populating the cleaning map: can data for cleaning be relevant across different lengthscales?
TRANSCRIPT

Procedia Food Science 1 (2011) 1761 – 1767
Available online at www.sciencedirect.com
2211–601X © 2011 Published by Elsevier B.V. Selection and/or peer-review under responsibility of 11th International Congress on Engineering and Food (ICEF 11) Executive Committee.doi:10.1016/j.profoo.2011.09.259
Available online at www.sciencedirect.com
Procedia – Food Science 00 (2011) 000–000
ProcediaFood Science
www.elsevier.com/locate/procedia
11th International Congress on Engineering and Food (ICEF11)
Populating the cleaning map: can data for cleaning be relevant across different lengthscales?
Peter J. Fryer*a, Phillip T. Robbinsa, Pamela M. Colea, K. R. Goodec, Zhibing Zhanga, Konstantina Asteriadoua
aSchool of Chemical Engineering, University of Birmingham, Birmingham B15 2TT, UK bGlaxoSmithKline, UK
cHeineken UK, 2–4 Broadway Park, South Gyle Edinburgh EH12 9JZ, UK
Abstract
One of the major challenges in minimising the environmental impact of food processes is minimising the waste and cost associated with cleaning. Cleaning is necessary because of the rapid formation of fouling deposit inside process plant and the need to changeover between products. We have recently [1] suggested a classification of cleaning in which the costs of cleaning are mapped against the types of deposit. The aim of this work is to identify how to relate the cleaning of one material to that of another, since at present the design of cleaning processes is largely empirical. A series of experimental studies are described in which the cleaning of three types of deposit are studied to identify the critical factors which in each case lead to a finally clean surface. Suggestions for the development of the work are given. . © 2011 Published by Elsevier Ltd. Selection and/or peer-review under responsibility of ICEF11 Executive Committee Members Keywords: Fouling, cleaning, hygienic design, fluid mechanics, AFM
1. Fouling and Cleaning
Within a manufacturing environment many equipment types are used to produce a product, including tanks, pumps, valves and pipework. Any surface which material contacts during its production will have to be cleaned to an appropriately safe and hygienic standard to enable the use of the equipment for further production. Fouling of food processing equipment is rapid, and may result from many processes; in addition, in many plants there is a need to change between products when one line is used to make many different foods, Cleaning In Place (CIP) is typically used to clean the inside of process plant.
* Corresponding author. Tel.: +44-121-414-5451; fax: +44-121-414-5377. E-mail address:[email protected].
© 2011 Published by Elsevier B.V. Selection and/or peer-review under responsibility of 11th International Congress on Engineering and Food (ICEF 11) Executive Committee.
1762 Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 17672 Author name / Procedia – Food Science 00 (2011) 000–000
Process plant cleaning is time and resource consuming within a manufacturing operation, significantly contributing to the environmental footprint of the plant [1]. Efforts to minimise the use of time, water, CIP chemicals and energy can improve both the efficiency of a plant and its environmental impact.
We have recently [2] proposed a relationship between the soil or foulant to be cleaned and the type
of cleaning required. This paper attempts to classify cleaning systems into a cleaning map [3]. The most difficult to clean systems were classified as follows: Type 1: highly viscous or viscoelastic fluids which remain on the surface and can be removed by
action of water alone. • Type 2: biofilms—these differ from the other two categories by requiring the cleaning process to
kill all the adhered organisms. Type 3: solid deposits formed by components of the process fluid as a result of one or more of
the fouling mechanisms, and that require cleaning chemicals for efficient deposit removal. This ‘cleaning map’ is only preliminary, and need to be populated by data that allows cleaning
times to be predicted. As part of a large collaborative programme supported by industry (GSK, Unilever, Kraft, Heineken, Ecolab, GEA, Alfa Laval and Bruker) and linking three Universities (Birmingham, Imperial College and Newcastle), a series of experiments have been conducted to study the cleaning of different types of deposit [4-6] including, toothpastes, confectionary soils and yeast films in brewing.
Interactions have been studied from the nano-scale (using atomic force microscopy [4] to study how surfaces and deposits interact) to the meso-scale (using micromanipulation probes [7,8] and bench-top cleaning rigs to study cleaning at a micron –to- mm level) to the cleaning of filled full-scale pipework [5,6]. The aim of the work is to identify how different systems clean, and to be able to predict the cleaning time of one material either directly, from knowledge of the properties of the fluid, or indirectly using correlations that allow data to be scaled up from one experiment to another. It would, for example, be very useful to carry out experiments on novel surfaces at a small scale, as they can be very expensive. In addition,
2. Materials and Methods
Details of the experimental equipment used are given in refs [4-6]. Different types of deposit and fouling fluid have been studied; toothpaste and shampoos as representative of Type 1 problems, yeast biofilms as representatives of Type 2 problems, and a number of confectionary soils (sweetened condensed milk (SCM), Turkish delight and caramel, which are sugar- milk- and agar-based) as representative of Type 3 problems.
3. Results and Discussion
3.1 Can data from one lengthscale be scaled up to another? Nano to mesoscale
Several sets of experiments were conducted to compare results at the nano-scale with those at the meso scale. At the nano-scale, results were obtained using AFM, in which a probe covered with different materials was contacted with surfaces coated with different types of material (toothpaste and the three confectionary soils) and the force between surface and probe measured. At the meso-scale, micromanipulation was used to pull deposit from a 25mm coupon, and the force per unit area required to clean the surface measured.
Figure 1 shows data from four different substrates, in which data from the AFM (expressed as F/R) is plotted against data from the micromanipulation unit, in terms of the energy per unit area to

1763Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 1767 Author name / Procedia – Food Science 00 (2011) 000–000 3
remove the material from a cm-scale coupon The Figure shows that similar behaviour is found from the two measurements. This suggests that candidate anti-fouling surfaces can be tested using small-scale measurements such as AFM, potentially reducing the number of scale-up trials needed
Fig. 1. Comparison of AFM data (expressed as normalised force between tip and substrate, F/R) with micromanipulation data (expressed as energy required to remove deposit, J/m2) [4]
3.2 Can data from one lengthscale be scaled up to another? Mililmetre to m-scale.
Cole et al. [5] report a series of experiments in which the removal of toothpaste (a viscous product of similar consistency to many personal care and food products) was studied. This was done at two scales; on a bench- top rig, where cleaning of fouled coupons can be studied, and on a pilot scale rig in which the cleaning of fully-fouled pipes can be monitored. In both case cleaning times, tc, can be identified.
A number of attempts were made to make the cleaning time dimensionless, to allow data to be related from one scale to another. . One obvious method is to use (tc /) where is the mean residence time of the fluid in the system ( =V/Q; the volume of the system divided by the flow-rate). However, the cleaning process is here controlled by the removal of a final thin layer of deposit, so in practice the cleaning time is not a function of the pipe length. This means that use of residence time as a correlation parameter is not successful.
An alternative approach is to make the system dimensionless using (=tcu/d) where u/d, the ratio of mean velocity to pipe diameter (or some other characteristic dimension) is some measure of the shear rate in the system. This produces results in which the two sets of results can be related. With type 1 deposits, removal must be a function of the rheological properties of the two fluids – ideally the cleaning rate of one fluid should be predictable from the behaviour of others and their rheologies. Work is continuing to study removal rates of different fluids.
1764 Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 17674 Author name / Procedia – Food Science 00 (2011) 000–000
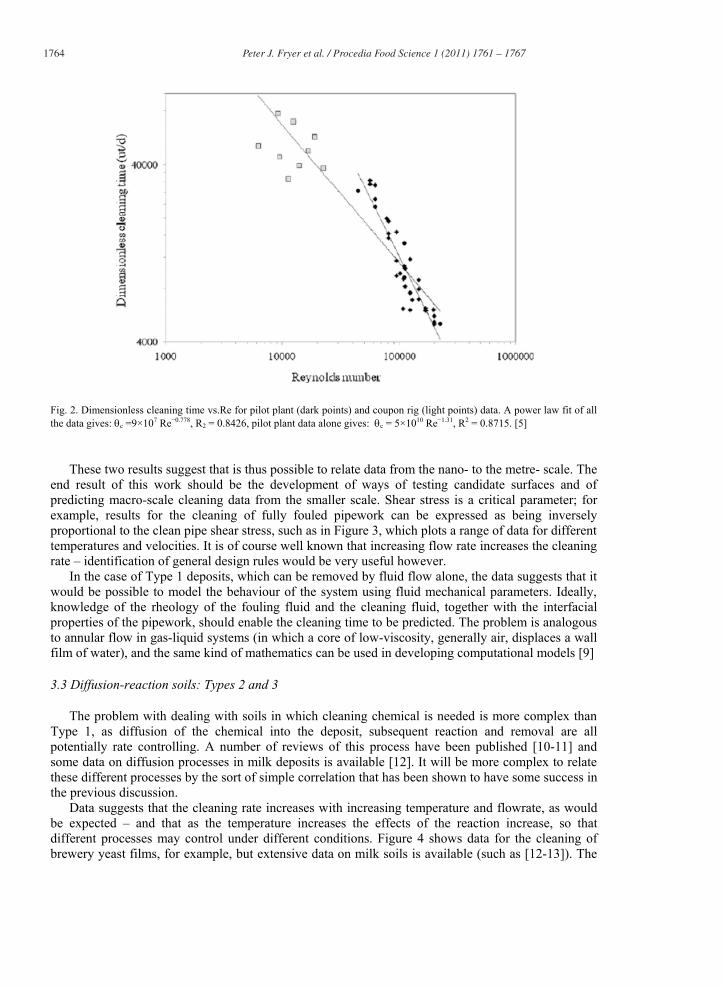
Fig. 2. Dimensionless cleaning time vs.Re for pilot plant (dark points) and coupon rig (light points) data. A power law fit of all the data gives:c =9×107 Re−0.778, R2 = 0.8426, pilot plant data alone gives: c = 5×1010 Re−1.31, R2 = 0.8715. [5]
These two results suggest that is thus possible to relate data from the nano- to the metre- scale. The end result of this work should be the development of ways of testing candidate surfaces and of predicting macro-scale cleaning data from the smaller scale. Shear stress is a critical parameter; for example, results for the cleaning of fully fouled pipework can be expressed as being inversely proportional to the clean pipe shear stress, such as in Figure 3, which plots a range of data for different temperatures and velocities. It is of course well known that increasing flow rate increases the cleaning rate – identification of general design rules would be very useful however.
In the case of Type 1 deposits, which can be removed by fluid flow alone, the data suggests that it would be possible to model the behaviour of the system using fluid mechanical parameters. Ideally, knowledge of the rheology of the fouling fluid and the cleaning fluid, together with the interfacial properties of the pipework, should enable the cleaning time to be predicted. The problem is analogous to annular flow in gas-liquid systems (in which a core of low-viscosity, generally air, displaces a wall film of water), and the same kind of mathematics can be used in developing computational models [9]
3.3 Diffusion-reaction soils: Types 2 and 3
The problem with dealing with soils in which cleaning chemical is needed is more complex than Type 1, as diffusion of the chemical into the deposit, subsequent reaction and removal are all potentially rate controlling. A number of reviews of this process have been published [10-11] and some data on diffusion processes in milk deposits is available [12]. It will be more complex to relate these different processes by the sort of simple correlation that has been shown to have some success in the previous discussion.
Data suggests that the cleaning rate increases with increasing temperature and flowrate, as would be expected – and that as the temperature increases the effects of the reaction increase, so that different processes may control under different conditions. Figure 4 shows data for the cleaning of brewery yeast films, for example, but extensive data on milk soils is available (such as [12-13]). The
1765Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 1767 Author name / Procedia – Food Science 00 (2011) 000–000 5
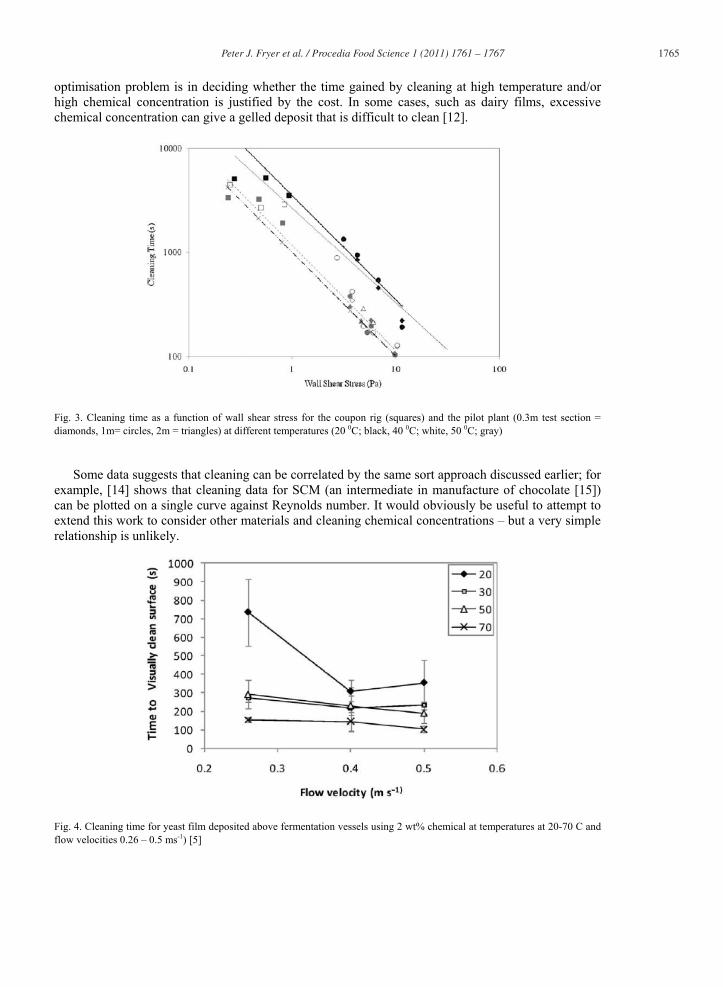
optimisation problem is in deciding whether the time gained by cleaning at high temperature and/or high chemical concentration is justified by the cost. In some cases, such as dairy films, excessive chemical concentration can give a gelled deposit that is difficult to clean [12].
Fig. 3. Cleaning time as a function of wall shear stress for the coupon rig (squares) and the pilot plant (0.3m test section = diamonds, 1m= circles, 2m = triangles) at different temperatures (20 0C; black, 40 0C; white, 50 0C; gray)
Some data suggests that cleaning can be correlated by the same sort approach discussed earlier; for
example, [14] shows that cleaning data for SCM (an intermediate in manufacture of chocolate [15]) can be plotted on a single curve against Reynolds number. It would obviously be useful to attempt to extend this work to consider other materials and cleaning chemical concentrations – but a very simple relationship is unlikely.
Fig. 4. Cleaning time for yeast film deposited above fermentation vessels using 2 wt% chemical at temperatures at 20-70 C and flow velocities 0.26 – 0.5 ms-1) [5]

1766 Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 17676 Author name / Procedia – Food Science 00 (2011) 000–000
Fig. 5. Cleaning time for sweetened condensed milk (SCM) as a function of Reynolds number for different process temperatures [15]
4. Conclusions
Data for the cleaning of a variety of different systems has been presented. Building from the work of [2] and [3], attempts have been made to relate the cleaning of process plant under different conditions for different fluids. The classification of [2] potentially enables different cleaning problems to be compared systematically. The results suggest that for Type 1 deposits, that can be removed by water alone it is possible to define relatively simple correlations which can express cleaning time. There is scope here for the definition of fluid- mechanical models to predict cleaning from the physical properties of the system alone, i.e.. the rheology and interfacial properties of the fluids and the flows in the system. For Types 2 and 3 deposits, where cleaning chemical is needed to give removal, the problem is more complex; cleaning time is a function of flow and reaction parameters.
Acknowledgements
This paper reports results from ZEAL TP//ZEE/6/1/2119 which involved Ecolab Ltd., Newcastle University, Scottish & Newcastle Ltd., Alfa Laval, Cadbury GEA Process Engineering Ltd., Unilever UK Central Resources Ltd., Imperial College of Science Technology and Medicine, GlaxoSmith Kline, Bruker Optics Ltd. and the University of Birmingham. The project is co-funded by the TSB Collaborative Research and Development programme, following open competition. For more information visit: http://www.innovateuk.org.
References
[1] Eide, M.H. Homleid, J.P. and Mattsson, B, 2003, Life cycle assessment (LCA) of cleaning-in-place processes in dairies, Lebensmittel-Wissenschaft und-Technologie 36, 303–314
[2] Fryer, P.J., and Asteriadou, K., 2009, A Prototype Cleaning Map: A Classification of Industrial Cleaning Processes, Trends in Food Science and Technology, 20, 255-262,

1767Peter J. Fryer et al. / Procedia Food Science 1 (2011) 1761 – 1767 Author name / Procedia – Food Science 00 (2011) 000–000 7
[3] Fryer, P.J. Current knowledge in hygienic design; can we minimise fouling and speed cleaning?; paper at this conference [4] Akhtar, N., Bowen, J., Asteriadou, K., Robbins, P.T., Zhang, Z., and Fryer, P.J., 2010, Matching the nano- to the meso-
scale: measuring deposit surface interactions with atomic force microscopy and micromanipulation, Food and Bioproducts Processing, 88, 341-348.
[5] Cole, P.A., Asteriadou, K., Robbins, P.T., Owen, E.G., Montague, G.A, and Fryer, PJ. 2010, The effect of cleaning fluid temperature and flow rate on the removal of toothpaste from pipework, Food and Bioproducts Processing, 88, 392-400.
[6] Goode, K.R., Asteriadou, K., Fryer, P.J., Robbins, P.T., and Picksley, P.. 2010, Characterising the cleaning mechanisms of yeast and the implications for Cleaning In Place (CIP), Food and Bioproducts Proc., 88, 365- 374.
[7] Liu, W., Zhang, Z., Fryer, P.J. 2006, Identification and modelling of different removal modes in the cleaning of model food deposits, Chemical Engineering Science, 61, 7528-7534.
[8] Liu, W., Fryer, P.J., Zhang, Z., Zhao, Q., and Liu, Y., 2006, Identification of cohesive and adhesive effects in the cleaning of food fouling deposits, Innovative Food Science and Emerging Technologies, 7, 263-269.
[9] Sahu, K. C., Valluri, P., Spelt, P. D. M., and Matar, O. K., 2007, Linear Instability of Pressure-Driven Channel Flow of a Newtonian and a Herschel-Bulkley Fluid, Physics of Fluids, 19(12), pp.
[10] Wilson, D.I., 2005, Challenges in Cleaning: Recent Developments and Future Prospects, Heat Transfer Engineering, 26(1), 51 - 59.
[11] Fryer, P.J., Christian, G.K., and Liu, W., 2006, How hygiene happens; the physics and chemistry of cleaning, International Journal of Dairy Technology, 59, 76-84.
[12] Mercade-Prieto, R., Paterson, W. R., Chen, X. D., and Wilson, D. I., 2008, Diffusion of NaOH into a Protein Gel, Chemical Engineering Science, 63(10), pp. 2763-2772.
[13] Gillham, C.R., Fryer, P.J. Hasting, A.P.M. and Wilson, D.I., 1999. Cleaning-in-Place of whey protein fouling deposits: mechanisms controlling cleaning, Food and Bioproducts Processing ,77, 127-136.
[14] Edmondson, P.T., Grammatika, M., and Fryer, P.J. 2005, Modelling of heat transfer, mass transfer and flavour development in chocolate crumb, Food and Bioproducts Processing, 83, 89-98,
[15] Othman, A.M.., Asteriodou, K., Robbins, P.T., and Fryer, P.J. 2010, Cleaning of sweetened condensed milk deposits on a stainless steel surface, pp174-181 in Fouling and Cleaning in Food Processing 2010, eds D.I .Wilson and Y.M.J. Chew, Cambridge.
Presented at ICEF11 (May 22-26, 2011- Athens, Greece) as paper HDO795.