pfister frw
DESCRIPTION
Rotor weighfeeder FRW/SRW/VRWTRANSCRIPT

Product Brochure
www.pfister.de
Product Brochure
Rotor Weighfeeder Pfister
FRW / SRW
Highly accurate and reliable gravimetric feeding of
pulverised fuel
Whether kiln feeding, additive feeding to the raw or finish mill or cement pre-loading, the robust design
of the Pfister FRW is ideal for dosing powdered bulk materials such as raw meal, fly ash, bypass dust or
cement products with high dosing constancy and precision. Due to the integration of weighing and dos-
ing the system is easy to operate and thus extremely reliable.
Pfister FRW + ProsCon®: the innovative solution for metering powdered materials.
2/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
History
FLSmidth Pfister has more than 110 years of
experience in manufacturing industrial weigh-
ing equipment and is part of the FLSmidth
group since 1998.
The Rotor Weighfeeder technology was invented
by FLSmidth Pfister in 1984 to feed pulverised
coal to the cement burning process and it is
now time tested and state of the art technol-
ogy. More than 1,700 systems are in operation
world-wide.
Out of the long experience, FLSmidth Pfister
developed the Pfister FRW for non-explosive
pulverised material. Since the first installation
in 1997, more then 200 systems have been
installed world-wide for different applications
and materials.
How does the system work?
What are the benefits?
What are the dimensions?
How ist the system installed?
What are the technical facts?
Is there further information?
Pages 3-4
Pages 5-7
Page 8
Pages 9-10
Page 15
Page 16
All Pfister weighfeeders are
Engineered
Designed
Assembled
Tested
in Augsburg—Germany
The usual applications kiln feed
cement blending
mill feeding (fine grained materials)
General Principle
The Pfister FRW is used for extracting fine
grained bulk material out of a storage silo and
feed it with high accurate feedrate on an
airslide or any other transport media.
The usual bulk materials raw meal
cement
fly-ash
slag
additives
other fine or pulverised materials
What applications are there? Pages 11-14
Mill feeding and Kiln feeding. The application for rotor weighfeeder FRW.
Historic Pfister scale. Ludwig Pfister,
founder of the company in 1894.
Contend
3/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
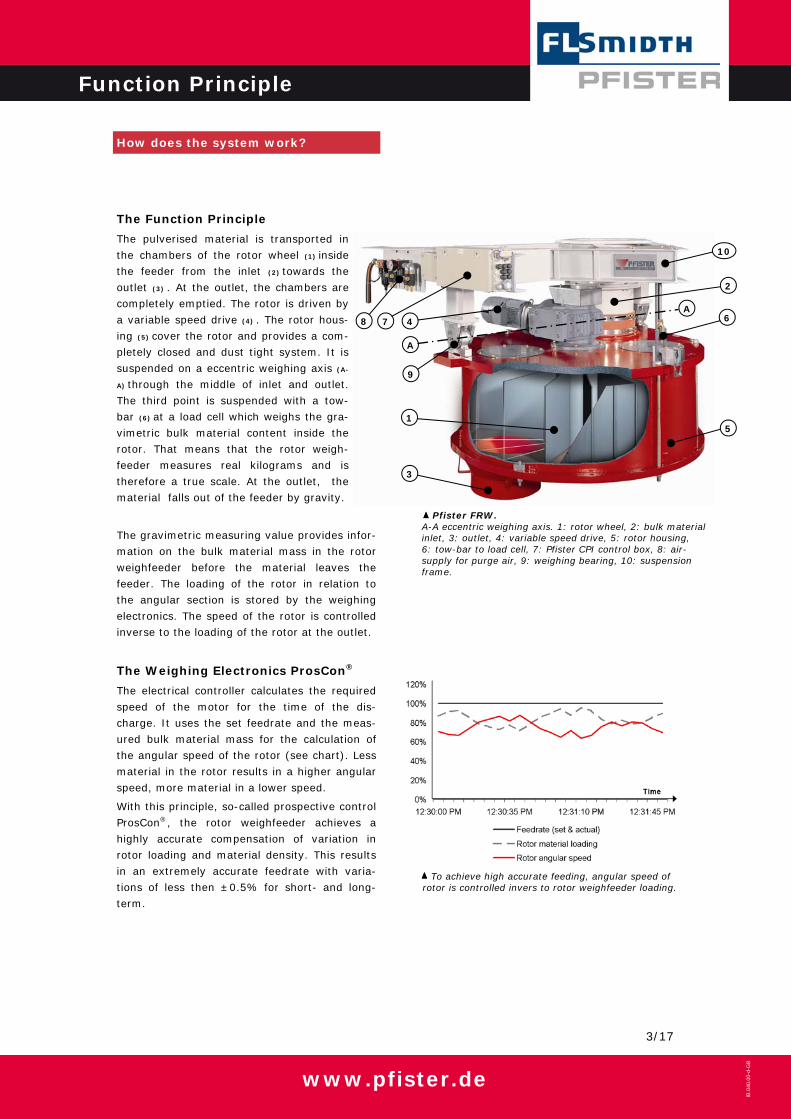
The Function Principle
The pulverised material is transported in
the chambers of the rotor wheel (1) inside
the feeder from the inlet (2) towards the
outlet (3) . At the outlet, the chambers are
completely emptied. The rotor is driven by
a variable speed drive (4) . The rotor hous-
ing (5) cover the rotor and provides a com-
pletely closed and dust tight system. It is
suspended on a eccentric weighing axis (A-
A) through the middle of inlet and outlet.
The third point is suspended with a tow-
bar (6) at a load cell which weighs the gra-
vimetric bulk material content inside the
rotor. That means that the rotor weigh-
feeder measures real kilograms and is
therefore a true scale. At the outlet, the
material falls out of the feeder by gravity.
The gravimetric measuring value provides infor-
mation on the bulk material mass in the rotor
weighfeeder before the material leaves the
feeder. The loading of the rotor in relation to
the angular section is stored by the weighing
electronics. The speed of the rotor is controlled
inverse to the loading of the rotor at the outlet.
The Weighing Electronics ProsCon®
The electrical controller calculates the required
speed of the motor for the time of the dis-
charge. It uses the set feedrate and the meas-
ured bulk material mass for the calculation of
the angular speed of the rotor (see chart). Less
material in the rotor results in a higher angular
speed, more material in a lower speed.
With this principle, so-called prospective control
ProsCon®, the rotor weighfeeder achieves a
highly accurate compensation of variation in
rotor loading and material density. This results
in an extremely accurate feedrate with varia-
tions of less then ±0.5% for short- and long-
term.
Pfister FRW. A-A eccentric weighing axis. 1: rotor wheel, 2: bulk material inlet, 3: outlet, 4: variable speed drive, 5: rotor housing, 6: tow-bar to load cell, 7: Pfister CPI control box, 8: air-supply for purge air, 9: weighing bearing, 10: suspension frame.
1
4
5
2
3
6 7
A
A 8
How does the system work?
9
10
To achieve high accurate feeding, angular speed of rotor is controlled invers to rotor weighfeeder loading.
Function Principle
4/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
1
MT
M
4 5process interface
CPI
Motor Control Center
FC
6 feeder
controllerCSC
CAN
2 3 Power supply
To plant control system
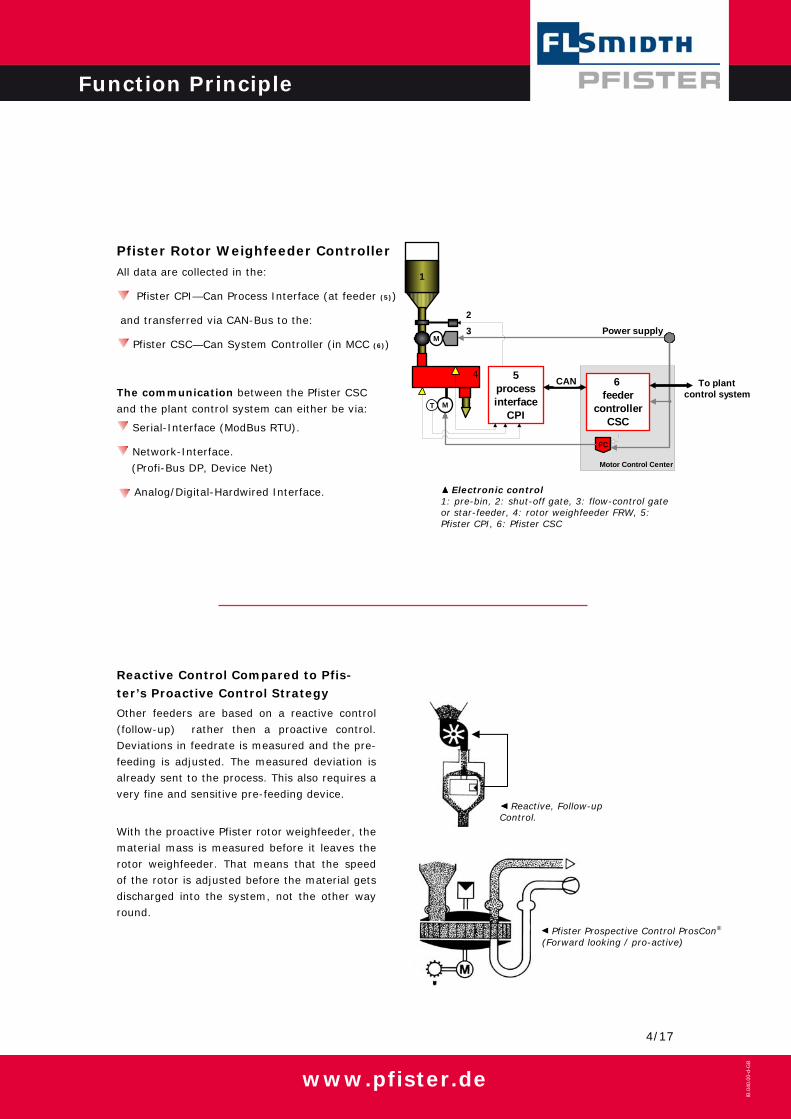
Pfister Rotor Weighfeeder Controller
All data are collected in the:
Pfister CPI—Can Process Interface (at feeder (5))
and transferred via CAN-Bus to the:
Pfister CSC—Can System Controller (in MCC (6))
The communication between the Pfister CSC
and the plant control system can either be via:
Serial-Interface (ModBus RTU).
Network-Interface.
(Profi-Bus DP, Device Net)
Analog/Digital-Hardwired Interface. Electronic control 1: pre-bin, 2: shut-off gate, 3: flow-control gate or star-feeder, 4: rotor weighfeeder FRW, 5: Pfister CPI, 6: Pfister CSC
Reactive, Follow-up Control.
Reactive Control Compared to Pfis-
ter’s Proactive Control Strategy
Other feeders are based on a reactive control
(follow-up) rather then a proactive control.
Deviations in feedrate is measured and the pre-
feeding is adjusted. The measured deviation is
already sent to the process. This also requires a
very fine and sensitive pre-feeding device.
With the proactive Pfister rotor weighfeeder, the
material mass is measured before it leaves the
rotor weighfeeder. That means that the speed
of the rotor is adjusted before the material gets
discharged into the system, not the other way
round.
Pfister Prospective Control ProsCon® (Forward looking / pro-active)
Function Principle
5/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
What are the benefits?
Less Maintenance and Longer Opera-
tion Hours Because of...
Smart design with only one moving part, the
rotor wheel inside.
Completely dust tight.
Less wear because of slow speed of the ro-
tor. 4 to 8 rounds per minute.
Only one bearing which is additionally purge-
air sealed. No rollers or idlers.
All measuring parts and the motor are lo-
cated on the outside of the system.
Because of the minimal amount of parts, the
system is extremely reliable and problem
free. Less parts reduce maintenance work.
Only steel in contact with bulk material.
It is not necessary to clean the rotor weigh-
feeder since no spillage is possible.
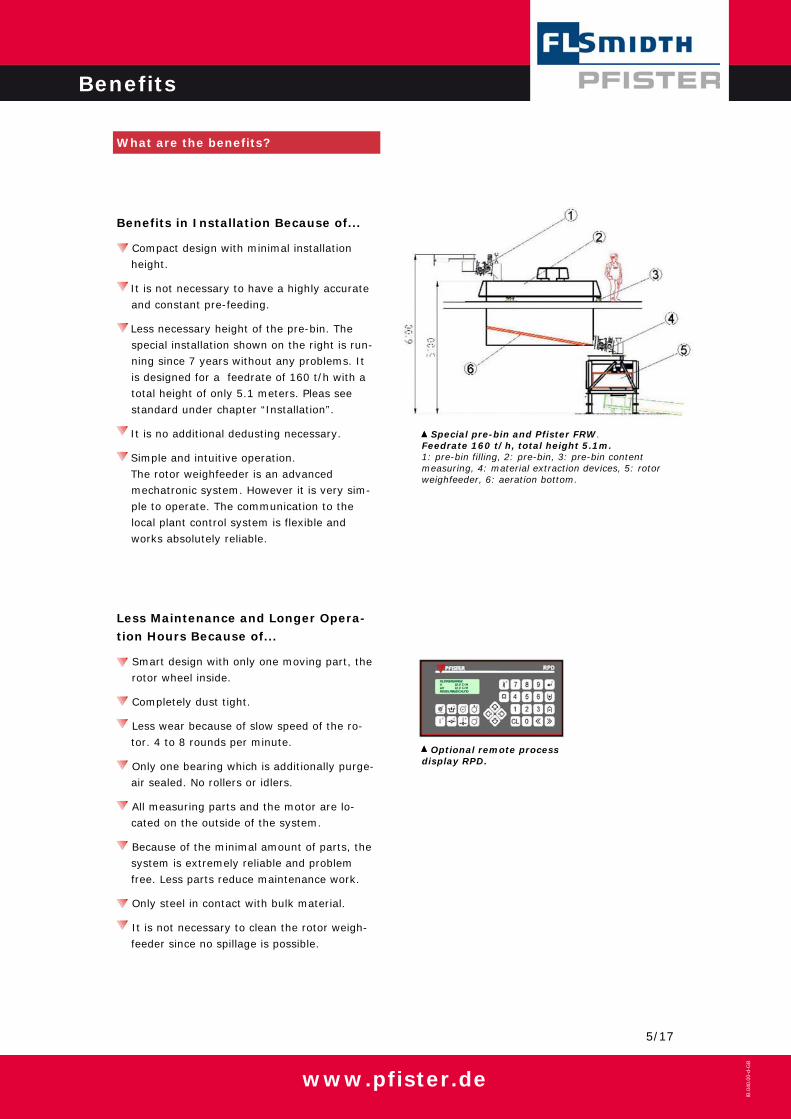
Benefits in Installation Because of...
Compact design with minimal installation
height.
It is not necessary to have a highly accurate
and constant pre-feeding.
Less necessary height of the pre-bin. The
special installation shown on the right is run-
ning since 7 years without any problems. It
is designed for a feedrate of 160 t/h with a
total height of only 5.1 meters. Pleas see
standard under chapter “Installation”.
It is no additional dedusting necessary.
Simple and intuitive operation.
The rotor weighfeeder is an advanced
mechatronic system. However it is very sim-
ple to operate. The communication to the
local plant control system is flexible and
works absolutely reliable.
Optional remote process display RPD.
Special pre-bin and Pfister FRW. Feedrate 160 t/h, total height 5.1m. 1: pre-bin filling, 2: pre-bin, 3: pre-bin content measuring, 4: material extraction devices, 5: rotor weighfeeder, 6: aeration bottom.
Benefits

6/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
High Accuracy in Dosing Because of…
No influence of pre-bin extraction property
on the dosing quality.
Air-flow or the flow characteristics of the
bulk material have no influence on the dos-
ing quality.
Proactive rather then reactive dosing and
feeding. The feedrate gets adjusted before
material leaves the feeder, not the other
way round.
High measuring load.
The design enables a high material layer
and therefore a high measuring load in the
weighing section. The material mass in the
rotor weighfeeder is around ten times higher
then with a traditional belt weighfeeder.
Easy online calibration.
If the pre-bin is placed on load-cells, it is
easily possible to perform online-calibration.
That means comparing the static weighing
of the pre-bin with the continuous gravimet-
ric weighing of the rotor weighfeeder. This
redundant principle give highest accuracy
and optimal calculation of total throughput.
No shooting or relative movement of the
bulk material possible.
Immediately Adjustable Feedrate
Because of its design, the rotor weighfeeder
supplies its high dosing-accuracy in a range
from 10% to 100% of maximum feedrate.
The ProsCon® control strategy ensure virtually
no reaction time in changes of the feedrate.
This is especially necessary for cement blending
or mill-feeding if mixing-ratio or the overall load
needs to be changed immediately.
Higher Accuracy for Kiln Feed Re-
sults in...
High accuracy of feeding prevents over-
feeding and cyclone block-ups.
Because of the short pass-through time of
the raw-meal through the pre-heater, it is
necessary to have a high sort-term accu-
racy. The more accurate and stable the
feeding into a continuous process, the
closer the whole process can be operated
to its best performance.
Possibly visible improvement of output,
pressure and emission characteristics of
the whole cement burning process.
Smoother operation of the whole process.
Higher Accuracy in Dosing for Ce-
ment Blending Results in...
More accurate cement/filler mixture. The
mixing ration is more accurate and there-
fore closer to the allowed limits.
Highest possible amount of filler in the
cement, for example fly-ash or limestone,
with steady quality.
Benefits
7/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
Technical Assistance by Telesupport
With an optional modem, experienced
FLSmidth Pfister technicians have remote ac-
cess to controller parameters, control logic
and sensoric interface. This makes online help
possible for trouble shooting and interpreting
events and system messages.
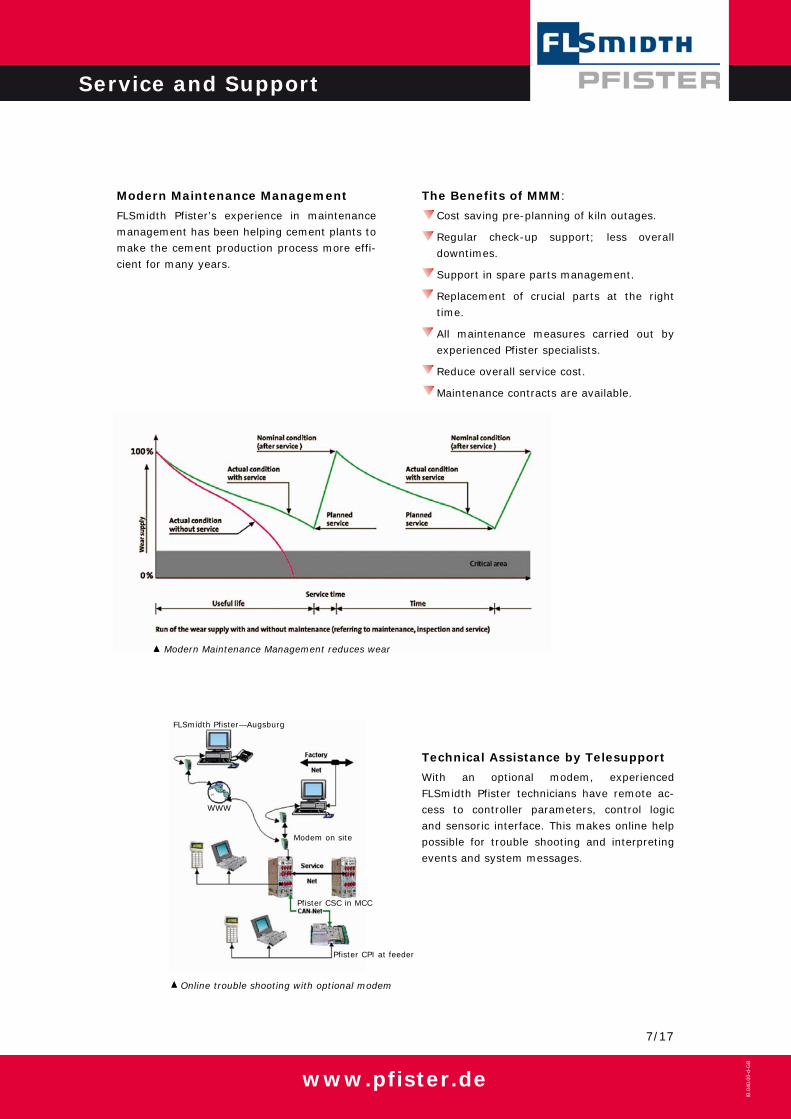
Modern Maintenance Management
FLSmidth Pfister’s experience in maintenance
management has been helping cement plants to
make the cement production process more effi-
cient for many years.
Modern Maintenance Management reduces wear
Online trouble shooting with optional modem
The Benefits of MMM:
Cost saving pre-planning of kiln outages.
Regular check-up support; less overall
downtimes.
Support in spare parts management.
Replacement of crucial parts at the right
time.
All maintenance measures carried out by
experienced Pfister specialists.
Reduce overall service cost.
Maintenance contracts are available.
FLSmidth Pfister—Augsburg
WWW
Modem on site
Pfister CSC in MCC
Pfister CPI at feeder
Service and Support
8/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
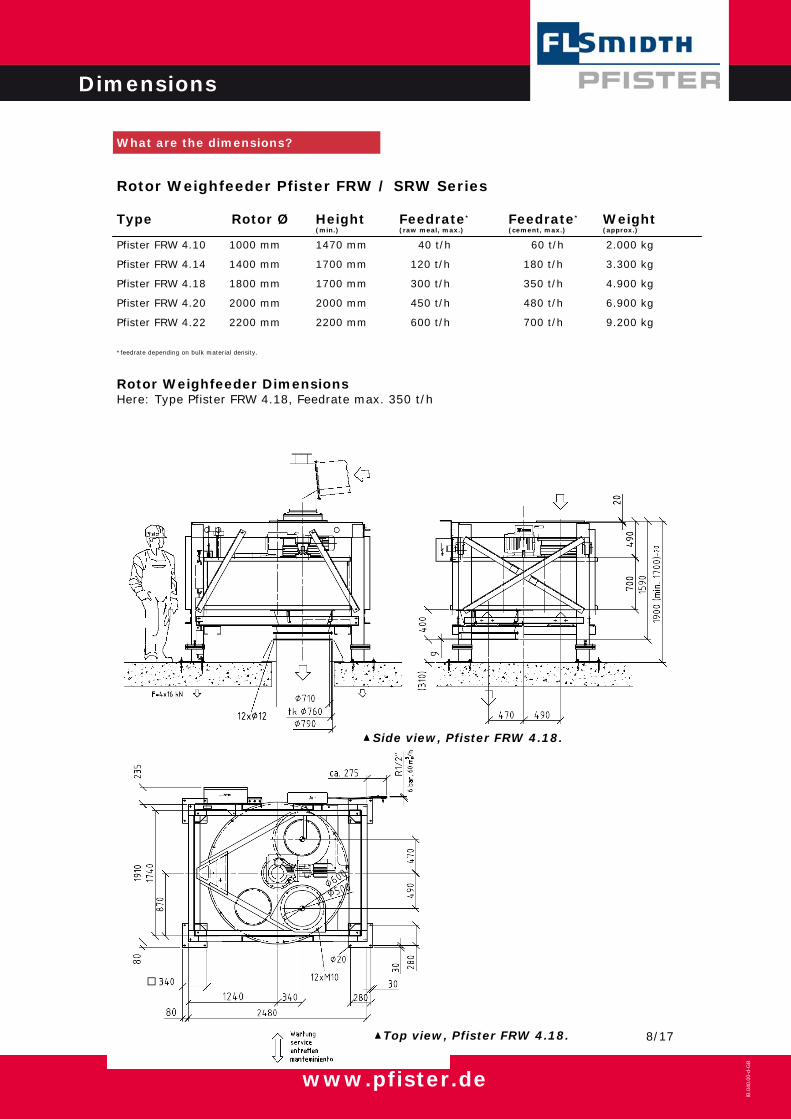
Rotor Weighfeeder Pfister FRW / SRW Series
Type Rotor Ø Height Feedrate* Feedrate* Weight (min.) (raw meal, max.) (cement, max.) (approx.)
Pfister FRW 4.10 1000 mm 1470 mm 40 t/h 60 t/h 2.000 kg
Pfister FRW 4.14 1400 mm 1700 mm 120 t/h 180 t/h 3.300 kg
Pfister FRW 4.18 1800 mm 1700 mm 300 t/h 350 t/h 4.900 kg
Pfister FRW 4.20 2000 mm 2000 mm 450 t/h 480 t/h 6.900 kg
Pfister FRW 4.22 2200 mm 2200 mm 600 t/h 700 t/h 9.200 kg
*feedrate depending on bulk material density.
Rotor Weighfeeder Dimensions Here: Type Pfister FRW 4.18, Feedrate max. 350 t/h
What are the dimensions?
Side view, Pfister FRW 4.18.
Top view, Pfister FRW 4.18.
Dimensions
9/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
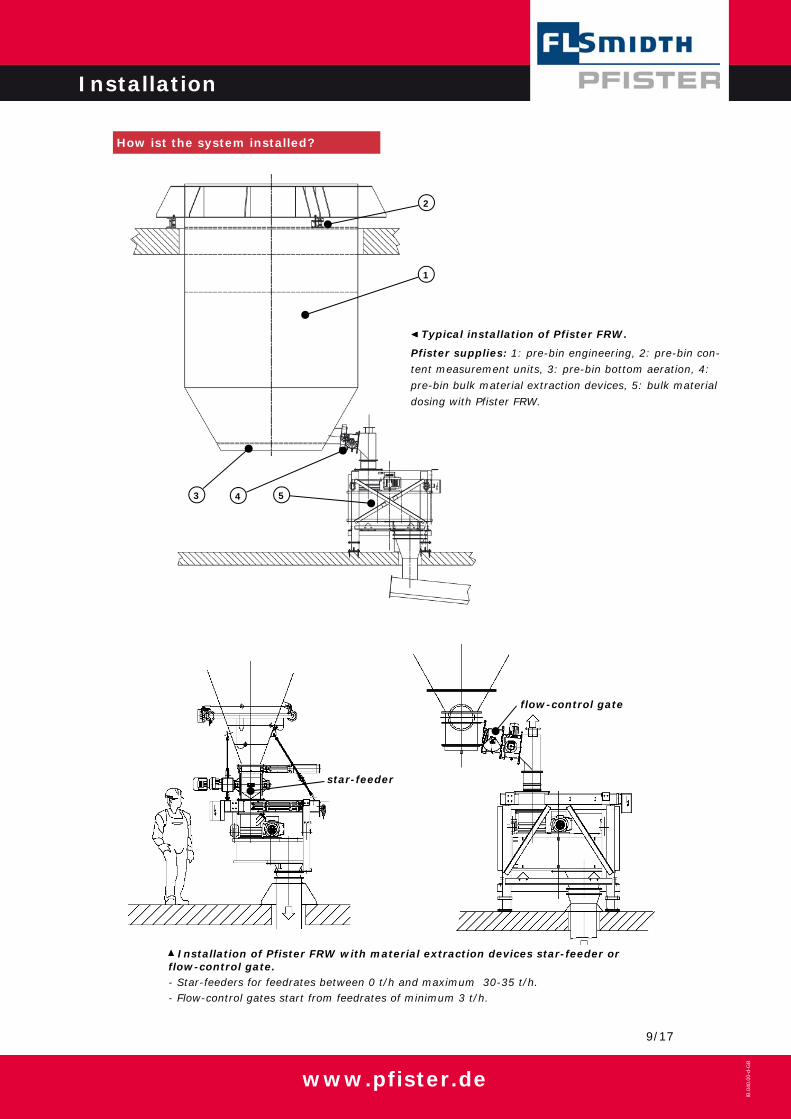
Typical installation of Pfister FRW.
Pfister supplies: 1: pre-bin engineering, 2: pre-bin con-
tent measurement units, 3: pre-bin bottom aeration, 4:
pre-bin bulk material extraction devices, 5: bulk material
dosing with Pfister FRW.
2
1
3 4 5
Installation of Pfister FRW with material extraction devices star-feeder or flow-control gate. - Star-feeders for feedrates between 0 t/h and maximum 30-35 t/h. - Flow-control gates start from feedrates of minimum 3 t/h.
star-feeder
flow-control gate
How ist the system installed?
Installation
10/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
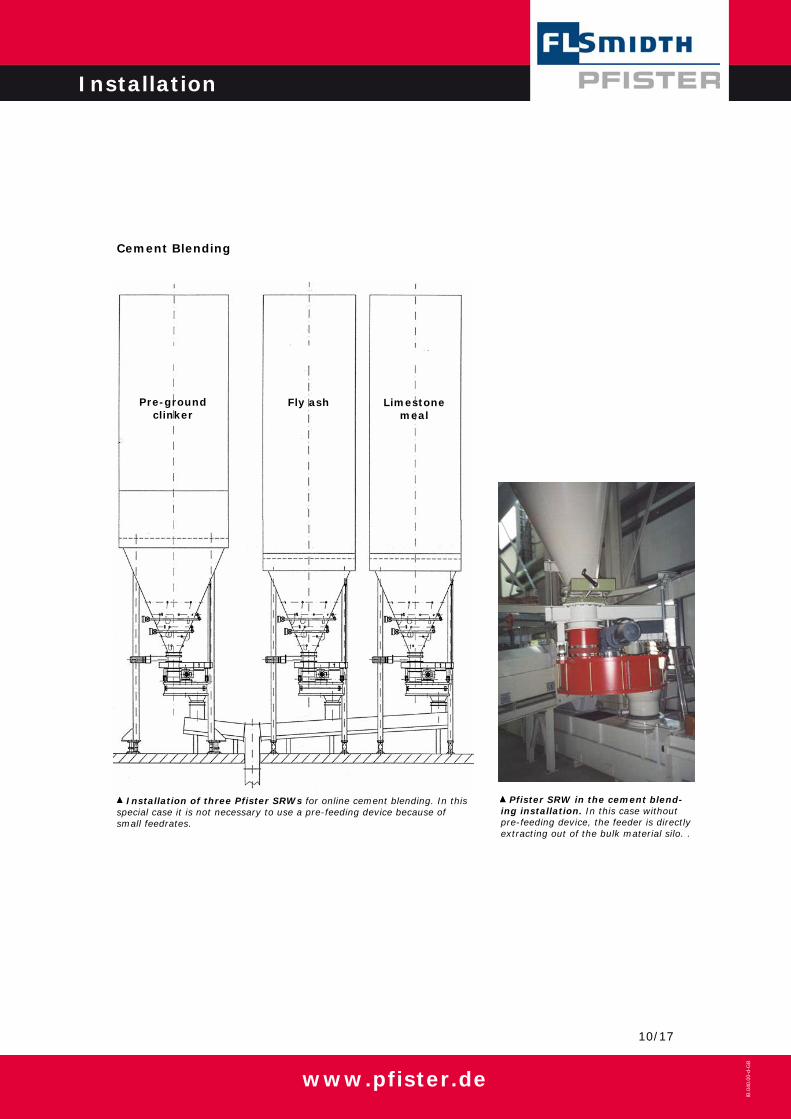
Installation of three Pfister SRWs for online cement blending. In this special case it is not necessary to use a pre-feeding device because of small feedrates.
Pfister SRW in the cement blend-ing installation. In this case without pre-feeding device, the feeder is directly extracting out of the bulk material silo. .
Cement Blending
Pre-ground clinker
Fly ash Limestone meal
Installation
11/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
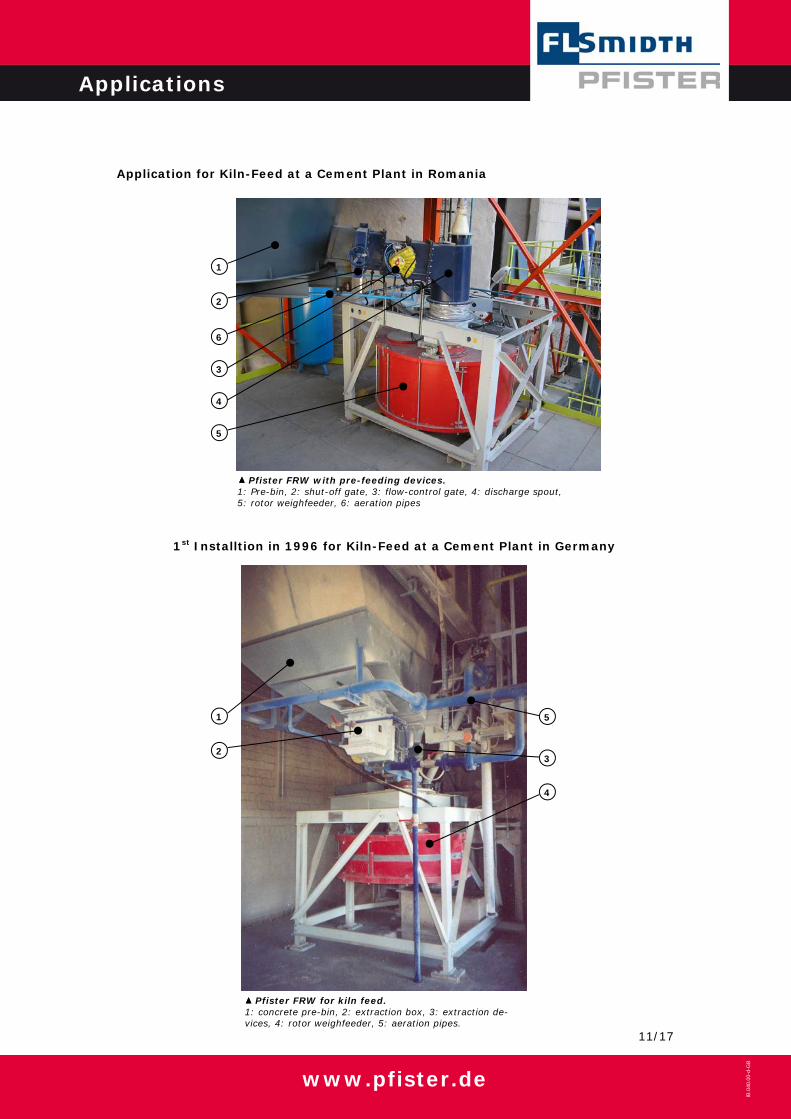
Application for Kiln-Feed at a Cement Plant in Romania
Pfister FRW with pre-feeding devices. 1: Pre-bin, 2: shut-off gate, 3: flow-control gate, 4: discharge spout, 5: rotor weighfeeder, 6: aeration pipes
Pfister FRW for kiln feed. 1: concrete pre-bin, 2: extraction box, 3: extraction de-vices, 4: rotor weighfeeder, 5: aeration pipes.
1st Installtion in 1996 for Kiln-Feed at a Cement Plant in Germany
1
3
6
2
4
5
1
3 2
4
5
Applications
12/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
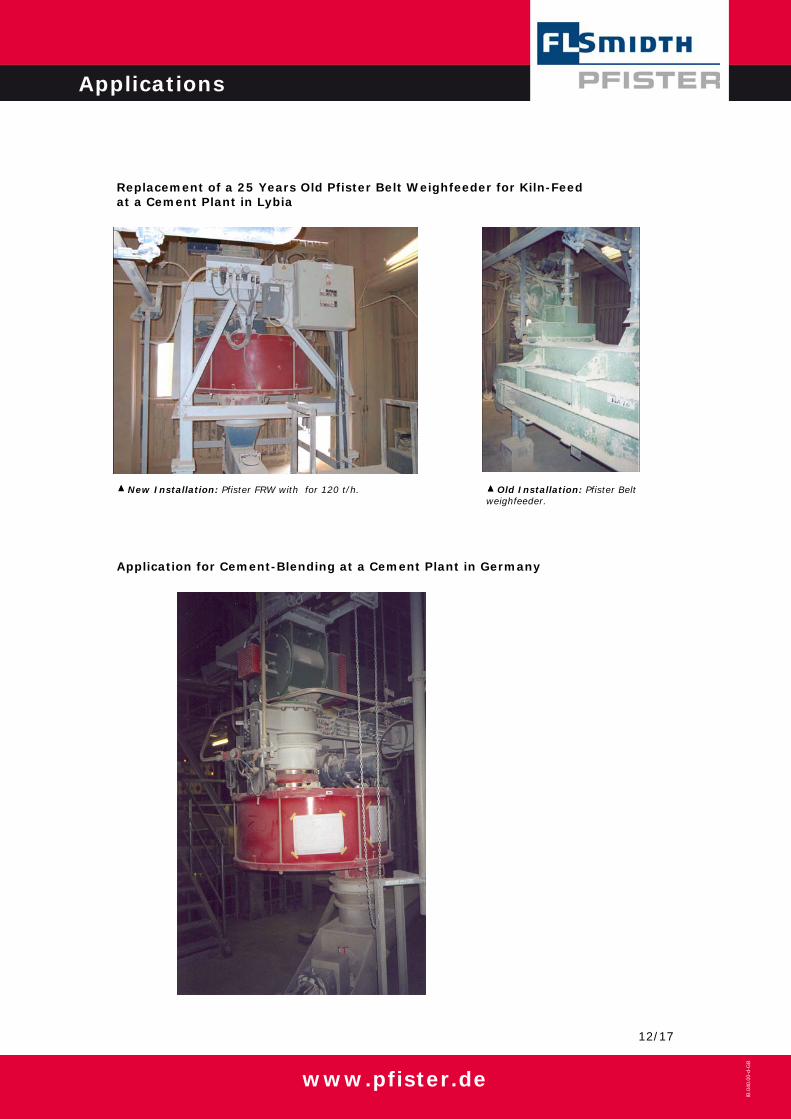
Replacement of a 25 Years Old Pfister Belt Weighfeeder for Kiln-Feed at a Cement Plant in Lybia
New Installation: Pfister FRW with for 120 t/h. Old Installation: Pfister Belt weighfeeder.
Application for Cement-Blending at a Cement Plant in Germany
Applications
13/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
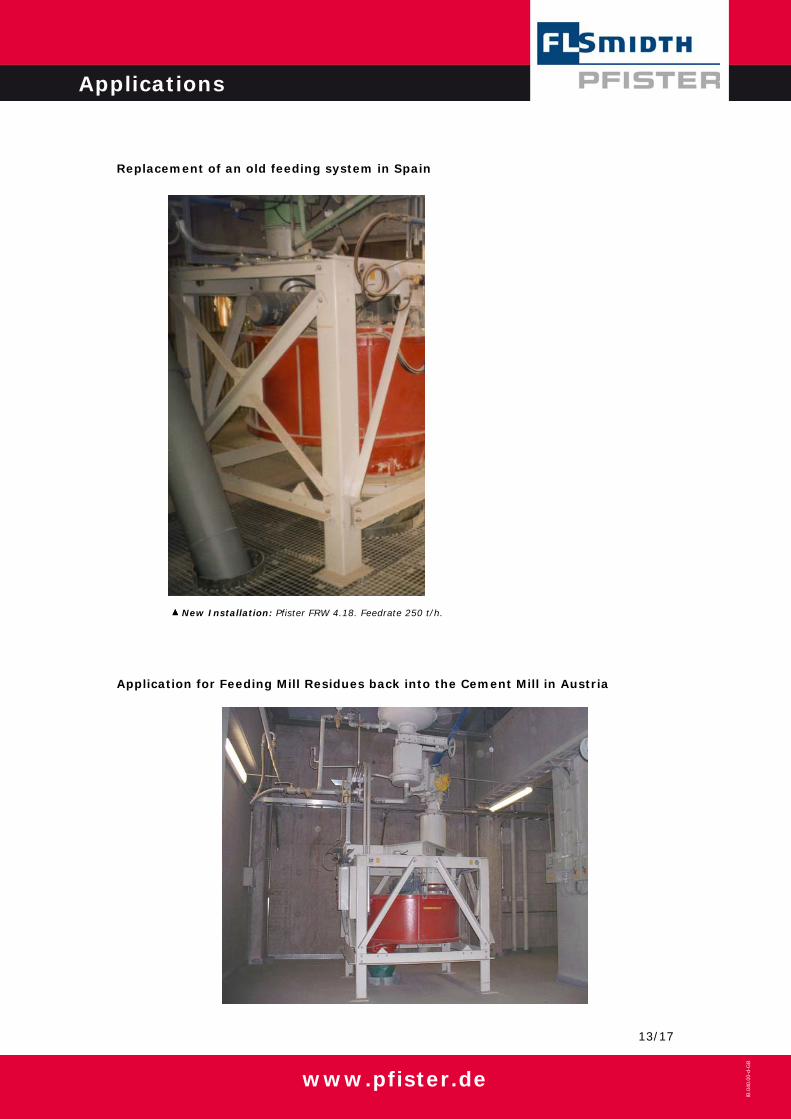
Replacement of an old feeding system in Spain
New Installation: Pfister FRW 4.18. Feedrate 250 t/h.
Application for Feeding Mill Residues back into the Cement Mill in Austria
Applications
14/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
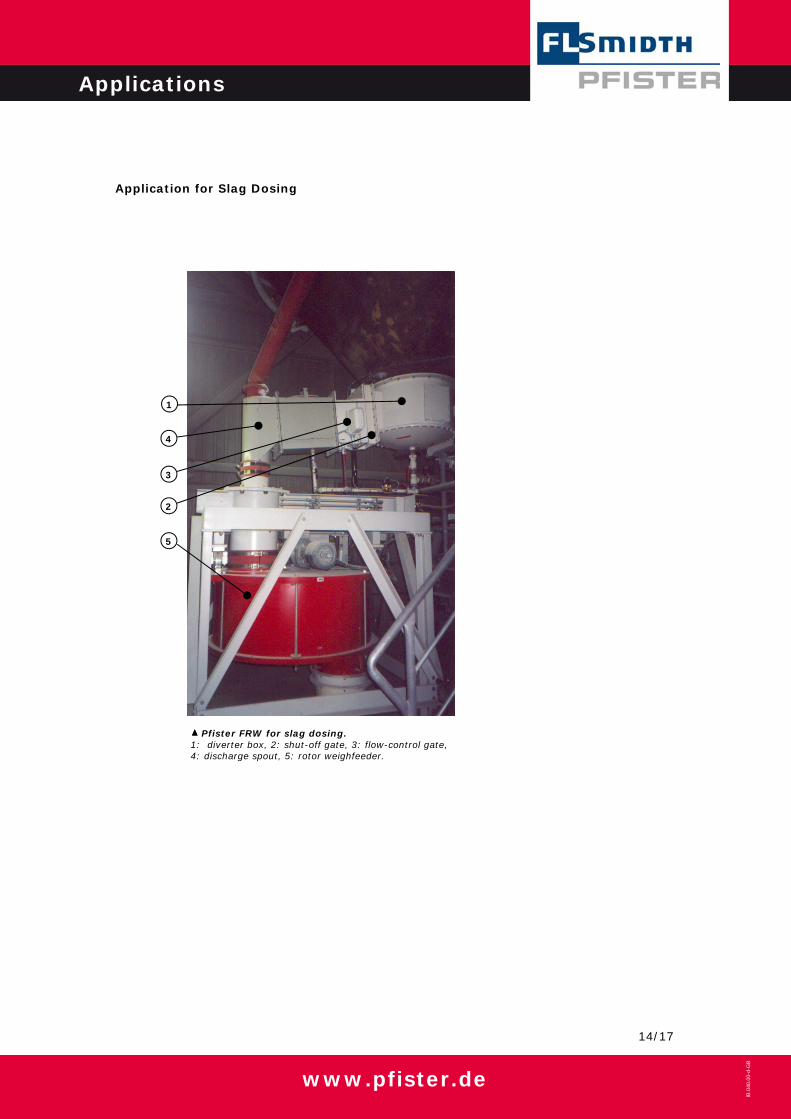
Application for Slag Dosing
Pfister FRW for slag dosing. 1: diverter box, 2: shut-off gate, 3: flow-control gate, 4: discharge spout, 5: rotor weighfeeder.
1
3
4
2
5
Applications

15/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
Pfister FRW / SRW
Application: Highly accurate, gravimetric
feeding of all kind of pulverised bulk materials.
Design:
The rotor weighfeeder is engineered, designed,
assembled and tested in Germany.
Certification:
DIN EN ISO 9001:2000
Feedrate: 1.0 t/h to 700 t/h
Feedrange: 10% to 100%
Accuracy: ± 0.5%
over the complete feedrange
Electronic Controller:
Pfister CSC controller with proactive control
strategy ProsCon®
Electronics Temperature Range:
Standard: 0°C to +40°C
With heater*: -20°C to +40°C
With cooler*: 0°C to +55°C *installed in local electric cabinet
Interface to Plant Control System: Serial-Interface (ModBus-RTU).
Network-Interface.
(Profi-Bus DP, DeviceNet)
Analog/Digital-Hardwired Interface.
What are the technical facts?
Applications
16/17
IB.0
40.0
0-d-
GB
www.pfister.de
IB.0
40.0
0-d-
GB
Pfister DRW Pulverized fuels
Pfister FRW Powdered products
Pfister TRW-K Crushed raw coal
Pfister TRW Coarse products
Pfister VRW Powdered products
Pfister TRW-S Alternative fuels
To see to the contend of your interest please click on the links below on our website:
Press articles http://www.flsmidth.com/Pfister/English/News/Pfister+news/Press+archive.htm
Special-interest articles http://www.flsmidth.com/Pfister/English/Special+interest+articles/Special-interest+articles.htm
Brochures http://www.flsmidth.com/Pfister/English/Downloads/Datasheets+and+Brochures/Brochures/Brochures.htm
Product datasheets http://www.flsmidth.com/Pfister/English/Downloads/Datasheets+and+Brochures/Datasheets/Datasheets.htm
Product animations http://www.flsmidth.com/Pfister/English/Downloads/Product+animations/Product+animations.htm
Applications

www.pfister.de
17/17
IB.0
40.0
0-d-
GB
Contacts
www.pfister.de
IB.0
40.0
0-d-
GB
Contacts
Sales Department: [email protected] Technology Department: [email protected] Service Department: [email protected] Transweigh India Ltd. 124, ABCD, Govt. Industrial Estate Kandivli (W) Mumbai - 400 067 India T. + 91 22 2868 2311 F. + 91 22 2868 2145 [email protected] FLSmidth Pfister GmbH China Western Part of Songshan Road Qingdao Airport Industrial Zone Chenyang District 2661g09 Qingdao P. R. China T. +86 532 877 60380 F. +86 532 877 56852 [email protected]
FLSmidth Pfister GmbH Staetzlinger Str. 70 86165 Augsburg Germany T. +49 821 7949 0 F. +49 821 7949 524 www.pfister.de Branches offices & joint ventures FLSmidth Pfister Inc. 2158 Avenue C, Suite 201 Bethlehem, PA18017-2148 U.S.A. T. +1 610 2645110 F. +1 610 2645537 [email protected] FLSmidth Pfister Ltda. Rua Vigário J.J. Rodrigues, 905 - c.j. 51 13.201 - 490 Jundiai S.P., Brazil T. +55 11 45266744 F. +55 11 45875711 [email protected] FLSmidth Pfister GmbH Malaysian Branch C-3A15, Centre Wing Metropolitan Office Suite Metropolitan Square, Jalan PJU 8/1 Damansara Perdana 47820 Petaling Jaya Selangor Malaysia T. +60 3 7728 2039 F. +60 3 7727 2039 [email protected] FLSmidth Pfister GmbH 6, Rue de Bretagne 38070 St. Quentin Fallavier France T. +33 474 955544 F. +33 474 945075 [email protected]