paslanmaz yüzey temizliği
TRANSCRIPT

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 1/39
TIP 0402-35ISSUED – 2009
©2009 TAPPI
The information and data contained in this document were
prepared by a technical committee of the Association. The
committee and the Association assume no liability or responsibility
in connection with the use of such information or data, including but not limited to any liability under patent, copyright, or trade
secret laws. The user is responsible for determining that thisdocument is the most recent edition published.
TIP Category:Automatically Periodically Reviewed (Five years)
TAPPI
Post-fabrication cleaning of stainless steel in the pulpand paper industry
Scope
All owners and operators of pulp and paper mills want to keep their facility continuously and reliably on stream for
as long as possible with the minimum of maintenance. Post-fabrication cleaning maximizes technical and corrosion
performance.
Stainless steel relies on its invisible, exceedingly thin, passive film of chromium oxide to protect its surface againstthe onset of corrosion. Post fabrication cleaning is the single most important factor in maximizing and maintaining
the corrosion performance of fabricated stainless steel in any particular application, not just in the pulp and paper industry.
Safety precautions
Refer to the “Health and Safety Concerns” section and Appendix F.
Definitions and expressions
Post fabrication cleaning is the process of cleaning after fabrication to remove all contamination associated with the
fabrication process. Contamination might include foreign metals, excessively thick oxide films, grease and oil.
Cleaning generally involves various different chemical and mechanical processes either individually or incombination.
Pickling is the removal of the heavy oxide film or metallic contamination and some stainless steel using aggressive
acid solutions.
Passivation is defined in ASTM A 380 (1), and more recently in ASTM A 967 (2), as a treatment that is effective
for removal of foreign material (not originating from the stainless steel) from the surface of the stainless steel. Free
iron, usually resulting from contact with steel tooling during fabrication or shipment is the most common concern.
The protective oxide film starts to form immediately and spontaneously on the clean surface of the stainless steelwith exposure to oxygen in the environment, a process sometimes called auto-passivation. A clean stainless steel
surface will form the passive film when exposed to oxygen and does not require chemical treatment to achieve the
passive film. Some “passivation” methods also chemically promote and strengthen the inherent protective oxide film
on the surface of the stainless steel, simply by increasing the oxygen content close to the surface.
Fabrication may reduce the overall corrosion performance of stainless steel to below its “normal” level because of
transfer of foreign material to the surface of the stainless steel. In reality, it is difficult, if not impossible, to completethe fabrication of a significant facility or piece of equipment without some surface contamination.
Further discussion is provided in Appendix A.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 2/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 2
Economic benefits
Cost of cleaning is small compared to the initial capital expenditure on a piece of equipment and compared to the
continuing operational cost of not cleaning. The economics of post fabrication cleaning can be considered in two
stages, the cost of cleaning and the economic implications of cleaning to long-term performance.
Cost of cleaning
Stainless steel is the material of choice in large areas of the pulp and paper industry because of its superior
characteristics in comparison with carbon steels with regard to:
• Corrosion resistance
• Cost of maintenance
• Long life
• Good life cycle cost characteristics
Areas that have not been post fabrication cleaned are essentially the weak link in the chain as they generally have
relatively poor corrosion performance compared to the surrounding material. Consequently, if post fabrication
cleaning is not completed, the owner/operator is not maximizing the payback on the investment.
Post fabrication cleaning is not expensive. In the context of constructing a vessel, post fabrication cleaning mightcost as little as 1-3% of the cost of material and fabrication depending on the extent of cleaning required (3).
Economic implications of post fabrication cleaning
Some time ago in Canada, most bleach plant equipment was put into service without pickling or cleaning after
fabrication primarily because it was believed that the process environment itself would provide the cleaning of thestainless steel in service. Much more corrosion was experienced in these Canadian mills than in similar mills in the
U.S. where most bleach plant equipment was cleaned. The severe corrosion problems in Canada led to the use of
electro-chemical protection systems, with their associated ongoing operating costs, in an effort to reduce the
corrosion rate (4). The overall experience suggests that cleaning after fabrication could have been a more
economical approach to avoiding corrosion.
This example clearly illustrates how avoiding a relatively small capital expenditure resulted in considerable and continuing operating expenditure. The basic premise should be to “justify why post fabrication cleaning should not
be carried out” rather than having to justify the cost of cleaning.
Classification of surface cleaning need
Systematic approach
Many owner/operators are not well acquainted with the concept of cleaning; thus discussions of and decisions about
cleaning are sometimes difficult. In many cases cleaning is decided after the fact, as a remedy, based on the amount
of oxide formed. The decision is often based on the color of the oxide; an indication of how much damage was doneto the corrosion resistance by the fabricating process. For example a “light straw” color implies relatively little
damage to corrosion resistance and opens the possibility of leaving this light fabrication oxide in place, while a
“burnt sugar” color indicates sufficient loss of effective chromium in the surface that removal is necessary to obtainthe expected corrosion resistance from the grade selected. Absolute reliance on these color differences is not
recommended.
A classification system established ahead of time enables the equipment owner to decide and specify the necessary
cleaning at the time of purchase. By specifying the required cleaning, this essentially economic decision is not left to
the equipment seller or service supplier, and can be accomplished with minimal cost.
The working group for this TIP recommends the following approach:

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 3/39
3 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
• Classify the need of cleaning, equipment-by-equipment, surface-by-surface
Based on the classification for each surface:
• Select cleaning method
• Select inspection method
•
Decide unambiguous acceptance criteria
Classification of cleaning need
As mentioned, stainless steel relies on the continuity and integrity of its exceedingly thin oxide passive layer or film
to provide corrosion resistance. The integrity of the oxide film can be damaged by:
• Retained heat treatment oxide (much coarser and thicker than the passive film)
• Welding heat tint (also much coarser than the passive film but not as coarse as the heat treatment oxide)
• Contamination, particularly by other metals, but by any non-stainless material
• Localized chromium reduction from extended high temperature exposure sometimes called “chromiumdepletion”
To maximize corrosion performance all of these damages should be identified and should be removed by anappropriate cleaning procedure. In many cases it is clearly impractical and uneconomical to apply the same cleaning procedure in every situation; preferably a system should be applied where different pieces of plant or equipment in
the pulp and paper mill will have different requirements in terms of cleaning.
Given a systematic classification system, both surfaces of each piece of equipment can be classified and a cost
effective system put in place to apply the post fabrication cleaning policy.
Table 1. Basic rules of cleaning for different operating conditions
Require post fabrication cleaning May not require post fabrication cleaning
Wetted surfaces Fully dry surfaces
Process contact surfaces Non-contact surfaces
Surfaces in contact with halogens or
halides, particularly chlorine or chlorides
Surfaces in contact with alkali andcaustic solutions
Low temperature surfaces(temperatures <~280
oF / 140
oC)
High temperature surfaces(temperatures >~1000
oF / 550
oC)
Aesthetic surfaces
Vessels, etc., where the implications of failure or coming off stream for extendedperiods of maintenance are prohibitive
Vessels where there are no significanthealth and safety or production implications
The deciding factor is the corrosion environment in which each surface is operating. The TIP has classified a total of
111 surfaces from 1 (most stringent requirements) to 6 (least stringent) in the following process environments:
• Kraft pulping
• Kraft recovery systems
• Tall oil acidulation process
• Magnesium sulfite processing
• Mechanical pulping
• Recycled fiber pulping
• Bleach plant systems
• Paper machines

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 4/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 4
Every piece of steel has two sides, so that one side may be in a severely corrosive environment, in which case post
fabrication cleaning will be essential, while the other side may be in a relatively benign environment in which case
post fabrication cleaning is not critical. Therefore, both the “internal” and the “external” surfaces need to be
described (see Figure 1).
Fig. 1. External and internal equipment surfaces
From Table 2 it can be seen that the peroxide reactor, for example, has the most stringent need of cleaning. TheKraft pre-steamer is classified as “3” as later described after normal pre-cleaning operation, the surfaces will be
mechanically cleaned, and the formation of the passive film chemically promoted. In contrast, the liquor heater shellwould normally be electro polished. No information was available as a basis for suggesting an appropriate practice
for the chlorination tower. An interval is given for the brown stock washers based on diverging views.
Detailed consideration is given to specific pieces of equipment and plant in Appendix B.
These classifications are intended to serve as a first approximation of the cleaning need. A plant operator may adopt
the TIP classifications or create an internal scale based on experience. In the future we hope to update and extend the
list.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 5/39
5 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Table 2. Examples of classification: 1= most stringent, 6 = least stringent.
Corrosion performance of different cleaning methods
The more stringent the classification, the cleaner the surface needs to be. The influence of the surface cleanliness on
the corrosion performance is well documented (3-7 ).
The corrosion performance of 316L is dramatically reduced in some environments by the presence of an oxide film
that is normally regarded as a good quality “light straw” colored welding heat tint (3). The localized corrosion performance of the weld is improved with the removal of the heat tint. The performance continues to improve as the
final surface is left with a smoother and smoother surface (Fig. 2).
When pickling is used after mechanical cleaning, the corrosion performance is essentially independent of the surface
roughness. The pitting corrosion performance of the weld is brought back to parent material levels. The chemicalcleaning operations are much less intensive, time consuming and skill sensitive than mechanical cleaning techniques
(Fig. 3).
The chromium content at the surface of the stainless steel is reduced (“chromium depletion”) as a result of oxidation
during hot processing. This loss of corrosion resistance is associated more with solution annealing heat treatment
than with hot rolling. Significant chromium depletion occurs such that the corrosion rate was increased by a factor of
as much as 50 times as a result of this chromium depletion. (6 )
Any of the post fabrication cleaning techniques used improved the corrosion performance but the degree of
improvement was different from one treatment to another (6). Pickling gave the greatest improvement and always
considerably improved the corrosion performance. Passivation or chemically enhancing a new passive layer, using
less aggressive chemicals, had a small beneficial effect but, on its own, passivation is not effective at removing
Section Equip Equipment Classification
SpecialRequirements Process Stream
1 1 Pre-Steamer 3 Kraft Paper
1 3 Liquor Heater Shell etc 3 Electro polish Kraft Paper
1 6 Brown Stock Washers 2-5 Kraft Paper
1 8 Chlorination Tower No Data Kraft Paper
1 9 Peroxide Reactor 1 Ferroxyl test Kraft Paper
2 7 Soap Storage Unclassified Kraft Paper
4 1 Reactor Shell 4 Tall Oil: Acidulation Process
4 1 Reactor Paddle 4 Tall Oil: Acidulation Process
4 2Spent acid/brine NeutralizingTank 4 Tall Oil: Acidulation Process
6 5Red Liquor Tank (FromWashers) 2 Mg Sulfite Processing
6 6 Sulfur Burner Gas Cooler 2 Mg Sulfite Processing
6 7 Fortification Tower 2 Mg Sulfite Processing
7 2 Digester No Data Neutral Sulfite Pulping
8 2 Steaming Tube 4 High Yield Mechanical Pulping
8 3 Refiners 4 High Yield Mechanical Pulping
8 4 Separators Unclassified High Yield Mechanical Pulping
9 1 Pulper 2-4 Waste Paper Recycling
9 2 Heavy Duty Cleaner 4 Waste Paper Recycling
9 3 Coarse Screens 4 Waste Paper Recycling

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 6/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 6
Parent
Material
Weld,
Ground
Heat Tint no tRemoved50
250
450
0.0 0.5 1.0 1.5
Surface Roug hness (Ra microns)
P i t t i n g P o t e n t i a l ( @
2 0
o C m v )
Impro v ing Pi t t ing
Resistance
Parent
Mater ia l .
We ld ,
G r o u n d
We ld ,G r o u n d a n d
Pick led
100
300
500
0.0 0.5 1.0 1.5
Sur face Rough ness (Ra m ic ron s )
P i t t i n g P o t e n t i a l ( @
2 0
o C m v )
Im prov ing P i t t ing R es is tanc e
coarse oxide contamination or chromium-depleted areas. Belt grinding resulted in better corrosion performance than
silica sand grit blasting, and the corrosion performance as a result of sand blasting was better than that from chilled-
iron grit blasting. Grit blasting should never be used unless followed by pickling or passivation because the grit itself
may transfer to the cleaned surface and act as a site for corrosion.
Fig. 2. Effect of mechanical cleaning and surface roughness on the pitting corrosion performance of 316l(5)
Fig. 3. The effect of pickling of mechanically cleaned surfaces on their pitting corrosion performance (3, 5)

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 7/39
7 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Various grades of welded stainless steel with different post fabrication cleaning finishes were exposed to the
corrosive environment of a paper mill. Pickled surfaces always gave superior corrosion performance compared to
stainless steel wire brushed surfaces; glass bead blasted surfaces probably performed better than the brushed
surfaces although this improvement was not as consistent or conclusive (4).
The effects of various cleaning techniques on the corrosion performance of 2205 duplex stainless steel were
considered (7 ). There was very little difference in the corrosion performance of ground (60-120 grit) and blasted (blasting angle 45-60o off horizontal) surfaces. In contrast, pickled surfaces gave very good corrosion performance,
(Fig. 4).
It is clear that:
• Post fabrication cleaning should be completed and completed effectively.
• The corrosion performance of both the parent material and the welded joints can be improved by
mechanical cleaning techniques but there is considerable variability from one technique to another.
• The mechanical techniques are skill sensitive and labor intensive and are often difficult to apply evenly
over larger surfaces.
• The best method available to achieve the full value of the stainless steel is to pickle after fabrication.
• The most practical method to maximize the corrosion performance of welded stainless steel may vary from
one fabrication shop or application to the next but it will typically involve mechanical cleaning (usuallygrinding) followed by pickling.
Fig. 4. The effect of different post fabrication cleaning methods on the corrosion performance of duplexstainless steel 2205 [data after Gumpel (7)]
Surface BlastedGround
Pickled
0.4
0.8
1.2
1.6
1 2 3
Surface Treatment
C o r r o s i o n P o t e n t i a l ( V )
Improving Performance

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 8/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 8
Surface smoothness influences the in-service characteristics and service costs.
The rougher the surface, the greater is the tendency for crevice corrosion associated with deposits to occur. This
effect may be due to the roughness acting as micro crevices, thus initiating crevice corrosion on their own, or by
acting as sites that can hold product or other deposits, thus encouraging crevice corrosion.
A smoother surface drains better than a rough surface. There are obvious benefits in relation to reduced adhesion of
product to the surface, (5, 8, 9). For example, a relatively smooth surface, ASTM No 4 finish (a 2K finish in EN10088) required ~80% less time and water to clean it than a rougher surface (ASTM 2B) (10).
Selection of cleaning method or combination of methods
The basis of all cleaning is that all material that is not stainless steel must be removed from the stainless steel. A
stainless steel cannot extend its protection to non-stainless material on the surface or maintain the corrosion
resistance of any area blocked by a deposit, so any deposits help to initiate corrosion.
For the more stringent classifications the outermost chromium-depleted layer must be removed to restore the surface
to its original corrosion resistance. The efficiency with which any operation is carried out and the effectiveness of that operation is crucial for the result (Table 3). For optimum results a combination of methods is used (Table 4).
Table 3. Effectiveness of common cleaning methods
Method Effectiveness Skill sensitivityLabor Intensity
Grinding, Polishing Metallic contaminations may remain Very high Very intense
Blasting Soft contaminations may remain Medium Low
Brushing Deposits not completely removed Low Low
Mechanical polishing,flat surfaces
Heavy oxide cannot be removed Low Low
Manual polishing of weldareas
Heavy oxide cannot be removed High High
Electro-polishing Smoothens surface Low Low
Passivation Removes light metalliccontamination
Low Low
Pickling by dipping,spraying, pumpingmethods
Removes heavy metalliccontamination and chromiumdepleted layer
Low Low
Pickling by paintingmethod
Removes heavy metalliccontamination and chromiumdepleted layer
Low Medium
One of the main obstacles to properly applied cleaning is adequately addressing the health and safety issues. Thesemight include noise, vibration, thermal and chemical burns, disposal of dusts and waste products and electrical
hazards. The section “Health and Safety Concerns” and Appendix F discuss this in detail.
Grinding is a common method often regarded as a simple operation. From the clean surface point of view though,
grinding requires good judgment and high manual skill as there are no visible signs when both oxide and chromiumdepleted layer are removed. Further, the grinding depth has to be the same at all locations, sometimes over large
areas, which requires manual skill. Chemical methods are usually regarded as difficult because health and environmental training is required to handle the acids and the hazardous waste. From the clean surface point of view
though, once training is performed, chemical methods follow recipes, can be repeated, requires low manual skill and
the removal of material is the same over the exposed surface.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 9/39
9 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
The basis of all mechanical cleaning operations is that all non-stainless steel material must be removed.
It is important to match the cleaning method to the surface classification
Table 4. Selection of cleaning methods for optimum results
Classification Cleaning method(Most stringent to
least stringentclassification)
Pre- Cleaning Mech.Cleaning
Picklinga
Chemicalpromotion of new passive
film
AdditionalCleaningMethod
b
None, As-is
1 Yes (Yes) Yes Yes
2 Yes (Yes) Yes
3 Yes Yes Yes
4 Yes Yes
5 Yes Yes
6 Yes
Unclassified Yesa Any additional cleaning method, e.g., electro-polishing, to be specified at contract stage
b Any additional tests are to be specified as required
Key Yes Should be used(Yes) Optional, use as appropriate
Pre-cleaning
Pre-cleaning should be regarded as an essential first step for all cleaning methods.
Oil, waxes, gross hydrocarbon contamination, etc., retained on the surface to be cleaned can be either smeared
further onto and into the surface by mechanical cleaning or act as a barrier layer to the chemical cleaning methods.
Cleaned surfaces should be Inspected, see the “Selection of inspection methods and coverage” section.
Mechanical cleaning
Grinding and polishing
Grinding and polishing, as manual or mechanized techniques, are very common methods of cleaning a surface. Thefinish achieved depends on the grit size used and on the skill of the operator (Fig. 5). The final finish should be
obtained using fine grit sizes, assuming complete removal of prior surface roughness in each step, and be as smooth
as possible (as shown in the previous section “Corrosion performance of different cleaning methods”) in order to
maximize corrosion performance
In addition to the roughness of the final surface, the final grinding direction can also be important in relation to
efficiency and speed of surface cleaning and draining.
Grinding and polishing do not necessarily remove all metallic contamination. Irrespective of recontamination,existing contamination can be smeared across a surface rather than removed.
These operations are very skill sensitive and labor intensive. The moisture test, as described in the ASTMspecifications, is a simple, straightforward and effective method for identifying the presence of free iron
contamination on the surface of the stainless steel.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 10/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 10
Fig. 5. Typical surface roughness produced with different sized grits (11).
Blasting
If blasting is not to be followed by chemical treatment, the grit or shot should be corrosion resistant, either a
stainless steel resistant to the operating condition, or a non-ferrous product, such as alumina, carbide or glass bead. It
should be dedicated to stainless steel to avoid cross contamination.
When blasting, care should be taken to assure the efficiency of the demisters in removing (particularly)
hydrocarbons from the blasting air. Blasting will not necessarily remove “soft” contamination like grease etc.
The blasting angle should be vertical or just off vertical. Blasting at an angle is highly unlikely to fully remove
contamination and is likely to smear contamination into the surface.
Care should be taken to ensure that coverage is even and consistent and that all contamination is removed. A typical blast finish is “Near White Metal” finish as a minimum acceptance criterion (12).
Brushing (manual and power brush)
Brushing, be it power brushing or manual brushing, is normally not adequate for post fabrication cleaning because it
does not completely remove deposits and it certainly does not remove metal. Likewise, brushing does not remove
heat treatment oxides or welding heat tint. Instead, brushing superficially polishes the oxide smooth and making it
invisible, but it does not remove any areas of chromium depletion resulting from oxidation. In this condition asubsequent exposure to a reactive environment may cause corrosion.
A combination of brushing and polishing can remove dust, much gross debris, and possibly some weld spatter.
Brushing by itself is appropriate only for general cleaning.
Weld: Ground
Weld: Ground
and Pickled
0.0
0.5
1.0
1.5
0 100 200 300 400 500 600
Grit Finish No
S u r f a c e R o u g h n e s s ( R a ) ( m i c r o n s )
0
1
2
3
4
5
6
S u r f a c e R o u g h n e s s ( R a ) ( m i c r o
i n c h e s )
7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 11/39
11 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Mechanical polishing
The objective when mechanically polishing or buffing is to produce a smooth surface and, as such, it is used in
combination with other methods that remove the gross oxides which polishing cannot. This technique is probably
most commonly applied as a mechanized process to flat plate, before fabrication rather than to a complex shape.Weld zones, etc., are then (generally) manually polished to the required finish, which can be a fairly labor intensive
and skill sensitive operation. There may be issues of consistency of aesthetic appearance over large areas.
Electro-polishing
Electro-polishing is a specialized technique that is useful for chemically cleaning the surface, for smoothing the
surface, and for improving the aesthetic appearance of a surface. It does not necessarily “flatten” the surface.Electro-polishing can smooth a surface as it eliminates short wavelength roughness, e.g. removing the peaks, but it
does not substantially alter long wavelength roughness.
Chemical techniques
Pickling is a method for cleaning and removing heavy oxide layers, such as heat treatment scale and heat tint from
welding, and heavy metallic contamination. In contrast, some forms of passivation remove relatively low levels of metallic contamination.
Passivation
Passivation is a phrase sometimes applied to two different operations. One is the removal of exogenouscontamination. The clearer definition is the re-growth of the passive, protective film. As soon as the surface is clean
the passive film will form by auto-passivation in the presence of oxygen in the environment, either in air or water,
but does not require a separate treatment of the surface. The suggestion that a separate treatment is necessary to
establish stainless steel corrosion resistance is the cause of a lot of confusion.
Passivation is defined in ASTM A 380 as “the removal of exogenous iron or iron compounds from the surface of
stainless steel by means of a chemical dissolution, most typically by a treatment with an acid solution that willremove the surface contamination, but will not significantly affect the stainless steel itself” (1). Free iron, resulting
from contact with steel tooling during fabrication or shipment is the most common concern. For this purpose nitric
acid (HNO3), stabilized hydrogen peroxide solution (H2O2), citric acid, and phosphoric acid have all been used.
The protective oxide film forms spontaneously on the clean surface of the stainless steel during the first minutes or
hours after passivation (13).
Passivation also chemically promotes and strengthens the inherent protective oxide layer on the surface of thestainless steel, simply by increasing the oxygen content close to the surface. For this purpose, passivation is
undertaken either with an oxidizing mineral acid, frequently nitric acid (HNO3), or with stabilized hydrogen
peroxide solution (H2O2). Citric acid and phosphoric acid may be effective for cleaning the surface from free iron but are inefficient for speeding the formation of the passive film. Concentration and temperatures are discussed in
the “Selection of Cleaning Materials “ section.
A passivation solution, by definition, is incapable of pickling, i.e., the dissolution of stainless steel or oxides
resulting from high temperature exposure, as in welding heat tint or heat treatment oxides. Passivation, by definition,does not produce solutions that are hazardous in the sense of containing chromium or other heavy metals.
Although significantly less aggressive than pickling solutions, passivation acid solutions should be handled, used,
washed off and disposed of in the same way as pickling solutions.
Hydrogen peroxide solution can be run directly to drain under normal circumstances (subject to any localrestrictions).

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 12/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 12
Pickling
Pickling is an aggressive chemical cleaning capable of removing oxides from the surface of the stainless steel, both
the inherent protective oxide formed by auto-passivation in the presence of oxygen, and the oxides that has been
formed and thickened by welding, heat treatment, or other exposure to high temperatures. Pickling also removesmetallic contamination from the surface of the stainless steel, as well as removing some of the stainless steel surface.
Pickling, as is true of the less aggressive “passivation” treatments, also removes metallic contamination from the
surface of the stainless steel.
Pickling is best applied to a pre-cleaned surface to assure that the exposure of the metal to this aggressive solution is
as uniform as possible. The most common pickling solution for stainless steels uses a solution of nitric (HNO3) and
hydrofluoric (HF) acids, followed by rinsing in water. The presence of the hydrofluoric acid is what enables thedissolution of heat tint and heavy oxides and removal of the surface layer where chromium has been reduced by
formation of the oxide, often called the chromium depleted layer. In special cases, other acid solutions are
sometimes used. Because some stainless steel is dissolved, carrying chromium and other heavy metals into the
pickle liquor, the resulting product is typically considered to be a hazardous waste requiring special precautions indisposal. Because the pickling solution is so aggressive, special safety precautions are required for safety of
personnel.
Once training in acid handling and waste disposal are completed, pickling is not a skill sensitive process nor is it a
particularly labor intensive process.
Pickling can be used as a cleaning process on its own although it is frequently used in conjunction with a pre-
cleaning and mechanical cleaning technique to improve the efficiency and throughput of the cleaning processes.
There are various pickling methods available as described below. The distinguishing characteristics of these
methods generally relate to the method of application of the pickling solution and the subsequent rinsing procedures
Dipping / pickling bath method
Dipping the components to be cleaned into a pickling bath is arguably the most efficient and least labor-intensivemethod of removing oxides and contamination from stainless steel when the components are small enough or
suitably shaped.
The component to be cleaned is dipped into the acid solution, held at the appropriate temperature until it is clean.The time taken to clean the stainless steel will depend on the grade of stainless steel, the extent of oxide that is to be
removed, and the strength and temperature of the acid.
There must be full and efficient drainage of all pickling solutions and wash down waters. Great care must be takenwith air pockets to ensure full treatment, possibly using a separate second stage treatment.
Spraying method
The spray method of pickling is used when a) it is not possible or practical to dip the component; b) there are large
surface areas to clean or c) special production or installation situations make spraying the most effective or the most
economical approach.
Pickling acid is sprayed onto the surface to be cleaned. After the required contact time, the acid is washed off with
high-pressure water hoses.
It is preferable to perform spray pickling in a dedicated facility and with equipment designed especially for spraying,where practical. Spray ball systems, for example, can be utilized for internal surfaces of vessels.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 13/39
13 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Painting method
Pickling pastes and gels can be painted onto components to be cleaned. This method is particularly appropriate for
cleaning small or local areas, such as weld seams.
Having cooled the component down to essentially room temperature, the pickling paste or gel is painted onto the
area to be cleaned using acid resistant brushes. When the cleaning cycle is complete, the pickling acid is removed
with high-pressure water. Appropriate disposal of rinse water is necessary.
Although this method of pickling is more labor intensive than some other pickling methods, it is not a skill sensitive
operation.
Pumping Method
Pickling bath solutions can be used to clean the bore of tubular systems by circulating the acid in the pipes and tubes
using an acid-resistant pump and acid resistant-plastic connectors. It is important that the rinsing system essentiallyclear the pickling acid from the equipment. This method cleans all wetted surfaces in the bore of the pipe system.
The acid can often be recycled and reused.
Selection o f cleaning materials
All tools and materials must be compatible with stainless steel and dedicated for use on stainless steel. The essential
elements of compatibility are the absence of iron and halides (chlorides), unless chemical treatment will be the finalstep in the process.
Pre-cleaning solutions
Light pre-cleaning:
• Chemicals are generally based on phosphoric acid, concentration about 20%.
• Removal of light organic contamination and light metallic contamination only.
• Alkali cleaners could be used but heavy metallic contamination will not be removed.
Heavier organic contamination
• Grease, oil, or cutting fluid should be removed with a non-chlorinated degreaser.
Mechanical cleaning
Grits for blasting
It is good practice to avoid contamination of the grit with iron or other non-stainless material even if the stainless is
to be chemically cleaned after the mechanical treatment.
Alumina, olivine sand, or glass beads grits tend to give a slightly coarser finish than achieved with carbide grit.
Coarse grits will tend to obtain the desired results more quickly but will result in rougher surface finish. Therefore,
the grit size should be optimized, or applied in a sequence of finer grits, to quickly produce the required surface
finish or roughness.
Grinding, flapper wheels and fine grinding belts
The grit size of carbide or alumina disks and belts should be chosen to suit the job or the specification requirements.
• Removal of heavy oxide: initially done with ~240 grit disc or finer.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 14/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 14
• Lighter oxide can probably be removed with ~320 grit disc.
• Start with coarser grits and work through to finer grits.
• The final grit should be as fine as practical or specified.
• Finishing with fine grit is particularly important if the surface is not to be pickled after mechanicalcleaning.
Polishing
All mops (lint free), waxes and lubricants should be iron free and compatible with stainless steel. Care should betaken to remove all waxes and lubricants after polishing.
Chemical cleaning
The main issues are:
• The removal of non-metallic contamination;
• The removal of metallic contamination;
• The removal of gross oxide;
• The removal of local oxide, e.g., heat tint;
•
The retention of a polished, aesthetic finish;• Health and Safety; and
• Environmental acceptability
Passivation solutions
Chemicals are typically:
Nitric acid (HNO3) solutions:
• Nitric acid used historically, concentration 20 – 30%
• Its use, control and disposal must be carefully controlled
Hydrogen peroxide (H2O2) stabilized solutions:
•
Increasingly used in preference to the acid solutions (the health and safety issues associated with their useare not so demanding)
• Effluent can usually be run to normal open drain (subject to any local restrictions)
• Solutions sterilize the surfaces onto which they are sprayed.
These two passivation solutions also boost the formation of the protective oxide film and remove exogenous iron
contamination.
Other acid solutions that do not attack the stainless steel:
• Citric acid (C6H8O7) a weak organic acid that forms a chelate around the iron contamination
• Phosphoric acid (H3PO4)
Passivation is typically performed at ambient temperature.
Pickling solutions
• Generally based on nitric acid (HNO3) and containing hydrofluoric acid (HF).
• Phosphoric acid (H3PO4) is normally inefficient, but at higher concentrations and temperatures it is
sometimes used for “very mild” pickling applications.
• Ingredients and temperature are balanced to give optimum pickling for a specific range of stainless grades,
see the section “Pickling operating window” below and Table 5, i.e. the acid needs to be “stronger” and hotter for “high performance” or “super” grades than for standard grades.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 15/39
15 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
• Pickling solutions can be adopted for spraying, dipping, pumping or brush application.
• Because the pickling solution is used for removal of oxide and is capable of some dissolution of stainlesssteel, the resulting pickling liquor should be considered a hazardous waste and appropriate precautions
taken in its disposal. Read more in Appendix F.
The pickling operating window
In practice, pickling is a balance between acid concentration, temperature and exposure time with two limiting
conditions, metal content of the liquor and NOx fumes.
Pickling is faster and more efficient at higher temperature. The peak performance of a classical mixed acid of 8 -
10% nitric acid with 2 - 3% hydrofluoric acid occurs at 130 - 140°F (55 - 60°C). Further increasing the temperature
is inefficient as hydrofluoric acid starts to boil at 153°F (67°C). If, for practical reasons, the temperature cannot be
raised, both stronger acids and longer pickling times may be used as needed (see Table 5). At ambient temperaturetimes can be very long and any temperature increase is beneficial, even the effect of sunshine, provided the pickling
paste does not dry out and cake onto the surface (see principal diagrams Fig. 6 and 7).
T i m e t o c l e a n s u r f a c e
T i m e t o s a t u r a t e d s o l u t i o n
140ºF
160ºF
80ºF
Operating
window
Time
F l u o r i d e p r e c i p i t a t i o n
HF boil ing
4 0 0
s e r i e s
3 0 0 s e r i e s
H i g h e r a l l o y e d g r a d e s
10 m in 5-10 hours2 min
Fig. 6. Schematic outline of classic acid pickling with 8% HNO3 + 2% HF. The actual pickling times canvary depending on application method and solution agitation. Inspection of the surface is more importantthan simple time.
During the pickling operation, the pickling liquor will be a mixture of acids, water and dissolved metals, iron,chromium and nickel. The dissolved metal may fall back on the steel surface, creating a thin gray film, often called
smut. This film is mainly free iron and needs to be removed by a passivation operation before final rinsing. The
precipitation that occurs when the liquor reaches its saturation point and no longer can hold the metal fluorides in
solution is much worse. Metal fluorides precipitate on every available surface, on the material to be pickled and onall equipment surfaces, liquid container, hoses and pumps. With a classical mixed acid precipitation occurs at 6%
metal content. On the other hand, dissolved metal helps to drive the chemical reaction and between 2% and 5%
metal in solution is beneficial.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 16/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 16
M edium acid pickling: 20% HN O 3 + 5% HF
T i m e t o c l e a n s u r f a c e
140ºF
160ºF
80ºF/
25°C
Operat ing
w i ndow
T i me
F l u o r i d e p r e c i p i t a t i o n
HF bo i l i ng
3 0 0 s e r i e s
H i g h e r a l l o y e d g r a d e s
5–10 hours1 hour
Fig. 7. Effect of stronger acids: schematic outline of medium strong acid pickling 20% HNO3 + 5% HF.The actual pickling times can vary depending on application method and solution agitation. Inspection of the surface is more important than simple time.
Pickling with nitric acid creates a mixture of nitrous gases, often called NOx fumes. The liquor can dissolve a
certain volume of NOx in solution, but above the saturation point fumes are formed. The saturation point varies withthe temperature; cold liquor is able to hold more fumes than hot liquor. The color varies from invisible over light
yellow to heavy brown depending on concentration and temperature. NOx fumes contribute to ground ozone
formation and are regulated. NOx fumes that are generated during pickling can be reduced or effectively eliminated by use of stabilizers, when compared to classic pickling acids with no stabilizer. Hydrogen peroxide (H2O2) is a
common stabilizer. Other stabilizers are often proprietary additions to the acids and are not always declared. Nitric
acid also forms water-soluble nitrates.
Nitric-free pickling methods try to avoid the mentioned disadvantages. Nitric-free pickling solutions are usually
based on a mix of hydrofluoric acid, sulfuric acid and hydrogen peroxide. They are very sensitive to the metal
content and formation of smut as described above is a huge problem. In practice, nitric free pickling often requires a
passivation operation after the pickling and therefore has not gained in popularity.
Selection of chemicals/acids
It is important to match the chemical to be used to the grade(s) being cleaned and the desired effect.
Stainless steels with higher PRE are more resistant to the pickling acids and may require stronger concentrations,
higher temperatures and/or longer exposures. PRE is usually defined as
PRE= % Cr + 3.3 %Mo + 16 %N
In field service and ambient temperature, time has to be extended until the surface is clean.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 17/39
17 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Table 5. Selection of typical acid mixes for pickling of different grades of stainless steel
Grades PRESurfaceFinish
Acidconcentration
Temperature
Typical acid mixes
140°F(55°C)
8-10% HNO3 + 0.5% HF400 series 12 -22
Fine andEngineering
Mild
Ambient 8-14% HNO3 + 0.5% HF +8–14% H2SO4
Fine Mild As above
140°F(55°C)
8-10% HNO3 + 2–3 % HF
301, 304L,316L
20 -25 Engineering Medium
Ambient 15-20% HNO3 + 1-5 % HF+6–10 % H2SO4
140°F(55°C)
8-10% HNO3 + 3.5–4.5 %HF + 12-14% H2SO4
LDX 2101®, AL-2003®,2304, 309,310, 317LMN
25 -40
Engineering Strong
Ambient 15- 25% HNO3 + 1-6 %HF
2205, 2507,
6%- Mogrades
Above
40
Engineering Aggressive Up to 50% HNO3 + up to
12 % HF
The levels of NOx fumes can be suppressed as schematically shown in Table 6.
For example, an ultra low NOx type solution will minimize NOx fumes while cleaning a fine finish surface whereasthere will be heavy fume generation if no NOx suppression were used. Commercially available pickling solutions
are designed to cover some or all of the below listed combinations. When NOx fumes cannot be suppressed, local
exhaust ventilation may need to be applied.
Table 6. Schematic NOx fume generation at different acids strengths and % suppression
NOx fume Levels, with % SuppressionTypical acidconcentration
% Reduction inNOx emission
Ultra Low90%
Low70%
Medium50%
Classic0%
Mild acids Fine Finishes:PRE <~25
No fumes Little or nofumes
Light fumesat intervals
Yellow fumes
Medium acid EngineeringFinish: PRE<~30
No fumes Little or nofumes
Light fumesat intervals
Heavy brownfumes
Strong acid EngineeringFinish: ~30PRE <40
Light fumes atintervals
Light fumes Yellow fumes Heavy brownfumes
Aggressiveacid
EngineeringFinish: PRE
>40
Light fumes Yellow fumes Heavy brownfumes
Heavy brownfumes
Procedures and techniques
The different stages associated with the various cleaning objectives must all be thoroughly applied in order to
maximize the corrosion performance.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 18/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 18
Procedural recommendations and safety precautions for cleaning, descaling, and passivation stainless steel parts are
based on general working practices and on ASTM standards.
The overall cleaning procedures are detailed in Appendix C and can be summarized as shown in Table 7.
Table 7. General cleaning procedures to remove heat tint
Step Activity A: B: C: D: E:
Clean for Appearance
Clean for appearance
and rust stainremoval
Mechanicalcleaning
Restorepassivation by
pickling
Restorepassivation
withoutpickling
1Safety
Precautions Yes Yes Yes Yes Yes
2Safety
Equipment Yes Yes Yes Yes Yes
3 Working area Yes Yes Yes Yes Yes
4 Pre-clean Yes Yes Yes Yes Yes
5 Rinse Yes Yes Yes Yes Yes
6MechanicalCleaning Yes
(a)Yes
(a)As required.
(a)Yes
(a)
7 Brush Clean Yes Yes As required. Yes
8 Pickling Yes
9 Rinse Yes
10 Inspect Yes
11 Passivate Yes Yes
12 Rinse Yes Yes
13Neutralize
rinse waters Yes
14 Inspect Yes
15
Acid Washfor Fe
Removal Yes Yes
16 Rinse Yes Yes
17 Inspect Yes Yes
18
Prepare for subsequentoperations Yes Yes Yes Yes Yes
Notes
a Ensure the correct grit size is used and the grinding direction is correct, particularly for the finaloperation
Selection of inspection methods and coverage
Inspection is an important stage of any operation, including post fabrication cleaning. Recommended inspection for
each cleaning method is discussed in this section. The tests are briefly described in Appendix D.
7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 19/39
19 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
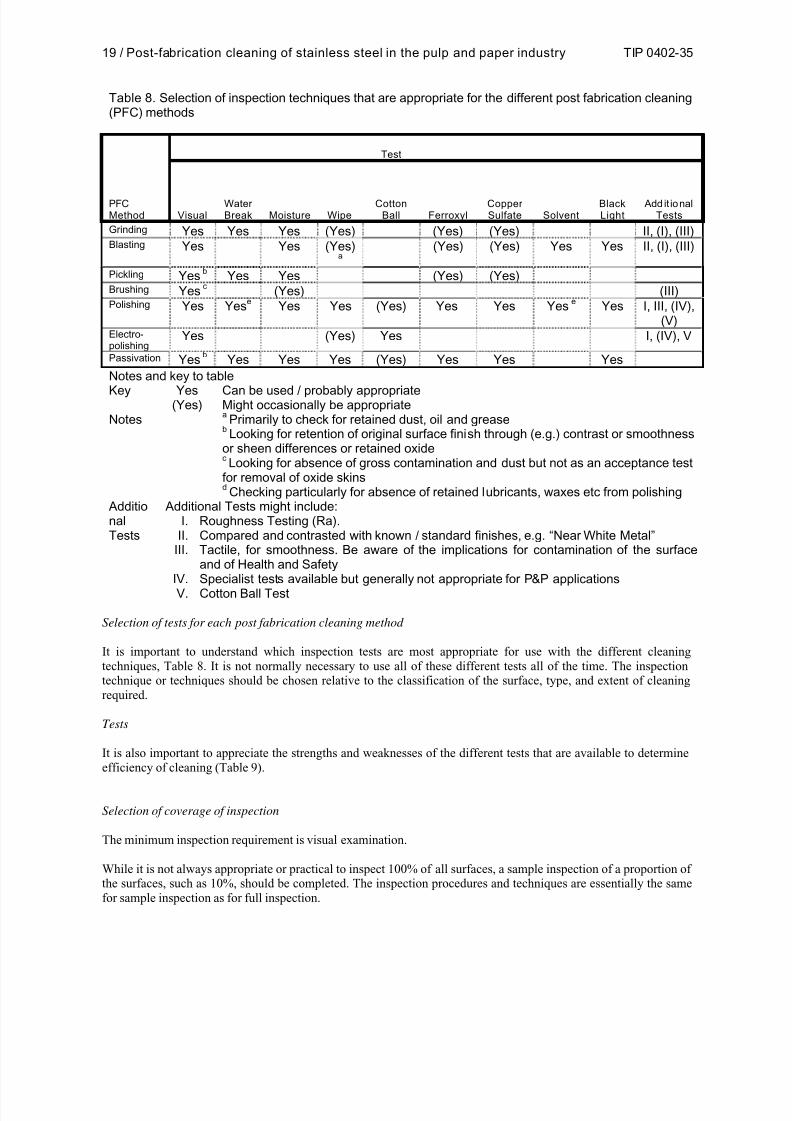
Table 8. Selection of inspection techniques that are appropriate for the different post fabrication cleaning(PFC) methods
Test
PFCMethod Visual
Water Break Moisture Wipe
CottonBall Ferroxyl
Copper Sulfate Solvent
BlackLight
Add it ionalTests
Grinding Yes Yes Yes (Yes) (Yes) (Yes) II, (I), (III)Blasting Yes Yes (Yes)
a
(Yes) (Yes) Yes Yes II, (I), (III)
Pickling Yesb
Yes Yes (Yes) (Yes)Brushing Yes
c(Yes) (III)
Polishing Yes Yese
Yes Yes (Yes) Yes Yes Yese
Yes I, III, (IV),(V)
Electro-polishing
Yes (Yes) Yes I, (IV), V
Passivation Yesb
Yes Yes Yes (Yes) Yes Yes Yes
Notes and key to tableKey Yes Can be used / probably appropriate
(Yes) Might occasionally be appropriateNotes
aPrimarily to check for retained dust, oil and grease
bLooking for retention of original surface finish through (e.g.) contrast or smoothness
or sheen differences or retained oxidecLooking for absence of gross contamination and dust but not as an acceptance test
for removal of oxide skinsdChecking particularly for absence of retained lubricants, waxes etc from polishing
AdditionalTests
Additional Tests might include:I. Roughness Testing (Ra).II. Compared and contrasted with known / standard finishes, e.g. “Near White Metal”
III. Tactile, for smoothness. Be aware of the implications for contamination of the surfaceand of Health and Safety
IV. Specialist tests available but generally not appropriate for P&P applicationsV. Cotton Ball Test
Selection of tests for each post fabrication cleaning method
It is important to understand which inspection tests are most appropriate for use with the different cleaning
techniques, Table 8. It is not normally necessary to use all of these different tests all of the time. The inspectiontechnique or techniques should be chosen relative to the classification of the surface, type, and extent of cleaning
required.
Tests
It is also important to appreciate the strengths and weaknesses of the different tests that are available to determine
efficiency of cleaning (Table 9).
Selection of coverage of inspection
The minimum inspection requirement is visual examination.
While it is not always appropriate or practical to inspect 100% of all surfaces, a sample inspection of a proportion of the surfaces, such as 10%, should be completed. The inspection procedures and techniques are essentially the same
for sample inspection as for full inspection.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 20/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 20
The areas for sample inspection should be identified in advance, together with how extensively these areas are to be
inspected. Areas appropriate for sample inspection obviously vary from one situation to the next but they might
include areas that might be difficult to work in (overhead) or areas where there is “traffic”, e.g., man ways / exit
points.
Consideration needs to be given to the implications of the component failing the sample inspection regime.
Additional cleaning of areas that have failed is normal as well as to increase the inspection level in other areas too.
Table 9. Tests for inspection of post fabrication cleaned stainless steel
Test
Test for Visual Water
breakMoisture Wipe Cotton
ballFerroxyl Copper
sulfateSolvent Black
light Additional
(SeeNotes)
GeneralCleanliness
Yes Yes Yes Yes Yes
More DetailedCleanliness
Yes Yes (Yes) Yes Yes
IronContamination
Yes Yes Yes
HydrocarbonContamination
(Yes) Yes Yes (Yes) Yes
GeneralContamination
Yes Yes Yes Yes Yes
Shadowing Yes Yes
PFC Residues Yes Yes Yes Yes
Smoothness Yes I, III, IVa
Removal of GrossContamination
Yes Yesb
(Yes)b
(Yes)b
IIc, III
Notes and Key to Table
Key Yes Can be used/generally appropriate
(Yes) Might occasionally be appropriateNotes
aSuch tests might include reflectivity. This is generally not appropriate for mechanical
cleaning, pickling and passivation applications due to its sensitivitybIron contamination
cOxide contamination
AdditionalTests
Additional Tests might include:
I Roughness Testing (Ra)II Compared and contrasted with known/standard finishes, e.g. (10)III Tactile, for smoothness. Be aware of the implications for contamination of the surface
and of Health and SafetyIV Specialized tests available but generally not appropriate for P&P applications
Selection of acceptance criteria
The best practice for any piece of equipment may be defined in terms of:
• Classification of need of post fabrication cleaning, (Tables 2 and Appendix B)
• Clearly defined cleaning methods, (Table 4)
• Appropriate inspection techniques (Table 8)
• Acceptance criteria (Table 10)

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 21/39
21 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Different pieces of plant or equipment in the pulp and paper mill will have different requirements in terms of
cleaning and therefore different inspection requirements and acceptance criteria.
Clearly, the more stringent the surface classification, the more important it is that the acceptance criteria actually are
met.
While the acceptance criteria for any cleaning technique may vary from one application to the next, the normal
acceptance criteria are summarized in Table 10.
Table 10. Common acceptance criteria for different inspection methods
Inspection method Common acceptance criteria
Visual Examination No significant visible deleterious components.
Water Break Test Absence of any evidence of greases or other contaminants on thesurfaces
Moisture Test No evidence of red rust developing on the surface or other contaminants on the surfaces
Wipe Test No evidence of contaminants on the cloth.
Ferroxyl Test No evidence of free iron
Copper Sulfate Test No evidence of free iron
Solvent Test No evidence of contaminants on the cloth or no discoloration of thedrained down solvent or tide marks on the essentially horizontalsurface after evaporation of the solvent.
Black Light Testing No evidence of fluorescence on any surface.
Roughness Testing The absolute roughness values obtained compare to specified values.
Reflectivity Testing The absolute numeric values obtained compared to specified values
Contrast Tests The sample is either qualitatively equal to or better than the agreedcomparator or is quantitatively satisfactory relative to agreed tests.
Tactile Testing There are no generally accepted criteria for this test. The results arenot to be taken as the absolute basis for acceptance or rejection.
Cotton Ball Absence of fibers retained on the surface
Corrective actions
Inevitably there are some potential problems associated with post fabrication cleaning that may need to be resolved
before delivery. Some of the more common suggested corrective actions are shown in Appendix E.
Specifying cleaning
Just like the majority of fabrication activities, post fabrication cleaning must be correctly and adequately specified.
From a technical point of view, a specification would include:
• Metals to be cleaned
• Surfaces to be cleaned
•
Specific cleaning methods, chemicals, materials etc to be used or not used • Finish required
• Inspection techniques to be applied
• Inspection methods and levels
• Acceptance criteria for each method
• Corrective action requirements/restrictions, etc.
• Post cleaning protection prior to operation, e.g., during shipping or laying-up period
• Quality system requirements
• Any witnessing/sign off requirements

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 22/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 22
Health and safety concerns
Health and safety is an issue with all fabrication operations. Post fabrication cleaning is no different. Appropriate
equipment should be used and training given in the context of up to date relevant requirements and legislation.
Post fabrication cleaning is best undertaken in a dedicated facility. Should the fabricator not wish to set up such a
facility, specialist companies run so called “metal laundries” that can efficiently and effectively undertake the postfabrication cleaning.
Any fabrication procedure, including post-weld cleaning, requires appropriate safety precautions, techniques, and
personal protection safety equipment (visors, helmets, shields, gloves, etc). Normal manufacturing safety precautions apply. In United States, an EPA waste generator ID number has to be obtained. Some companies require
permits to work. Check with the appropriate department at your organization.
Cleaning may require the use, disposal, or both of chemicals that may present serious health hazards to humans. U.Semployers are required to comply with the requirements of OSHA Hazard Communication Standard (29 CFR
1910.1200). Procedures for the handling of such substances are given in Material Safety Data Sheets (MSDS) that
must be developed by all manufacturers and users of potentially hazardous chemicals and maintained by alldistributors of potentially hazardous chemicals. Prior to the use of this technical information paper, the user should
determine whether any of the chemicals to be used or disposed of are potentially hazardous and, if so, should strictlyfollow the procedures specified by both the manufacturer, as well as local, state, and federal authorities for safe use
and disposal of these chemicals.
Appendix F is an overview of the applicable U.S. regulations focusing on small facilities.
Literature cited
1. ASTM Specification A380. Standard Practice for Cleaning, Descaling and Passivation of Stainless Steel
Parts, Equipment and Systems.2. ASTM Specification A 967. Standard Specification for Chemical Passivation Treatments for Stainless steel
Parts
3. Baxter, C., Bornmyr, A., and Stahura, R.,. “Post Fabrication Cleaning: Benefits and Practicalities”.International Conference: Stainless Steel America 2004. Houston, USA Oct 2004. Pages 174 – 178.
4. Garner, A., “Corrosion of Weldments in Pulp Bleach Plants” Welding Journal September 1986 Pages 39 –
44.
5 Baxter, C., and Wendelrup, L., “Post Weld Cleaning of Stainless Steel: Practical Application and Control”.
International Conference: Stainless Steel World 2001. The Hague, The Netherlands. Nov 2001. Pages 467 – 470.
6 Grubb, J., ”Pickling and Surface Chromium Depletion of Corrosion-Resistant Alloys. International
Conference on Stainless Steels. 1991. Chiba, Japan.7. Gumpel et al, Stainless Steel Europe May 1995. Pages 47-51
8. Pickling Handbook, Avesta Finishing Chemicals AB.
9. Backhouse ,A., Private Communication from Outokumpu Stainless Ltd
10. EN 10088. ”Stainless Steels – Part 2: Technical Delivery Conditions for Sheet / Plate and Strip of
Corrosion Resisting Steels for General Purposes”. British Standards Institute. 200511. Baxter , C., Private Communication from Outokumpu Stainless Ltd
12. “White Metal Blast Cleaning,” NACE / SSPC Joint Surface Preparation Standard. NACE No 1/ SSPC-SP
5.
13. Wegrelius ,L,, Sjoden, B., Passivation of stainless steel. Outokumpu Stainless Acom 4-2004.
Keywords
Stainless steel, Cleaning, Corrosion

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 23/39
23 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Addi tional informat ion
Effective date of issue: January 2, 2009
Working Group:Elisabeth Torsner, Chairman, Outokumpu Stainless Inc
Chris Baxter, Outokumpu Stainless Distribution Ltd
Anders Bornmyr, Avesta Finishing Chemicals ABRalph Davison, Technical Marketing Resources Inc
Richard Avery, Nickel Institute
Bob Charlton, Riverside Engineering
Harry Dykstra, Bacon DonaldsonAndy Garner, Andrew Garner & Associates Inc
Margaret Gorog, Weyerhaeuser
John Grocki, RC Inc
John Grubb, Allegheny Ludlum IncWendi Kaiser, Angela Wensley Engineering
John Kish, FP Innovations Paprican
Steve Lukezich, MeadWestvaco Corp / Diamond Power Michael Lykins, MeadWestvaco Corp / New Page Corp /Smurfit
Max Moskal, M&M EngineeringCraig Reid, Bacon Donaldson
Sandy Sharp, MeadWestvaco Corp / Sharp Consultant
Doug Singbeil, FP Innovations PapricanAngela Wensley, Angela Wensley Engineering
Jim Willis, MeadWestvaco Corp
Appendix A. Terminology
Definitions
The terms used in this TIP need to be clearly defined and understood. The terms summarized below generally
correspond to those in ASTM A 380 and A 967 (1, 2).
Cleaning. This is a generic term for the removal of surface contamination from stainless steel (ASTM A380) in
order to:
• Maximize its corrosion performance;
• Prevent product contamination; and
• Achieve a desired surface appearance or finish
Cleaning covers a wide range of specific processes and procedures. The type of cleaning process to be used is
determined by the type of contamination to be removed (e.g., heavy oxides, oil, cutting fluid, welding anti-spatter spray, etc).
Pre-cleaning. The removal of contaminants from the surface of the stainless steel prior to a fabrication process or
prior to addressing issues associated with the quality of the protective passive oxide film (ASTM A 987).
Contaminants might be oil, grease, paint, etc. Light surface rusting can generally be identified and categorized as“removable by light rubbing with a pencil eraser”. Such an approach is not, however, to be regarded as a cleaning
process. Pre-cleaning is unlikely to remove heavy iron contamination of the stainless steel.
Pretreatment. Any operation to be completed prior to undertaking a given operation. (ASTM A 967)
Contamination. Non-stainless steel matter on the surface of the stainless steel (ASTM A967). It is important todistinguish between:
• Metallic contamination: e.g. iron that can be removed by pickling, by passivation or by some pre-cleaningtreatments;

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 24/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 24
• Non-metallic and organic contaminants (e.g., soil, paint or grease) that will not necessarily be efficiently (if
at all) removed by pickling and passivation and may in fact interfere with these processes; and
• Thickened oxides of the stainless steel (e.g., oxides from thermal exposures).
Pickling and Descaling. Terms often interchanged, incorrectly, but including several distinctly different operations
(ASTM A380).
Descaling is the removal of heavy oxides, generally tightly adherent to the stainless steel, which result from high
temperature operations, e.g., hot forming, heat treatment, and welding. The descaling operation might include
Pickling (Chemical Descaling) or Mechanical Descaling.
Pickling (Chemical Descaling) is the removal of the heavy oxides typically using highly aggressive acid solutions,
such as nitric acid with hydrofluoric acid.
Mechanical Descaling is the removal of the heavy oxides using mechanical or abrasive methods, most typically
grinding or abrasive blasting.
Mechanical descaling and pickling are frequently used in combination.
Passivation. A term that is used for several distinctly different processes (ASTM A 380).
• Cleaning a stainless steel surface of contamination by free iron (iron not originating from the stainless steel
itself) or by iron compounds on the surface of the stainless steel. The contaminating iron is dissolved using
chemicals that do not corrode the stainless steel itself, generally but not necessarily using an oxidizing acid.(This definition of passivation applies unless otherwise indicated.)
• Chemical passivation of stainless steel with an oxidizing acid (most commonly nitric acid) to enhance and
promote the spontaneous formation of the protective passive film.
• Auto-passivation of stainless steel by exposure to an environment containing oxygen in order to form the
protective passive film characteristic of stainless steel.
Post Fabrication Cleaning. The process of cleaning after fabrication to remove all contamination associated with thefabrication process (ASTM A967). Post weld cleaning generally includes the use of various different processes in
sequence or combination.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 25/39
25 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Appendix B. Classi ficat ion of surface cleaning need of di fferent equ ipment in the pulp and paper mill
The classification given is the result of feedback from different mills. When a single value is given (e.g., “3”), all the
feedback has been either the same or essentially the same classification. Where a range is given (e.g., 2-4), the millclassifications differed by more than 2 points.
The system is described fully in the “Classification of surface cleaning need” section
Equipment Index Equipment Classification of Surfaces Process Stream
Section Equip Classification InspectionSpecial
Requirements
1-6, U (%) --
1 1 Pre Steamer 3 100 Kraft Paper
1 2 Digester (Batch) 2 100 Kraft Paper
1 2 Digester (Continuous) 3 100 Kraft Paper
1 3 Liquor Heater Shell etc 3 100 Electro polish Kraft Paper
1 3 Liquor Heater Tubing 4 100 Kraft Paper
1 4 Blow Tank 3 100 Kraft Paper
1 5 Flash Tank 3 100 Kraft Paper
1 6 Brown Stock Washers 2-5 100 Kraft Paper
1 7 Brown Stock Recovery Tanks 2 100 Kraft Paper
1 8 Chlorination Tower No Data No Data Kraft Paper
1 9 Peroxide Reactor 1 100 Ferroxyl Test Kraft Paper
1 10 Oxygen Bleach Tower 4 100 Kraft Paper
1 11Washer (After ChlorinationTower) 2 100 Kraft Paper
1 11Washer (After AlkaliExtraction) 2 100 Kraft Paper
1 11Washer (After ChlorineDioxide) 2 100 Kraft Paper
1 12 Alkali Extraction Tower No Data No Data Kraft Paper
1 13 Chlorine Dioxide Tower 4 100 Kraft Paper
1 14 Stock Chests 3 100 Kraft Paper
1 15 Centrifugal Cleaners 4 100 Kraft Paper
1 16 Screener 4 100 Kraft Paper
1 17 Head Box 1 100 Electro polish Kraft Paper
1 18Fourdrinier ComponentsSection 11 1-5 100 Kraft Paper
2 1 Black Liquor Cooler 1 100Kraft Recovery. Brown StockEvaporator
2 2 Black Liquor Storage Tank 3-U 100
Kraft Recovery. Brown Stock
Evaporator
2 3 Concentrators / Vaporizers 3-U 100Kraft Recovery. Brown StockEvaporator
2 4 Condenser 3 100Kraft Recovery. Brown StockEvaporator
2 5 Ejector 4 100Kraft Recovery. Brown StockEvaporator
2 6 Ejector after Condenser 4 100Kraft Recovery. Brown StockEvaporator
2 7 Soap Skimmer 4-U 100Kraft Recovery. Brown StockEvaporator

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 26/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 26
2 7 Soap Storage U 0
2 8Tall Oil System: See Section4 U 0
Kraft Recovery. Brown StockEvaporator
2 9 Condenser Flash Tank U 0Kraft Recovery. Brown StockEvaporator
2 10 Black liquor storage Tank 3-U 100Kraft Recovery. Brown StockEvaporator
2 11 Heavy Black Liquor Tanks 3-U 100Kraft Recovery. Brown StockEvaporator
2 12 Stripper 4-U 100Kraft Recovery. Brown StockEvaporator
2 13 Foul Oil Decant U 0Kraft Recovery. Brown StockEvaporator
3 1 Salt cake mix tank 1-4 100 Kraft Recovery: Liquor & Lime
3 2 Recovery Boiler: Structure 4 100 Kraft Recovery: Liquor & Lime
3 2Recovery Boiler: CompositeTubes 4-6 100 Kraft Recovery: Liquor & Lime
3 3 Wet Bottom 3 100 Kraft Recovery: Liquor & Lime
3 4 Main Stack 4 100 Kraft Recovery: Liquor & Lime
3 5 Scrubber 3 100 Kraft Recovery: Liquor & Lime
3 6 Main Dissolving Tank 4 (-U) 100 Kraft Recovery: Liquor & Lime3 7 Green Liquor Clarifiers 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 8 Green Liquor Tank 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 9 Slaker 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 10 Caustizers 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 11 White Liquor Clarifier 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 12 White liquor storage tank 4 (-U) 100 Kraft Recovery: Liquor & Lime
3 13 Lime kiln Entry U 0 Kraft Recovery: Liquor & Lime
3 14 Kiln Chains U 0 Kraft Recovery: Liquor & Lime
3 15 Lime kiln scrubber 4-U 100 Kraft Recovery: Liquor & Lime
4 1 Reactor Shell 4 100 Tall Oil: Acidulation Process
4 1 Reactor Paddle 4 100 Tall Oil: Acidulation Process
4 2Spent acid/brine NeutralizingTank 4 100 Tall Oil: Acidulation Process
4 3 Wet Settling Tank 4 100 Tall Oil: Acidulation Process
4 4 Vibrator Screen 4 100 Tall Oil: Acidulation Process
4 5 Centrifuge Feed Tank U 0 Tall Oil: Acidulation Process
4 6 Centrifuge U 0 Tall Oil: Acidulation Process
5 1 NCG & Condensate System 2-4 100 Air Quality / Emissions System
5 2 Stripping Column 2-4 100 Air Quality / Emissions System
6 1 Digester 1 100 Mg Sulfite Processing
6 2 Blow Tank 2 100 Mg Sulfite Processing
6 3 Washers 2 100 Mg Sulfite Processing
6 4 Screens 5 100 Mg Sulfite Processing
6 5Red Liquor Tank (FromWashers) 2 100 Mg Sulfite Processing
6 6 Sulfur Burner Gas Cooler 2 100 Mg Sulfite Processing
6 7 Fortification Tower 2 100 Mg Sulfite Processing
6 8 Acid Filter Unit 2 100 Mg Sulfite Processing
6 9 Cooking Acid Storage Unit 2 100 Mg Sulfite Processing
6 10Weak Red Liquor Tank (toevaporator) 2 100 Mg Sulfite Processing

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 27/39
27 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
6 11 Multiple Effect Evaporators 2 100 Mg Sulfite Processing
6 12Strong Red Liquor StorageTank 2 100 Mg Sulfite Processing
6 13 Direct Contact Evaporator 2 100 Mg Sulfite Processing
6 14 MgOH2 Make Up Tank 2 100 Mg Sulfite Processing
6 15 Liquor Heater 2 100 Mg Sulfite Processing
6 16 Recovery Furnace No Data No Data Mg Sulfite Processing
6 17 Scrubber No Data No Data Mg Sulfite Processing
6 18 SO2 Absorption Unit No Data No Data Mg Sulfite Processing
6 19 Stack 4 100 Mg Sulfite Processing
7 1 Liquor tank No Data No Data Neutral Sulfite Pulping
7 2 Digester No Data No Data Neutral Sulfite Pulping
7 3 Blow Tank No Data No Data Neutral Sulfite Pulping
7 4 Live Bottom Bin No Data No Data Neutral Sulfite Pulping
7 5 Double Disc Refiners No Data No Data Neutral Sulfite Pulping
7 6Unwashed Stock StorageTank No Data No Data Neutral Sulfite Pulping
7 7 Washers No Data No Data Neutral Sulfite Pulping7 8 High Density Tank No Data No Data Neutral Sulfite Pulping
7 9 Filtrate Tanks No Data No Data Neutral Sulfite Pulping
7 10 Secondary Refiners No Data No Data Neutral Sulfite Pulping
7 11 Flow Box No Data No Data Neutral Sulfite Pulping
7 12 Machine Chest No Data No Data Neutral Sulfite Pulping
7 13 Semi Chemical Dump Chest No Data No Data Neutral Sulfite Pulping
8 1 Pre-steaming Bin U 0 High Yield Mechanical Pulping
8 2 Steaming Tube 4 100 High Yield Mechanical Pulping
8 3 Refiners 4 100 High Yield Mechanical Pulping
8 4 Separators U 0 High Yield Mechanical Pulping
8 5 Feed Chests No Data No Data High Yield Mechanical Pulping8 6 Screeners 4 100 High Yield Mechanical Pulping
8 7 Reject Chests No Data No Data High Yield Mechanical Pulping
8 8 Screw Press 4 100 High Yield Mechanical Pulping
9 1 Pulper 2-4 100 Waste Paper Recycling
9 2 Heavy Duty Cleaner 4 100 Waste Paper Recycling
9 3 Coarse Screens 4 100 Waste Paper Recycling
9 4 Primary Flotation Cells 4 100 Waste Paper Recycling
9 5 Forward Cleaners 4 100 Waste Paper Recycling
9 6 Alkali Disc Filters 4 100 Waste Paper Recycling
9 7 Bleaching Unit 1-5 100 Waste Paper Recycling
9 8 Peroxide Bleach Tower 1 100 Waste Paper Recycling
9 9 Sulfuric Acid System 4 100 Waste Paper Recycling
9 10 Fine Slot Screeners 4 100 Waste Paper Recycling
9 11 Reverse Cleaners 4 100 Waste Paper Recycling
9 12 Decker Disc Filters 4 100 Waste Paper Recycling
9 13 Screw Presses 4 100 Waste Paper Recycling
9 14 Post Floatation Cell 4 100 Waste Paper Recycling
9 15 Acid Disc Filters 4 100 Waste Paper Recycling

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 28/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 28
9 16 Sodium Hydrosulfite Unit 4 100 Waste Paper Recycling
9 17 Acid Loop 4 100 Waste Paper Recycling
9 18 Bleach Tower 4 100 Waste Paper Recycling
9 19 De-waterer 4 100 Waste Paper Recycling
10 1 Pumps 4 100 Bleach Plant Systems
10 2 Mixers 4 100 Bleach Plant Systems
10 3 C Stage Chlorination Tower No Data No Data Bleach Plant Systems
10 4D Stage Chlorine DioxideTower No Data No Data Bleach Plant Systems
10 5 H Stage Hypo Tower No Data No Data Bleach Plant Systems
10 6E Stage Caustic ExtractionTower No Data No Data Bleach Plant Systems
10 7EO Stage Caustic OxygenTower No Data No Data Bleach Plant Systems
10 8 P Stage Peroxide Tower No Data No Data Bleach Plant Systems
10 9 Z Stage Ozone Tower No Data No Data Bleach Plant Systems
10 10 O Stage Oxygen Tower No Data No Data Bleach Plant Systems
10 11 Washer 2 100 Bleach Plant Systems
11 1 Stock Approach System 2 100 Paper Machine
11 2 Head box 1 100 Electro polish Paper Machine
11 3 Former 1 100 Paper Machine
11 4 Press 4 100 Paper Machine
11 5 Roll Journals U 0 Paper Machine
11 6 Dryer No Data No Data Paper Machine
11 7 Calender 4 100 Paper Machine
11 8 Coater No Data No Data Paper Machine
11 9 Size Press 5 100 Paper Machine
11 10 Reel No Data No Data Paper Machine
11 11 White Water Shower & Piping U 0 Paper Machine
11 12 White Water Return U 0 Paper Machine

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 29/39
29 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Appendix C. Procedures and techniques
Procedures are based on general working practices (9) and the ASTM standards A 380 and A 967 (1, 2) that include
recommended practices and safety precautions for cleaning, de-scaling, and passivation of stainless steel parts.
The overall cleaning procedures can be summarized as shown in Table 7. The details of the different stages are as
follows:
• Safety precautions: Ensure all staff involved in the operations are familiar with the applicable MSDS's,
general safety precautions, and Health and Safety requirements;
• Safety equipment: Ensure that all appropriate safety equipment is available and that the staff is trained in its
use and the necessity for its use;
• Working area: Ensure working area is safe and, preferably, dedicated to post fabrication cleaning. Guard
against issues including noise, overspray, etc;
• Pre-cleaning: Pre-clean the surface to remove heavy soiling, such as oil, grease, paint, ink from plate
identification or lay out markings, imbedded dirt, etc., using a cleaner appropriate for removal of heavycontamination. Apply by spraying, by immersion, by recirculation in the case of a piping system (using an
acid-resistant pump for acidic cleaners), or by brushing or swabbing. Soak the surfaces until they appear
clean, typically about 15-20 minutes, or as per product directions. If the soiling is light, e.g., fingerprints,
use an appropriate cleaner following the principles described above: solvent or detergent washing may be
appropriate.
• Rinse: Thoroughly rinse off the active chemicals, ideally by using a high-pressure (> 1600 psi / 110 bars pressure) steam washer. De-ionized water is preferred, particularly if the rinse is the final operation. Drain
and dry to full dryness if this is a final operation or if it will be some time (e.g., more than one day) before
subsequent operations are undertaken. Do not let the chemical treatment or the rinse water puddle and dryout on the material.
• Mechanical cleaning Blast cleaning: select appropriate grit size/type consistent with working instructions and. blast with clean
dry uncontaminated grit suitable for stainless steel in order to remove welding slag, heat tint, etc. Ensure
the air is dry and oil-free.Grinding: When grinding, fine grinding, polishing, etc, select grit size, type, grit sequence, etc. relative to
technique, instructions and requirements. The final grit size should be as fine as practical, particularly when
further chemical treatment is not to be undertaken.
Brushing: Preferably use a clean bristle brush to remove the blasting debris. The use of a dry and oil free air blast has been used historically, being aware that the dust can easily settle back onto the surface being
cleaned (and adjacent surfaces). Air blasting may contravene health and safety regulations.
• Pickling: Ensure the component itself is below about 95oF / 35oC. Apply the pickling acid by spraying,
brushing, dipping or pumping. Visually ensure full coverage (color contrast of the acid) and do not allowthe acid to dry out or cake. The temperature and concentration of the pickling solution should be consistent
with published specifications. The pickling acid can be left to react for between typically 30 min to 4 hours
depending on steel grade and temperature. The solution should be thoroughly rinsed off with a high-
pressure steam wash.
• Inspection: All surfaces should be inspected according to the requirements of the technical specification
and the purchase order. Inspection might include, for example, visual inspection and checking all surfacesfor residual iron contamination using the swab test as detailed in ASTM A 967. Should the results of the
inspection not be satisfactory, preceding stages should be repeated, possibly with adjustments in practice as
required.• Passivation: mineral acid passivation solutions remove the remaining free iron from the stainless steel
surface provided it is not heavily embedded, but do not attack the stainless steel at all. Some, but not all,
passivation solutions also enhance the formation of the passive film. Spray, brush or swab the passivationsolution to the surface and leave it to react, usually about 15-20 minutes, i.e., until the surface looks clean,
unless otherwise directed by specific instructions for a particular product.
• Neutralize rinse waters: Collect all the acidic rinse water in a holding tank and neutralize it using
commercial neutralizers or slaked lime. Allow time for the water to settle and check its pH. The resulting

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 30/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 30
clear water may be let out into the sewage system or recycled. The resulting sludge should be sent for waste
disposal. All these activities are to be in strict accordance with local wastewater regulations.
• Acid wash for iron removal (see Passivation.)
• Prepare for subsequent operations: The components should be prepared for subsequent operation, e.g.,
wrapping for shipping, as appropriate.
Appendix D. Descript ion of the inspection tests
The objective of this section is to highlight possible uses and shortcomings of the various tests. It does not purport to
give definitive specifications of the tests or the test methods. Full details of each test are given in the appropriate
specifications.
Visual examination
The primary objective of visual inspection is to qualitatively determine the consistency, continuity, and aesthetic
characteristics of the surface.
The surface is examined with naked eye, or at low magnification (×4-5), in good natural light or artificial light. The
illumination and viewing angles can be varied from direct (~90o) to flat (~10-15o) to accentuate different features.
The characteristics that are being considered include geometric/shape effects or color/shading contrasts, as theseeffects might indicate inconsistent or incomplete cleaning. A bore scope should be considered when appropriate.
Acceptance criteria generally include the absence of visible deleterious components or effects.
Water break test
The primary objective of the water break test is to highlight retained oils or greases. A secondary objective might be
to highlight general dirt/dust on surface.
The unit to be inspected is either briefly dipped in a clean water bath (and then removed for inspection) or sprayed
with water. The water should preferably be de-ionized. Greases, oils, etc., will show distinct markings or patterns on
the stainless steel rather than the typical uniformly wetted surface or beaded water on the surface. Retained postfabrication cleaning chemicals will show as unusually low pH of the water. The pH will generally be in the range
~6.5<pH<~7.5; this should be checked locally. Grinding dust, etc., will show as particles in the water globules. Care
should be taken to ensure the surface is fully dried after testing.
Acceptance criteria are generally absence of any evidence of greases or other contaminants on the surfaces
Moisture test
The primary objective of the moisture test is to reveal the presence of free iron contamination on the surface of the
stainless steel. A secondary objective might be to highlight general cleanliness.
Unit to be inspected is sprayed or dipped with water, and then removed but not dried. The component is left
overnight, with the surfaces essentially horizontal, in a warm environment. It may be necessary to leave it for longer in cooler environment. Iron contamination will show as red rust on the surface. General cleanliness may show ase.g., dust in the water droplets. Post fabrication cleaning chemical residues may show as abnormally low pH in
water remaining on the surface.
The acceptance criteria are the absence of red rust developing on the surface and the absence of any other visible
contaminants on the surfaces

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 31/39
31 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Wipe test
The primary objective of the wipe test is to demonstrate the absence or presence of hydrocarbon contamination on
smooth surfaces. A secondary objective might be to show other surface debris.
The test involves wiping the surface with clean, white lint-free cloth and then examining the cloth for discoloration.
Hydrocarbons will tend to be oily with a smeared trace on the cloth. General debris will tend to be powdery and dry.
It is occasionally appropriate to use a colored or black cloth to detect contaminants that would not give sharpcontrast on a white cloth, e.g., a white powder.
The acceptance criterion is normally no evidence of contaminants on the cloth.
Cotton ball test
The primary objective of this test is to check the smoothness of a surface. A secondary objective might be to check
the cleanliness of the surface
A clean ball of cotton wool is gently wiped across the surface in question. This test is particularly appropriate to
smooth surfaces that have been polished.
The acceptance criterion is generally the absence of any fibers retained on the surface or evidence of contaminationon the cotton ball.
Ferroxyl test
The objective of the ferroxyl test is to show the presence of free iron contamination on the surface of the stainless
steel.
A solution of nitric acid and potassium ferricynanide is applied to the surface using non-ferrous equipment. Blue
staining (appearing almost immediately) indicates iron contamination. The solution should be either removed from
the stainless steel as soon as possible or quickly neutralized (1). This is a highly sensitive test suitable for use by“qualified”, experienced personnel only. Its sensitivity is excessive for most applications in the pulp and paper
industry although it is an important test for hydrogen peroxide service.
The acceptance criterion is no evidence of free iron.
Copper sulfate test
The primary objective of this test is to show presence of free iron / carbon steel contamination on the surface.
A solution of copper sulfate in sulfuric acid is swabbed on surface. The surface is rinsed and air-dried after required
exposure time. Copper “red” deposits on surface indicate presence of iron ( 1). This tool is a very sensitive testsuitable for use by “qualified”, experienced personnel only. The test should only be used on 300 series and duplex
grades of stainless steel and on the higher grades in the 200 and 400 series alloys.
The acceptance criterion is no evidence of free iron.
Solvent test
The primary objective of the solvent test is to find hydrocarbon contamination.
The surface to be inspected can be either swabbed with a white lint-free cloth moistened with degreaser
(hydrocarbons typically show as discoloration) or sluiced down with degreaser, draining the solvent to a low point.A surface is considered clean if there is no evidence of contaminants on the cloth or no discoloration of the drained
down solvent or tidemarks on the essentially horizontal surface after evaporation of the solvent.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 32/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 32
Black light testing
The objective of black light testing is to determine the efficiency and effectiveness of cleaning or of a cleaningsystem.
Coat or spray all relevant surfaces with riboflavin and then run the wash system (e.g., spray ball) as it would in practice. All surfaces are then checked for retained riboflavin with ultraviolet “black” light. Any surface fluorescing
green has not been cleaned.
The acceptance criterion is that there should be no evidence of fluorescence on any surface.
Roughness testing
The primary objective of this test is to determine the roughness ( Ra) of the surface.
Either portable or solidly mounted equipment can be used to measure the roughness, noting the direction of
measurement. The numerical output is compared to requirements.
The acceptance criterion is that the absolute roughness values obtained compare to required values.
Reflectivity testing
The primary objective of reflectivity testing is the quantitative measurement of reflectance, distinctness of image
and/or of gloss.
This is an extremely sensitive test, applicable only to highly polished surfaces. Its use is limited to dedicated,specialist equipment operated by trained operators and interpreters. Its use is not normally appropriate in pulp and
paper applications.
The acceptance criterion is to compare the measured absolute numeric values to the required specification values.
Contrast tests
The primary objective of contrast tests is to check consistency of a finish.
This test is generally, but not necessarily, a qualitative comparison by visual examination. A sample of the agreed
surface condition is prepared and retained in good condition. Production pieces are then compared with the retained sample looking for consistency with time. Some national and international contrast tests exist, e.g., that for the
quality of grit blasting (12)
The acceptance criterion is that the sample is either qualitatively equal to or better than the agreed comparator or is
quantitatively satisfactory relative to agreed tests.
Tactile testing
The primary objective of tactile testing is to look for the smoothness, continuity and consistency of the surface.
The finger can feel small geometric discontinuities very efficiently and this test is often used in conjunction with
visual testing. It is unlikely any surface will be 100% tested. Be aware that oils and greases will be transferred to thesurface of the stainless steel. This may or may not be significant. Be aware there may also be health and safety
implications with (e.g.) sharp edges.
There are not really any acceptance criteria as such for this test. It is indicative only. The results are not to be taken
as the absolute basis for acceptance or rejection.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 33/39
33 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Appendix E. Cor rective actions
Inevitably there are some potential problems associated with post fabrication cleaning. Some of the more common
suggested corrective actions are shown in Table E1 (1, 8, 12).
Table E1. Some surface defects associated with post fabrication cleaning, their common causes andpotential corrective actions
DefectSource
Surface defect Caused by or associated with Suggested corrective actions
Blasting
Distortion - Stresses introduced byblasting
- Lower the blast pressure- Finer blast medium- (Note: some distortion of
lighter sections isinevitable)
Inadequatecleaning/Retained oxide
- Poor coverage- Low pressure- Grit too fine- Blasting angle too acute
- Re-blast (Better coverage
or coarser grit or higher pressure)
- Pickle
Rust spots appear (typically after afew days)
- Iron contamination due(generally) to the grit beingcontaminated
- Iron grit being used
- Decontaminate the workarea
- Check for goodsegregation
- Change out the grit and re-blast
- Pickle- Passivate if mild problem
Oxides reappear
after a short time.
- Oxide has been polished
rather than removed.
- Grind
- Blast- Pickle
Rusty stainsappear
- Steel brushes used- Contaminated brushes- Initial surface contaminated
with iron
- Decontaminate the area- Check for good
segregation- Blast- Grind- Pickle- Passivate if a mild problem
Fabrication
Rust lines(single lines,probably straight)
- Tooling marks (bending,cutting, spinning etc
- Grind- Pickle- (Passivation: probably not
appropriate except withvery light contamination)
Rust Stains(possibly fanshaped area)
- Overspray (from adjacentgrinding or air arc gougingoperations)
- Grind- Pickle- (Passivation: probably not
appropriate except withvery light contamination)

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 34/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 34
Grinding
Burnt Surface - Excessive grinding pressure- Moving the grinder over the
surface too slowly- Dwelling too long in one
location being ground
- Regrind- Pickle- (Consider any
metallurgical implications)
Coarse Finish-
Grit too coarse- Alumina grit used
-
Use finer grit finish- Consider using carbide grit
Earlier/previousgrinding still visible
- Not removing earlier grindingoperations
- Change through 90o
whenchanging grinding gritsizes
Rust Streaksappear (maybeafter a few days)
- Iron contamination through(generally) the grinding disc
- Decontaminate the workarea
- Segregate steelprocessing
- Change wheel and regrind- Pickle- Passivate if only slight
problem
Handling Rust Stains(Parallel sidedbands)
- Lifting chains- Iron contaminated or dirty fiber
slings
- Grind- Pickle- (Passivation: appropriate
only with very lightcontamination)
Mechanical Polish ing
Carry over of polishing marks
- Not changing polishing directionbetween finishing media.
- Re-polish from 1 mediafiner than that causing thecarry over, change thepolishing directions by 90°between grit sizes.
Excessive
roughness
- Carry over of polishing marks-
Finishing media too coarse
- Repolish
Pickling
Discoloration - Contaminated rinse water - Decontaminate / Re-passivate
- Use de-ionized water especially for exactingrequirements
- Rinse with high pressurewater
Discoloration - Poor rinsing - Remove spots withcleaning agent
- Final rinse with de-ionizedwater
Discoloration-
Dried on pickling products- Pickling product residues (e.g.,
in crevices)
-
High pressure water jetrinse and re-pickle
Discoloration - Surface contaminants - Pickle- Passivate if mild
Discoloration - Insufficient cleaning - Remove spots
Residual Oxides - Not pickled for long enough- Wrong pickling solution selected
for grade of stainless
- Mechanical pre-treatment- Re-pickle

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 35/39
35 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
- Highly adherent welding slag
Rough Surface - Over-pickling- Intergranular attack
- Mechanical treatment, re-pickle
- Mechanical polishing
Smuts(grey/black
shadows on thepickled surface)
- Poor pickling technique- High metal ion concentration in
the pickling bath
- Re-pickle, keep acidsfresh
- Passivate with strongoxidant (HNO3 or peroxide
solutions)
Uneven finish(shading)
- Organic/hydrocarboncontamination
- Uneven application of picklingsolutions
- Sensitive surface- Intergranular corrosion
- Degrease, re-pickle- Re-pickle- Mechanical polishing
improves situation onsensitive surfaces andsurfaces withintercrystalline pickling
Water Stains - Contaminated rinse water - Rinse water puddles- Dust in rinse water or on surface
of stainless
- Re-pickle if bad case- Re-rinse with clean water
Weld showthrough (fromother side)
- HAZ of weld on other side of sheet
- None possible for existingunit (is a welding issue)
- Follow-on units: avoid thewelding, reduce the heatinput
Passivation
Ineffectivedraining (leadingto stains)
- Poor drainage or access points- Poor lifting orientation
- Resolve drainage or lifting- Use peroxide type
solutions
Stains - Incomplete acid removal- Final rinse water not pure
- Re-pickle may benecessary
- Re-passivate plus
improved wash downwater (de-ionized)- Re-passivate with
peroxide
7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 36/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 36
Appendix F. Overview of U.S safety and environmental compliance requi rements
The objective of this section is to give an overview of the applicable regulations, focusing on small facilities.
Regulations do change so it is advisable to check for updates.
Summary
Chemical reactions involved in passivation and pickling are the same, whether brushing on a gel or immersing in alarge tank.
Hazard is dependent on the type of chemical and how concentrated it is. Most passivation and pickling solutions are
dilute.
OSHA Hazard Communication Standard (29 CFR 1910.1200) is valid for all sizes of companies.
Very large quantities of hazardous substances on a site need to be reported to the local fire brigade, local emergency planning committee, State emergency response committee and Department of Homeland Security.
To facilitate, small businesses are often exempt from Federal environmental regulations controlling larger businesses. States may be harder, so always check with local authorities.
On-site safety
• A Hazard Communication Plan is needed for all size companies.
• Warning labels are needed - on the container or posted at the working area.
• Identification labels must not be removed.
• A new label is required when transferring acid from one container to another.
• MSDS (Material Safety Data Sheet) must be easily available in each building.
• Training and documentation of training.
NFPA ratings
The NFPA system is increasingly popular, but not required. The NFPA rating for chemicals and mixtures are oftenstated in the Material Safety Data Sheet (MSDS). NFPA ratings are rather insensitive to acid concentration; there are
only minor differences between the NFPA ratings of the different pickling mixtures.
Health - BlueFlammability - Red
Reactivity - Yellow
Special - White4 = Danger - May be Fatal
3 = Warning - Corrosive, Toxic
2 = Warning - Inhalation
1 = Caution - Irritation0 = No unusual Hazard
Small facility – acids
Federal environmental legislation assumes a small facility uses small quantities of acids and has eased up a number
of requirements. State legislation may be harder.
• Acid storage secondary containment is not required according to Federal rules.
• Used acid or “spent pickle liquor” has to be collected for treatment.
• Used acid can be stored in containers or tanks. A secondary containment is not required.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 37/39
37 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
• Keep on-site quantities low to avoid triggering the Emergency Planning and Community- Right-to-Know
rules, see tables F.1 and F.2.
Small facility – water
• A general storm water permit is needed.
•
Acidic rinse water has to be collected.• Store in containers or a tank and send out for treatment.
or,
• Neutralize acidic rinse water on site and discharge to the POTW after treatment. For this, an Industrial User
permit is needed.
• Nitrates dissolved from the nitric acid remains in the water after neutralization and if you neutralize
yourself you may have to report nitrates.
Small facility – waste
• Obtain an EPA ID #
•
A small facility is “Conditionally exempt” from the hazardous waste rules if it is generating less than 100kg or 220 lbs per calendar month.
• Make sure you are below the limit by keeping count.
• If episodically more in one month, the next step up - Small Quantity Generator - rules must be followed for
waste generated that month.
Conditionally exempt – waste storage
• Collect the hazardous waste, label it, and store in a safe manner and send it out over time. There is no timelimit.
• You are allowed to store 1,000 kg or 2,200 lbs on site.
• A Conditionally Exempt Small Quantity or an Interim (Field) Generator does not need a secondary
containment.
•
You must store in containers or tanks.• A container can be a 55-gallon drum, provided it does not leak, a tanker truck, and a small bucket.
• Send wastes to a federally approved waste treatment facility.
Shipping requirements for acids, hydrogen peroxide, and waste
• Risk Management = Classification of the hazardous material
• Label with the followingo Proper shipping name, usually found in the MSDS.
o Hazard Class: 8 corrosive
o Packaging Group IIo United Nation (UN) number, usually found in the MSDS
o ERG, Emergency Rescue Group number, usually found in the MSDS
• Hazardous waste manifest• DOT placards on carrier - symbols
Department of Homeland Security requirements
DHS requires hydrogen peroxide above 35% concentration and in quantities above 400 lbs or 200 kg to be initially
reported.
DHS reporting requirements for acids are the same as for Emergency Planning and Community Right to know asdescribed in Table F1.

7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 38/39
TIP 0402-35 Post-fabrication cleaning of stainless steel in the pulp and paper industry/ 38
Table F.1. Overview of chemical hazard classifications
Cleaning or passivationmixture
Mild picklingmixture
Mediumpicklingmixture
Aggressivepicklingmixture
Enhancedpassivationmixture
Neutralizer
Active
ingredients
Phosphoric
acid
Hydrofluoric
acidSulfuric acidNitric acids
Hydrofluoric
acidSulfuric acidNitric acids
Hydrofluoric
acidNitric acid
Hydrogen
peroxide
Sodium
hydroxide
Classification Corrosive Corrosive CorrosiveToxic
CorrosiveToxic
Oxidizing Corrosive
OSHA MSDS MSDS MSDS MSDS MSDS MSDS
NFPA Rating Blue 3Red 0Yellow 0
Blue 3Red 0Yellow 0
Blue 3Red 0Yellow 0
Blue 3Red 0Yellow 1
White Oxy Blue 3Red 0Yellow 1
EPCRAEmergencyPlanning andRight to
know
Report to Firebrigade, LECand SECbased on the
contents andconcentrationsreported in theMSDS
Report to Firebrigade, LECand SECbased on the
contents andconcentrationsreported in theMSDS
Report to Firebrigade, LECand SECbased on the
contents andconcentrationsreported in theMSDS
Report to Firebrigade, LECand SECbased on the
contents andconcentrationsreported in theMSDS
Report to Fibrigade, LEand SECbased on th
contents anconcentratioreported in tMSDS
1. First timeon-sitenotification
Not needed Typicallyabove 10,000lbs
Typicallyabove 2,000lbs
Typicallyabove 1,600lbs
Not needed Not needed
2. Spillreporting
Typicallyabove 25,000lbs
Typicallyabove 10,000lbs
Typicallyabove 2,000lbs
Typicallyabove 1,600lbs
Only if above52%concentration
Typicallyabove 4,000lbs
3. InventoryTier II
Typicallyabove 50,000
lbs
Typicallyabove 10,000
lbs
Typicallyabove 2,000
lbs
Typicallyabove 1,600
lbs
Only if above52%
concentration
Typicallyabove 4,000
lbs4. Dep. of HomelandSecurity
Typicallyabove 50,000lbs
Typicallyabove 10,000lbs
Typicallyabove 2,000lbs
Typicallyabove 1,600lbs
Only if above35%concentration
Typicallyabove 4,000lbs
Wastes toreport
Hazardous:K062 (Spentpickling liquor and Picklingsludge)
Acidic rinsewater
Hazardous:K062 (Spentpickling liquor and Picklingsludge)
Acidic rinsewater Nitrates
Hazardous:K062 (Spentpickling liquor and Picklingsludge)
Acidic rinsewater Nitrates
Hazardous:K062 (Spentpickling liquor and Picklingsludge)
Acidic rinsewater Nitrates
Only water Hazardous:D002D007
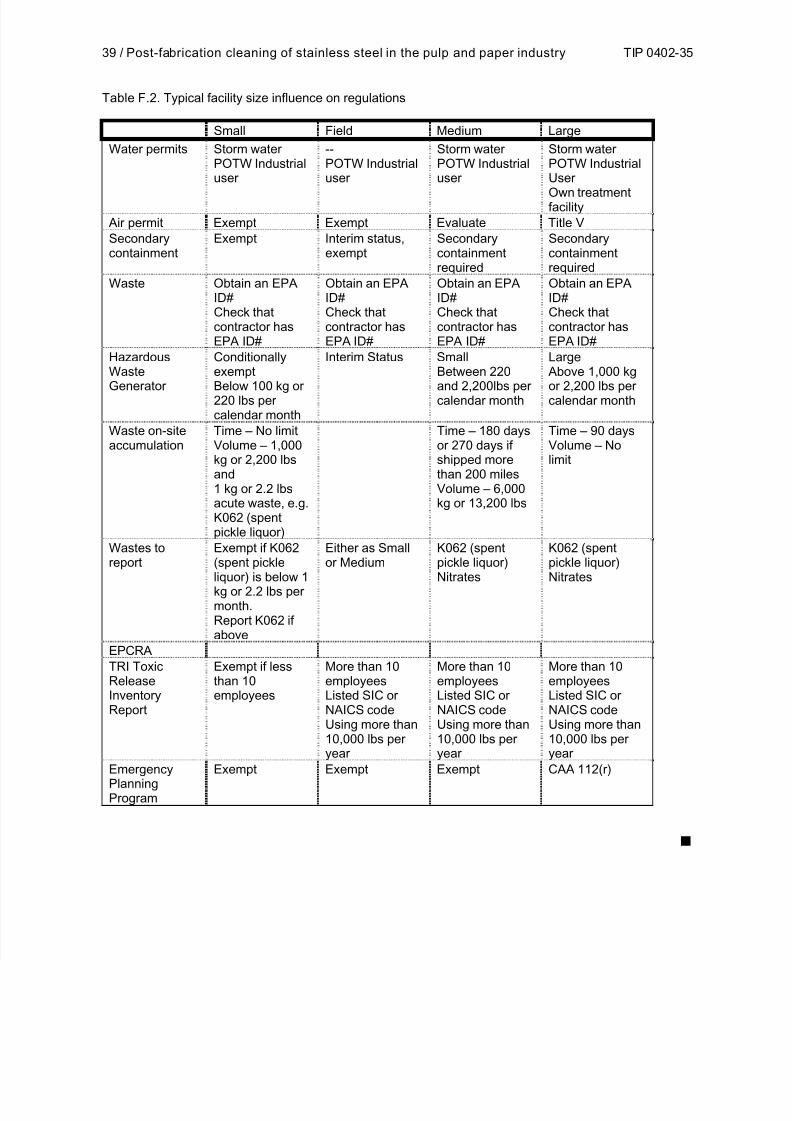
7/27/2019 paslanmaz yüzey temizliği
http://slidepdf.com/reader/full/paslanmaz-yuezey-temizligi 39/39
39 / Post-fabrication cleaning of stainless steel in the pulp and paper industry TIP 0402-35
Table F.2. Typical facility size influence on regulations
Small Field Medium Large
Water permits Storm water POTW Industrialuser
--POTW Industrialuser
Storm water POTW Industrialuser
Storm water POTW IndustrialUser
Own treatmentfacility
Air permit Exempt Exempt Evaluate Title V
Secondarycontainment
Exempt Interim status,exempt
Secondarycontainmentrequired
Secondarycontainmentrequired
Waste Obtain an EPAID#Check thatcontractor hasEPA ID#
Obtain an EPAID#Check thatcontractor hasEPA ID#
Obtain an EPAID#Check thatcontractor hasEPA ID#
Obtain an EPAID#Check thatcontractor hasEPA ID#
HazardousWaste
Generator
Conditionallyexempt
Below 100 kg or 220 lbs per calendar month
Interim Status SmallBetween 220
and 2,200lbs per calendar month
Large Above 1,000 kg
or 2,200 lbs per calendar month
Waste on-siteaccumulation
Time – No limitVolume – 1,000kg or 2,200 lbsand1 kg or 2.2 lbsacute waste, e.g.K062 (spentpickle liquor)
Time – 180 daysor 270 days if shipped morethan 200 milesVolume – 6,000kg or 13,200 lbs
Time – 90 daysVolume – Nolimit
Wastes toreport
Exempt if K062(spent pickle
liquor) is below 1kg or 2.2 lbs per month.Report K062 if above
Either as Smallor Medium
K062 (spentpickle liquor)
Nitrates
K062 (spentpickle liquor)
Nitrates
EPCRA
TRI ToxicReleaseInventoryReport
Exempt if lessthan 10employees
More than 10employeesListed SIC or NAICS codeUsing more than10,000 lbs per year
More than 10employeesListed SIC or NAICS codeUsing more than10,000 lbs per year
More than 10employeesListed SIC or NAICS codeUsing more than10,000 lbs per year
EmergencyPlanningProgram
Exempt Exempt Exempt CAA 112(r)
g