provincia di vibo valentiaprovincia.vibovalentia.it/oggetti/asmez_bando/upload/1874712935516... ·...
TRANSCRIPT

REGIONE CALABRIA
COMUNE DI ZACCANOPOLI P R O V I N C I A D I V I B O V A L E N T I A
AMBITO TERRITORIALE OTTIMALE N° 3 CALABRIA PIANO OPERATIVO INTERVENTO A VALERE SULLE
RISORSE POR CALABRIA FESR 2007-20013 ASSE III- AMBIENTE- LINEA DI INTERVENTO 3.1.1.2
REALIZZAZIONE CONDOTTA FOGNARIA PER IL
COLLETTAMENTO ALL’ IMPIANTO LE GRAZIE DI PARGHELIA
C FEBB2013 PROGETTO ESECUTIVO AGG C-P-R C-P-R C-P-R C-P-R
B SETT2012 PROGETTO ESECUTIVO C-P-R C-P-R C-P-R C-P-R
A GIU2012 PRIMA EMISSIONE C-P-R C-P-R C-P-R C-P-R
Rev. Data Motivazione Redatto Verificato Approvato Autorizzato
Questo documento é di proprietà esclusiva STUDIO TECNICO ASS. EDISON É proibita la riproduzione anche parziale e la cessione a terzi senza la nostra autorizzazione
PROGETTO ESECUTIVO
CAPOGRUPPO
STUDIO TECNICO
ASSOCIATO
Via Carlo Alberto dalla
Chiesa, N.88- 88832-
Santa Severina (KR)
Tel/Fax 0962.51654
e.mail:[email protected]
CAPITOLATO SPECIALE DI
APPALTO
(Parte tecnica)
Ingg. CINANNI-PALUMMO-ROCCA
MANDANTE
Geom. BONOFIGLIO C.
MANDANTE
Ing. ARABIA F.
RESPONSABILE UNICO DEL PROCEDIMENTO
Arch. ALVARO F.
DATA
FEBBRAIO 2013
P a g i n a
1 di 56
P r a t i c a
003/12
I d e n t i f .
003/12
E l a b o r a t o
L.02

P a g i n a | 2
CAPITOLO 1
QUALITA' DEI MATERIALI E DEI COMPONENTI
MODO DI ESECUZIONE DI OGNI CATEGORIA DI LAVORO
LAVORAZIONI CHE DEVONO ESSERE ESGUITE DALL’IMPRESA AGGIUDICATRICE CONTRADDISTINTE
DALLO STESSO CODICE DI TARIFFA RIPORTATO NELL’ELENCO DEI PREZZI UNITARI CON APPRORPIATA
DESCIZIONE GENERALE
Tariffa Descr. Estesa Unità
Misura
E.01.020.020.c
Sovrapprezzo allo scavo a sezione obbligata per ogni metro o frazione di metro di maggiore
profondità da oltre 2 m: in roccia tenera intendendosi per tale quella ancora scavabile con
benna da roccia
m
E.01.040.010.a
Rinterro con materiale di risulta proveniente da scavo, compreso l'avvicinamento dei
materiali, il compattamento a strati dei materiali impiegati fino al raggiungimento delle quote
del terreno preesistente ed il costipamento prescritto. Compreso ogni onere Rinterro con
materiale di risulta proveniente da scavo
m
E.01.050.010.a
Trasporto a rifiuto di materiale proveniente da lavori di movimento terra effettuata con
autocarri, con portata superiore a 50 q, compreso lo spandimento del materiale ed esclusi gli
eventuali oneri di discarica autorizzata per trasporti fino a 10 km
m
E.01.060.020.a
Smaltimento di materiale da demolizioni e rimozioni privo di uleriori scorie e frammenti
diversi. il prezzo compende tutti gli oneri, tasse e contributi da conferire alla discarica
autorizzata.L'attestazione dello smaltimento dovrà necessariamente essere attestata a mezzo
dell'apposito formulario di identificazione rifiuti ( ex D.Lsg.152/06 e s.m.) debitamente
compilato e firmato in ogni sua parte. La consegna del modulo da formulario alla DD.LL.
risulterà evidenza oggettiva dello smaltimento avvenuto autorizzando la corresponsione degli
oneri a seguire.Il trasportatore à pienamente responsabile del della classificazione dichiarata.
Macerie edili pulite cod. C.E.R. 17.09.04 e 17.01.07
t
E.01.060.020.f
Smaltimento di materiale da demolizioni e rimozioni privo di uleriori scorie e frammenti
diversi. il prezzo compende tutti gli oneri, tasse e contributi da conferire alla discarica
autorizzata.L'attestazione dello smaltimento dovrà necessariamente essere attestata a mezzo
dell'apposito formulario di identificazione rifiuti ( ex D.Lsg.152/06 e s.m.) debitamente
compilato e firmato in ogni sua parte. La consegna del modulo da formulario alla DD.LL.
risulterà evidenza oggettiva dello smaltimento avvenuto autorizzando la corresponsione degli
oneri a seguire.Il trasportatore à pienamente responsabile del della classificazione dichiarata.
Materiale di scavo con impurità da demolizioni stradali CER 17.09.04
t
E.02.030.040.a
Pali trivellati di grande diametro eseguiti con fusto in calcestruzzo armato Rck300, compresa
la formazione del foro, la scapitozzatura delle teste, l'onere di eventuali sovraspessori di
scavo e di calcestruzzo sia alla base che lungo il fusto del palo, le prove di carico, il carico e il
trasporto a distanza fino a 5.000 m del materiale di risulta (esclusi gli oneri di discarica), ed
ogni eventuale altro onere per dare i pali completi in ogni loro parte con la sola esclusione del
ferro di armatura e la fornitura di eventuale controcamicia in lamierino, per ogni metro di
palo fino alla profondità di 20 m. In terreni autosostenenti con resistenza alla compressione
superiore a 60 kg/cm: per diametro pari a 400 mm
m
E.02.030.040.d
Pali trivellati di grande diametro come sopra, ma con fusto in calcestruzzo armato Rck 300,
per ogni metro di palo fino alla profondità di 20 m In terreni autosostenenti con resistenza alla
compressione superiore a 60 kg/cm: per diametro pari a 800 mm
m
E.02.040.120.a
Gabbie di armatura costituite da barre di acciaio ad aderenza migliorata Fe B 38 k o Fe B 44
k, fornite, lavorate e poste in opera compresa la saldatura degli stessi e l'eventuale legatura
con filo di ferro cotto Gabbie di armatura costituite da barre di acciaio
kg
E.03.010.010.a
Conglomerato cementizio fornito e posto in opera per opere non strutturali, a dosaggio con
cemento 32.5 R, eseguito secondo le prescrizioni tecniche previste, compresa la vibrazione e
quant'altro necessario per dare un'opera eseguita a perfetta regola d'arte, esclusi i soli
ponteggi, le casseforme, e ferro di armatura, con i seguenti dosaggi: 150 kg/m
m
E.03.010.020.a
Conglomerato cementizio fornito e posto in opera, a resistenza caratteristica e conforme alla
norma UNI 9858; dimensione massima degli inerti pari a 30 mm, classe di lavorabilità
(slump) S4 (fluida); eseguito secondo le prescrizioni tecniche del Capitolato Speciale di
Appalto, compresa la vibrazione e quant'altro necessario per dare un'opera realizzata a
perfetta regola d'arte, esclusi i soli ponteggi, cassaforme, e ferro di armatura, compresi
eventuali additivi. In fondazione Classe di esposizione XC1-XC2 Rck 30 N/mm
m
E.03.030.010.a Casseforme di qualunque tipo rette o centinate per getti di conglomerati cementizi semplici o m

P a g i n a | 3
armati compreso armo, disarmante, disarmo, opere di puntellatura e sostegno fino ad
un'altezza di 4 metri dal piano di appoggio; eseguite a regola d'arte e misurate secondo la
superficie effettiva delle casseforme a contatto con il calcestruzzo. per opere di fondazione
E.03.040.010.a
Acciaio in barre per armature di conglomerato cementizio lavorato e tagliato a misura,
sagomato e posto in opera a regola d'arte, compreso ogni sfrido, legature, ecc.;
nonchà‚ tutti gli oneri relativi ai controlli di legge; del tipo B450B, Fe B 44 K Acciaio
in barre per armature
kg
E.19.010.070.d
Profilati normali in ferro tondo, piatto, quadro od angolare con impiego di lamiera per
ringhiere, inferiate, cancellate, griglie, ecc. con eventuali intelaiature fisse o mobili con
spartiti geometrici semplici, cardini, paletti, serrature, compassi, guide ed ogni altra
ferramenta di fissaggio, apertura e chiusura, con fori, piastre, bulloni, elettrodi, ecc. dati in
opera bullonati o saldati, compresa una mano di vernice antiruggine e opere murarie:
Ringhiere in profilati normali e a linee curve
kg
EPM-001
Perforazione ad andamento sub-orizzontale con metodo di perforazione DIRECTIONAL
DRILLING . Tale tecnologia detta anche Perforazione Orizzontale Controllata o Horizontal
Directional Drilling (HDD), nota anche sotto il nome di Trivellazione Orizzontale Controllata
(T.O.C.), è una tecnologia di perforazione con controllo attivo della traiettori, Le tubazioni
verranno installati per tiro all'interno di un perforo opportunamente allargato mediante uno o
più passaggi di alesatura, a partire da un foro pilota di piccolo diametro che viene realizzato
guidando con precisione centimetrica una punta di perforazione nel sottosuolo. Mediante
Directional Drilling si dovranno fare installazioni in terreno ed in in roccia dura, al fine di
arrivare alla posa dell'unica condotta in PEad PE 100 rc plus (corazzato) Dn 225 PN 25 sp.
30,8 mm, in condizione di sicurezza e nel rispetto delle caratteristiche meccaniche e di
deformazione della tubazione sia durante la posa in opera che a lungo termine.L'opera
s'intende comprensiva della fornitura e posa in opera della condotta in Pead PE 100 plus
(corazzato) Dn 225 PN 25 sp 30.8 mm e degli gli oneri per il posizionamento della macchina
perforatrice, del tubo guaina per il carico del materiale,degli oneri di carico e scarico dei
materiali, il trasporto del materiali di risulta e la discarica e di quant'altro necessita per dare
l'opera eseguita a perfetta regola d'arte.
m
EPM-002
Fornitura e posa in opera di pozzetto per rete fognaria del tipo modulare di polietilene,
prodotto con polietilene vergine al 100%, avente densità 0.930 kg/dm3 (ISO 1183), fornito da
azienda certificata UNI EN ISO 9001/2000. Per altezze di posa fino a 2 m il pozzetto finito
dovrà garantire la resistenza a pressione statica uguale alla pressione dell'acqua in condizioni
di pieno carico; per altezze superiori dovrà garantire la tenuta alla pressione massima pari a
50 kPa Il pozzetto avrà un altezza variabile e sarà costituito essenzialmente da: 1.Base in PE
DN 800 altezza totale 950 mm altezza utile 700 mm, con estremità superiore bicchierata,
predisposta per il collegamento di tubazioni di diametro esterno massimo in entrata DE450
mm, con n.3 ingressi di cui uno in linea e due laterali a 67,5 e un diametro esterno massimo
DE500 mm in uscita. 2.Prolunghe per raggiungi quota realizzate con tubo corrugato DE800
in polietilene alta densità (PEAD) a doppia parete, liscio internamente e corrugato
esternamente, in conformità al PRG di norma europea EN 13476-1 di marzo 1999 per tubi
strutturati in PE di tipo B, con classe di rigidità anulare SN 8 (pari a 8,0 kN/m2) misurata
secondo EN ISO 9969, della lunghezza variabile sino al raggiungimento della
pavimentazione. 3.Cono di riduzione concentrico in PE DN 800x625 con altezza totale 950
mm altezza utile 700 mm, con estremità inferiore bicchierata, a sezione circolare, con
possibilità di regolazione centimetrica in difetto per piano strada pari a 250 mm, ridotto fino a
diametro interno pari a 625 mm (conforme DIN 4034 T1), provvisto di nervature esterne
strutturate di rinforzo e ancoraggio al terreno ed avente la possibilità di essere dotato di
gradini in alluminio a sezione di profilo quadrata completamente rivestita di polietilene in
fase di stampaggio, posti all'interno del pozzetto alla distanza di 250 mm l'uno dall'altro con
possibilità di inserimento elementi antiscivolo. La prolunga verrà collegata alla base mediante
specifiche guarnizioni atte ad impedirne lo sfilamento ed a garantire la tenuta idraulica del
sistema. Le derivazioni del pozzetto, potranno essere assemblate sia mediante una saldatura
per estrusione con apporto di un cordone di materiale estruso sia mediante l'utilizzo di
guarnizioni elastomeriche e adattatori per un diametro massimo DE400 mm nelle
predisposizioni, DE250 nel corpo del pozzetto. Tutte le saldature saranno effettuate da parte
di personale patentato secondo la norma DVS 2212 Part. 2. I tronchetti/bicchieri di entrata ed
uscita saranno realizzati come da progetto. L'opera s'intende comprensiva del della soletta in
cls per la posa del chiusino,chiusino di ispezione per carreggiata stradale in Ghisa lamellare
UNI ISO 185, costruito secondo le norme UNI EN 124 classe D 400 (carico di rottura 40
tonnellate), marchiato a rilievo con: norme di riferimento (UNI EN 124), classe di resistenza
(D 400), marchio fabbricante e sigla dell'ente di certificazione,luce netta 600 mm, Telaio
730.. mm,incluso il letto con calcestruzzo cementizio, il rinfianco e il rinterro con la sola
esclusione degli oneri per lo scavo, comprensivo di i pezzi speciali e guarnizioni e di
quanta'ltro necessita per rendere l'opera completamente funzionante ed a regola d'arte
cadauno
EPM-003 Fornitura di accessori e raccordi occorrenti alla completa realizzazione dei collegamenti a corpo
P a g i n a | 4
idraulici necessari dell'allaccio della nuova rete ai pozzetti esistenti comprendenti: - tubazione
in acciaio DN 200-250; - flange/controflangie: - pezzi a T flangiati; - raccordi e curve in
acciaio; - guarnizioni; - viteria e bulloni in acciaio; - giunto di smontaggio e giunto di
transizione. - saracinesca; - scalette in acciaio - eventuale sostituzione chiusino in ghisa e
quanto altro occorrente per il perfetto completamento dell'opera
EPM-004
Fornitura di pezzi speciali lungo linea quali giunti di tarnsizione tubo Pead-acciaio e
viceversa diametri 250-315 mm, giunti antivibranti per condotte in acciao D250, tubazioni,
TES, saracinesche e tubazioni ,il tutto per come previsto negli elaborati grafifi oltre quanto
altro occorrente per il mantenimento dei servizi durante l'esecuzione dei lavori comprese le
demolizioni ed i ripristini il tutto per il perfetto completamento dell'opera
a corpo
EPM-005
FORNITURA IN OPERA di Griglia rotativa a cilindro, tipo GRTC 60 , costituita da una
struttura in lamiera pressopiegata e profilati in acciaio. All'interno della struttura portante, è
collocato il cilindro rotante, realizzato da un filoa sezione trapezoidale avvolto a spirale
attorno a dei supporti, in acciaio inox AISI 304, il cui interspazio corrisponde alla luce di
filtrazione desiderata. Le acque da trattare vengono convogliate sulla superficie del cilindro
dove le sostanze solide, con dimensioni superiori alla luce di filtrazione prevista, vengono
separate dal liquido e rimosse con l'ausilio della lama di pulizia. Il liquido attraversando il
tamburo rotante, confluisce nel fondo dell'apparecchiatura, costituita da una vasca di raccolta
in acciaio, ed attraverso un bocchello di scarico viene convogliato alle successive fasi di
trattamento. All'interno del cilindro, è installato un sistema di lavaggio ad ugelli, che permette
la pulizia del filtro da eventuali solidi residui, tramite getti d'acqua in pressione. La lama,
costituita con una particolare lega di bronzo armonico, è l'unica parte di usura, che, vista la
bassissima velocità di rotazione del cilindro, presenta comunque degli intervalli di
sostituzione molto lunghi. L'apparecchiatura è inoltre dotata di sistema di troppo pieno,
posizionato anteriormente il cilindro, per lo scarico della portata prima della tracimazione.
CARATTERISTICHE TECNICHE - Diametro cilindro: 650 mm; - Lunghezza cilindro: 990
mm; - Luce di filtrazione: 2.5 mm; - Motorizzazione: 0,37 kW; - Velocità di rotazione: 9
r.p.m; - Portata: 238 m3/h con sostanze solide < 200 p.p.m; - Materiale: acciaio inox AISI
304. La voce si intende completa di : a) opere di assistenza muraria; b) opere di accessoristica
idraulica per il collegamento ingressi ed uscita (flange, staffe, tronchetti di condotta in acciaio
z.a.c. DN150-200); c) opere di condotte in pead per collegamento acqua di lavaggio, d) n.3
saracinesche DN150-250 PN10. Inoltre quanto altro per dare l'opera perfettamente
funzionante, in linea con i dati di calcolo del progetto esecutivo ed a norma CE.Comprensivo
di quadretto eletrico di comando e protezione della linea.
cadauno
EPM-006
Oneri per allaccio elettrico ed alimentazione rete idrica della stazione di grigliatura a partire
dalle vicine utenze pubbliche site nel cimitero. L'opera s'intende comprensiva dei seguenti
oneri: - demolizione, scavo, rinterri e trasoporti a discarica dei materiali in eccededenza da
eseguirsia su terreno ai bordi della strada; - fornitura e posa in opera di 180 ml cavidotto
corrugato fi 50-63; - fornitura e posa in opera di 180 ml di cavo tipo FG7OR 0,6/1kV
conformazione 10 mmq; - tubo Polietilene ad Alta Densità PE 100 180 ml a norma UNI EN
12201, ISO 4427, UNI EN ISO 15494, conforme alle prescrizioni igienico-sanitarie del D.M.
n. 174 del 6/4/04 e con proprietà organolettiche certificate in conformità alla norma EN 1622;
colore nero con righe azzurre coestruse longitudinali, segnato ogni metro con sigla
produttore, data di produzione, marchio e numero distintivo IIP, diametro del tubo 32 mm,
12.5 pressione nominale, norma di riferimento; prodotto da azienda certificata ISO 9001; -
interruttori di protezione della linea da instalalrsi sul quadro esistente; - saracinesche ed
accessori per lo stacco dalla rete idrica esistente. Si intendono nel prezzo tutti gli oneri per le
opere murarie ed impiantistiche necessarie per l'alimentazione elettrica ed idrica della
stazione di grigliatura il tutto a regola d'arte
a corpo
EPM-007
Realizzazione di recinzione a servizio della stazione di grigliatura realizzata mediante la
formazioen di un cordoletto in cls dim 30x20 cm lunghezza totale 28 ml con soptrapposizione
di paletti in acciaio zincato a T altezza 1.8 mt fuori terra e cancelletto in acciaio con serrattura
tipo yale.
L'opera s'intende comprensiva dello scavo, fornitura e posa in opera dei materiali per come
descrtitto sugli elaborati di progetto.
a corpo
OS01
Blindaggio scavi mediante la posa di n.12 (6+6) pannelli in acciaio con struttura di sostegno
idraulico con pannelli di lunghezza 3.50 m e altezza 2.40 m installati per l'esecuzione di tratti
di scavo di lunghezza di circa 10.50 m.Indicato per trincee continue con terreno friabile,
sabbioso o in presenza di falde. Permette lavorazioni di grossi manufatti e creazione di
cunicoli. Pannello base: 350x240 cm Il sistema DOWN a guide semplici può avere una
larghezza regolabile; larghezze superiori (fino a 6m) si ottengono inserendo prolunghe. Il
sistema è ideale per avere un'armatura continua fino a 6m di Per montaggio, smontaggio e
nolo per tutta la durata dei lavori da installre negli scavi di altezza superiore a m2 di
profondità.
/20gg
R.01.020.020.a Scavo a sezione obbligata eseguito in zona ampia compresi profilatura delle pareti e carico su
mezzo di trasporto: scavo fino a 2 m m
P a g i n a | 5
U.01.010.010.h
Tubi di ghisa sferoidale forniti e posti in opera, conformi alle norme UNI EN 598, rivestiti
esternamente con uno strato di zinco applicato per metallizzazione e successiva finitura con
vernice bituminosa, il tutto secondo le prescrizioni della norma UNI EN 598; internamente
rivestiti con malta cementizia alluminosp, applicata per centrifugazione oppure con
poliuretano di spessore minimo 1,3 . Giunzioni di tipo elastico automatico antisfilamento con
guarnizioni a profilo divergente, conformi alla norma UNI 9163. Compresi pezzi speciali, gli
eventuali spostamenti longitudinali nel cavo per intralcio di qualsiasi genere, compresa la
fornitura dei materiali per le giunzioni e l'esecuzione delle medesime, compresa l'esecuzione
delle prove idrauliche, il lavaggio e la disinfezione, sono esclusi gli scavi, rinfianchi e rinterri
del diametro di 300 mm
m
U.01.020.030.f
Tubo in acciaio elettrosaldato longitudinalmente, secondo norme UNI 6363/84, con giunto
saldato a bicchiere cilindrico o sferico, rivestito esternamente con polietilene estruso a guaina
circolare secondo norma UNI 9099 in triplostrato (R3), costituito da un primo strato di primer
epossidico su cui sono poi coestrusi adesivo e polietilene. Internamente rivestito con uno
strato di materiale epossidico con spessore pari a mm 0,250, costituito da un sistema
bicomponente privo di solventi, formato da un catalizzatore e da una resina di base, conforme
alle disposizioni del Ministero della Sanità per i materiali posti a contatto con le sostanze
alimentari destinate al consumo umano. Fornito e posta in opera a qualsiasi altezza e
profondità . Sono compresi: i pezzi speciali, la posa anche in presenza di acqua fino ad un
battente di cm 20 ed il relativo aggottamento, l'eventuale taglio di tubazione, la saldatura
elettrica dei giunti, la fornitura degli elettrodi ed ogni altro onere adesso relativo, il ripristino
da eseguire in opera del rivestimento esterno in prossimità del Fornito e posta in opera a
qualsiasi altezza e profondità . Sono compresi: i pezzi speciali, la posa anche in presenza di
acqua fino ad un battente di cm 20 ed il relativo aggottamento, l'eventuale taglio di tubazione,
la saldatura elettrica dei giunti, la fornitura degli elettrodi ed ogni altro onere adesso relativo,
il ripristino da eseguire in opera del rivestimento esterno in prossimità del giunto, mediante
fasciatura della condotta con nastro dimateriale polietilenico adesivo, UNI 10190; tutte le
prove di tenuta, di carico e di laboratorio previste dalla vigente normativa e la fornitura dei
relativi certificati, il lavaggio e la disinfezione delle condotte ed ogni altra operazione per
dare la tubazione pronta all'uso. Sono esclusi: loscavo, il rinfianco con sabbia fine ed asciutta,
gli apparecchi idraulici del diametro di 250 mm
m
U.02.040.020.c
Tubazione per condotte di scarico in polietilene strutturato ad alta densità , corrugato
esternamente e con parete interna liscia "tipo B" secondo EN 13476, realizzato a doppia
parete con processo di coestrusione, irrigidito con costolatura anulare; classe di rigidezza
circonferenziale SN > (4-8) kN/m. ll tubo dovrà possedere il marchio di conformità di
prodotto IIP UNI e/o equivalente marchio di rilasciato da organismo riconosciuto nell'ambito
della comunità europea. Collegamenti con bigiunto e guarnizione oppure con saldatura di
testa. Compensato nel prezzo, i pezzi speciali, ogni onere per la posa in opera con relative
giunzioni, escluso solo la formazione del letto di posa e del rinfianco in materiale idoneo.
Rigidità anulare SN 4 kN/m DN 315 mm e d im/min 263 mm
m
U.04.010.010.a
Rinfianco con sabbia o sabbiella, nella adeguata granulometria esente da pietre e radici, di
tubazioni, pozzi o pozzetti compreso gli oneri necessari per una corretta stabilizzazione del
materiale con piastre vibranti e eventuali apporti di materiali. Misurato per il volume reso
Rinfianco di tubazioni e pozzetti eseguito a macchina
m
U.04.020.010.k
Pozzetto di raccordo , non diaframmato, realizzato con elementi prefabbricati in cemento
vibrato con impronte laterali per l'immissione di tubi, senza coperchio o griglia, posto in
opera compreso ogni onere e magistero per l'allaccio a tenuta con le tubazioni, incluso il letto
con calcestruzzo cementizio, il rinfianco e il rinterro con la sola esclusione degli oneri per lo
scavo 120x120x120 cm
cad
U.04.020.110.c
Coperchi per pozzetti di tipo pesante per traffico carrabile realizzato con elementi
prefabbricati in cemento vibrato posti in opera compreso ogni onere e magistero Da 130x130
cm
cad
U.04.020.280.a
Chiusino in ghisa sferoidale GJS-500-7 - EN 1563 prodotto, secondo quanto sancito
dall'ultima edizione delle norme UNI EN 124, da azienda certificata ISO 9001:2000.
Costituito da: telaio di forma rettangolare sia alla base di appoggio che alla sommita'
corrispondente al livello del piano stradale munito di adeguata aletta perimetrale esterna
continua sui quattro lati, arrotondata agli angoli, di larghezza non inferiore a mm. 20 per
ottenere una maggiore base di appoggio e consentire un migliore ancoraggio alla fondazione
anche tramite apposite asole e/o fori creati sul perimetro; battuta interna sagomata;
guarnizione in elastomero antirumore ed antibasculamento incassata in apposita gola per
contrastare frontalmente il bordo del coperchio ed assorbire anche le vibrazioni; vani cerniera
a fondo chiuso con sistema di bloccaggio dei coperchi in posizione di apertura. Traverse
asportabili per consentire l'utilizzo della massima luce netta realizzate con profilo a, munite di
battute laterali sagomate e guarnizione in elastomero antirumore ed antibasculamento
Coperchi di forma rettangolare muniti di asole idonee ad accogliere le chiavi di apertura e
sollevamento; sistema di chiusura realizzato mediante chiavistello rotante bullonato con
kg
P a g i n a | 6
molla elicoidale di contrasto; spazi paralleli per l'inserimento di eventuali scritte (es. ente
appaltante + sottoservizi + etc...); appendice idonea a garantire l'articolazione del coperchio al
telaio nel vano cerniera senza impedire la estraibilità del coperchio stesso; particolare
identificativo delle dimensioni esterne del telaio espresse in cm.; rilievi antisdrucciolo. Tutti i
coperchi ed i telai devono riportare il marchio di un ente di certificazione terzo legalmente
riconosciuto; la sigla EN 124; la classe di resistenza; il marchio del produttore in codice; il
luogo di fabbricazione in codice; la data del lotto di produzione. Montato in opera su di un
preesistente pozzetto compresa la malta cementizia di allettamento ed ogni altro onere e
magistero Fornitura e posa di chiusini con chiavistello rotante bullonato
U.05.010.050.a
Disfacimento di pavimentazione in conglomerato bituminoso, pietrischetto bitumato, asfalto
compresso o colato, eseguita con mezzi meccanici compreso l'allontanamento del materiale
non utilizzato entro 5 km di distanza; con misurazione del volume in opera Disfacimento di
pavimentazione in conglomerato bituminoso
m
U.05.020.160.a
Strato di fondazione in misto cementato, di qualsiasi spessore, costituito da una miscela
(inerti, acqua, cemento) di appropriata granulometria in tutto rispondente alle prescrizioni
delle Norme Tecniche compreso l'onere del successivo spandimento sulla superficie dello
strato di una mano di emulsione bituminosa, nella misura di 1 kg per metro quadrato, saturata
da uno strato di sabbia; compresa la fornitura dei materiali (anche del legante), prove di
laboratorio ed in sito, lavorazione e costipamento dello strato con idonee macchine, ed ogni
altro onere per dare il lavoro compiuto secondo le modalità prescritte, misurato in opera dopo
costipamento Strato di fondazione in misto cementato
m
U.05.020.180.a
Conglomerato bituminoso per strato di collegamento (binder) costituito da miscela di
aggregati e bitume, secondo le prescrizioni del CSd’A, confezionato a caldo in idonei
impianti, steso in opera con vibrofinitrici, e costipato con appositi rulli fino ad ottenere le
caratteristiche del CSd’A, compreso ogni predisposizione per la stesa ed onere per dare il
lavoro finito Conglomerato bituminoso per strato di collegamento (binder)
m/cm
U.05.020.190.a
Conglomerato bituminoso per strato di usura (tappetino), costituito da una miscela di
pietrischetti e graniglie aventi perdita di peso alla prova Los Angeles (CRN BU n 34) 20%
confezionato a caldo in idoneo impianto, con bitume in quantità non inferiore al 5% del peso
degli inerti, e conformemente alle prescrizioni del CsdA; compresa la fornitura e stesa del
legante di ancoraggio in ragione di 0,7 kg/m di emulsione bituminosa al 55%; steso in opera
con vibrofinitrice meccanica e costipato con appositi rulli fino ad ottenere l'indice dei vuoti
prescritto dal CsdA; compresa ogni predisposizione per la stesa ed onere per dare il lavoro
finito Conglomerato bituminoso per strato di usura (tappetino)
m/cm

P a g i n a | 7
CAPITOLO 2
MODO DI ESECUZIONE DI OGNI CATEGORIA DI LAVORO
SCAVI DI SBANCAMENTO O SPLATEAMENTO Per scavi di sbancamento e a sezione ampia obbligata si intendono tutti i tagli a sezione aperta almeno da un lato per
l'impianto delle opere d'arte o per qualsiasi altro lavoro praticati al di sopra del piano orizzontale che passa per il
punto più depresso del terreno naturale o sistemato in precedenza, nonché quelli al di sotto di tale piano purché
accessibili con rampe. Quando l'intero scavo debba risultare aperto su di un lato e non ne venga ordinato lo scavo a
tratti, il punto più depresso è quello del terreno della sezione terminale.
Appartengono alla categoria degli scavi di sbancamento cosi' generalmente definiti tutti i suddetti scavi di
splateamento e quelli per allargamento di trincee, per tagli di scarpate, per formazione e sistemazione di fossi di
scolo, canali, vasche, canali fugatori e simili e per cassonetti per pavimentazioni stradali e piazzali, ed in genere ogni
scavo anche al di sotto della quota più depressa del perimetro dello scavo stesso, reso su vasta superficie per cui sia
possibile allontanare le materie di scavo, sia pure con la formazione di rampa provvisoria, evitandone il sollevamento
con mezzi meccanici. Sono inoltre considerati scavi di sbancamento gli scavi per incassature di opere d'arte (spalle di
ponti, spallette di briglie etc.), eseguiti superiormente al piano orizzontale determinato come sopra, considerandosi
come piano naturale anche l'alveo dei torrenti e fiumi, nonché gli scavi per l'esecuzione dei serbatoi
SCAVI IN ROCCIA Gli scavi in roccia di qualsiasi natura, durezza e consistenza, comunque fessurata e stratificata, sono da eseguirsi con
i sistemi, che l'Impresa riterrà più convenienti, con l'osservanza di tutte le precauzioni e norme stabilite da leggi e
regolamenti vigenti per il deposito e l'uso degli esplosivi e per la sicurezza delle persone e delle cose. L'Appaltatore
sarà in ogni caso responsabile di ogni conseguenza. L'impiego delle mine sarà vietato nei casi in cui ne sia stato
interdetto l'uso dalle competenti autorità e quando, a giudizio insindacabile della Direzione dei Lavori, il loro uso
possa ritenersi pregiudizievole per la buona riuscita delle opere in corso di esecuzione o possa arrecare nuocimento
a manufatti e piantagioni esistenti in prossimità o infine alla sicurezza del transito e del personale. L'Impresa in tali
casi non potrà pretendere, in conseguenza del divieto o delle limitazioni imposte, alcun compenso o indennizzo
all'infuori dell'applicazione del prezzo contrattuale all'uopo previsto.
SCAVI PER LA POSA DI CONDOTTE Nella esecuzione degli scavi della fossa per la posa delle condotte dovrà essere rigorosamente rispettato l'andamento
planimetrico ed altimetrico previsto nel progetto, ovvero stabilito all'atto esecutivo dalla Direzione dei Lavori. Le
quote di fondo dello scavo dovranno corrispondere alle quote prescritte, e saranno controllate dalla Direzione Lavori
prima della posa delle condotte, ovvero della formazione dei letti di posa.
Per l'esecuzione dei giunti verranno scavate, sulle pareti, e sul fondo, apposite idonee nicchie. In ogni caso dovrà
essere garantito un ricoprimento di terra sulla generatrice superiore del tubo non inferiore a 1.00 m.
La sezione trasversale della fossa per la posa delle condotte stabilita ai fini contabili, salvo diverse indicazioni degli
elaborati di progetto o prescrizioni scritte della D.L., ha le pareti verticali e larghezza del fondo variabile in
funzione del diametro della condotta, come riportato nel seguente prospetto:
- per tubazioni con DN fino a 300 mm L = 0.70 m
- per tubazioni con DN da 350 a 400 mm L = 0.90 m
- per tubazioni con DN da 450 a 500 mm L = 1.10 m
- per tubazioni con DN da 550 a 600 mm L = 1.20 m
- per tubazioni con DN da 700 a 800 mm L = 1.40 m
- per tubazioni con DN da 900 a 1000 mm L = 2.00 m
- per tubazioni con DN da 1100 a 1400 mm L = 2.20 m
L'Impresa potrà dare alle sezioni trasversali dimensioni e sagome diverse ove ciò risulti di sua convenienza, fisso
restando che tali dimensioni dovranno in ogni caso consentire l'agevole e perfetta esecuzione di tutte le operazioni di
posa e rincalzo della condotta secondo le norme del presente Capitolato, e soprattutto non dovranno mettere
comunque a rischio la stabilità e l'integrità di qualsiasi opera limitrofa. L'avanzamento degli scavi dovrà essere
adeguato all'effettivo avanzamento della fornitura dei tubi. Le eventuali discontinuità nel ritmo della fornitura non
potranno in alcun caso dare titolo all'Impresa per richiedere compensi oltre quelli previsti in Capitolato e per variare
l'avanzamento del proprio lavoro in maniera non adeguata a quello della fornitura dei tubi. Pertanto gli scavi per
posa condotte potranno essere sospesi, a giudizio insindacabile della Direzione Lavori, qualora le condotte già

P a g i n a | 8
iniziate non vengano sollecitamente completate, ivi comprese le prove in opera e il rinterro. Per quanto riguarda le
modalità di esecuzione degli scavi per posa condotte, la raccolta e l'allontanamento delle acque, l'armatura degli
scavi, nonché il trasporto a deposito o a discarica dei materiali di risulta si osserveranno le disposizioni riportate a
tale riguardo in precedenza. In particolare le terre e le materie detritiche da impiegarsi per la formazione dello strato
di rinterro di protezione dei tubi saranno depositate separatamente dagli altri materiali disponendo le prime da un
lato del cavo e gli altri dall'altro. La larghezza delle banchine da lasciare fra il ciglio del cavo e il piede del cumulo
delle materie depositate lateralmente non dovrà in nessun caso essere inferiore ad un metro, salvo diverse
prescrizioni della Direzione Lavori.
RILEVATI E RINTERRI - RIEMPIMENTI IN PIETRAME - DIFESE IN VERDE Per la formazione dei rilevati (argini, terrapieni etc.) o per i rinterri si impiegheranno solo materiali ritenuti idonei
sotto l'aspetto geotecnico, a giudizio insindacabile della Direzione Lavori, che dovranno essere del tutto scevri da
materie vegetali, residui organici o industriali. L'impianto dei rilevati andrà effettuato su terreno preventivamente
preparato con asportazione dello strato vegetale e successiva armatura e gradonatura del sottostrato; quest'ultima di
caratteristiche proporzionate alla pendenza dell'imposta. Per tale preparazione nessun compenso va corrisposto alla
Impresa oltre il prezzo per la formazione del rilevato nel quale i detti oneri sono stati compresi. La loro formazione
dovrà procedere per strati orizzontali di eguale altezza, distribuiti e compattati a mano o con mezzi meccanici,
raggiungendo in larghezza ed in altezza dimensioni superiori a quelle definitive in modo da garantire i cedimenti ed
il costipamento naturale successivo delle terre. La sagomatura definitiva del rilevato non potrà avvenire che almeno
dopo un anno dalla formazione e solo dopo tale periodo potranno essere eseguite sul rilevato medesimo altre
operazioni quali apertura di cassonetto, getto di rivestimenti, impianto di opere d'arte o di condotte. Nei casi di
costruzione di rilevati molto ravvicinati, come nei canali a sezione pensile, potrà convenire all'Impresa la formazione
di un solo rilevato trasversalmente continuo, nel quale ricaverà successivamente il canale; in tal caso nessun maggior
compenso spetterà all'Impresa oltre il prezzo dei rilevati secondo la sagoma definitiva. Le materie trasportate in
rilevato od a rinterro dovranno essere scaricate a distanza dalle murature e poi riprese con paleggiamento, in ogni
caso, solo dopo che le murature si siano stagionate. Nessun compenso spetterà all'Impresa per eliminare le
configurazioni verificatesi nel rilevato prima della sagomatura o per cedimento delle terre, anche per eventi idrologici
di qualsiasi eccezionalità.
I riempimenti di pietrame a secco per drenaggi, fognature, vespai, banchettoni di consolidamento e simili, dovranno
essere formati con pietre da collocarsi anche a mano e ben costipato, al fine di evitare cedimenti per effetto dei
carichi superiori.
Nei drenaggi si dovrà usare negli strati inferiori il pietrame di maggiori dimensioni, impiegando nell'ultimo strato
superiore, pietrame minuto, ghiaia o pietrisco od anche fascine, se ordinate, per impedire alle terre sovrastanti di
penetrare o scendere otturando cosi' gli interstizi fra le pietre. Per le difese in verde si provvederà all'inerbimento di
scarpate e cigli mediante seminagione di foraggere con tutti gli accorgimenti atti a favorirne l'attecchimento.
Potranno anche prevedersi le graticciate che dovranno essere costituite da paletti di castagno o di quercia della
lunghezza di m 0.90 di cui solo m 0.30 fuori terra e del diametro medio di cm 6, posti alla distanza di m 0.50 fra loro,
sui quali sarà formato l'intreccio costituito da pertichelle di salice o pioppo della lunghezza di m 2.50 e del diametro
medio di cm 2, con il calcio adeguatamente conficcato in piena terra.
Onde far si che le graticciate attecchiscano, dovranno essere costruite durante il riposo vegetativo (primavera-
autunno) impiegando materiale da intreccio vivente.
COMPOSIZIONE DELLE MALTE I quantitativi dei diversi materiali da impiegare per la composizione delle malte e dei conglomerati, salvo diverse
indicazioni delle voci dell'elenco descrittivo delle categorie di lavoro o prescrizioni impartite dalla Direzione Lavori,
dovranno corrispondere alle seguenti proporzioni:
1) Malta comune:
calce comune in pasta mc 0.40
sabbia mc 0.80
2) Malta bastarda:
calce comune in pasta mc 0.40
sabbia mc 0.80
cemento tipo 325 ql 1.00
3) Malta idraulica di pozzolana:
calce comune in pasta mc 0.30
pozzolana mc 1.20
4) Malta cementizia per murature:
cemento tipo 325 ql 5.00
sabbia mc 1.00

P a g i n a | 9
5) Malta cementizia (per intonaci):
cemento tipo 325 ql 6.00
sabbia mc 1.00
Per mantenere l'indicata proporzione fra i componenti delle malte, la sabbia e la calce saranno misurate ad ogni
impasto mediante apposita contenitore di forma geometrica, entro la quale la sabbia non dovrà essere né compressa
né bagnata. Il cemento pozzolanico o portland sarà misurato a peso. L'impasto dei materiali di norma sarà eseguito a
mezzo di macchina impastatrice o mescolatrice; se fosse consentita la manipolazione delle malte a mano, essa dovrà
essere sempre eseguita sopra aree di costruzione muraria o pavimentate in legno. La malta sarà preparata
mescolando i materiali a secco, a più riprese ed impastandoli in seguito con ogni cura e con la massima rapidità
possibile dopo aver aggiunto la quantità d'acqua strettamente necessaria per i diversi usi ai quali le malte devono
servire. La manipolazione deve essere continuata fino a che venga ottenuto un impasto omogeneo che non presenti
all'occhio alcuna separazione dei diversi materiali. Le malte si dovranno confezionare man mano che occorrono e
nella sola quantità che può essere immediatamente impiegata. Quelle che per qualsiasi ragione non avessero
immediato impiego devono essere gettate a rifiuto.
CONGLOMERATI CEMENTIZI Tutti i calcestruzzi di cemento si intendono a resistenza e pertanto in conformità delle curve granulometriche
adottate, l'Impresa dovrà eseguire a sua cura e spese le prove di resa richieste dalla Direzione. Nella confezione di
qualsiasi conglomerato cementizio, sempre con rigorosa applicazione delle norme di cui al D.M. 26 marzo 1980 e
successive modifiche, si dovranno predisporre i mezzi ed adottare i provvedimenti indispensabili ad ottenere:
1) la costanza nel tempo e l'invariabilità della composizione granulometrica delle diverse classi d'inerti, il cui numero
ed i cui limiti verranno stabiliti a giudizio insindacabile della Direzione Lavori, alla quale l'Impresa e' tenuta a
presentare in tempo utile prima dell'inizio dei getti i campioni dei materiali che intende impiegare, indicando la
quantità, il tipo e la provenienza;
2) l'esatta dosatura delle suddette classi di materiali inerti in modo che la composizione granulometrica del miscuglio
corrisponda a quella consigliata dalla tecnica più progredita. Per i calcestruzzi di classe superiore a Rck 20, l'Impresa
è tenuta a presentare all'approvazione della Direzione Lavori lo studio granulometrico per ogni tipo di calcestruzzo,
comprendente le prove a compressione su cubetti, le resistenze dei quali dovranno risultare almeno del 10%
superiori a quelle stabilite per il conglomerato alla cui classe il cubetto si vuole ascrivere. In particolare, i
calcestruzzi saranno eseguiti con inerti di almeno tre classi, la cui composizione risponderà alla curva
granulometrica prescritta, che di massima sarà rappresentata dalla seguente relazione: P = 100 (d/D)1/3
ove "P" e' il peso percentuale del materiale secco (aggregati più cemento) passante al vaglio di diametro "d" e "D" è
il diametro massimo dell'inerte. In ogni caso la composizione granulometrica degli aggregati ed il rapporto acqua-
cemento saranno oggetto di sperimentazioni preliminari che l'Impresa si obbliga ad effettuare, sotto la sorveglianza
della Direzione Lavori, a sue spese presso Laboratori Ufficiali. Il cemento sarà di norma portland o pozzolanico
d'alto forno, del tipo R 325 o 425, a seconda delle necessità d'impiego e della prescrizione della Direzione Lavori;
3) la misurazione nel modo più preciso di tutti i materiali destinati a costituire l'impasto. Il dosaggio dovrà essere
effettuato a peso, mediante bilance tarate e sigillate e con le normali tolleranze, per il cemento, a peso o,
subordinatamente, a volume per gli inerti e normalmente a volume per l'acqua;
4) la confezione degli impasti, con macchine idonee e della potenzialità adeguata al programma di lavoro da
svolgersi, con l'impiego della quantità d'acqua strettamente necessaria. Il rapporto acqua-cemento dovrà
corrispondere a quello delle prove preliminari, tenuto anche conto dell'umidità variabile contenuta negli inerti;
5) l'adozione, sia per il trasporto che per la posa in opera del conglomerato, di tutti quei dispositivi, mezzi d'opera ed
accorgimenti suggeriti dalla tecnica più progredita, e validi a garantire che al momento del getto l'impasto conservi
tutte le sue caratteristiche di omogeneità, senza dare luogo a segregazione alcuna dei componenti. Resta pertanto
vietato ogni getto libero nei cavi di fondazione, nei quali gli impasti debbono essere accompagnati con adatti mezzi
che impediscano la detta separazione. Non sarà consentito l'impiego di impasti che abbiano comunque stazionato più
di un’ora dal momento della loro confezione.
6) La vibrazione dei getti sarà eseguita mediante impiego di vibratori di adeguata frequenza e potenza; i getti saranno
lasciati a riposo il tempo necessario per ottenere la presa e l'indurimento normali.
I conglomerati cementizi dovranno essere posti in opera in apposite casseforme, sia in legname che metalliche, che
dovranno possedere requisiti di resistenza ed indeformabilità tali da non determinare apprezzabili alterazioni di
forma durante le operazioni di getto.
Nelle opere per le quali sia opportuno inserire giunti di dilatazione o contrazione, l'Impresa è obbligata ad eseguirli a
proprie spese, alle distanze e secondo le prescrizioni della D.L.; saranno compensati all'Impresa solo i giunti per i
quali è previsto l'impiego di materiale speciale di tenuta in gomma od altro tipo indicati in progetto.
Le caratteristiche e la divisione in classi degli inerti, come pure il rapporto acqua-cemento, potranno essere variati
in base ai risultati delle prove, alla qualità dei materiali, alla destinazione dei getti, a giudizio della Direzione Lavori
senza che ciò dia diritto all'Appaltatore a compensi o prezzi diversi. La Direzione lavori potrà consentire l'impiego di
additivi atti a migliorare la lavorabilità del calcestruzzo, che, salvo diversa specificazione, sarà effettuato a cura e

P a g i n a | 10
spese dell'Impresa senza che questa abbia a pretendere indennizzi o sovrapprezzi per tale titolo. Di norma non sarà
consentito il getto di calcestruzzo in acqua; ove ciò fosse in via eccezionale consentito, a giudizio insindacabile della
D.L., dovranno impiegarsi cementi pozzolanici, ferrico-pozzolanici e d'alto forno e adottarsi ogni precauzione per
impedire ogni dilavamento. Particolare cura dovrà essere posta nella esecuzione delle riprese dei getti, mediante la
costituzione di adatte ammorsature o denti e mediante l'adozione di tutti gli accorgimenti tecnici per il trattamento
delle superfici di ripresa della parte di struttura precedentemente eseguita. I relativi oneri si intendono compresi nei
prezzi contrattuali. I controlli di qualità del conglomerato, il prelievo dei campioni, i controlli di accettazione e le
prove complementari dovranno essere eseguiti in conformità alle norme vigenti all'atto dell'esecuzione. Fermo
restando quanto prescritto dalle norme D.M. 26 marzo 1980 all. n. 2 e successive modifiche sul significato della
resistenza caratteristica del calcestruzzo, per i vari tipi di calcestruzzo di cui all'elenco descrittivo delle categorie di
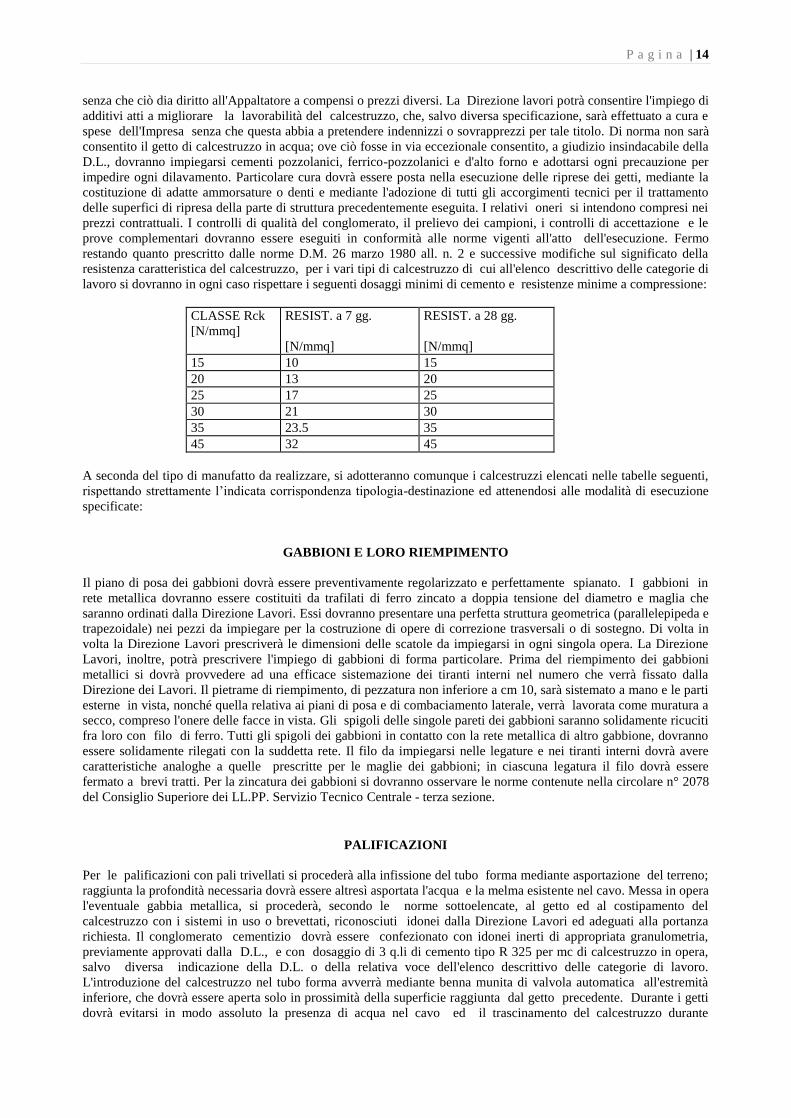
lavoro si dovranno in ogni caso rispettare i seguenti dosaggi minimi di cemento e resistenze minime a compressione:
CLASSE Rck
[N/mmq]
RESIST. a 7 gg.
[N/mmq]
RESIST. a 28 gg.
[N/mmq]
15 10 15
20 13 20
25 17 25
30 21 30
35 23.5 35
45 32 45
A seconda del tipo di manufatto da realizzare, si adotteranno comunque i calcestruzzi elencati nelle tabelle seguenti,
rispettando strettamente l’indicata corrispondenza tipologia-destinazione ed attenendosi alle modalità di esecuzione
specificate:
CAPITOLO 3
TUBAZIONI
TUBAZIONl IN GENERE
Generalità Per le tubazioni e le apparecchiature idrauliche valgono le disposizioni dell'art. "Materiali in Genere" del capitolo
"Materiali da Costruzione" esse devono corrispondere alle vigenti Norme tecniche.
Le prescrizioni di tutto questo articolo si applicano a tutte le tubazioni in generale; si applicano anche ad ogni tipo
delle tubazioni di cui agli articoli (tubazioni di acciaio, di ghisa, ecc.) del capitolo "Tubazioni" tranne per quanto sia
incompatibile con le specifiche norme per esse indicate.
Fornitura diretta delle tubazioni da parte dell'Amministrazione In caso di fornitura diretta delle tubazioni, l'Amministrazione effettuerà le ordinazioni - tenendo conto del
programma di esecuzione dei lavori - in base alle distinte risultanti dai rilievi esecutivi presentati dall'Appaltatore a
norma dell'art. "Oneri e Obblighi diversi a carico dell'Appaltatore - Responsabilità dell''Appaltatore".
L'Amministrazione si riserva la facoltà di disporre variazioni nello sviluppo delle opere in dipendenza anche della
consegna delle forniture; e comunque non assume nessuna responsabilità circa eventuali ritardi nella consegna delle
forniture, per cause ad essa non imputabili, rispetto alle previsioni.
La consegna delle forniture dirette dell'Amministrazione avverrà, a criterio insindacabile dell'Amministrazione
stessa, su banchina franco porto oppure su vagone franco stazione ferroviaria oppure franco camion, su strade statali,
provinciali o comunali, oppure franco fabbrica. In quest'ultimo caso la consegna sarà effettuata da incaricati
dell'Amministrazione subito dopo il collaudo della fornitura, al quale potranno intervenire incaricati dell'Appaltatore.
A collaudo avvenuto e ad accettazione della fornitura, l'Appaltatore - quando è prevista la consegna franco
fabbrica - può disporne alla Ditta fornitrice l'immediata spedizione con l'adozione dei provvedimenti necessari a
garantire che i materiali rimangano assolutamente integri durante il trasporto. Diversamente l'Amministrazione
disporrà la spedizione direttamente nel modo che riterrà più opportuno, a spese dell'Appaltatore, preavvertendolo.
All'atto della consegna, l'Appaltatore deve controllare i mateviali ricevuti e nel relativo verbale di consegna che
andrà a redigersi deve riportare eventuali contestazioni per materiali danneggiati (anche se solo nel rivestimento) nei
riguardi della fabbrica o delle Ferrovie dello Stato o dell'armatore della nave o della ditta di autotrasporti).
L'Appaltatore dovrà provvedere nel più breve tempo possibile allo scarico da nave o da vagone o da camion -
anche per evitare spese per soste, che rimarrebbero comunque tutte a suo carico oltre al risarcimento degli eventuali

P a g i n a | 11
danni che per tale causale subisse l'Amministrazione - e poi al trasporto con qualsiasi mezzo sino al luogo d'impiego
compresa ogni e qualsiasi operazione di scarico e carico sui mezzi all'uopo usati dall'Appaltatore stesso
I materiali consegnati che residueranno alla fine dei lavori dovranno essere riconsegnati all'Amministrazione -
con relativo verbale in cui sarà precisato lo stato di conservazione di materiali ed al quale sarà allegata una dettagliata
distinta degli stessi - con le modalità che saranno da questa, o per essa dal Direttore dei lavori, stabilite.
Per i materiali che a lavori ultimati risulteranno non impiegati nè riconsegnati all'Amministrazione oppure che
saranno riconsegnati ma in condizioni di deterioramento o danneggiamento, sarà eftettuata una corrispondente
operazione di addebito, al costo, sul conto finale.
Ordinazione L'Appaltatore effettuerà l'ordinazione delle tubazioni entro il termine che potrà stabilire il Direttore dei lavori e
che sarà comunque tale, tenuto anche conto dei tempi di consegna, da consentire lo svolgimento dei lavori secondo il
relativo programma e la loro ultimazione nel tempo utile contrattuale.
L'Appaltatore invierà al Direttore dei lavori, che ne darà subito comunicazione all'Amministrazione, copia
dell'ordinazione e della relativa conferma da parte della Ditta fornitrice, all'atto rispettivamente della trasmissione e
del ricevimento.
L'ordinazione dovrà contenere la clausola seguente o equipollente.
"La Ditta fornitrice si obbliga a consentire, sia durante che al termine della lavorazione, libero accesso nella sua
fabbrica alle persone all'uopo delegate dall'Amministrazione appaltatrice dei lavori e ad eseguire i controlli e le
verifiche che esse richiedessero, a cura e spese dell'Appaltatore, sulla corrispondenza della fornitura alle prescrizioni
del contratto di appalto relativo ai lavori sopra indicati.
Si obbliga inoltre ad assistere, a richiesta ed a spese dell'Appaltatore, alle prove idrauliche interne delle tubazioni
poste in opera".
L'unica fornitura o ciascuna delle singole parti in cui l'intera fornitura viene eseguita, sarà in ogni caso
accompagnata dal relativo certificato di collaudo compilato dalla Ditta fornitrice, attestante la conformità della
fornitura alle Norme vigenti e contenente la certificazione dell'avvenuto collaudo e l'indicazione dei valori ottenuti
nelle singole prove.
I risultati delle prove di riferimento e di collaudo dei tubi, dei giunti e dei pezzi speciali effettuate in stabilimento
a controllo della produzione, alle quali potranno presenziare sia l'Appaltatore e sia il Direttore dei lavori od altro
rappresentante dell'Amministrazione e le quali comunque si svolgeranno sotto la piena ed esclusiva responsabilità
della Ditta fornitrice, saranno valutati con riferimento al valore della pressione nominale di fomitura PN.
L'Appaltatore richiederà alla ditta fornitrice la pubblicazione di questa, di cui un esemplare verrà consegnato al
Direttore dei lavori, contenente le istruzioni sulle modalità di posa in opera della tubazione.
Accettazione delle tubazioni - Marcatura L'accettazione delle tubazioni è regolata dalle prescrizioni di questo capilolato nel rispetto di quanto indicato al
punto 2.1.4. del D.M. 12 dicembre 1985, nonchè delle istruzioni emanate con la Circ. Min. LL.PP. 20 marzo 1986, n.
27291 e, per i tubi in cemento armato ordinario e in cemento armato precompresso, delle Norme vigenti per le
strutture in cemento armato, in quanto applicabili.
Nei riguardi delle pressioni e dei carichi applicati staticamente devono essere garantiti i requisiti limiti indicati
nelle due tabelle allegate al D.M. 12 dicembre 1985: tabella I, per tubi di adduzione in pressione (acquedotti) e II, per
le fognature.
Tutti i tubi, i giunti ed i pezzi speciali dovranno giungere in cantiere dotati di marcature indicanti la ditta
costruttrice, il diametro nominale, la pressione nominale (o la classe d'impiego) e possibilmente l'anno di
fabbricazione; le singole paratie della fornitura dovranno avere una documentazione dei risultati delle prove eseguite
in stabilimento caratterizzanti i materiali ed i tubi forniti.
L'Amministrazione ha la facoltà di effettuare sulle tubazioni fornite in cantiere - oltre che presso la tabbrica -
controlli e verifiche ogni qualvolta lo riterrà necessario, secondo le prescrizioni di questo capitolato e le disposizioni
del Direttore dei Lavori.
Rivestimento interno Il rivestimento interno delle tubazioni non deve contenere alcun elemento solubile in acqua nè alcun prodotto che
possa dare sapore od odore all'acqua dopo un opportuno lavaggio della condotta.
Per le condotte di acqua potabile il rivestimento interno non deve contenere elementi tossici.
Tipi di giunti Oltre ai giunti specificati per i vari tipi di tubazioni (acciaio, ghisa, ecc.), potranno adottarsi, in casi particolari
(come l'allestimento di condotte esterne provvisorie), i seguenti altri tipi di giunti:
- Giunto a flange libere con anello di appoggio saldato a sovrapposizione, secondo le norme UNI 6087 a 6090,
2299, 2300.
- Giunto a flange saldate a sovrapposizione, secondo le norme UNI 6082, 2276 a 2278, 6083, 6084.
P a g i n a | 12
- Giunto a flange saldate di testa, secondo le norme UNI 2279 a 2286, 6085, 6086.
- Giunto Victaulic, automatico (che è di rapido montaggio e smontaggio, particolarmente indicato per condotte
provvisorie e per tracciati accidentali).
- Giunto Gibault (o simili, come Dresser, Viking-Johnson), costituito da un manicotto (botticella) e da due
flangie in ghisa, da bulloni di collegamento in ferro e da due anelli di gomma a sezione circolare, da impiegare
per la giunzione di tubi con estremità lisce.
Apparecchiature idrauliche Le apparecchiature idrauliche dovranno corrispondere alle caratteristiche e requisiti di accettazione delle vigenti
norme UNI.
Su richiesta del Direttore dei lavori l'Appaltatore dovrà esibire, entro 3 mesi dalla data della consegna (o della
prima consegna parziale) dei lavori e comunicando il nominativo della ditta costruttrice, i loro prototipi che il
Direttore dei lavori, se li ritenga idonei, potrà fare sottoporre a prove di fatica nello stabilimento di produzione od in
un laboratorio di sua scelta; ogni onere e spesa per quanto sopra resta a carico dell'Appaltatore.
L'accettazione delle apparecchiature da parte del Direttore dei lavori non esonera l'Appaltatore dall'obbligo di
consegnare le apparecchiature stesse in opera perfettamente funzionanti.
TUBAZIONI IN PVC RIGIDO NON PLASTIFICATO
(ACQUEDOTTI E FOGNATURE)
Le tubazioni in PVC (clorulo di polivinile) rigido non plastificato devono corrispondere alle caratteristiche ed ai
requisiti di accettazione prescritti dalle Norme vigenti ed alle Raccomandazioni I.I.P.
I tubi in PVC sono fabbricati con clorulo di polivinile esente da plastificanti e cariche inerti, non colorato
artificialmente e miscelato - a scelta del fabbricante, purchè il manufatto ottenuto risponda ai requisiti stabiliti dalle
Norme vigenti - con opportuni stabilizzanti e additivi nelle quantità necessarie.
Devono avere costituzione omogenea e compatta, superficie liscia ed esente da ondulazioni e da striature
cromatiche notevoli, da porosità e bolle; presentare una sezione circolare costante; ed avere le estremità rifinite in
modo da consentire il montaggio ed assicurare la tenuta del giunto previsto per le tubazioni stesse.
I tubi e i raccordi di PVC devono essere contrassegnati con il marchio di conformità IIP che ne assicura la
rispondenza alle norme UNI.
I raccordi e i pezzi speciali in PVC per acquedotti e per fognature dovranno rispondere alle caratteristiche stabilite
rispettivamente dalle norme UNI 7442 o UNI 7447.
Per l'acquedotto saranno impiegati tubi della serie UNI EN 1452 per condotte in pressione di acqua
potabile secondo il D.M. n. 174 del 06/04/2004 per la corrispondente pressione nominale di esercizio PN in
kgf/cm².
Per la fognatura (scarichi di acque di rifiuto civili e industriali: acque bianche, nere e miste) saranno impiegati
tubi del tipo UNI EN 1401-1 tipo SN4-8 kN/mt..
La condotta sarà collegata con il tipo di giunto giunto a bicchiere con anello in gomma
TUBAZIONI IN PEAD (ACQUEDOTTI E FOGNATURE)
Le tubazioni in polietilene ad alta densità devono corrispondere alle caratteristiche ed ai requisiti di accettazione
prescritti dalle norme UNI ed alle raccomandazioni I.I.P.
I tubi in PEAD sono fabbricati con il polimero polietilene con l'aggiunta di sostanze (nerofumo) atte ad impedire
o ridurre la degradazione del polimero in conseguenza della sua esposizione alla radiazione solare ed in modo
particolare a quella ultravioletta.
I tubi in PEAD ed i relativi raccordi in materiali termoplastici devono essere contrassegnati con il marchio di
conformità I.I.P. che ne assicura la rispondenza alle Norme UNI, limitatamente alle dimensioni previste dalle norme
stesse.
I raccordi ed i pezzi speciali devono rispondere alle stesse caratteristiche chimico-fisiche dei tubi; possono essere
prodotti per stampaggio o ricavati direttamente da tubo diritto mediante opportuni tagli, sagomature ed operazioni a
caldo (piegatura, saldature di testa o con apporto di materiale, ecc.). In ogni caso tali operazioni devono essere
sempre eseguite da personale specializzato e con idonea attrezzatura presso l'officina del fornitore. Per le figure e le
dimensioni non previste dalle norme UNI o UNIPLAST si possono usare raccordi e pezzi speciali di altri materiali
purchè siano idonei allo scopo.
Per l'acquedotto saranno impiegati tubi della classe UNI EN 12201 per la corrispondente pressione nominale PN
in kgf/cm².
Per la fognatura saranno impiegati tubi previsti dalle norme UNI 7613 tipo 303.
TUBAZIONI IN GRES CERAMICO (FOGNATURE)

P a g i n a | 13
Le tubazioni ed i materiali in gres ceramico per collettori di fogna devono corrispondere alle caratteristiche ed ai
requisiti di accettazione prescritti dalle Norme UNI EN 295/1 e 295/2.
Essi sono fabbricati con miscela di argilla plastica, caolino, quarzo e feldispati ed avranno una copertura
vetrificata cioè saranno coperti totalmente o parzialmente da una vetrina, esclusivamente o prevalentemente a base di
silicati, ottenuta ad alta temperatura mediante reazioni chimico-fisiche fra sostanze di apporto e le argille costituenti
il gres.
Dovranno presentarsi di impasto omogeneo, compatto anche in frattura, ben vetrificato, senza incrinature, difetti
o asperità, e dare, percossi al martello, un suono metallico.
I tubi saranno forniti di doppio giunto prefabbricato in poliuretano.
L'Appaltatore richiederà alla fabbrica fornitrice il rilascio di un certificato di collaudo, per ciascun lotto in cui
sarà suddivisa l'intera fornitura dei tubi. Ogni lotto comprenderà di regola almeno 300 unità dello stesso diametro.
Ogni certificato dovrà attestare la conformità dei tubi di ogni lotto alle Norme vigenti, secondo le quali in particolare:
- alla prova di tenuta idraulica, la giunzione dovrà risultare stagna ad una pressione interna di prova di 0,5
kgf/cm² per la durata di 5';
- i tubi interi (in posizione verticale) sottoposti ad una pressione idraulica interna, variabile a seconda del
diametro interno, non dovranno presentare in alcun punto rotture, perdite o trasudamenti.
CONGLOMERATI CEMENTIZI
Tutti i calcestruzzi di cemento si intendono a resistenza e pertanto in conformità delle curve granulometriche
adottate, l'Impresa dovrà eseguire a sua cura e spese le prove di resa richieste dalla Direzione. Nella confezione di
qualsiasi conglomerato cementizio, sempre con rigorosa applicazione delle norme di cui al D.M. 26 marzo 1980 e
successive modifiche, si dovranno predisporre i mezzi ed adottare i provvedimenti indispensabili ad ottenere:
1) la costanza nel tempo e l'invariabilità della composizione granulometrica delle diverse classi d'inerti, il cui numero
ed i cui limiti verranno stabiliti a giudizio insindacabile della Direzione Lavori, alla quale l'Impresa e' tenuta a
presentare in tempo utile prima dell'inizio dei getti i campioni dei materiali che intende impiegare, indicando la
quantità, il tipo e la provenienza;
2) l'esatta dosatura delle suddette classi di materiali inerti in modo che la composizione granulometrica del miscuglio
corrisponda a quella consigliata dalla tecnica più progredita. Per i calcestruzzi di classe superiore a Rck 20, l'Impresa
è tenuta a presentare all'approvazione della Direzione Lavori lo studio granulometrico per ogni tipo di calcestruzzo,
comprendente le prove a compressione su cubetti, le resistenze dei quali dovranno risultare almeno del 10%
superiori a quelle stabilite per il conglomerato alla cui classe il cubetto si vuole ascrivere. In particolare, i
calcestruzzi saranno eseguiti con inerti di almeno tre classi, la cui composizione risponderà alla curva
granulometrica prescritta, che di massima sarà rappresentata dalla seguente relazione: P = 100 (d/D)1/3
ove "P" e' il peso percentuale del materiale secco (aggregati più cemento) passante al vaglio di diametro "d" e "D" è
il diametro massimo dell'inerte. In ogni caso la composizione granulometrica degli aggregati ed il rapporto acqua-
cemento saranno oggetto di sperimentazioni preliminari che l'Impresa si obbliga ad effettuare, sotto la sorveglianza
della Direzione Lavori, a sue spese presso Laboratori Ufficiali. Il cemento sarà di norma portland o pozzolanico
d'alto forno, del tipo R 325 o 425, a seconda delle necessità d'impiego e della prescrizione della Direzione Lavori;
3) la misurazione nel modo più preciso di tutti i materiali destinati a costituire l'impasto. Il dosaggio dovrà essere
effettuato a peso, mediante bilance tarate e sigillate e con le normali tolleranze, per il cemento, a peso o,
subordinatamente, a volume per gli inerti e normalmente a volume per l'acqua;
4) la confezione degli impasti, con macchine idonee e della potenzialità adeguata al programma di lavoro da
svolgersi, con l'impiego della quantità d'acqua strettamente necessaria. Il rapporto acqua-cemento dovrà
corrispondere a quello delle prove preliminari, tenuto anche conto dell'umidità variabile contenuta negli inerti;
5) l'adozione, sia per il trasporto che per la posa in opera del conglomerato, di tutti quei dispositivi, mezzi d'opera ed
accorgimenti suggeriti dalla tecnica più progredita, e validi a garantire che al momento del getto l'impasto conservi
tutte le sue caratteristiche di omogeneità, senza dare luogo a segregazione alcuna dei componenti. Resta pertanto
vietato ogni getto libero nei cavi di fondazione, nei quali gli impasti debbono essere accompagnati con adatti mezzi
che impediscano la detta separazione. Non sarà consentito l'impiego di impasti che abbiano comunque stazionato più
di un’ora dal momento della loro confezione.
6) La vibrazione dei getti sarà eseguita mediante impiego di vibratori di adeguata frequenza e potenza; i getti saranno
lasciati a riposo il tempo necessario per ottenere la presa e l'indurimento normali.
I conglomerati cementizi dovranno essere posti in opera in apposite casseforme, sia in legname che metalliche, che
dovranno possedere requisiti di resistenza ed indeformabilità tali da non determinare apprezzabili alterazioni di
forma durante le operazioni di getto.
Nelle opere per le quali sia opportuno inserire giunti di dilatazione o contrazione, l'Impresa è obbligata ad eseguirli a
proprie spese, alle distanze e secondo le prescrizioni della D.L.; saranno compensati all'Impresa solo i giunti per i
quali è previsto l'impiego di materiale speciale di tenuta in gomma od altro tipo indicati in progetto.
Le caratteristiche e la divisione in classi degli inerti, come pure il rapporto acqua-cemento, potranno essere variati
in base ai risultati delle prove, alla qualità dei materiali, alla destinazione dei getti, a giudizio della Direzione Lavori
P a g i n a | 14
senza che ciò dia diritto all'Appaltatore a compensi o prezzi diversi. La Direzione lavori potrà consentire l'impiego di
additivi atti a migliorare la lavorabilità del calcestruzzo, che, salvo diversa specificazione, sarà effettuato a cura e
spese dell'Impresa senza che questa abbia a pretendere indennizzi o sovrapprezzi per tale titolo. Di norma non sarà
consentito il getto di calcestruzzo in acqua; ove ciò fosse in via eccezionale consentito, a giudizio insindacabile della
D.L., dovranno impiegarsi cementi pozzolanici, ferrico-pozzolanici e d'alto forno e adottarsi ogni precauzione per
impedire ogni dilavamento. Particolare cura dovrà essere posta nella esecuzione delle riprese dei getti, mediante la
costituzione di adatte ammorsature o denti e mediante l'adozione di tutti gli accorgimenti tecnici per il trattamento
delle superfici di ripresa della parte di struttura precedentemente eseguita. I relativi oneri si intendono compresi nei
prezzi contrattuali. I controlli di qualità del conglomerato, il prelievo dei campioni, i controlli di accettazione e le
prove complementari dovranno essere eseguiti in conformità alle norme vigenti all'atto dell'esecuzione. Fermo
restando quanto prescritto dalle norme D.M. 26 marzo 1980 all. n. 2 e successive modifiche sul significato della
resistenza caratteristica del calcestruzzo, per i vari tipi di calcestruzzo di cui all'elenco descrittivo delle categorie di
lavoro si dovranno in ogni caso rispettare i seguenti dosaggi minimi di cemento e resistenze minime a compressione:
CLASSE Rck
[N/mmq]
RESIST. a 7 gg.
[N/mmq]
RESIST. a 28 gg.
[N/mmq]
15 10 15
20 13 20
25 17 25
30 21 30
35 23.5 35
45 32 45
A seconda del tipo di manufatto da realizzare, si adotteranno comunque i calcestruzzi elencati nelle tabelle seguenti,
rispettando strettamente l’indicata corrispondenza tipologia-destinazione ed attenendosi alle modalità di esecuzione
specificate:
GABBIONI E LORO RIEMPIMENTO
Il piano di posa dei gabbioni dovrà essere preventivamente regolarizzato e perfettamente spianato. I gabbioni in
rete metallica dovranno essere costituiti da trafilati di ferro zincato a doppia tensione del diametro e maglia che
saranno ordinati dalla Direzione Lavori. Essi dovranno presentare una perfetta struttura geometrica (parallelepipeda e
trapezoidale) nei pezzi da impiegare per la costruzione di opere di correzione trasversali o di sostegno. Di volta in
volta la Direzione Lavori prescriverà le dimensioni delle scatole da impiegarsi in ogni singola opera. La Direzione
Lavori, inoltre, potrà prescrivere l'impiego di gabbioni di forma particolare. Prima del riempimento dei gabbioni
metallici si dovrà provvedere ad una efficace sistemazione dei tiranti interni nel numero che verrà fissato dalla
Direzione dei Lavori. Il pietrame di riempimento, di pezzatura non inferiore a cm 10, sarà sistemato a mano e le parti
esterne in vista, nonché quella relativa ai piani di posa e di combaciamento laterale, verrà lavorata come muratura a
secco, compreso l'onere delle facce in vista. Gli spigoli delle singole pareti dei gabbioni saranno solidamente ricuciti
fra loro con filo di ferro. Tutti gli spigoli dei gabbioni in contatto con la rete metallica di altro gabbione, dovranno
essere solidamente rilegati con la suddetta rete. Il filo da impiegarsi nelle legature e nei tiranti interni dovrà avere
caratteristiche analoghe a quelle prescritte per le maglie dei gabbioni; in ciascuna legatura il filo dovrà essere
fermato a brevi tratti. Per la zincatura dei gabbioni si dovranno osservare le norme contenute nella circolare n° 2078
del Consiglio Superiore dei LL.PP. Servizio Tecnico Centrale - terza sezione.
PALIFICAZIONI
Per le palificazioni con pali trivellati si procederà alla infissione del tubo forma mediante asportazione del terreno;
raggiunta la profondità necessaria dovrà essere altresì asportata l'acqua e la melma esistente nel cavo. Messa in opera
l'eventuale gabbia metallica, si procederà, secondo le norme sottoelencate, al getto ed al costipamento del
calcestruzzo con i sistemi in uso o brevettati, riconosciuti idonei dalla Direzione Lavori ed adeguati alla portanza
richiesta. Il conglomerato cementizio dovrà essere confezionato con idonei inerti di appropriata granulometria,
previamente approvati dalla D.L., e con dosaggio di 3 q.li di cemento tipo R 325 per mc di calcestruzzo in opera,
salvo diversa indicazione della D.L. o della relativa voce dell'elenco descrittivo delle categorie di lavoro.
L'introduzione del calcestruzzo nel tubo forma avverrà mediante benna munita di valvola automatica all'estremità
inferiore, che dovrà essere aperta solo in prossimità della superficie raggiunta dal getto precedente. Durante i getti
dovrà evitarsi in modo assoluto la presenza di acqua nel cavo ed il trascinamento del calcestruzzo durante

P a g i n a | 15
l'estrazione del tubo forma. Il getto dovrà sempre essere seguito da un energico costipamento. Le prove dovranno
essere effettuate su almeno il 2% dei pali in opera, con carico pari ad una volta e mezzo il carico di lavoro, per 24
ore. I pali in calcestruzzo armato, costruiti fuori opera, e posti in opera mediante infissione saranno fabbricati
mediante centrifugazione, ovvero con altro usuale procedimento, che garantisca caratteristiche strutturali e resistenza
idonee. Saranno di norma a forma tronco-conica a sezione anulare. I pali dovranno essere posti in opera, solo dopo
l'accettazione della Direzione Lavori, rimanendo a questa ogni giudizio circa la loro idoneità, il loro grado di
stagionatura ed ogni altra modalità. L'infissione dei pali si farà ordinariamente secondo i sistemi in uso. I magli
dovranno essere di peso non inferiore al peso dei pali e speciali cautele saranno adottate per impedire la spezzatura
delle testate, collocandovi sopra prismi o mozzature di legno cerchiate di ferro o cuffie metalliche di protezione ed
attuando quelle altre disposizioni, che all'atto pratico fossero riconosciute necessarie a giudizio della Direzione
Lavori. I pali saranno muniti di puntazza metallica. Se durante l'infissione si verificassero in qualche palo lesioni,
scheggiature di qualsiasi genere o deviazioni, che a giudizio della D.L. non fossero tollerabili, il palo stesso dovrà
essere rimosso e sostituito con un nuovo palo a totale carico dell'Impresa. Prima dell'esecuzione delle palificate con
pali infissi di qualsiasi tipo potrà essere richiesta l'infissione di alcuni pali di diverse caratteristiche per determinare
il rifiuto. Tali infissioni di prova saranno valutate con il relativo prezzo offerto. Per i lavori previsti nel presente
articolo, l'Impresa potrà avvalersi di ditte specializzate, di gradimento della Direzione Lavori.
TRIVELLAZIONE ORIZZONTALE CONTROLLATA
Perforazione ad andamento sub-orizzontale con metodo di perforazione DIRECTIONAL DRILLING del diametro
utile massimo 18” mm Tale tecnologia detta anche Perforazione Orizzontale Controllata o Horizontal Directional
Drilling (HDD), nota anche sotto il nome di Trivellazione Orizzontale Controllata (T.O.C.), è una tecnologia di
perforazione con controllo attivo della traiettori, Le tubazioni verranno installati per tiro all'interno di un perforo
opportunamente allargato mediante uno o più passaggi di alesatura, a partire da un foro pilota di piccolo diametro che
viene realizzato guidando con precisione centimetrica una punta di perforazione nel sottosuolo. Mediante Directional
Drilling si possono fare installazioni sia in terreno che in roccia, compreso la messa in opera del tubo in PEAD e De
400 tipo PE100 Sp.12,3 in barer da 12 mt . L'opera si intende completa di ogni accessorio di installazione anche
idraulica, delle opere edili di assistenza, delle opere di tiro in alto quanto altro necessario a renderlo conforme alle
prescizioni di progetto ed alle norme di riferimento.

P a g i n a | 16
CAPITOLO 4
COSTRUZIONE DELLE CONDOTTE IN GENERE
MOVIMENTAZIONE E POSA DELLE TUBAZIONI
Generalità Nella costruzione delle condotte costituenti l'opera oggetto del presente appalto, saranno osservate le vigenti
Norme tecniche:
- la normativa del Ministero dei lavori pubblici;
- le disposizioni in materia di sicurezza igienica e sanitaria di competenza del Ministero della sanità;
- le norme specifiche concernenti gli impianti fissi antincendio di competenza del Ministero dell'interno;
- le prescrizioni di legge e regolamentari in materia di tutela delle acque e dell'ambiente dall'inquinamento;
- le speciali prescrizioni in vigore per le costruzioni in zone classificate sismiche, allorchè le tubazioni siano
impiegate su tracciati che ricadano in dette zone;
- altre eventuali particolari prescrizioni, purchè non siano in contrasto con il D.M. 12 dicembre 1982, in vigore
per specifiche finalità di determinati settori come quelle disposte dalle Ferrovie dello Stato per l'esecuzione di
tubazioni in parallelo con impianti ferroviari ovvero di attraversamento degli stessi.
Le prescrizioni di tutto l'art. "Movimentazione e Posa delle Tubazioni" si applicano a tutte le tubazioni in
generale; si applicano anche ad ogni tipo delle tubazioni di cui agli articoli seguenti di questo capitolo, tranne per
quanto sia incompatibile con le specifiche norme per esse indicate.
Movimentazione delle tubazioni 1) Carico, trasporto e scarico
Il carico, il trasporto con qualsiasi mezzo (ferrovia, nave, automezzo), lo scarico e tutte le manovre in genere,
dovranno essere eseguiti con la maggiore cura possibile adoperando mezzi idonei a seconda del tipo e del diametro
dei tubi ed adottando tutti gli accorgimenti necessari al fine di evitare rotture, incrinature, lesioni o danneggiamenti in
genere ai materiali costituenti le tubazioni stesse ed al loro eventuale rivestimento.
Pertanto si dovranno evitare urti, inflessioni e sporgenze eccessive, strisciamenti, contatti con corpi che possano
comunque provocare deterioramento o deformazione dei tubi. Nel cantiere dovrà predisporsi quanto occorra (mezzi
idonei e piani di appoggio) per ricevere i tubi, i pezzi speciali e gli accessori da installare.
2) Accatastamento e deposito
L'accatastamento dovrà essere effettuato disponendo i tubi a cataste in piazzole opportunamente dislocate lungo il
tracciato su un'area piana e stabile protetta al fine di evitare pericoli di incendio, riparate dai raggi solari nel caso di
tubi soggetti a deformazioni o deterioramenti determinati da sensibili variazioni termiche.
La base delle cataste dovrà poggiare su tavole opportunamente distanziate o su predisposto letto di appoggio.
L'altezza sarà contenuta entro i limiti adeguati ai materiali ed ai diametri, per evitare deformazioni nelle tubazioni
di base e per consentire un agevole prelievo.
I tubi accatastati dovranno essere bloccati con cunei onde evitare improvvisi rotolamenti; provvedimenti di
protezione dovranno, in ogni caso, essere adottati per evitare che le testate dei tubi possano subire danneggiamenti di
sorta.
Per tubi deformabili le estremità saranno rinforzate con crociere provvisionali.
I giunti, le guarnizioni, le bullonerie ed i materiali in genere, se deteriorabili, dovranno essere depositati, fino al
momento del loro impiego, in spazi chiusi entro contenitori protetti dai raggi solari o da sorgenti di calore, dal
contatto con olii o grassi e non sottoposti a carichi.
Le guarnizioni in gomma (come quelle fornite a corredo dei tubi di ghisa sferoidale) devono essere
immagazzinate in locali freschi ed in ogni caso riparate dalle radiazioni ultraviolette, da ozono. Saranno conservate
nelle condizioni originali di forma, evitando cioè la piegatura ed ogni altro tipo di deformazione.
Non potranno essere impiegate guarnizioni che abbiano subito, prima della posa, un immagazzinamento superiore
a 36 mesi.
Scavo per la tubazione 1) Apertura della pista
Per la posa in opera della tubazione l'Appaltatore dovrà anzitutto provvedere all'apertura della pista di transito che
occorra per consentire il passaggio, lungo il tracciato, dei mezzi necessari alla installazione della condotta.
A tal fine sarà spianato il terreno e, là dove la condotta dovrà attraversare zone montuose con tratti a mezza costa,
sarà eseguito il necessario sbancamento; in alcuni casi potranno anche doversi costruire strade di accesso. L'entità e

P a g i n a | 17
le caratteristiche di dette opere provvisorie varieranno in funzione del diametro e del tipo di tubazioni nonchè della
natura e delle condizioni del terreno.
2) Scavo e nicchie
Nello scavo per la posa della condotta si procederà di regola da valle verso monte ai fini dello scolo naturale delle
acque che si immettono nei cavi.
Lo scavo sarà di norma eseguito a pareti verticali con una larghezza eguale almeno a DN + 50 cm (dove DN è il
diametro nominale della tubazione, in centimetri), con un minimo di 60 cm per profondità sino a 1,50 m e di 80 cm
per profondità maggiori di 1,50 m.
Quando la natura del terreno lo richieda potrà essere autorizzato dal Direttore dei lavori uno scavo a sezione
trapezia con una determinata pendenza della scarpa, ma con il fondo avente sempre la larghezza sopra indicata, a
salvaguardia dell'incolumità degli operai.
Il terreno di risulta dallo scavo sarà accumulato dalla parte opposta - rispetto alla trincea - a quella in cui sono
stati o saranno sfilati i tubi, allo scopo di non intralciare il successivo calo dei tubi stessi.
Le pareti della trincea finita non devono presentare sporgenze di blocchi o massi o di radici.
Il fondo dello scavo dovrà essere stabile ed accuratamente livellato prima della posa della tubazione in modo da
evitare gibbosità ed avvallamenti e consentire l'appoggio uniforme dei tubi per tutta la loro lunghezza.
Questa regolarizzazione del fondo potrà ottenersi con semplice spianamento se il terreno è sciolto o disponendo
uno strato di terra o sabbia ben costipata se il terreno è roccioso.
Le profondità di posa dei tubi sono indicate sui profili longitudinali delle condotte mediante "livellette"
determinate in sede di progetto oppure prescritte dal Direttore dei lavori.
Saranno predisposte, alle prevedibili distanze dei giunti, opportune nicchie, sufficienti per potere eseguire
regolarmente nello scavo tutte le operazioni relative alla formazione dei giunti.
Per tutto il tempo in cui i cavi dovranno rimanere aperti per la costruzione delle condotte, saranno ad esclusivo
carico dell'Appaltatore tutti gli oneri per armature, esaurimenti di acqua, sgombero del materiale eventualmente
franato e la perfetta manutenzione del cavo, indipendentemente dal tempo trascorso dall'apertura dello stesso e dagli
eventi meteorici verificatisi, ancorchè eccezionali.
L'avanzamento degli scavi dovrà essere adeguato all'effettivo avanzamento della fornitura dei tubi; pertanto, gli
scavi per posa condotte potranno essere sospesi a giudizio insindacabile del Direttore dei lavori qualora la
costruzione della condotta già iniziata non venga sollecitamente completata in ogni sua fase, compresa la prova
idraulica ed il rinterro.
Posa della tubazione 1) Sfilamento dei tubi
Col termine "sfilamento" si definiscono le operazioni di trasporto dei tubi in cantiere, dalla catasta a piè d'opera
lungo il tracciato, ed il loro deposito ai margini della trincea di scavo.
In genere converrà effettuare lo sfilamento prima dell'apertura dello scavo sia per consentire un migliore accesso
dei mezzi di trasporto e movimentazione sia per una più conveniente organizzazione della posa.
I tubi prelevati dalle cataste predisposte verranno sfilati lungo l'asse previsto per la condotta, allineati con le
testate vicine l'una all'altra, sempre adottando tutte le precauzioni necessarie (con criteri analoghi a quelli indicati per
lo scarico ed il trasporto) per evitare danni ai tubi ed al loro rivestimento.
I tubi saranno depositati lungo il tracciato sul ciglio dello scavo, dalla parte opposta a quella in cui si trova o si
prevede di mettere la terra scavata, ponendo i bicchieri nella direzione prevista per il montaggio e curando che i tubi
stessi siano in equilibrio stabile per tutto il periodo di permanenza costruttiva.
2) Posa in opera dei tubi
Prima della posa in opera i tubi, i giunti ed i pezzi speciali dovranno essere accuratamente controllati, con
particolare riguardo alle estremità ed all'eventuale rivestimento, per accertare che nel trasporto o nelle operazioni di
carico e scarico non siano stati danneggiati; quelli che dovessero risultare danneggiati in modo tale da compromettere
la qualità o la funzionalità dell'opera dovranno essere scartati e sostituiti. Nel caso in cui il danneggiamento abbia
interessato l'eventuale rivestimento si dovrà procedere al suo ripristino.
Per il sollevamento e la posa dei tubi in scavo, in rilevato o su appoggi, si dovranno adottare gli stessi criteri usati
per le operazioni precedenti (di trasporto, ecc.) con l'impiego di mezzi adatti a seconda del tipo e del diametro, onde
evitare il deterioramento dei tubi ed in particolare delle testate e degli eventuali rivestimenti protettivi.
Nell'operazione di posa dovrà evitarsi che nell'interno delle condotte penetrino detriti o corpi estranei di
qualunque natura e che venga comunque danneggiata la loro superficie interna; le estremità di ogni tratto di condotta
in corso d'impianto devono essere comunque chiuse con tappo di legno, restando vietato effettuare tali chiusure in
modo diverso.
La posa in opera dovrà essere effettuata da personale specializzato.
P a g i n a | 18
I tubi con giunto a bicchiere saranno di norma collocati procedendo dal basso verso l'alto e con bicchieri rivolti
verso l'alto per facilitare l'esecuzione delle giunzioni. Per tali tubi, le due estremità verranno pulite con una spazzola
di acciaio ed un pennello, eliminando eventuali grumi di vernice ed ogni traccia di terra o altro materiaIe estraneo.
La posa in opera dei tubi sarà effettuata sul fondo del cavo spianato e livellato, eliminando ogni asperità che
possa danneggiare tubi e rivestimenti.
Il letto di posa - che non è necessario nel caso di terreno sciolto e lo è invece nel caso di terreni rocciosi -
consisterà, nei casi in cui è prescritto dal Direttore dei lavori per costituire un supporto continuo della tubazione, in
uno strato, disteso sul fondo dello scavo, di materiale incoerente - come sabbia o terra non argillosa sciolta e vagliata
e che non contenga pietruzze - di spessore non inferiore a 10 cm misurati sotto la generatrice del tubo che vi verrà
posato.
Se i tubi vanno appoggiati su un terreno roccioso e non è possibile togliere tutte le asperità, lo spessore del letto di
posa dovrà essere convenientemente aumentato.
Ove si renda necessario costituire il letto di posa o impiegare per il primo rinterro materiali diversi da quelli
provenienti dallo scavo, dovrà accertarsi la possibile insorgenza di fenomeni corrosivi adottando appropriate
contromisure.
In nessun caso si dovrà regolarizzare la posizione dei tubi nella trincea utilizzando pietre o mattoni od altri
appoggi discontinui.
Il piano di posa - che verrà livellato con appositi traguardi in funzione delle "livellette" di scavo (apponendo e
quotando dei picchetti sia nei punti del fondo della fossa che corrispondono alle verticali dei cambiamenti di
pendenza e di direzione della condotta, sia in punti intermedi, in modo che la distanza tra picchetto e picchetto non
superi 15 metri) dovrà garantire una assoluta continuità di appoggio e, nei tratti in cui si temano assestamenti, si
dovranno adottare particolari provvedimenti quali: impiego di giunti adeguati, trattamenti speciali del fondo della
trincea o, se occorre, appoggi discontinui stabili, quali selle o mensole.
In quest'ultimo caso la discontinuità di contatto tra tubo e selle sarà assicurata dall'interposizione di materiale
idoneo.
Nel caso specifico di tubazioni metalliche dovranno essere inserite, ai fini della protezione catodica, in
corrispondenza dei punti d'appoggio, membrane isolanti.
Nel caso di posa in terreni particolarmente aggressivi la tubazione di ghisa sferoidale sarà protetta esternamente
con manicotto in polietilene, dello spessore di 20 ÷ 40 mm, applicato in fase di posa della condotta.
Per i tubi costituiti da materiali plastici dovrà prestarsi particolare cura ed attenzione quando le manovre di cui al
paragrafo "Movimentazione delle Tubazioni" ed a questo dovessero effettuarsi a temperature inferiori a 0°C, per
evitare danneggiamenti.
I tubi che nell'operazione di posa avessero subito danneggiamenti dovranno essere riparati così da ripristinare la
completa integrità, ovvero saranno definitivamente scartati e sostituiti, secondo quanto precisato nel primo capoverso
di questo paragrafo al punto 2.
Ogni tratto di condotta posata non deve presentare contropendenze in corrispondenza di punti ove non siano
previsti organi di scarico e di sfiato.
La posizione esatta in cui devono essere posti i raccordi o pezzi speciali e le apparecchiature idrauliche deve
essere riconosciuta o approvata dal Direttore dei lavori. Quindi resta determinata la lunghezza dei diversi tratti di
tubazione continua, la quale deve essere formata col massimo numero possibile di tubi interi, così da ridurre al
minimo il numero delle giunture.
E' vietato l'impiego di spezzoni di tubo non strettamente necessari.
Durante l'esecuzione dei lavori di posa debbono essere adottati tutti gli accorgimenti necessari per evitare danni
agli elementi di condotta già posati.
Si impedirà quindi con le necessarie cautele durante i lavori e con adeguata sorveglianza nei periodi di
sospensione, la caduta di pietre, massi, ecc. che possano danneggiare le tubazioni e gli apparecchi.
Con opportune arginature e deviazioni si impedirà che le trincee siano invase dalle acque piovane e si eviterà
parimenti, con rinterri parziali eseguiti a tempo debito senza comunque interessare i giunti, che, verificandosi
nonostante ogni precauzione la inondazione dei cavi, le condotte che siano vuote e chiuse agli estremi possano essere
sollevate dalle acque.
Ogni danno di qualsiasi entità che si verificasse in tali casi per mancanza di adozione delle necessarie cautele è a
carico dell'Appaltatore.
3) Posa in opera dei pezzi speciali e delle apparecchiature idrauliche.
I pezzi speciali e le apparecchiature idrauliche saranno collocati seguendo tutte le prescrizioni prima indicate per i
tubi.
I pezzi speciali saranno in perfetta coassialità con i tubi.
Gli organi di manovra (saracinesche di arresto e di scarico, sfiati, gruppi per la prova di pressione, ecc.) e i giunti
isolanti - che è conveniente prima preparare fuori opera e poi montare nelle tubazioni - verranno installati, seguendo
tutte le prescrizioni prima indicate per i tubi, in pozzetti o camerette in muratura accessibili e drenate dalle acque di
infiltrazione in modo che non siano a contatto con acqua e fango.

P a g i n a | 19
Fra gli organi di manovra ed eventuali muretti di appoggio verranno interposte lastre di materiale isolante.
Nei casi in cui non è possibile mantenere le camerette sicuramente e costantemente asciutte, le apparecchiature
suddette saranno opportunamente rivestite, operando su di esse prima della loro installazione e successivamente sulle
flange in opera.
Parimenti saranno rivestiti, negli stessi casi o se si tratta di giunti isolanti interrati, i giunti medesimi.
Le saracinesche di arresto avranno in genere lo stesso diametro della tubazione nella quale debbono essere
inserite e saranno collocate nei punti indicati nei disegni di progetto o dal Direttore dei lavori.
Le saracinesche di scarico saranno collocate comunque - sulle diramazioni di pezzi a T o di pezzi a croce - nei
punti più depressi della condotta tra due tronchi (discesa - salita), ovvero alla estremità inferiore di un tronco isolato.
Gli sfiati automatici saranno collocati comunque - sulle diramazioni di pezzi a T, preceduti da una saracinesca e
muniti di apposito rubinetto di spurgo - nei punti culminanti della condotta tra due tronchi (salita - discesa) o alla
estremità superiore di un tronco isolato ovvero alla sommità dei sifoni.
4) Giunzioni dei pezzi speciali flangiati e delle apparecchiature idrauliche con la tubazione.
Il collegamento dei pezzi speciali flangiati o delle apparecchiature idrauliche con la tubazione è normalmente
eseguito con giunto a flangia piena consistente nella unione, mediante bulloni, di due flange poste alle estremità dei
tubi o pezzi speciali o apparecchiature da collegare, tra le quali è stata interposta una guarnizione ricavata da piombo
in lastra di spessore non minore di 5 mm o una guarnizione in gomma telata.
Le guarnizioni avranno la forma di un anello piatto il cui diametro interno sarà uguale a quello dei tubi da
congiungere e quello esterno uguale a quello esterno del "collarino" della flangia. E' vietato l'impiego di due o più
rondelle nello stesso giunto. Quando, per particolati condizioni di posa della condotta, sia indispensabile l'impiego di
ringrossi tra le flange, questi debbono essere di ghisa o di ferro e posti in opera con guarnizioni su entrambe le facce.
E' vietato ingrassare le guarnizioni.
I dadi dei bulloni saranno stretti gradualmente e successivamente per coppie di bulloni posti alle estremità di uno
stesso diametro evitando di produrre anormali sollecitazioni della flangia, che potrebbero provocarne la rottura.
Stretti i bulloni, la rondella in piombo sarà ribattuta energicamente tutto intorno con adatto calcatoio e col
martello per ottenere una tenuta perfetta.
5) Prova d'isolamento e protezione catodica
Sulle tubazioni metalliche o con armature metalliche munite di rivestimento protettivo esterno, al termine delle
operazioni di completamento e di eventuale ripristino della protezione stessa, saranno eseguite determinazioni della
resistenza di isolamento delle tubazioni in opera per tronchi isolati, al fine di controllare la continuità del
rivestimento protettivo, procedendo alla individuazione ed all'eliminazione dei punti di discontinuità del
rivestimento.
Le tubazioni suddette, nei casi in cui la presenza di correnti vaganti o la natura particolarmente aggressiva dei
terreni di posa lascia prevedere elevate possibilità di corrosione, verranno portate in condizioni di immunità cioè tali
da neutralizzare ogni fenomeno di corrosione, mediante applicazione della protezione catodica.
A prescindere dal sistema con cui questa verrà eseguita, secondo le prescrizioni del Direttore dei lavori, sarà nei
suddetti casi comunque realizzata la protezione catodica temporanea, per impedire gli eventuali processi iniziali di
corrosione che potranno manifestarsi specie nel caso di tempi lunghi intercorrenti fra la posa delle condotte e
l'applicazione della protezione catodica.
6) Giunzioni dei tubi
Verificati pendenza ed allineamento si procederà alla giunzione dei tubi, che dovrà essere effettuata da personale
specializzato.
Le estremità dei tubi e dei pezzi speciali da giuntare e le eventuali guarnizioni dovranno essere perfettamente
pulite.
La giunzione dovrà garantire la continuità idraulica e il comportamento statico previsto in progetto e dovrà essere
realizzata in maniera conforme alle norme di esecuzione dipendenti dal tipo di tubo e giunto impiegati nonchè dalla
pressione di esercizio.
A garanzia della perfetta realizzazione dei giunti dovranno, di norma, essere predisposti dei controlli sistematici
con modalità esecutive specificatamente riferite al tipo di giunto ed al tubo impiegato.
ATTRAVERSAMENTI E PARALLELISMI
Norme da osservare Nei casi di interferenza (attraversamenti, parallelismi) di condotte di acqua potabile sotto pressione (acquedotti) o
di fogna con le ferrovie dello Stato ovvero con ferrovie, tramvie e filovie extraurbane, funicolari, funivie e impianti
similari, concessi o in gestione governativa, eserciti sotto il controllo della Direzione generale della motorizzazione

P a g i n a | 20
civile e trasporti in concessione, saranno osservate le Norme vigenti ed in particolare le prescrizioni del D.M. 23
febbraio 1971.
Attraversamenti di corsi d'acqua, ferrovie e strade Si devono predisporre manufatti di attraversamento ogni volta che la condotta incontri:
- un corso d'acqua naturale o artificiale;
- una strada ferrata;
- una strada a traffico pesante.
Negli attraversamenti di corsi di acqua importanti, è in generale necessario effettuare il sovra passaggio mediante
piccoli ponti progettati per il sostegno della tubazione, oppure servirsi come appoggio di un ponte esistente. Nel caso
di piccoli corsi d'acqua, come torrenti, sarà effettuato un sottopassaggio ricavato in una briglia del torrente, che abbia
sufficiente robustezza.
In genere, in corrispondenza all'attraversamento di un corso d'acqua si ha un punto basso della condotta e in tale
punto è conveniente sistemare un pozzetto di scarico.
Gli attraversamenti ferroviari - per i quali vanno comunque scrupolosamente osservate le prescrizioni del D.M. 23
febbraio 1971 - devono essere sempre eseguiti in cunicolo, possibilmente ispezionabile, avente lunghezza almeno
uguale alla larghezza della piattaforma ferroviaria; alle estremità del cunicolo, prima e dopo l'attraversamento deve
essere predisposto un pozzetto contenente una saracinesca di intercettazione ed una derivazione per scarico.
Anche gli attraversamenti stradali saranno in genere posti in cunicolo, per non essere costretti, in caso di rottura
del tubo, a manomettere la sede stradale per la riparazione; è in ogni caso necessario, quando non sia conveniente
costruire un vero e proprio cunicolo, disporre la condotta in un tubo più grande (tubo guaina) od in un tombino, in
modo da proteggerla dai sovraccarichi e dalle vibrazioni trasmesse dal traffico sul piano stradale e permettere
l'eventuale sfilamento. Le saracinesche di intercettazione verranno poste in pozzetti prima e dopo l'attraversamento
per facilitare eventuali riparazioni della condotta.
Le condotte contenute in tubi-guaina (p.e., negli attraversamenti stradali e ferroviari) saranno isolate
elettricamente inserendo zeppe e tasselli - rispettivamente alle estremità del tubo-guaina e nella intercapedine fra
condotta e tubo-gomma - di materiale elettricamente isolante e meccanicamente resistente.I tasselli non dovranno
occupare più di un quarto dell'area dell'intercapedine e saranno in numero tale che in nessun caso i tubi possano
venire a contatto per flessione.
I tubi-guaina saranno dotati di adeguato rivestimento esterno; i tubi di sfiato dei tubi-guaina saranno realizzati in
modo da non avere contatti metallici con le condotte.
Distanze della condotta da esistenti tubazioni e cavi interrati La condotta sarà mantenuta alla massima distanza possibile dalle altre tubazioni (acquedotti, gasdotti, ecc.) e cavi
(elettrici, telefonici, ecc.) interrati.
Per le condotte urbane:
- nei parallelismi, se eccezionalmente si dovesse ridurre la distanza a meno di 30 cm, verrà controllato anzitutto il
rivestimento con particolare cura mediante un rilevatore a scintilla per verificarne in ogni punto la continuità e sarà
poi eseguito un rivestimento supplementare (come quello per la protezione dei giunti nei tubi di acciaio); nella
eventualità che possano verificarsi contatti fra le parti metalliche, saranno inseriti tasselli di materiale isolante (p.e.
tela bachelizzata, PVC, ecc.) dello spessore di almeno 1 cm;
- negli incroci verrà mantenuta una distanza di almeno 30 cm; se eccezionalmente si dovesse ridurre, sarà
eseguito un rivestimento supplementare come sopra per una estensione di 10 m a monte e 10 m a valle; se esiste il
pericolo di contatto fra le parti metalliche (p.e. per assestamenti del terreno), verrà interposta una lastra di materiale
isolante con spessore di almeno 1 cm, larghezza eguale a 2 ÷ 3 volte il diametro del tubo maggiore e lunghezza a
seconda della posizione della condotta rispetto alle altre tubazioni o cavi.
Analogamente si procederà per le condotte extraurbane, nei parallelismi e negli incroci, quando la distanza di cui
sopra si riduca a meno di 75 cm.
Attraversamenti di pareti e blocchi in calcestruzzo La tubazione, per la parte in cui attraversa pareti, blocchi di ancoraggio o briglie in calcestruzzo ecc., conserverà
il rivestimento protettivo e verrà tenuta ad una distanza di almeno 10 cm dagli eventuali ferri di armatura.
Se in corrispondenza all'attraversamento deve essere realizzato l'ancoraggio, si ricorrerà a cerniere protette con
idonee vernici isolanti (p.e. epossidiche) mentre il tubo sarà sempre dotato di rivestimento.
Sostegni per condotte aeree Fra la tubazione e le sellette di appoggio saranno interposte lastre o guaine di materiale isolante (p.e. Polietilene,
gomma telata, ecc.) sia nei punti in cui la condotta è semplicemente appoggiata che in quelli in cui la condotta è
ancorata ai sostegni mediante collare di lamiera e zanche di ancoraggio.
PROVA IDRAULICA DELLA CONDOTTA

P a g i n a | 21
Puntellamenti ed ancoraggi per la prova Prima di procedere al riempimento della condotta per la prova idraulica deve essere eseguito il rinfianco ed il
rinterro parziale della condotta in modo da impedire che la pressione interna di prova provochi lo spostamento dei
tubi; ed i raccordi corrispondenti alle estremità, alle curve planimetriche ed altimetriche, alle diramazioni ed alle
variazioni di diametro devono essere opportunamente puntellati.
Prima di eseguire gli ancoraggi definitivi in muratura, (ma di quelli che venissero costruiti si dovrà accettare la
stagionatura, prima della prova) saranno effettuati puntellamenti provvisori sulle pareti dello scavo a mezzo di
carpenteria in legno o in ferro (p.e. puntelli in ferro telescopici regolabili in lunghezza, martinetti idraulici) per
facilitare lo smontaggio della condotta nel caso di eventuali perdite.
Per equilibrare la spinta longitudinale sul terminale della condotta può rendersi talvolta opportuno costruire un
blocco trasversale in calcestruzzo; in tale caso si provvederà nel blocco stesso un foro per il successivo passaggio, in
prosecuzione, della condotta.
Nel caso di raccordi collegati a valvola di interruzione in linea, i raccordi stessi devono essere opportunamente
ancorati mediante apposite staffe metalliche collegate alle murature del pozzetto, allo scopo di contrastare le spinte
idrostatiche, derivanti dalla differenza di pressione monte-valle della valvola, generate dalla sua chiusura.
Per i blocchi di ancoraggio sarà generalmente adottata la forma a pianta trapezia ed altezza costante, con i lati
maggiore e minore del trapezio di base adiacenti rispettivamente alla parete verticale dello scavo ed alla condotta.
I blocchi di ancoraggio destinati ad essere sollecitati esclusivamente a compressione saranno realizzati in
calcestruzzo cementizio non armato dosato a 300 kg di cemento per 1 m³ di inerti.
I blocchi destinati a sollecitazione di trazione e presso-flessione saranno realizzati in calcestruzzo cementizio
armato.
Le dimensioni dei blocchi saranno quelle di progetto o stabilite dal Direttore dei lavori.
Tronchi di condotta - Preparazione della prova La condotta verrà sottoposta a prova idraulica per tronchi via via completati, della lunghezza ognuno di circa
$MANUAL$ (vedi nota 1) m.
Si farà in modo di provare tronchi aventi alle estremità nodi o punti caratteristici della condotta, quali incroci,
diramazioni, sfiati, scarichi, così da avere a disposizione i raccordi ai quali collegare le apparecchiature occorrenti
alla prova idraulica; in questo caso, quando manchino saracinesche di linea, può essere realizzato il sezionamento del
tronco da collaudare interponendo temporaneamente, fra due flange piane, un disco di acciaio.
Se invece le estremità delle condotte non sono costituite da raccordi utilizzabili in via definitiva, occorre chiudere
provvisoriamente le estremità della condotta con gli opportuni raccordi a flangia (tazza o imbocco) e relativi piatti di
chiusura aventi un foro filettato.
L'Appaltatore eseguirà le prove dei tronchi di condotta posata al più presto possibile e pertanto dovrà far seguire
immediatamente alla esecuzione delle giunzioni quella degli ancoraggi provvisori e di tutte le operazioni per le
prove.
Il Direttore dei lavori potrà prescrivere dispositivi speciali (come l'esecuzione di blocchi di calcestruzzo - da
rimuovere in tutto o in parte dopo le prove per eseguire il tratto di tubazione corrispondente alla interruzione - con
tubi di comunicazione tra l'uno e l'altro muniti di saracinesche per il passaggio dell'acqua).
L'Appaltatore dovrà provvedere a sue cure e spese a tutto quanto è necessario (acqua per il riempimento delle
tubazioni, piatti di chiusura, pompe, rubinetti, raccordi, guarnizioni e manometro registratore ufficialmente tarato)
per l'esecuzione delle prove e per il loro controllo da parte del Direttore dei lavori.
Saranno inoltre effettuati, a cura e spese dell'Appaltatore, la provvista di materiali e tutti i lavori occorrenti per
sbatacchiature e ancoraggi provvisori delle estremità libere della condotta e dei relativi piatti di chiusura durante le
prove, curando l'esecuzione di tali operazioni sì da non dare luogo a danneggiamenti della tubazione e di altri
manufatti.
Disinfezione della condotta Per ogni tratto collocato, e comunque per lunghezza non superiore di norma a 500 m, debbono essere posti 20 kg
di grassello di calce nell'interno della condotta per la sua disinfezione.
L'acqua di calce sarà scaricata durante i lavaggi.
Il Direttore dei lavori potrà prescrivere altro sistema di disinfezione.
L'immissione del grassello o l'adozione di altri sistemi di disinfezione dovranno essere ripetuti tutte le volte che
debbano rinnovarsi le prove delle condutture.
Riempimento della condotta Si riempirà la condotta con acqua immessa preferibilmente dall'estremità a quota più bassa del tronco, per
assicurare il suo regolare deflusso e per la fuoriuscita dell'aria dall'estremità alta; il riempimento sarà sempre fatto
molto lentamente per assicurare la completa evacuazione dell'aria .

P a g i n a | 22
Il piatto di chiusura del raccordo sull'estremità alta deve essere forato nel punto più alto corrispondente alla
sezione interna del tubo e munito di rubinetto di spurgo d'aria.
In modo analogo occorre assicurare lo spurgo dell'aria in eventuali punti di colmo (sfiati) intermedi della tratta da
provare e, in alcuni casi, in corrispondenza delle variazioni di diametro. L'immissione dell'acqua deve essere fatta ad
una discreta pressione (2-3 bar almeno) collegando la condotta alla rete già in esercizio; nel caso di condotte di
adduzione esterne si può prelevare l'acqua dai tronchi già collaudati o da vasche, pozzi, corsi d'acqua, mediante
pompe munite di valvola di fondo. Nella fase di riempimento occorre tenere completamente aperti i rubinetti di
sfiato.
Si lascerà fuoriuscire l'acqua dai rubinetti per il tempo necessario affinchè all'interno della condotta non vi siano
residue sacche d'aria (le quali renderebbero praticamente impossibile la messa in pressione).
In caso di necessità possono realizzarsi punti di sfiato mediante foratura della condotta in corrispondenza della
generatrice superiore e posa in opera di "staffe a collare".
Collocazione della pompa e messa in pressione Ad avvenuto riempimento della condotta saranno lasciati aperti per un certo tempo gli sfiati per consentire l'uscita
di ogni residuo d'aria e sarà poi disposta, preferibilmente nel punto più basso di essa, la pompa di prova a pistone o a
diaframma (del tipo manuale o a motore) munita del relativo manometro registratore ufficialmente tarato. La pompa,
se posta nel punto di immissione principale (collegamento alla rete, ecc.), va collegata mediante apposita
diramazione e relative valvole di intercettazione, allo scopo di poter effettuare ulteriori riempimenti della condotta
senza perdite di tempo per disconnessioni temporanee.
Agendo sulla leva della pompa (o sull'accensione del motore) si metterà la condotta in carico fino ad ottenere la
pressione di prova stabilita, che sarà raggiunta gradualmente, in ragione di non più di 1 bar al minuto primo.
Specie nel periodo estivo e per le condotte sottoposte ai raggi solari nelle ore più calde della giornata, si
controllerà il manometro, scaricando se necessario con l'apposita valvola della pompa l'eventuale aumento di
pressione oltre i valori stabiliti.
Dopo il raggiungimento della pressione richiesta, verrà ispezionata la condotta per accertare che non vi siano in
atto spostamenti dei puntelli o degli ancoraggi in corrispondenza dei punti caratteristici della condotta.
Le due prove La prova idraulica della condotta consisterà di due prove, una a giunti scoperti a condotta seminterrata e l'altra a
cavo semichiuso, che saranno eseguite ad una pressione pari a 1,5-2 volte la pressione di esercizio.
Alle prove il Direttore dei lavori potrà richiedere l'assistenza della ditta fornitrice dei tubi.
Durante il periodo nel quale la condotta sarà sottoposta alla prima prova, il Direttore dei lavori, in contraddittorio
con l'Appaltatore, eseguirà la visita accurata di tutti i giunti che, all'inizio della prova, debbono risultare puliti e
perfettamente asciutti.
Il buon esito della prima prova sarà dimostrato dai concordi risultati dell'esame dei giunti e dal grafico del
manometro registratore; non potrà perciò accettarsi una prova in base alle sole indicazioni, ancorchè positive, del
manometro registratore, senza che sia stata effettuata la completa ispezione di tutti i giunti.
Qualora la prima prova non abbia dato risultati conformi alle prescrizioni relative ai singoli tipi di tubi, essa dovrà
essere ripetuta.
Dopo il risultato favorevole della prima prova, si procederà alla seconda prova a cavo semichiuso, il cui buon
esito risulterà dal grafico del manometro registratore.
Se questa seconda prova non darà risultati conformi alle prescrizioni relative ai singoli tipi di tubo, il cavo dovrà
essere riaperto, i giunti revisionati o rifatti e il rinterro rinnovato. La prova verrà quindi ripetuta con le stesse
modalità di cui sopra.
La sostituzione dei tubi che risultassero rotti o si rompessero durante le prove è a totale carico dell'Appaltatore,
sia per quanto riguarda la fornitura del materiale che per la manodopera e l'attrezzatura occorrenti.
Dopo il risultato favorevole della 1° e 2° prova, per le quali il Direttore dei lavori redigerà "verbale di prova
idraulica", verrà completato il rinterro.
RINTERRO
Rinfianco e rinterro parziale (cavallottamento) Al termine delle operazioni di giunzione relative a ciascun tratto di condotta ed eseguiti gli ancoraggi, si
procederà di norma al rinfianco ed al rinterro parziale dei tubi - per circa 2/3 della lunghezza di ogni tubo, con un
cumulo di terra (cavallotto) - sino a raggiungere un opportuno spessore sulla generatrice superiore, lasciando
completamente scoperti i giunti.
Modalità particolari dovranno essere seguite nel caso di pericolo di galleggiamento dei tubi o in tutti quei casi in
cui lo richieda la stabilità dei cavi.

P a g i n a | 23
Il rinterro verrà effettuato con materiale proveniente dagli scavi, selezionato (privo di sassi, radici, corpi estranei,
almeno fino a circa 30 cm sopra la generatrice superiore del tubo) o, se non idoneo, con materiale proveniente da
cava di prestito, con le precauzioni di cui al paragrafo "Posa della Tubazione" su sfilamento tubi.
Il materiale dovrà essere disposto nella trincea in modo uniforme, in strati di spessore 20-30 cm,
abbondantemente innaffiato e accuratamente costipato sotto e lateralmente al tubo, per ottenere un buon appoggio
esente da vuoti e per impedire i cedimenti e gli spostamenti laterali. Per i tubi di grande diametro di tipo flessibile,
dovrà essere effettuato in forma sistematica il controllo dello stato di compattazione raggiunto dal materiale di
rinterro, secondo le prescrizioni del Direttore dei lavori.
Ove occorra, il rinfianco potrà essere eseguito in conglomerato cementizio magro.
Saranno in ogni caso osservate le normative UNI nonchè le indicazioni del costruttore del tubo.
Rinterro a semichiusura del cavo Eseguita la prima prova a giunti scoperti si procederà al rinterro dei tratti di condotta ancora scoperti, con le
modalità ed i materiali stabiliti nel precedente punto, ed al rinterro completo di tutta la condotta del tronco sino a
circa 80 cm sulla generatrice superiore della tubazione, impiegando materiali idonei disposti per strati successivi,
spianati ed accuratamente compattati dopo avere eliminato le pietre di maggiori dimensioni.
Rinterro definitivo Eseguita la prova idraulica si completerà il rinterro con le modalità ed i materiali stabiliti nel precedente punto.
A rinterro ultimato, nei tronchi fuori strada verranno effettuati gli opportuni ricarichi atti a consentire il ripristino
del livello del piano di campagna - quale dovrà risultare all'atto del collaudo - dopo il naturale assestamento del
rinterro.
Nei tronchi sotto strada si avrà cura di costipare il rinterro, procedendo alle necessarie innaffiature fino al livello
del piano di posa della massicciata stradale, raggiungendo un grado di compattazione e di assestamento del rinterro
tale per cui, una volta che sia stato effettuato il ripristino della struttura stradale, il piano di calpestio di questa non
subisca col tempo e per effetto del traffico anche "pesante" alcuna modifica rispetto all'assetto altimetrico
preesistente alle operazioni di posa. Nel caso in cui dovessero verificarsi cedimenti, l'Appaltatore, a sua cura e spese,
dovrà procedere alle opportune ed ulteriori opere di compattazione ed al ripristino della struttura stradale
(massicciata, binder, strato di usura), fino all'ottenimento della condizione di stabilità.

P a g i n a | 24
CAPITOLO 5
COSTRUZIONE DEI VARI TIPI DI CONDOTTA
COSTRUZIONE DELLE CONDOTTE DI ACCIAIO (ACQUEDOTTI)
Movimentazione Durante il trasporto, i tubi di acciaio devono essere sistemati in modo da impedire le oscillazioni e gli
sfregamenti; i montanti contro i quali poggiano i tubi esterni devono essere convenientemente imbottiti o fasciati con
materiali morbidi (paglia, stracci, ecc.).
I tubi non devono essere lasciati cadere a terra, rotolati o strisciati, ma sollevati e trasportati sul luogo di impiego
con cura per evitare danni al rivestimento.
Durante le operazioni di carico e scarico, i tubi, singoli o in fascio, non devono essere sostenuti con funi o con
catene, ma con larghe bande di tela gommata od imbottita; se i tubi hanno un diametro maggiore di 100 mm, saranno
manovrati singolarmente agganciandoli alle due estremità.
I tubi di acciaio devono essere accatastati interponendo tra i vari strati dei listoni di legno o dei materassini di
paglia in modo che le estremità a flangia o a bicchiere non penetrino nel rivestimento dei tubi sovrastanti e
sottostanti.
Si deve limitare l'altezza delle cataste per evitare lo schiacciamento del rivestimento dei tubi posti negli strati
inferiori tenendo presenti le condizioni ambientali (in particolare modo la temperatura).
La zona di accatastamento deve avere una superficie di appoggio piana e priva di ghiaia, pietre o altri oggetti
acuminati che possono penetrare nel rivestimento; deve inoltre essere sgomberata dalla gramigna che ha il potere di
intaccare i rivestimenti a base di bitume.
Revisione del rivestimento - Protezione dei giunti - Posa in opera Prima di calare i tubi di acciaio nello scavo si deve procedere ad un'accurata revisione del rivestimento per
individuarne e ripararne gli eventuali difetti.
La riparazione si esegue asportando accuratamente tutta la parte danneggiata, pulendo a mezzo di spazzola
metallica la superficie scoperta e verniciandola con vernice al bitume. Quando la vernice è asciutta al tatto, si applica
uno strato di bitume fuso e si ricopre accuratamente con tessuto di vetro imbevuto dello stesso bitume; la ricopertura
deve estendersi con un buon margine sul contorno della parte lesionata.
Nel caso di piccoli difetti o di piccole avarie la riparazione può limitarsi a semplice spalmatura di bitume caldo.
La protezione del giunto viene eseguita come segue.
- Sulle estremità del rivestimento di fabbrica si realizza, con opportuno utensile, un invito a becco di flauto;
- si pulisce a fondo tutta la superficie da rivestire con spazzola metallica in modo che risulti esente da polvere,
terra, scorie di saldatura, ecc.; una accurata pulizia deve essere effettuata anche su un tratto di 10 ÷ 15 cm del
rivestimento esistente sui tubi nelle parti adiacenti alla zona metallica nuda;
- si applica sulle parti sopra indicate, rese pulite ed asciutte, almeno una mano di vernice bituminosa;
- si applica, dopo che la pellicola di vernice è ben essiccata, uno strato di bitume fuso dello spessore di almeno 2
mm; l'operazione va eseguita versando il bitume con un mestolo nella parte superiore e spalmandolo con un
tampone od una spatola od altro idoneo sistema in quella inferiore;
- si controlla, eventualmente con un rilevatore elettrico a scintilla (detector), la continuità del rivestimento;
- si esegue una fasciatura in doppio strato con tessuto di vetro imbevuto di bitume caldo, sovrapponendo la
fasciatura al rivestimento preesistente per almeno 15 cm.
Per effettuare la posa, la condotta deve essere sollevata in punti ravvicinati in modo da evitare sollecitazioni
pericolose nel materiale; parimenti il rivestimento deve essere conservato intatto impiegando sistemi idonei
(esempio: fasce di tessuto a base di iuta).
A seconda dal tipo di giunzione, si avvicinano le testate dei tubi e si accoppiano i bicchieri e poi si procede alla
loro giunzione mediante saldatura, onde formare dei lunghi tronchi da deporre a lato dello scavo, ed in qualche caso
sopra lo scavo stesso.
Giunzioni con saldatura La saldatura in cantiere dei giunti a sovrapposizione (giunti a bicchiere cilindrico o sferico) o di testa delle
tubazioni di acciaio deve assicurare, oltre alla tenuta idraulica, l'efficienza nelle normali condizioni di collaudo e di
esercizio.
Si richiedono perciò:

P a g i n a | 25
- materiale base atto ad essere saldato con il procedimento adottato;
- materiale d'apporto con caratteristiche meccaniche adeguate a quelle del materiale base;
- procedimento di saldatura appropriato;
- preparazione, esecuzione e controlli della saldatura adeguati al procedimento adottato ed alla importanza della
condotta;
- saldatori qualificati.
La realizzazione dei giunti saldati in cantiere sarà ottenuta, di norma, per fusione ed apporto di acciaio al
carbonio, o a bassa lega, normalmente con saldatura manuale all'arco elettrico con elettrodi rivestiti. Nel caso di
tubazioni di spessore piccolo (<= 3,2 mm) e di piccolo diametro (<= 80 mm) sarà usato il procedimento al cannello
ossiacetilenico.
Le saldatrici, le motosaldatrici, le linee elettriche di collegamento e gli accessori relativi dovranno essere
mantenuti durante tutta la durata del lavoro in condizioni tali da assicurare la corretta esecuzione e la continuità del
lavoro nonchè la sicurezza del personale.
Gli elettrodi rivestiti per saldatura manuale ad arco dovranno essere omologati secondo le tabelle UNI 5132.
Per i giunti a bicchiere cilindrico e sferico, prima del loro accoppiamento, le estremità deformate a causa di
danneggiamenti subiti durante il trasporto dovranno essere ripristinate, normalmente previo adeguato riscaldo della
zona interessata.
Per la saldatura di testa, quando questi tubi presentino ovalizzazioni o comunque un eccessivo disallineamento
anche locale delle superfici interne, si dovrà usare un accoppiatubi interno o esterno di allineamento che non dovrà
essere tolto prima che sia stata eseguita la prima passata, avente una lunghezza totale non inferiore al 50% della
circonferenza del tubo e comunque uniformemente distribuita sulla circonferenza stessa.
Prima della saldatura le estremità da congiungere dovranno risultare completamente esenti da scorie, vernici,
grasso, ruggine, terra, ecc. Le impurità eventualmente presenti dovranno essere accuratamente rimosse con spazzole
metalliche, decapaggio a fiamma o altri mezzi idonei.
Le saldature dovranno essere effettuate con temperatura ambiente uguale o superiore a + 15°C; per temperature
più basse dovrà eseguirsi un opportuno preriscaldo; inoltre si eviterà di effettuare saldature quando le condizioni
atmosferiche per pioggia, forte umidità, vento, siano giudicate, dal Direttore dei lavori, pregiudizievoli per la buona
esecuzione delle saldature stesse.
I saldatori terranno gli elettrodi da impiegare negli appositi fornetti riscaldatori ad una temperatura di 40 ÷ 80°C.
II preriscaldo si rende necessario se la temperatura ambiente è inferiore a + 5°C e in ogni caso per tubi di spessore
superiore a 8 mm; esso potrà essere effettuato con fiamma di qualunque tipo (bruciatori a gas propanici, ecc.) a
induzione o con resistenze elettriche.
Dovranno essere impiegati saldatori qualificati secondo le specifiche seguenti, per i procedimenti e gli elettrodi
per i quali hanno conseguito la qualifica:
- per la saldatura manuale ad arco con elettrodi rivestiti, secondo le norme UNI 4633 (Classificazione e qualifica
dei saldatori elettrici per tubazioni d'acciaio dolce o a bassa lega);
- per la saldatura ossiacetilenica, secondo le norme UNI 5770 (Classificazione e qualifica dei saldatori
ossiacetilenici).
Per quanto non indicato nelle suddette norme UNI, si seguiranno le norme ANDIS.
Prova idraulica La pressione di prova idraulica delle condotte di acciaio sarà pari a 10 kgf/cm² oltre quella di esercizio e dovrà
mantenersi costante per una durata di 24 ore continue, durante le quali nessuna perdita dovrà verificarsi in
corrispondenza delle saldature. Qualora si dovessero invece verificare perdite le saldature relative verranno
contrassegnate e, dopo lo svuotamento della condotta, riparate o rifatte come potrà ordinare il Direttore dei lavori.
Per le tubazioni con giunti saldati l'Appaltatore ha la facoltà, previa autorizzazione del Direttore dei lavori, di
eseguire preliminarmente una prova di tenuta ad aria che permette di localizzare ed eliminare le eventuali saldature
difettose senza attendere il risultato della prova idraulica.
Detta prova di tenuta consiste nella immissione, nel tronco di condotta da provare chiuso alle due estremità, di
aria compressa a 6 ÷ 7 bar mentre si bagnano con acqua fortemente saponata le singole saldature; se la prova di
tenuta ha esito favorevole, l'Appaltatore potrà rivestire i giunti anche prima di collocare i tubi nello scavo.
Seguiranno il rinterro e la prova idraulica di cui ai relativi articoli.
COSTRUZIONE DELLE CONDOTTE DI CEMENTO ARMATO (ACQUEDOTTI)
Movimentazione In tutte le operazioni di carico, trasporto. scarico ed accatastamento dei tubi di cemento armato dotati di
rivestimento bituminoso dovrà porsi ogni cura necessaria ad evitare danni al rivestimento stesso, impiegando a tal
uopo mezzi d'opera e di trasporto appositamente scelti.

P a g i n a | 26
Revisione del rivestimento e posa in opera Prima di procedere alla posa in opera di ogni singolo tubo in cemento armato, se ne controllerà accuratamente il
rivestimento e si provvederà subito alle eventuali riparazioni, almeno per la parte del tubo che dopo la posa in opera
non è più accessibile.
L'impiego corretto e normale delle tubazioni di cemento armato è caratterizzato dalle seguenti condizioni
principali:
- posa in trincea scavata in terreni in posto;
- buona stabilità dei terreni attraversati dal tracciato;
- profondità di posa, misurata dalla generatrice superiore del tubo alla superficie del piano di campagna,
compresa tra m 1,50 e m 2,50;
- appoggio continuo sotto i tubi, con letto di materiale sciolto e rinfianco ben costipato almeno fino al piano
orizzontale passante per la generatrice superiore del tubo.
I tubi verranno normalmente posati in letto di materiale sciolto, da ottenersi con materiale di apporto o di
frantumazione nel caso di posa in rocce lapidee. Il letto di posa dovrà essere accuratamente profilato in modo da
fornire al tubo appoggio continuo. Nel caso di terreni sciolti, sede di falda freatica ovvero facilmente alterabili per
azione di acque percolanti, verrà stabilizzato il letto di posa mediante sottofondo che assicuri assestamenti privi di
discontinuità notevoli, quali platee di cemento armato ovvero massicciate drenate di pietrame.
Per l'attraversamento di zone cedevoli che si incontrassero nel tracciato può adottarsi l'appoggio su platea di
cemento armato fondata su pali, al fine di ridurre detti cedimenti. In tali casi il letto di posa sarà realizzato con ghiaia
o pietrisco.
Dovranno evitarsi l'appoggio o il bloccaggio di tubi su punti fissi ovvero aventi cedimenti sensibilmente diversi
da quelli della tubazione.
Subito prima della posa, il personale specializzato addetto controllerà l'integrità dei giunti. Nel caso di giunti con
guarnizione di gomma si effettuerà anche il controllo delle tolleranze a mezzo di apposite modine o calibri.
Si dovrà assicurare alla tubazione un appoggio caratterizzato da cedimenti modesti e soprattutto non discontinui.
Dovrà evitarsi il bloccaggio rigido di tubi ai manufatti e dar modo ai giunti con guarnizioni deformabili di esplicare
la loro azione.
In alcuni casi può essere necessaria l'adozione di una platea di calcestruzzo, che sarà preferibilmente armata e di
modesto spessore, dato che la sua principale funzione è quella di ridurre ed egualizzare i cedimenti del letto di posa,
specie dove esso è soggetto a danni da parte di acque sotterranee o esterne. Uguale funzione può assolvere un
sottofondo di pietrame ben assestato che in presenza di acque, può essere drenato con apposita tubazione.
Su tali sottofondi va poi disposto un adatto letto di materiale sciolto.
Giunti e guarnizioni Subito dopo la posa in opera della tubazione in cemento armato si eseguiranno i giunti, che dovranno rispondere
ai seguenti requisiti:
a) assicurare la perfetta tenuta dell'acqua;
b) consentire piccoli assestamenti ai tubi onde possano seguire il comportamento del terreno di posa;
c) essere costituiti da materiali che diano piena garanzia di durata.
Il giunto consigliato per i tubi di cemento armato è quello ad imboccatura con guarnizione ad anello di gomma,
quest'ultimo protetto dall'ambiente esterno con sigillo plastico non avente funzione di tenuta.
Il disegno del giunto, le sue dimensioni e relative tolleranze nonchè dimensioni e caratteristiche della guarnizione
o calafataggio sono fissate dalla ditta costruttrice; a questa l'Appaltatore richiederà una casistica di applicazioni e
certificati di prove eseguite in laboratori ufficiali, a verifica dei requisiti suddetti a), b), c) per il tipo di giunto e
relative tolleranze.
Le guarnizioni o materiale di calafataggio dei giunti saranno privi di elementi metallici (come rame, manganese,
antimonio, mercurio, piombo) o altre sostanze che possano alterare le qualità organolettiche dell'aqua.
Le guarnizioni di gomma naturale risponderanno alle norme UNI 4920 e saranno controllate con le norme ivi
precisate. Per le guarnizioni di gomma sintetica o mista, la composizione dovrà essere precisata dalla ditta
costruttrice; esse risponderanno agli stessi requisiti fisico-meccanici ed alle stesse prove di cui alla norme UNI 4920.
Prova idraulica La prova della condotta di cemento armato verrà eseguita dopo avere tenuto la condotta piena d'acqua per almeno
dieci giorni, su tronchi lunghi circa 500 m; al riguardo si dovrà procedere con gradualità ed al più presto possibile al
riempimento della condotta durante la sua stessa costruzione; e per evitare interruzioni e ritardi nelle operazioni di
posa e di riempimento della tubazione, che sono da eseguirsi con continuità, verranno interposte apposite scatole di
prova destinate a ricevere diaframmi di separazione delle tratte in prova e conformate in modo da consentire idoneo
ancoraggio contro la spinta idrostatica.
Ove non concorrano circostanze particolari, quali ad esempio l'impiego di giunti a calafataggio ovvero di giunti
che non hanno avuto precedenti vaste applicazioni, la prova in opera verrà di norma eseguita a riterro completamente

P a g i n a | 27
ultimato. Nei casi particolari di cui sopra invece detta prova verrà eseguita a "giunti scoperti", cioè dopo aver
effettuato un rinterro parziale della tratta in prova, che lasci i giunti in vista.
La prova verrà eseguita mantenendo il punto più depresso della tratta alla pressione di seguito precisata per 12
ore, che potranno suddividersi - e saranno suddivisi, nei casi particolari sopra cennati - al più in due turni, tra i quali
la condotta verrà lasciata a pressione ridotta. La prova sarà ritenuta di esito positivo se non si sarà verificata alcuna
perdita concentrata e complessivamente non si sia registrata una perdita di acqua superiore al limite riportato nella
tabella seguente.
Pressione di prova
Durata complessiva
Perdita totale
PN + 1,0 atm
12 ore
1 litro ogni 5 m² di superficie
interna del tuboammessa nelle 12
ore
Ai limiti suddetti si applicano le seguenti tolleranze:
DN fino a 50 compreso 10%
DN oltre 50 5%
In caso di esito negativo per eccessivo assorbimento diffuso, è ammessa la ripetizione della prova dopo un
prolungato riempimento con acqua eventualmente addizionata di impermeabilizzanti sicuramente stabili ed innocui,
approvati dal Direttore dei lavori. Durante la prova idraulica della condotta si dovrà ispezionare accuratamente il
rivestimento provvedendo ad inciderlo nei punti dove tendessero a formarsi sacche di acqua a causa di eventuali
trasudi del tubo, allo scopo di dare sfogo agli stessi. Terminata la prova idraulica si procederà alla ripresa del
rivestimento in corrispondenza dei giunti della tubazione, curando particolarmente tutte le riparazioni dei danni
occasionali e delle incisioni di cui sopra. Gli interventi indicati saranno tutti eseguiti a caldo con preparazione e
materiali identici a quelli impiegati nella formazione del rivestimento.
Rinterro Subito dopo la posa della tubazione in cemento armato ed il completamento dei giunti che comportino un sigillo
protettivo, si eseguirà di norma il primo rinterro esteso sino a coprire la generatrice superiore del tubo, con materiale
sciolto, pistonato accuratamente. Seguirà il rinterro definitivo nel più breve tempo possibile dopo lo scavo,
eliminando tutti i tempi superflui o non indispensabili fra le due operazioni esterne di scavo e rinterro. Il rinterro
della fossa dovrà essere eseguito in modo da evitare il successivo formarsi di una depressione del piano di campagna
- che è prontamente da eliminarsi ove mai avesse a verificarsi - con il conseguente disturbo della situazione
preesistente in fatto di acque presenti o percolanti nel terreno.
COSTRUZIONE DELLE CONDOTTE DI PVC (ACQUEDOTTI E FOGNATURE)
Norme da osservare Per la movimentazione e la posa dei tubi in PVC (cloruro di polivinile) saranno scrupolosamente osservate le
prescrizioni contenute nelle Raccomandazioni I.I.P.
Movimentazione Tutte le operazioni di cui appresso - per trasporto, carico, scarico, accatastamento, ed anche per posa in opera -
devono essere effettuate con cautela ancora maggiore alle basse temperature (perchè aumentano le possibilità di
rotture o fessurazione dei tubi).
Trasporto
Nel trasporto bisogna supportare i tubi per tutta la loro lunghezza onde evitare di danneggiare le estremità a causa
delle vibrazioni.
Si devono evitare urti, inflessioni e sporgenze eccessive, contatti con corpi taglienti ed acuminati.
Le imbragature per il fissaggio del carico possono essere realizzate con funi o bande di canapa, di nylon o
similari; se si usano cavi d'acciaio, i tubi devono essere protetti nelle zone di contatto. Si deve fare attenzione
affinchè i tubi, generalmente provvisti di giunto ad una delle estremità, siano adagiati in modo che il giunto non
provochi una loro inflessione; se necessario si può intervenire con adatti distanziatori tra tubo e tubo. Nel
caricare i mezzi di trasporto, si adagieranno prima i tubi più pesanti, onde evitare la deformazione di quelli più
leggeri. Qualora il trasporto venga effettuato su autocarri, i tubi non dovranno sporgere più di un metro dal piano

P a g i n a | 28
di carico. Durante la movimentazione in cantiere e soprattutto durante il defilamento lungo gli scavi, si deve
evitare il trascinamento dei tubi sul terreno, che potrebbe provocare danni irreparabili dovuti a rigature profonde
prodotte da sassi o da altri oggetti acuminati.
Carico e scarico
Queste operazioni devono essere effettuate con grande cura. I tubi non devono essere nè buttati, nè fatti strisciare
sulle sponde degli automezzi caricandoli o scaricandoli dai medesimi; devono invece essere sollevati ed
appoggiati con cura.
Accatastamento e deposito
I tubi lisci devono essere immagazzinati su superfici piane prive di parti taglienti e di sostanze che potrebbero
intaccare i tubi.
I tubi bicchierati, oltre alle avvertenze di cui sopra, devono essere accatastati su traversini di legno, in modo che i
bicchieri della fila orizzontale inferiore non subiscano deformazioni; inoltre i bicchieri stessi devono essere
sistemati alternativamente dall'una e dall'altra parte della catasta in modo da essere sporgenti (in questo modo i
bicchieri non subiscono sollecitazioni ed i tubi si presentano appoggiati lungo un'intera generatrice).
I tubi devono essere accatastati ad un'altezza non superiore a 1,50 m (qualunque sia il loro diametro), per evitare
possibili deformazioni nel tempo.
Se i tubi non vengono adoperati per un lungo periodo, devono essere protetti dai raggi solari diretti con schermi
opachi che però non impediscano una regolare aerazione.
Qualora i tubi venissero spediti in fasci legati con gabbie, è opportuno seguire, per il loro accatastamento, le
istruzioni del produttore. Nei cantieri dove la temperatura ambientale può superare agevolmente e per lunghi
periodi i 25°C, è da evitare l'accatastamento di tubi infilati l'uno nell'altro, che provocherebbe l'ovalizzazione, per
eccessivo peso, dei tubi sistemati negli strati inferiori.
Raccordi e accessori
I raccordi e gli accessori vengono in generale forniti in appositi imballaggi. Se invece sono sfusi si dovrà evitare,
in fase di immagazzinamento e di trasporto, di ammucchiarli disordinatamente così come si dovrà evitare che
possano deformarsi o danneggiarsi per urti tra loro o con altri materiali pesanti.
Posa in opera e rinterro
Letto di posa
Il fondo dello scavo, che dovrà essere stabile, verrà accuratamente livellato in modo da evitare gibbosità ed
avvallamenti onde consentire che il tubo in PVC vi si appoggi per tutta la sua lunghezza.
Prima della collocazione del tubo sarà formato il letto di posa per una altezza minima di 10 cm distendendo sul
fondo della trincea, ma dopo la sua completa stabilizzazione, uno strato di materiale incoerente - quale sabbia o
terra sciolta e vagliata - che non contenga pietruzze; il materiale più adatto è costituito da ghiaia o da pietrisco di
pezzatura 10 - 15 mm oppure da sabbia mista a ghiaia con diametro massimo di 20 mm.
Su tale strato verrà posato il tubo che verrà poi rinfiancato quanto meno per 20 cm per lato e ricoperto con lo
stesso materiale incoerente per uno spessore non inferiore a 20 cm misurato sulla generatrice superiore. Su detto
ricoprimento dovrà essere sistemato il materiale di risulta dello scavo per strati successivi non superiori a 30 cm
di altezza, costipati e bagnati se necessario.
Posa della tubazione
Prima di procedere alla loro posa in opera, i tubi in PVC devono essere controllati uno ad uno per scoprire
eventuali difetti. Le code, i bicchieri, le guarnizioni devono essere integre.
I tubi ed i raccordi devono essere sistemati sul letto di posa in modo da avere un contatto continuo con il letto
stesso.
Le nicchie precedentemente scavate per l'alloggiamento dei bicchieri devono, se necessario, essere accuratamente
riempite, in modo da eliminare eventualmente spazi vuoti sotto i bicchieri stessi.
Rinterro
Il materiale già usato per la costituzione del letto verrà sistemato attorno al tubo e costipato a mano per formare
strati successivi di 20-30 cm fino alla mezzeria del tubo, avendo la massima cura nel verificare che non
rimangano zone vuote sotto al tubo e che il rinfianco tra tubo e parete dello scavo sia continuo e compatto.
Durante tale operazione verranno recuperate le eventuali impalcature poste per il contenimento delle pareti dello
scavo.
Il secondo strato di rinfianco giungerà fino alla generatrice superiore del tubo. La sua compattazione dovrà essere
eseguita sempre con la massima attenzione. Il terzo strato giungerà ad una quota superiore per 15 cm a quella

P a g i n a | 29
della generatrice più alto del tubo. La compattazione avverrà solo lateralmente al tubo, mai sulla sua verticale.
L'ulteriore riempimento sarà effettuato con il materiale proveniente dallo scavo, depurato dagli elementi con
diametro superiore a 10 cm e dai frammenti vegetali ed animali.
Gli elementi con diametro superiore a 2 cm, presenti in quantità superiore al 3O%, devono essere eliminati,
almeno per l'aliquota eccedente tale limite. Le terre difficilmente comprimibili (torbose, argillose, ghiacciate)
sono da scartare. Il riempimento va eseguito per strati successivi di spessore pari a 30 cm che devono essere
compattati ed eventualmente bagnati per lo spessore di 1 m (misurato dalla generatrice superiore del tubo).
Infine va lasciato uno spazio libero per l'ultimo strato di terreno vegetale.
Pozzetti, giunzioni e prova delle condotte in PVC per acquedotto
Pozzetti
Nei pozzetti da costruire per il contenimento di apparecchiature idrauliche (scarichi, sfiati, ecc.) lungo la condotta
in PVC per acquedotti, è indispensabile che i due tronchetti di acciaio calibrato a flangia - che vanno collocati per
collegarsi da una parte con la tubazione in PVC (un tronchetto mediante giunto meccanico e l'altro tronchetto
mediante giunto scorrevole con guarnizione elastomerica) e dall'altra parte con la saracinesca o lo sfiato, ecc.
mediante giunto a flangia - fuoriescano, per la parte flangiata, dalla muratura verso l'interno del pozzetto.
Giunzioni
Le giunzioni delle tubazioni di PVC per acquedotti saranno eseguite, a seconda del tipo di giunto stabilito, con le
seguenti modalità.
A) Giunti a bicchiere e a manicotto a scorrimento assiale con tenuta mediante guarnizioni elastomeriche
a) Verificare che le estremità dei tubi siano smussate correttamente;
b) provvedere ad una accurata pulizia delle parti da congiungere, assicurandosi che esse siano integre; se già
inserita, togliere provvisoriamente la guarnizione di tenuta;
c) segnare sulla parte maschia del tubo una linea di riferimento procedendo come segue:
- si introduce il tubo nel bicchiere fino a rifiuto, segnando la posizione raggiunta;
- si ritira il tubo non meno di 10 mm;
- si segna in modo ben visibile sul tubo la nuova posizione raggiunta, che è la linea di riferimento;
d) inserire la guarnizione elastomerica di tenuta nell'apposita sede;
e) lubrificare la superficie interna della guarnizione e la superficie esterna della punta con apposito lubrificante
(acqua saponosa o lubrificante a base di silicone, ecc.);
f) infilare la punta nel bicchiere fino alla linea di riferimento, facendo attenzione che la guarnizione non esca
dalla sede.
B) Giunti a bicchiere e a manicotto del tipo non scorrevole ottenuti mediante incollaggio
a) Verificare che tubo e bicchiere abbiano diametri di accoppiamento rispondenti alle norme UNI;
b) verificare che le estremità dei tubi siano smussate correttamente;
c) pulire accuratamente le superfici di accoppiamento del tubo e del bicchiere con carta vetrata o solventi
adeguati (molti incollaggi difettosi sono imputabili alla cattiva esecuzione di questa operazione);
d) introdurre il tubo nel bicchiere fino a battuta e fare un segno sulla superficie dello stesso in corrispondenza
della bocca del bicchiere. Ciò consente di predeterminare la porzione di tubo che dovrà essere spalmata di
collante;
e) assicurarsi che il collante impiegato non sia un adesivo ma realizzi una saldatura chimica;
f) spalmare il collante, con un pennello di dimensioni adeguate, in maniera uniforme sulla superficie interna del
bicchiere e sulla superficie esterna del tubo in corrispondenza della zona precedentemente marcata, avendo
cura di accertarsi che non resti un'eccessiva quantità di collante nell'interno del bicchiere;
g) introdurre immediatamente il tubo nel bicchiere fino a battuta. Dopo questa operazione è opportuno non
sottoporre a tensioni il collegamento effettuato. Prima di mettere l'impianto in esercizio è consigliabile
attenersi alle istruzioni del fabbricante relativamente al tempo di consoìidamento del collante.
C) Giunti a serraggio meccanico tipo <<Gibault>>
Qualunque sia la forma esterna ed il tipo di serraggio con cui questo giunto è realizzato è necessario che la sua
lunghezza utile, ossia la distanza assiale fra le due guarnizioni, sia non inferiore alla somma delle massime
possibili variazioni lineari dei due tronchi da congiungere più una quantità variabile dai 30 ai 100 mm in
relazione al diametro dei tronchi stessi.
Provvedere ad un'accurata pulizia delle parti da congiungere, assicurarsi che esse siano integre, infilare le due
estremità nel giunto meccanico assicurandosi che ciascuna di esse sia introdotta per una lunghezza corrispondente
ad almeno 1/3 della lunghezza del manicotto senza però che vengano a contatto fra di loro; infilare i bulloni, le
rondelle ed i dadi attuandone il serraggio a croce.
P a g i n a | 30
D) Giunti con ancoraggio mediante anello o ghiera di graffaggio
a) Tagliare il tubo nella lunghezza richiesta. Per il montaggio dei raccordi di misure medie e grandi, la parte
terminale del tubo dovrà essere smussata accuratamente;
b) separare le parti del raccordo e montarle sul tubo: prima la ghiera, seguita dall'anello di serraggio. Fare
attenzione che l'anello di serraggio conico sia disposto nella direzione esatta, cioè con la parte terminale
maggiore verso il raccordo;
c) infilare il tubo nel corpo del raccordo fino a che non oltrepassi la guarnizione toroidale elastomerica e tocchi
la battuta interna del corpo del raccordo. Nel caso di misure medie e grandi è bene lubrificare con acqua
saponata o vasellina la parte terminale del tubo e la guarnizione toroidale elastomerica;
d) accostare l'anello di serraggio conico al corpo del raccordo. Per fare scivolare meglio l'anello di serraggio,
dilatarlo con un cacciavite;
e) avvitare strettamente la ghiera al corpo del raccordo. Per il serraggio finale, nelle misure medie e grandi,
dovrà essere usata una chiave a nastro.
E) Giunti a flangia libera con collare di appoggio o fissa
Anche per questo tipo di giunto si tenga conto di quanto indicato al punto C):
a) infilare la fiangia libera nell'estremità del tubo;
b) unire il collare d'appoggio al tubo procedendo come descritto al punto B);
c) disporre la guarnizione elastomerica nell'apposita scanalatura del collare;
d) bullonare effettuando il serraggio a croce.
Collegamento dei tubi in PVC per acquedotto con tubi di altro materiale
In genere, il collegamento fra tubazioni per acquedotto di diverso materiale avviene a mezzo flange
opportunamente predisposte, oppure a mezzo di raccordi di PVC o PVC e metallo con una derivazione filettata e
l'altra per incollaggio.
Nel giunto di PVC confezionato con bicchiere con guarnizione elastomerica non può essere inserito un normale
tubo di acciaio perchè di diverse dimensioni. Ne consegue che per la costruzione di tronchetti adatti bisogna
utilizzare tubi calibrati di acciaio senza saldatura (tubi di precisione) di cui alla norma UNI 2898, oppure calibrare
opportunamente al tornio tubi di acciaio senza saldatura di cui alla norma UNI 4991, scegliendo in ogni caso i
diametri adatti.
Al tronchetto verrà poi saldata una flangia UNI 2223 avente dimensioni opportune, oppure una flangia cieca
secondo UNI 6093.
Sarà così possibile "confezionare" un tronchetto di partenza adatto all'unione con saracinesche, idranti, sfiati, T,
croci, ecc. a mezzo di flangia e connettere il tutto ai tubi di PVC inserendo il tronchetto nel giunto con
guarnizione elastomerica.
Prova idraulica della condotta in PVC per acquedotto
La prova si intende riferita alla condotta con i relativi giunti, curve, T, derivazioni e riduzioni, escluso quindi
qualsiasi altro accessorio idraulico, e cioè: saracinesche, sfiati, scarichi di fondo, idranti, ecc.
La prova idraulica in opera dei tubi di PVC per acquedotto sarà effettuata su tratte di lunghezza fino a 1000 metri.
Come prima operazione si dovrà procedere ad ancorare la condotta nello scavo mediante parziale riempimento
con terra vagliata, con l'avvertenza però di lasciare i giunti scoperti ed ispezionabili. Ciò per consentire il
controllo della loro tenuta idraulica e per evitare comunque il movimento orizzontale e verticale dei tubi e dei
giunti stessi sottoposti a pressione. Si procederà quindi al riempimento con acqua dal punto più depresso della
tratta ove verrà installato pure il manometro. Si avrà la massima cura nel lasciare aperti i rubinetti, sfiati, ecc.
onde consentire la completa fuoriuscita dell'aria.
Riempita la tratta nel modo sopra descritto la si metterà in pressione a mezzo di una pompa a mano, salendo
gradualmente di un kgf/cm² al minuto primo fino a raggiungere la pressione di esercizio a 20°C. Questa verrà
mantenuta per circa 2 ore, per consentire l'assestamento dei giunti e la eliminazione di eventuali perdite che non
richiedono lo svuotamento della condotta. Ad esito positivo di questa prova si procederà a portare la tratta
interessata alla pressione di prova idraulica. Questa ultima sarà di 1,5 volte la pressione di esercizio a 20°C e
dovrà essere raggiunta con la gradualità sopra specificata e dovrà rimanere costante per una durata di 2 ore.
Solo ad esito positivo della suddetta prova, si procederà al totale rinterro del tronco in esame.
Pozzetti, giunzioni, prova e collaudo delle condotte in PVC per fognatura
1) Pozzetti
Per i pozzetti di una rete fognaria con tubazione in PVC (che devono essere stagni) le installazioni più frequenti
sono le seguenti.

P a g i n a | 31
- Pozzetto di linee per ispezione e lavaggio con derivazione a 45°, la cui entrata deve essere chiusa con tappo a
vite o con un normale tappo per tubi bloccato con una staffa.
- Pozzetto di linea con immissione di utenza, con o senza acqua di falda. Se l'acqua di falda ha un livello
superiore, verrà inserito un elemento di tubo di lunghezza adeguata, previo posizionamento di un anello
elastomerico in modo di garantire la tenuta da e verso l'esterno.
- Pozzetto di linea con immissione di utenza e cambio, in aumento, di diametro.
L'aumento può essere ruotato di 180° in modo da determinare un piccolo salto. In presenza di acqua di falda
vale quanto si è già detto precedentemente.
- Pozzetto di salto senza o con continuità di materiale.
- Pozzetto di linea di ispezione e di lavaggio totalmente realizzato in materiale plastico.
2) Giunzioni
Le giunzioni delle tubazioni in PVC per fognatura saranno eseguite, a seconda del tipo di giunto, con le seguenti
modalità:
A) Giunti di tipo rigido (giunto semplice o a manicotto del tipo rigido ottenuto per incollaggio).
a) Eliminare le bave nella zona di giunzione;
b) eliminare ogni impurità dalle zone di giunzione;
c) rendere uniformemente scabre le zone di giunzione, trattandole con carta o tela smerigliate di grana media;
d) completare la preparazione delle zone da incollare, sgrassandole con solventi adatti;
e) mescolare accuratamente il collante nel suo recipiente prima di usarlo;
f) applicare il collante nelle zone approntate, ad avvenuto essiccamento del solvente stendendolo
longitudinalmente, senza eccedere, per evitare indebolimenti della giunzione stessa;
g) spingere immediatamente il tubo, senza ruotarlo, nell'interno del bicchiere e mantenerlo in tale posizione
almeno per 10 secondi;
h) asportare l'eccesso di collante dall'orlo del bicchiere;
i) attendere almeno un'ora prima di maneggiare i tubi giuntati;
l) effettuare le prove idrauliche solo quando siano trascorse almeno 24 ore.
B) Giunti di tipo elastico (giunto semplice od a manicotto del tipo elastico con guarnizione elastomerica).
a) Provvedere ad una accurata pulizia delle parti da congiungere, assicurandosi che siano integre: togliere
provvisoriamente la guarnizione elastomerica qualora fosse presente nella sua sede;
b) segnare sulla parte maschio del tubo (punta), una linea di riferimento. A tale scopo si introduce la punta nel
bicchiere fino a rifiuto, segnando la posizione raggiunta. Si ritira il tubo di 3 mm per ogni metro di interasse.
Tra due giunzioni (in ogni caso tale ritiro non deve essere inferiore a 10 mm), si segna sul tubo tale nuova
posizione che costituisce la linea di riferimento prima accennata;
c) inserire in modo corretto la guarnizione elastomerica di tenuta nella sua sede nel bicchiere;
d) lubrificare la superficie interna della guarnizione e la superficie esterna della punta con apposito lubrificante
(grasso od olio siliconato, vaselina, acqua saponosa, ecc.);
e) infilare la punta nel bicchiere fino alla linea di riferimento, facendo attenzione che la guarnizione non esca
dalla sua sede. La perfetta riuscita di questa operazione dipende esclusivamente dal preciso allineamento dei
tubi e dall'accurata lubrificazione;
f) le prove idrauliche possono essere effettuate non appena eseguita la giunzione.
Per effettuare tanto una giunzione rigida quanto una giunzione elastica, il tubo alla sua estremità liscia va
tagliato normalmente al suo asse con una sega a denti fini oppure con una fresa. L'estremità così ricavata, per
essere introdotta nel rispettivo bicchiere, deve essere smussata secondo un'angolazione precisata dalla ditta
costruttrice (normalmente 15°) mantenendo all'orlo uno spessore (crescente col diametro), anch'esso indicato
dal produttore.
3) Collegamento dei tubi in PVC per fognatura con tubi di altro materiale
Per il collegamento con tubo di ghisa, a seconda che questo termini con un bicchiere o senza il bicchiere, si usano
opportune guarnizioni doppie (tipo Mengering) oppure si applica una guarnizione doppia e un raccordo di
riduzione.
Per il collegamento con tubi di gres o di altro materiale si usa un raccordo speciale; lo spazio libero tra bicchiere e
pezzo conico speciale viene riempito con mastice a base di resine poliestere o con altri materiali a freddo.
Per i collegamenti suddetti si seguiranno gli schemi indicati nelle Raccomandazioni I.I.P. per fognature.
4) Prova idraulica della condotta in PVC per fognatura
La tubazione verrà chiusa alle due estremità con tappi a perfetta tenuta, dotati ciascuno di un raccordo con un
tubo verticale per consentire la creazione della pressione idrostatica voluta.
La tubazione dovrà essere adeguatamente ancorata per evitare qualsiasi movimento provocato dalla pressione
idrostatica.

P a g i n a | 32
Il riempimento dovrà essere accuratamente effettuato dal basso in modo da favorire la fuoriuscita dell'aria
curando che, in ogni caso, non si formino sacche d'aria.
Una pressione minima di 0,3 m d'acqua (misurata al punto più alto del tubo) sarà applicata alla parte più alta della
canalizzazione ed una pressione massima non superiore a 0,75 m d'acqua sarà applicata alla parte terminale più
bassa.
Nel caso di canalizzazioni a forti pendenze, il Direttore dei lavori potrà ordinare l'esecuzione della prova per
sezioni onde evitare pressioni eccessive.
Il sistema dovrà essere lasciato pieno d'acqua almeno un'ora prima di effettuare qualsiasi rilevamento.
La perdita d'acqua, trascorso tale periodo, sarà accertata aggiungendo acqua, ad intervalli regolari, con un cilindro
graduato e prendendo nota della quantità necessaria per mantenere il livello originale.
La perdita d'acqua non deve essere superiore a 3 l/km per ogni 25 mm di diametro interno, per 3 bar e per 24 ore.
In pratica la condotta si ritiene favorevolmente provata quando, dopo un primo rabbocco per integrare gli
assestamenti, non si riscontrano ulteriori variazioni di livello.
Per i pozzetti, la prova di tenuta si limita al riempimento del pozzetto con acqua ed alla verifica della stazionarietà
del livello per un tempo non inferiore a 45 minuti primi. La variazrone di livello non deve essere superiore al 5%.
5) Verifiche, in sede di collaudo, della condotta in PVC per fognatura
In sede di collaudo dell'opera appaltata, sarà verificata la perfetta tenuta idraulica della tubazione e la
deformazione diametrale; questa deve essere inferiore ai valori consigliati dalla raccomandazione ISO/DTR 7073
riportati nella seguente tabella.
Tipo
Deformazione diametrale delta D/D
UNI
dopo 1 ÷ 3 mesi
dopo 2 anni
303/1
5% medio
8% max. locale
10% max.
303/2
5% max
8% max.
La verifica può essere effettuata mediante strumenti meccanici (sfera o doppio cono) o mediante strumenti ottici
(telecamere).
Dalla verifica possono essere escluse, per difficoltà di esecuzione, le tratte che comprendono i pezzi speciali.
Possono essere ammessi valori di deformazione, misurata due anni dopo l'installazione, superiori a quelli massimi
sopra stabiliti, ma non oltre 1,25 volte, se si accerta che tale deformazione è dovuta ad un sovraccarico locale o ad
un assestarmento diseguale determinato dalla diversa resistenza dei letti di posa (con una conseguente flessione
longitudinale), per cui si può dimostrare che la durata dell'installazione non è intaccata.
COSTRUZIONE DELLE CONDOTTE IN PEAD (ACQUEDOTTI E FOGNATURE)
Norme da osservare Per la movimentazione, la posa e la prova delle tubazioni in PEAD (polietilene ad alta densità) saranno osservate
le prescrizioni contenute nelle Raccomandazioni I.I.P.
Movimentazione 1) Trasporto
Nel trasporto dei tubi in PEAD i piani di appoggio devono essere privi di asperità. I tubi devono essere appoggiati
evitando eccessive sporgenze al di fuori del piano di carico.
I tubi in rotoli devono essere appoggiati preferibilmente in orizzontale.
Le imbragature per il fissaggio del carico possono essere realizzate con funi o bande di canapa o di nylon o
similari, adottando gli opportuni accorgimenti in modo che i tubi non vengano mai direttamente a contatto con
esse per non provocare abrasioni o danneggiamenti.
2) Carico e scarico

P a g i n a | 33
Se il carico e lo scarico dai mezzi di trasporto e comunque la movimentazione vengono effettuati con gru o col
braccio di un escavatore, i tubi devono essere sollevati nella zona centrale con un bilancino di ampiezza adeguata.
Se queste operazioni vengono effettuate manualmente, si eviterà in ogni modo di fare strisciare i tubi sulle sponde
del mezzo di trasporto o comunque su oggetti duri e aguzzi.
3) Accatastamento
Il piano di appoggio dovrà essere livellato ed esente da asperità e soprattutto da pietre appuntite. L'altezza di
accatastamento per i tubi in barre non deve essere superiore a 2 m qualunque sia il loro diametro.
Per i tubi in rotoli appoggiati orizzontalmente, l'altezza può essere superiore ai 2 m.
Quando i tubi vengono accatastati all'aperto per lunghi periodi, dovranno essere protetti dai raggi solari.
Nel caso di tubi di grossi diametri (oltre 500 m), le loro estremità saranno armate internamente onde evitare
eccessive ovalizzazioni.
4) Raccordi ed accessori
Per questi pezzi (che vengono forniti in genere in appositi imballaggi), se sono forniti sfusi, si dovrà avere cura
nel trasporto e nell'immagazzinamento di non ammucchiarli disordinatamente e si dovrà evitare che possano
essere deformati o danneggiati per effetto di urti fra di essi o con altri materiali pesanti.
Posa in opera e rinterro 1) Profondità di posa
La profondità di posa misurata dalla generatrice superiore del tubo in PEAD dovrà essere almeno 1,00 m ed in
ogni caso sarà stabilita dal Direttore dei lavori in funzione dei carichi dovuti a circolazione, del pericolo di gelo e
del diametro della tubazione.
In corso di lavoro, nel caso che si verifichino condizioni più gravose di quelle previste dalle norme vigenti e
sempre che tali condizioni riguardino tronchi di limitata ampiezza per cui sussista la convenienza economica di
lasciare invariati gli spessori previsti in sede di progettazione, si deve procedere ad opera di protezione della
canalizzazione tale da ridurre le sollecitazioni sulle pareti del tubo ai valori stabiliti per la classe di spessori
prescelta.
Ad esempio, in caso di smottamento o di frana che allarghi notevolmente la sezione della trincea nella parte
destinata a contenere la tubazione, si potranno costruire da una parte e dall'altra della tubazione stessa, fino alla
quota della generatrice superiore, muretti di pietrame o di calcestruzzo atti a ridurre opportunamente la larghezza
della sezione di scavo.
In caso di attraversamento di terreni melmosi o di strade con traffico capace di indurre sollecitazioni di entità
dannose per la tubazione, questa si potrà proteggere con una guaina di caratteristiche idonee da determinare di
volta in volta anche in rapporto alla natura del terreno.
In caso di altezza di rinterro minore del valore minimo sopra indicato, occorre utilizzare tubi di spessore
maggiore o fare assorbire i carichi da manufatti di protezione.
2) Letto di posa
Prima della posa in opera del tubo, sarà steso sul fondo dello scavo uno strato di materiale incoerente, quale
sabbia o terra sciolta e vagliata, di spessore non inferiore a 15 cm sul quale verrà posato il tubo che verrà poi
rinfiancato quanto meno per 15 cm per lato e ricoperto con lo stesso materiale incoerente per uno spessore non
inferiore a 20 cm misurato sulla generatrice superiore.
Il riempimento successivo dello scavo potrà essere costituito dal materiale di risulta dello scavo stesso per strati
successivi costipati.
3) Posa della tubazione
L'assiemaggio della condotta può essere effettuato fuori dallo scavo e quindi la posa della condotta avverrà per
tratti successivi utilizzando mezzi meccanici.
Prima di effettuare il collegamento dei diversi elementi della tubazione, tubi e raccordi devono essere controllati
per eventuali difetti ed accuratamente puliti alle estremità; i tubi inoltre saranno tagliati perpendicolarmente
all'asse.
I terminali dei tratti già collegati che per un qualunque motivo debbano rimanere temporaneamente isolati,
devono essere chiusi ermeticamente onde evitare l'introduzione di materiali estranei.
Gli accessori interposti nella tubazione come valvole, saracinesche e simili devono essere sorretti in modo da non
esercitare alcuna sollecitazione sui tubi.
Il Direttore dei lavori potrà ordinare la posa in opera di opportuni nastri segnaletici sopra la condotta al fine di
facilitarne la esatta ubicazione in caso di eventuale manutenzione.
4) Rinterro

P a g i n a | 34
Tenuto conto che il tubo, dilatandosi in funzione della temperatura del terreno, assume delle tensioni se bloccato
alle estremità prima del riempimento, si dovrà procedere come segue:
- il riempimento (almeno per i primi 50 cm sopra il tubo) dovrà essere eseguito su tutta la condotta, nelle
medesime condizioni di temperatura esterna; esso sarà di norma eseguito nelle ore meno calde della giornata;
- si procederà, sempre a zone di 20-30 m avanzando in una sola direzione e possibilmente in salita: si lavorerà su
tre tratte consecutive e si eseguirà contemporaneamente il ricoprimento fino a quota 50 cm sul tubo in una zona, il
ricoprimento fino a 15 ÷ 20 cm sul tubo nella zona adiacente e la posa della sabbia intorno al tubo nella tratta più
avanzata;
- si potrà procedere a lavoro finito su tratte più lunghe solo in condizioni di temperatura più o meno costante.
Per consentire che il tubo si assesti assumendo la temperatura del terreno, una delle estremità della tratta di
condotta dovrà essere mantenuta libera di muoversi e l'attacco ai pezzi speciali e all'altra estremità della condotta
dovrà essere eseguito dopo che il riscoprimento è stato portato a 5 ÷ 6 m dal pezzo stesso da collegare.
Giunzioni e collegamenti 1) Giunzioni
Le giunzioni delle tubazioni in PEAD saranno eseguite, a seconda del tipo stabilito, con le seguenti modalità.
1.1. Giunzione per saldatura
Essa deve essere sempre eseguita:
- da personale qualificato;
- con apparecchiature tali da garantire che gli errori nelle temperature, nelle pressioni, nei tempi ecc. siano ridotti
al minimo;
- in ambiente atmosferico tranquillo (assenza di precipitazioni, di vento, di eccessiva polverosità).
1.2. Saldatura per polifusione nel bicchiere
Questo tipo di saldatura si effettua generalmente per la giunzione di pezzi speciali già predisposti per tale sistema
(v. norma UNI 7612).
In tale tipo di giunzioni la superficie interna del bicchiere (estremità femmina) e la superficie esterna della
estremità maschio, dopo accurata pulizia con apposito attrezzo, vengono portate contemporaneamente alla
temperatura di saldatura mediante elemento riscaldante che dovrà essere rivestito sulle superfici interessate con
PTFE (politetrafluoroetilene) o similari.
Le due estremità vengono quindi inserite l'una nell'altra mediante pressione, evitando ogni spostamento assiale e
rotazione.
La pressione deve essere mantenuta fino al consolidamento del materiale. La temperatura dell'attrezzo riscaldante
sarà compresa nell'intervallo di 250 ± 10°C.
1.3. Saldatura testa a testa
E' usata nelle giunzioni fra tubo e tubo e fra tubo e raccordo quando quest'ultimo è predisposto in tal senso.
Questo tipo di saldatura viene realizzata con termoelementi costituiti in genere da piastre di acciaio inossidabile o
di lega di alluminio, rivestite con tessuto di PTFE (politetrafluoroetilene) e fibra di vetro, o con uno strato di
vernice antiaderente. Tali elementi saranno riscaldati con resistenze elettriche o con gas con regolazione
automatica della temperatura.
Prima di effettuare le operazioni inerenti alla saldatura, occorrerà fare in modo che tutte le generatrici del tubo
siano alla medesima temperatura.
1.3.1. Preparazione delle testate da saldare
Le testate dei manufatti devono essere preparate per la saldatura testa a testa creando la complanarietà delle
sezioni di taglio per mezzo di frese che possono essere manuali per i piccoli diametri ed elettriche per i diametri e
gli spessori più alti; queste ultime devono avere velocità moderata per evitare il riscaldamento del materiale.
Le testate così predisposte non devono essere toccate da mani o da altri corpi untuosi; nel caso ciò avvenisse
dovranno essere accuratamente sgrassate con trielina od altri solventi idonei.
1.3.2. Esecuzione della saldatura
I due pezzi da saldare vengono quindi messi in posizione e bloccati con due ganasce collegate con un sistema che
ne permetta l'avvicinamento e che dia una pressione controllata sulla superficie di contatto.
Il termoelemento viene inserito fra le testate che verranno spinte contro la sua superficie.
Il materiale passerà quindi allo stato plastico formando un leggero rigonfiamento.
Al tempo previsto il termoelemento viene estratto e le due testate vengono spinte l'una contro l'altra alla pressione
sotto indicata fino a che il materiale non ritorna allo stato solido.
La saldatura non deve essere rimossa se non quando la zona saldata si sia raffreddata spontaneamente alla
temperatura di circa 60°C.

P a g i n a | 35
Per una perfetta saldatura il PEAD richiede:
- temperatura superficiale del termoelemento 200 ± 10°C;
- tempo di riscaldamento variabile in relazione allo spessore;
- pressione in fase di riscaldamento, riferita alla superficie da saldare, tale da assicurare il continuo contatto delle
testate sulla piastra (valore iniziale 0,5 kgf/cma).
1.4 Giunzioni elettrosaldabili
Tali giunzioni si eseguono riscaldando elettricamente il bicchiere in PEAD nel quale è incorporata una resistenza
elettrica che produce il calore necessario per portare alla fusione il polietilene; sono consigliabili quando si
devono assiemare due estremità di tubo che non possono essere rimosse dalla loro posizione (es. riparazioni).
L'attrezzatura consiste principalmente in un trasformatore di corrente che riporta la tensione adatta per ogni
diametro di manicotto e ne determina automaticamente i tempi di fusione e sarà impiegata secondo le istruzioni
del fornitore.
Per una buona riuscita della saldatura è necessario accertarsi che le superfici interessate alla giunzione (interna
del manicotto ed esterna dei tubi) siano assolutamente esenti da impurità di qualsiasi genere ed in particolare
modo prive di umidità ed untuosità. Le parti che si innestano nel manicotto devono essere precedentemente
raschiate con un coltello affilato onde togliere l'ossidazione superficiale del materiale.
A saldatura ultimata, la stessa non sarà forzata in alcun modo se non fino a quando la temperatura superficiale
esterna del manicotto sia spontaneamente scesa sotto i 50°C.
1.5. Giunzione mediante serraggio meccanico
Può essere realizzata mediante i seguenti sistemi.
- Giunti metallici. Esistono diversi tipi di giunti metallici a compressione i quali non effettuano il graffaggio del
tubo sull'esterno (es. giunti Gibault) e quindi necessitano di una boccola interna.
Nel caso che il graffaggio venga effettuato sull'esterno del tubo non è indispensabile tale boccola.
- Raccordi di materia plastica. Sono usati vari tipi di raccordi a compressione di materia plastica, nei quali la
giunzione viene effettuata con l'uso di un sistema di graffiaggio sulI'esterno del tubo.
1.6. Giunzione per flangiatura
Per la flangiatura di spezzoni di tubazione o di pezzi speciali si usano flange scorrevoli infilate su collari saldabili
in PEAD.
I collari, data la resistenza che devono esercitare, saranno prefabbricati dal fornitore dei tubi e saranno applicati
(dopo l'infilaggio della flangia) mediante saldatura di testa. Le flange saranno quindi collegate con normali
bulloni o tiranti di lunghezza appropriata, con l'inserimento di idonee guarnizioni in tutti i casi. Le flange, a
secondo dell'uso della condotta, potranno essere di normale acciaio al carbonio protetto con rivestimento di
plastica; a collegamento avvenuto, flange e bulloni verranno convenientemente protetti contro la corrosione.
2) Collegamenti fra tubi in PEAD e tubazioni di altro materiale
Il collegamento fra tubi in PEAD in pressione e raccordi, pezzi speciali ed accessori di altro materiale (gres,
amianto cemento, ecc.) avviene generalmente o con una giunzione mediante serraggio meccanico (punto 1.5) o
mezzo flange con collari predisposti su tubo (punto 1.6).
In questi casi è preferibile, data la diversità di caratteristiche fra le tubazioni, il collegamento tramite pozzetto di
ispezione.
Ancoraggi e prova delle condotte in PEAD per acquedotto Eseguiti i necessari ancoraggi secondo le prescrizioni del Direttore dei lavori, si procederà alla prova idraulica
della condotta.
La prova si intende riferita alla condotta con i relativi giunti, curve, T, derivazioni e riduzioni escluso quindi
qualsiasi altro accessorio idraulico e cioè: saracinesche, sfiati, scarichi di fondo, idranti, ecc.
La prova idraulica in opera dei tubi in PEAD sarà effettuata a tratte di lunghezza opportuna.
Come prima operazione si dovrà procedere ad ancorare la condotta nello scavo mediante parziale riempimento
con terra vagliata, con l'avvertenza però di lasciare i giunti scoperti ed ispezionabili: ciò per consentire il controllo
della loro tenuta idraulica e per evitare comunque il movimento orizzontale e verticale dei tubi sottoposti a
pressione.
Si procederà quindi al riempimento con acqua dal punto più depresso della tratta, ove verrà installato pure il
manometro.
Si avrà la massima cura nel lasciare aperti rubinetti, sfiati ecc. onde consentire la completa fuoriuscita dell'aria.
Riempita la tratta nel modo sopra descritto la si metterà in pressione a mezzo di una pompa, salendo
gradualmente di un kgf/cm² al minuto primo fino a raggiungere la pressione di esercizio.
Questa verrà mantenuta per il tempo necessario per consentire l'assestamento dei giunti e l'eliminazione di
eventuali perdite che non richiedono lo svuotamento della condotta.

P a g i n a | 36
Prova a 1 ora (preliminare-indicativa)
Si porterà la tratta interessata alla pressione di prova idraulica (1,5 volte la pressione nominale a 20°C) e si isolerà
il sistema dalla pompa di prova per un periodo di 1 ora; nel caso di calo di pressione si misurerà il quantitativo di
acqua occorrente per ripristinare la pressione di prova.
Tale quantitativo non dovrà superare il quantitativo d'acqua ricavato con la seguente formula: 0,125 1 per ogni
km di condotta, per ogni 3 bar, per ogni 25 mm di diametro interno.
Prova a 12 ore
Effettuata la prova a 1 ora ed avendo ottenuto risultato positivo, si procederà al collaudo a 12 ore lasciando la
tratta interessata alla pressione di prova (1,5 volte la pressione nominale) per tale periodo.
Trascorso tale termine, nel caso di calo di pressione, il quantitativo di acqua necessaria per ristabilire la pressione
di prova non dovrà superare il quantitativo di acqua ottenuto con la precedente formula riferita a 12 ore. Solo in
quest'ultimo caso, il collaudo sarà da ritenersi positivo.
Pozzetti e prova idraulica delle condotte in PEAD per fognatura I pozzetti di ispezione possono essere prefabbricati o realizzati in cantiere. In ogni caso si otterranno tagliando a
misura un tubo di diametro opportuno e saldandolo su una piastra di PEAD. Le tubazioni (tronchetti) di adduzione
verranno saldate al pozzetto.
Infine l'unione delle tubazioni ai vari tronchetti si otterrà mediante saldatura di testa o, se predisposta, mediante
flangiatura. Ultimato il collegamento delle tubazioni al pozzetto, lo stesso sarà rivestito da una struttura cementizia.
La base d'appoggio in calcestruzzo sarà calcolata opportunamente in funzione della natura del terreno.
Si otterrà così il pozzetto finito in cui il cemento rappresenterà la struttura portante, mentre il tubo di PEAD
rappresenterà il rivestimento interno. I tubi della condotta (tronchetti di adduzione) verranno bloccati nel cemento
con anelli o collari di ancoraggio opportunamente predisposti. Tali anelli saranno ricavati da piastre di spessore s =
20 mm e saranno saldati d'angolo a gas caldo con sostegni di rinforzo a sezione triangolare, posti alternativamente
d'ambo i lati del collare.
La prova della condotta dovrà accertare la perfetta tenuta della canalizzazione; sarà effettuata sottoponendo a
pressione idraulica la condotta stessa mediante riempimento con acqua del tronco da collaudare - di lunghezza
opportuna, in relazione alla pendenza - attraverso il pozzetto di monte, fino al livello stradale del pozzetto a valle.
COSTRUZIONE DELLE CONDOTTE DI GRES (FOGNATURE)
Scarico e sfilamento Qualora il carico sia stato fatto con pallets, come avviene di norma, questi devono essere sollevati con adeguati
mezzi e appoggiati su un terreno pianeggiante.
Durante la movimentazione in cantiere e soprattutto nello sfilamento lungo gli scavi, si devono evitare il
trascinamento dei tubi nel terreno che potrebbe provocare danni irreparabili (rigature o abrasioni al poliuretano) al
sistema di giunzioni ed urti che potrebbero causare la rottura dei tubi, essendo il gres comunque fragile.
Posa e giunzione - Prova e rinterro 1) Il letto di posa è costituito normalmente da materiale incoerente e costipabile, come sabbia, ghiaietto o misto con
elementi del diametro massimo di 20 mm., per uno spessore di circa 10 + DN/10 cm.
Questo sottofondo deve avere, alle opportune distanze, nicchie per l'alloggiamento delle giunzioni e deve essere
livellato in modo che il tubo appoggi per tutta la sua lunghezza.
2) I tubi dovranno essere calati nel cavo curando che l'apposito segno di riferimento apposto dalla ditta costruttrice
all'esterno di ogni bicchiere sia rivolto verso l'alto.
3) Lubrificata la femmina della giunzione (l'interno del bicchiere di uno dei due tubi da collegare) e la punta
(l'esterno del cordone dell'altro tubo) dopo avere tolto la protezione con un qualsiasi lubrificante, senza usare olii
minerali, verrà inserito all'interno del bicchiere il tassello distanziatore ed infilata e spinta, fino a battuta, la punta
nel bicchiere.
4) Si procederà al rinterro parziale completando anche il letto di posa, con il materiale già usato, in corrispondenza
alle nicchie precedentemente lasciate per l'allontamento dei bicchieri e per l'esecuzione dei giunti, lasciando però
questi scoperti.
Lo strato immediatamente sopra al tubo ed il rinfianco devono essere formati con materie prive di elementi aventi
diametro maggiore di 20 mm ed eseguiti a mano.

P a g i n a | 37
5) Per la prova idraulica della condotta si userà un'attrezzatura costituita da tappi ad espansione o cuscinetti di
tenuta per la chiusura del tronco di condotta, e da un tubo piezometrico per la verifica del grado di riempimento e
della pressione idraulica.
Per le modalità di esecuzione della prova si seguiranno le prescrizioni della ditta costruttrice (che fornirà
l'attrezzatura di cui sopra), salvo le variazioni che ad esse disponesse il Direttore dei lavori.
Il tronco di condotta in prova verrà considerato stagno se le perdite - controllate mediante un apposito secchio
graduato, dopo circa un'ora dalla messa a regime con il riempimento della condotta effettuando due letture del
livello dell'acqua nel secchio a distanza di 15' - non superano, nei 15', lo 0,11 per m² di superficie bagnata.
Si eseguirà infine il completo rinterro del tronco provato.
TUBI E PEZZI SPECIALI IN ACCIAIO (FOGNATURE)
l presente Disciplinare stabilisce le caratteristiche dei manufatti tubolari di acciaio e dei relativi rivestimenti protettivi, nonché le
prove di controllo sistematico e di accettazione cui detti materiali dovranno essere assoggettati.
Tubazioni
Per quanto riguarda i tubi ottenuti per saldatura da lamiere si fa riferimento alla Circolare n. 2136 in data 5-5-1966 del Ministero
dei Lavori Pubblici le cui prescrizioni, per quanto applicabili, si intendono acquisite nel presente Disciplinare.
Le prescrizioni che seguono si riferiscono ai tubi di acciaio per acquedotti, ricavati da lamiere curvate con saldature
longitudinali e elicoidali, con estremità per giunzioni di testa o da bicchiere.
L'acciaio delle lamiere deve essere di qualità ed avere di norma caratteristiche meccaniche e chimiche rientranti in uno dei tipi
di acciaio saldabili delle tabelle UNI 7070/72 o caratteristiche analoghe purché rientranti nei seguenti limiti:
• carico unitario di rottura a trazione non minore di 34 kg/mm^;
• rapporto tra carico di snervamento e carico di rottura non superiore a 0.80;
• contenuto di carbonio non maggiore di 0,29%;
• contenuto di fosforo non maggiore di 0,05%;
• contenuto di zolfo non maggiore di 0,05%;
• contenuto di fosforo e di zolfo nel complesso non maggiore di 0.80%;
• contenuto di manganese non maggiore di 1,20%;
• contenuto di carbonio e di manganese tali che la somma del contenuto di carbonio e di 1/6 di quello di manganese non sia
superiore a 0,45%.
Le prescrizioni di cui sopra saranno suscettibili di aggiornamento in relazione all'adozione di norme di unificazione
internazionale.
Tolleranze
a) spessore della lamiera al di fuori dei cordoni di saldatura:
• in meno: 12,5% ed eccezionalmente 15% in singole zone per lunghezze non maggiori del doppio del diametro del tubo;
• in più: limitate dalle tolleranze sul peso;
b) diametro esterno +/- 1,5% con un minimo di 1 mm;
c) diametro esterno delle estremità calibrate dei tubi con estremità liscia per saldatura di testa per una lunghezza non maggiore
di 200 mm dalle estremità; +/- 1 m per tubi del diametro fino a 250 mm; - 1 mm per tubi del diametro oltre i 250 mm.
d) sul diametro interno del bicchiere per giunti a bicchiere per saldatura + 3 mm. Non sono ammesse tolleranze in meno:
e) sul peso calcolato in base alle dimensioni teoriche ed a peso specifico di 7,85 Kg/dm ^3 sono ammesse le seguenti tolleranze;
• sul singolo tubo: + 10% - 8%;
• per partite di almeno 101: 7,5% ..6.3 Calcoli di stabilità
L'impresa dovrà presentare in sede di gara i calcoli di stabilità relativi ad ogni tronco di tubazione. Tali calcoli e disegni
dovranno essere firmati da un ingegnere iscritto all'Albo e controfirmati dal responsabile dell'Impresa. Resta comunque stabilito
che l'accettazione di detti calcoli da parte dell'Amministrazione non produce alcuna diminuzione di responsabilità dell'Impresa
che resta in, ogni caso unica responsabile civile e penale dei calcoli, dei disegni e dell'esecuzione.
A) La resistenza dei singoli elementi delle condotte verrà verificata nel modo più rigoroso compatibilmente con le possibilità di
soluzione dei problemi statici offerte dagli attuali procedimenti della Scienza delle costruzioni. In particolare si dovrà tenere

P a g i n a | 38
anche conto: dell'angolo di deviazione dell'asse degli spicchi che formano le curve, quando esso sia superiore a 6'; della conicità
dei singoli elementi per angoli al vertice del cono superiori a 16'; della variabilità' della sollecitazione circonferenziale nello
spessore dei tubi se il rapporto tra spessore e diametro interno è maggiore di 0,05. Per i casi complessi, che non si possono far
rientrare nelle più note ed accettate schematizzazioni matematiche, e per i quali il calcolo può dare solo indicazioni grossolane,
si dovrà fare ricorso a studi su modello quando la sicura determinazione dello stato di sollecitazione dei pezzi in esame sia
fondamentale per la sicurezza della condotta.
Per i pezzi di minore importanza sarà sufficiente assumere un coefficiente di sicurezza più elevato di quello normalmente
ammesso per i pezzi verticali con calcolo rigoroso, come è precisato al punto E.3.2. Ove possibile, le valutazioni teoriche
relative ai pezzi più importanti verranno verificate con apposite misure durante le prove della condotta.
Le sollecitazioni dovute a perturbazioni locali provocate da aperture di grandi dimensioni per passi d'uomo o simili, da appoggi
concentrati, da attacchi flangiati, staile di rinforzo, diramazioni a più vie, dovranno anch'esse venire compiutamente calcolate ai
fini della verifica di resistenza del materiale nella zona perturbata, che sarà eseguita come detto al punto E.2.
B) Ipotesi di calcolo:
B. 1) I carichi di diversa natura che sollecitano gli elementi delle condotte vengono raggruppati nelle seguenti tre categorie:
a) carichi di carattere normale;
b) carichi di carattere saltuario;
c) carichi di carattere eccezionale.
B2) In ogni caso lo stato di sollecitazione del materiale è
determinato dall'azione complessiva di tutte le forze agenti nel piano trasversale ed in quelli longitudinali della tubazione.
Queste sono principalmente: la spinta interna dell'acqua ed esterna di eventuali falde acquifere, il peso dei tubi, dell'acqua in essi
contenuta, di eventuali materiali di ricoprimento; le forze derivanti dalle variazioni di temperatura rispetto a quella di posa in
opera, e dalle caratteristiche vincolo della struttura che condizionano le possibilità di deformazione.
Il calcolo delle sollecitazioni sarà effettuato tenendo contemporaneamente conto, in ciascun punto della condotta, delle
condizioni più gravose dovute ai carichi di seguito precisati e alle variazioni termiche e alle caratteristiche di vincolo pure
indicate per ciascuna categoria di carico.
B.3) Carichi di carattere normale
Sono quelli che agiscono durante il normale esercizio delle condotte, e precisamente:
a) Pressione interna massima (pressione di calcolo). In ogni sezione della condotta è la maggiore tra quelle di seguito definite:
• pressione corrispondente al livello massimo nella camera di carico o nel pozzo piezometrico aumentata della sovrapressione di
colpo d'ariete massima d'esercizio, che sarà considerata variabile linearmente lungo lo sviluppo della condotta salvo diversa
precisazione;
• sovrappressione costante corrispondente alla oscillazione massima di livello nella camera di carico o nel pozzo piezometrico.
La sovrappressione di colpo d'ariete da considerare in corrispondenza dell'organo di chiusura subito a monte delle macchine non
potrà in ogni caso essere inferiore al 10% della pressione statica massima agente in quel punto.
Per le condotte in galleria bloccate con calcestruzzo verrà precisata all'atto esecutivo la pressione massima che può essere
assunta dalla roccia, oppure sarà prescritto il coefficiente di sicurezza in base al quale dimensionare la tubazione supposta libera.
b) Peso della tubazione e dell'acqua in essa contenuta.
c) Sovraccarichi derivanti da materiali da ricoprimento, dalla neve, dal vento.
d) Forze derivanti dall'attrito sulle selle di appoggio e nei giunti in dipendenza del loro interesse e tipo; per il calcolo delle
conseguenti forze longitudinali si adotteranno coefficienti d'attrito non inferiori ai seguenti:
• per appoggi realizzati su rulli f = 0,1;
• per appoggi realizzati tra superfici metalliche non lubrificate f = 0,4;
• per giunti di dilatazione f = 0,3.
Se la condotta non ha giunti di dilatazione fra blocchi d'ancoraggio consecutivi, si dovranno calcolare le forze longitudinali
dovute all'impedita dilatazione o contrazione del tubo.
e) Forze longitudinali derivanti, per le condotte prive di giunti di dilatazione, da impedita deformazione (effetto poisson) e da
variazioni termiche.
La variazione termica da mettere in conto è la differenza massima che si può presentare nel metallo tra la sua temperatura
d'esercizio con condotta piena d'acqua e quella alla quale è avvenuta la chiusura dell'ultimo giunto fra due ancoraggi.

P a g i n a | 39
Detta variazione non può comunque essere assunta inferiore a +/- 10 'C.
f) Forze dovute a spinte idrauliche su fondi, variazioni di sezione, curve, ecc.
B4) Carichi di carattere saltuario
Sono quelli che si verificano a tubazione vuota e durante il riempimento ed il vuotamente della condotta, e precisamente:
a) peso della tubazione e dell'acqua in essa contenuta;
b) sovraccarichi derivanti da materiale di ricoprimento, dalla neve, dal vento;
c) forze derivanti dall'attrito sulle selle d'appoggio e nei giunti, che saranno calcolate secondo i criteri esposti al punto B.3.d);
d) forze longitudinali derivanti da variazioni termiche, per condotte prive di giunti di dilatazione.
La variazione termica da considerare è la differenza massima che si può presentare nel metallo tra la sua temperatura a
condotta vuota e quella alla quale è avvenuta la chiusura dell'ultimo giunto fra due ancoraggi.
Tale variazione non può comunque essere assunta inferiore a +/- 30 'C per le tubazioni all'aperto, e di +/- 10 'C per quelle
interrate o installate in galleria.
B.5) Carichi di carattere eccezionale
Sono quelli che si possono presentare solo eccezionalmente insieme ai carichi di carattere normale (B.3) o saltuario (B.4),
oppure indipendentemente da essi. Nei carichi si dovrà' sempre assumere la combinazione dei carichi più sfavorevole tra quelle
che si possono presentare.
Si considerano di carattere eccezionale:
a) le depressioni nell'interno delle tubazioni provocate dal mancato funzionamento dei tubi o delle valvole di entrata d'aria in
occasione della chiusura dell'organo di intercettazione posto all'imbocco delle condotte (valvola a farfalla, paratoie, valvola di
regolazione, ecc.). Per tali depressioni si deve assumere il valore massimo pari a 1 Kg/cm^.
b) le sovrappressioni conseguenti alle prove idrauliche in officina e in opera;
c) le sovrappressioni accidentali dovute al difettoso funzionamento degli organi di regolazione delle pompe alimentate, questa
condizione di carico dovrà' essere considerata solo se richiesto;
d) le pressioni esterne provocate da falde d'acqua su condotte in galleria bloccate con calcestruzzo oppure interrate, in
concomitanza con il vuoto all'interno delle condotte stesse per mancata entrata d'aria durante il vuotamente;
e) le forze derivanti da scosse sismiche; f) le forze derivanti da particolari condizioni di trasporto, montaggio, cementazione di tubi intasati, iniezioni a tergo dei
rivestimenti metallici.
C) Stato di sollecitazione nel materiale e tensione equivalente
C.l) In ciascun punto della tubazione deve essere completamente definito lo stato di sollecitazione nel materiale mediante la
determinazione delle tre sollecitazioni principali S1, S2, S3.
C.2) Nei tubi diritti o con piccola curvatura si potrà ammettere che le tre sollecitazioni principali agiscano rispettivamente nelle
direzioni circonferenziale, longitudinale e radiale. Inoltre la sollecitazione radiale, data la sua esiguità, potrà essere trascurata. Lo
stato di sollecitazione del materiale si riduce così, per questi tubi, ad uno stato piano caratterizzato dalle tensioni principali Sc e S1
agenti rispettivamente nelle direzioni circonferenziale e longitudinale.
C. 2.1) Per la verifica della resistenza si calcola, secondo i criteri precisati in seguito, una sollecitazione monoassiale equivalente
da confrontare, attraverso un coefficiente di sicurezza definito al punto E, con la resistenza a snervamento a trazione del materiale.
C.2.2) La tensione equivalente sarà calcolata con la formula di Hencky-Von Mises che definisce il lavoro di cambiamento di
forma a volume costante nel punto più sollecitato del materiale:

P a g i n a | 40
C.3) Nei pezzi di forma complessa, nelle curve a piccolo raggio, nelle biforcazioni, ecc. quando lo stato di deformazione spaziale
non sia riconducibile a piano, si debbono calcolare le tre tensioni principali e si assumerà come tensione equivalente ancora quella
data dalla formula di Hencky-von Mises, che in questo caso e' definita dall'espressione:
D) Verifica di stabilità elastica
Oltre alla determinazione dello stato di sollecitazione in ciascun punto della tubazione, si dovrà anche verificare la stabilità
elastica della condotta in senso trasversale e in senso longitudinale per ciascuna condizione di carico: il relativo
coefficiente di sicurezza, che sarà riferito ai carichi agenti e non alle sollecitazioni unitarie, dovrà essere maggiore di 2,
salvo nel caso precisato al punto E.5.3.
E) Gradi di sicurezza
E. 1) La tensione equivalente massima, calcolata secondo i criteri definiti al punto C, deve essere non superiore ad una
prestabilita frazione del carico unitario minimo di snervamento a trazione Rs, non alterato da eventuali incrudimenti del
materiale, o di 0,80 volte il carico minimo di rottura R del materiale Rs è maggiore di 0,80 R:
Il coefficiente K definisce il grado di sicurezza della costruzione; esso dipende dal carattere dei carichi presi in considerazione
(carichi di carattere normale, saltuario, eccezionale) dalle caratteristiche del materiale, dalla maggiore o minore rigorosità del
metodo di calcolo assunto per la determinazione dello stato di sollecitazione, dal tipo della sollecitazione.
E.2) Nei punti in cui si abbiano anche sollecitazioni
derivanti da perturbazioni locali, se ne dovrà tener conto nel calcolo della tensione equivalente di confronto, e il coefficiente di
sicurezza K non dovrà risultare inferiore a 1 nelle condizioni di carico più sfavorevoli.
E.3) Gradi di sicurezza per le sollecitazioni derivanti da carichi di carattere normale.
E.3.1) Salva diversa prescrizione nelle verifiche di resistenza si assumerà
K > 1,9
E.3.2) I pezzi che non possono venire calcolati in modo
rigoroso, e per i quali, attesa la minore importanza, non sono prescritte prove su modello, dovranno essere verificati con gradi di
sicurezza maggiorati del 20% rispetto a quello prescritto.
E.4) Gradi di sicurezza per le sollecitazioni derivanti da carichi di carattere saltuario
Per le verifiche di resistenza relative alle sollecitazioni di carattere saltuario, definite al punto B.4, si assumerà un grado di
sicurezza pari a 0,8 volte quello corrispondente assunto per le verifiche di carattere normale.
E. 5) Gradi di sicurezza per le sollecitazioni derivanti da carichi di carattere eccezionale.
E. 5.1) Nelle verifiche di stabilita' elastica relative alle
sollecitazioni dovute a depressione nell'interno della condotta è richiesto che la pressione critica del tubo sia non inferiore al
doppio di quella atmosferica.
Si dovrà anche procedere ad una verifica di resistenza per le stesse condizioni di carico: per essa si dovrà prevedere una
ovalizzazione del tubo, definita dalla massima differenza di lunghezza di due diametri circa tra loro perpendicolari, non inferiore a
0,01 D essendo D il diametro interno della tubazione.
Il relativo coefficiente di sicurezza dovrà essere maggiore di 1,5.
E.5.2) Nelle verifiche di resistenza relative alle sollecitazioni derivanti dalle prove idrauliche in officina ed in opera, (punto
B.5.e), da sovrappressioni accidentali eventualmente prescritte (punto B.5.e) da scosse sismiche (punto B.5.e), da forze
derivanti da particolari condizioni (punto B.5.f), si assumerà:
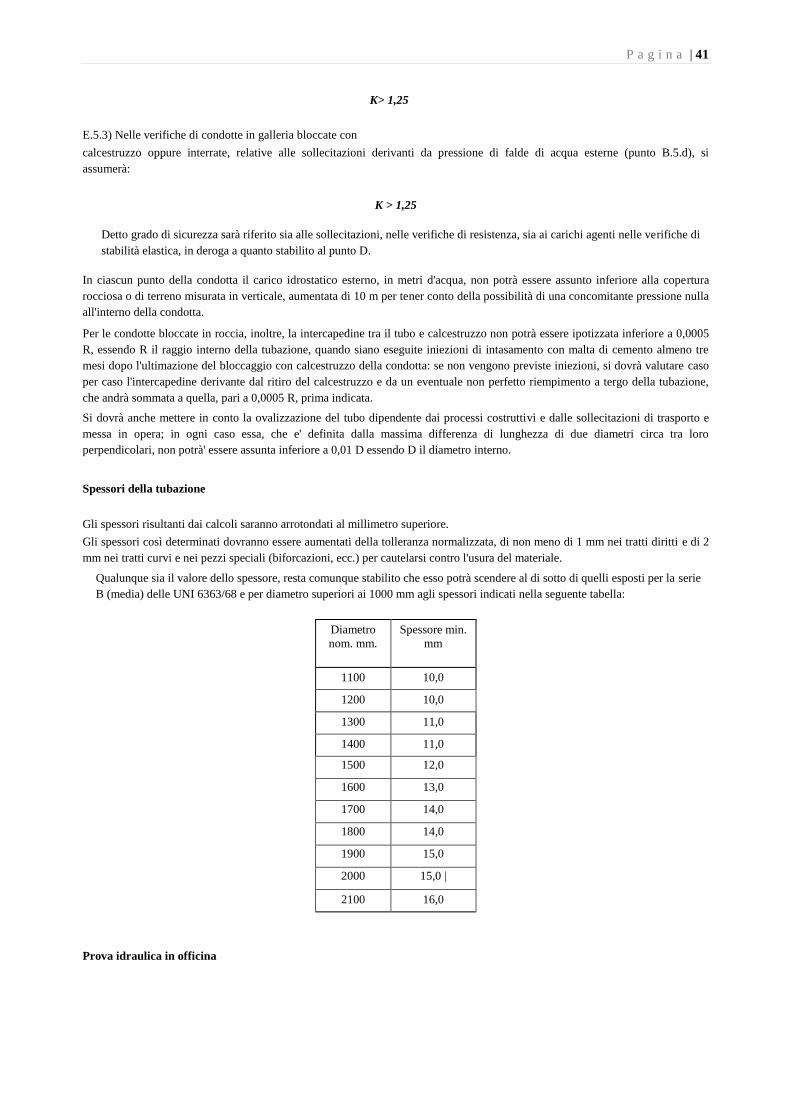
P a g i n a | 41
K> 1,25
E.5.3) Nelle verifiche di condotte in galleria bloccate con
calcestruzzo oppure interrate, relative alle sollecitazioni derivanti da pressione di falde di acqua esterne (punto B.5.d), si
assumerà:
K > 1,25
Detto grado di sicurezza sarà riferito sia alle sollecitazioni, nelle verifiche di resistenza, sia ai carichi agenti nelle verifiche di
stabilità elastica, in deroga a quanto stabilito al punto D.
In ciascun punto della condotta il carico idrostatico esterno, in metri d'acqua, non potrà essere assunto inferiore alla copertura
rocciosa o di terreno misurata in verticale, aumentata di 10 m per tener conto della possibilità di una concomitante pressione nulla
all'interno della condotta.
Per le condotte bloccate in roccia, inoltre, la intercapedine tra il tubo e calcestruzzo non potrà essere ipotizzata inferiore a 0,0005
R, essendo R il raggio interno della tubazione, quando siano eseguite iniezioni di intasamento con malta di cemento almeno tre
mesi dopo l'ultimazione del bloccaggio con calcestruzzo della condotta: se non vengono previste iniezioni, si dovrà valutare caso
per caso l'intercapedine derivante dal ritiro del calcestruzzo e da un eventuale non perfetto riempimento a tergo della tubazione,
che andrà sommata a quella, pari a 0,0005 R, prima indicata.
Si dovrà anche mettere in conto la ovalizzazione del tubo dipendente dai processi costruttivi e dalle sollecitazioni di trasporto e
messa in opera; in ogni caso essa, che e' definita dalla massima differenza di lunghezza di due diametri circa tra loro
perpendicolari, non potrà' essere assunta inferiore a 0,01 D essendo D il diametro interno.
Spessori della tubazione
Gli spessori risultanti dai calcoli saranno arrotondati al millimetro superiore.
Gli spessori così determinati dovranno essere aumentati della tolleranza normalizzata, di non meno di 1 mm nei tratti diritti e di 2
mm nei tratti curvi e nei pezzi speciali (biforcazioni, ecc.) per cautelarsi contro l'usura del materiale.
Qualunque sia il valore dello spessore, resta comunque stabilito che esso potrà scendere al di sotto di quelli esposti per la serie
B (media) delle UNI 6363/68 e per diametro superiori ai 1000 mm agli spessori indicati nella seguente tabella:
Diametro
nom. mm.
Spessore min.
mm
1100 10,0
1200 10,0
1300 11,0
1400 11,0
1500 12,0
1600 13,0
1700 14,0
1800 14,0
1900 15,0
2000 15,0 |
2100 16,0
Prova idraulica in officina
P a g i n a | 42
Tutti i tubi, prima di essere rivestiti, saranno sottoposti in officina alla prova idraulica, assoggettandoli a una pressione di prova
non minore di 1,5 PN ma tale da non produrre una sollecitazione del materiale superiore all'80% del carico unitario di
snervamento.
Durante la prova il tubo sarà' sottoposto a martellamento in prossimità' delle saldature, ad entrambe le estremità' con martelli di
peso non inferiore a 500 g per il tempo che si riterra' sufficiente onde accertare con sicurezza che non si verifichino trasudamenti,
porosità', cricche, ed altri difetti.
Tubi con difetti di saldatura possono essere nuovamente saldati in maniera opportuna e dovranno essere sottoposti ad una seconda
prova idraulica.
Giunti
Le estremità dei tubi dovranno permettere la attuazione di uno dei seguenti tipi di giunzione:
a) saldatura di testa, con estremità' del tubo calibrate con o senza smussature;
b) a bicchiere, di forma cilindrica o sferica adatto alla saldatura elettrica per sovrapposizione;
c) a bicchiere cilindrico o leggermente conico, a seconda dell'entità delle pressioni di esercizio, per calafataggio con materiale
di ristagno.
Prova di controllo
Lamiere
a) prova di trazione longitudinale e trasversale, prova di resilienza, da eseguirsi con le modalità definite tabelle UNI 556-4713;
b) analisi chimica, da attuarsi per ogni colata, su campioni prelevati dalle lamiere.
Le lamiere dovranno essere contraddistinte dal numero di colata, che dovrà essere riportato su ciascun tubo. Le
prove dovranno essere eseguite dal fabbricante e i certificati dovranno accompagnare la fornitura per essere poi
messi a disposizione del collaudatore per conto del committente dei tubi il quale avrà la facoltà di fare eseguire
prove di controllo.
Tubi
Le prove dovranno eseguirsi per ogni partita di tubi, contraddistinti dallo stesso numero di colata, su un tubo scelto
a caso per ogni lotto di 400 tubi o meno, per diametro estemo inferiore a 150 mm; 200 tubi o meno, per diametro
estemo compreso tra 150 e 300 mm; 100 tubi o meno, per diametro estemo superiore a 300 mm:
a) prova di trazione longitudinale e trasversale su provetta ricavata dal corpo del tubo in zone normali o parallele
agli andamenti delle saldature. Le modalità di esecuzione e la determinazione dei valori delle prove dovranno
essere conformi a quanto prescritto nelle tabelle UNI 5465;
b) prova di trazione su provetta contenente il cordone di saldatura, sia trasversalmente che longitudinalmente ad
essa, secondo le "Norme generali concernenti l'esecuzione e l'impiego della saldatura autogena di cui al
Decreto Ministero delle Comunicazioni 26/2/1936;
c) prova di allargamento secondo tabelle UNI 663, che può sostituire le prove a) e b) per tubi di diametro esterno
inferiore a 140 mm;
d) prova di appiattimento trasversale per tubi di diametro non superiore a 300 mm, effettuata su anello della
larghezza di 50 mm, ricavato dall'estremità del tubo. Detto anello viene collocato tra due piastre parallele con
la giunzione di saldatura equidistante da esse e comprese fino a che la distanza tra le piastre si riduca a 2/3 del
diametro esterno dell'anello. Durante l'operazione di appiattimento non dovranno manifestarsi ne incrinature
lungo la saldatura o nell'interno di essa, ne difetti di laminazione o bruciature nel metallo. Detta prova, per i
tubi di diametro esterno superiore a 300 mm potrà essere sostituita da prova di piegatura sulla saldatura;
e) Controllo delle saldature.
Il controllo delle saldature dovrà essere eseguito sistematicamente su tutte le saldature, a tubo nudo, con gli
ultrasuoni. Nei casi di risultati incerti dovrà essere provveduto al successivo controllo radiografico. Ogni
imperfezione o difetto individuato con detti controlli dovrà essere eliminato.
Nel caso di esito negativo di qualche prova di cui alle lettere a), b), c) e d) la prova dovrà essere ripetuta in
doppio su provini prelevati dallo stesso tubo.

P a g i n a | 43
Se anche una sola delle dette controprove darà' esito negativo, questa dovrà ripetersi su altri tre tubi. In caso di
esito negativo anche di una sola di queste prove l'accertamento dovrà essere esteso a tutti i tubi della partita.
Dei controlli suddetti e dei provvedimenti presi di conseguenza dovrà' conservarsi la documentazione, da porre
a disposizione del committente, ove questi lo richieda.
I rivestimenti protettivi interni od esterni dovranno essere dei tipi comuni a tutti i tubi di acciaio e tali da:
• proteggere efficacemente la superficie interna dell'azione aggressiva dell'acqua convogliata e la superficie
esterna dell'azione aggressiva dei terreni e dell'ambiente in cui le tubazioni sono posate;
• conservare la loro integrità anche durante le operazioni di carico, scarico e trasporto nei luoghi di impiego;
• resistere senza alterazioni sia alle temperature più elevate della stagione calda sia alle temperature più basse
della stagione fredda specialmente nelle località più' elevate.
Rivestimenti esterni di tipo bituminoso
GENERALITÀ
La superficie esterna delle tubazioni destinate ad essere interrate dovrà essere isolata in modo da sottrarre il metallo
dal contatto con l'ambiente di posa. Ciò si otterrà ricoprendo la superficie con idoneo rivestimento. Il rivestimento
dovrà avere caratteristiche meccaniche tali da non subire danneggiamento durante le operazioni di trasporto, di
posa in opera e di interramento delle tubazioni
PREPARAZIONE DELLA SUPERFICE DA RIVESTIRE
La efficienza del rivestimento dipende principalmente dall'aderenza che il rivestimento ha rispetto alla superficie da
rivestire.
La aderenza che potrà essere misurata con le prove previste successivamente, sarà tanto migliore quanto più elevato
è il grado di pulizia e di ruvidità della superficie.
La pulizia della superficie da rivestire dovrà comportare:
• la eliminazione di macchie di olio; di grasso, di polvere e di altre sostanze già distaccate;
• l’essiccazione della superficie;
• l'asportazione della eventuale ruggine e della calamina friabile:
Questa pulizia sarà ottenuta mediante sabbiatura - Riferimento SA 2 - Norme SIS 055900 - 1967 - oppure
mediante una energica spazzolatura meccanica - Riferimento ST 3 - richiamate Norme SIS.
Il trattamento di pulizia non è espressamente richiesto quando le tubazioni sono ricavate da lamiera
normalizzata in ambiente ossidante e la superficie del tubo, al momento dell'applicazione dello strato di fondo
di cui appresso si presenta esente da ruggine e da calamina friabile - grado A delle richiamate norme SIS.
APPLICAZIONE DELLO STRA TO DI FONDO (PRIMER)
Subito dopo la preparazione della superficie si applicherà alla superficie stessa uno strato di fondo (primer)
costituito da bitume - residuo della dilatazione del petrolio grezzo - limitatamente ossidato , avente le seguenti
caratteristiche:
• punto di rammollimento P.A.: 105+-5
• punto di rottura Fraass: ug./min. - 6 'C
• penetrazione (25 'C - 100 gr-5s) ug./min. 25 dmm
• solubilità di CCL4 mag. 99%
L'applicazione dello strato di fondo potrà essere ottenuta:
a) mediante immersione del tubo in una vasca contenente il bitume fuso ad una temperatura di 190-220 'C;
l'immersione dovrà durare 10 : - 30 minuti a seconda dello spessore della parete del tubo in modo che il tubo stesso
raggiunga la temperatura del bagno; qualora il tubo venga preriscaldato alla temperatura del bagno la durata
dell'immersione potrà essere limitata ad 1 : - minuti primi;

P a g i n a | 44
b) mediante applicazione di vernice bituminosa.
Nel caso b) la superficie dovrà essere preparata con particolare cura. Se la vernice e' applicata con sistema
"airless" dovrà essere praticamente priva di solvente.
Se la vernice è applicata con pennello o spruzzo essa potrà essere costituita da soluzione di bitume disciolto in
solvente con percentuale di solvente massima del 65% del peso della soluzione. In quest'ultimo caso la vernice
si dovrà applicare in più mani avendo cura di applicare la mano successiva quando la mano precedente è
perfettamente liberata dal solvente che contiene.
In ogni caso è tassativamente escluso l'uso di emulsione acquose o comunque di sostanze diluite con acqua.
Lo spessore dello strato di fondo dovrà essere tale da assicurare la completa copertura della superficie metallica.
APPLICAZIONE DELLO STRATO PROTETTIVO
Lo strato protettivo sarà costituito da bitume ossidato ed opportunamente caricato avente le seguenti caratteristiche:
• punto di rammollimento P.A.: 100 :-115 'C
• punto di rottura Fraass: ug./min. - 5 'C
• penetrazione (25 'C - 100 gr-5s) ug./min. 20 dmm
• carica: 30 +- 5%
I materiali da adoperarsi per la carica dovranno avere le seguenti caratteristiche:
• natura ardesia: silicea;
• umidità : ug./min. 2% in peso;
• perdita alla calcinazione: 25%;
• residuo al vaglio di 10.000 maglie/cmq: min. 5%
Lo strato protettivo sarà ottenuto mediante il getto di miscela bituminosa fusa che investe il tubo animato di moto
rotatoio oppure con l'applicazione della stessa miscela mediante spatole opportune.
E' indispensabile che lo strato protettivo venga applicato su strato di fondo già raffreddato o completamente
essiccato a seconda del tipo di applicazione usato.
Lo spessore medio dello strato protettivo dovrà' essere tale che in nessun punto della superficie si abbia uno
spessore complessivo (spessore dello strato di fondo + spessore strato protettivo) non inferiore a 4 mm.
APPLICAZIONE DELLA ARMATURA
Per salvaguardare lo strato protettivo da sollecitazioni meccaniche; urti, abrasioni ecc. sarà necessario aumentare la
resistenza meccanica mediante l'applicazione di più strati di idoneo materiale di armatura.
In funzione del numero di strati e del tipo di armatura si distinguono, per le tubazioni di acciaio di grande diametro
due tipi di rivestimento:
a) rivestimento pesante in cui l'armatura è costituita da uno strato di feltro di vetro e da uno di tessuto di vetro;
b) rivestimento rinforzato in cui l'armatura è costituita da uno strato di feltro di vetro e da un doppio strato di
tessuto di vetro.
I materiali di armatura verranno impiegati previa completa imbibizione con miscela bituminosa in modo da
ottenere un'armatura compatta ed aderente con lo strato sottostante.
L'applicazione dell'armatura sarà eseguita avvolgendo sul tubo, ad elica il nastro con sovrapposizione minima del
20% previo il suo passaggio in vaschetta contenente la miscela.
Sono ammessi altri metodi di applicazione degli strati di armatura purché ne garantiscano la completa inibizione di
miscela bituminosa.
L'avvolgimento deve essere eseguito in modo tale da garantire la continuità' della copertura della superficie del
nastro e la buona aderenza fra i diversi strati.
CARATTERISTICHE DEL FELTRO DI VETRO
Il feltro di vetro avrà le seguenti caratteristiche:

P a g i n a | 45
• peso del feltro: 45-70 gr/m^,
• peso dopo estrazione dell'eventuale bitume di appretto e calcinazione non inferiore a 85% del peso originario e
comunque non inferiore a 40 gr/m^
• appretto a base di resine fenoliche e similari;
• grado idrolitico: ug./ min. 3;
• resistenza a trazione longitudinale: mag./ug. 12,5 Kg/5 cm;
• resistenza a trazione trasversale: mag./ug. 2,5 Kg/5 cm.
CARA TTERISTICHE DEL TESSUTO DI VETRO
Il tessuto di fibra di vetro avrà le seguenti caratteristiche:
• grado idrolitico: ug./min. 3;
• peso del tessuto: 220 +- 20 G/m^,
• peso dopo estrazione e calcinazione: mag. 170 G/m^,
• resistenza alla trazione nel senso longitudinale (larghezza del provino: 5 cm): mag. /ug. 40 Kg/5 cm
• resistenza alla trazione nel senso trasversale (larghezza del provino: 5 cm): mag./ug. 40 Kg/5 cm;
• peso dell'appretto: ug./min. 20%;
• composizione dell'appretto: bitume 50%;
• resine, colla ecc. 50%;
• numero dei fili in ordinato: mag./ ug. 20/10 cm;
• numero dei fili in trama: mag./ug. 10/10 cm.
Per l'appretto del tessuto di fibra di vetro sarà utilizzato bitume disciolto in solventi e non disperso in acqua
(emulsione).
Nella fabbricazione del tessuto è escluso il trattamento con oli.
SPESSORI FINALI DEL RIVESTIMENTO
Fra gli strati di armatura sarà interposto bitume caricato avente le caratteristiche precedentemente descritte in modo
da ottenere gli spessori totali del rivestimento qui di seguito riportati.
RIVESTIMENTO PESANTE
Spessore medio mm 9
Spessore minimo mm 7
RIVESTIMENTO RINFORZATO
Spessore medio mm 10
Spessore minimo mm 8
APPLICAZIONE DELLO STRATO DI FINITURA
Allo scopo di migliorare la prestazione del rivestimento rispetto all'azione dei raggi solari, per eliminare la
appiccicosità, per ottenere la levigatura ecc. si applicherà sul tubo ancora caldo una mano di latte di calce (idrato di
calce in acqua). Rivestimento interno di tipo bituminoso.
RIVESTIMENTO INTERNO MANUALE
Il rivestimento interno di tipo bituminoso normalmente sarà costituito:
a) dallo strato di primer ottenuto come descritto in precedenza;
b) da un successivo strato di bitume ossidato applicato per i diametri inferiori a 450 mm a caldo per
centrifugazione, fino ad uno spessore non inferiore a 2 mm.
RIVESTIMENTO INTERNO PARTICOLARE
Per casi di particolari caratteristiche d'acqua convogliata, su specifica richiesta dell'amministrazione dovranno
essere fomiti tubi con rivestimento interno di spessore e tipo di applicazione da stabilirsi caso per caso.

P a g i n a | 46
Prove di controllo
PROVE SUI MATERIALI E LORO FREQUENZA
Le prove di controllo delle caratteristiche dei singoli materiali saranno fatte con i metodi e la frequenza seguenti:
a) bitume polimerizzato impiegato come strato di fondo e come mastice della miscela bituminosa: una volta alla
settimana;
b) miscela bituminosa impiegata come strato protettivo: due volte alla settimana;
c) carica minerale: ad ogni fornitura del materiale allo stabilimento;
d) fasce di fibre di vetro; idem alla settimana;
e) miscela di resina e catrame: due volte alla settimana.
Tali prove saranno riportate dall'Impresa in apposito registro che dovrà essere esibito ogni qual volta
l'amministrazione ne faccia richiesta. Le prove verranno eseguite presso il laboratorio della ditta fornitrice ovvero
presso laboratori di Istituto Universitario o equiparati. Non è ammesso l'impiego di materiali non rispedenti ai
requisiti prescritti. Altre prove oltre a quelle sopra descritte potranno essere concordate allo scopo di ottenere
maggiori informazioni sulla idoneità dei materiali da impiegare.
CONTROLLO DURANTE LA FABBRICAZIONE E SUI RIVESTIMENTI FINITI
L'amministrazione si riserva di far assistere proprio personale alla fabbricazione dei rivestimenti, allo scopo di
controllare la corretta esecuzione, secondo le prescrizioni, riservandosi di interrompere una produzione che non
corrisponda ai requisiti richiesti. Il controllo sui rivestimenti finiti consiste nell'accurata ispezione del maggior
numero dei tubi in una qualunque delle fasi di lavorazione e nella misura degli spessori e prove di aderenza. Il
controllo degli spessori verrà' fatto sistematicamente, sia con prove non distruttive, sia con prove distruttive. Le
prove non distruttive avranno esito negativo se gli spessori in più punti del tubo, a criterio del collaudatore,
risulteranno dei limiti di quelli prescritti (vedi tabella). Per le prove non distruttive si impiegherà una apposita
apparecchiatura lettromagnetica che consente la misura dello spessore totale; tale controllo sarà eseguito all'uscita
delle macchine a rivestire con frequenza ritenuta opportuna dal collaudatore stesso.
PROVE DI ADERENZA
Le prove distruttive si eseguiranno su di un numero di pezzi variabile con la entità dei manufatti esistenti in
fabbrica all'atto del sopralluogo di controllo, destinati in tutto o in parte all'espletamento delle forniture per il
presente appalto. Quando la partita supera le 500 unità il campione consiste di 11 unità per ogni 100 unità superiori
alle 500. Le prove consisteranno nella misura dello spessore e nell'accertamento dell'aderenza del rivestimento alla
tubazione. La misura dello spessore del rivestimento potrà essere eseguita mediante un orologio di misura o per
spessori tra 1,5 e 10 mm con un dispositivo elettromagnetico. La misura dello spessore si eseguirà' in un numero di
punti a giudizio dell'Amministrazione ma non superiore a 1 punto per mq di rivestimento. L'esito delle misure sarà
positivo quando in tutti i punti di misura - lo spessore non risulta mai inferiore ai limiti fissati nella tabella.
TABELLA I
Num. unità di
da controllare
Num. Massimo
unità del camp.
10-25 3
26-50 4
51-100 5
101-200 7
201-300 9
301-400 10
400-500 11
La prova di aderenza sarà eseguita in un numero di punti, stabilito a giudizio della Amministrazione e comunque
non superiore ad una prova ogni 2 mq di superfici del rivestimento. Si eseguono sul rivestimento, con un coltello
affilato e robusto, due tagli paralleli all'asse della tubazione fino ad arrivare alla superficie del tubo. Indi si
eseguono altri due tagli aventi la stessa inclinazione della fascia di armatura in modo da formare, con i primi, un
parallelogramma con altezza compresa tra 10 e 20 cm.

P a g i n a | 47
Quindi, in corrispondenza di un intero lato del parallelogramma, si asporta la parte del rivestimento esterno al lato
stesso per una sufficiente lunghezza. Su tale lato, si stacca per una profondità di due centimetri, il bordo inferiore
del rivestimento della tubazione in modo da ottenere che un lembo sia leggermente sollevato. Con un arnese a
forma di pinza, avente ganasce della stessa lunghezza del lato in questione, si afferra il lembo precedentemente
indicato e si strappa tirando in modo uniforme.
La prova risulterà negativa se in uno qualsiasi dei punti in esame lo strato di primer si staccherà dal metallo.
Se il primer risulta ben aderente al metallo l'aderenza sarà considerata sufficiente quando il rivestimento non si stacca dallo strato di primer.
Quando lo strato di rivestimento dovesse, in alcuni punti, staccarsi dal primer si misurano le aree per le quali si è
verificato il distacco. Per patto esplicito si definisce "coefficiente di aderenza" il rapporto tra la superficie che resta
ancora ricoperta di rivestimento e la superficie totale sulla quale viene strappato il rivestimento stesso.
La prova sarà ancora considerata positiva quando la media dei coefficienti di aderenza è superiore al 90% e non si
abbiano coefficienti inferiori al 75%.
L'area per la quale è consentito il distacco dovrà' comunque essere la somma di almeno 3 aree parziali per ogni
prova eseguita.
PROVA AD ALTA TENSIONE
Il controllo della conformità verrà eseguito con strumento rilevatore a scintilla con tensione ai morsetti compresa
tra 15.000 e 20.000 Volt. La misura delle intensità di corrente circolante nella tubazione potrà' essere eseguita
anche staccando il collegamento elettrico fra due tubi contigui.
Rivestimenti esterni in polietilene realizzati in fabbrica
GENERALITÀ
Il rivestimento esterno sarà costituito da polietilene applicato per fusione di polvere (PE fuso) oppure per estrusione
su tubi in acciaio tramite un adesivo (PE estruso).
Tale rivestimento potrà essere impiegato soltanto su tubi in acciaio destinati ad essere interrati ed utilizzati con
gamma di temperature comprese tra - 25 °C e + 50 °C.
PREPARAZIONE DELLA SUPERFICIE DEI TUBI
La superficie da rivestire deve essere trattata per eliminare qualsiasi impurità (calamina ed ossidi aderenti), con
sabbiatura o con decapaggio chimico.
Sabbiatura
La sabbiatura deve corrispondere alle norme SIS 5009 al tipo SA 2 Vi. Dopo il trattamento e prima
dell'applicazione del rivestimento la superficie deve essere ripulita dai resti di abrasivo e di polvere.
Decapaggio chimico
Il decapaggio chimico non deve danneggiare la superficie del metallo vivo. Deve essere seguito da un lavaggio
accurato ed eventualmente da una passivazione del metallo. La superficie del metallo deve risultare esente da
sostanze che possono danneggiare la qualità del rivestimento.
ADESIVI
Per i tubi rivestiti con PE estruso sono ammessi due tipi di adesivi:
• tipo A - Adesivi duri a temperatura ambiente;
• tipo B - Adesivi reversibili a temperatura ambiente.
Al momento dell'applicazione dell'adesivo, la superficie da rivestire deve essere secca ed esente da sostanze grasse
o da particene aderenti.
L'adesivo dovrà essere omogeneo in tutta la sua massa e dovrà essere ripartito su tutta la superficie del metallo e
dell'eventuale saldatura.

P a g i n a | 48
RIVESTIMENTI IN POLIETILENE
AGGIUNTA AL MATERIALE DI BASE
E' ammessa l'aggiunta al polietilene di base di pigmenti, fillers ed additivi a condizione che questi siano dispersi in
maniera omogenea e che non alterino le proprietà del rivestimento, in particolare per quanto riguarda la resistenza
di isolamento e la resistenza ai microrganismi e che non comportino al rivestimento una porosità' pregiudizievole.
ASPETTO
Il polietilene deve essere omogeneo nella sua massa ed esente da soffiature e scagliature.
La sua superfìcie deve essere liscia o leggermente ondulata; l'ampiezza dell'ondulazione non deve essere maggiore
di 0,5 mm.
SPESSORE
Ai fini dello spessore i rivestimenti sono suddivisi in normale, rinforzato e speciale.
Il tipo normale non potrà' essere realizzato con polietilene con massa volumica minore di 0,94 gr/cm(3).
Gli spessori minimi del rivestimento finito, comprendente anche quello della mano di fondo, non devono risultatare
inferiori in nessun punto a quelli riportatati nella seguente tabella:
SPESSORE MINIMI IN mm RIVESTIMENTI IN PE
Dn tubo (mm)
Tipo di rivestimento
Normale Rinforzato Speciale
Fino a 100 100:-250 250:-500 500:-750 Oltre 750
1,8 2,0 2,2 2,5 3,0
2,5 2,5 3,0 3,5 3,5
- 4,0 4,0 4,0 4,0
FINITURA DEL RIVESTIMENTO ALL 'ESTREMITÀ DEL TUBO
Le estremità di ciascun tubo dovranno essere non rivestite per una lunghezza di 200 mm per i tubi di diametro non
superiore a 250 mm e di 250 mm per i tubi di diametro superiore a 250 mm. E' ammessa una tolleranza del +/-15%.
L'estremità del rivestimento deve essere smussata con un angolo di 35' +/- 5' misurato rispetto alla generatrice
longitudinale del tubo. Le superfici non rivestite ovranno essere dotate di strato di protezione temporanea. Intorno
alle estremità del rivestimento rifilato dovranno essere applicati idonei prodotti sigillati atti ad impedire la
penetrazione di umidità tra il metallo del tubo ed il rivestimento stesso.
Costituzione
1) Quantità di omopolimero dell'etilene (PE) oppure di copolimetro dell'etilene: mag./ug. 97%. Non sono ammesse
miscele di omopolimeri e/o copolimeri.
2) Quantità' di nero-fumo (secondo ASTM D 1603): 2,5 +/- 5% in massa e additivi che lo stabilizzano contro
l'azione dell'ossigeno e della temperatura di applicazione
Caratteristiche dei costituenti
1) La miscela originaria (in granuli o in polvere pronti per l'uso), deve possedere un indice di fluidità a caldo,
misurato secondo ISO R 1133, condizione operativa 4 (190 'C - 2,16 Kg) ed una massa volumica misurata secondo
ISO R 1183 a 23 +/- 5 'C rispettando la seguente tabella:
Caratteristiche Valore Unità
Massa volumica
Indice di fluidità
Min.
0,94
Min./ug
2
Mag./ug. 0,94 g/cm3
Min./ug. 0,8
g/10mm
Sono ammesse mescole con indice di fluidità a caldo superiore ai limiti indicati nella precedente tabella se esse
presentano suscettibilità alla fessurazione sotto tensione (stresscracking) secondo ASTM D 1693 - condizione B per
polimeri dell'etilene tipo 1 e reagente - Igepol CO 630 - al 10% in massa) non superiore a quelle di una mescola
della stessa massa volumica rispondente alle prescrizioni della suddetta tabella. Il confronto è ammesso soltanto fra

P a g i n a | 49
mescole della stessa natura (cioè, fra omopolimeri a bassa densità, oppure fra copolimeri a bassa densità, oppure tra
omopolimeri ad alta densità oppure fra copolimeri ad alta densità).
2) Nerofumo (carbon black).
Il nerofumo deve possedere le seguenti caratteristiche:
• numero di iodio determinato secondo ASTM D 1510: mag./ug.
110;
• uniformità di dispersione: secondo BS 6234.
ADESIVI (Polietilene estrusi) Gli adesivi adoperati per i rivestimenti estrusi devono soddisfare le seguenti
caratteristiche :
• cristallizzazione: non deve cristallizzare nell'intervallo di temperature -10+70 °C;
• punto di rammollimento (misurato secondo ASTM D 1525 Rate A): min./ug. 120 °C
• solventi: non devono essere presenti.
CARATTERISTICHE E PROVE SUL RIVESTIMENTO FINITO
CONTROLLO DELL 'ASSENZA DI PORI
Il rivestimento dei tubi deve essere esente da fori rilevabili con scintillometro a spazzola ad alta tensione, le cui
punte spinterometriche siano regolate ad una distanza pari a 4 volte lo spessore del rivestimento e comunque non
inferiore a 10 mm. All'ano del controllo, il rivestimento deve essere esente da umidità superficiale.
RESISTENZA AGLI URTI
La prova consiste nel verificare la resistenza del rivestimento all'impatto di un punzone cilindrico, con testa a forma
di calotta sferica di 25 mm di diametro, che cade verticalmente sul rivestimento da una altezza di 1 m. Detto
punzone dovrà avere un peso (in Kg) pari a 0,5 as (dove a = 0,7 per tubi con DN inferiore a 100 mm, a = 0,85 per
tubi con DN compreso fra 100 e 200 mm e a = 1 per tubi con DN superiore a 200 mm) ed s è lo spessore medio del
rivestimento, espresso in mm. La prova non deve essere effettuata su cordoni di saldatura prominenti ed entro una
fascia di 100 mm di larghezza a cavallo di essi. Il campione (tubo o parte di esso) deve essere sistemato in modo da
evitare ogni reazione elastica di esso al momento dell'urto. Pertanto per i tubi di diametro maggiore a 100 mm, la
prova deve essere eseguita su tubo appoggiato all'interno o su parte di esso opportunamente appoggiata. La prova di
urto si intende positiva se la zona dell'urto non presenta difetti con il controllo di cui al punto precedente. Per ogni
tubo da provare si eseguirà una prima serie di 30 urti in posizioni ubicate sulla generatrice superiore del tubo,
distanziate di almeno 30 mm fra loro e ad almeno un m dall'estremità' del rivestimento. Il risultato della
determinazione della resistenza agli urti è considerato positivo se tutte le prove della 1^ serie sono positive.
Serie N.urti
della
serie
N.urti
totali
N. di prove negative della serie per
considerare la determinazione
Positiva Dubbi
a
Negativa
1^ 30 30 0 3 3
2^ 30 60 2 5 5
3^ 40 100 4 6 6
4^ 50 150 7 = 7
Se si hanno prove negative la determinazione è considerata dubbia o negativa applicando i criteri indicati nella
tabella seguente. Se la determinazione è dubbia saranno eseguite altre serie, con un numero di urti indicati in detta
tabella, fino a quando il risultato non ricade nel campo delle determinazioni positive o negative. In ogni caso il
numero totale di urti non potrà essere superiore a 150 e la determinazione della resistenza all'urto sarà considerata
negativa se il numero totale di prove negative è maggiore di 7.

P a g i n a | 50
RESISTENZA ALLO STRAPPO
Le prove per la determinazione della resistenza allo strappo (pelatura) del rivestimento PE vengono effettuate a
temperatura ambiente (23 °C +- 2 °C) in condizioni di ambiente normali. Le prove possono essere eseguite su
spezzoni di tubi e per i diametri superiori a 300 mm anche su provini metallici ricavati dai tubi in prova. Il taglio
dei tubi degli spezzoni e dei provini, da eseguirsi ad una distanza non inferiore a 20 cm dagli estremi, deve essere
eseguito a freddo. Il pezzo di rivestimento da provare viene isolato dalla parte restante con le seguenti modalità:
con due tagli paralleli (preferibilmente circonferenziali) si isola una fascia di rivestimento di 50 mm di larghezza.
Dopo l'esecuzione di un altro taglio perpendicolare a detti tagli, la striscia ottenuta viene staccata e sollevata dal
tubo con un coltello per una lunghezza di circa 20 mm.
Condizioni necessarie per la prova sono:
a) velocità di strappo costante;
b) direzione della forza di strappo perpendicolare alla superficie metallica di stacco.
Il lembo di rivestimento preparato come innanzi descritto viene fissato ad un dinamometro registratore della forza
applicata regolato per una velocità costante di strappo di 10 min/min con un dispositivo che assicuri, durante la
prova, la perpendicolarità della forza alla superficie. Dalla registrazione, scartati i valori relativi ai primi ed agli
ultimi 20 mm, si calcola il valore medio della forza applicata (espresso in N). Non potranno essere presi in
considerazione i diagrammi che contengono, nella zona utile innanzi indicata, un qualsiasi tratto di curva,
corrispondente ad una larghezza massima di 20 mm, per i quali il valore medio misurato su detti tratti risulti
inferiore a 0,75 il valore medio richiesto (valore nominale). La determinazione si intende positiva quando il valore
medio della forza applicata per l'asportazione del rivestimento risulti non inferiore a 35 N per cm di larghezza della
striscia di prova (valore nominale).
La prova si intende negativa se si verifica la condizione di non accettazione del diagramma innanzi indicata, oppure
se il valore medio risulti inferiore al valore nominale. La determinazione dovrà essere effettuata su un provino
prelevato da ogni tubo da sottoporre alle prove di accettazione. Qualora si verifichi una determinazione negativa,
sarà ripetuta una seconda serie di determinazioni costituita da 2 determinazioni per ogni tubo da provare. La prova
si intenderà positiva se tutti i risultati della seconda serie saranno positivi.
RESISTENZA ALLA PENETRAZIONE SOTTO CARICO CON PUNZONE
La prova consiste nel misurare l'affondamento nel rivestimento di un punzone cilindrico di 1,8 mm di diametro
sottoposto all'azione di un peso di 2,5 Kg.
La prova va eseguita con un penetrometro che comprenda:
a) l'asta cilindrica di 1,8 mm di diametro alla cui estremità' superiore sia applicabile un peso;
b) di un comparatore o di qualsiasi altro sistema di misura che possa apprezzare 1/100 di mm.
Per effettuare la misura si preleva un pezzo del rivestimento in polietilene:
1) per scollamento in acqua a 80 °C se si tratta di rivestimenti ottenuti per fusione o per estrusione tipo A;
2) per strappo nel caso di rivestimenti estrusi tipo B.
Il campione sul quale è applicato il penetrometro viene posto in stufa termostatata regolata alla temperatura di
prova per 1 ora.
Dopo di che si legge l'indicazione SI del comparatore. Si carica poi il comparatore con la massa che assicura il peso
di 2,5 Kg. Dopo 24 ore di permanenza in stufa si legge l'indicazione S2 del comparatore. La differenza SI - S2 da la
profondità di penetrazione.
La prova suddetta va eseguita alla temperatura di 25 e 50 °C su tre campioni per ogni temperatura.
La media di tre misure effettuate secondo il metodo sopra indicato non deve essere superiore ai seguenti valori:
• 0,3 mm nella prova eseguita a 25 °C;
• 0,5 mm per la prova eseguita a 50 °C;
Dopo la prova il (vestimento dovrà soddisfare alla prova di non porosità.

P a g i n a | 51
In ogni caso il risultato della prova sarà' considerato negativo anche se una sola misura risulta essere superiore
rispettivamente a 0,6 mm e di 1 mm per le prove a 25 e 50 °C. RESISTENZA SPECIFICA RIVESTIMENTO INVECCHIAMENTO AL CALORE INVECCHIAMENTO ALLA LUCE ALLUNGAMENTO A ROTTURA
Queste prove saranno eseguite secondo il progetto di Norme DIN 30670 Ed. Aprile 79, alle quali si farà riferimento
anche per i limiti di accettabilità della prove stesse.
PROVE DI ACCETTAZIONE IN FABBRICA
PARTITA
Si intende per partita la aliquota della commessa pronta in stabilimento della quale il fornitore chiede
l’accettazione. In ogni caso la partita non potrà essere inferiore a 50 tubi, a meno che non corrisponda all'intera
commessa.
PROVE DI ACCA TTAZIONE
In sede di accettazione della partita saranno eseguite le seguenti determinazioni:
1) Controllo dell'assenza dei pori,
2) Resistenza agli urti;
3) Resistenza allo strappo;
4) Resistenza alla penetrazione sotto carico con punzone;
5) Allungamento a rottura.
NUMERO DI TUBI DA SOTTOPORRE ALLE PROVE DI ACCATTAZIONE
Il numero di tubi da sottoporre alle prove di accettazione è riportato nella seguente tabella, salvo per la prova di cui al
precedente punto 4, che in ogni caso sarà effettuata su 3 tubi:
N. di tubi della 1^
partita
N. di tubi da
provare
100
250
500
750
1000
2000
4
8
12
14
15
20
Quando la partita supera le 2000 unità, il campione consiste in 20 unità, più una unità ogni 500 unità.
ACCETTAZIONE DELLA PARTITA
La partita è accettata se tutte le determinazioni delle prove di accettazione effettuate sul numero di tubi stabilito
daranno risultato positivo.
Se al termine di tutte le determinazioni il numero di risultati negativi conteggiato sul totale delle determinazioni,
risulta maggiore di 1, la partita è rifiutata; se risulta uguale ad uno, tutte le prove di accettazione saranno ripetute su
un numero di tubi pari al precedente. La partita sarà accettata se nella seconda serie di prove non si verificherà'
nessun evento negativo in qualsiasi determinazione. In caso contrario sarà rifiutata.
PRESCRIZIONI PER L'IMPIEGO DEL RIVESTIMENTO
L'impiego del rivestimento è subordinato:
a) alla verifica, da parte dell'Amministrazione, della capacità del fornitore di produrre un rivestimento conforme
alle presenti prescrizioni;
b) alla esistenza, presso lo stabilimento di produzione, dell'attrezzatura per la esecuzione di tutte le prove previste
nelle presenti prescrizioni;
P a g i n a | 52
c) alla verifica, da parte dell'Amministrazione, della metodologia di controllo della qualità attuata presso lo
stabilimento in sede di produzione del rivestimento, ed alla metodologia di archiviazione dei dati di detti controlli.
La verifica di cui al punto a) sarà effettuata dall'Amministrazione eseguendo, presso lo stabilimento del fornitore,
su almeno tre tubi, tutte le prove di accettazione in precedenza indicate e su almeno cinque tubi per le seguenti
prove:
• resistenza specifica del rivestimento;
• invecchiamento al calore;
• invecchiamento alla luce;
delle quali non è prevista, normalmente, la ripetizione in sede di accettazione in fabbrica.
L'amministrazione, a suo insindacabile giudizio, potrà rinunciare totalmente o parzialmente alle prove di cui in a)
ed alle verifiche di cui in b) e c) in seguito alla presentazione, da parte del fornitore, di una convincente
documentazione riguardante l'esito delle prove di cui in a) ed illustrante le metodologie di cui in b) e c).
Nel corso della fornitura l'Amministrazione potrà richiedere la verifica di cui in b) e di prendere visione di dati di
cui al punto c), riservandosi la facoltà di richiedere la ripetizione delle prove di resistenza specifica e di
invecchiamento al calore e alla luce.
CAPITOLO 6
CARATTERISTICHE GENERALI DEI MACCHINARI E DELLE APPARECCHIATURE
OPERE ELETTROMECCANICHE
Riferimento della descrizione
Negli articoli che seguono si riportano le norme generali alle quali l'Appaltatore deve attenersi nella costruzione e nel
montaggio delle apparecchiature elettromeccaniche.
Trattamenti superficiali
I cicli di verniciature da adottare in funzione sia del tipo di aggressione ambientale, che delle varie funzioni e
operazioni assegnate alle opere sono i seguenti:
- verniciature a base di resine epossidiche;
- verniciature a base di resine poliestere;
- verniciature a base di viniliche;
- verniciature a base di epossidiche e viniliche.
Qualora si voglia procedere a proteggere le opere metalliche con rivestimento anticorrosivi di diversa natura, si dovrà
dame espressa motivata ragione in sede di presentazione dei cicli di verniciatura. In tal caso sempre che le proposte
vengano accolte, la Direzione dei Lavori potrà prescrivere l'effettuazione delle prove che ritenga del caso, e
subordinare l'accettazione dei prodotti all'ottenimento dei risultati che la Direzione stabilisce a suo insindacabile
giudizio.
Mescolazione e diluizione delle vernici
Prima dell'applicazione, la vernice deve essere accuratamente rimescolata sino a perfetta omogeneizzazione; il
rimescolamento va ripetuto ad ogni prelievo dal contenitore principale; soprattutto quando si tratti di vernici ad
elevato peso specifico.
La miscelazione delle vernici a due componenti va effettuata, al momento dell'uso, addizionando tutto il "reagente"
(o indurente o catalizzatore) a tutta la "base" e rimescolando fino a completa omogeneizzazione. Qualora si debbano
preparare quantitativi limitati di vernice, inferiori a quelli ottenibili mescolando l'intero contenuto della confezione di
"base" o "reagente", si avrà cura di rispettare i rapporti stechiometrici, normalmente riferiti al peso delle vernici
impiegate.
La diluizione delle vernici non è ammessa quando la temperatura ambiente sia inferiore a 10°C o superiore ai 40°C,
ovvero quando la temperatura delle superfici da proteggere sia compresa nei due intervalli 5 + 15°C e 35 + 50°C.
Tale operazione va eseguita unicamente con i prodotti prescritti dal fabbricante.

P a g i n a | 53
Condizioni ambientali ed atmosferiche
La temperatura delle superfici da rivestire non potrà' essere inferiore ai 5°C e superiore ai 50°C; in ogni caso le superfici
stesse non potranno essere verniciate qualora siano anche solo leggermente umide, a meno che non vengono impiegate
speciali vernici.
Verniciatura
Dovrà essere data in due o più mani impiegando prodotto non diluito fino al conseguimento di uno spessore minimo
indicato ai punti successivi.
Ciascuna mano sarà data appena la precedente sarà indurita al tatto.
Qualora si debbano effettuare a distanza di tempo dei ritocchi o dei rifacimento la superfìcie da
ripristinare dovrà, essere trattata con opportuni preparati, in grado di provocare un parziale
rinvenimento chimico del film di pittura.
Preparazione delle superfici
La preparazione delle superfìci da effettuare sarà in accordo alle Norme SSPC (Steel Stmctures Painting Council) SP
1+8/63, SP 9+10/63 T e confrontate visivamente con le riproduzioni fotografiche della Norma SVENSK STANDARD
SIS05.59.00/1967.
Garanzie
Il rivestimento sarà considerato soddisfacente ai fini della garanzia se le superfìci trattate non presenteranno, nella loro
totalità, tracce di degradazione eccedenti i seguenti valori della "Scala Europea del grado di arruginimento" elaborata
dal Comitato Europeo delle Associazioni di fabbricanti di pittura. (Stoccolma 1961):
Re 3 con grado di efficacia della protezione 7 nel 2° anno di garanzia.
Tipo di trattamento
Qui di seguito si riportano i cicli consigliati in funzione dell'ambiente di posa e del tipo di struttura da proteggere.
Condizioni di esposizione ambientale
Atmosfere rurali o ambientali.
Campi di impiego
Carpenteria, tubazioni, serbatoi.
Supporti e preparazione della superficie:
Sabbiatura commerciale - SSPC - SP6 - Svensk Sa2 - o pulizia meccanica - SSPC - SP3 - Svensk st. 3.
Ciclo di verniciatura:
Applicazione di minio oleofenolico con spessore a film secco 50 microns.
Applicazione di vernice al clorocaucciù, alchidico con spessore a film secco di 120 microns.
Condizioni di esposizione ambientale
Atmosfera marina.
Campi di impiego:
Carpenteria, tubazioni, serbatoi.
Supporti e preparazione della superficie:
Sabbiatura commerciale - SSPC - SP6 - Svensk Sa2 o pulizia meccanica - SSPC -SP3 - Svensk st. 3.
Ciclo dì verniciatura:
Applicazione di primer zincante organico bicomponente con spessore a film secco 40 microns.
Applicazione di vernice al clorocaucciù alchidico con spessore a film secco di 120 microns.
Condizioni di esposizione ambientale
Atmosfere industriali normali.
campi di impiego:
Carpenteria, tubazioni- serbatoi.
Supporti e preparazione della superficie:
Sabbiatura commerciale - SSPC - SP6 - 9-vensk Sa2 - o pulizia meccanica - SSPC - SP3 - Svensk-st. 3.
Ciclo di verniciatura:
Applicazione di primer zincante inorganico spessore a film secco 50 microns. Applicazione di vernice al clorocaucciù,
alchidico con spessore a film secco di 120 microns.

P a g i n a | 54
Condizioni di esposizione ambientale
Atmosfere molto aggressive o industriali aggressive.
Campi di impiego:
Carpenteria, tubazioni, serbatoi, macchine speciali non a contatto con acqua.
Supporti e preparazione delle superfici:
Sabbiatura al metallo quasi bianco - SSPC - SP 10 - Svensk Sa2 1/2.
Ciclo di verniciatura:
Applicazione di primer zincante inorganico con spessore a film secco 50 microns. Applicazione di vernice
epossivinilica con spessore a film secco di 160 microns.
Condizione di esposizione ambientale
Contatto con aggressivi chimici ed acqua (parti immerse).
Campi di impiego:
Macchine speciali e relativa carpenteria.
Supporti e preparazione delle superfici:
Sabbiatura al metallo quasi bianco - SSPC - SP 10 - Svensk Sa 2 1/2.
ciclo di verniciatura:
Applicazione di primer zincante organico bicomponente a base di resine epossidiche con spessore a film secco di 40
microns minimo. Applicazione di vernice epossidica al catrame di carbone fossile dello spessore minimo a film secco di
220 microns.
Condizioni di esposizione ambientale
Alte temperature.
Campi di impiego:
Carpenteria, tubazioni, mantelli esterni, forni.
Supporti e preparazione delle superfici:
Sabbiatura al metallo bianco - SSPC - SP5 - Svensk S a 3.
Ciclo di verniciatura:
Applicazione di primer zincante inorganico con spessore a film secco di 70 microns.
Applicazione di vernice all'alluminio siliconico dello spessore minimo a film secco di 30 microns.
Zincatura
La presente norma tecnica tratta i metodi di zincatura da impiegare per proteggere dalla corrosione i materiali metallici
utilizzati negli impianti di depurazione.
Tale tipo di trattamento sarà adottato quando le verniciature indicate nei paragrafi precedenti non danno sufficienti
garanzie sia in relazione al tipo di aggressione ambientale sia in relazione alle funzioni assegnate alle strutture
metalliche da proteggere.
La zincatura dovrà essere effettuata a caldo per immersione. I pezzi da zincare devono essere preventivamente puliti e
sgrassati superficialmente con adeguato decapaggio.
Dopo la zincatura i pezzi non devono essere assoggettati a trattamenti termici.
Sugli oggetti filettati, dopo la zincatura, non si devono effettuare ulteriori operazioni di finitura a mezzo di utensili.
Fanno eccezione alla presente norma le tubazioni fornite già zincate.
Bagno di zinco
I pani di zinco da impiegare per la preparazione del bagno non devono contenere impurità superiori a quelle dello zinco
tipo Zn A 99, 90 UNI 2013.
Nel bagno di zinco potrà essere aggiunto alluminio o altri elementi secondo la necessità del
procedimento (UNI 5744 - 66), in ogni caso in grado di purezza del bagno di zinco non dovrà essere
inferiore alla purezza dello zinco Zn A 98, 25 UNI 2013.
Spessore dello zinco
Lo spessore dello strato di zinco sarà rispondente a quanto riportato all’articolo 2.1.05 delle norme CEI 7 - 6 edizione
VII 1968 ~ fascicolo 239.
Oggetti filettati
Sugli oggetti filettati dopo la zincatura, non devono essere effettuate ulteriori operazioni con utensili da taglio o
qualsiasi altra operazione di finitura.
Dadi e viti
P a g i n a | 55
Nel caso specifico di dadi trattati con zincatura occorre maggiorare il diametro fino ad un massimo di 0,8 mm ed
aumentare l'altezza in modo da non diminuire la loro resistenza allo strappalmento (prova di trazione).
Per le viti ed i dadi a tabelle UNI, è lasciata al fornitore la possibilità di adottare la zincatura elettrolitica passivata al
cromo.
In ogni caso il deposito di zinco sulle parti filettate dovrà essere il massimo consentito dai loro diametri nel pieno
rispetto delle tolleranze previste dalla tabella UNI 5540-65.
Zincatura dei giunti di saldatura
Per le giunzioni eseguite per saldatura si dovrà procedere al ripristino della zincatura, secondo le modalità appresso
indicate:
- rimuovere lo zinco preesistente per una lunghezza non inferiore a 10 cm.
- pulire e irruvidire la superfìcie scoperta mediante spazzolatura meccanica.
- metallizzare le superfìci mediante spruzzo di particelle di zinco allo stato plastico fino a raggiungere uno spessore
non inferiore a 40 micron.
Pompe centrifughe
Condizioni di funzionamento
Le pompe saranno progettate per servizio continuo a pieno carico (8000 ore/anno). Il punto di progetto, riferito alla
girante montata, dovrà essere preferibilmente situato in prossimità ed a sinistra del punto di massimo rendimento. Le
curve caratteristiche prevalenza - portata, dovranno risultare tali che la prevalenza sia sempre crescente al diminuire
della portata, sino all'annullamento di questa. La prevalenza a mandata chiusa deve essere preferibilmente compresa tra
il 110% ed il 120% della prevalenza richiesta con portata di progetto. Quando sono previste due o più, pompe in
parallelo, le curve caratteristiche dovranno essere perfettamente uguali salvo diversamente consentito in casi specifici.
La pompa dovrà poter funzionare continuamente nel campo di portata 30 +100% di quella di progetto.
Il funzionamento della pompa dovrà essere stabile dal 30% fino al 120% della portata di progetto.
Potrà essere fatta eccezione a quarto prescritto riguardo il campo di funzionamento solamente per pompe ad esigua
portata. Le pompe ad asse orizzontale e verticale non dovranno avere alcuna velocità critica nel campo di
funzionamento. La velocità critica più vicina deve risultare superiore di almeno il 20% alla velocità massima di
funzionamento. Le pompe ad asse verticale devono avere velocità critiche torsionali e flessionali differenti di almeno il
30% delle velocità di funzionamento continuo.
Pressioe e temperature di progetto
Pressione di progetto: il valore non dovrà essere inferiore alla pressione di esercizio al punto di progetto + 1,75 Kg/cm2.
Temperatura di progetto: il valore minimo, non dovrà essere inferiore alla temperatura massima di esercizio prevista per
il fluido + 25°C.
Fusioni
Le fusioni dei singoli componenti delle pompe dovranno essere prive di fessurazioni, di soffiature, di scorie o di altri
difetti delle parti in pressione eseguite con tasselli, composti cementati o di altro tipo.
Corpo pompa
Gli spessori dei corpi e delle volute saranno previsti per la pressione di progetto e con l'aggiunta di un sovraspessore di
corrosione di 2 mm.
Giranti
Le giranti devono essere costruite in un solo pezzo. Le giranti saranno progettate per resistere alla massima velocità di
rotazione che è:
- la velocità di sincronismo nel caso di azionamento con motore elettrico;
- la velocità di scatto del dispositivo di arresto di emergenza per sopravelocità nel caso di motori primi non elettrici.
La prevalenza di progetto non deve essere superiore al 95% della prevalenza ottenibile con la girante di diametro
massimo applicabile (a parità di portata di progetto).
Il tipo di girante ed il valore minimo di passaggio dovranno essere idonei alle caratteristiche del fluido pompato.
Tenute
Le tenute verso l'esterno per le pompe orizzontali saranno normalmente del tipo a baderna eccettuati i casi ove risultino
indispensabili tenute meccaniche.
Gli assi passanti attraverso tenute a baderna devono essere incamiciati nella zona di attraversamento.
Per le pompe verticali con corpo pompa sommerso sono accettabili le normali boccole di guida/tenuta standard del
Costruttore. Le tenute meccaniche nelle pompe orizzontali saranno comunque adottate nel caso di pompaggio di liquidi
tossici ed infiammabili.
Le tenute meccaniche vanno dimensionate per la massima pressione di aspirazione e per la massima velocità di
rotazione prevista in esercizio (velocità di scatto del motore primo). I fori nella flange delle tenute che non sono
utilizzati saranno tappati con tappi di acciai di qualità adatta a resistere al fluido trattato.
Bilanciamento statico
Tutti gli elementi rotanti devono essere separatamente sottoposti al bilanciamento statico.

P a g i n a | 56
Bilanciamento dinamico delle pompe centrifughe
Dovranno essere sottoposti al bilanciamento dinamico tutte le parti rotanti delle pompe centrifughe aventi le seguenti
caratteristiche:
a) pompe orizzontali operanti a velocità superiore a 1500 giri/minuto, sempre che la portata nominale sia superiore a
100 lls ed il diametro della girante sia superiore a 150mm;
b) pompe orizzontali operanti a velocità superiore a 1500 giri/minuto, quando abbiano più di 2 stadi;
c) pompe orizzontali e verticali operanti a velocità superiore a 3000 giri/minuto.
Lubrificazione
La lubrificazione dei cuscinetti delle pompe orizzontali, deve essere sempre ad olio. La lubrificazione dei supporti
interni ed i flussaggi alle tenute possono essere eseguite con il liquido pompato purché lo stesso non contenga in
sospensione solidi abrasivi.
Linea d'asse pompe verticali
Le pompe verticali saranno preferibilmente a mandata laterale separata.
La lubrificazione per i cuscinetti della linea d'asse sarà effettuata con flussaggio d'acqua pulita oppure a mezzo di
pompa di ingrassaggio automatico incorporata.
Giunti d'accoppiamento
Tutti i giunti d'accoppiamento delle pompe orizzontali munite di tenuta meccanica dovranno essere del tipo con
spaziatore.
Tutti i giunti dovranno essere muniti di coprigiunto di protezione, quando richiesto tali coprigiunti dovranno essere in
esecuzione antiscintille.
Flangiature e connessioni
Saranno in conformità alle norme UNI.
Pompe centrifughe sommergibili
Le elettropompe dovranno essere di tipo sommergibile con motore racchiuso in un corpo esterno in ghisa. L'esecuzione
deve essere idonea per servizio continuo (8000 ore/anno).
Il punto di progetto dovrà essere preferibilmente situato in prossimità ed a sinistra del punto di massimo rendimento.
La curva caratteristica portata - prevalenza dovrà essere perfettamente stabile nel campo operativo di portata richiesto.
La tenuta idraulica sull'albero dovrà essere di tipo meccanico lubrificato da una camera d'olio e non richiedere alcuna
lubrificazione di manutenzione.
Per gli interventi di manutenzione, sia ordinarie che straordinarie, la rimozione e la messa in opera dei gruppi deve
essere possibile anche a vasca piena; senza alcuna necessità di accedere nella vasca ed effettuando un semplice
sollevamento del gruppo.
Il tipo di girante ed il valore della luce minimo di passaggio dovranno essere conformi alle caratteristiche del fluido
pompato.
La potenza nominale del motore elettrico dovrà essere superiore (o uguale) alla potenza massima assorbita dalla pompa
nel punto più sfavorevole della curva caratteristica portata - prevalenza. Gli accessori includono:
- Tubazioni di mandata, da prevedersi per lo sviluppo necessario a congiungere le condotte prementi, inizianti con un
pezzo speciale per il raccordo con giunto "Rapido" alla mandata delle pompe;
- Tubi di guida per il sollevamento delle elettropompe dalla base di accoppiamento inferiore al bordo della vasca
sovrastante;
- I tubi di guida dovranno essere muniti di supporti di vincolo che ne assicurino saldamente il montaggio;
Catene di acciaio zincato per il sollevamento. Possono fare eccezione alla prescrizione dell'attacco rapido e tubi di
guida le pompe portatili di esigua portata, per le quali è ammesso l'appoggio a cavalletto e tubazione di mandata
flessibile.