metal & general industrial coatings - isf · • hammer finish colour chart 17 ... including...
TRANSCRIPT
Metal & GeneralIndustrial Coatings
www.isf.co.uk
CONTENTS
2
COMPANY
• About Us 3
• Quality Policy & Environmental 4
ISF PROMATCH 5
PRODUCT SELECTOR 6
LTP - LONG TERM PROTECTION FOR METAL 7
SINGLE PACK SOLVENT BASED (AIR DRYING)
• ETCH PRIMER (for Ferrous Metal) 8
• UNIVERSAL HB PRIMER (Ferrous Metal Primer) 9
• QD1 TOP COAT SYSTEM Quick Drying Alkyd Resin Enamel 10
• QD5 TOP COAT SYSTEM High Build Alkyd Resin Enamel 11
• SYNTOP Synthetic Air Drying Metal Enamel 12
• QD6 COMPLIANT TOP COAT SYSTEM Promatch® - High Build Alkyd O.C.F Enamel 13
• RAPIDO Ultra Fast Cellulose Metal System 14
• CRP SYSTEM - Chlorinated Rubber Paint High Build Chrorinated Rubber Coating 15
• HAMMER FINISH Quick Air Drying Hammer Effect 16
• HAMMER FINISH Colour Chart 17
TWO PACK SOLVENT BASED ENAMELS
• TP2 PRIMER SYSTEM Two Pack Epoxy - Isocyanate-free 18
• TP2 TOP COAT SYSTEM Promatch® - Two Pack Epoxy System 19
• TP5 TOP COAT SYSTEM Promatch® - Non Isocyanate Two Pack Acrylic 20
• TP6 Hi-Visc TOP COAT SYSTEM Promatch® - Hi-Build Non Isocyanate Two Pack Acrylic 21
• DURA-BOND EXTERIOR METAL SYSTEM High build Two Pack Primer + Top Coat System 22-23
• RP9 POLY-BOND System Promatch® - Two Component PU 24
STOVING & HEAT RESISTANT SYSTEMS
• STOVING ENAMEL Promatch® - One Coat Stoving Enamel 25
• HOT SHOT Aqua Water-borne Heat Resistant Finish 26
WATER BORNE COATING
• ISF MORDANT SOLUTION Water-borne Adhesion Promoter 27
• AQUAMAX Primer High Resistance Water-Borne Metal Coating 28
• AQUAMAX Top Coat Water-Borne Metal Top Coat 29
CONCRETE FLOOR FINISHES
• SUPA-FLOR (Concrete) Floor Finish Promatch® - Fast Drying Floor Coating 30
• SUPA-FLOR Colour Chart 31
Information provided in this brochure is given in good faith but without warranty on the understanding that users satisfy themselves aboutthe product’s suitability for their own proposed purpose. Any sale of goods is strictly subject to our Conditions of Sale.The services of the ISF Technical Team are available to assist in any cases of doubt. Please email [email protected], telephone 0116 274 2222, or visit our web-site www.isf.co.uk for further help or to contact your nearest ISF Distribution Centre.
ABOUT US
3
ISF - performance coatingsBy manufacturing only the highest performance coatings we can guarantee superb coverageand outstanding durability. The fully computerised Promatch® system can dispense over 50,000formulations and achieves excellent colour accuracy time after time.
We are proud of our full ISO9001 : 2008 accreditation. We were the first company in the UKcoating sector to achieve this rating. Our products are designed to comply with the latestgovernment legislation on VOC emissions, many carrying accreditation to British Standard6250 Severe Use and EN71 Non-Toxic regulations.
It is essential to recognise our responsibilities in relation to the environment. By complying withISO 14001 we are able to minimise adverse environmental impacts and pollution, and all ourstaff have undergone a full education and training programme in this respect.
ISF - quality peopleAt ISF, we fully recognise the importance of research and development. Our dedicated team ofchemists, under the direction of our Technical Director, rigorously test and control formulationsin the laboratory, whilst our technical support team is always on hand to give advice.
ISF - fast deliveriesBeing based centrally in the UK we offer direct access to all the major distribution networks,thus affording our customers the speediest deliveries, supported by appointed distributors andlocal ISF Divisions.
"My objective is for ISF to become the preferred supplier of quality industrial coatings, andjudging by the growing number of Blue Chip companies already specifying our products,we appear to be all set to realise our ambitions. Perhaps we could fulfill yours?"
AFS Bridgwood - Group Chairman
ISF Group Ltd recognises its responsibilities in relation to the environment and is fullycommitted to fulfilling objectives and monitoring its performance against them.The company will ensure compliance with existing environmental legislation and will take dueaccount of pending legislation and industry practice. An environmental management systemcomplying with ISO 14001 will enable ISF Group Limited to:
• To minimise adverse environmental impacts and pollution, and enhance positiveimpacts on the environment.
• To establish objectives to seek a continuous improvement of manufacturing methods & cost reduction.
The company’s operations, which are likely to have a significant impact on the environment, willbe monitored, in particular:
• A constant review of processes and equipment will take place that will result in a reduction in adverse environmental impacts and energy consumption.
• The company will continue develop working methods & products that are less harmful to the environment and will provide customers with full training to adopt these.
• Effective utilisation of all raw materials used in the manufacturing process will reduce consumption and minimise waste.
• All waste materials will be disposed of in a responsible manner embodying the ‘Duty of Care’ concept and in compliance with European legislation.
• All emissions to air, land and water will be monitored and controlled. A continual reviewwill reduce any environmental impacts. Contingency plans will be established to cater for accidents.
This policy will be implemented at all levels within the ISF Group Ltd and communicated to thewhole work force, suppliers & customers to encourage their participation. A full education andtraining programme will be undertaken to ensure that all employees understand the objectivesof the policy and the environmental impacts of their activities.
A.F.S. Bridgwood - Group Chairman
Our missionWe aim to be recognised by our customers as their No.1preferred supplier of superior quality, reliable and cost-effectiveindustrial coatings.
QUALITY & ENVIRONMENTAL
4
ISF Promatch – computerised colour matching to over 50,000 shades, including BS, RAL, Pantone, NCS, DCD.Metallics, Pearlescents, Sparkles & Polychromatics also available.
including British Standard, Pantone, RAL, DCD colours as well as all special formulations used by your company. Itguarantees quick accurate colour matching time after time after time.
Formulations are approved for quality control by spectrophotometer in the ISF colour laboratory to a tight DEtolerance (Colour Standard). The system gives the flexibility to mix product in 1Lt, 5Lt or 25 Lt containers.
• Data base of over 20,000 shades - including British Standard, RAL, DCD, Pantone and NCS is available on an EX STOCK basis.
• ISF Promatch® will minimise stock levels, and ensure just-in-time delivery. On-site training is given to all operatives. On-going assistance is provided by our Promatch® On Site MachineTechnical Support Team & Promatch® Help Desk.ISF Promatch® gives you an up to the minute cost & usage audit report, allowing you to keep control of the colourants and bases that have been dispensed.
ISF Promatch® is available in options to suit you:
• Solvent based• Water-borne• Dye based concentrates (for woodstains)
'Promatch On-site®' – The way to the future.Over a two-year period, we have invested heavily in this project. We truly believe that this is now our piece-de-resistance… giving our customers On-site colour whether it be in pigment or dye (woodstain) format. During anextensive period of market research we ask customers:
• How many production hours are lost waiting for a matched colour to be delivered?• How many contracts are lost when prototype colours are not delivered on time?• How often was 5 lt. ordered when only 2 lt. was required?• What is the current value of un-usable colour match 'stock' in a company's paint store?
More & more of our clients are realising that the only COSTEFFECTIVE answer to all these questions is to install aPromatch On-site® machine. Already being used with greatsuccess at customers in the UK, we have machines running inmost countries within the EEC and even as far a field asThailand!
The benefits of this brilliant concept are now being recognisedby all concerned. In addition to a reduction in the cost per litreof material, the customer has the benefit of over 50,000 shadesbeing available on an EX-STOCK basis.
Any new shades are approved by our Colour Laboratory using aspectrophotometer to a tolerance of DE
(Colour Standard) 0.3 – the formulation is then sent by email orfax. This can then be stored on the end-user machine for futurerepeatable colour reproduction time after time after time…
Excellent Colour Accuracy
ISF PROMATCH
5
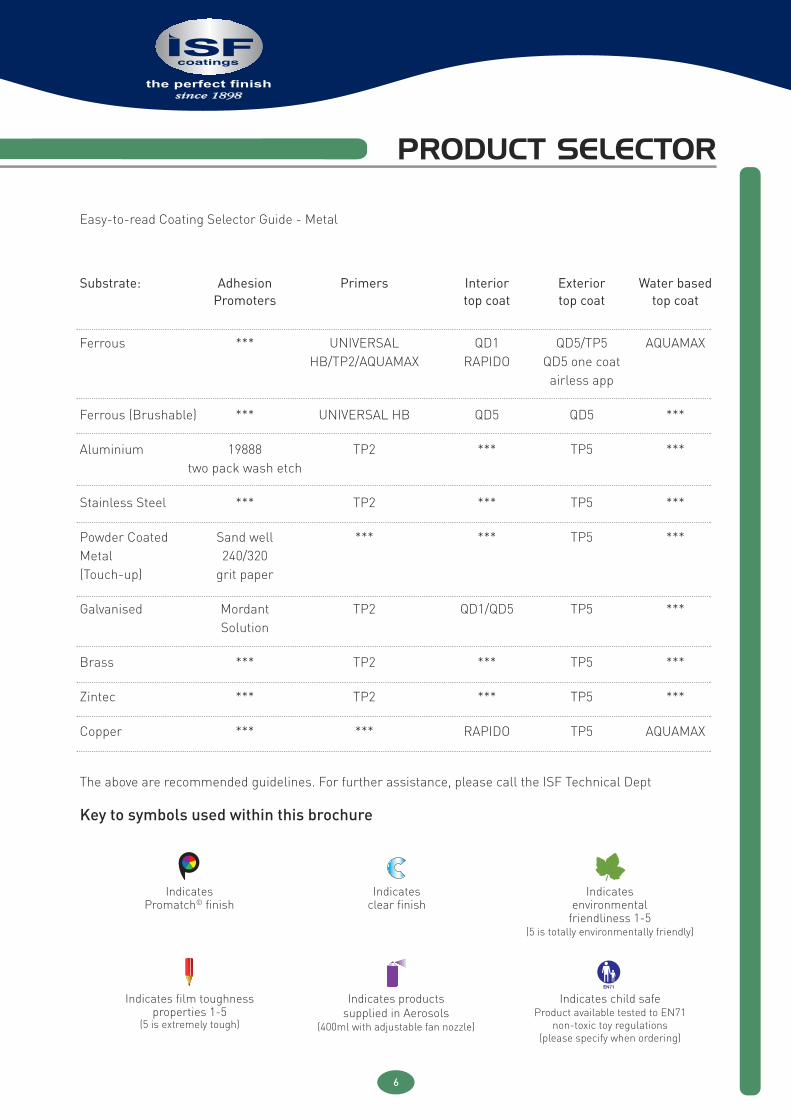
Easy-to-read Coating Selector Guide - Metal
Substrate: Adhesion Primers Interior Exterior Water basedPromoters top coat top coat top coat
Ferrous *** UNIVERSAL QD1 QD5/TP5 AQUAMAXHB/TP2/AQUAMAX RAPIDO QD5 one coat
airless app
Ferrous (Brushable) *** UNIVERSAL HB QD5 QD5 ***
Aluminium 19888 TP2 *** TP5 ***two pack wash etch
Stainless Steel *** TP2 *** TP5 ***
Powder Coated Sand well *** *** TP5 ***Metal 240/320(Touch-up) grit paper
Galvanised Mordant TP2 QD1/QD5 TP5 ***Solution
Brass *** TP2 *** TP5 ***
Zintec *** TP2 *** TP5 ***
Copper *** *** RAPIDO TP5 AQUAMAX
The above are recommended guidelines. For further assistance, please call the ISF Technical Dept
PRODUCT SELECTOR
6
EN71
Indicates child safeProduct available tested to EN71
non-toxic toy regulations(please specify when ordering)
Indicates Promatch© finish
Indicates clear finish
Indicates environmental friendliness 1-5
(5 is totally environmentally friendly)
Indicates film toughnessproperties 1-5
(5 is extremely tough)
Indicates productssupplied in Aerosols
(400ml with adjustable fan nozzle)
Key to symbols used within this brochure
Classification of Environments (ISO 12944-2)Category Exterior InteriorC1 (V. Low) Heated buildings with clean atmospheres,
offices, shops, schools , hotelsC2 (Low) Low level of pollution e.g. rural areas Unheated buildings where condensation may occurC3 (Medium) Urban and industrial atmospheres High humidity and some air pollutionC4 (High) Industrial areas and coastal areas, Chemical plants, swimming pools etc
moderate salinityC5i L Industrial areas with high humidity, Buildings or areas with almost permanent
aggressive atmosphere condensation and with high pollutionC5 M Coastal and off shore areas with Buildings or areas with almost permanent
high salinity condensation and with high pollution
Single Pack Systems
LTP is a long term coating protection programme for both ferrous & non-ferrous metals.Along with our partner Baril UK, we are able to offer a complete range of solutions from a coating for theinterior of a building to the harshest of external environments.Within the range, we manufacture a comprehensive list of products using the latest technology from singlepack air-drying enamels through to sophisticated 2K materials. High solids of >70 % offer safe economicalapplication and sustainable protection with certified products.
Baril UK In 2010, ISF entered into a joint venture with the renowned Dutch metal coating
specialist, Baril. The resulting company – Baril UK, situated in Leicester, is now able to offer many “highend” metal products into the UK market. This new company offers the manufacture & colour matching ofthe world patented DCC Polyurethane range.Baril Coatings are one of the largest worldwide manufactures of paint coating systems. They operatemanufacturing plants in the USA, China, Poland, Romania, Turkey, Jordan and now in the UK..! Baril offermore than just products, they offer complete systems, total-solutions for steel protection, industrial productfinishing and marine applications. Baril UK are now able to offer compliant single coat application systemswith fast cure PU technology. They require no force drying and painted items can usually be put outside tothe elements within 45 minutes from the coating being applied. Our technicians are on hand totailor made coating that will fulfill most requirements. DCC Polyurethanes are incrediblydurable, efficient and have very low VOC’s.
PreparationCorrect surface preparation is essential to ensuring the paint system achieves its’ expected design life.Please refer to the relevant Technical Data Sheet. With LTP, particular attention should be paid to areas thatare difficult to coat, such as:• Welded seams• Sharp edges• Fixings or “add-ons”We always advise that these areas are “stripe coated” prior to main application.
Care and MaintenanceIndustrial coatings are no different to the automotive paint on your vehicle – they do need cleaning! A build-up of dirt will affect the design life of the coating, as will any mechanical damage. Therefore regularinspections should take place and minor damage must be touched up immediately.
Technical SupportFor further technical information or advice on any of the LTP Range systems please consult our web-sitewww.isf.co.uk OR contact the ISF Technical Service Team: Mail: [email protected] Tel: 0116 274 2222 Fax: 0116 274 3333
LTP – Long Term Protection for metalExtended paint warranty
7
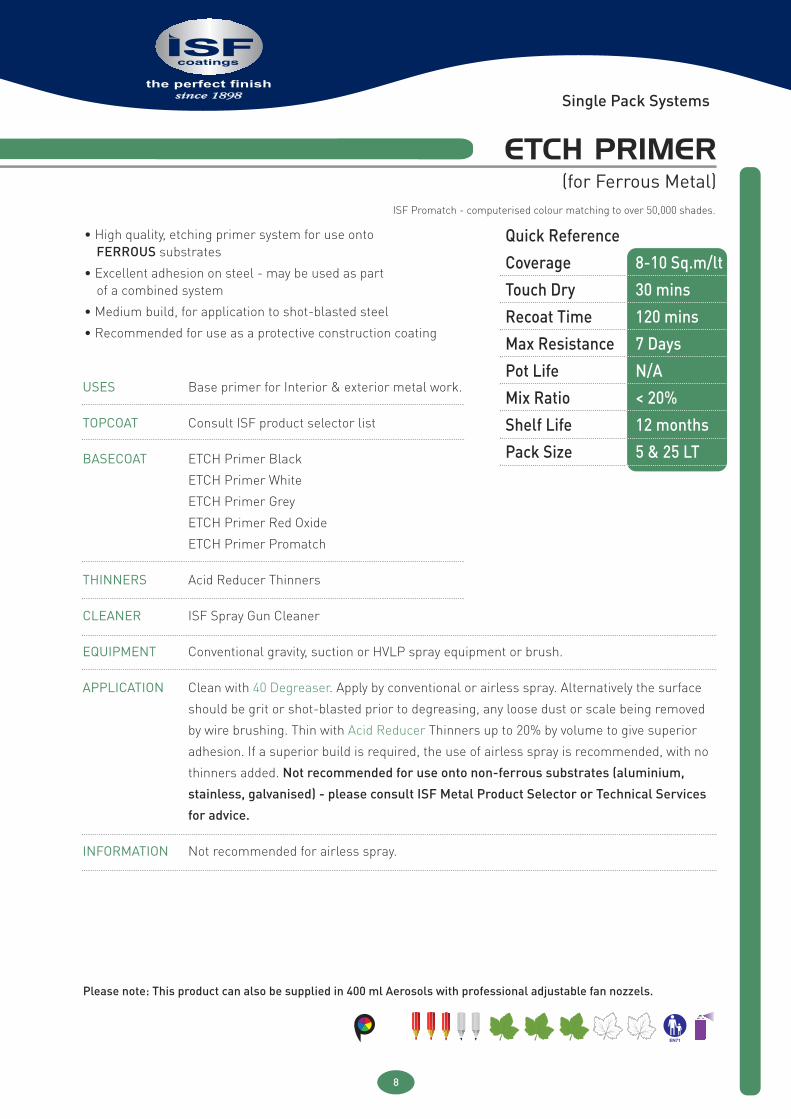
USES Base primer for Interior & exterior metal work.
TOPCOAT Consult ISF product selector list
BASECOAT ETCH Primer Black
ETCH Primer White
ETCH Primer Grey
ETCH Primer Red Oxide
ETCH Primer Promatch
THINNERS Acid Reducer Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional gravity, suction or HVLP spray equipment or brush.
APPLICATION Clean with 40 Degreaser. Apply by conventional or airless spray. Alternatively the surface
should be grit or shot-blasted prior to degreasing, any loose dust or scale being removed
by wire brushing. Thin with Acid Reducer Thinners up to 20% by volume to give superior
adhesion. If a superior build is required, the use of airless spray is recommended, with no
thinners added. Not recommended for use onto non-ferrous substrates (aluminium,
stainless, galvanised) - please consult ISF Metal Product Selector or Technical Services
for advice.
INFORMATION Not recommended for airless spray.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 30 mins Recoat Time 120 mins Max Resistance 7 Days Pot Life N/A Mix Ratio < 20% Shelf Life 12 monthsPack Size 5 & 25 LT
Single Pack Systems
• High quality, etching primer system for use onto FERROUS substrates
• Excellent adhesion on steel - may be used as part of a combined system
• Medium build, for application to shot-blasted steel
• Recommended for use as a protective construction coating
ETCH PRIMER(for Ferrous Metal)
8
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
USES Interior & exterior metal work.
TOPCOAT Consult ISF Product Selector List
BASECOAT UNIVERSAL HB Primer PR100 Zinc Phosphate
UNIVERSAL HB Primer 9305 Buff
UNIVERSAL HB Primer 9306 Black
UNIVERSAL HB Primer 9307 White
UNIVERSAL HB Primer 9308 Grey
UNIVERSAL HB Primer 9309 Red Oxide
UNIVERSAL HB Primer Promatch
THINNERS No 99 QAD Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment or brush.
APPLICATION Clean with 40 Degreaser. Apply by conventional or airless spray. Alternatively the surface
should be grit or shot-blasted prior to degreasing, any loose dust or scale being removed
by wire brushing. Thin with 99 QAD Thinners up to 20% by volume. If a superior build is
required, the use of airless spray is recommended, with no thinners added. This product is
not recommended for use onto non- ferrous substrates (i.e. aluminium, stainless,
galvanised) - please consult ISF Metal Product Selector or our Technical Services
Department for further advice. In all cases we advise a light de-nib with suitable
sandpaper before applying a top coat or subsequent primers.
INFORMATION For exterior use under an exterior top coat 150 DFT must be archieved. High film weights
will result in extended dry times.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 15 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 5 & 25 LT
Single Pack Systems
• High quality, single pack, phenolic modified primer
• Contains zinc phosphate - exceptional external weathering
• Medium build, for application to shot-blasted steel
• Excellent build, for application to shot-blasted metal
• Recommended for use as a protective construction coating
UNIVERSAL HB PRIMER(Ferrous Metal Primer)
9
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
USES Interior metal work
TOPCOAT QD1 Enamel Promatch
QD1 Enamel Promatch Metallic
QD1 Enamel Silver
QD1 Enamel Promatch Textured
QD1 Enamel Promatch SPECIAL
QD1 Metal Enamel Black
QD1 Metal Enamel White
BASECOAT Consult ISF Product Selector List
THINNERS No 99 QAD Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Please ensure substrate is clean using No 40 Degreaser.
Prime substrate as required - onto normal ferrous metals, a full even coat of Universal HB
Primer should be used. For non-ferrous substrates please initially apply TP2 Primer to
ensure adequate adhesion. If thinners are required, add No 99 QAD Thinners up to 10% by
volume.
In normal ambient air temperatures, QD1 Enamel will be hard dry to handle after 4 hours
but this process may be accelerated by heating with good airflow - temperatures between
50c-70c are advised for 20 minutes, after an initial 15 minute flash off period.
For further technical information, please contact ISF Technical Services.
INFORMATION Not suitable for brush application.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 10-15 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• Quick & easy-to-use, solvent-based system
• Good build and opacity with excellent adhesion
• Good flow & film clarity. Easily re-coatable
• Fast drying & easily re-coatable for speedy production
10
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
QD1 TOP COAT SYSTEMPromatch® - Quick Drying Alkyd Resin Enamel
USES Interior & exterior metal work.
TOPCOAT QD5 Enamel Promatch to patternQD5 Enamel Promatch Metallic QD5 Enamel Silver QD5 Enamel Promatch Textured QD5 Enamel Promatch SPECIAL QD5 Metal Enamel Black QD5 Metal Enamel White
BASECOAT Consult ISF Product Selector List
THINNERS No 99 QAD Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix equipment.
APPLICATION Please ensure substrate is clean using No 40 Degreaser.
Prime substrate as required - onto normal ferrous metals, a full even coat of Universal HBPrimer should be used. For non-ferrous substrates please initially apply TP2 Primer toensure adequate adhesion. If thinners are required, add No 99 QAD Thinners up to 10% by volume.In normal ambient air temperatures, QD5 Enamel will be hard dry to handle after 4 hoursbut this process may be accelerated by heating with good airflow - temperatures between50c-70c are advised for 20 minutes, after an initial 15 minute flash off period.For further technical information, please contact ISF Technical Services.
ENVIRONMENTAL CONSIDERATIONS: Please ensure the product is applied intemperatures above 10c. Applications below this temperature would mean the solventswill not be able to evaporate correctly, this could then lead to the product "blocking out"(not drying). If applying the product in high salt environments it is recommended that aDFT of 300 microns minimum (top coat & primer combined) is applied. Do not apply to wetor damp surfaces, all damp areas must be fully dried before being painted.May be used as an O.C.F (one coat finish) via airless application - recommended tip size 1.7
INFORMATION Ideal product for AIRLESS application where a minimum 150 DFT is required for exterioruse, can be applied upto 1mm thick without sagging or running film is required. Used bymany UK skip & container manufacturers.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 15-20 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• Hi Build, easy-to-use, solvent-based system
• Good opacity with excellent adhesion
• Good flow out & easily re-coatable
• Ideal for speedy production
QD5 TOP COAT SYSTEMPromatch® - High Build Alkyd O.C.F. Enamel
11
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
USES Interior & exterior metal work.
TOPCOAT SYNTOP Enamel Clear Lacquer
SYNTOP Enamel Promatch
SYNTOP Promatch Metallic
SYNTOP Promatch Textured
SYNTOP Enamel SPECIAL Promatch
SYNTOP Enamel Black
SYNTOP Enamel White
BASECOAT UNIVERSAL HB Primer
THINNERS No 64 SYNTOP Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment. Suitable for brush application.
APPLICATION Ensure substrate is clean using 40 Degreaser. Add SYNTOP Thinners when required up to
10% by volume. Onto ferrous substrates use Universal HB Primer. Onto non ferrous
metals, use TP2 Two pack epoxy primer.
INFORMATION When applying by brush use a good quality synthetic brush and thin 10-20% with number
702 thinner, allow 12 hours between coats.
Quick ReferenceCoverage 9-11 Sq.m/ltTouch Dry 1-2 hours Recoat Time 24 Hrs Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• High quality formulation using a medium oil resin system
• Easy to apply by brush, roller, spray or dip tank
• Excellent flow & opacity produces a tough smooth finish
• Good resistance to oils,grease,weak acids & heat
SYNTOPSynthetic Air Drying Metal Enamel
12
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
USES Interior & exterior metal work.
TOPCOAT QD6 Enamel PromatchQD6 Enamel Promatch Metallic QD6 Enamel Silver QD6 Enamel Promatch Textured QD6 Enamel Promatch SPECIALQD6 Metal Enamel Black QD6 Metal Enamel White
BASECOAT Consult ISF Product Selector List
THINNERS No 99 QAD Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix equipment.
APPLICATION Please ensure substrate is clean using No 40 Degreaser.
Prime substrate as required - onto normal ferrous metals, a full even coat of Universal HBPrimer should be used. For non-ferrous substrates please initially apply TP2 Primer toensure adequate adhesion. If thinners are required, add No 99 QAD Thinners up to 10% by volume.In normal ambient air temperatures, QD6 Enamel will be hard dry to handle after 6 hoursbut this process may be accelerated by heating with good airflow - temperatures between50c-70c are advised for 20 minutes, after an initial 15 minute flash off period.For further technical information, please contact ISF Technical Services.
ENVIRONMENTAL CONSIDERATIONS: Please ensure the product is applied intemperatures above 10c. Applications below this temperature would mean the solventswill not be able to evaporate correctly, this could then lead to the product "blocking out"(not drying). If applying the product in high salt environments it is recommended that aDFT of 300 microns minimum (top coat & primer combined) is applied. Do not apply to wetor damp surfaces, all damp areas must be fully dried before being painted.Can be applied as an O.C.F. (one coat finish) via airless equipment.
INFORMATION Ideal product for AIRLESS application where a minimum 150 DFT is required for exterioruse, can be applied upto 1mm thick without sagging or running film is required.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 30-40 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• Hi Build, easy-to-use, solvent-based system
• Good opacity with excellent adhesion
• Good flow out & easily re-coatable
• Ideal for speedy production
QD6 COMPLIANT TOP COAT SYSTEMPromatch® - High Build Alkyd O.C.F. Enamel
13
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
USES Interior FERROUSmetals
TOPCOAT RAPIDO Enamel Promatch
RAPIDO Enamel Promatch Metallic
RAPIDO Enamel Promatch SPECIAL
RAPIDO Enamel Black
RAPIDO Enamel White
BASECOAT RAPIDO Primer Grey
RAPIDO Primer White
THINNERS RAPIDO Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Degrease substrate with No 40 Degreaser. Ensure primer is sanded well prior to top coat
being applied. Apply by normal spray techniques. Only use onto ferrous metals.
INFORMATION Please ensure that primer is sanded well between coats.
Quick ReferenceCoverage 6-9 Sq.m/ltTouch Dry 2-5 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 5 & 25 LT
Single Pack Systems
• Developed to meet todays busy production deadlines
• Exceptionally fast dry times
• Excellent opacity & sanding
• Hardwearing, marr resistant. Contains anti-scuff additives
RAPIDOUltra Fast Cellulose Metal System
14
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
USES Interior & exterior metal, even concrete
Very water resistant
TOPCOAT CRP System Promatch to pattern
CRP System Promatch Textured
CRP System Promatch SPECIAL
CRP System Enamel Black
CRP System Enamel White
BASECOAT Not required onto Ferrous substrates
THINNERS CRP Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Brush, conventional spray or HVLP spray equipment.
APPLICATION Ensure substrate is clean using No 40 Degreaser. Add CRP Thinners up to 10% by volume.
Once cured, the coating will resist water, mild acids & alkalianes.
INFORMATION Please note: CRP should not be used in conjunction with other paint systems (either
underneath OR over-coating).
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 20-30 mins Recoat Time 4 Hrs Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• Hi Build, highly resistant system
• Good coverage with excellent adhesion
• Good flow out & easily re-coatable
• Water resistant coating
• Resistant to swimming pool vapour
• Used to coat galvanized heat ducts
CRP SYSTEM - Chlorinated Rubber PaintPromatch® - High Build Chrorinated Rubber Coating
15
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
USES Interior metal work.
TOPCOAT QAD Hammer Finish Promatch to pattern QAD HF 100 Hammer Finish Silver QAD HF 102 Hammer Finish Machine Green QAD HF 104 Hammer Finish Electric Blue QAD HF 106 Hammer Finish Light Blue QAD HF 108 Hammer Finish Bright Green QAD HF 110 Hammer Finish Fire Red QAD HF 112 Hammer Finish GoldQAD HF 114 Hammer Finish Black QAD HF 116 Hammer Finish Charcoal Grey QAD HF 118 Hammer Finish Beige QAD HF 120 Hammer Finish Midnight Blue QAD HF 122 Hammer Finish Copper QAD HF 124 Hammer Finish Bitter ChocQAD HF 126 Hammer Finish BronzeQAD HF 128 Hammer Finish Clear Pearl
BASECOAT Consult ISF Product Selector List
THINNERS No 99 QAD Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment. May be brush applied over small areas.
APPLICATION Please ensure substrate is clean using 40 Degreaser.
Prime substrate as required - onto normal ferrous metals, a full even coat of Universal HBPrimer should be used. For non-ferrous substrates please initially apply TP2 Primer toensure adequate adhesion. If thinners are required, add No 99 QAD Thinners up to 10% byvolume. Over thinning will cause the loss of the hammer pattern.In normal ambient air temperatures, QAD Hammer Enamel will be hard dry to handle after4 hours but this process may be accelerated by heating with good airflow - temperaturesbetween 50c-70c are advised for 20 minutes, after an initial 15 minute flash off period.To achieve a greater hammer pattern thin with 10% No 99 QAD Thinners and apply awetter coat, the wet the coat the bigger the hammer pattern will be.
INFORMATION For full colour range please see the ISF Hammer Finish Chart.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 15 mins Recoat Time N/AMax Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 1, 5 & 25 LT
Single Pack Systems
• Durable, marr resistant finish with a distinctive hammer pattern
• May be used as a one coat finish
• Fast drying for speedy production schedules
• Ideal for covering imperfections in the substrate
QAD HAMMER FINISHQuick Air Drying Hammer Effect
16
ISF Promatch - computerised colour matching to over 50,000 shades.
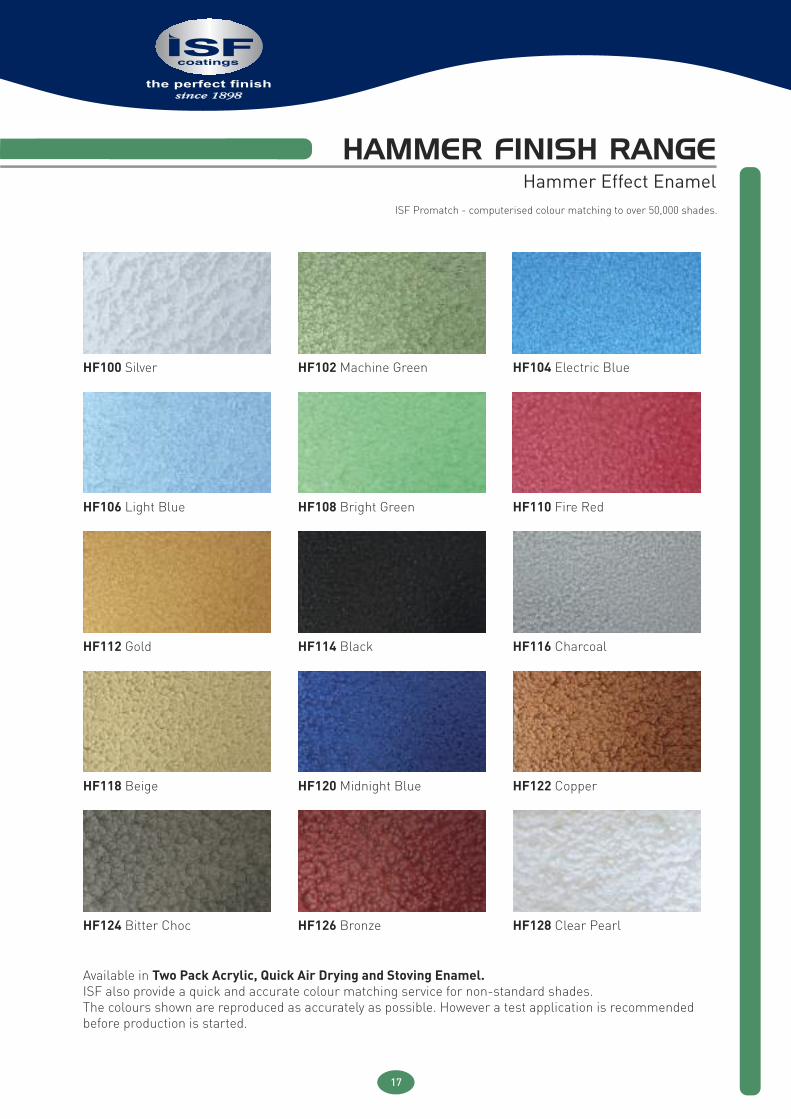
HAMMER FINISH RANGE Hammer Effect Enamel
17
ISF Promatch - computerised colour matching to over 50,000 shades.
HF100 Silver HF102 Machine Green HF104 Electric Blue
HF106 Light Blue HF108 Bright Green HF110 Fire Red
HF112 Gold HF114 Black HF116 Charcoal
HF118 Beige HF120 Midnight Blue HF122 Copper
HF124 Bitter Choc HF126 Bronze HF128 Clear Pearl
Available in Two Pack Acrylic, Quick Air Drying and Stoving Enamel.ISF also provide a quick and accurate colour matching service for non-standard shades.The colours shown are reproduced as accurately as possible. However a test application is recommendedbefore production is started.
USES High quality interior exterior metals-
both ferrous & non-ferrous
TOPCOAT Consult ISF Product Selector List
BASECOAT TP2 Epoxy Primer Charcoal
TP2 Epoxy Primer White
TP2 Epoxy Primer Lt Grey
TP2 Epoxy Primer Red Oxide
TP2 Etch Epoxy Wash (19888)
THINNERS No. 150 TP1 Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Clean substrate with 40 Degreaser. Mix 4 Parts TP2 Primer with 1 Part TP2 Catalyst. Once
catalysed, use No 150 TPT Thinners up to a 10% maximum addition if required. Normally a
single application of primer is sufficient. Excellent adhesion onto most metal substrates -
ferrous, aluminium, stainless & galvanised.
Recommended application set-ups:
Gravity gun: 40-50psi with 1.8 tip
Suction gun: 50-60psi with 1.6 / 1.8 tip
Airless: 1800/2000 psi with 1.2 / 1.4 tip
Air assisted: 15-45 air pressure, 20-30psi pump with 1.2 tip
INFORMATION For exterior use: please ensure that the total system film thickness (DFT) exceeds 150
microns (3 coats). Always lightly sand between coats to assist adhesion.
Quick ReferenceCoverage 9-11 Sq.m/ltTouch Dry 15-20 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life 12 Hrs Mix Ratio 4:1Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• Based upon a top quality epoxy resin formulation
• Outstanding adhesion & superb filling properties
• Excellent opacity & sanding. Easily re-coatable
• Conforms to British Standard 5493 Part 5.
TP2 PRIMER SYSTEMTwo Pack Epoxy - Isocyanate-free
18
ISF Promatch - computerised colour matching to over 50,000 shades.
TP2 Part B(Primer) 4:1 mix
USES Interior & exterior metals
TOPCOAT TP2 Promatch
TP2 Promatch Metallic
TP2 Promatch Textured
TP2 Promatch SPECIAL
TP2 Top Coat Black
TP2 Top Coat White
BASECOAT TP2 Primer Charcoal
TP2 Primer Grey
TP2 Primer White
THINNERS No. 150 TPT Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Clean surfaces with No 40 Degreaser. Mix 1 Part A with 1 Part B. Stir thoroughly. Prime as
necessary dependant on substrate. Always sand lightly between coats to assist adhesion.
Only available in FULL GLOSS version.
INFORMATION For exterior use: please ensure that the total system film thickness (DFT) exceeds 150
microns. Always lightly sand between coats to assist adhesion.
Quick ReferenceCoverage 10-15 Sq.m/ltTouch Dry 30-45 mins Recoat Time Overnight Max Resistance 7 Days Pot Life 8 Hrs Mix Ratio 1:1Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• High Build Epoxy System, free from isocyanates
• Superb gloss & colour retention
• High resistance to both weather and chemicals
• Easily re-coatable. Tough, durable coating
TP2 TOP COAT SYSTEMPromatch® - Two Pack Epoxy System
19
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
TP2 Top CoatCatalyst(1:1 Mix)
TP2 PrimerCatalyst (4:1 Mix)
USES Interior & exterior metals
TOPCOAT TP5 Promatch
TP5 Promatch Metallic
TP5 Promatch Textured
TP5 Promatch SPECIAL
TP5 Black
TP5 White
TP5 Hammer Finish Promatch
TP5 Hammer Finish Silver
BASECOAT TP2 Primer Charcoal
TP2 Primer Grey
TP2 Primer White
THINNERS No. 150 TPT Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Clean surfaces with No 40 Degreaser. Mix 4 Parts A with 1 Part B. Stir thoroughly. Prime
as necessary dependant on substrate. Always sand lightly between coats to assist
adhesion.
Also available in a HAMMER FINISH version - please refer to Hammer Finish Colour Chart
for availability of colours. (page 17)
INFORMATION For exterior use: please ensure that the total system film thickness (DFT) exceeds 150
microns (3 coats). Always lightly sand between coats to assist adhesion.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 15-20 mins Recoat Time Overnight Max Resistance 7 Days Pot Life 24 Hrs Mix Ratio 4:1Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• Epoxy cured, acrylic resin that is free from isocyanates
• Excellent gloss & colour retention
• Offers high resistance to both weather and chemicals
• Easily re-coatable
TP5 TOP COAT SYSTEMPromatch® - Non Isocyanate Two Pack Acrylic
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
TP5 Part BCatalyst (4:1 Mix)
TP2 PrimerCatalyst (4:1 Mix)
20
USES Interior & exterior metals
TOPCOAT TP6 Hi-Visc Promatch
TP6 Hi-Visc Promatch Metallic
TP6 Hi-Visc Promatch Textured
TP6 Hi-Visc Promatch SPECIAL
TP6 Hi-Visc Black
TP6 Hi-Visc White
BASECOAT TP2 Primer Charcoal
TP2 Primer Grey
TP2 Primer White
THINNERS No. 150 TPT Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix spray equipment.
APPLICATION Clean surfaces well with No 40 Degreaser. Mix 4 Parts A with 1 Part TP6 Catalyst. Stir
thoroughly. Prime as necessary dependant on substrate. Always sand lightly between
coats to assist adhesion.
INFORMATION For exterior use: please ensure that the total system film thickness (DFT) exceeds 150
microns (3 coats). Always lightly sand between coats to assist adhesion.
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 15-20 mins Recoat Time Overnight Max Resistance 7 Days Pot Life 24 Hrs Mix Ratio 4:1Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• Ideal for SPATTER effect finishes
• Epoxy cured, acrylic resin that is free from isocyanates
• Excellent gloss & colour retention
• Offers high resistance to both weather and chemicals
TP6 Hi-Visc TOP COAT SYSTEMPromatch® - Hi-Build Non Isocyanate Two Pack Acrylic
21
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
TP6 Part BCatalyst (4:1 Mix)
TP2 PrimerCatalyst (4:1 Mix)
USES Highly durable coating for exterior metals
TOPCOAT DURA-BOND Promatch
DURA-BOND Promatch Metallic
DURA-BOND Promatch SPECIAL
DURA-BOND Black
DURA-BOND White
BASECOAT DURA-BOND Primer Charcoal
DURA-BOND Primer Grey
DURA-BOND Primer White
DURA-BOND Primer Red Oxide
THINNERS No. 150 TPT Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix spray equipment.
APPLICATION Please ensure the substrate surface is throughly cleaned with No 40 Degreaser.
Apply one full even coat of DURA-BOND (19967) Primer (mix ratio 4 parts A with 1 part B).
Allow to dry for 2-4 hours depending on drying conditions. Further coats of primer may be
applied depending on the DFT required. After a light de-nib between coats to assist
adhesion, apply one full coat of DURA-BOND (19968) Top Coat (mix ratio 4 parts A + 1 part
B). Allow to dry fully overnight - the film will continue to harden for up to 7 days if airdried.
The system may also be force-dried to accelerate hardness. We would advise leaving to
flash off for 15 minutes then, ensuring a good air-flow, heat up to 50c for up to 45
minutes..
The system does not contain isocyanate. Please ensure that the total system dry film
thickness (DFT) exceeds 150 microns (3 coats) for exterior use. Always lightly sand
between coats to assist adhesion. Maximum 2 coats in any 8 hours when air drying.
Quick ReferenceCoverage 10-12 Sq.m/ltTouch Dry 15-20 mins Recoat Time Overnight Max Resistance 7 Days Pot Life 24 Hrs Mix Ratio 4:1Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• Epoxy cured, acrylic resin that is free from isocyanates
• Excellent gloss & colour retention
• Offers high resistance to both weather and chemicals
• 7/10 Year Product Guarantee* for exterior use
DURA-BOND EXTERIOR METAL SYSTEMHigh build Two Pack Primer + Top Coat System
22
ISF Promatch - computerised colour matching to over 50,000 shades.
DURA-BOND (top coat) Part B Catalyst (4:1 Mix)
DURA-BOND (primer) Catalyst (4:1 mix)
EN71
Do’s:
• Always remove old paint before applying the DURA-BOND Exterior Metal System.• Always allow sufficient dry time between coats• Ensure correct part B is used for the primer and the topcoat• If thinner is require always use No 150 Thinners• Always sand between coats using 320-500 grit paper• Always sand between coats to create a key• Important: Always ensure that the dry film weight is above 150 microns failure to do thiswill result in the guarantee being void.
Dont's:
• Never apply the DURA-BOND Exterior Metal System in wet or rainy conditions.• Do not use in temperatures below 10c.• Do not apply DURA-BOND Exterior Metal System when the humidity is above 60% orthe air temperature is above 29c• Never use the primer part B in the top coat!• Never use the top coat part B in the primer!
Airless spray: The use of a 1.1/1.3 fluid tip and 1500/2000 PSI atomizing pressure isrecommended.
Conventional spray gun: 10-15% No 150 Thinners will be required for conventional sprayequipment, a 1.6/1.8 fluid tip with 40/50 PSI atomizing pressure is recommended.
Brush application (small areas): Thin the primer and top coat using 25-30% No 150Thinners , always use a good quality brush.
Roller/paint pad application: Thin the primer 10-15% and the top coat 25-30%, use amohair or material roller, foam or sponge rollers are not recommended for use with theDURA-BOND Exterior Metal System.
ENVIRONMENTAL CONSIDERATIONS: Neither the Primer nor Topcoat are suitable forapplication in temperatures below 10c as the solvents will not be able to evaporate, thiswill then lead to the product "blocking out" (not drying). If applying the product in highsalt environments it is recommended that a DFT of 300 microns minimum is applied. Donot apply to wet or damp surfaces, all damp areas must be fully dried before being painted.
Please store between 5c & 30c. Replace all lids firmly after use.
ISF offer a standard 7 Year Product Guarantee on this system, which may be extended to10 years - for further details please contact ISF Tech Services.
INFORMATION Life expectancies are quoted in accordance with ISO12944: 1998 C3 Medium - Urban andindustrial atmospheres, moderate sulphur dioxide pollution & low salinity coastal areas.
Two Pack Systems
DURA-BOND EXTERIOR METAL SYSTEMHigh build Two Pack Primer + Top Coat System
23
USES High quality interior & exterior metals.
TOPCOAT RP9 Pol-Bond (PU) Promatch RP9 Pol-Bond (PU) Promatch Metallic RP9 Pol-Bond (PU) Promatch Textured RP9 Pol-Bond (PU) Promatch SPECIAL RP9 Pol-Bond (PU) Black RP9 Pol-Bond (PU) White
BASECOAT RP9 Pol-Bond (PU) Primer Promatch RP9 Pol-Bond (PU) Primer Charcoal RP9 Pol-Bond (PU) Primer Grey RP9 Pol-Bond (PU) Primer White
THINNERS RPT (PU) System Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional spray, airless / airmix or HVLP spray equipment.
APPLICATION Mix ratios:
PRIMER: Mix 9 Parts RP9 Poly-Bond Primer with 1 Part B RP9 Catalyst.
TOPCOAT: Mix 9 Parts RP9 Poly-Bond Top Coat with 1 Part B RP9 Catalyst.
Once catalysed, thinners not normally necessary, however RPT Thinners may be used ifrequired up to a maximum of 10% by volume. Apply a light coat of RP9 Poly-Bond Primer,allow to dry. Then after a further de-nib apply a full even coat of the RP9 Poly-Bond TopCoat & allow to dry. This product contains isocyanates, an air-fed mask should be usedduring application.
INFORMATION As the catalyst contains isocyanate the use of air-fed masks is required whilst spraying &mixing. For exterior applications. Please ensure that the total system dry film thickness(DFT) exceeds 150 microns. Always lightly sand between coats to assist adhesion.Maximum 2 coats in any 8 hours. Catalyst should be used within 6 weeks of delivery. Onceopened, Catalyst MUST be used within 7 days.
Quick ReferenceCoverage 7-9 Sq.m/ltTouch Dry 10-15 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life 6 Hrs Mix Ratio 9:1 Shelf Life 12 monthsPack Size 5 & 25 LT
Two Pack Systems
• Very resilient hard wearing system.
• High opacity formulation. Excellent water resistance
• Good flow & film clarity produces a superbly smooth finish
• Easily re-coatable for speedy production
RP9 POLY-BOND SystemPromatch® - Two Component PU
24
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
RP9 Poly-Bond Catalyst 9:1 mix
RP9 Poly-Bond Catalyst 9:1 mix
USES Interior & Exterior metal work
TOPCOAT Stoving Enamel Promatch
Stoving Enamel Promatch Metallic
Stoving Enamel Promatch Textured
Stoving Enamel Promatch SPECIAL
Stoving Enamel Black
Stoving Enamel White
Stoving Enamel Hammer Promatch
Stoving Enamel Hammer Silver
BASECOAT Consult ISF Product Selector List
THINNERS No. 158 Stoving Thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Degrease with No 40 Degreaser. Prime non-ferrous substrates with TP2 Primer. Stoving
schedule is 120c for 15 minutes after 10 minute flash off at room temperature. No 158
Thinners or No 100 Superflow Thinners may be added up to 10% by volume.
Also available in a HAMMER FINISH version - please refer to Hammer Finish Colour Chart
for availability of colours. (page 17)
INFORMATION
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 10-15 mins Recoat Time 90 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 5 & 25 LT
Stoving and Heat Resistant Systems
• High quality resin blend, excellent hardness & flexibility
• Excellent gloss, flow, film clarity & colour retention
• Covers in ONE coat - no primer required
• Hardwearing, marr resistant. Contains anti-scuff additives
STOVING ENAMELPromatch® - One Coat Stoving Enamel
25
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
Please note: This product can also be supplied in 400 ml Aerosols with professional adjustable fan nozzels.
USES For ferrous metal work, requiring temperature
resistance of <500c
TOPCOAT HOTSHOT Aqua (500c) HR Red Oxide 12512
HOTSHOT Aqua (500c) HR Black 12513
HOTSHOT Aqua (500c) HR Silver 12514
BASECOAT N/A
THINNERS None Required
CLEANER Water
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
May be brush applied over small areas
APPLICATION Degrease the cold surfaces with No 40 Degreaser. Ensure product is stirred thoroughly
before & during use. No thinners required.
INFORMATION
Quick ReferenceCoverage 8-10 Sq.m/ltTouch Dry 30 mins Recoat Time 60 mins Max Resistance 7 Days Pot Life N/A Mix Ratio N/AShelf Life 12 monthsPack Size 5 LT
Stoving and Heat Resistant Systems
• Widely used for painting exhaust stacks, boilers & ovens
• Contains zinc phosphate - exceptional external weathering
• Covers in ONE coat - no primer required
• Hardwearing, marr resistant. Contains anti-scuff additives
HOT SHOT AquaWater-borne Heat resistant Finish
26
ISF Promatch - computerised colour matching to over 50,000 shades.
USES To assist with adhesion onto zinc coated +
galvanised metals
TOPCOAT Consult ISF Product Selector List
BASECOAT ISF Mordant Solution
THINNERS None Required
CLEANER Water
EQUIPMENT Conventional spray equipment. May be brushed / ragged over small areas.
APPLICATION Thoroughly clean the surface to be treated with No 40 Degreaser. Brush apply or rag the
MORDANT SOLUTION onto the galvanized surface leave to dry for 20 minutes. The surface
will turn black - this may take a little longer on newly galvanised surfaces. Clean again
with No 40 Degreaser. The substrate is then normally ready to be primed & top-coated. We
recommend the use of the TP2 Primer System over this product for superb inter-coat
adhesion.
INFORMATION
Quick ReferenceCoverage 6-8 Sq.m/ltTouch Dry 20-30 mins Recoat Time 60 mins Max Resistance N/A Pot Life N/A Mix Ratio N/AShelf Life 12 monthsPack Size 5 LT
Water Borne & Specialist finishes
• Widely used as a pre-treatment
• Assists adhesion onto zinc / galvanised surfaces
• Easy application - ONE coat
• Ensures long term stability of paint system
ISF MORDANT SOLUTIONWater-borne Adhesion Promoter
27
EN71
USES Compliant coating for ferrous metals
TOPCOAT AQUAMAX Top Coat Promatch
AQUAMAX Top Coat Black
AQUAMAX Top Coat White
BASECOAT Consult ISF product selector list
THINNERS None Required
CLEANER Water
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Clean the substrate throughly with No 40 Degreaser. For galvanised steel - use ISFMordant Solution to pretreat prior to application. Spray at a pressure of 30-50 psi.
Some major advantages of AQUAMAX over standard solvent based primers:
• 1000 hrs salt spray tested* (Please consult ISF Technical Team for full range available)• Tested to 500c• Full E.P.A. compliance• No emmisions - completely user friendly• No cleaning solvent required• Greatly improved transfer efficiency• No special storage requirements
AQUAMAX is a non-toxic metal primer which, when dry, is re-coatable with either ISFaqueous or ISF solvent based topcoats. Offers greatly improved mileage over similarsolvent based systems.
Once the AQUAMAX Primer is dry, apply the AQUAMAX Top Coat - normally a single coat issufficient, but further coats may be added once re-coat times are observed.
INFORMATION Full EPA Compliance. Solvent Storage Licence not required. No expensive cleaning solvent
required. No consigned waste.
Quick ReferenceCoverage 15-18 Sq.m/ltTouch Dry 15-20 mins Recoat Time 4 Hrs Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 5 & 20 LT
Water Borne & Specialist finishes
• 'Next generation’ water-borne pigmented system
• Wide range of primers withstand up to 1000hrs Salt Spray*
• Recoatable with both water-borne & solvent based top coats
• Fast drying formulation contains zinc phosphate
AQUAMAX PrimerHigh Resistance Water-Borne Metal System
28
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
USES Compliant coating for ferrous metals
TOPCOAT AQUAMAX Top Coat Promatch
AQUAMAX Top Coat Metallic
AQUAMAX Top Coat Black
AQUAMAX Top Coat White
BASECOAT AQUAMAX Primer
THINNERS None Required
CLEANER Water
EQUIPMENT Conventional airless / airmix or HVLP spray equipment.
APPLICATION Clean the substrate throughly with No 40 Degreaser. For galvanised steel - use ISFMordant Solution to pretreat prior to application. Spray at a pressure of 30-50 psi.
Some major advantages of AQUAMAX over standard solvent based systems: • Tested to 500c• Full E.P.A. compliance• No emmisions - completely user friendly• No cleaning solvent required• Greatly improved transfer efficiency• No special storage requirements
Offers greatly improved mileage over similar solvent based systems.
Once the AQUAMAX Primer is dry, apply the AQUAMAX Top Coat - normally a single coat issufficient, but further coats may be added once re-coat times are observed.
INFORMATION Full EPA Compliance. Solvent Storage Licence not required. No expensive cleaning solvent
required.
Quick ReferenceCoverage 15-18 Sq.m/ltTouch Dry 15-20 mins Recoat Time 4 Hrs Max Resistance 7 Days Pot Life N/A Mix Ratio N/A Shelf Life 12 monthsPack Size 5 & 20 LT
Water Borne & Specialist finishes
• 'Next generation’ water-borne pigmented system
• Fast drying, full E.P.A compliance
• Easily re-coatable
AQUAMAX Top CoatWater-Borne Metal System
29
EN71
ISF Promatch - computerised colour matching to over 50,000 shades.
USES Coating for concrete, wooden & steel flooring.
TOPCOAT SUPA-FLOR (Concrete) Promatch
SUPA-FLOR (Concrete) Promatch Textured
SUPA-FLOR (Concrete) Black
SUPA-FLOR (Concrete) Green
SUPA-FLOR (Concrete) Slate Grey
SUPA-FLOR (Concrete) Tile Red
SUPA-FLOR (Concrete) White
SUPA-FLOR (Concrete) Yellow
BASECOAT N/A
THINNERS Supa-Flor thinners
CLEANER ISF Spray Gun Cleaner
EQUIPMENT By brush, mohair roller, mop or conventional spray equipment.
APPLICATION Apply coat on coat. Recoatable after 16 hours in normal conditions.
INFORMATION When applying Supa-Flor to new or un coated concrete thin the first coat 1:1 with No 702.
Supa-Flor Thinners, this will allow the product to flow into the pores of the concrete and
act as a sealer, once this is done leave over night to dry then apply a second coat of neat
Supa–Flor to achieve an hard wearing durable floor coating.
Quick ReferenceCoverage 9-11 Sq.m/ltTouch Dry 1-2 Hrs Recoat Time 16 Hrs Max Resistance 7 Days Pot Life N/A Mix Ratio N/AShelf Life 12 monthsPack Size 5 & 25 LT
Concrete Floor Finishes
• Solvent based, rapid drying floor coating
• Dries to a satin finish which is easily cleaned
• Resistant to mild chemical spillage
• Prevents dust formation
SUPA-FLOR (Concrete) Floor FinishPromatch® - Fast Drying Floor Coating
30
ISF Promatch - computerised colour matching to over 50,000 shades.
Concrete Floor Finishes
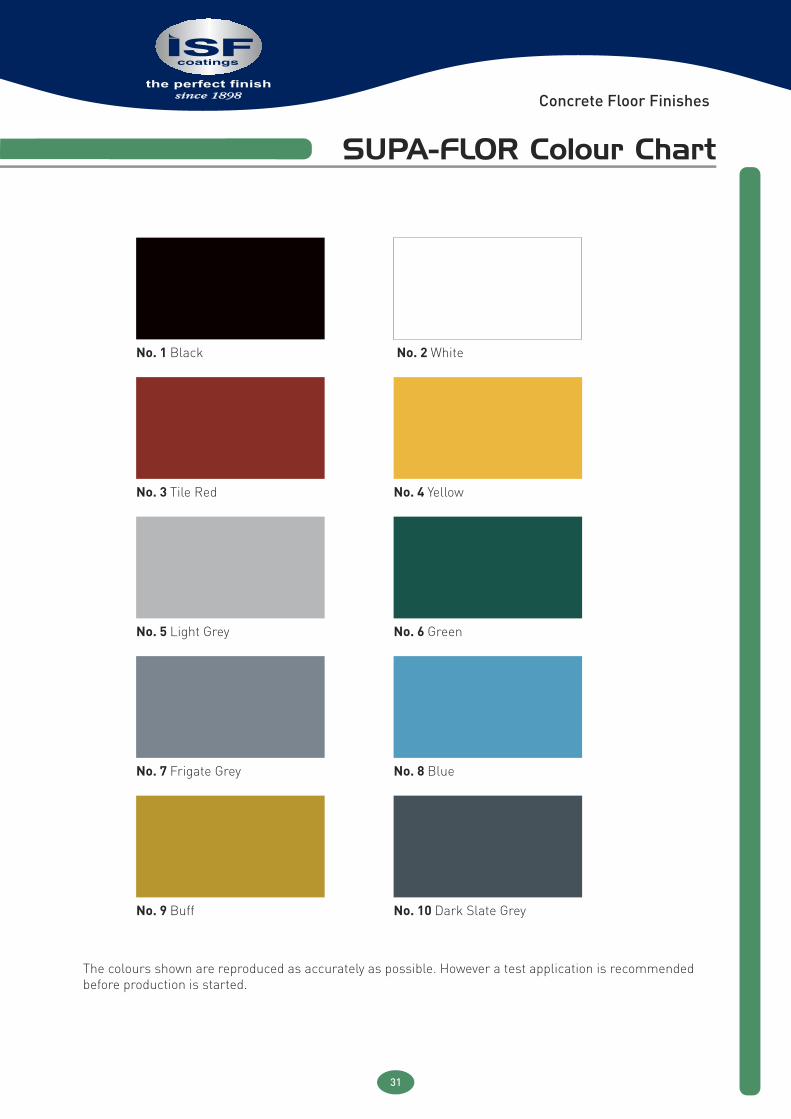
SUPA-FLOR Colour Chart
31
No. 1 Black No. 2 White
No. 3 Tile Red No. 4 Yellow
No. 5 Light Grey No. 6 Green
No. 7 Frigate Grey No. 8 Blue
No. 9 Buff No. 10 Dark Slate Grey
The colours shown are reproduced as accurately as possible. However a test application is recommendedbefore production is started.
For further information on the extensive ISF product range please visit:www.isf.co.ukTel: +44 (0)116 274 2222Fax: +44 (0)116 274 3333Email: [email protected]
ISF Head OfficeThurmaston Boulevard, Leicester LE4 9HS, UKUK, European & Worldwide Distribution
WOOD FINISHES • MDF FINISHES • PLASTIC FINISHES • METAL FINISHES • AEROSOLS • FLOOR COATINGSJOINERY PRODUCTS • ABRASIVES • SPRAY EQUIPMENT