nox emission threatment systems - …shearforce.biz/assets/tech.sf.pdf · nox emission threatment...
TRANSCRIPT
SHEAROFRCE LLC
NOX EMISSION THREATMENT
SYSTEMS
NOX Emissions
SYSTEMS
U2A Process
AOD Process
Anhydrous NH3 Process
Aqueous Nh3 Process
Flue Gas Conditioning
Heaters & Thermocouples
Hydrolysis verses Pyrolysis
Competitive Analysis
SHEAROFRCE LLC
NOX Emissions
• Fossil fuel combustion and industrial processes are responsible for
700,000 tones of nitrous oxide emissions per year.
• Nitrous oxide is a by-product of fuel combustion in mobile and stationary
sources resulting from the burning of any fossil fuel substance such as
burn coal, natural gas, fuel oil, biomass and waste.
• When any fossil fuel is burnt, part of the nitrogen that is in the fuel and
surrounding air gets oxidized creating nitrous oxide emissions.
SHEAROFRCE LLC
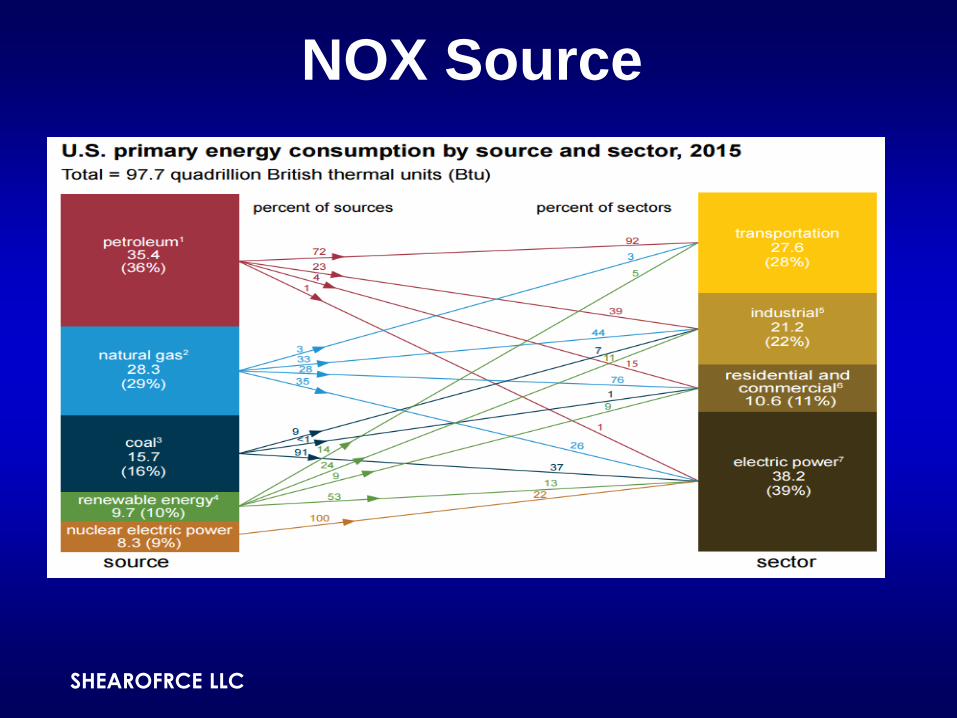
NOX Source
SHEAROFRCE LLC
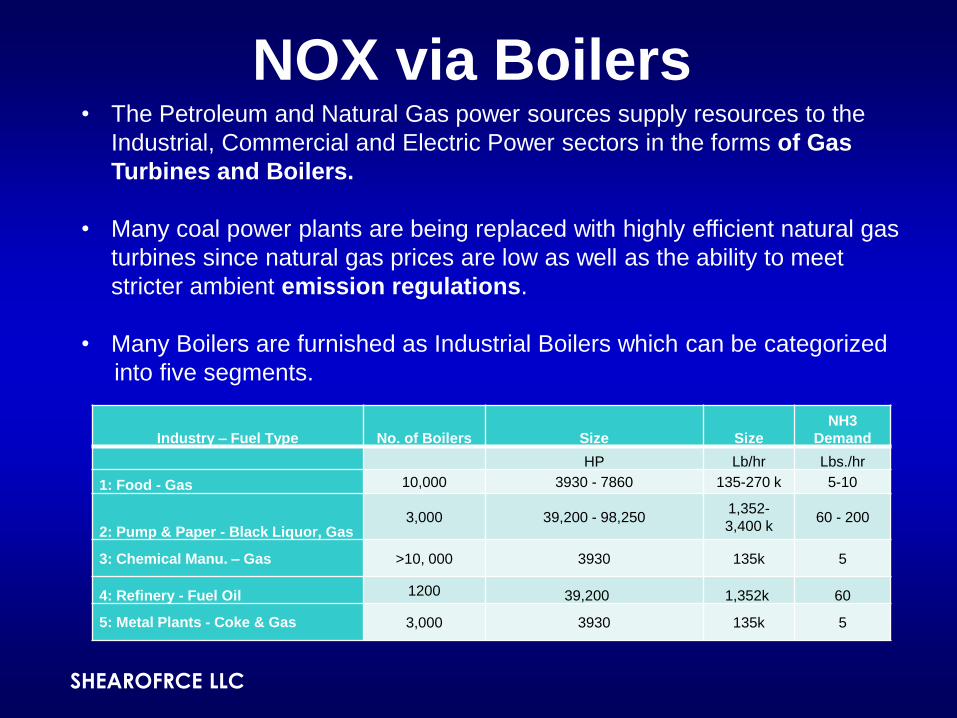
NOX via Boilers• The Petroleum and Natural Gas power sources supply resources to the
Industrial, Commercial and Electric Power sectors in the forms of Gas
Turbines and Boilers.
• Many coal power plants are being replaced with highly efficient natural gas
turbines since natural gas prices are low as well as the ability to meet
stricter ambient emission regulations.
• Many Boilers are furnished as Industrial Boilers which can be categorized
into five segments.
Industry – Fuel Type No. of Boilers Size Size
NH3
Demand
HP Lb/hr Lbs./hr
1: Food - Gas 10,000 3930 - 7860 135-270 k 5-10
2: Pump & Paper - Black Liquor, Gas3,000 39,200 - 98,250
1,352-
3,400 k60 - 200
3: Chemical Manu. – Gas >10, 000 3930 135k 5
4: Refinery - Fuel Oil 1200 39,200 1,352k 60
5: Metal Plants - Coke & Gas 3,000 3930 135k 5
SHEAROFRCE LLC
NOX via Turbines
The number of Coal and Petroleum plants is decreasing as the number of Natural
Gas Plants is increasing.
There are 1,749 Power Plants with 803 Natural Gas Turbines being used by
Electric Utilities. These turbines fall in the Heavy Duty Gas Turbine market with
NH3 rates greater than 100 lbs./hr. which are well suited for the U2A.
The balances of 946 Natural Gas Turbines are being used by Industrial Companies
and the Oil and Gas Industry. These turbines are all suited for the AOD market.
SHEAROFRCE LLC
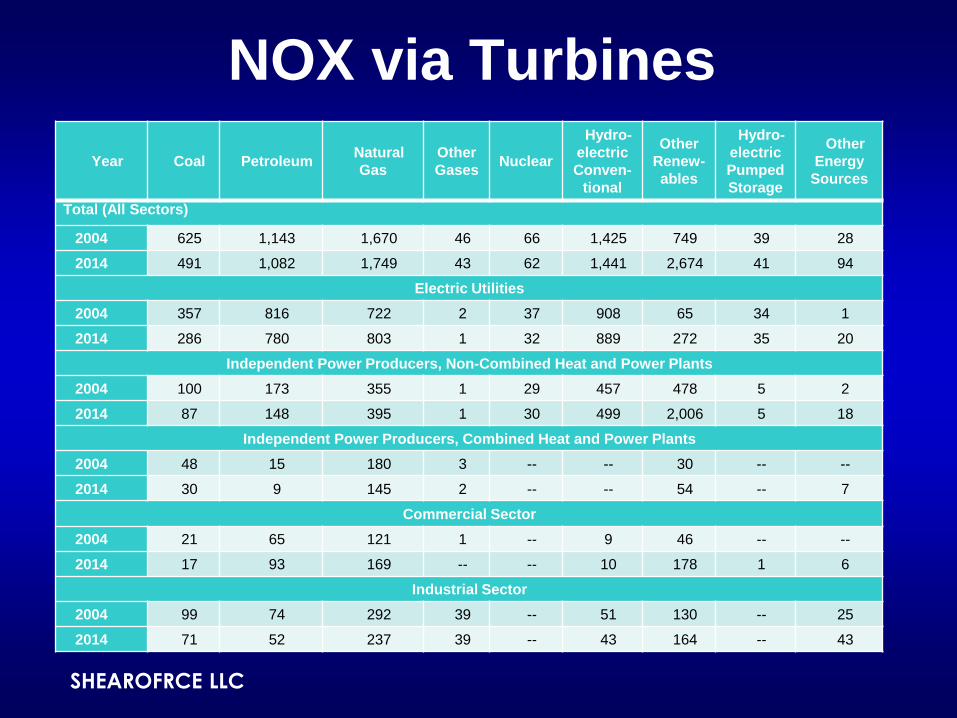
NOX via Turbines
Year Coal PetroleumNatural
Gas
Other
GasesNuclear
Hydro-
electric
Conven-
tional
Other
Renew-
ables
Hydro-
electric
Pumped
Storage
Other
Energy
Sources
Total (All Sectors)
2004 625 1,143 1,670 46 66 1,425 749 39 28
2014 491 1,082 1,749 43 62 1,441 2,674 41 94
Electric Utilities
2004 357 816 722 2 37 908 65 34 1
2014 286 780 803 1 32 889 272 35 20
Independent Power Producers, Non-Combined Heat and Power Plants
2004 100 173 355 1 29 457 478 5 2
2014 87 148 395 1 30 499 2,006 5 18
Independent Power Producers, Combined Heat and Power Plants
2004 48 15 180 3 -- -- 30 -- --
2014 30 9 145 2 -- -- 54 -- 7
Commercial Sector
2004 21 65 121 1 -- 9 46 -- --
2014 17 93 169 -- -- 10 178 1 6
Industrial Sector
2004 99 74 292 39 -- 51 130 -- 25
2014 71 52 237 39 -- 43 164 -- 43
SHEAROFRCE LLC
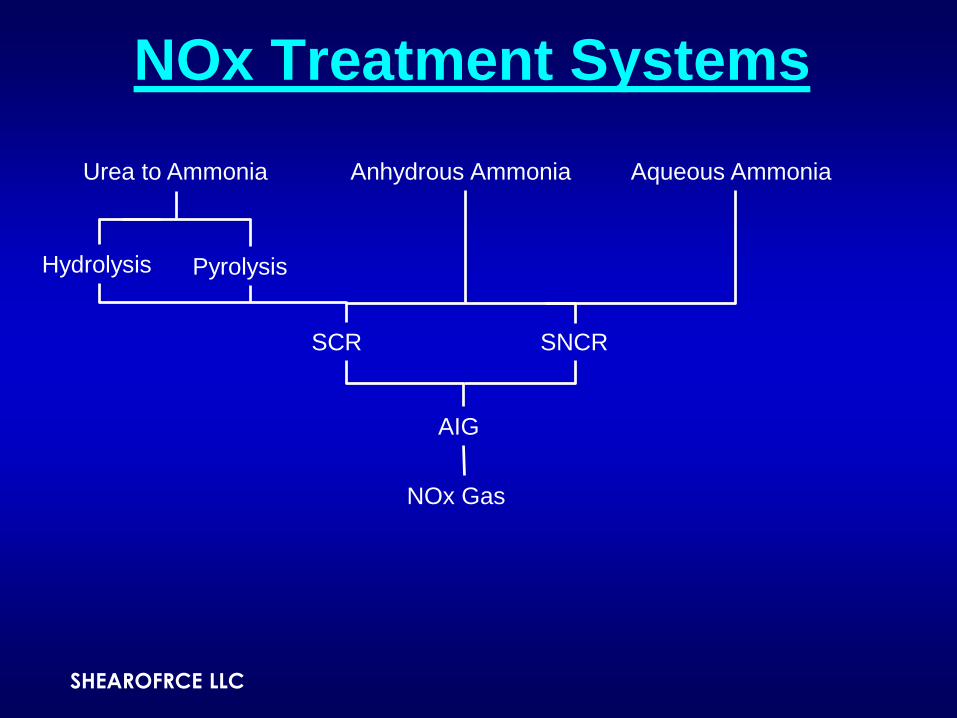
NOx Treatment Systems
Urea to Ammonia Aqueous AmmoniaAnhydrous Ammonia
Hydrolysis Pyrolysis
SCR SNCR
AIG
NOx Gas
SHEAROFRCE LLC
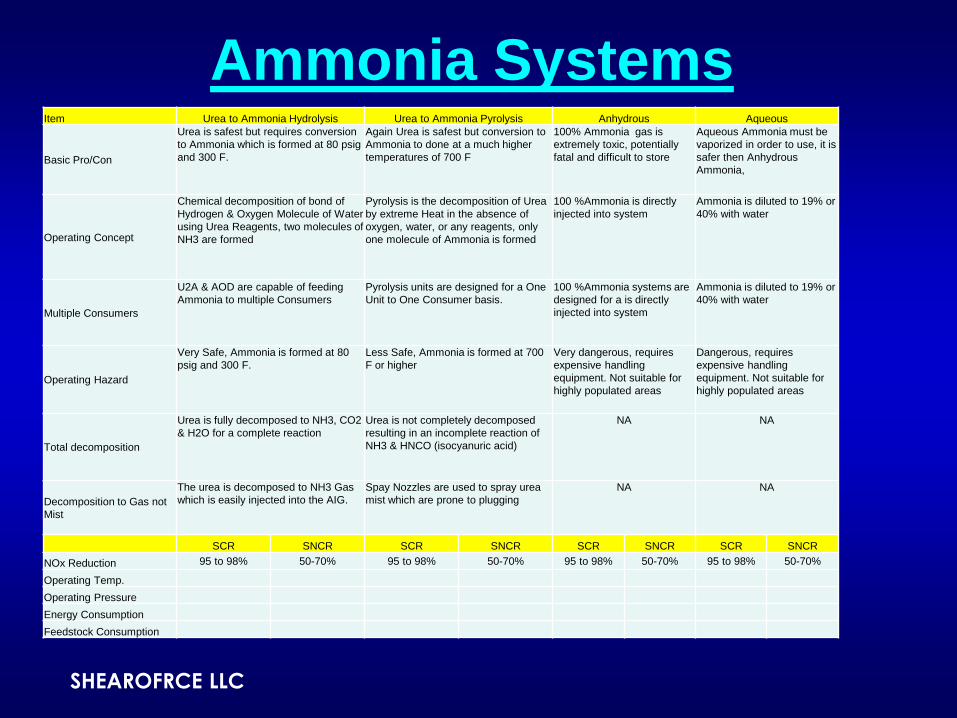
Ammonia SystemsItem Urea to Ammonia Hydrolysis Urea to Ammonia Pyrolysis Anhydrous Aqueous
Basic Pro/Con
Urea is safest but requires conversion
to Ammonia which is formed at 80 psig
and 300 F.
Again Urea is safest but conversion to
Ammonia to done at a much higher
temperatures of 700 F
100% Ammonia gas is
extremely toxic, potentially
fatal and difficult to store
Aqueous Ammonia must be
vaporized in order to use, it is
safer then Anhydrous
Ammonia,
Operating Concept
Chemical decomposition of bond of
Hydrogen & Oxygen Molecule of Water
using Urea Reagents, two molecules of
NH3 are formed
Pyrolysis is the decomposition of Urea
by extreme Heat in the absence of
oxygen, water, or any reagents, only
one molecule of Ammonia is formed
100 %Ammonia is directly
injected into system
Ammonia is diluted to 19% or
40% with water
Multiple Consumers
U2A & AOD are capable of feeding
Ammonia to multiple Consumers
Pyrolysis units are designed for a One
Unit to One Consumer basis.
100 %Ammonia systems are
designed for a is directly
injected into system
Ammonia is diluted to 19% or
40% with water
Operating Hazard
Very Safe, Ammonia is formed at 80
psig and 300 F.
Less Safe, Ammonia is formed at 700
F or higher
Very dangerous, requires
expensive handling
equipment. Not suitable for
highly populated areas
Dangerous, requires
expensive handling
equipment. Not suitable for
highly populated areas
Total decomposition
Urea is fully decomposed to NH3, CO2
& H2O for a complete reaction
Urea is not completely decomposed
resulting in an incomplete reaction of
NH3 & HNCO (isocyanuric acid)
NA NA
Decomposition to Gas not
Mist
The urea is decomposed to NH3 Gas
which is easily injected into the AIG.
Spay Nozzles are used to spray urea
mist which are prone to plugging
NA NA
SCR SNCR SCR SNCR SCR SNCR SCR SNCR
NOx Reduction 95 to 98% 50-70% 95 to 98% 50-70% 95 to 98% 50-70% 95 to 98% 50-70%
Operating Temp.
Operating Pressure
Energy Consumption
Feedstock Consumption
SHEAROFRCE LLC
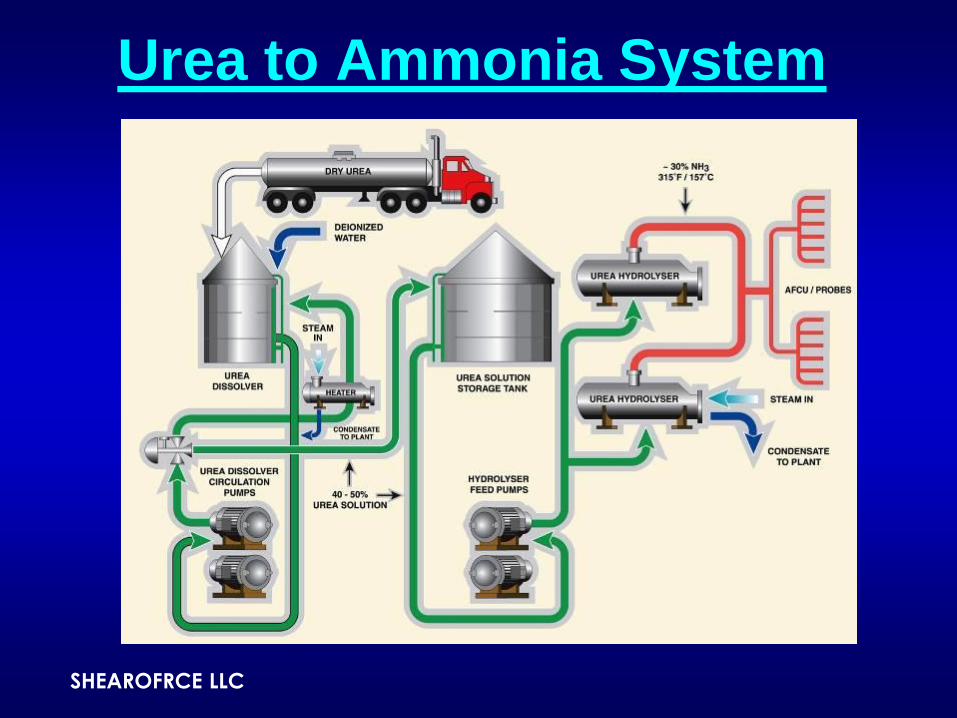
Urea to Ammonia System
SHEAROFRCE LLC
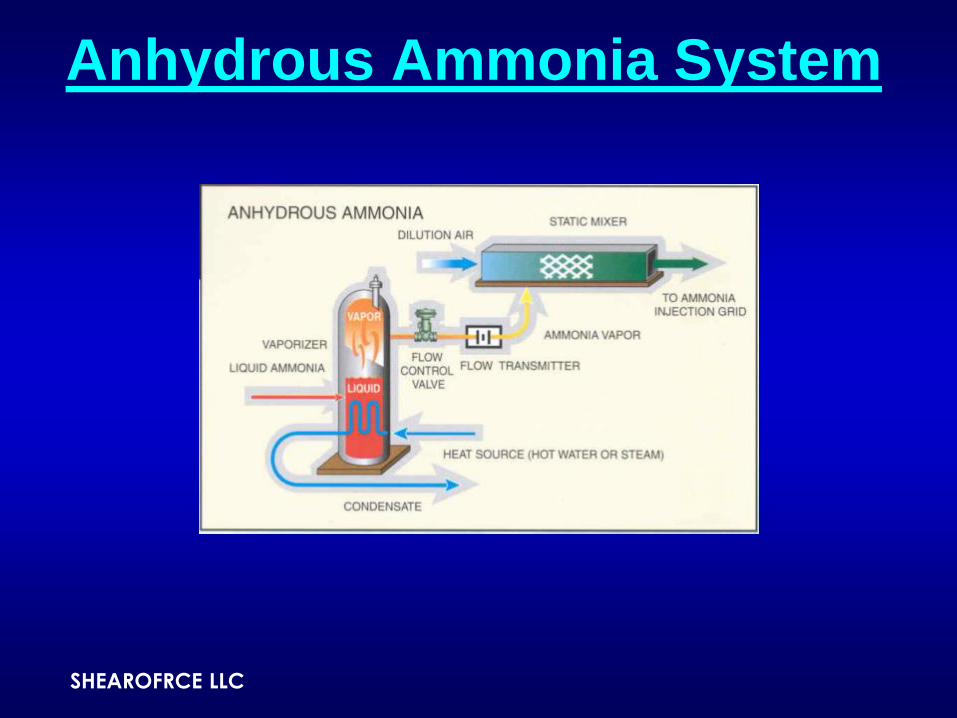
Anhydrous Ammonia System
SHEAROFRCE LLC
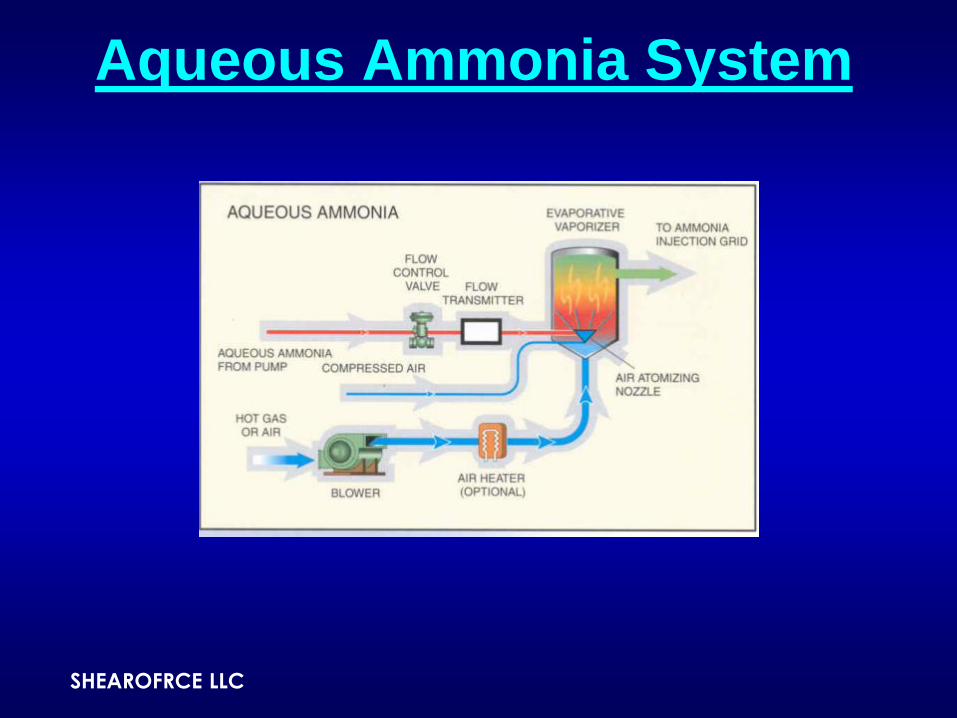
Aqueous Ammonia System
SHEAROFRCE LLC
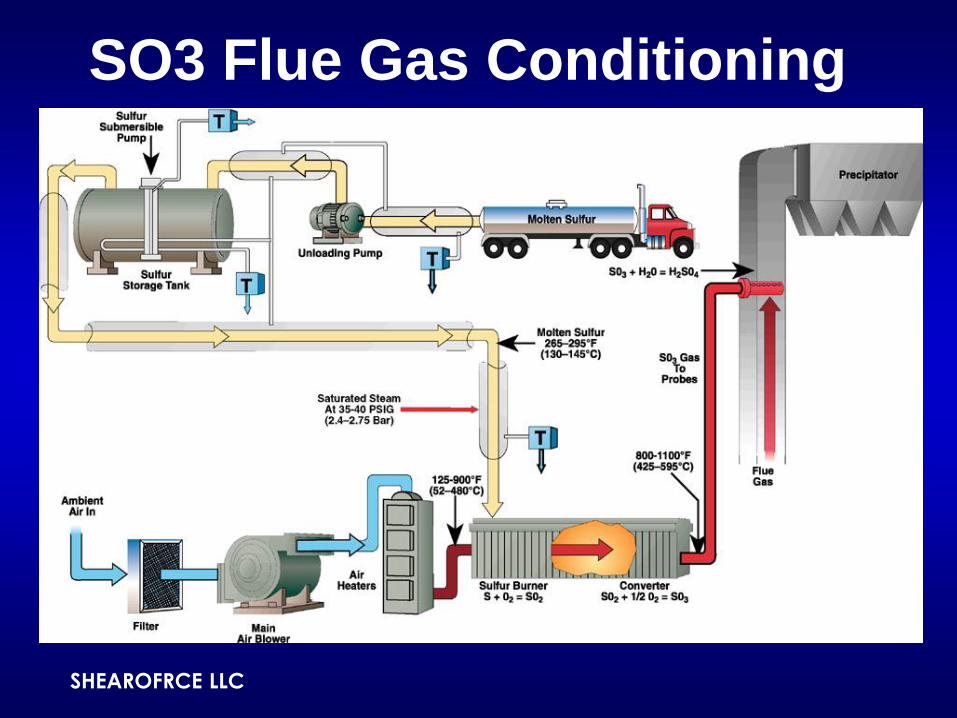
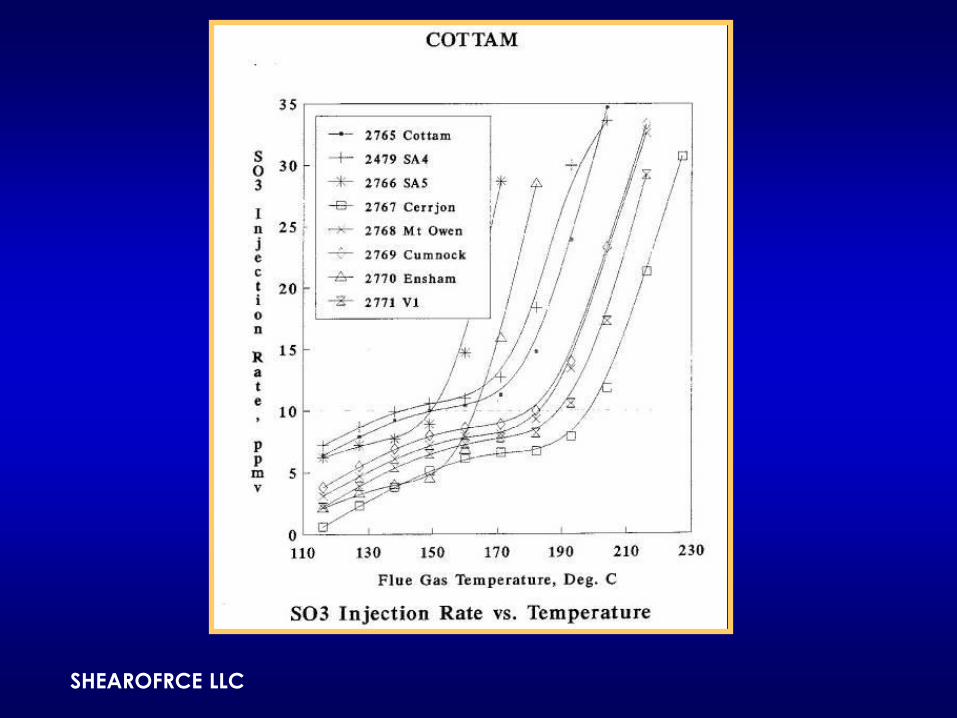
SO3 Flue Gas Conditioning
SHEAROFRCE LLC
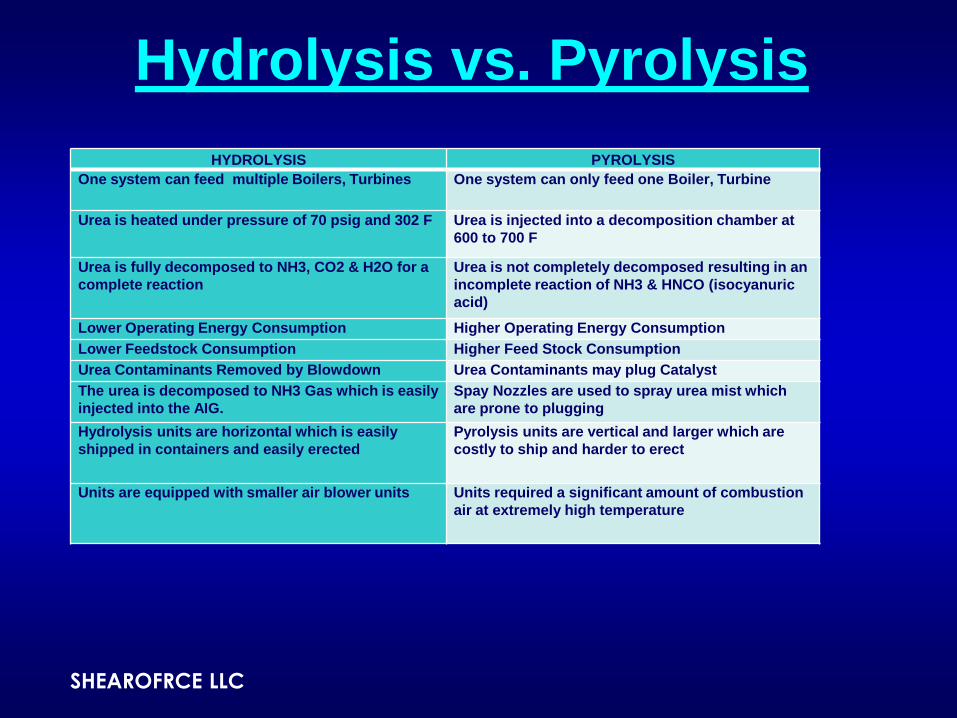
Hydrolysis vs. Pyrolysis
HYDROLYSIS PYROLYSIS
One system can feed multiple Boilers, Turbines One system can only feed one Boiler, Turbine
Urea is heated under pressure of 70 psig and 302 F Urea is injected into a decomposition chamber at
600 to 700 F
Urea is fully decomposed to NH3, CO2 & H2O for a
complete reaction
Urea is not completely decomposed resulting in an
incomplete reaction of NH3 & HNCO (isocyanuric
acid)
Lower Operating Energy Consumption Higher Operating Energy Consumption
Lower Feedstock Consumption Higher Feed Stock Consumption
Urea Contaminants Removed by Blowdown Urea Contaminants may plug Catalyst
The urea is decomposed to NH3 Gas which is easily
injected into the AIG.
Spay Nozzles are used to spray urea mist which
are prone to plugging
Hydrolysis units are horizontal which is easily
shipped in containers and easily erected
Pyrolysis units are vertical and larger which are
costly to ship and harder to erect
Units are equipped with smaller air blower units Units required a significant amount of combustion
air at extremely high temperature
SHEAROFRCE LLC
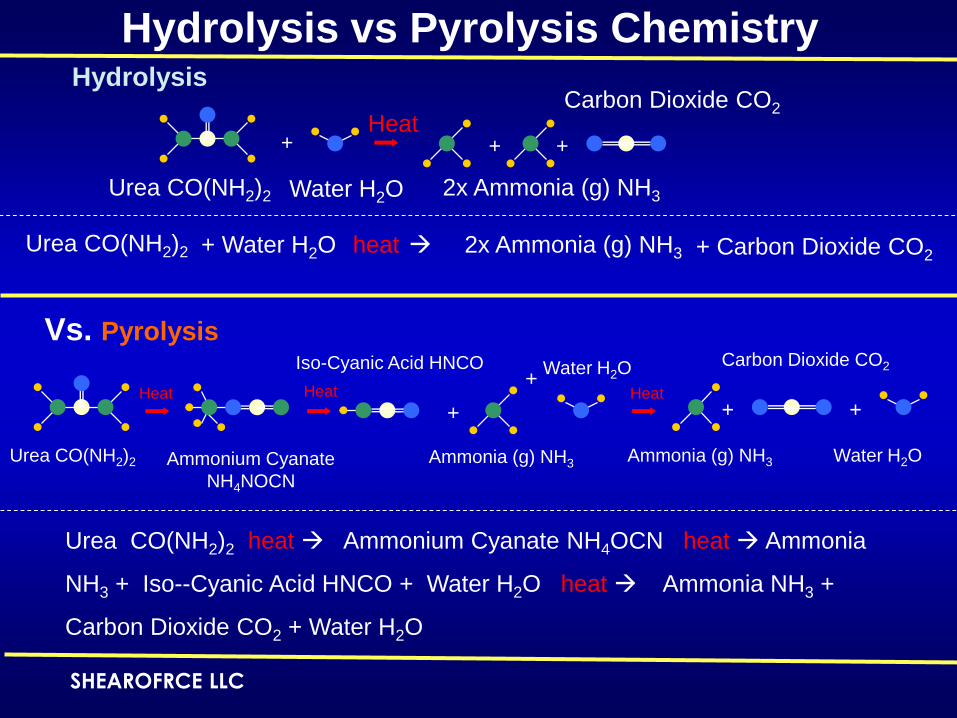
Hydrolysis vs Pyrolysis Chemistry
Urea CO(NH2)2 heat Ammonium Cyanate NH4OCN heat Ammonia
NH3 + Iso--Cyanic Acid HNCO + Water H2O heat Ammonia NH3 +
Carbon Dioxide CO2 + Water H2O
+
Urea CO(NH2)2 Ammonia (g) NH3
Iso-Cyanic Acid HNCO
Water H2O
+Heat
Water H2O
Ammonium Cyanate
NH4NOCN
Heat Heat+ +
Ammonia (g) NH3
Carbon Dioxide CO2
Hydrolysis
Vs. Pyrolysis
+
Carbon Dioxide CO2Heat
+ +
2x Ammonia (g) NH3Water H2OUrea CO(NH2)2
2x Ammonia (g) NH3+ Water H2OUrea CO(NH2)2 heat + Carbon Dioxide CO2
SHEAROFRCE LLC
SCR vs. SNCR
Selective catalytic reduction (SCR) is a means of converting Nitrogen
Oxides (NOx) with the aid of a Catalyst into Diatomic Nitrogen (N2)
and Water (H2O) and Carbon Dioxide (CO2).
A gaseous reductant, typically Anhydrous Ammonia, Aqueous Ammonia,
or Urea, is added to a stream of Flue or Exhaust Gas and is
adsorbed onto a Catalyst.
Selective non-catalytic reduction (SNCR) is a method to LESSON
Nitrogen Oxides without a Catalyst into Diatomic Nitrogen (N2) and Water
(H2O) and Carbon Dioxide (CO2).
The process involves injecting either Ammonia or Urea into the into the
firebox of the boiler at a location where the flue gas is between 1,400 and
2,000 °F (760 and 1,090 °C) to react with the nitrogen oxides formed in
the combustion process.
The resulting product of the chemical redox reaction is molecular Diatomic
Nitrogen (N2), Carbon Dioxide (CO2), and water (H2O).
SHEAROFRCE LLC
• Ammonia Supply Systems – including patented
Urea to Ammonia (U2A®) Conversion systems
• AOD® – Urea Hydrolysis System
• Flue Gas Conditioning (FGC) Technologies- SO3 Systems for Fly Ash Resistivity
- NH3 Systems to Improve ESP Performance
• Fuel Control Valve Trains
• Custom Process Equipment
• Heaters and Thermocouples
• Aftermarket Service & Rentals
Systems
SHEAROFRCE LLC
U2A vs
AOD Key Operating Differences
Heat In
PCLC
NH3 Demand
Signal
Urea Supply
T
Variable Control Demand Increases
Pressure Fixed by PC Pressure Fixed
Temperature Floats with heat
input
Temp Rises with
reaction rate
Level Fixed by LC Level Fixed
Heat Input Based on Demand
Signal
Heat Increased
Variable Control Demand Increases
Pressure Fixed by PC Pressure Fixed
Temperature Fixed by bulk Temp Fixed
Level Variable by NH3
demand
Level Varies urea in
tubes and exposed
surface area
Heat Input Fixed bulk
temperature
Heat maintained
fixed
Steam In
Condensate
Out
PC
NH3 Product
GasLC
NH3 Demand
Signal
T
Urea Supply
SHEAROFRCE LLC
AOD® Process
SHEAROFRCE LLC
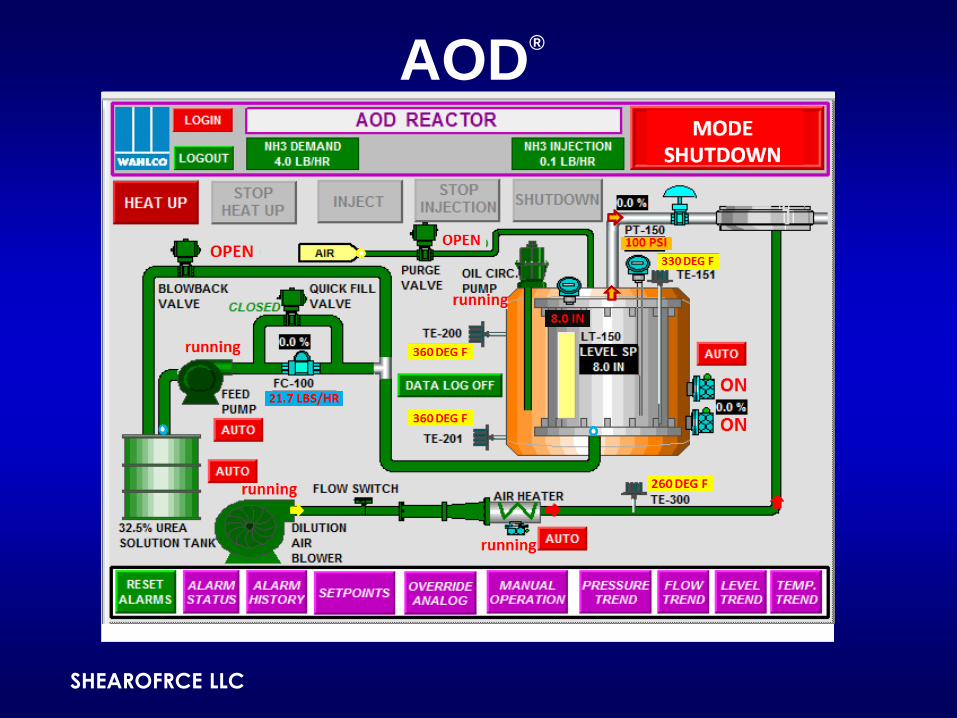
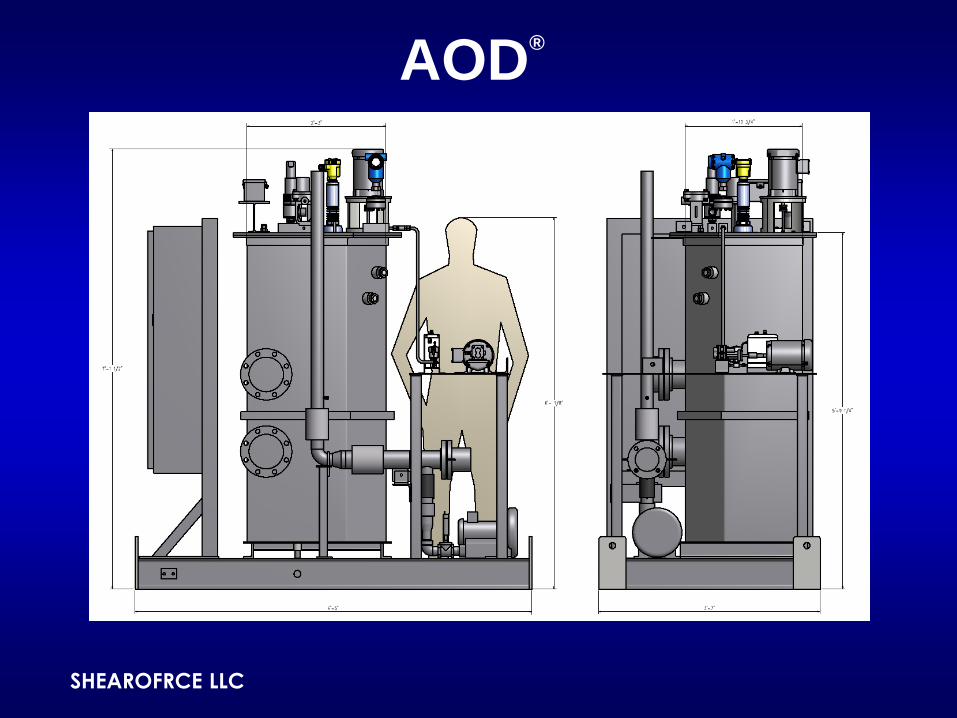
AOD®
SHEAROFRCE LLC
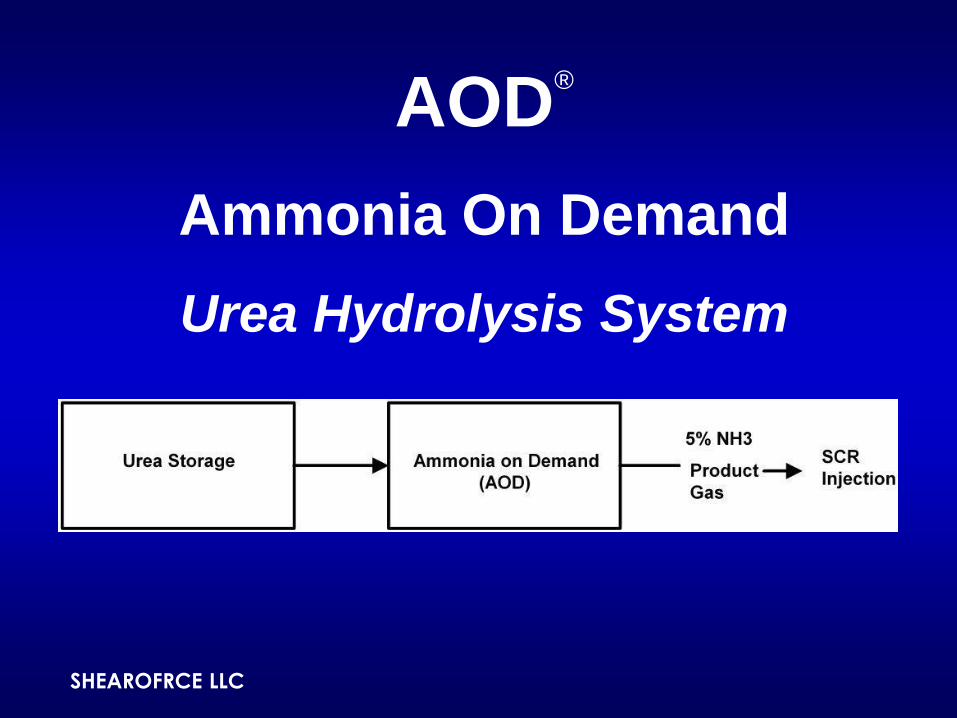
AOD®
Ammonia On Demand
Urea Hydrolysis System
SHEAROFRCE LLC
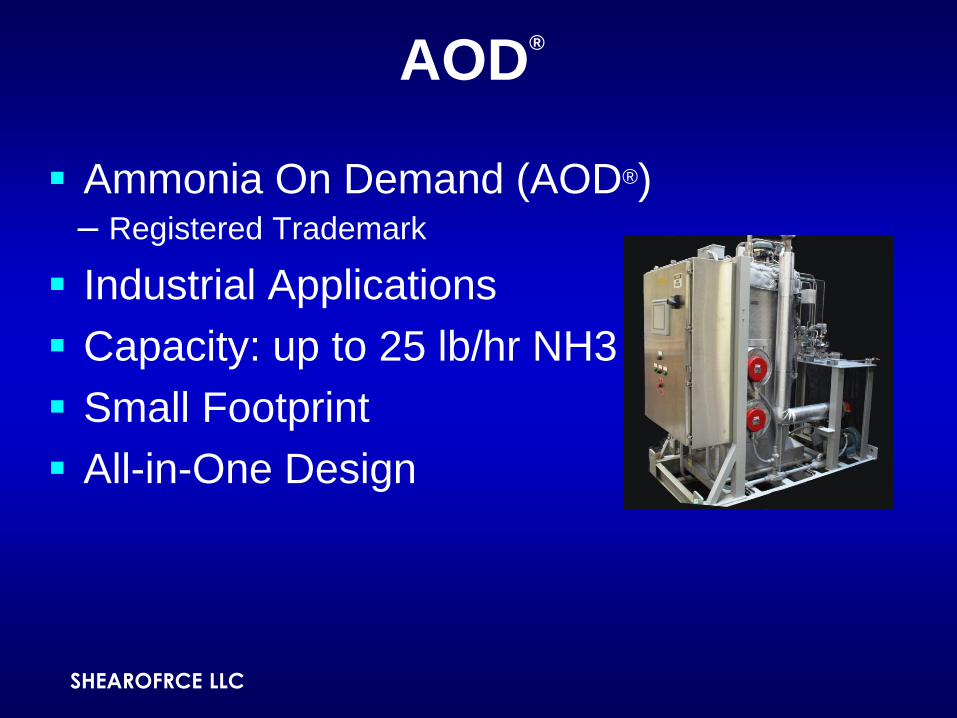
AOD®
Ammonia On Demand (AOD®)– Registered Trademark
Industrial Applications
Capacity: up to 25 lb/hr NH3
Small Footprint
All-in-One Design
SHEAROFRCE LLC
AOD®
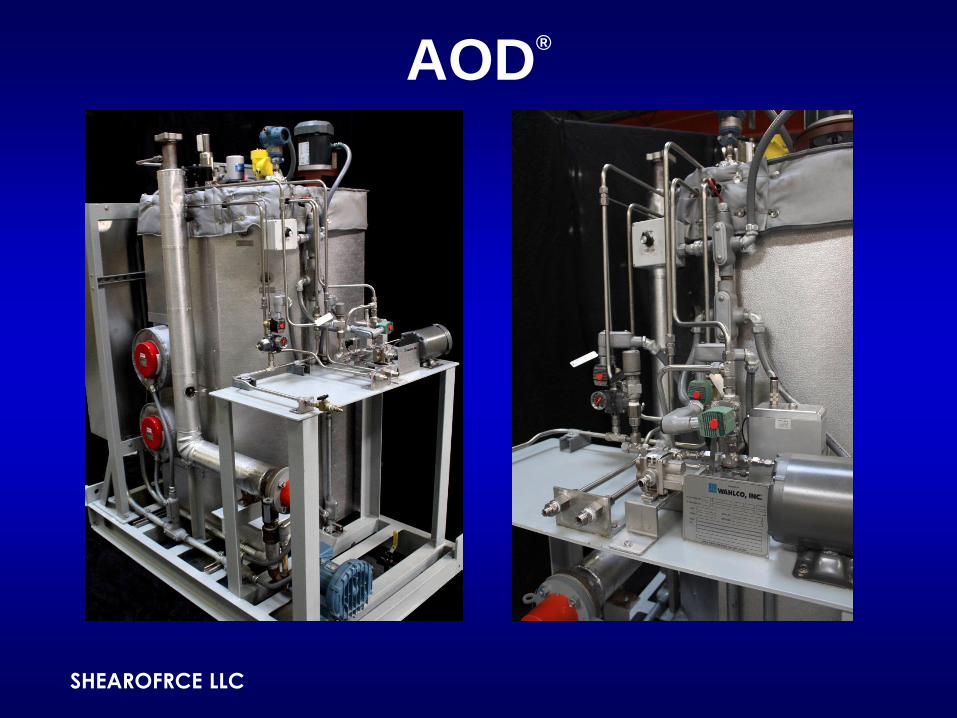
SHEAROFRCE LLC
AOD®
SHEAROFRCE LLC
Product Overview:
Urea to Ammonia System
U2A® Process
SHEAROFRCE LLC
Process Description
Urea Hydrolysis
– 50% Urea Pumped to Reactor
– Heated to About 310°F (154°C)
– Pressure of 40 to 120 psig (2.76/8.3 barg)
– 50% Urea Solution Converts to:
37.5%Vol. Ammonia Gas
18.7%Vol. Carbon Dioxide
43.8%Vol. Water Vapor
SHEAROFRCE LLC
Operating Principles
Steam Modulated to Achieve Set Pressure
Urea Level in Hydrolyzer controlled to constant level
Ammonia Gas Mixture Controlled by Flow Control Valves at Each Metering Unit
Covered by (U.S. patents 6,077,491; 6,322,762; 6,436,359 and 6,506,350; European and Asian Patents Issued or Pending)
SHEAROFRCE LLC
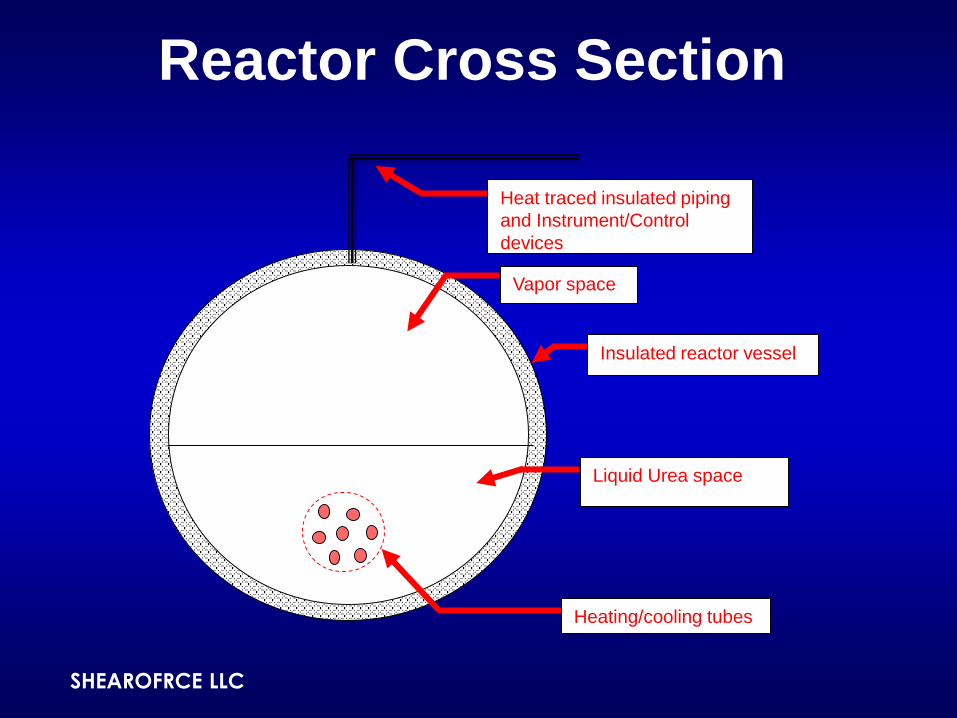
Reactor Cross Section
Vapor space
Liquid Urea space
Heating/cooling tubes
Heat traced insulated piping
and Instrument/Control
devices
Insulated reactor vessel

SHEAROFRCE LLC
Hydrolyzer Skid
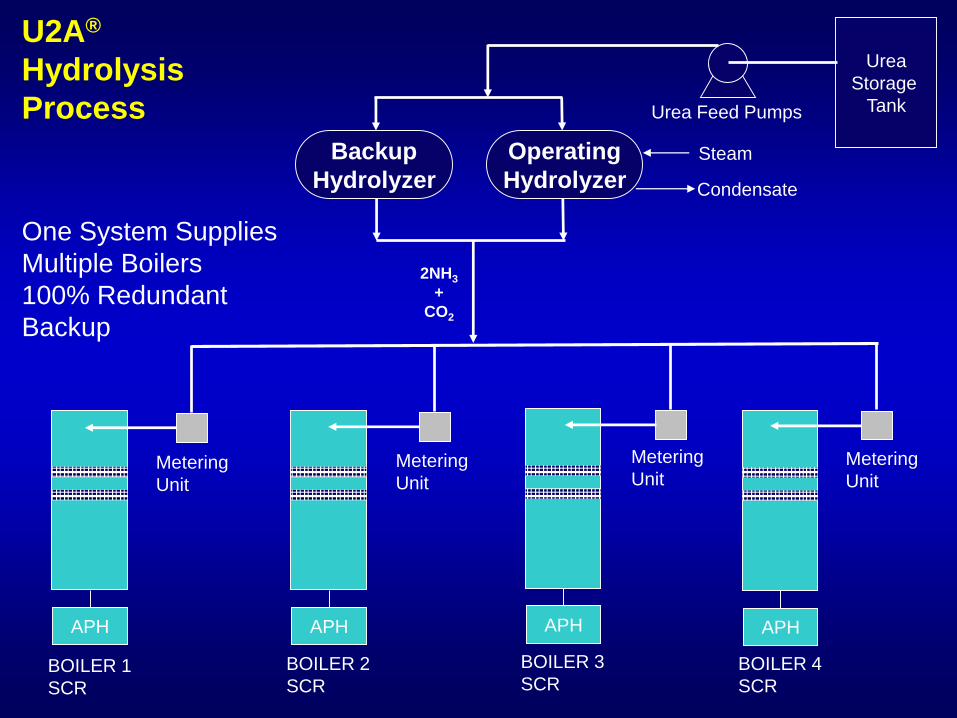
Steam
BOILER 1
SCR
Urea
Storage
TankUrea Feed Pumps
Backup
Hydrolyzer Condensate
U2A®
Hydrolysis
Process
2NH3
+
CO2
APH APHAPH APH
Metering
Unit
Metering
Unit
Metering
UnitMetering
Unit
BOILER 4
SCR
BOILER 2
SCR
BOILER 3
SCR
One System Supplies
Multiple Boilers
100% Redundant
Backup
Operating
Hydrolyzer
SHEAROFRCE LLC
U2A® Advantages
Low Energy Consumption and Cost – Uses
Low Energy Steam
Complete Conversion of Urea to Ammonia
Rapid Load Following
One Unit Can Supply Multiple Boilers
Equipment Redundancy
Urea Contaminants Removed by Blowdown
SHEAROFRCE LLC
Examples of U2A®
Equipment

SHEAROFRCE LLC
2 x 400 lb/hr Hydrolyzer Skids

SHEAROFRCE LLC
2,176 lb/hr Hydrolyzer Skid

SHEAROFRCE LLC
Level Sensors - Radar
SHEAROFRCE LLC
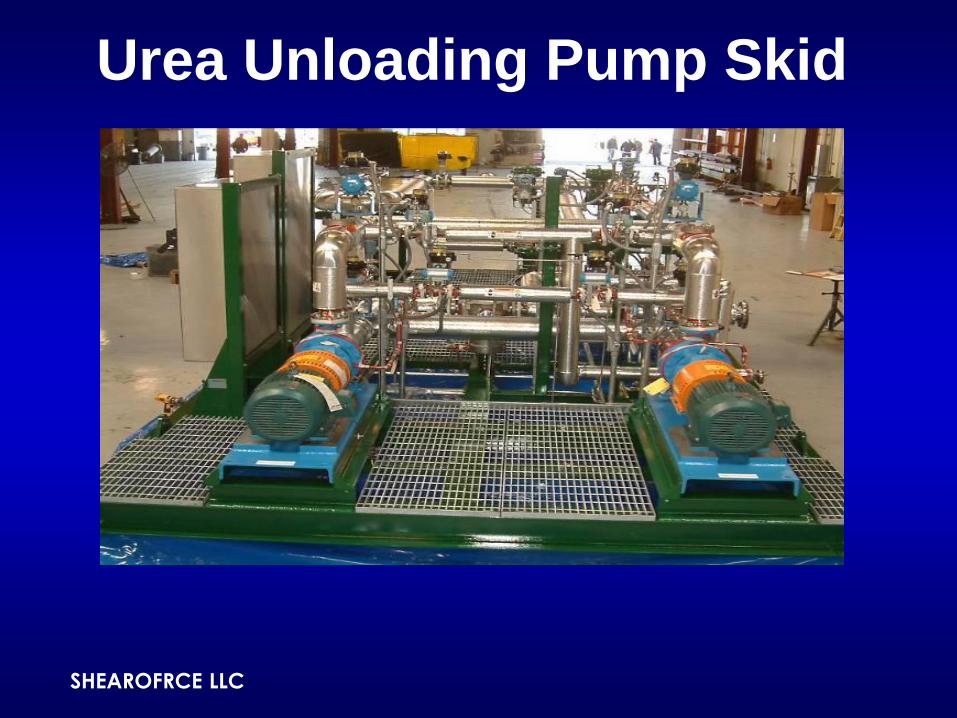
Urea Unloading Pump Skid

SHEAROFRCE LLC
Steam Saturator Skid
SHEAROFRCE LLC
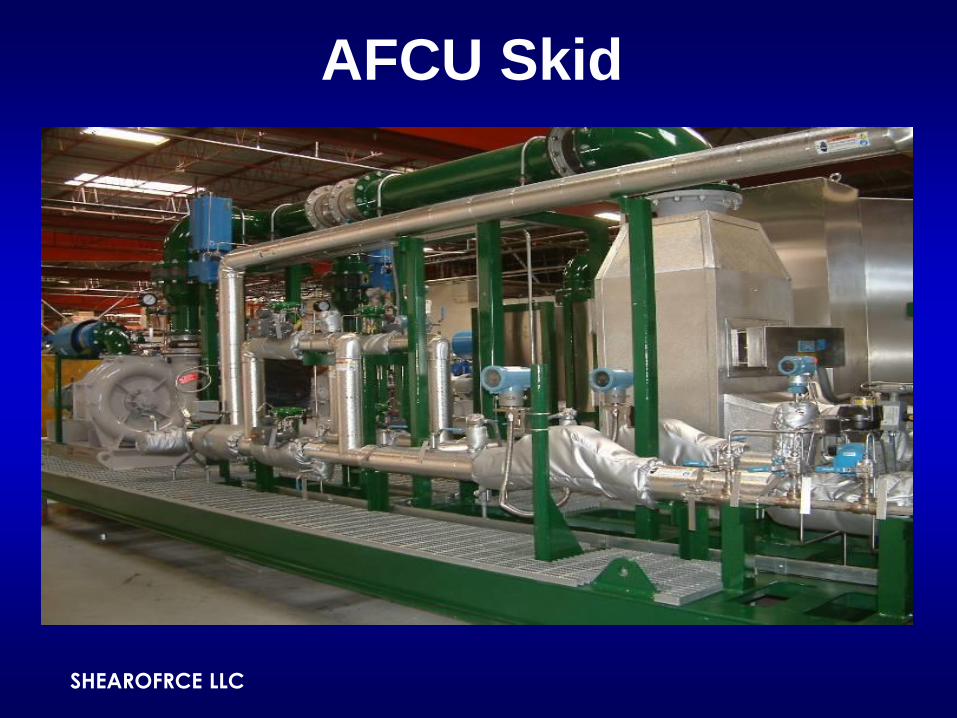
AFCU Skid

SHEAROFRCE LLC
Formaldehyde-Free Urea
Fixed Price Supply Contracts
SHEAROFRCE LLC
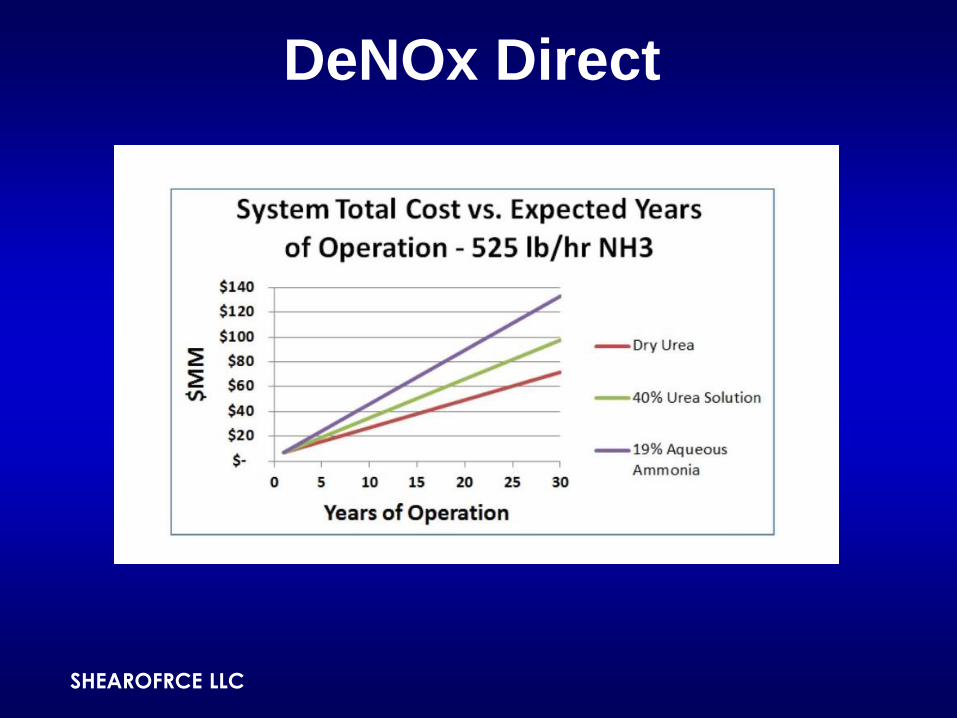
DeNOx Direct
SHEAROFRCE LLC
DeNOx Direct
SHEAROFRCE LLC
Anhydrous Ammonia
SHEAROFRCE LLC
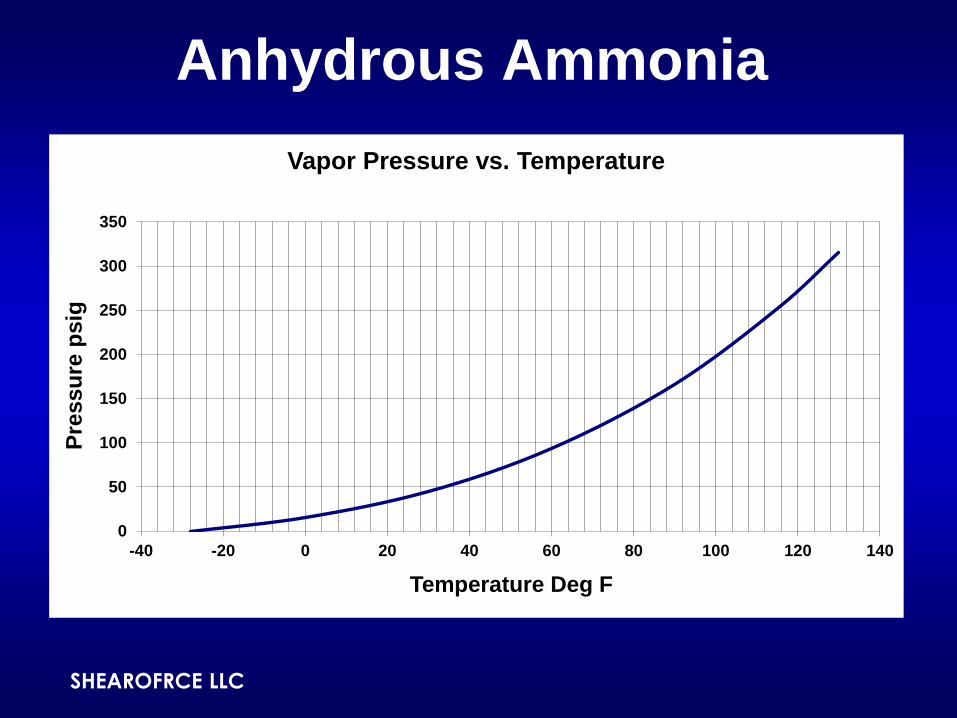
Anhydrous Ammonia
Anhydrous = Without Water (0.2-0.5%)
Pungent, Colorless Gas
Stored as Liquid Under Pressure
Explosive Limits 16 to 25% in Air
Energy to Vaporize ~ 540 btu / lb
Pressure Varies Greatly with Temperature
– e.g. 50º F ≈ 72 psig ; 90º F ≈ 160 psig
SHEAROFRCE LLC
Anhydrous Ammonia
0
50
100
150
200
250
300
350
-40 -20 0 20 40 60 80 100 120 140
Pre
ssu
re p
sig
Temperature Deg F
Vapor Pressure vs. Temperature
SHEAROFRCE LLC
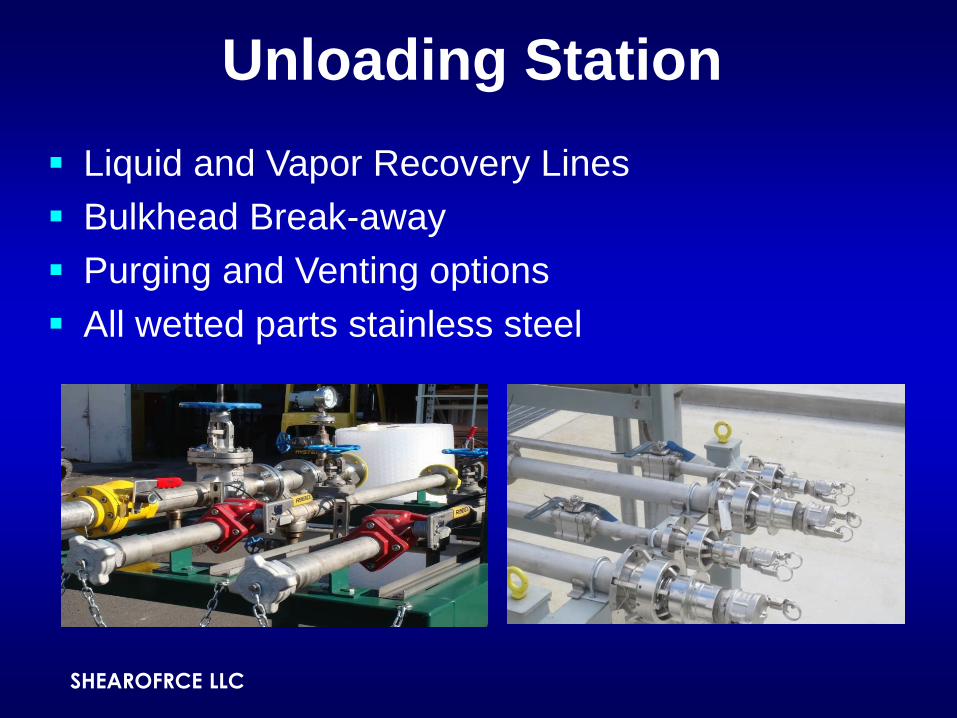
Unloading Station
Liquid and Vapor Recovery Lines
Bulkhead Break-away
Purging and Venting options
All wetted parts stainless steel
SHEAROFRCE LLC
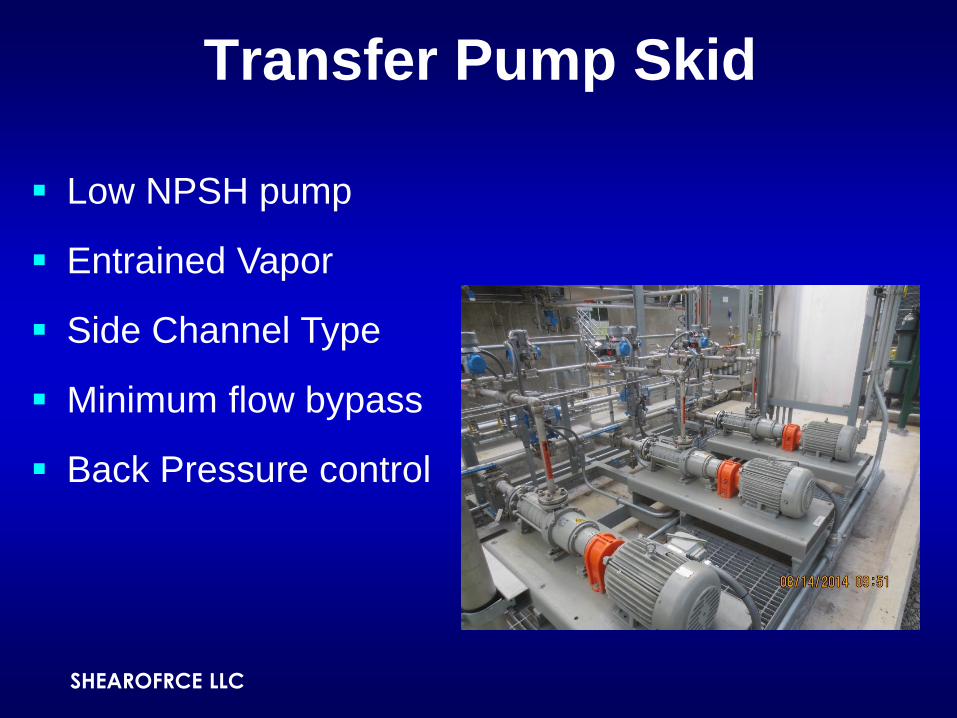
Transfer Pump Skid
Low NPSH pump
Entrained Vapor
Side Channel Type
Minimum flow bypass
Back Pressure control
SHEAROFRCE LLC
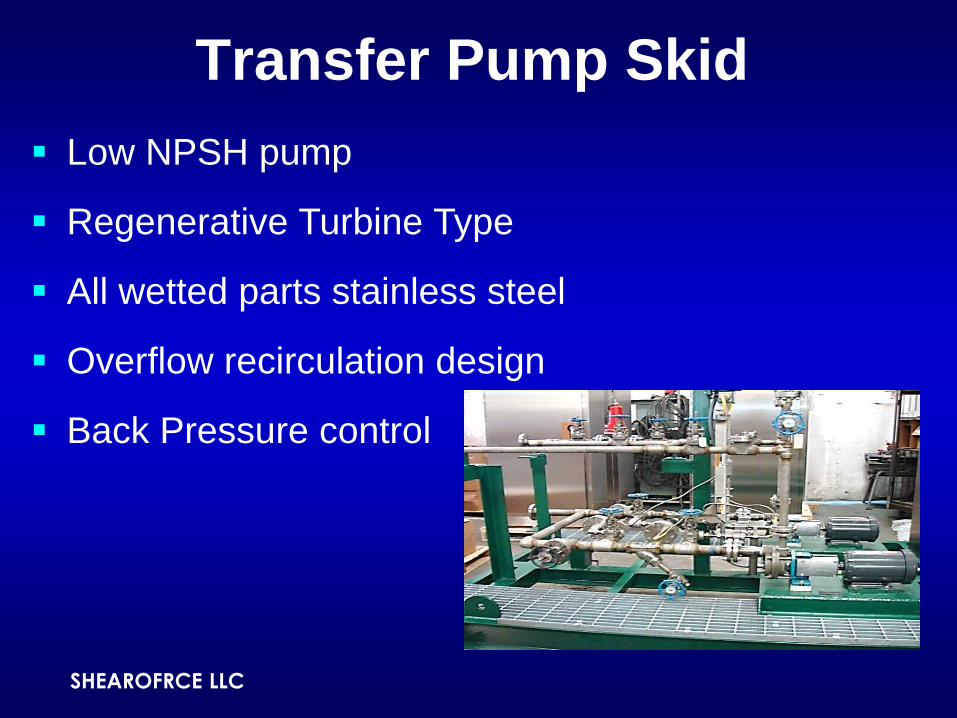
Transfer Pump Skid
Low NPSH pump
Regenerative Turbine Type
All wetted parts stainless steel
Overflow recirculation design
Back Pressure control

SHEAROFRCE LLC
Anhydrous NH3 Vaporizers

SHEAROFRCE LLC
Dilution Air Skid

SHEAROFRCE LLC
AFCU Skid
SHEAROFRCE LLC
Aqueous Ammonia
SHEAROFRCE LLC
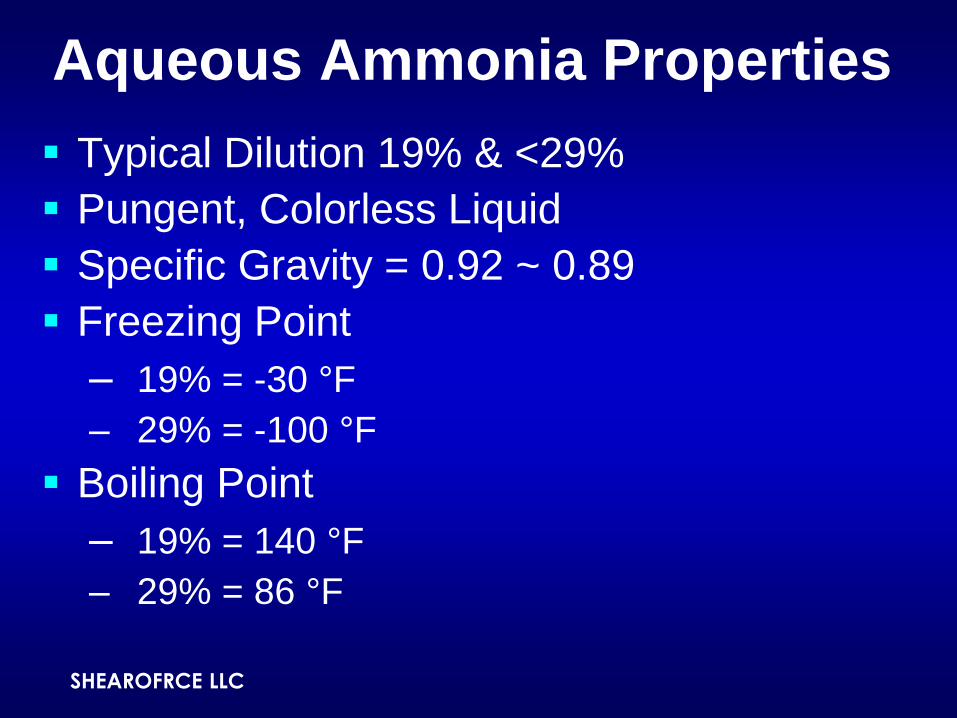
Aqueous Ammonia Properties
Typical Dilution 19% & <29%
Pungent, Colorless Liquid
Specific Gravity = 0.92 ~ 0.89
Freezing Point
– 19% = -30 °F
– 29% = -100 °F
Boiling Point
– 19% = 140 °F
– 29% = 86 °F
SHEAROFRCE LLC
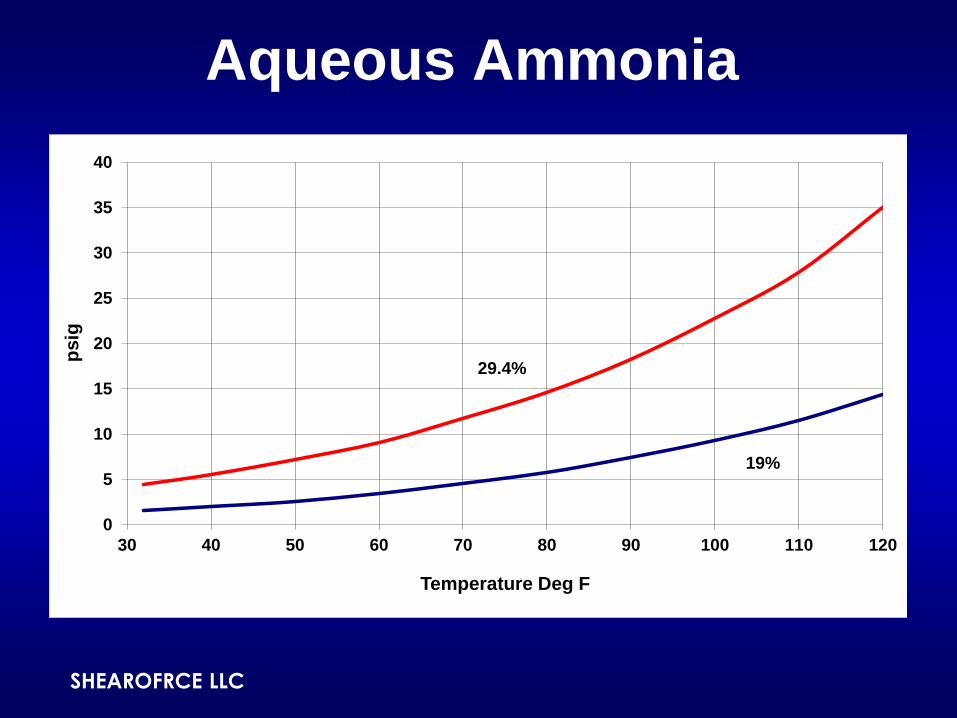
Aqueous Ammonia
0
5
10
15
20
25
30
35
40
30 40 50 60 70 80 90 100 110 120
psig
Temperature Deg F
29.4%
19%

SHEAROFRCE LLC
Unloading Station Aqua NH3
SHEAROFRCE LLC
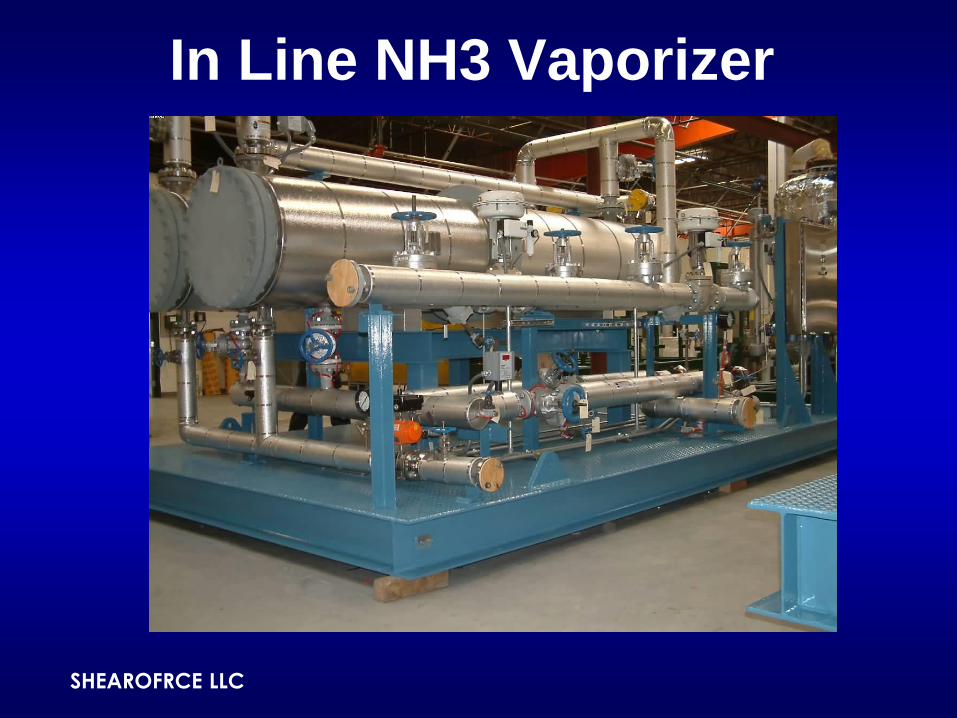
In Line NH3 Vaporizer
SHEAROFRCE LLC
Flue Gas Conditioning
(FGC) Equipment
SHEAROFRCE LLC
SO3 FGC Background
Burning Low Sulfur Coal results in low levels
of Sulfur Trioxide (SO3) which prohibits the
formation of Sulfuric Acid (H2SO4)
FGC injects controlled quantities of Sulfur
Trioxide in the Flue Gas Stream to form the
Sulfuric Acid
Sulfuric Acid lowers the electrical resistance
of the Fly Ash which allows collection by
Electrostatic Precipitation
SHEAROFRCE LLC
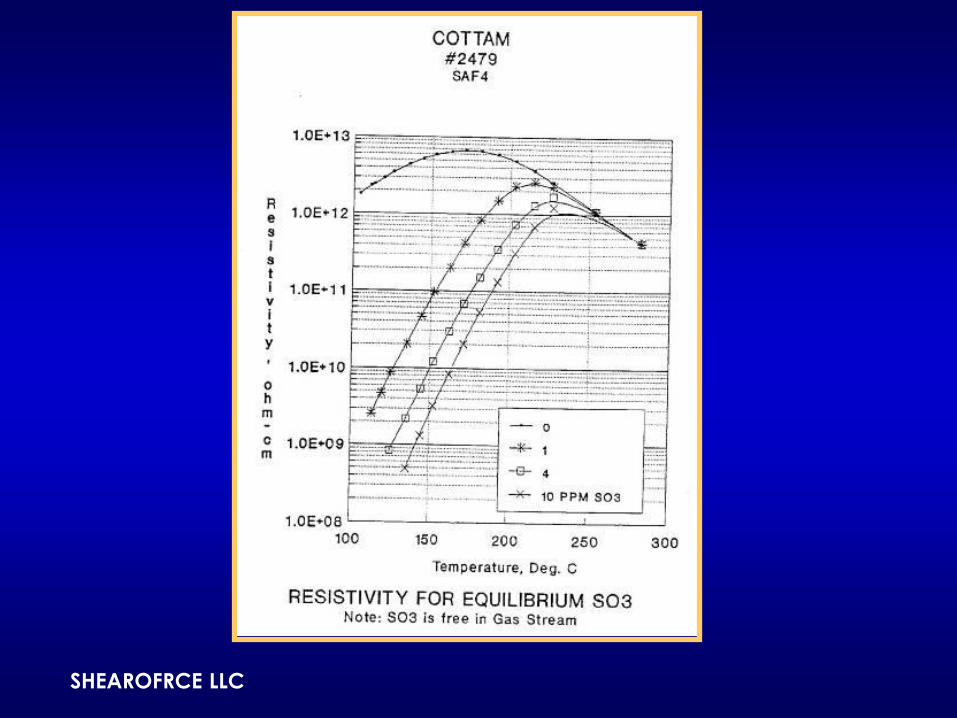
SO3 FGC Theory
Controlled Injection of small quantities Sulfur
Trioxide into Flue Gas Stream
Reduces Resistivity of Fly Ash to permit
collection by Electrostatic Precipitators
(ESPs)
Small amount injected upstream of ESP
Commercialized by Wahlco in early 1970’s
Over 1,500 FGC Units Installed Worldwide
SHEAROFRCE LLC
SHEAROFRCE LLC

SHEAROFRCE LLC
SO3 Generator Skid

SHEAROFRCE LLC
Heaters and
Thermocouples
SHEAROFRCE LLC
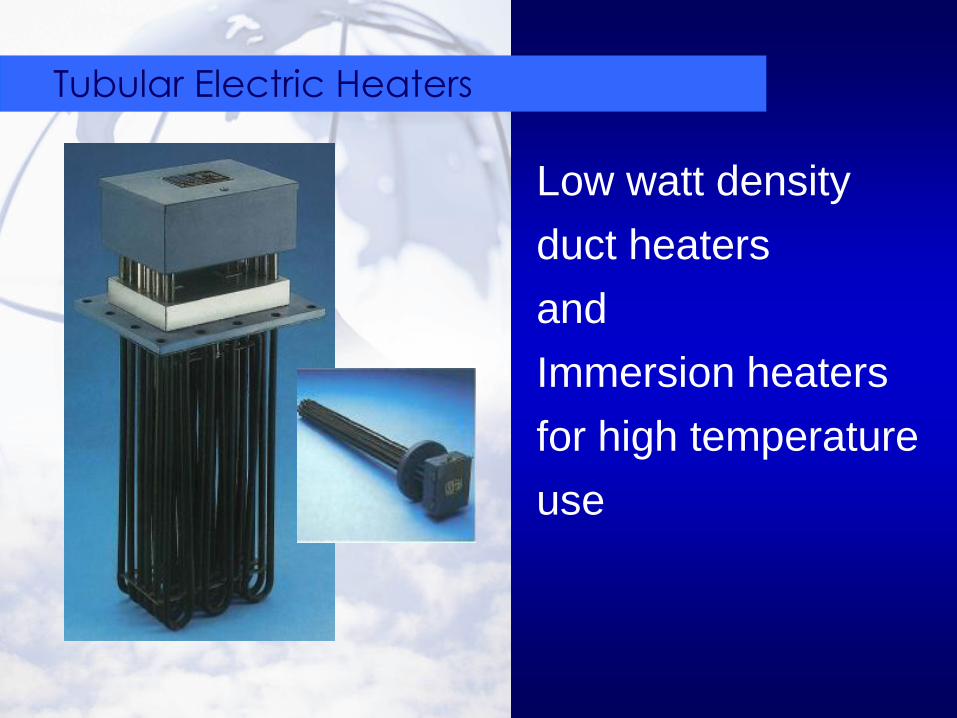
Tubular Electric Heaters
Low watt density
duct heaters
and
Immersion heaters
for high temperature
use
SHEAROFRCE LLC
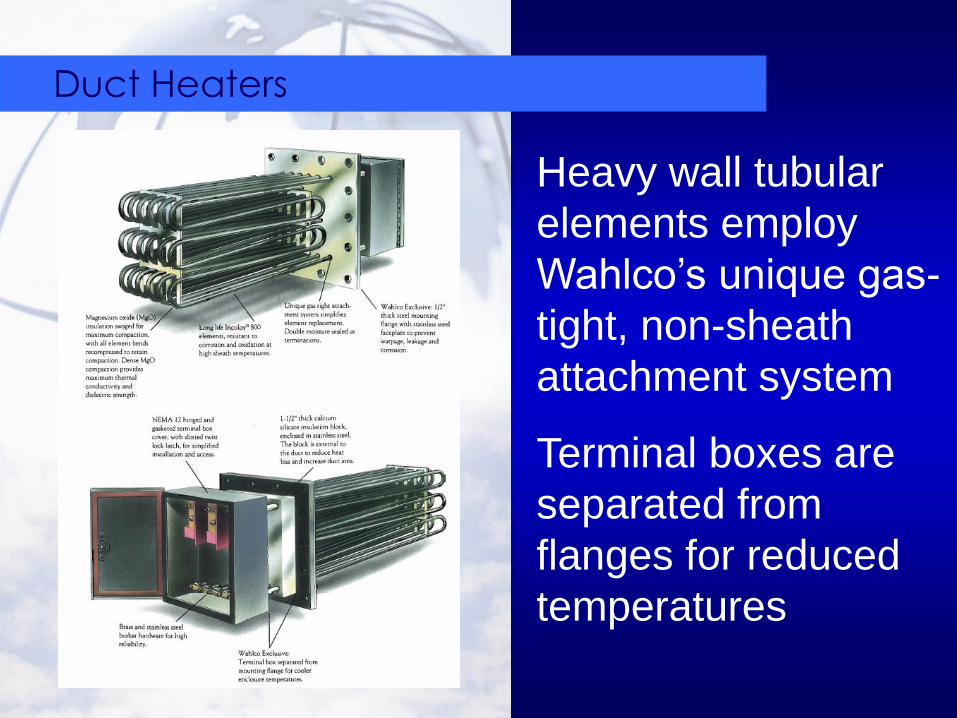
Duct Heaters
Heavy wall tubular
elements employ
Wahlco’s unique gas-
tight, non-sheath
attachment system
Terminal boxes are
separated from
flanges for reduced
temperatures
SHEAROFRCE LLC
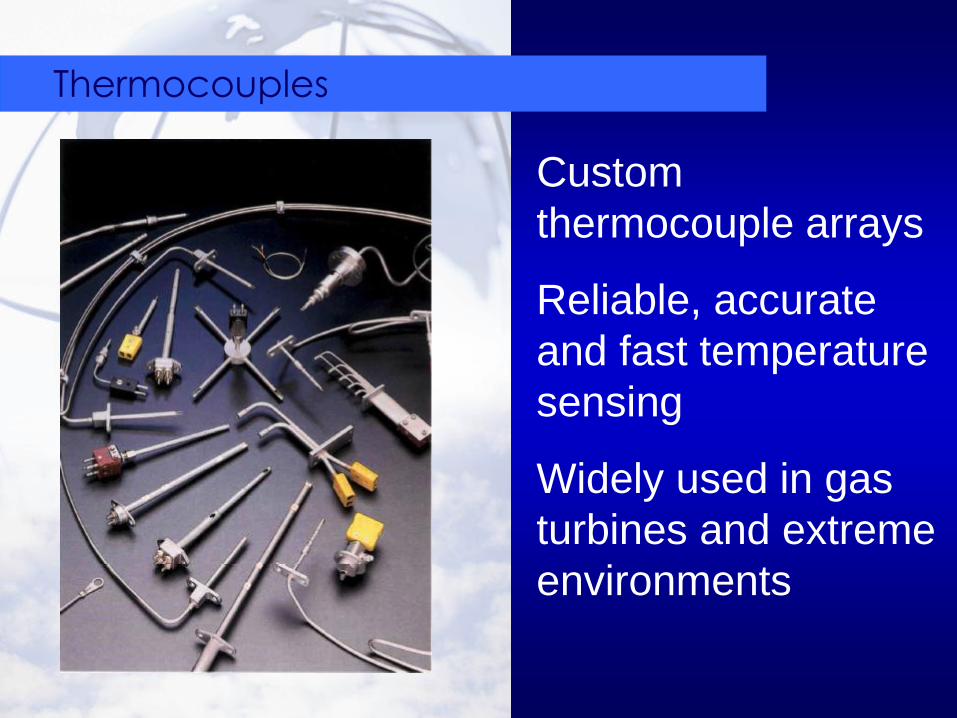
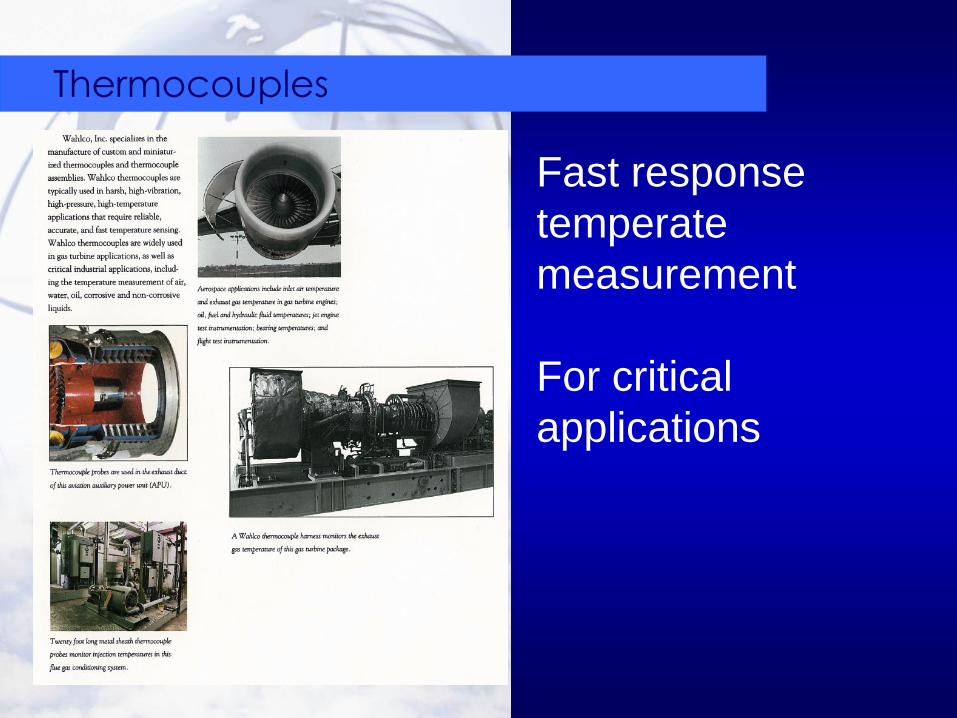
Thermocouples
Custom
thermocouple arrays
Reliable, accurate
and fast temperature
sensing
Widely used in gas
turbines and extreme
environments
SHEAROFRCE LLC
Thermocouples
Fast response
temperate
measurement
For critical
applications
SHEAROFRCE LLC
Major U2A USERS
- AECOM / URS
- Alstom-GE
- Babcock & Wilcox
- Beijing Guodian Longyuan
- Black & Veatch
- Breen Energy
- Burns & McDonnell

SHEAROFRCE LLC
- CLP Power Hong Kong Ltd
- Doosan Heavy Industries
- Duke Energy
- Enel
- Hitachi (MHPSA)
- Hyundai Heavy Industries (HHI)
- IHI
- Kiewit
- Mitsubishi / MHI / MHPSA
SHEAROFRCE LLC
- Lummus Technology/CB&I
- Parsons/Progress Energy
- Petro-Chem
- Riley Power / Babcock Power
- Sargent & Lundy
- SNC Lavalin
- Tampa Electric
- UCLA
- Valmet