preparacion telares urdido
TRANSCRIPT
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 1 de 47
1. PREPARACIÓN TELARES (Urdido )
: Código Fecha: (Día – Mes – Año): _04__08_2008
Regional: Tolima Centro de formación:Industria y la Construcción.
Estructura curricular o Programa de Formación UTILIZACIÓN DE LA TECNOLOGIA EN PREPARACIÓN TELARES Y TEJIDO PLANO
Duración en horas, etapa Lectiva
160
Duración en horas, etapa productivaTotal en horas, de la Formación
160
Módulo de Formación:PREPARACIÓN
Duración en horas:160 horas
Unidad de Aprendizaje:
PROCESO DE URDIDO
Duración en horas:20 horas presenciales
Modalidad(es) de formación: Presencial y virtual (Black board)
Resultados de Aprendizaje: Identificar la maquinaria que interviene en el proceso, reconocer los productos que entran y salen, Funcionamiento de la maquina, subproductos, frecuencias de limpieza, limpiezas elaboración de programa de urdido.(fichas técnicas)
Actividad de Enseñanza – Aprendizaje – Evaluación:
Identifica maquinaria, insumos, producto elaborado, funcionamiento, tipos de subproducto, frecuencias de limpieza, fichas técnicas y elaboración de programas.
Duración en horas:
8 horas
2. INTRODUCCIÓN
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Señor Aprendiz:
La presente actividad le permitirá analizar los aspectos más relevantes del proceso de Preparación telares..
Con la finalidad de conocer los aspectos más importantes sobre éste proceso lea muy bien el material.
Durante la práctica a la planta de fibratolima, tenga en cuenta las normas de seguridad.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 2 de 47
3. PLANTEAMIENTO DE LAS ACTIVIDADES Y ESTRATEGIAS DE APRENDIZAJE
4. EVALUACIÓN
EVIDENCIAS DE APRENDIZAJE
CRITERIOS DE EVALUACIONTECNICAS E
INSTRUMENTOS DE EVALUACION
Evidencias de conocimientos
Documento sobre Urdido
.
Identifica y clasifica el proceso de preparación telares.
Analiza el funcionamiento de la urdidora.
Determina la frecuencia las limpiezas.
Analiza la dureza del enjulio.
Formación del enjulio
Práctica empresarial
Evidencia de conocimiento
Evidencias de Desempeño
Realizar un programa de urdido.
Identifica el producto que entra y el que sale con sus variables.
Explica el funcionamiento de la maquina.
Determina las frecuencias de limpieza.
Determina defectos. Diligencia planilla de
producción.
Sustentación de la práctica realizada.
Elaborar un programa de urdido.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
LECTURA AUTOREGULADA
INSTRUCCIONES:
1. Realice una lectura general de cada uno de los textos que aparecen en el material sobre el proceso Urdido.
2. De cada una de las lecturas escriba su título, encierre las palabras claves.
3. Consulte el significado de cada una de esas palabras explicando su importancia dentro del texto.
4. Realice la actividad programada en la práctica próxima a realizar en Fibratolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 3 de 47
5. AMBIENTES DE APRENDIZAJE, MEDIOS Y RECURSOS DIDÁCTICOS
6. GLOSARIO
7. BIBLIOGRAFIA
Elaborado por: Víctor Eduardo Méndez - Miyer Alfonso Álvarez Peña Fecha 07 03 2008
Ajustada por: Fecha
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Urdimbre: Hilos que son procesados en preparación telares y van ubicados longitudinalmente en el tejido.
Paros: pequeño elemento sensor encargado de detectar las rupturas y ubicación de los hilos en la urdidora convencional.
Enjulio: nombre dado al cilindro donde se enrollan los hilos en el proceso de urdido. Producto que sale de la urdidora.
Material elaborado por: Miyer Alfonso Álvarez Peña SENA –Regional Tolima (ceico).http://www.mccoy-ellison.com/span_filamentdirws.htmwww.texdata.com/content/0022s.pdf
Aula 3010, Planta de tejeduría fabricato “fibratolima” Auditorio Ibanasca, ambientes de aprendizaje Abiertos Colaborativos, Black board (Tecnología textil).
Guía de Aprendizaje, videos manuares, fotos, actividades.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 4 de 47
Introducción
Para empezar a estudiar el proceso de tejeduría, el punto de partida lo constituye
la preparación de las urdimbres. Se habla de “PREPARACIÓN” justamente
porque sin estos subprocesos previos sería prácticamente imposible desarrollar un
tejido plano, tales subprocesos son el urdido y el engomado.
OBJETIVOS ESPECÍFICOS DE LOS SUBPROCESOS DE
PREPARACIÓN
Transformar los conos o tubos (quesos) de hilo provenientes de la hilatura
en paquetes de hilo más grandes sobre un cilindro de mayor tamaño.
Mejorar la resistencia de los hilos de urdimbre.
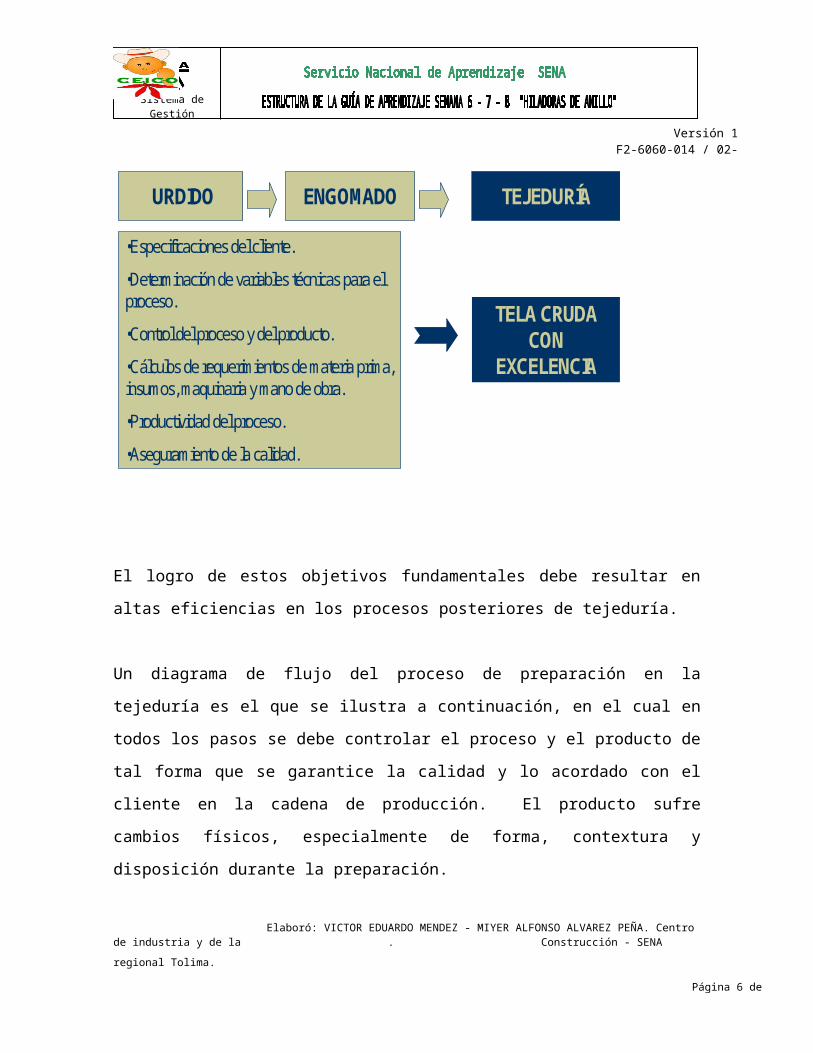
URDIDO ENGOMADO TEJEDURÍA
•Especificaciones del cliente.
•Determinación de variables técnicas para el proceso.
•Control del proceso y del producto.
•Cálculos de requerimientos de materia prima, insumos, maquinaria y mano de obra.
•Productividad del proceso.
•Aseguramiento de la calidad.
TELA CRUDA CON
EXCELENCIA
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 5 de 47
El logro de estos objetivos fundamentales debe resultar en altas eficiencias en los
procesos posteriores de tejeduría.
Un diagrama de flujo del proceso de preparación en la tejeduría es el que se
ilustra a continuación, en el cual en todos los pasos se debe controlar el proceso y
el producto de tal forma que se garantice la calidad y lo acordado con el cliente en
la cadena de producción. El producto sufre cambios físicos, especialmente de
forma, contextura y disposición durante la preparación.
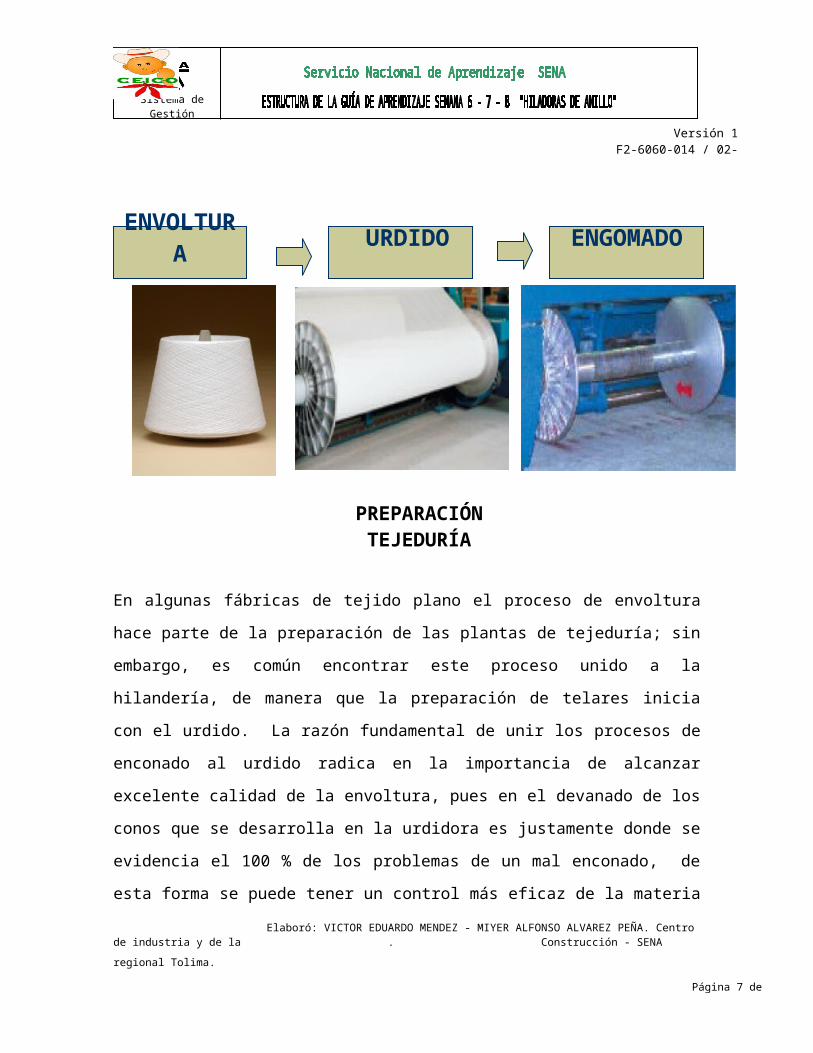
En algunas fábricas de tejido plano el proceso de envoltura hace parte de la
preparación de las plantas de tejeduría; sin embargo, es común encontrar este
proceso unido a la hilandería, de manera que la preparación de telares inicia con
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
URDIDO ENGOMADO
PREPARACIÓN TEJEDURÍA
ENVOLTURA
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 6 de 47
el urdido. La razón fundamental de unir los procesos de enconado al urdido radica
en la importancia de alcanzar excelente calidad de la envoltura, pues en el
devanado de los conos que se desarrolla en la urdidora es justamente donde se
evidencia el 100 % de los problemas de un mal enconado, de esta forma se
puede tener un control más eficaz de la materia prima al tener información
oportuna de los problemas y la necesidad de implementar las acciones
correctivas dentro de un mismo contexto.
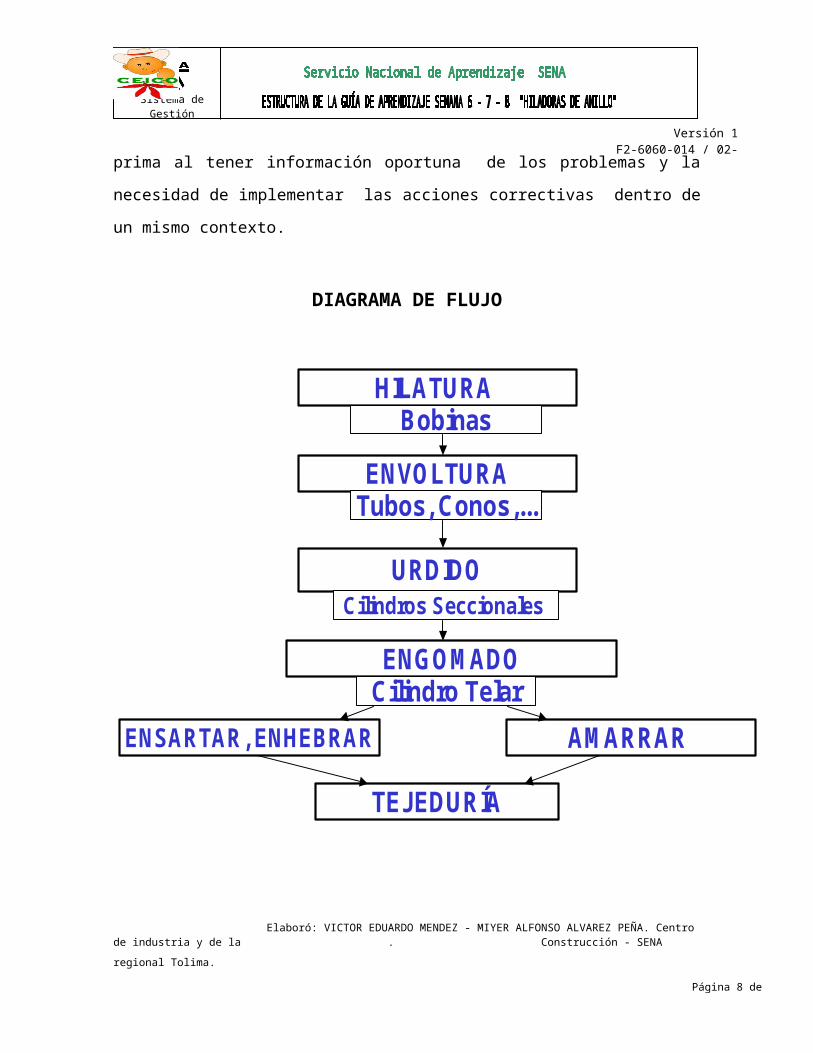
DIAGRAMA DE FLUJO
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 7 de 47
HILATURA Bobinas
ENVOLTURATubos, Conos,...
URDIDOCilindros Seccionales
ENGOMADOCilindro Telar
ENSARTAR, ENHEBRAR AMARRAR
TEJEDURÍA
2. MATERIAS PRIMAS
______________________________________________________
___
La materia prima de una planta de tejeduría se compone básicamente de los
paquetes o conos de hilo dispuestos para formar un tejido específico.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 8 de 47
TUBO O QUESO
CONO
Los hilados utilizados son obtenidos por diferentes tecnologías, entre las cuales
se tiene:
· HILOS HILADOS (SPUN)
Con proceso de hilatura de anillos: con torsión definida s ó z
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 9 de 47
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
CARDADO
PEINADO
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 10 de 47
Con proceso de hilatura rotor: Con torsión indefinida.
En todos los casos es importante que los hilos de los que se compone un
determinado tejido, cumplan con unas condiciones específicas, tales como:
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
ROTOR
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 11 de 47
· Calidad de la envoltura, se evalúa de una forma cualitativa, a partir de
lo cual, por observación directa se determinan los defectos del paquete
hilado, por ejemplo la presentación de telaraña, figura o patrón, coliflor,
conos picados, reserva deficiente, paquetes sucios y demás defectos
propios de la envoltura que generen paros en los procesos posteriores, ya
sea el urdido o en la tejeduría como trama.
Los problemas de mala envoltura como la telaraña producen enredos
durante el devanado del cono y por lo tanto revientes en la urdidora,
causando hilos perdidos en el proceso y paros que afectan la productividad
de la máquina. Cuando un cono presenta figura o coliflor dentro de su
interior, es altamente probable que la espiras se deslicen durante el
devanado, lo que ocasiona un chorreado de hilo y un problema de calidad
en la urdimbre o tela. Estos moños generados, en algunos casos pasan por
el peine de la urdidora y se urden y engoman hasta llegar a la tejeduría, allí
se convierten en sendos revientes que dañan la tela porque se enredan en
las laminillas del telar y ocasionan las llagas del tejido (ausencia de hilos de
urdimbre)
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 12 de 47
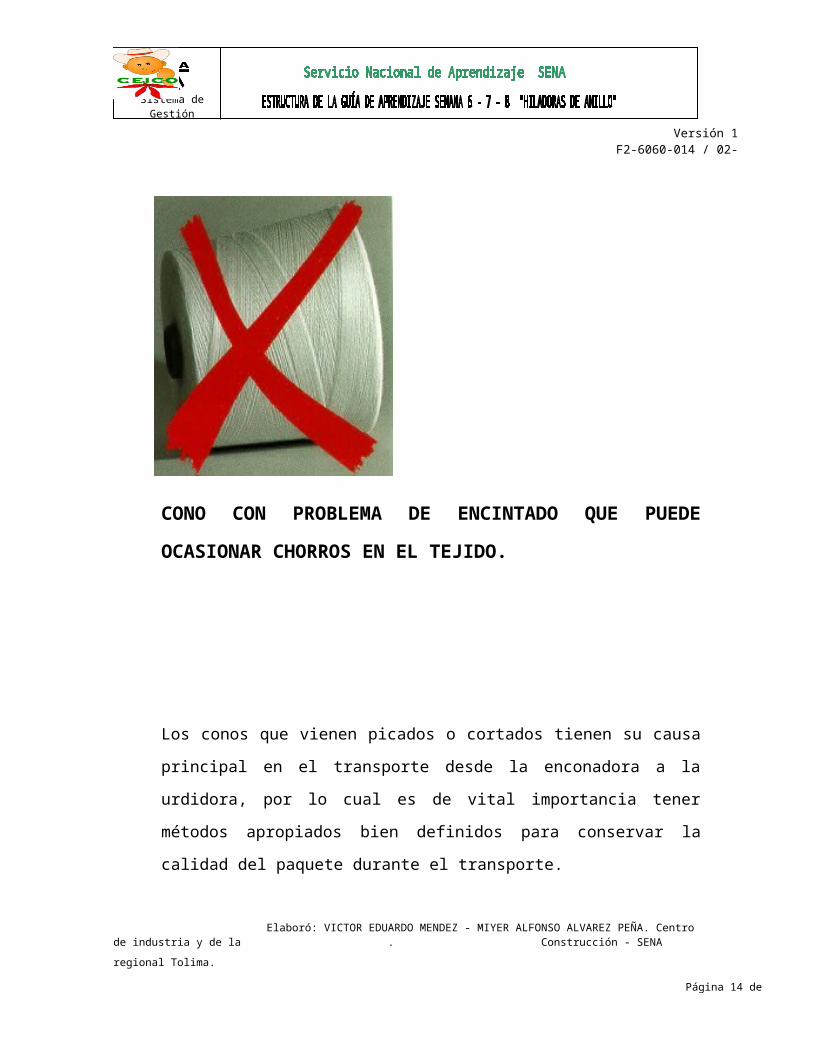
CONO CON PROBLEMA DE ENCINTADO QUE PUEDE
OCASIONAR CHORROS EN EL TEJIDO.
Los conos que vienen picados o cortados tienen su causa principal en el
transporte desde la enconadora a la urdidora, por lo cual es de vital
importancia tener métodos apropiados bien definidos para conservar la
calidad del paquete durante el transporte.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 13 de 47
En los procesos de urdido en los cuales la máquina tiene acondicionado un
creel de transferencia, es necesaria la resistencia, calidad y firmeza de la
cola de reserva que pueda traer el paquete hilado, una deficiente reserva,
sea enredada, repisada o ausente, puede afectar notablemente la eficiencia
del proceso por los paros continuos para corregir el empalme con el cono
nuevo.
Ÿ Metraje controlado, para los urdidores, un paro por problemas de
metraje corto es tan nocivo como cualquier paro por mala calidad de hilo, ya que
en todos los casos en los cuales se termina el metraje del cono antes que finalizar
el cilindro urdido, se genera parada de máquina y las diferencias de tensión que
conlleva el pare y arranque continuo de la urdidora ocasiona problemas de
calidad en el tejido, pues quedan cabos más flojos o apretados que los demás y
durante la tejeduría se cuelgan o tensionan dejando una hebra con
diferente tensión sobre la tela, esto en revisión se clasifica como
defecto de calidad de cuatro puntos (grave).
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 14 de 47
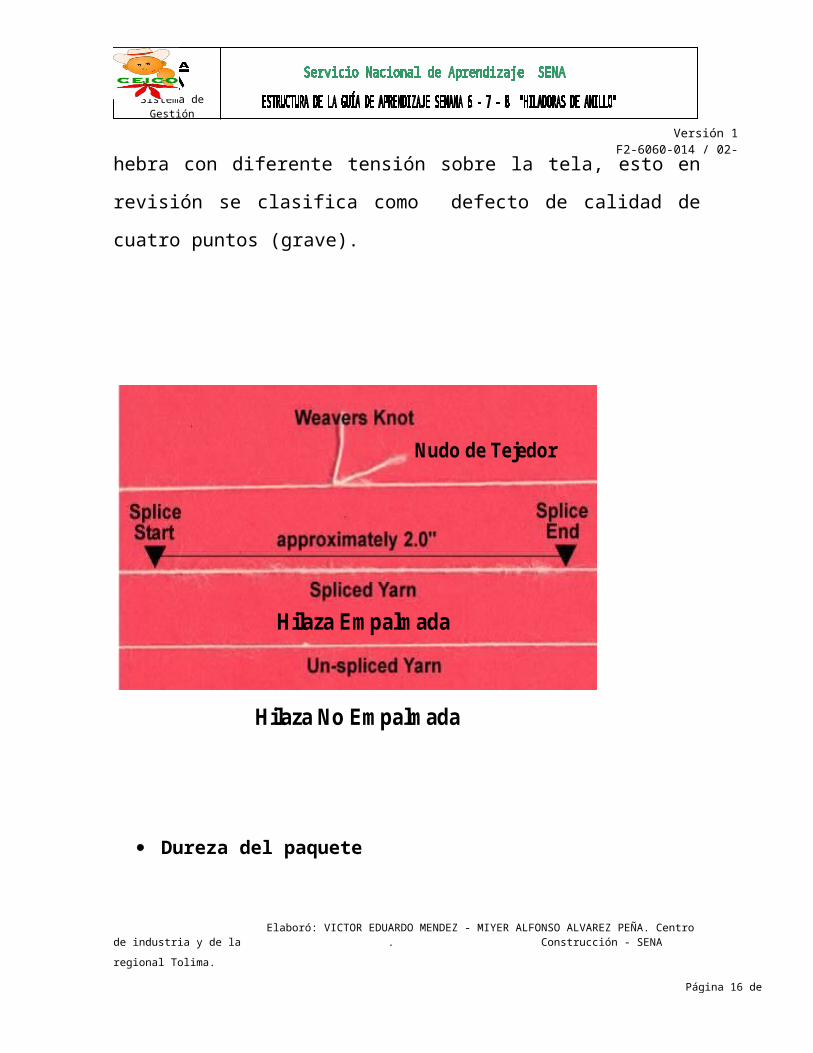
Nudo de Tejedor
Hilaza Empalmada
Hilaza No Empalmada
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 15 de 47
Dureza del paquete
Es vital para el devanado óptimo del cono, cuando existen conos deficientes
en esta característica, sucede un deslizamiento anormal de las espiras durante
el devanado del paquete ocasionando enredos y moños en los urdidos y
defectos de calidad en las telas cuando se trama el tejido.
No existe un valor definido o estandarizado para establecer la dureza óptima de un cono de hilo, experimentalmente se propone disponer de 40 Shore A, sin embargo, se puede determinar el valor ideal observando el devanado del cono de tal forma que se forme el balón claramente sin efectos de vaciado y tomar la medida de dureza en ese punto. Este valor puede utilizarse como base para ajustar la medida de dureza en todos los puntos del paquete.
Cuando se presentan diferencias de dureza en un mismo cono con la variación de tamaño, se aumenta la probabilidad de tener un vaciado o chorro en los puntos más blandos. Esta es una razón para utilizar acumuladores de trama en la tejeduría para controlar el desenrollado y entregar uniforme el hilo a la inserción del telar.
Resistencia
Determina el grado de tensión que es capaz de soportar el hilo; existen
estándares de calidad para cada hilo según su mezcla, composición y
calibre. La resistencia del hilo en cono es el punto de partida del éxito de la
tejeduría, ya que es una variable que se reduce a lo largo del proceso de
urdido y se incrementa con el engomado. Durante el urdido la resistencia se
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 16 de 47
puede afectar con sistemas de tensión inadecuada, deficiente en
mantenimiento, mal operados o dañados.
Cuando un paquete de hilo tiene problemas de resistencia, el urdido
especialmente se ve notablemente afectado dadas las altas velocidades del
proceso ( 600 - 800 m/min) ya que al encontrar un tramo débil, es casi seguro el
reviente en el proceso.
Elongación
Determina el grado de estiramiento que puede alcanzar el hilo hasta el
punto de rotura. Igual que la resistencia, la elongación del hilo constituye un
pilar fundamental para la tejeduría, ya que hilos con baja elongación no
resisten los esfuerzos del telar, especialmente en la formación de la calada
por la flexión que es ejercida. La elongación es indiscutiblemente la variable
que mayor afectación representa en el proceso de preparación debido a los
esfuerzos de “halar” continuamente a los que se ven sometidos los hilos de
urdimbre. En un proceso de urdido y engomado se pueden perder entre 2 y
3% de elongación. Con estos datos, si se pretende entregar a la tejeduría
urdimbres con buena tejibilidad (debe tener como mínimo un 5% de
elongación) se debe tener en la materia prima, es decir en el hilo del cono
un porcentaje de elongación superior al 8%.
En los hilos cuya elongación es relativamente baja, se debe tener extremado
control en los procesos de preparación para tratar de conservar esta condición,
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 17 de 47
por ello se hace relevante la optimización de los sistemas de tensión de todas
las operaciones mecánicas, inclusive es prudente manejar velocidades
inferiores a las normalmente utilizadas, por ejemplo reducir 200 m/min.
Torsión
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 18 de 47
Relaciona una determinada
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 19 de 47
cantidad de vueltas por unidad de longitud que son ejercidas sobre el hilo.
Esta variable cobra importancia cuando valores altos acentúan la tendencia
de los hilos a entorcharse o producir bucles (rizos). En la preparación de
urdimbres, el efecto de la alta torsión se nota, por ejemplo en la urdidora,
cuando al accionar el paro de la máquina, los hilos se Descuelgan e
inmediatamente se produce el rizo, cuando este bucle pasa desapercibido
por el proceso, en el momento de la tejida se afloja y produce un
particular defecto de calidad en la tela. En los hilos de trama sucede algo
similar, solo que el defecto cambia del plano longitudinal al transversal.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 20 de 47
Hilaza AltamenteRetorcida
Bajo Tensión
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 21 de 47
Hilaza Altamente Retorcida Relajada:Se Forma Enredo
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.

Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 22 de 47
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 23 de 47
Existen en el proceso textil novedosos métodos para contrarrestar el efecto
“rabioso” de los hilos, como son el vaporizado, la humidificación y la
humectación directa, igualmente en la urdidora se pueden adaptar dispositivos
mecánicos para evitar este problema.
El acondicionamiento es un proceso obligatorio para hilazas altamente
retorcidas con el fin de prevenir la formación de enredos durante los proceso
siguientes y evitar defectos en la tela. Sin embargo es importante el flujo
adecuado en el proceso de estos hilos “humidificados” porque un mal manejo
del inventario (tiempo de rotación) puede ocasionar la perdida de todo este
acondicionamiento.
Pilosidad
Indica la migración que presentan las fibras del núcleo del hilo
representando un problema para el proceso de tejeduría, esto es claro en
urdimbres que se enredan entre sí por el exceso de vellosidad ocasionando
continuos revientes en los salones de tejeduría. También por el trabajo
abrasivo sobre la máquina de tejer, existe una relación directa entre el
exceso de pilosidad y la generación de borra, en consecuencia afectando
los niveles de no calidad.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 24 de 47
Los excesos de pilosidad en la urdimbre traen problemas durante la tejida, ya
que los vellos de cada cabo se enredan con los vellos de los cabos vecinos y se
forman los nudos e hilos pegados en el desenrollado del cilindro del telar,
también por la alta pilosidad se puede tener motas en las laminillas y revientes
entre los marcos del telar.
La pilosidad es una de las características más importantes que debe
contrarrestar la preparación de urdimbres para tener éxito en la tejeduría.
Neps o naps
Atentan contra la calidad y el rendimiento del proceso, dado que el exceso de
neps tiende a hacer pegar los hilos en el sistema de laminillas y mallas del telar,
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 25 de 47
ocasionando revientes, bastas y motas. El problema de neps en la preparación
radica en su dificultad para encapsularlo y ligarlo al núcleo del hilo, por lo que
durante la tejeduría este botón de algodón muerto se afloja en las partes metálicas
del telar y forma motas en la tela. También el neps suele amarrar el hilo detrás del
peine impidiendo su evolución de tejida y ocasionando bastas o hilos flotantes en
el tejido.
Partes gruesas y/o delgadas
Determinan los posibles revientes a lo largo del proceso de preparación y
tejeduría; un tramo delgado es un reviente inminente por falta de
resistencia, igualmente sucede con las partes gruesas ya que estas tienen
deficiencias de torsión y son generalmente más débiles.
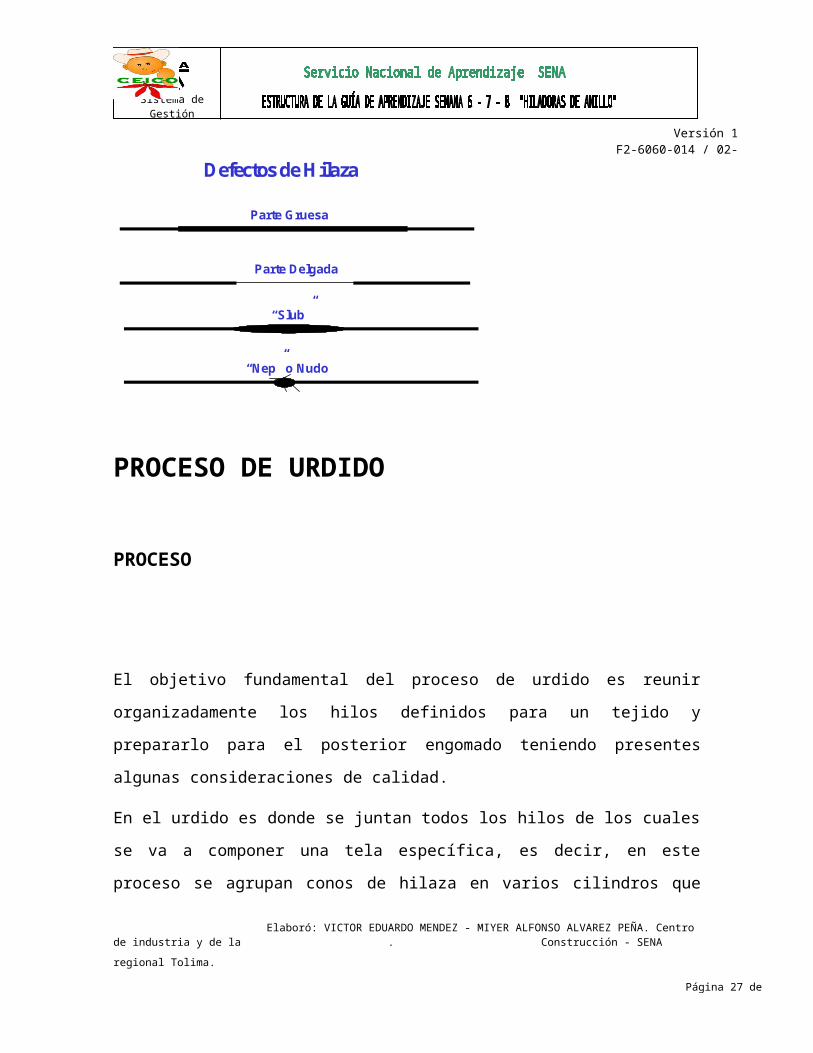
Parte Gruesa
Parte Delgada
“Slub”
“Nep” o Nudo
Defectos de Hilaza
PROCESO DE URDIDO
PROCESO
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 26 de 47
El objetivo fundamental del proceso de urdido es reunir organizadamente los hilos
definidos para un tejido y prepararlo para el posterior engomado teniendo
presentes algunas consideraciones de calidad.
En el urdido es donde se juntan todos los hilos de los cuales se va a componer
una tela específica, es decir, en este proceso se agrupan conos de hilaza en
varios cilindros que deben contener el total de hilos de la tela o diseño que se va
a tejer.
Durante el urdido el hilo es sometido a un esfuerzo físico, especialmente en
cuanto a elongación. Actualmente las máquinas de urdido trabajan con
velocidades de desenrollado superiores a los 1000 m por minuto, ahora bien, es
aconsejable urdir a velocidades entre los 450 y 550 m por minuto cuando las
condiciones del hilo no son las mejores ( partes delgadas, tramos débiles, slubs,
etc...), buscando optimizar la tejeduría; esto en razón de que a menores
velocidades del urdido el impacto sobre la elongación de los hilos es menor,
igualmente es más fácilmente corregible un reviente ocurrido al tener menos
vueltas de paro del cilindro de urdido.
En el proceso de urdido el indicador más utilizado es el que relaciona los revientes
por millón de metros urdidos, de modo que un hilo que tenga menos de 0,5 roturas
por 1’000’000 m es considerado como «Excelente».
El urdido debe desarrollarse bajo condiciones específicas dependiendo de la
calidad de la materia prima, esto quiere decir que para hilos finos, gruesos, con
problemas de calidad, y otros, se deben tener condiciones de urdido diferentes.
No es lo mismo urdir un hilo 6 Ne que un 36 Ne por sus condiciones de calibre,
igual sucede con las tecnologías de hilatura, las condiciones pueden variar de
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 27 de 47
anillos a open end y más aún con hilazas retorcidas. La variable más importante
sin lugar a duda es la calidad del hilo, puesto que en un mismo hilo es normal que
en algunos casos se deban cambiar las condiciones del urdido por la misma falta
de resistencia o exceso de tramos débiles, gruesos, delgados, neps y demás.
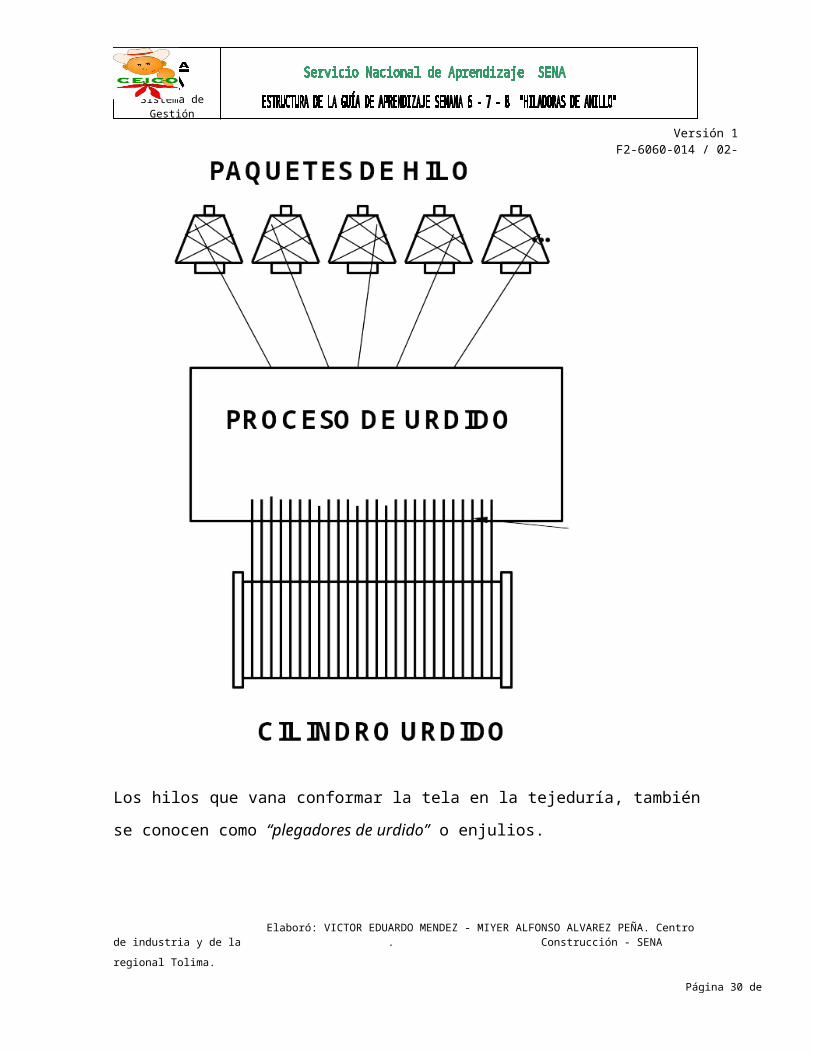
El proceso de transformación en el urdido es el que se describe en el siguiente
gráfico, donde la entrada son los conos o quesos y la salida son los cilindros
urdidos.
Los conos de hilo se fijan sobre una estructura en forma de jaula denominada atril de urdimbre o “creel” ; El proceso de urdido se desarrolla sobre un cabezal mecánico de enrollado uniforme denominado “cabezote de urdidora” y los cilindros de urdimbre son aquellos que tienen enrollado
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 28 de 47
Los hilos que vana conformar la tela en la tejeduría, también se conocen como
“plegadores de urdido” o enjulios.
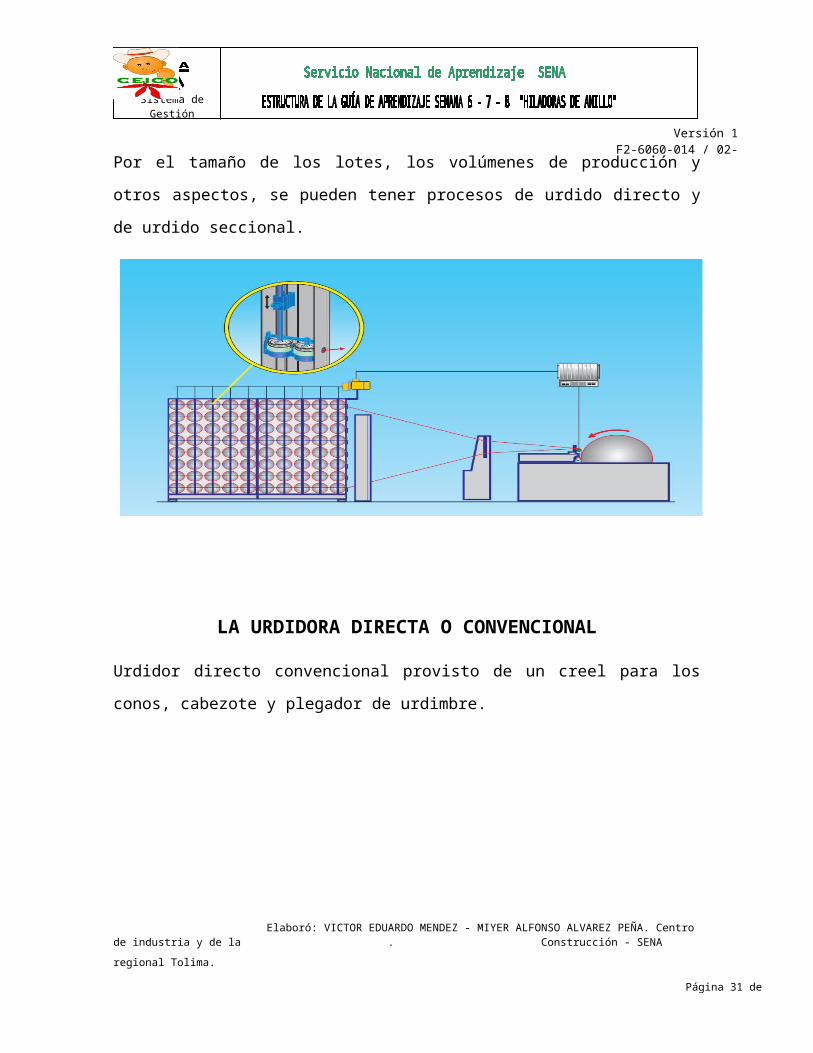
Por el tamaño de los lotes, los volúmenes de producción y otros aspectos, se
pueden tener procesos de urdido directo y de urdido seccional.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 29 de 47
LA URDIDORA DIRECTA O CONVENCIONAL
Urdidor directo convencional provisto de un creel para los conos, cabezote y
plegador de urdimbre.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 30 de 47
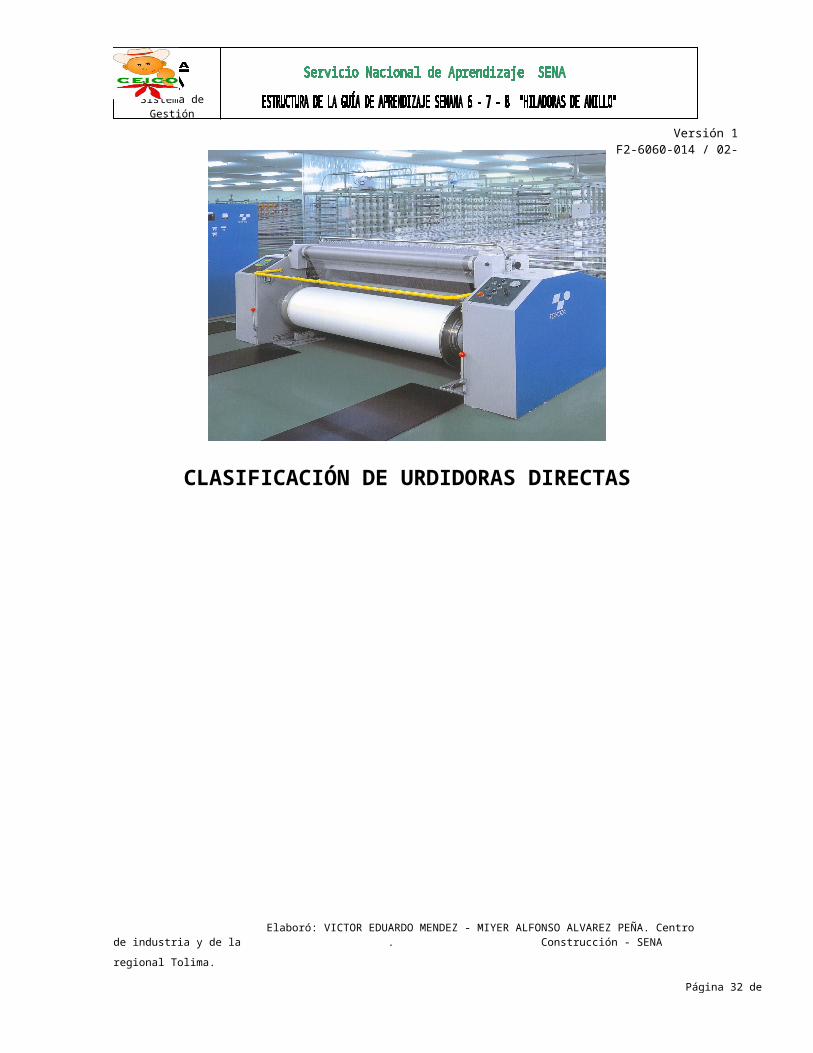
CLASIFICACIÓN DE URDIDORAS DIRECTAS
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 31 de 47
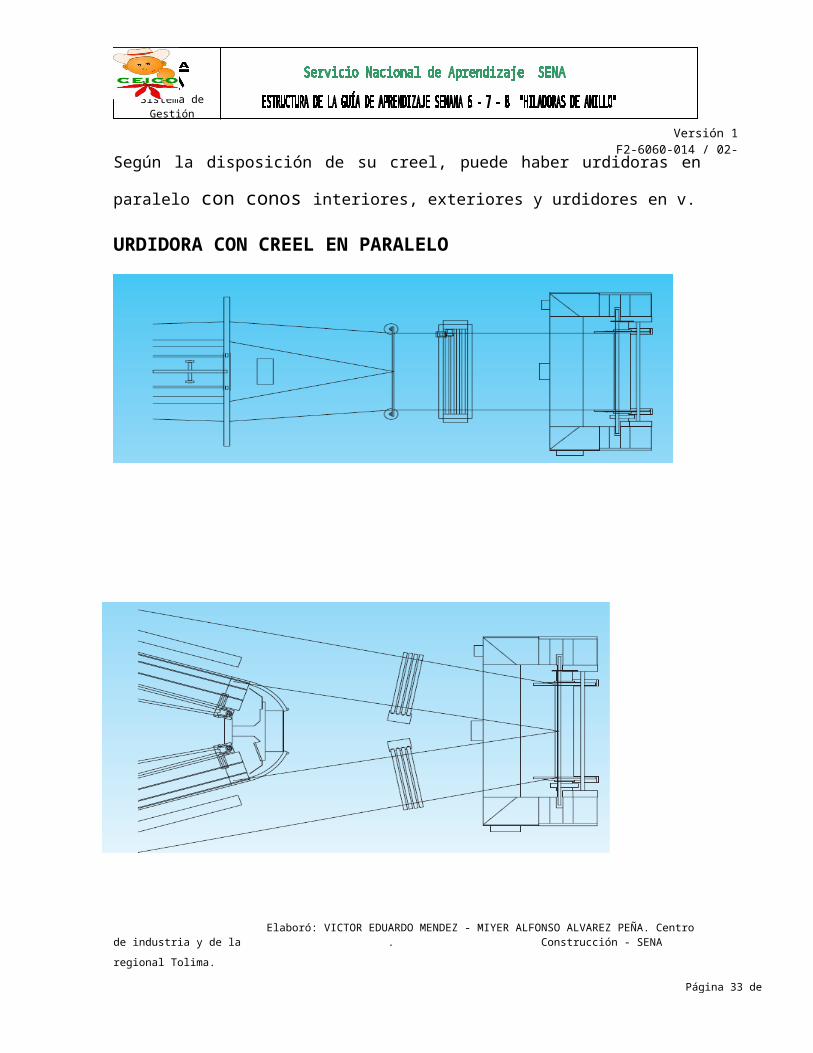
Según la disposición de su creel, puede haber urdidoras en paralelo con conos
interiores, exteriores y urdidores en v.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 32 de 47
URDIDORA CON CREEL EN PARALELO
URDIDORA CON CREEL EN V
Las diferencias de los créeles en V frente a paralelo radican en sus valores de tensión, son menores en los créeles en V y en la capacidad de
Realizar transferencia (paso de reserva de conos) ya que solo se puede realizar en los créeles paralelos.
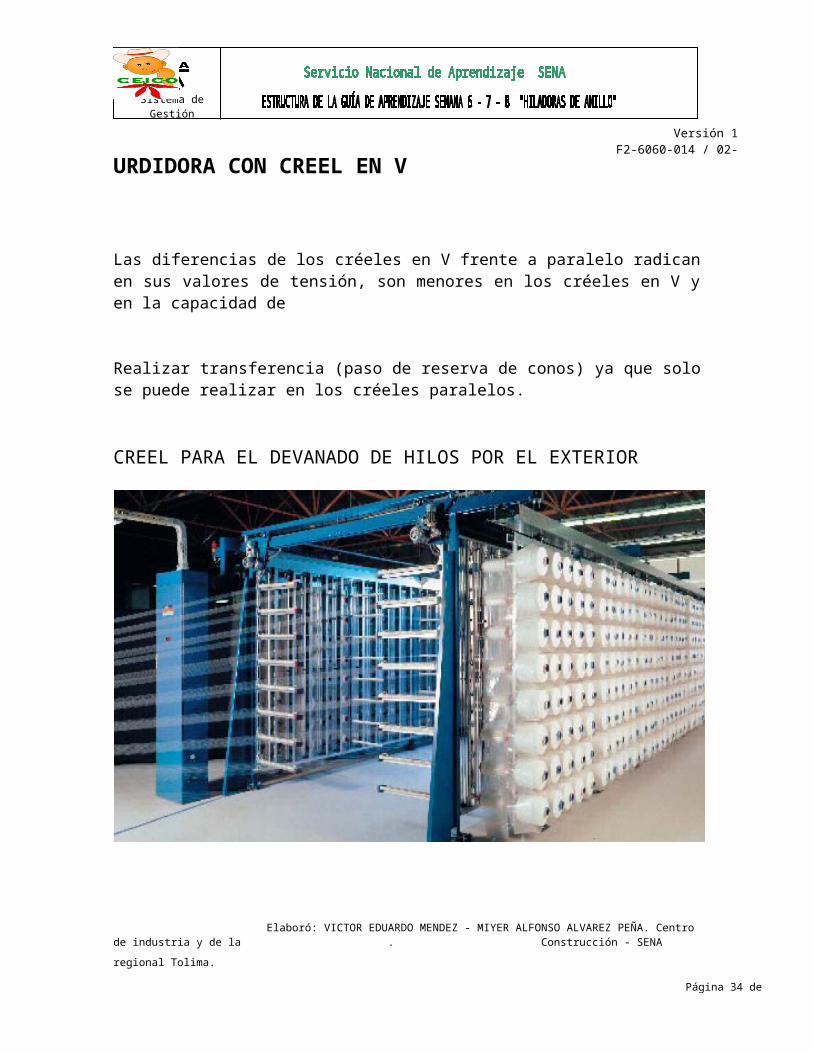
CREEL PARA EL DEVANADO DE HILOS POR EL EXTERIOR
El creel que propone los paquetes de hilos por el exterior es utilizado para
aquellos procesos en los cuales se le da prioridad al acceso que pueda tener el
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 33 de 47
operario sobre la materia prima para la corrección de roturas de los cabos o
cambio de paquetes defectuosos.
Se han desarrollado atriles, por el contrario, con los paquetes hacia el interior, esto
ha permitido tener menores ángulos entre los frenos de hilo y la máquina urdidora.
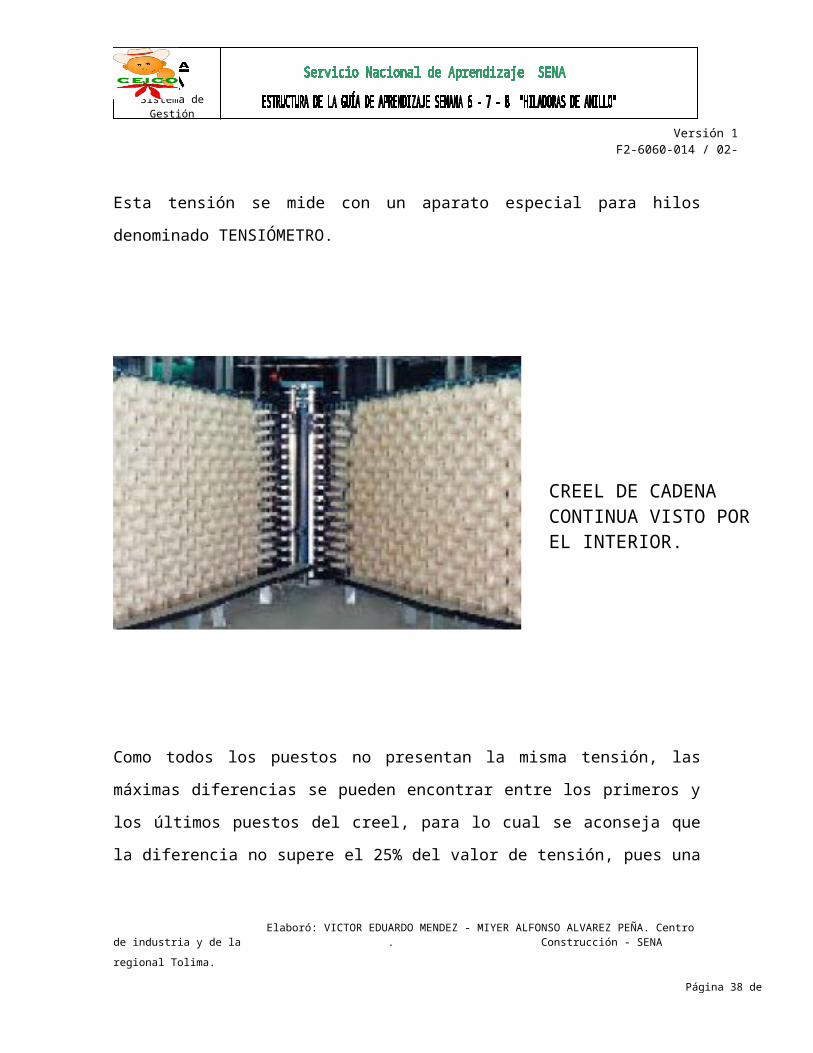
CREEL PARA EL DEVANADO POR EL INTERIOR
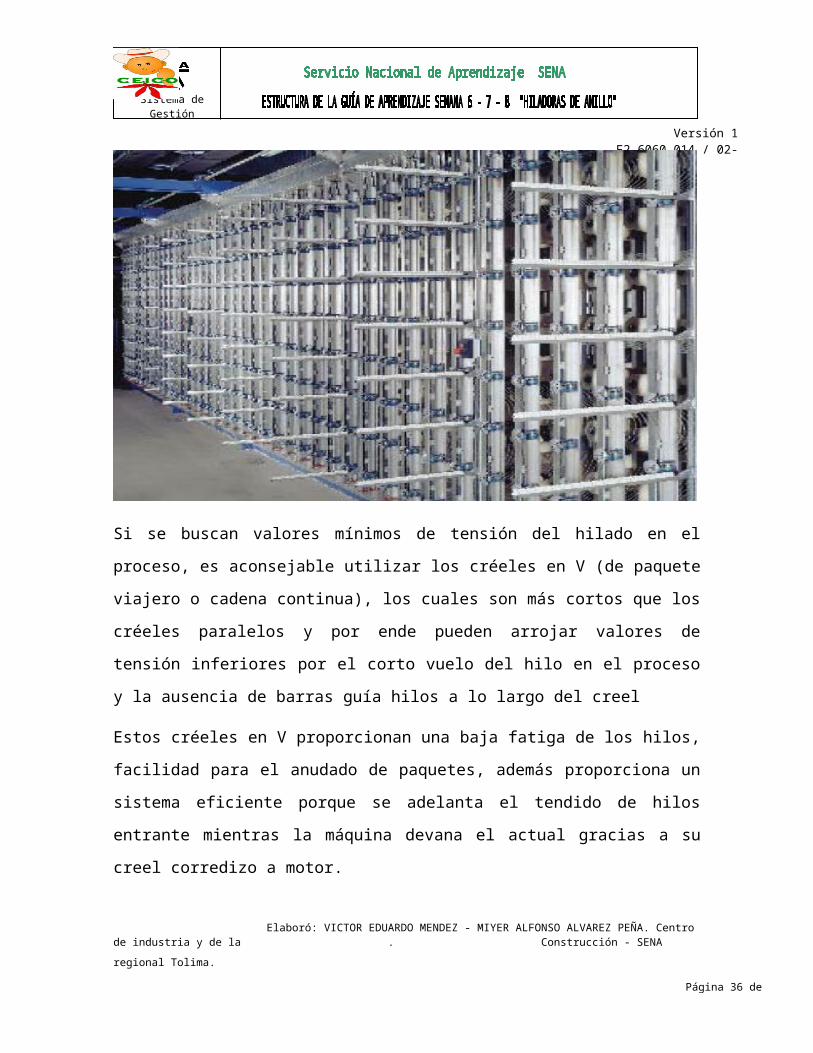
Si se buscan valores mínimos de tensión del hilado en el proceso, es aconsejable
utilizar los créeles en V (de paquete viajero o cadena continua), los cuales son
más cortos que los créeles paralelos y por ende pueden arrojar valores de tensión
inferiores por el corto vuelo del hilo en el proceso y la ausencia de barras guía
hilos a lo largo del creel
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 34 de 47
Estos créeles en V proporcionan una baja fatiga de los hilos, facilidad para el
anudado de paquetes, además proporciona un sistema eficiente porque se
adelanta el tendido de hilos entrante mientras la máquina devana el actual gracias
a su creel corredizo a motor.
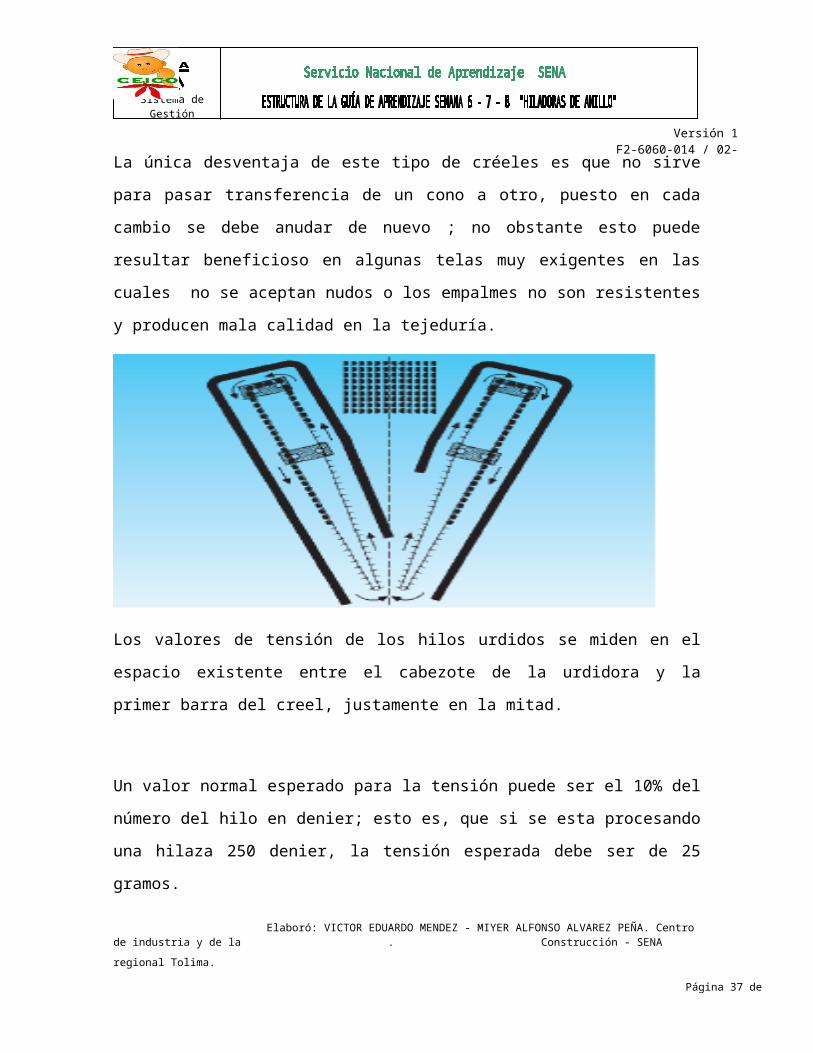
La única desventaja de este tipo de créeles es que no sirve para pasar
transferencia de un cono a otro, puesto en cada cambio se debe anudar de
nuevo ; no obstante esto puede resultar beneficioso en algunas telas muy
exigentes en las cuales no se aceptan nudos o los empalmes no son resistentes y
producen mala calidad en la tejeduría.
Los valores de tensión de los hilos urdidos se miden en el espacio existente entre
el cabezote de la urdidora y la primer barra del creel, justamente en la mitad.
Un valor normal esperado para la tensión puede ser el 10% del número del hilo en
denier; esto es, que si se esta procesando una hilaza 250 denier, la tensión
esperada debe ser de 25 gramos.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 35 de 47
Esta tensión se mide con un aparato especial para hilos denominado
TENSIÓMETRO.
Como todos los puestos no presentan la misma tensión, las máximas diferencias
se pueden encontrar entre los primeros y los últimos puestos del creel, para lo cual
se aconseja que la diferencia no supere el 25% del valor de tensión, pues una
diferencia mayor puede causar problemas de productividad en el engomado y
defectos de calidad en el tejido.
PAROS AUTOMÁTICOS
Son fundamentales en el proceso, su función es activar el paro de la máquina
cundo ocurre una rotura de hilo, de manera que el creel debe tener provisto un
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
CREEL DE CADENA CONTINUA VISTO POR EL INTERIOR.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 36 de 47
sistema de paro automático para cada puesto donde este colocado el paquete de
hilo.
La forma más usual en la que se encuentran los paros automáticos es como un
pequeño clip con un orificio guía hilo, el cual se sostiene con el enhebrado del hilo
y cae por gravedad sobre una superficie haciendo contacto y enviando la señal
electrónica de paro al sistema de frenado.
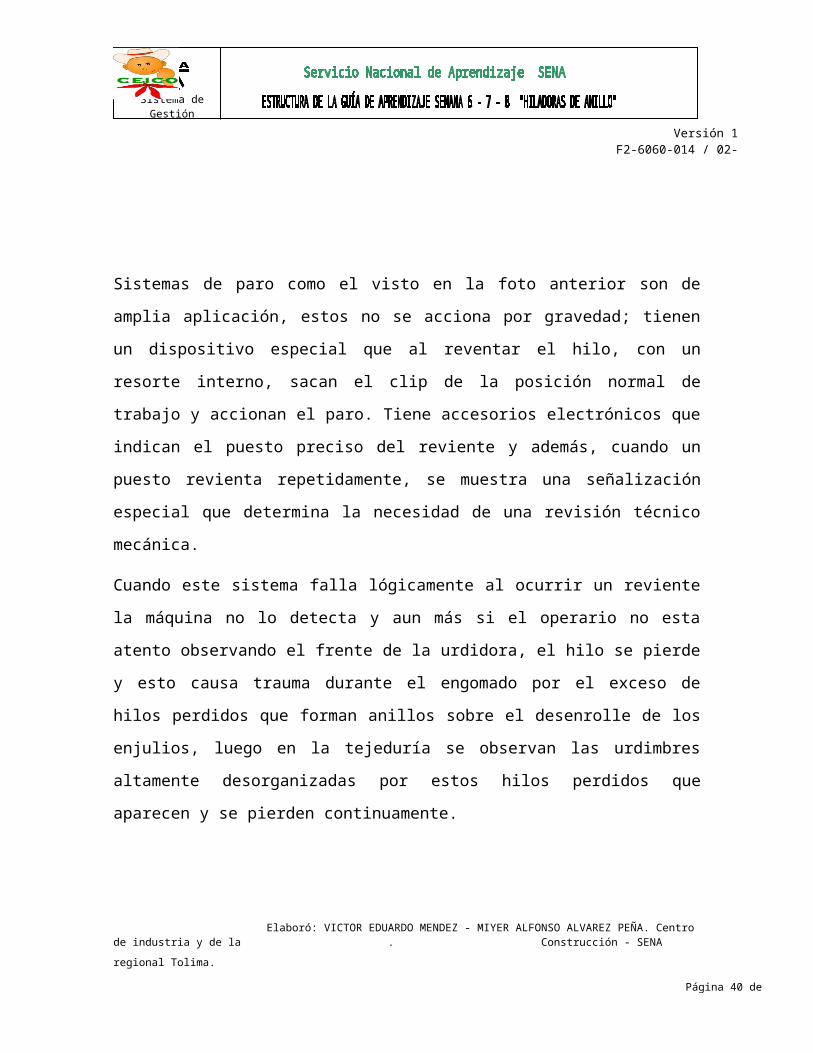
Sistemas de paro como el visto en la foto anterior son de amplia aplicación, estos
no se acciona por gravedad; tienen un dispositivo especial que al reventar el hilo,
con un resorte interno, sacan el clip de la posición normal de trabajo y accionan el
paro. Tiene accesorios electrónicos que indican el puesto preciso del reviente y
además, cuando un puesto revienta repetidamente, se muestra una señalización
especial que determina la necesidad de una revisión técnico mecánica.
Cuando este sistema falla lógicamente al ocurrir un reviente la máquina no lo
detecta y aun más si el operario no esta atento observando el frente de la
urdidora, el hilo se pierde y esto causa trauma durante el engomado por el exceso
de hilos perdidos que forman anillos sobre el desenrolle de los enjulios, luego en la
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
SISTEMA DE PARO AUTOMÁTICO DE AUTOACTIVACIÓN Y CORTA REACCIÓN CON INDICADORES LUMINOSOS DE LAS RUPTURAS
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 37 de 47
tejeduría se observan las urdimbres altamente desorganizadas por estos hilos
perdidos que aparecen y se pierden continuamente.
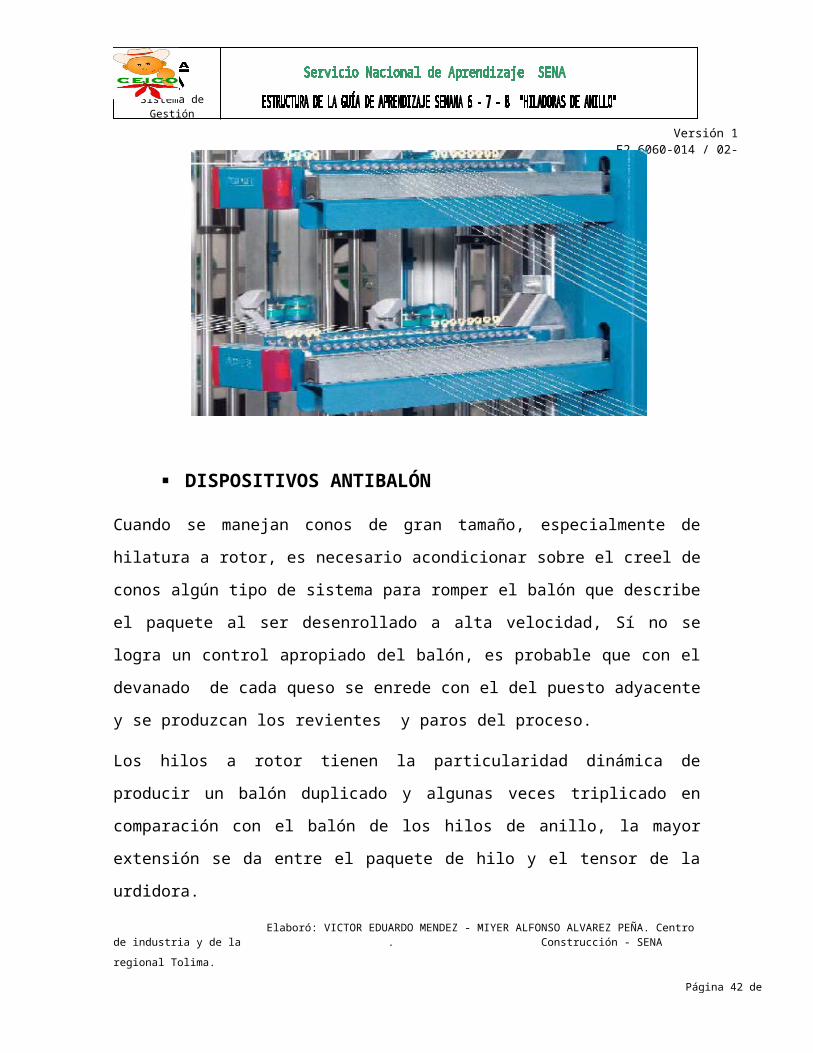
BARRAS ANTIESTÁTICAS
En los procesos de hilos sintéticos, debido a su alta carga electrostática, es
necesario adoptar mecanismos especiales para contrarrestar esta
condición, la cual puede afectar la calidad de la urdimbre por enredos entre
cabos. Para lo anterior se utilizan barras ionizadas en los dispositivos guía
hilos del creel, con lo que se logra descargar la energía acumulada en los
hilos.
En algunos créeles se utiliza colocar barras en forma longitudinal paralelas
a las varillas de los porta conos y hacer pasar el hilo por entre su sección.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 38 de 47
DISPOSITIVOS ANTIBALÓN
Cuando se manejan conos de gran tamaño, especialmente de hilatura a rotor, es
necesario acondicionar sobre el creel de conos algún tipo de sistema para romper
el balón que describe el paquete al ser desenrollado a alta velocidad, Sí no se
logra un control apropiado del balón, es probable que con el devanado de cada
queso se enrede con el del puesto adyacente y se produzcan los revientes y
paros del proceso.
Los hilos a rotor tienen la particularidad dinámica de producir un balón duplicado y
algunas veces triplicado en comparación con el balón de los hilos de anillo, la
mayor extensión se da entre el paquete de hilo y el tensor de la urdidora.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.

Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 39 de 47
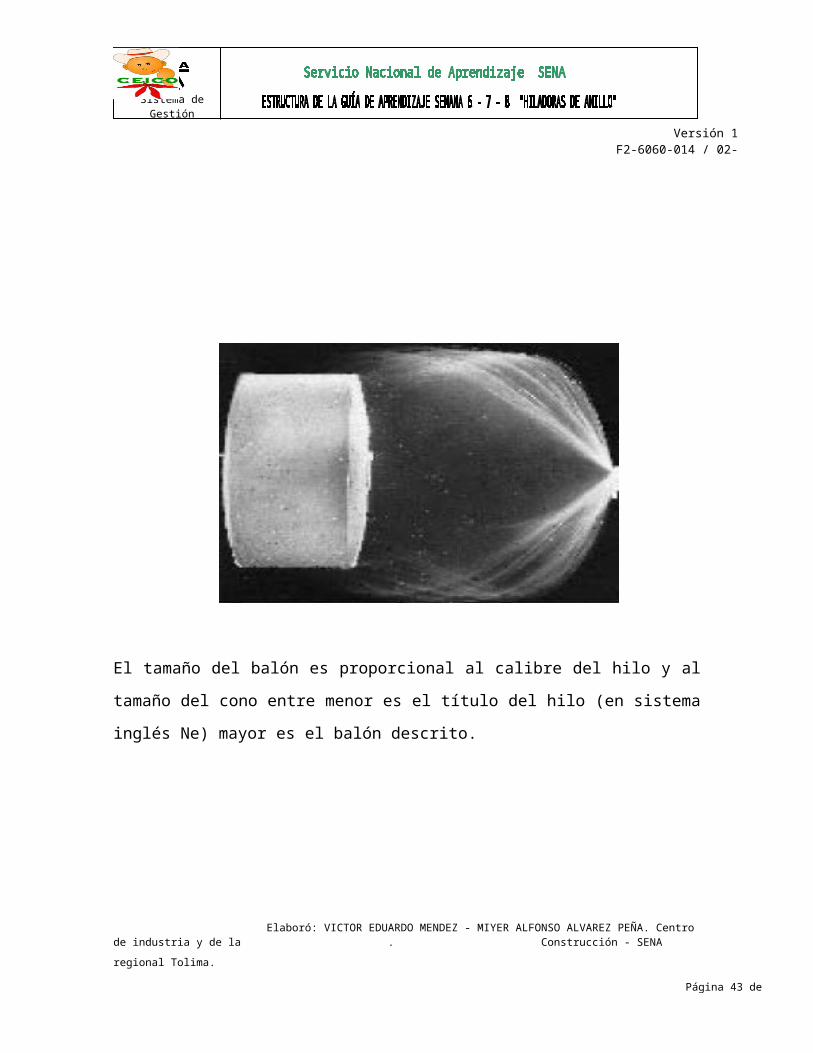
El tamaño del balón es proporcional al calibre del hilo y al tamaño del cono entre
menor es el título del hilo (en sistema inglés Ne) mayor es el balón descrito.
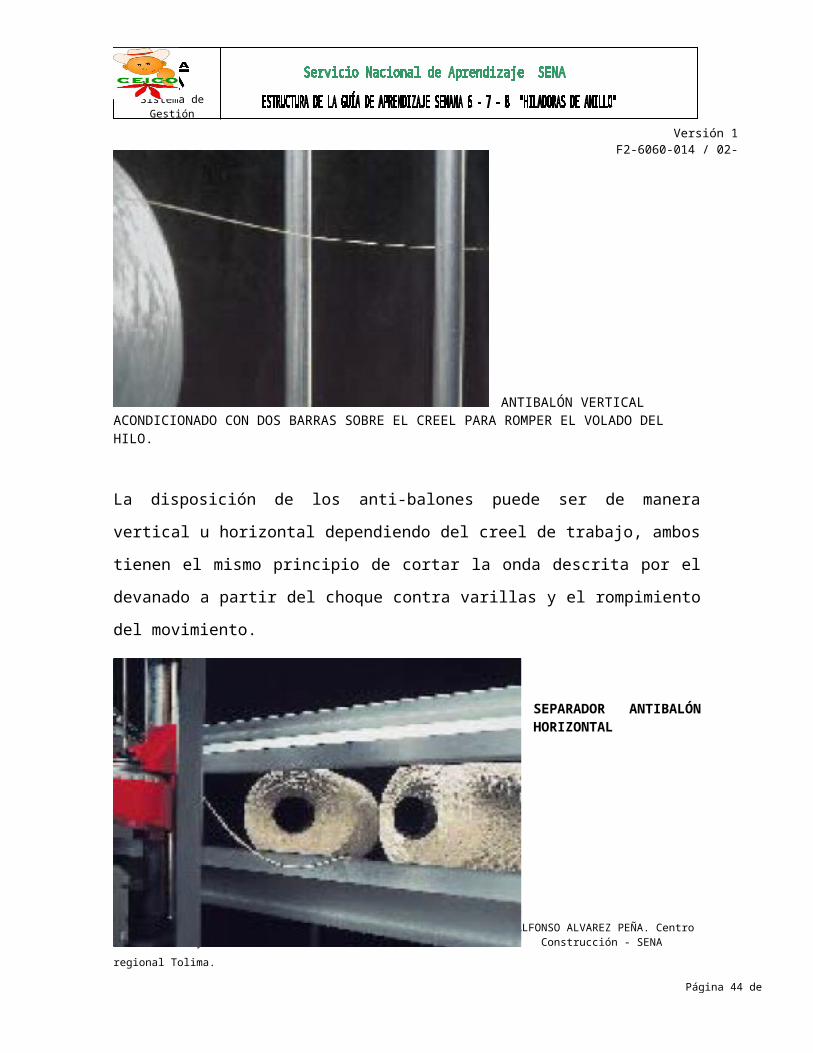
ANTIBALÓN VERTICAL ACONDICIONADO CON DOS BARRAS SOBRE EL CREEL PARA ROMPER EL VOLADO DEL HILO.
La disposición de los anti-balones puede ser de manera vertical u horizontal
dependiendo del creel de trabajo, ambos tienen el mismo principio de cortar la
onda descrita por el devanado a partir del choque contra varillas y el rompimiento
del movimiento.
SEPARADOR ANTIBALÓN HORIZONTAL
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 40 de 47
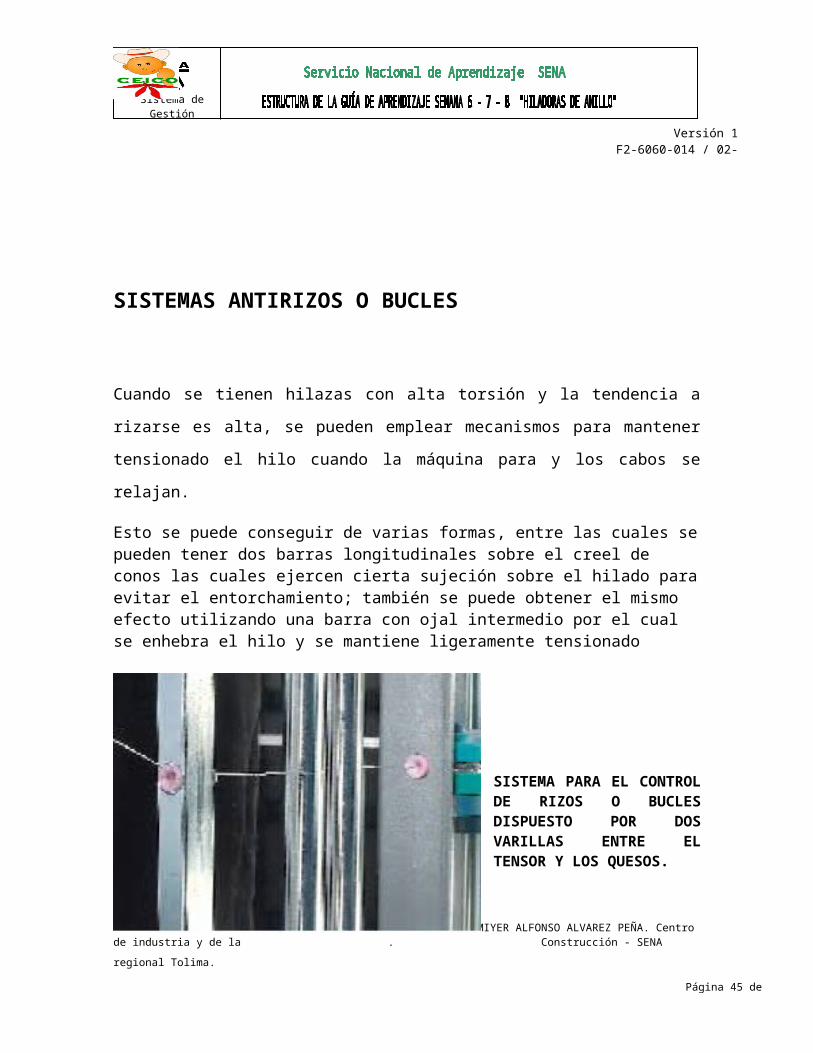
SISTEMAS ANTIRIZOS O BUCLES
Cuando se tienen hilazas con alta torsión y la tendencia a rizarse es alta, se
pueden emplear mecanismos para mantener tensionado el hilo cuando la máquina
para y los cabos se relajan.
Esto se puede conseguir de varias formas, entre las cuales se pueden tener dos barras longitudinales sobre el creel de conos las cuales ejercen cierta sujeción sobre el hilado para evitar el entorchamiento; también se puede obtener el mismo efecto utilizando una barra con ojal intermedio por el cual se enhebra el hilo y se mantiene ligeramente tensionado
SISTEMA PARA EL CONTROL DE RIZOS O BUCLES DISPUESTO POR DOS VARILLAS ENTRE EL TENSOR Y LOS QUESOS.
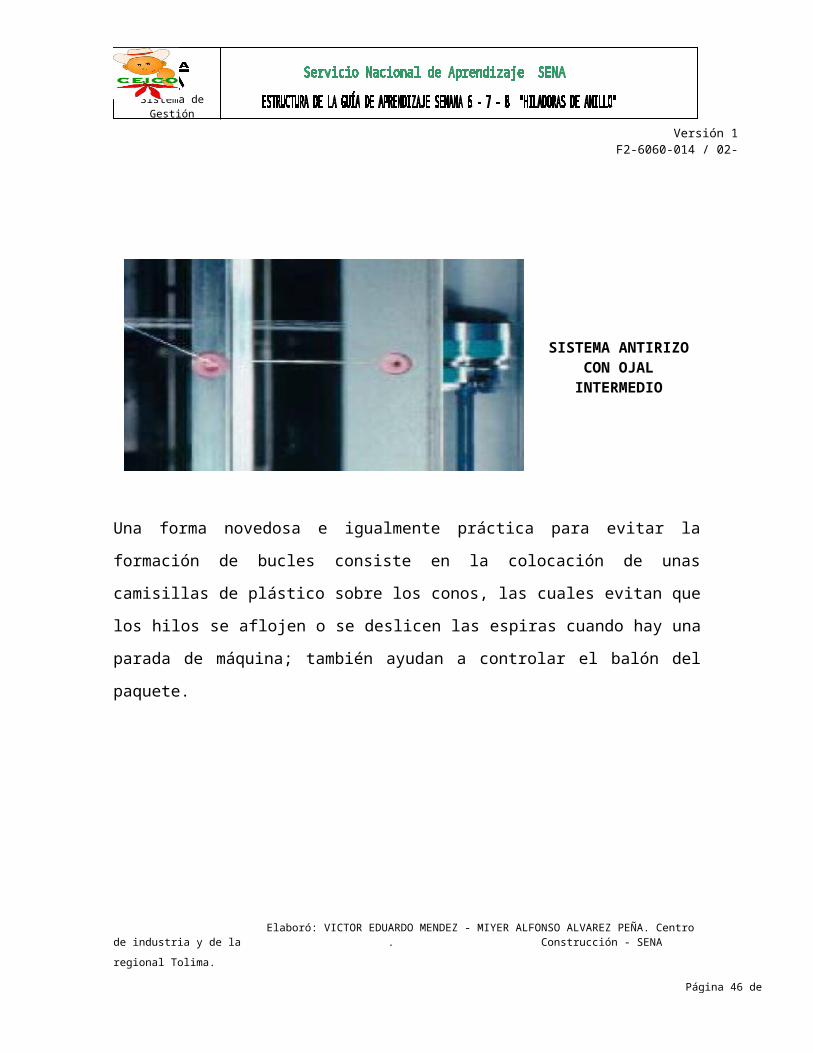
SISTEMA ANTIRIZO CON OJAL
INTERMEDIO
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 41 de 47
Una forma novedosa e igualmente práctica para evitar la formación de bucles
consiste en la colocación de unas camisillas de plástico sobre los conos, las
cuales evitan que los hilos se aflojen o se deslicen las espiras cuando hay una
parada de máquina; también ayudan a controlar el balón del paquete.
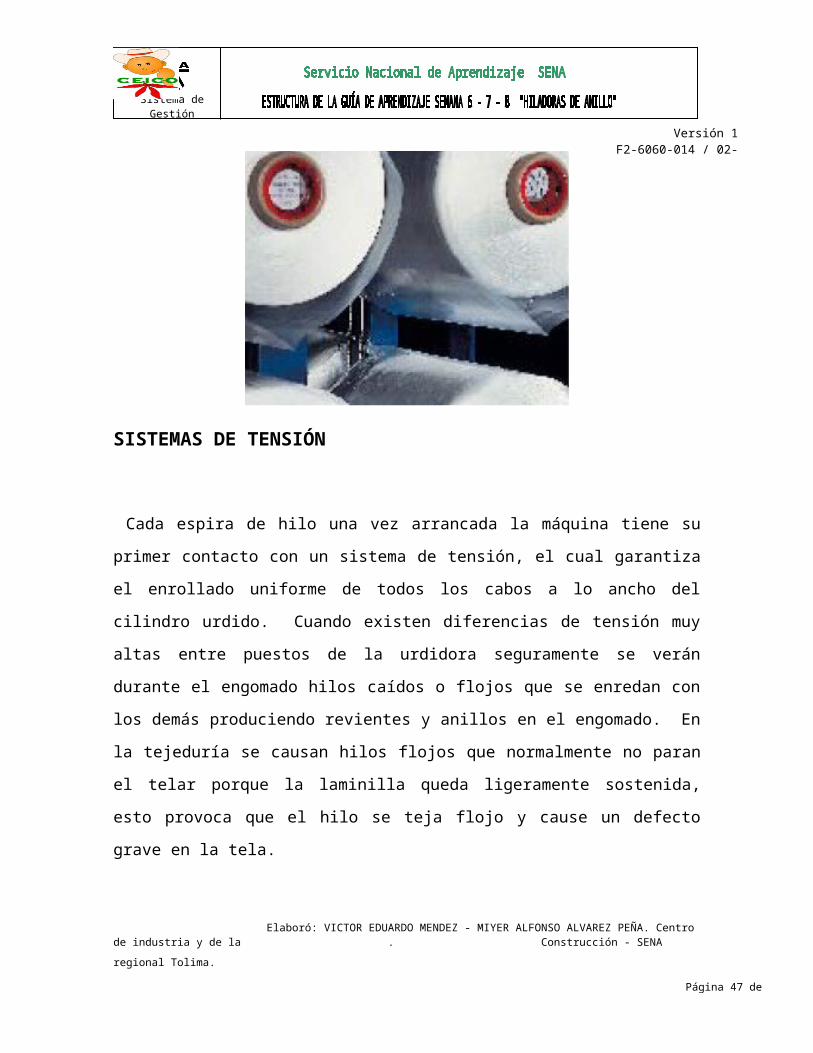
SISTEMAS DE TENSIÓN
Cada espira de hilo una vez arrancada la máquina tiene su primer contacto con
un sistema de tensión, el cual garantiza el enrollado uniforme de todos los cabos a
lo ancho del cilindro urdido. Cuando existen diferencias de tensión muy altas entre
puestos de la urdidora seguramente se verán durante el engomado hilos caídos o
flojos que se enredan con los demás produciendo revientes y anillos en el
engomado. En la tejeduría se causan hilos flojos que normalmente no paran el
telar porque la laminilla queda ligeramente sostenida, esto provoca que el hilo se
teja flojo y cause un defecto grave en la tela.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 42 de 47
Existe diversidad de sistemas de tensión, los más utilizados son los sistemas por
platillos sencillos, dobles, rodillos y varillas.
SISTEMA DE TENSIÓN CON PLATILLO
SENCILLO
El sistema de platillo sencillo es propuesto para utilizar con hilados finos dada su
baja tensión que puede llegar a garantizar un cuidadoso tratamiento del hilo.
Los dispositivos más automáticos tienen control preciso de tensión regulado por
diferencias de voltaje, con los cuales se puede conseguir la nivelación de tensión
entre los primeros y últimos puestos del creel.
SISTEMA DE TENSIÓN POR PLATILLOS AUTOMÁTICOS CON MOTOR
INDEPENDIENTE.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 43 de 47
También pueden existir sistemas de tensión bajo el mismo principio, utilizando
doble platillo, ideal para hilos más gruesos, donde se requiere un sostenimiento
superior del hilo por su propio peso.
SISTEMA DE TENSIÓN CON DOBLE PLATILLO
En todos estos tipos de tensores automatizados, se busca siempre que la longitud
de la fileta no afecte la tensión final del hilo, ya que entre más alejado se
encuentra el paquete en el creel con respecto al cabezote, es mayor la tensión del
hilo por el efecto de la distancia y el peso de la hilaza, por lo tanto la variable a
controlar es la tensión del sistema.
Existen algunos sistemas a los cuales se les adaptan mecanismos para sopletear
el tensor y evitar la acumulación de fibras, borra y desperdicios que puedan
afectar la calidad de la urdimbre en la tejeduría.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 44 de 47
Estos mecanismos generalmente están compuestos de una tobera con inserción
de aire controlado e intermitente que actúa directamente sobre el tensor para
efectuar la limpieza continua.
Los discos tensores están diseñados generalmente de un material cromado duro y
pueden existir diversas estructuras superficiales que se disponen según el título a
trabajar.
LA URDIDORA SECCIONAL
Al contrario que la urdidora directa que maneja altos volúmenes de producción, la
urdidora seccional puede cumplir los mismos parámetros para tamaños de
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 45 de 47
producción bajos y además cuando se tiene alguna cuota de diseño en el urdido
(rayas) o para el procesamiento de ensayos y muestras.
En el urdido seccional no se sacan varios cilindros urdidos, en su lugar se urden
fajas sobre un tambor, con el número de hilos que permita el creel de la máquina,
los cuales son menores a la urdidora directa. Un atril puede tener entre 200 y 300
puestos; de manera que en cada faja se urden 200 hilos, luego se va urdiendo una
nueva faja justo al lado de la anterior sucesivamente hasta obtener el total de hilos
de la referencia.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 46 de 47
Después de urdir las fajas, se realiza el traspaso al único plegador final urdido que
contiene todos los hilos.
De esta manera se obtienen lotes más pequeños, con diseños variados y bajo
condiciones de tensión, enrollado demás óptimas.
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Sistema de Gestiónde la Calidad
Versión 1F2-6060-014 / 02-06
Página 47 de 47
Comparando los dos modelos de urdido se pueden enfrentar varias características y dependiendo de la exigencia de los procesos y del mismo negocio de la compañía se da la elección de la urdidora más conveniente
Elaboró: VICTOR EDUARDO MENDEZ - MIYER ALFONSO ALVAREZ PEÑA. Centro de industria y de la
. Construcción - SENA regional Tolima.
Urdido Indirecto (SECCIONAL)
*Produce un solo cilindro completo de urdimbre en un paso.
*Atril requiere menos espacio
*Más lento
*Fácil manejo de urdimbre de listas o rayas
*Adecuado para tirajes cortos y desarrollo de nuevos estilos
Urdido Directo
Produce varios cilindros de sección de urdimbre en un paso.
Atril requiere más espacio
Más rápido
Difícil de usar para urdimbre de listas o rayas
Impráctico para tirajes cortos y desarrollo de nuevos estilos