presentacio ud1.1 (cc nop)
DESCRIPTION
curso chapaTRANSCRIPT

07/01/2014
1
UD1. CONFORMACIÓN POR DEFORMACIÓN
PLÁSTICA
1.1.1. Deformación y plasticidad.
1.1.2. Variables en un proceso de conformación por deformación plástica
1.1.3. Técnicas de conformación por deformación plástica
1.1. Tecnologia y Producto.
2
1.1. Conformación por deformación
La conformación de piezas, que se basa en la deformación o
corte del material sin arranque de viruta ni sin ningún proceso de
fusión, se conoce por “deformación plástica del material”.
La conformación consiste en provocar un desplazamiento de la
estructura interna del material superando su límite de elasticidad
y por lo tanto consiguiendo una deformación permanente.
INTRODUCCIÓN.
Tecnologia y producto.
3
DEFORMACIÓN: Cambio de forma de un cuerpo debido a la
acción de un esfuerzo.
DEFORMACIÓN Y PLASTICIDAD.
Fig. 1.1.1 comparativa de curvas
tensión -deformación de diferentes
materiales
1.1.1 Conformación por deformación
Deformación y plasticidad.
07/01/2014
2
4
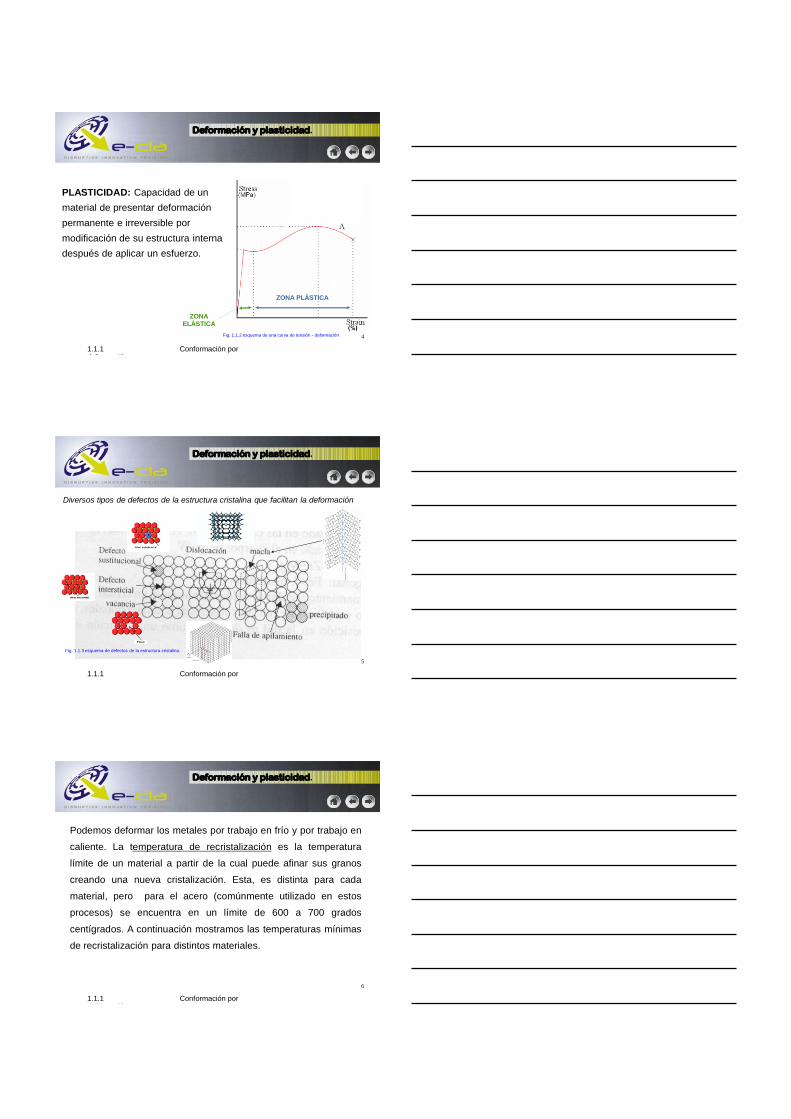
PLASTICIDAD: Capacidad de un
material de presentar deformación
permanente e irreversible por
modificación de su estructura interna
después de aplicar un esfuerzo.
ZONA ELÀSTICA
ZONA PLÀSTICA
Deformación y plasticidad.
1.1.1 Conformación por deformación
Fig. 1.1.2 esquema de una curva de tensión - deformación
5
Fig. 3.2.
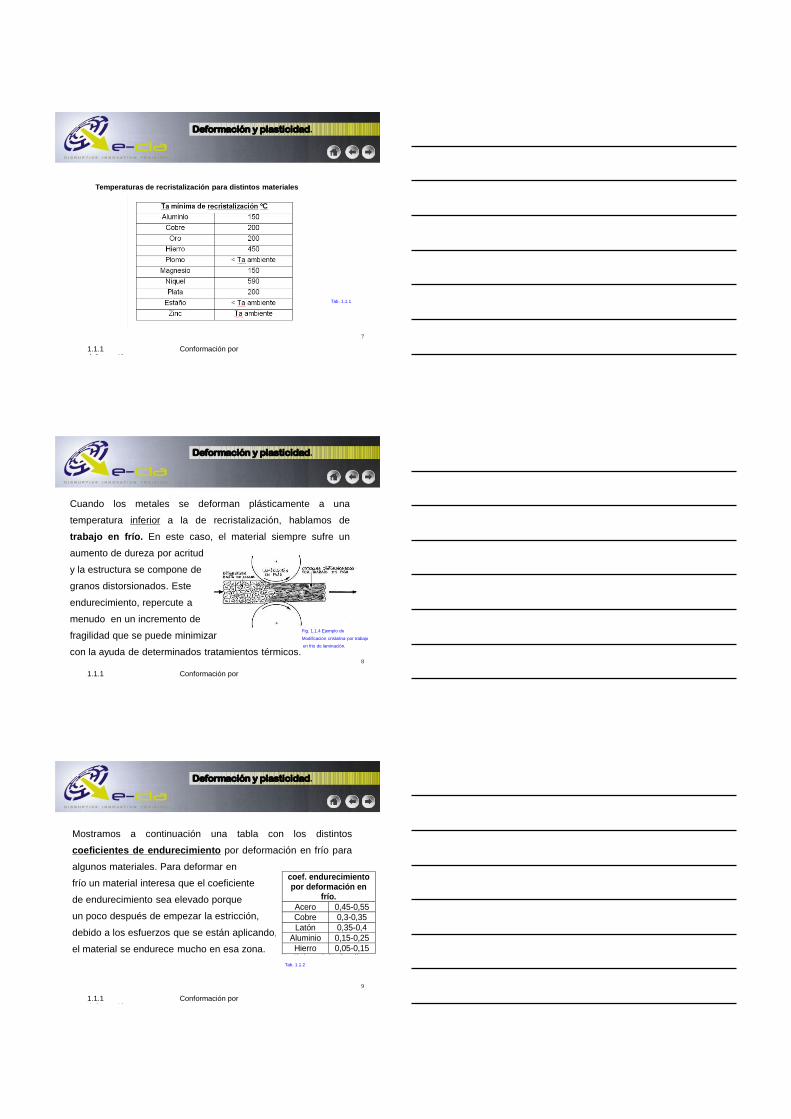
Diversos tipos de defectos de la estructura cristalina que facilitan la deformación
Deformación y plasticidad.
1.1.1 Conformación por deformación
Fig. 1.1.3 esquema de defectos de la estructura cristalina.
6
Podemos deformar los metales por trabajo en frío y por trabajo en
caliente. La temperatura de recristalización es la temperatura
límite de un material a partir de la cual puede afinar sus granos
creando una nueva cristalización. Esta, es distinta para cada
material, pero para el acero (comúnmente utilizado en estos
procesos) se encuentra en un límite de 600 a 700 grados
centígrados. A continuación mostramos las temperaturas mínimas
de recristalización para distintos materiales.
Deformación y plasticidad.
1.1.1 Conformación por deformación
07/01/2014
3
7
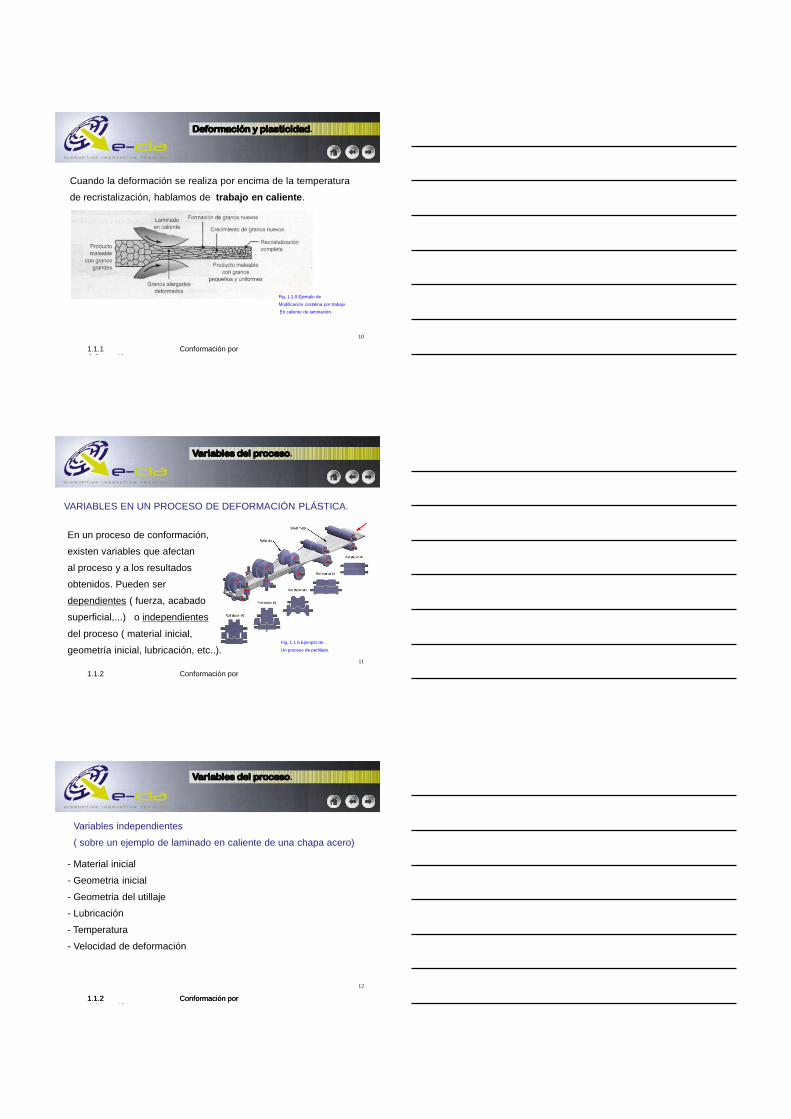
Temperaturas de recristalización para distintos materiales
Deformación y plasticidad.
1.1.1 Conformación por deformación
Tab. 1.1.1
8
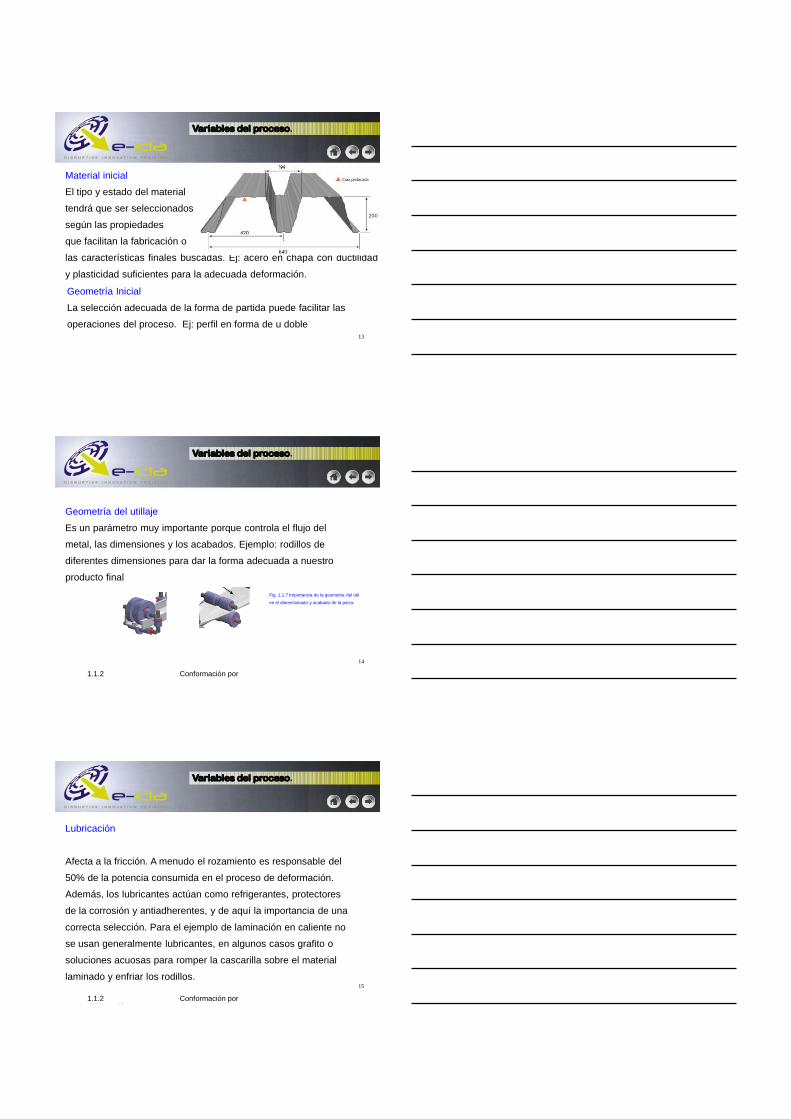
Cuando los metales se deforman plásticamente a una
temperatura inferior a la de recristalización, hablamos de
trabajo en frío. En este caso, el material siempre sufre un
aumento de dureza por acritud
y la estructura se compone de
granos distorsionados. Este
endurecimiento, repercute a
menudo en un incremento de
fragilidad que se puede minimizar
con la ayuda de determinados tratamientos térmicos.
Deformación y plasticidad.
1.1.1 Conformación por deformación
Fig. 1.1.4 Ejemplo de
Modificación cristalina por trabajo
en frio de laminación.
9
Mostramos a continuación una tabla con los distintos
coeficientes de endurecimiento por deformación en frío para
algunos materiales. Para deformar en
frío un material interesa que el coeficiente
de endurecimiento sea elevado porque
un poco después de empezar la estricción,
debido a los esfuerzos que se están aplicando,
el material se endurece mucho en esa zona.
coef. endurecimiento por deformación en
frío.
Acero 0,45-0,55
Cobre 0,3-0,35
Latón 0,35-0,4
Aluminio 0,15-0,25
Hierro 0,05-0,15 Metalúrgia mecà. J.L. González
Deformación y plasticidad.
1.1.1 Conformación por deformación
Tab. 1.1.2
07/01/2014
4
10
Cuando la deformación se realiza por encima de la temperatura
de recristalización, hablamos de trabajo en caliente.
Deformación y plasticidad.
1.1.1 Conformación por deformación
Fig. 1.1.5 Ejemplo de
Modificación cristalina por trabajo
En caliente de laminación.
11
En un proceso de conformación,
existen variables que afectan
al proceso y a los resultados
obtenidos. Pueden ser
dependientes ( fuerza, acabado
superficial,...) o independientes
del proceso ( material inicial,
geometría inicial, lubricación, etc..).
VARIABLES EN UN PROCESO DE DEFORMACIÓN PLÁSTICA.
Variables del proceso.
1.1.2 Conformación por deformación
Fig. 1.1.6 Ejemplo de
Un proceso de perfilado.
12
- Material inicial
- Geometria inicial
- Geometria del utillaje
- Lubricación
- Temperatura
- Velocidad de deformación
Variables independientes
( sobre un ejemplo de laminado en caliente de una chapa acero)
Variables del proceso.
1.1.2 Conformación por deformación 1.1.2 Conformación por deformación
07/01/2014
5
13
Material inicial
El tipo y estado del material
tendrá que ser seleccionados
según las propiedades
que facilitan la fabricación o
las características finales buscadas. Ej: acero en chapa con ductilidad
y plasticidad suficientes para la adecuada deformación.
Geometría Inicial
La selección adecuada de la forma de partida puede facilitar las
operaciones del proceso. Ej: perfil en forma de u doble
Variables del proceso.
14
Geometría del utillaje
Es un parámetro muy importante porque controla el flujo del
metal, las dimensiones y los acabados. Ejemplo: rodillos de
diferentes dimensiones para dar la forma adecuada a nuestro
producto final
Variables del proceso.
1.1.2 Conformación por deformación
Fig. 1.1.7 Importancia de la geometria del útil
en el dimensionado y acabado de la pieza.
15
Lubricación
Afecta a la fricción. A menudo el rozamiento es responsable del
50% de la potencia consumida en el proceso de deformación.
Además, los lubricantes actúan como refrigerantes, protectores
de la corrosión y antiadherentes, y de aquí la importancia de una
correcta selección. Para el ejemplo de laminación en caliente no
se usan generalmente lubricantes, en algunos casos grafito o
soluciones acuosas para romper la cascarilla sobre el material
laminado y enfriar los rodillos.
Variables del proceso.
1.1.2 Conformación por deformación
07/01/2014
6
16
Temperatura
La temperatura de trabajo afecta al resultado del proceso de
manera muy importante variando la estructura del material y de
sus propiedades. El laminado que nos sirve de ejemplo es un
laminado en caliente, por lo que la temperatura para el acero
estaría por encima de 700ºC. En general suele ser de unos
1.200ºC.
Variables del proceso.
1.1.2 Conformación por deformación
17
Velocidad de deformación
La velocidad de trabajo afecta a las fuerzas necesarias para la
deformación y en la eficacia del lubricante. Para aumentar la
velocidad de un laminado en caliente y aumentar así el
rendimiento se utiliza el molino de rodillos tándem que consiste
en 8 o 10 pares de rodillos en los que se realiza paulatinamente
una reducción del material.
Variables del proceso.
1.1.2 Conformación por deformación
18
- Fuerzas o potencia
- Propiedades finales del producto
- Acabado superficial y precisión dimensional
Variables dependientes
Variables del proceso.
1.1.2 Conformación por deformación
07/01/2014
7
19
Fuerzas o potencia
Cualquier variación de las variables independientes, modificará la
necesidad de fuerza o potencia necesaria. No obstante, una vez
determinadas las fuerzas, es un parámetro muy útil para la
selección de las prensas, las máquinas, los materiales,.. .
P=2 π N F L P = potencia (W);
N = velocidad de rotación (rev/min);
F = fuerza de laminado (N);
L = longitud de contacto (m)
Variables del proceso.
1.1.2 Conformación por deformación
20
Para reducir las fuerzas de laminación, podemos:
a) Reducir la fricción.
b) Reducir el área de contacto reduciendo el diámetro de los
rodillos.
c) Efectuando reducciones más pequeñas por pasada, a fin de
reducir el área de contacto.
d) Reducir la resistencia del material elevando la temperatura en el
proceso.
Variables del proceso.
1.1.2 Conformación por deformación
21
Propiedades finales del producto
Aún habiendo seleccionado las propiedades de partida, éstas se
modificaran durante el proceso; es necesario saber cómo las
modificará este proceso ya que éstas son un requerimiento del
cliente para la pieza acabada. En el ejemplo, una laminación en
caliente produce una recristalización del material y aunque no
aparecen tensiones residuales , generalmente el producto no
puede mantenerse dentro de tolerancias adecuadas, y además la
superficie de la pieza queda cubierta por una capa de óxido
característica de la laminación en caliente.
Variables del proceso.
1.1.2 Conformación por deformación
07/01/2014
8
22
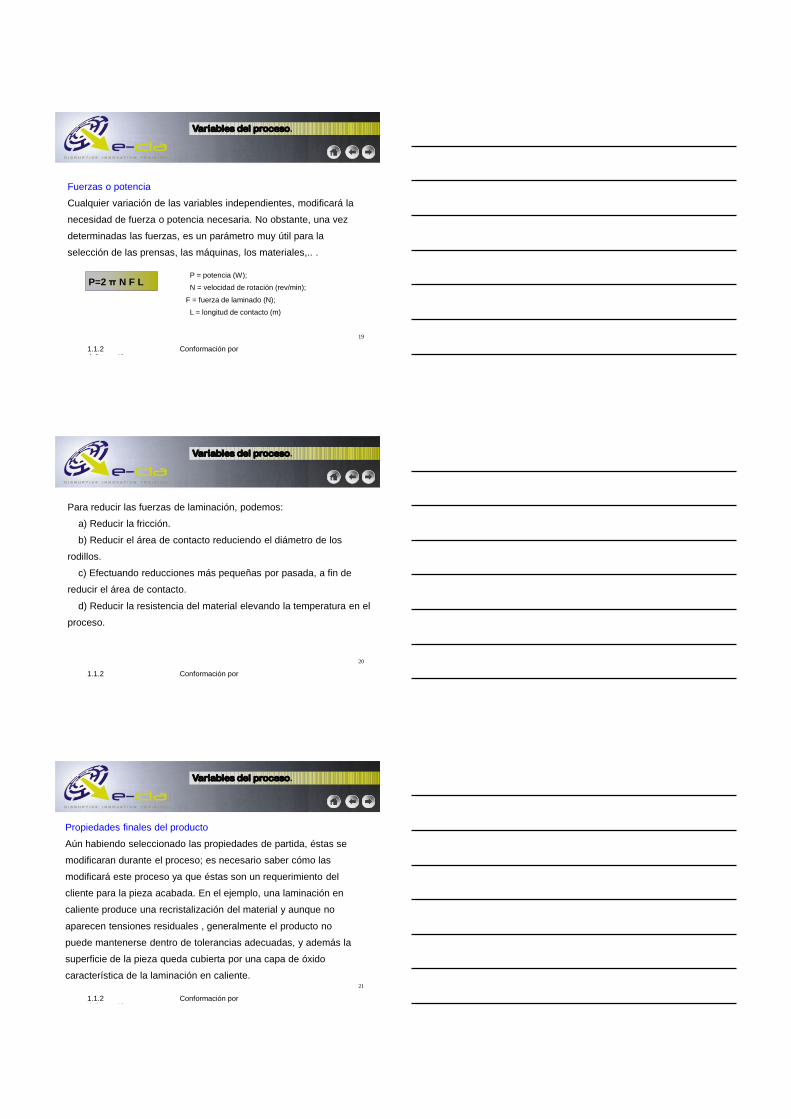
Acabado superficial y precisión dimensional
Son las características resultantes de los parámetros controlados
del proceso. Como hemos comentado en el apartado anterior,
sobre nuestro ejemplo de muestra, después de una laminación
en caliente deberíamos hacer una en frío para conseguir el
acabado y la precisión
requeridas.
Laminado en caliente Laminado en frío
Variables del proceso.
1.1.2 Conformación por deformación
Fig. 1.1.8 Bobinas de fleje laminado.
23
TÉCNICAS DE CONFORMACIÓN.
Las técnicas de conformación
que se describen brevemente
a continuación se basan en la
deformación plástica de los
materiales, y las más importantes
son:
- Forja
- Estampación
- Extrusión
- Laminación
- Trefilado
- Embutición
- Troquelado
- Doblado
- Cizallado
1.1.3 Conformación por deformación plástica
Técnicas de conformación plástica.
24
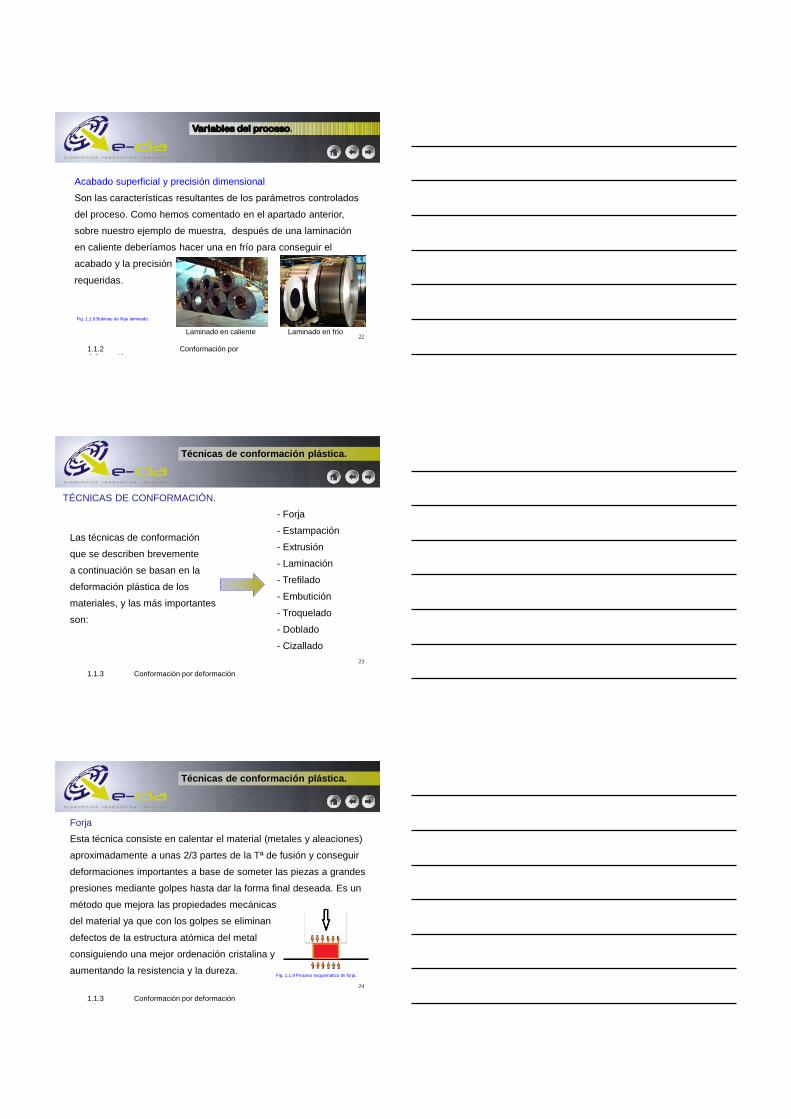
Forja
Esta técnica consiste en calentar el material (metales y aleaciones)
aproximadamente a unas 2/3 partes de la Tª de fusión y conseguir
deformaciones importantes a base de someter las piezas a grandes
presiones mediante golpes hasta dar la forma final deseada. Es un
método que mejora las propiedades mecánicas
del material ya que con los golpes se eliminan
defectos de la estructura atómica del metal
consiguiendo una mejor ordenación cristalina y
aumentando la resistencia y la dureza.
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.9 Proceso esquemático de forja.
07/01/2014
9
25
Es un método que mejora las propiedades mecánicas del material ya
que con los golpes se eliminan defectos de la estructura atómica del
metal consiguiendo una mejor ordenación cristalina y aumentando la
resistencia y la dureza.
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.10 Ejemplo de piezas obtebidas por forja.
26
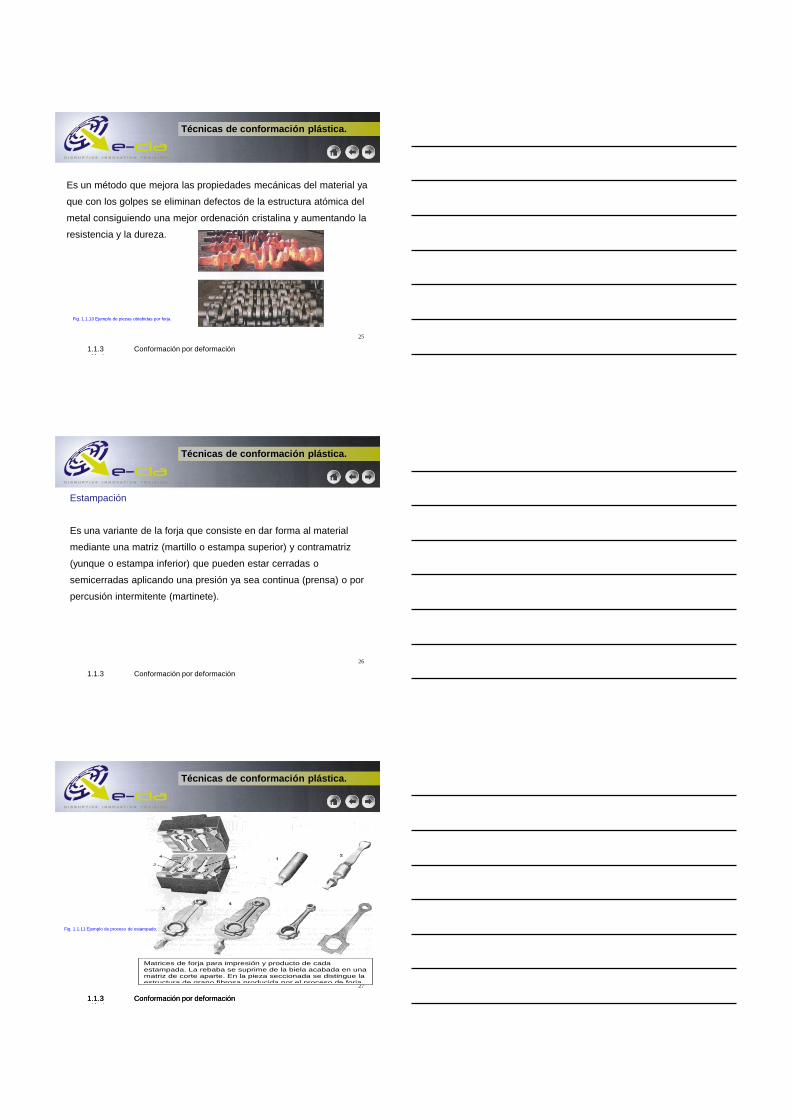
Estampación
Es una variante de la forja que consiste en dar forma al material
mediante una matriz (martillo o estampa superior) y contramatriz
(yunque o estampa inferior) que pueden estar cerradas o
semicerradas aplicando una presión ya sea continua (prensa) o por
percusión intermitente (martinete).
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
27
Matrices de forja para impresión y producto de cada estampada. La rebaba se suprime de la biela acabada en una matriz de corte aparte. En la pieza seccionada se distingue la estructura de grano fibrosa producida por el proceso de forja
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.11 Ejemplo de proceso de estampado.

07/01/2014
10
28
En la pieza seccionada se distingue
la estructura de grano fibrosa
producido por el procesos de forja.
Técnicas de conformación plástica.
Fig. 1.1.12 Ejemplo de estructura interna fibrosa en pieza obtenida por forja.
29
En este caso , y dejando de lado la forja libre, la herramienta principal
de conformación son las matrices de impresión o estampas. Las
estampas están formadas por dos moldes de acero, uno que actúa
como estampa superior o martillo y que es fija a la corredera de la
prensa y la otra que actúa como estampa inferior o yunque y que es
fija a la mesa.
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.13 Ejemplo de estampa para
pieza obtenida por forja.
30
Las estampas tienen que cumplir ciertas condiciones:
Tienen que ser de material más duro que el que se quiere estampar
Tienen que ser resistentes a la compresión, al choque y al desgaste
Tienen que resistir las temperaturas de trabajo en caliente
Cierta inclinación de las caras para favorecer el desmoldeo
Redondeo de aristas para evitar fisuras por concentración de
esfuerzos
Espesores de las piezas razonables
Tecnología y producto Técnicas de conformación plástica.
07/01/2014
11
31
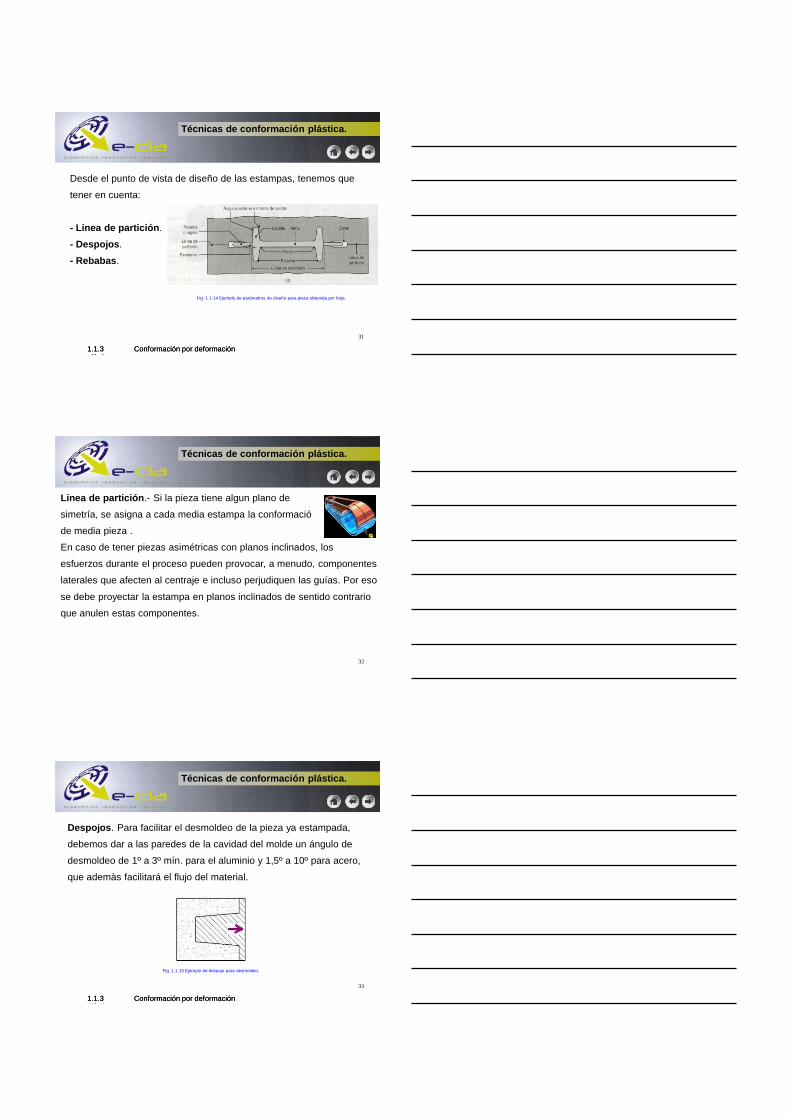
Desde el punto de vista de diseño de las estampas, tenemos que
tener en cuenta:
- Linea de partición.
- Despojos.
- Rebabas.
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.14 Ejemplo de parámetros de diseño para pieza obtenida por forja.
32
Linea de partición.- Si la pieza tiene algun plano de
simetría, se asigna a cada media estampa la conformació
de media pieza .
En caso de tener piezas asimétricas con planos inclinados, los
esfuerzos durante el proceso pueden provocar, a menudo, componentes
laterales que afecten al centraje e incluso perjudiquen las guías. Por eso
se debe proyectar la estampa en planos inclinados de sentido contrario
que anulen estas componentes.
Técnicas de conformación plástica.Técnicas de conformación plástica.
33
Técnicas de conformación plástica.
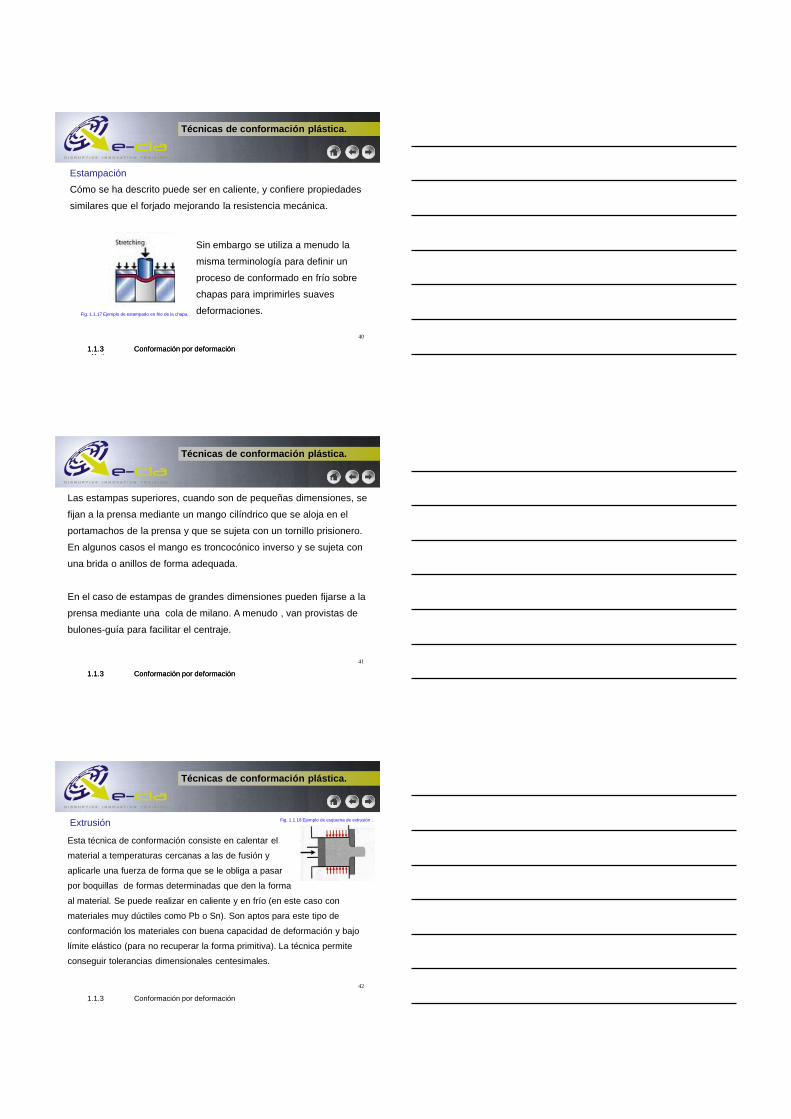
Despojos. Para facilitar el desmoldeo de la pieza ya estampada,
debemos dar a las paredes de la cavidad del molde un ángulo de
desmoldeo de 1º a 3º mín. para el aluminio y 1,5º a 10º para acero,
que ademàs facilitará el flujo del material.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.15 Ejemplo de despojo para desmoldeo.
07/01/2014
12
34
Tecnología y producto
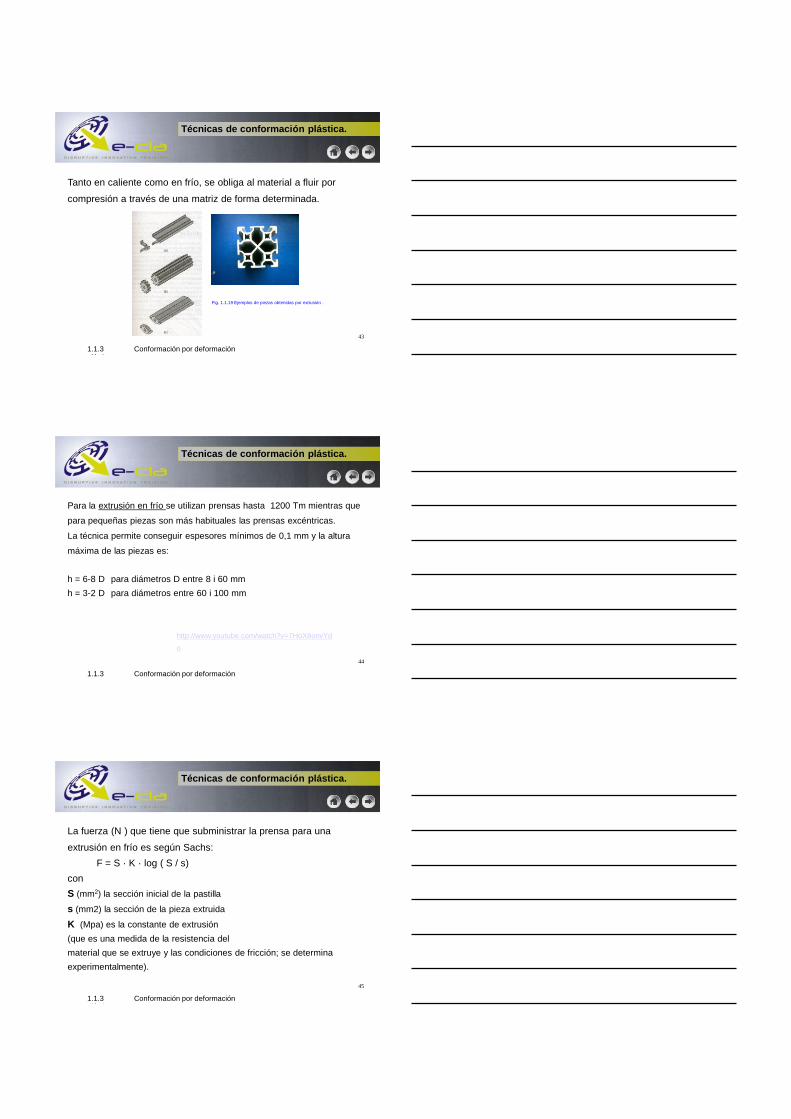
Rebabas. Debemos preveer un espacio para la acumulación del
material en exceso que se ha introducido en la estampa,
normalmente en forma de rebaba en la zona donde será más fácil de
cortar después. Espacio acumulación material
Material insuficiente, no llena
el hueco
Material en exceso, impide el
cierre de la estampa
A) Estampa con hueco de rebose de material B) Las rebabas que se
producen se cortan en una segunda operación.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.16 Ejemplo de previsión de rebabas.
35
Tecnología y producto
Desde el punto de vista de los medios productivos:
En el caso de la forja, si dejamos de banda los procesos artesanales
de forja manual, y nos centramos en los medios de producción para
la fabricación de piezas en serie hablaremos de forja mecánica. En
este sentido, se utilizan dos clases de máquinas:
- Martinetes
- Prensas
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
36
Tecnología y producto
- Martinetes .-trabajan por choque. Los martinetes pueden ser de
accionamiento: hidráulico, mecánico, neumático.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
- Prensas .-que trabajan por presión progresiva. Las prensas son de
configuración mecánica o hidráulica.
La potencia que necesita una prensa
para deformar una pieza estando a tª de
forja es:
siendo
S es la superficie de contacto,
σf resistencia del material a la deformación
P > σf · S
07/01/2014
13
40
Cómo se ha descrito puede ser en caliente, y confiere propiedades
similares que el forjado mejorando la resistencia mecánica.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Estampación
Sin embargo se utiliza a menudo la
misma terminología para definir un
proceso de conformado en frío sobre
chapas para imprimirles suaves
deformaciones. Fig. 1.1.17 Ejemplo de estampado en frio de la chapa.
41
Las estampas superiores, cuando son de pequeñas dimensiones, se
fijan a la prensa mediante un mango cilíndrico que se aloja en el
portamachos de la prensa y que se sujeta con un tornillo prisionero.
En algunos casos el mango es troncocónico inverso y se sujeta con
una brida o anillos de forma adequada.
En el caso de estampas de grandes dimensiones pueden fijarse a la
prensa mediante una cola de milano. A menudo , van provistas de
bulones-guía para facilitar el centraje.
Técnicas de conformación plástica.Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
42
Extrusión
Esta técnica de conformación consiste en calentar el
material a temperaturas cercanas a las de fusión y
aplicarle una fuerza de forma que se le obliga a pasar
por boquillas de formas determinadas que den la forma
al material. Se puede realizar en caliente y en frío (en este caso con
materiales muy dúctiles como Pb o Sn). Son aptos para este tipo de
conformación los materiales con buena capacidad de deformación y bajo
límite elástico (para no recuperar la forma primitiva). La técnica permite
conseguir tolerancias dimensionales centesimales.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.18 Ejemplo de esquema de extrusión .
07/01/2014
14
43
Tecnología y producto
Tanto en caliente como en frío, se obliga al material a fluir por
compresión a través de una matriz de forma determinada.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.19 Ejemplos de piezas obtenidas por extrusión .
44
Tecnología y producto
Para la extrusión en frío se utilizan prensas hasta 1200 Tm mientras que
para pequeñas piezas son más habituales las prensas excéntricas.
La técnica permite conseguir espesores mínimos de 0,1 mm y la altura
máxima de las piezas es:
h = 6-8 D para diámetros D entre 8 i 60 mm
h = 3-2 D para diámetros entre 60 i 100 mm
http://www.youtube.com/watch?v=7HoX8onvYd
o
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
45
Tecnología y producto
La fuerza (N ) que tiene que subministrar la prensa para una
extrusión en frío es según Sachs:
F = S · K · log ( S / s)
con
S (mm2) la sección inicial de la pastilla
s (mm2) la sección de la pieza extruida
K (Mpa) es la constante de extrusión
(que es una medida de la resistencia del
material que se extruye y las condiciones de fricción; se determina
experimentalmente).
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica

07/01/2014
15
47
Tecnología y producto
En el caso de la extrusión en frío, el efecto de un punzón obliga al
material a fluir entre éste y las paredes de la matriz. Aparte de altas
presiones ( unas 200Tm para hacer tubos de 30 mm de diámetro y
150mm de longitud) la presión
del punzón suele aplicarse por
choque, ya que el impacto
aumenta la Tª y facilita la extrusión.
Por esta razón, los punzones se
tienen que construir de acero
resistentes a los choques de 60-63 HRC y las matrices de 56 HRC.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.20 Ejemplo de proceso de extrusión en frio .
48
Tecnología y producto
Para la extrusión en caliente, que es la aplicación más extendida, se
utiliza para materiales que carecen de suficiente ductilidad a
temperatura ambiente ( o para reducir las fuerzas requeridas). Las
presiones y velocidades de trabajo se ven a continuación
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
49
Tecnología y producto
Las prensas destinadas a la extrusión tienen una configuración
específica para esta finalidad. El accionamento suele ser hidráulico
de tipo horizontal:
Técnicas de conformación plástica.
Fig. 1.1.21 Ejemplo de esquema de extrusión en caliente .
07/01/2014
16
50
Tecnología y producto
La potencia de estas prensas varía de 500 a 12000 Tm. Para
seleccionarla en función de las necesidades debemos conocer la
fuerza de extrusión. En el caso de un bloque de material cilíndrico:
siendo R el radio del contenedor en mm
ρ la resistencia a la deformación del material Kg/mm2
δ la relación de la sección del bloque a la de la pieza extruida
l la longitud del bloque
f el coeficiente de fricción entre el bloque y el contenedor
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
52
Tecnología y producto
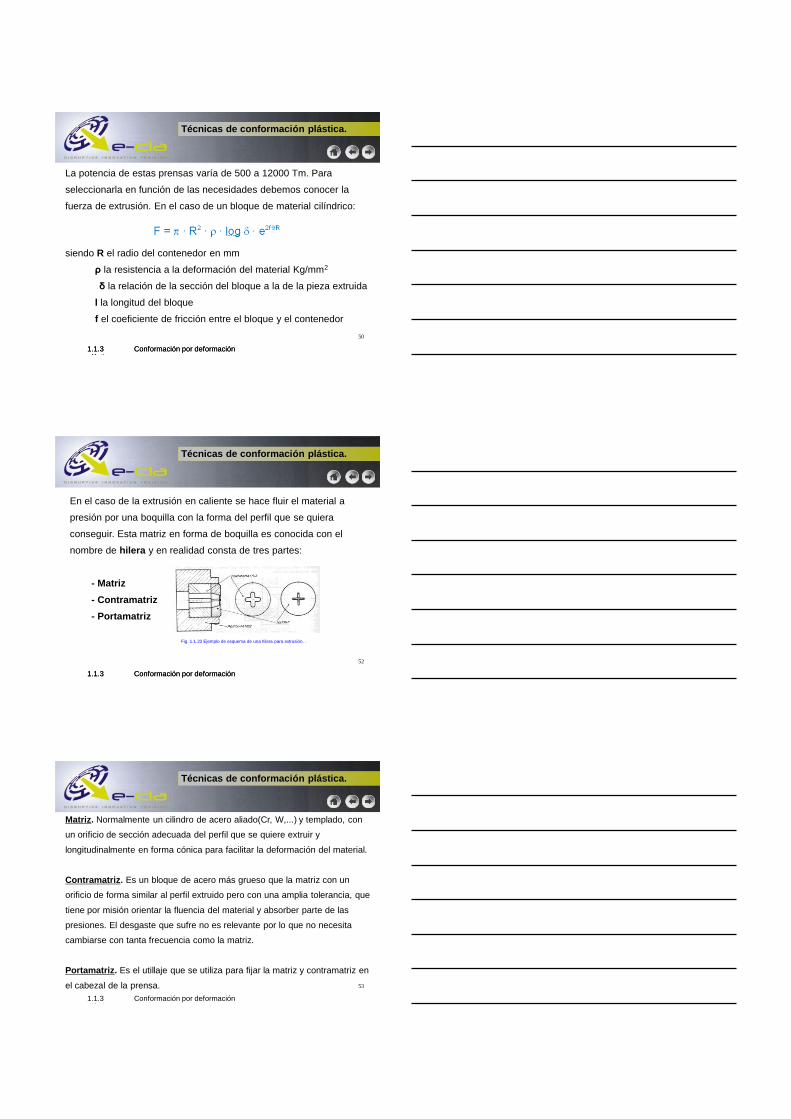
En el caso de la extrusión en caliente se hace fluir el material a
presión por una boquilla con la forma del perfil que se quiera
conseguir. Esta matriz en forma de boquilla es conocida con el
nombre de hilera y en realidad consta de tres partes:
- Matriz
- Contramatriz
- Portamatriz
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.22 Ejemplo de esquema de una hilera para extrusión. .
53
Tecnología y producto
Matriz. Normalmente un cilindro de acero aliado(Cr, W,...) y templado, con
un orificio de sección adecuada del perfil que se quiere extruir y
longitudinalmente en forma cónica para facilitar la deformación del material.
Contramatriz. Es un bloque de acero más grueso que la matriz con un
orificio de forma similar al perfil extruido pero con una amplia tolerancia, que
tiene por misión orientar la fluencia del material y absorber parte de las
presiones. El desgaste que sufre no es relevante por lo que no necesita
cambiarse con tanta frecuencia como la matriz.
Portamatriz. Es el utillaje que se utiliza para fijar la matriz y contramatriz en
el cabezal de la prensa.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
07/01/2014
17
54
Tecnología y producto
Además, los punzones ( en caso de fabricar tubos) y los émbolos de
presión, que provocan el avance del material, se fabrican de aceros
aleados para soportar las fuertes presiones y el rozamiento.
Por otra lado, las camisas suelen ser de acero al cromo-molibdeno-
vanadio para resistir las presiones, desgastes y el choque térmico.
Si utilizamos aleaciones ligeras es necesario calentar la camisa para
mantener la temperatura adecuada de extrusión.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
56
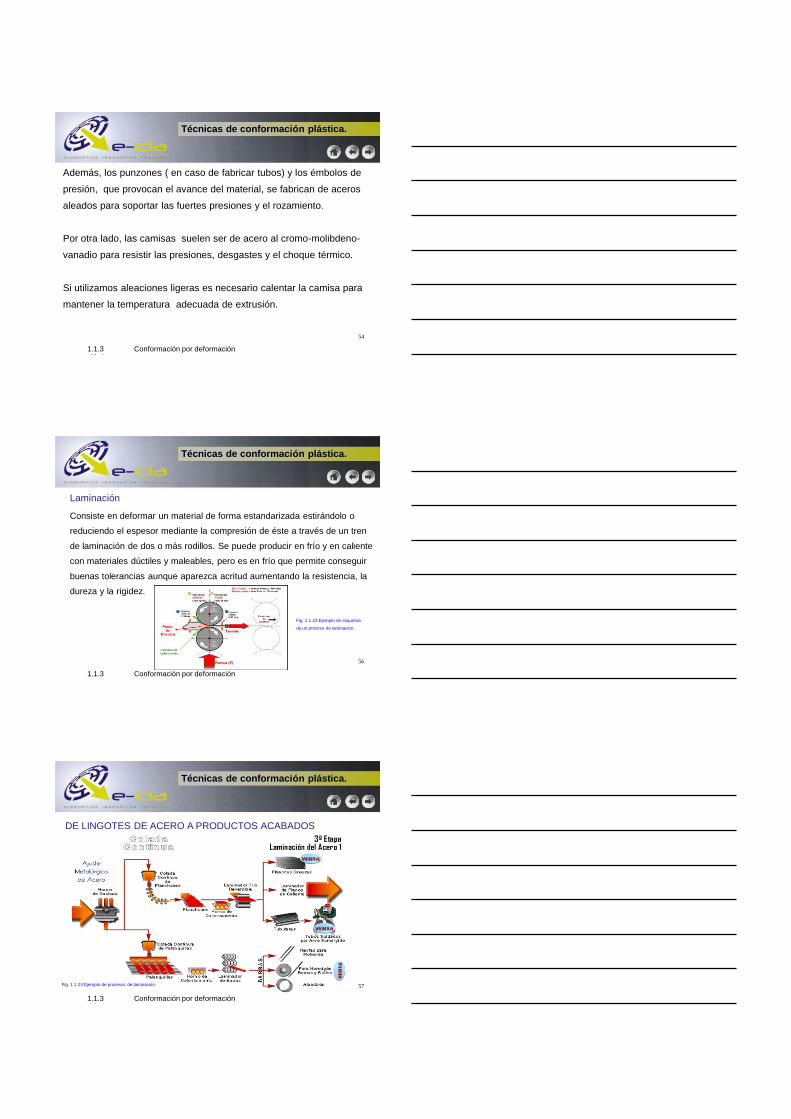
Laminación
Consiste en deformar un material de forma estandarizada estirándolo o
reduciendo el espesor mediante la compresión de éste a través de un tren
de laminación de dos o más rodillos. Se puede producir en frío y en caliente
con materiales dúctiles y maleables, pero es en frío que permite conseguir
buenas tolerancias aunque aparezca acritud aumentando la resistencia, la
dureza y la rigidez.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.23 Ejemplo de esquema
de un proceso de laminación.
57
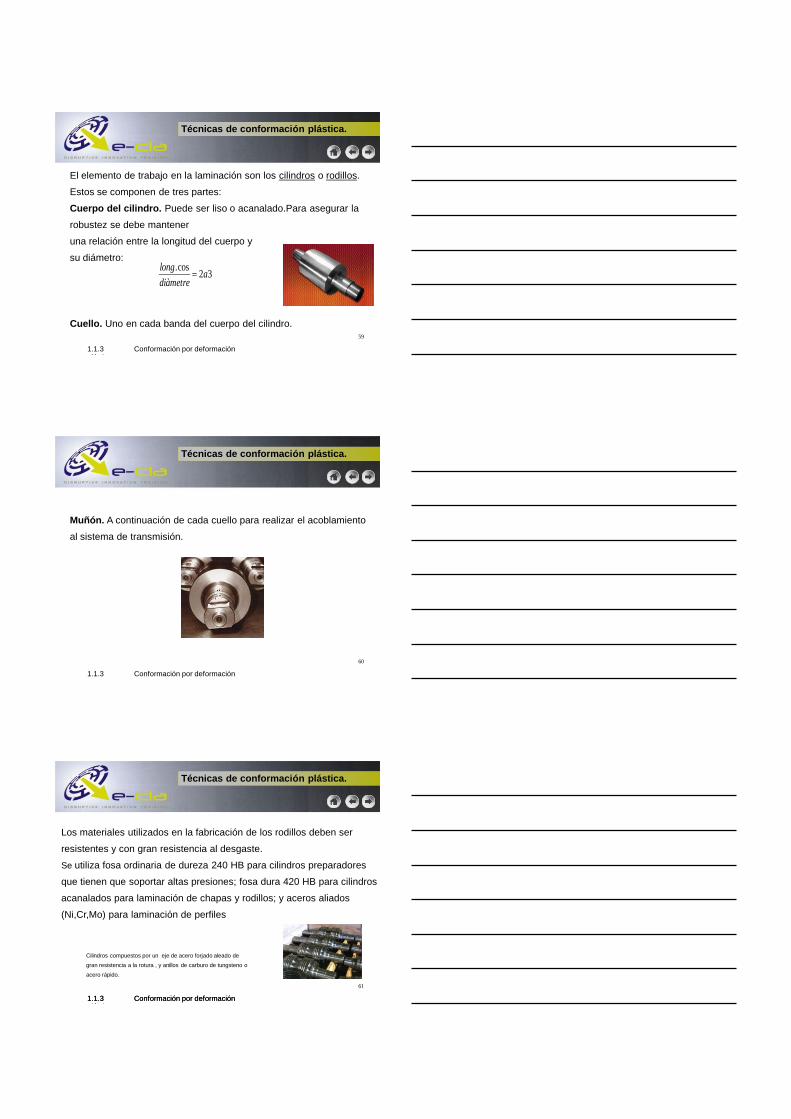
DE LINGOTES DE ACERO A PRODUCTOS ACABADOS
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.24 Ejemplo de procesos de laminación.
07/01/2014
18
59
El elemento de trabajo en la laminación son los cilindros o rodillos.
Estos se componen de tres partes:
Cuerpo del cilindro. Puede ser liso o acanalado.Para asegurar la
robustez se debe mantener
una relación entre la longitud del cuerpo y
su diámetro:
Cuello. Uno en cada banda del cuerpo del cilindro.
Tecnología y producto
32cos.
adiàmetre
long
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
60
Muñón. A continuación de cada cuello para realizar el acoblamiento
al sistema de transmisión.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
61
Tecnología y producto
Los materiales utilizados en la fabricación de los rodillos deben ser
resistentes y con gran resistencia al desgaste.
Se utiliza fosa ordinaria de dureza 240 HB para cilindros preparadores
que tienen que soportar altas presiones; fosa dura 420 HB para cilindros
acanalados para laminación de chapas y rodillos; y aceros aliados
(Ni,Cr,Mo) para laminación de perfiles
Cilindros compuestos por un eje de acero forjado aleado de
gran resistencia a la rotura , y anillos de carburo de tungsteno o
acero rápido.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
07/01/2014
19
62
Tecnología y producto
La laminación en caliente puede considerarse a efectos prácticos como
una forja en continuo y por lo tanto el material no sufre acritud a
diferencia de la laminación en frío.
En este caso, la maquinaria productiva no son prensas sinó trenes de
laminación constituidos por cilindros superpuestos que giran en sentido
contrario.
https://www.youtube.com/watch?v=cJviwToSyMA
https://www.youtube.com/watch?NR=1&v=tKbTCZ3jkKA&feature=endscree
n
Técnicas de conformación plástica. Técnicas de conformación plástica.
CC BY-NC-SA 3.0
63
Tecnología y producto
Entonces, la potencia necesaria para los motores en laminación, es la
suma de la potencia consumida en la deformación del material por
unidad de tiempo y las pérdidas en vacío de los laminadores y de los
motores. La potencia depende de la velocidad de laminación, por esta
razón es preferible hacer la selección por el par motor necesario más
que por la potència:
siendo T= tabajo de laminación
ω= velocidad angular de los cilindros
t= tiempo laminación lingote 1 Tm
t
T
1000
25M =
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
64
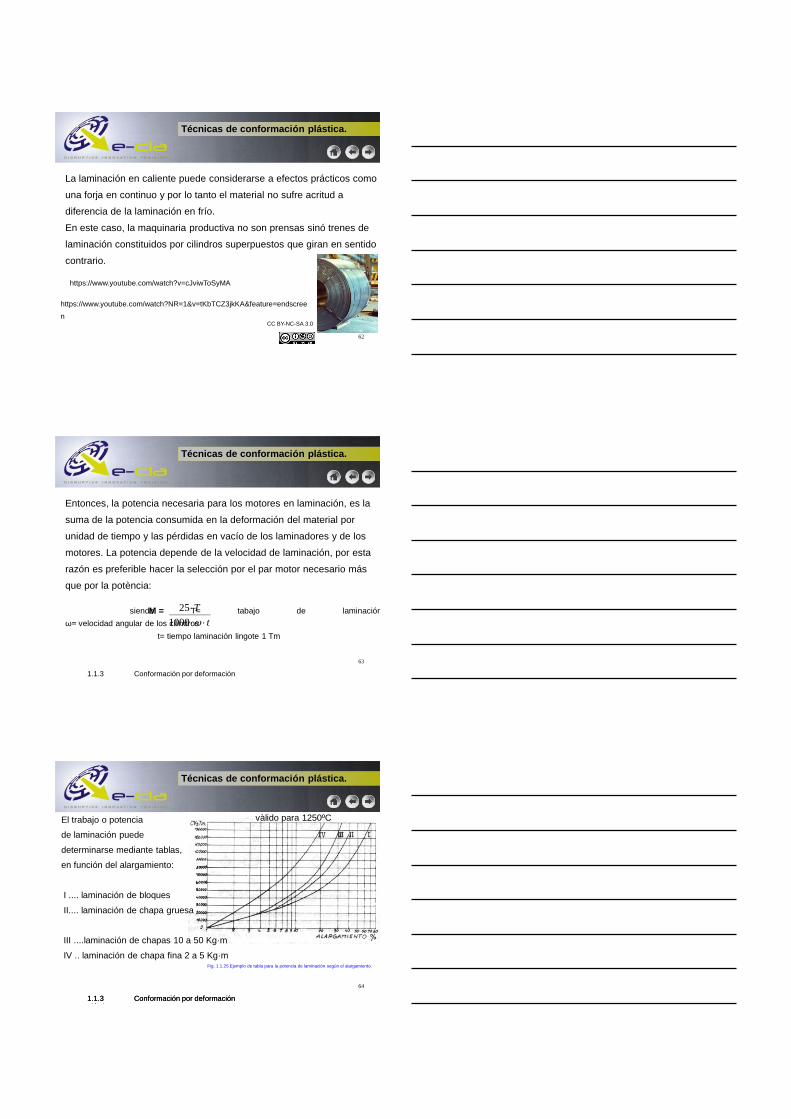
Tecnología y producto
El trabajo o potencia
de laminación puede
determinarse mediante tablas,
en función del alargamiento:
I .... laminación de bloques
II.... laminación de chapa gruesa
III ....laminación de chapas 10 a 50 Kg·m
IV .. laminación de chapa fina 2 a 5 Kg·m
vàlido para 1250ºC
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
Fig. 1.1.25 Ejemplo de tabla para la potencia de laminación según el alargamiento.
07/01/2014
20
66
Tecnología y producto
La mayor reducción del espesor inicial en una pasada o la presión
máxima que se puede ejercer depende del diámetro de los cilindros y
del coeficiente de rozamiento:
P = 2 · r (1 – ) donde r = radio de los cilindros
f = coef de rozamiento (0,4-0,5)
Podemos ver que la presión crece al crecer el coeficiente de fricción y
éste es inverso a la velocidad, por lo tanto la presión puede crecer al
reducir la velocidad periférica de los cilindros.
1
1
2 f
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica 1.1.3 Conformación por deformación plástica
67
Tecnología y producto
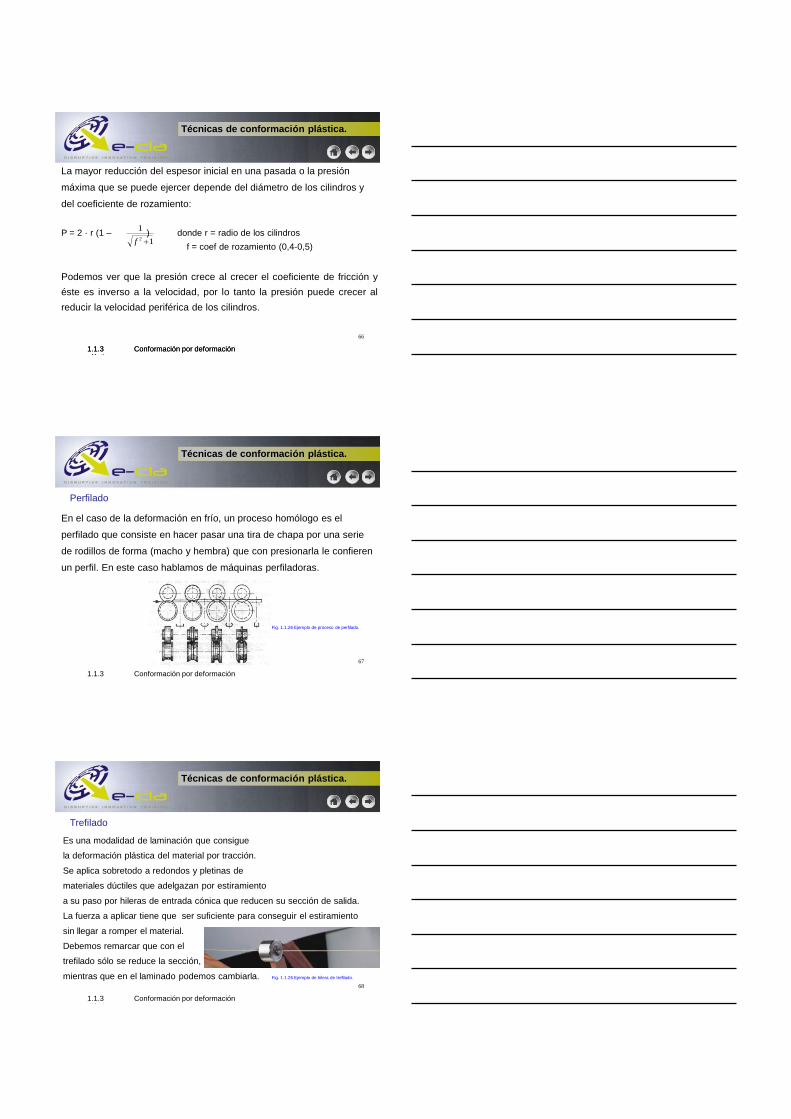
En el caso de la deformación en frío, un proceso homólogo es el
perfilado que consiste en hacer pasar una tira de chapa por una serie
de rodillos de forma (macho y hembra) que con presionarla le confieren
un perfil. En este caso hablamos de máquinas perfiladoras.
Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Perfilado
Fig. 1.1.26 Ejemplo de proceso de perfilado.
68
Trefilado
Es una modalidad de laminación que consigue
la deformación plástica del material por tracción.
Se aplica sobretodo a redondos y pletinas de
materiales dúctiles que adelgazan por estiramiento
a su paso por hileras de entrada cónica que reducen su sección de salida.
La fuerza a aplicar tiene que ser suficiente para conseguir el estiramiento
sin llegar a romper el material.
Debemos remarcar que con el
trefilado sólo se reduce la sección,
mientras que en el laminado podemos cambiarla.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.26 Ejemplo de hilera de trefilado.
07/01/2014
21
69
Generalmente se practica en frío mediante una trefiladora, proporcionando
así mejores acabados superficiales y
tolerancias , y produciendo acritud.
Un ejemplo clásico es la obtención del
alambre o el hilo de cobre.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
CC BY-NC-SA 3.0
Fig. 1.1.27 Ejemplo de trefiladora i alambres obtenidos.
70
Embutición, Troquelado, Doblado.
Tecnología y producto Técnicas de conformación plástica.
Las técnicas que se citan a
continuación, se describen a modo
ilustrativo para completar el detalle
de éste apartado; pero se
desarrollaran con amplia
extensión en apartados
posteriores por formar parte del
contenido propio del temario del
curso. 1.1.3 Conformación por deformación plástica
Fig. 1.1.28 Piezas obtenidas por corte,doblado y embutición.
JM. Casals. All rights reserved.
71
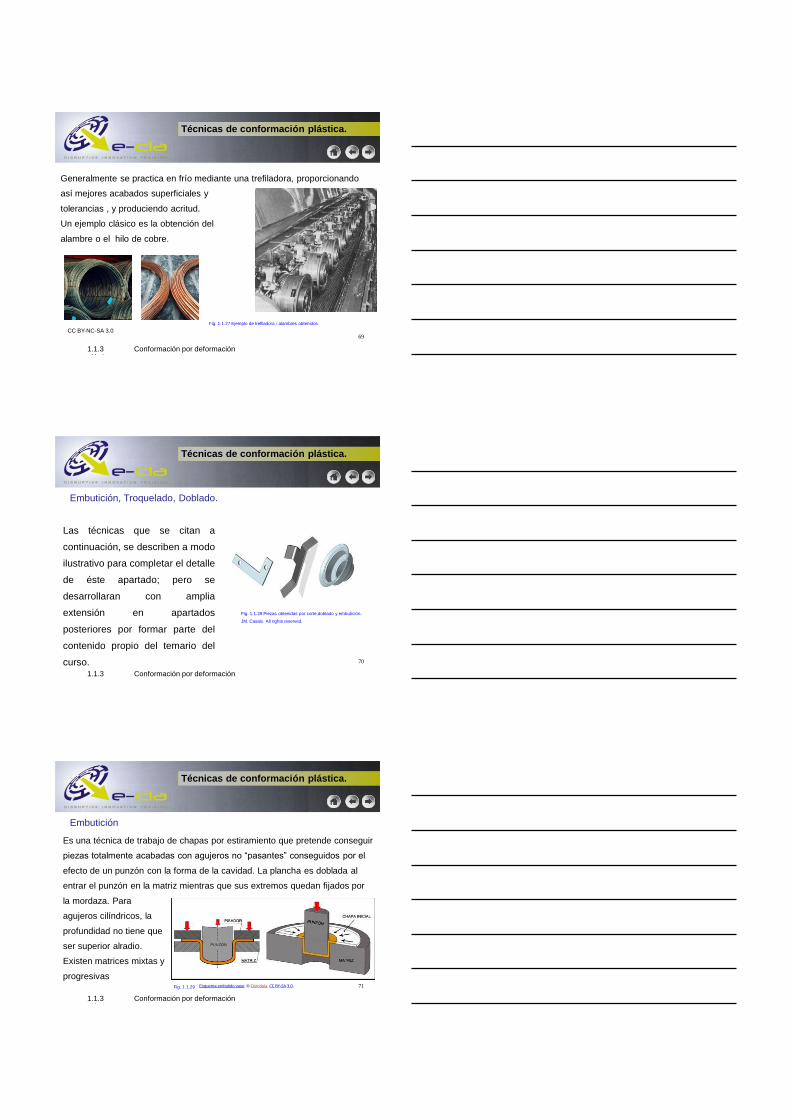
Embutición
Es una técnica de trabajo de chapas por estiramiento que pretende conseguir
piezas totalmente acabadas con agujeros no “pasantes” conseguidos por el
efecto de un punzón con la forma de la cavidad. La plancha es doblada al
entrar el punzón en la matriz mientras que sus extremos quedan fijados por
la mordaza. Para
agujeros cilíndricos, la
profundidad no tiene que
ser superior alradio.
Existen matrices mixtas y
progresivas
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Esquema embutido vaso. © Osrodala. CC BY-SA 3.0. Fig. 1.1.29

07/01/2014
22
72
Troquelado (punzonado)
Es una técnica usada en el trabajo de chapas que consiste en producir un
agujero al material por deformación de éste hasta la rotura mediante la
presión ejercida por un punzón con la correspondiente matriz. El corte se da
por cizalladura.
Arriba, pr oceso de cizallado con punzón y matriz. A la derecha, pieza en la que se aprecia la superficie de cizalladura y detalle de ésta en donde se visualizan las dos etapas de la fractura; cizalladura y arranque.
Tecnología y producto Técnicas de conformación plástica.
Fig. 1.1.30 Esquema de proceso y pieza troquelada.
JM.Casals. All rights reserved.
73
Doblado
Consiste en doblar una chapa por
acción de un punzón de forma
determinada; normalmente de V o U,
sin fijar los extremos de la chapa,
y por lo tanto deformándola sin
estiramiento.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.31 Esquema de proceso y pieza doblada.
JM.Casals. All rights reserved.
74
Cizallado
Consiste en el corte lineal de la chapa por efecto de un esfuerzo cortante
mediante una cizalla.
Tecnología y producto Técnicas de conformación plástica.
1.1.3 Conformación por deformación plástica
Fig. 1.1.32 Esquema de un proceso de cizallado.