bureau of indian standards (eastern region office, kolkata) · 1 bureau of indian standards...
TRANSCRIPT
1
BUREAU OF INDIAN STANDARDS (Eastern Region Office, Kolkata)
DRAFT PRODUCT CERTIFICATION MANUAL FOR COMMENTS Our Ref: DDGE/22/IS 6006 Dated: 20 Feb 2014 Sub: Draft manual for IS 6006 This has reference to CMD circular CMD:1/31 dated:11 Nov 2013 on the above subject. In this connection, please find enclosed the draft product certification manuals as per details below: UNCOATED STRESS RELIEVED STRAND FOR PRESTRESSED CONCRETE Kindly examine the draft product certification manual and forward your comments on the draft to ERO at [email protected] , in the format given below:
Sl no Clause no/page no Comment
Last date for comments: 05 March 2014. (Product Certification Officer) ERO
2
PM/IS 6006
Revision Number 00
Effective Date-------
Draft
PRODUCT MANUAL
ON
UNCOATED STRESS RELIEVED STRAND FOR PRESTRESSED CONCRETE
AS PER IS 6006:1983 (Incorporating Amendment No. 4)
BUREAU OF INDIAN STANDARDS
MANAK BHAVAN, 9, BAHADUR SHAH ZAFAR MARG,
NEW DELHI – 110002
3
AMENDMENT SHEET
Sl No Page No Amendment no. Amendment dt Remarks / Reasons for amendment

4
FOREWORD
This standard was first published by Bureau of Indian Standards in 1970 to cover the requirements of strands used in prestressed concrete work. The standard was revised in 1983. During revision, significant modifications incorporated relating to physical requirements of nominal mass of strand and proof load and the sample size for tensile test. Further, SI units have been adopted in the revision and references to related Indian Standards appearing in the standard have been updated. In the formulation of this standard, due weight age has been given to international co-ordination among the standards and practices prevailing in different countries in addition to relating it to the practices in the field in this country.
This Manual for Uncoated Stress Relieved Strand for Prestressed Concrete provides general guidelines for various aspect related to certification of the above product. This document is intended for internal use by BIS officers only.
5
TABLE OF CONTENTS
Section No Title Pages ------ Amendment Sheet 01 ------ Foreword 02 ------ Table of Contents 03
1 Product Description 1.1 Product Description 04
1.2 Latest Indian Standard Number with Product Title and Number of Amendments 04 1.3 List of referred Indian Standards for raw materials / components and test methods 04 1.4 Check-list for submission of an application for grant of licence 05-06
2 Raw Materials / Components 2.1 List of important Raw Materials 07
3 Manufacturing Process and In-process Quality Controls 3.1 Description of Manufacturing Process(es) 08
3.2 Infrastructure for production 08 4 Certification Criteria
4.1 Identification of Critical Requirements of the Indian Standard 09 4.2 Scheme of Testing and Inspection 10-14 4.3 Marking Fee Rates 15 4.4 Grouping Guidelines, if any 15 4.5 Guidelines for writing Scope of Licence 15 4.6 Guidelines for Inclusion of new Varieties 15 4.7 Sample size, including guidelines for drawal of separate samples when samples are
required to be sent to different labs for testing 15
4.8 Manner of Sealing of Sample(s) 15 4.9 Whether remnants of sample(s) are returnable / non-returnable, to be scrapped / used,
to be deshaped before disposal In case of safety items), any other precaution required for dealing with remnants
15
4.10 Procedure to be followed for destroying / deshaping / recycling the product that does not meet the quality parameters during regular production
15
5 Inspection and Testing 5.1 Packing Material requirement (for Packing / Dispatch of Samples) 15
5.2 List of Test Equipment / Facilities with requirement and frequency of Calibration 15 5.3 Status of Test Facilities in BIS Labs and OSLs with Testing Charges, and
approximate time required for testing by BIS labs / OSLs 15-17
5.4 Whether GOL will be based on Factory testing basis or Independent testing basis or Mixed (factory testing basis plus independent testing of some raw materials)
17
5.5 Tests to be carried out in the Factory in case of Applicant / Verification Samples / Surveillance / Market Samples / Raw Material Samples to be got tested, if any
17
6
Section I: Product Description
1.1 Description of Product(s)
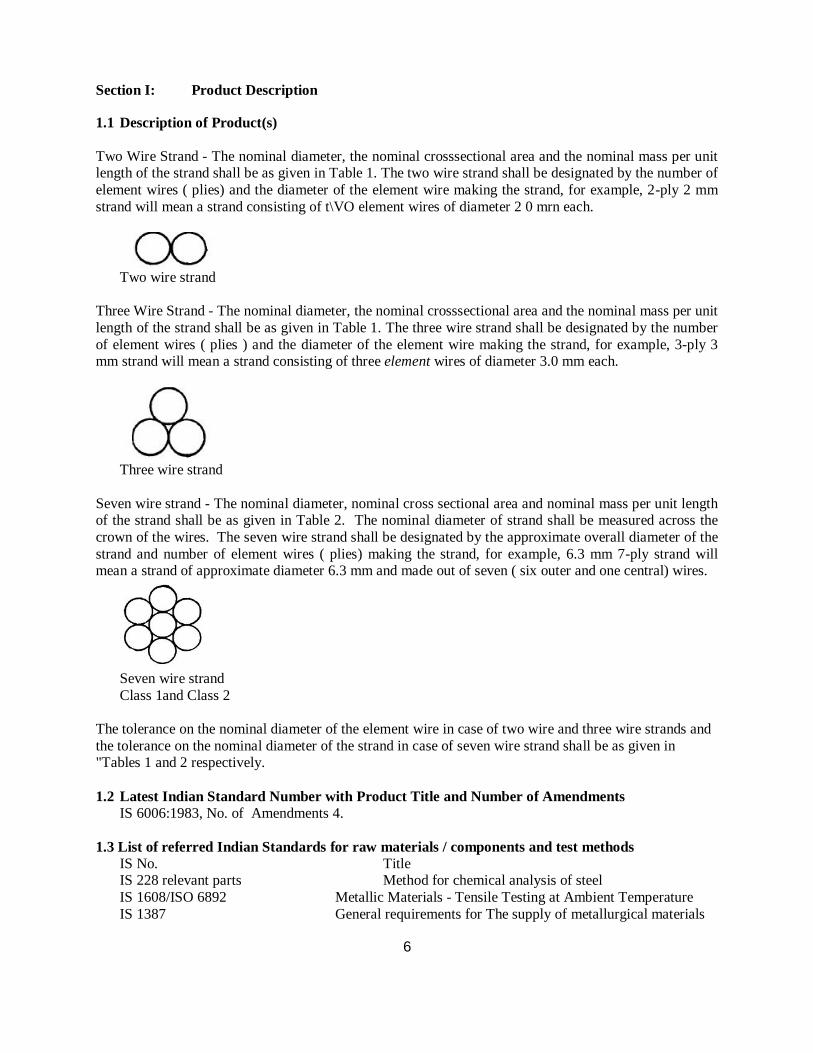
Two Wire Strand - The nominal diameter, the nominal crosssectional area and the nominal mass per unit length of the strand shall be as given in Table 1. The two wire strand shall be designated by the number of element wires ( plies) and the diameter of the element wire making the strand, for example, 2-ply 2 mm strand will mean a strand consisting of t\VO element wires of diameter 2 0 mrn each.
Two wire strand
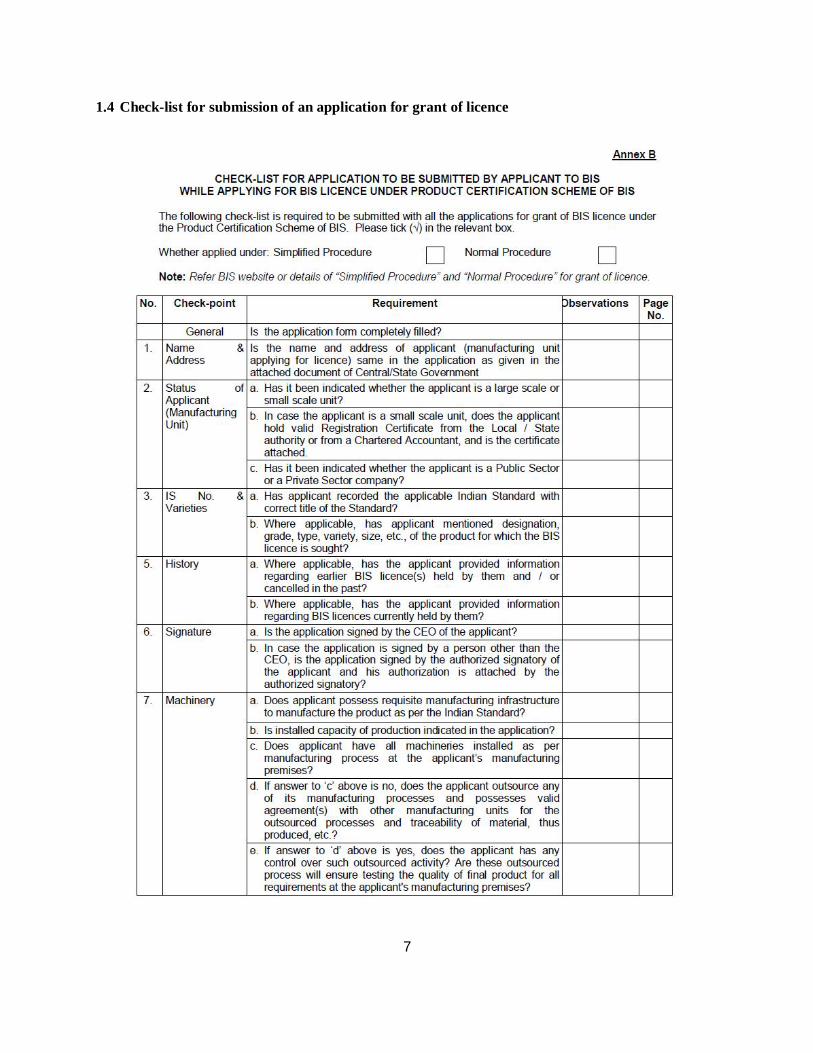
Three Wire Strand - The nominal diameter, the nominal crosssectional area and the nominal mass per unit length of the strand shall be as given in Table 1. The three wire strand shall be designated by the number of element wires ( plies ) and the diameter of the element wire making the strand, for example, 3-ply 3 mm strand will mean a strand consisting of three element wires of diameter 3.0 mm each.
Three wire strand
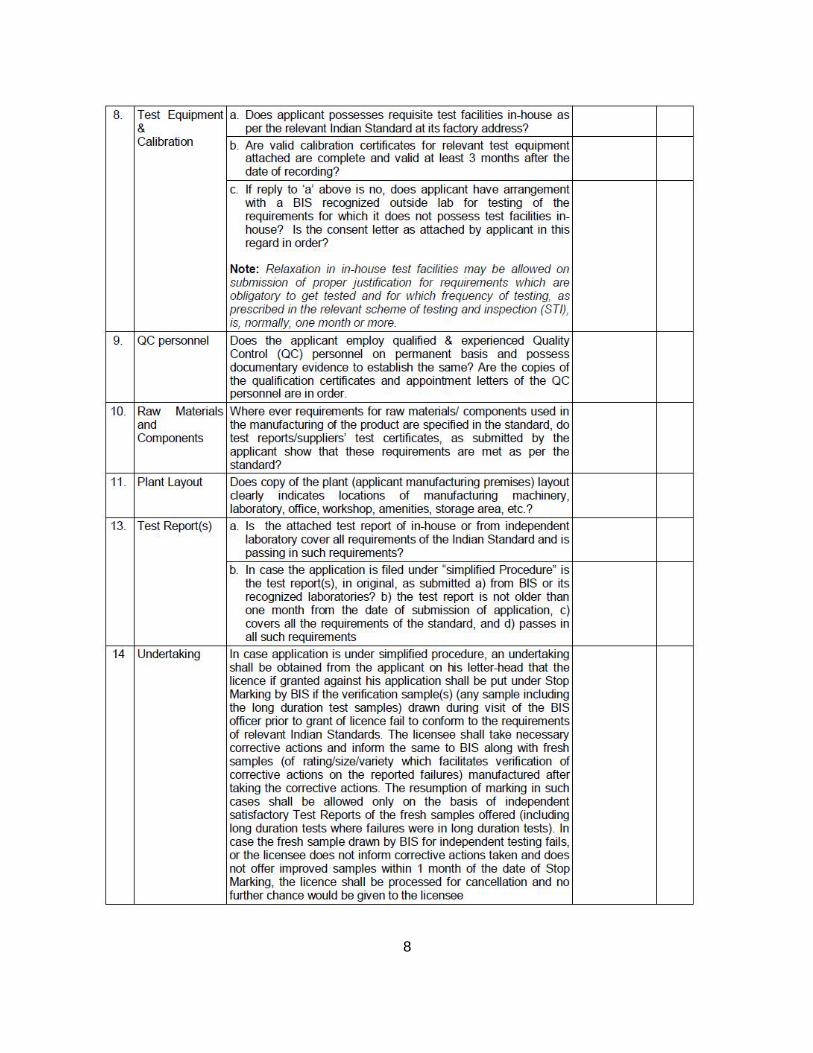
Seven wire strand - The nominal diameter, nominal cross sectional area and nominal mass per unit length of the strand shall be as given in Table 2. The nominal diameter of strand shall be measured across the crown of the wires. The seven wire strand shall be designated by the approximate overall diameter of the strand and number of element wires ( plies) making the strand, for example, 6.3 mm 7-ply strand will mean a strand of approximate diameter 6.3 mm and made out of seven ( six outer and one central) wires.
Seven wire strand Class 1and Class 2
The tolerance on the nominal diameter of the element wire in case of two wire and three wire strands and the tolerance on the nominal diameter of the strand in case of seven wire strand shall be as given in "Tables 1 and 2 respectively. 1.2 Latest Indian Standard Number with Product Title and Number of Amendments
IS 6006:1983, No. of Amendments 4. 1.3 List of referred Indian Standards for raw materials / components and test methods
IS No. Title IS 228 relevant parts Method for chemical analysis of steel IS 1608/ISO 6892 Metallic Materials - Tensile Testing at Ambient Temperature IS 1387 General requirements for The supply of metallurgical materials
7
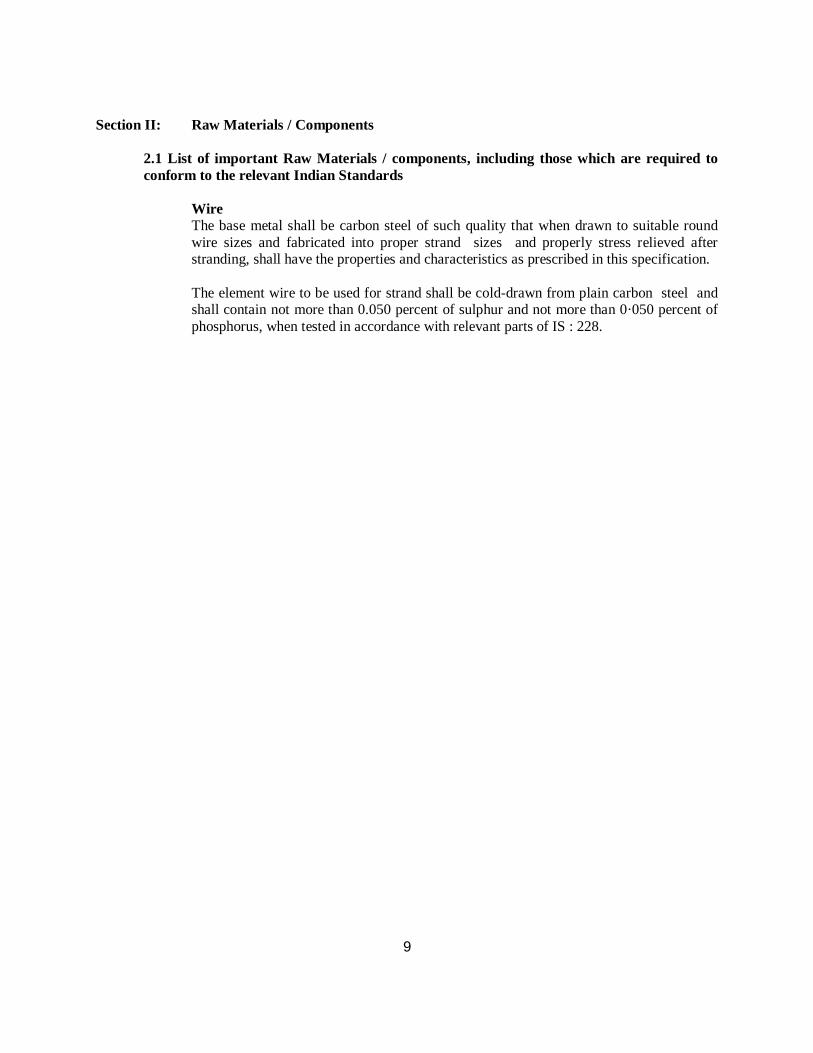
1.4 Check-list for submission of an application for grant of licence
8
9
Section II: Raw Materials / Components
2.1 List of important Raw Materials / components, including those which are required to conform to the relevant Indian Standards
Wire The base metal shall be carbon steel of such quality that when drawn to suitable round wire sizes and fabricated into proper strand sizes and properly stress relieved after stranding, shall have the properties and characteristics as prescribed in this specification. The element wire to be used for strand shall be cold-drawn from plain carbon steel and shall contain not more than 0.050 percent of sulphur and not more than 0·050 percent of phosphorus, when tested in accordance with relevant parts of IS : 228.
10
Section III: Manufacturing Process and In-process Quality Controls
3.1 Description of Manufacturing Process(es)
Wire
The wire used in the manufacture of the strand shall be well and cleanly drawn to the specified dimensions and shall be sound and free from splits, surface flaws, piping, and any other defects likely to impair its use in the manufacture of the strand and the performance of the strand -in prestressed concrete.
Strand The seven wire strand shall have a centre wire at least 1.5 percent greater in diameter than the surrounding wires enclosed tightly by six helically placed outer wires with a uniform length of lay of at least 12 times but not more than 16 times of the nominal diameter of the strand. The length of lay for the two and three wire strands shall be uniform throughout and shall be 24 to 36 times the diameter of element wire. The wires in the strand shall be so formed that they shall not unravel when the strand is cut and they shall not fly out of position when the strand is cut without seizing.
Joint-There shall be no strand joints or strand splices in any length of the completed strand unless specifically permitted by the purchaser. During process of manufacture of individual wires for stranding, welding is permitted only prior to or at the size of the last heat treatment ( patenting ). During fabrication of the 7 wire strand, butt-welded joints maybe made in the individual wires, provided there is not more than one such joint in any 45 m section of the completed strand.
Note - When specifically ordered as weldless grade, a product free of welds shall be supplied. When this grade is specified, no welds or joints are permitted except as detailed in 3.3.2 of the specification.
Stress Relieving or Strand - After stranding, all strands shall be subjected to a stress-relieving. Stress relieving shall be carried out as a continuous process on a length of strand by uncoiling and running through any suitable form of heating to produce the prescribed mechanical properties. Temper colours, which may result front the stress-relieving operation, shall be considered normal for the finished appearance of the strand. After stress relieving, the strand shall be reformed into coils or wound on to reels, having core diameter of sufficient size and in any case not less than 600 rom to ensure that the strand will layout straight.
The finished strand shall be uniform in diameter and shall be free from injurious flaws and imperfections. The strand shall not be oiled or greased. Slight rusting, provided it is not sufficient to cause pits visible to the naked eye, shall not be a cause for rejection.
Typical Flow chart: Wire Winding on bobbin on winding machine Stranding Stress relieving 3.2 Infrastructure for production
i) Stranding Machine, ii) Bobbin winding machine, iii) Stress Relieving Furnace with Lead Bath
11
Section IV: Certification Criteria
4.1 Identification of Critical Requirements of the Indian Standard Breaking Strength - The breaking load of finished stress relieved strand determined in accordance with 7.1, shall not be less than the values given in Table 3 of specification. Proof Load - The 0.2 percent proof load of the strand tested in accordance with 7.2, shall be not less' than the values specified in Table 3 of the specification Elongation - Elongation of the strand measured on a gauge length of not less than 600 rom by means of a suitable extensometer attached to the test piece shall be not less than 3·5 percent immediately prior to fracture of any of the component wire Relaxation - The relaxation stress in the wire, when tested in accordance with 7.4 shall not exceed 5percent of the initial stress as specified in 7.4 at the end of 1 000 h. Alternatively the manufacturer shall provide proof that the quality of wire supplied is such as to comply with this requirement.
12
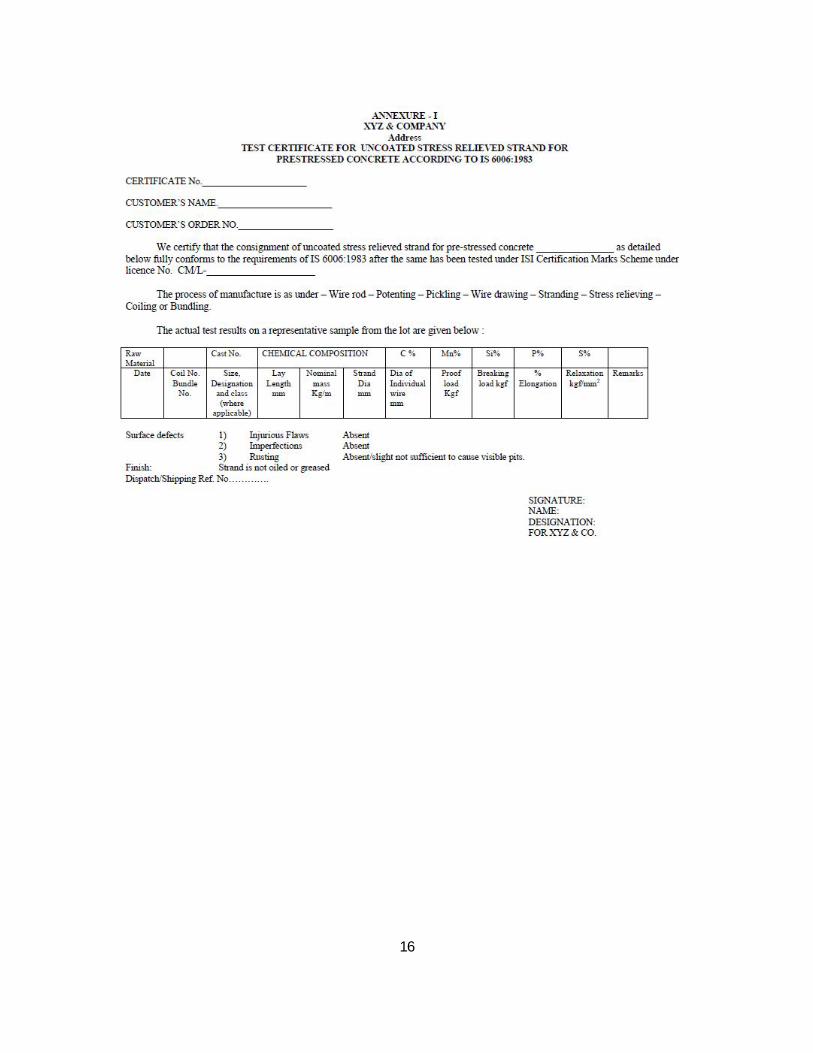
4.2 Scheme of Testing and Inspection: DOC/STI/6006/3/September 1985
13
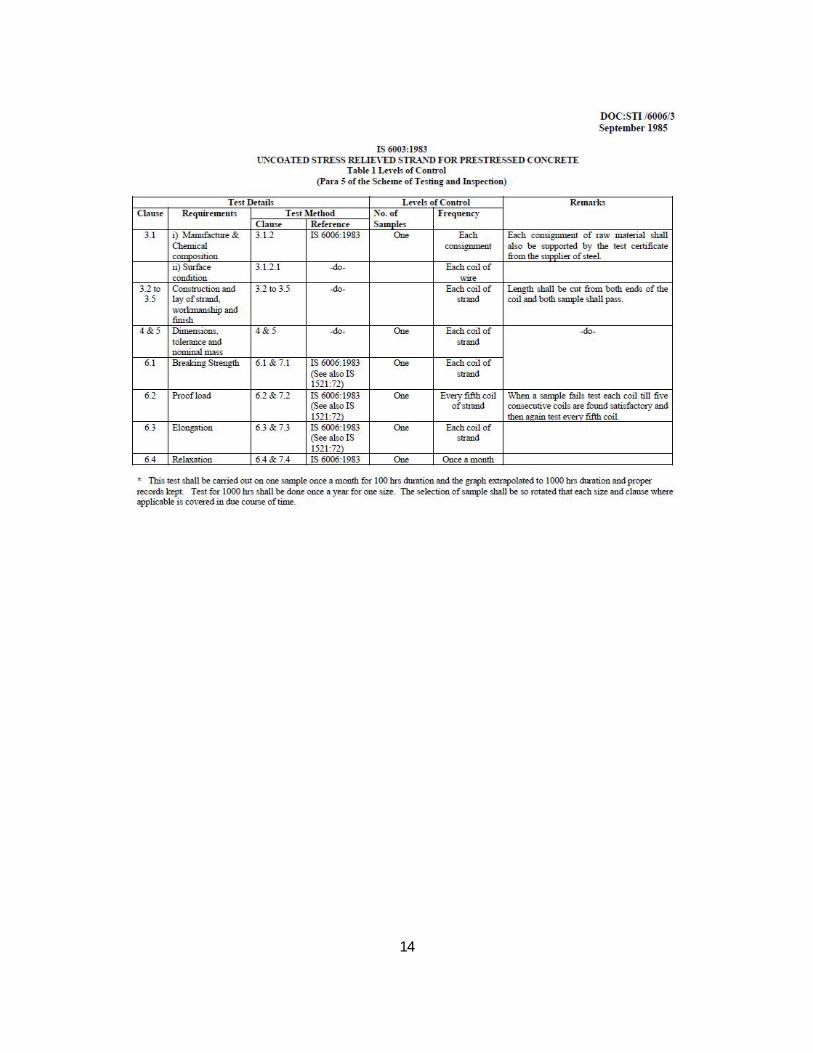
14
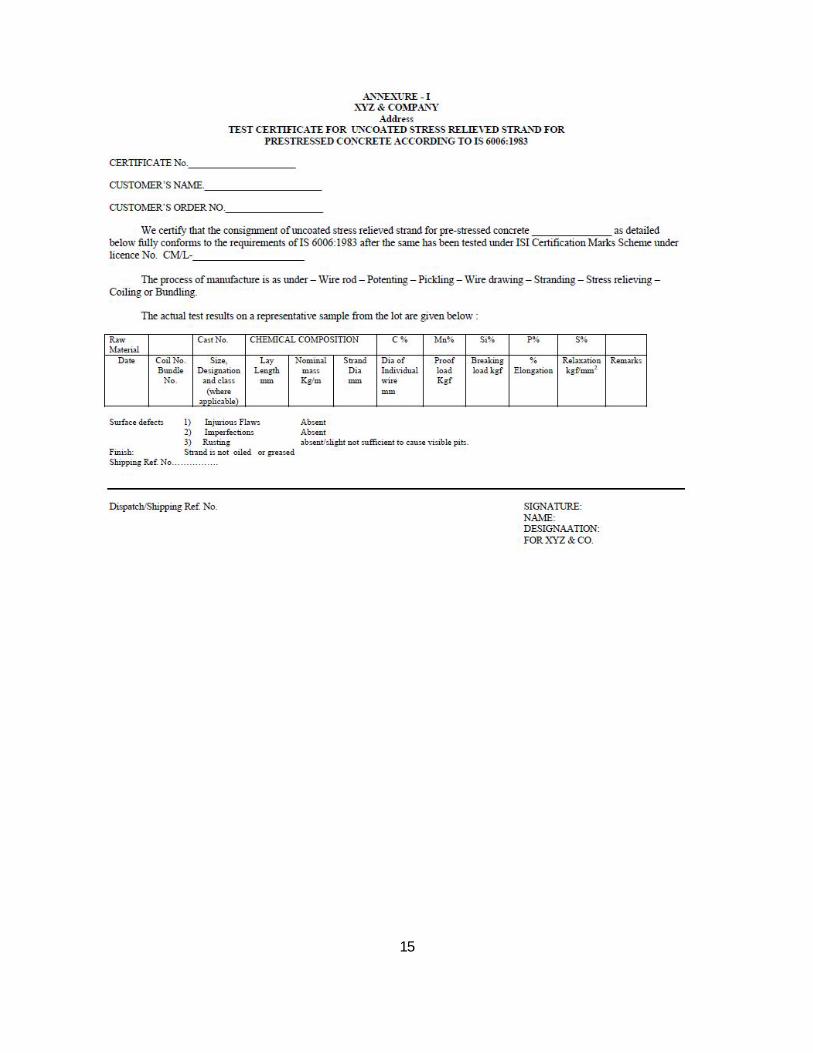
15
16
17
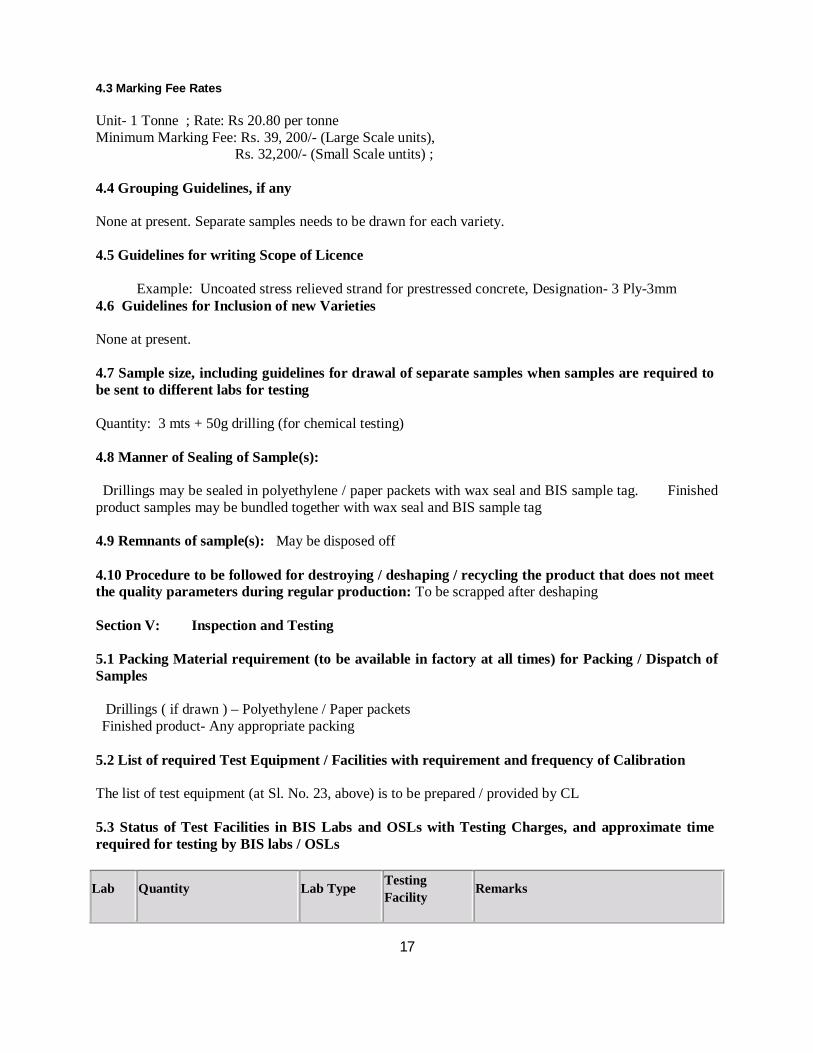
4.3 Marking Fee Rates Unit- 1 Tonne ; Rate: Rs 20.80 per tonne Minimum Marking Fee: Rs. 39, 200/- (Large Scale units), Rs. 32,200/- (Small Scale untits) ; 4.4 Grouping Guidelines, if any None at present. Separate samples needs to be drawn for each variety. 4.5 Guidelines for writing Scope of Licence
Example: Uncoated stress relieved strand for prestressed concrete, Designation- 3 Ply-3mm 4.6 Guidelines for Inclusion of new Varieties None at present. 4.7 Sample size, including guidelines for drawal of separate samples when samples are required to be sent to different labs for testing Quantity: 3 mts + 50g drilling (for chemical testing) 4.8 Manner of Sealing of Sample(s): Drillings may be sealed in polyethylene / paper packets with wax seal and BIS sample tag. Finished product samples may be bundled together with wax seal and BIS sample tag 4.9 Remnants of sample(s): May be disposed off 4.10 Procedure to be followed for destroying / deshaping / recycling the product that does not meet the quality parameters during regular production: To be scrapped after deshaping Section V: Inspection and Testing 5.1 Packing Material requirement (to be available in factory at all times) for Packing / Dispatch of Samples Drillings ( if drawn ) – Polyethylene / Paper packets Finished product- Any appropriate packing
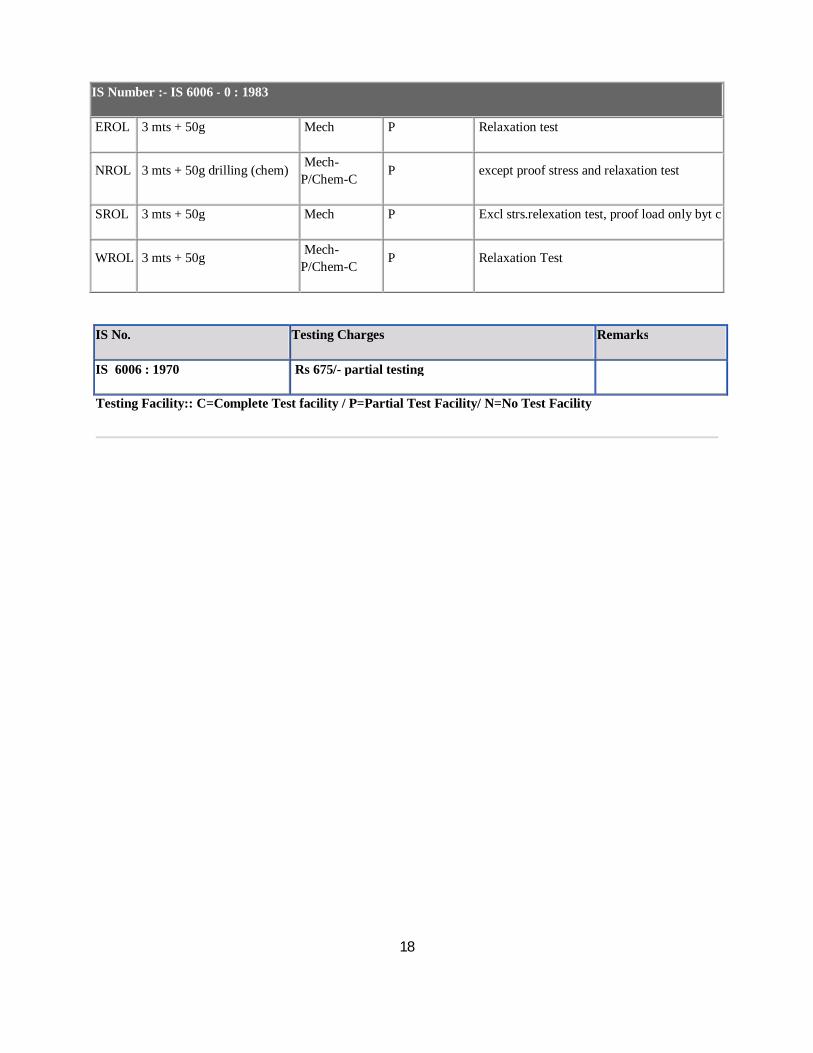
5.2 List of required Test Equipment / Facilities with requirement and frequency of Calibration The list of test equipment (at Sl. No. 23, above) is to be prepared / provided by CL 5.3 Status of Test Facilities in BIS Labs and OSLs with Testing Charges, and approximate time required for testing by BIS labs / OSLs
Lab Quantity Lab Type Testing Facility
Remarks
18
IS Number :- IS 6006 - 0 : 1983
EROL 3 mts + 50g Mech P Relaxation test
NROL 3 mts + 50g drilling (chem) Mech-P/Chem-C
P except proof stress and relaxation test
SROL 3 mts + 50g Mech P Excl strs.relexation test, proof load only byt c
WROL 3 mts + 50g Mech-P/Chem-C
P Relaxation Test
IS No. Testing Charges Remarks
IS 6006 : 1970 Rs 675/- partial testing
Testing Facility:: C=Complete Test facility / P=Partial Test Facility/ N=No Test Facility
19
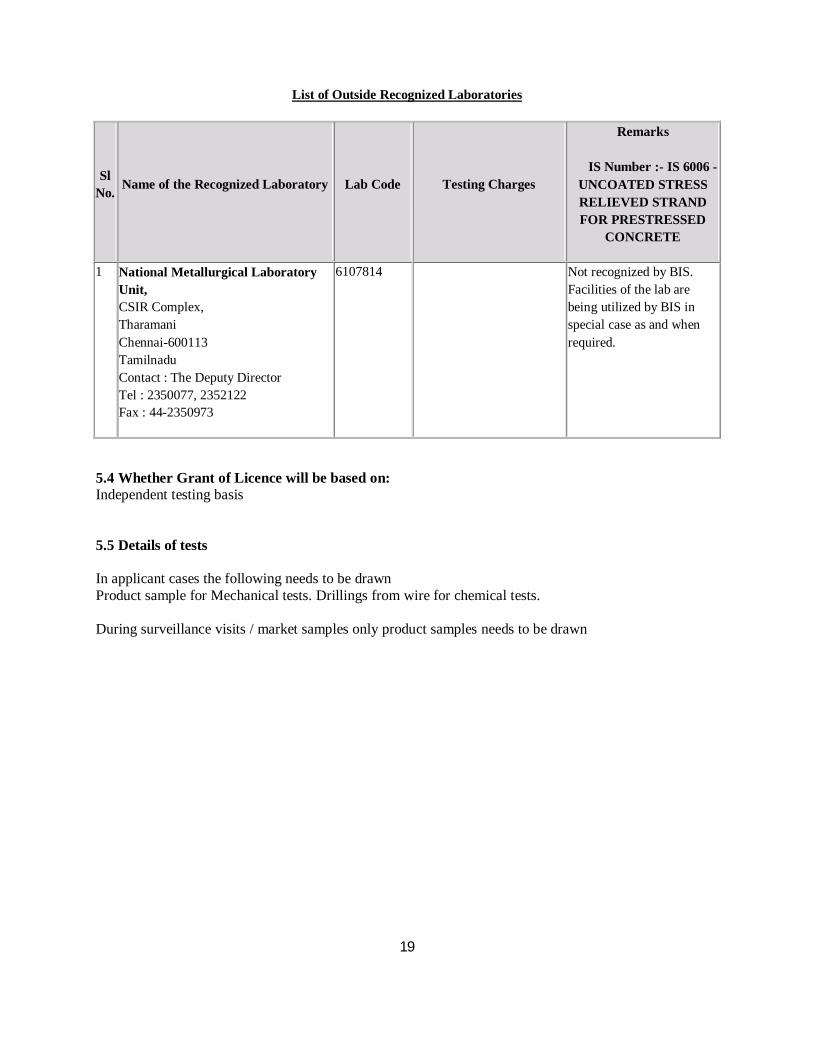
List of Outside Recognized Laboratories
Sl No. Name of the Recognized Laboratory Lab Code Testing Charges
Remarks
IS Number :- IS 6006 - UNCOATED STRESS RELIEVED STRAND FOR PRESTRESSED
CONCRETE
1 National Metallurgical Laboratory Unit, CSIR Complex, Tharamani Chennai-600113 Tamilnadu Contact : The Deputy Director Tel : 2350077, 2352122 Fax : 44-2350973
6107814 Not recognized by BIS. Facilities of the lab are being utilized by BIS in special case as and when required.
5.4 Whether Grant of Licence will be based on: Independent testing basis 5.5 Details of tests In applicant cases the following needs to be drawn Product sample for Mechanical tests. Drillings from wire for chemical tests. During surveillance visits / market samples only product samples needs to be drawn