properties of ceramics prepared from nanopowders
TRANSCRIPT
ISSN 0020-1685, Inorganic Materials, 2009, Vol. 45, No. 3, pp. 335–339. © Pleiades Publishing, Ltd., 2009.Original Russian Text © S.P. Bardakhanov, A.V. Kim, V.I. Lysenko, A.V. Nomoev, D.Yu. Trufanov, M.D. Buyantuev, D.Zh. Bazarova, 2009, published in Neorganicheskie Materialy,2009, Vol. 45, No. 3, pp. 379–384.
335
INTRODUCTION
The differences in strength and elastic, damping,thermal, electrical, magnetic, and diffusional propertiesbetween nanocrystalline and coarse-grained materialsare due not only to the small grain size of nanocrystal-line materials but also to the special state of their sur-face and grain boundaries [1]. For example, metal nan-opowders prepared via electron accelerator evaporationof raw materials [2–4] exhibit good catalytic properties[5], and silicon nanopowders exposed to UV radiationemit blue-green light [6].
One nanotechnology research direction is the fabri-cation of ceramics from nanopowders. Nanoceramicsare expected to possess not only the properties ofceramics prepared from coarse-grained materials (highhardness and strength, stability toward high tempera-tures and corrosion, high insulation performance) butalso some unique properties (e.g., superplasticity [7]).The current status of research on nanoceramics hasbeen the subject of several conferences [8–10]. Thestrength of ceramics is known to be higher at smallergrain sizes and more complex granular structures.However, experimental data needed to develop com-mercially viable processes for the fabrication of ceram-ics from nanopowders are still lacking.
In this paper, we present an experimental studyaimed at producing various kinds of dense fine-grained(grain size on the order of several microns) ceramicsfrom nano- and submicron-sized powders (in particu-lar, from nanopowders synthesized by us using anunconventional technique).
EXPERIMENTAL
The starting materials used were nano- and submi-cron-sized powders (average particle size less than100 nm and less than 1
µ
m, respectively) of purity 98to 99.8% from various manufactures, including nanop-owders prepared via electron accelerator evaporation ofraw materials, followed by condensation in the form ofnanoparticles [2–4].
We used both single-phase ceramic powders andmixtures of several components, in particular silica(SiO
2
), alumina (Al
2
O
3
), titania (TiO
2
), aluminumnitride (AlN), and tungsten carbide (WC).
In our experiments, we modeled the main stages ofceramic manufacturing: preparation of starting materi-als in the form of nanopowders, processing of the pow-ders into green bodies, heat treatment, and inspectionand analysis of the resultant ceramic samples. In con-trast to usual practice, no binder was used in the form-ing process in most cases. The main compaction stepwas performed in a 25-mm-diameter steel die with aRockwell hardness of 61. Pre-heat treatment of thepowders and sintering were carried out in various typesof furnaces, including those with a programmed temper-ature controller. The powders and ceramics were charac-terized by transmission electron microscopy (TEM),scanning electron microscopy (SEM), and x-ray diffrac-tion (XRD). In addition, we measured the compressivestrength and microhardness of the ceramics.
RESULTS AND DISCUSSION
Silica (SiO
2
).
In our preparations, we used twogroups of nanopowders: Tarkosil T-05, T-15, T-20, and
Properties of Ceramics Prepared from Nanopowders
S. P. Bardakhanov
a
, A. V. Kim
b
, V. I. Lysenko
a
, A. V. Nomoev
c
, D. Yu. Trufanov
d
, M. D. Buyantuev
c
, and D. Zh. Bazarova
c
a
Khristianovich Institute of Theoretical and Applied Mechanics, Siberian Division, Russian Academy of Sciences, Institutskaya ul. 4/1, Novosibirsk, 630090 Russia
b
OOO Vostochnaya Tekhnika, ul. D. Koval’chuk 1, Novosibirsk, 630001 Russia
c
Buryat State University, ul. Smolina 24a, Ulan-Ude, 670000 Buryat Republic, Russia
d
Novosibirsk State University, ul. Pirogova 2, Novosibirsk, 630090 Russiae-mail: [email protected]
Received December 19, 2007; in final form, April 10, 2008
Abstract
—Fine-grained (on the order of several microns in grain size) ceramics have been produced from variousnano- and submicron-sized powders (silica, alumina, titania, aluminum nitride, and tungsten carbide). The com-paction and sintering behaviors of various powder mixtures and the properties of the resultant ceramics havebeen studied. For a number of compositions, fine-grained, dense, high-strength ceramics have been obtainedwith a microhardness of up to 16–18 GPa.
DOI:
10.1134/S0020168509030200

336
INORGANIC MATERIALS
Vol. 45
No. 3
2009
BARDAKHANOV et al.
T-25 [2], with a specific surface area from 50 to 220 m
2
/gand average particle size from 13 to 60 nm, and AerosilA-90 and A-380 hydrophilic powders (Degussa, Ger-many), with a specific surface area of 90 and 380 m
2
/gand average particle size of 20 and 7 nm, preparedthrough high-temperature silicon tetrachloride hydroly-sis. Figure 1 presents examples of TEM micrographs.In both groups of powders, the particle size distributionwas relatively narrow (50% of the particles in the range
±
20%
of the average nanoparticle size of the powder).The distributions for the A-90 and A-380 powders weresimilar to those of the Tarkosils with the same specificsurface areas. Evaluation of the degree of hydrophilic-ity using IR spectroscopy showed that on the whole theTarkosil and Aerosil powders were close in the concen-tration of surface OH groups, but the Tarkosil T-05 wasessentially anhydrous since the concentration of boundOH groups was very low both on the surface (on theorder of 0.3 nm
–2
) and in the bulk of the particles. All ofthe powders were found to be x-ray amorphous. Inthose experiments, the two types of powders weretested in parallel.
The powders were sintered in air under differentconditions, the highest temperature being
t
max
= 1000–1620
°
C.
Indications of sintering in Tarkosil green compactsemerged at a temperature as low as
1000°ë
, with frac-ture and sample surfaces remaining white or grayish.TEM examination revealed particle aggregation at thistemperature.
The resultant Tarkosil samples exhibited higherstrength but lower shrinkage compared to the Aerosils.It seems likely that these differences can be understoodin terms of the methods employed to produce the Tar-kosils and Aerosils. Iler [11] described several exam-ples of how various impurities influence the sintering ofcolloidal silicas. In this study, the Tarkosil and Aerosilpowders differed in pH, albeit only slightly: 3.7–3.8and 4.2–4.3, respectively. Chemical analysis showedthat the Tarkosil powders contained a factor of 2 to 2.5lessAl
2
O
3
(<0.02%) and TiO
2
(<0.02%) impurities incomparison with the Aerosils and were free of HCl.
It is reasonable to assume that the higher shrinkageof the Aerosil samples (up to 40% against the 20–25%typical of the Tarkosils) is due to differences in agglomer-ate shape, even though TEM examination revealed no dis-tinctions between the two groups of powders (Fig. 1).
The present results demonstrate that powder wetting(up to a water : powder ratio of 1 : 1) before loading intoa die contributes to deagglomeration, reduces the elas-tic stress, and, eventually, insures a denser packing ofnanoparticles in the green compact. Sintering wettedpowders of both groups, we obtained relatively strongbodies (with a compressive strength near 0.2 GPa)which typically had smoother surfaces in comparisonwith samples compacted without wetting.
After sintering at
1500°ë
, there were indications ofvitrification in the samples of both groups, and some ofthe Tarkosil samples after compaction and sintering at
t
max
= 1550°ë
were in a glassy state with a relativelyhigh transmittance (about 20% according to spectro-photometry data). It seems likely that Tarkosils can beused as starting components for the preparation of silicaglass and fibers. The T-05 powder appears particularlyattractive for the latter application because the contentof OH groups on its surface and that of water in the bulkof its particles are extremely low. Tarkosils can also beused in the preparation of other glasses, as evidenced bythe following experiment: T-20 was mixed with boricacid (5%), and the mixture was pressed and sintered toa schedule with
t
max
= 1300°ë
. As a result, we obtaineda high-strength, transparent glassy material.
Thus, our results indicate that the ceramics preparedfrom SiO
2
nanopowders (Tarkosils and Aerosils) are onthe whole similar in properties, even though the pow-ders differ slightly in compaction and sintering behav-iors.
Alumina
Al
2
O
3
Alumina powders were processedin both pure form and mixtures. Samples were preparedby dry pressing followed by sintering to the sameschedule, but
t
max
was varied from 1200 to
1620°ë
.
50 nm(‡)
20 nm(b)
Fig. 1.
TEM micrographs of (a) Tarkosil T-25 and (b) Aero-sil A-380 nanopowders.
INORGANIC MATERIALS
Vol. 45
No. 3
2009
PROPERTIES OF CERAMICS PREPARED FROM NANOPOWDERS 337
As the basic component, we used the followingpowders: AKR-50 (average particle size
d
av
�
200
nm);AM-21 (
d
av
�
4
µ
m; Sumitomo Chemicals, Japan); alu-minum oxide C (
d
av
= 13 nm [12]; Degussa, Germany);plasma-deposited A (
d
av
�
300 nm, Siberian ChemicalComplex); and B, prepared as described in [2–4] (
d
av
=33 nm). The modifiers used were SG magnesium oxidepowder (
d
av
= 73 nm, Sukkyoung, South Korea) andA-380 silica (
d
av
= 7 nm, Degussa).
The strength of single-phase green compacts wasfound to increase in the following order: A (300 nm),aluminum oxide C (13 nm), AM-21 (4
µ
m), B (33 nm),and AKR-50 (200 nm). It seems likely that the strengthof the compacts is determined not by the particle sizebut by the type of agglomerate, which depends on thepowder preparation procedure. The plasma-depositedpowder A was found to consist of roughly equalamounts of
δ
-
and
θ
-Al
2
O
3
. At the same time, aluminumoxide C and powder B consisted entirely of the
γ
-phase,whereas AM-21 and AKR-50 were almost single-phase
α
-Al
2
O
3
. It is reasonable to assume that the structureand shape of the agglomerates and the phase composi-tion of the powders influence the cohesion of the parti-cles under load, which eventually determines thestrength of the compacts.
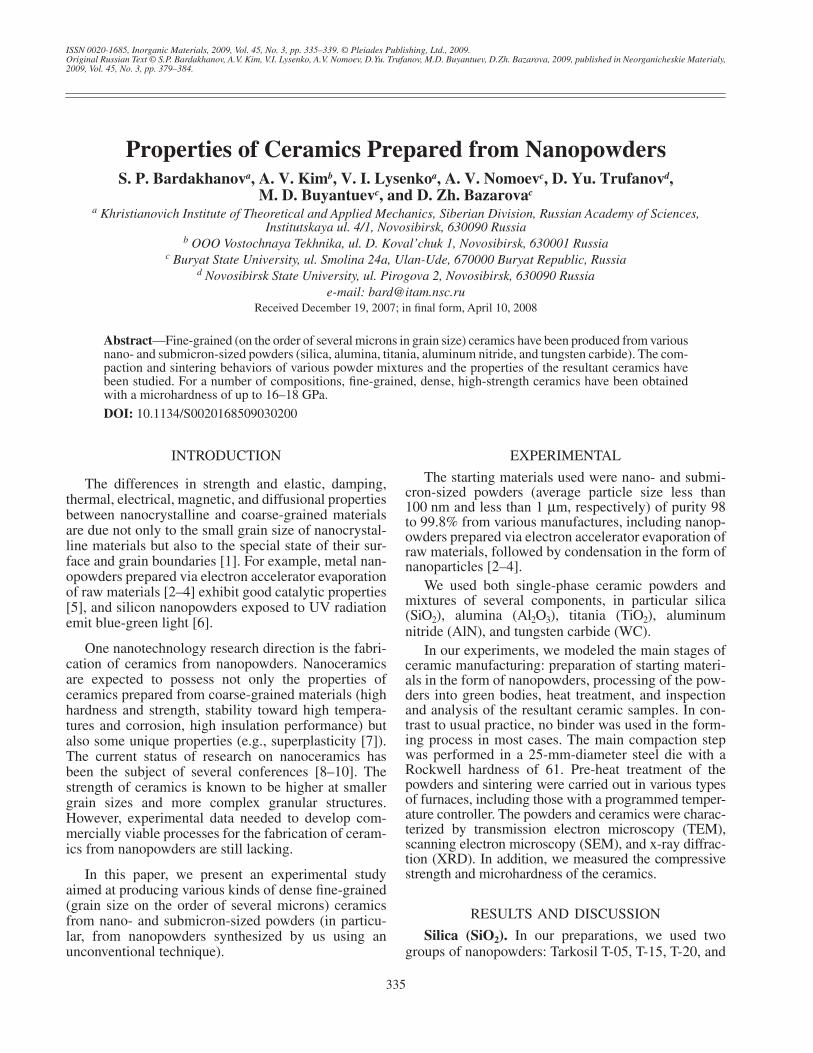
The strength of the sintered bodies varied in thesame order as above. The strength of the sample pre-pared from powder B (33 nm, produced via electronaccelerator evaporation, initially consisted almostentirely of boehmite-derived
γ
-
Al
2
O
3
as determined byXRD) proved surprisingly high. The electron-micro-scopic data for this material are presented in Fig. 2.
In our experiments, we aimed at producing densealumina-based electroceramics. As the basic compo-nent, we used the AKR-50 and AM-21 Al
2
O
3
powders(average particle size of 200 and 4000 nm, respec-tively). The additives used were MgO, aluminum oxideC, and SiO
2
. We tested various mixtures. Sintering wasperformed at
t
max
= 1500°ë
. The highest density, strength,and microhardness were offered by the AKR-50 + SG +aluminum oxide C samples. In particular, their microhard-ness was 16–18 GPa, and their total shrinkage was 21–22%.
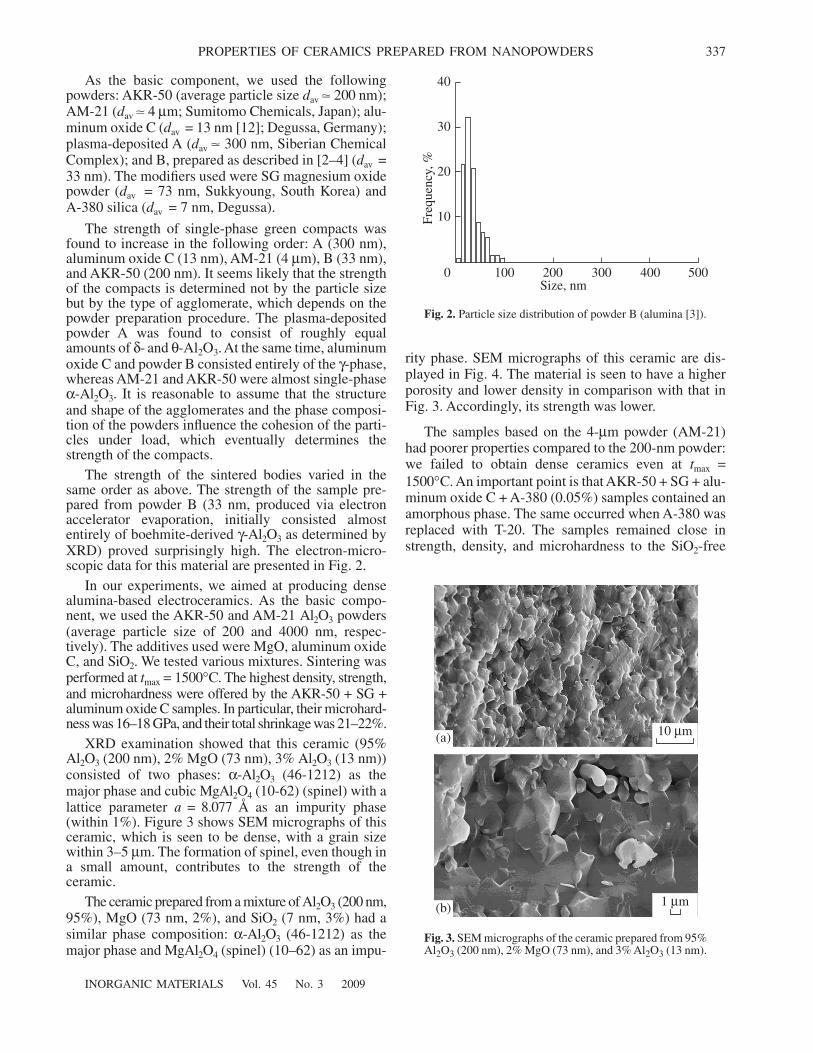
XRD examination showed that this ceramic (95%Al
2
O
3
(200 nm), 2% MgO (73 nm), 3% Al
2
O
3
(13 nm))consisted of two phases:
α
-
Al
2
O
3
(46-1212) as themajor phase and cubic MgAl
2
O
4
(10-62) (spinel) with alattice parameter
‡
= 8.077
Å as an impurity phase(within 1%). Figure 3 shows SEM micrographs of thisceramic, which is seen to be dense, with a grain sizewithin 3–5
µ
m. The formation of spinel, even though ina small amount, contributes to the strength of theceramic.
The ceramic prepared from a mixture of Al
2
O
3
(200 nm,95%), MgO (73 nm, 2%), and SiO
2
(7 nm, 3%) had asimilar phase composition:
α
-
Al
2
O
3
(46-1212) as themajor phase and MgAl
2
O
4
(spinel) (10–62) as an impu-
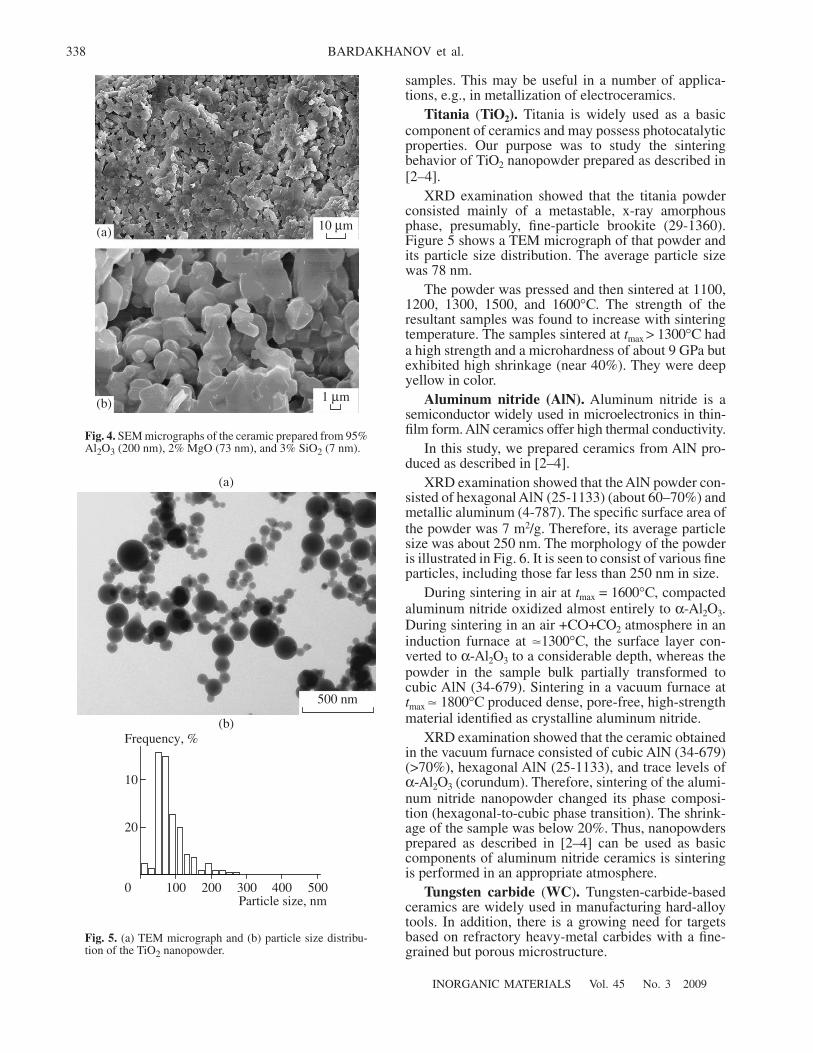
rity phase. SEM micrographs of this ceramic are dis-played in Fig. 4. The material is seen to have a higherporosity and lower density in comparison with that inFig. 3. Accordingly, its strength was lower.
The samples based on the 4-
µ
m powder (AM-21)had poorer properties compared to the 200-nm powder:we failed to obtain dense ceramics even at
t
max
=1500°ë
. An important point is that AKR-50 + SG + alu-minum oxide C + A-380 (0.05%) samples contained anamorphous phase. The same occurred when A-380 wasreplaced with T-20. The samples remained close instrength, density, and microhardness to the SiO
2
-free
Freq
uenc
y, %
40
30
20
10
0 100 200 300 400 500
Size, nm
Fig. 2.
Particle size distribution of powder B (alumina [3]).
10
µ
m
(‡)
1
µ
m
(b)
Fig. 3.
SEM micrographs of the ceramic prepared from 95%Al
2
O3 (200 nm), 2% MgO (73 nm), and 3% Al2O3 (13 nm).
338
INORGANIC MATERIALS Vol. 45 No. 3 2009
BARDAKHANOV et al.
samples. This may be useful in a number of applica-tions, e.g., in metallization of electroceramics.
Titania (TiO2). Titania is widely used as a basiccomponent of ceramics and may possess photocatalyticproperties. Our purpose was to study the sinteringbehavior of TiO2 nanopowder prepared as described in[2–4].
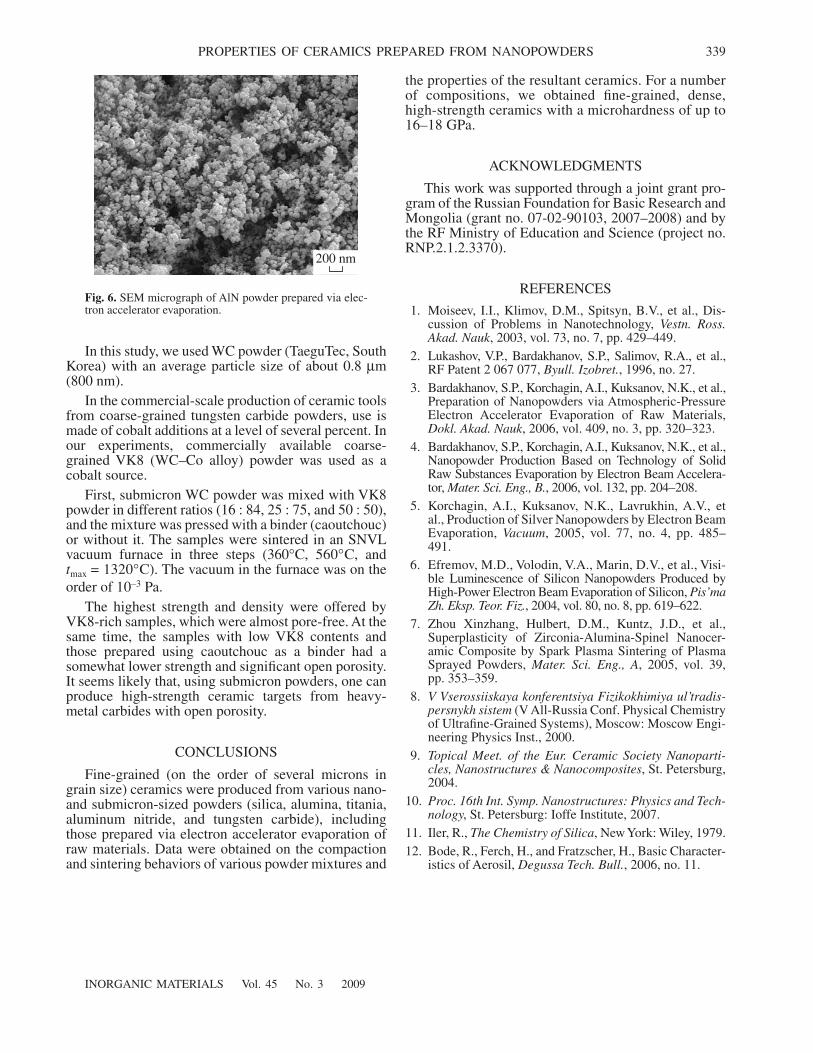
XRD examination showed that the titania powderconsisted mainly of a metastable, x-ray amorphousphase, presumably, fine-particle brookite (29-1360).Figure 5 shows a TEM micrograph of that powder andits particle size distribution. The average particle sizewas 78 nm.
The powder was pressed and then sintered at 1100,1200, 1300, 1500, and 1600°ë. The strength of theresultant samples was found to increase with sinteringtemperature. The samples sintered at tmax > 1300°ë hada high strength and a microhardness of about 9 GPa butexhibited high shrinkage (near 40%). They were deepyellow in color.
Aluminum nitride (AlN). Aluminum nitride is asemiconductor widely used in microelectronics in thin-film form. AlN ceramics offer high thermal conductivity.
In this study, we prepared ceramics from AlN pro-duced as described in [2–4].
XRD examination showed that the AlN powder con-sisted of hexagonal AlN (25-1133) (about 60–70%) andmetallic aluminum (4-787). The specific surface area ofthe powder was 7 m2/g. Therefore, its average particlesize was about 250 nm. The morphology of the powderis illustrated in Fig. 6. It is seen to consist of various fineparticles, including those far less than 250 nm in size.
During sintering in air at tmax = 1600°ë, compactedaluminum nitride oxidized almost entirely to α-Al2O3.During sintering in an air +ëé+CO2 atmosphere in aninduction furnace at �1300°ë, the surface layer con-verted to α-Al2O3 to a considerable depth, whereas thepowder in the sample bulk partially transformed tocubic AlN (34-679). Sintering in a vacuum furnace attmax � 1800°ë produced dense, pore-free, high-strengthmaterial identified as crystalline aluminum nitride.
XRD examination showed that the ceramic obtainedin the vacuum furnace consisted of cubic AlN (34-679)(>70%), hexagonal AlN (25-1133), and trace levels ofα-Al2O3 (corundum). Therefore, sintering of the alumi-num nitride nanopowder changed its phase composi-tion (hexagonal-to-cubic phase transition). The shrink-age of the sample was below 20%. Thus, nanopowdersprepared as described in [2–4] can be used as basiccomponents of aluminum nitride ceramics is sinteringis performed in an appropriate atmosphere.
Tungsten carbide (WC). Tungsten-carbide-basedceramics are widely used in manufacturing hard-alloytools. In addition, there is a growing need for targetsbased on refractory heavy-metal carbides with a fine-grained but porous microstructure.
10 µm(‡)
1 µm(b)
Fig. 4. SEM micrographs of the ceramic prepared from 95%Al2O3 (200 nm), 2% MgO (73 nm), and 3% SiO2 (7 nm).
500 nm
100
20
10
200 300 400 500
Frequency, %
0Particle size, nm
(‡)
(b)
Fig. 5. (a) TEM micrograph and (b) particle size distribu-tion of the TiO2 nanopowder.
INORGANIC MATERIALS Vol. 45 No. 3 2009
PROPERTIES OF CERAMICS PREPARED FROM NANOPOWDERS 339
In this study, we used WC powder (TaeguTec, SouthKorea) with an average particle size of about 0.8 µm(800 nm).
In the commercial-scale production of ceramic toolsfrom coarse-grained tungsten carbide powders, use ismade of cobalt additions at a level of several percent. Inour experiments, commercially available coarse-grained VK8 (WC–Co alloy) powder was used as acobalt source.
First, submicron WC powder was mixed with VK8powder in different ratios (16 : 84, 25 : 75, and 50 : 50),and the mixture was pressed with a binder (caoutchouc)or without it. The samples were sintered in an SNVLvacuum furnace in three steps (360°ë, 560°ë, andtmax = 1320°ë). The vacuum in the furnace was on theorder of 10–3 Pa.
The highest strength and density were offered byVK8-rich samples, which were almost pore-free. At thesame time, the samples with low VK8 contents andthose prepared using caoutchouc as a binder had asomewhat lower strength and significant open porosity.It seems likely that, using submicron powders, one canproduce high-strength ceramic targets from heavy-metal carbides with open porosity.
CONCLUSIONS
Fine-grained (on the order of several microns ingrain size) ceramics were produced from various nano-and submicron-sized powders (silica, alumina, titania,aluminum nitride, and tungsten carbide), includingthose prepared via electron accelerator evaporation ofraw materials. Data were obtained on the compactionand sintering behaviors of various powder mixtures and
the properties of the resultant ceramics. For a numberof compositions, we obtained fine-grained, dense,high-strength ceramics with a microhardness of up to16–18 GPa.
ACKNOWLEDGMENTS
This work was supported through a joint grant pro-gram of the Russian Foundation for Basic Research andMongolia (grant no. 07-02-90103, 2007–2008) and bythe RF Ministry of Education and Science (project no.RNP.2.1.2.3370).
REFERENCES
1. Moiseev, I.I., Klimov, D.M., Spitsyn, B.V., et al., Dis-cussion of Problems in Nanotechnology, Vestn. Ross.Akad. Nauk, 2003, vol. 73, no. 7, pp. 429–449.
2. Lukashov, V.P., Bardakhanov, S.P., Salimov, R.A., et al.,RF Patent 2 067 077, Byull. Izobret., 1996, no. 27.
3. Bardakhanov, S.P., Korchagin, A.I., Kuksanov, N.K., et al.,Preparation of Nanopowders via Atmospheric-PressureElectron Accelerator Evaporation of Raw Materials,Dokl. Akad. Nauk, 2006, vol. 409, no. 3, pp. 320–323.
4. Bardakhanov, S.P., Korchagin, A.I., Kuksanov, N.K., et al.,Nanopowder Production Based on Technology of SolidRaw Substances Evaporation by Electron Beam Accelera-tor, Mater. Sci. Eng., B., 2006, vol. 132, pp. 204–208.
5. Korchagin, A.I., Kuksanov, N.K., Lavrukhin, A.V., etal., Production of Silver Nanopowders by Electron BeamEvaporation, Vacuum, 2005, vol. 77, no. 4, pp. 485–491.
6. Efremov, M.D., Volodin, V.A., Marin, D.V., et al., Visi-ble Luminescence of Silicon Nanopowders Produced byHigh-Power Electron Beam Evaporation of Silicon, Pis’maZh. Eksp. Teor. Fiz., 2004, vol. 80, no. 8, pp. 619–622.
7. Zhou Xinzhang, Hulbert, D.M., Kuntz, J.D., et al.,Superplasticity of Zirconia-Alumina-Spinel Nanocer-amic Composite by Spark Plasma Sintering of PlasmaSprayed Powders, Mater. Sci. Eng., A, 2005, vol. 39,pp. 353–359.
8. V Vserossiiskaya konferentsiya Fizikokhimiya ul’tradis-persnykh sistem (V All-Russia Conf. Physical Chemistryof Ultrafine-Grained Systems), Moscow: Moscow Engi-neering Physics Inst., 2000.
9. Topical Meet. of the Eur. Ceramic Society Nanoparti-cles, Nanostructures & Nanocomposites, St. Petersburg,2004.
10. Proc. 16th Int. Symp. Nanostructures: Physics and Tech-nology, St. Petersburg: Ioffe Institute, 2007.
11. Iler, R., The Chemistry of Silica, New York: Wiley, 1979.12. Bode, R., Ferch, H., and Fratzscher, H., Basic Character-
istics of Aerosil, Degussa Tech. Bull., 2006, no. 11.
200 nm
Fig. 6. SEM micrograph of AlN powder prepared via elec-tron accelerator evaporation.