pickel und schuppen in der 14 feuerverzinkung von ... · anwendungsbereich im freien (direkt...
TRANSCRIPT

Pickel und Schuppen in der feuerverzinkten Oberfläche
98
9 Feuerverzinken Eigenschaften | Verfahren12 Stärken der feuerverzinkten Stahlkonstruktion14 Feuerverzinkung von Galvaswiss18 Korrosion20 Feuerverzinkungsverfahren24 Aufbau Zinküberzug 28 Korrosionsbeständigkeit von Zinküberzügen30 Mechanische und thermische Beständigkeit
von Zinküber zügen32 Chemische Beständigkeit von Zinküberzügen36 Kathodischer Schutz von Zinküberzügen
Feuerverzinkungsgerechtes Konstruieren38 Feuerverzinkungsfreundliche Stahlsorten
und Oberflächen46 Vermeiden von Verzug beim Feuerverzinken52 Verzinken von Laser schnittflächen54 Kaltumformung58 Zinkeinlauf- und Luftaustrittsbohrungen64 Ausklinkungen68 Aufdoppelungen70 Lochbleche72 Fett, Öl, Farbe und Schweiss-Schlacke74 Schweiss-Spray76 Flüssigmetallinduzierte Spannungsrisskorrosion 78 Kontaktkorrosion
Feuerverzinken weiterer Stahlsorten82 Verzinken von Armierungsstahl86 Verzinken von Guss
Tipps und Tricks88 Fehlstellen und ihre Ausbesserung90 Spezielle Nachbearbeitungen92 Korrosionsschutz des Zinks im Erdreich
© G
alva
swis
s A
G

1110
Weissrost | Glanzverzinkung94 Weissrost/Material lagern98 Glanzverzinkung: DUROCLEAR102 Glanzverzinkung: GALVASEAL
Umwelt106 Nachhaltiges Bauen mit Feuerverzinkung108 Feuerverzinkung und Beschichtung im
Umwelt vergleich110 Recycling beim Feuerverzinken112 Zink in der Umwelt
© G
alva
swis
s A
G

1312
Oberflächen- und Hohlraum-KorrosionsschutzWirtschaftlichster Langzeit-Korrosionsschutz Kurze Lieferzeiten
Feuerverzinken Stärken der feuerverzinkten Stahlkonstruktion12
Korrosionsschutz• Lebensdauervonmehrals
40JahrenimStadt-undIndustrieklima
• KorrosionsschutzinHohlräumen,WinkelnundaufKantenwirksam
• SchadstellenunterrostennichtdankkathodischemSchutzdurchZink
Wirtschaftlichkeit• BeilangerNutzungsdauervon
StahlkonstruktioneninFrei-bewitterungwirtschaftlicheralsalleanderenKorrosionsschutz-systeme
• ÄhnlicheErstkostenwiebei2-bis3-SchichtsystemmitNass-oderPulverlack,jedochdoppelteLebensdauer
• OhneUnterhaltskostenwährendüber40JahrenimStadt-undIndustrieklima
Montagefreundlichkeit• KurzeTermine,normalerAblauf
2 – 3Tage,Express5 –10Stunden
• KaumMontageschädendankhöchstermechanischerWider-standsfähigkeitderZinkschicht
• VerzinkteProfileaufderBaustelleschweissbar
• ProblemloseBaustellenlagerungundproblemlosesBaustellen-handling
Ästhetik• Modernes,metallischesund
teilweisesilbrigglänzendesAussehen
• AufWunschkannGlanzmitZusatzbehandlungerhaltenwerden
• TechnischerundlebendigerBausteinderArchitektur
Umwelt• WegfallvonSanierungenvorOrt.
DadurchwenigerEnergie-,Chemikalien-undRessourcen-verbrauch
• VerzinkungunterkontrolliertenBedingungenimWerk
• Lösungsmittelfrei• Gesamt-Ökobilanzsehrgut
13
skywalkallgäuStahlbau:BiedenkappStahlbauGmbHKorrosionsschutz:FeuerverzinkungvonGalvaswiss
Stärken der feuerverzinkten Stahlkonstruktion
© G
alva
swis
s A
G

AnwendungsbereichImFreien(direktbewittert).InFeuchtbereichen,ohnebesondereÄsthetik-Anforderungen.Stahlbau
GlanzgradGraumattmitderZeit(Patinabildung)GlanzerhaltaufMetallbau-undSchlosserteilenmöglich(sieheSeite98ff.«DUROCLEAR»oder«GALVASEAL»)
Unterhaltsfreie Nutzungsdauer(KorrosivitätskategorieC3/C4nachDINENISO12944):über35Jahre(Praxiswertebis60Jahre)
Kosten Gerade StaketengeländerAb 15.– bis 25.– CHF/Laufmeter*
Gerade Stahlbauprofile (BeieinerrelativenOberflächevon20–24m2/t)Ab 14.– CHF/m2*
Wirtschaftlichkeit im Stahlbau (RelativeKorrosionsschutzkosteninKorrosivitätskategorieC3/C4)Ab 0.40 CHF/m2/Jahr
* RichtpreisfürgeradeSerienab100Laufmeteroder100m2.
Das langfristig kostengünstigste Korrosionsschutz-System (ab Fr. 14.–/m²) für eine unterhaltsfreie Nutzungs dauer von über 35 Jahren
Feuerverzinken Feuerverzinkung von Galvaswiss
Feuerverzinkung von GalvaswissWirtschaftlich und ökologisch über Jahrzehnte
Architekt:Rolf+HotzKorrosionsschutz:FeuerverzinkungvonGalvaswiss
14 15©
Gal
vasw
iss
AG

1716
Technische Ausschreibungsdaten•EntfernenvonSchweissperlen•EntgratenundKantenbrechenoderanfasen(Radius/Faseca.1mm)•VerzinkungsgerechteKonstruktion:
AnallenTeilstössenZirkulationsausklinkungen•BeiHohlräumenmöglichstgrosseZinkeinlauf-und
Luftaustrittsbohrungenvorsehen•Richtarbeiten(nurfürgeradeStahlbauprofile):Toleranzangeben•FeuerverzinkungnachDINENISO1461 min.55–85µm*•PraxiswerteaufStahlbau ca.100–600µm
FürästhetischeAnwendungenbestehtdieMöglichkeit,mitDUROCLEARoderGALVASEAL(FeuerverzinkungplusKlarlackierung)denGlanzderfrischenFeuerverzinkungzuerhalten(sieheSeite98ff.«DUROCLEAR»oder«GALVASEAL»).
AusschreibungstextmitallgemeinenInformationensieheSeite288f.«AusschreibungstextFeuerverzinken».
* DurchschnittlicheZinkschichtdickenachDINENISO1461: Bis3mmBlechdicke: min.55µm >3mm–6mmBlechdicke:min.70µm >6mmBlechdicke: min.85µm
DoppelmayrSeilbahnen
Feuerverzinken Feuerverzinkung von Galvaswiss 17
Feuerverzinkung von GalvaswissWirtschaftlich und ökologisch über Jahrzehnte
16©
Gal
vasw
iss
AG

1918 Feuerverzinken Korrosion
Abtrag durch Korrosion
Korrosion
Ursache der KorrosionDerBegriff«Korrosion»stammtausdemLateinischenundbedeutet«zernagen».Wirdlegierteroderun-legierterStahlohneSchutzderAtmosphäreausgesetzt,soverfärbtsichdieOberflächenachkurzerZeitrotbraun:DerStahlkorrodiert–sprichrostet.EisenhatdasBestre-ben,sichinAnwesenheitvonSauer-stoffundFeuchteunweigerlichindieenergetischgünstigsteForm,denRost,zuverwandeln.DasRos-tenistelektrochemischerNatur,kannalsonurinGegenwarteinerionenleitendenSubstanzwieWasserablaufen.MitUnterstützungvonWasserundSauerstoffwirdelemen-taresFezuionischemFe2+oxidiertundineinerFolgereaktioninRostumgewandelt.
Beschleunigte Korrosion und AbtragBeieinerrelativenLuftfeuchtevonwenigerals60%istdieKorrosions-geschwindigkeitunbedeutend.Sienimmtaberinsbesonderezu• mitmangelnderBelüftung• mitsteigenderLuftfeuchte• inAnwesenheitvonKondens-
oderNiederschlagswasser• mitzunehmenderVerunreinigung
derLuftdurchSchadstoffewieSchwefeldioxid,ChlorideundSulfate
• imBoden,WasserundSalz-wasser
Riesiger volkswirtschaft-licher Schaden durch RostInderSchweizverursachtRostjähr-licheKostenvonschätzungsweise4.5MilliardenFranken.Weltweitge-henproSekundeca.5tStahldurchRostenverloren.
Sauerstoff und Feuchte verwandelt Stahl unweigerlich in Rost
Sehr grosser volkswirtschaftlicher Schaden durch Korrosion
Anwendungsbereich Dickenverlustim1.Jahr[µm]
Innenraum
BeheizteRäumez.B.Büros,Läden,Schulen,Hotels
UnbeheizteGebäude,woKondensationauf-tretenkann,z.B.Lager,Sporthallen
FeuchteProduktions-räumemitetwasLuft-verunreinigung,z.B.Lebensmittelher-stellung,Wäscherei,Brauerei,Molkerei
Chemieanlagen,Schwimmbäder
SehrhäufigeKonden-sationundstarkeVer-unreinigung
NahezuständigeKon-densationundhoheLuftverunreinigung
Aussenbereich
–
GeringeVerunreini-gung,ländlicherBereich,Kleinstädte
StadtundIndustrie,mässigeVerunrei-nigung
IndustrielleBereiche
IndustriebereichemithoherFeuchteundaggressiverLuft,Küsten-bereiche
IndustriebereichemitextremerLuft-verschmutzung,Salzsprühkontakt
Korrosivitätskategorie
C1(sehrniedrig)
C2(niedrig)
C3(mittel)
C4(hoch)
C5(sehrhoch)
CX(extrem)
CStahl
≤1.3
>1.3–25
>25–50
>50–80
>80–200
>>200
Zink*
≤0.1
>0.1–0.7
>0.7–2
>2–4
>4–8
>8–25
* Im1.JahristderDickenverlustamgrössten.Im4.Jahrhatersichbereitsumca.40%reduziert.DiesistbeieinerSchätzungderDauerdesKorrosionsschutzesdurchZinkzuberücksichtigen.
© G
alva
swis
s A
G

2120 Feuerverzinken Feuerverzinkungsverfahren
Feuerverzinkungsverfahren
Reinigung der Stahloberfläche von Fett und Rost
Aktivierung der Stahloberfläche
Eintauchen in flüssige Zinkschmelze führt zu Eisen- Zink-Legierungsschicht und Reinzinkschicht
1. AufhängenDieverzinkungsgerechtenWerkstücke(sieheSeite38ff.«Feuerverzinkungs-gerechtesKonstruieren»)werdennachderAnlieferungimoptimalenWinkelaneinerTraverseaufgehängt.DadurchwirdeinsaubererÜberzugmitZinkge-währleistet.FüreinenreibungslosenundsicherenAblaufdesProzessesmüs-sendieWerkstückemitdennötigenZirkulationsbohrungenversehensein.
2. Entfettungs-badFüreingutesVerzin-
kungsergebnisisteine
gründlicheReinigungder
Oberflächeunabdingbar.
FetteundÖlewerdenin
einemsaurenoderba-
sischenEntfettungsbad
vonderStahloberfläche
abgelöst.
3. SpülbadBadzurReinigungderOber-
flächevonEntfettungsmittel
5. SpülbadBadzurReinigungder
OberflächevonBeizmitteln
7. TrocknenNachderFlussmittelbehandlungwird
dasVerzinkungsgutgetrocknet.
8. ZinkbadDievorbereitetenWerkstückewer-
denineineflüssigeZinkschmelze
vonca.450°Cgetaucht.Während
desVerzinkungsvorgangsbildet
sichalsFolgeeinerwechselsei-
tigenDiffusionvonflüssigemZink
undStahlaufderOberflächedes
WerkstückseinÜberzugverschie-
denartigzusammengesetzter
Eisen-Zink-Legierungsschichten.
BeimHerausziehenausdemBad
werdendiesemiteinerglänzenden
Reinzinkschichtüberzogen.
9. NachbehandlungDieverzinktenTeilewerdenmeistanderLuftab-
gekühlt.BeimanschliessendenVerputzenwerden
allfälligeZinkläufe,ZinkspitzenundDruckstellender
Aufhängemittelentfernt.BeiBedarfwerdenGe-
winde,PassungenundBohrungenvomZinkbefreit.
6. FlussmittelbadImFlussmittelbaderhältdieOberflächeeinendünnen
Salz-Film,welcherspäterbeimEintaucheninsZinkbad
diemetallurgischeReaktionzwischenStahloberfläche
undZinkschmelzeunterstützt.
4. BeizbadUmRostundZundervonderOberflächezulösen
undeinereineStahloberflächezuerzielen,wer-
dendieWerkstückeinBeizbädernmitverdünnter
Mineralsäure(z.B.Salzsäure)behandelt.Inhibi-
torenverhinderneinenAngriffaufdenStahl.
Stückverzinken
AbkühlenVerputzen
Ausgangskontrolle
Metall-verarbeiter
VorbereitenAufhängen
Wareneingang
➜➜
➜
Trocknen
Entfettungs-bad
Spülbad Beizbad Spülbad Flussmittel-bad
Zinkbad
© G
alva
swis
s A
G

2322 Feuerverzinken Feuerverzinkungsverfahren
Weitere Verfahren:
Schleuderverfahren DasSchleuderverfahrenwirdmeistbeiKleinteilen(<2kgStückgewicht)eingesetzt.
DieKleinteilewerdennachdenVor-behandlungsbäderninzylindrischeKörbegefüllt.DadurchistkeineAuf-hängungderEinzelteileerforderlich.DerKorbwirdimZinkbadgetauchtundsofortnachdemZiehenzentri-fugiert.AnschliessendwirdderInhaltineinWasserbadgekippt.DurchdasSchleudernwirddasüberschüssigeZinkentfernt,imWasserbadwirddasZusammenklebenderTeilever-hindert.
Bandverzinken (Sendzimirverfahren)InkontinuierlicharbeitendenBand-verzinkungsanlagenläuftdasBandvomCoildurcheinenGlühofenundwirdunterSchutzgasatmosphärederZinkschmelzeinhoherGe-schwindigkeitzugeführt.NachdemZinkbadwirdderZinküberzugmitAbstreifdüsengleichmässigverteilt.NacheinerAbkühlstreckewirdeswiederaufgecoilt.
AlsFolgederhohenDurchlaufge-schwindigkeitdesBandesistdieReaktionsdauerzwischenStahlundZinkschmelzesehrkurz,waszurFolgehat,dasssichnureineaus-serordentlichdünneEisen-Zink-LegierungsschichtvonwenigenMikrometernbildenkann.Derüber-wiegendeTeildesÜberzugesbe-stehtausderReinzinkschichtvonca.25µm.DieshatdenVorteil,dassdasfeuerverzinkteBandeineguteKaltumformbarkeitaufweist.
Stückverzinken:AuszugeinesMastesausdemZinkbad.
Schleuderverzinkungsanlage
ImSchleuderverfahrenverzinkteKleinteile.
© G
alva
swis
s A
G
2524 Feuerverzinken Aufbau Zinküberzug
Aufbau Zinküberzug
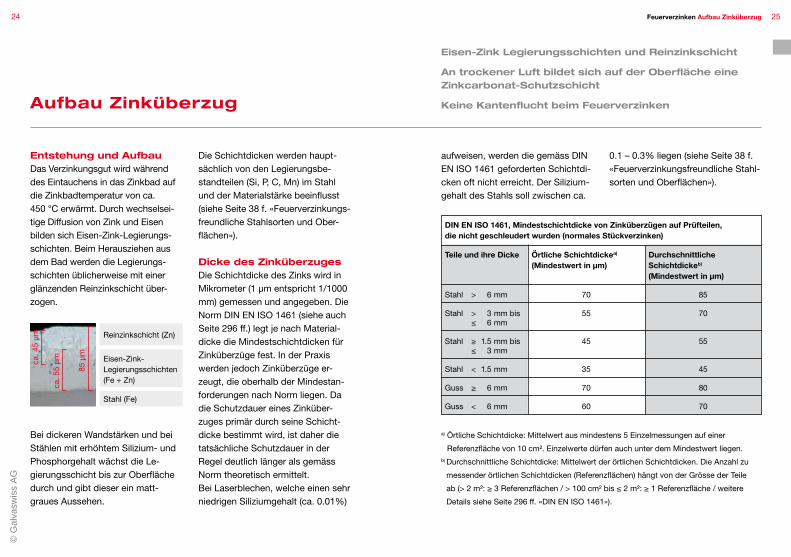
Entstehung und AufbauDasVerzinkungsgutwirdwährenddesEintauchensindasZinkbadaufdieZinkbadtemperaturvonca.450°Cerwärmt.Durchwechselsei-tigeDiffusionvonZinkundEisenbildensichEisen-Zink-Legierungs-schichten.BeimHerausziehenausdemBadwerdendieLegierungs-schichtenüblicherweisemiteinerglänzendenReinzinkschichtüber-zogen.
BeidickerenWandstärkenundbeiStählenmiterhöhtemSilizium-undPhosphorgehaltwächstdieLe-gierungsschichtbiszurOberflächedurchundgibtdiesereinmatt-grauesAussehen.
DieSchichtdickenwerdenhaupt-sächlichvondenLegierungsbe-standteilen(Si,P,C,Mn)imStahlundderMaterialstärkebeeinflusst(sieheSeite38f.«Feuerverzinkungs-freundlicheStahlsortenundOber-flächen»).
Dicke des ZinküberzugesDieSchichtdickedesZinkswirdinMikrometer(1µmentspricht1/1000mm)gemessenundangegeben.DieNormDINENISO1461(sieheauchSeite296ff.)legtjenachMaterial-dickedieMindestschichtdickenfürZinküberzügefest.InderPraxiswerdenjedochZinküberzügeer-zeugt,dieoberhalbderMindestan-forderungennachNormliegen.DadieSchutzdauereinesZinküber-zugesprimärdurchseineSchicht-dickebestimmtwird,istdaherdietatsächlicheSchutzdauerinderRegeldeutlichlängeralsgemässNormtheoretischermittelt.BeiLaserblechen,welcheeinensehrniedrigenSiliziumgehalt(ca.0.01%)
aufweisen,werdendiegemässDINENISO1461gefordertenSchichtdi-ckenoftnichterreicht.DerSilizium-gehaltdesStahlssollzwischenca.
0.1–0.3%liegen(sieheSeite38f.«FeuerverzinkungsfreundlicheStahl-sortenundOberflächen»).
Eisen-Zink Legierungsschichten und Reinzinkschicht
An trockener Luft bildet sich auf der Oberfläche eine Zinkcarbonat-Schutzschicht
Keine Kantenflucht beim Feuerverzinken
Reinzinkschicht(Zn)
Eisen-Zink-Legierungsschichten(Fe+Zn)
Stahl(Fe)
ca.4
5µm
ca.5
5µm
85µ
m
Örtliche Schichtdickea)
(Mindestwertinµm)
70
55
45
35
70
60
Durchschnittliche Schicht dickeb)
(Mindestwertinµm)
85
70
55
45
80
70
a)ÖrtlicheSchichtdicke:Mittelwertausmindestens5Einzelmessungenaufeiner
Referenzflächevon10cm².EinzelwertedürfenauchunterdemMindestwertliegen.b)DurchschnittlicheSchichtdicke:MittelwertderörtlichenSchichtdicken.DieAnzahlzu
messenderörtlichenSchichtdicken(Referenzflächen)hängtvonderGrössederTeile
ab(>2m²:≥3Referenzflächen/>100cm²bis≤2m²:≥1Referenzfläche/weitere
DetailssieheSeite296ff.«DINENISO1461»).
DINENISO1461,MindestschichtdickevonZinküberzügenaufPrüfteilen, die nicht geschleudert wurden (normales Stückverzinken)
TeileundihreDicke
Stahl > 6mm
Stahl > 3mmbis ≤ 6mm
Stahl ≥ 1.5mmbis ≤ 3mm
Stahl < 1.5mm
Guss ≥ 6mm
Guss < 6mm
© G
alva
swis
s A
G

2726 Feuerverzinken Aufbau Zinküberzug
Ausbildung einer Schutz-schicht aus ZinkcarbonatDie«fabrikneuen»,glänzendenZink-oberflächenreagierenmitSauerstoffundFeuchtezuZinkhydroxid.Dieseswirdindenersten1– 3Mo-natenmittelsKohlendioxidderLuftinZinkcarbonatumgewandelt,welcheseineschwerwasserlöslicheZinkpatinabildet.DiesePatina,wel-chesichbeitrockenenBedingungenschonnachwenigenTagenzubil-denbeginnt,schütztdieOberflächeundverhindertmitderZeitdieweitereBildungvonZinkkorrosions-produkten.
FallsdiefabrikneueOberflächefeuchtwirdundschlechtbelüftetistunddamitkaumKohlendioxidvor-handenist,könnensichdieZink-hydroxidenichtzuZinkcarbonatumwandeln.EsentstehteineweisseSchicht,welcheals«Weissrost»bezeichnetwird.DiesekanndurchtrockeneundgutbelüfteteLagerungverhindertwerden(sieheSeite94ff.«Weissrost/Materiallagern»).
Keine KantenfluchtDieeinzelnenKristallederEisen-ZinkLegierungsschichtenwachsensenkrechtzurStahloberfläche.AnEckenundKantenöffnensichdieLegierungsschichtendeshalbfä-cherförmigunddieZwischenräumefüllensichmitReinzink.Zinküber-zügebeimStückverzinkensinddes-halbimRegelfallanKantenundEckenmindestenssodickwieindenangrenzendenFlächen–dieKantenflucht,wiesiebeianderenKorrosionsschutzsystemenauftritt(z.B.beiFarbbeschichtungen),stelltsichhiernichtein.UmZinkabplatzungenaufKantenzuvermeiden,sinddieKantenvorgän-gigzubrechen.
© G
alva
swis
s A
G

2928
Schutzdauer nach DIN EN ISO 14713-1
Feuerverzinken Korrosionsbeständigkeit von Zinküberzügen
Korrosionsbeständigkeit von Zinküberzügen
Typische Umgebung (Beispiele) Korrosivitäts kategorie
Dickenverlust Zink im 1. Jahr
[µm]*
Kürzeste Schutzdauer* (Jahre) und Schutzdauerklasse(VL,L,M,H,VH)**
Innenraum Aussenbereich Mindestschichtdicke
45µm 85µm 140µm 200µm
BeheizteRäumez.B.Büros,Läden,Schulen,Hotels
– C1(sehrniedrig)
≤0.1 >100(VH)
>100(VH)
>100(VH)
>100(VH)
UnbeheizteGebäude,woKondensationauftretenkann,z.B.Lager,Sporthallen
GeringeVerunreinigung,ländlicherBereich,Kleinstädte
C2(niedrig)
0.1–0.7 64bis>100(VH)
100bis>100(VH)
100bis>100(VH)
100bis>100(VH)
FeuchteProduktionsräumemitetwasLuftverunreinigung,z.B.Lebensmittelher-stellung,Wäscherei,Brauerei,Molkerei
StadtundIndustrie,mässigeVerun-reinigung
C3(mittel)
0.7–2 20bis64(VH)
40bis>100(VH)
67bis>100(VH)
95bis>100(VH)
Chemieanlagen,Schwimmbäder IndustrielleBereiche C4(hoch)
2–4 10bis20(H)
20bis40(VH)
33bis67(VH)
48bis95(VH)
SehrhäufigeKondensationundstarkeVerunreinigung
IndustriebereichemithoherFeuchteundaggressiverLuft,Küstenbereiche
C5-I(sehrhoch)
4–8 5bis10(M)
10bis20(H)
17bis33(VH)
24bis48(VH)
NahezuständigeKondensationundhoheLuftverunreinigung
IndustriebereichemitextremerLuftver-schmutzung,Salzsprühkontakt
CX(extrem)
8–25 2bis5(L)
3bis10(M)
6bis17(H)
8bis24(H)
* Die«kürzesteSchutzdauer»isthierkonservativberechnetmittelsdes«DickenverlustZinkim1.Jahr».DerDickenverlustistim1.Jahrhochundnimmtim2.Jahrbereitsumca.25%,im4.Jahrumca.40%gegenüberdem1.Jahrab(PublikationEMPA,CorrosionScience44(2002),Seiten675–687).InderPraxiskanndahermitbiszudoppeltsolangerSchutzdauer,wiehieraufgeführt,gerechnetwerden.
**Schutzdauerklassen:VH:sehrhoch(≥20Jahre)H: hoch(10bis<20Jahre)M: mittel(5bis<10Jahre)L: niedrig(2bis<5Jahre)VL: sehrniedrig(0bis<2Jahre)
BeieinerVerzinkungnachDINENISO1461istjenachDickedesStahlteileseineörtlicheSchichtdickevon35bis70µmvorgeschrieben.DurchhöhereSchichtdickelässtsicheinedeutlichlängereSchutzdauererzielen.HöhereSchichtdickensindverzinkungstechnischmeistensmöglich.BesprechenSieihreAnforderungmitderVerzinkerei.
© G
alva
swis
s A
G

3130
Mechanische BeständigkeitBeimVerzinkungsprozessbildensichmehrereLegierungsschichtenausZinkundStahl(sieheSeite24ff.«AufbauZinküberzug»).DieHärtedieserLegierungsschichtenliegter-heblichüberderHärtevonBaustahl.
ZinküberzügegewährleistendahereinenzuverlässigenSchutzbeimechanischenBelastungenwäh-renddesTransportsundbeimHandlingundderMontagewährendderBauphase.InderNutzungs-phaseverhilftdieLegierungsschichtzueinerhohenVerschleiss-und
AbriebfestigkeitbeiBelastungenwiezumBeispielSteinschlagoderSandabrieb.BeiverzinktenGitter-rostenundGerüststützenbietetderZinküberzugtrotzstarkermecha-nischerBelastungdurchBegehenundBefahrenjahrzehntelangenSchutz.
EigenschaftsvergleichFeuerverzinkenvs.Beschichten,FaktorumwelcherdieFeuer-verzinkungüberlegenist.(Quellewww.feuerverzinken.com)
Feuerverzinken Mechanische und thermische Beständigkeit von Zinküber zügen
Mechanische und thermische Beständigkeit von Zinküber-zügen
Zink-Eisen Legierungsschicht bietet hervorragenden mechanischen Schutz
Feuerverzinkte Teile können bis 200 °C eingesetzt werden
Thermische BeständigkeitFeuerverzinkteStahlteilekönneninderRegelineinemTemperatur-bereichbiszu200°Ceingesetztwerden.BeihöhererDauerbelastunglaufenDiffusionsprozessezwischenZinkundStahlab(sog.Kirkendall-Effekt)undeskannzumAbblätternderReinzinkschichtkommen.Ob-wohldieverbleibendenLegierungs-schichtenweiterhinvorKorrosionschützen,solltenfeuerverzinkteStahlteile(z.B.Wärmetauscher,Ka-mine)daherausästhetischenGrün-dennichtinTemperaturbereichenoberhalb200°Ceingesetztwerden.
Zn
0
Härte HV 0,05
50 100 150 200
Fe-Zn
Fe
0Faktor 4 8 12 16 20
Kantenschutz
Steinschlag-beständigkeit
Abrieb-beständigkeit
Haft-festigkeit
Härte
© G
alva
swis
s A
G

3332 Feuerverzinken Chemische Beständigkeit von Zinküberzügen
Chemische Beständigkeit von Zinküberzügen
Beständigkeit der Zinkoberfläche gegen Chemikalien, Wasser, Holz, Erde, Gips, Beton und Metalle
Beständig gegen Öle, Lösungsmittel, Wasser und schwache Laugen
Empfindlich gegen Säuren und starke Laugen
Korrosionsbelastung durch Chemikalien• Gegendiemeistenchemischen
BelastungenwiedurchÖl,Lö-sungsmittel,Farben,usw.bietetdieFeuerverzinkungeinehoheBeständigkeit.
• ZinkistempfindlichgegenSäuren(<pH5.5)undstarkeBasen(>pH12.5).
• MitzunehmendemSchwefel-Anteil(SO2)inderLuft(Industrie-atomsphäre,saurerRegen)nimmtdieBeständigkeitdesZinküber-zugesab.
Wasserstoffionenkonzentration pH
HCI Na OH
Kor
rosi
vitä
t vo
n Z
inkü
ber
züge
n
0 2 4 6 8 10 12 14 16
Korrosionsbelastung durch Wasser• InkaltemundhartemSüsswasser
sindZinküberzügelangzeit-beständig.
• DauerkontaktmitweichemWas-ser(<10°dH)undunbelüftetesSchwitzwasserbeschleunigtdenZinkabtrag.
• DerEinsatzvonZinküberzügeninKontaktmitWassersollteinderRegelnurunterhalb60°Cerfolgen.
• Zinküberzügesindlangzeitbestän-digimSeewasser(Süsswasser).
• SalzwassergreiftdieZinkober-flächean.DieAbtragungsratebe-trägtca.10µm/Jahr.
Korrosionsbelastung durch Holz• DiemeistenheimischenHölzer
verhaltensichrelativunproble-matischimKontaktmitZinküber-zügen,wenndieseregelmässigwiedertrocknenkönnen.
• BeifeuchtenBedingungenwer-denausHölzernderEiche,Ka-stanie,RotzederundDouglasierelevanteMengenanEssigsäurefreigesetzt.BeidirektemKontaktmitfeuerverzinktemStahlkanndieszuProblemenführen.IndenHölzernenthalteneGerbsäurekannzueinerrot-braunenVerfär-bungdesZinksführen.AbhilfekönnenDistanzstückeodereineorganischeBeschichtungschaf-fen,welcheeineTrennungderbeidenWerkstoffeermöglichen.
HafenanlageArbon,Hafenkonstruktionin-klusive150mSpundwand,Baujahr1971.
Auchnach36JahreninderaggressivenWechselwasserzoneistdieFeuerverzinkungnochintakt.SchichtdickeHafenanlageheuteum40–80µm.
© G
alva
swis
s A
G
3534 Feuerverzinken Chemische Beständigkeit von Zinküberzügen
Korrosionsbelastung durch Erdreich• DieKorrosionsanfälligkeithängt
vonderQualitätdesBodensab.NuringutbelüftetemBodenkannsicheineZinkpatinabilden,wel-chelangfristigschützt.MeistenswirdinBödeneinDuplex-System(FeuerverzinkenundBeschichten)eingesetzt.
DieBelastungderBödenent-sprichtderKorrosionsschutz-klasseIm3.Esempfiehltsich,erdberührteTeilebisca.30–60cmüberBodenmiteinemSchutzanstrichvon≥320µmzuversehen(sieheSeite92f.«KorrosionsschutzdesZinksimErdreich»).
Korrosionsbelastung durch Gips, Beton und Metalle • GipsundGipssandmörtelgreifen
Zinkstarkan(sieheSeite146ff.«KorrosionsschutzbeiPlatten-böden»).
• VerzinkteTeileundverzinkterArmierungsstahllassensichpro-blemloseinbetonieren.DieVer-zinkungschütztoptimalgegendieCarbonatisierungundverlän-gertdieLebensdauervielerBetonkonstruktionen.VerzinkterBetonstahlerzieltoptimaleHaf-tungimBeton(sieheSeite82ff.«VerzinkenvonArmierungsstahl»).
• BeiBerührungmitKupferoderanderenMetallenkannelektroly-tischeKorrosionentstehen(sieheSeite78ff.«Kontaktkorrosion»).
Korrosionsbelastung durch Tausalze, Urin etc.• BeiMasten,Kandelabernetc.
kannesinBodennähezueinerlokalstarkenKorrosionsbelastungkommen,welchedenZinküber-zuglangfristigschädigt.AbhilfeschaffenkannindiesenFälleneinlokalerSchutzdurchSchrumpffolieoderanderekon-struktiveMassnahmen(sieheSeite92f.«KorrosionsschutzdesZinksimErdreich»).
ImZweifelsfallempfehlenwir,imVorausmitderVerzinkereidiechemischenBelastungenundihrenEinflussaufdieKorrosionsbestän-digkeitzudiskutieren.ZurBeurtei-lungsinddieörtlichenBegeben-heitenentscheidend.
© G
alva
swis
s A
G

3736 Feuerverzinken Kathodischer Schutz von Zinküberzügen
Kathodischer Schutz von Zinküberzügen Kathodischer Schutz heilt Beschädigungen
EineFeuerverzinkungistsehrbe-ständiggegenmechanischeBela-stungen.BeiextremerBeanspru-chungkönnentrotzdemKratzerundSchrammenauftreten,welchedenZinküberzuglokalsoweitzerstören,dassderGrundwerkstoffStahlfrei-liegt.IndiesemFallkommtesbeimVorhandenseineinerausreichendenFeuchtigkeitsmenge(Elektrolyt)zurBildungeinesgalvanischenEle-mentes:
ZinkverbindungenverhinderndieKorrosionanbeschädigtenStellendesÜberzuges.
DieWerkstoffpaarungEisen–ZinkbewirktimFalleinerOberflächen-verletzungdieAusbildungkatho-discher(Stahl)undanodischer(Zink)
Bereiche.Aufgrundderunterschied-lichenPotentialegibtdasunedlereZinklaufendZinkionenab,derenKorrosionsproduktesichaufdered-lerenKathode,demEisen,ablagern.EsistdieserMechanismus,derdazuführt,dasssichanKratzernundSchrammenderRostnichtfest-setztodergarausbreitet.TretenBe-schädigungendesZinküberzugesauf,soschütztdasangrenzendeZinkvorKorrosion.
AllerdingsdarfdieWirksamkeitdiesesSchutzmechanismusnichtüberschätztwerden.JenachUmge-bungsbedingungen,FeuchtigkeitundLeitfähigkeitdesElektrolytenistdieWirksamkeitsehrunterschied-lich.InderPraxisreichterseltenüberDistanzenvon2–3mmhinaus.DieLängeeinesKratzersistsomitnichtbeschränkt,seineBreitesollteaber2–3mmnichtüberschreiten.
KathodischerSchutzaneinemRohr.WirddieVerletzungbreiterals4–6mm,sozeigensichwieaufdiesemBildinderMitteersteRostspuren.TrotzdemwerdeneinUnterwan-dernderVerzinkungsschichtundeinweiteresAbplatzen(andersalsbeieinerLack-Beschichtung)verhindert.
ReihevonBohrungenineinemfeuerverzinktenStahlteil.BeidenbeidengrösstenBohrungen(5und6mm)sindersteRostfleckenimZen-trumzuerkennen,diekleinerenBohrungen(≤ 4mm)werdenkathodischgeschützt.
AuchneueSchnittkantenanbereitsverzinktenBlechenprofitierenvondiesemelektrochemischenSchutz.EinemöglichebrauneVerfärbungderSchadstelledeutetzwardaraufhin,dasseinezeitweiseHemmungderelektrochemischenReaktionvorhandenist,z.B.aufgrundeinerzugeringenMengeanElektrolyt.TrotzdemistdieseErscheinungabernichtmiteinemgenerellenVersagendeskathodischenSchutzesgleich-zusetzen.
GrössereBeschädigungenmüsseninkonventionellerWeisewiez.B.durchthermischesSpritzenmitZinkoderdurchspezielleZinkstaubbe-schichtungenausgebessertwerden(sieheSeite89«FehlstellenundihreAusbesserung»).
Zn++
ZnFe
Zn
Elektrolyt
Zink = Anode
Eisen = Kathode
Zink = Anode
Eisen = Kathode
Beschädigung
Fe
e- e-
Zn++
© G
alva
swis
s A
G

3938
Für das Ergebnis des Feuerverzinkungsprozesses sind die chemische Zu-sammensetzung und die Oberflächenbeschaffenheit des Grundwerkstoffesvon entscheidender Bedeutung. Sie beeinflussen die Dicke, Struktur undQualitätdesZinküberzuges.
DiemeistenStähle,z.B.unlegierteBaustähle,Feinkornstähle,Vergütungsstähle,warm-undkaltgefertigteHohlprofile,Bewehrungsstähle,StahlsortenfürBefes-tigungselementesowieGrau-oderTemperguss,könnennachDINENISO1461feuerverzinktwerden.AuchrostfreieStählekönnenteilweisefeuerverzinktwer-den (alsverzinkbarhabensichdieSorten1.4016,1.4306,1.4404und1.4435erwiesen,alsungeeignet1.4301und1.4571).EsbestehtjedochdieGefahrei-nerVersprödungundessindinjedemFallvorgängigVersucheerforderlich.
Legierungselemente wie Kupfer, Nickel, Chrom, Molybdän, Vanadium undNiob,diedemStahlmeistingeringenGehaltenzurErzielungbestimmtertech-nologischer Eigenschaften zulegiert werden, beeinflussen die Verzinkung imAllgemeinennichtodernur inunbedeutendemMasse.SchwefelhaltigeAuto-matenstählesindnormalerweisezumFeuerverzinkennichtgeeignet,weilbeimBeizprozessProblemeauftreten.EinespezielleVorbehandlungisterforderlich.Siliziumund/oderPhosphorhabeneinenerheblichenEinflussaufdieSchicht-bildung. Die DIN EN 10025-2 definiert Klassen des Stahls bezüglich seinerEignungzumFeuerverzinkenabhängigvomSilizium-undPhosphorgehalt.
Bei Laserblechen, welche einen sehr niedrigen Siliziumgehalt (ca. 0,01%)aufweisen, werden die gemäss DIN EN ISO 1461 geforderten Mindest-schichtstärkendeshalboftnichterreicht.DurchAnwendungder IPP-Vorbe-handlung (Verfahren Galvaswiss) lassen sich trotzdem normgerechteSchichtstärkenerreichen.DazuisteineBearbeitungsdauervonca.3Wochenerforderlich.BestellenSiebeiBedarfbeiGalvaswissdas«IPP-Verfahren».
Feuerverzinkungsgerechtes Konstruieren FeuerverzinkungsfreundlicheStahlsortenundOberflächen
Feuerverzinkungsfreundliche Stahlsorten und Oberflächen
Geeignete Stahlsorten ermöglichen eine optimale Verzinkung Walzfehler können zu Fehlverzinkungen führen
Einfluss von Silizium und Phosphor auf das Aussehen
Zinküberzug Anmerkung
Niedrigsilizium- BereichNormaleEisen-Zink-Reaktion,silbrigglänzenderÜberzug,dünnebisnormaleSchichtstärke
GeeignetzumFeuerver-zinken.BeiLaserblechenkönnenmitdemnormalemVerzinkungsprozessdieMindestschichtstärkenoftnichterreichtwerden.(IPP-Verfahren)
SandelinBereich BeschleunigteEisen-Zink-Reaktion,graueZinkschicht,hoheSchichtstärke
GeeignetzumFeuer-verzinken.EffekttrittbeidenZinkbädernvonGalvaswissnurinstarkabgeschwächterFormauf.
SebistyBereich NormaleEisen-Zink-Reaktion,silbrigmattesAussehen,mittlereSchichtdicke
GeeignetzumFeuer-verzinken.
HochsiliziumBereich BeschleunigteEisen-Zink-Reaktion,matt-grau,hoheSchicht-dicke,mitzunehmen-derSi-GehaltgrauesAussehen
GeeignetzumFeuer-verzinken.HoheSchicht-stärken.
KlassenachDINEN10025GehaltanSilizium/Phosphor
Klasse 1Si<0.03%
Si+2.5·P≤0.9%
0.03%≤Si≤0.14%
Klasse 30.14%≤Si≤0.25%
P<0.035%
Si>0.25%
© G
alva
swis
s A
G

4140 Feuerverzinkungsgerechtes Konstruieren FeuerverzinkungsfreundlicheStahlsortenundOberflächen
Eigenschaften von Legierungsbestandteilen der Stähle im Zusammenhang mit dem Feuerverzinken
EinflussaufVerzinken
0.03%<Si<0.14%undspeziell>0.28%führtzuprogressiverZu-nahmederReaktionsfreudigkeit,einhergehendmitdickerenZink-schichten.BeiLaserblechenistderSiliziumgehaltoftsehrtief(0.01%).DieskannzuSchichtstärkenführen,welcheunterhalbderAnforderun-genvonDINENISO1461liegen. Von0.07–0.1%ZunahmederReaktionsfreudigkeit,einhergehendmitdickerenZinkschichtenundschlechtererHaftung.BeiAnwesen-heitvonSiverstärktsichdieReaktionsfreudigkeit. ZunahmederReaktionsfreudigkeit,einhergehendmitdickerenZink-schichten.
WirdStahlbeieinemCu-Gehalt>0.05%kaltverformt,soführtdieszurAufhärtungundVersprödung.Ohnenachträglichesspannungs-freiGlühenkanndieszuSpröd-brüchenführen.
Legierungs bestandteil
Silizium (Si)
Phosphor(P)
Kohlenstoff (C)
Kupfer (Cu)
EinflussaufVorbehandlung
GeringeMengenbleibenohneWirkung,höherehemmendenBeizangriff.
BeigleichzeitigerAnwesenheitvonKupfer,erhöhtPhosphordieLöslichkeitinMineralsäure(evtl.Beizfehler).
Keinebekannt
DieRost-undZunderschichtensinddickerundhaftenbesser,sodassdasBeizenerschwertwird.BeiAnwesenheitvonP+SiwirddasBeizverhaltenzusätzlicherschwert.
EinflussaufVerzinken
ZunahmederReaktionsfreudigkeit,einhergehendmitdickerenZinkschichtenundunschönenOberflächen.WirdinverschiedenenVerzinkereienzurReduktionderZinkannahmedemBadzugeführt.ImZusammen-hangmitnegativenVorfällenwirdheutevonderKombinationNi+SnAbstandgenommen. Keinebekannt
Legierungs bestandteil
Mangan (Mn)
Nickel(Ni)
Schwefel (S)
EinflussaufVorbehandlung
Bereitsab0.2%sehrleichteLöslichkeit.AchtungbeiAuto-matenstahl.
ErhöhtdenWiderstandgegenSalzsäure,derBeizprozessläuftlangsamerab.
OftliegtSchwefelinsulfi-dischenAnteilenvorundsobildeterbeimBeizenSchwefel-wasserstoffH
2S.DieLösege-schwindigkeitdesStahlskanndamitumbiszu50%höhersein.DerdabeifreigesetzteatomareWasserstoffdiffundiertindenStahlundkannunteranderemzumwasserstoffindu-ziertenSprödbruchführen.
© G
alva
swis
s A
G

4342
Raue Oberflächen/Überzüge Vermeidung/Behebung• VerwendungvonStahl,welcherzumFeuerverzinkengemässDINEN
10025geeignetundfreivonSchalen,SchuppenundWalzungänzenist.• IPP-Vorbehandlung:Terminverlängerungumca.5ArbeitstagezurReduk-
tionvonleichtenWalzungänzen(Pickelreihen).ZumBeispielgeeignetfürTeile,dieduplexiertwerden.
• WennbeiSerienaufträgendieEignungdesStahlzumFeuerverzinkennichteindeutigist,empfiehltsichdieDurchführungeinerProbeverzinkungunterpraxisgerechtenBedingungen.
• SieheBestellungvonStahlSeite45.
Feuerverzinkungsgerechtes Konstruieren FeuerverzinkungsfreundlicheStahlsortenundOberflächen
Pickelförmigausgebildeter,
rauerÜberzug.
RauerÜberzugdurchungleich-
mässigeAusbildungderEisen-
Zink-Legierungsschichtaufgrund
derStahlqualität.
RaueOberflächealsFolgeeinersehr
rauenStahloberfläche.Diebeim
AusziehenausdemZinkbadanhaf-
tendeZinkschmelzekanndievor-
gegebeneOberflächenrauheitnicht
mehrausgleichen.
© G
alva
swis
s A
G
4544
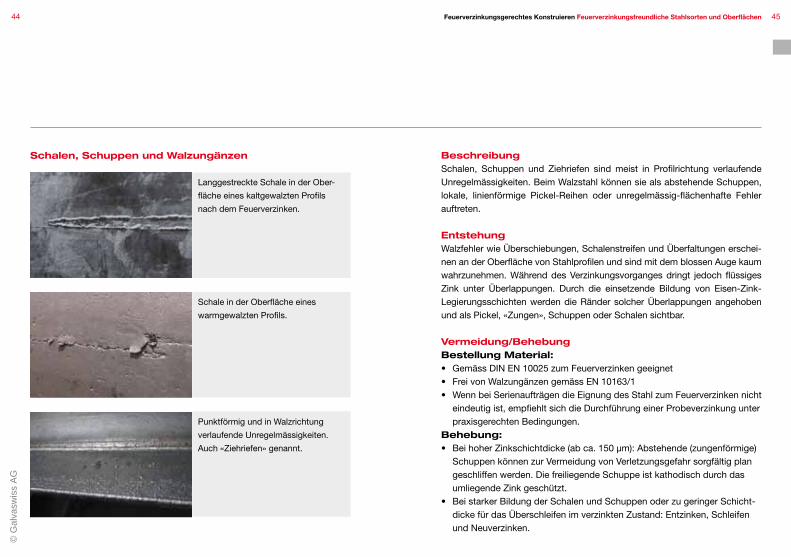
BeschreibungSchalen, Schuppen und Ziehriefen sind meist in Profilrichtung verlaufendeUnregelmässigkeiten.BeimWalzstahlkönnensiealsabstehendeSchuppen,lokale, linienförmige Pickel-Reihen oder unregelmässig-flächenhafte Fehlerauftreten.
EntstehungWalzfehlerwieÜberschiebungen,SchalenstreifenundÜberfaltungenerschei-nenanderOberflächevonStahlprofilenundsindmitdemblossenAugekaumwahrzunehmen.WährenddesVerzinkungsvorgangesdringt jedoch flüssigesZink unter Überlappungen. Durch die einsetzende Bildung von Eisen-Zink-LegierungsschichtenwerdendieRändersolcherÜberlappungenangehobenundalsPickel,«Zungen»,SchuppenoderSchalensichtbar.
Vermeidung/BehebungBestellung Material:• GemässDINEN10025zumFeuerverzinkengeeignet• FreivonWalzungänzengemässEN10163/1• WennbeiSerienaufträgendieEignungdesStahlzumFeuerverzinkennicht
eindeutigist,empfiehltsichdieDurchführungeinerProbeverzinkungunterpraxisgerechtenBedingungen.
Behebung:• BeihoherZinkschichtdicke(abca.150µm):Abstehende(zungenförmige)
SchuppenkönnenzurVermeidungvonVerletzungsgefahrsorgfältigplangeschliffenwerden.DiefreiliegendeSchuppeistkathodischdurchdasumliegendeZinkgeschützt.
• BeistarkerBildungderSchalenundSchuppenoderzugeringerSchicht-dickefürdasÜberschleifenimverzinktenZustand:Entzinken,SchleifenundNeuverzinken.
Schalen, Schuppen und Walzungänzen
Feuerverzinkungsgerechtes Konstruieren FeuerverzinkungsfreundlicheStahlsortenundOberflächen
LanggestreckteSchaleinderOber-
flächeeineskaltgewalztenProfils
nachdemFeuerverzinken.
SchaleinderOberflächeeines
warmgewalztenProfils.
PunktförmigundinWalzrichtung
verlaufendeUnregelmässigkeiten.
Auch«Ziehriefen»genannt.
© G
alva
swis
s A
G

4746
Das Vermeiden von Eigenspannungen durch Schweissen und die richtigeKombinationderProfilereduziertdieVerzugsgefahrbeimVerzinken.
1. Schweissplan und Schweissfolge• SchweissplanmitSchweissfolgeerstellen,damitdieTeilelangefrei
schrumpfenkönnen.• WenigWärmeeinbringendurchkurzeNähte,hoheSchweiss-
geschwindigkeitundschmaleNahtquerschnitte.• DabeimÜberstrom-SchweisseneineÜberhitzungdesGefügesund
grössereSchrumpfkräfteauftretenkönnen,istdiesmöglichstzuvermeiden.
Feuerverzinkungsgerechtes Konstruieren Vermeiden von Verzug beim Feuerverzinken
Vermeiden von Verzug beim Feuerverzinken
Vermeiden des Verzuges durch Schweissfolge Geeignete Kombination der Profile
1a
12a
2
4
3
6 2 3 7
51 948
Pilgerschritt–Schweissfolge
Schweissfolge:SymmetrischeWärme-Einbringung
Symmetrisches,beidseitiges,wechselseitigesSchweissen:GeschweissterI-TrägerausFlansch15mmundSteg5mm.BlechabCoil.BauteilbliebinFormunddiemechanischenEigenschafteneinwandfrei.
© G
alva
swis
s A
G

4948 Feuerverzinkungsgerechtes Konstruieren Vermeiden von Verzug beim Feuerverzinken
2. Kombination von ProfilenDickenunterschiede von miteinander verschweissten Bauteilen sollten nichtmehralsdas2-fachebetragen.LassensichgrössereUnterschiedenichtver-meiden,wendenSiesichandieVerzinkerei.Auchsehrdickeoderlangeundschweissintensive Konstruktionen sind anfällig auf Verzug und sollten vor-gängigabgeklärtwerden.
UmeinenmöglichstgeringenVerzugbeimVerzinkungsprozesszuerreichen,• SolltedieDifferenzderOberflächenproTonneMaterialderverschiedenen
Profilstärkennichtmehralsungefähr30–40%betragen.• MüssendaherProfilemitetwagleicherDickekombiniertwerden.
a) Beispiel für die Berechnung der Differenz der Oberflä-chen pro Tonne Material bei verschiedenen ProfilstärkenEin Rahmen aus einem Vierkantrohr 50/50/3 mm hat eine abkühlwirksameOberfläche von ca. 50 m2/t (Aussenfläche). Durch das Einschweissen vonGitternmitverschiedenenDrahtstärkenergebensichunterschiedlicheOber-flächendifferenzen zwischen den Bauteilen (siehe Tabelle). Je nach Draht-durchmesserdesGittersistmehroderwenigerVerzugsgefahrvorhanden.
Abkühlwirksame Aussenoberfläche Rahmen (50/50/3 mm) pro Tonne: ca. 50 m2/t
Verschweisstes Drahtgitter
Ø4 mm
Ø5 mm
Ø6 mm
OberflächeDrahtgitterproTonne
ca.120m2/t
ca.100m2/t
ca.80m2/t
DifferenzderOberflächenproTonneMaterial und die daraus resultierende Verzugsgefahr
+140%mehrOberflächegegenüber
Aussenrahmenbewirktschnellere
Abkühlung:MittlereVerzugsgefahr.
+100%mehrOberfläche,Abkühlung
RahmenundDrahtgitterausgegli-
chener:KleinereVerzugsgefahr.
WenigUnterschiedinderabkühlenden
Aussenfläche:Wesentlichgeringere
Verzugsgefahr.
Beispiel:Rahmen,
Rohr50/50/3mm
mitDrahtgitter
Ø4mm.
MitDrahtØ6mm
wärewesentlich
wenigerVerzugs-
gefahr!
© G
alva
swis
s A
G

5150
b) Beispiele für die Kombination von Profilen gleicher Dicke
Feuerverzinkungsgerechtes Konstruieren Vermeiden von Verzug beim Feuerverzinken
KeinVerzugbeimVerschweissenvonProfilenausetwagleicherMaterialstärke.Winkel100/65/7mmundTränenblech5/7mm
DickederGehwegplatteistdemTragrohrangepasstworden.
3. Verzugsfreie Konstruktion von Geländer – Füllungen GrundvoraussetzungbeieingeschweisstenGittern:• GeringeEigenspannungen:GitterunterlegenbeimEinschweissen
(darfnichtdurchhängen)• GittermitSpielverschweisst• WennmöglichnurjedenzweitenStabanschweissen• NichtzugrosseGitterflächen(ca.1.5–2m2,bzw.1.5mlangeFüllungen)• MöglichstgleicheMaterialdickenverwenden.DerDurchmesserderGitter-
stäbesollwennmöglichdasDoppeltederRohr-Blechdickebetragen.
Ausdehnungsmöglichkeitenvorsehen:•NurjedenzweitenGitterstabübersKreuz
anschweissen.•AbstandGitterstabzuRahmenca.2mm.
BeispielGeländermiteingeschweissterFüllung:Feldgrössenichtzugross.
© G
alva
swis
s A
G
5352
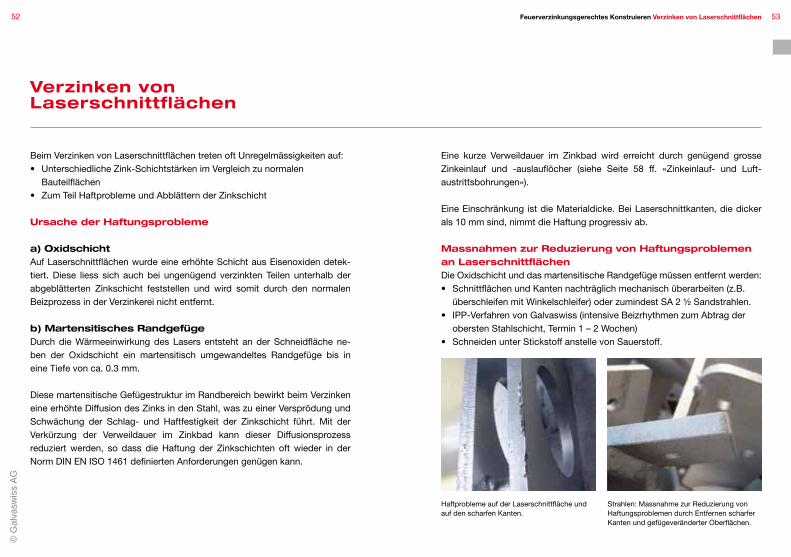
BeimVerzinkenvonLaserschnittflächentretenoftUnregelmässigkeitenauf:• UnterschiedlicheZink-SchichtstärkenimVergleichzunormalen
Bauteilflächen• ZumTeilHaftproblemeundAbblätternderZinkschicht
Ursache der Haftungsprobleme
a) OxidschichtAufLaserschnittflächenwurdeeineerhöhteSchichtausEisenoxidendetek-tiert. Diese liess sich auch bei ungenügend verzinkten Teilen unterhalb derabgeblätterten Zinkschicht feststellen und wird somit durch den normalenBeizprozessinderVerzinkereinichtentfernt.
b) Martensitisches RandgefügeDurch die Wärmeeinwirkung des Lasers entsteht an der Schneidfläche ne-ben der Oxidschicht ein martensitisch umgewandeltes Randgefüge bis ineineTiefevonca.0.3mm.
DiesemartensitischeGefügestrukturimRandbereichbewirktbeimVerzinkeneineerhöhteDiffusiondesZinksindenStahl,waszueinerVersprödungundSchwächung der Schlag- und Haftfestigkeit der Zinkschicht führt. Mit derVerkürzung der Verweildauer im Zinkbad kann dieser Diffusionsprozessreduziert werden, so dass die Haftung der Zinkschichten oft wieder in derNormDINENISO1461definiertenAnforderungengenügenkann.
Eine kurze Verweildauer im Zinkbad wird erreicht durch genügend grosseZinkeinlauf und -auslauflöcher (siehe Seite 58 ff. «Zinkeinlauf- und Luft-austrittsbohrungen»).
EineEinschränkungistdieMaterialdicke.BeiLaserschnittkanten,diedickerals10mmsind,nimmtdieHaftungprogressivab.
Massnahmen zur Reduzierung von Haftungsproblemen an LaserschnittflächenDieOxidschichtunddasmartensitischeRandgefügemüssenentferntwerden:• SchnittflächenundKantennachträglichmechanischüberarbeiten(z.B.
überschleifenmitWinkelschleifer)oderzumindestSA2½Sandstrahlen.• IPP-VerfahrenvonGalvaswiss(intensiveBeizrhythmenzumAbtragder
oberstenStahlschicht,Termin1–2Wochen)• SchneidenunterStickstoffanstellevonSauerstoff.
Feuerverzinkungsgerechtes Konstruieren Verzinken von Laser schnittflächen
Verzinken von Laser schnittflächen
HaftproblemeaufderLaserschnittflächeundaufdenscharfenKanten.
Strahlen:MassnahmezurReduzierungvonHaftungsproblemendurchEntfernenscharferKantenundgefügeveränderterOberflächen.
© G
alva
swis
s A
G

5554
EineKaltumformungführtzuAufhärtungundVersprödungdesmetallischenGefüges. Die Schlagzähigkeit wird dadurch stark reduziert. Durch dieWärmeeinwirkungbeimFeuerverzinkenkanndasVerzinkungsgutzusätzlichverspröden.
AusschnittausDINEN10025-2,empfohleneMaterialienundBiegeradienbeimKaltbiegenvonBlech,Band,BreitflachstahlundFlachstahl(Breite<150mm):
Feuerverzinkungsgerechtes Konstruieren Kaltumformung
Kaltumformung
ZurReduktiondieserVersprödungsgefahrempfehlenwir:• DieörtlicheKaltumformungzuminimierendurchBiegeradienvon
mindestens1–3xFlacheisendicke,jenachStahlqualität(sieheTabelleuntennachDINEN10025).
• DieVerwendunggeeigneter«kerbfreier»WerkzeugefürdieKaltumformung.
• DieAuswahleinergeeignetenStahlsorte,welchesichzurKaltumformungeignet(Bezeichnung«C»nachDINEN10027-1,z.B.S235JRC).
• DieVerwendungvonwarmgewalztenStählen.• DasGlühenkaltgeformterBereiche.
EmpfohleneMindestwertefürdieinnerenBiegeradienbeim Abkanten von Flacherzeugnissen:
Bezeichnung Blechdicke >1 >1,5 >2,5 >3 >4 >5 >6 >7 >8 >10 >12 >14 >16 >18 >20 >25
nach nach inmm ≤1,5 ≤2,5 ≤3 ≤4 ≤ 5 ≤6 ≤7 ≤8 ≤10 ≤12 ≤14 ≤16 ≤18 ≤20 ≤25 ≤30
EN10027-1 EN10027-2 Richtungder
undCR10260 Biegekantea)
S235JRC 1.0122 t 1,6 2,5 3 5 6 8 10 12 16 20 25 28 36 40 50 60
S235J0C 1.0115
S235J2C 1.0119 l 1,6 2,5 3 6 8 10 12 16 20 25 28 32 40 45 55 70
S275JRC 1.0128 t 2 3 4 5 8 10 12 16 20 25 28 32 40 45 55 70
S275J0C 1.0140
S275J2C 1.0142 l 2 3 4 6 10 12 16 20 25 32 36 40 45 50 60 75
S355J0C 1.0554 t 2,5 4 5 6 8 10 12 16 20 25 32 36 45 50 65 80
S355J2C 1.0579
S355K2C 1.0594 l 2,5 4 5 8 10 12 16 20 25 32 36 40 50 63 75 90a)t:QuerzurWalzrichtung l:ParallelzurWalzrichtungb)DieWertegeltenfürdenBiegewinkel≤90°
EmpfohlenerkleinsterinnererBiegeradiusinmmb) EmpfohlenerkleinsterinnererBiegeradiusinmmb)
© G
alva
swis
s A
G

5756
ZuengerBiegeradius:HierentsprichtderInnenradiusfasteinerKante.Diesführt zu hohen mechanischen Belastungen im Biegebereich. Der Feuerver-zinkungsprozessmitderVorbehandlungbedeutetweitereBelastung,diefürpraktisch jede Stahlqualität bei richtiger Prozessführung bedenkenlos sind.WennderStahl jedocheinehoheVorbelastungaufweist,wirddieVersprö-dung durch Eindringen von Beize und Zink in die geöffneten Korngrenzenweiter begünstigt. Wir empfehlen möglichst grosse Biegeradien (1 – 3xFlacheisendicke, je nach Stahlqualität) und die Verwendung «kerbfreier»Werkzeuge.
Feuerverzinkungsgerechtes Konstruieren Kaltumformung©
Gal
vasw
iss
AG

5958 Feuerverzinkungsgerechtes Konstruieren Zinkeinlauf und Luftaustrittsbohrungen
Zinkeinlauf- und Luftaustritts-bohrungen
Ästhetisch anspruchsvolle Konstruktionen: Lochgrössen bei Zinkeinlauflöchern ab mindestens 8 mm
Grosse Löcher ergeben bessere Qualität und Optik
DiebeimFeuerverzinkendurchzu-führendenArbeitsgängesindTau-chungeninFlüssigkeiten(Entfetten,Beizen,Spülen,Fluxen,Verzinken).AusdiesemGrundmussdafürge-sorgtwerden,dassdasjeweiligeMediuminalleEcken,WinkelundHohlräumeeinerKonstruktionein-dringenundauchwiederauslaufen–sowiedieverdrängteLuftaustre-tenkann.Richtigangeordneteundausrei-chenddimensionierteZinkeinlauf-undEntlüftungsöffnungensindeinwesentlicherBeitragzueinergutenVerzinkungsqualitätundOptik.
DieerforderlichenÖffnungensindstetssoanzubringen,dasssiederAufhängungderTeileinderVerzin-kerei(schrägeAufhängung)Rech-nungtragen.DieÖffnungensindso-weitwiemöglichinderEckeeinesBauteilsanzubringen.
NebendenLöchernfürdenEin-/AuslaufmüssenbeivielenKonstruk-tionenandenrichtigenStellenEnt-lüftungslöcherangebrachtwerden.
Aufhängemöglichkeitenanbringen
1) Faustregeln zur Ermittlung der Lochgrössen zum Ein-/Auslaufen der Medien (unten)
Quadratrohr
Mit 1 Loch Mit 2 Löchern Mit 4 LöchernLochdurchmesser=a/3 Lochdurchmesser=a/4 Lochdurchmesser=a/6LochgrössenbeiZinkeinlauf-löchernmindestens10mm
Beispiel:50x50mm:1Lochmit16mmØ,2Löchermit12mmØ,4Löchermit8mmØ
RohrstützenmitzukleinemZinkausflussloch(links)müssenaufgebohrtwerden(Mitte,rechtsPlasmaschneider),umdurchdenschnellenEin-undAuslaufdesZinksdieQualitätderFeuerverzinkungzugewährleisten.
© G
alva
swis
s A
G

6160 Feuerverzinkungsgerechtes Konstruieren Zinkeinlauf und Luftaustrittsbohrungen
2) Lochgrösse Luftaustritt (oben) DieLochgrössebeimLuftaustrittmussmindestens6mmsein.
3) Varianten des Bohrens bei Staketen Ausklinkung(maschinell),Löcherbohren(manuell),inwendiggebohrt(ästhetischeTeile).
Zulauf-undEntlüftungslöchervorsehen
Rechteckrohr
Mit 1 Loch Mit 2 Löchern Mit 4 LöchernLochdurchmesser=(a+b)/6 Lochdurchmesser=(a+b)/8 Lochdurchmesser=(a+b)/12LochgrössenbeiZinkeinlauf-löchernmindestens10mm
Beispiel:60x80mm:1Lochmit23mmØ,2Löchermit17mmØ,4Löchermit11mmØ
Rohr
Mit 1 Loch Mit 2 Löchern Mit 4 LöchernLochdurchmesser=d/3 Lochdurchmesser=d/4 Lochdurchmesser=d/6LochgrössenbeiZinkeinlauf-löchernmindestens10mm
Beispiel:80mm:1Lochmit27mmØ,2Löchermit20mmØ,4Löchermit13mmØ
© G
alva
swis
s A
G

6362
Gute Beispiele
Löchergenügendgross,diePositionträgtderAufhängungRechnung.
LochermöglichtgutenEin-undAuslaufdesZink.
Resultate
SchöneundsaubereVerzinkung:BeinormalerZinkannahmemeistglatteFlächen.
Schlechte Beispiele
UngenügendeLochfläche
UngenügendeLochfläche
Resultate
Dicker,unschönerZinkaufbaudurchlangeTauchzeit.DieseentstehtdurchlangsamesEin-undAusfliessendesZinkesausdemRohr.
Feuerverzinkungsgerechtes Konstruieren Zinkeinlauf und Luftaustrittsbohrungen
4) Beispiele kleiner und mittlerer Stahlbau
© G
alva
swis
s A
G

6564
ToteEckenundWinkelsindzuver-meiden,damitimTauchprozesskeineAscherückständeundunver-zinkteStellen(Luftsäcke)entstehen.
FallsAusklinkungendieserGrössenichtmöglichsind,könnenkleinereAusklinkungen(mind.10mm)ange-brachtwerden,welcheaberdurcheinezusätzlichegrosszügigeÖff-nungimBlechkompensiertwerden(sieheBild).
BeiinnerenVerstärkungenvonRohrensolltendie4Eckenummin-destens1⁄6derSeiteausgeklinktwerden(mindestensaber10mm):
Feuerverzinkungsgerechtes Konstruieren Ausklinkungen
AusklinkungenAusklinkungen zur Vermeidung von Ascherückständen und Fehlstellen
BeizukleinenLöchernoderAusklinkungenbleibenAscherückständehängen.
Stegbleche oder andere VersteifungenSolltenStegblecheoderandereVersteifungenzurVerstärkungvonProfilenverwendetwerden,musssichergestelltsein,dassdieEckenausgeklinktsindundeineÖffnungvonmindestens10mmaufweisen.DamitwirdderDurchflussdesZinksgewährleistetunddasHängebleibenvonAschrestenverhindert.
Hohlkörper
l/6
l
© G
alva
swis
s A
G

6766
BeispieleAlleEckenausklinkenzurVermei-dungvonAschenrückständenundunverzinkten,schwarzenStellen(keineLuftsäcke).
Feuerverzinkungsgerechtes Konstruieren Ausklinkungen
ZinkkannindiesemBeispielauchimInnernderRohrkonstruktionungehindertfliessen.
Aschenmüssenentweichenkönnen.ZusätzlichegrosseÖffnungenanbringen!
DerflüssigeZinkkannaufgrunddergenügendgrossenAusklinkungengutein-undauslaufen,dieAschekannentweichen.
© G
alva
swis
s A
G

6968
Vermeidung von Fehlstellen• KonstruktiveVermeidungvon
RitzenundengenZwischen-räumen(<2mm)
• Dicht-SchweissenvonRitzenundZwischenräumen
• BeinachträglicherLackierungRitzenundZwischenräumemitPinselundKorrosionsschutzfarbe(z.B.Epoxid-Grundierung)vor-behandeln.
Behebung von Schadstellen• BeiRostwasser-Austrittkönnen
nachvorgängigerReinigungderSchadstelledieSpaltenmitge-eignetemSilikon-Kittverschlos-senwerden.
BeigeschlossenenAufdoppelungenwirdzurVermeidungvonVerzugundBerstgefahrzwingendeinEntlüftungslochvorgeschrieben.Essollauchsichergestelltwerden,dassdieVorbehandlungsflüssigkeitennichteinge-schlossenwerdenkönnen.
ZinkkannimGegensatzzudenVor-behandlungsflüssigkeitennichtinsehrdünneRitzenundZwischen-räumeeindringen.Dadurchentste-henindenAufdoppelungenunddernäherenUmgebungunverzinkteFehlstellen,diespäterunterdemEinflussvonFeuchtigkeitzurostenbeginnen.
IndenRitzenverbleibendeVorbehandlungs-flüssigkeitenkochenbeimVerzinkungsprozess(440°C)ausundführenindernäherenUmge-bungzuFehlstellen.
ImBereichdergeklemmtenStellenentstehenunverzinkteFlächenundnacheinigerZeitbildetsichdurchFeuchtigkeitRostwasser,welchesausdenRitzenundSpaltenaustritt.GalvaswissempfiehltDuplex(Feuerverzinken+Lackieren)fürsolcheKonstruktionen.
Feuerverzinkungsgerechtes Konstruieren Aufdoppelungen
AufdoppelungenRitzen und enge Zwischenräume (< 2 mm) sind zu vermeiden
© G
alva
swis
s A
G

7170 Feuerverzinkungsgerechtes Konstruieren Lochbleche
LochblecheAbstimmung des Lochdurchmessers mit der Blechdicke
Längere Lebensdauer von feuerverzinkten Lochblechen
Beim Feuerverzinken ist darauf zu achten, dass kleine Löcher von dickenBlechen zulaufen können. Bei Lochblechen ist daher zwingend darauf zuachten,dassdieLochgrössenmitderBlechdickeabgestimmtwerden.
DiegrüngekennzeichnetenLochgrössen(Tabelle1)lasseneineFeuerverzin-kungzu,ohnedassnachdemVerzinkendieLöchergeschlossensind.
Lochblechverzinken
DurchdierichtigeWahldesLochdurchmessersinKombinationmitderMate-rialschichtstärke,könnenLochblecheohneästhetischeEinbussen feuerver-zinktwerden.WeitereKonstruktionshilfensieheSeite46 ff.«VermeidenvonVerzugbeimFeuerverzinken».
FeuerverzinkteLochblechebietenauch imKantenbereichderLöchereinenhervorragendenKorrosionsschutz.Bei lackiertenLochblechen istdurchdieKantenfluchtderFarbemitEinbussenimKorrosionsschutzimBereichLoch-kantenzurechnen.
Lochdurchmesser6 7 8 9 10 11 12 13
1
1,5
2
2,5
3
3,5
4
Kombinationmöglich
Kombinationkritisch
Kombinationnichtmöglich
Ble
chd
icke
© G
alva
swis
s A
G

7372 Feuerverzinkungsgerechtes Konstruieren Fett,Öl,FarbeundSchweiss-Schlacke
Fett, Öl, Farbe und Schweiss-Schlacke Zur Markierung Specksteinkreide verwenden
Tipp
VerlangenSie für sachgerechtesMarkierenunsereGratis-Specksteinkreide.Beschriftungen mit Specksteinkreide lösen sich im Beizbad problemlos,nichtabersolchemitFettkreide.AusbesserungsieheSeite89f.«FehlstellenundihreAusbesserung».
Anforderungen(AuszugVerzinkungsnorm)Zum Feuerverzinken ist eine metallisch reine Oberfläche erforderlich. DiedurchBeizennichtzubeseitigendenVerunreinigungenwieAnstriche,Fette,Öle,Teere,SandkörnersowieRückständevonSchweiss-Schlackenundder-gleichensindvomHerstelleroder,inseinemAuftrag,vonderVerzinkereizuentfernen. Stahlguss- oder Gusseisenteile müssen frei von Lunkern undporösenStellensein.AndernfallsmussdieOberflächedurchStrahlen,Bei-zenoderanderegeeigneteVerfahren fürdasVerzinkenvorbereitetwerden.BeiallendiesenTeilen,insbesondereauchbeilegiertenStählen,isteinevor-gängige Absprache mit der Verzinkerei und gegebenenfalls eine Probever-zinkungnotwendig.
BeimFeuerverzinkensindmetallischreineOberflächeneineVoraussetzung.AufdenKonstruktionenhaftendeFarb-,Fett-undÖlrückstände,Schlacken-reste sowie zurückbleibender Klebstoff von Klebebändern führen zu örtlichbegrenztenFehlstellen imZinküberzug.SelbstMarkierungenmiteinerFett-kreide ergeben Beeinträchtigungen. Weil hartnäckige derartige RückständedurchdasvorgängigdemVerzinkungsvorgangdurchgeführteEntfettenundBeizennichtbeseitigtwerden,bleibtdieReaktionzwischenEisenundZinkaus.EsergebensichFehlstellen,welchezuKorrosionführenkönnen.
Deshalb gilt AllesVerzinkungsgutistfreivondenerwähntenRückständenanzuliefernbzw.durch den Hersteller mechanisch zu entfernen. Altverzinkte KonstruktionensowieganzoderteilweisemitFarbebehafteteTeilekönneninderVerzinkereifachgerechtundumweltschonendentzinkt/entferntwerden.
FehlstelleinfolgenichtentfernterSchweiss-Schlacke.
Fett Silikonfett Öl
FehlstelledurchFettkreide/Ölfarbe.
Schweiss-Schlacke
Zinküberzug
Stahluntergrund
Fehlstellendurch:
© G
alva
swis
s A
G

7574 Feuerverzinkungsgerechtes Konstruieren SchweissSpray
Schweiss-Spray
RückständegewisserSchweiss-SpraysverhinderndenReinigungsprozessinder Vorbehandlungsanlage. Dadurch entstehen typische schwarze, unver-zinkte Stellen (siehe Bilder). Durch Schweiss-Spray verursachte Fehlstellenbedingen,dassdasverzinkteWerkstückkomplettentzinktundneuverzinktwerdenmuss.
AuchdieBezeichnung«Siliconfrei»bedeutetnicht,dassdasProduktfürdieFeuerverzinkunggeeignetist.LassenSiesichvomLieferantendieTauglich-keitfürdieFeuerverzinkungbestätigen.
Unabhängig vom Fabrikat können aber auch in grossen Mengen aufgetra-gene Schweiss-Sprays zu Fehlstellen führen. Die Oberflächentemperatur inunmittelbarerNähederSchweissnahtistdannzugering,umdenSprayvoll-ständigzuverbrennen.DieöligenSubstanzenwerdeneingebranntundkön-nenmitnormalenBeizprozessennichtgelöstwerden.
Lösung:Wir liefern Ihnen gerne unseren eigenen SchweissSpray oder beraten Sie inder Wahldes geeignetenSchweiss-Sprays,der sowohl Ihrewieauch unsere Bedürfnisse deckt.
Schweiss-Spray in geringen Mengen auftragen, damit dieser beimSchweis sen restlos verbrennt.
GalvaswissSchweiss-SprayistbestensgeeignetfürdieFeuerverzinkung.
FehlstelleninfolgezuvielundnichtfeuerverzinkungsgerechtemSchweiss-Spray.
GalvaswissSchweiss-Spray
UngeeigneterSchweiss-Spray
UngeeigneterSchweiss-Sprayübermässigappliziert
Nicht jeder Schweiss-Spray ist geeignet
In geringen Mengen auftragen
© G
alva
swis
s A
G

7776
Neue ZinkbadlegierungenZurReduktionvonhohenZink-schichtdicken,insbesondereaufsilizium-und/oderphosphorhaltigenStählen,wurdenindenletzten10JahrenvonverschiedenenVerzinke-reieninEuropaspezielleLegie-rungeneingesetzt.Dieseenthieltenbisüber2.5%Legierungselemente.NeukambeidiesenhochlegiertenZinkschmelzenauchZinnzumEin-satz.Wegen der Unsicherheit der langfristigen Auswirkungen dieser Legierungen hat Galvaswiss zu keinem Zeitpunkt zinnhaltige Schmelzen eingesetzt.
SpannungsrisskorrosionEswurdenachgewiesen,dassdieKombinationdieserLegierungs-elementemitgewissenStählenunddenEigenspannungenderKon-struktionzuRissbildungführenkann.DieseSchädigungbezeichnetmanalsflüssigmetallinduzierteSpan-nungsrisskorrosion.DieEMPA(EidgenössischeMaterialprüfungs-undForschungsanstalt)hatinZusammenarbeitmitderQualitäts-sicherungvonGalvaswissbereitsvorJahrenbelegt,dassZinneinenwesentlichenAnteildaranhat.
DASt-Richtlinie 022DieshatdasDeutscheInstitutfürBautechnikDIBtdazuveranlasst,denDeutschenAusschussfürStahl-bau(DASt)mitderAusarbeitungeinerRichtliniezubeauftragen.DiedaraushervorgegangeneDASt-Richtlinie022wurdeAnfangs2010indieBauregellisteA,Teil1,4.9.15aufgenommenundistsomitfürStahlbauteninDeutschlandverbind-lich.SiemachtVorgabenüberdieKonstruktion,Fertigung,VerzinkungundÜberprüfungvontragendenStahlbauteilenundlimitiertdenGe-haltanLegierungselementenimZinkbad.WeitereDetailszudieserRichtliniesieheSeite304ff.«DASt-Richtlinie022».
Verzinken bei GalvaswissStahlkonstruktionen,dievonGalva-swissverzinktwurden,sindbe-denkenlos.EswurdenzukeinemZeitpunktzinnhaltigeSchmelzeneingesetzt:• Galvaswissverwendetaus-
schliesslichRohzinknachEN1179(specialhighgradeSHG).
• GalvaswisssetztkeineLegie-rungsbestandteilezurReduktionderZinkschichtdickeein(z.B.Zink–Nickel–ZinnLegierungen).
• DienormativenAnforderungenandiemetallurgischeQualitätderZinkbäderwerdendurchregel-mässigeexterneAnalysenkon-trolliert.
• AlleWerkevonGalvaswisshabendenzertifiziertenÜberein-stimmungsnachweis(Ü-Zeichen,Fremdüberwachung)nachderDASt-Richtlinie022.
• GalvaswisserfülltineinigenWer-kenauchdieAnforderungenan«trinkwasserbeaufschlagteTeile»(EN/ISO10240).
Feuerverzinkungsgerechtes Konstruieren Flüssigmetallinduzierte Spannungsrisskorrosion
Flüssigmetallinduzierte Spannungsrisskorrosion (Lotbrüchigkeit)
Das Feuerverzinken von Stahlkonstruktionen hat sich seit Jahrzehnten als zuverlässiger und wirtschaftlicher Korrosionsschutz mit hoher mechanischer Belastbar- keit ausgezeichnet
DasVerzinkenvonhochfestenStahlsortenerforderteinerichtigeZinklegierung.Foto:O.Vosshage
HochfesteZugstäbeundZugankerkönnenohnestatischeBeeinträchtigungdauerhaftvorKorrosiongeschütztwerden.Foto:BesistaBetschartGmbH
© G
alva
swis
s A
G

7978 Feuerverzinkungsgerechtes Konstruieren Kontaktkorrosion
Kontaktkorrosion
Zink kann durch edlere Metalle korrodiert werden
Kleine verzinkte Teile in Kontakt mit grossen Metall-flächen sind gefährdet
KommenzweiunterschiedlicheMetalleindirektenKontaktundisteinElektro-lyt(z.B.Feuchtigkeit)vorhanden,kannKontaktkorrosionauftreten.Dabeiwirddas unedlere Metall entsprechend der elektrochemischen SpannungsreihevorzugsweisekorrodiertundgleichzeitigdieKorrosiondesanderen,edlerenMetallsverhindert.
-2.0 -1.5 -1.0 -0.5 -0.0 +0.5 +1.0 +1.5
Magnesium
Aluminium
Zink
Chrom
Eisen
Cadmium
Nickel
Zinn
Blei
Kupfer
Silber
Gold
ElektrochemischeSpannungsreihe
In dieser Tabelle stehen edle Metalle (z.B. Gold, Silber) mit ihrem positivenPotential aufder rechtenSeiteundunedleMetalle (z.B.Magnesium,Alumi-niumundZink)mitihremnegativenPotentialaufderlinkenSeite.
Unedel Edel
JeweiterdieMetalle inderSpannungsreiheauseinander liegen,destoeherkommtesinAnwesenheiteinesElektrolyten(z.B.Wasser)zuKorrosion.DerWerkstoffmitdemunterdenvorherrschendenBedingungennegativerenPo-tentialwird inderNähederKontaktstellevermehrtkorrodiert.Dabeihabena) die Grösse der Kontaktflächen und die Oberflächen der Bauteile, b) dieZusammensetzungdesElektrolytenundc)dieOxidationsprodukteaufdenOberflächenderMetalleeinenentscheidendenEinflussaufdieSpannungs-potentialeundsomitaufdasAusmassderKorrosion.a) OberflächenverhältnisSolange das Bauteil aus feuerverzinktem Stahl flächenmässig eindeutigüberwiegt, ist die Paarung von feuerverzinktem Stahl mit anderen Werk-stoffen inderRegelwenigproblematisch.Fallsder feuerverzinkteStahl je-dochflächenmässigkleiner istwiez.B.bei feuerverzinktenRohrschellenanRohrleitungenausKupfer,istVorsichtangebracht.
Eine häufige Anwendung sind Schrauben und Muttern aus nichtrostendemStahlimKontaktmiteinerfeuerverzinktenOberfläche.AufgrunddeskleinenPotentialunterschiedes und der kleinen Oberfläche der Schrauben ist hierKontaktkorrosionkeinProblem,obwohleineIsolationmithilfevonKunststoff-UnterlegscheibenimmereinesichereLösungist.
© G
alva
swis
s A
G

8180 Feuerverzinkungsgerechtes Konstruieren Kontaktkorrosion
G=geringfügigeoderkeineKorrosion,M=mässigeKorrosion(besondersbeiFeuchte),S=starkeKorrosion
Kontaktkorrosion von feuerverzinktem Stahl
Paarungswerkstoff Oberflächenverhältnis Oberflächenverhältnis
Zink/Paarungswerkstoff Zink/Paarungswerkstoff
gross(>>1) klein(<<1)
Magnesiumlegierung G M
Zink G G
Aluminiumlegierung G M
Cadmiumüberzug G M
Baustahl G S
NiedriglegierterStahl G S
Stahlguss G S
Chromstahl G S
Blei G S
Zinn G S
Kupfer G S
NichtrostenderStahl G S
InnereFlächeeinerfeuerverzinktenRohr-schelle,welche4JahreaneinemKupfer-blechrohrmontiertwar.StellenweisewurdedieverzinkteOberflächevollständigkorrodiertundeszeigensichersteRostspuren.
KonsoleausInoxanfeuerverzinktenBalkon-rahmen:DiegrössereFlächedesZinksge-genüberdemnichtrostendenStahlverhinderteineKontaktkorrosion.
b) ElektrolytIn trockenen InnenräumenspieltdieKontaktkorrosionkaumeineRolle.BeiAussenbewitterung istdieseArtderKorrosionvonderDauerderFeuchtig-keitseinwirkung abhängig. Die ungünstigsten Bedingungen herrschen dort,woeine intensiveBefeuchtungundElektrolytemiteinerhohenLeitfähigkeitvorliegen,z.B.insalzhaltigerMeeresluft,imMeerwasseroderanstarkgesal-zenenStrassen.
c) Oxidierte OberflächenSinddieMetallflächenstarkoxidiert,soändernsichihrePotentialeundeineEinschätzungwirderschwert.LässtsicheineungünstigeMetallpaarungnichtvermeiden,somussversuchtwerden,dieverschiedenenMetalledurchIso-lation(z.B.UnterlegscheibenausKunststoffodereineBeschichtung)elektro-chemischzutrennen.
© G
alva
swis
s A
G

8382
Schichten aus fest haftenden Calciumhydroxozinkaten verlangsamt (der ver-zinkteStahlverklebtsichmitdemBeton).Sowerdenanfangs5–10µmZinkabgetragen,danachkommtdieKorrosionzumStillstand.
Eine fortschreitendeKorrosiondurchChloridewirdstarkabgebremst,dadieChloridioneninFormvonschwerlöslichen,basischenZinkchloridenabgebun-denwerden.DerChloridgehaltimPorenwassermüssteumeinVielfaches(bisFaktor 100) höher liegen als bei unverzinktem Stahl, um die gleichen Korro-sionsschädenzubewirken.
Eine allseitig genügende Überdeckung des Stahls durch Beton sowie eineeinwandfreie Verarbeitung, verbunden mit einer geeigneten Betonbeschich-tung,lässtsichunterPraxisbedingungennicht immerrealisieren.Einekorrosi-onsgeschützte Bewehrung ermöglicht durch reduzierte Bewehrungsüber-deckung schlanke Betonplatten und gewährleistet auch bei komplizierterBewehrungsführung die Dauerhaftigkeit des Betonkörpers. Dadurch kann dieObjektnutzungsdauer einer Konstruktion mit geringen Kosten bei einer ein-fachenAnwendungstechnikverdoppeltbisverdreifachtwerden.
BeiderKaltumformungdesBetonstahlsvordemFeuerverzinkenistaufmög-lichstgrosseBiegeradienzuachten,umeineVersprödungzuvermeiden.Esist eine geeignete Stahlsorte einzusetzen und je nach Dicke ein Biegeradiusvom mind. 6- bis 10-fachen des Durchmessers anzuwenden. Auch ist denVorschriftendesjeweiligenLandesRechnungzutragen.
EinefeuerverzinkteBewehrung(einzelnegebogeneBewehrungselementeoderganzeArmierungskorsette)verursachtMehrkostenvonungefährCHF50.–bis120.–/m3 Beton. Dies ist im Vergleich zu jedem anderen Verfahren (Pulver-beschichten,Betonzusatz,BetonbeschichtungoderStählemiterhöhtemKor-
Korrosionsschäden an Hochbauten aus Stahlbetonwie z.B. Brücken, Galerien, Tunneleinfahrten kom-menrelativoftvorunddieSanierungistkostspielig.Am stärksten belastet sind Betonkörper im Stand-undSpritzwasserbereichvonStrassen,welcheTau-salzenausgesetztsindoderBauteiledirektamMeer.
Korrosionsschutz von feuer verzinktem BewehrungsstahlDurchEindiffundierenbeifeuchtemBetonsowiemitderZeitdurchkleineRissedringenCO2,Chloride,SchwefeloderStickoxideindenBetonein.BeiderReaktiondesKohlendioxidsmitZementsteinbildetsich Calciumcarbonat und der pH-Wert sinkt vonüber 12 auf 10 ab (sogenannte Carbonatisierung).Bereits bei einem pH-Wert unter 11 beginnt dieKorrosion des ungeschützten Armierungsstahles.FürdieverzinkteArmierungbestehterstbeieinempH-Wertunter6(saurerBereich)eineGefahr.
Feuerverzinken weiterer Stahlsorten Verzinken von Armierungsstahl
Verzinken von Armierungsstahl
Feuerverzinkung verhindert die Korrosion des Armierungsstahls durch Carbonatisierung
UngenügendeÜberdeckungdesBewehrungsstahlsbewirkteineAbplatzungdesBetons.
2 4 6 8pH-Wert
10 12 14 16
Eisen
Zink
Aluminium
Kor
rosi
onsg
esch
win
digk
eit
Die Feuerverzinkung verhindert vor allem die Korrosion bei der Carbonatisie-rung. Falls der pH-Wert aufgrund der aggressiven Umgebung weiter unter 6fällt, muss jedoch die vorhandene Zinkschicht vollständig korrodiert sein, bisdieZersetzungdesBewehrungsstahlesbeginnt.DieserProzesskannausun-serer Praxiserfahrung in Feuerverzinkereien (Betonwannen im Säurebereich,dauerndeChlorid-BelastungundErschütterungen)über20Jahrendauern.
Während des Betonierens (ca. pH 13) werden Zinküberzüge anfangs ange-griffen, die Korrosion wird jedoch nach kurzer Zeit durch Bildung dichter
© G
alva
swis
s A
G
8584
rosionswiderstand)wettbewerbsfähig.DiesesSystembringtdienachweisbareSicherheitausObjekteninHollandunddenUSA,dassaufdiegesamteObjekt-nutzungsdauer keine Sanierungsarbeiten notwendig sind, was beispielsweisebeieinerBetonbeschichtungnichtderFallist.
Feuerverzinken weiterer Stahlsorten Verzinken von Armierungsstahl
Witterungsschutz neben der technischen Berufsschule Zürich: komplizierte Bewehrungsführung*DieweiteAuskragungsowiediegeschwungeneFormgestaltetendieBewehrungsführungan-spruchsvoll.UmdieDauerhaftigkeitdesSicht-betonkörperstrotzunvermeidlicherToleranzeninderLagederBewehrunggewährleistenzukönnen,wurdendieäusserenBewehrungslageninnicht-rostendemStahlausgeführt.
*F.HunkelerundL.Bäurle,NichtrostendeBewehrung,tec21,Nr.19,2010,S.29 – 32
Schlanke BauteileBeispielderAnwendungvonnichtrostendemStahl.AufähnlicheWeisekön-nenfeuerverzinkteBewehrungeneingesetztwerden.
BeischlankenTeilenkanndieerforderlicheMindestüberdeckungdesBeweh-rungsstahls(jenachUmwelteinflüssen20–40mm)mitBetonoftnichtein-gehaltenwerden.ZurVerhütungvonKorrosionsschädenanderBewehrunggibtesfolgendeMöglichkeitenmitdenentsprechendenMehrkosten:
Beispiel:DeckeeinesGebäudes,Bewehrungsgehalt80kg/m3,Kostenprom3BetonohnezusätzlichenKorrosionsschutz:ca.600CHF/m3
Erhöhte UmweltbelastungBei Objekten mit erhöhter Umweltbelastung ist es auch bei den üblichenÜberdeckungendesBewehrungsstahlseineFragederZeit,bisaufgrundderDiffusionderFeuchteunddurchRisse imBetondieKorrosioneinsetztunddasBauwerkkostspieligsaniertwerdenmuss.
Beispiel:Tunneleinfahrten,Galerien,Brückensegmente,Parkhäuser,Beweh-rungsgehalt 200 kg/m3, Belastung durch Feuchte, Tausalze und Abgase.Kostenprom3BetonohnezusätzlichenKorrosionsschutz:ca.700CHF/m3.IndiesemFallbestehenfolgendeSchutzmöglichkeiten:
WeitereDetailsunter:www.feuerverzinken.com,www.galvanizedrebar.com(Englisch),www.tfb.ch/de/Publikationen.html
Korrosionsschutz Mehrkosten Erwartete BemerkungBewehrungsstahl Schutzdauer
Feuerverzinkung +ca.100CHF bis>50Jahre ErfolgreicheAnwendungenimBrückenbau prom3Beton amMeerseit60Jahrenz.B.indenUSA undHolland.DieSchutzdaueristu.a. abhängigvonderCl-Konzentrationund derZinkschichtstärke. Mischbewehrungensindmöglich.
Beschichtung +ca.100CHF bis35Jahre DurchBelastungenkönnenRissemitEpoxid-Lack prom3Beton inderLackierungauftreten.
Nichtrostender +min.600CHF >50Jahre SinnvollbeibesondersexponiertenStahl prom3Beton Bauteilen.Mischbewehrungensindmöglich.
Hydrophobierung Erstapplikation 10–15Jahre –(OS1) ca.20CHF/m2
Erneuerung ca.40CHF/m2
Korrosionsschutz Bewehrungsstahl Mehrkosten pro m3 Beton Erwartete Schutzdauer
Feuerverzinkung +ca.50CHF/m3 >50Jahre Mischbewehrungensindmöglich
BeschichtungmitEpoxid-Lack +ca.50CHF/m3 bis>50Jahre,kontro- verseBeurteilungen
NichtrostenderStahl +ca.240CHF/m3 >50Jahre Mischbewehrungensindmöglich
Richtpreise Feuerverzinkung Armierungsstahl fürStäbe/Matten,geradeoderabgebogen,2-dimen-sional(Mengen-undGeometrieabhängig):
Gewicht pro RichtpreisStück CHF/kg
>20kg -.40>10kg -.60>2kg -.90<2kg 1.20
© G
alva
swis
s A
G

8786 Feuerverzinken weiterer Stahlsorten Verzinken von Guss
Verzinken von Guss
Gussteile erfordern eine spezielle Oberflächen-vorbehandlung
Kleine und einfach geformte Gussteile eignen sich meist gut zum Feuerverzinken
GusseisenwerkstoffesindEisen-Kohlenstoff-VerbindungenmiteinemKohlen-stoff-Anteil,derinderRegelüber2%liegt.DieSilizium-undPhosphorgehaltesind deutlich höher als bei herkömmlichen Stählen. Bei der Beurteilung derEignung zum Feuerverzinken sollte daher auch die Zusammensetzung desGusswerkstoffes, insbesonderehinsichtlichseinesSilizium-Gehaltes,beach-tetwerden.Esgelten jedochnichtdiegleichenGrenzenwiebeidenStahl-werkstoffen, da das Silizium in Gusswerkstoffen teilweise in anderen che-mischen Verbindungen vorliegt. Aus diesem Grunde führen höhere Gehalte,diebeiStählenbereitseinstarkesWachstumderZinküberzügeauslösenwür-den,beiGusswerkstoffennichtingleichemMassezuhohenZinkschichten.
GusssortenGJN(früherGS)=Stahlguss:Zur Feuerverzinkung geeignet (mitherkömm-lichenStählenvergleichbar)GJL (früher GGL) = Grauguss (Gusseisen mit Lamellengraphit) hat hohenKohlenstoff-(2%)undSiliziumgehalt(1–3.5%):Dickereundgraueodergrau-fleckigeZinkschicht.GJS (früher GGG) = Kugelgraphit (Gusseisen mit Kugelgraphit) hat hohenKohlenstoff-(2%)undSiliziumgehalt(2–2.5%):Dickereundgraueodergrau-fleckigeZinkschicht.
TempergussGJMB (früher GTS) = schwarzer Temperguss: Kohlenstoffgehalt 2.2% –2.8%, Siliziumgehalt 0.9% – 1.4%: Dickere und graue oder graufleckigeZinkschicht.GJMW(früherGWT)=weisserTemperguss:Kohlenstoffgehalt2.8%–3.4%,Siliciumgehalt 0.4%–0.8%: zurFeuerverzinkunggeeignet,meist einenor-maleEisenZinkReaktion.
OberflächenvorbehandlungDieRückständevonFormsand,anhaftenderTemperkohleundGraphitrestenaufderOberflächevonGussteilenkönnendurchdieüblicheVorbehandlungeinerFeuerverzinkerei (Beizenmit verdünnterSalzsäure)nichtentferntwer-den. Nach einer eventuell nötigen Sandstrahlung ist es erforderlich, dieOberfläche inFlusssäure-Ersatz-Gemischenzu reinigen.FürdiesespezielleArtderVorbehandlung,welcheinnurganzwenigenVerzinkereienangebotenwerdenkann,istGalvaswissbestenseingerichtet.DanachkanndasMaterialdemnormalenBeizprozesszugeführtwerden.
KonstruktionenDiekonstruktiveGestaltungvonGussteilenkommtdenAnforderungendesFeuerverzinkersprinzipiell entgegen.KleineundeinfachgeformteGussteilesind daher meistens problemlos zu verzinken. Bei grösseren Gussteilen istdarauf zu achten, dass bei den üblichen Verzinkungstemperaturen Span-nungen auftreten können, die Risse verursachen. Besonders kritisch ist,wenn in einer Gusskonstruktion grosse Massenanhäufungen mit filigranenTeilbereichenkombiniertwerden.
FeuerverzinkterHydrant
© G
alva
swis
s A
G

8988 Tipps und Tricks Fehlstellen und ihre Ausbesserung
Fehlstellen und ihre Ausbesserung
Asche
Abplatzung
Schweissnaht
Kleinere Fehlstellen – z.B. durch Montagen – lassen sich beheben
Bei grösseren Beschädigungen Rücksprache mit dem Verzinker
Entstehung
AscheenthältRestevonätzendemFlussmit-tel,welchesbeimVer-zinkennichtweggespültwurde.BeiNässefrisstsichdieSäureindenZink!
BeiAbplatzungenistmeistnocheinedünneZink-Diffusionsschichtvorhanden.DerUnter-grundistoxidfrei(keinRost)undderZinkdrahthaftetohneVorberei-tung.
DurchdenerhöhtenSiliciumgehaltimSchweissdrahtentstehteinedickereZink-schicht.
Ausbesserungs möglichkeiten
a)AschemitBürste/Pinsel/Kratzersauberentfernenoderb)AschemitStrahl-PistoleabstrahlenFallsunterderAscheeineFehlstelleerscheint,istdieseauszubessern(sieheFehlstellen).
1)Abplatzung,loseStellenmitDrahtbürstereinigen
2)MitBrennerheizen,ver-brannterZinkentfernen
3)MitZinkdraht(dick)aus-bessern
4)MitFeileoderBürstenachbehandeln
KannmitfeinemSchleif-papierunddernötigenVorsichtplangeschliffenwerden.
Entstehung
MangelhafteStahlqualität.
HervorgerufendurchungeeigneteStahl-Sorte(sieheSeite38ff.«Feuerverzinkungs-freundlicheStahlsortenundOberflächen»).
DieFehlstelleentstehtdurchFarbe,FettoderSchweiss-Spray.AndieserStellebestehtkeineZinkschicht(sieheSeite72f.«Fett,Öl,FarbeundSchweiss-Schlacke»).
Ausbesserungs möglichkeiten
RücksprachemitdemVerzinker.WeitereDetailssieheSeite38ff.«Feuerverzinkungs-freundlicheStahlsortenundOberflächen».
RücksprachemitdemVerzinker.SpezielleVorbehandlungkanndasPhänomenteilweisekorrigieren(IPP-Verfahren).
Zinkdraht1)FehlstellemitFeileund
Schleif-Scheibereinigen(bisaufblankesEisen)
2)MitBrennerheizen3)MitZinkdrahtausbessern4)MitFeileundBürste
nachbehandeln
Spritzverzinken1)SchwarzeStellemit
SchleifgerätbisaufdenStahlreinigen
2)Metall-Spritz-VerfahrenmitZinkstaubpulver
(sieheSeite182ff.«Spritzverzinken»)
PickelundSchuppen aus Walzfehler
ErhöhteZinkannahme
Fehlstellen
vorher
nachher
© G
alva
swis
s A
G

9190 Tipps und Tricks SpezielleNachbearbeitungen
Spezielle Nachbearbeitungen
Scharniere gängig machen Innengewinde reinigen
Aussengewinde reinigen Löcher schliessen
Zink lässt sich einfach aufschmelzen
1)GewindemitFlammewärmen
(Zinknurschmelzen,
nichtverbrennen!)
2)MitRundbürsteausreiben
1)LochmitZinnLegierungfüllen
(Zinknichtschmelzen,Zinndraht
hateinentieferenSchmelzpunkt)
2)Flussmittelrestesauberentfernen
(greifenZinkan)
3)MitFeileundDrahtbürstesauber
verputzen
ZumSchliesseneignensichLöcher
vonmaximal8mmDurchmesser.
1)BeweglicheTeilerundumwärmen
2)Freischlagen,bewegen
3)MitDraht-odernasserFiberbürste
Zinkabstreifen,anschliessendaus-
bessern
1)Zinkschmelzen(ZinkmitFlamme
wärmen,nichtverbrennen!)
2)FlüssigesZinkabklopfen
3)GewindemitnasserFiberbürste
ausbürsten
Effizienteindustrielle
Gewindereinigung
© G
alva
swis
s A
G

9392 Tipps und Tricks KorrosionsschutzdesZinksimErdreich
Korrosionsschutz des Zinks im Erdreich
Beispiele
8-kantMast:ImErdübergangsbereichmind.500µm2K-Teer-AnstrichaufZink.ImeinbetoniertenBereich(Mastfuss)nurverzinkt.
Kandelaber:FeuerverzinkungnachDINENISO1461,imErdübergangsbereichSweep-strahlreinigung(SA2½),2K-Teer-Anstrichmin.200µm(unterdenAnforderungenDINENISO12944).
Schutz der Feuerver-zinkung durch Beschich-tungssysteme im Erd-bereichInAnlehnungandieBeschichtungs-normDINENISO12944-5wirdimErdbereichfolgendeBeschichtungaufZinkempfohlen:• Feuerverzinkung 45–85µm• 2K-Teer-Anstrich ≥320µm
InderPraxiswirdbeierdberührtenTeilenoftz.B.200µmTeer-AnstrichaufFeuerverzinkungverlangt,wasaberunterdenForderungenderDINENISO12944liegt.
ZinkwieStahlmüssenbeiErdkon-taktdurchgenügenddicke,ge-eigneteBeschichtungengeschütztwerden.EingegrabeneTeileer-forderneinenerhöhtenKorrosions-schutzaufgrund• derBeschaffenheitderErde,• dererhöhtenundandauernden
Nässeund• derVerhinderungderBildung
einerSchutzschichtaufderZinkoberfläche,welcheanderLuftnatürlicherweiseentsteht.
Bodenbeschaffenheit und KorrosionsbeständigkeitVerzinkterStahlweistjenachAggressivitätdesBodensAbtrag-ratenzwischen2bis50µmproJahrauf,Eisenzwischen5und70µm.DadievorgängigeEinschätzungderAggressivitätdesBodensnichtmöglichist,mussStahloderauchZinkdurcheineBeschichtunggeschütztwerden.
Aggressivität des Bodens im voraus nicht abschätzbarSchutz des Zinks durch Teer-Epoxid-Ersatz
© G
alva
swis
s A
G

9594 Weissrost/Glanzverzinkung Weissrost / Material lagern
Weissrost/Material lagern
Wann bildet sich Weiss-rost?Weissrostkannentstehen,wennfrischverzinkteOberflächeninKon-taktmitFeuchtekommen,zumBeispieldurchNiederschlagoderKondenswasser-Bildung.Auftro-ckenenZinkflächenentstehtwenigeTagenachdemFeuerverzinkeneineschützendeDeckschicht(Zinkpatina),welchedieWeissrostbildungverhin-dert.DasAuftretenvonWeissrostistkeinqualitativerMangel.EsistdasResultatvonproduktionstechnischbedingterLagerungimFreienoderTransportvonfrischverzinktemMaterialbeifeuchterWitterung.
WeissrostentstandendurchRegenauffrisch-verzinkteKonstruktion.
EineleichteSchichtvonWeissrostmussnormalerweisenichtgereinigtwerden.SiewandeltsichmitHilfedesCO2ausderLuftimLaufederZeitinZinkcarbonatum,welcheseinedünne,kompakteundguthaf-tendeOberflächebildetunddenZinkvorweitererOxidationschützt.
Verhütung von WeissrostBeiderLagerungvonfrischverzink-tenKonstruktionenistFolgendeszubeachten:
• Lagerungwennmöglichinge-schlossenenRäumenoderuntergedecktenAbstellflächen.
• BeiRegen,Nebel,hoherLuft-feuchtigkeitoderSchneefrischverzinkteStahlteilenichtimFreienlagern.
• StahlteileaufUnterlagen(z.B.Kanthölzer)setzen,mitetwa150mmBodenabstand.
• VollflächigeBerührungdesMaterialsvermeidenundfürLuftzirkulationsorgen.
• TeilestetsmitleichtemGefällelagern,sodassRegen-undKondenswasserabfliessenkönnen.
• BeiHohlkörpernundProfilendieAnsammlungvonFeuchtigkeitvermeiden:OffeneSeitennachuntenlagern.
• KeinAbdeckendurchPlanenoderFolienwegenKondens-wasserbildung.
• AlsDistanzhalterwirdtrockenesTannenholzempfohlen.GewisseHölzersindzuver-meiden(sieheSeite33«ChemischeBeständigkeitvonZinküberzügen»).
DieseLagerungvonfrischver-zinktenLeitplankenwirdzustarkerBildungvonWeissrostführen:
• FeuchteausBodenundGras• Wassersammeltsichzwischen
demMaterial.• LuftkannzwischendenTeilen
nichtzirkulieren.
Weissrost entsteht nur auf frisch verzinktem Material
Vermeiden durch trockenes Lagern
Einfache Entfernung durch Spezialbürste teilweise möglich
© G
alva
swis
s A
G

9796
TeilestetsmitleichtemGefällelagernundAbstandvomBodenhalten.
Material richtig lagern
BeiProfilenoffeneSeitenachuntenundallge-meingegenseitigegrossflächigeBerührungenvermeiden.
Weissrost/Glanzverzinkung Weissrost / Material lagern
Beseitigung von Weissrost• BeigeringemBefallisteinEnt-
fernennichtzwingendnotwendig.• BeistärkeremBefallsindkleinere
Flächenmechanischzuent-fernen.
• BeistarkemundgrossflächigemBefallbitteRücksprachemitderVerzinkereinehmen.
UmWeissrostmechanischzuent-fernenempfehlenwirunsereSpezialbürsten(zubezieheninihremGalvaswissWerk).
Vorgehen:1.FallsdieOberflächefeuchtist,
diesemiteinemHeissluftföhntrocknen.
2.DenWeissrostmitderSpezial-bürsteunterleichtemDruckent-fernen,bisdieOberflächedengewünschtenGlanzhat.Vorsicht,beizuintensivemBürstenkanndieOberflächedunkelwerden.
DiesogebürsteteOberflächezeigtbeineuerBefeuchtung(Nieder-schlag,Kondenswasserbildung)invielenFällenkeinenweiterenBefallmitWeissrost.ÄltererWeissrost,welchersicheingefressenhat,lässtsichnurteilweiseentfernen.
7x14cm(RichtpreisCHF43.–) 2x18cm(RichtpreisCHF19.–)
© G
alva
swis
s A
G

Die ästhetische Verzinkung zur jahrelangen Erhaltung des natürlichen Glanzes frischer Feuer verzinkung
AnwendungsbereichIm Innern und im Freien, Metallbau- und leichtere Stahlbauprofile, Design-Verzinkung,Metallbau/Fassadenbau.Artikel,diedenGlanzderFeuerverzinkungeinige Monate (1-schichtig, innen) oder einige Jahre (2-schichtig, aussen)behaltensollen.
Glanzgrad Langanhaltender Glanz frischer Feuerverzinkung (Silber-Métallisé): je nachStahlbeschaffenheitundProfilstärkevonglänzendblumigbisgraumatt.
DieDesign-VerzinkungDUROCLEARbewahrtdennatürlichenGlanz
frischerFeuerverzinkungjahrelang.
Weissrost/Glanzverzinkung DUROCLEAR
Design-Verzinkung
98 99©
Gal
vasw
iss
AG

Weissrost/Glanzverzinkung DUROCLEAR
Kosten DUROCLEAR (1-schichtig, inkl. Feuerverzin-kung)
Gerade StaketengeländerAb38.–CHF/Laufmeter
Gerade Stahlbauprofile BeieinerrelativenOberflächeab20m2/t
Ab 34.– CHF/m2
Technische Ausschreibungsdaten•FeuerverzinkungimSchmelztauchverfahren
nachDINENISO1461Schichtstärke min.55–85µm PraxiswertStahlbau ca.150–300µm•RichtarbeitennachdemVerzinken(nurStahlbau)•1K-FH-KlarlackbeschichtungmitgeeignetemLack min.15–25µm•TotalDUROCLEAR1-Schicht min.70–110µm•2K-PU-Klarlack min.40µm•TotalDUROCLEAR2-Schicht min.95–125µm
ohneDUROCLEAR mitDUROCLEAR
100 101©
Gal
vasw
iss
AG

Weissrost/Glanzverzinkung GALVASEAL
Schutz vor Weissrost und Glanz erhalt der Feuer - ver zinkung
DerGlanzvon frisch feuerverzinkterWarebleibt jenachWitterungnicht langeerhalten und oft bildet sich nach kurzem eine graue oder weisslich-mattePatina.DieskanndurchLagerungunterDachreduziertwerden,jedochwirddieOberflächeinjedemFallmitderZeitmatt.BeimanchenKonstruktionenisteinelanganhaltende,glänzendeZinkoberflächeschönundwünschenswert.
Anwendungsbereich GALVASEAL erhält den Glanz der Feuerverzinkung bei normaler Witterung(KorrosionskategorieC2–C3)einigeJahreundeignetsich im Innernoder imFreienfürleichtereStahlbauprofile,Metallbauetc.
Zubeachten:Fürden längerenSchutzdesZinksvoraggressivenChemikalienundSalzeignetsichGALVASEALnicht.Anwendungenwiez.B.imFahrzeugbausinddaherkritischundmüssenvorhergeprüftwerden.InsolchenFällenkönntesich ein 2-Schicht Klarlacksystem eignen. Bitte erkundigen sie sich bei IhremWerk.
Es istzubeachten,dasssichOberflächen,welchemitGALVASEALbehandeltwurden,nichtmehrlackierenlassen.GALVASEALeignetsichalsGraffitischutzfürfeuerverzinkteMetallbauteile–z.B.Fassaden.
MitGALVASEALbehandelteTeileerhalten
denGlanz.(UntenGALVASEAL,oben
unbehandeltnach15Monateninder
Witterung).
GALVASEALschütztvorWeissrostund
erhältdenGlanzderfrischenVerzinkung.
Jahrelanger Glanzerhalt der frischen Feuerverzinkung zu günstigem Preis
102 103©
Gal
vasw
iss
AG

Weissrost/Glanzverzinkung GALVASEAL
BeiderBehandlungderfeuerverzinktenOberflächemitGALVASEALbildetsicheinewenigeMikrometerdickeSchicht:
•SchütztvorWeissrost
•ErhältdenGlanzderfrischenVerzinkung
•VerzögertdennatürlichenAbtragdesZinksinderWitterung•WirktalsAntigraffitiundistschmutz-undwasserabweisend
BestellungGalvaswiss bietet die Behandlung mit GALVASEAL im direkten Anschluss andas Feuerverzinken an. Durch frühzeitige Kontaktaufnahme mit unserem Ver-kauf kann die Eignung für ihre Anwendung geklärt und die Applikation frist-gerechtgewährleistetwerden.
Kosten Blechware und Rohre, Profiltüren etc. VorläufigerRichtpreis
0.60CHF/kg
Kosten Geländer VorläufigerRichtpreis
Ab 0.30 CHF/kg
Kosten Stahlbau VorläufigerRichtpreis
Ab 0.15 CHF/kg
Technische AusschreibungsdatenFeuerverzinkungimSchmelztauchverfahrennachDINENISO1461•Schichtdicke mind.55–85µm•SchutzschichtGALVASEAL wenigeµm•Total mind.60–90µm
WirkungvonGALVASEALnach2Mona-
ten.Linksappliziert,rechtsunbehandelte
Feuerverzinkungnach2Monatenim
Freien.
Musterblech,obereHälftemit
GALVASEALbehandelt.
104 105©
Gal
vasw
iss
AG

107106 Umwelt NachhaltigesBauenmitFeuerverzinkung
Nachhaltiges Bauen mit Feuerverzinkung
Minimierter Energieauf-wand für die Erhaltung der Stahlkonstruktion
DerkumulierteEnergieaufwandfürdasVerzinkenvoneinemKilogrammStahlstelltnur4%deskumuliertenEnergieaufwandesdesStahlsdar.DurchdenKorrosionsschutzbleibtdie«graueEnergie»*desStahlsübereinensehrlangenZeitraumerhaltenundkannsogarfürweitereNut-zungszyklenrecyceltwerden.
DurchdasVermeidenvonInstand-haltungenbeifeuerverzinktenTeilenfällteinwesentlichniedrigerEnergie-aufwandan.
BeiLebenszyklusbezogenenBe-trachtungenträgtdasFeuerver-zinkeninerheblichemMassezueinerReduzierungdesEnergiever-brauchesanStahlkonstruktionenbei.
* GraueEnergieoderkumulierterEnergieaufwand:Energiemenge,welchefürHerstellung,Transport,Lagerung,Verkauf,undEntsorgungdesProduktesverbrauchtwird.DabeiwerdenauchalleVorproduktebiszurRohstoffgewinnungberücksichtigt.BeimFeuerverzinkenliegtdiegraueEnergiebeica.4.5MJ/kgStahloderinderGrössenordnungvon100MJ/m².
HafenanlageArbon,Hafenkonstruktioninklusive150mSpundwand,Baujahr1971.
Auchnach36JahreninderaggressivenWechselwasserzoneistdieFeuerverzinkungnochintakt.SchichtdickeHafenanlageheuteum40–80µm.
SBB-Fahrleitungsmast,1930 – 1984,RenanZinkschichtnach54Jahrenüber80µm.
© G
alva
swis
s A
G

109108 Umwelt Feuerverzinkung und Beschichtung im Umweltvergleich
Feuerverzinkung und Beschichtung im Umwelt-vergleich
EineStudiedes InstitutesfürTechnischenUmweltschutz (LehrstuhlSystem-umwelttechnik)derTUBerlinuntersuchtedieÖkobilanzeneinerFeuerverzin-kung (DIN EN ISO 1461) im Vergleich zu einer Beschichtung (DIN EN ISO12944).
Eine Ökobilanz bezieht sich auf den ganzen Lebenszyklus des Produktes(Herstellung,Nutzung,Entsorgung)undberücksichtigtalleumweltrelevantenStoffe,welchederUmweltentnommenwerden(z.B.Erze,Erdöl)sowieStoffe,welche in die Umwelt gelangen (z.B. Emissionen, Abfälle). Aus den DatenwerdendanndieAuswirkungenaufverschiedeneAspektederUmweltermit-telt(z.B.Ressourcenverbrauch,Treibhauseffekt).
Betrachtete KorrosionsschutzsystemeAnforderung: Korrosionsschutz für mittelschweren Stahlbau (20m²/ t ) mit60JahrenNutzungszeitineinerUmgebungmitderKorrosivitätsklasseC3.
Feuerverzinkung: Schichtdickevon100µm,KorrosionsratebeiKategorieC3von1µm/Jahr.
Beschichtung: 3-Schicht-System von insgesamt 240 µm, nach 20 und40 Jahren eine fachgerechte, bauseitige InstandsetzungdurchteilweiseReinigungundRenovierungsbeschichtung.
DieLängederBalkenisteinMassfürdieUmweltbelastung.DasSystemFeu-erverzinken führt in allen Kategorien zu einer deutlich geringeren Belastungder Umwelt als die Beschichtung. Besonders eindeutig ist der UnterschiedbeimderEutrophierung(-82%),demRessourcenverbrauch(-68%)unddemTreibhauseffekt(-62%).
FazitFür ein langlebiges Stahlbauobjekt stellt das Feuerverzinken gegenübereinemBeschichtungssystemdiedeutlichgeringereUmweltbelastungdar.DieWartungsfreiheitundLanglebigkeitderFeuerverzinkunggarantierenihreUm-weltfreundlichkeit.
Umweltbelastung — Feuerverzinken im Vergleich zu Beschichten
Ressourcen-verbrauch
0,0
0,2
0,4
0,6
0,8
1,0
FeuerverzinkenBeschichten
Treibhauseffekt Photooxidantien-bildung
Versauerung Eutrophierung
Ressourcenverbrauch:Rohstoffe,Energieetc./Treibhauseffekt:GlobaleErwärmung/Photooxidantien:BewirkenSommersmog/VersauerungvonBödenundGewässern/Eutrophierung:BelastungvonGewässern.
Quelle:InstitutFeuerverzinkenGmbH
© G
alva
swis
s A
G

111110 Umwelt Recycling beim Feuerverzinken
Recycling beim Feuerverzinken
Auf der Zinkbadoberfläche entsteht durch Oxidation Zinkasche, im Zinkbaddurch die Reaktion mit Eisen Hartzink. Beide Nebenprodukte werden voll-ständigrecyceltundalsZusätzezumBeispielimGummivonReifen,inTier-futter-Zusätzen,inderPharmaoderinderKosmetikeingesetzt.
Erneutes Verzinken von feuerverzinkten BauteilenFeuerverzinkte Stahlprodukte können nach jahrzehntelangem Einsatz ineinemSäurebad«abgebeizt»,erneutverzinktundwiedereingesetztwerden.
Recycling von feuerverzinktem StahlFeuerverzinkter Stahl kann mit anderem Stahlschrott recycelt werden. ZinkverflüchtigtsichfrühbeidiesemProzess,wirdaufgefangenundrecycelt.
GebrauchteGerüstelementevorundnachdemFeuerverzinken.
Zink-RecyclingZinkkannohneQualitätsverlustbeliebigoft recyceltwerden.Zurzeitwerdenungefähr 30% des Bedarfs durch recyceltes Zink gedeckt. Die Recycling-quotedeszurVerfügungstehendenZinksbeträgtca.80%.ZurHerstellungvonprimäremZink(ausErzen)werden50MJEnergieprokgbenötigt,beimUmschmelzzinkausrecyceltenBauzinkproduktenlediglich2.5MJ/kg.
Recycling von FeuerverzinkungsrückständenWährend des Feuerverzinkungsprozesses wird nur soviel Zink verbrauchtwienotwendig,derÜberschussläuftinsZinkbadzurück.BeianderenKorro-sionsschutzverfahren durch Sprühen entstehen im Gegensatz dazu grosseMaterialverlustedurchOverspray.
RecyclingkreislaufvonZink.Quelle:InstitutFeuerverzinkenGmbH
Primärzinkerzeugung
Sekundärzink,Oxyde, Staub,
Spritzer
Schrottreste, Beschnitt,Feuerverzinkungs-rückstände, Aschen
Alte Schrottautos, Gerät-Schaften, Alu-Gussteilefeuerverzinkter Stahl
Herstellungvon Materialienund Produkten
Zinkerz
Gesamter Schrott
© G
alva
swis
s A
G

113112 Umwelt Zink in der Umwelt
Zink in der Umwelt
Zink in der NaturVielenatürlicheGesteinsartenent-haltenZinkinunterschiedlicherMenge.DerdurchschnittlicheAnteilinderErdkrustebeträgt70mg/kg(Trockengewicht)undvariiertzwi-schen10und300mg/kg.
DurchnatürlichegeologischePro-zesseistanmanchenStelleneinweithöhererAnteilkonzentriertunddieErzvorkommenwerdenzurZink-produktiongenutzt.AufallenKonti-nentenwirdZinkindustriellabge-baut,ammeisteninChina,Austra-lienundPeru.
DurchdienatürlicheVerwitterungvonGesteinendurchWindundWas-serwirdeingeringerTeildesZinksständigbewegtundindieUmwelttransportiert.DasLebenaufderErdehatsichaufgrunddergutenVerfügbarkeitdesZinksdessenspe-zifischeEigenschaftenbeibiolo-gischenReaktionenzunutzege-macht.ZinkspieltbeiLebeweseneinewichtigeRolleinmehrals200
EnzymenzumBeschleunigenvonbiochemischenReaktionenwiez.B.demAbbauvonAlkoholimKörper.EsstabilisiertauchdieStrukturvonProteinenundderDNS,unseremErbmaterial.
ZinkistsomitessentiellfürallesLeben.BeizuniedrigerAufnahmetretenMangelerscheinungenwieverminderterGeruchs-undGe-schmackssinn,Hauterkrankungen,LethargieundverminderteFrucht-barkeitauf.Mangehtheutedavonaus,dassnahezufürdieHälftederWeltbevölkerungdasRisikobesteht,anZinkmangelzuleiden.
VitamintablettenoderauchMilchprodukteenthaltenZink.
Zink in der industriali-sierten UmweltObwohlfürdenMenschenunddasÖkosystemZinkunabkömmlichist,kanneinezuhoheKonzentrationschaden.FürdieUmweltgibteseinenoptimalenKonzentrations-bereich,welcherwederzuMangel-erscheinungennochzutoxischenAuswirkungenführt.
DieindustriellenZinkemissionenhabenindenletztenJahrzehntenkontinuierlichabgenommen.DieNaturistzudeminderLage,ZinkzubindenunddamitseineBioverfüg-barkeitzureduzieren.DasZinkwirdjenachUmweltfaktorenwiez.B.
dempH-Wert,derWasserhärteoderderZusammensetzungdesUnter-grundesimBodengebundenundzeigtdahereingeringeresPotentialfürUmweltwirkungen.
DiesereduzierteVerfügbarkeitvonZinkerklärt,warumerhöhteZink-konzentrationenimBodenimUm-feldvonsehrgrossflächigen,feuer-verzinktenKonstruktionenwieStrommasteninderPraxisnichtdietoxischenAuswirkungenzeigen,welcheunterUmständenaufgrundtheoretischerÜberlegungenerwartetwordenwären.
© G
alva
swis
s A
G

skywalk allgäu
Stahlbau: Biedenkapp Stahlbau GmbHKorrosionsschutz:Feuerverzinkung von Galvaswiss
© G
alva
swis
s A
G