plano de produção, rh e contabilidade
DESCRIPTION
Trabalho Interdicisplinar envolvendo as disciplinas de Administração da Produção e Operação II, Administração de Recursos Humanos IV, Administração Financeira I, o trabalho resume-se a um plano de negócios da empresa GTE - Transmissões.TRANSCRIPT
TRABALHO INTER DISCIPLINAR
Administração da Produção e Operação II
Administração de Recursos Humanos IV
Administração Financeira I

A EMPRESA
GRUPO DE TRANSMISSÕES E EMBREAGENS GTE
Grupo de empresas de mecânica e usinagem;
Fabrica peças para componentes de veículos automotores;
Principais Clientes: EATON, Carraro, ZF e DANA.
UNIDADE DE MOGI MIRIM
Início das operações em 2010;
Peças apenas de transmissões;
Possui 3 linhas inicialmente:o Corpo Sincronizador (CUBO)o Luva de Engate (CAPA)o Engrenagem
LOCALIZAÇÃO
Foi utilizado um método qualitativo para a escolha da instalação desta unidade da GTE.
Mogi Mirim foi escolhida devido a: Infraestrutura da cidadeProximidade com clientesProfissionais qualificadosRodoviasApoio da prefeitura e da legislação
TRANSMISSÕES
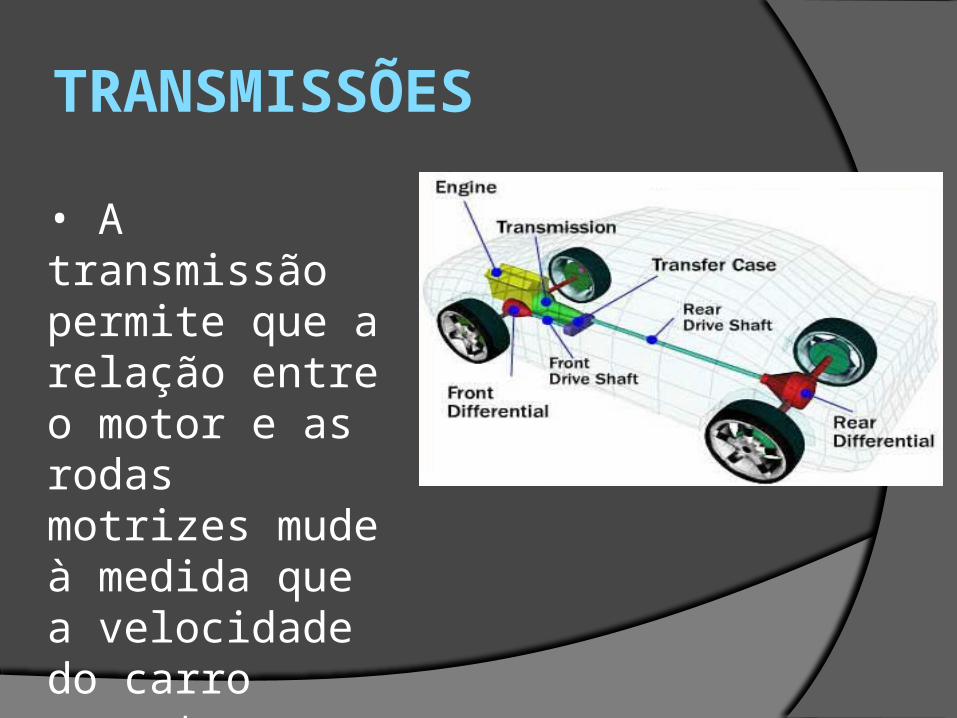
• A transmissão permite que a relação entre o motor e as rodas motrizes mude à medida que a velocidade do carro aumenta ou diminui.
MUDANÇA DE MARCHA
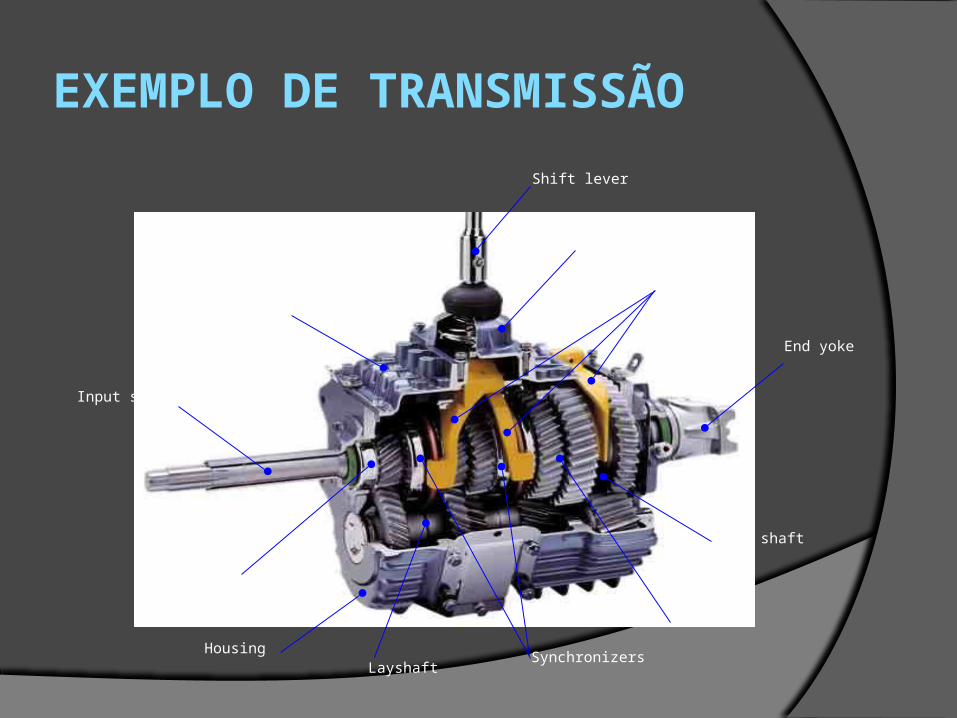
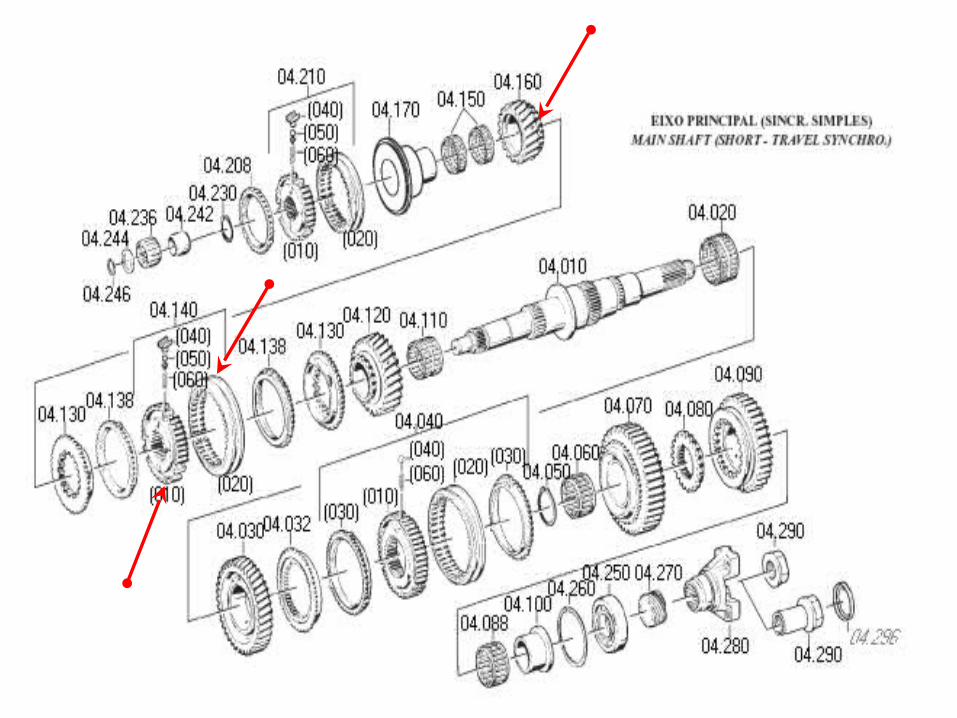
EXEMPLO DE TRANSMISSÃO
Shift lever
Input shaft
Shifting bar housing
Gears
HousingLayshaft
End yoke
Shift forks
Main shaft
Synchronizers
Control tower
Bearing
SINCRONIZAÇÃO
Anéis sincronizadores: Responsáveis por sincronizar as engrenagens das marchas, os anéis sincronizadores atuam como "freios" para que todas as peças girem na mesma rotação.
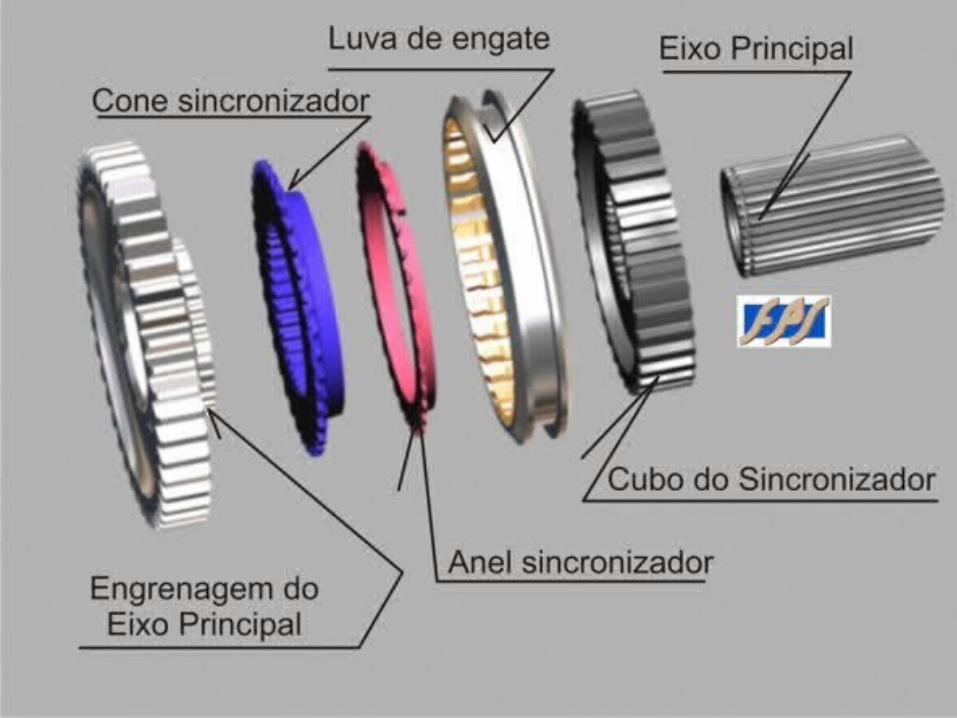
Os componentes da sincronização são: anéis de sincronismo, pressionador, corpo de acoplamento, corpo de sincronização e luva de engate.

PROCESSO DE FABRICAÇÃO
CUBO

EXEMPLOS:
Op. 1Desbaste
OPERAÇÃO 1 - DESBASTE
A liga chega até a linha
Passa pelo TORNO, onde metade da peça é usinada, fazendo o desbaste que significa reduzir a espessura da liga de metal.
OPERAÇÃO 2 - ACABAMENTO
A liga passa pelo segundo TORNO onde a outra metade da peça é usinada. Deixando a liga pronta para se tornar uma peça.
As 2 primeiras operações são realizadas por apenas um funcionário.
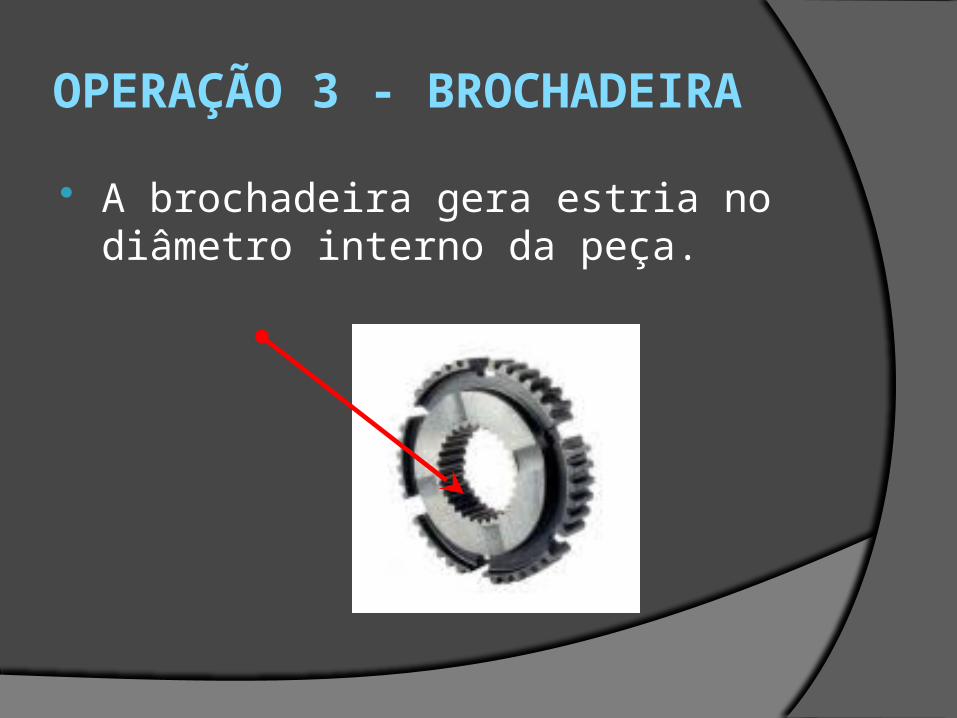
OPERAÇÃO 3 - BROCHADEIRA A brochadeira gera estria no diâmetro
interno da peça.

OPERAÇÃO 4 – POT BROACHING Nessa etapa é gerada a estria no
diâmetro externo da peça.
As Operações 3 e 4 são automatizadas e necessitam de apenas um funcionário.

OPERAÇÃO 5 - CDU
O centro de usinagem gera o furo e a chanfra da peça.
A chanfra é uma achatamento da lateral da peça em 45º
Processo não automatizado Um funcionário
OPERAÇÃO 6 – TRATAMENTO TÉRMICO O tratamento térmico visa cementar a
peça, o que significa deixá-la mais forte e aumentar a sua dureza.
De 25 HRC para 80 HRC Essa operação necessita de UM
funcionário.
OPERAÇÃO 7 – ACABAMENTO HARD O acabamento acontece em um
TORNO DURO, onde é feito o torneamento das faces da peça. Deixando a sua superfície mais uniforme.
Essa operação precisa de UM funcionário
PROCESSO DE FABRICAÇÃO
CAPA

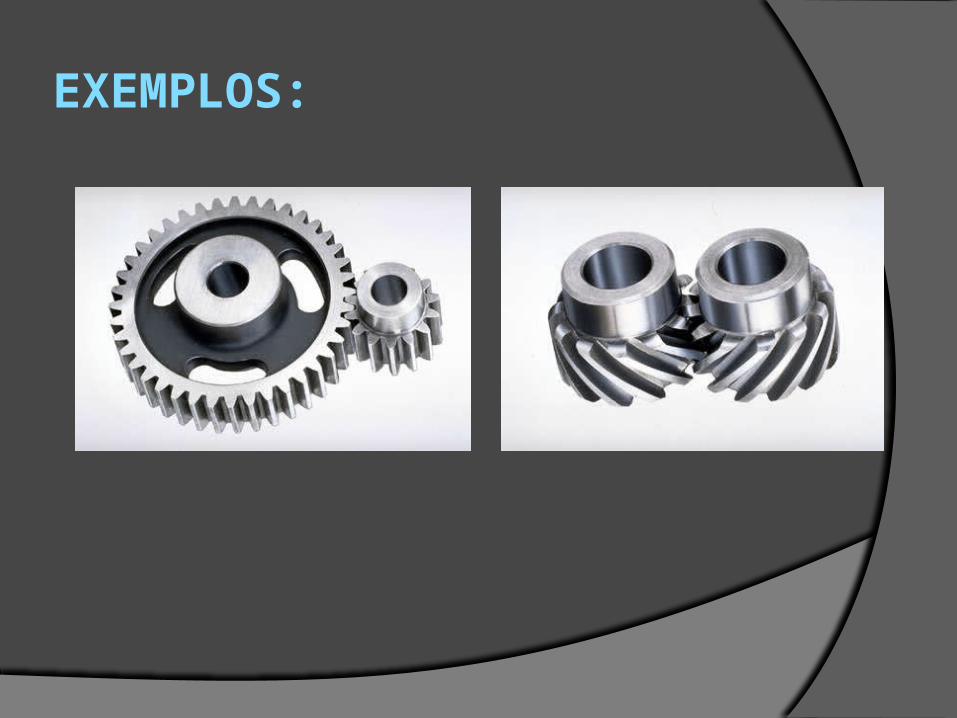
EXEMPLOS:
Op. 1Emag
OPERAÇÃO 1 -EMAG
A liga chega e é desbastada e o acabamento nas faces da peça também é feito.
Essa operação elimina a casca dura do forjado(liga) deixando a peça no formato do produto final.
Um funcionário.
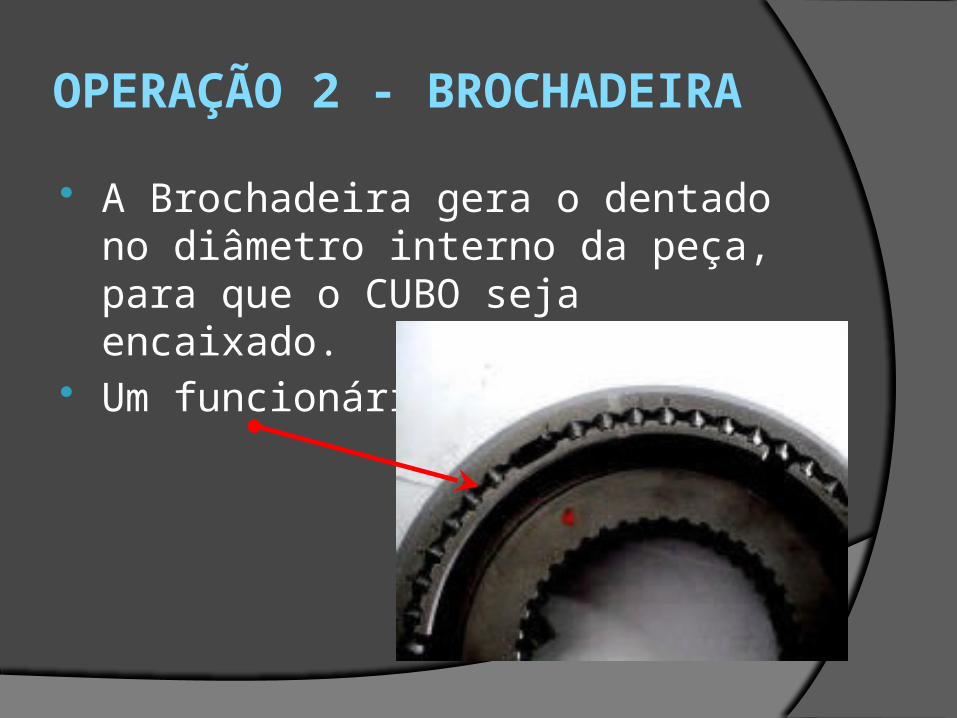
OPERAÇÃO 2 - BROCHADEIRA A Brochadeira gera o dentado no
diâmetro interno da peça, para que o CUBO seja encaixado.
Um funcionário.
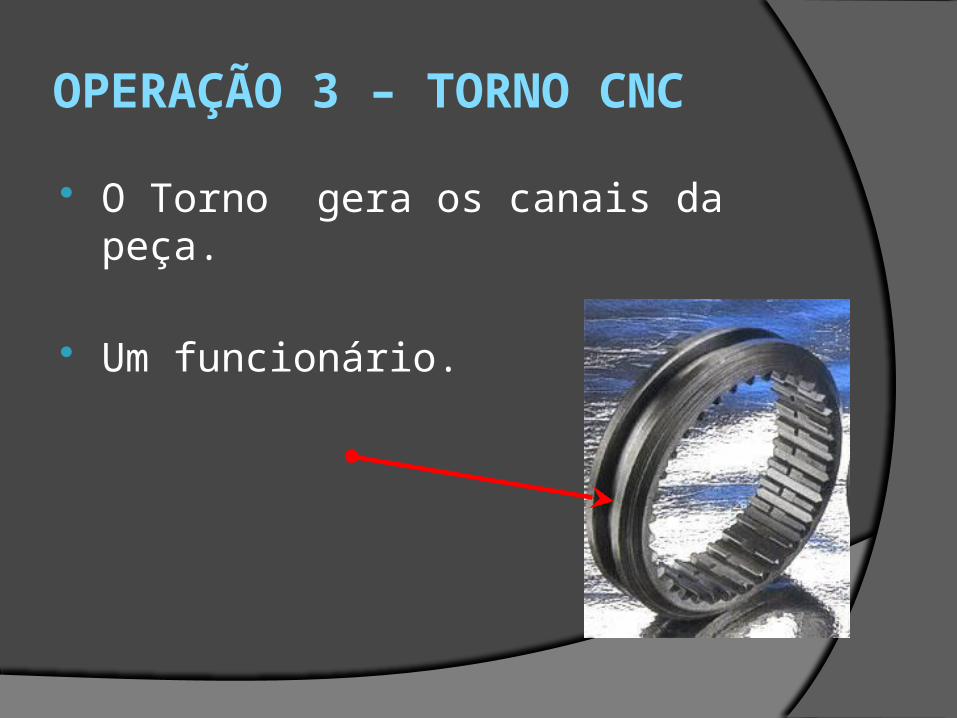
OPERAÇÃO 3 – TORNO CNC
O Torno gera os canais da peça.
Um funcionário.
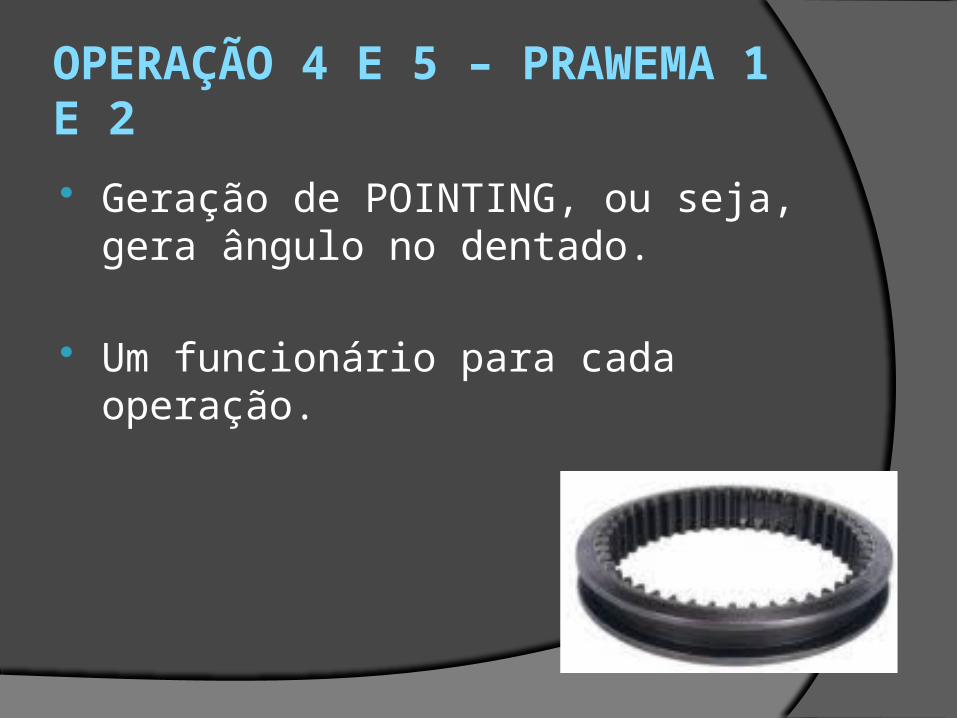
OPERAÇÃO 4 E 5 – PRAWEMA 1 E 2 Geração de POINTING, ou seja, gera
ângulo no dentado.
Um funcionário para cada operação.
OPERAÇÃO 6 – PRAWEMA 3
Geração de um antiescape. No acoplamento da marcha esse “corte” na CAPA ajuda a travar a marcha na hora do seu engate.
OPERAÇÃO 7 – TRATAMENTO TÉRMICO Aumenta a dureza da peça (Idem
CUBO)
OPERAÇÃO 8 – ACABAMENTO - HARD Retifica da face, deixando-a
perfeitamente plana e retilínea.

PROCESSO DE FABRICAÇÃO
ENGRENAGEM
EXEMPLOS:
Op. 1Desbaste
OPERAÇÃO 1 E 2
Desbaste e acabamento são iguais as operações do cubo.
Necessita de 1 funcionário.
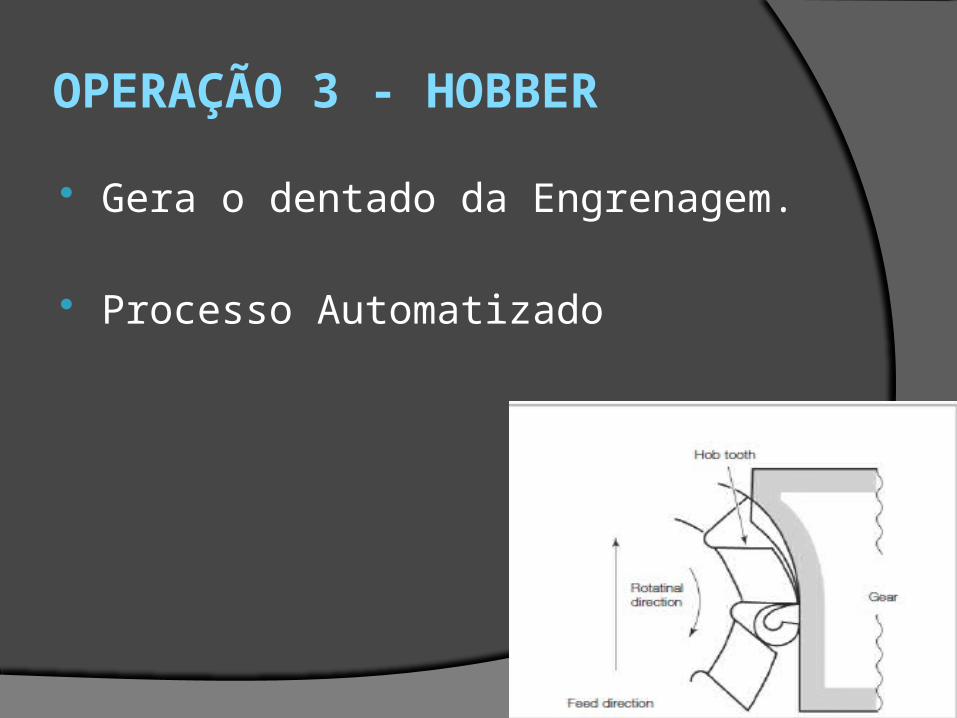
OPERAÇÃO 3 - HOBBER
Gera o dentado da Engrenagem.
Processo Automatizado
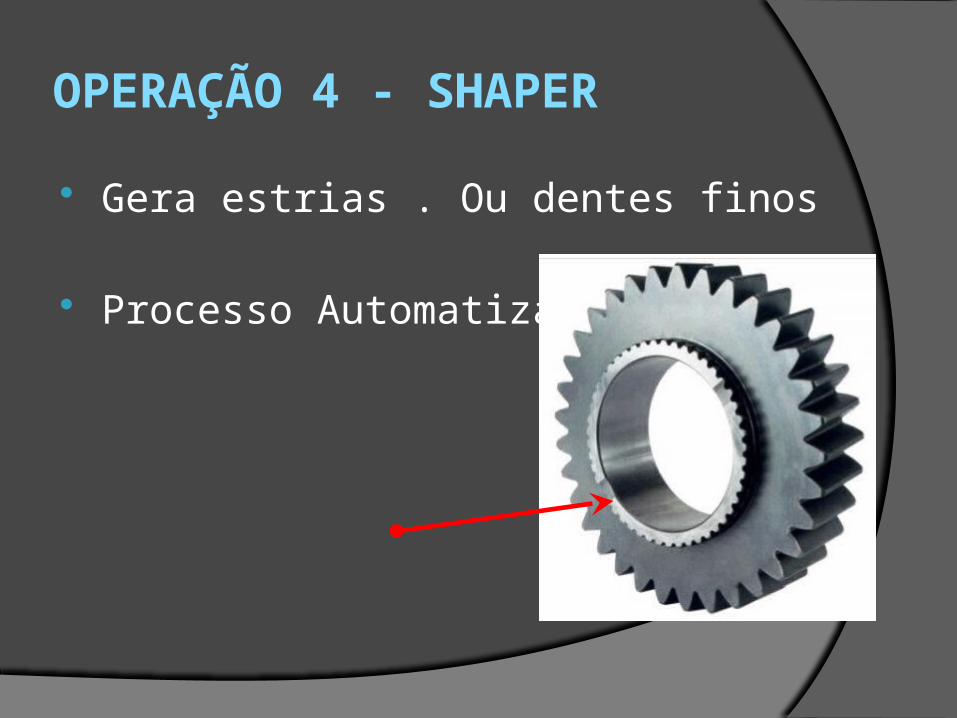
OPERAÇÃO 4 - SHAPER
Gera estrias . Ou dentes finos
Processo Automatizado.
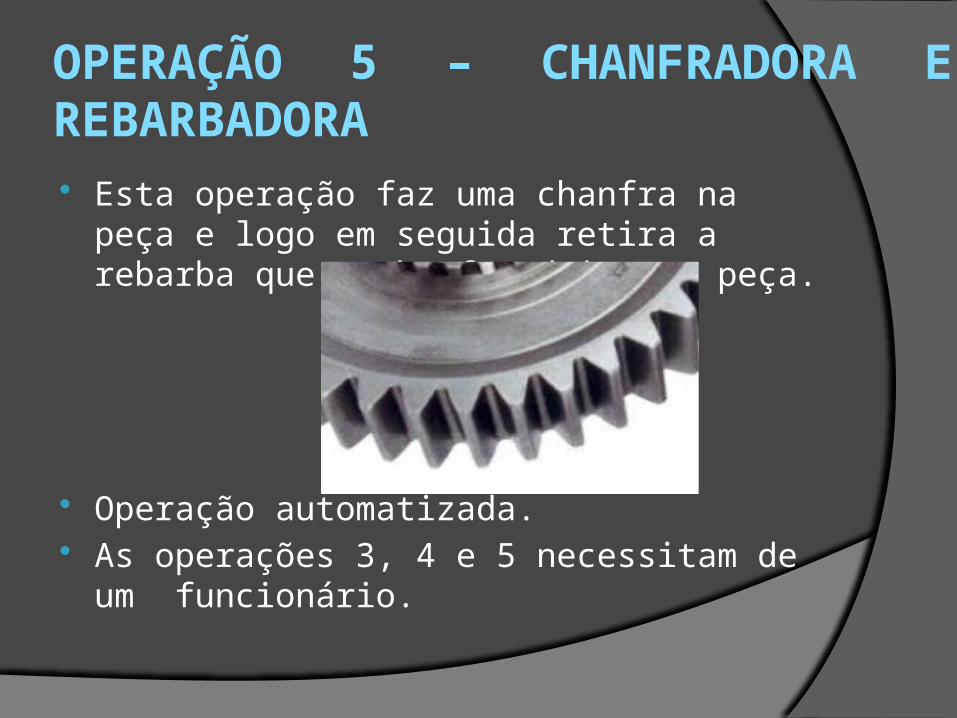
OPERAÇÃO 5 – CHANFRADORA E REBARBADORA Esta operação faz uma chanfra na peça e
logo em seguida retira a rebarba que a chanfra deixa na peça.
Operação automatizada. As operações 3, 4 e 5 necessitam de um
funcionário.
OPERAÇÃO 6 – TRATAMENTO TÉRMICO Aumenta a dureza da peça (Idem Cubo) Necessita de 1 funcionário.
OPERAÇÃO 7 - BRUNIDORA
Faz a retifica do furo interno da engrenagem.
Necessita de um funcionário.
OPERAÇÃO 8 – TORNO DURO
Torneia as faces de contato . Essa fase do acabamento busca deixar as faces mais perfeitas possível.
Necessita de um funcionário.
LAYOUTFÁBRICA

VÍDEO DA FÁBRICAPlanta da GTE - Transmissões
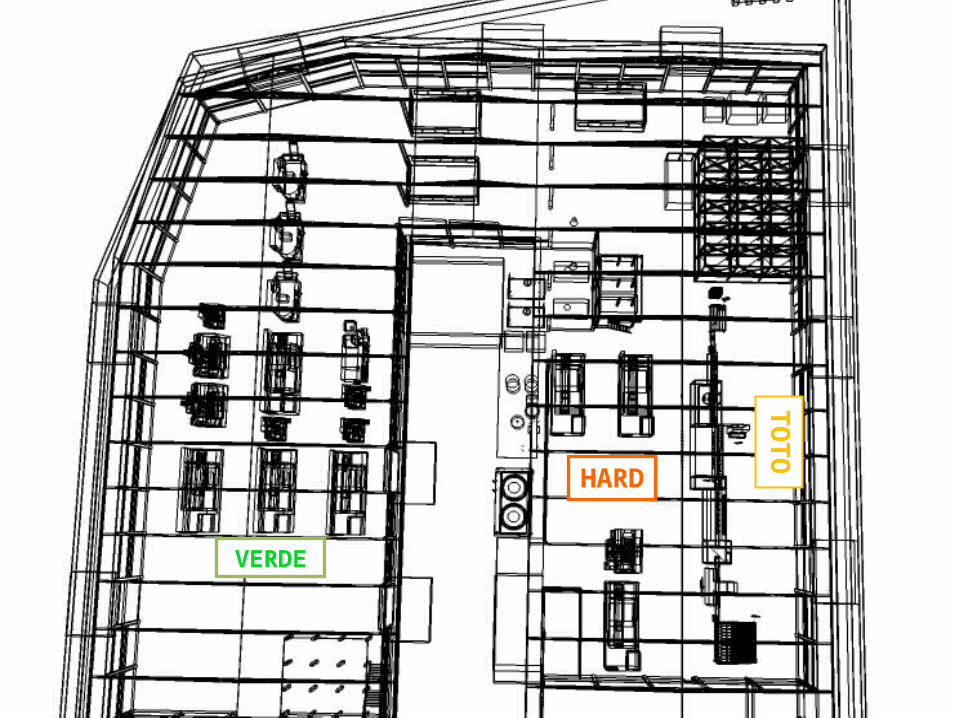
VERDE
TO
TO
HARD

DEMANDA:
Previsão de demanda por média móvel, utilizando os primeiro trimestre de 2010.
Demanda total CUBO: 15334 PEÇASDemanda total CAPA: 15334 PEÇASDemanda total ENGRENAGEM: 16536
PEÇAS
VOLUME DE PRODUÇÃO
De acordo com os tempos padrões e com a quantidade de horas trabalhadas por dia o volume de produção anual da GTE foi:
CUBO: 17957CAPA: 17957ENGRENAGEM: 17932
Plano de Produção
CUSTOS DE PRODUÇÃO
CUBO
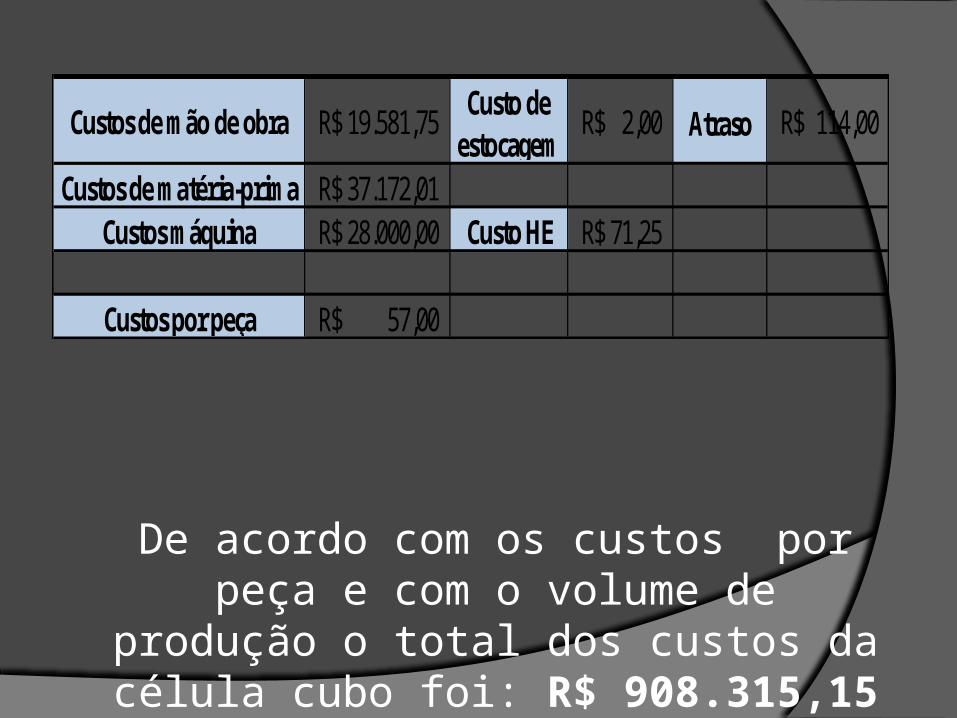
De acordo com os custos por peça e com o volume de produção o total
dos custos da célula cubo foi: R$ 908.315,15
Custos de mão de obra 19.581,75R$ Custo de estocagem
2,00R$ Atraso 114,00R$
Custos de matéria-prima 37.172,01R$ Custos máquina 28.000,00R$ Custo HE 71,25R$
Custos por peça 57,00R$
CUSTOS DE PRODUÇÃO
CAPA
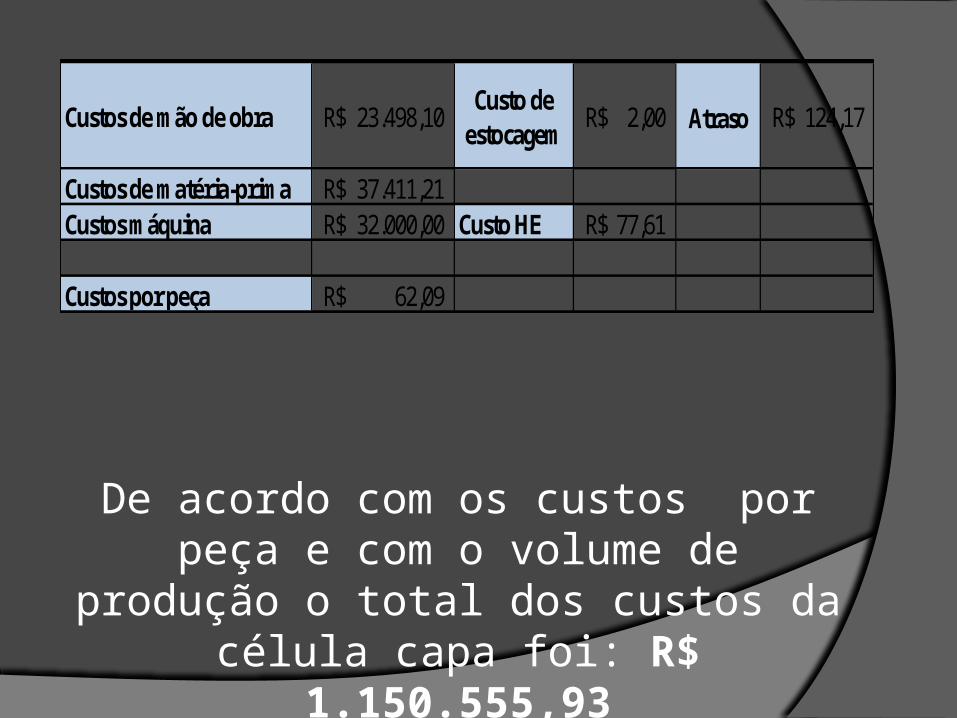
De acordo com os custos por peça e com o volume de produção o total
dos custos da célula capa foi: R$ 1.150.555,93
Custos de mão de obra 23.498,10R$ Custo de
estocagem2,00R$ Atraso 124,17R$
Custos de matéria-prima 37.411,21R$ Custos máquina 32.000,00R$ Custo HE 77,61R$
Custos por peça 62,09R$
CUSTOS DE PRODUÇÃO
ENGRENAGEM
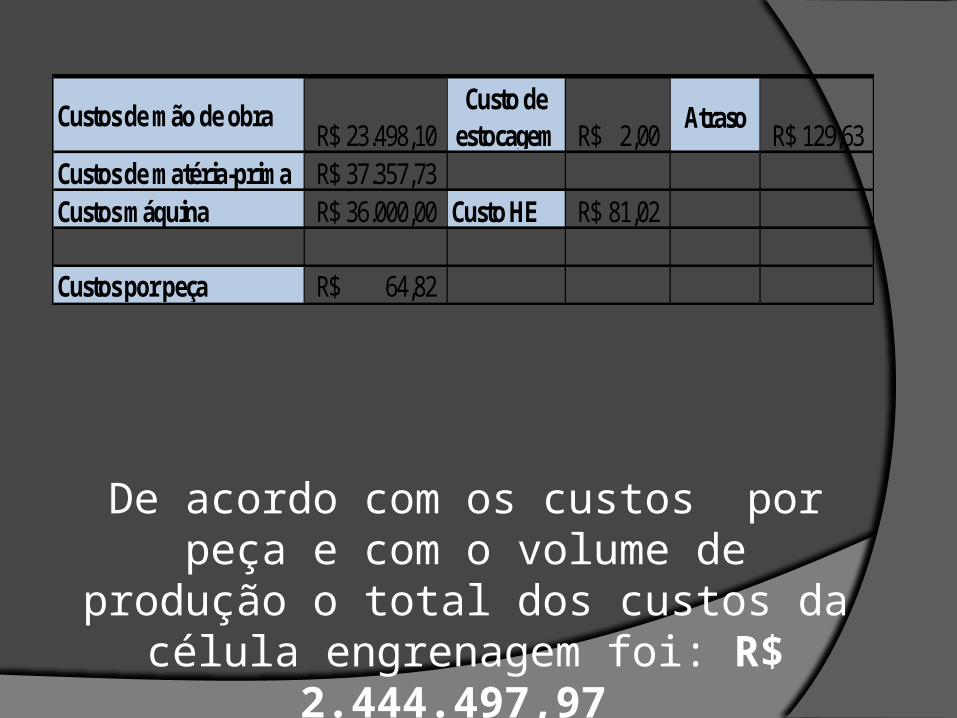
De acordo com os custos por peça e com o volume de produção o total
dos custos da célula engrenagem foi: R$ 2.444.497,97
Custos de mão de obra23.498,10R$
Custo de estocagem 2,00R$
Atraso129,63R$
Custos de matéria-prima 37.357,73R$ Custos máquina 36.000,00R$ Custo HE 81,02R$
Custos por peça 64,82R$
RECURSOS HUMANOS
Descrição dos Cargos Envolvidos no Processo Produtivo
Remuneração
Higiene e Segurança no Trabalho
Recrutamento e Seleção
Necessidades de Treinamento
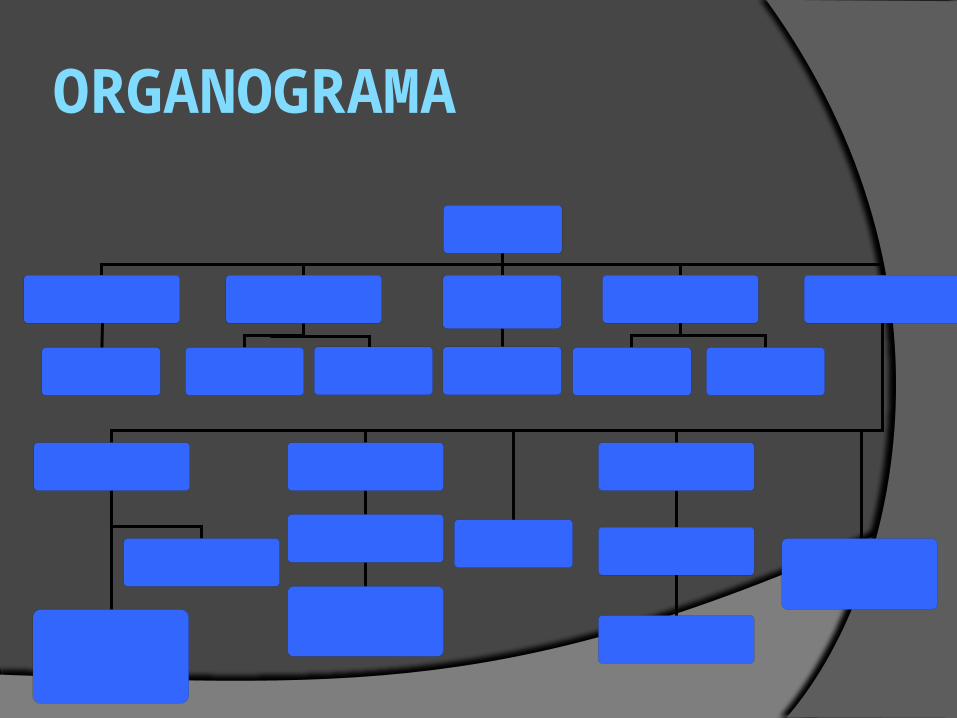
ORGANOGRAMA
DESCRIÇÃO DE CARGOS
Conforme estabelecido na cláusula 88 da Convenção Coletiva com Sindicato Nacional da Indústria de Componentes para Veículos Automotores (SINDIPEÇAS) e Sindicatos dos Metalúrgicos da Força Sindical de 2009/2011:
CLÁUSULA 88- NOMENCLATURA FUNCIONALA nomenclatura de cargo funcional obedecerá à padronização adotada pelo CBO – Código Brasileiro de Ocupação, sendo obrigatório o registro da mesma na CTPS (Carteira de Trabalho e Previdência Social) do empregado.
MÉTODO DE COLETA DE DADOS
Documento que padroniza , no sentido administrativo, e classifica as ocupações, onde são descritas e organizadas por famílias. Os efeitos da CBO não se aplicam as relações de trabalho.
CBO - Classificação Brasileira de Ocupações
. GERENTE DE PRODUÇÃO
MESTRE DE FERRAMENTARIA
TORNEIRO CNC
CARGOS DESCRITOS
TORNEIRO MECÂNICODESCRIÇÃO SUMÁRIA: Prepara e ajusta máquinas e ferramentas.• Usina peças de metais ferrosos e não-ferrosos em máquinas CNC. •Documenta produção e manutenção de máquinas e equipamentos.
GRAU DE INSTRUÇÃO: Ensino médio completo ou cursos de mecânica ou de tornearia cnc.
PERFIL PROFISSIONAL: Boa condição fisíca, saber se comunicar e expressar de forma clara e objetiva, habilidade para lidar com termos técnicos, cálculos e instrumentos de medição.
DESCRIÇÃO DE CARGOS
DESCRIÇÃO DE CARGOS
MESTRE DE FERRAMENTARIA
DESCRIÇÃO SUMÁRIA: Coordena, orienta e treina equipes de trabalho nos métodos e processos produtivos e de qualidade. •Organiza equipamentos utilizados e arranjos físicos. •Garante a programação da produção programando pessoal e equipamentos. •Gerência recursos, monitora procedimentos e normas do sistema de qualidade.•Elabora documentação técnica•Coordena ações voltadas para segurança no trabalho
GRAU DE INSTRUÇÃO: Ensino médio completo, curso de formação profissional com especialização em ferramentaria, curso técnico de mecânica.
PERFIL PROFISSIONAL: Boa condição fisíca, habilidade de liderar e de delegar, se comunicar e expressar (escrita e oral), trabalhar em equipe, visão sistêmica do processo, lidar com termos técnicos, responsabilidade e organização com o ambiente de trabalho.
DESCRIÇÃO DE CARGOS
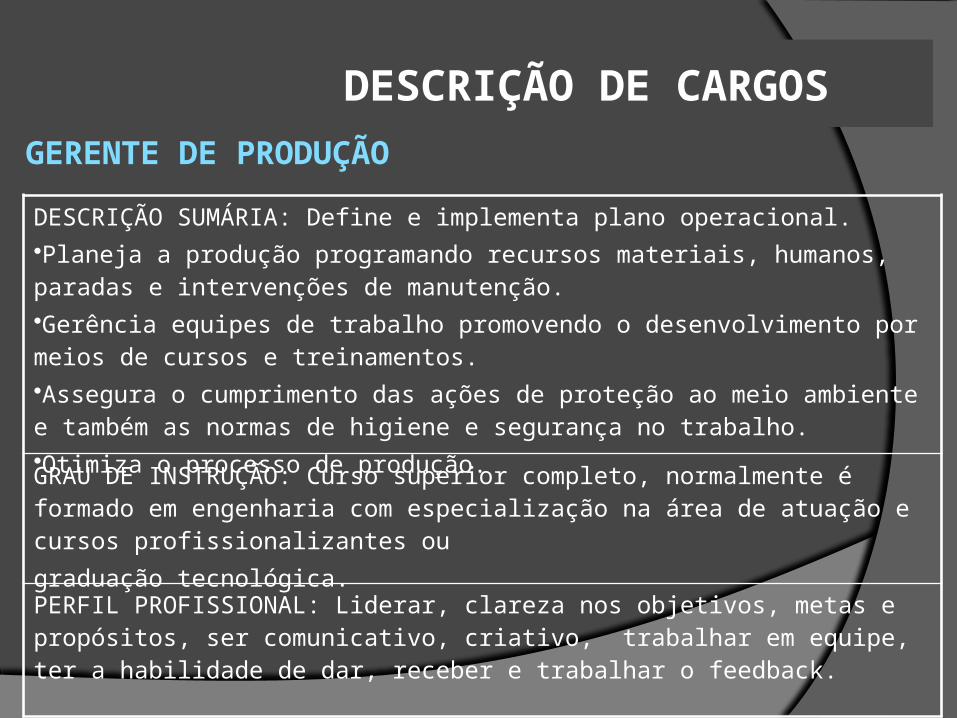
GERENTE DE PRODUÇÃO
DESCRIÇÃO SUMÁRIA: Define e implementa plano operacional.•Planeja a produção programando recursos materiais, humanos, paradas e intervenções de manutenção.•Gerência equipes de trabalho promovendo o desenvolvimento por meios de cursos e treinamentos.•Assegura o cumprimento das ações de proteção ao meio ambiente e também as normas de higiene e segurança no trabalho.•Otimiza o processo de produção.
GRAU DE INSTRUÇÃO: Curso superior completo, normalmente é formado em engenharia com especialização na área de atuação e cursos profissionalizantes ougraduação tecnológica.
PERFIL PROFISSIONAL: Liderar, clareza nos objetivos, metas e propósitos, ser comunicativo, criativo, trabalhar em equipe, ter a habilidade de dar, receber e trabalhar o feedback.

REMUNERAÇÃO
REMUNERAÇÃO
Conforme a Convenção Coletiva com Sindicato Nacional da Indústria de Componentes para Veículos Automotores (SINDIPEÇAS) e Sindicatos dos Metalúrgicos da Força Sindical de 2009/2011 estabelece alguns critérios,
referentes a remuneração, estes serão apresentados a seguir:
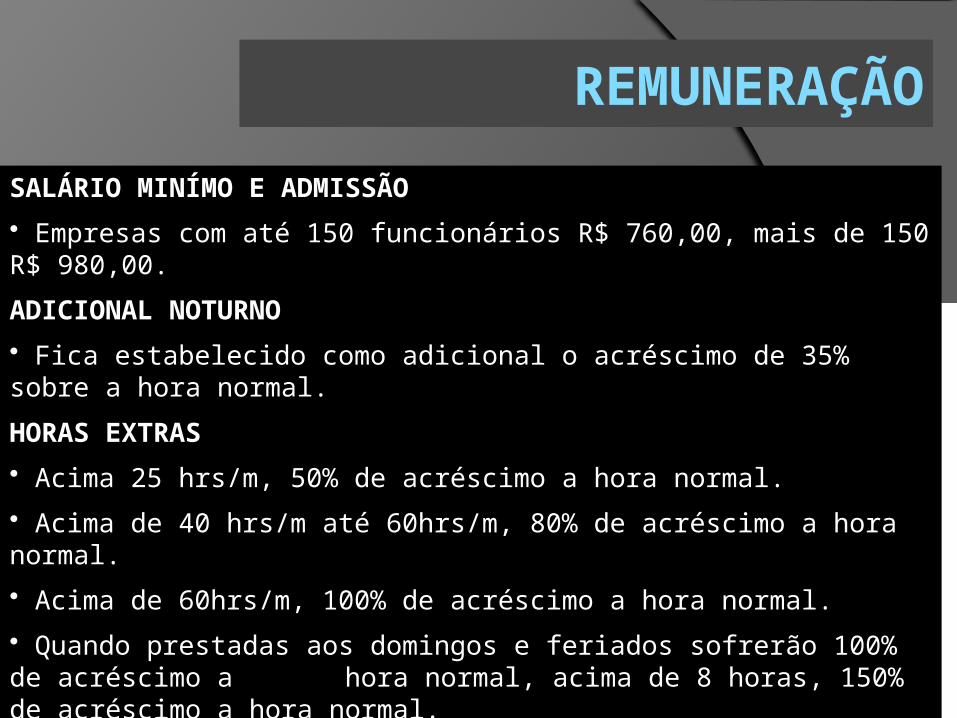
SALÁRIO MINÍMO E ADMISSÃO
• Empresas com até 150 funcionários R$ 760,00, mais de 150 R$ 980,00.
ADICIONAL NOTURNO
• Fica estabelecido como adicional o acréscimo de 35% sobre a hora normal.
HORAS EXTRAS
• Acima 25 hrs/m, 50% de acréscimo a hora normal.
• Acima de 40 hrs/m até 60hrs/m, 80% de acréscimo a hora normal.
• Acima de 60hrs/m, 100% de acréscimo a hora normal.
• Quando prestadas aos domingos e feriados sofrerão 100% de acréscimo a hora normal, acima de 8 horas, 150% de acréscimo a hora normal.
REMUNERAÇÃO
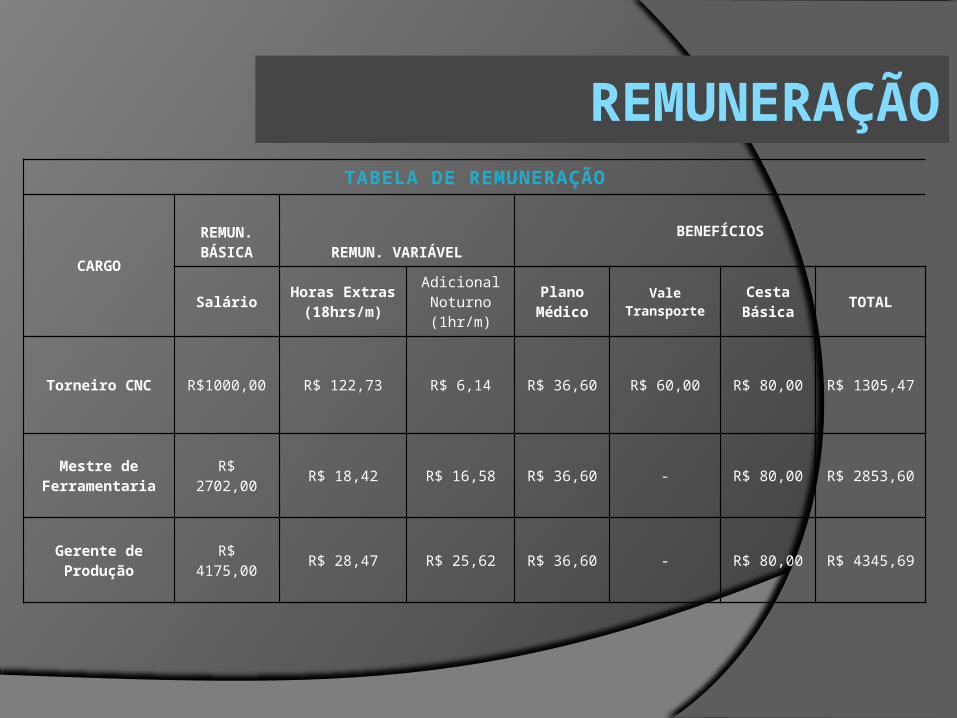
TABELA DE REMUNERAÇÃO
CARGO
REMUN. BÁSICA REMUN. VARIÁVEL
BENEFÍCIOS
Salário Horas Extras(18hrs/m)
AdicionalNoturno(1hr/m)
Plano Médico
Vale Transporte
Cesta Básica TOTAL
Torneiro CNC R$1000,00 R$ 122,73 R$ 6,14 R$ 36,60 R$ 60,00 R$ 80,00 R$ 1305,47
Mestre de Ferramentaria R$ 2702,00 R$ 18,42 R$ 16,58 R$ 36,60 - R$ 80,00 R$ 2853,60
Gerente de Produção R$ 4175,00 R$ 28,47 R$ 25,62 R$ 36,60 - R$ 80,00 R$ 4345,69
REMUNERAÇÃO
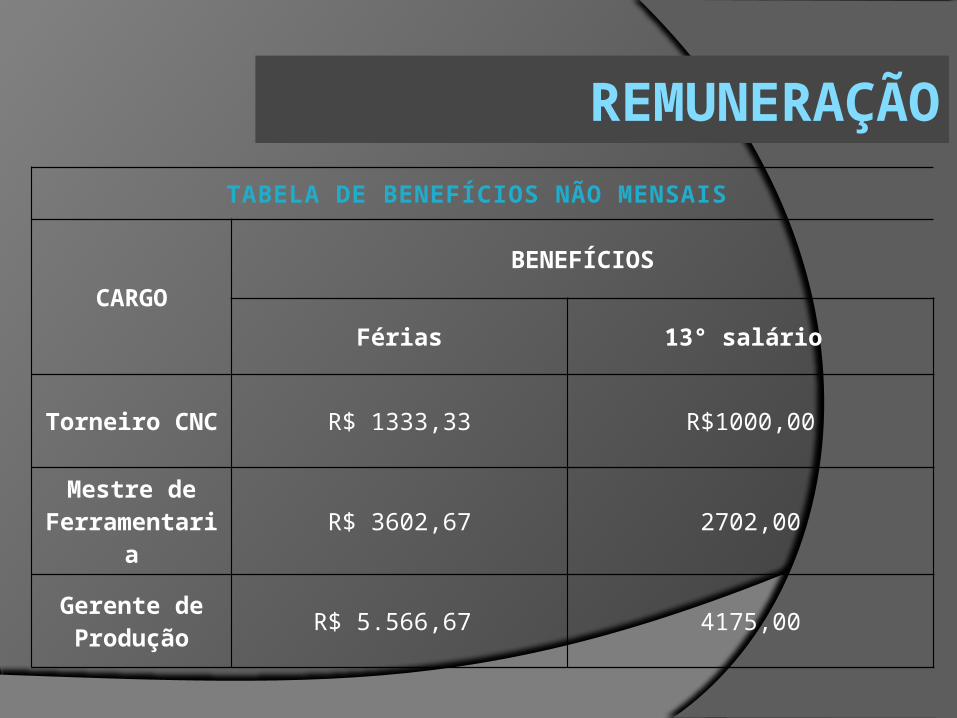
TABELA DE BENEFÍCIOS NÃO MENSAIS
CARGO
BENEFÍCIOS
Férias 13° salário
Torneiro CNC R$ 1333,33 R$1000,00
Mestre de Ferramentaria
R$ 3602,67 2702,00
Gerente de Produção
R$ 5.566,67 4175,00
REMUNERAÇÃO
• Plano Médico• Cesta Básica • Vale Transporte
ESCOLHA DOS BENEFÍCIOS
•Aumentar a qualidade de vida•Complemento de renda
REMUNERAÇÃO
REMUNERAÇÃO

HIGIENE E SEGURANÇA NO TRABALHO
HIGIENE E SEGURANÇA NO TRABALHO
Conforme a Convenção Coletiva com Sindicato Nacional da Indústria de Componentes para Veículos Automotores (SINDIPEÇAS) e Sindicatos dos Metalúrgicos da Força Sindical de 2009/2011 estabelece alguns critérios, referentes a higiene e segurança no trabalho, estes serão apresentados a
seguir:
HIGIENE E SEGURANÇA NO TRABALHO
CLÁUSULA 59 – FORNECIMENTO DE UNIFORMES E ROUPAS DE TRABALHO
As empresas fornecerão gratuitamente aos seus empregados uniformes, macacões e outras peças de vestimenta quando elas exigidas na prestação do serviço ou quando as condições de trabalho assim determinarem. Serão fornecidos gratuitamente, equipamentos de proteção individual (EPI’s), e de segurança quando exigidos na prestação do serviço, ou a atividade determinar.
CLÁUSULA 60 – ÁGUA POTÁVEL
A água potável oferecida aos colaboradores deverá ser submetida semestralmente a análise bacteriológica.
Os reservatórios e caixas d’água deverão ser mantidos em condições de higiene e limpeza.

HIGIENE E SEGURANÇA NO TRABALHO
Todos os equipamentos de proteção são fornecidos e de uso obrigatório, a orientação sobre o uso é constante bem como sua fiscalização que é feita pela área de segurança do trabalho .
EPI’s – Equipamentos de Proteção Individual
EPC’s – Equipamentos de Proteção Coletivos
HIGIENE E SEGURANÇA NO TRABALHO
A empresa é toda sinalizada, para evitar acidentes de trabalho e sinalizar áreas onde o uso de EPI’s são obrigatórios.
Áreas onde há trânsito existe uma marcação sinalizando uma via especial para pedestres.
SINALIZAÇÃO
HIGIENE E SEGURANÇA NO TRABALHO
Os funcionários somente devem operar veículos e máquinas na empresa devidamente habilitados e autorizados.
È parte da política da empresa o uso de cinto de segurança, bem como a orientação de como esse aparato de segurança pode ser eficaz.
VEÍCULOS
RECRUTAMENTO E SELEÇÃO
São realizados através de uma empresa de Consultoria:
Procedimento Externo;
Procedimento Interno.
NECESSIDADES DE TREINAMENTO
É uma forma de diagnóstico de problemas
encontrados nas habilidades e capacidades
dos funcionários para proporcionar uma melhora
na produtividade.
MÉTODO DE LEVANTAMENTO DA NECESSIDADE DE TREINAMENTO
É feita a avaliação do processo produtivo dentro da organização.
INDICADORES DE LEVANTAMENTO DE NECESSIDADES:
• Medição da peça ao final de cada operação;• Prevenção de acidentes de trabalho;• Boletins de Serviço (feedback);• Manuseio e calibragem das máquinas.
TIPOS DE PROGRAMA DE TREINAMENTO:
Novos funcionários:
Programa de Integração que mostra:
• A Empresa;• O produto;• Os direitos e deveres do pessoal;• Os termos do contrato de trabalho;• Os benefícios, as normas e os regulamentos da empresa;• Noções sobre a proteção e segurança do trabalho.
Ao final de seu primeiro dia, o novo funcionário responde a um questionário.
TIPOS DE PROGRAMA DE TREINAMENTO:
Funcionários atuantes:
• Treinamento no local de trabalho;• Treinamento fora do local de trabalho.

FINANCEIRO
Fluxo de Caixa
Balanço Patrimonial
FLUXO DE CAIXAFluxo de Caixa GTE
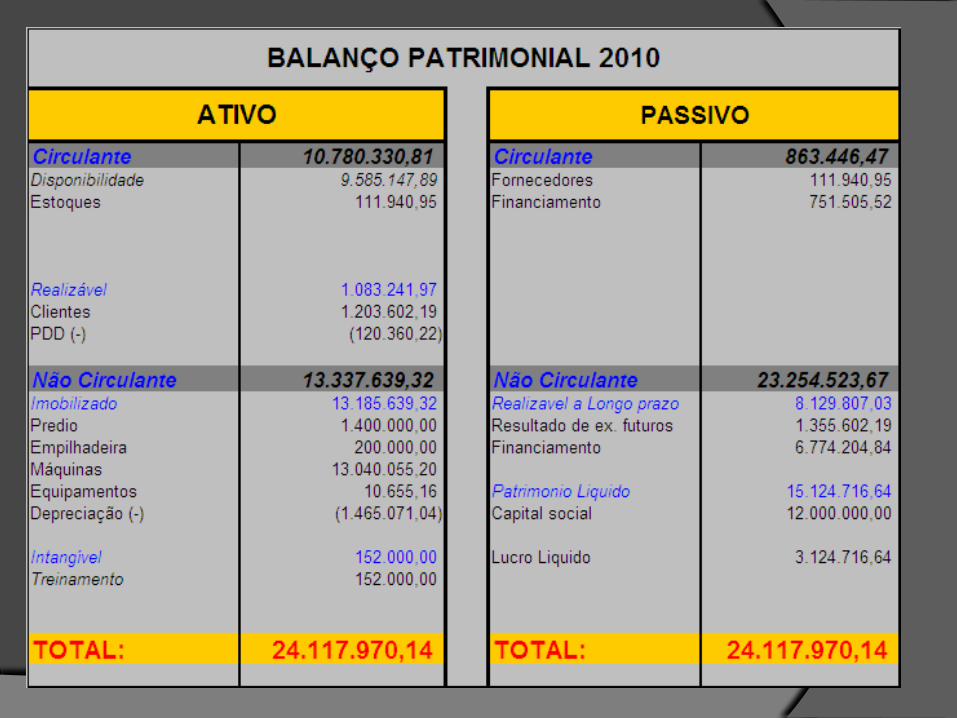
BALANÇO PATRIMONIAL
CAPITAL SOCIAL
A GTE é composta por 6 sócios Cada sócio integralizou o Capital Social com
o valor de R$ 2.000.000,00, totalizando 12.000.000,00
CAPITAL IMOBILIZADO
As máquinas necessárias na produção totalizou mais de R$ 13.000.000,00, devido este alto valor foi necessário dar uma entrada de R$ 5.525.000,00 e pleitear um financiamento do restante em 120 meses a uma taxa de 8% a.a.
CAPITAL IMOBILIZADO
Adquiriu suas instalações no valor de R$ 1.400.000,00 paga à vista.
Uma Empilhadeira no valor de R$ 200.000,00 também paga à vista.
Os equipamentos necessários na produção totalizaram o valor de R$ 10.655,16 financiados em 12 meses a uma taxa de juros compostos de 6,55% a.a.

ATIVO CIRCULANTE
A GTE prevê possuir um ativo circulante de R$ 10.780.330,81, distribuídos entre suas disponibilidades em caixa e bancos, estoques e realizável a curto prazo.
ATIVO NÃO CIRCULANTE
Em seu ativo não circulante possui R$ 13.337.639,32, distribuídos em bens imobilizados e intangíveis.
PASSIVO CIRCULANTE
Seu passivo circulante é composto por
conta com fornecedores e financiamentos, projetado no valor de R$ 863.446,47.

PASSIVO NÃO CIRCULANTE
Suas obrigações exigíveis a longo prazo totalizaram R$ 8.129.807,03
Finalizando com seu Patrimônio líquido ao final da projeção R$ 15.124.716,64.
RENTABILIDADE
Através da analise da projeção do Balanço Patrimonial da GTE é possível verificar que esta possui rentabilidade do ativo de 12,96%, o que significa que a cada R$100,00 aplicados da empresa, ela rende automaticamente R$ 12, 96, indicando neste caso que a rentabilidade desta empresa é boa.
CONCLUSÃO
GRUPO
Caroline Morais Silva – 54734Celso Afonso de Carvalho Jr. – 55572
Débora Cristina Tarossi – 55452Jéssica Gabriele dos Santos – 55391
Lia Mara Ricci Guimarães – 55394Renata R. Silva – 55087