práctica maquinado en 11 - mty.itesm.mx ctica 11 maquinado en... · pdf filede las...
TRANSCRIPT

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 1 de 18
MARCO TEORICO
El control numérico, aplicado a máquinas-herramientas y otros equipos, es versátil en cuanto a que se puede utilizar para una amplia variedad de procesos y en componentes de características que varían considerablemente. Es flexible, porque mientras se puede emplear para altas cantidades de producción, es de gran valor en la producción de lotes pequeños y medianos de componentes, ya que casi se elimina la necesidad de montajes y accesorios que representan costos muy altos. La computadora es una herramienta poderosa en la preparación de programas para control numérico (CN), ya que estas son capaces de generar gráficas de la simulación efectuada en el programa, por tanto, resulta de gran valor para aprovechar todo el potencial de una máquina-herramienta. Estos controles reciben el nombre de computarizados, por ello sus siglas en inglés: CNC. La aplicación del CNC a una máquina-herramienta hace posible que las funciones usualmente realizadas por un operador en situaciones convencionales las realice el sistema de CNC. Estas funciones se pueden separar en dos grupos.
Función primaria: Es el desplazamiento de los carros porta herramienta de la máquina para mantener una relación entre la herramienta de corte y la pieza de trabajo que resultará en la forma geométrica deseada del componente con el grado de precisión que se busca.
Función secundaria: Las funciones de apoyo que son necesarias para la operación normal de la máquina. Ejemplos comunes de funciones secundarias son los siguientes:
a) Husillo, arrancar/parar/reversa. b) Fluido de corte, encendido/apagado. c) Velocidad del Husillo seleccionada. d) Velocidad de avance deseada para carros. e) Dividir/girar mesa circular. f) Cambiar herramientas de corte.
Práctica Maquinado en Fresadora CNC 11

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 2 de 18
Las máquinas herramienta de control numérico cuentan con un panel de control. Este panel funciona como interface entre la máquina y el usuario, y a través de él se introduce el programa de control numérico. Este programa es un conjunto de instrucciones que son convertidas en órdenes (voltajes) que accionan mediante la tarjeta de control el movimiento de los carros. La secuencia del programa sigue una lógica que va de acuerdo a la operación que se desea realizar y a la herramienta de corte disponible para ello. El desplazamiento de la herramienta produce superficies maquinadas. El conjunto de superficies constituye la pieza maquinada. El control del proceso de maquinado se representa gráficamente en el siguiente esquema (Figura 1):
Figura 1.Esquema básico del proceso de control de una máquina herramienta CNC.
De las anteriores afirmaciones podemos concluir que el control numérico es un lenguaje de manufactura. La estructura del lenguaje y su semántica se han definido de acuerdo a la generación tradicional de superficies maquinadas utilizando máquinas convencionales. Lenguaje de programación Los pasos a seguir para la programación en control numérico son similares a aquellos establecidos en la manufactura. 1) Entendimiento del dibujo de definición de pieza, el cual debe contener:
a) Información dimensional. b) Tolerancias dimensionales y de forma permitidas. c) Acabado superficial de la pieza. d) Material de la pieza.
Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 3 de 18
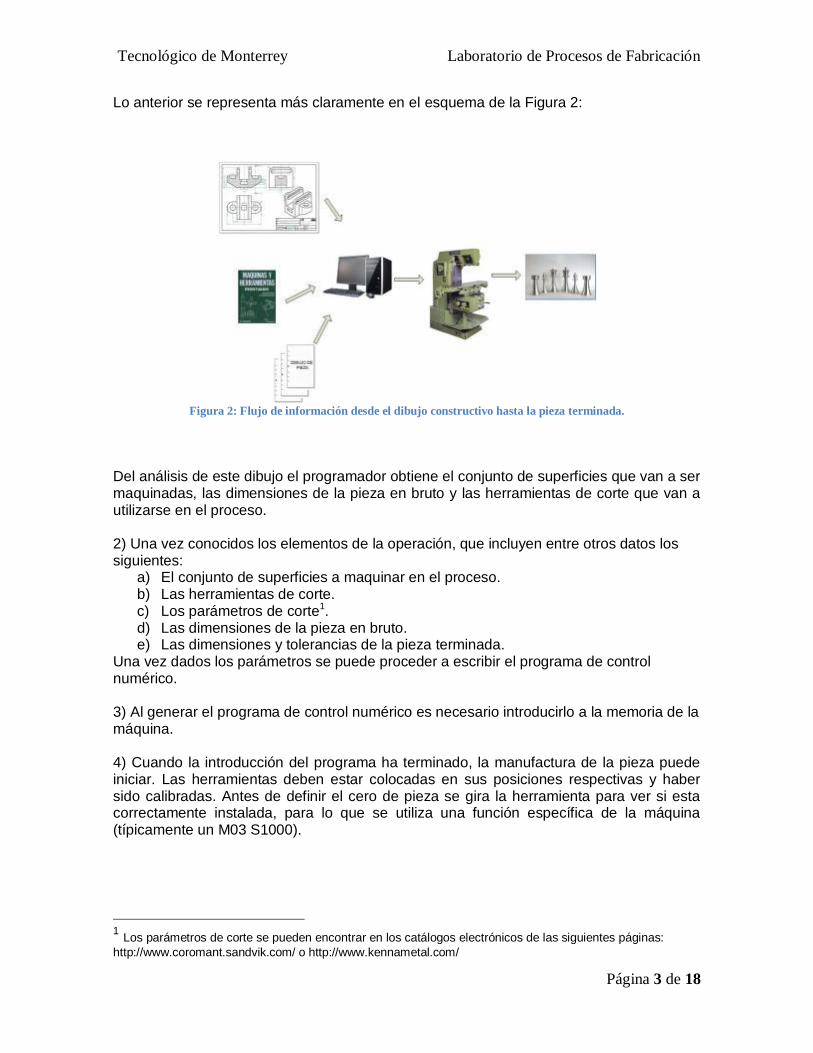
Lo anterior se representa más claramente en el esquema de la Figura 2:
Figura 2: Flujo de información desde el dibujo constructivo hasta la pieza terminada.
Del análisis de este dibujo el programador obtiene el conjunto de superficies que van a ser maquinadas, las dimensiones de la pieza en bruto y las herramientas de corte que van a utilizarse en el proceso.
2) Una vez conocidos los elementos de la operación, que incluyen entre otros datos los siguientes:
a) El conjunto de superficies a maquinar en el proceso. b) Las herramientas de corte. c) Los parámetros de corte1. d) Las dimensiones de la pieza en bruto. e) Las dimensiones y tolerancias de la pieza terminada.
Una vez dados los parámetros se puede proceder a escribir el programa de control numérico. 3) Al generar el programa de control numérico es necesario introducirlo a la memoria de la máquina. 4) Cuando la introducción del programa ha terminado, la manufactura de la pieza puede iniciar. Las herramientas deben estar colocadas en sus posiciones respectivas y haber sido calibradas. Antes de definir el cero de pieza se gira la herramienta para ver si esta correctamente instalada, para lo que se utiliza una función específica de la máquina (típicamente un M03 S1000).
1 Los parámetros de corte se pueden encontrar en los catálogos electrónicos de las siguientes páginas:
http://www.coromant.sandvik.com/ o http://www.kennametal.com/

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 4 de 18
Cuando la posición a la que la herramienta ha de desplazarse ha sido programada, el sistema CNC mueve la herramienta a esta posición utilizando las coordenadas contenidas en los vocablos dimensionales del bloque. Para la máquina específica que estamos estudiando, se definen tres tipos diferentes de sistemas coordenados:
a) El sistema coordenado de la máquina. b) El sistema coordenada de trabajo. c) El sistema coordenado de referencia.
Sistema de coordenada máquina El origen de este sistema se conoce como cero máquina. El sistema coordenado de la máquina se establece cuando se enciende ésta y la herramienta es llevada al punto de referencia. Sistema de coordenadas de Referencia Cuando la máquina es encendida la operación de llevar la máquina a su punto de referencia es la primera tarea que debe ejecutarse. Una vez que este punto es alcanzado el sistema de referencia de la máquina es establecido. Sistema de Coordenadas de trabajo Establecemos nuestro sistema coordenado de trabajo utilizando la función G54 a partir del punto de referencia que vamos a definir. En la máquina Millitronics se define el cero de pieza en cada uno de los ejes (X, Y, Z) a partir de que la herramienta entre en contacto con la pieza en cada eje, dicha información se almacena en el sistema de coordenadas del CN.
Figura 3: Proceso de comunicación entre el generador de programas de CN y el controlador de la máquina
herramienta.
Finalmente, antes de empezar a trabajar en el maquinado se monta la pieza y se efectúa el siguiente procedimiento: a) Se coloca la pieza de trabajo en el husillo de la máquina y se sujeta utilizando cualquiera de los dispositivos de sujeción disponibles. b) Se pone a girar la pieza de trabajo utilizando el modo (MDI) de programación.

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 5 de 18
c) Se desplaza la herramienta de corte hasta que roce una de las superficies perpendiculares a uno de los ejes coordenados. En ese momento la posición del eje de la herramienta a lo largo del eje considerado queda establecido. d) Se extrae el programa generado (típicamente del Software Work NC) y con la ayuda de un diskette de 3 ½ se pasa la información al procesador CNC, como se muestra en la Figura 3: e) Finalmente se comienza a efectuar el maquinado.
Ejemplos de piezas que pueden ser fabricadas en Control Numérico (Figura 4 y Figura 5):
Figura 4: Ejemplos de modelo de CNC para el fresado de piezas complejas con superficies esculpidas.
Figura 5: Ejemplo para partes torneadas en CNC.

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 6 de 18
Figura 6. Fresadora CNC ubicada en ANEXO a CETEC torre sur, en el Tecnológico de Monterrey, Campus
Monterrey.
Diseño del programa de pieza La pieza que se generó para la práctica de fresadora CNC fue creada usando el paquete de UNIGRAPHICS (NX 8.0) de SIEMENS. La figura 7 muestra la pieza final que se obtendrá al hacer el fresado en una máquina Milltronics, esta pieza es diferente de la pieza mostrada en los planos del reporte, la diferencia esta en los barrenados creados solamente.
Para el desarrollo de la pieza haciendo uso de un paquete CAD/CAM es crítico desarrollar los siguientes puntos:
Especificar un bloque de material excedente
Especificar con un punto el cero de pieza
Marcar límites de pieza

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 7 de 18
Tipo de herramienta (material y dimensiones)
Tipo de operación
Parámetros de corte dependiendo del material a mecanizar
Figura 7. Pieza generada en NX 8.0, para mecanizado en fresadora CNC.
Como se puede observar en la figura 8 es importante desarrollar de manera correcta los pasos anteriormente señalados, para hacer una operación adecuada en el fresado CNC. Se despliega la trayectoria que la herramienta seguirá para lograr el fresado de la pieza.
Figura 8. Trayectorias creadas en la operación de fresado con ayuda CAM para la pieza
El CAM (Computer Aided Manufacturing-Manufactura Asistida por Computadora) en NX nos da la ventaja de poder hacer simulaciones virtuales para observar el comportamiento e interacción de la herramienta y de la pieza. Los pasos de la simulación se observan en la figuras 9 y 10.

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 8 de 18
Figuras 9 y 10: Simulación con movimiento de la creación de la pieza con operaciones de fresado.
El código que se genera de manera automática es el siguiente, este es ingresado a la
maquina CNC a través del controlador que se puede ver en la figura 6.
% N0010 G40 G17 G90 G70 N0020 G91 G28 Z0.0
.0030 T01 M06 N0040 G0 G90 X-.308 Y.7362 S500 M03 N0050 G43 Z.0591 H01 N0060 G1 Z-.0591 F9.8 M08 N0070 X-.058 N0080 Y1.215 N0090 G2 X-.0084 Y1.3995 I.3169 J.0137 N0100 G1 X-.0047 Y1.409
N0110 X-.0045 Y1.4722 N0120 G2 X.0002 Y1.4769 I.0047 J0.0 N0130 G1 X.0635 Y1.4772 N0140 X.0729 Y1.4808 N0150 G2 X.2228 Y1.53 I.1636 J-.2453 N0160 G1 X.223 N0170 X.2573 Y1.5304 N0180 X1.215 N0190 G2 X1.3995 Y1.4808 I.0137 J-.3169
N0200 G1 X1.409 Y1.4772 N0210 X1.4722 Y1.4769 N0220 G2 X1.4769 Y1.4722 I0.0 J-.0047 N0230 G1 X1.4772 Y1.409 N0240 X1.4808 Y1.3996 N0250 G2 X1.53 Y1.2496 I-.2453 J-.1636 N0260 G1 Y1.2495 N0270 X1.5304 Y1.2152
N0280 Y.2574 N0290 G2 X1.4808 Y.0729 I-.3169 J-.0137 N0300 G1 X1.4772 Y.0635 N0310 X1.4769 Y.0002 N0320 G2 X1.4722 Y-.0045 I-.0047 J0.0 N0330 G1 X1.409 Y-.0047 N0340 X1.3996 Y-.0084 N0350 G2 X1.2496 Y-.0576 I-.1636 J.2453
N0360 G1 X1.2495 N0370 X1.2152 Y-.058 N0380 X.2574 N0390 G2 X.0729 Y-.0084 I-.0137 J.3169 N0400 G1 X.0635 Y-.0047 N0410 X.0002 Y-.0045 N0420 G2 X-.0045 Y.0002 I0.0 J.0047
N0430 G1 X-.0047 Y.0674 N0440 X-.0092 Y.0742 N0450 G2 X-.0094 Y.0744 I.0039 J.0026
N0460 G1 X-.0204 Y.0925 N0470 G2 X-.0205 Y.0928 I.004 J.0025 N0480 G1 X-.0272 Y.1054 N0490 G2 X-.0273 Y.1056 I.0042 J.0022 N0500 G1 X-.0333 Y.1185 N0510 G2 X-.0334 Y.1189 I.0043 J.002 N0520 G1 X-.0457 Y.1524 N0530 G2 X-.0459 Y.153 I.0044 J.0016
N0540 G1 X-.0539 Y.1878 N0550 X-.054 Y.1884 N0560 X-.0576 Y.2225 N0570 Y.223 N0580 X-.058 Y.2573 N0590 Y.7362 N0600 X.042 N0610 Y1.2172 N0620 G2 X.0813 Y1.3541 I.2169 J.0119
N0630 G1 X.0886 Y1.3729 N0640 G3 X.0913 Y1.3811 I-.0933 J.036 N0650 X.0995 Y1.3839 I-.0279 J.096 N0660 G1 X.1192 Y1.3915 N0670 X.1284 Y1.3976 N0680 G2 X.2259 Y1.4301 I.1081 J-.1621 N0690 G1 X.2579 Y1.4304 N0700 X1.2172
N0710 G2 X1.3541 Y1.3912 I.0119 J-.2169 N0720 G1 X1.3729 Y1.3839 N0730 G3 X1.3811 Y1.3811 I.036 J.0933 N0740 X1.3839 Y1.3729 I.096 J.0279 N0750 G1 X1.3915 Y1.3532 N0760 X1.3976 Y1.3441 N0770 G2 X1.4301 Y1.2465 I-.1621 J-.1081 N0780 G1 X1.4304 Y1.2146
N0790 Y.2553 N0800 G2 X1.3912 Y.1183 I-.2169 J-.0119 N0810 G1 X1.3839 Y.0995 N0820 G3 X1.3811 Y.0913 I.0933 J-.036 N0830 X1.3729 Y.0886 I.0279 J-.096 N0840 G1 X1.3532 Y.081 N0850 X1.3441 Y.0748

Tecnológico de Monterrey Laboratorio de Procesos de Fabricación
Página 9 de 18
N0860 G2 X1.2465 Y.0424 I-.1081 J.1621 N0870 G1 X1.2146 Y.042 N0880 X.2553
N0890 G2 X.1183 Y.0813 I-.0119 J.2169 N0900 G1 X.0995 Y.0886 N0910 G3 X.0925 Y.091 I-.036 J-.0933 N0920 X.0751 Y.128 I-.0973 J-.0231 N0930 G1 X.0665 Y.1421 N0940 X.0624 Y.15 N0950 X.0591 Y.157 N0960 X.0503 Y.1812
N0970 X.0449 Y.2046 N0980 X.0423 Y.2286 N0990 X.042 Y.2579 N1000 Y.7362 N1010 X.142 N1020 Y1.2199 N1030 G2 X.1631 Y1.2966 I.1168 J.0091 N1040 G1 X.1684 Y1.3041
N1050 X.1838 Y1.3144 N1060 G2 X.2296 Y1.3301 I.0527 J-.079 N1070 G1 X.2584 Y1.3304 N1080 X1.2199 N1090 G2 X1.2966 Y1.3094 I.0091

Laboratorio de Procesos de Fabricación
Página 10 de 18
OBJETIVOS 1) El alumno comprenderá las normas de seguridad específicas aplicables a la práctica. 2) El alumno conocerá los diferentes tipos de sujeción de herramienta para husillos de máquinas modernas, la geometría del filo de insertos de WC y algunos principios de desgaste de herramienta. 3) El alumno conocerá las máquinas herramientas de control numérico básicas incluyendo tornos y centros de maquinado (fresadoras). 4) El alumno comprenderá la operación básica del torno de control numérico y comprenderá la correspondencia entre los parámetros de del proceso y la programación de la máquina (velocidad, avance y profundidad de corte). 5) El alumno utilizará un torno de control numérico para fabricar una pieza sencilla a partir de barra. 6) El alumno utilizará los instrumentos de medición convencionales (escala, vernier y micrómetro) para determinar las dimensiones de la pieza que fabricó.
SEGURIDAD Para utilizar los instrumentos básicos de medición durante esta práctica es necesario que se adopten los siguientes cuidados:
Para utilizar las máquinas herramienta del laboratorio es obligatorio atender los siguientes:

Laboratorio de Procesos de Fabricación
Página 11 de 18
Durante la operación de las máquinas herramienta deberá siempre seguir los procedimientos siguientes:
Laboratorio de Procesos de Fabricación
Página 12 de 18
MATERIAL, HERRAMIENTAS Y EQUIPO 1) Material a) Material de la pieza (acero 1018) 2) Herramientas a) Vernier y micrómetro b) Herramientas de la fresadora c) Herramientas de corte 3) Equipo y Maquinaria a) Estación de trabajo con software Work NC b) Fresadora CNC 4) Equipo de Seguridad a) Lentes de seguridad
PROCEDIMIENTO 1) Imprimir y estudiar toda la práctica antes de ir al laboratorio. Preparar el pre-reporte. 2) Presentarse en el Laboratorio de Manufactura (Anexo de la Torre Sur del edificio CETEC) 5 minutos antes de la hora indicada para la práctica con ropa cómoda, calzado cerrado y fuerte, sin joyas ni cadenas, y el pre-reporte y práctica impresa y engrapada (páginas 9 a 14). 3) Pasar a la sala de cómputo para iniciar la práctica. 4) El instructor aplicará un examen rápido al inicio de la práctica que evaluará su comprensión del marco teórico y también se utilizará como lista de asistencia. 5) El instructor explicará el funcionamiento general del software para la generación de códigos de CNC y la forma de transferir el programa respectivo a la máquina que será utilizada durante la práctica. 6) El grupo se trasladará hasta el torno CNC en el sótano del laboratorio, donde se procederá a explicar el funcionamiento general de la máquina. 7) El instructor realizará el proceso de maquinado de acuerdo al programa generado en 2 ocasiones cambiando las condiciones de corte correspondientes a desbaste y desbaste más acabado. 8) Después se procederá a realiza la medición de los productos fabricados para verificarlos.

Laboratorio de Procesos de Fabricación
Página 13 de 18
Escuela de Ingeniería Departamento de Ingeniería
Mecánica
Laboratorio de Procesos de
Fabricación
Práctica 3
Maquinado en fresadora CNC
Alumno
Matrícula
Grupo
Instructor

Laboratorio de Procesos de Fabricación
Página 14 de 18

Laboratorio de Procesos de Fabricación
Página 15 de 18

Laboratorio de Procesos de Fabricación
Página 16 de 18
Escuela de Ingeniería Departamento de Ingeniería
Mecánica
Laboratorio de Procesos de
Fabricación
REPORTE DE LA PRÁCTICA 1) Estudie las especificaciones de la parte a maquinar (Figura 1, incluyendo dimensiones críticas y tolerancia, según indicaciones del instructor).
2) Determine las condiciones de corte para el maquinado.
Práctica 3
Maquinado en fresadora CNC
Alumno
Matrícula
Grupo
Instructor

Laboratorio de Procesos de Fabricación
Página 17 de 18
Nombre de la pieza: Terminal 220v Fecha:
Velocidad de Corte: m/min Avance: mm/rev
3) Medición de la pieza mecanizada: realice las todas las mediciones requeridas y captúrelas en el
dibujo adjunto LOS PLANOS DIFIEREN E LOS BARRENADO EN LA PIEZA CREADA.

Laboratorio de Procesos de Fabricación
Página 18 de 18
4) Conclusiones: Describa, desde la perspectiva técnica, la experiencia de realizar la pieza en fresadora CNC.
ENTREGA DEL PRE-REPORTE Y REPORTE DE LA PRÁCTICA Asegúrese de que su pre-reporte y reporte tengan todos los datos del recuadro de identificación y que haya contestado todos los elementos solicitados, antes de entregarlos al instructor. Después, pase al almacén a entregar los materiales, herramientas y accesorios, y asegúrese de dejar el área de trabajo limpia y en orden, antes de retirarse.