polypropylene handbook
TRANSCRIPT
Polypropylene Handbook
Nello Pasquini
ISBN 3-446-22978-7
Vorwort
Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22978-7 sowie im Buchhandel
Seite 1 von 1Produktinformation
06.07.2005http://www.hanser.de/deckblatt/deckblatt1.asp?isbn=3-446-22978-7&style=Vorwort
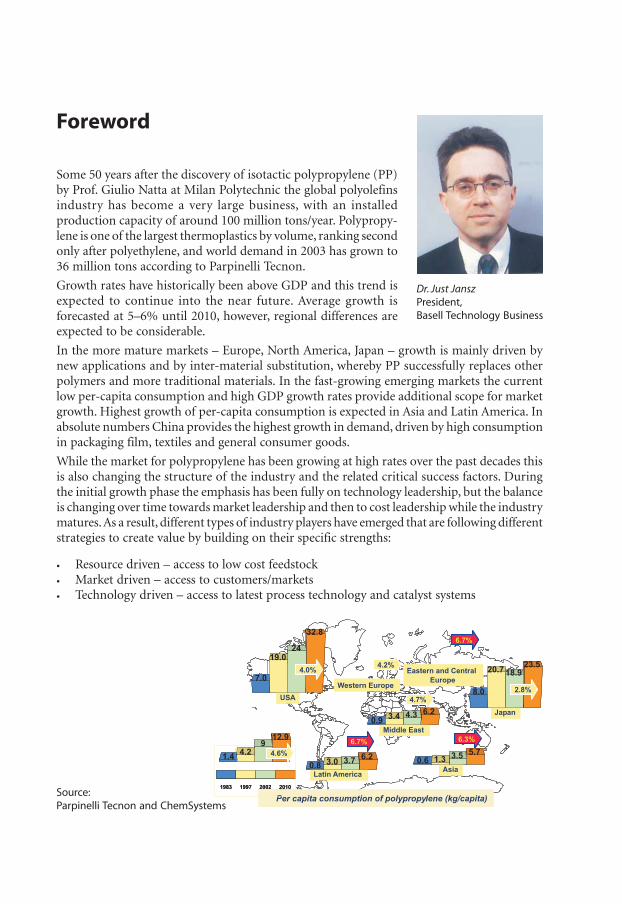
Polypropylene Handbook
Nello Pasquini
ISBN 3-446-22978-7
Leseprobe
Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22978-7 sowie im Buchhandel
Seite 1 von 1Produktinformation
06.07.2005http://www.hanser.de/deckblatt/deckblatt1.asp?isbn=3-446-22978-7&style=Leseprobe
Polypropylene Handbook
Nello Pasquini
ISBN 3-446-22978-7
Leseprobe
Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22978-7 sowie im Buchhandel
Seite 1 von 1Produktinformation
06.07.2005http://www.hanser.de/deckblatt/deckblatt1.asp?isbn=3-446-22978-7&style=Leseprobe

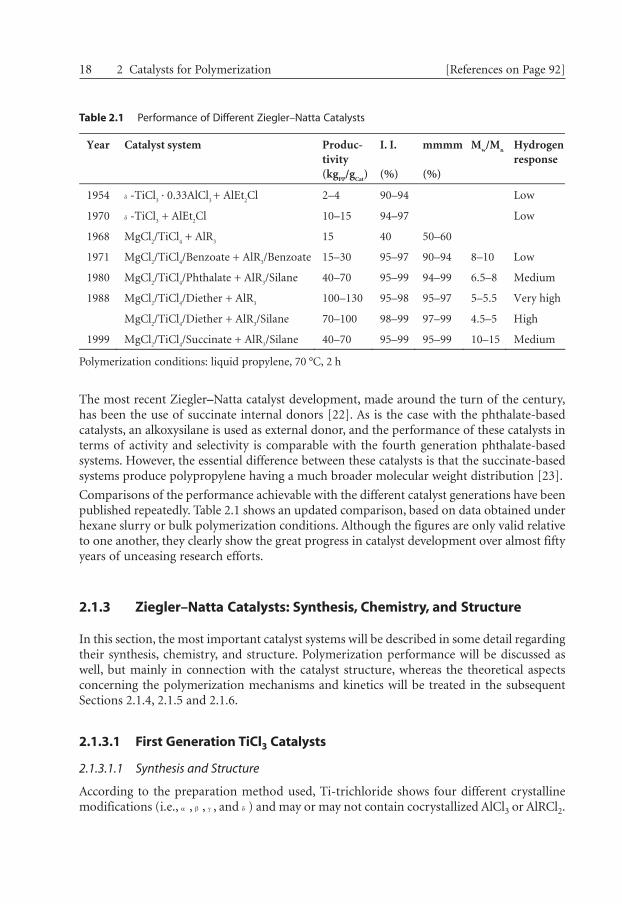
7 Fabrication Processes
A. ADDEO, EDWARD P. MOORE, JR.
7.1 Introduction
Polypropylene (PP) is transformed into useful products by a wide variety of processes, whichhas been, together with a suitable cost/performance balance, a major factor in its commercialsuccess. Figure 7.1 shows the breakdown of global sales among the major processes. The easeof molding and the attractive strength, stiffness, and high use temperatures of articles moldedof PP have made injection molding the largest consumer of PP among the processes used.A unique aspect of the PP processes, compared to the other major plastics, is the use oforientation to develop enhanced properties, principally in fibers and films, constituting nearlyone-half of the consumption. None of the other major plastic materials uses orientation toany appreciable extent, except PET, which is considered a major plastic, where orientation isused in fibers, biaxially oriented films, and soda bottles, and nylon, which is oriented intofibers. Lesser but significant quantities of PP are used in unoriented film, sheet, and blowmolding.
20%
7%
21%
7%
19%
4%
10%
5%7%
Homo IM Fibre Copo IM IPP Film Raffia
Sheet BOPP Other Nonwoven
Figure 7.1 Breakdown of PP demand by end-use in 2003(Source: Jacobs consultancy – Phillip Townsend Associates Inc.)
382 7 Fabrication Processes [References on Page 448]
7.1.1 Introduction to Extrusion Processes
Extrusion-based processes may consist of the following steps:
• Extrusion,
• Forming of the extrudate within and outside of a die,
• Quenching the extrudate and crystallizing it,
• Reheating the extrudate for forming, or
• Orienting the crystallized extrudate.
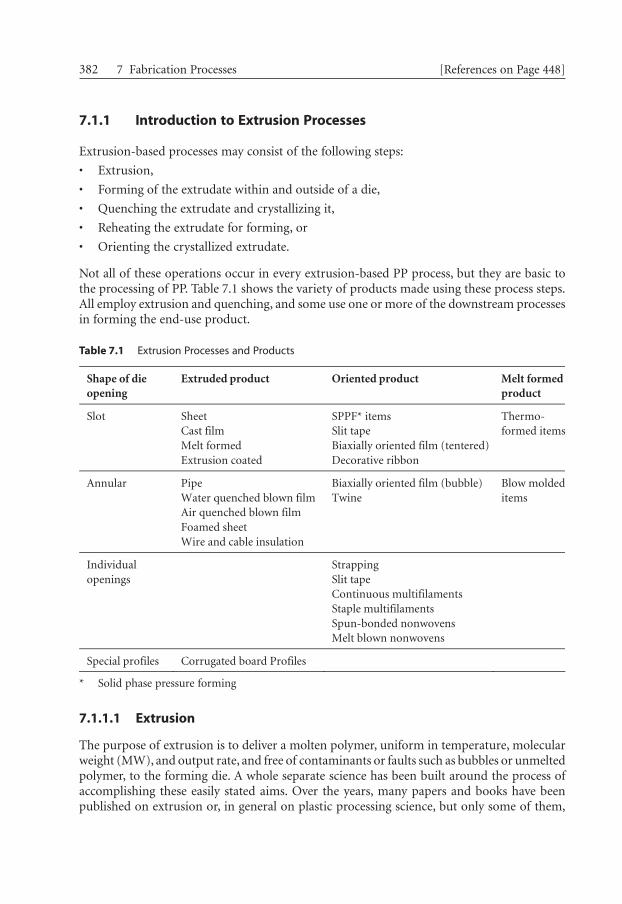
Not all of these operations occur in every extrusion-based PP process, but they are basic tothe processing of PP. Table 7.1 shows the variety of products made using these process steps.All employ extrusion and quenching, and some use one or more of the downstream processesin forming the end-use product.
Table 7.1 Extrusion Processes and Products
Shape of dieopening
Extruded product Oriented product Melt formedproduct
Slot SheetCast filmMelt formedExtrusion coated
SPPF* itemsSlit tape Biaxially oriented film (tentered)Decorative ribbon
Thermo-formed items
Annular PipeWater quenched blown film Air quenched blown filmFoamed sheetWire and cable insulation
Biaxially oriented film (bubble)Twine
Blow moldeditems
Individual openings
StrappingSlit tape Continuous multifilaments Staple multifilamentsSpun-bonded nonwovensMelt blown nonwovens
Special profiles Corrugated board Profiles
* Solid phase pressure forming
7.1.1.1 Extrusion
The purpose of extrusion is to deliver a molten polymer, uniform in temperature, molecularweight (MW), and output rate, and free of contaminants or faults such as bubbles or unmeltedpolymer, to the forming die. A whole separate science has been built around the process ofaccomplishing these easily stated aims. Over the years, many papers and books have beenpublished on extrusion or, in general on plastic processing science, but only some of them,
3837.1 Introduction
although dated, still remain fundamental for the study of the relevant theory [1, 2, 3, 4].Rather than attempt to present that science, we will mention some of the more importantpoints that govern the selection, design, and operation of processing equipment and theconsequences to the end-products.
When the physical volumes of the PP products are considered, along with the fineness ofsome of the extrudates, such as fibers, the requirements on cleanliness and uniformity ofviscosity in the extruded melt (whether from temperature or MW variations) are extremelydemanding. Yet, they are met on a regular basis. The processor must know the limitations ofhis equipment with regard to the above needs, as well as chose the appropriate polymer grade,to achieve the desired goals. The supplier, in turn, must recognize the sensitivity of theprocessor’s operation to each of the polymer variables under his control.With any given system,the capabilities of the equipment can be exceeded, leading to quality fluctuations. It is the taskof the processor, with the assistance of the polymer supplier, to reach the best balance ofpolymer, equipment, operating conditions, and end-use properties for the intended application.Because of the large volume, critical PP processing operations usually require close co-operationbetween supplier and processor to achieve the best balance of these factors. Of course, cost isalways part of the equation, as well.
To aid in producing the most uniform output rate and melt quality, metering pumps are oftenused in extruding PP, and melt filters are almost universally employed. Although continuousfilters are often used, most filters are batch-operated, and a shutdown is needed to replace orrenew them. This results in gradually changing conditions as the filter plugs and the backpressure increases. While this can be mitigated to some degree by using larger filters, the sizecan quickly become cumbersome. In spite of attempts to improve the filter designs andoperation, filtration remains a problematic but essential step for reliable extrusion operations.
The designs of extrusion dies are highly varied; they are often custom designed for the particularprocess or customer. Fortunately, PP is far less prone to disastrous thermal breakdown in thedie than, for example, PVC, where minor hang-up points can lead to major degradation ofthe polymer, with the release of toxic and corrosive gases. In such a situation, PP merelydegrades to a somewhat lower MW, and proceeds on through the die. Consequently, the designof dies for extrusion of PP is simpler than for the more sensitive polymers.
In general, for thin extrudates, high melt flow rates are used to reduce the pressure dropthrough the die. This normally results in some compromise in toughness properties, which isless of a problem in oriented items. Where the melt must retain its shape for some time beforecrystallization occurs, or where high toughness is crucial, low melt flow rates are used.Enhancement of the melt shape retention can be provided with a special type known as “highmelt strength PP” [5].
For thin extrudates, a large drawdown from the die is usually employed to allow a larger dieopening and lower pressure drop through the die, and, in the case of slot and annular dies,more practical die opening adjustments for controlling thickness distribution across theextrudate. The smallest die openings are used for thin films, extrusion coating, and fibers,where 0.3 mm to 0.5 mm (10 mil to 20 mil) are typical openings, although the final extrudateis often a small fraction of that.
If the drawdown ratio is high, it is possible to encounter a phenomenon known as drawdownsurge. This is a rheological response to the drawing stress that can give a large periodic variation

384 7 Fabrication Processes [References on Page 448]
in the thickness of the drawn item. It is most commonly found in fiber processing but mayalso occur in thin film or extrusion coating operations. It is alleviated by lowering melt viscosity,reducing the draw stress, or more rapid cooling during the draw, which solidifies the drawnitem more quickly, thus stabilizing it. Depending on the particular process, changes in therheology of the polymer may also help.
7.1.1.2 Quenching
The cooling, or quenching, of the PP extrudate is easily separated into two categories: slowand rapid. With thick extrudates, thicker than approx. 2 mm (80 mil), no amount of rapidoutside cooling can speed up the removal of heat held inside the PP section. So at least thecenter of the extrudate will be slowly cooled, with the high crystallinity and large spherulitesassociated with high crystallization temperatures. In water-cooled thick sections, such asprofiles, it is also necessary to provide enough heat transfer on the water side, through agitationor flow, to prevent the stagnation of the water movement and the occasional evaporation ofthe water, causing bubbles and visual faults on the surface of the extrudate.
In thin sections, thinner than approx. 0.3 mm (12 mil), the heat transfer from the inside ofthe molten extrudate is rapid enough that the external cooling rates control the PP formobtained. When the cooling rate exceeds 80 °C/s, lower crystallinities and the clearer, toughermesomorphic (smectic) form is obtained. This usually means making sure that the coolingdevice, such as a chill roll, intimately contacts the melt. In the case of chill roll cast film, an airknife is usually used to insure that the melted web is in contact with the metal roll, not floatingon an insulating layer of air between the film and roll. Layers of air as thin as 25 µm (1 mil)can significantly reduce the cooling rate. The most rapid cooling results, of course, from thecoldest cooling device. However, practical considerations usually limit the coldness of thequench device; in the case of a chill roll, the condensation of moisture from the atmosphereon the exposed section of the roll would lead to difficulties in obtaining uniform cooling ofthe thin film.
When air is used for cooling, as with a bundle of fibers, the uniform flow of the air over themolten strands is usually the factor limiting the rate and the uniformity of the cooling.Therefore, considerable attention is given to the design of air distribution systems. Air-coolingis not rapid enough to achieve the smectic form of PP in conventional grades. Therefore, PPis not conventionally used in air-cooled films, while this has been a major outlet for PE. However,with the development of more rubbery, less crystalline forms of PP, known as high alloycopolymers, air-cooled films have become a reality with PP. Further details appear inSection 7.2.3.3.
7.1.1.3 Reheating
When reheating PP, such as in a thermoforming operation, a new set of questions arises.While in theory the most rapid heating comes from the highest temperature source, such asradiating red-hot heating elements, the uniformity of heat becomes a problem with PP. BecausePP does not absorb infrared rays well, variations in the temperature reached can be quitehigh, depending on minor differences in thickness, crystallinity, composition, or proximity to

385
the heaters. In addition, the sharp melting point of PP usually means that the behavior of thepartially melted form changes rapidly as the temperature rises, requiring a quite precisetemperature to process well in the next process step. It is for this reason that, for processessuch as thermoforming and foaming, PP has been regarded to have a narrow processingwindow. That view has been revised with the development of high melt strength PP.
Heating with hot air provides more precise temperature control, but larger installations andaccordingly higher investments are needed. This approach is taken with the tenter frames (seeSection 7.2.2.2) used for making biaxially oriented films.
In large volume operations, some advantage can be realized by conducting the downstreamoperation in-line with the extrusion. In that instance, the quenching operation need onlyremove enough heat to establish the dimensional stability of the extrudate, and reheatingmay begin while considerable heat remains.While this reduces the amount of reheating needed,the condition of the form entering the final operation now depends on the consistent operationof all three upstream steps: the extrusion, the quench, and the reheat. Therefore, this approachis attractive only for large volume products.
The crystalline nature of PP requires more heat to melt it, more cooling to quench it, andagain more heat for reheating operations, than required for amorphous polymers. In thisrespect, comparisons with, for example, polystyrene are often disappointing, as some 40%more heat must be transferred to achieve similar processing rates, resulting in slowerthroughput or greater investment in heating and cooling equipment.
7.1.1.4 Coextrusion
Often, special properties can only be achieved by a significantly different polymer in acoextruded structure. In PP, the properties typically achieved by coextrusion are improvedoxygen barrier, typically using an ethylene vinyl alcohol (EVOH) polymer or a wider heat sealtemperature range, although embedding colored or reclaimed polymer have also employedcoextrusion. Coextrusion has been applied to sheet, blow molding, and biaxially orientedfilm.
The achievement of uniform distribution of a polymer such as EVOH, differing sharply fromPP in composition, preferred process conditions, and rheology, is a major technologicalchallenge. Whether a slot or annular die is used, special designs are needed to distribute theincluded non-PP layer uniformly across the sheet or around the tube. Multichannel dies, fedby separate extruders for each polymer, offer the most reliable, but also the most expensive,approach. When the polymers involved are reasonably well matched rheologically, a feedblockapproach can be a less expensive alternative [6]. In this design, layers of polymer are joined ata relatively large cross section and are designed to distribute uniformly as the melt flows intoa relatively wide, thin extrudate. In non-critical situations, this approach can provide satisfactorydistribution, but maintenance of the distribution also requires careful control of processvariables.
Even with multichannel dies, other problems arise. Adhesion between polymer layers can bea problem; therefore special polymers are introduced to provide adhesion between thedissimilar polymers. Consequently, the original three-layer structure, PP/barrier/PP, becomesfive layers: PP/adhesive/barrier/adhesive/PP.
7.1 Introduction