pótvizsga hegesztési alapismeretek 2019 · 9 egyoldali tompa y varrat 10 egyoldali tompa ½ y...
TRANSCRIPT
Pótvizsga hegesztési alapismeretek 2019
Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva.
+ 1db szóbeli feladat megoldása az alábbi feladatokból.
1. Beszéljen arról, hogy a fémek egyik fontos technológiai tulajdonságát, a
hegeszthetőségét figyelembe véve milyen ömlesztő hegesztőeljárást, milyen feladat
elvégzéséhez választana!
– Hegesztési eljárások csoportosítása, az ömlesztő és a sajtoló hegesztések főbb
jellemzői.
– Az ömlesztő hegesztőeljárások elve, alkalmazási területük.
– Az ömlesztő hegesztőeljárások nemzetközi szabványos jelölése.
– A hegeszthetőség fogalma, a jól hegeszthető ötvözetlen szerkezeti acél vegyi
összetétele, szilárdsági jellemzői.
– A hegesztés környezetszennyező hatásai és ellenük való védekezés módszerei.
2. Milyen hegesztési előkészítő műveleteket ismer?
– A hegesztett kötés típusai, a hegesztési varrat fajtái és jelölésük.
– Az élkialakítás adatainak megadása a hegesztési utasításban (a WPS lapon).
– A hegesztendő felület tisztításának és síkba állításának célja, módszerei.
– A fűzővarratok méretei, elhelyezésének általános szabályai.
– A munkadarab előkészítéséhez használt eszközök baleseti veszélyei.
3. Beszéljen arról, hogy a hegesztést követően milyen deformációk, feszültségek,
alakváltozások jelentkezhetnek!
– A hegesztési varratokban ébredő feszültségek kialakulásának oka, csökkentésének
lehetőségei.
– A hegesztést követő deformációk megjelenési formái.
– A hegesztési alakváltozások elkerülésének, csökkentésének lehetőségei, eszközei.
– A hegesztési hő hatása az alapanyagra.
– A hegesztési varratok javításához használt szerszámok, elektromos kisgépek
biztonságtechnikája.
4. A fajlagos hőbevitel fogalma, meghatározása.
A hegesztés fő paramétereinek meghatározása.
A hegesztési helyzetek értelmezése és jelölése.
Az áramerősség, a feszültség, a hegesztési sebesség és a védőgáz hatása a varrat
alakjára.
Feladatlap
Igaz hamis állítások:
1. A hegesztési él a munkadarabnak a hegesztés helyéül kijelölt és megfelelően
kialakított él felülete.
2. A hegesztési él a hegesztés során kialakult varratfelület metszete.
3. A hegesztési varrat helyzetét a térben elfoglalt helyzete és a hegesztés iránya
határozza meg.
4. Az illesztés során a munkadarabok irányát határozzuk meg.
5. Az illesztés a munkadarabok összetartozó éleinek hegesztéshez való beállítása.
6. Illesztési hézag az illesztett élek közti távolság nagysága.
7.
Karikázd be a helyes válaszokat.
1. A fűzés célja: az illesztett elemek rögzítése.
2. A fűzésnél soha nem alkalmazunk illesztési hézagot.
3. A fűzővarratokat a végleges varrat elkészítése előtt meg kell tisztítani.
4. A fűzővarratok lerakási sorrendje tetszőleges.
5. A fűzővarratok nem mindig lesznek a tényleges varrat részei.
6. A fűzővarratok hosszát gyakoriságát a WPS lapban rögzíteni nem fontos.
7. A fűzés sorrendje nem lehet tetszőleges.
8. A hegesztés megkezdése előtt a repedt fűzővarratokat eltávolítani nem kell.
Fűzővarratok elhelyezésének sorrendje: Jelöld számokkal 1..2..3 stb.

A meghatározások elé írd a megfelelő számot.
Hegesztési helyzetek: 1 PA Haránt vízszintes
2PB Függőleges felfelé
3PC Vízszintes vályúhelyzet
4PD Függőleges lefelé
5PE Fejfeletti sarok varrat
6PF Álló vízszintes sarokvarrat
7PG Tompa fejfeletti varrat
8H-L045 45 fokos dőlésszögű cső.
Hegesztési varratok alapjelei: Párosítsd a számhoz a megfelelő megoldást.
1 Egyoldali tompa I varrat.
2 Kétoldali tompa I varrat
3 Egyoldali tompa V varrat
4 Egyoldali tompa fél V varrat
5 Kettős V varrat.
6 Kettős ½ V varrat
7 Meredekfalú tompa V varrat.
8 Meredekfalú tompa ½ V varrat
9 Egyoldali tompa Y varrat
10 Egyoldali tompa ½ Y varrat
11 Kettős Y varrat
12 Kettős ½ Y varrat
13 Egyoldali tompa U varrat
14 Egyoldali tompa ½ U varrat
15 Kettős U varrat
16 Kettős ½ U varrat
17 Sarok varrat
18 Horonyvarrat
19 Ponthegesztett pontvarrat
20 Vonalhegesztés vonalvarrat
Varratfelület alakja:
21 Sík
22 Domború
23 Homorú
24 Körbemenő varrat
25 Szerelési varrat
26 Varratátmenet éles sarok nélkül
27 Alátét alkalmazása
28 Olvadó betét alkalmazása
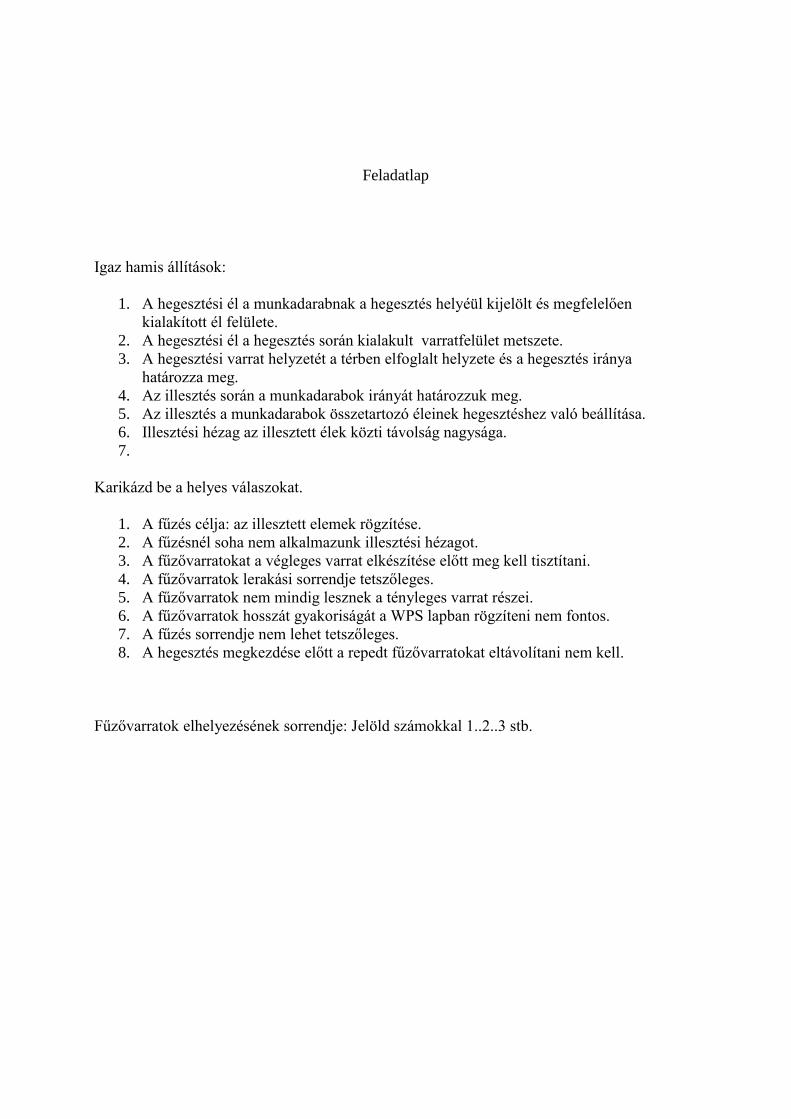
6. feladat Összesen: 6 pont
A hegesztési varrat élkialakítása és illesztése látható az ábrán. Helyezze el az ábra
megfelelő méretvonalaira az alábbi elnevezések betűjelét! a – nyílásszélesség
b – illesztési hézag (gyökhézag)
c – élgyök orrmagasság (gyökváll)
α – nyílásszög
α/2 – leélezési szög (élszög)
k – leélezési magasság
Hegesztési Feszültségek alakváltozások 2015
1. Feladat 5 pont
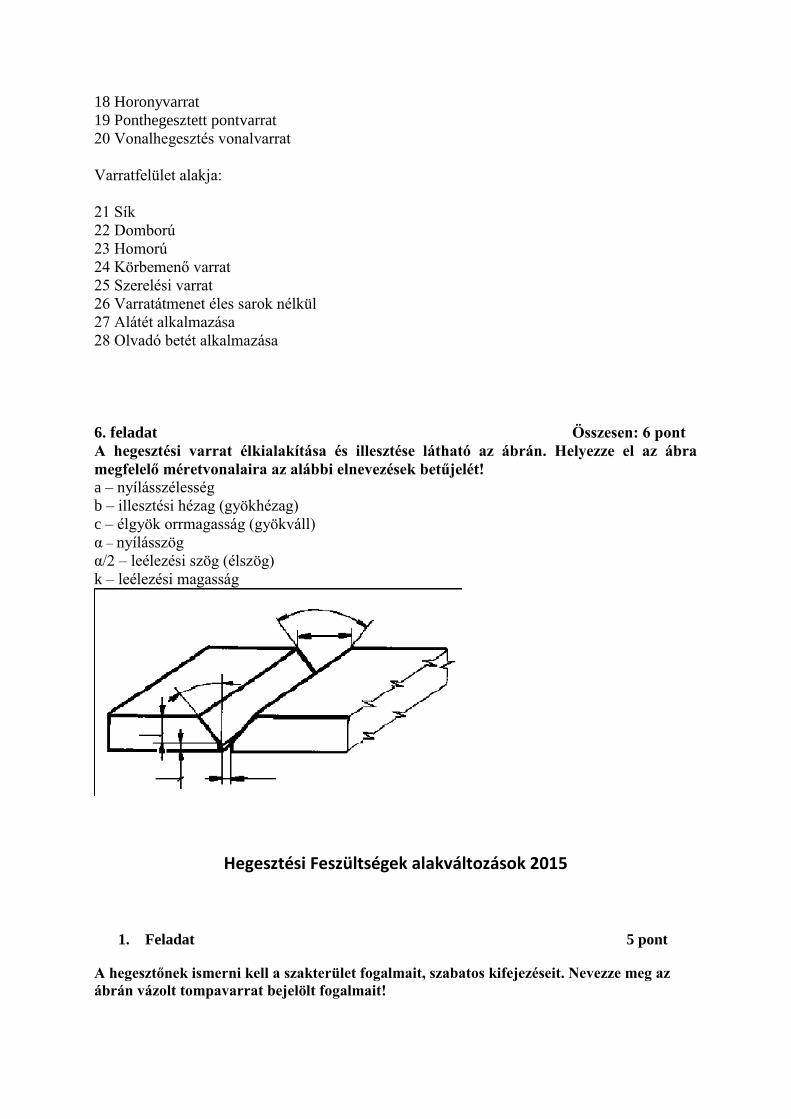
A hegesztőnek ismerni kell a szakterület fogalmait, szabatos kifejezéseit. Nevezze meg az
ábrán vázolt tompavarrat bejelölt fogalmait!
2.Az acélokat széntartalmuk szerint különböző csoportokba soroljuk. Határozza meg,
hogy az alábbi csoportok C-tartalma mettől- meddig tart! 6. pont
a) Szerkezeti acél C tartalma:…………………………………………………………………
b) Szerszámacél C-tartalma:………………………………………………………………….
c) Jól hegeszthető szerkezeti acél C-tartalma:………………………………………………..
3. Összeolvadási hiánynak tekinthető
a,) az üreg és a salakzárvány.
b,) az alapanyag és varrat nem megfelelő összeolvadása.
c.) a túlzott gyökoldali varratdudor.
4. feladat 9 pont
A hegesztési feszültségek által létrehozott alakváltozások általában háromféle
deformációban jelennek meg. Nevezze meg a deformációkat, és vázlattal példán
mutassa be azokat!
A deformációk: ……………………………………………………
2 pont
5. feladat. Mire utal, ha szakítóvizsgálatkor a hegesztett kötés az alapanyagban szakadt? a) Hibásan vették ki a próbatestet.
b) A kötés szilárdságilag nem volt megfelelő.
c) A kötés szilárdságilag megfelelő volt.
6. feladat. Egészítsd ki a mondatot. 4 pont
1. A keresztirányú zsugorodás, a varrat hossz tengelyére…………………alakváltozás,
mely következtében az összekötendő elemek egymáshoz …………………kerülnek.
2. A szögzsugorodás jellemzője az egyik elem síkján belüli………….elfordulás.
3. A hosszirányú zsugorodás a varrat …………………………. mentén létrejövő
méretcsökkenés.
7. feladat
Fémek Hő tágulása
1.………………………………………….irányú hő tágulás. 2 pont
Jellemzői: 3 pont
Példák: 2 pont
Rajt + pont
2…………………………. hő tágulás. 2 pont
Jellemzői: 3 pont
Példák: 2 pont
Rajz + pont
ÍRÁSBELI FELADAT
Szakképesítés: 34 521 06 Hegesztő

A
Elérhető pontszám: 100 pont
1. Feladat 3x2 pont / 6 pont
Határozza meg a hegesztés fogalmát, valamint az ömlesztő és sajtoló hegesztés lényegét! A hegesztés:
Ömlesztő hegesztés:
Sajtoló hegesztés:
2. Feladat 4x2 pont / 8 pont
A hegesztési szakma területéről az alábbiakban öt megállapítás olvasható, ezek nem
mindegyike helytálló. Jelölje meg az állításokat igaz (I) vagy hamis (H) betűkkel!
- Az elektróda méretét a maghuzal átmérőjével adjuk meg. ….
- A Mn és a Si a szerkezeti acél szennyező elemei. ….
- A transzformátor egyenáramú áramforrás. ….
- A fogyóelektródás hegesztő-áramforrásnak eső jelleggörbéje van. ….
3. Feladat 3 pont
A fűzővarrat hosszúsága általában a t lemezvastagság függvényében
a) t hosszúságú.
b) 2–5 t hosszúságú.
c) 10 t hosszúság
4. Feladat 3x2 pont / 6 pont
A hegesztett szerkezet rajzán a hegesztési pozíciót szabványos nemzetközi jelöléssel
azonosítják. Vázolja le az alábbi hegesztési helyzeteket!
Elért pontszám
Aláírás
Cső BW kötése PJ
pozícióban:
Cső BW kötése PH
pozícióban:
Lemez FW kötése PB
pozícióban:
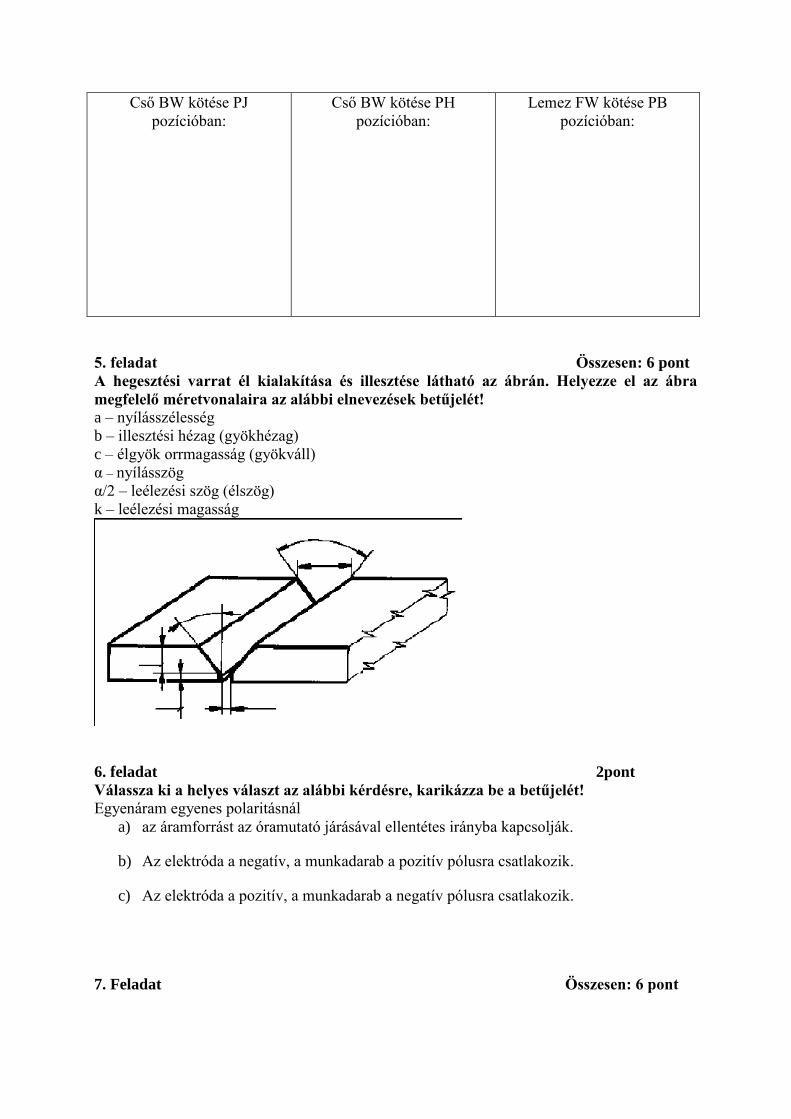
5. feladat Összesen: 6 pont
A hegesztési varrat él kialakítása és illesztése látható az ábrán. Helyezze el az ábra
megfelelő méretvonalaira az alábbi elnevezések betűjelét! a – nyílásszélesség
b – illesztési hézag (gyökhézag)
c – élgyök orrmagasság (gyökváll)
α – nyílásszög
α/2 – leélezési szög (élszög)
k – leélezési magasság
6. feladat 2pont
Válassza ki a helyes választ az alábbi kérdésre, karikázza be a betűjelét!
Egyenáram egyenes polaritásnál
a) az áramforrást az óramutató járásával ellentétes irányba kapcsolják.
b) Az elektróda a negatív, a munkadarab a pozitív pólusra csatlakozik.
c) Az elektróda a pozitív, a munkadarab a negatív pólusra csatlakozik.
7. Feladat Összesen: 6 pont

Egészítse ki az alábbi táblázatban a hegesztési pozíciók elnevezését és jelölését!
Hegesztési helyzet Jelölés Hegesztési helyzet Jelölés
Függőleges felfelé
hegesztés
PB
J-L045
Függőleges lefelé
hegesztés
Falmenti (haránt)
hegesztés
Fejfeletti sarokvarrat
hegesztése
a
b
c
d
e
f
8. feladat 2 pont
Melyek a hegesztéshez szükséges kollektív védőfelszerelések?
Karikázza be a helyes válasz betűjelét az alábbi kérdésben.
a) Elszívó berendezés, bőrkötény, szigetelt elektródafogó.
b) Pajzs, bőrkötény, bőrkesztyű.
c) Elszívó berendezés, térelválasztó falak, paravánok
9. Feladat 7 pont
A hegesztő szakma területéről az alábbiakban hét megállapítás olvasható, ezek nem
mindegyike helytálló. Jelölje meg az állításokat I (igaz) H (hamis) betűkkel!
Az alumíniumot AVI eljárással, váltakozó árammal hegesztik. …….
A 100% -os szén-dioxid-védőgáz szabványos jele: M12 …….
A Hegesztési utasítás nemzetközi jelölése: WPQR …….
A plazmahegesztés a sajtolóhegesztések csoportjába tartozik. ……
A bevont elektródás kézi ívhegesztés nemzetközi szám jele 111. ..….
A sárgaréz gázhegesztésekor semleges lángot állítunk. ……
A gyökutánhegesztett varratot a rajzon a varratjel alatt egy vízszintes vonal mutatja. …...
10. Feladat 3 pont
Válassza ki az alábbi esetek közül a jól hegeszthető szerkezeti acél öt fő elemének
értékét! Karikázza be a helyes válasz betűjelét!
a) C max=0,25%; Mn=0,8% Si=0,5% Smax ill. Pmax=0,04%
b) C max=0,025%; Mn=0,5% Si=0,8% Smax ill. Pmax=0,25%
c) C max=2%; Mn=0,6% Si=0,5% Smax ill. Pmax=0,05%
11. Feladat mindösszesen: 13 pont
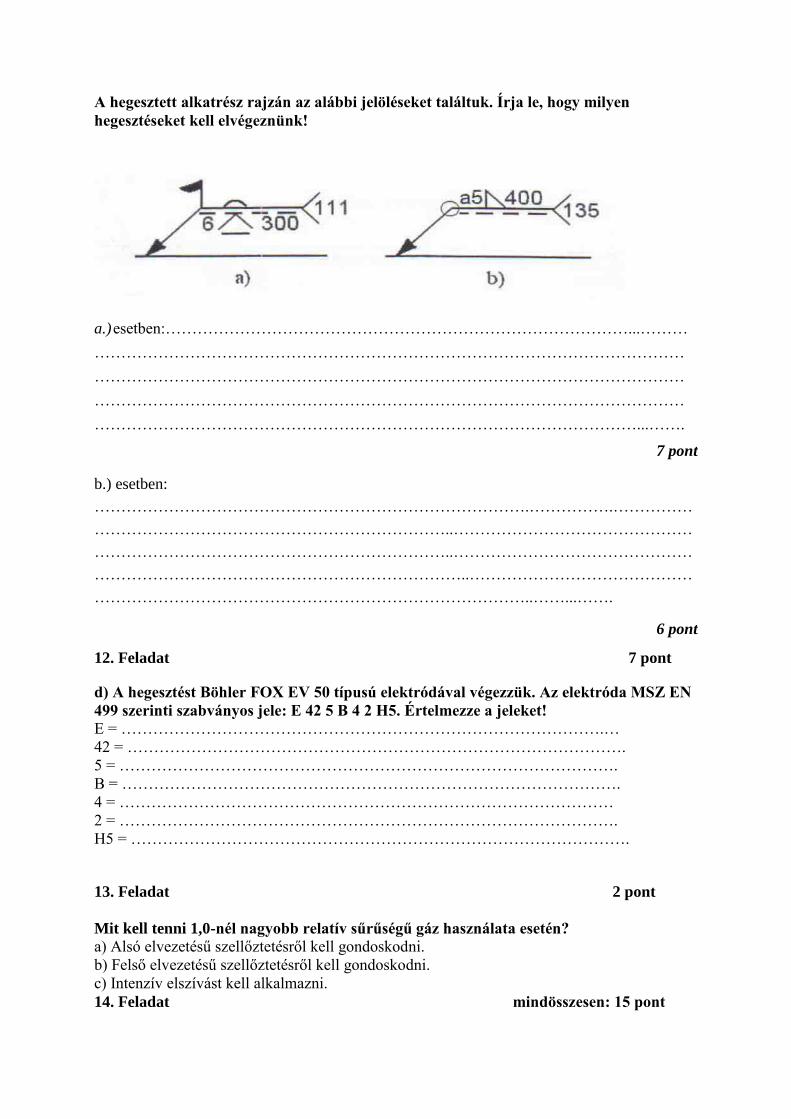
A hegesztett alkatrész rajzán az alábbi jelöléseket találtuk. Írja le, hogy milyen
hegesztéseket kell elvégeznünk!
a.) esetben:……………………………………………………………………………...………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………...…….
7 pont
b.) esetben:
……………………………………………………………………….…………….……………
…………………………………………………………..………………………………………
…………………………………………………………..………………………………………
……………………………………………………………..……………………………………
………………………………………………………………………..……...…….
6 pont
12. Feladat 7 pont
d) A hegesztést Böhler FOX EV 50 típusú elektródával végezzük. Az elektróda MSZ EN
499 szerinti szabványos jele: E 42 5 B 4 2 H5. Értelmezze a jeleket! E = ……………………………………………………………………………….…
42 = ………………………………………………………………………………….
5 = ………………………………………………………………………………….
B = ………………………………………………………………………………….
4 = …………………………………………………………………………………
2 = ………………………………………………………………………………….
H5 = ………………………………………………………………………………….
13. Feladat 2 pont
Mit kell tenni 1,0-nél nagyobb relatív sűrűségű gáz használata esetén? a) Alsó elvezetésű szellőztetésről kell gondoskodni.
b) Felső elvezetésű szellőztetésről kell gondoskodni.
c) Intenzív elszívást kell alkalmazni.
14. Feladat mindösszesen: 15 pont

15. Feladat A WPS-lap: 2 pont
a) kísérleti hegesztési utasítás, melyről feltételezik, hogy a gyártónak megfelel, azonban
alkalmasságát még nem igazolták.
b) az adott hegesztési alkalmazáshoz szükséges olyan dokumentum, amely részletesen
tartalmazza az ismételhetőséget szavatoló paramétereket.
c) jegyzőkönyv, mely a próbadarab hegesztéséhez szükséges minden olyan adatot
tartalmaz, mely a jóváhagyáshoz szükséges
6. feladat 12 pont
A hegesztési feszültségek által létrehozott alakváltozások általában háromféle
deformációban jelennek meg. Nevezze meg a deformációkat, és vázlattal példán
mutassa be azokat!
A deformációk: ……………………………………………………
Elérhető összesen: 100 pont 0 - 50% = 0 - 50=1/ 51 - 60% = 51 - 60=2/ 61 - 70% = 61 -
70=3/ 71 - 80% = 71 - 80=4 81-100% = 81-100=5
ÍRÁSBELI FELADAT
Szakképesítés: 34 521 06 Hegesztő
B
Elérhető pontszám: 100 pont
Hegesztési alapismeret
1. Az iparban a hegesztő gyakorlati szakemberek az ömlesztő hegesztések négyféle
alapeljárását alkalmazzák munkájuk során. Írja be az alábbi táblázatba a
nemzetközi jelölésükkel felsorolt hegesztőeljárások mellé a szabatos
megnevezésüket! 4 pont
Jelölés A hegesztőeljárás megnevezése
111 a)
135 b)
141 c)
311 d)
2. feladat 6 pont
A hegesztett szerkezet rajzán a hegesztési pozíciót szabványos nemzetközi
jelöléssel azonosítják. Vázolja le az alábbi hegesztési helyzeteket!
PB lemezen FW/PD csövön FW/ PF lemezen
Elért pontszám
Aláírás

3. Hőhatás övezet fogalma. 5 pont
4. Az ábrán látható hegesztési alaphelyzetek betűjeleinek megfelelően írja le, a
hozzájuk tartozó elnevezéseket!
PD=2pont, PF= 4p, PG=3p, PC=3p, PA=3p, PB=2p
Össz: 17 pont PE Fejfeletti tompa U varrat, lemunkálva
PD:
PF:
PG:
PC:
PA:
PB:
5. Fajlagos hő bevitel fogalma. Példával / rajz/ 6 pont

6.feladat Fűzővarratok elhelyezésének sorrendje: Jelöld számokkal 1..2..3 stb. 6 pont
7. feladat 7 pont
A hegesztést Böhler FOX EV 50 típusú elektródával végezzük. Az elektróda MSZ EN 499
szerinti szabványos jele: E 42 5 B 4 2 H5. Értelmezze a jeleket!
E = ……………………………………………………………………………….…
42 = ………………………………………………………………………………….
5 = ………………………………………………………………………………….
B = ………………………………………………………………………………….
4 = …………………………………………………………………………………
2 = ………………………………………………………………………………….
H5 = ………………………………………………………………………………….
8. feladat Válassza ki a helyes választ az alábbi kérdésre! 2 pont
Mikor megfelelő a munkahely szellőzése?
a) Ha a légáramlás nem befolyásolja a hegesztőívet és a védőgázt
b) Ha a légcsere elég intenzív
c) Ha a hegesztő nem veszi észre a szellőztetést
9. Igaz – Hamis 8 pont
9. A fűzés célja: az illesztett elemek rögzítése.
10. A fűzésnél soha nem alkalmazunk illesztési hézagot.
11. A fűzővarratokat a végleges varrat elkészítése előtt meg kell tisztítani.
12. A fűzővarratok lerakási sorrendje tetszőleges.
13. A fűzővarratok nem mindig lesznek a tényleges varrat részei.
14. A fűzővarratok hosszát gyakoriságát a WPS lapban rögzíteni nem fontos.
15. A fűzés sorrendje nem lehet tetszőleges.
16. A hegesztés megkezdése előtt a repedt fűzővarratokat eltávolítani nem kell.
10. feladat Összesen: 6 pont
A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolja. Véleménye
szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke? Írja be a
mondatokba a megfelelő szavakat! A hegesztőáram növelésével a varrat mélysége ……………, a szélessége ……………….
A hegesztési feszültség növelésével a varrat mélysége ……………, a szélessége
……………
A hegesztési sebesség növelésével a varrat keresztmetszete ………………, a hegesztési
sebesség csökkentésével a varrat keresztmetszete ……………….
11. feladat Összesen: 6 pont
A hegesztett szerkezeteknél a készre hegesztést követően gyakran írnak elő
feszültségcsökkentő hőkezelést. Írja le a feszültségcsökkentő hőkezelés célját és
végrehajtásának folyamatát! A feszültségcsökkentő hőkezelés célja:
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
A végrehajtás menete:
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
12. feladat 12 pont
A hegesztőnek ismerni kell a szakterület fogalmait, szabatos kifejezéseit. Nevezze meg az
ábrán vázolt tompavarrat bejelölt fogalmait!

14. Feladat mindösszesen: 15 pont
Elérhető összesen: 100 pont 0 - 50% = 0 - 50=1/ 51 - 60% = 51 - 60=2/ 61 - 70% = 61 -
70=3/ 71 - 80% = 71 - 80=4 81-100% = 81-100=5
Összefoglaló feladatlap
Hegesztési feladatok
1. Hozaganyag: 2 pont
……………………………………………………………………………………………..
……………………………………………………………………………………………..
Gyökvarrat: 2 pont
……………………………………………………………………………………………..
……………………………………………………………………………………………..
14 pont
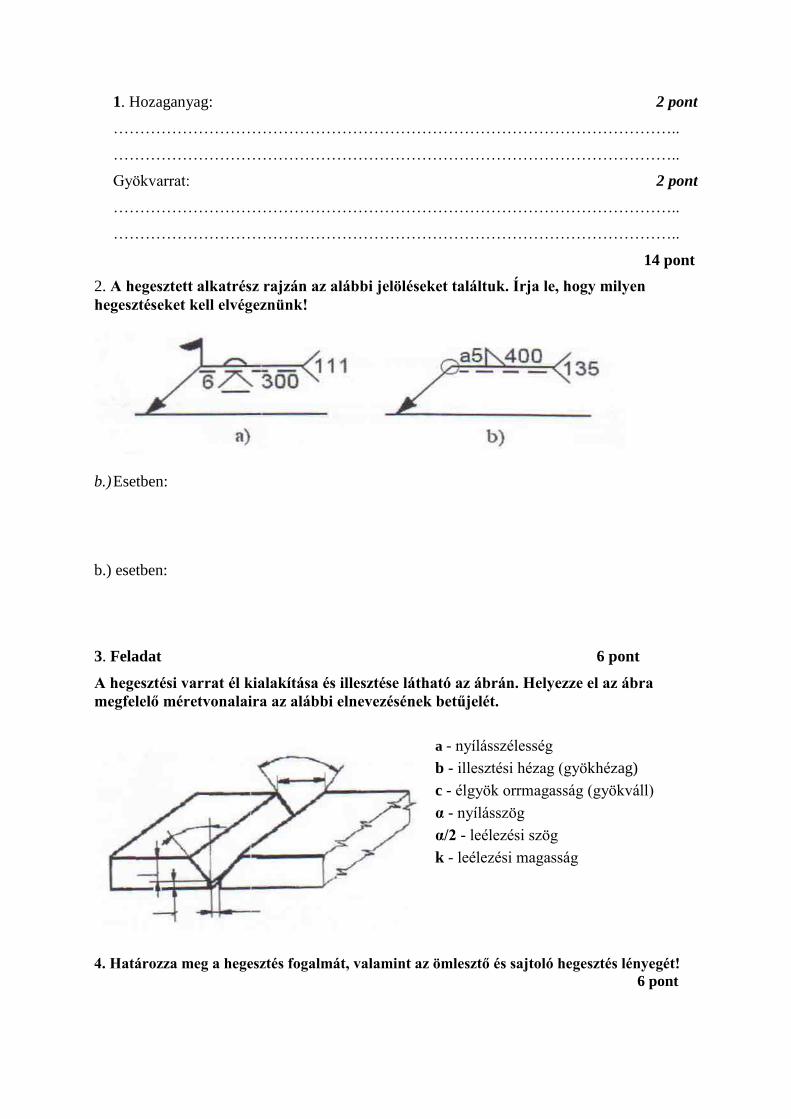
2. A hegesztett alkatrész rajzán az alábbi jelöléseket találtuk. Írja le, hogy milyen
hegesztéseket kell elvégeznünk!
b.) Esetben:
b.) esetben:
3. Feladat 6 pont
A hegesztési varrat él kialakítása és illesztése látható az ábrán. Helyezze el az ábra
megfelelő méretvonalaira az alábbi elnevezésének betűjelét.
a - nyílásszélesség
b - illesztési hézag (gyökhézag)
c - élgyök orrmagasság (gyökváll)
α - nyílásszög
α/2 - leélezési szög
k - leélezési magasság
4. Határozza meg a hegesztés fogalmát, valamint az ömlesztő és sajtoló hegesztés lényegét!
6 pont
A hegesztés:
Ömlesztő hegesztés:
Sajtoló hegesztés:
5. A hegesztett szerkezet rajzán a hegesztési pozíciót szabványos nemzetközi jelöléssel
azonosítják. Vázolja le az alábbi hegesztési helyzeteket! 6 pont
Cső BW kötése PJ pozícióban:
Cső BW kötése PH pozícióban:
Lemez FW kötése PB pozícióban:
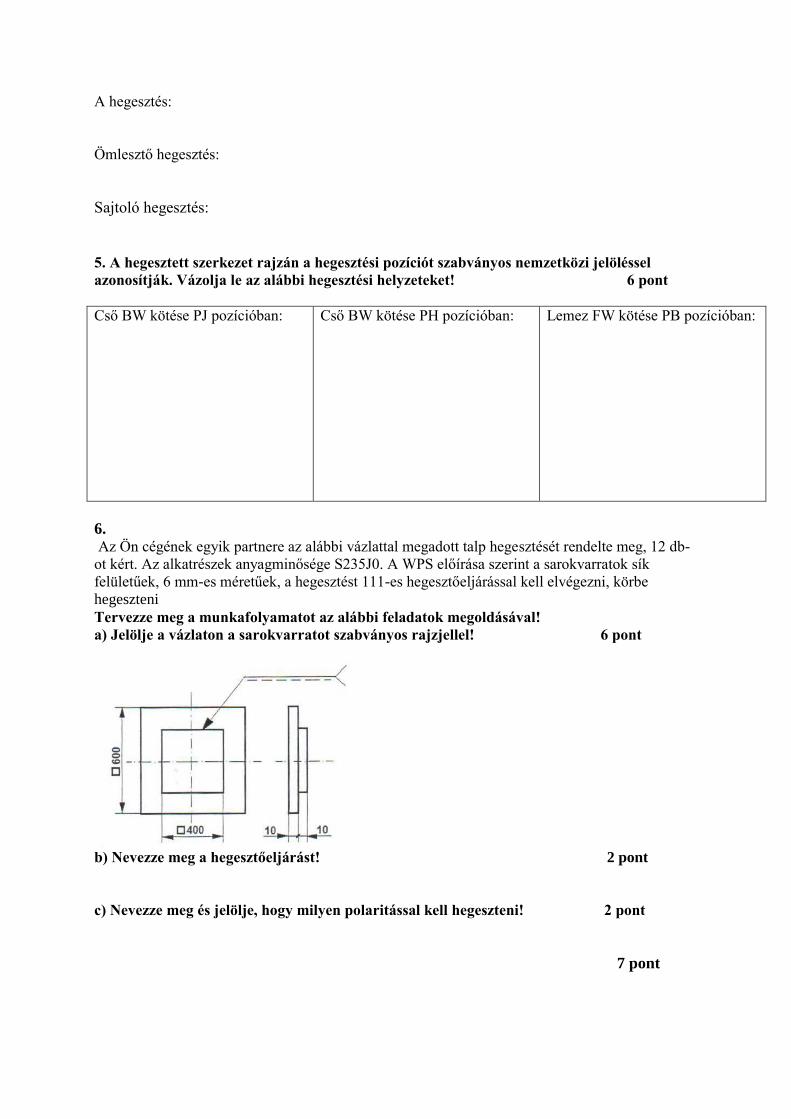
6. Az Ön cégének egyik partnere az alábbi vázlattal megadott talp hegesztését rendelte meg, 12 db-
ot kért. Az alkatrészek anyagminősége S235J0. A WPS előírása szerint a sarokvarratok sík
felületűek, 6 mm-es méretűek, a hegesztést 111-es hegesztőeljárással kell elvégezni, körbe
hegeszteni
Tervezze meg a munkafolyamatot az alábbi feladatok megoldásával!
a) Jelölje a vázlaton a sarokvarratot szabványos rajzjellel! 6 pont
b) Nevezze meg a hegesztőeljárást! 2 pont
c) Nevezze meg és jelölje, hogy milyen polaritással kell hegeszteni! 2 pont
7 pont

d) A hegesztést Böhler FOX EV 50 típusú elektródával végezzük. Az elektróda MSZ EN 499
szerinti szabványos jele: E 42 5 B 4 2 H5. Értelmezze a jeleket! E = ……………………………………………………………………………….…
42 = ………………………………………………………………………………….
5 = ………………………………………………………………………………….
B = ………………………………………………………………………………….
4 = …………………………………………………………………………………
2 = ………………………………………………………………………………….
H5 = ………………………………………………………………………………….
7. Feladat 5 pont
A hegesztőnek ismerni kell a szakterület fogalmait, szabatos kifejezéseit. Nevezze meg az
ábrán vázolt tompavarrat bejelölt fogalmait!
Elérhető 58 pont
0 – 25 = 1
26 – 35 = 2
36 – 46 = 3
47 – 52 = 4
52 – 58 = 5
Teszt feladatlap 2/10
1. Az iparban a hegesztő gyakorlati szakemberek az ömlesztő hegesztések négyféle
alapeljárását alkalmazzák munkájuk során. Írja be az alábbi táblázatba a
nemzetközi jelölésükkel felsorolt hegesztőeljárások mellé a szabatos
megnevezésüket!
4 pont
Jelölés A hegesztőeljárás megnevezése
111 a)
135 b)
141 c)
311 d)

2. Készítsen vázlatot az alábbi hegesztési helyzetekről! 6 pont
a) b) c)
BW lemez PF pozícióban:
FW lemez PB pozícióban. BW cső PC pozícióban:
3. 8 pont
Válassza külön az alábbi felsorolt hegesztőeljárások közül az ömlesztő és a
sajtoló hegesztéseket, az ömlesztő hegesztőeljárások elé írja oda azok szabványos
jelölését!
ponthegesztés, zömítő ponthegesztés, kézi ívhegesztés bevont elektródával,
gázhegesztés, volfrámelektródás védőgázas ívhegesztés, dörzshegesztés, villamos
salakhegesztés, fogyóelektródás aktív védőgázas ívhegesztés
Jelölés Ömlesztő hegesztőeljárások Sajtoló hegesztőeljárások
a) e)
b) f)
c) g)
d) h)
a
4. 6 pont
Egészítse ki az alábbi táblázatban a hegesztési pozíciók elnevezését és jelölését!
Hegesztési helyzet Jelölés Hegesztési helyzet Jelölés
Függőleges felfelé
hegesztés
a) b) PB
c) J-L045
Függőleges lefelé
hegesztés
d)
a
b
c
d
e
f

Falmenti (haránt)
hegesztés
e) Fejfeletti sarokvarrat
hegesztése
f)
5.Hegesztési varratok alapjelei: 28 pont
1 Egyoldali tompa I varrat.
2 Kétoldali tompa I varrat
3 Egyoldali tompa V varrat
4 Egyoldali tompa fél V varrat
5 Kettős V varrat.
6 Kettős ½ V varrat
7 Meredekfalú tompa V varrat.
8 Meredekfalú tompa ½ V varrat
9 Egyoldali tompa Y varrat 10 Egyoldali tompa ½ Y varrat
11 Kettős Y varrat
12 Kettős ½ Y varrat
13 Egyoldali tompa U varrat
14 Egyoldali tompa ½ U varrat
15 Kettős U varrat
16 Kettős ½ U varrat
17 Sarok varrat
18 Horonyvarrat
19 Ponthegesztett pontvarrat
20 Vonalhegesztés vonalvarrat
Varratfelület alakja:
21 Sík
22 Domború
23 Homorú
24 Körbemenő varrat
25 Szerelési varrat
26 Varratátmenet éles sarok nélkül

27 Alátét alkalmazása
28 olvadó betét alkalmazása
6.Igaz hamis állítások: 12 pont
8. A hegesztési él a munkadarabnak a hegesztés helyéül kijelölt és megfelelően
kialakított él felülete.
9. A hegesztési él a hegesztés során kialakult varratfelület metszete.
10. A hegesztési varrat helyzetét a térben elfoglalt helyzete és a hegesztés iránya
határozza meg.
11. Az illesztés során a munkadarabok irányát határozzuk meg.
12. Az illesztés a munkadarabok összetartozó éleinek hegesztéshez való beállítása.
13. Illesztési hézag az illesztett élek közti távolság nagysága
7.feladat Összesen: 6 pont
A hegesztési varrat élkialakítása és illesztése látható az ábrán. Helyezze el az ábra
megfelelő méretvonalaira az alábbi elnevezések betűjelét! a – nyílásszélesség
b – illesztési hézag (gyökhézag)
c – élgyök orrmagasság (gyökváll)
α – nyílásszög
α/2 – leélezési szög (élszög)
k – leélezési magasság
8.Igaz hamis állítások. 16 pont
17. A fűzés célja: az illesztett elemek rögzítése.
18. A fűzésnél soha nem alkalmazunk illesztési hézagot.
19. A fűzővarratokat a végleges varrat elkészítése előtt meg kell tisztítani.

20. A fűzővarratok lerakási sorrendje tetszőleges.
21. A fűzővarratok nem mindig lesznek a tényleges varrat részei.
22. A fűzővarratok hosszát gyakoriságát a WPS lapban rögzíteni nem fontos.
23. A fűzés sorrendje nem lehet tetszőleges.
24. A hegesztés megkezdése előtt a repedt fűzővarratokat eltávolítani nem kell.
9.Fűzővarratok elhelyezésének sorrendje: Jelöld számokkal 1..2..3 stb. 2-5 pont
10. Feladat 5 pont
A hegesztőnek ismerni kell a szakterület fogalmait, szabatos kifejezéseit. Nevezze meg az
ábrán vázolt tompavarrat bejelölt fogalmait!
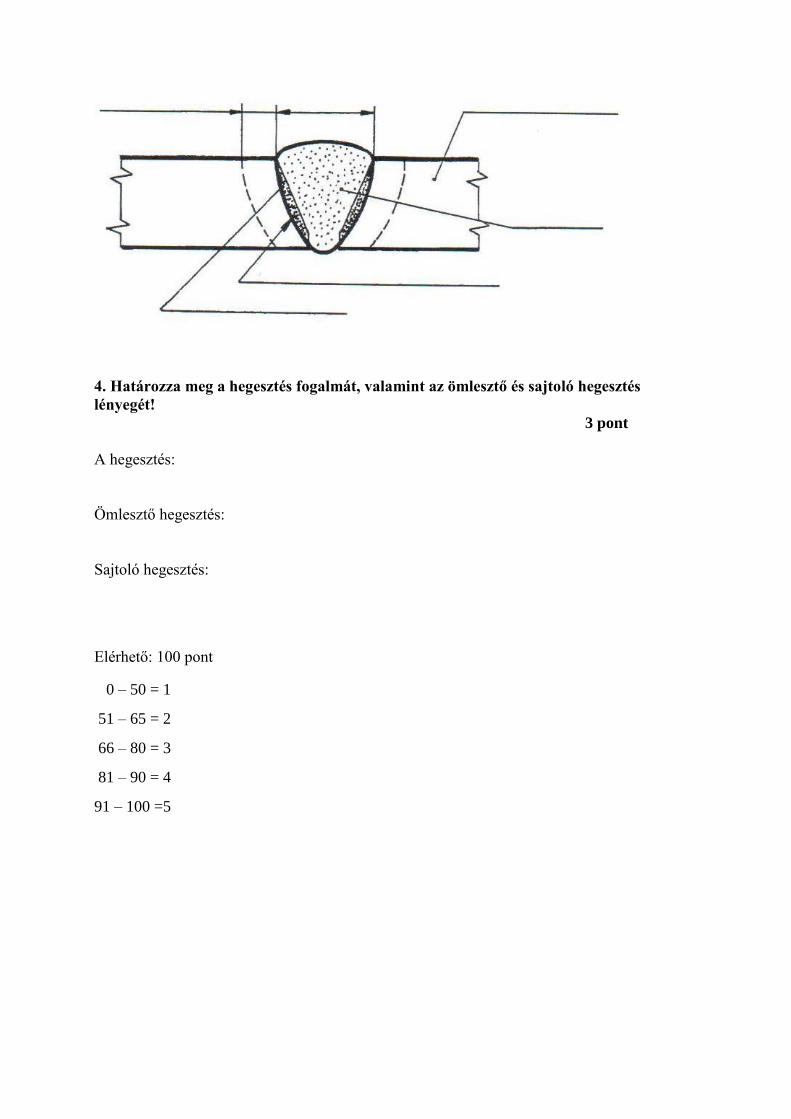
4. Határozza meg a hegesztés fogalmát, valamint az ömlesztő és sajtoló hegesztés
lényegét!
3 pont
A hegesztés:
Ömlesztő hegesztés:
Sajtoló hegesztés:
Elérhető: 100 pont
0 – 50 = 1
51 – 65 = 2
66 – 80 = 3
81 – 90 = 4
91 – 100 =5
Oláh Martin, hegesztési ismeretek I. bevont ív.
Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva.
+ 1db szóbeli feladat megoldása az alábbi feladatokból.
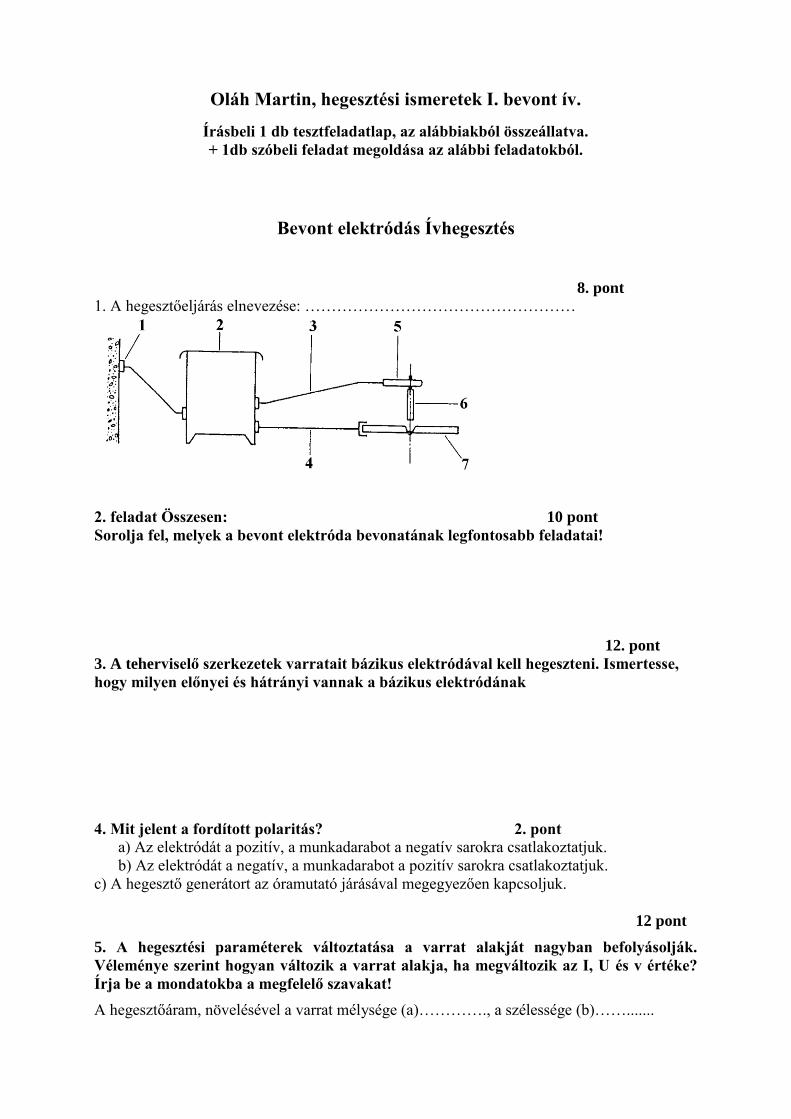
Bevont elektródás Ívhegesztés
8. pont 1. A hegesztőeljárás elnevezése: ……………………………………………
2. feladat Összesen: 10 pont
Sorolja fel, melyek a bevont elektróda bevonatának legfontosabb feladatai!
12. pont
3. A teherviselő szerkezetek varratait bázikus elektródával kell hegeszteni. Ismertesse,
hogy milyen előnyei és hátrányi vannak a bázikus elektródának
4. Mit jelent a fordított polaritás? 2. pont a) Az elektródát a pozitív, a munkadarabot a negatív sarokra csatlakoztatjuk.
b) Az elektródát a negatív, a munkadarabot a pozitív sarokra csatlakoztatjuk.
c) A hegesztő generátort az óramutató járásával megegyezően kapcsoljuk.
12 pont
5. A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják.
Véleménye szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke?
Írja be a mondatokba a megfelelő szavakat!
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......

A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési
sebesség csökkentésével a varrat keresztmetszete (f)…………
6. Válassza ki a helyes választ az alábbi kérdésre, karikázza be a betűjelét! 2 pont
Egyenáram egyenes polaritásnál
d) az áramforrást az óramutató járásával ellentétes irányba kapcsolják.
e) Az elektróda a negatív, a munkadarab a pozitív pólusra csatlakozik.
f) Az elektróda a pozitív, a munkadarab a negatív pólusra csatlakozik.
5pont
7. A hegesztési szakma területéről az alábbiakban öt megállapítás olvasható, ezek nem
mindegyike helytálló. Jelölje meg az állításokat igaz (I) vagy hamis (H) betűkkel!
- Az elektróda méretét a maghuzal átmérőjével adjuk meg.
- A Mn és a Si a szerkezeti acél szennyező elemei.
- A transzformátor egyenáramú áramforrás.
- A fogyóelektródás hegesztő-áramforrásnak eső jelleggörbéje van.
- A kötéshibát a szabvány a 400-as jelű hibacsoportba sorolja.
8. feladat 10 pont
hegesztést Böhler FOX EV 50 típusú elektródával végezzük. Az elektróda MSZ EN 499
szerinti szabványos jele: E 42 5 B 4 2 H5. Értelmezze a jeleket! E = ……………………………………………………………………………….…
42 = ………………………………………………………………………………….
5 = ………………………………………………………………………………….
B = ………………………………………………………………………………….
4 = …………………………………………………………………………………
2 = ………………………………………………………………………………….
H5 = ………………………………………………………………………………….
11.Feladat 10pont
Határozza meg a hegesztési eljárások közül (MSZ EN 24063 szabvány) a
a.) 111es kódszámmal jelölt eljárás elvét, lényegét!
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………
…………………………………………………………………………………….……………………
……………………………………………………………………………………………………………
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………

8. A bevont elektródás ívhegesztés ívgyújtási folyamatát ábrázolja a rajz, mely hiányos.
Ismereteid alapján pótold a rajz hiányzó részeit. Írjál hozzá magyarázatot.
17pont
6. Légréssel szabályozható hegesztő trafó rajza, részei, működés 12 pont
Elérhető 100 pont
0 – 50 = 1
51 – 65 = 2
66 – 80 = 3
81 – 90 = 4
91 – 100 =5

Oláh Martin Hegesztési ismeretek I.
Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva.
+ 1db szóbeli feladat megoldása az alábbi feladatokból.
Összefoglaló bevont 2016
1. A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják. Véleménye
szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke? Írja be a
mondatokba a megfelelő szavakat! 6pont
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......
A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési sebesség
csökkentésével a varrat keresztmetszete (f)…………..
2.feladat 6pont
Bevontelektródás kézi ívhegesztéskor az ívgyújtás két,egymástól jól elkülöníthető szakaszra
bontható: elsődleges, másodlagos ívgyújtás.
Ismertesse hogy mit értünk elsődleges és másodlagos ívgyújtáson.
3.feladat. Válassza ki a helyes választ az alábbi kérdésre, karikázza be a betűjelét! 3 pont
Egyenáram egyenes polaritásnál
a) az áramforrást az óramutató járásával ellentétes irányba kapcsolják.
b) Az elektróda a negatív, a munkadarab a pozitív pólusra csatlakozik.
c) Az elektróda a pozitív, a munkadarab a negatív pólusra csatlakozik.
4.feladat. Ívgyújtás, rajz, magyarázat. 10pont
5. feladat. Meredeken eső jelleggörbe rajz. rajz 5pont magyaráz.: 5pont
A meredeken eső jelleggörbéjű gépeket a kézi ívhegesztéshez alkalmazzák. Indokolja meg, hogy
miért.
6.feladat. 5 pont
Sorolja fel, melyek a bevont elektróda bevonatának legfontosabb feladatai!
7.feladat. 5pont
Rutil bevonatos elektróda jellemzői.
8.feladat. 5pont
Bázikus bevonatos elektróda jellemzői
elérhető: 50 pont 0 – 20 = 1; 21 – 30 = 2; 31 – 39 =3; 40 – 45 =4; 46 – 50 =5

Teszt feladatlap 2.10 hegesztő 2019
1. A hegesztőeljárás elnevezése: ……………………………………………8. pont
2. feladat 6 pont
A teherviselő szerkezetek varratait bázikus elektródával kell hegeszteni. Ismertesse,
hogy milyen előnyei és hátrányi vannak a bázikus elektródának
3. feladat 6 pont
A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják. Véleménye
szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke? Írja be a
mondatokba a megfelelő szavakat!
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......
A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési sebesség
csökkentésével a varrat keresztmetszete (f)…………..
4.Feladat 5pont
Határozza meg a hegesztési eljárások közül (MSZ EN 24063 szabvány) a
b.) 111es kódszámmal jelölt eljárás elvét, lényegét!
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………
…………………………………………………………………………………….……………………

……………………………………………………………………………………………………………
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………
5. feladat. Meredeken eső jelleggörbe rajz. rajz 5pont magyaráz.: 5pont
A meredeken eső jelleggörbéjű gépeket a kézi ívhegesztéshez alkalmazzák. Indokolja
meg, hogy miért.
6. Légréssel szabályozható hegesztő trafó rajza, részei, működés 15 pont.
Elérhető 50 pont. 0-22=1; 23-31=2; 32-39=3; 40-45=4; 46-50=5

Teszt feladatlap 2.10 2019 B
1. Ívgyújtás, rajz, magyarázat. 10pont
2. Sorolja fel, melyek a bevont elektróda bevonatának legfontosabb feladatai! 5 pont
3. A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják.
Véleménye szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke?
Írja be a mondatokba a megfelelő szavakat! 6pont
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......
A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési
sebesség csökkentésével a varrat keresztmetszete (f)…………..

4. feladat 12 pont
Értelmezze az alábbi jeleket! E32 3 NI B 1 2 H3 E = ………………………………………………………………………………………….
32 = …………………………………………………………………………………………
3 = …………………………………………………………………………………………..
NI = ………………………………………………………………………………………….
B=…………………………………………………………………………………………
1=-…………………………………………………………………………………………
2=………………………………………………………………………………………….
H3=………………………………………………………………………………………..
5. Pinch efektus rajz + magyarázat 10pont
6.feladat 7 pont
Bevonatos elektróda rajz, részei, bevonat tényező F=?
Elérhető 50 pont. 0-22=1; 23-31=2; 32-39=3; 40-45=4; 46-50=5
Bevont elektródás Ívhegesztés
8. pont 1. A hegesztőeljárás elnevezése: ……………………………………………
2. feladat Összesen: 10 pont
Sorolja fel, melyek a bevont elektróda bevonatának legfontosabb feladatai!
12. pont
3. A teherviselő szerkezetek varratait bázikus elektródával kell hegeszteni. Ismertesse,
hogy milyen előnyei és hátrányi vannak a bázikus elektródának
4. Mit jelent a fordított polaritás? 2. pont a) Az elektródát a pozitív, a munkadarabot a negatív sarokra csatlakoztatjuk.
b) Az elektródát a negatív, a munkadarabot a pozitív sarokra csatlakoztatjuk.
c) A hegesztő generátort az óramutató járásával megegyezően kapcsoljuk.
12 pont
5. A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják.
Véleménye szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke?
Írja be a mondatokba a megfelelő szavakat!
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......
A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési
sebesség csökkentésével a varrat keresztmetszete (f)…………

Bevont elektródás Ívhegesztés
8. pont 1. A hegesztőeljárás elnevezése: ……………………………………………
2. feladat Összesen: 10 pont
Sorolja fel, melyek a bevont elektróda bevonatának legfontosabb feladatai!
12. pont
3. A teherviselő szerkezetek varratait bázikus elektródával kell hegeszteni. Ismertesse,
hogy milyen előnyei és hátrányi vannak a bázikus elektródának
4. Mit jelent a fordított polaritás? 2. pont a) Az elektródát a pozitív, a munkadarabot a negatív sarokra csatlakoztatjuk.
b) Az elektródát a negatív, a munkadarabot a pozitív sarokra csatlakoztatjuk.
c) A hegesztő generátort az óramutató járásával megegyezően kapcsoljuk.
12 pont
5. A hegesztési paraméterek változtatása a varrat alakját nagyban befolyásolják.
Véleménye szerint hogyan változik a varrat alakja, ha megváltozik az I, U és v értéke?
Írja be a mondatokba a megfelelő szavakat!
A hegesztőáram, növelésével a varrat mélysége (a)…………., a szélessége (b)…….......
A hegesztési feszültség növelésével a varrat szélessége (c)…………, mélysége (d)………….
A hegesztési sebesség növelésével a varrat keresztmetszete (e)…………, a hegesztési
sebesség csökkentésével a varrat keresztmetszete (f)…………
6. Válassza ki a helyes választ az alábbi kérdésre, karikázza be a betűjelét! 2 pont
Egyenáram egyenes polaritásnál
g) az áramforrást az óramutató járásával ellentétes irányba kapcsolják.
h) Az elektróda a negatív, a munkadarab a pozitív pólusra csatlakozik.
i) Az elektróda a pozitív, a munkadarab a negatív pólusra csatlakozik.
5pont
7. A hegesztési szakma területéről az alábbiakban öt megállapítás olvasható, ezek nem
mindegyike helytálló. Jelölje meg az állításokat igaz (I) vagy hamis (H) betűkkel!
- Az elektróda méretét a maghuzal átmérőjével adjuk meg.
- A Mn és a Si a szerkezeti acél szennyező elemei.
- A transzformátor egyenáramú áramforrás.
- A fogyóelektródás hegesztő-áramforrásnak eső jelleggörbéje van.
- A kötéshibát a szabvány a 400-as jelű hibacsoportba sorolja.
8. feladat 10 pont
hegesztést Böhler FOX EV 50 típusú elektródával végezzük. Az elektróda MSZ EN 499
szerinti szabványos jele: E 42 5 B 4 2 H5. Értelmezze a jeleket! E = ……………………………………………………………………………….…
42 = ………………………………………………………………………………….
5 = ………………………………………………………………………………….
B = ………………………………………………………………………………….
4 = …………………………………………………………………………………
2 = ………………………………………………………………………………….
H5 = ………………………………………………………………………………….
11.Feladat 10pont
Határozza meg a hegesztési eljárások közül (MSZ EN 24063 szabvány) a
c.) 111es kódszámmal jelölt eljárás elvét, lényegét!
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………
…………………………………………………………………………………….……………………
……………………………………………………………………………………………………………
………………………………………………………………………………….………………………
…………………………………………………………………………………….……………………
8. A bevont elektródás ívhegesztés ívgyújtási folyamatát ábrázolja a rajz, mely hiányos.
Ismereteid alapján pótold a rajz hiányzó részeit. Írjál hozzá magyarázatot.
17pont

6. Légréssel szabályozható hegesztő trafó rajza, részei, működés 12 pont
Elérhető 100 pont
0 – 50 = 1
51 – 65 = 2
66 – 80 = 3
81 – 90 = 4
91 – 100 =5

Pótvizsga szóbeli feladatok
Szóbeli tételek
5. A jól hegeszthető, ötvözetlen szerkezeti acél (pl. S235JR) hegesztéséhez
bevont elektródát kell választania. Nevezze meg az elektródát a szabványos
nemzetközi jelölése szerint, és ismertesse annak egyéb jellemzőit is!
– Bevont elektródás kézi ívhegesztés lényege.
– A bevont elektróda szerkezeti kialakítása, méretei.
– A bevont elektródák szabványos nemzetközi jelölése.
– A bevont elektródás kézi ívhegesztés veszélyforrásinak csoportosítása,
elhárításuk módjai
6. Nevezze meg az elektródát a szabványos nemzetközi jelölése szerint, és
ismertesse annak egyéb jellemzőit is!
– Az elektródák bevonatának fő feladatai.
– A bevont elektróda jellemzői: a bevonattényező és a kihozatali tényező.
– A különböző bevonatú elektródák sajátosságai és alkalmazásuk.
– A bevont elektródás kézi ívhegesztés veszélyforrásinak csoportosítása,
elhárításuk módjai.
7. Ismertesse a korszerű ívhegesztő áramforrásokat, mutassa be az
ívhegesztő áramforrások közös technológiai jellemzőit!
– A hegesztőáramkör felépítése.
– A bevont elektródás kézi ívhegesztő berendezés felépítése, szerkezeti részei.
– Az ívhegesztő áramforrás típusai, technológiai jellemzői, statikus jelleggörbéi.
- Az ívhegesztő berendezés hirtelen meghibásodásából adódó balesetveszélyek
és elhárításuk lehetőségei.

8. Szemléltesse vázlattal, hogyan illeszthető össze a villamos ív és az
áramforrás jelleggörbéje bevont elektródás kézi ívhegesztés esetén!
– A villamos ív statikus jelleggörbéjének és az áramforrás eső jelleggörbéjének
kapcsolata, a munkapont és a polaritás fogalma.
– A bevont elektródás kézi ívhegesztés ömlesztő folyamata.
– A bevont elektródás kézi ívhegesztés fő paramétereinek meghatározása, és
változtatásának hatása, a varrat alakjára.
- A kézi ívhegesztés egyéni és kollektív védőfelszerelései.