nox emission of pulverized coal combustion in preheated air… · properties of pulverized coal...
TRANSCRIPT

PROPERTIES OF PULVERIZED COAL COMBUSTION IN HIGHTEMPERATURE AIR/STEAM MIXTURE
ZHANG QINGLIN, SWIDERSKI ARTUR, YANG WEIHONG*, WLODZIMIERZ BLASIAK
Royal Institute of Technology (KTH), Division of Energy and Furnace Technology, email: [email protected],telephone number: 0046 8790 8402
ABSTRACT
High temperature air combustion (HiTAC) is a promised combustion technology. It hasbeen proved that when the oxygen concentration in the preheated air is diluted, the NOxemission for fossil fuels will be significantly reduced. When this idea is applied topulverized coal combustion, the same advantages can be expected. Water has high specificheat, and can react with coal in high temperature. When steam is used to dilute preheatedair in HTAC of pulverized coal, better combustion properties may be achieved. However,very little data can be found in this aspect, and further work should be done.
This paper presents the work on properties of pulverized coal combustion in hightemperature air/steam mixture. Experiments have been performed in a 2.5m longcombustion chamber with coal feed rates ranging of 5 kg/h and coal injection velocitiesranging from 9 to 30m/s. Coal nozzles with different diameters were used to consider theinfluence of the transport factor. The combustion air was diluted by steam, whosepercentages varied from 0% to 44%. Steam and air were preheated by a high-temperaturegas generator, and the preheated oxidizer temperature could achieve 1150 oC. Numericalsimulations were also carried out to provide more information about fluid field.
The result shows that NOx emission reduces with the dilution by steam for all nozzlediameters and injection velocities. Steam has a significant impact on flame structure. Whensteam was added, the peak temperature would be remarkably reduced, and the visibility offlame reduced significantly. Even small amount of steam in oxidizer would impact theflame structure. It is also found that with the increase of coal injection velocity, the NOxemission increases.
Key words: HiTAC; coal; steam; NOx; temperature;
INTRODUCTION
The thermal efficiency of industrial furnaces can be significant increased by preheatingthe combustion air to a high temperature, using the heat exhaust gases. However, the NOxemission is strongly promoted by elevated temperatures because of thermal NOx mechanics.An effective way of solving this problem is to reduce the oxygen concentration in theoxidizer. This technology is named High Temperature Air Combustion (HiTAC). Manystudies on HiTAC have been done in the recent years, and it has been proved that that

HTAC technology has many features that are superior to that in conventional combustion(YANG and BLASIAK, 2004a,b; WEBER et al., 2000; HASEGAWA et al., 2002; TSUJIet al., 2003; LILLE et al., 2005 ).
High temperature air combustion technology was first applied in gaseous fuelcombustion. When this idea is applied to combustion of pulverized coal, the sameadvantages as for gaseous fuels can be expected, including the enhancement of combustionstability and increase of combustion efficiency, the ability to use low-volatile coal likeanthracite, and also lower pollution emissions (KIGA et al., 2000; SUDA et al., 2002; HEet al., 2004; HANNES et al., 2009). Kiga et al. presented the experimental results ofpulverized coal combustion in high-temperature and low-oxygen condition. The resultsindicated that increasing air preheat results in increased combustion efficiency and reducedNOx emission, whereas decreasing the oxygen content of the combustion air leads to largereduction in combustion efficiency, accompanied with a slight decrease or increase in NOx(KIGA et al., 2000). Suda et al. conducted experiments by injecting pulverized coal from anozzle co-axially placed at the preheated air inlet. The results showed that for bothbituminous and anthracite coals, release rate of volatile contents were remarkably enhancedand flame front distances from coal nozzle became less when air temperature increased.NOx emission also became less with temperature increasing (SUDA et al., 2002). Thecorresponding numerical studies were performed later[11]. Numerical simulation resultswere of great consistency with experimental results (HE et al., 2004). Hannes et al. carriedout a set of experiment to investigate the Nox emission of high temperature air combustionunder Ar/O2 as well as CO2/O2 atmospheres in order to quantify the ratio of fuel NOx tothermal NOx. This investigation showed a high reduction of thermal NO as well as anincrease of fuel-NO which was primarily related to the decrease of the peak flametemperature (HANNES et al., 2009).
When steam is induced into the combustion process, the reaction mechanics will bechanged. Studies of Kim et al showed that when steam is added into the oxidizer, theconcentration of OH radical will increase significantly, while the concentration of O and Hwill decrease. The result also showed that the OH radicals will affect the formation rate ofthermal NO by the radical reaction step HNOOHN (KIM et al., 2002). Subsequentwork on the combustion behavior of steam-added mild combustion was done in 2004(JEONG et al., 2004). The result showed that in mild combustion model, the OHproduction via the reaction step 2O+ H O OH+ OH was enhanced by the increase ofoxidizer-side temperature, while chemical effects of added steam are influenced by thecompetition between the reasctions 2O+ H O OH+ OH and 2 2OH+ H H+ H O . It wasalso found that in the whole ranges, steam addition suppresses NOx emission. When steamis used to delute the oxidizer of solid fuels, like pulverized coal, the gasification reactionsof fixed carben should be taken into account, so the reaction mechanics would be morecomplex, and different combusting properties should be observed. However, few workshave been found in the literature of high temperature air combustion of solid fuels, in steamadded conditions.

The aim of this work is to both experimentally and numerically study the combustionbehavior of pulverized coal in highly preheated air/ steam mixture. The temperature ofair/steam mixture was heated up to 1150 ºC, with the steam concentration ranging from 0%to 44% of mass fraction. The flow rate of pulverized coal was 5 kg/h, and the injectingvelocity varied from 9m/s to 30 m/s. In order to investigate the influence of nozzlediameters on combustion behavior, there nozzles with the diameters of 3, 5 and 6.5mm wasused. The influence of steam mass fraction on NOx emission and flame lift-off distance aredescribed. Additionally, the influences of transport factor and coal injection velocity onNOx emission are also presented. In base of these results, some numerical simulations aremade to investigate detailed mechanics.
METHODS AND MATERIALS
Feedstock
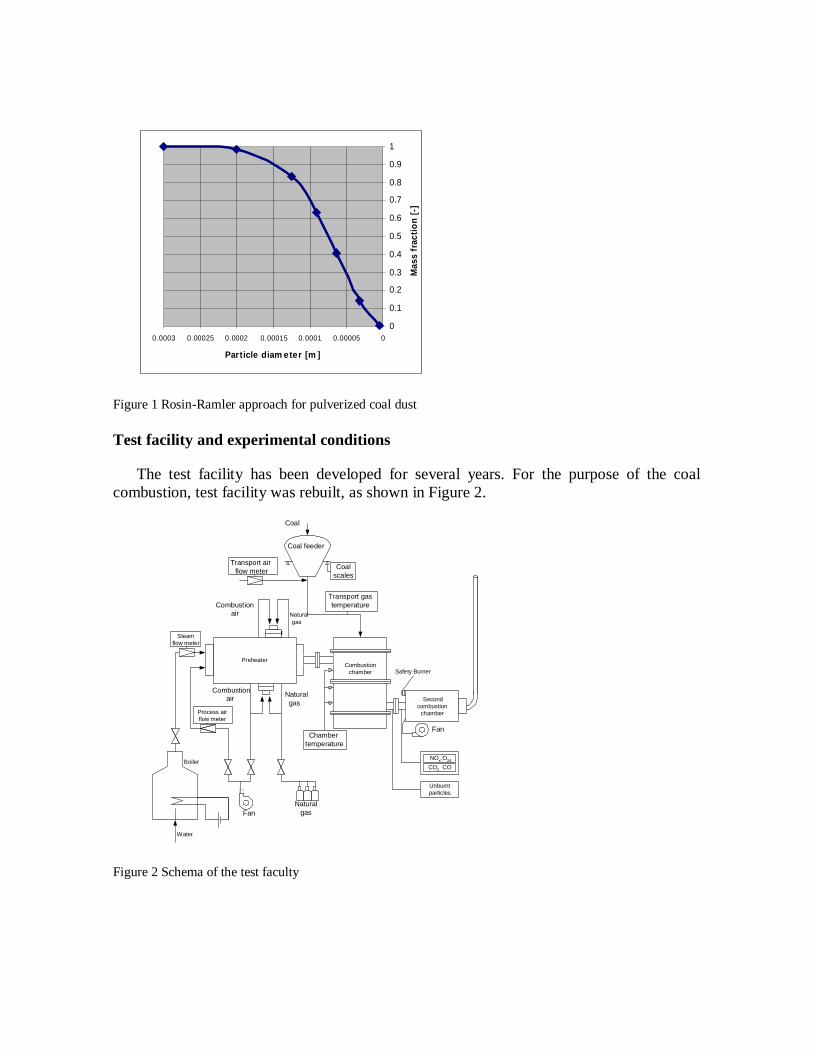
The Helensburg coal was used in this work. Table1 shows the proximate and ultimateproperties of Helensburg coal. A Rosin-Ramler approach were assumed to represent theHelensburg coal particle size distribution, as shown in Firure 1.
Unit wet dry dry ashfree air dried
moisture % 6.70 - - 0.90ash % 11.10 11.90 - 11.79
volatiles % 19.41 20.80 23.61 20.61fixed carbon % 62.79 67.30 76.39 66.69
chlorine % 0.01 < 0.01 0.01 0.01sulphur % 0.32 0.34 0.39 0.34carbon % 70.91 76.00 86.27 75.32
hydrogen % 3.73 4.00 4.54 3.96nitrogen % 1.40 1.50 1.70 1.49oxygen % 5.78 6.20 7.04 6.14
Q water iscondensed MJ/kg 28.95 31.03 35.22 30.75
Q water is vapour MJ/kg 27.99 30.17 34.25 29.90
Table 1 Physical and chemical properties of the coal used in the experiments
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
00.000050.00010.000150.00020.000250.0003
Particle diam eter [m ]
Mas
s fr
actio
n [-
]Figure 1 Rosin-Ramler approach for pulverized coal dust
Test facility and experimental conditions
The test facility has been developed for several years. For the purpose of the coalcombustion, test facility was rebuilt, as shown in Figure 2.
PreheaterCombustion
chamber
Secondcombustion
chamber
NOx,O2d
CO2 CO
Unburntparticles
Boiler
Water
Steamflow meter
Process airflow meter
Combustion air Natural
gas
Combustionair Natural
gas
Coal feeder
Transport air flow meter
Coal
Safety Burner
Fan
Fan
Naturalgas
Coalscales
Chamber temperature
Transport gastemperature
Figure 2 Schema of the test faculty
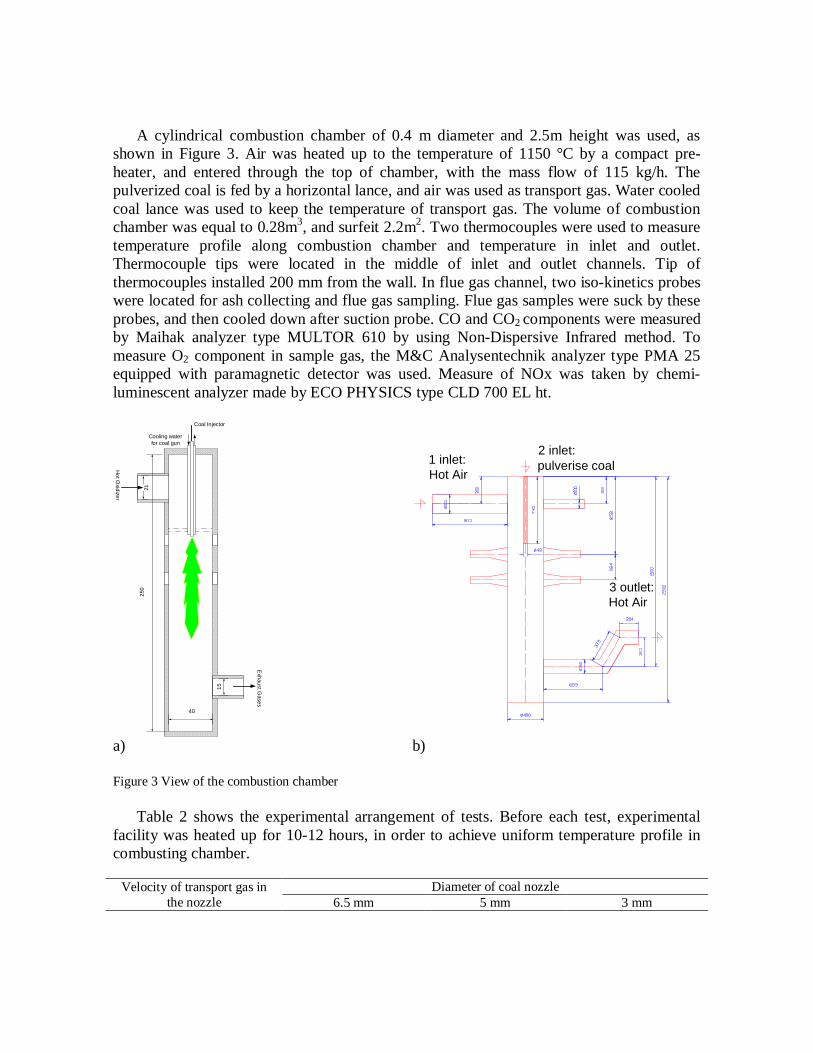
A cylindrical combustion chamber of 0.4 m diameter and 2.5m height was used, asshown in Figure 3. Air was heated up to the temperature of 1150 °C by a compact pre-heater, and entered through the top of chamber, with the mass flow of 115 kg/h. Thepulverized coal is fed by a horizontal lance, and air was used as transport gas. Water cooledcoal lance was used to keep the temperature of transport gas. The volume of combustionchamber was equal to 0.28m3, and surfeit 2.2m2. Two thermocouples were used to measuretemperature profile along combustion chamber and temperature in inlet and outlet.Thermocouple tips were located in the middle of inlet and outlet channels. Tip ofthermocouples installed 200 mm from the wall. In flue gas channel, two iso-kinetics probeswere located for ash collecting and flue gas sampling. Flue gas samples were suck by theseprobes, and then cooled down after suction probe. CO and CO2 components were measuredby Maihak analyzer type MULTOR 610 by using Non-Dispersive Infrared method. Tomeasure O2 component in sample gas, the M&C Analysentechnik analyzer type PMA 25equipped with paramagnetic detector was used. Measure of NOx was taken by chemi-luminescent analyzer made by ECO PHYSICS type CLD 700 EL ht.
250
40
21
15
Exhaust G
ases
Hot O
xidizer
Coal Injector
Cooling waterfor coal gun
1 inlet:Hot Air
2 inlet:pulverise coal
3 outlet:Hot Air
a) b)
Figure 3 View of the combustion chamber
Table 2 shows the experimental arrangement of tests. Before each test, experimentalfacility was heated up for 10-12 hours, in order to achieve uniform temperature profile incombusting chamber.
Velocity of transport gas inthe nozzle
Diameter of coal nozzle6.5 mm 5 mm 3 mm

Composition ofoxidizer
100% air30 m/s 30 m/s 30 m/s20 m/s 20 m/s 20 m/s9 m/s 9 m/s 9 m/s
85% air15% steam
30 m/s 30 m/s 30 m/s20 m/s 20 m/s 20 m/s9 m/s 9 m/s 9 m/s
66% air34% steam
30 m/s 30 m/s 30 m/s20 m/s 20 m/s 20 m/s9 m/s 9 m/s 9 m/s
56% air44% steam
30 m/s 30 m/s 30 m/s20 m/s 20 m/s 20 m/s9 m/s 9 m/s 9 m/s
Table 1 Experimental arrangement
Numerical strategies
The air of the numerical simulations were to predict the flow and temperature field andcombustion behaviors inside the burner. CFD software FLUENT 6.3.26 was used as theplatform of simulations. In this work, three-dimensional governing equations wereemployed to model the flow in the reactor due to the strong three-dimensionalcharacteristics. In order to simulate the turbulence flow, the standard k- model is selected.The combustion process was simulated using the Finite Rate/ Eddy-Dissipation model, andsingle-step devolatilization model was used to modeling the devolatilization process. Inorder to take account of the gasification of char, a multiple char reaction model was used.Six reactions were considered in this work:
2 2_ 1.614 2.763mv coal O H O CO (R1)
20.5C O CO (R2)
2 2C CO CO (R3)
2 2C H O CO H (R4)
2 2 20.5H O H O (R5)
2 20.5CO O CO (R6)
In order to simulate the NOx emission, the default NOx models of FLUENT was used,and thermal NOx, prompt NOx, fuel NOx and N2O intermediate models are all considered.
The kinetic properties of Helensburg coal were set as default values from Fluent, whilstfor char were computed on the basis of formulas taken from Orsina et al. 's work (ORSINA

et al., 2000). It is very likely that assumed kinetic data is not proper for given coal. It ishighly recommended to investigate coal itself to obtain this data (e.g. at drop tube furnaces)in order to make modeling more accurate. However the laboratory investigation at thepresent stage of work were not taken into account. So one has to be conscious thatpredicted values of NOx, ignition distance and char burnout can differ from those in reality.After all, when taking into account only comparison among different cases (technical issuesof burners etc.), this should have more minor effect than major.
RESULT AND DISCUSSION
The influence of steam mass fraction
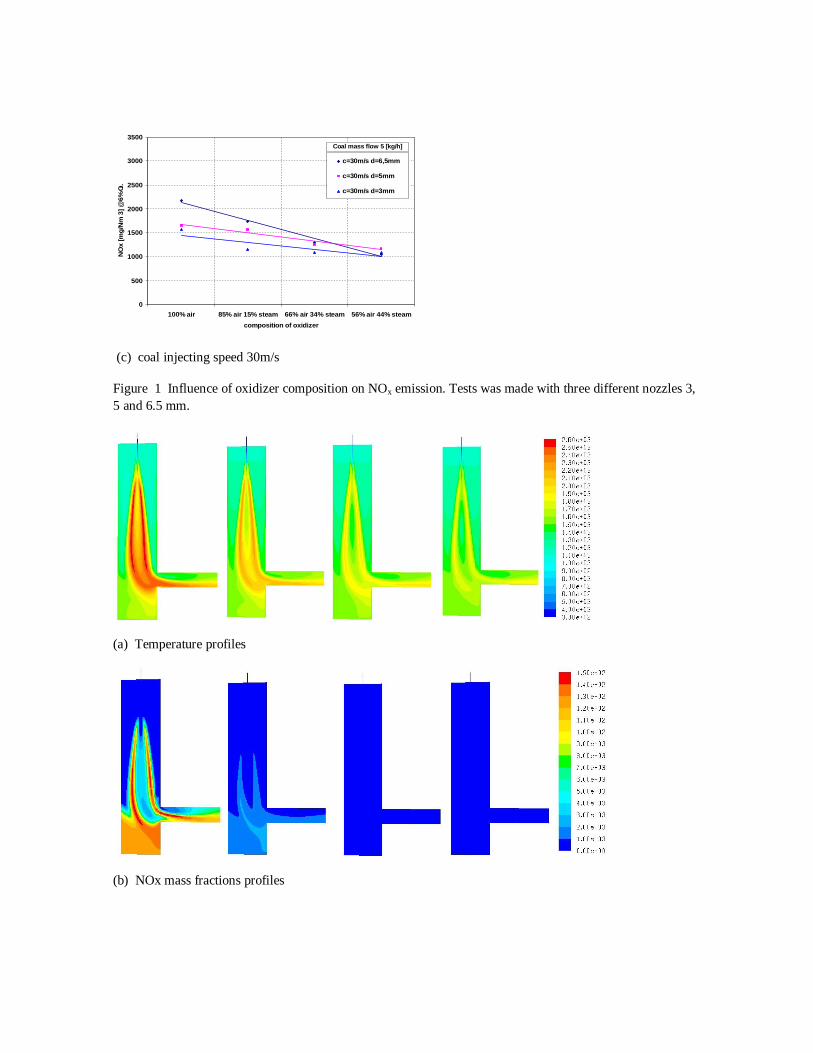
The influence of steam mass fraction on NOx emission is shown in Figure 4. the NOxconcentration in flue gas has been standardized to 6% oxygen concentration. It could beseen that the addition of steam has a significant impact on NOx emission. For all the coalinjucting velocities and nozzle diameters, the NOx emission decrease with the increasing ofsteam in oxidizer. When the concentration of steam in oxidizer increases to 44%, the NOxemission will reduce more than a half.
Figure 5 is the numerical modeling result of the temperature, NO concentration and O2concentration profiles for several cases with different steam concentrations. The nozzlediameter of these cases is 5mm, and the coal injecting velocity is 30m/s. With theincreasing of steam concentration in oxidizer, the peak temperature decrease significantly.The temperature difference of peak temperature and oxidizer temperature at the inlet fallsfrom 1400K to about 600K. The impact of steam on NO emission was shown in Figure 5(b). In case 1 where their is no steam addition, the peak NO concentration is about 1.5%,but in case 2, when the steam mass fraction in oxidizer reaches 1.5%, the peakconcentration of NO drops to less than 0.3%. In case 3 and 4, where the steam massfractions are 34% and 44%, the peak NO concentration is less than 0.1%. This can beexplained by the decrease of thermal NO, which is strongly depend on the flametemperature. Moreover, the low oxygen concentration can also suppress the formation ofNOx.
A most important characteristics of steam added combustion is that the concentration ofOH radicals in combustiong zone is enhanced significantly, which could underlines one ofthe chain reactions: HNOOHN . In this aspect, the addition of steam may bepropitious to the formation of NOx. But form both experimental and numerical results, OHradicals did not promote the formation of NOx significantly. The suppressant mechanism oflow peak temperature and oxygen concentration can overbalance the influence of increaseof OH radicals.
There exists a difference for NOx emission between numerical and experimental result.The possible reason might be the property setting for pulverized coal in numericalsimulation.

Another impact of the steam addition is the visability. When there was no steam in theoxidizer, the flame appeared an orange colour, but when steam was added, even in the 15%steam cases, the flame became invisable.
0
500
1000
1500
2000
2500
3000
3500
100% air 85% air 15% steam 66% air 34% steam 56% air 44% steamcomposition of oxidizer
NO
x [m
g/N
m 3
] @6%
O2
c=9m/s d=6,5mm
c=9m/s d=5mm
c=9m/s d=3mm
Coal mass flow 5 [kg/h]
(a) Coal injecting speed 9m/s
0
500
1000
1500
2000
2500
3000
3500
100% air 85% air 15% steam 66% air 34% steam 56% air 44% steamcomposition of oxidizer
NO
x [m
g/N
m 3
] @6%
O
2
c=20m/s d=6,5mm
c=20m/s d=5mm
c=20m/s d=3mm
Coal mass flow 5 [kg/h]
(b) Coal injecting speed 20m/s
0
500
1000
1500
2000
2500
3000
3500
100% air 85% air 15% steam 66% air 34% steam 56% air 44% steamcomposition of oxidizer
NO
x [m
g/N
m 3
] @6%
O2.
c=30m/s d=6,5mm
c=30m/s d=5mm
c=30m/s d=3mm
Coal mass flow 5 [kg/h]
(c) coal injecting speed 30m/s
Figure 1 Influence of oxidizer composition on NOx emission. Tests was made with three different nozzles 3,5 and 6.5 mm.
(a) Temperature profiles
(b) NOx mass fractions profiles

(c) O2 mass fractions profiles
Figure 5 Temperature, NO mass fraction and O2 mass fraction profiles for different steam concentration(0%,15%, 34% and 44%) with 5mm nozzle and 30m/s coal injecting velocity
The influence of coal injecting velocity
Impact of coal injecting velocity in nozzle on emission of NOx is presented on Figure 6.It can be found that with the raise of coal injecting velocity, the NOx emission shows atrend of increase. Shinji et al. have found that volatile nitrogen played an important role inNOx formation, while more than 90% of the released nitrogen during devolatilization wasconverted to HCN and NH3(SHINJI et al., 1994). According to the Feminore mechanism,for equivalence ration less than 1.2, HCN and NH3 will be oxidized to form NO(FENIMORE, 1970). For equivalence ration richer than 1.2, other routes open up and NO isrecycled to HCN, inhibiting NO production (MILLER et al., 1989).
In our system, pulverized coal was transported by air, so when the nozzle diameter wasfixed, higher coal injecting velocity means more transport air, which means lessequivalence ration in the devolatilization zone. At the same time, a high coal injectingvelocity may induce better turbulence, which means better mixing of coal and oxidizerduring the devolatilisation process. This also leads to less equivalence ration in thedevolatilization zone.
Figure 7 is the numerical modeling profiles of rate of fuel NO for several cases withdifferent coal injecting velocities. The nozzle diameter of these cases is 5mm, and the steammass fraction is 34%. It can be found that the fuel NO formation area increasing with thecoal injecting velocity.

0
500
1000
1500
2000
2500
3000
0 5 10 15 20 25 30 35Velocity [m/s]
NO
x [m
g/N
m 3
] @6%
O
2
100% air, d=6,5mm
85% air 15% steam, d=6,5mm
66% air 34% steam, d=6,5mm
56% air 44% steam, d=6,5mm
Coal mass flow 5 [kg/h]
(a) Diameter of nozzle 6.5 mm
0
200
400
600
800
1000
1200
1400
1600
1800
0 5 10 15 20 25 30 35Velocity [m/s]
NO
x [m
g/N
m 3
] @6%
O
2
100% air, d=5mm
66% air 34% steam, d=5mm
56% air 44% steam, d=5mm
Coal mass flow 5 [kg/h]
(b) Diameter of nozzle 5 mm
0
200
400
600
800
1000
1200
1400
1600
1800
0 5 10 15 20 25 30 35 40Velocity [m/s]
NO
x [m
g/N
m 3
] @6%
O
2
100% air, d=3mm
85% air 15% steam, d=3mm
66% air 34% steam, d=3mm
56% air 44% steam, d=3mm
Coal mass flow 5 [kg/h]
(c) Diameter of nozzle 3 mm
Figure 6 Influence of coal injecting velocities on NOx emission
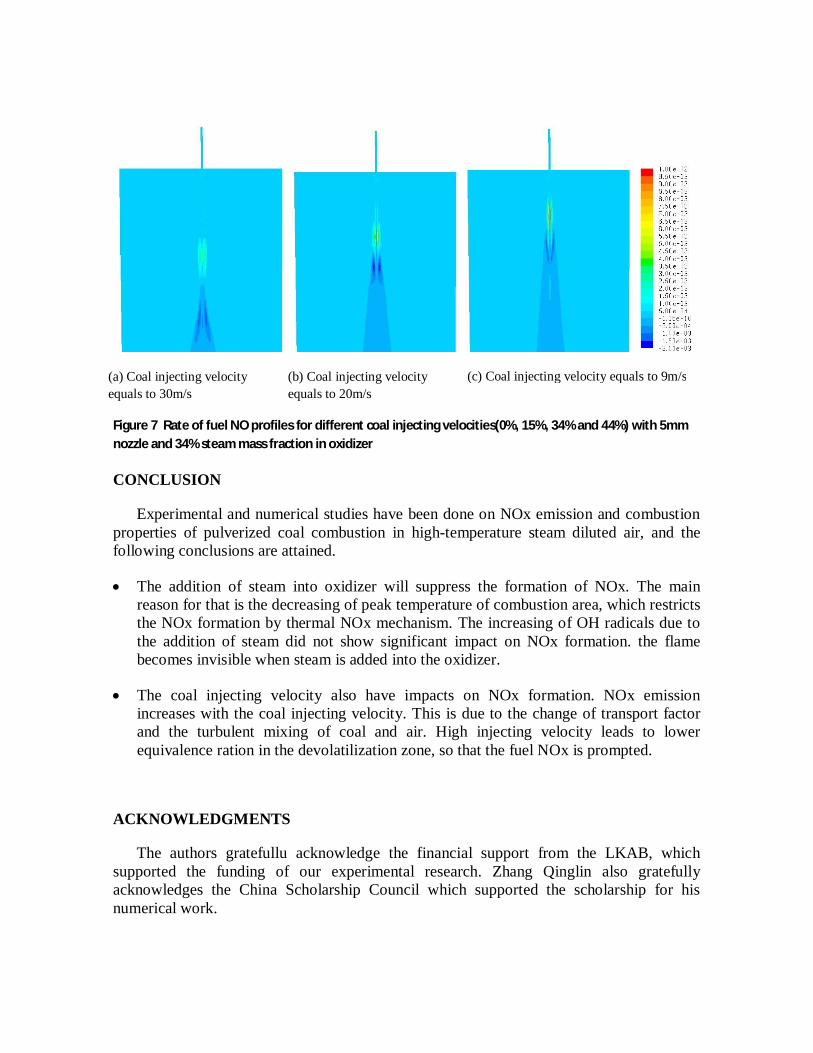
(a) Coal injecting velocityequals to 30m/s
(b) Coal injecting velocityequals to 20m/s
(c) Coal injecting velocity equals to 9m/s
Figure 7 Rate of fuel NO profiles for different coal injecting velocities(0%, 15%, 34% and 44%) with 5mmnozzle and 34% steam mass fraction in oxidizer
CONCLUSION
Experimental and numerical studies have been done on NOx emission and combustionproperties of pulverized coal combustion in high-temperature steam diluted air, and thefollowing conclusions are attained.
The addition of steam into oxidizer will suppress the formation of NOx. The mainreason for that is the decreasing of peak temperature of combustion area, which restrictsthe NOx formation by thermal NOx mechanism. The increasing of OH radicals due tothe addition of steam did not show significant impact on NOx formation. the flamebecomes invisible when steam is added into the oxidizer.
The coal injecting velocity also have impacts on NOx formation. NOx emissionincreases with the coal injecting velocity. This is due to the change of transport factorand the turbulent mixing of coal and air. High injecting velocity leads to lowerequivalence ration in the devolatilization zone, so that the fuel NOx is prompted.
ACKNOWLEDGMENTS
The authors gratefullu acknowledge the financial support from the LKAB, whichsupported the funding of our experimental research. Zhang Qinglin also gratefullyacknowledges the China Scholarship Council which supported the scholarship for hisnumerical work.

REFERENCES
DAILY, B.B., RIESMEIER, E., PETERS, N. (2004). Effect of Fuel Mixture on Moderate and Intense Low-Oxygen Dilution Combustion. Combustion and Flame. Vol. 137, Issue4, pp. 418-431.
FENIMORE, C.P., (1970). Formation of Nitric Oxide in Premixed Hydrocarbon Flame. ThirteenthSymposium (International) on Combustion, The Combustion Institute, Pittsburgh, PA, PP. 373-380.
HANNES, S., DRAGISA, R., MALTE, F., ANJA S., REINHOLD, K., GUNTER, S.(2009). NOx-EmissionsFrom Flameless Coal Combustion in Air, Ar/O2 and CO2/O2. Proceedings of the Combustion Institute. Vol.32, Issue 2, pp. 3131-3138.
HASEGAWA, T., MOCHIDA, S., Gupta, A.K. (2002). Development of Advanced Industrial Furnace UsingHighly Preheated Air Combustion. AIAA J Propul Power. Vol. 2, Issue 18, pp. 233.
HE, R., SUDA, T., TAKAFUJI, M., HIRATA, T., SATO, J.(2004). Analysis of Low NO Emission in HighTemperature Air Combustion for Pulverized Coal. Fuel. Vol. 83, Issue 9, pp. 1133–1141.
JEONG, P., JONG, C., SEUNG, K., KANG, K., SANG, K., DONG, N(2004). Numerical Study on Steam-Added Mild Combustion. International Journal of Energy Research, Vol. 28, Issue 13, pp. 1197-1212
KIGA T., YOSHIKAWA, K., SAKAI, M., MOCHIDA, S. (2000). Characteristics of Pulverized CoalCombustion in High-Temperature Preheated Air. Journal of Propulsion and Power. Vol. 16, Issue 4 pp. 601-605.
KIM, SG., PARK, J., KEEL, SI. (2002). Thermal and Chemical Contributions of Added H2O and CO2 toMajor Flame Structures and NO Emission Characteristics in H2/N2 Laminar Diffusion Flame. InternationalJournal of Energy Research. Vol. 26, pp. 1073.
LILLE, S., BLASIAK, W., JEWARTOWSKI, M. (2005). Experimental Study of The Fuel Jet Combustion inHigh Temperature and Low-Oxygen Content Exhaust Gases. Energy. Vol. 30, pp.373-384.
MILLER, J.A., BOWMAN, C.T., (1989). Mechanism and Modeling of Nitrogen Chemistry in Combustion.Progress in Energy and Combustion Science, Vol. 15, pp. 287-338.
ORSINA, S., TAMURA, M., STABAT, P., CONSTANTINI, S., PROADO, O., WEBER, R. (2000). ExcessEnthalpy Combustion of Coal. IFRF Doc. No. F46/y/3, IJmuiden, January.
SUDA, T., TAKAFUJI, M., HIRATA, T., YOSHINO, M., SATO, J. (2002). A Study of CombustionBehavior of Pulverized Coal in High-Temperature Air. Proceedings of the Combustion Institute. Vol. 29,Issue 1, pp. 503–509.
TSUJI, H., GUPTA, A.K., HASEGAWA, T., KATSUKI, M., KISHIMOTO, K., MORITA, M. (2003). High-Temperature Air Combustion: From Energy Conservation to Pollution Reduction. New York, CRC Press.
YANG, W., BLASIAK, W. (2004)a. Combustion Performance and Numerical Simulation of A HighTemperature Air -LPG Flame on A Regenerative Burner. Scandinavian Journal of Metallurgy. Vol. 33, Issue2, April. pp. 113-120.

YANG, W., BLASIAK, W. (2004)b. Chemical Flame Length and Volume in Liquefied Propane GasCombustion Using High-Temperature and Low-Oxygen Concentration Oxidizer. Energy and Fuels. Vol. 18,Issue5, pp. 1329-1335.
WEBER, R., ORSINO, S., VERLAAN, A.L., LALLEMANT, N. (2000). Combustion of Light and HeavyFuel Oils in High-Temperature Air. Journal of the Institute of Energy. Vol. 74, pp. 38-47.