profitable aquafeed moisture control
DESCRIPTION
Aquafeed producers are losing about $4 to $10 per ton of product produced in terms of lost production, higher energy consumption and lowered product quality. These losses can be recovered by substituting a more effective moisture (MC) sensing and control technology for currently used traditional MC sensing and control.TRANSCRIPT

Digital Re-print - January | February 2013
Profitable aquafeed moisture control
www.gfmt.co.uk
Grain & Feed Milling Technology is published six times a year by Perendale Publishers Ltd of the United Kingdom.All data is published in good faith, based on information received, and while every care is taken to prevent inaccuracies, the publishers accept no liability for any errors or omissions or for the consequences of action taken on the basis of information published. ©Copyright 2013 Perendale Publishers Ltd. All rights reserved. No part of this publication may be reproduced in any form or by any means without prior permission of the copyright owner. Printed by Perendale Publishers Ltd. ISSN: 1466-3872

Aquafeed producers are losing about $4 to $10 per ton of product produced in terms of
lost production, higher energy consump-tion and lowered product quality. These losses can be recovered by substituting a more effective moisture (MC) sensing and control technology for currently used traditional MC sensing and control.
The control problem Two main problems prevent traditional
MC sensing and control technology from being effective. Firstly, the lack of timely and accurate MC data upon which to base con-trol action (poor MC sensing). Secondly, the inability to correctly adjust for evaporative load changes entering with the feed.
Figure 1 shows a typical normal MC dis-tribution curve produced by traditional MC sensing and control technology. The curve is relatively wide as a result of the effect of high MC standard deviation. It is obvious that the
wider the MC variation the lower the target mean MC must be to prevent production of wet product. Consequently, use of currently available control technology forces manu-facturers to over dry their products which causes significant costs in terms of lower production, higher energy usage, and poorer quality. Figure 1 illustrates the effect of poor MC sensing and control on MC variation.
The control solutionLosses caused by poor MC sensing and
control may be recovered if the MC vari-ation (standard deviation) is reduced such that the mean MC can be maximized with-out exceeding the upper specification limit (USL). Fortunately, a solution for poor MC sensing and control was supplied by the deri-vation of a MC sensing and control model from first principles. The Delta T model:
MC = K1(ΔT)p – K2/S
q
relates the product MC exiting a dryer to the temperature drop (ΔT) of hot air
after contact with the wet product and the production rate or evaporative load (S). The model solved the two main problems with MC sensing and control by producing. Firstly, a rugged, reliable ‘inside-the-dryer’ moisture sensor; and secondly, a new and powerful control algorithm that precisely adjusts the set point for evaporative load changes.
A new type of MC sensorFigure 2 describes how the Delta T MC
sensor continuously measures the MC of aquafeed inside the harsh environment of a dryer while it is being dried with a belt dryer.
As illustrated by Figure 2, patented Delta T technology invented a new type MC sensor that can be installed ‘inside-the-dryer’ which reduces the dead time (time to detect a disturbance entering with the feed) by at least 30 percent. Since dead time is directly proportional to the product standard deviation, use of this ‘inside-the-dryer’ sensor reduces the standard deviation at least 30 percent below that achieved by
Figure 1: Typical MC distribution curve produced by poor MC
sensing and control Figure 2: Delta T ‘inside-the-dryer’ MC sensor
Profitable aquafeed
by John Robinson, president, Drying Technology Inc, USA
Grain&feed millinG technoloGy32 | January - february 2013
FEATURE
Innovations for a better world.
Success comes with the original product. Quality always pays off. Bühler is setting
standards in the grain processing industry for more than 150 years. Whether you
grind wheat, corn, rye, oat, buckwheat, soy, or malt grain – our processes and
equipment are finely tuned to get the most from your grain. And this kind of pro-
cess quality quickly pays off. The highest flour yields and best product quality
ensure fast return on investment. www.buhlergroup.com
Bühler AG, Grain Milling, 9240 Uzwil, Switzerland, T +41 71 955 11 11, F +41 71 955 66 11
[email protected], www.buhlergroup.com
Visit us at the IDMA 2013
in Istanbul (April 4 – 7, 2013),
Hall 10, booth no. B2
GFMT13.01.indd 4 12/02/2013 16:10

Aquafeed producers are losing about $4 to $10 per ton of product produced in terms of
lost production, higher energy consump-tion and lowered product quality. These losses can be recovered by substituting a more effective moisture (MC) sensing and control technology for currently used traditional MC sensing and control.
The control problem Two main problems prevent traditional
MC sensing and control technology from being effective. Firstly, the lack of timely and accurate MC data upon which to base con-trol action (poor MC sensing). Secondly, the inability to correctly adjust for evaporative load changes entering with the feed.
Figure 1 shows a typical normal MC dis-tribution curve produced by traditional MC sensing and control technology. The curve is relatively wide as a result of the effect of high MC standard deviation. It is obvious that the
wider the MC variation the lower the target mean MC must be to prevent production of wet product. Consequently, use of currently available control technology forces manu-facturers to over dry their products which causes significant costs in terms of lower production, higher energy usage, and poorer quality. Figure 1 illustrates the effect of poor MC sensing and control on MC variation.
The control solutionLosses caused by poor MC sensing and
control may be recovered if the MC vari-ation (standard deviation) is reduced such that the mean MC can be maximized with-out exceeding the upper specification limit (USL). Fortunately, a solution for poor MC sensing and control was supplied by the deri-vation of a MC sensing and control model from first principles. The Delta T model:
MC = K1(ΔT)p – K2/S
q
relates the product MC exiting a dryer to the temperature drop (ΔT) of hot air
after contact with the wet product and the production rate or evaporative load (S). The model solved the two main problems with MC sensing and control by producing. Firstly, a rugged, reliable ‘inside-the-dryer’ moisture sensor; and secondly, a new and powerful control algorithm that precisely adjusts the set point for evaporative load changes.
A new type of MC sensorFigure 2 describes how the Delta T MC
sensor continuously measures the MC of aquafeed inside the harsh environment of a dryer while it is being dried with a belt dryer.
As illustrated by Figure 2, patented Delta T technology invented a new type MC sensor that can be installed ‘inside-the-dryer’ which reduces the dead time (time to detect a disturbance entering with the feed) by at least 30 percent. Since dead time is directly proportional to the product standard deviation, use of this ‘inside-the-dryer’ sensor reduces the standard deviation at least 30 percent below that achieved by
Figure 1: Typical MC distribution curve produced by poor MC
sensing and control Figure 2: Delta T ‘inside-the-dryer’ MC sensor
Profitable aquafeed
by John Robinson, president, Drying Technology Inc, USA
Grain&feed millinG technoloGy32 | January - february 2013
FEATURE
Innovations for a better world.
Success comes with the original product. Quality always pays off. Bühler is setting
standards in the grain processing industry for more than 150 years. Whether you
grind wheat, corn, rye, oat, buckwheat, soy, or malt grain – our processes and
equipment are finely tuned to get the most from your grain. And this kind of pro-
cess quality quickly pays off. The highest flour yields and best product quality
ensure fast return on investment. www.buhlergroup.com
Bühler AG, Grain Milling, 9240 Uzwil, Switzerland, T +41 71 955 11 11, F +41 71 955 66 11
[email protected], www.buhlergroup.com
Visit us at the IDMA 2013
in Istanbul (April 4 – 7, 2013),
Hall 10, booth no. B2
GFMT13.01.indd 4 12/02/2013 16:10
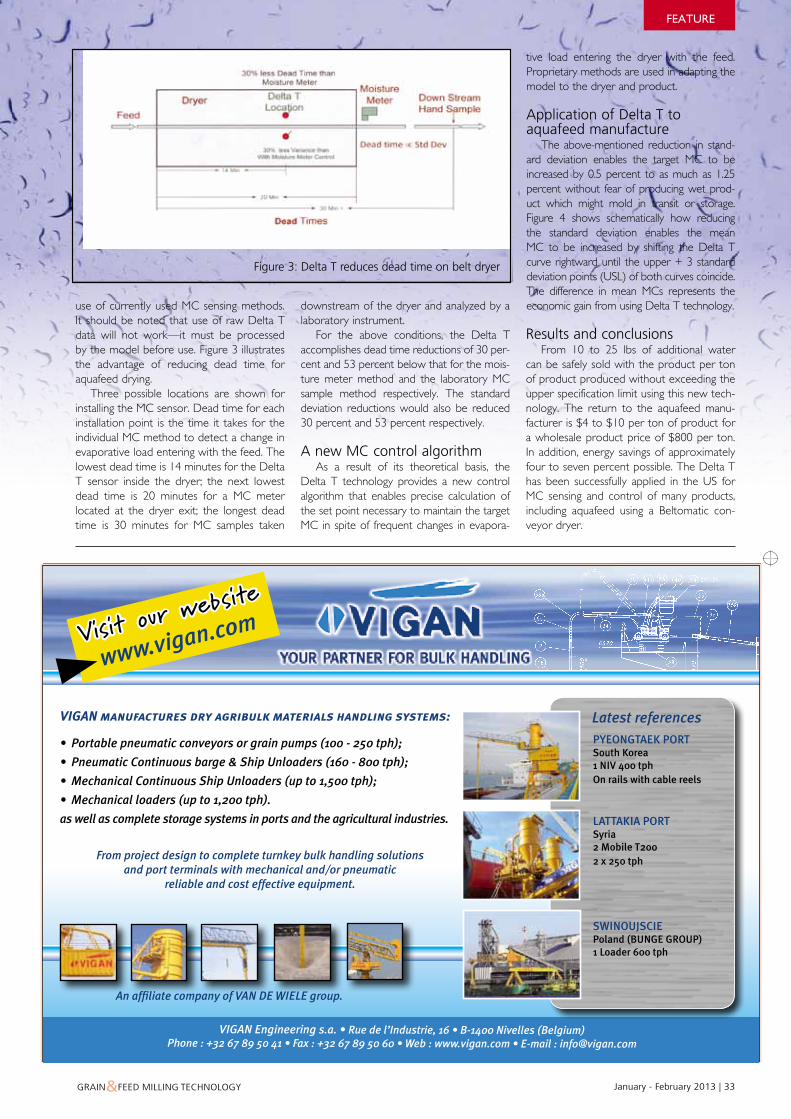
use of currently used MC sensing methods. It should be noted that use of raw Delta T data will not work—it must be processed by the model before use. Figure 3 illustrates the advantage of reducing dead time for aquafeed drying.
Three possible locations are shown for installing the MC sensor. Dead time for each installation point is the time it takes for the individual MC method to detect a change in evaporative load entering with the feed. The lowest dead time is 14 minutes for the Delta T sensor inside the dryer; the next lowest dead time is 20 minutes for a MC meter located at the dryer exit; the longest dead time is 30 minutes for MC samples taken
downstream of the dryer and analyzed by a laboratory instrument.
For the above conditions, the Delta T accomplishes dead time reductions of 30 per-cent and 53 percent below that for the mois-ture meter method and the laboratory MC sample method respectively. The standard deviation reductions would also be reduced 30 percent and 53 percent respectively.
A new MC control algorithmAs a result of its theoretical basis, the
Delta T technology provides a new control algorithm that enables precise calculation of the set point necessary to maintain the target MC in spite of frequent changes in evapora-
tive load entering the dryer with the feed. Proprietary methods are used in adapting the model to the dryer and product.
Application of Delta T to aquafeed manufacture
The above-mentioned reduction in stand-ard deviation enables the target MC to be increased by 0.5 percent to as much as 1.25 percent without fear of producing wet prod-uct which might mold in transit or storage. Figure 4 shows schematically how reducing the standard deviation enables the mean MC to be increased by shifting the Delta T curve rightward until the upper + 3 standard deviation points (USL) of both curves coincide. The difference in mean MCs represents the economic gain from using Delta T technology.
Results and conclusionsFrom 10 to 25 lbs of additional water
can be safely sold with the product per ton of product produced without exceeding the upper specification limit using this new tech-nology. The return to the aquafeed manu-facturer is $4 to $10 per ton of product for a wholesale product price of $800 per ton. In addition, energy savings of approximately four to seven percent possible. The Delta T has been successfully applied in the US for MC sensing and control of many products, including aquafeed using a Beltomatic con-veyor dryer.
Figure 3: Delta T reduces dead time on belt dryer
Grain&feed millinG technoloGy January - february 2013 | 33
REGISTER NOW for FREE entrance at
www.viv.net
VIV Asia 2013March 13-15, 2013 | BITEC Bangkok, Thailand
Join us at VIV Asia 2013 for the CropTech-FeedTech Conferences on March 13 & 14, 2013. Digital engineering in feed industry & Nutrition including presentations, debates and international keynote presentations.
Special theme
FEATURE
means longer uptime, lower operating costs, less expenses on maintenance and spares, and half the energy usage. This makes the whole unloading process more economical and environmentally sustainable, especially considering the added demurrage costs to vessels if a pneumatic system breaks down. Lastly, the Bargolink operates at lower noise levels and does not generate lower frequen-cies than pneumatic systems whose loud droning and changing volumes may consti-tute a health hazard.
Already three customers in China, Croatia and France have been convinced that they can benefit from Bühler’s Bargolink. Altogether, Bühler’s Bargolink offers an investment-friendly, highly flexible and effi-cient solution for unloading systems used for inland water transportation in the genuine Buhler manufacturing quality combined with best in class components.
More InforMatIon:Bühler GmbHGrain Logistics, CH-9240, Uzwil, Switzerland
Tel: +41 719 551111Fax: +41 719 553949Email: [email protected]: www.buhlergroup.com
Grain&feed millinG technoloGy January - february 2013 | 17
VIGAN Engineering s.a. • Rue de l’Industrie, 16 • B-1400 Nivelles (Belgium)Phone : +32 67 89 50 41 • Fax : +32 67 89 50 60 • Web : www.vigan.com • E-mail : [email protected]
VIGAN manufactures dry agribulk materials handling systems:
• Portable pneumatic conveyors or grain pumps (100 - 250 tph);
• Pneumatic Continuous barge & Ship Unloaders (160 - 800 tph);
• Mechanical Continuous Ship Unloaders (up to 1,500 tph);
• Mechanical loaders (up to 1,200 tph).
as well as complete storage systems in ports and the agricultural industries.
From project design to complete turnkey bulk handling solutionsand port terminals with mechanical and/or pneumatic
reliable and cost effective equipment.
PYEONGTAEK PORTSouth Korea1 NIV 400 tphOn rails with cable reels
LATTAKIA PORTSyria 2 Mobile T200 2 x 250 tph
SWINOUJSCIEPoland (BUNGE GROUP)1 Loader 600 tph
An affiliate company of VAN DE WIELE group.
Latest references
Visit our web
site
www.vigan.com
Ann A5 victam 0212.indd 1 21/02/12 15:37:04
FEATURE
GFMT13.01.indd 15 12/02/2013 15:59

use of currently used MC sensing methods. It should be noted that use of raw Delta T data will not work—it must be processed by the model before use. Figure 3 illustrates the advantage of reducing dead time for aquafeed drying.
Three possible locations are shown for installing the MC sensor. Dead time for each installation point is the time it takes for the individual MC method to detect a change in evaporative load entering with the feed. The lowest dead time is 14 minutes for the Delta T sensor inside the dryer; the next lowest dead time is 20 minutes for a MC meter located at the dryer exit; the longest dead time is 30 minutes for MC samples taken
downstream of the dryer and analyzed by a laboratory instrument.
For the above conditions, the Delta T accomplishes dead time reductions of 30 per-cent and 53 percent below that for the mois-ture meter method and the laboratory MC sample method respectively. The standard deviation reductions would also be reduced 30 percent and 53 percent respectively.
A new MC control algorithmAs a result of its theoretical basis, the
Delta T technology provides a new control algorithm that enables precise calculation of the set point necessary to maintain the target MC in spite of frequent changes in evapora-
tive load entering the dryer with the feed. Proprietary methods are used in adapting the model to the dryer and product.
Application of Delta T to aquafeed manufacture
The above-mentioned reduction in stand-ard deviation enables the target MC to be increased by 0.5 percent to as much as 1.25 percent without fear of producing wet prod-uct which might mold in transit or storage. Figure 4 shows schematically how reducing the standard deviation enables the mean MC to be increased by shifting the Delta T curve rightward until the upper + 3 standard deviation points (USL) of both curves coincide. The difference in mean MCs represents the economic gain from using Delta T technology.
Results and conclusionsFrom 10 to 25 lbs of additional water
can be safely sold with the product per ton of product produced without exceeding the upper specification limit using this new tech-nology. The return to the aquafeed manu-facturer is $4 to $10 per ton of product for a wholesale product price of $800 per ton. In addition, energy savings of approximately four to seven percent possible. The Delta T has been successfully applied in the US for MC sensing and control of many products, including aquafeed using a Beltomatic con-veyor dryer.
Figure 3: Delta T reduces dead time on belt dryer
Grain&feed millinG technoloGy January - february 2013 | 33
REGISTER NOW for FREE entrance at
www.viv.net
VIV Asia 2013March 13-15, 2013 | BITEC Bangkok, Thailand
Join us at VIV Asia 2013 for the CropTech-FeedTech Conferences on March 13 & 14, 2013. Digital engineering in feed industry & Nutrition including presentations, debates and international keynote presentations.
Special theme
FEATURE
GFMT13.01.indd 15 12/02/2013 15:59

www.gfmt.co.uk
LINKS• Seethefullissue• VisittheGFMTwebsite
• ContacttheGFMTTeam
• SubscribetoGFMT
A subscription magazine for the global flour & feed milling industries - first published in 1891INCORPORATING PORTS, DISTRIBUTION AND FORMULATION
In this issue:
• Efficient barge unloading technology
• Feed enzymes in animal nutrition
• Controlling the explosion risks within hammer mills
• Use of computer programming in animal diet formulation
• Recycling surplus factory food into quality animal feeds
Janu
ary
- Feb
ruar
y 20
13
first published in 1891
ThisdigitalRe-printispartoftheJanuary|February2013editionofGrain&FeedMillingTechnologymagazine.Contentfromthemagazineisavailabletoviewfree-of-charge,bothasafullonlinemagazineonourwebsite,andasanarchiveofindividualfeaturesonthedocstocwebsite.Pleaseclickheretoviewourotherpublicationsonwww.docstoc.com.
Topurchaseapapercopyofthemagazine,ortosubscribetothepaperedi-tionpleasecontactourCirculationandSubscriptionsManageronthelinkadove.
INFORMATIONFORADVERTISERS-CLICKHERE
Article reprintsAll Grain & Feed Milling Tecchnology feature articles can be re-printed as a 4 or 8 page booklets (these have been used as point of sale materials, promotional materials for shows and exhibitions etc).
If you are interested in getting this article re-printed please contact the GFMT team for more informa-tion on - Tel: +44 1242 267707 - Email: [email protected] or visit www.gfmt.co.uk/reprints