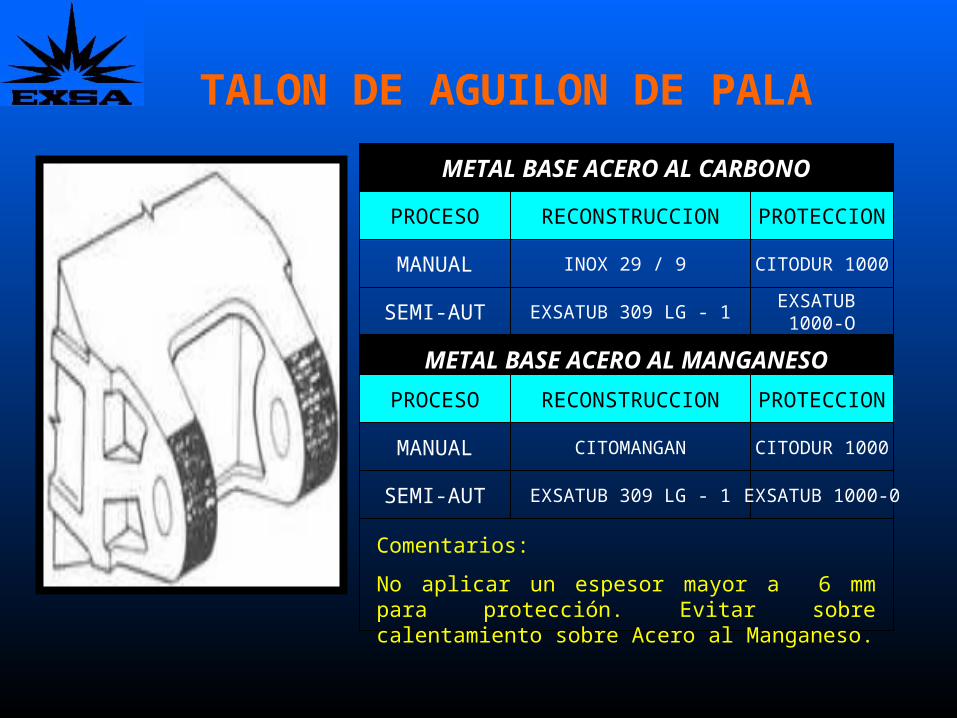
TALON DE AGUILON DE PALA
PROCESO RECONSTRUCCION PROTECCION
MANUAL INOX 29 / 9 CITODUR 1000
SEMI-AUT EXSATUB 309 LG - 1EXSATUB
1000-O
METAL BASE ACERO AL CARBONO
METAL BASE ACERO AL MANGANESO
PROCESO RECONSTRUCCION PROTECCION
MANUAL CITOMANGAN CITODUR 1000
SEMI-AUT EXSATUB 309 LG - 1 EXSATUB 1000-0
Comentarios:
No aplicar un espesor mayor a 6 mm para protección. Evitar sobre calentamiento sobre Acero al Manganeso.
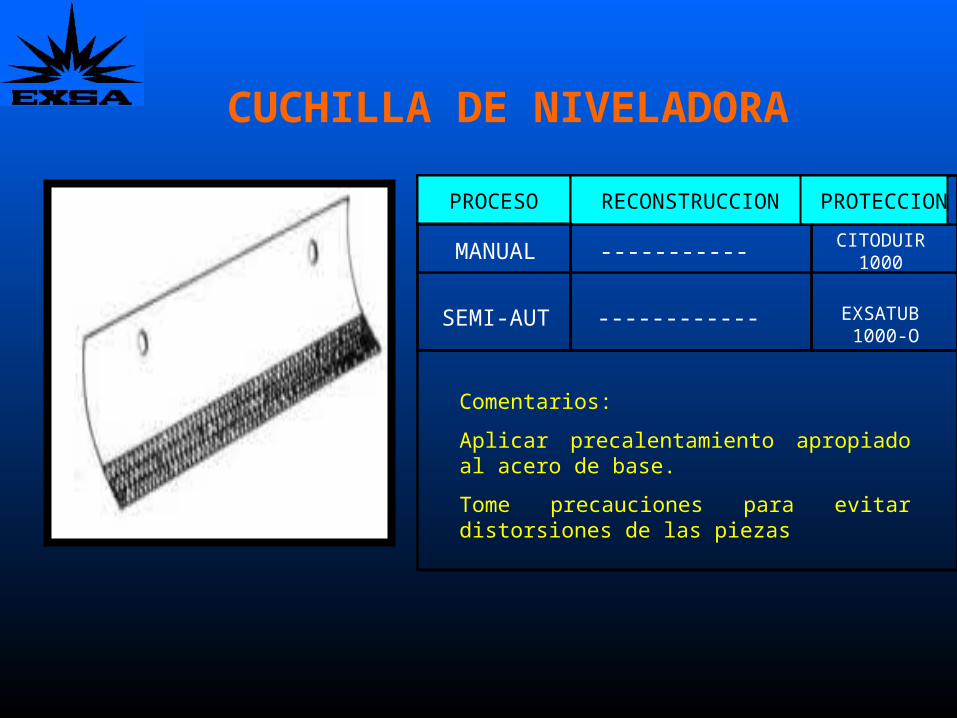
CUCHILLA DE NIVELADORA
PROCESO RECONSTRUCCION PROTECCION
MANUAL -----------
SEMI-AUT ------------ EXSATUB 1000-O
CITODUIR 1000
Comentarios:
Aplicar precalentamiento apropiado al acero de base.
Tome precauciones para evitar distorsiones de las piezas

CUCHARONES RECOGEDORES
PROCESO RECONSTRUCCION PROTECCION
MANUAL --------------
SEMI-AUT -------------EXSATUB
1000-O
CITODUR 1000/ 600
Comentarios:
Protege la parte inferior del labio. Si el desgaste es excesivo, colocar un labio nuevo y protegerlo soldandolo al balde con INOX AW si el labio es de acero al Mn . Si fuera acero al carbono soldarlo SUPERCITO ó alambre EXSATUB 74
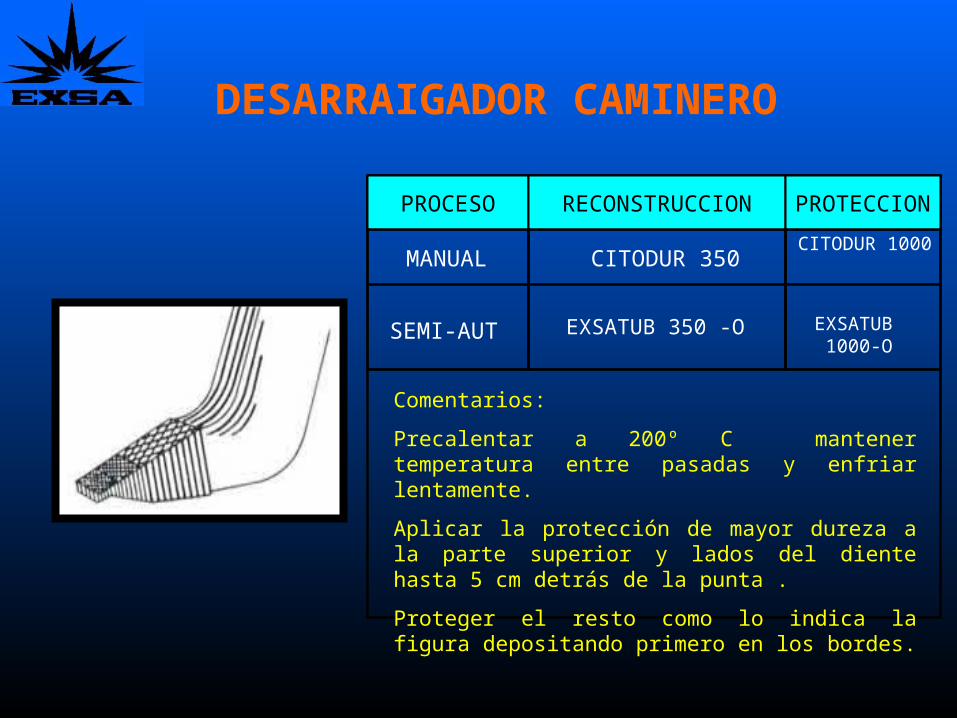
DESARRAIGADOR CAMINERO
PROCESO RECONSTRUCCION PROTECCION
MANUAL CITODUR 350
SEMI-AUT EXSATUB 1000-O
CITODUR 1000
EXSATUB 350 -O
Comentarios:
Precalentar a 200º C mantener temperatura entre pasadas y enfriar lentamente.
Aplicar la protección de mayor dureza a la parte superior y lados del diente hasta 5 cm detrás de la punta .
Proteger el resto como lo indica la figura depositando primero en los bordes.
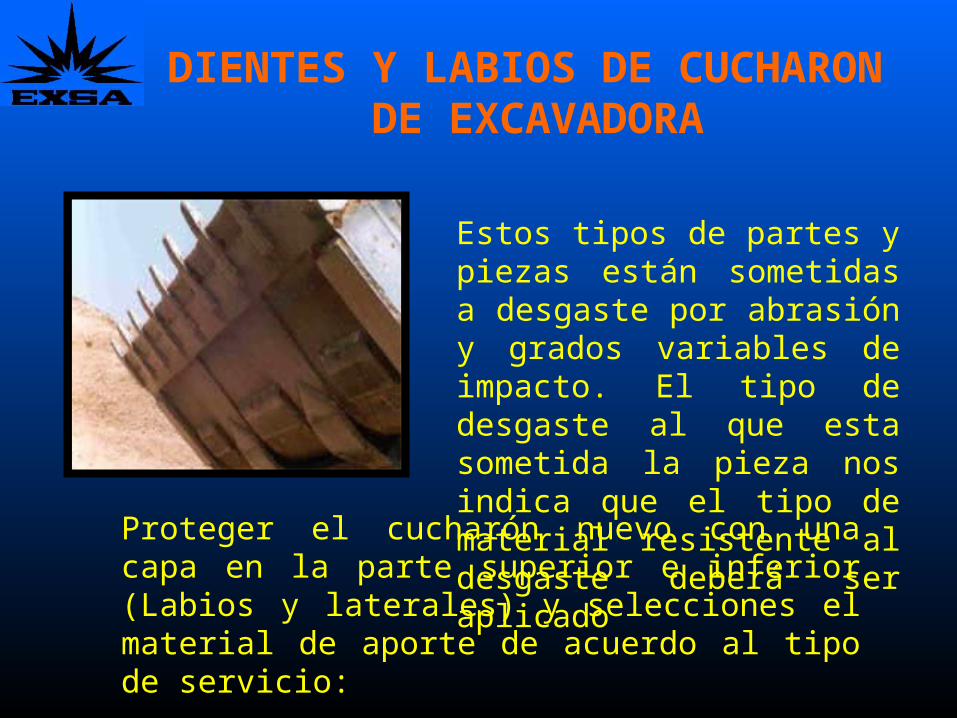
DIENTES Y LABIOS DE CUCHARON DE EXCAVADORA
Estos tipos de partes y piezas están sometidas a desgaste por abrasión y grados variables de impacto. El tipo de desgaste al que esta sometida la pieza nos indica que el tipo de material resistente al desgaste deberá ser aplicado
Proteger el cucharón nuevo con una capa en la parte superior e inferior (Labios y laterales) y selecciones el material de aporte de acuerdo al tipo de servicio:

MANDIBULA DE TRITURACION
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 350
SEMI-AUT EXSATUB 74 EXSATUB 350-0
Comentarios:Limpiar la superficie a soldar, eliminando las partesfísuradas.Posicionar la rueda para soldar en posición plana concordones transversales siguiendo la forma del diente conuna plantilla que abarque cuatro o cinco dientes.El precalentamiento es recomendable
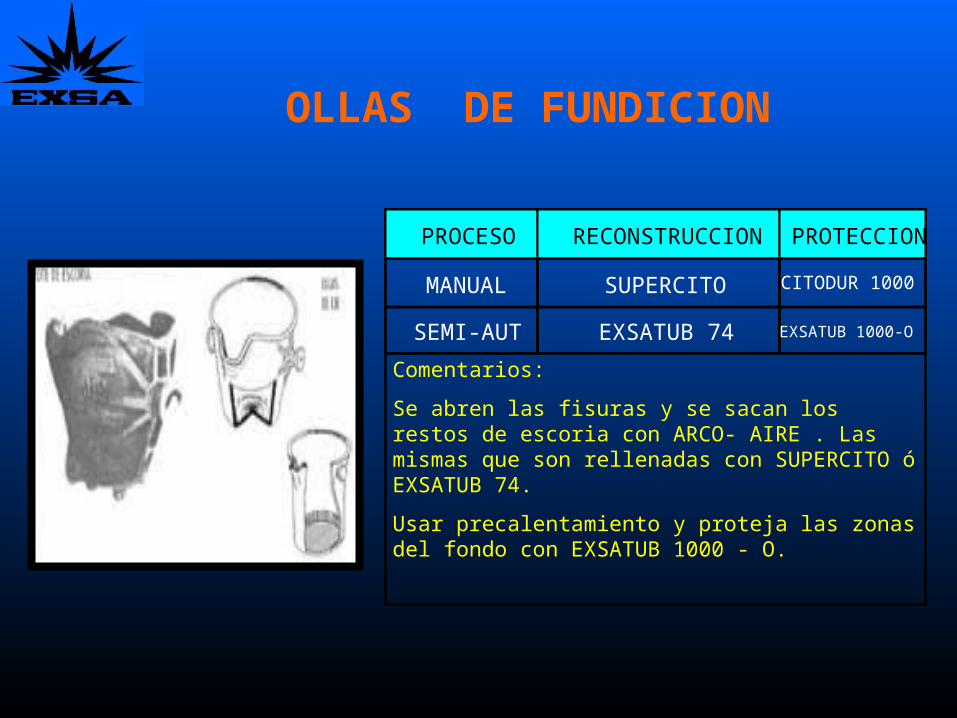
OLLAS DE FUNDICION
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO CITODUR 1000
SEMI-AUT EXSATUB 74 EXSATUB 1000-O
Comentarios:
Se abren las fisuras y se sacan los restos de escoria con ARCO- AIRE . Las mismas que son rellenadas con SUPERCITO ó EXSATUB 74.
Usar precalentamiento y proteja las zonas del fondo con EXSATUB 1000 - O.
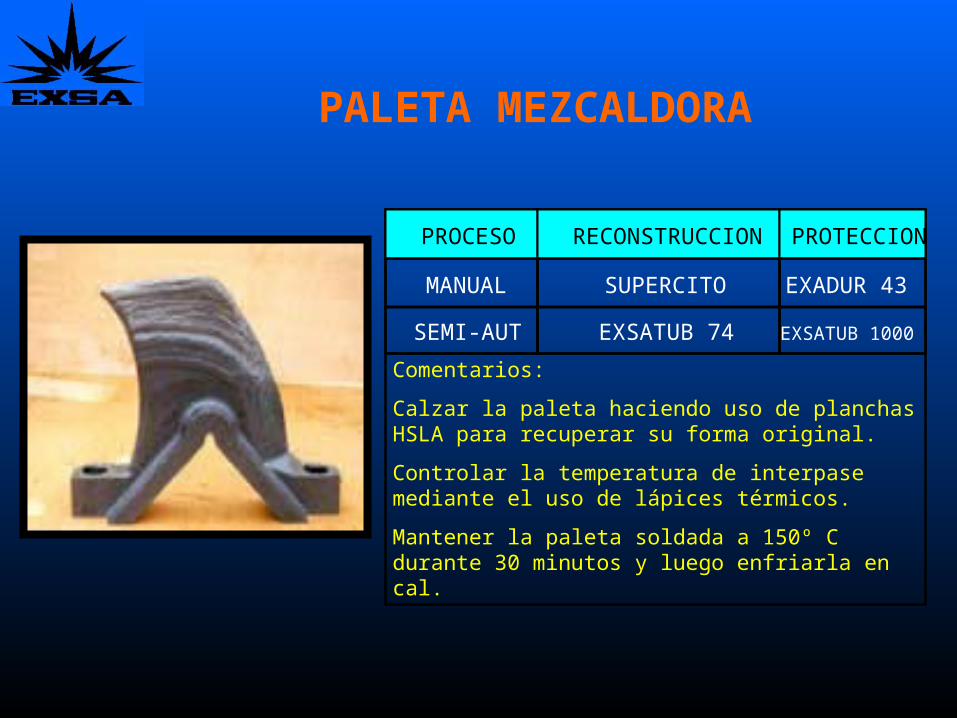
PALETA MEZCALDORA
PROCESO RECONSTRUCCION PROTECCION
MANUAL SUPERCITO EXADUR 43
SEMI-AUT EXSATUB 74 EXSATUB 1000
Comentarios:
Calzar la paleta haciendo uso de planchas HSLA para recuperar su forma original.
Controlar la temperatura de interpase mediante el uso de lápices térmicos.
Mantener la paleta soldada a 150º C durante 30 minutos y luego enfriarla en cal.
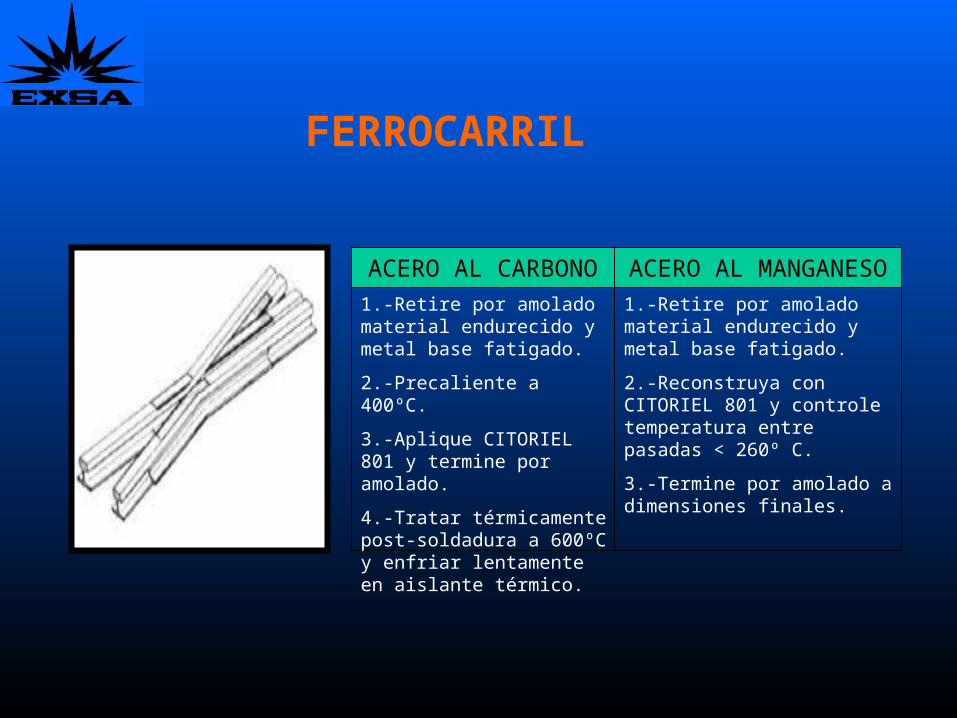
FERROCARRIL
ACERO AL CARBONO ACERO AL MANGANESO
1.-Retire por amolado material endurecido y metal base fatigado.
2.-Precaliente a 400ºC.
3.-Aplique CITORIEL 801 y termine por amolado.
4.-Tratar térmicamente post-soldadura a 600ºC y enfriar lentamente en aislante térmico.
1.-Retire por amolado material endurecido y metal base fatigado.
2.-Reconstruya con CITORIEL 801 y controle temperatura entre pasadas < 260º C.
3.-Termine por amolado a dimensiones finales.
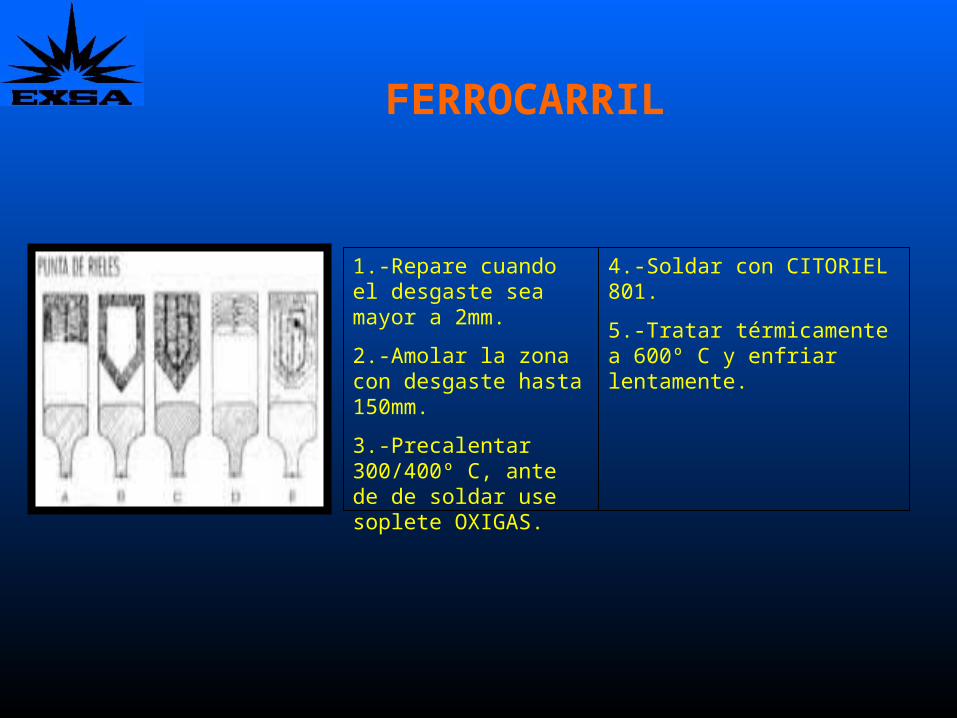
FERROCARRIL
1.-Repare cuando el desgaste sea mayor a 2mm.
2.-Amolar la zona con desgaste hasta 150mm.
3.-Precalentar 300/400º C, ante de de soldar use soplete OXIGAS.
4.-Soldar con CITORIEL 801.
5.-Tratar térmicamente a 600º C y enfriar lentamente.
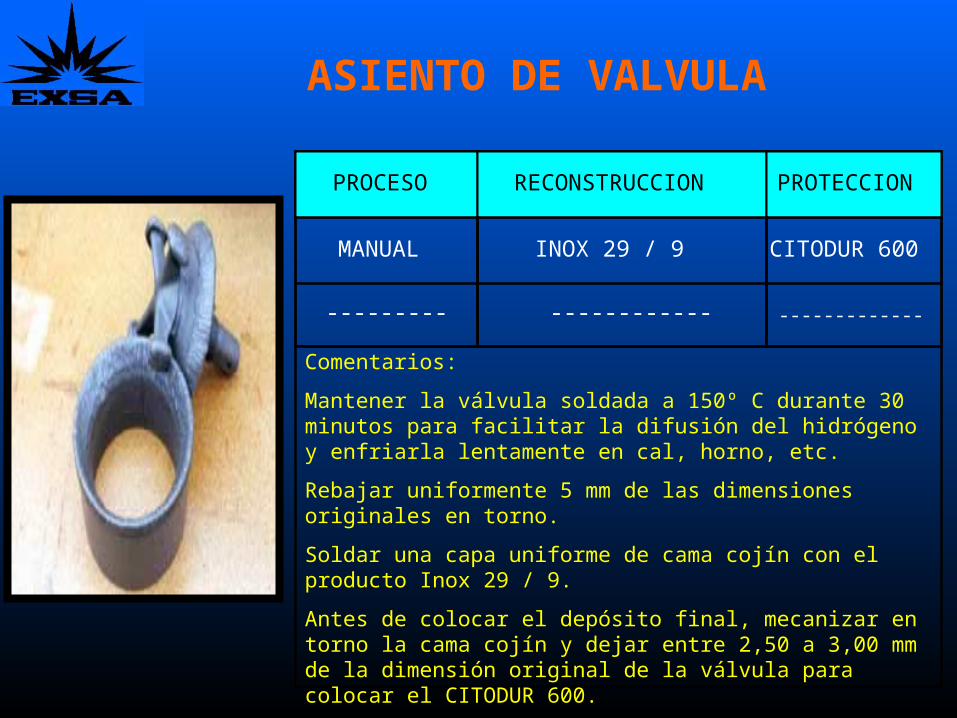
ASIENTO DE VALVULA
PROCESO RECONSTRUCCION PROTECCION
MANUAL INOX 29 / 9 CITODUR 600
--------- ------------ -------------
Comentarios:
Mantener la válvula soldada a 150º C durante 30 minutos para facilitar la difusión del hidrógeno y enfriarla lentamente en cal, horno, etc.
Rebajar uniformente 5 mm de las dimensiones originales en torno.
Soldar una capa uniforme de cama cojín con el producto Inox 29 / 9.
Antes de colocar el depósito final, mecanizar en torno la cama cojín y dejar entre 2,50 a 3,00 mm de la dimensión original de la válvula para colocar el CITODUR 600.
Para mecanizar el depósito de CITODUR 600 emplear pastillas carburadas.
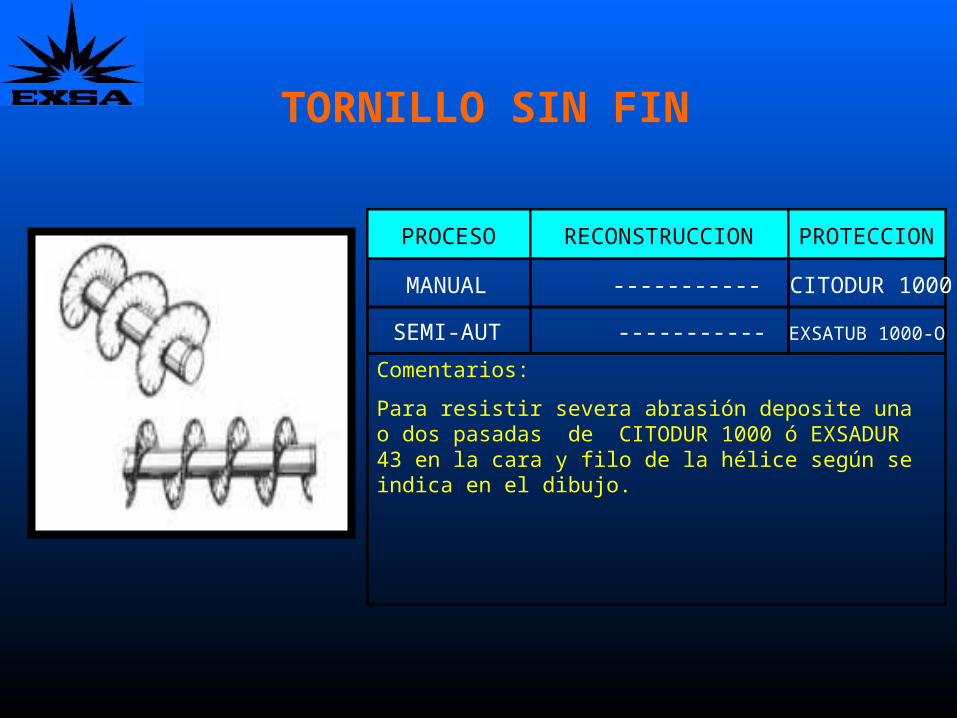
TORNILLO SIN FIN
PROCESO RECONSTRUCCION PROTECCION
MANUAL ----------- CITODUR 1000
SEMI-AUT ----------- EXSATUB 1000-O
Comentarios:
Para resistir severa abrasión deposite una o dos pasadas de CITODUR 1000 ó EXSADUR 43 en la cara y filo de la hélice según se indica en el dibujo.
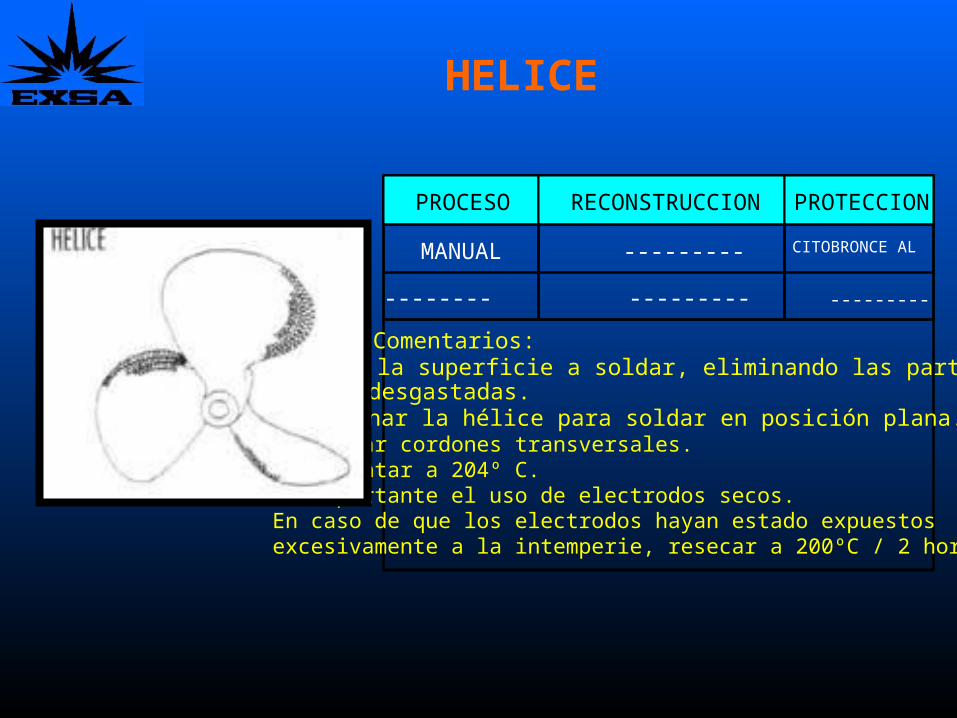
HELICE
PROCESO RECONSTRUCCION PROTECCION
MANUAL --------- CITOBRONCE AL
-------- --------- ---------
Comentarios:Limpiar la superficie a soldar, eliminando las partesdesgastadas.Posicionar la hélice para soldar en posición plana.Depositar cordones transversales.Precalentar a 204º C.Es importante el uso de electrodos secos.En caso de que los electrodos hayan estado expuestos excesivamente a la intemperie, resecar a 200ºC / 2 horas.
EXSA S.A.
DIVISION SOLDADURAS
Agradece su gentil asistencia
Lima - Perú