post processing guide
TRANSCRIPT
Post Processing Guide
About this ManualThis purpose of this document is to discuss the types of materials that will be availablefor use in the ProJet® 5500X and to help you determine which material works best foryour application. Also included in this manual is safety information, material handling,and post processing instructions.
The materials currently available for use in the ProJet 5500X are:
VisiJet® CR-CL, Rigid Clear Build Material
VisiJet® CE-NT, Elastomeric Natural Build Material
VisiJet® CR-WT, Rigid Whte ABS-like Build Material
VisiJet® CE-BK, Elastomeric Black Build Material
Important Safety Information
PART MATERIAL SAFETYUsers of the 3D printer system should be informed of potential hazards of part materialprior to working with a 3D printer system, or performing duties which may result inexposure to uncured part material, such as removal and disposal of empty materialbottles and waste bag.
DISPOSALDisposal of fully cured part material produced by the 3D printer system is not subject toregulations of any known agency worldwide.Uncured part material waste is classified as regulated, and in some areas hazardous, andmay require special packaging, transportation and disposal. Waste bags filled with VisiJetsupport and part materials and the material bottles may be disposed of according to yourlocal codes. The disposal of partially cured or uncured part material must comply with alllocal, state, and federal environmental safety regulations. Applicable part material“waste” includes bottles (empty or full) and waste bags. Any cleaning materials used toclean up spilled uncured part material should be disposed of in compliance with local,state, and federal environmental safety regulations.Do not contaminate drains, soil or surface waters with this material or its container.Reduce waste by attempting to utilize product completely. Dispose of this container andits contents in accordance with all local, state, and federal regulations. Do not reuse orrefill.Support Material, cured or uncured, is not hazardous.
To find out facility disposal requirements, contact an approved waste disposalprovider. Your local environmental regulatory agency should have a list of qualifiedproviders. You will need to give disposal service providers a copy of the part materialGlobal Health and Safety sheets, and possibly other forms included in the Appendix ofyour VisiJet Post Processing Guide, such as Waste Profile Worksheet andSNUR (Significant New Use Regulation - U.S. only). A report will be provided, indicatingdisposal requirements, as well as a quotation for regularly scheduled pickups. Ifassistance is needed locating a waste disposal provider, or completing a wastedisposal form, contact 3D SystemsTechnical Support Hot line.
3D Systems assumes no liability or responsibility for proper disposal of uncured part
material. Proper disposal of uncured material is the sole responsibility of the user.
Health Hazard/IrritantCAUTION: UNCURED 5500X VISIJET PART MATERIAL IS A SENSITIZER. SKIN OR EYE IRRITATION COULD OCCUR WHENEXPOSED TO THE CHEMICAL COMPOSITION OF THE MATERIAL. ANY CHEMICAL MAY EXERT HARMFUL EFFECTS IF ITCONTACTS OR ENTERS THE BODY. VISIJET PART MATERIAL IS A SENSITIZER AND IRRITANT.
Skin Sensitiztion: Uncured 5500X VisiJet part material is a snesitizer. Slin or eyeirritation could occur when exposed to the chemical composition of the material.
Uncured material is a sensitizer and can cause allergic reactions if it contacts skin withoutprotective gloves and sleeves. To avoid sensitization, do not allow uncured material tocontact skin. Consult the GHS sheets for specific information about thesensitization potential.Once sensitized, a severe allergic reaction may occur when subsequently exposed to verylow levels.
Ingestion: Uncured 5500X VisiJet part material is toxic if ingested.
Uncured material is toxic if ingested. Uncured material must not be present where foodand drink are stored, prepared, or consumed and must not be ingested. After handlingmaterials, wash hands with soap and cold water before consuming or preparing food.
Inhalation: Under normal operation, inhalation is not an expected route of entry.
Contact With Uncured Material: Employees should be alerted to clean and rinse off anycontacted surface promptly in order to prevent further contamination. Ensure aconvenient washroom location is provided with access to soap, water, and disposablepaper towels.
Handling Finished Parts: Finished (cured) parts can be handled or disposed of the sameas standard household plastic products. VisiJet parts are not recyclable. VisiJetmaterials are not intended for, and cannot be used for medical implant or food or drinkhandling applications.
Exposure Control: The 3D printer system has a variety of built-in engineering controlswhich are designed to prevent operator exposure. Do not try to change or disablethese controls.
Appropriate hygienic practices should be followed, including washing with soap andcold water before meals, breaks, smoking, applying cosmetics, using toilet facilities,
and after work.
MATERIAL HANDLINGEmergencyChemtrec USA (800) 424-9300; Europe +1-703-527-3887
Packaging Inspection: VisiJet materials are supplied in bottles. These bottles arepackaged with cardboard packing material inside the shipping carton. Upon receipt ofmaterial shipments, inspect cardboard carton exterior for signs of damage andleakage. If leakage is observed, DO NOT open carton, contact 3D Systems Certified 3DSystems Service Provider. If no leakage is observed, store shipping cartonuntil material is used.
Building: If uncured material is observed on the part or platform after build, this is anabnormal condition, and is an indication the 3D printer system requires servicing by3D Systems or an authorized servicing reseller. Assume any liquid or paste-likematerial is part material. Do not directly touch uncured part material withoutprotective gloves and protective sleeves. Discontinue use of the 3D printer system,pending service by a 3D Systems Technical Support Representative or your servicingreseller.
Flammability and Combustibility: Do not expose materials to heat at or above 230°F(110°C), flames, sparks, or any source of ignition. Though the U.S. Department ofTransportation does not consider VisiJet materials a “flammability hazard,” they doclassify them “combustible” based on flash points. For more information on VisiJetmaterial flash points and combustibility, see the VisiJet Post Processing Guide.
PERSONAL PROTECTION EQUIPMENTSkin Protection: Performing some procedures in this manual will exposure the user touncured part material. To prevent contact, wear a chemically resistant apron or labcoat, protective sleeves (Tyvex) and chemically resistant protective gloves. Nitrilegloves are recommended. Do not use Latex gloves. For some procedures, heatresistant gloves are required. Where a “heat resistant glove” is referenced, 3DSystems recommends wearing a thermal liner with a nitrile glove worn over the liner.The thermal liner must be capable of withstanding temperatures up to 90 degrees C.
Eye protection: In the event of a leak or spill of uncured part material, wear safetyglasses with side shields to provide eye protection.
Respiratory protection: Because of the 3D printer system’s built in engineeringcontrols, respiratory protection is not necessary during normal operation. A NIOSH-approved (or equivalent) dust mask is recommended when dry sanding cured materialparts
FIRST AID MEASURESGeneral Information: Ensure that eyewash stations and safety showers are close to theworkstation location. In case of inhalation: May cause respiratory irritation. Moveaffected person to fresh air. If respiratory irritation occurs or if breathing becomesdifficult, seek medical attention immediately.
In case of skin contact: May cause irritation or sensitization by skin contact , includingredness and/or swelling. Immediately flush skin with plenty of cold water. After thearea has been thoroughly rinsed, use soap and cold water to cleanse the area. Removecontaminated clothing and shoes. Get medical attention if symptoms occur. Washclothing before reuse.
In case of eye contact: Irritating to eyes. Causes redness, swelling and pain.Immediately flush eyes with plenty of water for at least 15minutes. Remove contact lenses immediately. Get medical attention if symptomspersist.
In case of ingestion: Irritating to mouth, throat and stomach. If ingested, drink plentyof water and seek immediate medical attention. Do not induce vomiting.
Self-protection of the first aider: Put on appropriate protective equipment (see section7). Move exposed person to fresh air. Remove contaminated clothing and shoes
ECOLOGICAL INFORMATIONEcotoxicity: The aquatic toxicity of the product is unknown; however based oncomponents, it is predicted that uncured part material may be harmful to aquaticorganisms or cause long-term adverse effects in the aquatic environment. Preventcontamination of soil, drains and surface waters.
REGULATORY INFORMATIONVisiJet support material has no known regulatory requirements.
In the U.S., uncured material is subject to special EPA disposal regulations and record-keeping requirements. “Uncured 5500X VisiJet material” includes any part materialbottles (empty or full) and waste bag, and about half of the material in a waste bag isuncured part material. For complete disposal regulation details, see the VisiJet PostProcessing Guide.
In the U.S., the following disposal records must be kept for five years after the date ofdisposal:
The quantity of part material received (new or “virgin”).The name and address of the shipping location (the “responsible party” - generally yourwaste disposal service provider).The quantity of part material shipped (disposed). For further information, see the VisiJetPost Processing Guide.
For assistance, contact 3D Systems Technical Support.
SPILLED VISIJET MATERIALSpills of material are highly unlikely and should NOT occur in normal operation of the3D printer system.
The first priority is to protect users from inadvertently touching material. Spills ofsupport material can be cleaned without use of protective gear, and disposed of asoffice trash. Handling uncured part material requires use of gloves, protective sleevesand other personal protective equipment to ensure no direct contact with uncured partmaterial. If you don’t know which material it is, assume it to be uncured partmaterial, and handle accordingly with the recommended personal protectiveequipment.
Promptly clean up spilled material, dispose of clean up materials and waste materialper local regulatory requirements. Discontinue use of the 3D printer system, andcontact 3D Systems Technical Support for a service visit to determine and repair thesource of leakage.
Small spills of uncured liquid part material can be cleaned up using disposable towels,non-reusable rags, or absorbing materials such as sawdust, clay, diatomaceous earth,
or activated charcoal. If spilled material is hot (liquid), wait until cools and gels beforewiping up. After wiping up the spill, wipe surface with denatured or isopropyl alcoholand clean thoroughly with soap and water.
Advise the service provider involved of the spilled material, and provide other materialinformation prior to contact with the material. Advise them of disposal requirementsfor part material and clean-up products if part material (uncured) is the spilledmaterial.
Tools contaminated with part material should be cleaned prior to reuse. Solvents suchas denatured alcohol or Isopropyl Alcohol (IPA), are normally required to cleanequipment and tools. Wash with soap and water to remove any traces of excess partmaterial or solvent. Contact solvent suppliers for information on proper handling ofsolvents if used for clean-up.
WASTE REMOVAL.WARNING: UNCURED PART MATERIAL IS A SENSITIZER. SKIN OR EYE IRRITATION COULD OCCUR WHENEXPOSED TO THE CHEMICAL COMPOSITION OF THE MATERIAL.
Wear protective gloves and protective sleeves before removing any waste productfrom the 3D printer system. Be careful not to spill, drop, or expose others to thesematerials - particularly part material bottles or waste bag. Dispose of all waste materialappropriately per local regulatory requirements.
Open waste drawer.Remove the waste bag from the waste bag holder by lifting the waste bag straight up andout of the waste drawer.Seal bag and dispose according to your local regulatory guidelines.Replace new waste bag by reversing the previous process. Close waste drawer afterwaste bag is installed
SUPPORT MATERIALVisiJet S500Shelf life 5 yr.Climate Cool, dry area with adequate ventilationStorage Class N/AStorage Temperature Below 95°F (35°C)Environmental Conditions No direct sunlight, heat, flames, or UV energy.
PART MATERIALVisiJet CR-CL, CE-NT, CR-WT, CE-BKShelf life 2 yr.Climate Cool, dry area with adequate ventilationStorage Class 10 Environmentally hazardous liquidsStorage Temp Below 95°F (35°C)Environmental Conditions No direct sunlight, heat, flames, or UV energy.
NOTE: For optimal results, keep stored cartons closed, and do not open until bottle is ready for use.
Always check bottle’s expiration date before loading. Do not load bottles into 3Dprinter system if they are about to expire. When 3D printer system detects an expiredbottle, it aborts the build and rejects the bottle if the expiration date has expired forsupport material or more than one year past the expiration date for part material.
NOTE: When storing material bottles that have been used but still contain material, do not place the bottles on their side;stand bottles in the upright position. Also, in the case where bottles containing material are removed from the MDM and are stillwarm, the bottle must be stored with the cap vented. If the warm bottle is not vented, the wax will contract during cooling and thebottom of the bottle may flatten. This will prevent the bottle from re-engaging in the MDM.
Support material bottles must be loaded in the left side material delivery module. Thepart material bottles must be loaded in the right material delivery module. Beforeloading material bottles into the 3D printer system, inspect bottles for signs of damageor leakage. Do not load a damaged or leaking bottle. Dispose of them according tolocal regulations.
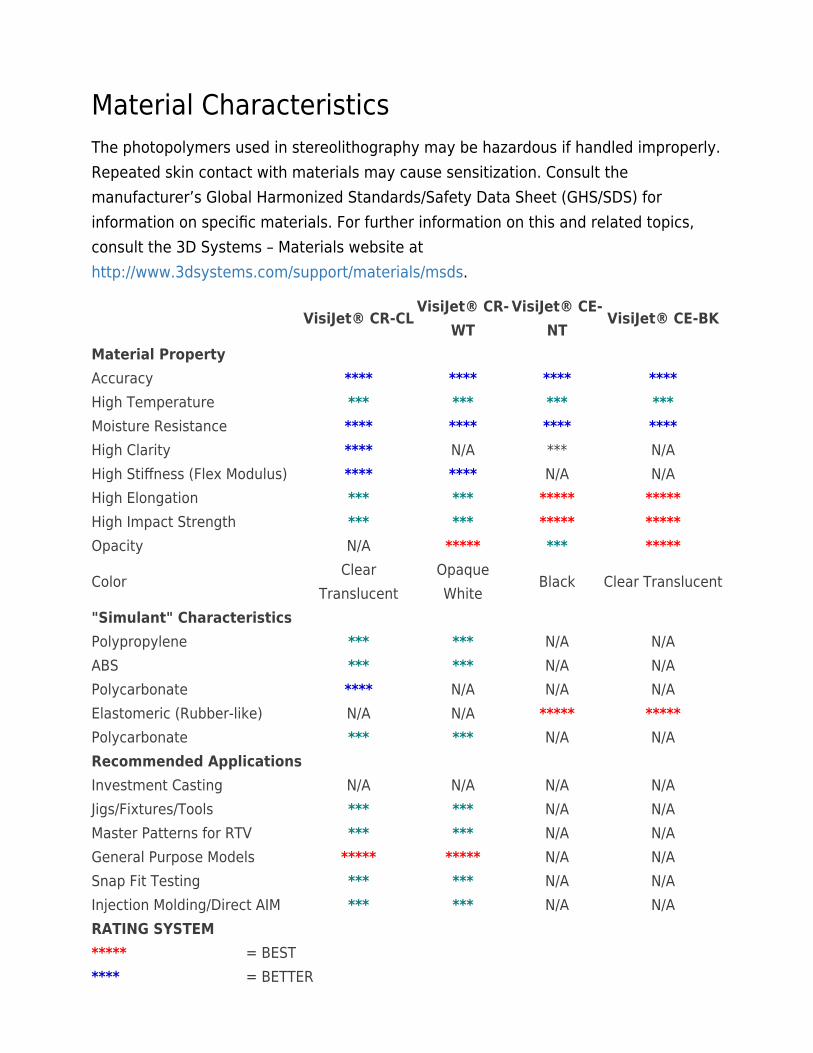
Material CharacteristicsThe photopolymers used in stereolithography may be hazardous if handled improperly.Repeated skin contact with materials may cause sensitization. Consult themanufacturer’s Global Harmonized Standards/Safety Data Sheet (GHS/SDS) forinformation on specific materials. For further information on this and related topics,consult the 3D Systems – Materials website athttp://www.3dsystems.com/support/materials/msds.
VisiJet® CR-CLVisiJet® CR-
WTVisiJet® CE-
NTVisiJet® CE-BK
Material Property Accuracy **** **** **** ****High Temperature *** *** *** ***Moisture Resistance **** **** **** ****High Clarity **** N/A *** N/AHigh Stiffness (Flex Modulus) **** **** N/A N/AHigh Elongation *** *** ***** *****High Impact Strength *** *** ***** *****Opacity N/A ***** *** *****
ColorClear
TranslucentOpaqueWhite
Black Clear Translucent
"Simulant" Characteristics Polypropylene *** *** N/A N/AABS *** *** N/A N/APolycarbonate **** N/A N/A N/AElastomeric (Rubber-like) N/A N/A ***** *****Polycarbonate *** *** N/A N/ARecommended Applications Investment Casting N/A N/A N/A N/AJigs/Fixtures/Tools *** *** N/A N/AMaster Patterns for RTV *** *** N/A N/AGeneral Purpose Models ***** ***** N/A N/ASnap Fit Testing *** *** N/A N/AInjection Molding/Direct AIM *** *** N/A N/ARATING SYSTEM ***** = BEST**** = BETTER

*** = GOOD
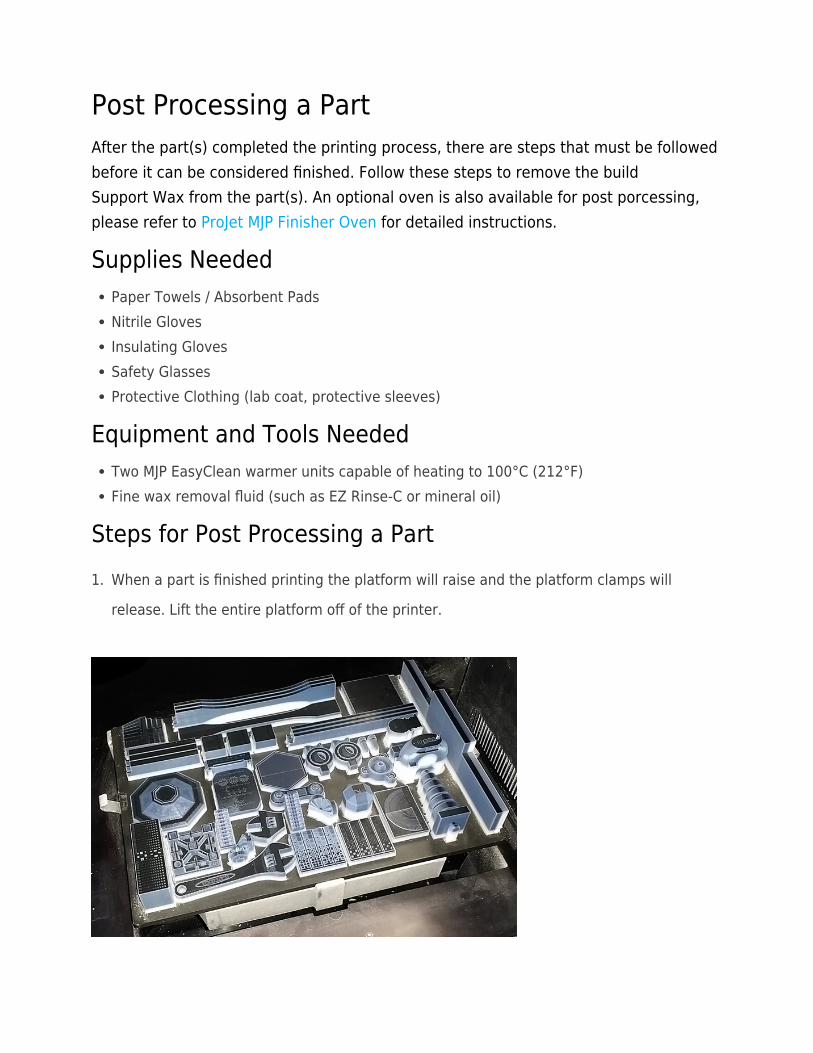
Post Processing a PartAfter the part(s) completed the printing process, there are steps that must be followedbefore it can be considered finished. Follow these steps to remove the buildSupport Wax from the part(s). An optional oven is also available for post porcessing,please refer to ProJet MJP Finisher Oven for detailed instructions.
Supplies NeededPaper Towels / Absorbent PadsNitrile GlovesInsulating GlovesSafety GlassesProtective Clothing (lab coat, protective sleeves)
Equipment and Tools NeededTwo MJP EasyClean warmer units capable of heating to 100°C (212°F)Fine wax removal fluid (such as EZ Rinse-C or mineral oil)
Steps for Post Processing a PartWhen a part is finished printing the platform will raise and the platform clamps will1.
release. Lift the entire platform off of the printer.
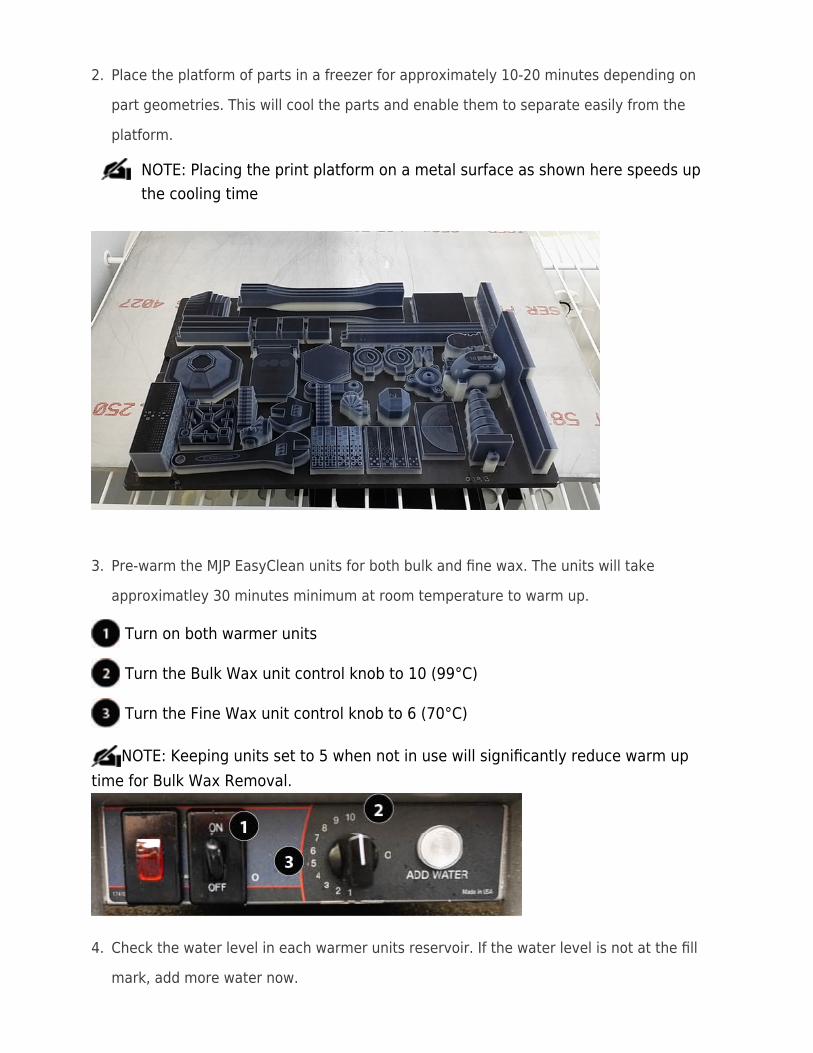
Place the platform of parts in a freezer for approximately 10-20 minutes depending on2.
part geometries. This will cool the parts and enable them to separate easily from the
platform.
NOTE: Placing the print platform on a metal surface as shown here speeds upthe cooling time
Pre-warm the MJP EasyClean units for both bulk and fine wax. The units will take3.
approximatley 30 minutes minimum at room temperature to warm up.
Turn on both warmer units
Turn the Bulk Wax unit control knob to 10 (99°C)
Turn the Fine Wax unit control knob to 6 (70°C)
NOTE: Keeping units set to 5 when not in use will significantly reduce warm uptime for Bulk Wax Removal.
Check the water level in each warmer units reservoir. If the water level is not at the fill4.
mark, add more water now.
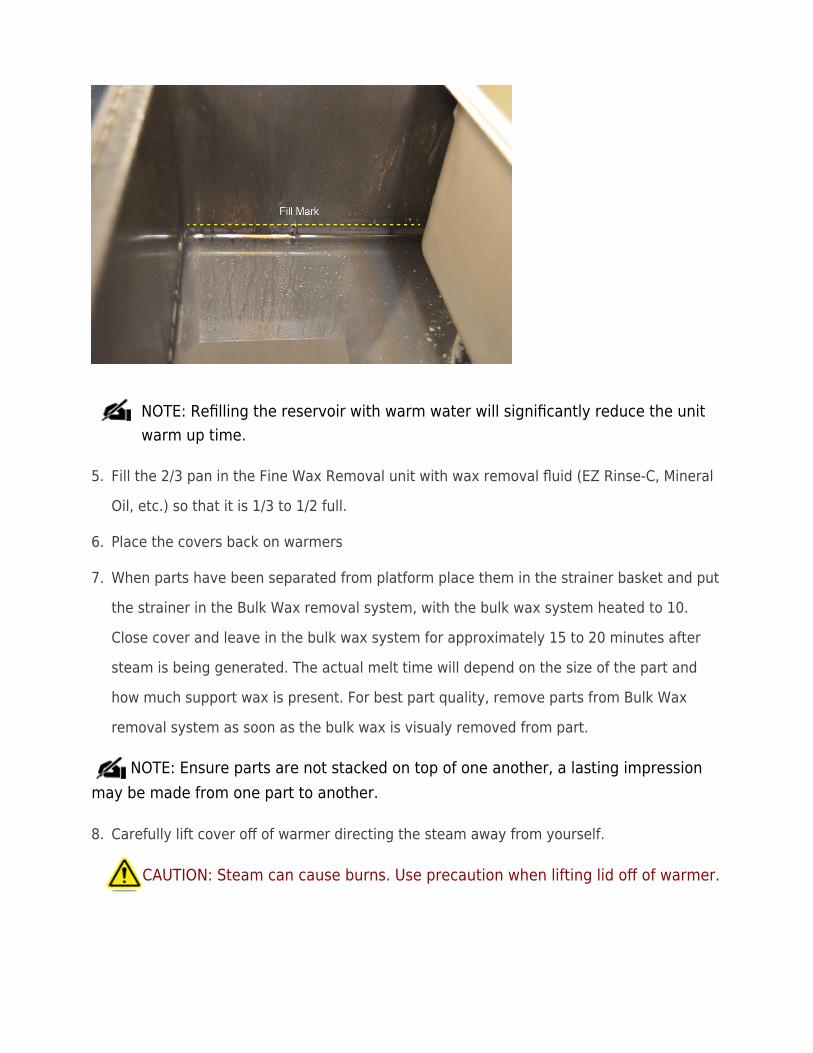
NOTE: Refilling the reservoir with warm water will significantly reduce the unitwarm up time.
Fill the 2/3 pan in the Fine Wax Removal unit with wax removal fluid (EZ Rinse-C, Mineral5.
Oil, etc.) so that it is 1/3 to 1/2 full.
Place the covers back on warmers6.
When parts have been separated from platform place them in the strainer basket and put7.
the strainer in the Bulk Wax removal system, with the bulk wax system heated to 10.
Close cover and leave in the bulk wax system for approximately 15 to 20 minutes after
steam is being generated. The actual melt time will depend on the size of the part and
how much support wax is present. For best part quality, remove parts from Bulk Wax
removal system as soon as the bulk wax is visualy removed from part.
NOTE: Ensure parts are not stacked on top of one another, a lasting impressionmay be made from one part to another.
Carefully lift cover off of warmer directing the steam away from yourself. 8.
CAUTION: Steam can cause burns. Use precaution when lifting lid off of warmer.
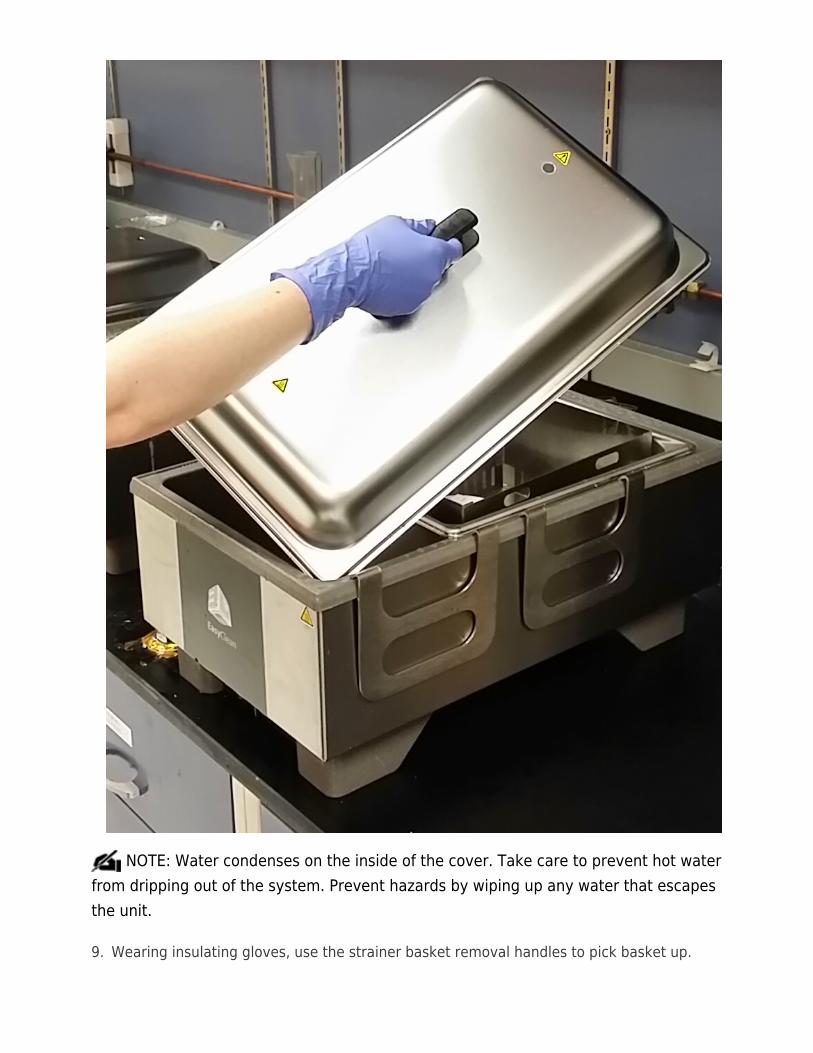
NOTE: Water condenses on the inside of the cover. Take care to prevent hot waterfrom dripping out of the system. Prevent hazards by wiping up any water that escapesthe unit.
Wearing insulating gloves, use the strainer basket removal handles to pick basket up.9.
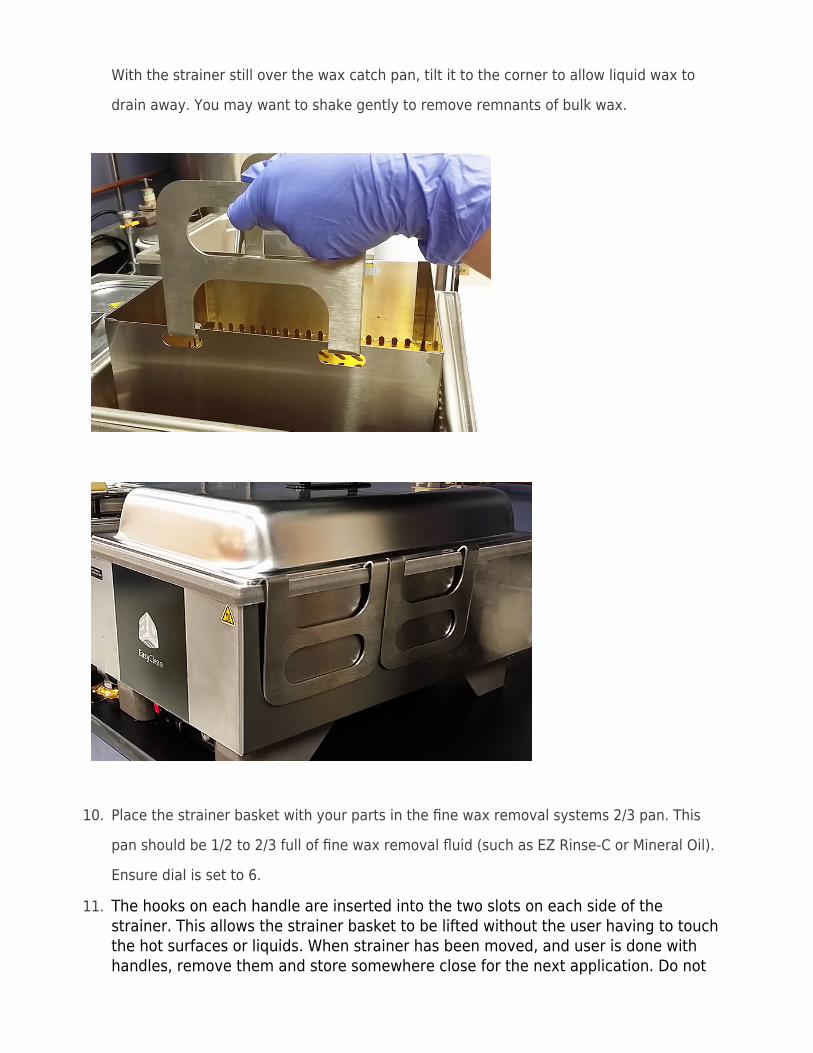
With the strainer still over the wax catch pan, tilt it to the corner to allow liquid wax to
drain away. You may want to shake gently to remove remnants of bulk wax.
Place the strainer basket with your parts in the fine wax removal systems 2/3 pan. This10.
pan should be 1/2 to 2/3 full of fine wax removal fluid (such as EZ Rinse-C or Mineral Oil).
Ensure dial is set to 6.
The hooks on each handle are inserted into the two slots on each side of the11.strainer. This allows the strainer basket to be lifted without the user having to touchthe hot surfaces or liquids. When strainer has been moved, and user is done withhandles, remove them and store somewhere close for the next application. Do not
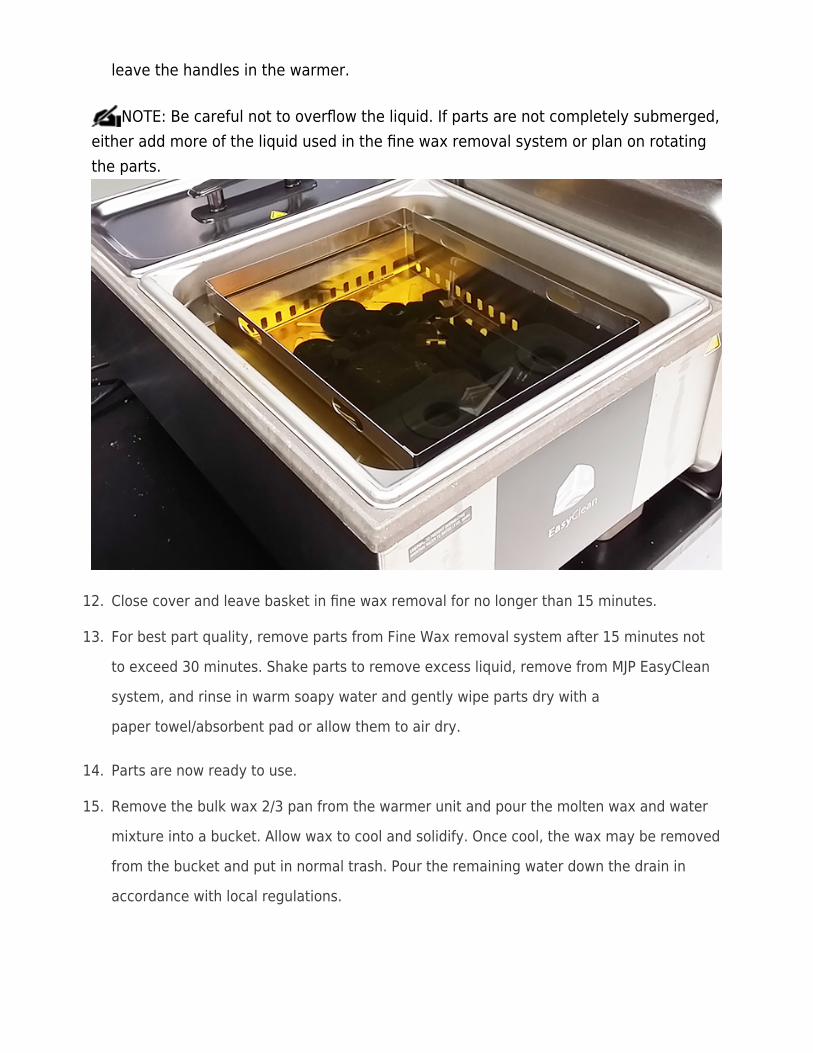
leave the handles in the warmer.
NOTE: Be careful not to overflow the liquid. If parts are not completely submerged,either add more of the liquid used in the fine wax removal system or plan on rotatingthe parts.
Close cover and leave basket in fine wax removal for no longer than 15 minutes. 12.
For best part quality, remove parts from Fine Wax removal system after 15 minutes not13.
to exceed 30 minutes. Shake parts to remove excess liquid, remove from MJP EasyClean
system, and rinse in warm soapy water and gently wipe parts dry with a
paper towel/absorbent pad or allow them to air dry.
Parts are now ready to use.14.
Remove the bulk wax 2/3 pan from the warmer unit and pour the molten wax and water15.
mixture into a bucket. Allow wax to cool and solidify. Once cool, the wax may be removed
from the bucket and put in normal trash. Pour the remaining water down the drain in
accordance with local regulations.

Cleaning the Print PlatformAny time parts are processed, it is a good practice to clean the print platform and re-insert it into the printer. Follow these steps for cleaning the platform:
Use a flat razor blade or putty knife to scrape any excess support material off of the1.
platform. Be careful not to scratch the black coating on the platform.
Spray the platform with isopropyl alcohol (IPA) and wipe with paper towels.2.
When cleaning the print platform, always clean both sides.3.
NOTE: The print platform should be clean and at room temperature beforeinstalling and using it in the printer.
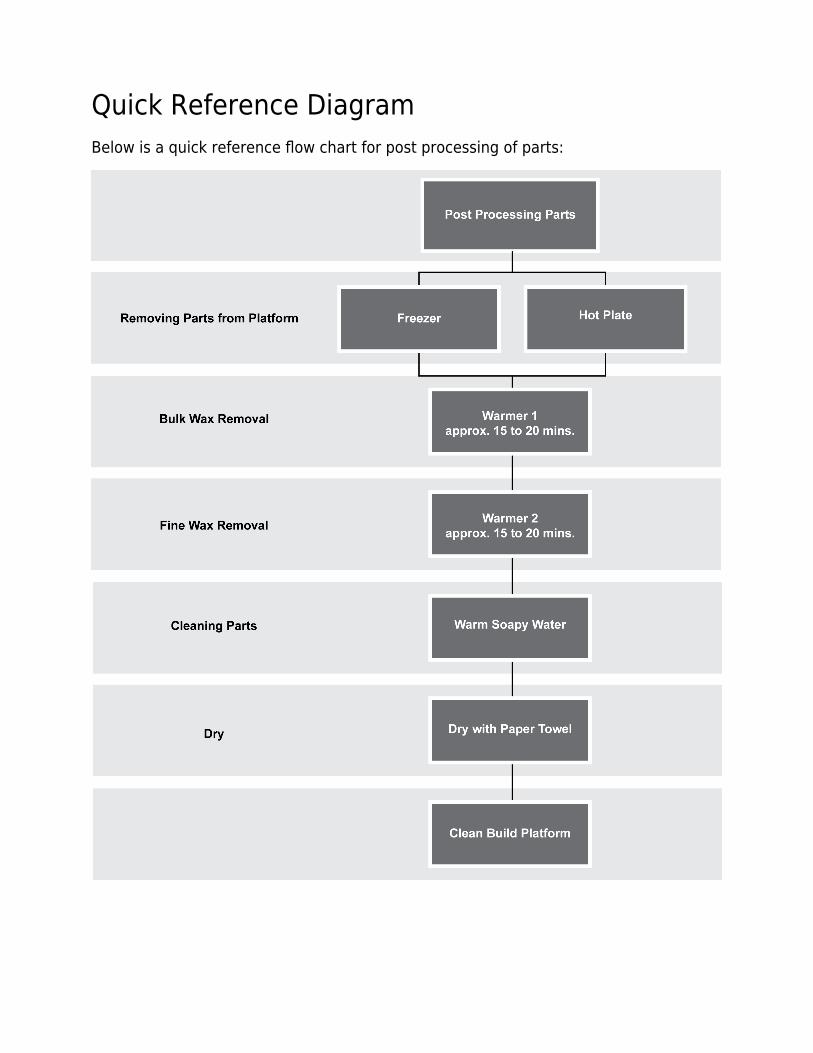
Quick Reference DiagramBelow is a quick reference flow chart for post processing of parts: