mémotech bois et matériaux associés
TRANSCRIPT

Bois et matériauxassociésJ.-P. BARETTE
C. HAZARDJ. MAYER
www.casteilla.fr
Boi
s et
mat
éria
uxas
soci
és
ISBN : 978-2-7135-3446-1ISSN : 0986-4024
9782713534461_MEMOTECH_BOIS-MATERIAUX.indd 19782713534461_MEMOTECH_BOIS-MATERIAUX.indd 1 07/06/13 16:5107/06/13 16:51


MÉMOTECHBOIS
etMATÉRIAUX ASSOCIÉS
du Bac Pro aux BTS de la filière « bois »
Claude HAZARDInspecteur Général del’Éducation Nationale
Jean-Pierre BARETTEProfesseur de lycée professionnel
«Génie industriel Bois»
Jérôme MAYERProfesseur agrégé
de «Génie industriel Bois»Chef de travaux de lycée
polyvalent
978271353446_001_005_MB 6/06/13 15:20 Page 1

L’éditeur remercie les entreprises et organismes suivants pour leur aimable et gracieusecollaboration :APECF, Atofindley; Boen Parkett, Cathild Industrie; CEDEO; Celliose; Centre d’Information duVerre Feuilleté; CTBA; Deceuninck; Descours et Cabaud SA; DIFAQ SA; Éditions Delagrave;Éditions Vial; Elbe; Euro Clifal; Fédération Française des Importateurs de Bois du Nord; FercoInternational; Fezer FIPEC; Formica S.A.; Guhdo France; Hettich France; Hewi; Institut Nationalde Recherche et Sécurité; Isoroy; Joint Dual; JPM Chauvat SA; Lambiotte; Mage; Michelin; MilesiVernis; Norton SA; OPPBTP; SARL Charpente Forté; Patrick Bellion SA; Polyrey; Lambert;Rockwool Isolation SA; SOPROFEN; Société SPIT ; Syndicat National des Constructeurs deCharpentes en Bois lamellé collé; Technal; Tramico; WICONA; WOLF Connexion; Wurth SA;Xylochimie; Zuani SRL.
Chez le même éditeur :
Mémotech Développement/Industrialisation Bois et matériaux associésC. Hazard, J. Mayer, S. Surmely
La CFAO avec TopSolid’Wood et TopSolid’WoodcamY. Chavant, S. Surmely
La CAO accessible à tous avec SolidworksTomes 1 et 2P. Rétif
Mémotech Commande numériqueJ.-P. Urso
Mémotech Bâtiment Métal, Aluminium, Verre et matériaux de synthèseC. Hazard
Formulaire pratique pour les techniciens des métiers du boisC. Hazard
Le logo qui figure ci-contre mérite une explication. Son objet est d’alerter le lecteur sur la menaceque représente pour l’avenir de l’écrit, tout particulièrement dans le domaine de l’enseignement, ledéveloppement massif du photocopillage.Le code de la propriété intellectuelle du 1er juillet 1992 interdit en effet expressément la photocopieà usage collectif sans autorisation des ayants droit. Or, cette pratique s’est généralisée dans lesétablissements scolaires, provoquant une baisse brutale des achats de livres, au point que lapossibilité même pour les auteurs de créer des œuvres nouvelles et de les faire éditer correctementest aujourd’hui menacée.Nous rappelons donc que toute reproduction, partielle ou totale, du présent ouvrage est interditesans autorisation de l’éditeur ou du Centre français d’exploitation du droit de copie (CFC, 20 rue desGrands-Augustins, 75006 Paris).
Couverture : dessins réalisés par R. Maraï
ISBN : 978-2-7135-3446-1ISSN : 0986-4024
© Éditions Delagrave, 2013, 5, allée de la 2e D.B., 75015 PARIS
978271353446_001_005_MB 7/06/13 11:17 Page 2

PRÉFACEAu cours de ces deux dernières décennies, les métiers de la filière bois ont évolué avec l’ensembledes métiers du bâtiment et de l’industrie. Les charpentiers, les menuisiers ébénistes sont devenus desprofessionnels rompus aux techniques modernes et diversifiées des fabrications.
La compétitivité devient aujourd’hui un atout majeur pour les entreprises, elle entraîne la modificationdes stratégies de production et de construction. Les délais de livraison doivent être performants etgarantir le meilleur « rapport qualité/prix » des produits.
La numérisation des machines à bois, l’utilisation d’outils portatifs et électriques modernesapparaissent dans les ateliers et sur les chantiers.
Les réalisations s’appuient, d’une part, sur les méthodes de calculs et d’usinage nouveaux avecl’apport des outils informatiques et d’autre part, sur les résultats obtenus lors des essais menés dansles laboratoires et organismes spécialisés de la filière Forêt/Bois. Elles tiennent compte des normes envigueur de l’AFNOR et des exigences définies par les cahiers des charges.
La technologie, discipline de culture et d’action, a besoin d’ouvrages de référence, faciles à consulter,toujours à portée de main des étudiants et des professionnels. Ce Mémotech est une véritablebanque de données destinée à fournir en temps réel, tous les renseignements utiles et nécessaires àl’exécution d’une tâche dans la production à quelque niveau que ce soit.
Le Mémotech Bois et Matériaux Associés s’efforce de répondre, par son concept, aux exigencesdu travail contemporain.
En effet, de nombreux thèmes sont abordés dans l’ouvrage que ce soient la connaissance du Boiset des Matériaux Associés, l’usinage, l’assemblage, le contrôle de la qualité, la gestion de production,la maintenance, l’organisation fonctionnelle des chantiers, l’hygiène et la sécurité, tous sont intégrésdans l’exécution d’ouvrages et sont développés avec méthode et clarté.
Des exemples de choix sont fournis, systématiquement classés et répertoriés. Ils facilitent l’accèsimmédiat aux items.
Outil précieux destiné à faciliter la tâche des enseignants, des étudiants, des techniciens etprofessionnels de l’industrie du bois, le Mémotech Bois et Matériaux Associés est basé sur les liensutiles qui unissent à la fois les concepts utilisés dans les entreprises et les formations dispensées dansles établissements d’enseignement professionnel, l’objectif étant d’assurer une bonne intégration denos élèves et étudiants dans le monde du travail. Ce mémotech vient enrichir la bibliothèque del’Enseignement Technique.
Claude HAZARDInspecteur Général honoraire
de l’Éducation nationale
Aux données technologiques appartenant aux cinq grandes familles des thèmes : « Matériaux »,« Matériels », « Méthodes », « Ouvrages », « Chantiers », vient s’ajouter un outil méthodologique,les « Fiches choix ».Ces fiches sont parfaitement adaptées à l’esprit fondamental du Mémotech.Elles entraînent les élèves et les étudiants à choisir une solution technologique ou méthodologiqueparmi les nombreuses propositions de solutions décrites dans le Mémotech actualisé et complété.Les auteurs ont choisi quelques exemples significatifs dans le cadre des référentiels des niveaux deformation V, IV et III des métiers du bois, ouvrant la possibilité aux enseignants de développer eux-mêmes d’autres fiches adaptées aux besoins des élèves et de leurs enseignements.Ces « Fiches choix » sont en adéquation avec les référentiels et les recommandations pédagogiquesdes « Méthodes actives » qui permettent aux élèves d’accéder aux connaissances et aux conceptsfondamentaux tout en organisant méthodologiquement l’exécution de leur travail.
Les auteurs
978271353446_001_005_MB 6/06/13 15:20 Page 3

1 Le bois................................................... 61.1 La forêt française.............................. 6
1.2 L’arbre ............................................... 7
1.3 Essences et spécificités ................... 11
1.4 Anatomie du bois.............................. 15
1.5 Propriétés physiques
et facteurs influents .......................... 17
1.6 Propriétés mécaniques ..................... 19
1.7 Propriétés chimiques ........................ 26
1.8 Exploitation et débits des bois......... 26
1.9 Séchage et stockage........................ 29
1.10 Défauts et parasites .......................... 36
1.11 Traitement des bois ........................... 42
1.12 Emploi des bois................................. 50
1.13 Dimensions commerciales
et classes des bois........................... 54
1.14 Bois du Nord..................................... 59
2 Dérivés des bois .................................. 622.1 Panneaux contreplaqués .................. 62
2.2 Panneaux de particules .................... 68
2.3 Panneaux de fibres........................... 74
2.4 Poutres composites.......................... 77
2.5 Panneaux lamellés trois couches
(triply) ................................................ 82
2.6 Panneaux de fibres de bois
de densité moyenne ......................... 84
2.7 Panneaux de stratifié ........................ 88
2.8 Panneaux composites ...................... 92
2.9 Panneaux de cloison et décor.......... 93
2.10 Panneaux mélaminés........................ 98
2.11 Bois profilé ........................................ 99
3 Matériaux associés .............................. 1013.1 Aluminium............................................ 101
3.2 Plastiques PVC.................................... 105
3.3 Verre..................................................... 106
3.4 Matériaux d’isolation ........................... 110
3.5 Produits d’étanchéité
et de calfeutrement ............................. 117
4 Quincaillerie .......................................... 1234.1 Vis ........................................................ 123
4.2 Boulons................................................ 127
4.3 Rondelles............................................. 129
4.4 Pointes et clous................................... 130
4.5 Organes d’immobilisation
et de condamnation.......................... 131
4.6 Assemblages et ancrages
métalliques........................................ 136
4.7 Les fixations...................................... 146
4.8 Organes de rotation.......................... 168
4.9 Organes de préhension
et de manœuvre................................ 187
4.10 Organes auxiliaires de montage
définitif ou provisoire ........................ 189
4.11 Composants « Système 32 » .......... 192
4.12 Compas d’abattant ........................... 196
4.13 Habillage en ameublement ............... 197
4.14 Glissières pour tiroirs ........................ 199
5 Collage .................................................. 200
5.1 Principes et réalisation d’un collage... 200
5.2 Colles................................................... 204
6 Systèmes de représentation ............... 205
6.1 Types de dessins................................. 205
6.2 Dessins en perspective ....................... 209
6.3 Représentations analytiques ............... 211
6.4 Règles de représentation des dessins
techniques et éléments associés........ 214
6.5 Signes usuels d’établissement
des bois............................................... 259
6.6 Tracés .................................................. 260
6.7 Lecture de plan ................................... 263
6.8 Géométrie descriptive ......................... 266
7 Dossier des méthodes ........................ 275
7.1 Processus de conception
et de réalisation................................... 275
7.2 Documents techniques ....................... 276
7.3 Gamme d’usinage ............................... 277
7.4 Contrat de phase ................................ 280
7.5 Cotes de fabrication............................ 284
7.6 Symboles d’usinage............................ 286
7.7 Symbolisation des prises de pièces ... 290
8 Schématisation..................................... 291
8.1 Schématisation des mécanismes ....... 291
8.2 Schématisation des machines-outils .. 294
8.3 Étude générale des machines-outils... 307
9 Gestion de production......................... 311
9.1 Codification ......................................... 311
9.2 Nomenclature par niveaux .................. 315
9.3 Planning des phases........................... 318
TABLE DES MATIÈRES
978271353446_001_005_MB 6/06/13 15:20 Page 4

9.4 Ordonnancement................................. 323
9.5 Organisation du poste de travail......... 327
10 Contrôle de qualité............................ 329
11 Usinage............................................... 33611.1 Outils de coupe « Bois » ................. 336
11.2 Lois d’usinage................................... 342
11.3 Réglage méthodologique
des machines-outils.......................... 351
11.4 Principe de l’isostatisme................... 355
11.5 Isostatisme
et commande numérique ................. 357
11.6 Montages d’usinage ......................... 359
12 Finition des ouvrages........................ 36112.1 Abrasifs ............................................. 361
12.2 Produits de finition............................ 367
13 Liaisons-Assemblages ...................... 37313.1 Analyse combinatoire
des assemblages de 2 pièces.......... 373
13.2 Assemblages tenon et mortaise....... 383
13.3 Assemblages modifiés...................... 384
13.4 Assemblages de panneaux
de particules et panneaux de fibres. 386
14 Éléments du confort.......................... 38714.1 Confort acoustique ........................... 387
14.2 Isolation acoustique.......................... 389
14.3 Correction acoustique ...................... 390
14.4 Isolation thermique ........................... 391
15 Agencement et ameublement .......... 39815.1 Ergonomie......................................... 398
15.2 Volumes de rangement..................... 399
15.3 Cuisines ............................................ 400
15.4 Salles de bains ................................. 401
16 Ouvrages ............................................ 40216.1 Charpentes........................................ 402
16.2 Charpentes assemblées à 2 pans.... 404
16.3 Types de charpentes ........................ 407
16.4 Structures en bois lamellé-collé ....... 408
16.5 Escaliers............................................ 411
16.6 Parquets en bois............................... 417
16.7 Menuiseries extérieures .................... 429
16.8 Garde-corps et rampes .................... 451
16.9 Chantiers........................................... 453
17 La maintenance ................................. 458
18 Hygiène et sécurité ........................... 460
18.1 Organisation et sécurité.................... 460
18.2 Dispositifs de sécurité sur machines 465
18.3 Sécurité en atelier et sur chantier .... 468
19 Mémotech et pédagogie : les fiches «choix » : ........................ 470
19.1 Intervention de maintenance ............ 471
19.2 Concevoir un montage d’usinage .... 473
19.3 Étude ergonomique
d’un poste de travail......................... 475
19.4 Choix d’une colle.............................. 478
19.5 Préparation d’un poste
d’assemblage.................................... 480
19.6 Préparation d’un usinage –
choix d’une machine ........................ 482
19.7 Préparation d’un chantier de pose... 484
19.8 Aide à l’organisation
d’un poste d’usinage........................ 486
20 Outils d’analyse et de résolution des problèmes................................. 488
20.1 Étude des systèmes ......................... 488
20.2 Algorithmes
et algorigrammes .............................. 493
20.3 Étude des automatismes séquentiels 497
20.4 Circuit mécanique............................. 501
20.5 Analyse combinatoire ....................... 503
20.6 Analyse de la valeur.......................... 506
20.7 Analyse fonctionnelle........................ 508
20.8 Cahier des charges fonctionnelles ... 510
20.9 Diagramme de Pareto....................... 514
20.10 Diagramme de causes-effet ............ 515
Index.......................................................... 517
Les extraits de normes sont reproduits avec l’autorisation de l’AFNOR.Seules font foi les normes originales dans leur édition la plus récente.
Certains schémas et dessins contenus dans cet ouvrage reprennent des systèmes de représen-tation non normalisés utilisés par les constructeurs dans les différents métiers du bois. Pour lessystèmes de représentation conformes aux normes en vigueur, le lecteur doit se reporter auchapitre 6.
978271353446_001_005_MB 6/06/13 15:20 Page 5

6
La production biologique annuelle de bois en forêt correspond à l’accroissement de matière bois pro-duit par la croissance des arbres pendant une période donnée (ici 2006-2010).
1. LE BOIS1.1 LA FORÊT FRANÇAISE
Richesse écologique très diversifiée, espace d'accueil et de loisirs, la forêt française joue unrôle économique essentiel.
PRODUCTIONBIOLOGIQUEANNUELLE
RÉPARTITION EN FRANCE
Répartition des essences (bois vivant sur pied) en France
Source : www.ign.fr (site de l’Institut Géographique National)
Source : www.ign.fr (site de l’Institut Géographique National)
Régionadministrative
Production(en Mm3/an)
6
4
2
0
millionsde m3/an
Feuillus
2,6
Conifères
2,5
2,44,5
5,5
4,6
5,5 6,2
9,1
5,7
9,6
5,9
5,2
3,7
2,7
1,3
1,5 2,2
0,8
2,71,4
0,9
Alsace 2,7 ± 0,2Aquitaine 9,6 ± 0,5Auvergne 5,5 ± 0,3Basse-Normandie 1,3 ± 0,1Bourgogne 6,2 ± 0,3Bretagne 2,6 ± 0,2Centre 5,5 ± 0,2Champagne-Ardenne 4,6 ± 0,2Corse 0,9 ± 0,1Franche-Comté 5,2 ± 0,3Haute-Normandie 1,5 ± 0,1île-de-France 1,4 ± 0,1Languedoc-Roussillon 3,7 ± 0,3Limousin 4,5 ± 0,3Lorraine 5,9 ± 0,3Midi-Pyrénées 5,7 ± 0,3Nord-Pas-de-Calais 0,8 ± 0,1Pays de la Loire 2,5 ± 0,2Picardie 2,2 ± 0,2Poitou-Charentes 2,4 ± 0,2PACA 2,7 ± 0,2Rhône-Alpes 9,1 ± 0,4France 86,5 ± 1,2
Conifères :880 millions de m3
Feuillus :1 594 millions de m3
12 %
5 %
4 %
7 %
5 %
5 %
11 %
11 %
14 % 4 %
7 %
6 %
4 %
4 %
Chêne pédonculé
Chêne rouvre
Hêtre
Châtaignier
Chêne pubescent
CharmeFrêne
Autres feuillus
Sapin pectine
Épicéa commun
Pin sylvestre
Pin maritime
DouglasAutres conifères
978271353446_006_010_MB 6/06/13 15:21 Page 6

1.2 L'ARBRE
7
Le bois
CimeSommet de la tige.HouppierRamifications (branches et rameaux) et partiedu tronc non comprise dans le fût.BrancheRamification importante de la tige.CoupelleBranche assez forte pour un débit secondaire.CouronneRégion correspondant à l'insertion sur letronc de plusieurs grosses branches.TigePartie constituant l'axe plus ou moins ramifiéde l'arbre.FûtPartie du tronc dépourvue de branches.TroncPartie inférieure de la tige principale.RedentDiminution brusque de grosseur de grume.FourcheRégion correspondant à la division en deuxtiges du fût.PattePartie inférieure du tronc, renflée, où le boisoffre certaines caractéristiques particulièresde structure, dues à l'insertion des racinesprincipales.SoucheEnsemble de la base du tronc et des grossesracines qui s'y insèrent.RacinesPartie souterraine par laquelle l'arbre se fixeau sol et se nourrit.
Élément fondamental de son environnement, l'homme a fait de l'arbre un végétal productifjouant un rôle économique. Il en extrait la matière première pour de nombreuses industries(chimiques, papetières, de seconde transformation du bois).
CONSTITUTION PHYSIQUE
DE L'ARBRE
cime
coupelle
houp
pier
branches
couronne
tige
redent
fourche fûttronc
patte
racines souche
tronc patte
souche
culée
bille de pied
surbillegrume
GrumeTronc d'un arbre abattu, ébranché et recou-vert ou non de son écorce.Grume d'œuvreGrume destinée à la production de boisd'œuvre.BilleTronçon découpé dans une grume appelée« tronce » pour les bois de pays« rondin » pour les bois tropicaux.BillonBille courte.1re billeDans le cas d'une grume de grande longueur(bois tropicaux), celle-ci est tronçonnée enplusieurs billes nommées : 1re, 2e, 3e bille...
GRUME
978271353446_006_010_MB 6/06/13 15:21 Page 7

NORMES SURLES
EUROCODES
FAMILLESD’EUROCODES
1.6.2 CONCEPTION ET CALCUL DES STRUCTURES : EUROCODE 5
22
Propriétés mécaniques
Les Eurocodes sont les normes européennes de conception, de dimensionnement et de justificationdes structures. Ils jouent un rôle important dans les différents secteurs d’activités du génie civil, destravaux publics et autres. Un classement normalisé par familles est donné en fonction des actions, desconceptions et calculs des structures.
Pour la filière bois, les études et calculs de structures adopteront l’Eurocode 5 « Conception et calculdes structures en bois (EN 1995). »
Ils ont également pour rôle d’harmoniser les techniques de construction en Europe et de permettre lelibre accès des entreprises de travaux ou des bureaux d’études techniques sur les marchés des autresÉtats membres.
La présence des Eurocodes dans les bureaux d’études et méthodes apparaît de plus en plus néces-saire face aux nombreuses exigences imposées par les échanges nationaux et internationaux pour laqualité des produits et la sécurité des personnes.
Ils sont appelés, maintenant, à devenir de plus en plus le principal moyen de conception des ouvrageset des structures de bâtiments, d’ouvrages de Génie Civil et autres domaines. Dix familles existentactuellement. Leur prise en compte est essentielle, dès qu’il s’agit de concevoir, de dimensionner etde justifier les caractéristiques des ouvrages.
On compte 60 Eurocodes, regroupés en 10 familles :
• Eurocode : Bases de calcul des structures (EN 1990)
• Eurocode 1 : Actions sur les structures (EN 1991)
• Eurocode 2 : Calcul des structures en béton (EN 1992)
• Eurocode 3 : Calcul des structures en acier (EN 1993)
• Eurocode 4 : Calcul des structures mixtes acier-béton (EN 1994)
• Eurocode 5 : Conception et calcul des structures en bois (EN 1995)
• Eurocode 6 : Calcul des ouvrages en maçonnerie (EN 1996)
• Eurocode 7 : Calcul géotechnique (EN 1997)
• Eurocode 8 : Calcul des structures pour leur résistance aux séismes (EN 1998)
• Eurocode 9 : Calcul des structures en aluminium (EN 1999)
Chaque famille est constituée d’une partie générale (partie 1-1), d’une partie concernant l’incendie(partie 1-2), d’une partie 2 concernant les ponts (si d’application) et d’autres parties spécifiques.
Les Eurocodes sont développés et publiés par le CEN (Comité européen de normalisation).L’AFNOR, membre du CEN, gère ces travaux sur le plan français.
978271353446_019_027_MB 6/06/13 15:24 Page 22


Le bois
CALCUL DESSTRUCTURES
EN BOIS –EN 1995-1-1-
2005
23
L’application de l’Eurocode 5 est destinée à faciliter la communication technique, à harmoniser lesméthodes de calculs des structures en bois dans l’ensemble de la communauté européenne. À partirde 2010, l’Eurocode 5 doit se substituer aux règles CB 71 jusqu’alors utilisées.Il intervient dès la conception pour le calcul des bâtiments et des ouvrages de Génie Civil en bois(bois massif, bois Lamellé Collé, bois rabotés, bois assemblés par des organes d’assemblage ou pardes adhésifs).
■ PRINCIPES UTILISÉS PAR LES RÈGLES CB 71 ET EUROCODE 5 (COMPARAISON)Pour le CB 71, on utilise un coefficient de sécurité KS (par convention égal à 2,75) et on vérifie la rela-tion :
Pour l’Eurocode 5, on prend en compte la dispersion des matériaux avec les valeurs caractéristiques.On applique des coefficients partiels que l’on applique aux matériaux et aux actions sur les structures.
σ (contrainte admissible) ⩽σ (contrainte de rupture)
Ks (coefficient de sécurité)
■ LECTURE DE LA NORME
■ ACTIONS APPLIQUÉES AUX STRUCTURES BOISLes différents types d’actions résultent de l’ensemble des forces appliquées sur la structure en bois.Des textes, normes AFNOR et règlements apportent et précisent les conditions de vérification, d’uti-lisation conformes au cahier des charges et de sécurité des personnes et des biens pendant toute ladurée d’exploitation de la structure.
EN 1995 1-1
EN 1995 = Eurocode 5 – Conception etcalcul des structures en bois.
Partie 1 : Généralités.
Section 1 : Règles communes et règlespour les bâtiments.
EN 1995 1-2
EN 1995 = Eurocode 5 – Conception etcalcul des structures en bois.
Partie 1 : Généralités.
Section 2 : Calcul des structures au feu.
978271353446_019_027_MB 6/06/13 15:24 Page 23

Propriétés mécaniques
CLASSES DERÉSISTANCE
DU BOIS MASSIF SUIVANT EN 338
24
■ VALEURS CARACTÉRISTIQUES DES BOIS MASSIFS RÉSINEUX
■ VALEURS CARACTÉRISTIQUES DES BOIS MASSIFS FEUILLUS
Désignation Symbole C14 C16 C18 C22 C24 C27 C30 C35 C40 Unité
Contrainte de flexion fm,k11 14 16 18 22 24 27 30 35 40 MPa
Contrainte de traction axiale
ft,0,k 8 10 11 13 14 16 18 21 24 MPa
Contrainte de traction perpendiculaire
ft,90,k 0,4 0,5 0,5 0,5 0,5 0,6 0,6 0,6 0,6 MPa
Contrainte de compression axiale
fc,0,k 16 17 18 20 21 22 23 25 26 MPa
Contrainte de compression perpendiculaire
fc,90,k 2,0 2,2 2,2 2,4 2,5 2,6 2,7 2,8 2,9 MPa
Contrainte de cisaillement
fv,k 1,7 1,8 2,0 2,4 2,5 2,8 3,0 3,4 3,8 MPa
Module moyen axial E0,mean 7 8 9 10 11 11,5 12 13 14 kN/mm2
Module axial au 5e pourcentile
E0,05 4,7 5,4 6,0 6,7 7,4 7,7 8,0 8,7 9,4 kN/mm2
Module moyen transversal
E90,mean 0,23 0,27 0,30 0,33 0,37 0,38 0,40 0,43 0,47 kN/mm2
Module de cisaillement
Gmean 0,44 0,50 0,56 0,63 0,69 0,72 0,75 0,81 0,88 kN/mm2
Masse volumique caractéristique
ρk 290 310 320 340 350 370 380 400 420 kg/m³
Masse volumique moyenne
ρmeam 350 370 380 410 420 450 460 480 500 kg/m³
Désignation Symbole D30 D35 D40 D50 D60 D70 Unité
Contrainte de flexion fm,k 30 35 40 50 60 70 MPa
Contrainte de traction axiale ft,0,k 18 21 24 30 36 42 MPa
Contrainte de traction perpendiculaire
ft,90,k 0,6 0,6 0,6 0,6 0,6 0,6 MPa
Contrainte de compression axiale
fc,0,k 23 25 26 29 32 34 MPa
Contrainte de compression perpendiculaire
fc,90,k 8,0 8,4 8,8 9,7 10,5 13,5 MPa
Contrainte de cisaillement fv,k 3,0 3,4 3,8 4,6 5,3 6,0 MPa
Module moyen axial E0,mean 10 10 11 14 17 20 kN/mm2
Module axial au 5e pourcentile E0,05 8,0 8,7 9,4 11,8 14,3 16,8 kN/mm2
Module moyen transversal E90,mean 0,64 0,69 0,75 0,93 1,13 1,33 kN/mm2
Module de cisaillement Gmean 0,60 0,65 0,70 0,88 1,06 1,25 kN/mm2
Masse volumique caractéristique
ρk 530 560 590 650 700 900 kg/m³
Masse volumique moyenne ρmeam 640 670 700 780 840 1080 kg/m³
978271353446_019_027_MB 6/06/13 15:24 Page 24

25
Le bois
CLASSES DERÉSISTANCE
DES BOISLAMELLÉS-
COLLÉS SUIVANTEN 338
■ VALEURS CARACTÉRISTIQUES DES BOIS LAMELLÉS HOMOGÈNES
■ CLASSEMENT DES LAMELLES CONSTITUANT LES POUTRES EN BOIS LAMELLÉ-COLLÉ OUPANACHÉ
Les autres propriétés de résistance mécanique, de rigidité et de masse volumique, des différentesclasses de bois sont données en MPa dans les tableaux des normes AFNOR.Remarque : La valeur de la résistance des bois et des produits dérivés dépend de l’humidité moyenneH %, de la durée d’application des charges et de la grande dispersion des caractéristiques méca-niques. Un facteur modificatif Kmod, fixé par l’Eurocode 5 tient compte de ces critères pour les calculs.On précisera que les matériaux doivent être conformes aux normes citées ci-dessous :• Bois massif : NF EN 14081-1• Bois lamellé : NF EN 14080• Lamibois (LVL) : NF EN 14374 de mars 2005, NF EN 14279 de juin 2005• Contre-plaqué : NF EN 14374
Désignation SymboleLamellés-collés homogènes Lamellés-collés panachés
UnitéGL24h GL28h GL32h GL36h GL24c GL28c GL32c GL36c
Contrainte de flexion
fm,g,k 24 28 32 36 24 28 32 36 MPa
Contrainte de traction axiale
ft,0,g,k 16,5 19,5 22,5 26,0 14,0 16,5 19,5 22,5 MPa
Contrainte de traction perpendiculaire
ft,90,g,k 0,40 0,45 0,50 0,60 0,35 0,40 0,45 0,50 MPa
Contrainte de compression axiale
fc,0,g,k 24 26,5 29 31 21 24 26,5 29 MPa
Contrainte de compression perpendiculaire
fc,90,g,k 2,7 3,0 3,3 3,6 2,4 2,7 3,0 3,3 MPa
Contrainte de cisaillement
fv,g,k 2,7 3,2 3,8 4,3 2,2 2,7 3,2 3,8 MPa
Module moyen axial
E0,g,mean 11,6 12,6 13,7 14,7 11,6 12,6 13,7 14,7 kN/mm2
Module axiale au 5e
pourcentileE0,g,05 9,4 10,2 11,1 11,9 9,4 10,2 11,1 11,9 kN/mm2
Module moyen transversal
E90,g,mean 0,39 0,42 0,46 0,49 0,32 0,39 0,42 0,46 kN/mm2
Module de cisaillement
Gg,mean 0,75 0,78 0,85 0,91 0,59 0,72 0,78 0,85 kN/mm2
Masse volumique caractéristique
ρg,k 380 410 430 450 350 380 410 430 kg/m³
Classe du bois lamellé-collé GL36 GL32 GL28 GL24
Bois des lamelles de lamellé-collé homogène C40 C35 C30 C24
Bois des lamelles de lamellé-collé panaché ou combiné
Bois des lamelles extérieures C40 C30 C24
Bois des lamelles intérieures sur deux tiers de la hauteur C30 C24 C18
978271353446_019_027_MB 6/06/13 15:24 Page 25

26
● La composition chimique centésimale dubois varie peu ; quelle que soit l'essence, onretrouve, pour du bois anhydre, à quelquescentièmes près, la composition suivante :– carbone........ 50 %; – azote......... 1 %;– hydrogène...... 6 %; – cendre....... 1 %.– oxygène ....... 42 %;
● La constitution du bois varie suivant sa nature ;il comprend les constituants suivants :– cellulose ...... 50 % environ ;– lignine .......... 20 à 30 %.
On rencontre parmi les constituants moinsabondants : les hémicelluloses, les sucres, lesalbuminoïdes, les résines, les tannins, l'ami-don et les matières minérales que l'on trouvedans les cendres.
● La cellulose est un hydrate de carbone deformule (C6H10O5)n, plus condensé que l'ami-don ; il y a dans le bois différentes celluloses,de propriétés variables, qui constituent l'es-sentiel des parois des cellules.
● La lignine est une matière complexe qui s'ap-parente aux tannins et à l'alcool coniférylique.C'est une substance dure et colorée qui« incruste » les parois des cellules ; on dit queces parois se « lignifient ».
Celluloses et lignine forment les membranes oules parois des éléments cellulaires et, en particu-lier, des « fibres » du bois. Ces éléments sontcollés les uns aux autres par la « lamelle moyen-ne », constituée par de la lignine souvent asso-ciée à des hydrates de carbone moins condensésque la cellulose et sont appelés hémicelluloses.
Deux types de méthodes permettent d'obtenir les produits du bois.
1.7 PROPRIÉTÉS CHIMIQUES NF B 51-001
1.8 EXPLOITATION ET DÉBIT DES BOIS NF B 50-002
Les propriétés chimiques du bois découlent de sa composition chimique et de la nature deses constituants.
COMPOSITION
PRINCIPALESCARACTÉRIS-
TIQUES
EXTRACTION
DURABILITÉ
On est amené à distinguer les caractéristiques principales suivantes :● composition centésimale du bois ;● composition en cendres ;● teneur en cellulose ; en distinguant les différentes variétés ;● teneur en lignine ;● teneur en résine, huiles essentielles, tannins, gommes, etc.
La durabilité est la propriété naturelle ou conférée des bois à résister à un degré plus ou moins grandaux atteintes des organismes destructeurs, champignons, insectes, etc.
Elle dépend :● de la présence de matières protectrices dans la constitution chimique du bois ;● des matières antiseptiques injectées artificiellement ;● de la présence ou non de réserves alimentaires que recherchent les organismes.
EXTRACTIONSÉLECTIVE
EXTRACTION DESTRUCTIVE
On isole les groupes de constituants du bois sansen changer la nature et en conservant, au moinspartiellement, l'organisation cellulaire.
On tire des produits nouveaux par transformationcomplète de ses constituants et par destructiondes tissus ligneux.
● Fabrication de la cellulose (pâtes chimiques).● Extraction des tannins.● Extraction des résines.
● Distillation du bois.● Fabrication de l'acide oxalique.● Fabrication du glucose, etc.
1.8.1 OPÉRATIONS DE PRODUCTION
L'arbre, avant de devenir une matière d'œuvre de seconde transformation, doit subir différentesopérations.
Coupe de l'arbre sur pied. Après vérifications visuelles et électro-niques (présence de métaux ferreux),l'écorce, le sable et les cailloux sontretirés.
ABATTAGE
BLANCHIS-SEMENT
Les bois de la périphérie de l'arbre abattusont enlevés (branches, excroissances…).
ÉCORÇAGE
978271353446_019_027_MB 6/06/13 15:24 Page 26

Le bois
LAVAGE
ÉQUARRISSAGE
DÉBITS
FENDAGE
SCIAGES
Consiste à laver une bille sur quatre faces sensible-ment d'équerre afin d'obtenir un parallélépipède rec-tangle, légèrement pyramidal sur la longueur.
Débit d'une pièce en provoquant la séparation desfibres dans le sens de la longueur (sans sciage).
● Tronçonnage :sciage transversal perpendiculaire aux fils.
● Délignage :élimination du bord d'un plot.
● Dédoublage :division des avivés en deux ou plusieurs élémentsdans le sens de la hauteur (trait haut).
● Diviser de largeur :division perpendiculaire au côté le plus large (traitbas).
Débit de scierie Voir définitionsDéroulage } des procédés de débits (page 28)Tranchage
SÉCHAGE
DESSÉVAGE
FLOTTAGE
ÉTUVAGE
Opération consistant à éliminer partiellement l'eaucontenue dans le bois.
Elimination partielle ou totale de la sève et dematières de réserve d'eau sous l'effet de la vapeurd'eau saturée.
Faire séjourner le bois dans l'eau pour le conserverou le transporter.
Stérilisation des bois sous l'action de la vapeur d'eausaturée.Cette opération est réalisée avant les déroulages, tran-chages et cintrages afin de ramollir les tissus du bois.
Réalisation d'un sciage longitudinal pour obtenir undécouvert.
découvert
▼▼
▼▼
Tronçonnage
Délignage
Grumes après importation
Empilage de bois dans un séchoir
équarrissage
fendage
▼▼
▼▼ ▼▼
trait haut
traits bas
dédoublage
délignage
27
978271353446_019_027_MB 6/06/13 15:24 Page 27

28
Exploitation et débit des bois
Les utilisateurs du matériau « bois » ont besoin d'éléments pré-débités (en épaisseur pour lesplots, avec une section précisée pour les avivés).Un premier débit longitudinal est réalisé en scierie.
EN PLOT
SUR DOSSE
MOREAU
HOLLANDAIS
DÉBITS PEUUTILISÉS
DÉROULAGE
TRANCHAGE
1.8.2 DÉBITS
Eléments de choix d'un débit :– propriétés propres des essences,– aspect souhaité (flammé, maillé),– matériel de débit disponible,– économie de la matière (optimisation).
■ DÉBIT EN PLOT● Le plus courant, d'exécution facile et rapide.● Plots sur quartier : aspect maillé.● Plots sur fausses dosses : aspect flammé.
■ DÉBIT SUR DOSSE● Également très usuel, en particulier pour
les résineux et les bois à forte proportiond'aubier inutilisable.
● On obtient des planches avivées.
■ DÉBIT SUR LISTEDébit aux dimensions spéciales à la demandepour menuiseries industrielles.
■ DÉBIT MOREAU● Obtenu par sciages successifs perpendi-
culaires.● Selon l'emplacement de la planche ou plot
obtenu, flammages ou maillures.● Manutention très importante.
■ DÉBIT SUR QUARTIER DIT HOLLANDAIS
● La majorité des pièces obtenues sontmaillées.
● Peu usité du fait de son prix de revient.
■ DÉBIT SUR MAILLESDébit radiant pour obtenir de belles maillures.
■ CANTIBEYLa majorité des pièces obtenues sont flam-mées.
■ COLONIALUtilisé pour certains bois exotiques de grosdiamètre (n'est pratiquement plus utilisé).
■ DÉROULAGE-TRANCHAGEDébit d'obtention de placages et d'élémentsconstitutifs de panneaux (contre-plaqué,latté...).
dossecontre-dosse
quartierfaux quartiers
fausses dosses
dosse appeléedéballe
banc de sciage
faux quartier
quartier
sur mailles(théorique)
cantibey
colonial
déroulage tranchage
978271353446_028_032_MB 6/06/13 15:25 Page 28

Le bois
1.9 SÉCHAGE ET STOCKAGE1.9.1 SÉCHAGE DU BOIS
Facteurs influant sur les phénomènes de circulation etd'évaporation de l'eau.
■ TEMPÉRATURE DE L'AIR
■ DEGRÉ HYGROMÉTRIQUE DE L'AIR
■ CIRCULATION DE L'AIR
■ CARACTÉRISTIQUES DU BOIS
Le séchage du bois est lié à des phénomènes internes physiques (l'eau dans le matériau bois)et à des facteurs externes (humidité de l'air).
EAU DANS LE BOIS
FACTEURSINFLUANTS
Les mouvements de l'eau dans le bois
L'eau libre se déplace facilement dans le bois ; elleremplit les vides cellulaires.
L'eau liée, appelée également « eau d'imprégnation »ou « eau de saturation » imprègne les membranes cel-lulaires. Sa disparition est la cause principale du retraitdu bois.
L'eau de constitution est l'un des éléments chimiquesdu bois. Elle disparaît à la destruction du matériau(Ex. : charbon de bois).
circulation
circulation
évaporation
évaporation
évaporation
évaporation
décrochage de l'eau
EXTÉRIEUR
EXTÉRIEUR
Bois à 20 °C (A (autres) paramètres égaux)
Bois à 80 °CVitesse de circulation X 5
Sens de migration de l'eau
Bois venantd'être abattu
Débutdu séchage
1re étape
2e étape
Fin du séchage
air secaugmentation de l'évaporation
air humide
Renou-vellement de l'air faible
Renou-vellement important
de l'air
L'air se charge de l'humidité du bois
Vitesse de circulation plusgrande dans la directionaxiale que dans les deux
autres directions.
Vitesse de circulation de l'eau Temps de
séchage– +
DensitéÉPAISSEUR
Partie +
humide
Partie chaude
Partie –
humide
Partie froide
29
978271353446_028_032_MB 6/06/13 15:25 Page 29

30
Séchage et stockage
Courbe de l'humidité d'équilibre du bois en %
Exemple :Le bois est placé dans une atmosphère où la température est de 30 °C.L'état hygrométrique de l'air est de 72 %.L'équilibre hygroscopique sera obtenu quand le bois aura une humidité de 13 % environ.
1.9.2 ÉQUILIBRE HYGROSCOPIQUE DU BOISLe degré d'humidité du bois se stabilise sous l'influence de la température et de l'état hygro-métrique de l'air.Après sa stabilisation, le bois est dans un état d'équilibre hygroscopique avec l'air, il a atteintson humidité limite.Le taux d'équilibre hygrométrique est donné par la lecture des graphiques.
COURBES D'ÉQUILIBRE
HYGROSCOPIQUEDU BOIS
Etat
hyg
rom
étriq
ue d
e l'a
ir en
%
Température en °C
978271353446_028_032_MB 6/06/13 15:25 Page 30

Le bois
1.9.3 CONDITIONS D'UN BON SÉCHAGELes conditions d'un bon séchage naturel ou artificiel sont primordiales pour obtenir un boispropre à l'usinage. Les deux tableaux suivants présentent une étude analytique des conditionsoptimales de séchage.
SÉCHAGENATUREL
IMP
LAN
TATI
ON
EMP
ILA
GE
PR
OTE
CTI
ON
CO
NTR
ÔLE
Orie
ntat
ion
Nat
ure
du t
erra
in
Acc
ès
Sup
port
s
Bag
uetta
ge
Clim
atiq
ue
Bio
logi
que
Séc
urité
Hyg
rom
étriq
ue
Qua
litat
if
Qua
ntita
tif
Age
ncem
ent
dupa
rc à
boi
s
Vent
sD
omin
ants
sec
s –
Pile
s pa
rallè
les
Pro
tect
ion
– En
sole
illem
ent
max
imum
sur
les
allé
es
Pen
tes
drai
nant
es p
our
évite
r le
s ea
ux s
tagn
ante
s
Rés
ista
nce
– P
erm
éabi
lité
– P
ropr
eté
Dra
inag
e
Alig
nem
ent
– D
irect
ion
vent
dom
inan
t se
c
Pla
n d'
incl
inai
son
– H
aute
ur d
es s
uppo
rts
Con
trai
ntes
méc
aniq
ues
– B
éton
– B
ois
– A
cier
pro
tégé
(gal
vani
sé)
Ges
tion
des
stoc
ks –
Acc
ès –
Dim
ensi
ons
– Q
ualit
é –
Esse
nces
Circ
ulat
ion
de l'
air
– La
rgeu
r m
axim
um –
Inte
rval
les
Man
uten
tion
– S
tabi
lité
– Li
ens
Cho
ix –
Lon
gueu
r –
Larg
eur
– Ep
aiss
eur
Esse
nces
– R
éact
ions
chi
miq
ues
(tâch
es) –
Rés
ista
nce
Flex
ion
des
débi
ts –
Déf
orm
atio
ns li
néai
res
Déf
orm
atio
n –
Apl
omb
– P
lané
ité
Pou
rritu
res
– Tâ
ches
– N
etto
yage
s sc
iure
s –
Trai
tem
ents
– É
tuva
ge
Fent
es d
e su
rface
, en
bout
– C
ouve
rtur
e –
Pei
ntur
e –
Pro
tect
ions
en
bout
Con
tam
inat
ion
– Ex
tens
ion
– Tr
aite
men
ts p
réve
ntif
et c
urat
if
Acc
iden
ts –
Sta
bilit
é de
s pi
les
– M
étho
des
de m
anut
entio
n
Pré
vent
ion
– In
terv
entio
n –
Pro
pret
é –
Règ
les
de s
écur
ité
Hum
idité
rel
ativ
e –
Tem
péra
ture
– P
ossi
bilit
és d
e ve
ntila
tion
forc
ée
Équi
libre
hyg
rosc
opiq
ue –
Mes
ures
pér
iodi
ques
Déf
orm
atio
n –
Fent
es –
Sur
veill
ance
pér
iodi
que
– D
ates
de
stoc
kage
Iden
tific
atio
n –
Dat
atio
n– H
umid
ité in
itial
e –
Nom
encl
atur
e
Circ
ulat
ion
d'en
gins
– M
anut
entio
n –
Pon
t ro
ulan
t –
Par
e-fe
u –
Pas
sage
pom
pier
Sol
eil
Inte
mpé
ries
Sec
Hum
ide
Long
itudi
nal
Tran
sver
sal
Orie
ntat
ion
Dis
posi
tion
Nat
ure
Cla
ssem
ent
Nat
ure
Espa
cem
ent
Pos
ition
nem
ent
Hum
idité
Tem
péra
ture
Inse
ctes
Cha
mpi
gnon
s
Man
uten
tions
Ince
ndie
Air
Boi
s
Vite
sse
de s
écha
ge
Alté
ratio
ns
Ges
tion
Dim
ensi
ons
Séc
urité
Espa
cem
ent
31
978271353446_028_032_MB 6/06/13 15:25 Page 31

32
Séchage et stockage
SÉCHAGEARTIFICIEL
CO
ND
ITIO
NN
EMEN
TD
E L'
AIR
EMP
ILA
GE
CEL
LULE
CO
NTR
ÔLE
Tem
péra
ture
Hum
idité
rel
ativ
e
Vent
ilatio
n
Sup
port
s
Dis
posi
tion
des
pile
s
Dim
ensi
ons
des
pile
s
Bag
uetta
ge
Impl
anta
tion
Con
cept
ion
Air
ambi
ant
Pro
duit
Gén
érat
eur
ther
miq
ue
Gén
érat
eur
d'hu
mid
ité
Gro
upe
de d
éshu
mid
ifica
tion
Gén
érat
eur
à ai
r
Élém
ents
fixe
s
Élém
ents
mob
iles
Orie
ntat
ion
du c
oura
nt d
'air
Hau
teur
Larg
eur
Long
ueur
Dim
ensi
ons
Nat
ure
Espa
cem
ent
Pos
ition
nem
ent
Étan
chéi
téIs
olat
ion
Fiab
ilité
Séc
hage
dis
cont
inu
Séc
hage
con
tinu
Plo
ts
Aviv
és
Pla
cage
s
Ébau
ches
Acc
èsM
anut
entio
n
Cap
acité
Élec
tric
ité
Com
bust
ible
Rés
ista
nce
– In
fraro
uge
– H
aute
fréq
uenc
e
Vape
ur –
Eau
cha
ude
– G
az c
haud
Eau
– Va
peur
Déb
it –
Vite
sse–
Prin
cipe
s ph
ysiq
ues
ou m
écan
ique
s –
Inve
rsio
n
Pal
ette
s, c
laie
s
Cha
riot,
tapi
s, g
rille
Par
allè
le
Per
pend
icul
aire
Sys
tèm
e de
ven
tilat
ion
Boi
s m
assi
f – P
laca
ge –
Ébau
ches
Bag
uetta
ge n
orm
alB
ague
ttes
adap
tées
(ajo
urée
s)P
uiss
ance
Dim
ensi
ons
Impl
anta
tion
Cho
ix, l
ongu
eur
et é
pais
seur
sel
on: l
arge
ur d
es d
ébits
, épa
isse
ur d
es d
ébits
Boi
s ou
alu
min
ium
En fo
nctio
n de
s ép
aiss
eurs
des
déb
its (f
lexi
on)
Lim
iter
les
risqu
es d
e dé
form
atio
n
Air
et v
apeu
r ou
pris
e d'
hum
idité
ext
érie
ure
Ther
miq
ue (p
aroi
s et
por
tes)
Mat
éria
ux d
e ba
se (c
orro
sion
– é
rosi
on –
usu
re)
Type
de
séch
oir
– M
oyen
s de
man
uten
tion
– A
ire d
e dé
plac
emen
t
A c
ases
Tunn
el
Tem
péra
ture
Hum
idité
Rép
artit
ion
de l'
air
État
hyg
rom
étriq
ue
Tens
ions
Ren
dem
ent
– pu
issa
nce
– P
uiss
ance
d'é
vapo
ratio
n
Tabl
es d
e sé
chag
e –
Psy
chro
mèt
re –
The
rmom
ètre
Ges
tion
info
rmat
ique
Hom
ogén
éité
Évac
uatio
nA
dmis
sion
Hum
idité
initi
ale
Hum
idité
fina
le
Déf
orm
atio
nFe
ntes
inte
rnes
et
exte
rnes
Déf
lect
eurs
– C
hica
nes
Tube
s co
nden
seur
sÉp
rouv
ette
tém
oin
Son
des
List
ings
info
rmat
ique
s
Équi
libra
ge fi
n de
séc
hage
Épro
uvet
tes
en fo
urch
e
Con
dens
ateu
r
978271353446_028_032_MB 6/06/13 15:25 Page 32

Le bois
33
Les planches avivées ou plots sont empilées par couches séparées les unes des autres par desbaguettes, des liteaux ou des épingles et forment ainsi la pile ou le parquet de bois.
Afin de limiter les formationsde fentes en bout de plot, ilest conseillé de poser oud'appliquer : { ● « S » métallique
● Peinture
● Agrafes
● Latte clouée
Lors de l'empilage de bois à sécher, il est important d'apporter un grand soin au baguettage.
BAGUETTAGE
PROTECTIONSD'EXTRÉMITÉS
EXEMPLESD'EMPILAGE
1.9.4 EMPILAGE
■ EMPILAGE HORIZONTAL (Séchage) ■ EMPILAGE VERTICAL (Ressuyage)
Les baguettes serontsaines et sèches.Elles devront être tiréesdans une essence laplus neutre possible dupoint de vue chimique.Pin par exemple.
Les rangées de baguettes du bout des piles doivent êtrele plus près possible des extrémités.
L'épaisseur des baguettesest en rapport avec celledes sciages.
L'écartement des rangées de baguettes est en rapportavec l'épaisseur des sciages.
Chaque rangée de baguet-tes doit reposer sur unbois du type chevron à lapartie inférieure de la pile.Des éléments en bétonsont parfois utilisés (chan-tier).
Les baguettes auront une largeur suffisante pour nepas « poinçonner » les boistendres mais ne seront pastrop larges afin d'éviter lerisque de taches. Ellessont généralement carrées.
Épaisseur Épaisseur
des sciages des
(mm) baguettes (mm)
< 30 18 à 2030 à 55 22 à 2755 à 80 32 à 35
> 80 35
Épaisseurdes sciages Écartement
(mm) (mm)
< 30 400 à 60030 à 55 600 à 100055 à 80 800 à 1500
> 80 1000 à 1500
Chantier béton
Protection supérieure
Organisationde courantsd'air
Vent dominant
978271353446_033_037_MB 6/06/13 15:26 Page 33

34
Séchage et stockage
Éprouvette « humide » ÉprouvettesL'éprouvette n° 1 servira à la mesure del'humidité moyenne de la planche sur lalargeur et l'épaisseur.
L'éprouvette n° 2 servira à mesurer larépartition de l'humidité dans l'épaisseuraprès l'avoir découpée comme ci-dessus.
1.9.5 TAUX D'HUMIDITÉ
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
Pour garantir une bonne qualité de mise en œuvre et de stabilité, la connaissance du taux d'hu-midité du bois est nécessaire.
MESURE PAR PESÉE
MESUREÉLECTRIQUE
La peser
La sécher
La peser
Obtention de la masse humide Mh
Perte d'eau
Le poids ne varie plus
Obtention de la masse anhydre Mo
Le taux d'humidité est obtenu par la formule :
L'eau dans le bois conditionne sa résistivité.Plus il y a d'eau, plus il conduit le courant.Pour mesurer le taux d'humidité, planter deuxélectrodes dans le bois, faire passer un courantet mesurer sa résistance.
H % =Mh – Mo
x 100Mo
TAUX D'HUMIDITÉ ET EMPLOI DES BOIS
Charpente (fermette)
CaisserieMenuiserieextérieure
Charpentetradition.
Charpentelam.
collée
Charpentecombles
habitables
Meubleslabel NF
Menuiserieintérieure
Parquettraditionnel
Parquetmosaïque
Instrumentsde musique
Placagecollage
urée-formol
Placagecollage
phénolique
Humidité en %
versl'hygromètre
sens d'implantationdes électrodes
50
11
(cm)
➀
➁
978271353446_033_037_MB 6/06/13 15:26 Page 34

Le boisOrdre de grandeur du taux d'humidité des bois sur pied● Résineux ● FeuillusSapin .................... 100 à 120 % Peuplier ............ 120 à 200 % Tropicaux tels que :Épicéa................... 120 à 150 % Châtaignier ......... 90 à 100 % acajou, sipo ..................... 60 %Pin sylvestre ......... 100 à 120 % Chêne, érable ....... 80 à 90 % Tropicaux tels que :Pin maritime ......... 100 à 120 % Bouleau, hêtre ...... 80 à 90 % azobé, ébène................... 25 %Mélèze .................... 90 à 100 % Platane, noyer............... 70 %
1.9.6 SÉCHAGE ARTIFICIEL
■ SÉCHOIR CELLULE À BASSE TEMPÉRATURE (20 À 40°)
■ SÉCHOIR DÉPLAÇABLE
■ SÉCHOIR CELLULE À HAUTE TEMPÉRATURE (70 À 90°)
TAUX D'HUMI-DITÉ SUR PIED
De plus en plus, on recourt au séchage artificiel afin d'optimiser cette opération. Il permet demieux maîtriser les facteurs climatiques et de descendre à des taux d'humidité plus bas.
MOYENS DE SÉCHAGE
EXEMPLES DE PRINCIPESDE SÉCHOIRS
Air chaud et humide
Préséchage Æ Température et humidité élevéesSéchage Æ Température et humidité diminuéesStabilisation Æ Température et humidité constantes
Séchoir à cellule Æ DiscontinuSéchoir à tunnel Æ Continu
Évacuation de l'humidité par condensationØ
Recyclage de l'air
Séchoir à cellule Æ Température de 20 à 30° C
Par un gaz Æ Ozone
Par l'électricité Æ Électrolyse
Évacuation de l'humidité par dépression Faible température
Haute température
Déshumidification
Basse température
Séchage par autoclave
Sous vide
Neutralisation de la sève
Oxydation
DOC CATHILD
chauffage
ventilateur
condenseur
entrée d'air sortie d'air
ventilateur
humidi-ficateur
chauffage
vidange
35
978271353446_033_037_MB 6/06/13 15:26 Page 35

36
Défauts et parasites
■ SÉCHOIR DÉPLAÇABLE (suite) DOC CATHILD
■ SOUS VIDE
1.10 DÉFAUTS ET PARASITES1.10.1 ANOMALIES ET ALTÉRATIONS DU BOIS NF B 51-001 et NF B 50-002
EXEMPLES DE PRINCIPESDE SÉCHOIRS
(suite)
Extraction par le sol (en coupe longitudinale ci-dessus) et encoupe transversale ci-contre) 1. Bouches d'extraction. 2. Canalisation d'extraction.3. Ventilateur et cheminée d'extraction.
Le bois présente parfois des anomalies (ou vices) qui modifient ses propriétés.Cette modification de la qualité du bois influe sur sa mise en œuvre.
DÉFAUTS
■ DÉFAUTSCette notion est étroitement liée à l'utili-sation et conditionne le classement quali-té des grumes et sciages.
■ ALTÉRATIONSAnomalies générées par la dégradationchimique du bois.
■ NŒUDS
– Nœuds vivants : produits par unebranche vivante, continuité des tissusavec la masse du bois, déviation du fildu bois.
– Nœuds morts : appelés également« nœuds noirs » produits par unebranche morte, discontinuité entre lestissus des nœuds et ceux du tronc.Ils peuvent se détacher à la suite duséchage (nœuds bouchons ou nœudssautés).
■ SECTION SUR NŒUDS
■ CLASSEMENT PAR CATÉGORIES DES NŒUDS
Très petits nœudsappelés œils de perdrix Diamètre < à 5 mm
Petits nœuds Δ de 5 à 15 mm
Nœuds moyens Δ de 16 à 25 mm
Gros nœuds Δ de 26 à 40 mm
Très gros nœuds Δ > à 40 mm
1. Plaques chauffantes
2. Plaques froides
3. Vide
1. Ventilateurs2. Triple paroi
avec eau chaudeet air chaud
1. Pompe à vide2. Refroidissement3. Ventilation4. Turbo-guidage
978271353446_033_037_MB 6/06/13 15:26 Page 36

Le bois– Nœuds sains : nœuds secs dont les
tissus ne sont pas altérés.– Nœuds vicieux : nœuds dont les tis-
sus sont affectés de pourriture (exem-ple : Nœud gouttière).
■ FIL TORSInclinaison uniforme en hélice des fibres dubois par rapport à l'axe de l'arbre.
■ BOIS RONCEUXLe bois est ronceux quand les fibres sontirrégulièrement enchevêtrées.
■ LOUPEExcroissance du tronc de forme globuleuseà surface lisse entièrement formée de boisà fibres irrégulièrement enchevêtrées.
■ BROUSSINExcroissance irrégulière du tronc à surfacehérissée d'aspérités coniques. Elle est for-mée de bois à fibres irrégulièrement enche-vêtrées autour de petits axes apparaissanten section comme de petites tâches arron-dies de couleur foncée.
■ COURBURE DU TRONCUtilisée autrefois en charpente navale (boiscourants).La tolérance admissible est fixée en indi-quant la flèche maximale sur 1 m.
■ IRRÉGULARITÉS DE CROISSANCEÉpaisseur inégale des couches annuellessur divers points du pourtour du tronc ; irré-gularité rencontrée sur les arbres méplats.
■ ENTRE-ÉCORCEDéfaut caractérisé par la présence de lamesd'écorce au milieu d'une masse de bois.
Lorsqu'une blessure met le bois à nu, il sedéveloppe, au pourtour, une masse protu-bérante de bois et d'écorce (bourrelet derecouvrement) qui recouvre progressive-ment la blessure.■ PLAIES D'ÉLAGAGEDues à la cassure naturelle de branchesmortes, à la rupture accidentelle ou à lacoupure de branches vivantes.Il se forme un nœud recouvert ou nœudrenfermé.■ FROTTURESProduites par l'arrachage de l'écorce ou deminces lames de bois.■ CORPS ÉTRANGERS INCLUS DANS LE BOISClou, crampon, fil barbelé, éclat d'obus,balle se trouvent dissimulés par un bourre-let de recouvrement.Dangereux lors des usinages.
DÉFAUTS(suite)
ANOMALIES DE
CROISSANCE
BLESSURES
Loupe
Blessures dues aux fils de clôture
Nœuds vivants Nœud mort Nœud gouttière
Arbre excentré Arbre méplat Entre-écorce
Irrégularités de croissance
37
978271353446_033_037_MB 6/06/13 15:26 Page 37

38
Défauts et parasites■ GÉLIVUREFente longitudinale dirigée suivant un planradial, pénétrant dans le tronc jusqu'à unecertaine profondeur. Produite par l'action dufroid, notamment, sur l’arbre vivant.
■ ROULUREFente circulaire provenant du décollementde deux couches annuelles consécutives.
■ CADRANUREFente rayonnante partant de la moelle et sedirigeant vers l'extérieur. Observée sur lesarbres âgés et la partie centrale affectée,elle se nomme cœur étoilé.
■ FISSURES INTERNESFissures transversales se manifestant par delégers plissements des éléments provenantde la rupture par compression du bois surl'un des côtés du tronc, sous l'action du vent.
■ TROUS, FENTES, FRACTURES D'ABATTAGE
Cavités, fentes et fractures résultant de l'ar-rachement des éléments lors de l'abattage.
■ FENTES DE RETRAIT OU GERCESFissures orientées suivant un plan radial,dues au séchage trop rapide du bois (arbreabattu).
■ CHANCRESCertains champignons parasites vivant surl'arbre provoquent une déformation du tronc.Excroissances irrégulières où le bois estformé d'éléments enchevêtrés. Appeléeschaudron ou dorge sur le sapin.
■ GUIAnomalies caractérisées par des perfora-tions du bois et l'enchevêtrement des fibresau voisinage de l'implantation du gui.
■ TROUS DE VERS (DE LARVES)
■ PIQÛRESInterrompant la continuité de la masse dubois, elles en diminuent la résistance.La multiplication des galeries aboutit à unevéritable destruction du bois.
■ VERMOULUREFine poussière résultant de la digestion dubois broyé par des insectes.
FENTES
DÉFAUTS DUS À DES PARASITESVÉGÉTAUX
DÉFAUTS DUS AUXINSECTES
Blessure cicatrisée
Effet de lianes.
Gerçure
Cadranure Roulure
Effets du gui
Piqûres dans blessure (sur pied) Piqûres sur meuble
DO
C X
YLO
CH
IMIE
978271353446_038_043_MB 6/06/13 15:27 Page 38

Le bois
■ FIL TRANCHÉUne pièce débitée a le fil tranché quand la directiondes fils du bois est oblique par rapport à une face.
Certains bois offrent parfois dans les parties cen-trales de l'arbre, des colorations anormales, indiced'un changement de composition chimique, entraî-nant une modification des propriétés.
Exemple : cœur rouge du chêne, cœur noir du frêne.Chez certains résineux, on observe sur une partie dutronc des couches de structure spéciale de couleurrougeâtre (bois raide ou veine rouge).
Appelée également double aubier.Anomalie consistant en la présence, au milieu dubois parfait, d'un anneau, complet ou non, de boisayant la couleur et les propriétés de l'aubier.
■ POURRITUREChangement profond de composition chimique dubois provoqué par un champignon.Modification de la consistance et de la coloration dubois. Elle prive le bois de ses propriétés caractéristiques,physiques, mécaniques ou chimiques.
■ ÉCHAUFFUREModification légère de composition chimique provo-quée par un champignon, après abattage, dans lebois en grume, parfois dans le bois débité.Elle se manifeste par un changement de coloration.Modification plus ou moins marquée des propriétés.Le bois échauffé est aussi appelé « bois passé ».
■ BLEUISSEMENT – BOIS BLEUTÉL'aubier différencié des résineux est sensible à cechampignon qui déprécie par coloration, sans autreconséquence sur les propriétés physiques et méca-niques.
DÉFAUTS DUS AU DÉBIT
COLORATIONSANORMALES
LUNURE
ALTÉRATIONSDUES AUX
CHAMPIGNONS
■ FIL CONTRE-TAILLÉLe fil est contre-taillé quand il est oblique par rap-port à deux faces.
■ LA MÉRULE
Parmi les champignons des maisons, parasites des bois anciens mis en œuvre, le plus répandu estcertainement la mérule (Gyrophana lacrymans).
La mérule se manifeste sous les formes les plus diverses : coussinets ou feutrages blancs, cotonneux.
Le développement de ce champignon est favorisé par :
– un taux d'humidité du bois allant de 22 à 35 %;– une atmosphère confinée;– de l'obscurité;– des émanations ammoniacales.
Lunure
DOC XYLOCHIMIE
pourriture cubique
fructification de mérule.
DOC XYLOCHIMIE
39
978271353446_038_043_MB 6/06/13 15:27 Page 39

40
Défauts et parasites
1.10.2 PARASITESLes insectes xylophages infestent sélectivement les bois susceptibles de favoriser leur dévelop-pement. Il convient de les identifier avec précision pour une meilleure adaptation du traitement.
DESCRIPTIONDE L'INSECTE
DESCRIPTIONDE LA LARVE
DURÉE DU CYCLE
COLÉOPTÈRES DOC XYLOCHIMIE
Capricorne des maisons
Gris noir à brun noir, long etaplati, longues élytres ca-chant les ailes, deux protu-bérances sur la face dorsaledu thorax. Antennes pluscourtes que le corps.
Taille : 10 à 20 mm.
Lyctus
Roux et brun, dur sous l'on-gle, corps allongé en formede cylindre, tête visible,antennes terminées par unepetite masse en boule.
Taille : 2 à 7 mm.
Petite vrillette et grande vrillette
Roux et brun, dur sous l'ongle, plus trapu et arrondi que lelyctus, tête cachée par le pronotum que forme une sorte decapuchon. Antennes terminées par une massue en troisartriles.
Taille : 2,5 à 5 mm. Taille : 5 à 7 mm.
Gros ver blanc dont la partieantérieure est élargie et apla-tie (section presque rectan-gulaire). Mandibules brunsombre visibles à l'avant dela tête.
Petit ver blanchâtre, mou, enforme de virgule, non poilu.Tête de consistance cornée.
Petit ver blanc, mou, en forme de virgule, plus poilu que lalarve du lyctus, s'en distingue par le dernier élément du corpsplus gros que les autres.
Taille : jusqu'à 20 mm. Taille : 5 mm à 7 mm. Taille : 5 mm à 7 mm. Taille : jusqu'à 11 mm.
Cycle larvaire : 3 à 10 ans.Nymphose : 3 à 4 semainesVie de l'adulte : 2 à 3 semainesSortie adulte : mi-juin à août
Grignotementparfois audible.
Généralement ovalisé de 6 à10 mm.
Répandu dans toute la France. Répandu dans toute la France. Répandue dans toute la France. Répandue dans toute la France.
Légèrement ovalisé de 1 à1,5 mm. de 1,5 à 3 mm. de 3 à 6 mm.
Néant.En période d'accouplement, pour s'appeler, ils frappent avecleurs têtes des coups saccadés et rythmés sur le bois.Ils sont surnommés « horloge de la mort ».
1 à 6 ans3 à 4 semaines2 à 6 semainesavril à septembre
1 à 4 ans2 à 3 semaines3 à 4 semainesmai à septembre
1 à 10 ans2 à 3 semaines9 semainesavril à mai
BRUIT
TROU DE SORTIE
LOCALISATIONGÉOGRAPHIQUE
PRINCIPAUXOUVRAGESMENACÉS
Charpentes, huisseries,solives, lambourdes, planchers.
Parquets, lambris, menuiseries.Souvent, bois assez récemment mis en œuvre.
Vieux meubles, charpentesanciennes, menuiseries,vieux parquets, parfois vieux livres.
Bois de gros œuvre, charpentes, planchers, vieux pans de bois.
978271353446_038_043_MB 6/06/13 15:27 Page 40

Le bois
ESSENCESDES BOISATTAQUÉS
CapricorneRésineux (pin, sapin, etc.).Rarement chêne, hêtre, parfois peuplier.
LyctusBois feuillus à zones poreu-ses et riches en amidon.Bois tropicaux, en particulierleur aubier.
Petite et grande vrillette
Feuillus et résineux.
ASPECT DU BOISATTAQUÉ
DESCRIPTIONDE L'INSECTE
Réseau de galeries plutôtorientées longitudinalement,obstruées de farine de boisfortement tassée et dont lesparois sont finement sculp-tées par les mandibules de lalarve.
Bostryche capucin Hespérophane Termites Sirex (guêpe des bois)
Galeries obstruées de sciure,souvent si nombreuses quetout l'intérieur du bois esttransformé en fine poussière.
Réseau de galeries orientées en tous sens, communiquantentre elles et donnant au bois un aspect et une consistancede biscuit. Une pellicule extérieure finit par se détacher méca-niquement.
COLÉOPTÈRES INSECTE SOCIAL HYMÉNOPTÈRE
Une pronotum en forme decapuchon lui recouvre com-plètement la tête. Antennes composées de 10artriles, les 3 derniers sontélargis.Abdomen en majeure partierouge, le reste du corps estnoir. Allure cylindrique
Cet insecte est très voisindu capricorne. Brun rouge àmarbrures blanchâtres.
Aspect rappelant un grosfrelon, corps jaune rayé debrun de bleu avec deuxpaires d'ailes membraneusesde couleur légèrement fu-mée. La femelle est munied'une tarière.
DOC XYLOCHIMIE
Taille : 9 à 14 mm. Taille : 13 à 24 mm. 6 à 8 mm. 5 à 7 mm. Taille : 10 à 50 mm.
DESCRIPTIONDE LA LARVE
La larve est arquée, d'unblanc crémeux et présenteune capsule crânienne brunfoncé. Elle est munie de 3paires de pattes. Une pilositédorée est présentée sur laface ventrale du corps et surle dessus de la tête.
De forme allongée de teinteivoire.
Larves de coloration blanccrémeux.
Elle rappelle un gros verblanchâtre.
Taille : 8 à 16 mm. Taille : 25 à 30 mm. Taille : 20 à 30 mm.
Termite Ailé (taille 6 à 8 mm)De couleur noire. Sa longueurest égale à la moitié de celledes ailesTermite Ouvrier (tail. 5 à 7 mm)De couleur blanche, mais peutchanger de couleur selon lebois mangé. Antennes recti-lignes.
DOC XYLOCHIMIE
DOC XYLOCHIMIE DOC XYLOCHIMIE
COLÉOPTÈRES DOC XYLOCHIMIE
41
978271353446_038_043_MB 6/06/13 15:27 Page 41

42
Traitement des bois
DURÉE DUCYCLE
Cycle larvaire : 1 anNymphose : 7 à 12 joursVie de l'adulte :sortie adulte : avril à juillet
Cycle 2 anssortie adulte : mai à août
Cycle : 3 ansNymphose
Inaudible NéantBRUIT
TROU DE SORTIE Diamètre : 3 à 5 mm Ovalisé de 8 à 12 mm Rond Δ 6 mm
LOCALISATIONGÉOGRAPHIQUE
Toute la France France : Centre et Sud Ouest, Sud-ouest, Midi (en expansion) Répandu dans toute la France
PRINCIPAUXOUVRAGESMENACÉS
Aires de stockage de boisSouche, solive, charpente etmenuiserie, meuble, parquet(milieu humide même faible)
Arbres dépérissants, grumes récemment abattues
ESSENCESDES BOISATTAQUÉS
Feuillus :chêne, noyer, peuplier, robinier, hêtre, châtaignier,bois fruitiers
Aubier de bois feuillus, chêne, peuplier, aulne
Essences forestières del'Europe (feuillus, résineux).Certains bois exotiques
Résineux
ASPECT DU BOIS ATTA-
QUÉ
Renflements de la surface dubois occasionnés par la ver-moulure compactée dans lesgaleries circulaires
Galeries de stations ovali-sées parallèles au fil du bois
Les termites respectent tou-jours la surface extérieure dubois. Galeries libres de sciu-re. Cheminements cimentésavec de la terre mâchée
Sciure assez grossière etfibreuse qui encombre lesgaleries
DOC CTBA DOC XYLOCHIMIE DOC CTBA
1.11 TRAITEMENT DES BOIS
Des traitements de protection contre les agressions biologiques sont appliqués en fonction desclasses de risques.
1.11.1 PROCÉDÉS DE TRAITEMENT DES BOISPROCÉDÉ DESCRIPTION EFFICACITÉ PRODUITS
PINCEAU Ce procédé de surface doit être retenu pour traiterles découpes de bois effectuées sur chantier aprèstraitement.
ASPERSION(procédé
de surface)
Réalisée au moyen d'un pulvérisateur, cette applica-tion est déconseillée en raison du caractère nocifdes produits.L'aspersion peut être réalisée sous tunnel : le boisse trouve entraîné sous une rampe où chaque piècesubit l'aspersion au défilé.L'aspersion, procédé de surface est réservée auxessences imprégnables (procédé de moins en moinsutilisé).
● Insecticide● Champignons de surface● Classes de risque 1 et 2
● Insecticide● Champignons de surface● Classes de risque 1 et 2
OrganiquesXylophène
OrganiquesXylophène
Les produits à l'eau sont déconseillés en raison dela vitesse d'évaporation de l'eau.L'aspersion n'est pas utilisée pour des bois rabotés,le produit glissant sur le bois.
COLÉOPTÈRES INSECTE SOCIAL HYMÉNOPTÈRE
978271353446_038_043_MB 6/06/13 15:27 Page 42

Le bois
PINCEAUASPERSION
(suite)
TREMPAGECOURT(procédé
de surface)
Après une immersion de 3 minutes dans un baccontenant la solution de traitement, la charge debois est égouttée sur le bac ou sur une aired'égouttage.
La charge de bois est immergée dans une solutionde traitement durant 4 à 8 h.Le bois doit être à une humidité supérieure à 50 %pour permettre une pénétration régulière du pro-duit.Après trempage, la conservation du bois se ferasous abris durant 10 jours afin d'assurer une par-faite diffusion de traitement.
● Insecticide● Champignons de surface● Classes de risque 1 et 2
(3 pour des produits or-ganiques sur des boisd'épaisseur > à 27 mm)
● Insecticide● Classes de risque 1
OrganiqueXylophèneAqueux
AqueuxSels facilement délavables
Pinceau
DOC XYLOCHIMIE. Aspersion
TREMPAGELONG
TREMPAGEDIFFUSION
(procédé de surface)
Trempage court
DOC XYLOCHIMIE
43
978271353446_038_043_MB 6/06/13 15:27 Page 43

44
Traitement des bois
PROCÉDÉS ET CLASSESDE RISQUE
Classe risque 1 Classe risque 2 Classe risque 3Classe
risque 4
Hydrosoluble Organique Hydro Hydrosoluble Organique Hydrosoluble Organique Hydrosoluble
Boisdispersable
Humides Trempage Pinceau Oui dans Voir procédé Voir
diffusion Aucun Trempage certains cas Aucun Pression Aucun pressioncourt oscillante oscillante
Pinceau Trempage AutoclaveBois secs Pinceau Trempage Tunnel Autoclave section Bethell
non rabotés Aucun et autres court Autoclave Aspersion Bethell < 27 mm Rupingprocédés Trempage court Ruping Xylovac (créosote)Xylovac
Pinceau Pinceau Autoclave TrempageBois secs Aucun et autres Trempage Autoclave Trempage court Bethell section Autoclaverabotés procédés court Xylovac Ruping < 27 mm Bethell
Autoclave Xylovac
Une classe de risque découle de l'association destrois facteurs : ● Essence de bois● Produit de traitement● Procédé (ou matériel de traitement)
À noter cependant que certaines essences de boisne permettent pas d'accéder à toutes les classesde risque. Le sapin par exemple et l'épicéa, en boissciés, ne peuvent être utilisés en classe de risque 4et en classe de risque 3 que si l'épaisseur des boisest inférieure à 27 mm.
DOC XYLOCHIMIE
1.11.2 TRAITEMENT – PRÉSERVATION
PRESSIONOSCILLANTE
PROCÉDÉ DESCRIPTION EFFICACITÉ PRODUITS
Durée du cycle jusqu'à 48 h.Utilisé uniquement pour les bois ronds fraîchementabattus et difficilement imprégnables.Le bois est introduit dans une enceinte fermée quiest ensuite remplie de produit.Une alternance de vide et de pression provoque unmouvement qui, de cellule en cellule, remplacera lasève par le produit de traitement.
● Insecticide● Fongicide● Classe de risque 1, 2 et 3
● Insecticide● Fongicide● Curatif uniquement
Sels d'arsenic
CryptogilCréosote
Sels Oxydes Cryptogil
Il est nécessaire d'avoir une grande homogénéitédans l'humidité des bois à traiter (difficile à obtenir)
Pour des raisons de pollution del'environnement, ce procédé n'estpratiquement plus utilisé.
PROCÉDÉCOBRA
PROCÉDÉBOUCHERIE
PROCÉDÉESTRADE
APTITUDE AU
TRAITEMENT
Ce procédé est utilisé pour des traitements de rap-pel ou d'entretien sur des poteaux.Injection à l'aide d'aiguilles d'un sel qui diffuseradans le bois (Profondeur : 5 à 6 cm).
Traitement par remplacement de la sève sur desbois ronds fraîchement abattus.La solution de traitement est placée dans une cuvesurélevée par rapport au bois à traiter (7 à 8 mètres).La cuve est reliée à chaque bois rond incliné parune tuyauterie.Le traitement est terminé quand le produit ressort àl'autre extrémité.
Ce procédé est réservé aux bois ronds d'essencedifficilement imprégnable.Avant de traiter les bois en vide et pression Bethellou Ruping, les bois sont placés dans un four et por-tés à haute température pour provoquer le maxi-mum de fentes qui seront ainsi traitées au fond.
Elle est définie par le tableau ci-après :
● Fongicide principalement
● Classe de risque 1, 2, 3 et 4
cuveproduit
pote
au
● Fongicide● Classe de risque 4
CLASSE DE RISQUE DÉFINITION CRITERE DE TRAITEMENT : 2 H SOUS PRESSION
1 Perméable Pénétration complète
2 Moyennement résistant 6 à 8 mm de pénétration latérale (résineux) – forte proportion des vaisseaux (feuillus)
3 Résistant Pénétration limitée à 3-6 mm
4 Très résistant Pénétrations latérales et longitudinales minimales.
Sulfate de cuivre
978271353446_044_048_MB 6/06/13 15:28 Page 44

Le bois
APTITUDE AU
TRAITEMENT(suite)
La règle de base demeure valable au niveau européen ; si le choix se porte sur une essence nonrésistante naturellement, un traitement s'impose.Chaque produit est défini par sa VC (valeur critique), c'est-à-dire la quantité de produit nécessairedans le bois pour être efficace. Cette quantité varie, bien entendu, avec les différentes formulations, etla classe de risque.
■ TAUX DE PÉNÉTRATION Le tableau ci-dessous indique les différents taux de pénétration (P1 à P10) avec leur correspondanceen profondeur.
Pénétration Exigence Zone analytique
P1 ………… 2 mmP2 ………… 3 mmP3 3 mm d'aubier, 40 mm axial 3 mmP4 6 mm d'aubier 6 mmP5 6 mm d'aubier, 50 mm axial 6 mmP6 12 mm d'aubier 12 mmP7 tout l'aubier tout l'aubierP8 tout aubier + 6 mm duramen exposé aubier ou 6 mmP9 tout aubier ou 20 mm d'aubier aubier ou 20 mmP10 tout aubier ou 20 mm duramen aubier ou 20 mm
■ DÉFINITION DES CLASSES DE RISQUE BIOLOGIQUE
Conditions générales Conditions pour le bois massif
Classes de risque
Situation enservice
Description del'exposition à
l'humidificationen service
Humidité des bois 1.
basidiomycètespourriture
mollebleuissement
moisissure coléoptères termitestérébrants
marins
Agents biologiquesChampignons Insectes
1Hors du contactdu sol, à l'abri
(sec)
Sec en permanence
Sec en permanence
< 18 %U L
TREMPAGECHAUD
ET FROID(procédé de
surface)
PROCÉDÉ DESCRIPTION EFFICACITÉ PRODUITS
Le bois à traiter est chauffé à la vapeur pendant 1 h 30minimum à 80°.Le bois est ensuite plongé dans une solution de trai-tement à 20° (peu employé)
● Insecticide● Classe de risque 1
Sels de Bore
● Insecticide● Fongicide
(champignons de surface)
● Classe de risque 1, 2 et 3
Organique uniquement
Le bois est introduit dans une enceinte (cylindriqueou rectangulaire).Un vide est créé pour éliminer au maximum l'aircontenu dans les cellules du bois.Le vide étant maintenu, l'enceinte est remplie deproduit et maintenue pleine durant 3 minutes.Le produit de traitement est ensuite refoulé et unvide est à nouveau réalisé pour retirer l'excès deproduit (durée totale du cycle : 1 heure).
2
Hors du contact du sol, à l'abri (risque
d'humidification)
Expositionoccasionnelle à l'humidification
Occasionnel-lement > 20 %
Hors du contactdu sol,
non abrité
Expositionfréquente à
l'humidification
Fréquemment> 20 % U U U L
U U U L
3
En contact dusol ou de l'eau
douce
Exposition permanente àl'humidificationpar le sol oul'eau douce
En permanence> 20 % U U U L4
Exposition permanente àl'humidificationpar l'eau salée
En permanence> 20 % U U U U L U
U
5 Sans l'eau salée
Les agents existent : universellement (U) dans toutes les régions européennes ou seulement localement (L).
DOUBLE VIDEXYLOVAC(Procédé
de surface renforcé)
45
978271353446_044_048_MB 6/06/13 15:28 Page 45

46
Traitement des bois
DOUBLE VIDEET PRESSION
XYLOVAC(Procédé de
surface renforcé)
(suite)
DOUBLE VIDE ET PRESSION
XYLOVAC(Procédé de
surface)
VIDE ET PRESSION
PROCÉDÉBETHELL
(Procédé deprofondeur)
DOC XYLOCHIMIE
Procédé identique à celui du double-vide sauf ence qui concerne la période de trempage qui est sui-vie d'une période de pression exercée sur le pro-duit afin d'augmenter sa pénétration dans le bois.Durée totale du cycle : 1 h 30.
● Insecticide● Fongicide
(champignons de surface)● Classe de risque 1,
2 et 3.
Organique
DOC XYLOCHIMIE
Le bois est introduit dans une enceinte cylin-drique fermée.Un vide est appliqué pour évacuer le maximumd'air des cellules du bois.Le vide maintenu, l'enceinte est remplie de pro-duit et une pression est exercée pour accroître lapénétration du produit. Celle-ci est arrêtéelorsque le bois n'absorbe plus le produit.Le produit est refoulé et le vide est à nouveaufait. Procédé de traitement en profondeur.
● Insecticide● Fongicide
(champignons de surfaceet champignons de pro-fondeur)
● Classe de risque 1, 2 , 3 et 4
Aqueux, sels ou oxydes Cryptogil
978271353446_044_048_MB 6/06/13 15:28 Page 46

Le boisLe principe consiste à remplir la cellule du boisd'air avant d'injecter le produit dans le bois pouréviter une consommation importante du produit.(Procédé effectué à chaud).
● Insecticide● Fongicide● Classe de risque 4
Créosote uniquement
DOC XYLOCHIMIE
VIDE ET PRESSION
PROCÉDÉRUPING
(à cellulesvides)
CHOIX D'UN
TRAITEMENT
Pression RemplissageSous pression
Refoule-ment
Vide finalPression d'injection à refus
TempsVide
Pressionatmosphérique P0
P1
P2
0 1/2 h 1 h 2 h 2 h 301 h 30
ÉLÉMENTS TYPE D'EMPLOI ÉLÉMENTS TYPE D'EMPLOI
➊ Parquet ➎ Charpente extérieure
➋ Menuiseries intérieures ➏ Balcons, ossature bois
➌ Menuiseries extérieures ➐ Bardages
➍ Charpente intérieure ➑ Espaces verts
47
978271353446_044_048_MB 6/06/13 15:28 Page 47

48
Traitement du boisBOIS DANS L'OUVRAGE TRAITEMENT
Emploi du bois Expositionhumidité
Essence concernée
Régions à risques Fonction Mode
d'applicationPrécaution Conditions
Produit de type Finition
➊ Parquet
Feuillusexemple : chêne
Nécessaire si termi-tée (et si aubier)
InsecticideAspersion badigeon
ou trempage
XylophèneSP 2000
Résineuxex. : pin, sapin
Les parquets en résineux seront traités avec un produit préventif insecticide de type Xylophène SP 2000 appliqué par aspersion, badigeon ou trempage.Dans les régions termitées, il est nécessaire de traiter également les feuillus avec un produit de type Xylophène SP 2000.
➋ Menuiseries intérieures, portes, plinthes,lambris, escaliers,boiseries
Toutes pièces saufsalles de bains Toutes essences
Salles de bains
Feuillus
Insecticide
Insecticidefongicide
Insecticidefongicide
Toutes régions
Aspersion, badi-geon ou trempage
XylophèneSP 2000
Aspersion, badi-geon ou trempage
Aspersion, badi-geon ou trempage
RésineuxRégions termitées
Non termitées
XylophèneSMX 2000
XylophèneSM 2000
Les menuiseries intérieures dans les pièces d'habitation, hors salles de bains, devront être traitées préventivement avec un produit insecticide de type XylophèneSP 2000, appliqué par aspersion, badigeon ou trempage.Pour des salles de bains, les bois auront été traités préventivement avec un produit insecticide et fongicide de type Xylophène SMX 2000, appliqué par trempage oudouble vide. En régions termitées, un traitement préventif anti-termites est indispensable avec un produit de type Xylophène SMX 2000.
➌ Menuiseries extérieuresportes, fenêtres
À l'exception desessences durablesnaturellement pur-gées de l'aubier
Feuillus
RésineuxToutes régions Trempage
ou double videDormants traités
avant assemblageInsecticidefongicide
XylophèneSMX 2000XylophèneSM 2000
Les menuiseries extérieures devront être traitées préventivement avec un produit insecticide et fongicide de type Xylophène SMX 2000 appliqué par trempage ou double vide.Tout usinage ulté-rieur doit être suivi
d'un traitementavec le SGR 2000
ex. : rabotage
➍ Charpente intérieure
Poutres apparentesVoliges, liteaux
sous toiture
Bois toujours à l'abri
Toutes essencessensibles
aux insectesToutes régions Insecticide
fongicide Trempage
XylophèneEX 2000
ouXylophèneSGR 2000
Les charpentes intérieures devront être traitées préventivement avec un produit insecticide et fongicide de type xylophène EX 2000 ou SGR 2000 appliqué par trempage.
➎ Charpente extérieure Bois non abrités Résineux
essentiellement Toutes régions
Insecticidefongicide Autoclave Bois de fortes
sections
Double vide Autres bois XylophèneSMX 2000
Insecticidefongicide
Cryptogil COP2
Les charpentes extérieures devront être traitées préventivement avec un produit insecticide et fongicide de type xylophène SMX 2000 appliqué par trempage.Pour les fortes sections, les bois auront été traités avec un produit préventif insecticide et fongicide de type Cryptogil COP 2, appliqué par autoclave.
➏ Balcons
Ossature bois
Après évaporation
des solvants, onappliquera
toutes finitionsbâtiment de type
Héliothan,Xylotan, Bondex
ou Gori.
Pour les bardagestraités avec xylo-phène SGR 2000,
une finition detype Héliothan,
Xylotan, Bondexou Gori
est nécessaire.
Lasure obligatoire
de type Heliotan,Xylotan, Bondex
ou Gori et à l'exclusion
de toute autre finition.
Extérieur Sauf essences natu-rellement résistantes
Parties basses encontact avec le sol.
Ex. : lisse basse
Insecticidefongicide
Insecticidefongicide
Vac-VacAutoclave
Trempage
Tout usinage ulté-rieur doit être suivi
d'un traitementavec le SGR 2000
Xylophène EX 2000
ou SMX 2000
Xylophène SMX 2000
Cryptogil COP 2
Autres boisÀ l'exception
du chêne purgé de l'aubier
Régions termitées ou non
Les bois d'ossature autres que les lisses basses devront être traités préventivement avec un produit insecticide et fongicide de type Xylophène EX 2000 ou XylophèneSMX 2000 appliqué par trempage. Les balcons et lisses basses des ossatures bois devront être traités préventivement avec un produit insecticide et fongicide de typeXylophène SMX 2000 appliqué par vac-vac ou avec du cryptogil COP 2 appliqué par autoclave.
➐ Bardages Extérieur RésineuxInsecticidefongicide
Trempage Si section< = à 27 mm
Si section> = à 27 mm
Xylophène SGR 2000
Cryptogil COP 2Autoclave
Les bardages bois de section inférieure à 27 mm devront être traités préventivement avec un produit insecticide et fongicide de type Xylophène SGR 2000 appliquépar trempage. Pour les sections supérieures à 27 mm, on traitera par autoclave.
➑ Bois d'aménagementdes espaces verts
Ex. : clôtures, poteaux, piquets,jeux d'enfants, abris, murs anti-
bruit, glissières de sécurité
Les aménagements d'espaces verts devront être traités préventivement avec un produit insecticide et fongicide de type Cryptogil COP 2 appliqué par autoclave.
Les poutres lamellé-collé devront être traitées préventivement avec un produit insecticide et fongicide de type Xylophène SMX 2000 appliqué par badigeon.En extérieur, si les poutres ne sont pas protégées, on traitera avec un produit préventif insecticide et fongicide de type Cryptogil COP 2.Nota : en cas de recoupe, les surfaces mises à nu doivent recevoir un traitement de rappel.
Extérieur saufcontact avec l'eau de mer
Contact avecl'eau de mer
Autoclave Cryptogil COP 2
Autres essences que le pin : consulter
le fabricant
Insecticidefongicide
Insecticidefongicide
Concentration : 3,3 %quantité injectée :
> = 10 kg/m3
Concentration : 5 %quantité injectée :
> = 15 kg/m3
Lamellé collée
Intérieur
Pin ou essence imprégnable
Extérieur – Partieshorizontales non
protégéesExtérieur
Poutres totale- ment abritées
Pin ou essence imprégnable
Insecticidefongicide
Insecticidefongicide
Insecticidefongicide
Badigeon
Badigeon
Attention : unelasure n'est pas
un traitement
Autoclave Bois traités avant collage
Xylophène SGR2000 ou SMX 2000
Cryptogil COP 2
Xylophène SGR2000 ou SMX 2000
Toutes régions
978271353446_044_048_MB 6/06/13 15:28 Page 48

Le bois
49
DURABILITÉNATURELLEET IMPRÉ-GNABILITÉDES BOIS
RésineuxDouglas 5 3-4 S D S S - - S S 2-3 4Épicéa 5 4 S S S S - - S S 3v 3-4Hemlock 5 4 S D S S - - S S 2 3Mélèze 5 3-4 S S S S - - S S 2v 4Red Cedar 5 2 S D D D - - S S 3 3-4PinsLaricio 5 4 S D D D - - S S 1 3-4Maritime 5 3-4 S D D D - - S S 1 4Sylvestre 5 3-4 S D D D - - S S 1 3-4Sapin 5 4 S S S S - - S S 2v 2-3
Feuillus (métropole) HespérophanesBouleau 5 5 - - S D S* D S S 1-2 1-2Châtaignier 5 2 S D S D S D S S 2 4Chêne 5 2-3 S D S D S D S S 2 4Frêne 5 5 - - S D S D S S 2 2Hêtre 5 5 S S S S D D S S 1-4* 1
(cœur rouge)Noyer 5 3 S D S S S D S S 1 3Orme 5 4 - - S D S D S S 1 2-3Peuplier 5 5 S S S S S* D S S 1v 3vRobinier 5 1-2 - - S D S D S S 1 4
*Occasionnellement
FEUILLUS DES ZONES TROPICALES
Acajou 5 3 - - - - S D S S 2 4Ako 5 5 - - - - S S S S 1 1Angélique 5 2v - - - - S D S M 2 4Assamela (1) 5 1-2 - - - - S D S D 1 4Azobe 5 2v - - - - S D S D 2 4Bete 5 1 - - - - S D S D 1 4Bilinga/Badi 5 1 - - - - s D s D 1 2Bosse 5 2v - - - - S D S S 1 4Bubinga 5 2 - - - - S D S D 1 4Dibetou 5 3-4 - - - - S D S S 2 3-4Doussié 5 1 - - - - S D S D 2 4Framire 5 2-3 - - - - S D S S 2 4Ilomba 5 5 - - - - S S S S 1 1Iroko 5 1-2 - - - - S D S D 1 4Kosipo 5 2-3 - - - - S D S M 1 3Kotibe 5 3v - - - - S D S M 1-2 3-4Koto 5 5 - - - - S S S S 1 1Limba/Frake 5 4 - - - - S S S S 1 2Makore/Douka 5 1 - - - - S D S D 2 4Mengkulang 5 4 - - - - S D S S 2 3Méranti D.R. 5 2-4 - - - - S D S M 2 4vMéranti L.R. 5 3-4 - - - - S D S S 2 4vMovingui 5 3 - - - - S D S M ? 4Niangon 5 3 - - - - S D S M 3 4Okoumé 5 4 - - - - S D S S ? 3Ramin 5 5 - - - - S S S S 1 1Samba/Ayous 5 5 - - - - S S S S 1 3Sapelli 5 3 - - - - S D S M 2 3Sipo 5 2-3 - - - - S D S M 2 4Teck 5 1 - - - - S D S M 3 4Tiama 5 3 - - - - S D S S 3 4
(1) Assamela = Afrormosia DOC XYLOCHIMIE
RÉSINEUX ET FEUILLUS DES RÉGIONS « TEMPÉRÉES »
DURABILITÉ NATURELLEESSENCES
A = aubierBP = bois parfait
Champignons1 = très durable2 = durable3 = moyennement
durable4 = faiblement durable5 = non durable
Insectes à larve xylophageD = durableS = sensible
TermitesD = durableM = moyennement
durableS = sensible
IMPRÉGNABILITÉ1 = imprégnable2 = moyennement
imprégnable3 = peu imprégnable4 = non imprégnable(V = très variable)
Champignons Capricornes Vrillettes Lyctus TermitesA BP A BP A BP A BP A BP A BP
978271353446_049_053_MB 6/06/13 15:28 Page 49

50
1.12 EMPLOI DES BOISTous les bois ne peuvent être utilisés pour tous les ouvrages. Les quatre tableaux suivants pré-sentent les principaux bois des régions tempérées et tropicales et leurs utilisations possibles.
ESSE
NCES
DES
RÉG
IONS
TEM
PÉRÉ
ES
Domaines d'emploi
Esse
nces
Ameublement
Ameublement (carcasses)Articles de ménage
Articles de sportBardeaux de couverture
Barreaux d'échelle
Cannes et manches de parapluies
CharpentesClôtures
Coffrages
Constructions aéronautiques
Constructions hydrauliquesConstructions navales
Constructions portuairesContre-plaqué
Crosses de fusil
Décoration
Ébénisterie
Emballage – Caisserie
Escaliers
Étals de boucherie
Instruments de musique
Jeux et jouets
LambrisManches
Marquetterie
Menuiserie extérieure
Menuiserie intérieure
Modelage
MouluresPapeterie
Parquets
Placages
Planches d'échafaudagePoteaux
Sculpture
Tabletterie
Tonnellerie
Tournerie
Traverses de chemin de fer
AULN
EBO
ULEA
UBU
ISCH
ARM
ECH
ÂTAI
GNI
ERCH
ÊNE
CHÊN
E RO
UGE
D'AM
ÉRIQ
UECO
RNO
UILL
ER M
ALE
DOUG
LAS
ÉPIC
ÉAÉP
ICÉA
DE
SITK
AÉR
ABLE
-SYC
OM
ORE
ÉRAB
LE P
LANE
ÉRAB
LE C
HAM
PÊTR
EFR
ÊNE
HÊTR
EM
ARRO
NNIE
RM
ÉLÈZ
EM
ERIS
IER
NOYE
R D'
EURO
PENO
YER
D'AM
ÉRIQ
UEO
LIVI
ERO
RME
PEUP
LIER
PIN
D'AL
EPPI
N CE
MBR
OPI
N À
CRO
CHET
SPI
N LA
RICI
OPI
N M
ARIT
IME
PIN
DE P
ARAN
A
978271353446_049_053_MB 6/06/13 15:28 Page 50

Le boisES
SENC
ES D
ES R
ÉGIO
NS T
EMPÉ
RÉES
(sui
te)
Domaines d'emploi
Esse
nces
AmeublementAmeublement (carcasses)
Articles de ménage
Articles de sport
Bardeaux de couverture
Barreaux d'échelle
Cannes et manches de parapluies
Charpentes
ClôturesCoffrages
Constructions aéronautiquesConstructions hydrauliques
Constructions navales
Constructions portuaires
Contre-plaqué
Crosses de fusil
Décoration
Ébénisterie
Emballage – Caisserie
Escaliers
Étals de boucherie
Instruments de musique
Jeux et jouets
Lambris
ManchesMarquetterie
Menuiserie extérieure
Menuiserie intérieure
Modelage
Moulures
Papeterie
Parquets
PlacagesPlanches d'échafaudage
Poteaux
Sculpture
TabletterieTonnellerie
TournerieTraverses de chemin de fer
ESSE
NCES
DES
RÉG
IONS
TRO
PICA
LES
Emploi des principales essences
PIN
SYLV
ESTR
EPI
N W
EYM
OUT
HPI
TCHP
INPL
ATAN
EPO
IRIE
RRO
BINI
ERSA
PIN
SEQ
UOIA
TILL
EUL
WES
TERN
HEM
LOCK
WES
TERN
RED
CED
AR
ABAR
COAC
AJO
US D
'AFR
IQUE
ACAJ
OUS
D'A
MÉR
IQUE
AIEL
EAK
OAM
ARAN
TEAN
DIRO
BAAN
GÉL
IQUE
/BAS
RALO
CUS
ANIE
GRE
ASSA
MEL
AAV
ODI
REAZ
OBE
BABO
ENBA
HIA
BALA
TA R
OUG
EBA
LSA
BETE
/MAN
SONI
ABI
LING
A
51
978271353446_049_053_MB 6/06/13 15:28 Page 51

52
Emploi des boisES
SENC
ES D
ES R
ÉGIO
NS T
ROPI
CALE
S (s
uite
)
Domaines d'emploi
Esse
nces
Ameublement
Ameublement (carcasses)
Articles de ménage
Articles de sport
Bardeaux de couverture
Barreaux d'échelleCannes et manches de parapluies
Charpentes
Clôtures
Coffrages
Constructions aéronautiques
Constructions hydrauliques
Constructions navales
Constructions portuaires
Contre-plaqué
Crosses de fusil
Décoration
Ébénisterie
Emballage – CaisserieEscaliers
Étals de boucherie
Instruments de musiqueJeux et jouets
Lambris
ManchesMarquetterie
Menuiserie extérieure
Menuiserie intérieure
ModelageMoulures
Papeterie
Parquets
Placages
Planches d'échafaudage
Poteaux
SculptureTabletterie
Tonnellerie
Tournerie
Traverses de chemin de fer
BOSS
EBU
BING
ACI
TRO
NNIE
R DE
CEY
LAN
CŒUR
DEH
ORS
COUR
BARI
LDA
BEM
ADI
BETO
UDO
USSI
EÉB
ÈNE
FRAM
IRE
FRO
MAG
ERG
AIAC
GO
NFO
LOG
RIG
NON
FRAN
CHI
NTSY
ILO
MBA
IRO
KOJE
QUI
TIBA
KAPU
RKE
RUIN
G/A
PITO
NGKO
SIPO
KOTI
BEKO
TOKO
UALI
LAUA
NS R
EDLA
UANS
WHI
TELI
MBA
LIM
BALI
MAK
ORE
MAN
ILM
ENG
KULA
NG
978271353446_049_053_MB 6/06/13 15:28 Page 52

Le boisES
SENC
ES D
ES R
ÉGIO
NS T
ROPI
CALE
S (s
uite
)
Domaines d'emploi
Esse
nces
Ameublement
Ameublement (carcasses)
Articles de ménage
Articles de sport
Bardeaux de couvertureBarreaux d'échelleCannes et manches de parapluies
Charpentes
Clôtures
Coffrages
Constructions aéronautiquesConstructions hydrauliques
Constructions navales
Constructions portuaires
Contre-plaqué
Crosses de fusil
Décoration
Ébénisterie
Emballage – Caisserie
Escaliers
Étals de boucherie
Instruments de musique
Jeux et jouets
Lambris
Manches
Marquetterie
Menuiserie extérieureMenuiserie intérieure
ModelageMoulures
Papeterie
Parquets
PlacagesPlanches d'échafaudage
Poteaux
Sculpture
Tabletterie
Tonnellerie
Tournerie
Traverses de chemin de fer
MER
ANTI
S DA
RK R
EDM
ERAN
TIS
LIG
HT R
EDM
OAB
IM
OVI
NGUI
MUT
ÉNYÉ
NIAN
GO
NNI
OVE
OKO
UMÉ
OLO
NO
VEN
GKO
LO
ZIG
OPA
DOUK
D'A
FRIQ
UEPA
LISS
ANDR
E DE
RIO
PALI
SSAN
DRE
DES
INDE
SPE
ROBA
JAU
NEPE
ROBA
RO
SERA
MIN
SAIN
T M
ARTI
N RO
UGE
SAM
BA
SAPE
LLI
SERA
YA R
EDSE
RAYA
YEL
LOW
SERA
YA W
HITE
SIPO
TALI
TECK
TIAM
ATO
LAW
ACAP
OU
WAP
AW
ENG
EZI
NGAN
A
53
978271353446_049_053_MB 6/06/13 15:28 Page 53

54
ÉPAISSEURSCOURANTESDES PLOTS
RÉSINEUXAVIVÉS
1.13 DIMENSIONS COMMERCIALES ET CLASSES DES BOISAprès des opérations de scierie, le produit « bois » est distribué conformément à des critèresde classement et dimensionnels.
1.13.1 DIMENSIONS
10
Épaisseurs courantes (mm)
13 15 18 20 22 27 34 41 45 54 75 80 100 120
■ RÉSINEUX FRANÇAIS
27 40 63 75 100 115 125 150 160 175 200 225Largeurs (en mm)
Épaisseur en mm
152 469,14 1 666,67 888,89
66,67 66,67 66,67
18 881,83 740,74 555,56 483,09 444,44 370,37 347,22 317,46 277,7855,56 55,56 55,56 55,56 55,56 55,56 55,56 55,56 55,56
22 606,06 454,55 395,26 363,64 303,03 284,09 259,74 227,2745,45 45,45 45,45 45,45 45,45 45,45 45,45 45,45
27 1 371,74 925,93 370,37 322,06 246,91 211,64 185,19 164,6137,04 37,04 37,04 37,04 37,04 37,04 37,04 37,04
32 496,03 416,67 312,50 271,74 250,00 208,33 195,31 178,57 156,25 138,8931,25 31,25 31,25 31,25 31,25 31,25 31,25 31,25 31,25 31,25
38 417,71 350,88 263,16 228,83 210,53 175,44 150,38 131,58 116,9622,88 22,88 22,88 22,88 22,88 22,88 22,88 22,88 22,88
50 200,00 173,91 160,00 133,33 125,00 114,29 100,00 88,8920,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00
63 211,64 99,21 90,7015,87 15,87 15,87
75 177,78 133,33 88,89 76,19 66,67 59,2613,33 13,33 13,33 13,33 13,33 13,33
100 100,00 50,00 44,4410,00 10,00 10,00
115 75,618,70
125 64,008,00
150 44,446,67
200 25,005,00
225 19,754,44
■ RÉSINEUX CANADIEN
Longueur :● Sapin,
épicéade 50 en50 cm à partir de 1 m
● Pinde 30 en30 cm à partir de 2,10 m
65 75 100 125 150 175 200 225 250
19809,72 701,75 526,3252,63 52,63 52,63
22699,30 606,06 454,55 363,64 303,03 259,74 227,2745,45 45,45 45,45 45,45 45,45 45,45 45,45
23668,90 579,71 434,78 347,83 289,86 248,45 217,3943,48 43,48 43,48 43,48 43,48 43,48 43,48
25615,38 533,33 400,00 320,00 266,67 228,57 200,0040,00 40,00 40,00 40,00 40,00 40,00 40,00
32480,77 416,67 312,50 250,00 208,3331,25 31,25 31,25 31,25 31,25
38404,86 350,88 263,16 210,53 175,44 150,38 131,58 116,9626,32 26,32 26,32 26,32 26,32 26,32 26,32 26,32
47327,33 283,69 212,77 170,21 141,84 121,58 106,38 94,56 85,1121,28 21,28 21,28 21,28 21,28 21,28 21,28 21,28 21,28
48320,51 277,78 208,33 166,67 138,89 119,05 104,17 92,59 83,3320,83 20,83 20,83 20,83 20,83 20,83 20,83 20,83 20,83
50307,69 266,67 200,00 160,00 133,33 114,29 100,00 88,89 80,0020,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00 20,00
63244,20 211,64 158,73 126,98 105,82 90,70 79,37 70,55 63,4915,87 15,87 15,87 15,87 15,87 15,87 15,87 15,87 15,87
75205,13 177,78 133,33 106,67 88,89 76,19 66,67 59,26 53,3313,33 13,33 13,33 13,33 13,33 13,33 13,33 13,33 13,33
100153,85 133,33 100,00 80,00 66,67 57,14 50,0010,00 10,00 10,00 10,00 10,00 10,00 10,00
L
e
Humidité de référence : 20 %
Mètre linéaire parmètre cube
(ml/m3)
m2/m3
Longueur :de 1,2 mà 4,88 m
978271353446_054_058_MB 6/06/13 15:29 Page 54

Le bois■ RÉSINEUX DU NORD
1.13.2 CLASSES DE BOIS
RÉSINEUXAVIVÉS(suite)
16625,00 543,4862,50 62,50
19526,32 457,6752,63 52,63
22454,55 395,2645,45 45,45
25400,00 347,83 320,00 266,67 228,57 200,00 177,7840,00 40,00 40,00 40,00 40,00 40,00 40,00
32312,50 271,74 250,00 208,33 178,57 156,25 138,8931,25 31,25 31,25 31,25 31,25 31,25 31,25
38263,16 228,83 210,53 174,44 150,38 131,58 116,9626,32 26,32 26,32 26,32 26,32 26,32 26,32
44227,27 197,63 151,5222,73 22,73 22,73
50200,00 173,91 160,00 133,33 114,29 100,00 88,8920,00 20,00 20,00 20,00 20,00 20,00 20,00
63105,82 99,21 90,70 79,37 70,5515,87 15,87 15,87 15,87 15,87
7588,89 76,19 66,67 59,2613,33 13,33 13,33 13,33
100 115 125 150 160 175 200 225Largeur (en mm)
Epaisseur (en mm)Longueur :de 30 en 30 cm à partir de 1,80 m
Selon ses caractéristiques technologiques et les anomalies qu'il renferme, le bois commercialest classé à partir de l'aspect des faces et des rives.
BOISINDIGÈNESSCIAGES
AVIVÉS DESFEUILLUS
DURS
NFB 53-501
■ TABLEAU RÉCAPITULATIF DES ANOMALIES CONSIDÉRÉES POUR LE CLASSEMENT D'ASPECT DES FACES ET DES RIVES
AnomaliesClasses
X A B C D
Nombre maximal d'anomalies admisespar élément type de 1 m x 0,10 m........ 0 2 3 4
Nœuds isolés :Nombre maximal admis par élément type .................................... 0 2 2 3
Diamètre individuel maximal :sains et adhérents ................................. E 10 mm 20 mm 30 mmNoirs ou vicieux...................................... E 5 mm 10 mm 20 mm
Nœuds en grappes, pattes de chat.......... E a. p. appr. Admis AdmisRonces ...................................................... E a. p. appr. Admis AdmisFentes en bout ou de cœur ...................... E E 1/2 � �Gerces de séchage ................................... E E 1/3 � 2/3 �Fil ............................................................... droit droit T/S droit S/ droit
Cœur sain { découvert............................ E E trace Admisenfermé .............................. E E E E
Piqûres noires non actives........................ E E Quelques-unes AdmisVeines ........................................................ E E légères AdmisTaches ....................................................... E E légères AdmisÉchauffure ................................................. E E E AdmisToutes autres anomalies ........................... E E E E
I À considérersimultané-
ment (totalisables)
II À considérer
isolément
III
Admis :tous
défauts etaltérations,sauf ceuxcompro-mettantvisible-ment la
solidité dela pièce
ou interdi-sant toutemise enœuvre.
■ TABLEAU RÉCAPITULATIF DES CHOIX
Choix Exceptionnel 1er 2e 3e 4e
pièce XX XA–XBAA ACAB BB BC
(AB � 50 %) BC – AD CCéventuellement CD
XC – XD (CD � 50 %) DD(BC + AD� 50 %)
aubier plus belle face
néant néant néant néant aubier sain s/limitat.
autre face néant néant� 1/3 � � 1/3 �
aubier sain s/limitat.
plus piècesdéclassées à
cause de l'aubier *
plus piècesdéclassées à
cause de l'impor-tance de l'aubier *
plus piècesdéclassées sauf
pièces inemployables
� 1/2 eaubiersain { � 1/2 e
aubiersain {
T/S = très sensiblement. S� = sensiblement.� = largeura. p. appar. = à peine apparent.E = exclu.
e = épaisseur. � = largeur de la pièce � = inférieur ou égal* Dans les limites fixées
pour ces choix.
0,10 m
1 m
Zone « élémenttype »
55
978271353446_054_058_MB 6/06/13 15:29 Page 55

56
Dimensions commerciales et classes des bois
■ TABLEAU RÉCAPITULATIF DES ANOMALIES CONSIDÉRÉES POUR LE CLASSEMENT DES FACES
BOISINDIGÈNESSCIAGES
AVIVÉS DESAPIN ET ÉPICÉA
NFB 53-502
A B C D E FNombre maximal d'anomalies par élément type de 1 m x 0,10 m ........................... 0 2 3 4 5Nœuds isolés
● Cas généralNombre maximal admis par élément type......... 0 2 2 3 4diamètre individuel maximal :
Nœuds sains et adhérents .......................... 0 10 mm 20 mm 30 mm 40 mmNœuds noirs ou non adhérents................... 0 0 10 mm 20 mm 25 mmNœuds vicieux ............................................. 0 0 0 0 25 mm
● Cas particulier des nœuds rares :nombre maximal admis par élément typeNœuds sains et adhérents ................................. 0 0 1 1 2Nœuds noirs ou non adhérents ......................... 0 0 1/4 1/2 2Nœuds vicieux .................................................... 0 0 0 0 2Diamètre individuel maximalNœuds sains et adhérents ................................. 0 0 40 mm 45 mm 60 mmNœuds noirs ou vicieux ou non adhérents........ 0 0 20 mm 25 mm 40 mm
Fentes en bout ou de cœur ; longueur maximale..... 0 �/3 �/2 � 2�Fentes en bout, longueur individuelle maximale par rapport à la longueur de la pièce ....................... 0 2 % 5 % 8 % 10 %Gerces de séchage : longueur max.......................... 0 3�/2� 2� 3� 4�Poches de résine : longueur max. ............................ 0 0 30 mm 60 mm 80 mmFil (*) ........................................................................... (1)Échauffure.................................................................. – – – lts n. alt.Coloration anormale (bleu de l'épicéa) ..................... – – – n. alt. ad.Veine rouge (bois raide)............................................. – – – ad. ad.Ronces....................................................................... – – – ad. ad.Cœur découvert ........................................................ – – – sain ad.Piqûres noires non actives........................................ – – – ad. ad.Gui, chaudron............................................................ – – – – ad.Entre-écorce .............................................................. – – – – ad.Autres anomalies....................................................... – – – – –
(*) La rectitude du fil n'intervient dans le classement que pour la classe A.
I
À considérersimultanément
II
À considérer isolément
III
Adm
is : t
ous
défa
uts
ou a
ltéra
tions
, sau
f ceu
x co
mpr
omet
tant
visi
blem
ent l
a so
lidité
de
la p
ièce
ou
inte
rdi-
sant
tout
e m
ise e
n œ
uvre
.
ad.= admises n. alt. = non altérantes � = largeur de la pièce– = exclues lts = légère trace superficielle
L = longueur de la pièce e = épaisseur de la pièce s. l. = sans limitationc.t.p. = contreparement – = exclues � inférieure ou égal à
■ TABLEAU RÉCAPITULATIF DES CHOIX
La norme NFB 53-503 définit le classement d'aspect des sciages avivés de pin maritime (bois indigène).
Pièces Hors choix 1er 2e 3e 4e Déclassé
Faces ................ AA AB AC AD AEBB BD BEBC CC CE
CD DD DFDE EE
EF FFBC � 50 % CD � 50 % DE � 50 % EF � 50 %
Flaches● admises sur : –
une arête une arêtele c.t.p. le c.t.p.
les deux rives du c.t.p. du c.t.p. d'une face
● longueur maxi. totale : – � L/10 � L/5 � L/3 � L/2 s.l
● largeur max. : – � e/10 � e/5 � e/3 e/3 � 2 e/3
+ pièces déclassées en
raison des flaches
+ pièces déclassées en
raison importanceflaches
+ pièces déclassées en
raison importanceflaches
+ pièces déclassées en
raison importanceflaches
978271353446_054_058_MB 6/06/13 15:29 Page 56

1.13.3 CLASSEMENT DES SCIAGES RÉSINEUX FRANÇAISLe bois
Les sciages des résineux français sont classés à partir de caractères visuels par observationsdes faces et des rives.Classement conventionnel utilisé par les scieurs.
CLASSEMENT DES RÉSINEUX DOC CTBA
Pour le sapin, l'épicéa, le pin maritime et le pin sylvestre, six choix sont définis : OA OB 1 2 3A 3B
Désignation des choix
Critères de classementChoix OA Choix OB Choix 1 Choix 2 Choix 3A Choix 3B
Singularité de structure
Nœuds adhérentsLarg. pièce< 90 mm
Ø maxi < 1/2 �
– en parement ExcluToléré : 2 nœuds Toléré : 3 nœuds De 90 < l < 150 mm
Admis AdmisΔ maxi : 20 mm Δ maxi : 30 mm Δ maxi : 45 mm
– en contre-parement (CP)Toléré Toléré : 3 nœuds Toléré : 5 nœuds Larg. pièce > 150 mm
Admis AdmisΔ maxi. : 15 mm Δ maxi. : 25 mm Δ maxi. : 40 mm Δ maxi. : 1/3 �
– en rive Exclu Exclu Δ maxi. : 1/2 de e Δ maxi. : 2/3 de e Admis Admis
– plats Exclu Exclu Toléré Toléré Admis Admis
– doubles « moustaches » Exclu Exclu Exclu Admis Admis Admis
Nœuds partiellement adhérents ExcluToléré en CP Toléré en CP Admis Admis Admis
Δ maxi. : 10 mm Δ maxi. : 20 mm nœuds adhérents
Nœuds non adhérents Exclu Exclu ExcluAdmis
Admis Admisnœuds adhérents
Nœuds vicieux/pourris Exclu Exclu Exclu Exclu Admis Admis
Poches de résine Exclu Toléré Toléré Toléré Admis Admis
Fentes :Exclu
Toléré si long. Toléré si long. Toléré si long.Admis Admis– en bout maxi. 5 % de L maxi. 5 % de L maxi. 2 l
– de rive Exclu Exclu Exclu " " Admis Admis
– de face Exclu Exclu Exclu " " Admis Admis
Bois de compression Exclu Exclu Toléré Admis Admis Admis
Entre-écorce Exclu Exclu Toléré Admis Admis Admis
Bois ronceux Exclu Exclu Toléré en CP Admis Admis Admis
Altérations
Bleuissement Exclu Exclu Exclu Toléré accidentel Admis Admis
Pourritures diverses Exclu Exclu Exclu Exclu Exclu Admis
Trous de vers (piqûres) Exclu Exclu ExcluToléré maxi
Admis Admis10 % du lot
Particularité de débit
Cœur enfermé Exclu Toléré Toléré Admis Admis Admis
Cœur découvert Exclu Exclu Exclu Toléré Admis Admis
FlacheExclu Exclu Exclu Exclu Exclu Exclu– pièce L < 3 m
Tolérance en CP Tolérance si légerToléré en CP si : Admis si :
Admis si :Admis si :
Flachesi léger et maxi et maxi 10 %
long < 20 % de L. long < 1/3 de Lmaxi : une face
Long.< 1/2 L.– pièce L > 3 m
10 % du lot du lotLarg. < 20 % de e larg. < 1/2 de e
et deux rivesLarg. < 1/2 de �
Maxi : 10 % du lot Maxi : 10 % du lot Larg. < 2 /3 du e.
Déformation Exclu Exclu Toléré Toléré Toléré Admis
Gerces de séchage ExcluToléré si : Toléré si : Toléré si :
Admis AdmisLong < 1,5 larg. Long < 2 larg. Long < 3 larg.
par surface type de 0,10 x 1 m
57
978271353446_054_058_MB 6/06/13 15:29 Page 57

58
Dimensions commerciales et classes des bois
Le comité européen de normalisation propose un classement qualitatif des deux feuillus.
■ CLASSIFICATION EUROPÉENNE DU CHÊNEL'appellation normalisée retenue comporte 3 caractères plus éventuellement une lettre complémentaire.
Les choix suivants ont donc été normalisés
Plots 4 choix F-B A F-B 1 F-B 2 F-B 3
Avivés 3 choix F-F A F-F 1 F-F 2
Bois ébauchés 3 choix F-D A F-D 1 F-D 2
CLASSEMENTQUALITATIFCHÊNE ET
HÊTRE
Le 1er caractère représente l'initiale du nom latin
Q - (Quercus : chêne)
Le 2e caractèreindique le type de produit :
B - pour les plots(Boule).
F - pour les frises etavivés.
P - pour les pièceséquarries.
Le 3e caractère fait référence à la classe qualitative :
A représente un choixexceptionnel ou surchoix.
1 - 2 - 3 les choixsuivants par ordre dequalité décroissante.
L'adjonction d'unelettre minuscule a oub permet de distinguerle choix 1 du 1bis.
Enfin, l'adjonction enbout d'appellation dela lettre X indique laprésence d'aubier surune face des frises ouavivés.
Plots 4 choix Q-BA Q-B1 Q-B2 Q-B3
Q-FA Q-F1a Q-F1b Q-F2 Q-F3Avivés 5 choix ou Q-F1aX Q-F1bX Q-F2X Q-F3X
Q-FAX Q-F1aXX* Q-F1bXX* Q-F2XX* Q-F3XX*
Pièces3 choix Q-PA Q-P1 Q-P2Equarries
* Ces choix « aubier traversant » n'ont pas été retenus dans le projet de norme européenne.
■ CLASSIFICATION EUROPÉENNE DU HÊTRE
Les choix suivants ont donc été normalisés.
Le premier caractère représente l'initiale du nom latin :
F (Fagus : hêtre)
Le deuxième caractèreindique le type de produit :
B -pour les plots.F -pour les frises et avivés.D -pour les pièces ébau-
chées.
Le troisième caractère faitréférence à la catégorie qualitative :
«A» représente un choixexceptionnel.1 - 2 - 3 les choix par ordrede qualité décroissante.
Enfin, l'adjonction de la lettreR en bout d'appellation deschoix de plots indique laprésence de cœur rouge,excédant 20 % de la largeurdes plateaux en F-BA, 25 %en F-B1 et 33 % en F-B2.Dans la qualité F-B3, la colo-ration est indifférente.
DOC APECF
978271353446_054_058_MB 6/06/13 15:29 Page 58

1.14 BOIS DU NORDLe bois
59
■ BOIS ROUGES DU NORDLes bois rouges du nord (pin sylvestre) correspon-dent pour la plupart à la catégorie I de la norme :– densité à 15 % supérieure à 0,5 ;– accroissement annuel moyen inférieur à 3 mm ;– nœuds de Δ inférieur à 25 mm ;– pente moyenne du fil inférieure à 7 %;– gerce faible à 15 % d'humidité.
■ BOIS BLANC DU NORDLes bois blancs du nord (épicéa et sapin blanc) cor-respondent, au minimum, à la catégorie II de lanorme :– densité à 15 % supérieur à 0,45 ;– accroissement annuel moyen inférieur à 5 mm ;– noeuds de Ø inférieur à 50 mm ;– pente moyenne du fil inférieure à 12 %;– gerce assez faible à 15 % d'humidité.
PROPRIÉTÉSMÉCANIQUES
TABLEAUD'UTILISATION
Les bois du nord se caractérisent par des cernes d'accroissement annuels assez étroits quitraduisent une forte texture (proportion importante de bois d'été à haute résistance), consé-quence d'une faible vitesse de croissance.Il faut également préciser qu'à ces caractéristiques fondamentales viennent s'en adjoindre aumoins deux autres :– des tolérances de débit qui sont généralement très serrées ;– des taux d'humidité à la livraison qui correspondent, au moins, à un bon niveau de « res-
suyage » et le plus souvent à l'état « sec à l'air ». En effet, l'humidité moyenne d'un plot sesitue environ entre 15 et 20 %.
En flexion simple plane sous charge uniformément répartie pour une flèche inférieure à 1/300 de la portée.Contraintes admissibles : 109 kg/cm2 - module d'élasticité : 98 140 kg/cm2. Ce tableau donne les sections àutiliser selon : – les différentes charges en kilos par mètre linéaire (1re ligne) ;
– les différentes portées en mètres (1re colonne).
Portée Charges en kilogrammes par mètre linéaireen mètres 40 50 60 75 85 100 125
1,2525 ¥ 75 25 ¥ 75 25 ¥ 75 25 ¥ 75 25 ¥ 75 25 ¥ 75 16 ¥ 100
16 ¥ 100 19 ¥ 10025 ¥ 75 25 ¥ 75 25 ¥ 75 16 ¥ 100 16 ¥ 100 19 ¥ 100 22 ¥ 100
1,5019 ¥ 100 19 ¥100 22 ¥ 100 16 ¥ 115
16 ¥ 115 25 ¥ 10025 ¥ 100 19 ¥ 115
25 ¥ 75 16 ¥ 100 16 ¥ 100 22 ¥ 100 22 ¥ 100 19 ¥ 115 32 ¥ 10019 ¥ 100 19 ¥ 100 16 ¥ 115 16 ¥ 155 32 ¥ 100 22 ¥ 115
1,75 22 ¥ 100 25 ¥ 100 25 ¥ 100 22 ¥ 115 25 ¥ 11519 ¥ 115 25 ¥ 115 38 ¥ 10032 ¥ 100 38 ¥ 100 44 ¥ 100
16 ¥ 100 22 ¥ 100 16 ¥ 115 19 ¥ 115 22 ¥ 115 44 ¥ 100 32 ¥ 11519 ¥ 100 16 ¥ 115 25 ¥ 100 32 ¥ 100 25 ¥ 115 32 ¥ 115 25 ¥ 125
2,0025 ¥ 100 19 ¥ 115 22 ¥ 115 38 ¥ 100 25 ¥ 125 50 ¥ 100
32 ¥ 100 25 ¥ 115 44 ¥ 100 50 ¥ 100 38 ¥ 11538 ¥ 100 32 ¥ 125
44 ¥ 11522 ¥ 100 19 ¥ 115 22 ¥ 115 44 ¥ 100 32 ¥ 115 38 ¥ 115 38 ¥ 12516 ¥ 115 32 ¥ 100 25 ¥ 115 32 ¥ 115 25 ¥ 125 32 ¥ 125 50 ¥ 115
2,25 25 ¥ 100 22 ¥ 115 38 ¥ 100 25 ¥ 125 50 ¥ 100 44 ¥ 115 25 ¥ 15019 ¥ 115 44 ¥ 100 50 ¥ 100 38 ¥ 115 38 ¥ 125
32 ¥ 12532 ¥ 100 25 ¥ 115 32 ¥ 115 38 ¥ 115 44 ¥ 115 50 ¥ 115 50 ¥ 12522 ¥ 115 38 ¥ 100 25 ¥ 125 32 ¥ 125 38 ¥ 125 25 ¥ 150 32 ¥ 150
2,50 25 ¥ 115 44 ¥ 100 50 ¥ 100 44 ¥ 115 50 ¥ 115 50 ¥ 12538 ¥ 100 32 ¥ 115 38 ¥ 115 38 ¥ 125 25 ¥ 150
25 ¥ 12544 ¥ 100 50 ¥ 100 32 ¥ 125 50 ¥ 115 50 ¥ 125 32 ¥ 150 38 ¥ 150
2,7532 ¥ 115 38 ¥ 115 44 ¥ 115 25 ¥ 150 32 ¥ 150 38 ¥ 150 25 ¥ 17525 ¥ 125 32 ¥ 125 38 ¥ 125 44 ¥ 15050 ¥ 100 50 ¥ 11538 ¥ 115 44 ¥ 115 25 ¥ 150 50 ¥ 125 28 ¥ 150 25 ¥ 175 50 ¥ 150
3,0032 ¥ 125 38 ¥ 125 50 ¥ 125 32 ¥ 150 25 ¥ 175 44 ¥ 150 32 ¥ 175
50 ¥ 115 25 ¥ 20038 ¥ 175
44 ¥ 115 25 ¥ 150 32 ¥ 150 38 ¥ 150 44 ¥ 150 50 ¥ 150 63 ¥ 150
3,2538 ¥ 125 50 ¥ 125 25 ¥ 175 50 ¥ 150 32 ¥ 175 75 ¥ 15050 ¥ 115 44 ¥ 150 32 ¥ 175 25 ¥ 200 32 ¥ 200
38 ¥ 17525 ¥ 150 32 ¥ 150 38 ¥ 150 50 ¥ 150 25 ¥ 200 63 ¥ 150 63 ¥ 160
3,5050 ¥ 125 25 ¥ 175 32 ¥ 175 38 ¥ 175 50 ¥ 175
44 ¥ 150 63 ¥ 150 25 ¥ 22538 ¥ 200
32 ¥ 150 38 ¥ 150 50 ¥ 150 25 ¥ 200 75 ¥ 150 75 ¥ 150 63 ¥ 175
3,7525 ¥ 175 32 ¥ 175 38 ¥ 175 32 ¥ 200 32 ¥ 200 32 ¥ 22544 ¥ 150 63 ¥ 150 63 ¥ 160 63 ¥ 160
50 ¥ 17538 ¥ 150 50 ¥ 150 25 ¥ 200 75 ¥ 150 50 ¥ 175 63 ¥ 175 50 ¥ 200
4,0025 ¥ 175 32 ¥ 175 38 ¥ 175 32 ¥ 200 25 ¥ 225 32 ¥ 225 75 ¥ 175
63 ¥ 150 63 ¥ 160 38 ¥ 200 38 ¥ 22550 ¥ 175
44 ¥ 150 25 ¥ 200 75 ¥ 150 25 ¥ 225 63 ¥ 175 50 ¥ 200 50 ¥ 2254,25 50 ¥ 150 38 ¥ 175 32 ¥ 200 38 ¥ 200 32 ¥ 225
32 ¥ 175 63 ¥ 150 63 ¥ 160
CHARGE
Portée
25
75
978271353446_059_061_MB 6/06/13 15:30 Page 59

60
Bois du Nord
TABLEAUD'UTILISATION
(suite)
Portée Charges en kilogrammes par mètre linéaireen mètres 150 175 200 250 300 375
16 ¥ 100 19 ¥ 100 19 ¥ 100 16 ¥ 115 19 ¥ 115 25 ¥ 11519 ¥ 100 22 ¥ 100 22 ¥ 100 25 ¥ 100 32 ¥ 100 38 ¥ 10022 ¥ 100 16 ¥ 115 16 ¥ 115 19 ¥ 115 22 ¥ 115 44 ¥ 100
1,25 25 ¥ 100 25 ¥ 100 32 ¥ 100 25 ¥ 115 32 ¥ 11519 ¥ 115 22 ¥ 115 38 ¥ 100 25 ¥ 12532 ¥ 100 25 ¥ 115 44 ¥ 100 50 ¥ 100
38 ¥ 100 38 ¥ 11516 ¥ 115 19 ¥ 115 22 ¥ 115 44 ¥ 100 32 ¥ 115 32 ¥ 12525 ¥ 100 32 ¥ 100 25 ¥ 115 32 ¥ 115 25 ¥ 125 44 ¥ 11519 ¥ 115 22 ¥ 115 38 ¥ 100 25 ¥ 125 50 ¥ 100 38 ¥ 125
1,50 32 ¥ 100 25 ¥ 115 44 ¥ 100 50 ¥ 100 38 ¥ 115 50 ¥ 11522 ¥ 115 38 ¥ 100 32 ¥ 115 38 ¥ 115 32 ¥ 125 25 ¥ 15025 ¥ 115 44 ¥ 100 25 ¥ 125 32 ¥ 125 44 ¥ 11538 ¥ 100 50 ¥ 100 38 ¥ 12544 ¥ 100 32 ¥ 115 38 ¥ 115 44 ¥ 115 25 ¥ 150 50 ¥ 12532 ¥ 115 25 ¥ 125 32 ¥ 125 38 ¥ 125 50 ¥ 125 32 ¥ 150
1,75 25 ¥ 125 50 ¥ 100 44 ¥ 115 50 ¥ 115 32 ¥ 150 38 ¥ 15050 ¥ 100 38 ¥ 115 38 ¥ 125 25 ¥ 150 25 ¥ 175
32 ¥ 125 50 ¥ 11538 ¥ 115 44 ¥ 115 25 ¥ 150 50 ¥ 125 38 ¥ 150 44 ¥ 15032 ¥ 125 38 ¥ 125 50 ¥ 125 32 ¥ 150 25 ¥ 175 50 ¥ 150
2,00 44 ¥ 115 50 ¥ 115 32 ¥ 150 38 ¥ 150 44 ¥ 150 32 ¥ 17538 ¥ 125 25 ¥ 150 25 ¥ 175 25 ¥ 20050 ¥ 115 38 ¥ 17525 ¥ 150 50 ¥ 125 38 ¥ 150 44 ¥ 150 50 ¥ 150 63 ¥ 150
2,25 50 ¥ 125 32 ¥ 150 25 ¥ 175 50 ¥ 150 32 ¥ 175 75 ¥ 15032 ¥ 150 38 ¥ 150 44 ¥ 150 32 ¥ 175 25 ¥ 200 32 ¥ 200
38 ¥ 175 63 ¥ 16038 ¥ 150 25 ¥ 175 50 ¥ 150 25 ¥ 200 75 ¥ 150 25 ¥ 225
2,50 25 ¥ 175 44 ¥ 150 32 ¥ 175 38 ¥ 175 32 ¥ 200 38 ¥ 20044 ¥ 150 50 ¥ 150 25 ¥ 200 63 ¥ 150 63 ¥ 160 63 ¥ 175
32 ¥ 175 50 ¥ 175 32 ¥ 22550 ¥ 150 25 ¥ 200 38 ¥ 175 75 ¥ 150 38 ¥ 200 50 ¥ 200
2,75 32 ¥ 175 38 ¥ 175 63 ¥ 150 32 ¥ 200 63 ¥ 175 75 ¥ 17563 ¥ 150 75 ¥ 150 63 ¥ 160 32 ¥ 225 38 ¥ 225
32 ¥ 200 50 ¥ 17525 ¥ 200 75 ¥ 150 63 ¥ 160 63 ¥ 175 50 ¥ 200 50 ¥ 225
3,00 38 ¥ 175 32 ¥ 200 50 ¥ 175 32 ¥ 225 75 ¥ 175 75 ¥ 20063 ¥ 150 63 ¥ 160 25 ¥ 225 50 ¥ 200 38 ¥ 225
50 ¥ 175 38 ¥ 200 75 ¥ 17575 ¥ 150 38 ¥ 200 63 ¥ 175 38 ¥ 225 50 ¥ 225 75 ¥ 225
3,25 32 ¥ 200 63 ¥ 175 32 ¥ 225 75 ¥ 20063 ¥ 160 50 ¥ 20050 ¥ 175 75 ¥ 17563 ¥ 175 32 ¥ 225 38 ¥ 225 50 ¥ 225 75 ¥ 225 75 ¥ 225
3,50 32 ¥ 225 50 ¥ 200 75 ¥ 20075 ¥ 175
50 ¥ 200 50 ¥ 225 50 ¥ 225 75 ¥ 225 75 ¥ 2253,75 75 ¥ 175 75 ¥ 200
38 ¥ 225
4,00 50 ¥ 225 50 ¥ 225 75 ¥ 225 75 ¥ 22575 ¥ 200
4,25 50 ¥ 225 75 ¥ 225 75 ¥ 22575 ¥ 200
Portée Charges en kilogrammes par mètre linéaireen mètres 40 50 60 75 85 100 125 150 175
4,50 25 ¥ 200 75 ¥ 150 50 ¥ 175 63 ¥ 175 50 ¥ 200 75 ¥ 175 50 ¥ 225 75 ¥ 225 75 ¥ 22538 ¥ 175 25 ¥ 225 32 ¥ 225 75 ¥ 175 38 ¥ 225 75 ¥ 200
38 ¥ 200 38 ¥ 2254,75 63 ¥ 150 32 ¥ 200 63 ¥ 175 50 ¥ 200 50 ¥ 225 50 ¥ 225 75 ¥ 225
63 ¥ 160 75 ¥ 17550 ¥ 175 38 ¥ 22525 ¥ 225
5,00 75 ¥ 150 38 ¥ 200 32 ¥ 225 50 ¥ 225 50 ¥ 225 75 ¥ 200 75 ¥ 22532 ¥ 200 63 ¥ 175 50 ¥ 20063 ¥ 160 75 ¥ 17550 ¥ 175
5,25 25 ¥ 225 32 ¥ 225 38 ¥ 225 50 ¥ 225 75 ¥ 200 75 ¥ 22538 ¥ 200
5,50 63 ¥ 175 50 ¥ 200 50 ¥ 225 75 ¥ 200 75 ¥ 225 75 ¥ 22575 ¥ 17538 ¥ 225
5,75 32 ¥ 225 50 ¥ 225 50 ¥ 225 75 ¥ 225 75 ¥ 22550 ¥ 200 75 ¥ 20075 ¥ 175
6,00 38 ¥ 225 50 ¥ 225 75 ¥ 225 75 ¥ 2256,25 50 ¥ 225 75 ¥ 200 75 ¥ 2256,50 50 ¥ 225 75 ¥ 225 75 ¥ 2256,75 75 ¥ 200 75 ¥ 2257,00 75 ¥ 225 75 ¥ 225
978271353446_059_061_MB 6/06/13 15:30 Page 60

Le bois
PORTÉE DESPOUTRES ET
SOLIVESen cm
Hum
idité
17,
5 %
Pou
tres
sur
2 a
ppui
s D
D–
Cha
rges
uni
form
émen
t ré
part
ies
- Fl
èche
1/4
00 -
Pou
tre
sur
3 ap
puis
D
DD
– m
ultip
lier
la p
orté
e pa
r 1,
126
Form
ules
de
la f
lèch
e et
du
fluag
e, v
oir
Gui
de p
ratiq
ue p
our
l'em
ploi
des
boi
s su
édoi
s et
fin
land
ais
dans
la c
onst
ruct
ion,
p.
12 e
t 13
. Le
s po
rtée
s so
nt e
n cm
de
10 e
n 10
cm
et
tienn
ent
com
pte
du f
luag
e po
ur u
ne v
aria
tion
tota
le d
'hum
idité
du
bois
de
5 %
. N
e pa
s em
ploy
er c
e ta
blea
u po
ur le
s bo
is s
ecs
à l'a
ir. L
es c
harg
es d
'hab
itatio
n so
nt c
elle
s de
lano
rme
NF
P 0
6 00
1, e
lles
ne t
ienn
ent
pas
com
pte
du p
oids
des
clo
ison
s. A
u dr
oit
des
cloi
sons
, dou
bler
la s
oliv
e.
III
IIIIV
VVI
VII
VIII
entre
-axe
entre
-axe
entre
-axe
entre
-axe
entre
-axe
entre
-axe
entre
-axe
entre
-axe
60 c
m40
cm
30cm
60 c
m40
cm
30cm
60 c
m40
cm
30cm
60 c
m40
cm
30cm
60 c
m40
cm
30cm
60 c
m40
cm
30cm
60 c
m40
cm
1813
,811
,724
,618
,215
2719
,816
,222
,817
14,1
29,4
21,4
17,4
31,8
2318
,694
,265
,8
9060
4590
6045
9060
4590
6045
9060
4590
6045
9060
3625
,820
,742
,630
,224
4531
,825
,240
,829
23,1
47,4
33,4
26,4
49,8
3527
,611
2,2
77,8
126
85,8
65,7
132,
690
,269
135
91,8
70,2
130,
889
68,1
137,
493
,471
,413
9,8
9572
,620
2,2
137,
8
470
540
590
460
530
580
460
530
580
470
530
580
460
520
570
460
520
570
380
440
45
051
055
044
050
055
044
050
054
044
050
055
043
049
054
043
049
054
036
041
041
047
051
040
046
050
040
046
050
041
046
051
040
045
050
040
045
049
033
038
039
045
049
039
044
048
038
044
048
039
044
048
038
043
048
038
043
047
031
036
037
042
046
037
042
046
036
041
045
037
042
046
036
041
045
036
041
045
030
034
042
048
052
041
047
051
041
047
051
041
047
052
041
046
051
041
046
050
034
039
039
045
049
039
044
048
039
044
048
039
044
049
038
044
048
038
043
048
032
037
036
041
045
036
041
045
036
041
044
036
041
045
035
040
044
035
040
044
029
034
035
040
043
034
039
043
034
039
042
034
039
043
034
039
042
034
038
042
028
032
033
038
041
032
037
040
032
037
040
033
037
041
032
037
040
032
036
040
026
030
037
042
046
036
041
045
036
041
045
036
041
045
036
040
044
035
040
044
030
035
034
039
043
034
039
042
034
038
042
034
039
042
033
038
042
033
038
041
028
032
032
036
040
031
036
039
031
035
039
031
036
039
031
035
038
031
035
038
026
030
030
035
038
030
034
037
030
034
037
030
034
037
030
034
037
029
033
037
024
028
029
033
036
028
032
035
028
032
035
028
032
035
028
032
035
028
032
035
023
027
031
036
039
031
035
038
031
035
038
031
035
038
030
035
038
030
034
038
026
029
029
033
037
029
033
036
029
033
036
029
033
036
029
033
036
028
032
035
024
027
027
031
034
027
030
033
026
030
033
027
030
033
026
030
033
026
030
033
022
025
026
029
032
025
029
032
025
029
032
026
029
032
025
029
031
025
029
031
021
024
025
028
031
024
028
030
024
027
030
024
028
030
024
027
030
024
027
030
020
023
026
029
032
025
029
032
025
029
031
026
029
032
025
029
031
025
028
031
021
024
024
028
030
024
027
030
024
027
030
024
027
030
024
027
029
023
027
029
020
023
022
026
028
022
025
028
022
025
027
022
025
028
022
025
027
022
025
027
0-
210
210
240
270
210
240
260
210
240
260
210
240
260
210
240
260
210
240
260
-20
020
023
025
020
023
025
020
023
025
020
023
025
020
023
025
019
022
024
0-
-
Vale
urs
en d
a N/
ml
(kg/
ml)
Poid
s pr
opre
GCh
arge
s d'
habi
tatio
n
PCh
arge
s de
G
+P
long
ue d
urée
5
Sollic
itatio
n
G +
6Pto
tale
573
6
655,
861
5
561,
748
4
376,
442
3
829,
436
3
282,
373
4
650,
961
3
886,
448
3
058,
142
2
675,
936
2
293,
673
3
095,
561
2
586,
648
2
035,
442
1
781,
036
1
526,
573
1
932,
461
1
614,
748
1
270,
642
1
111,
836
9
53,0
73
110
4,6
61
923
,148
7
26,3
42
635
,536
5
44,8
30 c
m
60 c
m
40 c
m
30c
m51
,6
10
0,8
70,2
54,9
45
90
60
45
60,6
118,
8
82
,2
6
3,9
105,
6
208
,8
14
2,2
1
08,9
480
380
440
480
450
360
410
450
420
330
37
0
4
1040
0
3
10
360
390
380
290
34
0
3
7043
0
3
40
390
420
400
310
360
390
370
290
330
360
350
270
320
340
330
260
300
330
380
290
340
380
360
280
320
350
320
250
290
320
310
240
270
300
290
230
260
290
320
250
290
320
300
240
270
300
280
220
250
270
260
200
240
260
250
–
220
250
270
210
240
260
250
200
230
250
230
–
210
230
220
–
200
220
210
– –
210
222
197
172
147
122
Atte
ntio
n : l
'util
isat
ion
de c
e ta
blea
u ne
dis
pens
e en
auc
un c
as d
u co
ntrô
le d
es p
orté
es a
vec
les
DTU
"C
B.7
1" e
t "N
V 65
" et
sel
on le
deg
ré d
e sé
curit
é in
cend
ie d
e la
fam
ille
d'ha
bita
tion.
➀M
oque
tte➁
Pann
eau
parti
cule
s➂
Soliv
ages
et é
trésil
lons
➃Is
olan
t et p
are-
vape
ur➄
Lam
bris
➅Li
tela
ge➆
Plaq
ue d
e pl
âtre
ca
rtonn
ée➇
Parq
uet
➈Fi
bres
tend
res
15 m
m➉
Feut
re b
itum
éCh
ape
50 m
mCa
rrela
ge 1
0 m
m11 12
Mom
t à ine
rtie
61
978271353446_059_061_MB 6/06/13 15:30 Page 61

62
CONTREPLAQUÉÀ PLIS
CONTREPLAQUÉCOFFRAGE
La superposition et le collage de minces couches croisées de placage tranchées ou dérouléespermettent la fabrication du contreplaqué, un panneau stable et résistant.
2.1 PANNEAUX CONTREPLAQUÉS
2. DÉRIVÉS DU BOIS
2.1.1 PRINCIPAUX TYPES DE CONTREPLAQUÉS
Il est constitué de couches appelées « plis » ennombre impair croisées à 90° (appelé également« multiplis »).
Il est constitué de plis et d'une âme de lattesde bois de largeur comprise entre 7 et 30 mm.
L'âme est constituée par des planches ou plan-chettes de bois massifs de plus de 30 mm.
L'âme est constituée par des lamelles de boismassif ou des placages de moins de 7 mmd'épaisseur disposées sur chant.
L'âme est constituée par un réseau alvéolaire.Il doit comporter au moins deux plis à fils croi-sés de chaque côté de cette âme (âme en bois,carton, etc.).
L'âme (ou certaines couches) est constituéed'autres matériaux que le bois massif ou le pla-cage.
Contreplaqué non plan, obtenu par pressagesur une forme.
Contreplaqué traité dans la masse ayant un classement M1 ou M2 de réaction au feu.
Les plis extérieurs sont en placage de bois décoratifs.
Appellation commerciale des panneaux destinés à la construction navale ayant une bonne résistance àl'eau, à la perforation et à l'abrasion.
Destiné aux emplois extérieurs impliquant une exposition prolongée à l'eau et aux intempéries (NF extérieurCTB-X).
Pour ces contreplaqués, on distingue deux qualités :● Coffrage CTB-X, qui résiste à l'action permanente de l'eau et des intempéries.● Coffrage CTB-O qui permet des utilisations à l'extérieur ou au contact de l'eau pendant des durées limitées.
pli extérieur
pli transversal
pli central
pli transversal
pli extérieur
CONTREPLAQUÉLATTÉ
CONTREPLAQUÉPANNEAUTÉ
CONTREPLAQUÉLAMELLÉ
CONTREPLAQUÉALVÉOLÉ
CONTREPLAQUÉCOMPOSITE
CONTREPLAQUÉMOULÉ
CONTREPLAQUÉIGNIFUGÉ
CONTREPLAQUÉDÉCORATIF
CONTREPLAQUÉMARINE
CONTREPLAQUÉEXTÉRIEUR
pli extérieur
âme
pli extérieur
ex. : âme isolante
978271353446_062_066_MB 6/06/13 15:31 Page 62

Dérivés du bois
2.1.2 FORMATS ET ÉPAISSEURS
COURANT
EXTÉRIEUR
LATTÉ
MARINE
IGNIFUGÉ
COFFRAGE
CLASSEMENTD'ASPECT
3 plis 5 7 9 +3 4 5 6 8 10 12 15 19 22 25 30 40 L Ie
5 8 10 12 15 19 22 25 30 40 L Ie
15 19 22 25 30 L Ie
5 10 15 19 L Ie
5 8 10 12 15 19 L Ie
5 8 10 15 19 22 25 L Ie
205 100250 122250 153300 153305 153310 153310 170
205 100250 122250 153300 153305 153310 153310 170
205 100250 122250 153260 150300 150300 153305 153310 153
250 122310 153350 153
250 122310 153
250 122310 122
Type 1 Type 2 Type 3 Type 4
(NFB-54-170)
Chacune des faces des panneaux contreplaqués à plis d'usage général entre alors, suivant les conditionsd'admissibilité des défauts, dans une des classes suivantes :
Classe A Æ Face destinée à rester visibleClasse I Æ Face pouvant rester visibleClasse II Æ Face pouvant être plaquée ou peinteClasse III Æ Face destinée à être cachéeClasse IV Æ Face ne comportant aucune exigence d'aspect
Les panneaux sont classés selon l'aspect de leurs deux faces. On exprime d'abord la classe du parementensuite celle du contreparement. Exemple : I/II
ESSENCESEMPLOYÉES
TYPE DE COLLAGE
Bois utilisés pour la fabrication de contreplaqués (exemples) : Acajou – Niangon – Iroko – Pin maritime – Sipo – Framiré – Okoumé – Peuplier – Sapelli.
(NFB-154)
Certaines caractéristiques des contreplaqués dépendent du type de collage
Collage pour panneaux exclu-sivement destinés
à des emplois intérieurs nereprésentant pas de risque
d'humidité.
Collage résistant à l'humiditépour panneaux destinés
à des emplois présentant un risque d'humidification
temporaire.
Collage résistant à l'eau. Collage résistant à des humidités élevées, à l'eau et aux intempéries
pour panneaux utilisés à l'extérieur.
Formats indiquésdans NF B 54-160
Exemples d'autresformats commerciaux
63
978271353446_062_066_MB 6/06/13 15:31 Page 63

64
Panneaux contreplaqués
2.1.3 CONTREPLAQUÉ NF Extérieur CTBX
La marque de qualité Extérieur CTB-X définit des panneaux résistant à l'eau et aux intempéries.
MASSE VOLUMIQUE
POIDS
STABILITÉDIMENSION-
NELLE
Le choix de l'essenceemployée pour sa fabri-cation est l'élément avecl'épaisseur qui définitla masse volumique ducontreplaqué. L'abaqueci-dessous réalisé par leCTB permet d'évaluer,pour les fabrications cou-rantes, le poids en kg/m2
à 12 % d'humidité.
Exemple : un panneau de15 mm d'épaisseur et de masse volumique600 kg/m3, pèse 9 kg/m2.
Les variations du contreplaqué sont inférieuresà celles du bois massif. Comme pour le bois massif, ces variations sontfonction du taux d'humidité. Il faut donc prévoir un jeu de 0,5 à 1 mm parmètre lors de la mise en œuvre.Variations totales entre l'état anhydre et l'étatsaturé d'eau. Bois massif Contreplaqué
ISOLATION
Le contreplaqué possède un bon coefficientd'isolation thermique, se situant plus près desmatériaux isolants que des matériaux deconstruction courante.
Valeurs de conductivité thermique � à extraire desrègles Thk 77.
Contreplaqué courant Matériaux isolants
Feuillus � = 0,12 W/m °C Balsa � = 0,052 W/m °C
Résineux � = 0,15 W/m °C Fibres� = 0,041 W/m °C
minérales
MISE ENŒUVRE
Les dispositions de mise en œuvre du contrepla-qué NF Extérieur CTB-X sont les suivantes :
– maintenir le panneau à son humidité d'équi-libre de 10 ± 3 % par une humidité relative dulocal de stockage comprise entre 50 et 70 %;
– stabiliser les panneaux en ambiance d'utilisa-tion avant pose, surtout s'ils ont fait un séjourprolongé en milieu très sec ou humide ;
– éviter que certains travaux entraînant unehygrométrie importante sur le chantier n'inter-viennent après la mise en œuvre des pan-neaux : prendre la précaution de laisser res-suer les plâtres avant la pose en panneaux ;ne pas poser de plancher flottant sur unedalle humide ;
– ventiler la contreface des panneaux (lamesd'air) pour permettre l'évacuation de l'humidité ;
– selon les applications prévoir des espaces,soit entre chaque panneau, soit en pourtourde l'ouvrage entier ou divisé (cas des grandslocaux) afin de tenir compte des variationsdimensionnelles éventuelles des panneaux(0,5 à 1 mm par mètre linéaire de panneau).
Lors du stockage les panneaux doivent resterparfaitement plans, en alignant dans les piles leschevrons intermédiaires.Ils doivent être à l'abri de l'eau stagnante (han-gar ou bâche) et sans contact avec le sol. Encas de stockage sur chant, il ne doit pas y avoirde contact avec le sol. Ce stockage se fait le plusvertical possible, par exemple dans un râtelier.
axial0,1 %
radial5 à 8 %
épaisseur5 %
longueur0,15 %
largeur0,15 %
tangentiel5 à 8 %
978271353446_062_066_MB 6/06/13 15:31 Page 64

FLEXION
■ FIXATION DES PANNEAUXLe contreplaqué NF Extérieur CTB-X peut êtrefixé par clouage, vissage, agrafage ou collage.En cas de fixation mécanique, les têtes ne doi-vent pas désaffleurer.
■ USINAGEIl est recommandé de réaliser les opérations dedécoupe, d'usinage et de prépeinture en atelier.
L'outillage doit être de préférence à mise rap-portée en carbure de tungstène, sauf pour lesscies à ruban pour lesquelles il est possibled'utiliser des pointes de dents trempées. Lalame de scie doit rentrer côté parement pouréviter les éclats. La qualité de sciage est tou-jours meilleure dans le sens du fil.
Présentation de deux abaques édités par le CTB concernant le contreplaqué
Utilis
atio
n du
con
trepl
aqué
NF
Exté
rieur
en
pin
mar
itime
posé
sur
2 a
ppuis
CTB-
X en
oko
umé
(pos
é su
r 2 a
ppuis
)
Cont
repl
aqué
orth
otro
pe. U
tilisa
tion
fil du
bois
sen
s lon
gueu
r ou
fil du
bois
sen
s tra
vers
.Da
ns le
cas
d'u
ne p
ose
sur t
rois
appu
is et
plus
, mult
iplie
r par
1,2
5 les
dist
ance
s en
treap
puis.
Cont
repl
aqué
ani
sotro
pe. U
tilisa
tion
fil du
boi
s se
ns lo
ngue
ur u
niqu
emen
t. Po
ur p
ose
sur t
rois
appu
is et
plus
, mult
iplie
r les
dist
ance
s en
tre a
ppuis
par
1,2
5.
MISE ENŒUVRE(suite)
Charge en daN/m2
Charge en daN/m2
65
Dérivés du bois
978271353446_062_066_MB 6/06/13 15:31 Page 65

66
Panneaux contreplaqués
PLANCHER
La portée, les charges appliquées, la flèche différée, l'épaisseur et les caractéristiques mécaniquesdes panneaux sont des caractéristiques dépendant les unes des autres. Des abaques permettent dedéfinir l'entraxe des appuis en fonction de la charge et de l'épaisseur des panneaux.
● La pose se fait toujours à joints décalés surtrois appuis au moins avec appuis aux extré-mités. Il peut y avoir de ce fait, occasionnelle-ment des panneaux posés sur deux appuis.
● Les rives non supportées doivent être par rai-nure et languette (ou fausse languette).
● La largeur d'appui des panneaux sur lessolives ou lambourdes doit être d'au moins20 mm.
● En ambiance humide, la ventilation de lasous-face est impérative.
● La fixation s'effectue de préférence par vissa-ge (vis à filetage partiel). Lorsque le clouageest retenu, il doit être complété par un vissageaux quatre angles du panneau et à mi-lon-gueur.
La longueur des vis doit être au minimum de 2,5fois l'épaisseur du panneau et celle des pointesau minimum de 3,5 fois l'épaisseur du panneau.
DTU 51-3NF P 63-203
978271353446_062_066_MB 6/06/13 15:31 Page 66

Dérivés du bois
67
TOITURE
REVÊTEMENTSEXTÉRIEURS
● La pose se fait sur trois appuis au minimum.● Les grands côtés des panneaux non suppor-
tés doivent être assemblés par rainure et lan-guette (ou fausse languette), les petits côtésétant posés sur les chevrons.
● La pose sur appuis périmétriques (appeléeégalement au double carré) est réalisée avec
des panneaux à bords droits. La largeur mini-male de repos à chaque extrémité doit être aumoins égale à 20 mm.
● La fixation sur panne ou fourrure en bois s'ef-fectue par vis, pointes ou agrafes.
● Les panneaux utilisés pour le bardage doiventrépondre à des spécifications précises.
● Ils assurent la protection aux intempéries enrésistant aux chocs.
● Les panneaux doivent avoir 5 plis au minimumet une épaisseur d'au moins 10 mm.
● Les supports sont posés conformément auxcroquis ci-dessous.
● Un jeu de 2 mm par mètre est à prévoir entreles panneaux.
● Dans un cas de support bois, sa protection àl'eau est assurée par un pare-pluie.
● Les panneaux rainurés sont posés verticale-ment.
● Les joints horizontaux se font par recouvre-ment.
● Les chants des panneaux seront étanches.● Tout chant inférieur doit former un larmier et
celui du panneau de soubassement doit êtreau minimum à 20 cm du sol.
● En recouvrement, des bavettes peuvent êtreincorporées.
languette
fausse languette
DTU SÉRIE 40
Supports horizontaux Supports verticaux
978271353446_067_071_MB 6/06/13 15:32 Page 67

2.2 PANNEAUX DE PARTICULES
68
Panneaux de particules
REVÊTEMENTSEXTÉRIEURS
(suite)
APPLICATIONSDIVERSES(Exemple)
DOC DTU
Recouvrement du panneau supérieur sur le panneau inférieur.
Mise en place d'une bavette horizontaleformant larmier.
■ DOUBLAGESur un mur humide, les tasseaux supports sont fixés vertica-lement en ménageant une lame d'air de 10 mm au minimum.S'ils sont fixés horizontalement, ils seront interrompus deplace en place. Dans tous les cas, il faudra, en plinthe et enpartie haute, prévoir des orifices de largeur minimale 10 mm.
Entraxe des supports
Épaisseur du Entraxe maximal des support en mmcontreplaqué en mm Milieu sec Milieu humide
7 à 8 0,60 0,408 0,65 0,5010 0,80 0,6012 1,00 0,7515 1,20 0,9018 1,40 1,1522 1,50 1,3025 1,50 1,50
■ ISOLATION ACOUTISQUELa mise en œuvre des produits est primordiale : nombre etdimensions des points d'attaches, espacement des supports…Pour améliorer l'isolation acoustique d'une paroi à ossaturebois sur laquelle sont fixés des panneaux de contreplaquéd'épaisseur 10 mm environ, il faut :– assurer une bonne étanchéité à l'air des parois et une
désolidarisation périmétrique,– prévoir un isolant acoustique pour remplir l'espace inter-
médiaire entre les montants,– préférer, lorsque cela est possible une double ossature
indépendante,– augmenter au maximum la distance entre les parements,– diminuer le nombre de vis ou pointes lorsque cela est
possible,– choisir un nombre minimum de poteaux,– concevoir des systèmes à ossature croisée.
Les panneaux de particules sont fabriqués sous pression à partir de particules de bois oud'autres matières fibreuses lignocellulosiques avec généralement un liant du type résines ther-modurcissables.
DIFFÉRENTESCONFORMA-TIONS DES
PANNEAUX DEPARTICULES
Panneaux extrudésExtrudés pleins Extrudés avec évidements
Panneaux pressés à plat
3 couches (progressivesou distinctes)
MulticouchesMonocouche
DIFFÉRENTSTYPES DEPANNEAUX
Panneaux spéciaux
PX d'isolation isolation thermique et acoustique
PX de cloisonnement éléments prêts à monter
PX de revêtements résistance mécanique (usure) élevéede sols
PX traités résistance aux insectes et/ou aux champignons
PX transformés mécan. alaisés, perforés, rainurés, chanfreinés
PX avec revêtements placage bois, stratifiés décoratifs, prépeint
PX composites PX divers collés ensemble
Standard Emplois courants dans des milieux secs
CTB-H Emplois en milieu humide (marque de qualité)
CTB-S Aptitude au replacage (marque de qualité)
Minces Panneaux d'épaisseur inférieure ou égale à 6 mm
IgnifugésPanneaux complétés pas un classement en réaction au feu M1 ou M2
■ CHARPENTELe panneau NF Extérieur CTB-X est utilisé couramment pour :– solidariser entre elles des fermes industrialisées (contreventement, anti-dévers, anti-flambage),– assembler des charpentes en bois (goussets),– réaliser des poutres composites à inertie constante ou variable (une faible épaisseur de contreplaqué assure la résistance
au cisaillement, en général au niveau de la fibre neutre).
978271353446_067_071_MB 6/06/13 15:32 Page 68

Dérivés du bois
FORMATS ETÉPAISSEURS
Les possibilités de fabrication, de manutentionet de transport sont des contraintes qui détermi-nent chez les fabricants les dimensions commer-ciales des panneaux de particules.● Longueur : entre 250 et 550 cm (plus à la
demande)
● Largeur : entre 120 et 250 cm● Épaisseur :
– minces, de 2 à 6 mm,– faibles épaisseurs, de 8 à 12 mm,– épaisseurs moyennes, de 14 à 30 mm,– fortes épaisseurs, de 32 à 70 mm ou plus,
Exemples commerciaux
L I e ☞ 8 10 12 16 19 22 25 28 30Standard
307 185410 185
L I e ☞ 8 10 12 16 19 22 25 28 30 32 35 38 50
307 185410 185250 121L I e ☞ 8 10 12 16 19 22 25 28 30 32 35 38 50
275 185306 185410 185
CTB-H
CTB-S
PANNEAUX DE PARTICULES CTB-S ET CTB-H
Les panneaux de particules intérieurs CTB-S sont destinés à des emplois en milieu sec. Lespanneaux de particules hydrofuge CTB-H sont destinés à des emplois représentant des risquesd'exposition temporaire à l'humidité.
MASSEVOLUMIQUE
Exemple : un panneau de 20 mm d'épaisseur et de masse volumique 700 kg/m3 pèse 14 kg/m2.
Mas
se v
olum
ique
en
kg/m
3
masse au m2 en kg
CTB-H ignifugés
CTB-H
Épaisseur en mm
69
978271353446_067_071_MB 6/06/13 15:32 Page 69

70
Panneaux de particules
MASSE VOLUMIQUE
(suite)
STABILITÉDIMENSION-
NELLE
ABAQUE DE FLEXION
● Les variations dimensionnelles du panneau departicules sont inférieures à celles du boismassif.
● Comme pour le bois massif, ces variationssont fonction de l'humidité.Il faut prévoir lors de la mise en œuvre un jeude 1 à 2 mm par mètre.
La masse volumique d'un panneau de particules se situe entre 580 et 800 kg/m3. Elle varie sensible-ment selon les épaisseurs et selon les fabrications.L'abaque en page précédente réalisé par le CTB permet d'estimer la masse au m2 d'un panneau CTB-H en fonction de l'épaisseur et de la masse volumique.
DOC CTB Voir caractéristiques pages précédentes
➨
Variations totales entre état sec (atmosphère à 30 % d'humidité)et état humide (atmosphère à 85 % d'humidité).
axial0,1 %
longueur0,3 %
largeur0,3 %
radial4 à 7 %
épaisseur6 %tangentiel
4 à 7 %
978271353446_067_071_MB 6/06/13 15:32 Page 70

Dérivés du bois
Les portées préconisées dans ce tableau ont été établies à partir des hypothèses suivantes :– modules d'élasticité et contraintes de rupture en flexion, figurant dans les spécifications des Marques de Qualité
CTB-S ou CTB-H,– flèche maximale 1/400 de la portée sous charges réparties et sous charge concentrée de 200 kg.La mise en œuvre de ces panneaux en plancher se fait en se conformant aux directives des fabricants (voir mise enœuvre des panneaux contreplaqués CTB-X).
MISE ENŒUVRE
PLANCHER
PLANCHERFLOTTANT
■ STOCKAGELors du stockage, les pan-neaux de particules doiventrester parfaitement plans, enalignant dans les piles leschevrons intermédiaires.Ils doivent être à l'abri de ………. l'eau stagnante (hangar ou bâche) et sans contact avecle sol. En cas de stockage sur chant, il ne doit pas yavoir de contact avec le sol. Il se fait le plus verticale-ment possible par exemple, dans un râtelier.……………
■ MISE EN ŒUVRELes dispositions de mise en œuvre des panneaux departicules sont les suivantes :● maintenir le panneau à son humidité d'équilibre 9 ±
3 %), par une humidité relative du local de stockagecomprise entre 45 et 70 % ;
● stabiliser les panneaux en ambiance d'utilisationavant pose, surtout s'ils ont fait un séjour prolongéen milieu très sec ou humide ;
● éviter que certains travaux entraînant une hygromé-trie importante sur le chantier n'interviennent aprèsla mise en œuvre des panneaux : prendre, parexemple, la précaution de laisser ressuer les plâtresavant la pose des panneaux ; ne pas poser de plan-cher flottant sur une dalle humide...
● ventiler la contreface des panneaux (lame d'air) pourpermettre l'évacuation d'humidité ;
● selon les applications, prévoir des espaces, soit entrechaque panneau, soit en pourtour de l'ouvrage entier
ou divisé (cas des grands locaux) afin de tenir comptedes variations dimensionnelles éventuelles des pan-neaux (1 à 2 mm par mètre linéaire de panneau).
■ USINAGEIl est recommandé de réaliser les opérations de décou-pe, d'usinage et de prépeinture en atelier. L'outillage doit être de préférence à mise rapportée encarbure de tungstène, sauf pour les scies à ruban pourlesquelles il est impossible d'utiliser des pointes dedents en acier trempé. La lame de scie doit rentrercôté face pour éviter les éclats.
■ FIXATION DES PANNEAUXLes panneaux de particules peuvent être fixés parclouage, vissage, agrafage ou collage. En cas de fixa-tion mécanique, les têtes ne doivent pas désaffleurer.Tenue des visLa bonne tenue des vis est représentative de la cohé-sion interne du panneau. Cette tenue est contrôléepour les panneaux de particules CTB-S, avec une exi-gence minimale répondant aux besoins des fabricantsde meubles et en particulier aux contraintes imposéespar les Marques de qualité « Meubles ». Ceci est éga-lement variable pour les éléments d'agencement,notamment pour les spécifications qui concernent lesessais d'arrachement, de solidité et d'endurance desfixations et accessoires (exemple 75 daN en parementet 55 daN sur chant pour un 19 mm). La tenue des vispermet également d'estimer la compacité de l'âme dupanneau et d'en déduire une usinabilité des chants.
Entraxes des appuis en fonction de la charge et de l'épaisseur des panneaux
18/19 22 25 30 35 40 45 50Panneaux de particules CTB-H
150 50 57 65 74 80 91 93 104200 47 55 62 70 76 87 89 99250 44 51 58 65 71 81 83 92350 39 45 52 58 63 72 74 82400 38 44 50 56 61 69 71 79500 35 40 45 52 56 64 66 73
Charges répartiesen daN/m2
Épaisseurs en mm
18/19 22 25 30 35 40 45 50Panneaux de particules CTB-S
150 46 51 58 66 72 82 86 96200 43 49 55 62 69 79 82 91250 40 45 52 58 64 73 77 85350 36 40 46 51 57 65 68 76400 35 39 45 50 55 62 65 73500 32 36 40 46 50 58 61 67
Charges répartiesen daN/m2
Épaisseurs en mm
Le plancher flottant est un ouvrage plan et continu,posé sans fixation sur une paroi plancher porteuse,avec interposition d'un matériau intermédiaire de déso-lidarisation (panneau de fibres de bois isolant bitumépar exemple).Au niveau des seuils de portes, les panneaux consti-tuant les planchers de deux pièces adjacentes sontraccordés et fixés sur une lambourde elle-même flot-tante, d'environ 10 mm d'épaisseur, noyée dans la
forme d'égalisation ou dans le matériau résilient. Lespanneaux, avec rainure et languette sur les quatrerives, sont collés entre eux en laissant un jeu en péri-phérie du local.Lorsqu'un pare-vapeur est nécessaire, il doit couvrir latotalité du support et être relevé en périphérie d'aumoins 5 cm.La pose du revêtement de sol doit impérativement êtreeffectuée sitôt la mise en œuvre des panneaux.
Exemple de plancher isolant acoutisque Exemple de seuil entre une pièce sèche et une pièce humide
matériau résilient seuil de porte matériau résilient
71
978271353446_067_071_MB 6/06/13 15:32 Page 71

72
Panneaux de particules
MURS
DOUBLAGEDE MURS
TOITURES
Le panneau de particules CTB-H peut être utilisépour la conception des murs en assurant lecontreventement de l'ouvrage.En respect du DTU 31-2, la stabilité est réputéesatisfaisante si on utilise un panneau de parti-cules CTB-H d'épaisseur supérieure ou égale à10 mm. L'entraxe moyen des supports doit auplus être égal à 60 fois l'épaisseur du panneaude particules.Le choix de l'épaisseur du panneau se fera aussien fonction des efforts à supporter, de la résistan-
ce au choc de la paroi, de la résistance au feu.L'enfoncement des pointes de fixation dans lesmontants d'ossature doit être supérieur ou égalà 35 mm (� 25 mm pour les vis). Les fixationsne doivent pas être disposées à moins de 1 cmdes bords et leur écartement doit être inférieurou égal à 15 cm en périphérie et 30 cm sur leséléments intermédiaires d'ossature.Un revêtement extérieur indépendant doit assu-rer une protection étanche et continue du pan-neau de particules CTB-H.
intérieur intérieur
extérieur extérieur10 mmenviron
15cm
30 cm
En rénovation, le panneau de particules peut être utilisé pour l'habillage d'un mur ; en présence d'unmur humide utiliser du panneau CTB-H et ménager une lame d'air ventilée, d'épaisseur au moinségale à 10 mm entre le mur et le panneau.Si le mur est très humide, les liteaux seront isolés du mur à l'aide de bandes de feutre bitumeux ou depapier goudronné, légèrement plus larges que ceux-ci.
supports horizontaux supports verticaux
Seul l'emploi du panneau avec Marque deQualité CTB-H est autorisé.
■ ENTRAXES DES APPUISLa portée, les charges appliquées, la flèche dif-férée, l'épaisseur et les caractéristiques méca-niques des panneaux sont des caractéristiquesdépendant les unes des autres.
Espacements théoriques maximaux (en cm) enfonction de la charge et de l'épaisseur des pan-neaux.
1 daN correspond à 1 kg environ.
Les épaisseurs préconisées dans ce tableau ontété établies à partir des hypothèses suivantes :– module d'élasticité et contrainte de rupture en
flexion, figurant dans les spécifications de laMarque de Qualité CTB-H,
18/19 22 25 30 35 40 45 50
100 87 101 114 129 140 160 180 181150 76 88 100 113 122 140 157 158200 69 80 91 102 111 127 143 144
Charges répartiesen daN/m2
Épaisseurs en mm
DOC. ISOROY
rainure et fausse languette
rainure et languette
978271353446_072_076_MB 6/06/13 15:33 Page 72

Dérivés du bois
TOITURES(suite)
– flèche maximale 1/400 de la portée sous chargesréparties. Ces portées tiennent compte d'unecharge concentrée de 100 kg pour les circula-tions nécessaire à l'entretien,
– mise en œuvre comme indiquée ci-après.
■ MISE EN ŒUVRELes grands côtés des panneaux non supportés doi-vent être assemblés par rainure et languette, vraieou fausse, les petits côtés étant posés sur un appuicontinu (chevron ou panne).Les panneaux sont posés à joints décalés (posedite à coupe de pierre) et supportés sur trois pointsd'appuis au minimum. Du fait de la pose à coupede pierre, il peut y avoir occasionnellement, auxextrémités de la toiture, des panneaux posés surdeux appuis.La largeur minimale de repos à chaque extrémitéde panneau doit être au moins égale à 25 mm.Les jeux entre panneaux sont de 1 mm par mètrelinéaire de panneau.
■ FIXATION SUR PANNE OU FOURRURE BOISLa fixation s'effectue par pointes ou vis.
Longueur minimale des fixations
■ FIXATION SUR PANNE MÉTALLIQUE
Les panneaux sont fixés par vis autotaraudeusesde diamètre 6 mm minimum.
■ RÈGLES SPÉCIFIQUES● Couvertures en bardeauxCette mise en œuvre est réservée aux bâtimentsd'hygrométrie faible ou moyenne. Dans tous lescas, la ventilation en sous-face du panneau estobligatoire.Le panneau de particules CTB-H ne peut pas êtreutilisé en support de couverture en bardeaux pourdes altitudes supérieures à 900 mètres.Le format maximal des panneaux utilisés sera de :– 2,05 ¥ 1,00 m pour les panneaux d'épaisseurcomprise entre 18 et 25 mm,– 2,75 ¥ 1,00 m pour les panneaux d'épaisseursupérieure à 25 mm.● ÉtanchéitéLe format maximal des panneaux pour une étan-chéité semi-indépendante est de 3,10 m et de4,10 m pour une étanchéité indépendante.● Feuilles métalliquesDans le cas de pose sous feuilles métalliques, cui-vre, inox, zinc, les panneaux de particules CTB-Hdoivent bénéficier d'un avis favorable pour leurcompatibilité avec ces métaux.● ÉcransDans le cas de couverture en petits éléments, onpeut utiliser du panneau de particules en écran nonporteur sur les chevrons. Cet écran a pour but des'opposer à l'intrusion accidentelle de la neige pou-dreuse ou de l'eau.On utilisera un panneau d'épaisseur variant de 10 à16 mm.
■ HABILLAGES SOUS AVANCÉES DE TOITUREL'entraxe moyen des supports doit être au pluségal à 40 fois l'épaisseur du panneau, l'épaisseurminimale du panneau étant de 10 mm.Les panneaux peuvent comporter un rainuragedécoratif de type grain d'orge. Dans ce cas, l'épais-seur du panneau à prendre en compte est mesuréeen fond de rainure.Un espace est réservé entre le mur et le panneaud'habillage afin de ménager une ventilation.La découpe et la première couche de finition doi-vent être réalisées en atelier.Une finition par peinture résistante à l'eau doit êtreappliquée dès que possible après la pose du pan-neau.
axe de la visou de lapointe à10 mmdu bord minimum
Pointes Vis Pointestorsadées
18 < e � 22 3,5 e 2,5 e 2,5 e22 < e � 35 3,0 e 2,5 e 2,5 e
e � 35 2,5 e 2,5 e 2,5 e
Épaisseur de l'élément
à fixer
Longueur en mm
tête noyéedans le panneau
5 mmmini
axe de la visou de lapointe à10 mmdu bord minimum
axe de la vis ou dela pointe à 30 mmdu bord minimum
DOC. ISOROY
73
978271353446_072_076_MB 6/06/13 15:33 Page 73

74
2.3 PANNEAUX DE FIBRESCe type de panneaux, qu'il soit dur ou isolant est fabriqué à partir de fibres lignocellulosiquesdont la cohésion primaire résulte du feutrage des fibres et de leurs propriétés adhésives.Dans certaines fabrications, un apport de produits améliore les caractéristiques des panneaux.
DOC. ISOROY
PANNEAUXDURS
PANNEAUXDURS PER-
FORÉS
■ DÉFINITIONPanneaux durs obtenus par traitement de fibres debois à haute température et sous pression élevée selonle procédé de fabrication dit « par voie humide ».Aucune adjonction de colle donc, il n'y a pas de déga-gement de formol.Panneaux homogènes, de ton brun soutenu, ils présen-tent une face lisse et une face toilée.
■ DOMAINES D'EMPLOIS ET D'UTILISATIONEn milieu sec :– parois de portes planes ;– cloisons menuisées, cloisonnettes (sur ossature) ;– sous-couche de revêtements de sols souples ;– rénovation sur vieux planchers ;– agencements divers : habitat, magasins, stands...– aménagement de bâtiments d'exploitations agricoles
(silos à grains...) ;– derrières de meubles, fonds de tiroirs ;– emballage : palettes, caisserie légère, intercalaires...– jouets.
■ CARACTÉRISTIQUES PHYSIQUES
● Densité : 1 (soit 1 000 kg/m2) ± 50 kg/m2 sur lamoyenne.
● Humidité de stabilisation :– 6 ± 2 % (selon exposition) départ usine,– 6 à 7 % (pour une stabilisation en atmosphère
normale (65 % HR à 20 °C).
● Variations dimensionnelles :Elles peuvent être de 0,15 % dans chaque sensselon que le panneau est porté à l'état libre dans uneambiance fortement humide : (85 % à 90 % d'humi-dité relative) ou très sèche (30 à 35 % d'humiditérelative).
■ CARACTÉRISTIQUES MÉCANIQUES● Flexion :
Module d'élasticité > 30 000 kg/cm2
Contrainte de rupture > 350 kg/cm2.
● Résistance à la traction parallèle aux faces :> 250 kg/cm2 ,
● Résistance à la traction perpendiculaire aux faces :> 5 kg/cm2.
■ FORMATS, ÉPAISSEURS, POIDSPanneaux standardsFormat de presse : 550 X 210 cmFormat standard : 275 X 105 cm
Panneaux portesFormats standard : 205 ¥ 65 cm – 205 ¥ 75 cm 205 ¥ 85 cm – 205 ¥ 95 cm
Épaisseurs Poids moyens
2,0 mm 2,00 kg/m2
2,5 mm 2,50 kg/m2
3,0 mm 3,06 kg/m2
4,0 mm 4,12 kg/m2
5,0 mm 5,15 kg/m2
6,0 mm 6,24 kg/m2
Épaisseurs Poids moyens
2,5 mm 2,56 kg/m2
3,2 mm 3,30 kg/m2
3,2 mm 3,36 kg/m2
3,1 mm 3,26 kg/m2
■ DÉFINITIONPanneau de fibres, dur, perforé.Existe en version brut (standard) et laqué blanc.
■ DOMAINES D'EMPLOIS ET D'UTILISATIONEn milieu sec :– pour rangements d'objets usuels du ménage et
d'objets lourds dans la maison, le garage, l'atelier,l'abri de jardin, etc.,
– en agencement de magasins...
■ FORMATS – ÉPAISSEURS● Brut :– 275 ¥ 105 cm – Épaisseur 3,0 mm
Entraxe des perforations : 12,7 et 25,4 mm.– 275 ¥ 105 cm – Epaisseur 6,0 mm
Entraxe des perforations : 25,4 mm
● Laqué blanc :275 ¥ 122 cm – Épaisseur 3,0 mmEntraxe des perforations : 12,7 mm.
Formats cm Épaisseurs mm Poids kg/m2
275 ¥ 120 8 – 10 – 12 – 16 – 20 – 25 – 30 2,3 – 2,6 – 3,1 – 4,1 – 5,1 – 6,3 – 7,4
120 ¥ 60 10 – 20 2,6 – 5,1
120 ¥ 60 (spécial sous moquette) 8 2,4
2 cm équivalent en isolation thermique à :4,5 cm d'agglomérés de particules bois
7,8 cm de bois dur15,5 cm de plâtre
18 cm de briques creuses35,7 cm de pierre tendre
39 cm de briques pleines, verre ou mortier59 cm de béton.
PANNEAUXISOLANTS
978271353446_072_076_MB 6/06/13 15:33 Page 74

Dérivés du bois
PANNEAUXISOLANTS
(suite)
PANNEAUXD'ISOLATIONPHONIQUE
Exemples d'applications
■ ISOLATION THERMIQUE– À fixer sur chevrons en sous
toiture.– Sur ou entre solives pour les
planchers.
Finitions : peinture, tapisserie, pa-pier peint, etc.
■ ISOLATION ACOUSTIQUES'obtient en double cloison ➀ etou en doublage de parois verti-cales ➁ en associant avec l'iso-lant une lame d'air, le tout recou-vert d'un matériau rigide.Exemple : panneau de revêtementdécoratif, de particules, plaque deplâtre, etc. fixé de préférence parcollage sur plots, souples (mous-se ou caoutchouc).
ISOREL ISOLANT
ISOREL ISOLANT
■ COMPOSITIONPanneau de fibres obtenu par feutrage et séchage defibres de bois résineux imprégné de bitume (10 %)
■ FORMATS ET POIDS L x � = 275 x 120
■ CARACTÉRISTIQUES● Compressibilité : pour épaisseurs 8 et 10 mm.Peu compressible. Classe 1.
Tassement � 0,5 mm selon méthode décrite auDTU 51.3 « Planchers en bois ou en panneaux déri-vés du bois ».
● Isolation thermique : coefficient de conductivité� = 0,065 W/m °C.
■ POSE SUR SUPPORTS CONTINUSAfin de préserver un libre mouvement des plaques,un jeu de 2 mm au mètre linéaire sera réservé auxjoints et de 5 mm au pourtour de la pièce.
Épaisseurs (mm) 8 10 12 16 20 25
Poids (kg/m2) 2,4 2,9 3,5 4,4 5,5 6,6
EXEMPLES DE MISES
EN ŒUVRE
En sous-couche de dalles de parquet contrecollé
En sous-couche de panneauxdérivés du bois
En sous-couche de revêtement de sol mince décoratif en bois
En sous-couche de lambourdes flottantes Pose sur sable de nivellementavec film polyéthylène
FILMPOLYÉTHY-LÈNE
SABLE SEC
DOC. ISOROY
75
978271353446_072_076_MB 6/06/13 15:33 Page 75

76
Panneaux de fibres
Sur solives en sous-couche de lambourdes flottantes
Le doublage plafond est recommandé
Sur solives en sous-couche d'éléments porteurs
CHAPE CIMENT
Pose sur supports discontinus
PLANCHER BÉTON ARMÉ
En rénovation de plancher
Sur chape flottante en béton armé
EXEMPLES DE MISES
EN ŒUVRE(suite)
ISOLATIONAUX BRUITSDE CHOCS
Paroi plancher testé Résultats (1) Gain (2)
(1) Ln : niveau de bruit de choc normalisé à la réception.Pour les locaux d'habitation, la réglementation en vigueur fixe à 70 dB(A) maximum le niveau de bruit de choc normalisé (Ln).(2) �L : diminution du bruit de choc à la réception(3) Drakkar sols est un revêtement en lames décoratives en bois fabriqué par Isoroy.
Ln = 83 dB (A)PAROI DE
RÉFÉRENCE
Ln = 67 dB (A)
RE CSTBn° 28 868/2du 26/7/89
Ln = 50 dB (A)
RE CSTB n° 28 868/6du 26/7/89
�L = 33 dB (A)
RE CSTB n° 28 868/5du 27/7/89
�L = 18 dB (A)
RE CSTBn° 28 868/1du 26/7/89
AVEC MOQUETTE
Ln = 70 dB (A)
RE CSTB n° 28 868/4du 26/7/89
�L = 15 dB (A)
RE CSTB n° 28 868/3du 27/7/89
Ln = 64 dB (A)
RE CSTBn° 28 868/8du 26/7/89
�L = 20 dB (A)
RE CSTBn° 28 868/7du 28/7/89
Ln = 70 dB (A)
RE CSTBn° 1639
du 21/11/63
�L = 33 dB (A)
RE CSTBn° 28 867du 18/7/89
SANS MOQUETTE
dalle béton armé
140
mm
Phaltex 10 mmparquet en dallesép. 15 mm
dalle béton armé 140 mm
panneau de particules 22 mmmoquette
lambourde 60 x 34 mmentraxe : 500 mm
dalle béton armé 140 mm Phaltex 8 mm
drakkar (3) solsép. 7mm
Isorel isolant AOV ou
phaltex 8 mm
dalle béton armé 140 mm
Phaltex H10
CHAPE FLOTTANTE BÉTON
chape ciment film polyéthylène 150 m
dalle béton armé 140 mm
FILMPOLYÉTHYLÈNE
DOC. ISOROY
978271353446_072_076_MB 6/06/13 15:33 Page 76

77
POUTRESCOMPOSITES
CARACTÉRIS-TIQUES
TECHNIQUES
PLANCHERSSOLIVES
2.4 POUTRES COMPOSITES 2.4.1 POUTRES À ÂME EN PANNEAUDes éléments composites bois panneau entrent dans la confection d'éléments de structuredans le bâtiment, poutres par exemple.
Tableaux de portées établis en : de 0 à 4 m de 4 à 7 m de 7 à 12 m
La poutre ci-contre est cons-tituée de deux membrures enépicéa et d'une âme en pan-neaux de fibres durs.Ces éléments sont assem-blés et collés à la résorcine.
Type Hauteur Moment Module Raideur Moment T. max. Poids(mm) d'inertie d'inertie Elx max. climat 1 kg/m(cm4) (cm3) (kNm2) (mkN) (kN)
MB 200 2 459 270 344 12,84 5,00 2,9MB 220 3 127 307 438 13,22 5,00 3,1MB 250 4 288 357 600 13,75 6,60 3,3MB 300 6 718 448 806 14,48 8,20 3,7MB 350 9 696 537 1 163 15,37 9,80 4,1MB 400 13 270 617 1 592 16,17 10,30 4,5MI 200 3 848 423 539 14,66 5,00 4,0MI 220 4 887 480 684 15,28 5,60 4,1MI 250 6 690 557 937 16,12 6,60 4,4MI 300 10 414 694 1 250 16,94 8,20 4,8MI 350 14 966 830 1 796 18,30 9,80 5,2MI 400 20 397 948 2 448 19,48 10,30 5,6MI 450 26 727 1 069 3 207 10,69 10,10 6,0MI 500 33 977 1 196 4 077 11,96 9,90 6,4MI 550 42 168 1 319 5 060 13,19 9,80 6,8
membrureen épicéa
membrureen épicéa
collage à la résorcinePOUTRE PRÉSENTÉE CI-DESSOUS
âme en panneaude fibres durs
DOC NORDEX
Habitations Bureaux Stockages légers
Types 40 50 60 40 50 60 40 50 60MB H 200 386 357 335 340 314 293 308 284 266MB H 220 419 388 364 389 341 319 334 309 289MB H 250 465 431 405 410 379 355 373 344 322MB H 300 515 477 448 454 420 394 414 382 358MB H 350 581 540 507 514 476 446 468 433 406MB H 400 645 599 563 571 529 496 521 482 451
MI H 200 441 409 383 389 359 336 353 325 304MI H 220 479 444 416 422 390 365 383 353 330MI H 250 532 496 464 470 434 407 427 394 368MI H 300 588 546 513 520 481 451 474 437 409MI H 350 664 617 580 588 544 510 536 495 464MI H 400 736 684 644 652 604 567 595 550 515MI H 450 806 749 705 714 662 622 652 603 565MI H 500 872 811 764 774 718 674 707 654 613MI H 550 936 972 821 831 771 725 760 703 660
Recherche d'entraxe en cm
978271353446_077_081_MB 6/06/13 15:34 Page 77

78
Poutres composites
■ EXEMPLE DE CALCUL D'UNE PANNE– Portée ....................................................7,75 m– Pente ........................................................27 %– Écartement .............................................1,32 m– Couverture fibres-ciment ...................17 kg/m2
– Neige région B 200 m ........................45 kg/m2
(voir tab. surcharge de neige)
Calcul :(17 + 45) ¥ 1,32 = 81,84 kg/ml– Prendre l'abaque 85 kg/ml– Rechercher la portée
� 775 cm dans la colonne – Lire en ligne
la référence de la poutre
Ces portées sont calculées avec les charges suivantes :
flèche 1/400e
portée en cm
flèche 1/300e
portée en cm
Habitations Bureaux Stockages légers
Charges permanentes :
Plancher..................................................... Type CTB-H Type CTB-H Type CTB-H
Plafond ....................................................... 15 kg/m2 15 kg/m2
Cloisons légères.................................. 25 kg/m2 25 kg/m2
Surcharge d'exploitation 150 kg/m2 250 kg/m2 350 kg/m2
PLANCHERSSOLIVES
(suite)
TOITURESPANNES
CHEVRONS
Calcul d'une panne
Charges en kg/m
Types 40 60 70 85 100 125 140 160 180 200 225 250 300 350MB H 200 549 482 458 429 406 376 361 345 331 318 305 293 272 252MB H 220 596 523 497 466 441 408 692 374 359 346 331 316 289 268MB H 250 660 580 552 517 490 454 436 417 400 380 359 341 311 289MB H 300 727 640 609 571 541 502 483 461 437 415 391 372 340 315MB H 350 819 722 687 645 612 568 540 506 478 454 428 407 372 344MB H 400 906 800 762 716 679 610 577 541 511 485 458 435 398 369
MI H 200 624 881 524 491 465 431 414 395 379 365 349 336 319 282MI H 220 676 597 568 533 505 468 450 429 412 396 380 365 347 316MI H 250 751 663 631 592 561 520 501 478 458 441 423 407 387 365MI H 300 826 730 696 654 620 575 554 529 507 489 469 452 424 393MI H 350 930 824 785 738 700 650 626 598 574 553 531 506 463 429MI H 400 1030 913 870 818 776 721 694 664 634 603 569 540 494 458MI H 450 1 124 997 951 895 849 789 759 712 673 639 604 573 524 486MI H 500 1 214 1 078 1 029 968 919 846 802 752 710 675 638 606 554 514MI H 550 1 301 1 157 1 104 1 039 985 887 840 788 745 708 669 636 582 539
Tableaux de portées établis en : de 0 à 4 m de 4 à 7 m de 7 à 12 mCes valeurs ont été calculées avec 30 % de charge permanente
Exemple de reprise de déversement parfeuillards métalliques et entretoises
MI H 400
■ POIDS MOYEN DE MATÉRIAUX● Couvertures .......................................... kg/m2
– Tuiles mécaniques .................................. 45– Tuiles canal ............................................. 55– Ardoises naturelles sur voligeage .......... 28– Ardoises fibres-ciment ........................... 30– Shingles sur panneaux ........................... 25– Plaques fibres-ciment ............................ 17– Bacs acier ................................................. 8– Bacs alu .................................................... 4
● Planchers ............................................. kg/m2
– Panneaux particules type CTB-H (par cm d'épaisseur) ................................. 6
– Parquets (par cm d'épaisseur) ................. 8
● Plafonds– Légers ................................................. 3 à 8– Plaques de plâtre BA 13 ........................ 15– Briquettes ............................................... 45
8
70
haut
eur
8
70
haut
eur
7,75 m
978271353446_077_081_MB 6/06/13 15:34 Page 78

Dérivés du bois
TOITURESPANNES
CHEVRONS(suite)
■ SURCHARGE DE NEIGE normale suivant règles NV 84 pour pente � 25 ° (46 %), exprimée en kg/m2.
ALTITUDES
Régions 200 m 250 m 300 m 350 m 400 m 450 m 500 mA 35 40 45 50 55 60 65B 45 50 55 60 65 70 75C 55 60 65 70 75 80 85D 80 85 90 95 100 105 110
Dans le cas de pentes supérieures à 25 °, il faut minorer les valeurs des charges en leur appliquant lescoefficients suivants (sauf en présence de barres à neige) :à 30 ° : ¥ 0,9 ; à 35 ° : ¥ 0,8 ; à 40 ° ¥ 0,7 ; à 45 ° : ¥ 0,6
■ CHOIX DE LA HAUTEUR DE LA PANNE
membrures
MB MI
Exemple de trémie Solutions d'étrésillonnement Fixation de panne sur ferme bois
piècefilante
chute depoutre
bois massifou panneaux
Etresilloncroisillon
CARACTÉRIS-TIQUES
2.4.2 POUTRES EN BOIS LAMELLÉ SUR CHANT
● Épaisseursstandard : 27 – 33 – 39 – 45 – 51 – 57 – 63 – 69 –75 mm.
■ CARACTÉRISTIQUES PHYSIQUES
● Taux d'humidité, départ usine8 à 10 %
● Masse volumique500 kg/m3 à 10 % d'humidité
■ CARACTÉRISTIQUES MÉCANIQUES
● Contrainte admissibleà 10 % d'humidité ;– flexion statique par rapport au bois massif de
classe II à 15 % d'humidité : + 65 %– Flexion statique par rapport au bois lamellé-collé
de classe II à 12,5 % d'humidité : 48 %.
● Module d'élasticitéà chant : 13 000 MPa ; à plat : 12 000 MPa
● Coefficient de fluageplus faible que le bois massif ou lamellé-collé derésineux.
La recherche d'innovation dans le bâtiment est permanente, dans le domaine du bois, en 1980est apparu le lamellé-collé de placages sur chant : le lamibois.
■ MATÉRIAUX CONSTITUTIFS Bois : sapin blanc du nord ; colle : résine phénolique
■ ASPECT Placage brut de bois résineux blanc sur les faces,lamellé sur chant
■ DIMENSIONS DES PANNEAUX
● Longueurjusqu'à 23 m maximum.
● Hauteurs – standard : 200 – 225 – 260 – 300 – 360 – 450 –
600 – 900 mm ;– autres : toutes largeurs jusqu'à 1800 mm.
h
e
■ EXEMPLES DE MISES EN ŒUVRE
HauteurType 200 220 250 300 350 400 450 500 550
MBMI
DOC NORDEX
79
978271353446_077_081_MB 6/06/13 15:34 Page 79

80
Poutres composites
CARACTÉRIS-TIQUES(suite)
CALCULD'UNE PANNE
– Durabilité : le lamibois est moins sensible aux atta-ques des insectes que le bois massif de résineux.Suivant la classe de risques, il y a lieu de sereporter aux préconisations du CTBA applicablesau bois lamellé-collé.
– Comportement au feu : vitesse de propagation :0,6 mm par min. (test du VVT (Finlande) n° 1 744du 21.10.85).
Détermination de sections de poutres reposant à chant sur deux appuis simples d'extrémité largeur (mm) ¥ hauteur (mm) avec humidité 15 %
● Exemple 1 : calcul d'une panne d'aplomb encouverture légère
– Portée : 6 m.– Entraxe : 2 m.– Charges permanentes (couverture + poids propre) :
12 daN/m2
Charges permanentes (neige) : 45 daN/m2
– Charges totales : 57 ¥ 2 = 114 daN/m soit environ120 daN/m avec 20 % de charges permanentes
● Lecture tableau I :– Flèche admissible 1/200 : section 57 ¥ 225 mm– Flèche admissible 1/300 : section 57 ¥ 260 mm
DOC KERCO
Tableau I Portées (en ml)
ChargesdaN/m 3 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10 11 12
40 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 225 45 ¥ 200 51 ¥ 200 63 ¥ 200 75 ¥ 200 39 ¥ 260 51 ¥ 260 57 ¥ 260 51 ¥ 300 63 ¥ 30027 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 33 ¥ 200 39 ¥ 200 51 ¥ 200 63 ¥ 200 57 ¥ 225 45 ¥ 260 51 ¥ 260 39 ¥ 300 75 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 360
60 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 33 ¥ 200 39 ¥ 200 51 ¥ 200 63 ¥ 200 57 ¥ 225 45 ¥ 260 51 ¥ 260 39 ¥ 300 75 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 36027 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 225 45 ¥ 200 63 ¥ 200 75 ¥ 200 45 ¥ 260 57 ¥ 260 45 ¥ 300 45 ¥ 300 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 63 ¥ 400
80 27 ¥ 200 27 ¥ 200 27 ¥ 200 33 ¥ 200 45 ¥ 200 39 ¥ 225 33 ¥ 260 39 ¥ 260 75 ¥ 225 57 ¥ 260 45 ¥ 300 57 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 36027 ¥ 200 27 ¥ 200 33 ¥ 200 33 ¥ 225 63 ¥ 200 39 ¥ 260 75 ¥ 225 57 ¥ 260 75 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 63 ¥ 360 63 ¥ 400 57 ¥ 450
100 27 ¥ 200 27 ¥ 200 33 ¥ 200 27 ¥ 225 51 ¥ 200 33 ¥ 260 39 ¥ 260 75 ¥ 225 39 ¥ 300 75 ¥ 260 57 ¥ 300 75 ¥ 300 45 ¥ 360 57 ¥ 360 51 ¥ 400 75 ¥ 40027 ¥ 200 33 ¥ 200 45 ¥ 200 57 ¥ 200 75 ¥ 200 45 ¥ 260 57 ¥ 260 75 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 57 ¥ 400 75 ¥ 400 57 ¥ 450
120 27 ¥ 200 27 ¥ 200 33 ¥ 200 33 ¥ 225 63 ¥ 200 57 ¥ 225 75 ¥ 225 57 ¥ 260 75 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 63 ¥ 360 63 ¥ 400 57 ¥ 45027 ¥ 200 27 ¥ 225 51 ¥ 200 33 ¥ 260 45 ¥ 260 57 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 75 ¥ 450 63 ¥ 500
140 27 ¥ 200 27 ¥ 200 27 ¥ 225 39 ¥ 225 33 ¥ 260 45 ¥ 260 57 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 45 ¥ 360 57 ¥ 360 63 ¥ 360 75 ¥ 360 75 ¥ 400 75 ¥ 45027 ¥ 200 45 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 75 ¥ 500
160 27 ¥ 200 33 ¥ 200 45 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 63 ¥ 260 51 ¥ 300 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 57 ¥ 450 75 ¥ 45027 ¥ 200 33 ¥ 225 33 ¥ 260 45 ¥ 260 57 ¥ 260 51 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 57 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600
180 27 ¥ 200 27 ¥ 225 51 ¥ 200 33 ¥ 260 45 ¥ 260 57 ¥ 260 45 ¥ 300 63 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 75 ¥ 450 63 ¥ 50027 ¥ 200 39 ¥ 225 57 ¥ 225 75 ¥ 225 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600
200 27 ¥ 200 39 ¥ 200 39 ¥ 225 57 ¥ 225 75 ¥ 225 39 ¥ 300 51 ¥ 300 63 ¥ 300 45 ¥ 360 57 ¥ 360 51 ¥ 400 57 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 75 ¥ 50027 ¥ 200 63 ¥ 200 39 ¥ 260 57 ¥ 260 75 ¥ 260 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 65 ¥ 500 75 ¥ 600 75 ¥ 600
240 27 ¥ 200 33 ¥ 225 33 ¥ 260 45 ¥ 260 57 ¥ 260 75 ¥ 260 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 51 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 60033 ¥ 200 51 ¥ 225 45 ¥ 260 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600
300 27 ¥ 200 63 ¥ 200 39 ¥ 260 57 ¥ 260 45 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 60027 ¥ 225 63 ¥ 225 57 ¥ 260 51 ¥ 300 75 ¥ 300 51 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 –
350 33 ¥ 200 51 ¥ 225 45 ¥ 260 39 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 60045 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 – –
400 33 ¥ 200 57 ¥ 225 51 ¥ 260 45 ¥ 300 63 ¥ 300 45 ¥ 360 57 ¥ 360 75 ¥ 360 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 –51 ¥ 200 57 ¥ 260 75 ¥ 260 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 63 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – –
CALCUL D'UN
SOLIVAGE
● Exemple 2 : calcul d'un solivage– Entraxe des solives : 0,5 m.– Portée : 8 m.
● Charges permanentes : Poids propre + plancher + plafond + isolation +cloison. 60 daN/m2, soit 60 ¥ 0,5 = 30 daN/m
● 20 % des surfaces d'habitation0,2 ¥ 150 = 30 daN/m2, soit 30 ¥ 0,5 = 15 daN/m – Total : 45 daN/m
● Surcharges d'habitation150 daN/m2 dont 0,8 ¥ 150 = 12 daN/m2 decharges temporaires soit 120 ¥ 0,5 = 60 daN/m.
● Pourcentage de charges permanentes45 = 0,39 soit environ 40 %.
45 + 60
● Lecture du tableau IIFlèche admissible : 1/400Charges totales � 120 daN/mSection : 51 ¥ 400 mm
Bande de chargement
0,5 mDOC NORDIC TIMBER COUNCIL (Conseil des bois du Nord)
Coefficient de fluage : 1 Charges permanentes : 20 % Flèche : 1/200 de la portée = ligne 1 – 1/300 de la portée = ligne 2
978271353446_077_081_MB 6/06/13 15:34 Page 80

CALCUL D'UN
SOLIVAGE(suite)
selon le cœfficient de
fluage et charges
permanentes
Dérivés du bois
Tableau II Portées (en m)
ChargesdaN/m 3 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10 11 12
40 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 200 33 ¥ 200 45 ¥ 200 39 ¥ 225 51 ¥ 225 39 ¥ 260 75 ¥ 225 57 ¥ 260 45 ¥ 300 51 ¥ 300 63 ¥ 300 45 ¥ 360 63 ¥ 36027 ¥ 200 27 ¥ 200 27 ¥ 200 33 ¥ 200 45 ¥ 200 57 ¥ 200 51 ¥ 225 63 ¥ 225 51 ¥ 260 63 ¥ 260 75 ¥ 260 57 ¥ 300 75 ¥ 300 45 ¥ 360 63 ¥ 360 57 ¥ 400
60 27 ¥ 200 27 ¥ 200 27 ¥ 200 27 ¥ 225 51 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 57 ¥ 260 45 ¥ 300 57 ¥ 300 63 ¥ 300 75 ¥ 300 51 ¥ 360 51 ¥ 400 63 ¥ 40027 ¥ 200 27 ¥ 200 27 ¥ 225 51 ¥ 200 51 ¥ 225 39 ¥ 260 75 ¥ 225 63 ¥ 260 75 ¥ 260 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 450
80 27 ¥ 200 27 ¥ 200 27 ¥ 225 51 ¥ 200 51 ¥ 225 39 ¥ 260 75 ¥ 225 63 ¥ 260 75 ¥ 260 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 45027 ¥ 200 27 ¥ 225 51 ¥ 200 51 ¥ 225 63 ¥ 225 51 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 51 ¥ 400 75 ¥ 400 63 ¥ 450 63 ¥ 500
100 27 ¥ 200 33 ¥ 260 45 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 63 ¥ 260 51 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 57 ¥ 450 75 ¥ 45027 ¥ 200 45 ¥ 200 63 ¥ 200 57 ¥ 225 51 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 57 ¥ 450 63 ¥ 500 75 ¥ 500
120 27 ¥ 200 27 ¥ 225 39 ¥ 225 75 ¥ 200 45 ¥ 260 39 ¥ 300 75 ¥ 260 63 ¥ 300 75 ¥ 300 57 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 75 ¥ 400 75 ¥ 450 75 ¥ 50027 ¥ 200 51 ¥ 200 51 ¥ 225 45 ¥ 260 39 ¥ 300 51 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600
140 27 ¥ 200 45 ¥ 200 63 ¥ 200 39 ¥ 260 57 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 75 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 60027 ¥ 200 63 ¥ 200 63 ¥ 225 57 ¥ 260 45 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 600
160 27 ¥ 200 51 ¥ 200 51 ¥ 225 45 ¥ 260 39 ¥ 300 51 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 60033 ¥ 200 51 ¥ 225 45 ¥ 260 39 ¥ 300 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600
180 27 ¥ 200 57 ¥ 200 57 ¥ 225 51 ¥ 260 45 ¥ 300 57 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 57 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 60033 ¥ 200 75 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600
200 27 ¥ 200 63 ¥ 200 63 ¥ 225 57 ¥ 260 75 ¥ 260 63 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 60039 ¥ 200 39 ¥ 260 57 ¥ 260 75 ¥ 260 75 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 –
240 33 ¥ 200 75 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 60045 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 45 ¥ 360 63 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 – –
300 45 ¥ 200 45 ¥ 260 63 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 –39 ¥ 225 57 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 75 ¥ 600 – –
350 33 ¥ 225 51 ¥ 260 31 ¥ 300 63 ¥ 300 51 ¥ 360 63 ¥ 360 63 ¥ 400 75 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 63 ¥ 600 75 ¥ 600 – –63 ¥ 200 45 ¥ 300 63 ¥ 300 51 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – –
400 39 ¥ 225 57 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 75 ¥ 600 – –51 ¥ 225 51 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – –
Tableau II (suite) Portées (en m)
ChargesdaN/m 3 4 4,5 5 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10 11 12
40 27 ¥ 200 27 ¥ 200 33 ¥ 200 45 ¥ 200 39 ¥ 225 51 ¥ 225 63 ¥ 225 51 ¥ 260 63 ¥ 260 75 ¥ 260 63 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 75 ¥ 360 75 ¥ 40027 ¥ 200 27 ¥ 200 27 ¥ 225 51 ¥ 200 33 ¥ 260 63 ¥ 225 51 ¥ 260 63 ¥ 260 51 ¥ 300 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 450
60 27 ¥ 200 33 ¥ 200 45 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 39 ¥ 300 75 ¥ 260 63 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 45027 ¥ 200 27 ¥ 225 39 ¥ 225 75 ¥ 200 75 ¥ 225 39 ¥ 300 75 ¥ 260 63 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 57 ¥ 400 75 ¥ 400 75 ¥ 400 75 ¥ 450 75 ¥ 500
80 27 ¥ 200 45 ¥ 200 63 ¥ 200 57 ¥ 225 75 ¥ 225 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 57 ¥ 450 75 ¥ 450 75 ¥ 50027 ¥ 200 39 ¥ 225 75 ¥ 200 75 ¥ 225 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600
100 27 ¥ 200 39 ¥ 225 75 ¥ 200 75 ¥ 225 63 ¥ 260 57 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 63 ¥ 400 74 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 60027 ¥ 200 45 ¥ 225 45 ¥ 260 57 ¥ 260 51 ¥ 300 75 ¥ 300 51 ¥ 360 63 ¥ 360 75 ¥ 360 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600
120 27 ¥ 200 63 ¥ 200 63 ¥ 225 57 ¥ 260 75 ¥ 260 63 ¥ 300 51 ¥ 360 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 60033 ¥ 200 57 ¥ 225 51 ¥ 260 45 ¥ 300 63 ¥ 300 45 ¥ 360 57 ¥ 360 75 ¥ 360 75 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 –
140 33 ¥ 200 33 ¥ 260 75 ¥ 225 45 ¥ 300 57 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 60027 ¥ 225 63 ¥ 225 39 ¥ 300 57 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 75 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 –
160 27 ¥ 225 39 ¥ 260 57 ¥ 260 75 ¥ 260 75 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 60045 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 –
180 39 ¥ 200 45 ¥ 260 39 ¥ 300 57 ¥ 300 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 –51 ¥ 200 57 ¥ 260 75 ¥ 260 75 ¥ 300 57 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – –
200 45 ¥ 200 75 ¥ 225 45 ¥ 300 63 ¥ 300 51 ¥ 360 63 ¥ 360 57 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 – –39 ¥ 225 39 ¥ 300 57 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 75 ¥ 600 –
240 39 ¥ 225 57 ¥ 260 57 ¥ 300 75 ¥ 300 57 ¥ 360 75 ¥ 360 75 ¥ 400 63 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 75 ¥ 600 – –51 ¥ 225 75 ¥ 260 75 ¥ 300 57 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – –
300 51 ¥ 225 75 ¥ 260 75 ¥ 300 57 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – –57 ¥ 225 57 ¥ 300 51 ¥ 360 51 ¥ 400 63 ¥ 400 57 ¥ 450 75 ¥ 450 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – – –
350 57 ¥ 225 57 ¥ 300 45 ¥ 360 63 ¥ 360 63 ¥ 400 57 ¥ 450 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – – –45 ¥ 260 75 ¥ 300 57 ¥ 360 57 ¥ 400 75 ¥ 400 75 ¥ 450 63 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – – – –
400 63 ¥ 225 63 ¥ 300 51 ¥ 360 51 ¥ 400 75 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 75 ¥ 600 – – – – –51 ¥ 260 45 ¥ 360 63 ¥ 360 63 ¥ 400 63 ¥ 450 63 ¥ 500 75 ¥ 500 75 ¥ 600 75 ¥ 600 – – – – – – –
Les valeurs des sections sont données à titre indicatif.
Coefficient de fluage : 1,19 Charges permanentes : 40 % Flèche : 1/300 de la portée = ligne 1 – 1/400 de la portée = ligne 2
Coefficient de fluage : 1,47 Charges permanentes : 70 % Flèche : 1/400 de la portée = ligne 1 – 1/500 de la portée = ligne 2
81
978271353446_077_081_MB 6/06/13 15:34 Page 81

82
FORMATS ETCARACTÉRIS-
TIQUES
EMPLOIS :MURS
2.5 PANNEAUX DE LAMELLES TROIS COUCHES (TYPE TRIPLY) Panneaux composés de lamelles minces de bois résineux orientées, conformés en troiscouches croisées, collées avec des résines mélamine-urée-phénol-formol.Exemple : panneau type Triply
■ UTILISATION EN HABILLAGE INTÉRIEUREn règle générale, la pose se fait sur ossature boisrapportée. Elle permet de compenser les défauts deplanéité éventuels du mur. Si nécessaire (murshumides ou murs extérieurs), la contreface des pan-neaux sera ventilée. L'ossature peut être verticale ouhorizontale ; les côtés de panneaux seront supportésou liaisonnés par un assemblage en rainure-languet-te. Les entraxes moyens des supports sont donnésci-dessous en fonction de l'épaisseur du Triply.
La pose directe par collage ne peut s'envisager quesur murs plans, sains et secs. Utiliser une colle mas-tic Néoprène déposée en cordons de diamètre 8 mm.
■ UTILISATION EN HABILLAGE EXTÉRIEUR Cette utilisation n'est possible que pour desconstructions temporaires ou non soumises à régle-mentation. Le triply doit être protégé par une fini-tion étanche régulièrement entretenue.
■ FIXATIONClouage par pointes. Il est conseillé d'utiliser despointes de 2,7 à 3 mm de diamètre tous les 15 cmen périphérie du panneau et tous les 30 cm sur lesmontants intermédiaires ; clouer à 15 mm des rivesdu panneau. Dans le cas de pointes de diamètreinférieur, clouer tous les 10 cm sur l'ensemble del'ossature, à 10 mm des rives du panneau.La longueur des pointes doit être de 2,5 foisl'épaisseur du triply avec une pénétration minimalede 30 mm.
Formats : 5 000 � 2 500 mm5 000 � 1 250 mm2 500 � 1 250 mm
■ COMPARATIF PLANCHER PORTEUR
Épaisseurs : 6, 8, 10, 12, 15, 18 et 22 mm.
■ COMPARATIF TOITURE
Entraxe maxi(cm)
30 40 50 60 70 80
TRIPLY mm
CTB-X mm
CTB-H mm
Charges réparties 150 kg/m2 Charges réparties 100 kg/m2
12 15 18 22
12 15
19
19 22
22 25
Entraxe maxi(cm)
40 50 60 70 80 90 100 110 120 130
CTB-X mm
CTB-H mm
TRIPLY mm
12 15 19 22
12 15 18 22
18-19 22
■ CARACTÉRISTIQUES MÉCANIQUES ET PHYSIQUES : TRIPLY
Normes Épaisseur Unités 6 < e £ 9 9 < e £ 16 16 < e £ 22
Pr EN 324 Régularité d'épaisseur mm 8,0Pr EN 323 Masse volumique :
– moyenne panneau kg/m3 720 ± 40 700 ± 40 670 ± 40– minimum éprouvette 610 580 550
Pr EN 324 Longueur/largeur mm ± 2Équerrage 1 mm sur des bras de 1 000 mm
Pr EN 322 Humidité % 9 ± 3Pr EN 310 Flexion
– résistance L � 40 � 35T MPa � 20 � 19
– *module d'élasticité L � 6 000 � 5 500T � 2 500 � 2 500
Pr EN 319 Résistance en traction perpendiculaire MPa � 0,6 � 0,58 � 0,55Pr EN 317 *Gonflement après 24 h d'immersion % � 12 � 10 � 8
NF B 51.264 Variations dimensionnelles dans le plan : L%
� 0,1585 % HR - 25 °C <=> 30 % HR - 25 °C T � 0,30
NF B 51.262 Épreuve de vieillissement accélérée dite V 313 :– résistance en flexion longueur MPa � 20– résistance en traction perpendiculaire � 0,25
Pr EN : Euronorme - * Valeurs moyennes
Épaisseur (mm) 8 10 12 15 18 22Entraxes supports (cm) 50 60 72 90 100 125
DOC ISOROY
978271353446_082_087_MB 6/06/13 15:34 Page 82

Dérivés du bois
PLANCHERS
COUVERTURE
■ POSE (PLANCHER PORTEUR)– Panneaux en quinconce (joints décalés) reposant
sur au moins 3 appuis en partie courante.Exception aux extrémités où, compte tenu de lapose en quinconce, certains panneaux repose-ront sur 2 appuis.
– Petites rives des panneaux obligatoirement sup-portées sur un appui.
– Largeur minimale d'appui : 20 mm aux extrémi-tés de panneaux.
– Grandes rives assemblées par l'usinage rainureet languette.
– Prévoir un jeu de 1 mm/ml à la périphérie dechaque panneau ou si ceux-ci sont collés entreeux, un jeu de 10 mm à la périphérie de la pièce(surface unitaire 30 m2 maxi).
■ PORTÉES ET CHARGESL'entraxe maximal entre appuis, fonction descharges et de l'épaisseur du triply, est donné par letableau ci-dessous, en cm.
Charges uniformémentréparties (daN/m2) 150 200 250 350 400 500
Épaisseur Triply12 mm 43 38 - - - -
15 mm 55 48 45 39 38 35
18 mm 65 57 53 47 45 42
22 mm 80 70 65 58 55 51
ÉpaisseurModule Charges (daN/m2)
(mm)d'élasticité
(MPa) 100 150 200 250 300 350 400
15 6 000 87 76 69 63 60
18 5 500 100 88 80 74 69 65 63
22 5 500 125 107 97 90 85 80 76
■ POSE● Panneaux en quinconce (joints décalés) reposant
sur au moins 3 appuis en partie courante. Excep-tion aux extrémités des rampants, où comptetenu de la pose, en quinconce, certains panneauxreposeront sur 2 appuis.
● Petites rives des panneaux obligatoirement sur unappui. La largeur minimale des appuis est de25 mm aux extrémités de panneaux et de 55 mmen appuis intermédiaires.
● Grandes rives assemblées par l'usinage rainure etlanguette. Prévoir un jeu périphérique de dilatationautour de chaque panneau à raison de 1 mm/ml.
Triply RL porteur
Triply RL
Support de couverture
● Bardeaux bitumés en climat de plaine ou de montagne● Couverture métallique en feuilles et bandes● Tuiles et ardoises● Tuiles canal de terre cuite
Support d'étanchéité
● Étanchéité multicouches traditionnelles par bitumesarmés (DTU 43-4)
● Étanchéité non traditionnelles bénéficiant d'un avistechnique favorable
Exemples d'emplois
Usinage Tableau de charges
Rainure languette - 2 rives longues
Format – cm 250 ¥ 60 ; 250 ¥ 122
Épaisseur mm 15 18 22Poids - kg/m2 9,9 11,2 13,7Réaction au feu M4 M3 M3
DOC ISOROY
83
978271353446_082_087_MB 6/06/13 15:34 Page 83

84
2.6 PANNEAUX DE FIBRES DE BOIS DE MOYENNE DENSITÉ (MDF)
Les panneaux MDF sont obtenus par traitement des fibres selon un procédé à sec avecadjonction de résines synthétiques et collage sous presse à haute température.
DIFFÉRENTS PANNEAUX MDF
Marques Qualités Formats Epaisseurs (mm) (mm)
MÉDIUM Standard 2 800 X 1 850 10 à 45
3 700 X 1 850 16 à 45
MÉDIUM Ignifugé dans 2 800 X 2 070 12 - 16 - 19 - 22SÉCURITÉ M1 la masse
Classement enréaction au feu : M1PV n° 92-33822du CSTB
MÉDIUM H Hydrofuge, résistant 2 800 X 1 850 10 à 30à l'humidité 2 800 X 2 070 10 à 30
MÉDIUM A faible taux de 2 800 X 2 070 10 à 40CLASSE A (E1) dégagement 4 200 X 2 070 10 à 40
de formol. Convention, contrôleCTBA MQ n° 135
MÉDIUM PL 2 faces revêtues 3 700 X 2 070 16 - 19 - 22 -d'un papier enrésiné 25 - 30 bouche-pores.Prêt à laquer
MÉDIUM Faces mélaminées 3 050 X 1 850 8 à 25MÉLAMINÉ décor avec divers 3 650 X 2 050 8 à 25
finis de surface.
MÉDIUM Faibles épaisseurs, 2 440 ¥ 1 220 5 - 6 - 8MINCE 2 faces lisses 2 500 ¥ 1 250 5 - 6 - 8
poncées 2 500 ¥ 1 850 5 - 6 - 82 500 ¥ 2 070 5 - 6 - 82 750 ¥ 1 220 5 - 6 - 82 800 ¥ 2 070 5 - 6 - 8
MÉDIUM Très faibles 2440 ¥ 1 220 2 - 2,5 - 3 - 4ULTRA MINCE épaisseurs, 2 600 ¥ 1 300 2 - 2,5 - 3 - 4
2 faces lisses 2 600 ¥ 1 850 2 - 2,5 - 3 - 4brutes de presse 2 600 ¥ 2 070 2 - 2,5 - 3 - 4
ISOCURV Cintrable 2 650 ¥ 1 030 9,5
Exemples d'applications
Agen
cem
ent
men
uise
rie
Ebén
ister
ie
meu
ble
mob
ilier
Revê
tem
ent
déco
ratif
Cloi
sonn
emen
tPl
anch
er
Stan
d
Dive
rs
DOC ISOROY
978271353446_082_087_MB 6/06/13 15:35 Page 84

Dérivés du bois■ MASSE VOLUMIQUE
Masse volumique moyenne : 750 kg/m3.La densité des faces du panneau MDF est plusélevée que la densité du cœur du panneau.
■ RÉSISTANCE MÉCANIQUEAbaque de flexion
Étagère reposant sur deux appuis simples.Charge totale en kg uniformément répartie.Fluage inclus. Flèche 1/300 de la portée.
Exemple : longueur = 500 mm, largeur =300 mm, charge 70 kg, épaisseur = 25 mm.
Cet abaque de flexion tient compte du fluage(accroissement dans le temps de la déformationsous charge).
■ STABILITÉ DIMENSIONNELLELes variations dimensionnelles du MDF sontfonction des variations d'humidité relative de l'airambiant.
Variations dimensionnelles entre une humiditérelative de l'air de 35 % (milieu sec) et de 85 %(milieu humide).
CARACTÉRIS-TIQUES
CARACTÉRIS-TIQUES
PHYSIQUESET MÉCA-NIQUES
Panneaux MDF
Bois massif
Panneaux de particules
Panneauxde contreplaqué
0 200 400 600 800 1 000Masse volumique en kg/m3
axial0,1 %
radial :4 à 7 %
tangentiel :4 à 7 %
épaisseur :6 %
longueur :0,3 %
largeur :0,3 %
Bois massif MDF
■ ULTRA-MINCE
Propriétés Unité NormeÉpaisseurs en mm
2 2,5 3 4
Masse volumique moyenne kg/m3 EN 323 830 830 820 820(donnée à ± 3 %)
Gonflement après 24 h d'immersion % EN 317 40 35 30 27
Résistance à la flexion MPa EN 310 35 38 38 38
Traction perpendiculaire aux faces MPa EN 319 0,6 0,7 0,7 0,7
Stabilité dimensionnelle(de 35 % à 85 % d'HR)– Longueur/largeur (maxi) % EN 318 0,5
Tolérances– Épaisseur mm EN 324-1 ± 0,20
– Format mm/m EN 324-1 ± 2
– Équerrage mm/m EN 324-2 ± 1,5
Humidité % EN 322 6 ± 3
Taux de silice % poids ISO 3 340 0,05
Absorption en surface Test Toluène mm EN 382-1 > 150
Teneur en formaldéhyde mg/100 g EN 120 � 9Convention contrôle
CTBA MQ n° 137 et BAM
85
978271353446_082_087_MB 6/06/13 15:35 Page 85

86
Panneaux de fibres de bois de moyenne densité (MDF)
CARACTÉRIS-TIQUES
PHYSIQUES ETMÉCANIQUES
(suite)
■ MINCE
Propriétés Unité NormeÉpaisseurs en mm
5 6 8
Masse volumique moyenne kg/m3 EN 323 780 770 760(donnée à ± 3 %)Gonflement après 24 h d'immersion % EN 317 22 17 15
Résistance à la flexion MPa EN 310 40 35 35
Module d'élasticité en flexion MPa EN 310 2 600 2 500 2 500
Traction perpendiculaire aux faces MPa EN 319 0,70 0,65 0,65Stabilité dimensionnelle(de 35 % à 85 % d'HR)– Longueur/largeur (maxi) % EN 318 0,5 0,4 0,4
Tolérances– Épaisseur mm EN 324-1 ± 0,20– Format mm/m EN 324-1 ± 2– Équerrage mm/m EN 324-2 ± 1,5
Humidité % EN 322 7 ± 3
Taux de silice % poids ISO 3 340 0,05
Absorption en surface Test Toluène mm EN 382-1 > 150
Teneur en formaldéhyde mg/100 g EN 120 � 9
■ STANDARD M1 - H
Médium Médium Médium HSécurité M1UnitéÉpaisseurs Épaisseurs Épaisseurs
10-12 >12-19 >19-25 >25-35 >35 12 16 19 22 10 16 19 22à30Masse volumique moyenne kg/m3 810 790 780 760 750 860 840 840 820 810 790 780 760(donnée à ± 3 %)Gonflement après 24 h d'immersion % 12 10 9 7 7 12 10 10 10 9 8 6 6Gonflement après test de type V313 % - - - - - - - - - 12 10 8 8Traction perpendiculaire MPa - - - - - - - - - 0,25 0,25 0,20 0,15Résistance à la flexion MPa 40 38 35 30 27 40 38 38 35 45 40 38 35Module d'élasticité en flexion MPa 3 200 3 000 3 000 2 700 2 500 3 200 3 000 2 800 2 700 3 300 3 200 3 000 2 700Traction perpendiculaire aux faces MPa 0,80 0,70 0,70 0,65 0,60 0,80 0,70 0,65 0,60 1,00 1,00 0,80 0,70Tenue de vis– Faces N - 1 050 1 050 1 000 1 000 - 1 000 1 000 1 000 - 1 050 1 050 1 000– Chant N - 850 850 800 750 - 800 800 750 - 850 850 800Stabilité dimensionnelle(de 35 % à 85 % HR)– Longueur/largeur maxi % 0,4 0,4 0,3 0,3 0,3 0,5 0,5 0,5 0,5 0,4 0,3 0,3 0,3– Épaisseur (maxi) % 5 5 5 4 4 6 6 6 6 5 5 4 4Tolérances– Épaisseur mm ± 0,2 ± 0,2 ± 0,3 ± 0,3 ± 0,3 ± 0,2 ± 0,2 ± 0,2 ± 0,3 ± 0,2 ± 0,2 ± 0,2 ± 0,3– Format (en longueur et largeur) mm/m ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2 ± 2– Équerrage mm/m ± 2,0 ± 2,0 ± 2,0Humidité % 7 ± 2 6 ± 2 7 ± 2Taux de silice % poids maximum 0,05 maximum 0,10 maximum < 0,05Absorption en surface (toluène) mm > 250 > 250 > 250Teneur en formaldéhyde mg/100 g Médium classe A (E1) � 9 � 9
et médium PL : Convention contrôle Convention contrôle� 9 CTBA MQ n° 135 CTBA MQ n° 135
Convention contrôleCTBA MQ n° 135
USINAGES
Utiliser des outils en carbure de tungstène.
■ SCIAGELes lames de scie conçues pour la découpe despanneaux de particules conviennent bien au MDF.
■ PERÇAGEÀ réaliser avec des mèches en acier ou en car-bure de tungstène couramment utilisées pour lebois ou les panneaux à base de bois.
978271353446_082_087_MB 6/06/13 15:35 Page 86

tr/min
Dérivés du bois■ DÉFONÇAGELe défonçage permet tous les types d'usinage enpleine matière ou en périphérie sans limite de formes.
RecommandationsL'épaisseur moyenne du copeau doit être de 0,2 mm.
La vitesse d'amenage de la pièce à usiner doit êtrefonction du nombre de dents et de la fréquence derotation de l'outil (en tr/min).
■ MOULURAGEL'un des principaux avantages du panneau MDFest son excellente aptitude au moulurage avec unebonne qualité d'aspect pour un minimum de prépa-ration à la finition.
RecommandationsÉviter les arêtes vives pour faciliter la finition et amé-liorer la résistance aux chocs des arêtes. L'épaisseurmoyenne du copeau doit être de 0,05 à 0,2 mm.
La vitesse d'amenage de la pièce à usiner doit êtrefonction du nombre de dents et de la fréquence derotation de l'outil (en tr/min).
USINAGES(suite)
Nombre de dents 3 000 4 000 6 000
2 6 9 123 9 12 184 12 18 24
Nombre de dents 6 000 12 000 18 000 24 000
1 1,2 2,4 3,6 4,62 2,4 4,8 7,2 9,6
3 3,6 7,2 10,8 14,4
4 4,8 9,6 14,4 –
USINAGECOLLAGE
■ VISSAGEUtiliser les vis cylindriques de type VBA.
RecommandationL'avant-trou est obligatoire. Prévoir un diamètre de1 à 1,5 mm inférieur à celui de la vis.
■ COLLAGETableau récapitulatif des colles à utiliser en fonctiondes matériaux à assembler.
70 mm de l'angleminimum
12 mmdu bordminimum
25 mmde l'angleminimum
Viny
lique
Uré
e fo
rmol
Col
le c
onta
ct(p
olyc
hlor
oprè
ne)
Ther
mof
usilb
le(h
ot m
elt)
Poly
urét
hann
eD
ispe
rsio
n de
copo
lym
ère
Placage bois
Alèse bois
Stratifié décoratif
Bande de chant
Bois sur MDF
MDF sur MDF
PVC
SYSTÈMES DE FINITION(Exemples)
Médium PL Médium replaquéProduits Médium (prélaqué) essences finesFinitions Finitions Finition Laquage Finitionopaques transparentes poli-lustrée surface vernielaquées vernies brillante MDF
ordinaire soignée ordinaire soignée opaque ou ordinaire soignée soignéetransparente
Sur chant Face(s)et chants
Ponçage ● (4) ● (4)Teinte ● (1) ● F(1) ●
Isolant (primaire) ● F(5) ● F(5) ● F ● (2) ● (2) ●
Egrenage ● F(5) ● ● F(5) ● F ●
Apprêt ● ● ● ● ● F ● ● ● ● FVernis de fond ● ● ● F ● (3) ●
Vernis bicouche ● ● ●
Ponçage ● ● ● ● ● F ● ●
Patine (jexage) ●
Laque ● ● ● F ● ● ● F ● ● ● FVernis ou ● E ● ● F ou ● ● ou ● E ●
Vernis bicouche ● ●
Ponçage polissage ●
Le nombre de points équivaut au nombre de couches ou d'opérations. La quantité déposée par couche est fonction des produits et du matériel utilisés.F = Facultatif – E = Egrenage très fin, parfois nécessaire avant la dernière couche.(1) = Selon effet recherché, la teinte (solvant) peut être placée sur le vernis de fond.(2) = Primaire nécessaire parfois pour l'adhérence de certaines finitions (ex. polyester). Dans ce cas, faire suivre d'un égrenage.(3) = Le vernis de fond peut être teinté pour la préparation des chants (assortiment nuance placage).(4) = Ponçage préalable du support au grain minimum de 240, selon le produit utilisé et l'aspect définition recherché.(5) = Un égrenage entre l'isolant et le fond peut être nécessaire si le temps de séchage est long entre les 2 couches.
Processus d'application courants : – au pistolet, – au rouleau,– en cellule de projection
« rideau »
ououou
ou
ou
tr/min
DOC ISOROY
87
978271353446_082_087_MB 6/06/13 15:35 Page 87

88
CARACTÉRIS-TIQUES
FORMATS
SUPPORTS
POSE
2.7 PANNEAUX DE STRATIFIÉ Fabriqués à partir de feuilles de matières cellulosiques imprégnées de résine, ces panneauxsont employés, collés sur un support, dans le mobilier, l'agencement et la décoration.
Leurs faces décorées sont dures et résistantes àl'usure, à la rayure, au choc, à l'eau bouillante, à lalumière, aux taches des produits domestiques et àune chaleur modérée (inférieure à 180 °C). Certainstypes de stratifiés ont en outre des caractéristiques
spéciales telles que : coloration identique danstoute leur masse, aptitude au formage à chaud,comportement au feu amélioré, résistance à l'usureélevée, etc.
papiers imprégnésde résines
feuilles depapier kraft
papier décorâme
l'ensemble est lié par l'actionde la chaleur et de la pression
Exemples de formats : 432 ¥ 95 410 ¥ 150 307 ¥ 124 Épaisseurs : 0,8 - 0,9 - 1 - 1,3 mm430 ¥ 165 307 ¥ 131 215 ¥ 95
Les supports sur lesquels seront collés les stratifiésdécoratifs doivent être choisis en fonction de l'utili-sation envisagée et donc :● de leur stabilité dimensionnelle,● de leur planéité,● de leur qualité de surface,● de leur rigidité et de leur épaisseur,● de leur cohésion,● de leur comportement à l'eau● de leur comportement au feu.
Les supports les plus couramment utilisés sont lespanneaux de particules dans les qualités stan-dards, hydrofuges, ignifuges selon les cas.Lorsqu'une très bonne résistance mécanique estnécessaire, on peut utiliser les contreplaqués multi-plis ou les contreplaqués lattés.
D'autres supports sont utilisables selon les cas :● panneaux de fibre moyenne densité épais ou
minces,● alvéolés en papier, en bois, en métal,● certains plastiques expansés,● les métaux,● les composés minéraux.
Il ne faut pas utiliser les supports ayant une faiblecohésion, tels que le plâtre, les produits isolantslégers, etc. qui ne peuvent supporter les tensionsengendrées par les variations dimensionnelles.
Certains supports (minéraux, ignifugés, métaux)nécessitent des traitements avant collage, descolles ou des techniques spéciales.
Selon : – la destination de l'ouvrage,– les matériaux à assembler,– l'équipement disponible.
Tableau page suivante
Elles doivent être propres, sèches et dépoussiérées.
Locaux tempérés, non humides. Respecter les règles d'hygiène et de sécurité.
Les panneaux seront préalablement conditionnés.Appliquer un minimum de 150 g au m2 de colle
par face en croisant le sens d'application.Application à la spatule (non usée)
ou au pistolet (préférable).
L'interposition de baguettes facilitera la mise en position des revêtements.
Utiliser un rouleau caoutchouté du centre vers les bords,puis en tous sens, en insistant sur les bordures.
Les variations dimensionnelles différentes des matériauxassemblés par collage provoquent des tensions
dans les panneaux composites...
Choix d'un adhésif
Préparer les surfacesà coller
Organisationdu poste de collage
Laisser sécher hors poussières
Appliquer la colle
Positionner le stratifié
Maroufler
Appliquer la deuxièmeface d'équilibrage.
Affleurage et finition
rouleau pour marouflage
commencer par le chant
en longueur en travers
sens de passagede la colle
978271353446_088_094_MB 6/06/13 15:36 Page 88

Dérivés du bois
Les chants visibles des panneaux composites sonttoujours revêtus. Solutions utilisables :
● bandes de stratifié décoratif identique à la face,collées et usinées comme les faces,
● bandes de chant minces encollées, ces bandesencollées de colle thermofusible peuvent être ap-pliquées au fer à repasser ou avec des appareilsspéciaux. L'affleurage est réalisé au couteau oumécaniquement,
● alaises en bois, collées et /ou embrevées puis ver-nies,
● bandes ou profilés de matière plastique semi-rigi-de, collés avec des colles spéciales, générale-ment sur machines adaptées,
● profilés métalliques, ils sont collés, embrevés ouvissés,
COLLAGE
CLASSIFICA-TIONS
FINITION DESCHANTS
NomAutres
Application Pressage Utilisationsappellations
S'utilisent à froid ou à chaud, industriellement ou artisanale-ment, sur support poreux exclusivement. Selon les besoins,séchage plus ou moins rapide, résistance à l'eau ou non, sansou avec durcisseur. Bonne résistance à la chaleur, joint decollage mince, clair et fermé. Excellent vieillissement.
S'utilisent à froid ou à chaud industriellement ou artisanale-ment sur support poreux. Séchage plus ou moins rapide.Bonne résistance à la chaleur. Joint épais. Excellent vieillisse-ment.
S'utilisent à froid ou avec séchage à chaud, industriellement(pour collage sur métaux par ex.) et artisanalement (sur toussupports). Résistantes à l'eau, résistantes à la chaleur selonles formulations. Joint brunâtre, plus ou moins fermé. Assezbon vieillissement.
Utilisées pour le placage des chants sur machines spécialeset sur chants préencollés, à poser sur machine ou artisanale-ment au fer à repasser. Joint assez épais. Précautions néces-saires pour obtenir un résultat durable.
Utilisées surtout pour le collage des matières non poreusesentre elles (par ex. ColorCore® sur ColorCore®). À froid ou àchaud. Joint de collage clair et fermé, résistantes à l'eau.Bonne résistance à la chaleur, excellent vieillissement.
presse à vis ouhydraulique, presseà galbe, serre-joints
pression 1,5 à2 kg/cm2
presse à visou hydraulique
calandrage mécanique,
marouflage avecrouleau à main
(pas de martelage)
pression de courtedurée 5 à 7 kg/cm2
avec rouleauxfroids sur
machines spéciales
presses diverses,serre-joints, systèmes
de maintien
enduction surune face
encolleuse
enduction surune face
spatule, pistolet,pistolet
automatique
enduction surdeux faces
en fusion avecrouleau
sur machinesspéciales
colle blanchecolle PVAC
(existent pourusage intérieur
et extérieur)
urée-formol etrésorcine formol
contactNéoprène(existent
en plusieurs viscosités, avec
ou sans durcisseur)
hotmelt
la marque « Araldite »
par exemple
vinyliques
résines de condensation
polychloro-prènes
thermofusibles
époxydiques
spatule, rouleau,pistolet,
encolleuse
enduction surune face
spatule
enduction surune face aprèsmélange avec
durcisseurpression 0,5 à
2 kg/cm2
pressionde contact
DOC FORMICA
■ CLASSESH - usage général dans des applications horizontalesV - usage général dans des applications verticalesL - matériaux à performances modéréesD - matériaux ayant une plus grande résistance à
l'abrasion que la classe HC - matériaux épais de performances très élevées
■ TYPESS - plaque de stratifié décoratif standardP - plaque de stratifié décoratif postformable
F - plaque de stratifié décoratif ayant une réactionau feu améliorée
■ CATÉGORIESLes références des types et classes ci-dessus sontcombinées pour la description de chaque catégorie,par exemple un stratifié postformable à usagegénéral horizontal est dit de la catégorie HGP.
profilé en rainure
profilé vissé
alaise bois après placage
chant stratifié
alaise bois posée après placage
injection d'élastomère
● injection de matières plastiques ou d'élastomèressur matériel spécial.
89
978271353446_088_094_MB 6/06/13 15:36 Page 89

90
Panneaux de stratifié
Pour avoir une bonne coupe, l'utilisateur devratenir compte des principales caractéristiques don-nées ci-après :● Denture : la denture de la lame sans voie, est
pourvue de pastilles rapportées en carbure detungstène.
● Angle d'attaque : cet angle doit être comprisentre 0 et 6 ° maximum.
● Pas de la denture : 10 à 15 mm.● Vitesse de coupe : 70 à 100 m/sec.● Vitesse d'amenage : 15 à 30 m/min.
Certains panneaux de stratifié permettent l'obtention de formes arrondies grâce aux systèmes de post for-mage.
■ OPÉRATIONS SUR MACHINE À TUBE CHAUFFANT
SCIAGE
AFFLEURAGE
POSTFORMAGE
RecommandationsPour obtenir un bon rendement et une coupe sans éclat, il est rigoureusement indispensable den'avoir aucun jeu, ni vibration au niveau de l'arbre moteur.On tiendra également compte du dépassement de la lame par rapport à l'épaisseur des matériauxdevant être sciés. Ce dépassement se détermine en fonction du diamètre de la lame, de l'épaisseurdes matériaux à scier et de l'angle d'attaque de la denture.
angle d'entrée
angle de sortie
■ TOUPIE● angle d'attaque : cetangle a une très grandeimportance. Il est différentde celui utilisé pour lebois.– Angle d'attaque pourstratifié : 15°– Angle d'attaque pour lebois : 35°.
● Fréquence de rotation : il faut tenir compte du dia-mètre et du nombre de fers. La meilleure finition estobtenue aux vitesses élevées de l'ordre de 6 000 tr/minpour les outils à 4 lames, et de 9 000 tr/min pour lesoutils à 2 lames.
RecommandationsIl est indispensable de n'avoir aucun jeu ni vibrationde l'arbre porte-outil. Il faut éviter le frottement directdu stratifié sur la table de la toupie, en se servantd'un chariot.
■ AFFLEUREUSELes affleureuses portatives sont essentiellementconstituées d'un moteur à haute fréquence de rota-tion (18 000 à 22 000 tours) équipé d'une fraise enbout d'arbre, pourvues d'une tablette et d'une butéede guidage.Les fraises sont à 2 dents, avec mise rapportées encarbure de tungstène.L'affleurage peut être effectué soit avec des fraises àcoupe droite soit à chanfreiner, lesquelles sont four-nies au degré désiré : 15 à 30 ou 45°.
DOC POLYREY
DOC FORMICA
978271353446_088_094_MB 6/06/13 15:36 Page 90

Dérivés du bois
■ OPÉRATIONS SUR UNE MACHINE À RÈGLE CHAUFFANTE
■ OPÉRATIONS SUR MACHINE À CHAUFFAGE INFRAROUGE (À LA PIÈCE)
■ OPÉRATIONS SUR MACHINE À CHAUFFAGE INFRAROUGE (EN CONTINU)
POSTFORMAGE(suite)
DOC FORMICA
91
978271353446_088_094_MB 6/06/13 15:36 Page 91

92
2.8 PANNEAUX COMPOSITES
L'association de matériaux différents permet la production de panneaux composites utilisésdans le bâtiment.
CRITÈRES DE CHOIX
PANNEAUX DE TOITURE ISOLANTS
TYPE REXOTOIT PLATRE
TYPE REXOTOIT CTB-H
TYPE REXOTOIT ÉBÉNISTERIE
TYPE REXOTOIT MÉLAMINÉ
TYPE REXOTOIT ACOUSTIQUE
TYPE REXOTOIT TRIPLY
TYPE REXOFLEX
DOC ISOROY
AppellationDescription
OptionM1
Formats cm Épaisseurstotales mm
Rés
ista
nce
ther
miq
uem
2°C
/W
Por
tée
max
ise
lon
char
ge(p
ose
sur
3ap
puis
)
Parementplafond Isolant Parement
couverture Std M1 Std M1
Panneau departicules bois
hydrofuge.
Finition : lisse ou rainuré, brut
ou prépeint.
Plaque deplâtre
cartonnée àbords amincis,
hydrofugée.
Panneau de particules bois
hydrofuge replaqué PIN ouKOTO et rainuré.
Finition : brut ou verni.
90 88 2,20270 ¥ 60
OUI 303 ¥ 60 110 108 2,70303 ¥ 60 205 cm
410 ¥ 60 130 128 3,20410 ¥ 60
150 148 3,75
91 91 2,20270 ¥ 60 270 ¥ 60270 ¥ 120 111 111 2,70
OUI 303 ¥ 60 303 ¥ 60 205 cm303 ¥ 120 131 131 3,20410 ¥ 60 410 ¥ 60
151 151 3,75
90 88 2,20
270 ¥ 60 110 108 2,70
OUI 303 ¥ 60 151,5 cm
303 ¥ 60 130 128 3,20
150 148 3,75
90 88 2,20
303 ¥ 60 303 ¥ 60 110 108 2,70
OUI 205 cm
410 ¥ 60 410 ¥ 60 130 128 3,20
150 148 3,75
97 2,25
Standard 303 ¥ 60
M1 – – 117 2,75 205 cm
410 ¥ 60
137 3,25
90 2,20
250 ¥ 60 110 2,70NON – – 250 cm
500 ¥ 60 130 3,20
150 3,75
Polystyrène
expansé
de
70 mm
90 mm
110 mm
130 mm
Panneau de
particules
bois CTB-H
avec 2
contre-
liteaux
en bois
résineux
traité
Panneau surfa-cé mélaminé
hydrofugedécor ivoire(lisse) ou pin
(rainuré)
Panneau departicules boishydrofuge, M1,
perforé.
Finition : brutou prépeint.
Panneau delamelles de
bois orientéesFinition : brut
Panneaux delamelles debois orien-tées avec 2contreliteauxen bois rési-neux traités
Rexoflex est un procédé de toiture utilisé pour tuiles canal
Il associe 2 produits :– Rexotoit (version non lattée)– Flexoutuile (de chez Onduline), plaque profilée support de tuiles canal.
selontype
Rexotoit
selontype
Rexotoit
978271353446_088_094_MB 6/06/13 15:36 Page 92

Dérivés du bois
POSE EN TOITURE
Principe de pose des éléments
Appliqués sur charpente en bois ou charpentemétallique, les éléments sont posés à joints décaléset doivent reposer sur au moins 3 appuis transver-saux. Les grands côtés sont perpendiculaires auxappuis : les rives des petits côtés, à joint vif, repo-sent sur un appui continu.Étant donné la pose à joints décalés, quelques pan-neaux reposent uniquement sur 2 appuis.Pour des compléments de rampant, et lorsque laportée est inférieure de 20 % aux portées maxi-
males, on peut admettre une rangée de panneauxreposant uniquement sur 2 appuis.Du fait du positionnement dissymétrique des 2contreliteaux sur le panneau, (10 cm d'une rive et17 cm de l'autre), vérifier le sens de pose du pan-neau de façon à respecter un écartement constantde 30 cm entre contreliteaux.
Assemblage des élémentsInsérer la fausse languette en polystyrène dans larainure usinée sur le chant long des éléments.
bande de pontage
fixation sur fourrure en rive
contre-liteau
jeu de 1 mm
rainure
jeu 3 à 4 mm
pointes torsadées
pannes
2.9 PANNEAUX DE CLOISON ET DE DÉCOR2.9.1 CLOISONS EN PANNEAUX DE PARTICULES
Les panneaux de cloisons sèches sont prêts à poser dans l'agencement de pièces de locaux àusage d'habitation ou recevant du public.
FORMATS
Ces cloisons sont livrées à arêtes vives avec 2rainures de 12,5 ¥ 15 mm (cloisons de 35 mm) etde 22,5 ¥ 15 mm (cloisons de 50 et 70 mm) pourassemblage par fausse languette en panneau departicules ou en PVC creux permettant le passa-ge du câblage électrique.La cloison Mixte-bois-lin est livrée à arêtes vivesavec rainures de 15 ¥ 10 mm (cloisons de 35 et50 mm).
Épaisseurs des cloisons p l a h
35 mm 15 12,5 28 12
50 mm 15 22,5 28 2270 mm 15 22,5 28 22
Novo
bloc
et
sta
ndar
d
35 mm 15 10,0 28 9,5
50 mm 15 10,0 28 9,5Mix
teBo
is-Lin
Ép. 35 mm Ép. 50 mm Ép. 70 mm
Cloison novobloc CTB-S 250/275/300 250/275/300 250/275/300¥ 90 ou 60 cm ¥ 90 ou 60 cm ¥ 90 ou 60 cm
Cloison novobloc H 250/275/300 250/275/300 250/275/300¥ 90 cm ¥ 90 cm ¥ 90 cm
Cloison novobloc CTB-H 250/275/300 250/275/300¥ 90 cm ¥ 90 cm
Cloison novobloc 250/275/300 250/275/300 250/275/300sécurité M1 ¥ 90 cm ¥ 90 cm ¥ 90 cm
Ép. 35 mm Ép. 50 mm Ép. 70 mm
Cloison novobloc 250/275 250/275sécurité CTB-H M1 ¥ 90 cm ¥ 90 cm
Cloison novobloc 300mélaminée-filmée 2 faces ¥ 90 ou 60 cm
Cloison standard 250/275/300 250/275/300¥ 90 ou 60 cm ¥ 90 ou 60 cm
Cloison mixte 250/310 250/310bois-lin ¥ 120 cm ¥ 120 cm
h
a
e p
DOC ISOROY
93
978271353446_088_094_MB 6/06/13 15:36 Page 93

94
Panneaux de cloison et de décor
CARACTÉRIS-TIQUES
PHYSIQUES ET
MÉCANIQUES
LIAISONS
Cloison NOVOBLOC
35 mm (label CTB-S) 50 mm (label CTB-S) 70 mm (hors label)
Poids 20 kg/m2 27 kg/m2 37 kg/m2
Variations dimensionnelles– Longueur/largeur 0,1 % à 20 °C entre 50 st 90 % H.R.– Epaisseur : gonflement < 12 % après 24 h d'immersion dans l'eau NF B 51.252
Perméabilité à la vapeur d'eau 1,6 X 103 g/m2h mm Hg - PV du C.E.B.T.P. N° 632.6 831
Humidité 8 à 11 % après stabilisation à 20 °C à 65 % H.R.
Collage Urée formol : emploi en milieu sec – mélaminé urée formol : emploi en milieu humide
35 mm (label CTB-S) 50 mm (label CTB-S) 70 mm (hors label)Module d'élasticité en flexionNF B51.124 2 000 MPa 1 800 MPa 1 500 MPa
Contrainte de ruptureen flexion NF B 51.124 � 10 MPa � 8 MPa � 7 MPa
Flambement Charge de rupture : 8 000 kg pour une cloison CTB-H de 50 mm en 250 x 90 cmEssai du CEBTP - PV n° 512.8.746
Cloisons standard et mixtes bois-lin
Cloison standard Cloison mixte
Unités 35 mm 50 mm 35 mm 50 mm
Poids kg/m2 18 24,75 15 20
Masse volumique kg/m3 515 495 425 400
Module d'élasticité en flexionNF B 51.224 MPa 1 500 1 300 1 000 -
Collage Urée-formol Urée-formol
Réaction au feu M3 M3 M3 M3
■ LIAISON AVEC LE GROS ŒUVRESeuls les systèmes de liaison élastiques permet-tant les mouvements du bâtiment sans compri-mer la cloison sont agréés par le C.S.T.B.comme procédé de montage dans l'habitat.Isoroy préconise 3 types de montage :
– par vérin;– par assemblage dit « menuiserie » : montage fixe ;– par profilé métallique.
■ LIAISON DES ÉLÉMENTS ENTRE EUXLes rives longitudinales des cloisons sont rainu-rées pour un assemblage par fausse languetteen panneaux bois ou en PVC creux, classé« vide technique » (fausse languette 22 x 28)homologuée pour le passage des câbles élec-triques.Il y a lieu alors de prévoir des jeux de dilatationaux jonctions des murs et aux huisseries.
Montage par vérin
Montage menuisé
978271353446_088_094_MB 6/06/13 15:36 Page 94

POSEPROCÉDÉCOURANT
Dérivés du bois
95
bande de mousse auto-adhésive
habillage bois
fausse languette boislisse bois verticale
poteau d'angle
profil boiscloué
panneau de cloisonhuisserie bois
bande de mousse auto-adhésive
lisse bois horizontale
vérin
panneau de cloison
plinthe
lisse bois
bande de mousse auto-adhésive
Coupe horizontale
Coupe verticale
978271353446_095_100_MB 6/06/13 15:37 Page 95

96
Panneaux de cloison et de décor
POSE(salle d'eau)
2.9.2 PANNEAUX DÉCOR
bandes de mousse imprégnées de bitume couvre-joint PVC collé
fausse languette boisrevêtement mélaminésur cloison
revêtement
plinthe plastiquecollée
cordon de mastic
profilé U ABS ou PVC
plinthe céramique
carrelage
bande de moussebande de mousse
De nombreux panneaux sont employés en décoration horizontale ou verticale.
TYPES
Supports Formats (cm) Épaisseurs mm Gammes essences
305 ¥ 153250 ¥ 153250 ¥ 122
5 - 7 - 9 - 13 -15 18 - 22
StandardAcajou traditionAcajou rayonnéChêne tradition filChêne ébénisterie filChêne ébénisterie dosseChêne agencementFrêne traditionFrêne ébénisterieFrêne agencementHêtre blancPin clair
DécorAfror mosiaAniegréChâtaignierFramireHêtre étuvéKoto (ou similaire)LimbaMakoréMélèzeMerisier de France
305 ¥ 153250 ¥ 153250 ¥ 122
16 - 19 - 23
305 ¥ 153 5
275 ¥ 153 sur demande 11 - 13 - 17 - 19 - 23
250 ¥ 122 11 - 13 - 17 - 19 - 23
250 ¥ 122 9 - 11 - 13 - 16 - 19 - 23
303/275 ¥ 165 9 - 11 - 13 - 16 - 19 - 23
250 ¥ 153 sur demande 16 - 19 - 23
Possibilité support hydrofuge en 13 - 16 - 19 - 23
978271353446_095_100_MB 6/06/13 15:37 Page 96

Dérivés du boisSupports Formats (cm) Épaisseurs mm Gammes essences
305 ¥ 122250 ¥ 122
5 - 9 - 16 -19
DécorMerisier USMovinguiNoyer de FranceNoyer USOrme USPalissandre brasiliaPin d'OrégonSapelli rayonnéSapinSycomore traditionSycomoreTeck
303 / 272 ¥ 165303 / 250 ¥ 122
303 / 272 ¥ 90 / 609 - 11 - 13 - 17 - 20 - 23
TYPES(suite)
POSE ENHABILLAGEVERTICAL
■ PRÉCAUTIONS PARTICULIÈRESLorsque les panneaux forment une gaine pourdes conduites de fluide chaud, prévoir le retraitdes panneaux dans les zones chaudes : sys-tèmes à couvre-joints, joints ouverts...Lorsque les panneaux sont disposés bout àbout, prévoir le rattrapage des variations dimen-sionnelles au droit des joints : joints creux,coupe de pierre, etc.Ne jamais bloquer un panneau, ni au sol, ni auplafond.
Toujours laisser un jeu pour pallier aux allonge-ments occasionnés par une reprise d'humiditééventuelle.En revêtement mural, le bas des panneaux seraprotégé des chocs et de l'humidité.Sur murs humides ou murs extérieurs, la contre-face des panneaux doit être ventilée.Lorsque l'humidité est importante et l'occupationdes locaux saisonnière, utiliser obligatoirementles panneaux à collage résistant à l'humidité.
■ POSE SUR OSSATURE RAPPORTÉEOn établit une ossature qui permettra de rattraper les inégalités du mur et, si nécessaire, de ventiler lacontreface des panneaux. Trois types d'ossature suivant les produits :
■ POSE DIRECTE PAR COLLAGEUtiliser une colle mastic Néoprène (cordon de Δ 6à 8 mm).
Afficher le panneau à son emplacement et marou-fler fortement (pour transfert de colle).Décoller légèrement pour faciliter l'évaporationdes solvants (fig. 1). Appliquer de nouveau etmaroufler énergiquement (fig. 2).
1 2
tasseaux verticaux tasseaux horizontaux châssis cadre
L
40 x 20 mm mini
50 cmmaxi
50 cmL
DOC ISOROY
97
978271353446_095_100_MB 6/06/13 15:37 Page 97

98
2.10 PANNEAUX MÉLAMINÉSL'association d'un panneau et de papier décoratif imprégné de résine permet l'obtention d'unproduit mélaminé employé en agencement, mobilier et décoration.
■ L'OUTIL– Denture rapportée en carbure de tungstène
avec biseaux alternés ou profils spéciaux.– Différentes arêtes tranchantes.
– Il est conseillé d'utiliser une deuxième lame dite« traceuse ».
CARACTÉRIS-TIQUES
SCIAGE
Panneaux de particules (copeaux ou fibres) revê-tus de papiers préalablement imprégnés derésines thermodurcissables.La liaison de ces papiers avec le panneau sup-port et la polymérisation des résines d'imprégna-tion est obtenue par pressage à chaud dans desconditions très précises de pression et de tempé-rature.
Panneaux support CTB-S Panneaux support CTB-H Panneaux support MDF
Épaisseur mm 8 12 16 19 22 35 8 12 16 19 22 35 12 16 19 22 25
Tolérances mm ± 0,3 ± 0,4 ± 0,4 ± 0,5 ± 0,3 ± 0,4
Dimensions mm 3 050 ¥ 1 850 3 050 ¥ 1 850 3 050 ¥ 1 850
Tolérances mm ± 5 ± 5 ± 2
Humidité % 9 ± 3 9 ± 3 7 ± 2
Densité kg/m2 765 732 690 672 670 634 775 742 715 697 608 609 820 795 795 790 785
Résistance en flexion MPa �18 �16 �14 �10 �22 �20 �19 �17 �12 �40 �35 �30
USINAGES
■ RECHERCHE DE LA VITESSE DE COUPE DE LA LAME (scie)
fréquence de rotation de l'arbre en tr/min
Diamètre de l'outil (mm) 2 500 3 000 3 500 4 000 4 500 5 000 5 500 6 000
150 43 47
180 Trop lent 42 47 51 56
200 41 47 52 57 62
250 46 52 58 65 72 78
300 47 55 62 70 78 86 94
350 45 55 64 73 82 91 100
400 52 62 73 83 94Trop rapide
Vitesse de coupe en m/s
pas (inférieur à 20 mm)
si éclats de ce côté
si éclats de ce côté
monter
baisser
Papier + résine
Papier + résine
Support
978271353446_095_100_MB 6/06/13 15:37 Page 98

Dérivés du bois
CALIBRAGE
■ RECHERCHE DE LA VITESSE DE COUPE
Exemplede machines :– Toupie– Dégau-
chisseuse
2.11 BOIS PROFILÉIl s’agit de résineux blancs ou rouges (généralement du Nord) ayant subi une opération deprofilage.
■ BORD ARRONDI10 ¥ 470 10 ¥ 53 10 ¥ 70 10 ¥ 9510 ¥ 110 13 ¥ 70 13 ¥ 95 13 ¥ 110
LAMBRIS
LAMES PARQUET
PLINTHES
7 8495
e
8895
■ ÉLÉGIE10 ¥ 90 12 ¥ 90 12,5 ¥ 90 013 ¥ 9016 ¥ 90 18 ¥ 90 ,518 ¥ 135 22 ¥ 135
■ MOUCHETTE10 ¥ 90 10 ¥ 105 12,5 ¥ 90
7 8895
103113
� 5 � 5
■ GRAIN D'ORGE10 ¥ 90 12 ¥ 90 12,5 ¥ 90
■ DOUBLE MOUCHETTE10 ¥ 105 12 ou 12,5 ¥ 105
8895
7
21
8895
721
■ STANDARD21 ¥ 90 22 ¥ 90 22 ¥ 105 22 ¥ 140
■ POUR MEZZANINE21 ¥ 90 22 ¥ 90
■ BORD DROIT10 ¥ 470 10 ¥ 53 10 ¥ 70 10 ¥ 9510 ¥ 110 13 ¥ 70 13 ¥ 95 13 ¥ 110
70 / 95 / 11015 � 70 / 95 / 110
15 �
Cote commerciale de largeur = cote totale – largeurlanguette + jeu de pose. Exemple: 90 = 95 – 7 + 2
Vitesse de rotation de l'arbre en tr/min
Diamètre de l'outil (mm) 4 000 5 000 6 000 7 000 8 000 9 000 10 000
60Trop lent
27 30
80 28 32 36 40
100 25 30 35 40 45 50
120 30 36 42 48 54 60
140 28 35 42 49 56
160 33 40 48 56 Trop rapide180 36 45 54
Vitesse de coupe en m/s
99
978271353446_095_100_MB 6/06/13 15:37 Page 99

100
Bois profilé
Aspect du bois A B A/B
Décoration (bleu) Non admise Tolérée en contre-parement
Fentes Gerces non traversantes admises Légères gerces non traversantesen contre-parement admises en parement
Nœuds sains Admis Admis
Nœuds noirs Δ maxi : 1/4 de la largeur vue Δ maxi : 1/4 de la largeur vue
Nœuds sautés Non admisΔ 6 mm admis
(distance entre nœuds maxi 1,5 m)
Trace de cœur Légères admises en parement Cœur sain admis en parement
Poche de résinePetites poches – Poches longues –
Longueur maxi 20 mm Longueur maxi : 40 mm
Entre-écorce Non admis Limité à 6,5 x 50 mm
Piqûres d'insectes Non acceptées Accepté en parement
Les manques de rabotage et le respect des tolérances interviennent dans les classements d'aspect
ÉLÉMENTS DE VOLETS
BARDAGECLIN
PLANCHES DE RIVES
CLASSEMENTCOMMERCIAL
7 888
21
7 88 958
21
21 /
27
45�
■ LAMESGrain d'orge21 ¥ 90 22 ¥ 900 27 ¥ 9028 ¥ 90 22 ¥ 105 28 ¥ 105
■ MOUCHETTE21 ¥ 90 22 ¥ 905 27 ¥ 9028 ¥ 90 22 ¥ 105 28 ¥ 105
■ ÉCHARDE21 ¥ 95 22 ¥ 70 27 ¥ 9528 ¥ 70 28 ¥ 90
130
30�30
1510
21
145
130 15
21
40
■ BARDAGE21 ¥ 130 17 ¥ 135
■ CLIN À RECOUVREMENT18 ¥ 135 21 ¥ 130 22 ¥ 135
145 / 170 / 195 / 220
21
145 / 170 / 195 / 220
21
15 13
145 / 170 / 195 / 220
21
15 13
13
R = 15
145 / 170 / 195 / 220
21
13
R = 15
■ CARRÉE21 ¥ 115 22 ¥ 955 22 ¥ 110 22 ¥ 14022 ¥ 165 21 ¥ 170 22 ¥ 190 21 ¥ 195
22 ¥ 215 21 ¥ 220
■ CARRÉE AVEC RAINURE21 ¥ 145 21 ¥ 17021 ¥ 195 21 ¥ 220
■ À GORGE221 ¥ 145 21 ¥ 170221 ¥ 195 21 ¥ 220
■ À GORGE ET RAINURE21 ¥ 145 22 ¥ 145 21 ¥ 17022 ¥ 170 21 ¥ 195 22 ¥ 220
Exemple
Comprend généralement
70 % de A et 30 % de B
978271353446_095_100_MB 6/06/13 15:37 Page 100

101
FENÊTRES
VOLETS
3.1 ALUMINIUM3.1.1 APPLICATIONS
Apprécié pour ses qualités de résistance et d'esthétique, l'aluminium est devenu un matériauclassique utilisé aussi bien en construction dans les domaines de l'agencement, de la menuise-rie et du mobilier qu'en rénovation.
3. MATÉRIAUX ASSOCIÉS
■ CHÂSSIS MOBILES SUR ORGANESDE ROTATION
■ VOLETS
■ COUPE VERTICALE
• PORTE-FENÊTRE 1 OU 2 VANTAUX
■ COUPE HORIZONTALE
• FENÊTRE 1 VANTAIL
IMPORTANT :Toujours se référer aux derniers cata-logues des fabricants
978271353446_101_109_MB 6/06/13 16:01 Page 101

SECTIONSVERTICALE
ET HORIZONTALE
3.1.2 MENUISERIE MIXTE ALUMINIUM-BOIS
DOC. CROISÉESINTER
SECTION A-A
SECTION B-B
102
Aluminium
IMPORTANT :Toujours se référer aux catalogues les plus récents des fabricants de profils.
978271353446_101_109_MB 6/06/13 16:01 Page 102

DEVANTUREDE MAGASIN
3.1.3 AGENCEMENTS EXTÉRIEURSMatériaux associés
■ PRINCIPEDes fournisseurs proposent des gammes complètes de profilés et d'accessoires pour fabriquersur mesure des devantures de magasins extrêmement variées avec un minimum d'outillage.Les profilés carrés, rectangulaires ou angulaires, anodisés ou laqués se combinent pour accueillirdes remplissages verriers, panneaux de bois, panneaux composites, etc., de diverses épaisseurs.
■ EXEMPLEDevanture mouvementée de magasin :Les profilés multi-départs et d'angles particuliersaccompagnant les façades asymétriques, conju-guent larges vitrines et mouvement rentrant de laporte.
103
DOC. TECHNAL
978271353446_101_109_MB 6/06/13 16:01 Page 103

CLOISONS ET
DISTRIBUTIONS
3.1.4 AGENCEMENTS INTÉRIEURS■ PRINCIPEDes profilés et accessoires permettent de réaliser des agencement divers et adaptés :Vitrines à portes sur paumelles ou coulissantes, présentoirs et mobiliers, façades, etc.Aussi : Cloisons et distributions de bâtiments administratifs et de bureaux.
■ EXEMPLECloisons de bureaux du sol au plafond :Les matériaux, l'allure architecturale de l'agence-ment (opacités ou transparences, trames verticalesou horizontales), sont autant de variantes possiblespour que les cloisons fassent partie du décor.La rapidité de mise en œuvre à sec, sans dégâtspour les autres corps d'état du second œuvre rendle système compétitif.
104
Aluminium
DOC. TECHNAL
978271353446_101_109_MB 6/06/13 16:01 Page 104

105
IMPORTANT :Toujours se référer aux catalogues les plus récents des différents fabricants de profils.
CARACTÉRIS-TIQUES DU PVC
3.2 PLASTIQUES PVC
Matériau de synthèse, le PVC (Polychlorure de vinyle) entre dans la conception d'ouvrages dubâtiment comme les menuiseries, les vérandas, les clôtures, etc.
Physiques Normes Unités Valeur Thermiques
poids spécifique 23 °C ISO1183 kg/dm3 1,52 coefficient dedilatation linéaire
dureté shore D, 23 °C ISO 868 - 82 de -40 à + 10°C ASTM D 696 m/m � K 5 � 10–5
tension à la rupture, 23 °C ISO 527 MPa 45 de + 10 à + 40°C ASTMD 696 m/m � K 6 � 10–5
allongement à la rupture, 23 °C ISO 527 % > 120 point vicat ISO 306 °C 82
tension au seuil d'écoulement, 23 °C ISO 527 MPa 45 coefficient de conduc-tibilité thermique ASTM C177 W/m � K 0,17
module d'élasticité, 23 °C ISO 527 MPa 3100 température de fléchissement souscharge (1,85 MPa) ISO 75 °C > 72
3.2.1 ÉLÉMENTS DE MENUISERIE EN PVCLes principales menuiseries fabriquées en PVC sont mobiles sur organes en rotation ou coulissantes.Elles sont également adaptées à la rénovation.
quincaillerie de rotation
joint de vitrage
parclose
chambre principale
joint de battement
chambre
vitrage isolant
jet d'eau
chambre
joint central
profilé de renfort
chambre d'isolation
PORTES EN
ROTATION
POSE ENFEUILLURE
■ PORTE D'ENTRÉE 2 VANTAUX
978271353446_101_109_MB 6/06/13 16:01 Page 105

106
VERRESMONOLI-THIQUES
3.3.1 PRODUITS VERRIERS■ VERREConstituants :72 % de silice (sable)14 % de soude10 % de chaux4 % d'oxydes divers (magnésie, alumine, colorants)Une certaine quantité de verre broyé entre dans la composition du verre
■ VERRE PLAT « FLOAT »
■ VERRE ARMÉ
■ VERRE À COUCHE
■ VERRE PLAT COULÉ (LA GLACE)
■ VERRE TREMPÉ
La trempe a 2 effets importants :
Le verre trempé résiste à des sollicitations exté-rieures plus élevées que le verre ordinaire. Sa résis-tance mécanique est environ 5 fois supérieure àcelle du verre ordinaire.En cas de rupture, le trempé se brise en tous petitsmorceaux présentant des arêtes émoussées (dangerde blessures réduit).Les produits verriers trempés seront percés etdécoupés avant le trempe.
■ MIROIR
Enduction d'une couche d'argent, de cuivre et de
vernis de protection sur un verre float.
■ VERRE IMPRIMÉ
Verre plat coulé imprimé par laminage.
Il peut être lisse et poli sur une face.
Oxydes diversChaux
Soude
Silice
Approvisionnés en continu, les constituants sont portés à 1 500 °C dans un four.
La masse fondue coule sur un bain d'étain en fusion.
Refroidissement sans polissage ultérieur.
Verre coulé dans lequel est incorporé un treillis d'acier.
Les mailles de ce treillissont de 12,5 mm ou de 25 mm.
Les vitrages réfléchissants sont obtenus par dépôt d'une couche d'oxyde métallique
sur la surface d'une plaque claire.
Procédé pyrolithiqueDépôt de la couched'oxyde métallique à la sortie du float encore en fusion.
Procédé électromagnétique
Le dépôt de la couched'oxyde métallique sefait par pulvérisation
sous vide.
Approvisionnés en continu, les constituants sont portés à 1 800 °C dans un four.
Après avoir été laminée, la masse fondue est polie sur les deux faces.
Transformation du verre plat
Trempe thermiqueLa feuille de verre est
chauffée uniformément à une température de
+ 700 °C (dite de ramollissement)
Refroidissement trèsrapide par soufflage
d'air froid sur les 2 faces.
Trempe chimiqueRemplacement par
diffusion d'une partiedes ions sodium deverre par des ions
potassium provenantd'un sel fondu aucontact du verre.
Obtention d'un état de contraintes permanent
3.3 VERRE
978271353446_101_109_MB 6/06/13 16:01 Page 106

Matériaux associés
107
■ VITRAGE ISOLANT (THERMIQUE)Il est composé de deux ou plusieurs verres simplesou transformés séparés entre eux par un ou plu-sieurs espaces d'air déshydratés ou de gaz
Cette structure permet d'améliorer les caractéris-tiques d'isolation thermique du vitrage et une atté-nuation acoustique notable
■ VERRE FEUILLETÉ À BASE DE RÉSINES COULÉES
Il s'agit de résines polymériques que l'on coule entredeux feuilles de verre et qui polymérisent ensuite àl'aide d'un rayonnement UV ou d'un catalyseur.Certains types de résines coulées offrent de bonnesperformances acoustiques avec toutefois de faiblesperformances mécaniques.
■ VITRAGE DÉCORATIF FEUILLETÉL'incorporation d'un film imprimé ou d'un objet platentre les deux couches de PVB d'un verre feuilletépeut permettre la réalisation d'éléments décoratifs.Produits de substitution au verre
VERRES COMPOSÉS
PRODUITSDE
SUBSTITUTIONAU
VERRE
Espace d'air déshydraté ou de gaz
■ POLYMÉTHYLE MÉTACRYLATEMatériau acrylique sous forme de panneaux transpa-rents, qui offre l'avantage d'être léger.Il n'a qu'une faible résistance aux chocs.Il a également une mauvaise résistance à l'abrasion.
■ POLYCARBONATELes panneaux de polycarbonate sont fabriqués parextrusion de résine de polycarbonate.Ils offrent une excellente résistance aux chocs.Ce matériau est très léger et facile à poser.
■ VERRE FEUILLETÉ À BASE DE PVBIl est composé de deux ou plusieurs verres simplesou transformés collés entre eux par une ou plusieurscouches d'un intercalaire en Butyral de Polyvinyle(PVB).
Le verre feuilleté résiste à l'impact. Lors d'un chocavec un corps quelconque, le verre se fendille ; lepoint d'impact est localisé et la visibilité reste intacte.L'intercalaire maintient les morceaux de verre enplace. La configuration du feuilleté doit être adaptéeà la nature des chocs que l'on craint.
■ VITRAGE RÉSISTANT AU FEU
Butyral de Polyvinyle (PVB)
Pare-flamme (classe G)Vitrages résistants aufeu et assurant l'étan-chéité aux flammes et
aux gaz chauds ouinflammables.
Certains verres armésou à faible dilatation
répondent à cette exi-gence un certain temps
d'exposition au feu.
Coupe-feu (classe F)Vitrage pare-flamme em-pêchant la propagationde chaleur (� 140 °C).
Certains vitrages à basede résine intumescente
ainsi que le double-vitrage à gel aqueux
répondent à cette exigence pendant un
certain temps d'exposition au feu.
■ FILM POLYESTER À POSER SUR LES VITRAGES
Films très minces (50 à 200 microns) à appliquer surles vitrages existants.Ces films sont enduits d'un adhésif puissant protégépar une pellicule qui est enlevée avant la pose. Ilssont généralement posés sur la face interne devitres. La fonction principale de ces films est de limi-ter la projection de fragments de verre en cas debris accidentels.
Source : Centred'Information du
Verre feuilleté
978271353446_101_109_MB 6/06/13 16:01 Page 107

108
Verre
Excellent Moyen Acceptable Inacceptable/déconseillé
➀ Dépend de la résine coulée
➁ En assemblage avec du verre/PU/PC
➂ Alvéolaire
TABLEAU DECHOIX SELON
L'APPLICA-TION RECHER-
CHÉE
TABLEAU DECHOIX SELONLES CRITÈRESDE SÉCURITÉ
3.3.2 APPLICATIONS
Sim
ple
Trem
pé
Arm
é
Miro
ir
Impr
imé
À co
uche
s
Isol
ant
Feui
lleté
PVB
Feui
lleté
rési
ne
Applications
Produits
Fermeture
Thermique et solaire
Isolation acoustique
Sécurité
Décoration
Anti-feu
Anti-UV
Produits
Types de sécurité
➂
➀
➀
➁
➁
➀ À condition que un (des) panneau(x) du vitrage soit (soient) du (des) verre(s) transformé(s) au type d'application requise.
➁ Dépendant du type de résine.
➂ PVB décoré.
Feui
lleté
PV
B
Feui
lleté
rési
nes
Trem
pé
Acry
lique
(PM
MA)
Poly
car-
bona
te
Film
s po
lyes
ter
Anti-blessures (débris non coupants)
Anti-vandalisme (jet de pierre)
Retardateurs d'effraction (pieds de biche, hache...)
Anti-balles
Résistance à l'abrasion
Résistance au vieillissement
Protection aux UV
Stabilité dimensionnelle
Esthétique
➀
➀ ➁
➀
➀
➂
978271353446_101_109_MB 6/06/13 16:01 Page 108

Matériaux associés
109
CALAGE
MISE ENPLACE DUCALAGE
3.3.3 CALAGE DU VITRAGE
cales d'assises
cales périphériques demaintien ajustées
cales périphériques desécurité
Le calage du vitrage doit être effectué avec soin afin :● que le vitrage se maintienne sans peine,● que l'indépendance châssis/vitrage soit assurée.
Nécessité du calage pour :
● Transmettre le poids du vi-trage au châssis
● Éviter les déplacements duvitrage dans son plan
● Assurer une épaisseur régu-lière aux garnitures d'étan-chéité
● Reporter sur le châssis lessollicitations perpendiculai-res au vitrage
Cales d'assises
Cales périphériques de maintien ajustées
Cales périphériques de sécurité
Cales latérales
garnitureprincipale
garnituresecondaire
verre
parclose
calage
Châssis fixe
Châssis à guillotine
Châssis à soufflet
Châssis basculant
Châssis à la française
Porte avec imposte
Châssis coulissant
Châssis à visièreChâssis pivotant à axe décalé
Châssis oscillo-battant
Châssis pivotant centré
Analyse combinatoire : voir p. 503.
978271353446_101_109_MB 6/06/13 16:01 Page 109

PerformancesPrésentations Utilisations
Densité
(kg/m3)
Conductivité
thermique (�) (3)
Lambda sec
à 10 °C (�) (2)
Résistance thermique : R
(selon épaisseur en cm)
Exemples (4)
Phonique Thermique 10 15
Orig
ine
min
éral
e
Laine de roche
Bonne BonnePanneaux – Rouleaux – Flocons
Toitures – Combles – Murs – Dalles flottantes Cloisons…
40 0,034 à 0,040 2,50
Orig
ine
min
éral
e
Laine de verre
Bonne BonnePanneaux – Rouleaux – Flocons
Toitures – Combles – Plafonds – Murs – Cloisons
25 0,032 à 0,040 2,85
Perlite Moyenne BonnePanneaux – Granules
Toitures – Combles – Plafonds
90 0,045 à 0,050 2 à 2,22
Vermiculite Moyenne Bonne Panneaux – VracToitures – Combles perdus
75 à 130 0,060 à 0,080
Orig
ine
anim
ale
Laine de mouton
Bonne BonnePanneaux – Rouleaux – Vrac – Feutres
Murs – Toitures – Planchers – Combles
10 à 30 0,035 à 0,045 2,22 à 2,85 4,05
Orig
ine
anim
ale
Plumes Bonne Bonne Panneaux – Vrac
Planchers – Combles perdus – Cloisons – Faux Plafonds – Ossature bois
0,033 à 0,042
3,75 (rouleaux)
3,57 panneaux
Orig
ine
végé
tale
Fibres de lin Bonne BonnePanneaux – Rouleaux – Vrac – Feutres
Murs – Toitures – Planchers – Combles
18 à 35 0,037 2,70
4,05 rouleaux
3,75 panneaux
Orig
ine
végé
tale
Laine de coton
Bonne BonnePanneaux – Rouleaux – Vrac – Feutres
Sols – Toitures – Combles – Murs
20 à 30 0,040 à 0,052 2,50 à 2,85
Laine de cellulose
Bonne Bonne
Panneaux – Vrac (compactée ou semi-compactée)
Planchers – Combles perdus – Cloisons – Faux Plafonds – Ossature bois – Toitures
70 à 100 Pan-
neaux 320
0,040 à 0,052 2,50
Ouate de cellulose
Bonne BonnePanneaux – Granulés
Planchers – Combles perdus – Cloisons – Faux Plafonds – Ossature bois
35 à 45 0,038 à 0,040 2,50 à 2,85 3,75
110
3.4.1 CHOIX D'UN MATÉRIAU D'ISOLATION : TABLEAU COMPARATIF
3.4 MATÉRIAUX D'ISOLATION
978271353446_110_128_MB 6/06/13 16:02 Page 110

: R
m) Longévité
Comportement à
l’humiditéComportement au feu
Énergie
grise
kWh/m3 (1)
Santé Divers
Orig
ine
min
éral
e
Bonne – Tassement possible dans le temps
Perméable à la vapeur d’eau mais conserve toutes ses qualités d’isolant après séchage
M0 (incombustible) M1 (ininflammable)
123 à 10006 selon condi-tionnement
N’émet pas de gaz à haute température – Peut entraîner des irritations cutanées ou respiratoires – Dangerosité des fibres sur les voies respiratoires
Difficilement recyclable notamment pour les panneaux composites
Imputrescible – Pas de moisissures – Dégradation pos-sible par les rongeurs Tassement possible dans le temps
Perméable à la vapeur d’eau – Performances ther-miques réduites par l’humidité – Retrouve ses propriétés initia-les après séchage
M0 (incombustible) M1 (ininflammable)
242 à 1344 selon condi-tionnement
Pas de risques pour la santé mais des irritations sont possibles lors de la pose – Peut entraîner des irritations cutanées ou respiratoires – Développe des champs électrostatiques
Naturellement incombustible
Excellente – Très bonne stabilité dans le temps – Résiste aux bactéries, rongeurs et champi-gnons
Hydrophile donc doit être associé à un hydrofuge
M0 (incombustible par nature)
230
Ne dégage aucun gaz toxique en cas d’incendie – N’occasionne aucune réaction allergène – N’est pas dangereux pour l’environnement
Extrêmement durable et écologique n’impliquant peu ou pas d’étapes de transformation
ExcellenteNécessite un traite-ment hydrofuge
M0 (incombustible) 230Ne dégage aucun gaz toxique en cas d’incendie
Capacité d’isolement des champs électromagnétiques
Orig
ine
anim
ale
Moyenne – Attention au tassement vertical
Grande capacité d’absorption d’eau donc impropre aux espaces et parois humides ainsi qu’au sol
Pas de classement (normalement ininflammable et tend vers l’auto–extinction) – Pose d’un parement obligatoire contre le feu
55
Écologique et sans danger pour la santé – Biodégradable, recyclable et réutilisable
Traitement spécial contre les moisissures et les insectes (mites) – Bon isolant contre les bruits aériens
ux)
ux
Moyenne – Attention au tassement vertical
Perméable à la vapeur d’eau mais conserve toutes ses qualités d’isolant après séchage
Sensible au feu, doit être recouverte d’un parement et éloignée des sources de chaleur
55Pas allergène – Facilement recyclable
Traitement spécial contre les champignons et les insectes – Nécessite un équipement de protection lors de la pose – Bon isolant contre les bruits aériens
ux
ux
Orig
ine
végé
tale
Très bonne – Tasse-ment possible – Naturellement impu-trescible
Possède des capaci-tés d’absorber et de restituer l’humidité – Bon régulateur
Vrac : M2 (difficilement combustible – Difficilement inflammable)
30
Sans danger pour l’environnement – En cas d’incendie, pas de dégagement toxique
Traitement spécial contre les champignons et les insectes – Bon isolant contre les bruits aériens
Bonne – Peut se tasser au fil des an-nées quand elle est utilisée verticalement
Très perméable à la vapeur d’eau – Insensible à l’humidité – Ne se tasse pas après avoir été mouillée
Pas de classement (de normalement à difficilement inflammable)
Élevée (due au transport)
Écologique quand elle est issue du recyclage – Sans danger pour l’environnement – En cas d’incendie, pas de dégagement toxique
Nécessite des protections lors de sa mise en place (poussières) – Composée de coton naturel et de cotons recyclés – Bon régulateur hygrométrique
Moyenne – Insensible aux micro-organismes – Imputrescible
Bon régulateur hy-grométrique – Perd ses performances suite à un contact prolongé avec l’eau
Panneaux texturés, non classés en France – Panneaux d’agencement ignifugés M1 (ininflammable)
Très faible (6)
Ne provoque pas de dégagement toxique
Nécessite des protections lors de sa mise en place
Moyenne – Possibili-tés de tassements
Bon régulateur hy-grométrique – Perd ses performances suite à un contact prolongé avec l’eau
M1 – M2 (difficilement combustible – Difficilement inflammable)
50 à 158 selon condi-tionnement
Sans inconvénient pour la santé
Nécessite des protections lors de sa mise en place
Matériaux associés
111
978271353446_110_128_MB 6/06/13 16:02 Page 111

PerformancesPrésentations Utilisations
Densité
(kg/m3)
Conductivité
thermique (�) (3)
Lambda sec
à 10 °C (�) (2)
Résistance thermique : R
(selon épaisseur en cm)
Exemples (4)
Phonique Thermique 10 15
Orig
ine
végé
tale
(sui
te)
Granules de chanvres
Bonne Bonne Vrac
Murs – Toitures – Cloisons – Combles – Sols (dalles et planchers)
110 0,048 3,125
Orig
ine
végé
tale
(sui
te)
Fibres ou laine de chanvre
Bonne BonnePanneaux – Rouleaux – Vrac – Matelas
Murs – Toitures – Cloisons – Combles – Planchers
25 à 60 0,039 2,50
3,125 rouleaux
3,85 panneaux
Liège Très bonne Très bonnePlaque – Vrac – Dalles – Rouleaux
Combles non–habitables – Toitures – Sols – Murs
80 à 120 0,032 à 0,045 2,22 à 3,123,57 vrac
3,85 panneaux
Fibres de bois
Très bonne Très bonne
Panneaux rigides – Panneaux semi–rigides – Vrac
Murs – Toitures – Cloisons – Sols (dalles et planchers)
130 à env. 270
0,042 à 0,070 2,38 à 2,63
Orig
ine
synt
hétiq
ue
Polystyrène expansé (PSE)
Bonne Moyenne
Panneaux – Vrac – Éléments découpés ou moulés
20 à 30 0,031 à 0,039 2,85
Orig
ine
synt
hétiq
ue
Polyuréthane(PUR)
Bonne MédiocrePlaques – Projection – Mousses
Pan-neaux
40 Mousse
30
0,025 à 0,030 3,33 à 4,00
Polystyrène extrudé (XPS)
Bonne MédiocrePanneaux – Rouleaux
20 à 30 0,028 3,57
Ther
mo–
réfle
cteu
rs
Isolant mince
Bonne (associé à un autre élément)
Bonne (associé à un autre élément)
Rouleaux – Panneaux
Combles – Murs – Sols – Toitures
Selon nombre de couches et leur
nature
Très faible de 0,1 à 0,5
Très faible de 0,1 à 0,5
Ther
mo–
réfle
cteu
rs
(1) L’énergie grise représente la somme des énergies nécessaires à la production et à l’exploitation d’un matériau, comprenant sa conception, son extraction, sa transformation, son transport, sa commercialisation, son usage et son recyclage.(2) Voir § 14.4 Isolation thermique pages 391 à 397.
(3) V(4) V
112
Matériaux d'isolation
978271353446_110_128_MB 6/06/13 16:02 Page 112

: R
m) Longévité
Comportement à
l’humiditéComportement au feu
Énergie
grise
kWh/m3 (1)
Santé Divers
5
Orig
ine
végé
tale
(sui
te)
BonnePas de classement (équivalent M2)
40
Permet aux murs de respirer naturellement – Absence de nocivité chimique dans le temps – Sain et sans danger pour la santé et pour l’environnement
Thermo–régulateur, assure un bon confort en toutes saisons avec diffusion de froid ou de chaud en différé – Répulsif pour les rongeurs – Excellent régu-lateur hygrométrique
5 ux
ux
Bonne – Naturelle-ment imputrescible, antifongique et anti bactérien – Pour garantir sa résistance dans le temps, ajouts de liants synthétiques ou de coton
Pas de classement (équivalent M2)
40
Permet aux murs de respirer naturellement – Absence de nocivité chimique dans le temps – Sain et sans danger pour la santé et pour l’environnement
Thermo–régulateur, assure un bon confort – Répulsif pour les rongeurs – Excel-lent régulateur hygromé-trique
ac
ux
Bonne – Résiste bien au tassement dans le temps – Ne se désagrège pas – Insensible aux micro-organismes, imputrescible et quasiment inaltérable – Attention, les rongeurs peuvent y nidifier
Reste stable aux dif-férences d’humidité – Assez faible perméabilité à la vapeur d’eau
Pas de classement du panneau brut – Panneaux BA15+liège : M1
de 80 à 90
Ne dégage pas de gaz et de fumées toxiques en cas d’incendie et sans effets négatifs pour la santé – Arrête les champs électromagnétiques
Excellent isolant écologique totalement réu-tilisable – Convient à des usages polyvalents mais son coût est très élevé
Bonne
Hygroscopiques, peut stocker l’humidité et régule l’hygrométrie
M2 (difficilement combustible)
13 à 50 (vrac) – 800 à 1400 (pan-
neaux)
Pas de dégagement toxique en cours d’utilisation – Pas de gaz toxique en cas d’incendie
Doit être protégé du feu par un matériau ininflam-mable
Orig
ine
synt
hétiq
ue
Bonne mais instable dans le temps – Peut perdre de son volume – Sensible à l’action des corrosifs et aux rongeurs
Insensible à l’eau – Imperméable à la vapeur d’eau
M1 et M3 (selon additifs ignifugeants)
450
Dangereux en cas d’incendie car dégagement de gaz toxiques et émet au fil des années de faibles quantités de pentane – Dégagement de styrène à la chaleur
Facilement inflammable – Parement de type plâtre nécessaire
Bonne – Imputres-cible – Dégradable par les rongeurs
Insensible à l’eau – Imperméable à la vapeur d’eau
M1 et M3 (selon additifs ignifugeants)
1100
Dangereux en cas d’incendie car dégagement de gaz toxiques et libèrent dans l’air des substances dangereuses (amines, isocyanates)
Recyclable par broyage ou traitement chimique
Bonne mais instable dans le temps – Peut perdre de son volume – Sensible à l’action des corrosifs et aux rongeurs
Extrêmement résis-tant à l’eau
M1 et M3 (selon additifs ignifugeants) – Résistant à la chaleur
850
ble 0,5
Ther
mo–
réfle
cteu
rs
Très bonnePerméabilité nulle à la vapeur d’eau
M1 Élevée
Produit, en principe, sain qui ne présente aucun risque pour la santé – Isolation totalement non respirante.
À proscrire comme sys-tème d’isolation principal dans toute construction – Peut venir en complément
on (3) Voir § 14.4 Isolation thermique pages 391 à 397.(4) Voir § 14.4 Isolation thermique pages 391 à 397.
Matériaux associés
113
978271353446_110_128_MB 6/06/13 16:02 Page 113

114
Matériaux d'isolation
PLAFONDSSUSPENDUS
COMBLESPERDUS
COMBLESAMÉNAGÉS
3.4.2 APPLICATIONS
Les conforts thermique et acoustique nécessitent l'incorporation de matériaux isolants dans lesconstructions.Ils seront posés en isolation des sols, des plafonds, des murs et des toitures.
Sous plancher bois Sous plancher hourdis béton
DOC ROCKWOOL
Isolation phoniqueIsolation phonique
PLATRE
978271353446_110_128_MB 6/06/13 16:02 Page 114

Matériaux associés
■ ISOLATION INTÉRIEURE
COMBLESAMÉNAGÉS
(suite)
MURS
Isolant Isolant
115
978271353446_110_128_MB 6/06/13 16:02 Page 115

116
Matériaux d'isolation
■ ISOLATION EXTÉRIEURE ■ ISOLATION SUR STRUCTURE BOIS
MURS(suite)
DOC ROCKWOOL
Isolant Isolant
Isolant
978271353446_110_128_MB 6/06/13 16:02 Page 116

JOINTS INTERCHAN-
GEABLES
117
■ BLOC PORTE
3.5 PRODUITS D'ÉTANCHÉITÉ ET DE CALFEUTREMENT
3.5.1 JOINTS POUR MENUISERIES NEUVES
La recherche des performances d'isolation dans le bâtiment passe par l'incorporation de jointsdans les menuiseries.
LNS LND TP 5 TP 7 TN 7 TN 10 MN 10 MN 15 MN 20 MN 30 ME 30 MN 18 MI 20
LNS LND TN 7 MN 20M 1 M 1 M 1 M 1
LND MN 10PR PR
Caoutchoucthermoplast.
Caoutchouccoupe-feu M1
Caoutchoucantipeinture
● Caoutchouc thermoplastiqueCaoutchouc nouvelle formule caractérisé par d'exceptionnelles propriétés de souples-se et de longévité dans le temps.
● Caoutchouc coupe-feu M1Caoutchouc vulcanisé « Polychloroprène » ignifugé dans la masse, bénéficiant de plu-sieurs procès-verbaux officialisant ses caractéristiques coupe-feu M1.
● Caoutchouc antipeintureCaoutchouc vulcanisé « EPDM » protégé par une peau pelable antipeinture.
■ POSE AVEC SUPPORT EN INOX ■ POSE DU JOINT
Supportinox7 x 4 mm
978271353446_110_128_MB 6/06/13 16:02 Page 117

118
Produits d'étanchéité et de calfeutrement
JOINTS INTERCHAN-
GEABLES(suite)
JOINTS À « QUEUE
DE SAPIN »
■ BAS DE PORTE ■ CROISÉE – CHÂSSIS
DOC DUAL
● Ces joints sans supports dits à « queue de sapin » pour rainures de4 mm sont disponibles en deux matières distinctes, à savoir PVCsouple et caoutchouc thermoplastique.
● Certains de ces joints peuvent toutefois être pourvus d'une doubledureté (lèvre souple et pied rigide), d'une protection pelable antipeinture, voire d'un fil de verre évitant l'allongement du joint à lapose ; ces joints entrent alors dans la catégorie des joints dits « évo-lués ».
● Il est à noter enfin que certains de ces joints existent aussi enmélange de caoutchouc coupe-feu M2.
Queue de sapin4 mm x 6 mm
PVC souple Caoutchouc thermoplastique PVC avec pied à double dureté plus protection pelable antipeinture
● désignation : joint à lèvre
● référence : LP1
● rainure : 4 ¥ 6 mm
● désignation : joint à tube
● référence : TP1
● rainure : 4 ¥ 6 mm
● désignation : joint d'ouvrant
● référence : OP1
● rainure : 4 ¥ 6 mm
● désignation : joint à lèvre
● référence : LC1
● rainure : 4 ¥ 6 mm
Nota : ce profil existeégalement avec undépart de lèvreimportant LC2.
● désignation : joint à tube
● référence : TC1
● rainure : 4 ¥ 6 mm
● désignation : joint d'ouvrant
● référence : OC1
● rainure : 4 ¥ 6 mm
● désignation : joint à lèvre
● référence : LP1 PR DD
● rainure : 4 ¥ 6 mm
Nota : ce profil existe également pour rainure de 3 mmLP2 PR DD.
● désignation : joint d'ouvrant
● référence : OP1 PR DD
● rainure : 3 ¥ 7 mm
Nota : ce profil existeexclusivement en rainure de 3 mm
● désignation : joint à lèvre
● référence : LC1 PR FV
● rainure : 4 ¥ 6 mm
Nota : ce profil existe également avec undépot de lèvre im-portant LC2 PR FV.
Caoutchouc avec pied non étirableplus protection pelable antipeinture
978271353446_110_128_MB 6/06/13 16:02 Page 118

Matériaux associés
119
JOINTS INTERCHAN-
GEABLES
JOINTS À « QUEUE
D'ANCRE »
3.5.2 JOINTS POUR MENUISERIES RÉNOVÉESUn support aluminium de type A ou de type B fixé en applique contrel'huisserie. Le support de type A est caractérisé par une patte de fixa-tion parallèle à l'axe vertical du profil caoutchouc, alors que le supportde type B possède, lui, une patte de fixation perpendiculaire à cet axe ;les cotes hors tout de ces supports sont 12,4 ¥ 7,8 mm pour le profil Aet 16,0 ¥ 4,8 mm pour le profil B.
Ces joints de rénovation sont en silicone.En effet cette matière accepte des écarts de température extrêmes (de– 60 ° à + 200 °) sans subir d'altération de ses qualités.En rénovation, la souplesse de ces joints permettra d'étancher desouvrants présentant des jeux très faibles en haut et très importants enbas.
LNS LND TP 5 TP 7 TN 7 TN 10 MI 20
LNS LND TN 7M 1 M 1 M 1
LNDPR
Caoutchoucthermoplast.
Caoutchouccoupe-feu M1
Caoutchoucantipeinture
●● Instructions de pose
Cette gamme complète de rénovation a été élaboréede façon à obtenir une étanchéité durable dans letemps sans toutefois nécessiter de « tour de main »particulier pour sa mise en œuvre, ni de préparationpréalable des huisseries.La fixation des supports s'effectue ainsi d'une façonsimple, c'est-à-dire, à l'aide de vis, de pointes ou
d'agrafes sur huisseries bois, de vis Parker ou derivets Pop sur huisseries acier.Pour les chantiers délicats sur huisseries acier, ilsera cette fois possible d'utiliser un adhésif doubleface qui maintiendra le support à sa place duranttoute la phase de perçage, puis de fixation.
978271353446_110_128_MB 6/06/13 16:02 Page 119

120
Produits d'étanchéité et de calfeutrement
Ces joints d'isolation pour portes va-et-vient sont adaptables à toutes les portes battantes allant de 36à 54 mm d'épaisseur ; fabriqués dans un caoutchouc noir d'aspect lisse et brillant, ceux-ci viennent seloger dans un support en aluminium anodisé couleur gris argent appelé « Support alu ».
JOINTS À « QUEUE
D'ANCRE »(suite)
JOINTS ÀLÈVRE SURSUPPORT
JOINTS POUR PORTES
BATTANTESVA-ET-VIENT
Guide à 90° : rainurage en fond de feuillure
Guide droit : rainurage à platGuide droit + guide parallèle : rainurage sur surfaces planes.
Rainureuse portative
Joint à lèvre à semellerigide auto-adhésivelogé sur un support enaluminium à clouer ou àposer sur l'huisserie
Sens recommandé du mouvement d’avance
978271353446_110_128_MB 6/06/13 16:02 Page 120

Matériaux associés
● Le positionnement du joint dans le profil estimportant car il est la garantie d'un bon contact.Les fabricants d'outils de profilage ont étudié lepositionnement optimal des joints.
● Les joints doivent être posés sur un même planen évitant tout décalage.
● Il est important d'avoir une bonne compatibilitéentre les profils des ouvrants et dormants aveccelui du joint.
● Les joints doivent être protégés contre toutesles agressions dues à d'autres travaux (de fini-tion par exemple).
● La flexion ou la compression du joint ne doitpas entraver la fermeture des menuiseries.
● La fixation du joint sera choisie de façon qu'ilsoit remplacé aisément.
CONSEILS DE MISE
EN ŒUVRE
EXEMPLES DE PROFILSAVEC INCOR-
PORATION DE JOINTS
3.5.3 MISE EN ŒUVRE D'UN JOINT
DOC PROFIL ELBE
121
978271353446_110_128_MB 6/06/13 16:02 Page 121

122
Produits d'étanchéité et de calfeutrement
Préfabrication lourdeHorizontalement
● Sous panneaux.● Entre dalle et murs.● Entre plaques de béton cellulaire.
Verticalement● Etanchéité à l'eau et à l'air en
arrière du vide de décompression.
Préfabrication légère● Entre ossature et murs.● Panneaux sandwiches.● Maisons à ossature bois.● Entre éléments de bardage.
Menuiserie● Sous appui en bois, alu, PVC.● Verticalement en précadre sur
béton préfabriqué ou banché.● Sur mur dressé.● Entre dormant et fausses
tapées.
DIFFÉRENTSTYPES
DE BANDESEN MOUSSE
EXEMPLESD'UTILISATION
3.5.4 JOINTS EN MOUSSE
Les bandes de mousse sont employées dans le bâtiment comme joints dans les liaisons :● bois-bois● bois-acier,
● bois-maçonnerie,● maçonnerie-maçonnerie, etc.
MOUSSES IMPRÉGNÉES MOUSSES TECHNIQUES
Description Emplois principaux Description Emplois principaux
Imprégnation bitume
Etanchéité des joints de construction.Préfabrication.Menuiserie.Bardage.Toiture.Isolation thermique et phonique.
Imprégnation caoutchouc synthétique
Résistant aux solvants et peintures, elle restesouple par temps froid.Même utilisation que la mousse imprégnéebitume.
Imprégnation résine acrylique
Comprimée, assure l'étanchéité ou le calfeutre-ment à l'air.Fond de joint durable pour mastics souples.
Rouleaux comprimés des trois typesci-dessus
Etanchéité des joints de construction.Joints entre panneaux ou élément déjà enplace.Pose en cours de montage des éléments pour les joints d'une largeur égale ou supérieure à 10 mm
Mousse souplede polyuréthanne
classée M1
Fonds de joints.Isolation phonique et thermique
Mousse de chlorurede polyvinyle à cellules fermées
Protection contre le froid, les courants d'air et les poussières, les pénétrations d'eau, les bruits, etc.Joints de parties ouvrantes.
Mousse de polyuréthanne à fort pourcentagede cellules fermées
Etanchéité à l'air.Suppression des ponts thermiques et pho-niques.Antivibratil.Compatible avec les mastics plastiques.
Mousse de PVC Etanchéité à l'eau et à l'air.Fonds de joints.
Joint souple intumescent Classé M1 (au contact de la chaleur se transforme en une masse réfractaireet spongieuse).
Feuillures de blocs portes coupe-feu.Pose de vitrage coupe-feu.Assemblage de cloisons.
■ ÉTANCHÉITÉ
■ CALFEUTREMENT
DOC TRAMICO
■ ISOLATION
978271353446_110_128_MB 6/06/13 16:02 Page 122

123
VIS ET BOULONS
TABLEAUGÉNÉRAL
4.1 VIS
4. QUINCAILLERIE
4.1.1 CARACTÉRISTIQUES MÉCANIQUES
4.1.2 LONGUEUR DES VIS À BOIS
Classes de qualité des aciersLes classes de qualité des vis en acier sont désignées par un symbole de 2 nombres séparés par un point.Le premier correspond sensiblement au 10e de la résistance minimale à la rupture par traction (R min. enhectobars).Le produit de ces 2 nombres indique approximativement la limite d'élasticité (E min. en hectobars).La classe de qualité des écrous est symbolisée par un seul chiffre, correspondant au premier de la classe dela vis sur laquelle l'écrou est monté.
Classe 5.8 6.8 8.8 10.9 12.9
Résistance à la traction (hbar) min. 49 58,8 78,4 98 117,6max. 68,6 78,4 98 117,6 137,2
Dureté Brinell HB min. 160 190 250 320 385max. 250 250 320 380 435
Dureté Rockwell * min. 77 88 18 27 34max. 97 102 31 38 44
Limite apparente d'élasticité (hbar) min. 39,2 47 - - -Limite conventionnelle d'élasticité (hbar) min. - - 62,7 88,2 105,8Résistance à la charge d'épreuve - 35,6 42,8 57 77,6 93,1Allongement pour 100 après rupture A min. 10 8 12 9 8*Dureté Rockwell HRB pour les classes 5.8 et 6.8, dureté Rockwell HRC pour les classes 8.8, 10.9 et 12.9.
L'emploi des dimensions entre parenthèses doit être évité autant que possible.Les vis normalisées figurent entre les lignes de démarcation en trait plein. Les vis situées dans la zone colo-rée peuvent être filetées jusqu'à proximité de la tête, la longueur non filetée devant être au plus égale à 0,5fois le pas.
Diamètre nominal d 1,6 2 2,5 3 3,5 4 4,5 5 (5,5) 6 (7) 8 10 12 (14) 16 (18) 208 5 5 510 6 6 6 6 6 612 8 8 8 8 816 10 10 10 10 10 10 10 1020 12 12 12 12 12 12 12 12 1225 15 15 15 15 15 15 15 1530 18 18 18 18 18 18 18 18 1835 21 21 21 21 21 21 21 21 2140 24 24 24 24 24 24 24 24 24 2445 27 27 27 27 27 27 27 27 2750 30 30 30 30 30 30 30 30 3060 36 36 36 36 36 36 36 36 3670 43 43 43 43 43 43 4380 47 47 47 47 47 47 47 4790 50 50 50 50 50 50 50 50 50100 53 53 53 53 53 53 53 53 53120 60 60 60 60 60 60140 67 67 67 67 67 67160 73 73 73 73180 80 80 80200 87 87 87 87
Long
ueur
nom
inal
e
longueursnon fabriquées
longueursnon normalisées
DÉSIGNATIONDES VIS À BOIS
Nota : pour les vis à bois, iln'existe pas de classe de quali-té, ni de grade, ni de type.
Nota : pour dimensions commer-cialisées, voir chapitre quincaillerie.
Symbole de forme de la tête Norme de référence
Terme « vis à bois » Diamètre nominal Longueur de la vis
Vis à bois RS 8-50 NF E 25-603
978271353446_110_128_MB 6/06/13 16:02 Page 123

124
Vis
4.1.3 VISSERIE COMMERCIALISÉE
Matière: acier inoxydable
TÊTE RONDE
RS
TÊTE FRAISÉEPLATE
FS
TÊTE FRAISÉEBOMBÉE
FBS
TÊTE CARRÉE(TIRE FOND)
Q
TÊTE FRAISÉE
FZ
VIS À BOIS
8 10 12 16 20 25 30 35 40 45 50 60 70 802 ● ● ● ●
2,5 ● ● ● ● ●
3 ● ● ● ● ● ● ● ●
3,5 ● ● ● ● ● ● ●
4 ● ● ● ● ● ● ● ● ●
4,5 ● ● ● ● ● ● ● ● ●
5 ● ● ● ● ● ● ● ● ● ● ●
6 ● ● ● ● ● ● ● ● ● ●
8 10 12 16 20 25 30 35 40 45 50 55 60 702 ● ● ●
2,5 ● ● ● ●
3 ● ● ● ● ● ● ● ●
3,5 ● ● ● ● ● ● ●
4 ● ● ● ● ● ● ● ● ● ●
4,5 ● ● ● ● ● ● ● ●
5 ● ● ● ● ● ● ● ● ●
6 ● ● ● ● ● ● ● ● ●
25 30 35 40 45 50 60 70 80 90 100 110 120 130 1405 ● ● ● ●
6 ● ■■● ● ■■● ● ■■● ■■● ■■● ■■● ●
7 ● ● ● ● ● ● ● ●
8 ● ● ■■● ● ■■● ■■● ■■● ■■● ■■● ■■● ■■● ●
10 ● ● ■■● ■■● ■■● ■■● ■■● ■■● ● ●
12 ● ● ● ● ● ● ● ●
14
10 13 16 20 25 30 35 40 45 50 60 70 802,5 ● ● ●
3 ■■ ● ■■● ■■● ■■● ■■● ●
3,5 ■■● ■■● ■■● ■■● ■■● ●
4 ■■● ■■● ■■● ■■● ■■● ● ■■● ● ●
4,5 ■■● ■■● ■■● ■■● ● ■■● ● ●
5 ■■● ■■● ■■● ● ■■● ■■● ■■● ■■●6 ■■● ■■● ■■● ● ■■● ■■● ■■● ■■●
12 16 20 25 30 40 50 602,5 ● ●
3 ● ● ● ● ●
3,5 ● ● ● ●
4 ● ● ● ● ●
5 ● ● ● ● ●
6 ● ● ● ● ●
NF E 25.604
NF E 25.605
NF E 25.608
NF E 25.601
TÊTE RONDE
RZ
NF E 25.603
● Tête carré ➀
■■ Tête hexagonale ➁
DOC DESCOURSET CABAUD
➀
➁
● Tête fraisée « Pozidriv »
■■ Tête ronde « Pozidriv »
NF E 25.606
Δ
L
LΔ
LΔ
LΔ
LΔ
LΔ
978271353446_110_128_MB 6/06/13 16:02 Page 124

Quincaillerie
125
● Vis complètement filetée
■■ Vis partiellement filetée
10 13 16 20 25 30 35 40 45 50 60 70 802,5 ● ● ● ●
3 ● ● ● ● ● ● ● ●
3,5 ● ● ● ● ● ● ● ● ●
4 ● ● ● ● ● ■■● ■■● ■■● ■■ ■■4,5 ● ● ● ● ● ■■● ■■● ■■● ■■ ■■ ■■5 ● ● ● ● ● ● ● ■■● ■■● ■■● ■■●6 ● ● ● ● ● ● ● ● ●
13 16 20 25 30 35 40 45 50 60 70 803 ● ● ● ● ●
3,5 ● ● ● ● ● ● ●
4 ● ● ● ● ● ● ● ●
4,5 ● ● ● ● ● ● ● ● ● ●
5 ● ● ● ● ● ●
6 ● ● ● ● ● ●
VIS POUR BOIS AGGLOMÉRÉ
Matière : acier zingué
Remarque : les caractéristiques dimensionnelles peuvent varier légèrement suivant les fabricants.
TÊTE FRAISÉEPOZIDRIV (1)
TÊTE CYLINDRIQUE
BOMBÉEPOZIDRIV (1)
TÊTE FRAISÉECRANTÉE
TORX
TÊTE RONDECRANTÉE
TORX
TÊTE FRAISÉECRANTÉE
TORX
TÊTE RONDELARGE TORX
Matière: acier zingué bichromaté
Matière: acier zingué bichromaté
1 – Existe également avec empreinte à fente
13 16 20 25 30 35 40 45 50 60 70 803 ● ● ● ● ●
3,5 ● ● ● ● ● ● ●
4 ● ● ● ● ● ● ● ●
4,5 ● ● ● ● ● ● ● ● ● ●
5 ● ● ● ● ● ●
6 ● ● ● ● ● ●
13 15 17 20 25 30 35 40 45 50 60 703 ● ● ● ● ● ●
3,5 ● ● ● ● ● ● ●
4 ● ● ● ● ● ● ●
4,5 ● ● ● ● ● ● ●
5 ● ● ● ● ● ● ●
6 ● ● ● ● ● ● ●
20 25 30 35 40 45 506 ● ● ● ● ● ● ●
7 ● ● ●
Matière: acier zingué bichromaté
Matière: acier zingué bichromaté
LΔ
LΔ
LΔ
LΔ
LΔ
978271353446_110_128_MB 6/06/13 16:03 Page 125

126
Vis
DOC DESCOURS ET CABAUD
■ AUTOPERCEUSE À POINTE FILETÉE, POUR PROFIL PVC SEUL
■ VIS INOX À POINTE FILETÉE, POUR FIXATION DE FERRURES TRAITÉES CONTRE LA CORROSION
■ AUTOPERCEUSE À POINTE FORET, POUR FIXATION À TRAVERS LE PVC DANS LE RENFORT MÉTAL
■ AUTOFOREUSE À POINT FORET, POUR FIXATION DANS LE PVC ET DANS LE MÉTAL
■ AVEC POINTE FORET AUTOPERCEUSE
■ AVEC POINTE FORET AUTOPERCEUSE, FIXATION DE RENFORT COMPORTANT DES PAROISDE FAIBLE ÉPAISSEUR, TÊTE FRAISÉE NERVURÉE ASSURANT SA PÉNÉTRATION DANS LE PROFIL PVC
■ VIS D'ASSEMBLAGE POUR CADRES DORMANTS
■ AUTOFOREUSE AVEC POINTE FORET ET FILETAGE POUR L'ANCRAGE DE FENÊTRES ET PORTES EN CAS DE RÉNOVATION (DORMANT BOIS EXISTANT)
Δ Longueur
4,2 de 13 - 16 - 20 - 22 - 25 - 30 - 35 - 45 - 55 zingué bichromaté
4,2 de 25 - 30 - 35 zingué bichromaté tête laquée blanche
Δ Longueur
4,2 de 16 -25 - 35 acier inoxydable
Δ Longueur
3,9 de 25 -32 - 38 zingué bichromaté
Δ Longueur
4,2 de 16 -19 - 22 - 25 - 27 - 30 - 45 zingué bichromaté
Δ Longueur
3,9 de 16 et 19 zingué bichromaté
Δ Longueur
3,9 de 16 et 19 zingué bichromaté
Δ Longueur
4,8 de 55 - 65 - 80 - 95 zingué bichromaté
Δ Longueur
5,3 de 35 - 45 -55 - 65 -80 - 95 zingué bichromaté
VIS POURMENUISERIE
P.V.C.
978271353446_110_128_MB 6/06/13 16:03 Page 126

Critères
Modes d'entraînements
SymbolesDégagement inutile autour de la tête de l'outil
Capacité de transmission de coupleClasse de qualité maximale théorique
Aptitude au montage automatiséLongévité de l'outil de serrage
Aptitude au dévissageAptitude à recevoir un revêtement
Facilité de nettoyage (hygiène alimentaire)Absence de risque de blessure
EXEMPLES D'UTILISATION
Entra
înem
ents
ext
erne
sEn
traîn
emen
ts in
tern
es (e
mpr
eint
es)
Mul
ti en
traîn
emen
ts
Vis à métaux
H 12,9Vis à boisHexagonalVis à tôleÉcrousToute utilisation mécanique
Vis à métauxVis à boisCarré Q 10,9ÉcrousUtilisation fréquente pour le matériel agricole, charpentes en bois...
Six lobes 12,9Intéressant par son faible encombrement
externeset sa capacité de transmission du couple (vis de bardage).
Vis à métauxSix pans creux HC 10,9 Utilisation en construction mécanique
(permet de noyer la tête de vis)
Vis à métauxVis à tôleSix lobes
X 12,9 Remplace avantageusement la vis 6 pans creuxinternesTransmet les couples importants, engrènement aisé des outils de vissage automatique.
Vis à métauxCruciforme
Z 6,8Vis à bois
(dit « Pozdriv ») Utilisé pour les vissages mécanisés, difficulté de dévissage (appareils ménagers, garnitures automobiles...).
Utilisation identique à l'empreinte ZCruciforme
H 5,8Echappement de l'outil plus important que l'em-
(dit « Philips ») preinte Z en montage mécanique ainsi que lors du dévissage.
Vis à métaux
Fente Vis à bois
(tournevis) S 4,8 Vis à tôleUtilisation très répandue, en prévision d'un masti-cage ou d'une peinture.
EcrousEncoches 8,8 Utilisé pour le montage des roulements avec
rondelle frein.
Hexagonal fendu HS 8,8Vis à métaux
Six pans creux HCS 8,8fenduCruciforme fendu ZS
Permet le montage automatique par l'empreinte
ou six lobes fendu XS8,8 et le dévissage par la fente.
très bonne bonne moyenne passable nulle
127
4.2.1 CRITÈRES DE CHOIX DES TÊTES DE VIS ET DES BOULONS NF E 25.031
4.2 BOULONS
L'entraînement permet la transmission d'un couple de forces à une tête de vis (ou à un écrou) aumoyen de l'outil adéquat, afin de serrer un assemblage (vis d'assemblage) ou d'exercer une pres-sion (vis de pression). Le principe d'entraînement est déterminant pour une bonne conception.
978271353446_110_128_MB 6/06/13 16:03 Page 127

128
Boulons
4.2.2 BOULONS COMMERCIALISÉS
BOULONSTÊTE H
BOULONSTÊTE RONDE
COLLETCARRÉ
BOULONS DECHARPENTE
(TÊTE ETÉCROU
CARRÉS)
TIGESFILETÉES
NF E 27.311
Matière :acier qualité 6.8
Matière :acier qualité 6.8
ΔL 16 20 25 30 35 40 50 60 70 80 90 100 120 140 160
16 ● ● ● ● ● ● ● ● ●
18 ● ● ● ● ● ● ● ● ●
10 ● ● ● ● ● ● ● ● ● ● ● ● ●
12 ● ● ● ● ● ● ● ● ● ● ● ●
14 ● ● ● ● ● ● ● ● ● ● ●
16 ● ● ● ● ● ● ● ● ● ● ● ●
18 ● ● ● ● ● ● ● ● ● ●
20 ● ● ● ● ● ● ● ● ● ●
ΔL 25 30 35 40 45 50 60 70 80 90 100 120 140 150 160 180 200 250 300
16 ● ● ● ■■● ■■● ■■● ■■● ■■● ■■● ● ●
17 ● ● ■■● ■■● ■■● ■■● ● ●
18 ● ■■● ■■● ■■● ■■● ● ■■● ●
10 ■■ ■■ ■■● ● ■■● ● ■■● ■■ ■■ ■■ ■■
12 ■■ ■■ ■■● ■■● ■■● ■■● ■■● ■■ ■■● ■■● ■■● ■■● ■■●
14 ● ● ●
ΔL 250 300 350 400 500
14 ● ●
16 ● ● ● ●
18 ● ● ●
20 ● ● ● ●
Δ 3 4 5 6 8 10 12 14 16 18 20 22 24 30
Pas 50 70 80 100 125 150 175 200 200 250 250 250 300 350
● Acier qualité 6.8 ■■ Acier zingué
Matière : acier brut, acier zingué, acier Inox, laiton
Longueur 1 m
Ø
L
978271353446_110_128_MB 6/06/13 16:03 Page 128

129
Les rondelles d'appui ont pour but :● d'augmenter la surface d'appui des écrous, lorsque celle-ci est insuffisante;● d'éviter le frottement de l'écrou sur la pièce (détérioration de la surface de la pièce).La surface d'appui est généralement plane, elle peut être sphérique pour certains montages.Ce type de rondelle est complété par des rondelles freins d'écrou.
■ RONDELLES PLATES NF E 27-611
NORELEM
Matière :10 F1 - Z6 CN - 18-09
Désignation :Rondelle M16 U NF 27-611 (rondelle plate série moyenne, usinée pour vis de diamètre 16).
RONDELLESD'APPUI
Série Étroite Moyenne Large Très large
Symbole Z M L LL
Etat de finition U U ou N U ou N N
Qualité des rondelles plates
0,25 0,8 3,25 6 8 12 3 8 12 14 3,5 0,8
0,25 0,8 4,25 8 10 14 4 10 14 16 4,5 0,8
0,25 1 5,25 10 12 16 5 12 16 20 5,5 1
0,5 1,2 6,25 12 14 18 6 14 18 24 7 1,2
0,5 1,5 8,25 16 18 22 8 18 22 30 9 1,5
0,5 2 10,25 20 22 27 10 22 27 36 11 2
0,75 2,5 12,5 24 27 32 12 27 32 40 14 2,5
0,75 2,5 14,5 27 30 36 14 30 36 45 16 2,5
1 3 16,5 30 32 40 16 32 40 50 18 3
1 3 19 32 36 45 18 36 45 55 20 3
1 3 21 36 40 50 20 40 50 60 22 3
1 3 23 40 45 55 22 45 55 65 24 3
1,5 4 25 45 50 60 24 50 60 70 27 4
1,5 4 28 48 55 65 27 55 65 75 30 4
1,5 4 31 52 60 70 30 60 70 80 33 4
CARACTÉRISTIQUES DIMENSIONNELLES
RONDELLE BRUTE NRONDELLE PRÉCISE U
E Cj13
si C �� 3J14
si C > 3
BH13
Aj 14 A ± 2,5 %
rondelleZ
rondelleM
rondelleL
rondelleM
rondelleL
rondelleLL
B± 2,5 %
C± 10 %d
Rondelle d’appui
C
B
d
A
45�E
� Nominal
4.3 RONDELLES
978271353446_129_145_MB 6/06/13 16:03 Page 129

130
Pointes et clousCARACTÉRISTIQUES
d vis d1 d2 d3 Hi e13 13,5 19 16,5 2,0 0,2514 14,5 11 18,0 2,5 0,2515 15,5 14 10,0 3,0 0,2516 17,0 16 12,0 3,5 0,3018 19,0 22 16,0 4,5 0,3010 11,0 28 20,0 5,5 0,3012 14,0 32 24,0 6,5 0,4014 16,0 36 28,0 7,5 0,40
■ USINÉE ■ EMBOUTIE
Désignation : rondelle M.12.U
RONDELLESCUVETTE
POINTES
NF E 27-619
4.4 POINTES ET CLOUS■ POINTES TÊTE PLATE
Acier doux
Δ longueurmm mm1,3 1201,5 1251,8 1302,2 1402,4 1502,7 1552,7 1603,0 1703,5 1804,0 1904,5 1005,0 1105,0 1255,5 1406,0 1607,0 1807,0 200
■ POINTES TÊTE HOMMEAcier doux
Δ longueurmm mm1,5 301,8 351,8 402,4 502,7 60
■ POINTES TÊTE FRAISÉ
Galvanisées
Δ longueurmm mm1,8 1252,4 1402,7 1503,0 1603,5 1704,0 1805,0 100
■ POINTES « ARDOX »
Tige carré torsadéehaute résistance
Δ longueurmm mm1,0 402,2 502,5 603,0 703,2 803,7 90
■ POINTES STRIÉES
Galvanisées
Δ longueurmm mm2,7 302,7 402,7 503,5 603,5 703,5 804,5 904,5 100
■ POINTES TÊTE RONDE
Acier trempé
Δ longueurmm mm2,0 162,0 252,0 302,5 402,5 502,5 603,0 70
■ POINTES TÊTE RONDE
Laiton
Δ longueurmm mm1,3 161,5 201,8 252,0 30
■ POINTES TÊTE PLATE
Inox
Δ longueurmm mm1,8 25
■ POINTES TÊTE RONDELARGE
Acier trempé
Δ longueurmm mm2,5 30
■ POINTES TÊTE HOMMEAcier doux
Δ longueurmm mm1,5 272,0 352,2 402,4 502,7 60
■ POINTES TÊTE HOMMEAcier trempé
Δ longueurmm mm1,5 161,5 251,5 302,0 40
■ CLOUS TF TITAN
Acier traité zingué
longueurmm40506070
90�
d3 d3
d1
d2
d1
d2
Hi
Vis à tête fraisée
Usinée Emboutie
������
90� à 100�
60�60�
Hi
978271353446_129_145_MB 6/06/13 16:04 Page 130

Quincaillerie■ POINTES TÊTE PLATE
EXTRA-LARGE
Galvanisées
Δ longueurmm mm3,0 303,0 353,0 40
■ PITONS
Acier zingué Δ longueurmm mm2,5 103,0 16
204,0 25
30405,050506,060
■ CRAMPILLONS
Acier doux
Δ longueurmm mm2,7 273,0 30
■ SEMENCES
Acier bleui
■ CLOUS CALOTIN
Acier doux – tête polie
longueurmm3035
longueurmm1911141618
■ GONDS À VIS
Acier zingué Δ longueurmm mm
253 30
35
4 405050560
■ CROCHETS D'ARMOIRE
Acier zingué Δ longueurmm mm2,5 10
163,0 20
2520
4,0 253030
5,0 354050
6,0 5060
ACCESSOIRESDE FIXATION
POINTES(suite)
4.5 ORGANES D'IMMOBILISATION ET DE CONDAMNATION
SERRURES EN APPLIQUE
SERRUREPOUR PORTE
EN GLACE
4243
23 58 59 37140
4936
85
32
2872 3272
40 32 40
7032
1912
1
7026
2512
1
80
105
4040
39 45 66
150
9
24
131
978271353446_129_145_MB 6/06/13 16:04 Page 131

132
Organes d'immobilisation et de condamnation
VERROUS À CANONSDE SÛRETÉ
SERRURES À LARDER
Serrure de sûreté
22 65 43 3220 39 30
8636
60
13036
4370
130
5050
17
230
10
40 20
20 20
60
11
12
15
15
250
148
5148
7030
51
7845 33
7845 33
25
25
7
24
24
12
190
100
4545
26
7030
Ø 29 - Ø 22
978271353446_129_145_MB 6/06/13 16:04 Page 132

SERRURES DE
SÉCURITÉMULTI POINTS
Quincaillerie
■ CARACTÉRISTIQUES TECHNIQUES
– Coffre acier embouti 15/10Finition zinguée bichromatée
– Coffre principal :● Dimensions 148 mm x 75 mm x 14 mm● Axe à 50 mm● Entraxe de 70 mm avec fouillot carré de
7 mm● Pêne 1/2 tour réversible sans démontage● Pêne dormant acier de 40 mm x 7 mm● Pêne spécial en acier carbonitruré● Fonction palière avec équerre au 1/2 tour● Passage standard de cylindre Europrofil (PE)
– Coffres haut et bas● Dimensions 120 x 69 x 14 mm● Option surverrouillage sur coffre haut● Hauteur de têtière de :
1 700 mm Bouts Ronds – 2 040 mm Boutscarrés2 250 mm Bouts Carrés (avec rallonge)
● Largeur de têtière de 16 mm – 18 mm –20 mm
● Épaisseur de têtière 3 mm● Gâches épaisseur 4 mm● Protecteur de cylindre spécial, sans face.
133
978271353446_129_145_MB 6/06/13 16:04 Page 133

134
Organes d'immobilisation et de condamnation
CRÉMONESSERRURES
GALETSET
PÊNES
DOC : FERCO
Crémone-serrure EUROPA R2Verrouillage par 2 galets et pêne 1/2 tour/dormant.Fouillot 40 mm ou 50 mm, entraxe 70 mm. Carré 7 mmincliné 15°.Épaisseur boîtier 14 mm. Cote d'entaillage conseillée15 mm
Fouillot Long D Têtière Vis fixation
40 2150 1045 16 1350 2150 1045 16 13
Crémone-serrure EUROPA R4Verrouillage par 4 galets et pêne 1/2 tour/dormant.Fouillot 40 mm, entraxe 70 mm. Carré 7 mm incliné 15°.Épaisseur boîtier 14 mm. Cote d'entaillage conseillée15 mm.
Fouillot Long D Têtière Vis fixation
40 2150 1045 16 13
978271353446_129_145_MB 6/06/13 16:04 Page 134

Quincaillerie
CRÉMONESTÉTIÈRES
DOC : FERCO
Crémone-têtièreAvec panneton. Ajustable en partie haute etbasse.Fouillot 17 mm, carré 7 mm, incliné 0°.Épaisseur boîtier 12 mm. Cote d'entaillageconseillée 13 mm.Hauteur maximale autorisée de l'ouvrant :2 400 mm.
Choix de la cote D (hauteur de poignée).Les longueurs des prolongateurs sont détermi-nées en fonction de la cote D et de la hauteuren feuillure de l'ouvrant. Toutefois, pour un bonfonctionnement de la crémone, nous recom-mandons que la cote D soit comprise entre 1/3et la moitié de la hauteur de l'ouvrant.
Plages cote D Prolongateur A-01197mini maxi long259 509 370509 759 620759 1009 870
Cote D = 139 + longueur des prolongateurs – longueur recoupée
Crémone-têtièreAvec galet et prolongateur ajustable.Fouillot 17 mm, carré 7 mm, incliné 0°.Épaisseur boîtier 12 mm. Cote d'entaillage conseillée13 mm.
HFF Long D GV Têtière Cote A Cote B
1450-0700 1329 200 – 16 – – 101600-0850 1479 250 1 16 – 391 101851-1100 1729 400 1 16 – 641 101101-1350 1729 500 1 16 – 641 101351-1600 1979 600 1 16 – 771 101601-1850 1979 600 1 16 – 771 101851-2100 1479 980 2 16 641 1391 102101-2350 1479 980 2 16 641 1391 102351-2600 1479 980 2 16 641 1391 102601-2850 1479 980 2 16 641 1391 10
135
978271353446_129_145_MB 6/06/13 16:04 Page 135

4.6 ASSEMBLAGES ET ANCRAGES MÉTALLIQUES
136
FIXATIONS DE
CHARPENTES
DOC MAGE
CONNEC-TEURS
À DENTS
Connecteurs en tôle d'acier munis de dents utili-sés par couples pour assembler des pièces debois de même épaisseur et formant un angle quel-conque dans un même plan.
connecteuruniversel
sabot
raccords étai- T -
équerrerenforcée
plaque deconnexion
étai-U
pied d'ancrage
étai- L -équerre
équerreconnexion
ancre sceller
mobilier de loisirjardinière
garde-cycles
abri-garagepoteaux
balustrade
entrait
chevrons
charpente
mobilier de loisircaisse à sable
pergola
24 36 48 60 72 84 108 120 144 168 216
75
100
125
150
200
250
300
350
400
Largeur (mm)
Long
ueur
(mm
)
épaisseur : 0,9 mm
DOC WOLF
978271353446_129_145_MB 6/06/13 16:04 Page 136

Quincaillerie
137
PLAQUESPERFORÉES
SABOTSDE
SOLIVE
Acier galvaniséépaisseur : 2 mm
Ces plaques perforées appelées également « plat d'accouplement » sont des éléments de liaisonsd'aboutage.
Acier galvaniséÉpaisseur : 2 mmFixation sur bois ou béton
60 x 160 100 x 16060 x 200 100 x 20080 x 160 100 x 25080 x 200 120 x 25080 x 250 250 x 150
DIMENSIONS
SABOTS À AILES EXTÉRIEURES SABOTS À AILES EXTÉRIEURES SABOTS À AILES INTÉRIEURES
uniquement avec trous de pointes avec trous de pointes et 2 trous dechevilles Ø 13 par aile (sauf types200 et 250, 1 seul trou Ø 11 paraile)
Dimensions sabots Nbre mini Charges
de pointes maximum (daN)
Type L H a b c
200 160 170 37 44 80 13 16 11 – –250 138 106 37 44 80 17 18 12 134 402300 150 125 37 44 80 26 10 16 230 690340 164 138 37 44 80 31 12 18 232 696380 176 152 40 45 87 32 14 22 243 729440 180 180 40 45 87 48 18 26 – –500 100 200 40 45 87 46 20 30 392 1176
Nbre de trous
de pointes sur élémentporteur Total par mm de
glissementpour 3 mm de glissemt
Caractéristiques mécaniques
DOC WOLF
978271353446_129_145_MB 6/06/13 16:04 Page 137

138
Assemblages et ancrages métalliques
ÉTRIERS«CANTILE-
VERS»
Étrier permettant l'aboutage de pannes (charpentes traditionnelles et lamellées collées)
Acier galvanisé, épaisseur 2 mm.
Acier galvanisé
ÉQUERRESRENFORCÉES
À AILESÉGALES
DOC BELLION
L/7
L
La distance maximale entre le cantilever et l'appui leplus proche ne devra pas excéder 1/7 de la portéeentre deux appuis.
Dimensions Charges maximum (daN)
Type L H a b
380 64 158 105 105 27 24 153 459
440 76 182 105 105 31 28 215 645
500 80 210 105 105 39 36 – –
par mm deglissement
par 3 mm deglissement
Nombre mini. de
pointes 4 x 50
Nombre de trous
de pointes
N.B. : possibilité de changer la base suivant la largeur du bois.DOC WOLF
E 2 E 3
Type A B C Épaisseur
E2 90 90 65 2,5
Type A B C Épaisseur
E3 105 105 90 3
978271353446_129_145_MB 6/06/13 16:04 Page 138

Quincaillerie
139
ÉQUERRESRENFORCÉES
À AILESÉGALES(suite)
ÉQUERRESRENFORCÉES
À AILESINÉGALES
E 9
Type A B C Épaisseur
E 9 150 150 65 2,5
Type A B C Épaisseur
E 4 100 60 75 2,5
E 6 120 60 75 2,5
E 7 140 60 75 2,5
E 8 160 60 75 2,5
Type A B C Ép. Ø trou cheville
E 5 70 45 65 1,5 9.11.13
E 5 70 45 65 2 11 ou 13
Type A B C Épaisseur
E 14 80 50 75 2
E 17 150 50 75 2
E 18 150 50 75 2,5
E 19 150 50 75 3
E 14 – E 17 – E 18 – E 19 E 4 – E 6 – E 7 – E 8
E 5
Ø trou cheville9 – 11 ou 13pour ép. 1,511 ou 13pour ép. 2
DOC WOLF
978271353446_129_145_MB 6/06/13 16:04 Page 139

140
Assemblages et ancrages métalliques
ÉQUERRESDIVERSES
Acier galvanisé
Équerres d'assemblage Équerres de bardage Équerres simples
DOC BELLION
Type A B C Ép.E 444 40 40 40 2,0E 446 40 40 60 2,0E 534 50 30 40 2,0E 554 50 50 40 2,0E 654 60 40 40 2,0E 664 60 60 40 1,5E 664 60 60 40 2,0E 666 60 60 60 2,0E 754 70 50 40 1,5E 754 70 50 40 2,0E 756 70 50 60 2,0
Type A B C Ép.E 844 180 40 40 2,0E 844 180 40 40 2,5E 846 180 40 60 2,5E 954 190 50 40 2,5E 956 190 50 60 2,5E 1064 100 60 40 2,5E 1066 100 60 60 2,5
Type A B C Ép.E 10 60 60 140 2,5E 10 60 60 160 2,5E 10 60 60 180 2,5E 10 60 60 100 2,5E 10 60 60 120 2,5E 10 60 60 140 2,5E 10 60 60 160 2,5E 11 80 80 160 2,5E 11 80 80 180 2,5E 11 80 80 100 2,5E 11 80 80 120 2,5E 11 80 80 140 2,5E 11 80 80 160 2,5E 11 80 80 180 2,5E 11 80 80 200 2,5
Équerres nervurées droitesen acier galvaniséou bichromaté
Équerres de fixation E 853en acier galvanisé
Équerres nervurées pans coupésen acier galvanisé
Équerres de menuiserie en acier galvanisé
Ép. : 2 mm
45 x 65 x 3055 x 65 x 3070 x 65 x 3085 x 65 x 30100 x 65 x 30115 x 65 x 30130 x 65 x 30
Ép. : 2 mm
50 x 50 x 3070 x 50 x 30
Ép. : 3 mm
80 x 50 x 30
Ép. : 1,5 mm
55 x 70 x 3065 x 70 x 3075 x 70 x 3085 x 70 x 3095 x 70 x 30105 x 70 x 30115 x 70 x 30125 x 70 x 30135 x 70 x 30145 x 70 x 30
Type Dimensions Ép.E C 110 x 90 3,0E C 125 x 100 3,0E C 140 x 115 3,0E M 53 x 85 1,5E M 53 x 100 1,5E M 53 x 125 1,5E E 55 x 50 2,0E E 55 x 70 2,0E E 55 x 80 2,5E E 55 x 100 2,5E E 55 x 120 3,0E E 55 x 140 3,0
E C
E M
E E
978271353446_129_145_MB 6/06/13 16:04 Page 140

Quincaillerie
141
ÉQUERRESDE
CHAISES
PIEDDE
POTEAUX
DOC BELLION
Dimensions Larg. Ép.ECH 30 x 30 15 2,0ECH 40 x 40 15 2,0ECH 50 x 50 15 2,0ECH 60 x 60 15 2,0ECH 70 x 70 15 2,5ECH 80 x 80 15 2,5
30 à 70 : 2 trous/aile80 : 3 trous/aile
avec renfort
Dimensions Larg. Ép.ECH 90 x 90 18 3
ECH 100 x 100 18 3ECH 120 x 120 18 3ECH 140 x 140 18 3
90 : 2 trous/aile100 à 140 : 3 trous/ailesans renfort
Type «A» ép. 4 mm Type «S» ép. 4 mm
Type «une platine» ép. 4 mm Type «réglable» ép. 4 mm
Finition électrozinguéeFinition galvanisée à chaud
Platine70 x 7090 x 90
100 x 110130 x 130
Finition galvanisée à chaud Finition galvanisée à chaud
Mini
mum
: 10
0 –
Max
imum
: 16
0
978271353446_129_145_MB 6/06/13 16:04 Page 141

142
Assemblages et ancrages métalliques
PIEDDE
POTEAUX(suite)
FEUILLARDSPERFORÉS
DOC BELLION
Type en «U» ép. 4 mm Type «A» en kit ép. 4 mm
Pied de coffrage ép. 6 mm Mini pied de poteau ép. 4 mm
Finition galvanisée à chaud
Finition couche antirouille Finition galvanisée à chaud
Finition électrozinguée
Développé A Bou type Hauteur Largeur
105 90300 110 80
115 70
120 140380 130 120
140 100
Modèle Largeur Épaisseur Longueur20 x 1,0 20 mm 1,0 mm 100 m30 x 1,5 30 mm 1,5 mm 150 m30 x 2,0 30 mm 2,0 mm 150 m40 x 2,0 40 mm 2,0 mm 150 m60 x 2,0 60 mm 2,0 mm 125 m
Acier galvanisé
978271353446_129_145_MB 6/06/13 16:04 Page 142

143
Quincaillerie
ÉQUERRESAGINCO
Mini-fixe pannes
en acier galvanisé, ép. : 1,5 mm
Étriers âme intérieure
en acier galvanisé, ép. : 2 mm
Pieds de fermettes
Pattes de solivage
en acier galvanisé, ép. : 1 mm
en acier galvanisé
Suspentes
Type LargeurCôté Aile
165 38 à 60 2 3180 38 à 60 3 3200 38 à 60 3 4
+ 1 trou boulon Ø 11 par aile
Nbre trouspointes
Âme (P)130 ou 180
Hauteur (H)
135155185
L = 70
Type 155
Mod. G ou D Longueur Largeur Épaisseur
Type 180 180 30 1,5 mmType 200 200 30 1,5 mmType 200 200 30 2,5 mmType 200 200 45 2,5 mmType 220 220 45 2,5 mm
Modèle à plat Modèle plié
Droite Torsadée
978271353446_129_145_MB 6/06/13 16:04 Page 143

144
■ FIXATIONS DES ASSEMBLAGES ET ANCRAGES MÉTALLIQUES DOC. SIMPSON STRONG-TIE
Assemblages et ancrages métalliques
978271353446_129_145_MB 6/06/13 16:04 Page 144

145
■ FIXATIONS DES ASSEMBLAGES ET ANCRAGES MÉTALLIQUES (suite) DOC. SIMPSON STRONG-TIE
Quincaillerie
978271353446_129_145_MB 6/06/13 16:04 Page 145
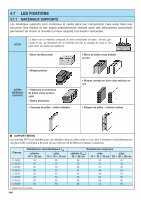
4.7.1 MATÉRIAUX SUPPORTS
4.7 LES FIXATIONS
146
Les matériaux supports sont nombreux et variés dans leur composition mais aussi dans leurstructure. Des études et des essais préalablement réalisés dans des laboratoires spécialiséspermettent de choisir la cheville la mieux adaptée à la fixation demandée.
BÉTON
AUTRESMATÉRIAUX SUPPORTS
Le béton est un matériau composé de trois constituants de base : ciment, gra-nulats et eau. La résistance de ce matériau est liée au dosage de ceux-ci. Onparle alors de classe de résistance.
• Blocs de béton plein
• Briques pleines
• Blocs de béton creux enduitsou non
• Briques creuses en terre cuite enduites ounon
• Planchers en entrevousde béton creux ou terrecuite
• Dalles alvéolaires
• Carreaux de plâtre – béton cellulaire • Plaques de plâtre – cloisons sèches
■ SUPPORT BÉTONLes chevilles SPIT sont évaluées pour une utilisation dans du béton armé ou non, dont la résistance caractéristique surune éprouvette cylindrique à 28 jours soit au minimum de 20 MPa (voir tableau ci-dessous).
ClassesRésistances caractéristiques fck Résistances moyennes
cylindre cube cylindre (fcm) cube cube16 � 32 cm 15 � 15 � 15 cm 16 � 32 cm 15 � 15 � 15 cm 20 � 20 � 20 cm
C 16/20 16 20 20 25 24C 20/25* 20 25 25 31 29C 25/30 25 30 30 37 36C 30/37* 30 37 37 46 43C 35/45 35 45 45 56 53C 40/50* 40 50 50 62 59C 45/55 45 55 55 69 65C 50/60* 50 60 60 72 68
* Classes les plus usuelles
978271353446_146_167_MB 6/06/13 16:05 Page 146

4.7.2 NOTATIONS UTILISÉES POUR LE DIMENSIONNEMENT DES CHEVILLES
147
■ NOTATIONS UTILISÉES• Sollicitation sur la chevilleSds Sollicitation sur le cheville à l’état limite de serviceSdu Sollicitation sur la cheville à l’état limite ultime
• Résistance de la chevilleRu,m Charge moyenne de ruineRk Résistance caractéristiqueRds Résistance de calcul à l’état limite de serviceRdu Résistance de calcul à l’état ultimeFrec Charge recommandée (cheville métallo-plastique, isolation)
• Type d’effortN Effort de traction (NSd, NRu,m, NRk, NRds, Nrec)V Effort de cisaillement (VSd, VRu,m, VRk, VRds, VRdu, Vrec)F Effort de traction-oblique (FSd, FRu,m, FRk, FRds, FRdu, Frec)M Moment fléchissant (MRds, MRdu)
• Chevilleshef Profondeur d’ancragehnom Profondeur d’enfoncement de la cheville dans le bétond Diamètre du filetage de la chevilledt Diamètre du trou de passage dans l'élément à fixerdnom Diamètre extérieur de la chevilleL Longueur totale de la cheville�2 Longueur de filetageTinst Couple de serrage recommandé pour l’expansion de la
chevillet fix Épaisseur de la pièce à fixerhmin Épaisseur minimale du support
• DistancesS Distance entraxe de chevillesScr Distance entraxe de chevilles sans réduction de la résis-
tance caractéristiqueSmin Distance entraxe minimale admissibleCcr,N Distance au bord sans réduction de la résistance caracté-
ristique en tractionCcr,V Distance au bord sans réduction de la résistance caracté-
ristique en cisaillementC1 Distance au bord libre C1 dans la direction de l’effort de
cisaillementC2 Distance au bord libre C2 dans la direction perpendiculaire
à l’effort de cisaillement.Cmin Distance au bord libre minimale admissible
• Béton et acierfcm Résistance moyenne à la compression du béton sur
cylindrefck Résistance caractéristique à la compression du béton sur
cylindrefuk Résistance nominale à la rupture de l’acier en tractionfyk Valeur nominale de la limite élastique de l’acier
NOTATIONEN RÉFÉRENCEAUX SCHÉMAS
Quincaillerie
■ SCHÉMAS
d’après SPIT
978271353446_146_167_MB 6/06/13 16:05 Page 147

148
■ RÉSISTANCES DE CALCUL DE LA CHEVILLE
• Résistances caractéristiques
Les essais de détermination des conditions admissibles d’emploi, décrits dans la norme NF E 27815-1 & 27 815-2 (novembre 1997) permettent de déterminer la résistance caractéristique Rk entraction axiale, traction-oblique et cisaillement (à partir des moyennes arithmétiques des valeurs derupture, du coefficient de variation obtenus lors des essais).
La résistance caractéristique représente le fractile 5 % des charges de ruine. Cela signifie qu’il y a95 % des charges de rupture situées au-delà de la valeur caractéristique calculée.
• Résistances de calcul à l’État Limite de Service (ELS) et à l’État Limite Ultime (ELU)
Des essais d’aptitude à l’emploi, décrits dans la norme NF E 27816 (juin 1998), permettent de validerles valeurs des résistances caractéristiques Rk et de déterminer le coefficient partiel de sécurité �2.
À partir de ces résultats, les résistances de calcul à l’ELS et à l’ELU sont déterminées par les équa-tions suivantes :
Résistance de calcul à l’ELS Résistance de calcul à l’ELU
Rds � ��
R
M
k� avec �M � 2,5 � �2 Rdu � ��
R
M
k� avec �M � 1,8 � �2
■ PRINCIPE DU DIMENSIONNEMENT
Une fixation est considérée apte à reprendre les efforts si la sollicitation de calcul Sd est inférieureou égale à la résistance de calcul Rd de la cheville à l’état limite ultime et à l’état limite de service :
La sollicitation de calcul Sd représente les effets des actions agissant sur la fixation. À l’ELU, lesactions sont pondérées par les coefficients partiels de sécurité donnés dans les codes de calcul envigueur.
La résistance de calcul Rd représente la résistance de la fixation, notée :
NRd pour la résistance de traction,
VRd pour la résistance de cisaillement,
FRd pour la résistance de traction-oblique.
Sd � Rd
DÉFINITIONSET
NOTATIONSEN RÉFÉRENCEAUX SCHÉMAS
Les fixations
978271353446_146_167_MB 6/06/13 16:05 Page 148

149
La méthode de dimensionnement de fixations par chevilles pour béton est issue des règles profes-sionnelles. Ces règles ont été élaborées au sein de la Commission Technique « chevilles » du SIO(Syndicat de l’Industrie de l’Outillage) qui réunit fabricants de chevilles, utilisateurs, laboratoiresd’essais et organismes de contrôle.
Le dimensionnement de fixations par chevilles pour béton fait appel à de bonnes connaissancesphysiques, chimiques, mécaniques, comportementales des matériaux support et du domaine d’appli-cation.Il garantit la sécurité des personnes et des biens.
■ TROIS PRINCIPES DE FONCTIONNEMENT
Tenue par frottement Tenue par verrouillage Tenue par collage de forme ou scellement
On classe les chevilles en 5 grandes familles suivant leurs caractéristiques d’ancrage et leur métho-de de pose.
MÉTHODE DEDIMENSIONNE-
MENT
FONCTIONNE-MENT D’UNE
FIXATION
LES DIFFÉ-RENTS TYPESDE CHEVILLES
Quincaillerie
■ CHEVILLE À EXPANSION PAR VISSAGE(TYPE A)L’expansion de la cheville est obtenue parl’application d’un couple de serrage sur une visou un écrou, ce qui permet au cône de réaliserl’expansion de la douille. L’ancrage est contrôléau moyen de ce couple. Cheville Type
SPIT TRIGA
978271353446_146_167_MB 6/06/13 16:05 Page 149

150
LES DIFFÉ-RENTS TYPESDE CHEVILLES
(SUITE)
Les fixations
■ CHEVILLE À EXPANSION PARFRAPPE (TYPE B)L’expansion de la cheville est réalisée parfrappe sur un élément (généralement uncône) introduit dans la douille. L’ancrage estcontrôlé par la longueur de la course de cetélément.
■ CHEVILLE À VERROUILLAGE DEFORME (TYPE C)Un logement spécifique est aménagé dansle matériau support. La douille de la chevillevient en appui dans ce logement sans géné-rer de contraintes dans le matériau supportlors de son expansion (verrouillage deforme).
■ CHEVILLE À SCELLEMENT CHIMIQUE (TYPE D)La cheville est constituée d’un élément defixation (tige filetée) et d’un liant synthé-tique. Ces deux éléments sont introduitsdans le trou et en durcissant le liant créedeux liaisons par adhérence : l’une entrel’élément de fixation et le liant ; l’autre entrele matériau support et le liant.
■ CHEVILLE MÉTALLIQUEET MÉTALLOPLASTIQUE (TYPE « LÉGERE »)
• Cheville à expansion par frictionLa tenue est assurée par un élémentd’expansion introduit en vissant ou en frap-pant dans la cheville. Il en résulte un coin-cement très important du corps de la che-ville contre les parois du trou.
• Cheville à tenue par verrouillageLa cheville, par sa déformation, se crée desappuis dans le matériau support et peutmême se sertir sur les parois du matériau.
Cheville TypeSPIT GRIP
Cheville TypeSPIT HIT
Cheville TypeSPIT CC
Cheville TypeSPIT RING
Cheville TypeSPIT MAXIMA
Le liant se présente soit sous la forme d’une capsule, soit sous la forme d’une cartouche (injection).Les chevilles à tenue par adhérence ne génèrent pas de contrainte d’expansion.
978271353446_146_167_MB 6/06/13 16:05 Page 150

CRITÈRES DEDIMENSIONNE-
MENT
4.7.3 DIFFÉRENTS TYPES DE RUINE D’UNE CHEVILLE
151
Quincaillerie
Rupture acier
Critères pris en compte dans la méthode de dimensionnement
Domaine d’application : le risque
Il y a lieu de choisir la classe de risques de l’application pour laquelle la fixation serautilisée.
On distingue trois domaines d’applications :
• Applications à risque élevé (risques réels de pertes en vies humaines –conséquences économiques notables – aptitude de l’ouvrage à remplir ses fonc-tions compromise).
• Applications à risque modéré (risques négligeables de pertes en vieshumaines – conséquences économiques faibles – dommages localisés).
• Applications sans risque (pas d’exigences vis-à-vis de la sécurité desouvrages ou des personnes).
Glissementde la cheville
Rupturepar cône de béton
Résistance et état de fissuration du béton
Les chevilles SPIT sont évaluées pour une utilisation dans du béton armé ou non,dont la résistance caractéristique sur éprouvette cylindrique à 28 jours est auminimum de 20 MPa.
Il appartient au maître d’ouvrage ou au bureau d’études de s’assurer de l’état defissuration du support (fissuré ou non fissuré).
En l’absence de calcul, les règles professionnelles proposent dans le tableau ci-contre une qualification directe de l’état de fissuration du béton.
978271353446_146_167_MB 6/06/13 16:05 Page 151

N
F
V
152
■ OUVRAGES ET ÉTAT DE FISSURATION
■ CHARGES STATIQUES ET DYNAMIQUES
• Charges statiques ou quasi-statiques
Ces charges représentent le poids propre de l’élé-ment fixé, les sollicitations permanentes ouvariables telles que le vent, la neige…
• Charges dynamiques
Les charges dynamiques sontdes sollicitations dont l’inten-sité varie au cours du temps,par exemple les machinesindustrielles sollicitées pardes vibrations, des chocsréguliers.
Certaines charges dyna-miques peuvent être considé-rées comme des chargesquasi-statiques.
• Point d’application et direction de la charge
N � effort de traction axiale(0 � � � 30°)
F � effort de traction oblique(30° � � � 60°)
V � effort de cisaillement (60° � � � 90°)
QUALIFICATIONDIRECTE DE
L’ÉTAT DE FIS-SURATION DU
BÉTON
TYPESD’EFFORTS
Les fixations
(Le matériau support est dans tous les cas constitué par du béton.)
Ouvrages ou parties d’ouvrages support d’ancrageÉtat de fissuration du béton
Non fissuré FissuréÉléments fléchis en béton armé (dalles, poutres, pannes) X
Éléments fléchis en béton précontraint (dalles, poutres, pannes) X
Mur extérieur de bâtiment non armé X
Mur extérieur de bâtiment en béton armé X
Mur intérieur de bâtiment X
Poteau de rive ou d’angle X
Poteau intérieur X
Dallage radier X
Zones de clavetage d’une construction réalisée à base d’éléments préfabriqués X
Extrémité d’éléments fléchis (ex. : nez de balcon en porte-à-faux) X
Cuvelage X
978271353446_146_167_MB 6/06/13 16:05 Page 152

4.7.4 CONDITIONS DE DISTANCE ET D’ÉPAISSEUR DU SUPPORT
153
MODÉLISATIONDE LA CHE-
VILLE DANS LEBÉTON
CHOIX DESNUANCES
D’ACIER ENFONCTION DESATMOSPHÈRES
Quincaillerie
Les résistances de calcul aux états limites ne sontvalables que pour autant que le béton possède uneépaisseur minimale (100 mm) et lorsque les distancesminimales entre les chevilles et au bord sont respectées(figure A).
La tenue d’une cheville dans le béton est modélisée parun cône en béton dont la surface est directement liée àsa performance.
L’interface des cônes en béton de 2 chevilles proches(figure B) ou la réduction de la surface du cône pour unecheville implantée près d’un bord (figure C) réduit sa résis-tance.
■ CRITÈRES DE CHOIX
➞ La corrosion atmosphérique est liée à l’atmosphère ambiante. Les agents se combinent auxcomposants de l’air.
➞ Le mélange d’oxygène, d’eau vaporisée et de rejets industriels, principalement chlorés etsulfureux, agresse et altère les métaux et alliages.
➞ On distingue 3 types d’atmosphère principale. Elles détermineront le choix de la résistanceà la corrosion de la cheville.
➞ La corrosion électrolytique qui peut apparaître lors de l’assemblage de deux métaux diffé-rents doit être prise en compte.
Fixation Acier inox Galvanisé Électro-Atmosphère A4316L à chaud zingué
Atmosphère intérieure sèche X X X
Atmosphère extérieure ou humide X
Ambiance agressive X
A
B
C
978271353446_146_167_MB 6/06/13 16:05 Page 153

154
La corrosion électrolytique apparaît lors de l’assemblage de deux métaux différents. Il se crée alorsun couple électrolytique qui donne lieu à la destruction de l’un des deux éléments.Il faut donc tenir compte de la matière de la pièce à fixer et celle de la fixation, lors du choix dutype de cheville à implanter.
CHOIX DESNUANCESD’ACIER
EN FONCTIONDES CONTACTSENTRE MATÉ-
RIAUX
Les fixations
•C
onta
ct p
ossi
ble
entr
e le
s de
ux m
atér
iaux
�P
ièce
à fi
xer
atta
quée
�M
atiè
re d
e la
fixa
tion
atta
quée
Mat
ière
de
la p
ièce
Mat
ière
de
la f
ixat
ion
Aci
erA
cier
Aci
erA
lliag
eA
lliag
eLa
iton
à fix
erin
oxyd
able
galv
anis
éél
ectr
ozin
gué
zam
akpl
omb
Aci
er in
oxyd
able
•�
��
��
Aci
er g
alva
nisé
�•
••
•�
Aci
er é
lect
rozi
ngué
�•
••
•�
Aci
er b
rut
��
��
•�
Alli
age
d’al
umin
ium
��
��
••
Alli
age
de z
inc
�•
••
��
978271353446_146_167_MB 6/06/13 16:05 Page 154

155
EXEMPLE DECALCUL DE
DIMENSIONNE-MENT AVEC
SPIT EXPERT
EXEMPLE DETABLEAU DECARACTÉRIS-
TIQUES DIMEN-SIONNELLES
Quincaillerie
Surface du panneau : S � 1,20 � 3 m � 3,60 m2
Sollicitations :Force de pression (due au vent) : 3,6 � 105 � 378 daN.Force due au poids propre et au poids du mur rideau � Ptotal � 10 (3,6 � 30) � 118 daN.
Résultante : Sds � �3�7�8�2�� 1�1�8�2� � 396 daN
ra � arc tan ��NV
�� � 17°
d’où une sollicitation à la traction Nsdv de 396 daN
■ CHOIX D’UNE CHEVILLE
Prof. Prof. Prof. Ép. Ép. Long. Coupleancrage enfonc. filetage perçage perçage maxi pièce mini. du passage totale serrage
Type à fixer support cheville max.(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) (Nm)hef hnom d h0 d0 tfix hmin df L Tinst
6-20/55 25,6 35 M6 41 6 20 100 8 55 10
8-10/50 10
8-30/70 28,3 40 M88 48 8 30 100 10 70 20
8-60/100 60 100
8-90/130 90 130
978271353446_146_167_MB 6/06/13 16:05 Page 155

EXEMPLE DETABLEAU DECOEFFICIENT
DE RÉDUCTION
EXEMPLE DE VÉRIFICATION
DU DIMENSION-NEMENT
156
EXEMPLE DETABLEAU DE
RÉSISTANCESDE CALCUL ÀL’ÉTAT LIMITEDE SERVICE
(daN)
Les fixations
(*) Dans le cas d’une application à risque élevé dans un béton fissuré, les valeurs doivent être divisées par �eq � 1,4.
• Nrdu, Frdu, Vrdu : résistance à l’État Limite Ultime � Rdu � Rds � 1,4.
Nsdv : sollicitation à la traction
Vérifier que Nsdv � Nrdv
Nrdv : résistance à la traction de la fixation
Critères :• Application à risque élevé dans un béton non fissuré.• Classe de béton ; C20/25.• � � 17° ➝ résultante de traction.
• Résistance de calcul à l’État Limite de Service (ELS) pour un effort de traction � 329 daN parfixation.
• Facteurs d’influence : S � 120 mm ➝ �s � 1C21 � 80 mm ➝ �cn (C21) � 1C22 � 80 mm ➝ �cn (C22) � 1
Résistance admissible :Nrdv � Nrdv max � �s � �cn (C21 C22) � 329 daN par cheville.
D’où Nrdv � 658 daN � Nsdv
Cheville sélectionnée : SPIT FIX M8 � 10
978271353446_146_167_MB 6/06/13 16:05 Page 156

4.7.5 FIXATION DES DIFFÉRENTES STRUCTURES BOIS, CHARPENTE,GARDE-CORPS, RAMPES, POTEAUX DE VÉRANDAS ET MENUISERIESBOIS, ALU, PVC SUR LES DIFFÉRENTS TYPES DE SUPPORTS
157
MÉTHODEDE POSE
Quincaillerie
• Percer un trou débouchant ou non avec un foretcorrespondant à la dimension de la cheville Spit Fix àposer suivant les indications du fabricant de chevilles.• Nettoyer le trou par soufflage.
• Introduire la cheville dans le trou et l’enfoncer sinécessaire à l’aide d’un marteau en ne laissant dépas-ser que deux à trois filets au-delà de la pièce à fixer.
• Placer la rondelle.• Amorcer le vissage de l’écrou sur les filets laissés àl’extérieur. Serrer au maximum à la main.• Serrer à la clé dynamométrique jusqu’à obtenir lecouple de serrage requis.
Matériau support :
BÉTON
1. Cheville conseillée :Ex. : SPIT FIX (cheville mâle)
• Percer un trou aux dimensions indiquées.
• Insérer la cheville entièrement dans le trou.
2. Cheville conseillée :Ex. : SPIT PRIMA (cheville femelle)
• Positionner la pièce à fixer.
• Introduire la vis.
• Serrer au couple indiqué par le fabricant.
978271353446_146_167_MB 6/06/13 16:05 Page 157

158
MÉTHODEDE POSE
(SUITE)
Les fixations
• Percer.
• Insérer la cheville sans vis.
• Serrer au couple indiqué.
Matériau support :
PARPAING CREUX ENDUIT
1. Cheville conseillée :Ex. : SPIT PRIMA (cheville femelle)
• Forer un trou de 20 mm et de profondeur80 mm.
• Introduire manuellement le Satelis.Utiliser l’effort ressort pour que le Satelis vienne seplaquer sur la face intérieure de la paroi.
• Injecter la résine en utilisant les repères indiquéssur les cartouches.
• Introduire en rotation le goujon choisi jusqu’à ceque la bague de centrage vienne se loger à l’inté-rieur de la collerette.
• Après durcissement, mettre en place l’élément àfixer et serrer au couple conseillé par le fabricant.
Matériau support :
PARPAING CREUXNON ENDUIT
1. Cheville conseillée :SPIT SATELIS (mâle ou femelle)
978271353446_146_167_MB 6/06/13 16:05 Page 158

159
MÉTHODEDE POSE
(SUITE)
Quincaillerie
• Percer un trou de diamètre 10 mm et àla profondeur donnée.
• Positionner la cheville dans le trou autravers de la pièce à fixer.
• Visser jusqu’à ce que la tête de la visvienne en butée contre la collerette de lacheville.
2. Cheville conseillée :Ex. : SPIT NYLONG
• Percer un trou au travers de la pièce à fixerselon les valeurs indiquées.
• Insérer la cheville à la main.
• Taper sur le clou jusqu’au contact de la têtedu clou sur la collerette de la cheville.
• Vous pouvez également expanser la che-ville par vissage.
Matériau support :
BRIQUE PLEINE
Chevilles conseillées :SPIT HIT-M
978271353446_146_167_MB 6/06/13 16:05 Page 159

4.7.6 EXEMPLES D’APPLICATIONS
160
■ SABLIÈRETfix � épaisseur de la pièce à fixerCcr � distance au bordhef � profondeur d’ancraged0 � diamètre de percement
Cheville conseillée : SPIT NYLONG(voir tableau des caractéristiques ci-dessous)
FIXATION DESABLIÈRE ET
FERMETTESUR BÉTON
Les fixations
Pour une même application donnée, le logiciel Expert de SPIT peut offrir un choix multiple desolutions. Parmi ce choix multiple, la sélection de la cheville se fera en fonction de critères telsque la simplicité de mise en œuvre et le coût.
tfix
Ccr
d0
hef
Caractéristiques techniques
Distances des entraxes des chevilles (Scr)
Distances au bord (Ccr,N – Ccr,V)
Type Prof.ancrage
(mm)
Épaisseurmaxi
pièce àfixer
(mm)
Δ extcheville
(mm)
Épaisseurmini du matériausupport
(mm)
Δ deperçage
(mm)
Prof. de
perçage
(mm)
Prof. perçagemini à travers
pièce à fixer(mm)
Long.totaledouille
(mm)
Couple de
serragemaximum
(Nm)
Code
tête type F tête type H
057290
hef tfix dnom hmin d0 h0 L1 L Tinst
10-60 50 10 10 100 10 60 70 60 8,5 05720005721010-80 50 30 10 100 10 60 90 80 8,5 –05722010-100 50 50 10 100 10 60 110 100 8,5 05716005723010-115 50 65 10 100 10 60 125 115 8,5 –05724010-135 50 85 10 100 10 60 145 135 8,5 05718005725010-160 50 110 10 100 10 60 170 160 8,5 057190
Type hef bétonbloc
bétonplein
briquepleine
béton cellulaire
NYLONG 50 100 100 100 100
Distance Scr en mm
Type hef bétonbloc
bétonplein
briquepleine
béton cellulaire
NYLONG 50 50 50 100 100
Distance Ccr,N � Ccr,V en mm
Ccr,NCcr,V
Ccr,NCcr,V
Scr
978271353446_146_167_MB 6/06/13 16:05 Page 160

161
Méthode de pose• Percer un trou de diamètre 10 mm à laprofondeur donnée dans le tableau descaractéristiques techniques.
• Positionner la cheville dans le trou au tra-vers de la pièce à fixer à l’aide d’un mar-teau jusqu’au contact de la collerette avecla pièce.
• Visser jusqu’à ce que la tête de la visvienne en butée contre la collerette de lacheville.
FIXATION DESABLIÈRE ET
FERMETTESUR BÉTON
(SUITE)
Quincaillerie
■ FERMETTE AVEC ÉQUERRE DE FIXATIONPour ce type de pose, cheville conseillée : SPIT FIX II Δ 10 X 65/5
d0
hefCcr
ChevilleSPIT FIX
Profondeurd’ancrage
(mm)hef
Δ defiletage(mm)
d
Δ deperçage
(mm)d0
Épaisseur maxipièce à fixer
(mm)tfix
Longueur totalecheville(mm)
L
Couple de serrage maxi
(Nm)Tinst
10 X 65/5 36,4 M10 10
ChevilleSPIT FIX
Distance(mm)Scr
Distance(mm)Ccr,N
Distance(mm)Ccr,V
10 X 65/5 130 M10 10
10 60 45
Méthode de pose• Percer un trou de diamètre 10 mm à laprofondeur donnée dans le tableau descaractéristiques techniques. Nettoyer le troupar soufflage
• Introduire la cheville dans le trou etl’enfoncer à l’aide d’un marteau en ne lais-sant dépasser que deux à trois filets au-delà de la pièce à fixer.
• Placer la rondelle. Amorcer le vissage del’écrou et serrer au maximum à la main.Serrer à la clé dynamométrique jusqu’àl’obtention du couple de serrage requis.
978271353446_146_167_MB 6/06/13 16:05 Page 161

162
■ POTEAUXPour ce type de pose, cheville conseillée : SPIT MAXIMA
Coefficients de réduction
Caractéristiques techniques
FIXATION DEPIED DE
POTEAUX
Les fixations
d0
hefCcr,N Ccr,V
Ccr,N
Ccr,V
Scr
Dimen-sionde la tige
Profon-deur
d’ancragehef
Distance S
Smin Scr
40 53 66 80 93 104 120M8 80
Distance CTraction/Traction-obliquenon dirigé vers le bord
Cmin Ccr,N
40 50 60 70 80
Distance CCisaillement non dirigé vers le bordTraction-oblique dirigé vers le bord
Cmin Ccr,V
40 51 61 72 83 93 104
45 60 74 90 104 117 135M10 90 45 56 67 79 90 45 57 69 81 93 105 117
55 73 91 110 127 143 165M12 110 55 69 82 96 110 55 70 84 99 114 128 143
63 83 103 125 145 162 187M16 125 63 78 94 109 120 63 80 96 113 129 146 162
85 102 141 170 197 221 255M20 170 85 106 127 149 170 85 108 130 153 176 198 221
105 126 147 210 243 273 315M24 210 105 131 157 184 210 105 133 161 189 217 245 273
149 187 234 280 327 374 420M30 280 140 175 210 245 280 140 177 215 252 289 327 364
0,7 0,75 0,8 0,85 0,9 0,95 1Coefficient ys yC,N 0,6 0,7 0,8 0,9 1 yC,V 0,4 0,5 0,6 0,7 0,8 0,9 1
Type Prof.ancrage
(mm)hef
Épaisseurmaxi
pièce àfixer(mm)tfix
Δfiletage
(mm)d
Épaisseurmini
supporttige
(mm)hmin
Δde
perçage
(mm)d0
Prof. de
perçage
(mm)h0
Δpassage
(mm)df
Longueurtotaletige
(mm)L
–1+0,5
Longueurcapsule
(mm)Lp
Couple de
serragemaximum
(Nm)Tinst
Code
050950051500
M8Capsule
80 15 M8 120 10 80 10 110 80 10
050960051510
M10Capsule
90 20 M10 130 12 90 12 130 85 20
050970051520
M12Capsule
100 25 M12 160 14 110 14 160 107 30
050980051530
M16Capsule
125 35 M16 175 18 125 18 190 107 60
655220051540
M20Capsule
170 65 M20 220 25 170 25 260 162 120
655240051550
M24Capsule
210 63 M24 270 28 210 28 300 200 200
050940051560
M30Capsule
N. B. : Tiges filetées avec embout triangulaire : M8 – M10 – M12 – M16Tiges filetées sans embout triangulaire : M20 – M24 – M30
280 70 M30 340 35 280 35 380 260 400
978271353446_146_167_MB 6/06/13 16:05 Page 162

163
FIXATION DEPIED DE
POTEAUX(SUITE)
FIXATION DEGARDE-CORPS
QuincaillerieMéthode de pose• Percer au diamètre et à la profondeur de perçage spéci-fiés dans le tableau des caractéristiques techniques.
• Brosser les parois du percement avec un écouvillonmétallique.Souffler les poussières hors du percement.Il est aussi possible de nettoyer le percement à l’eau souspression.
• Introduire la capsule SPIT MAXIMA dans le trou (vérifierque la résine soit d’une viscosité fluide).Monter l’outil de pose sur le perforateur et introduire la tigedans l’outil de pose.
• Casser la capsule avec l’extrémité de la tige en rotation-percussion.Introduire la tige jusqu’au fond du percement (repèred’ancrage) et retirer l’outil de pose.
• Attendre le durcissement de la résine avant d’appliquer lacharge ou le couple de serrage.
■ GARDE-CORPS
Béton :• Résistance moyenne sur cylindre : 25 MPa• Épaisseur minimum du support : h � 130 mm
Domaine d’emploi :• Extrémité d’éléments fléchis fi béton non fissuré• La fixation d’un garde-corps est considéré comme une application à risque élevé
Géométrie du garde-corps
978271353446_146_167_MB 6/06/13 16:05 Page 163

164
■ CALCUL DES SOLLICITATIONS PAR CHEVILLEPour un garde-corps dont la platine et le potelet sont soudés, l’axe de rotation de la platine est situéà R = 3/3 A
• TractionF � Hgc � Dpot n* � N � R � 0
Donc NSds ��F � H
ng�c �
RDpot�� 664 daN
(n* : nombre de chevilles sur la platine � 2)
• Cisaillement
VSds � �F �
nDpot� � 46,5 daN
• RésultanteSds � �N�2�� V�2� � 666 daN
a � arctan ��NV
�� � 4° fi a entre 0 et 30° Æ traction
Cheville conseillée pour cette application : SPIT ATP M10X65 INOX A4
FIXATION DEGARDE-CORPS
(SUITE)
Les fixations
h0
dno
m
d0
hef = L
�2
d
LD
Résistances de calcul à l’état limite de service (daN)
• Béton � C20/25
• Inox A4 vis classe 70
• NRdu, FRdu, VRdu : résistance à l’état limite ultime – Rdu � Rds � 1,4
Dimensions Profondeurd’ancrage
hef
Traction (NRds)*
Applications à risque élevédans un béton non fissuré
Applications à risque modéré,sans risque dans un béton
fissuré et non fissuré
Traction oblique(FRds)*
Cisaillement (VRds)*
570 345 315
905 550 505
1150 760 730
2450 1485 1360
3810 2310 2115
� C20/25 � C20/25 � C20/25M8 60
M10 65
M12 75
M16 125
M20 170
(*) Dans le casd’une application àrisque élevé dansun béton fissuré,les valeurs doiventêtre divisées pargeq � 1,4
978271353446_146_167_MB 6/06/13 16:05 Page 164

4.7.7 LA FIXATION BOIS SUR BOIS PAR CLOUAGE
165
Clou lisse Clou cranté Clou torsadé
TYPES DE CLOUS
Quincaillerie
• Les types de tête :demi-lune – ronde – bombée – tête homme
• Les différentes matières :acier – acier inoxydable – cuivre
• Les traitements :brut – électro zingué – cadmié – galvanisé – shérardisé
• Qualité des pointes exposées aux intempéries :– acier inoxydable (NF A 35 – 577)– acier galvanisé à chaud (classe B – NF A 91 – 131)– acier shérardisé (classe 40 – NF A 91 – 460)Note : protection cadmiage ou électro zinguée (NF E 27 – 016) non admises
• Choix de la longueur du clouRègles générales : – pour des épaisseurs à fixer inférieures à 50 mm
- clous lisses : L � E � 3- clous crantés : L � E � 2,5
– pour des épaisseurs à fixer supérieures à 50 mm- L � E 50 mm
• Le crantageLors de la pénétration du clou, le crantage relèveles fibres du bois.Lorsque la pointe est en place, les fibres se res-serrent sur les crans de la tige, assurant unemeilleure tenue à l’arrachement.
■ LES TYPES DE POINTE ET LEURS CARACTÉRISTIQUES
L
E
978271353446_146_167_MB 6/06/13 16:05 Page 165

166
Les fixations sont réalisées avec le cloueur gaz SPIT IM350
EXEMPLES DEFIXATION
Les fixations
CONTREVENTEMENTClous 2,8 � 70 crantés
DTU 31,3
LISSES FILANTESClous 2,8 x 70 crantés
DTU 31,3
ANTIFLAMBAGEClous 2,8 � 70 crantés
DTU 31,3
ENTRETOISESClous 2,8 � 75 crantésClous 3,1 � 75 crantés
VOLIGEClous 2,8 � 51 lisses
à 2,8 � 80 lisses
LITEAUXClous 2,8 � 60 lissesClous 2,8 � 70 lissesClous 2,8 � 80 lisses
978271353446_146_167_MB 6/06/13 16:05 Page 166

167
• Parquet
EXEMPLES DEFIXATION
(SUITE)
Quincaillerie
BARDAGE BOISClous 2,8 � 55 crantés
tête bombée inoxDTU 41,2
FIXATION DE LAMESClous 2,5 � 60 crantésClous 2,8 � 60 lisses
DTU 51,1
• Couverture à joint debout(feuilles de zinc, inox ou cuivre)
Cloueur gazSPIT IM200/32 Joint debout
FIXATION DES PATTES Clous crantés inox 2,8 x 25 mm
DTU 40,41 – 40,44 – 40,45
978271353446_146_167_MB 6/06/13 16:05 Page 167

TYPE DE FERRAGE
4.8 ORGANES DE ROTATION
168
4.8.1 PAUMELLES DE PORTES ET DE FENÊTRES
Les organes de rotation ont pour fonction de rendre mobile un élément (porte, ouvrant...) parrapport à un ensemble fixe (bâti) et supporter le poids de cet élément.
À fleur
À recouvrement
en feuillure à joint vif
total partiel avec feuillure
En retrait
à joint vif à va-et-vient
dormant
ouvrant
978271353446_168_188_MB 6/06/13 16:06 Page 168

DÉFINITIONGAUCHE-DROITE
LIGNEDE RÉFÉRENCE
D'UNE PAUMELLE
POSITION-NEMENT DESPAUMELLES
SENSD'OUVERTURED'UN ÉLÉMENT
MOBILE
La ligne de référence d'une paumelle est une ligne fictivepassant sur la surface d'appui de la partie « portante » de lapaumelle. Elle permet le positionnement précis de cettedemi-paumelle sur le dormant ou le bâti.
• On ouvre la paumelle côté fraisurages vus(orientés vers le haut !).
• On dégonde la paumelle en l’orientant demanière à ce que la broche soit dirigée devantsoi (et non vers soi !).
• La paumelle prend le nom de la main danslaquelle se trouve la partie de la paumelle por-tant la broche.
• Partie de la paumelle avec broche, dans lamain gauche : Paumelle à gauche.
• Partie de la paumelle avec broche, dans lamain droite : Paumelle à droite.
Instruction de ferrage et de montageSi la masse d'une porte exige une troisièmepaumelle, celle-ci ne doit pas être fixée aumilieu de la porte mais à 250 mm sous lapaumelle supérieure. De cette façon, lacapacité de charge augmente.
Nota : les butées éventuelles doivent êtreposées le plus loin possible de l'axe de rotation.Les couples occasionnés dans le cas contrairerisquent de détériorer la paumelle ou même laporte.
à gauche en poussant(paumelles à gauche)
à droite en poussant(paumelles à droite)
à gauche en tirant(paumelles à droite)
à droite en tirant(paumelles à gauche)
LRligne deréférence
Paumelleà gauche
Paumelleà droite
LR
LR
LR
LR
LR
169
Quincaillerie■ MÉTHODE DE DÉTERMINATION DE LA « MAIN » D’UNE PAUMELLE
978271353446_168_188_MB 6/06/13 16:06 Page 169

170
Organes de rotation
PAUMELLECYLINDRIQUE
DROITE
pour portes à fleur
PAUMELLECYLINDRIQUE
COUDE
pour portesen feuillures
Paumelle Finition
gauche acier finement droite poncé et brossé
Matière : acier inoxydable
Exemple de montage
Fixation avec vis à tête fraisée Δ 4
Sens d'ouverture :– à droite– à gauche
LR
Paumelle Finition
gauche acier finement droite poncé et brossé
Longueur Jeu
100 mm 1,75 mm120 mm 2,75 mm140 mm 3,00 mm
Dimensions
L 100 120 140A 31,50 31,50 31,50B 48,00 58,00 68,50C 30,00 30,00 30,00D 15,00 15,00 15,00E 09,50 12,00 12,50F 05,00 5,00 5,00G 27,00 32,00 40-35-40H 12,00 15,00 16,00I 75,00 78,00 79,00J 07,00 10,00 10,00K 0,75 0,75 0,75M 02,50 02,50 03,00
Matière : acier inoxydableFixation avec vis à tête fraisée Δ 4
Exemple de montage
Sens d'ouverture :– à droite– à gauche
Dimensions
L 100 120 140A 26,50 26,50 26,50B 48,00 50,00 68,50C – – –D 13,50 13,50 13,50E 12,50 12,00 12,50F 05,00 05,00 05,00G 25,00 32,00 40-35-40H 12,00 15,00 16,00I 60,00 63,00 64,00J 07,00 10,00 10,00K 23,00 23,00 23,00M 02,50 02,50 3,00N 19,00 20,5 21,00R 12,25 17,75 18,00
LR
D
C
J
A
I
C
F
EG
GG B L
H
A
KH
D
A
J
K
I
F
H
EG
GG
HN
R
BL
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 170

PAUMELLECYLINDRIQUE
COUDE
pour portesen feuillures
(suite)
PAUMELLEDE MEUBLE
DROITE
pour portesrentrantes
à fleur
Paumelle Finition
gauche laiton polibrossé matnickelé mat
droite teinté antique
Matière : laiton
Exemple de montage
Fixation par vis à tête frai-sée Δ 5
Sens d'ouverture :– à droite– à gauche
LR
Dimensions
L 160 120 140 160 180A 23,5 23,5 23,5 23,5 23,5B 47,0 57,0 67 77 87C 11,0 11,0 11,0 11,0 11,0D 08,0 08,0 08,0 08,0 08,0E 12,5 15,0 17,5 20,0 21,0F 02,0 02,0 02,0 02,0 02,0G 25,0 30,0 35,0 40,0 46,0H 15,0 15,0 15,0 15,0 15,0I 60,5 60,5 60,5 60,5 60,5J 10,0 10,0 10,0 10,0 10,0K 21,0 21,0 21,0 21,0 21,0M 03,0 03,0 03,0 03,0 03,0N 22,0 22,0 22,0 22,0 22,0O 04,0 04,0 04,0 04,0 04,0P 166 186 206 226 246
Finition
laiton polilaiton brossé matnickelé brillant nickelé mat laiton bruni
Matière : laiton massif
Exemple de ferrage
Fixation avec vis à tête fraisée Δ 3
Sens d'ouverture :– à droite– à gauche
Dimensions
L 40 50 60A 16 16 16B 20 25 30C 13 13 13D 6,5 7 7,5E 8 7 7,5F – 2 2G 24 18 22,5H 8 8 8I 40 40 40J 4,5 4,5 4,5K 0,5 0,5 0,5M 1,7 1,7 1,5
4.8.2 PAUMELLES DE MEUBLE
F
C
G
BLG
E
IH
J
AA
M K
CD
CD
F
H
K
A
EG
GG
I
LR
RN
M
J
LR
DOC HETTICH
171
Quincaillerie
978271353446_168_188_MB 6/06/13 16:06 Page 171

172
Organes de rotation
PAUMELLEDE MEUBLE
COUDE
pour portesrentrantesen retrait
Finition
laiton polilaiton brossé matnickelé brillant nickelé mat laiton bruni
Matière : laiton massif
Exemple de ferrage
Fixation avec vis à tête fraisée Δ 3
Sens d'ouverture :– à droite– à gauche
Dimensions
L 40 50 60A 16 16 16B 20 25 30C 13 13 13D 6,5 7 7,5E 8 7 7,5F – 2 2G 24 18 22,5H 8 8 8I 40 40 40J 4,5 4,5 4,5K 4,6 4,6 4,6M 1,7 1,7 1,7
G
BLG
E
IH
CD
J
AA
M K
PAUMELLE DEMEUBLECOUDE
pour portesà recouvrement
DOC HETTICH
Finition
laiton polilaiton brossé ; matnickelé brillant nickelé mat laiton bruni
Matière : laiton massif
Exemple de ferrage
Fixation avec vis à tête fraisée Δ 3 DIN 97
Sens d'ouverture :– à droite– à gauche
Dimensions
L 40 50 60A 15,5 15,5 15,5B 20 25 30C 7,5 8,5 7,5D 5 5,5 5,5E 8 7 7,5F – 2 2G 24 18 1,5H 8 8 8I 33,3 33,3 33,3J 4,5 4,5 4,5K 11 11 11M 1,7 1,7 1,7N 11,8 11,8 11,8R 11,2 11,2 11,2S – 1,5 1,5
G
BLG
E
IH
CD
J
A
RH
K
LR
N
LR
S F
F
C
978271353446_168_188_MB 6/06/13 16:06 Page 172

CHARNIÈRED'ABATTANT
PAUMELLEDE TABLE
Charnière d'abattant laiton massifRéalisée en profil étiré, percé et fraisé avec unebroche fixe en laiton.Avec lames à bouts ronds à entailler à la machine.Charnière d'abattant type 135avec fraisage arrière des trous de fixationCharnière d'abattant type 137avec fraisage avant des trous de fixation.
Exemple de ferrageCharnière d'abattant type 135 – 140
Exemple de ferrageCharnière d'abattant type 137 - 142
Fixation avec vis à tête fraiséeØ 3
Matière : laiton massifRéalisé en profil étiré, percé et fraisé avecbroche fixe en laiton
Matière : laiton massif
Type A B C D E F G
135 30 49,5 15 9 6 9 9
137 30 49,5 15 9 6 9 9
140 30 47 13 8,5 4,5 10,5 10,5
142 30 47 13 8,5 4,5 10,5 10,5
CD
B
EF A
G
CD
B
EF A
G
Finition
laiton lissélaiton polinickelé brillant
type 137 – 142
35
21,
5
(voir dimensionpage suivante)
DOC HETTICH
173
Quincaillerie
978271353446_168_188_MB 6/06/13 16:06 Page 173

174
Organes de rotation
PAUMELLE DE TABLE
(suite)
FICHES À
ENTAILLER
Exemple de ferrage
DE
K
L
CB
A
J
GF
IH
Types
60 75 100A 25 30 35B 60 75 100C 6 7 8D 18 23 30E 6 6 9F 27 34 46G 27 34 46H 2 2 2I 2,5 2,5 2,75J 3,5 4 4K 5 6 7L 15 18 21
Diamètre des nœuds
A 8,5 9,5 11B 25 28 28C 5 5,5 6D 24 24 24E 20,5 19,5 24F 9,5 9 9G 2,6 2,6 2,6L 38 38 41
Diamètre des nœuds
A 8,5 9,5 11B 25 28 28C 5 5,5 6D 24 24 24E 20,5 19,5 24F 9,5 9 9G 2,6 2,6 2,6L 70 70 82
Matière : laiton massif
Fixation avec vis à tête fraiséeØ 4,0
DOC HETTICH
Finition
laiton poliverni au four
acier nickeléacier zingué bleuacier laitonnéacier zingué jaune
Finition
laiton lissélaiton polilaiton brillant
Exemple de ferrage
A B
C
D
C
FG
E
L
C
D
C
BC G
EA
L
978271353446_168_188_MB 6/06/13 16:06 Page 174

Quincaillerie
175
FICHEÀ
ENTAILLER(suite)
CHARNIÈRETYPE ZK45
CHARNIÈRETYPE ZK46
Finition
laiton poliverni au fourbruni clairbruni foncéantique clairantique foncé
Exemple de ferrage
Fixation par vis à tête fraiséeØ 3
Exemple de ferrage
Fixation par vis à tête fraiséeØ 3
Exemple de ferrage
Côté Trous Finitiona x b de fixation
25 x 25 4 nickelélaitonné
bruni
35 x 30 4 nickelélaitonné
bruni
40 x 35 4 nickelélaitonné
bruni
50 x 40 6 nickelélaitonné
bruni
60 x 40 6 nickelélaitonné
bruni
Côté Trous Finitiona x b de fixation
25 x 25 4 nickelélaitonné
bruni
35 x 30 4 nickelélaitonné
bruni
40 x 35 4 nickelélaitonné
bruni
50 x 40 6 nickelélaitonné
bruni
60 x 40 6 nickelélaitonné
bruni
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 175

176
Organes de rotation
PAUMELLE À LAME
D'ÉQUERRE
pour portes en applique
à fleur de corps
Exemple de ferrage
Épaisseur de porte
16-17 18-20 20-21 22-23A 08,0 07,0 08,0 08,0B 32,5 35,5 37,0 42,5C 14,5 19,0 19,0 21,5D 07,0 10,0 10,5 13,0E 07,0 06,5 07,0 10,0F 02,0 02,0 03,0 03,0G 16,0 16,0 16,0 16,0H 09,0 09,0 09,0 9,0I 25,0 25,0 25,0 25,0L 50,0 50,0 50,0 50,0
Longueur de fiche
L 108 120 128 140 148 160 168 180A 08,0 10 08,0 10 08,0 10 08,0 10B 53,0 55 53,0 55 53,0 55 053,0 55C 11,5 13 11,5 13 11,5 13 11,5 13D 30,0 30 40,0 40 50,0 50 60,0 60E 20,0 20 28,0 28 36,0 36 44,0 44F 05,0 05 06,0 06 07,0 07 08,0 08G 16,5 17 16,5 17 16,5 17 16,5 17
Finition
laiton polibrossé matnickelé brillantnickelé mat
Finition
acier brutbrunipatine neuveteinté antique
Fixation par vis à tête fraisée Ø 3
FICHE ÀENTAILLER
pour portes à
recouvrement
Exemple de ferrage
Fixation par pointesØ 2,5 x 15 et Ø 2,5 x 18 mm
D E
FF
HG
G
ACB
IL
DLG
AB
C
D EF
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 176

Quincaillerie
177
Matière : laiton massif
Matière : laiton massif
Paumelle : longueur 60 mm
Fixation avec vis à tête fraisée Ø 3
Sens d'ouverture– à droite– à gauche
Fixation avec vis à tête fraisée Ø 3
Sens d'ouverture– à droite– à gauche
Exemple de ferrage
PAUMELLE DE STYLE
pour portesrentrantes
à fleur
PAUMELLE DE STYLE
COUDE
pour portesrentrantes
à fleur Exemple de ferrage
Dimensions
L 40 50 60A 8 8 8B 40 40 40C 13 13 13D 6,5 7 7,5E – – –F – 2 2G 24 18 22,5H 8 7 7,5I 19 24 29J
Finition
laiton polilaiton brossé matbruni avec nœud brossé(antique)
Dimensions
L 40 50 60A 8 8 8B 33,3 33,3 33,3C 13 13 13D 6,5 7 7,5E – – –F – 2 2G 24 18 22,5H 8 7 7,5I 19 24 29J 68 78 88
Finition
laiton polilaiton brossé matbruni avec nœud brossé(antique)
DOC HETTICH
Matière :laiton massif
Matière :laiton massif
D C
F
HG
G
IL
J
C
AB
0,5
1,7 4,5
1616
D C
F
HG
G IL
J
C
B A
4,5
4,6
1,7
1616
978271353446_168_188_MB 6/06/13 16:06 Page 177

Organes de rotation
178
Matière : laiton massif
schéma de perçage réglage Emploi :
– pour des épaisseurs de porte de 12-21 mm,
– angle d'ouverture : 140°,– réglage simple et efficace des portes,– par relevage d'un pivot sur ressort,
les portes peuvent être facilementdécrochées ou accrochées.
Fixation avec vis à tête fraisée Ø 3
Sens d'ouverture– à droite– à gauche
Exemple de ferrage
PAUMELLE DE STYLE
pour portes à recouvrement
CHARNIÈRE À PIANO
PIVOT ÀPERCER
pour petitesportes
rentrantes
Dimensions
L 40 50 60A 8 8 8B 33,33 33,3 33,3C 7 8,5 7,5D 5 5,5 5,5E – – –F – 1,5 2G 24 18 23H 8 7 7I 19 24 29J 68 78 88K – 2 2
Finition
laiton polilaiton brossé matbruni avec nœud brossé(antique)laiton couleur zinc
Finition
Acier brut, sans perçageacier laitonné verni BILACacier nickeléacier bruniacier inoxydable brutlaiton massif brut
DOC HETTICH
entraxe = 60
Largeur ouverte : 20 – 25 – 28 – 32 – 40 mmLongueur : 2 000 mm ou 2 mètres
Charnièreouverte
Charnièrefermée
Perçage dans le haut etle bas du meuble
7,5 profondeurcôté
côté12
8,5 6
15,2
réglage
porte
14couleur : blanc ou marron
Matière : laiton massif
D C
F K
AB
11
4,5
15,5
HG
G
IL
J
11,8
11,2
978271353446_168_188_MB 6/06/13 16:06 Page 178

Quincaillerie
179
Côtés de montage
PIVOT ÀPERCER
pour petitesportes
rentrantes(suite)
CHARNIÈRED'ABATTANT
pour portes à recouvrement
Fixation par vis à tête fraiséeØ 3,5 avec tête Ø 6 mm.
Exemple de ferrage
Matière : zamak haute précision
● Perçages identiques dans la tablette et dans l'abattant.
● Rotation optimale grâce à un palier debroche en plastique.
● Diamètre du nœud 8 mm. Réglable en hauteur, en profondeur et latéralement.
● Le montage séparé du boîtier de corps et du boîtier d'abattantpermet le montage de l'abattant à posteriori.
Dimensions
Perçages
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 179

180
Organes de rotation
CHARNIÈREMASSIVE
EN LAITON
CHARNIÈRE À PIANO
Exemple de ferrage
Exemple de ferrage
Fixation par vis à tête fraiséeØ voir tableau.
Angle d'ouverture bloqué à 115 °.
Finition
laiton lissélaiton polilaiton brossé matnickelé brillantnickelé matchromé brillantchromé matteinté brun
Côté d1 d2 S1 S2 nbre Din 97a x b mm mm mm mm trous Ø
20 x 16 3,5 2,0 1,3 1,0 4 2,0
25 x 20 4,0 2,5 1,5 1,2 4 2,5
30 x 20 4,0 2,5 1,5 1,2 4 2,5
40 x 20 4,0 2,5 1,5 1,2 4 2,5
30 x 30 4,0 2,5 1,5 1,2 4 3,0
40 x 30 4,0 2,5 1,5 1,2 4 3,0
50 x 30 4,5 2,5 1,8 1,5 6 3,0
40 x 40 4,5 2,5 1,3 1,5 4 3,0
Côté d1 d2 S1 S2 nbre Din 97a x b mm mm mm mm trous Ø
50 x 40 4,5 2,5 1,80 1,50 6 3,0
60 x 40 5,5 3,0 2,25 1,75 6 3,5
50 x 50 5,0 3,0 2,00 1,50 6 3,0
60 x 50 5,0 3,0 2,00 1,50 6 3,0
80 x 50 6,5 3,5 2,50 2,00 6 3,5
80 x 60 6,0 3,5 2,50 2,00 6 3,5
100 x 100 8,0 4,0 2,75 2,25 8 4,5
Matière : laiton massifDOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 180

4.8.3 FICHE À PERCER « EXAKTA »
181
Quincaillerie
FICHE À PERCER« EXAKTA »
AVECBLOCAGE
TYPEBAÏONNETTE
pour portes et fenêtres
FICHE À PERCER« EXAKTA »
pour portes et fenêtres
Matière :acier
Matière :acier
Matière :acier
FICHE À PERCER« EXAKTA »
AVEC PALIERSDE ROTATION
pour portes et fenêtres
Finition
ZN passivé bleuZN passivé jaune
Finition
ZN passivé bleuZN passivé jaune
Finition
ZN passivé bleuZN passivé jaune
mèche étagée Ø 7,1 mm
Feuillure min. 11 mm
mèche étagée Ø 7,1 mm
Feuillure min. 13 mm
Exemple de montage
Exemple de montage
mèche étagée Ø 7,1 mm
Feuillure min. 13 mm
Exemple de montage
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 181

182
Organes de rotation
FICHE À PERCER« EXAKTA »
pour portes et fenêtres
FICHE À PERCER« EXAKTA »
AVEC BROCHEAMOVIBLE
pour portes et fenêtres
FICHE À PERCER« EXAKTA »
AVEC BROCHEAMOVIBLE
pour portes et fenêtres
FICHE À PERCER« EXAKTA »
pour portes et fenêtres
Finition
ZN passivé bleuZN passivé jaune
Finition
ZN passivé bleuZN passivé jaune
Matière : acier
Exemple de montage AK 15
Exemple de montage AK 13
Types
Typ AK 13 AK 15A Ø 13 Ø 15B 39 39C 32 32D 40 50E 13 13F Ø 7,8 Ø 7,8
mèche étagée Ø 7,1 mm mèche étagée Ø 7,1 mm
Feuillure min. 11 mm
Exemple de montage
Matière : acier
Matière : acier
mèche étagée 7,1 mm
Feuillure min. 11 mm
Finition
ZN passivé bleuZN passivé jaune
Finition
ZN passivé bleuZN passivé jaune
Exemple de montage
mèche étagée 7,1 mm
Feuillure min. 11 mm
Matière : acier
Exemple de montage
mèche étagée 7,1 mm
Feuillure min. 11 mm
DOC HETTICH
A D
B
F
E
C
978271353446_168_188_MB 6/06/13 16:06 Page 182

Quincaillerie
183
FICHES À PERCER
pour portes et fenêtres
4.8.4 FICHES À PERCER « FIX »Ces fiches à percer pour portes et fenêtres permettent un montage rationnel et une assise sûreet précise. Le réglage est assuré par une tige filetée à pas fin, chaque diamètre de nœudnécessite un jeu d'outillages différents.
■ FICHE DE FENÊTRE « FIX »avec nœud Ø 13 mm
■ FICHE DE FENÊTRE « FIX »avec nœud Ø 13 mm
■ FICHE DE PORTE « FIX »pour portes légères aveccadre, nœud Ø 14,5 mm
Matière : laiton ou acier
Matière : laiton
Exemple de montage
Matière : acier
■ FICHE DE PORTE « FIX »pour porte normaleavec cadre bois, nœud Ø 16 mm
■ FICHE DE PORTE « FIX »pour porte normaleavec cadre bois, nœud Ø 16 mm
■ FICHE DE PORTE « FIX »pour porte normaleavec cadre bois, nœud Ø 16 mm
Matière : laiton ou acier
Matière : laiton
Exemple de montage
Matière : acier
DOC HETTICH
978271353446_168_188_MB 6/06/13 16:06 Page 183

184
Organes de rotation
FICHES À PERCER
pour portes et fenêtres
(suite)
■ FICHE DE PORTE « FIX »pour porte lourdeavec cadre bois, nœud Ø 18 mm
■ FICHE DE PORTE « FIX »pour porte lourdeavec cadre bois, nœud Ø 18 mm
■ FICHE DE PORTE « FIX »pour porte d'entrée lourdesur cadre bois, nœud Ø 20 mm
■ FICHE GENRE ANUBA À 2 CORPS
Matière : acier
Matière : laiton
Exemple de montage
Matière : laiton
A Ø B C D Ef Emmm mm Ø mm mm mm mm
13 40 7,7 12,6 36 36
16 54,4 8,7 15,6 50 44
DOC HETTICH
DOC WURTH
Matière : acierApplication : en recouvrant et à fleur
978271353446_168_188_MB 6/06/13 16:06 Page 184

185
Quincaillerie
FICHES
– dégondablesen acier
– à tourillons
– à couper
■ FICHE DÉGONDABLE EN ACIER
Long. A Long. B Long. D Long. Emm mm mm mm
192 128 328
256 192 392
352 288 488
416 352 552
448 384 584
512 448 648
50
Possibilités de longueurs infinies. Vases montés dans le tube par simple pression.
● Tube 13 mm
● Vase laitonné, bronzé, brossé, verni
● Lacet long. 55 mm(Ø 6 mm) à entraxes multiples de 32 mm.
● Vis à bois à entraxes.
■ FICHE À TOURILLONS
■ FICHE À LACETS MODULABLES
Mêmes dimensions que la fiche dégondable en acier
978271353446_168_188_MB 6/06/13 16:06 Page 185

186
Organes de rotation
PENTURESGONDS
Dimensions
L 30 L 165L 35 L 170L 40 L 175 L 45 L 180 L 50 L 190 L 55 L 100 L 60 L 100
Percée
ou
non percée
■ PENTURE DROITE Fer – peinte en noir
■ GOND À SCELLER
Dimensions
L 30 L 55L 35 L 60L 40 L 65 L 45 L 70 L 50 L 80
non percée
■ PENTURE COUDÉEFer – peinte en noir
Dimensions
L 40 L 165L 45 L 170L 50 L 180 L 55 L 190 L 60 L 100
Percée
ou
non percée
■ PENTURE ÉPINE QUEUE DE CARPEFer – peinte en noir
Finition : acier plastifié noir
Ø axe Ø perçage Profondeur mm mm perçage mm
1214 10 6016
■ GOND AVEC CHEVILLE– sans axe amovible– avec cheville plomb M10.
Finition : acier plastifié noir
Ø axe Ø perçage Profondeur mm mm perçage mm
1214 10 6016
978271353446_168_188_MB 6/06/13 16:06 Page 186

187
Quincaillerie
PENTURESGONDS(suite)
■ PENTURES ANGLAISES
■ PENTURE RUSTIQUE POUR MEUBLE
Dimensions Finition
100 mm 350 mm
150 mm 400 mm
200 mm 500 mm
250 mm 600 mm
300 mm 600 mm
Zinguée
Dimensions Finition
100 mm
150 mm
200 mm
300 mm
Fer noir
patiné
4.9 ORGANES DE PRÉHENSION ET DE MANŒUVRE
BÉQUILLESDE
FENÊTRES
BÉQUILLESDE
PORTES
DOC HEWI
978271353446_168_188_MB 6/06/13 16:06 Page 187

188
Organes de préhension et de manœuvre
PLAQUESDE
PROPRETÉ
TIRANTSPOIGNÉESBOUTONS
DE MEUBLES
1 – Tirants Ø 202 – Tirants Ø 163 – Tirants Ø 134 – Tirants (supports Ø 16)5 – Tirants Ø 106 – Tirants 1/2 ronds Ø 107 – Tirants 1/2 cercle
(ici présentés para 2)8 – Boutons de Ø 13
à 55 mm
9 – Boutons Ø 55 mm avec ou sans rosace
10 – Bouton boule Ø 55 mm 11 – Bouton12 – Tirants13 – Poignée 1/2 cuvette
(représentée par 2)Poignées cuvette
14 –15 – { Poignées cuvette16 – 140 x 60
100 x 60195 x 38
17 – Rosace entrée de clé18 – Paumelles
DOC. HEWI
978271353446_168_188_MB 6/06/13 16:06 Page 188

4.10 ORGANES AUXILIAIRES DE MONTAGE DÉFINITIF OU PROVISOIRE
Quincaillerie
189
VIS AVECPIÈCE DEJONCTION
V.B. 14
VIS DELIAISON VDS
ASSEMBLAGEMONO-PIÈCE
DIREKTA 2
ASSEMBLAGEMONO-PIÈCE
DIREKTA 9
VIS DELIAISON VS
4.10.1 VIS DE LIAISON
Matière : acier chromé
Matière : acier { nickelébruni
Matière : acier { nickelébruni
● Dimensions : M5, L = 48 mm● Empreinte : cruciforme.
● Dimensions : Ø 5, L { 30-34, 36-40
● Vis discrète pour la liaison decorps de meuble avec des ef-forts importants. Des stries longitudinales sur ladouille évitent la rotation pen-dant le serrage, filetage enretrait afin de faciliter le serrage.
● Dimensions : Ø 6,3 L = 38, Ø 6,3 L = 50,
● Empreinte: cruciforme PZ● Perçage intérieur et empreinte
cruciforme PZ avec foret étagéHSS Ø5/Ø7 mm
● Dimensions : Ø 4, L = 45 mm ● Empreinte: cruciforme ● Perçage nécessaire dans la
pièce ➀● Vis enduite d'un produit glissant
et engagée directement dans lapièce ➁
System32
System32
Matière : acier chromé
Matière : acier chromé
Matière : vis M6 acier
Tête plastique { marronblanc
➀
➁
Ø Tête Ø filetage L
26-3129-36
Ø 8 M.6 34-4139-4644-5149-56
Ø Fût Ø filetage L
21-2528-32
Ø 5 M.4 35-4041-4546-50
DOC. HETTICH
Cache { marronblanc
978271353446_189_204_MB 6/06/13 16:07 Page 189

190
Organes auxiliaires de montage définitif ou provisoire
GOUJON ÀTÊTE
FERRURE
GOUJONDOUBLE
GOUJONSARTICULÉS
4.10.2 FERRURES D'ASSEMBLAGES
Matière : acier { chromatisélaitonnébruni
● Percer les pièces ➀ et ➁au Ø 7,5 mm
● Ferrures équipées d'une aideà l'engagement.
● Perçages : Ø 15 mm
Ø 7,5 mm
● Épaisseurs tablettes :16 – 19 – 22 mm
● Perçage : Ø 7,5 mm
avec circlips
● Perçage 8 mm
● Perçage 10 mm
DOC HETTICH
➀
➁
Matière : acier brut
Matière : acier brut
Avec écrou prémonté
Réglage de 90° à 180°
978271353446_189_204_MB 6/06/13 16:07 Page 190

Quincaillerie
191
ÉLÉMENTSD'ASSEM-BLAGES
TRAPÉZOÏDAUX
FERRURESD'ASSEM-BLAGES
EXENTRIQUES
System32
System32
DOC HETTICH
DOC WURTH
Exemple de montage
Tablette engagée par le haut ou latéralement
Exemples de montage Avec douille à écartement en laiton
978271353446_189_204_MB 6/06/13 16:07 Page 191

192
Organes auxiliaires de montage définitif ou provisoire
IMPLANTATIONDES
COMPOSANTSDANS LES
PERÇAGES DU« SYSTEME
32 »
4.11 COMPOSANTS « SYSTÈME 32 »Le concept de construction de meubles « système 32 » offre de nombreux avantages. Il permet :● de concevoir des meubles et agencements avec un meilleur design,● de réaliser des assemblages précis,● d'implanter la quincaillerie (ferrures d'assemblages, charnières avec plaques, compas et charnières d'abattant,
loqueteaux magnétiques...),● l'interchangeabilité des composants,● une économie de temps et de coût.
Ferrures d'assemblage excentriquesFerrures d'assemblage excentriquesRastex 25
Ferrures d'assemblage excentriquesRastex 15
Taquets de tablettesCharnières avec plaques de montagecruciforme Supports de tube de penderie
Vis de liaison Coulisses de tiroir QUADRO
Compas d'abattantCharnières d'abattant
Équerres d'assemblage Coulisses de tiroirs à galets
DOC HETTICH
978271353446_189_204_MB 6/06/13 16:07 Page 192

Quincaillerie
193
PRINCIPE DE BASE
APPLICATIONFERRAGE
D'UNE PORTE
■ COTES CARACTÉRISTIQUES– A = distance du bord supérieur
de la porte à l'axe du boîtierde charnière,
– B = distance du bord supérieurdu corps de meuble à l'axedu goujon d'assemblage,
– F = retrait ou débordement de laporte,
– X = multiple de 32 mm,
– Ferrure d'assemblage VB 20 pourépaisseur de tablette de 19 mm,
– Charnière Euromat,
– Plaque de montage cruciforme àvissage direct,
– Formule de calcul de la cote A :A = B + X – 16
9,5 + 96 – 16 = 89,5 mm.
Le retrait F ou le débordement Fdésiré pour la porte doit être retiréou ajouté suivant le cas.
■ PRINCIPES À RESPECTERLes principes suivants doivent êtrerespectés pour le perçage de sériesde trous en entraxe 32 mm :
– Ø de perçage 5 mm ;
– distance de l'axe des perçages àla façade avant 37 mm,
– entraxe des deux rangées de per-çage en multiples de 32 mm,
– il est avantageux de respecter unesymétrie des perçages par rap-port au haut et au bas du meuble,
– il est également avantageux d'avoirla distance de l'axe des perçagesarrière à 37 mm du bord arrière dumeuble.
Pour les perçages de tablettes, res-pecter une position d'axe égale àune demi-épaisseur de matière de latablette. Ceci définit également letype de ferrure d'assemblage, p. ex.VB 20 pour épaisseur de tablette de19 mm.
DOC HETTICH
978271353446_189_204_MB 6/06/13 16:07 Page 193

194
Composants « système 32 »
DÉFINITION D'UN MEUBLE OU AGENCEMENT
DÉFINITION DELA COTATIONDU MEUBLE
(APPLICATION)
unité
0 1 2 3 4 5 6 7 8 9
0 0 32 64 96 128 160 192 224 256 288
1 320 352 384 416 448 480 512 544 576 608
2 640 672 704 736 768 800 832 864 896 928
3 960 992 1 024 1 056 1 088 1 120 1 152 1 184 1 216 1 248
4 1 280 1 312 1 344 1 376 1 408 1 440 1 472 1 504 1 536 1 568
5 1 600 1 632 1 664 1 696 1 728 1 760 1 792 1 824 1 856 1 888
6 1 920 1 952 1 984 2 016 2 048 2 080 2 112 2 144 2 176 2 208
7 2 240 2 272 2 304 2 336 2 368 2 400 2 432 2 464 2 496 2 528
8 2 560 2 592 2 624 2 656 2 688 2 720 2 752 2 784 2 816 2 848
9 2 880 2 912 2 944 2 976 3 008 3 040 3 072 3 104 3 136 3 168
Utilisation du tableau de corres-pondance pour la définition desdimensions des côtés du meuble(X/Y) = multiples de 32 mmB = distance du bord supérieur ou
inférieur du côté de meublepar rapport à l'axe du goujond'assemblage.
Calcul du côté du meuble :hauteur = X + 2 x Bprofondeur = Y + 2 x 37 mmExemple :Hauteur désirée environ 2 000 mm.Profondeur désirée environ 600 mm.L'assemblage est prévu avec laferrure VB 20 pour épaisseur depanneaux de 19 mm.La cote maximale de X est choisiedans le tableau de 1 984 mm. Lahauteur de l'armoire est donc de L : 1 984 + 2 x 9,5 = 2 003 mm.La cote maximale de Y est choisiedans le tableau à (600 – 2 x 37)512 mm. La profondeur de l'armoi-re est donc de :512 + 2 x 37 = 586 mm.
COTATION DUMEUBLE
(APPLICATION)
DOC HETTICH
diza
ine
978271353446_189_204_MB 6/06/13 16:07 Page 194

Quincaillerie
CHARNIÈRE SÉRIE 1
type : PRESS-ON
ouverture 94 °
TD = 16 18 20 22 24 26 28 30
Ta = 3 / F = 0,4 0,8 1,2 1,7 2,4 3,2 4,5 6,3Ta = 4 / F = 0,4 0,7 1,2 1,7 2,3 3,1 4,2 5,6Ta = 5 / F = 0,4 0,7 1,1 1,6 2,3 3,0 3,9 5,3Ta = 6 / F = 0,4 0,7 1,1 1,6 2,2 2,9 3,8 5,0Ta = 7 / F = 0,4 0,7 1,1 1,6 2,1 2,8 3,7 4,7Ta = 8 / F = 0,4 0,7 1,1 1,5 2,1 2,8 3,6 4,5
Boîtier à visser
TD = épaisseur de la porteTa = distance entre le boîtier et le chant de la porteF = espace entre 2 portes ou entre la porte et le côté du meuble
Boîtier à presser
Ta = 3 4 5 6 7 8L = 0,0 0,0 0,0 0,0 0,1 0,1
Angle d'ouverture
panneau latéral panneau mitoyen panneau rentrant, porte rentrante
DOC WURTH
195
978271353446_189_204_MB 6/06/13 16:07 Page 195

● ouverture 94°,● exécution acier avec ressort,● épaisseur de porte maxi :
22 mm porte rentrante,32 mm porte latérale,
● distance entre le boîtier et le chant de 3 à8 mm,
● Ø de perçage du boîtier 35 mm,● réglage 3 D.
EXEMPLEDE MONTAGE
DESCHARNIÈRESDE LA SÉRIE
(suite)
Fixation avec des vis à bois DIN 95/DIN 97 Ø 3,5 mm.
équerred'abattant
boîtier de fixation
Système de freinage de qualité nenécessitant aucun entretien ; munid'un système de réglage de précision. Tige de guidage, tige de tension etéquerre d'abattant en acier nickelé.Boîtier de freinage et supports de fixa-tion en zamak nickelé.Les références se rapportent à desversions main gauche.Par inversion de l'équerre d'abattant,le compas est réversible.
DésignationHauteur intérieure Cotes de montage
de l'abattant X Y A L
Klassik D/300 300-350 182 100 88 153
Klassik D/350 350-400 224 112 120 183
Klassik D/400 400-450 252 126 134 203
Klassik D/450 450-500 272 138 151 223
Klassik D/500 500-550 322 156 201 273
Klassik D/550 550-600 372 168 205 283
Instructions de montage
La dimension Y peut être changée légèrement en + ouen –. Ceci entraîne une modification de la cote A.Important : l'angle entre la tige de tension et l'abattantouvert doit être de 30° à 45°.Lorsque l'abattant est ouvert, le boîtier de freinagedoit reposer sur le support de fixation inférieur.
faiblefort
COMPASD'ABATTANT
TYPE KLASSIK D
Boîtier de fixation L258 D Équerre d'abattant A3
DOC HETTICH
196
Compas d'abattant
4.12 COMPAS D'ABATTANT
978271353446_189_204_MB 6/06/13 16:07 Page 196

Quincaillerie
197
4.13 HABILLAGES EN AMEUBLEMENTExemples de profilés d'habillage utilisés en ameublement.Ils sont conçus, pour la plupart, en plastique rigide ou flexible. (Cotes en mm).
CHANTSDE
FORME
CHANTSPLATS
978271353446_189_204_MB 6/06/13 16:07 Page 197

198
Habillages en ameublement
BORDURESDE
PROTECTION
MOULURES
DOC : NENPLAS
POIGNÉES
978271353446_189_204_MB 6/06/13 16:07 Page 198

Quincaillerie
4.14 GLISSIÈRES POUR TIROIRS
RAILSDE
GUIDAGE(PVC ou
polyéthylène)
GUIDAGEÀ
GALETS(Acier ou
Nylon)
À visser À emboiter À visser
Montage dans une rainure
Montage à fleur
Montage latéral
Longueur de tiroir (mm)
Montage de plateau
Schéma deperçagedes rails de corps
16
85
313
17
12
12
3
vis
visvis
vis
vis
199
978271353446_189_204_MB 6/06/13 16:07 Page 199

200
DÉFINITION
TYPES DECOLLAGES
PRÉCAUTIONS
ÉLÉMENTSD'ÉTUDE
AVANT UNCOLLAGE
5. COLLAGE
5.1. PRINCIPES ET RÉALISATION D'UN COLLAGE
La réalisation d'un ouvrage plan ou en volume entraîne l'assemblage de composants (pièces,éléments...). Le choix du type de maintien des assemblages par collage est fondamental, ceci dèsl'étude de la conception du produit et du choix des méthodes de fabrication.
Un collage résulte de l'association :
La résistance d'un collage est égale à la résistance de l'élément le plus faible.
Matériau
Colle
Matériau
+
+
Structuraux Semi-structuraux Non structuraux
■ RELATIVES AUX MATÉRIAUX– L'adhésif doit avoir une affinité avec la surface
qui reçoit (le support est appelé : subjectile).
– Les caractéristiques physiques des matériauxdoivent être les plus proches possibles de cellesqu'ils auront en situation.
Exemple : % d'humidité du support « bois ».
– La qualité du collage sera meilleure si celle desusinages est meilleure.
– La résistance aux contraintes sera augmentée si lasurface réelle de contact (l'aire) est augmentée.
– Le choix de la colle se fera selon le problème àrésoudre.
■ RELATIVES À LA RÉALISATION– Pour permettre l'enduction (étalement), l'adhésif
doit être fluide et doit « mouiller » le subjectile.
– L'adhésif doit pénétrer (matériau poreux) ouréagir chimiquement avec le subjectile.
– L'adhésif doit se solidifier pour permettre la résis-tance du collage.
– La lecture des renseignements techniques dufabricant est importante lors de la préparation etde la mise en œuvre d'un collage.
– Quand l'adhésif pénètre, on dit que l'ancrage estmécanique.
– Quant l'adhésif réagit, on dit que l'ancrage estchimique.
Placages Revêtements
Synthétique Finition
Naturel
Quantité Prix
Ambiance Produit (colle)Equipement
Assemblagesstructuraux
Assemblages semi-structuraux
Qualité
Non poreux
Poreux Protection
Contraintesmécaniques
ExtérieurIntérieur
Je dois faire un collageQuelle est la destinationdes ouvrages collés ?
Les matériaux à collersont de quel(s) type(s) ?
Quelle est la nature du travail ?
Quelles sont les conditions de réalisation
du collage ?
Subjectiles
Adhésif
support
placage➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
➤
978271353446_189_204_MB 6/06/13 16:07 Page 200

Collage
Lors de chaque phase d'un collage, la connaissance des facteurs influents est une garantie de qualité.
201
FACTEURSINFLUENTSDANS LES
DIFFÉRENTESPHASES D'UN
COLLAGE
Disposition du plan de collage
Aire de contact
Matériel de collage
Agencement du poste de collage
Conditions du collage
Humidité (%) du bois
Densité des bois
Qualité des usinages
Propreté des surfaces à coller
Conditionnement avant collage
Choix de la colle
Qualité de la colle
Solvant
Durcisseur
Viscosité et dilution
Porosité des bois
Température avant collage
Grammage
Temps de gommage
Temps d'assemblage ouvert
Temps d'assemblage fermé
Epaisseur du joint
Pression de serrage
Température de prise
Temps de prise
Température de séchage
Durée de séchage
Contraintes mécaniques
Variations de l'humidité
Variations de température
Attaque de micro-organismes
Util
isat
ion
en s
ituat
ion
des
élém
ents
col
lés
Org
anis
atio
n de
la
phas
e de
col
lage
Prép
arat
ion
des
mat
éria
ux (s
ubje
ctile
s)
Prép
arat
ion
de la
col
le
Enco
llage
Serr
age
Pris
e
Séch
age
FACTEURS INFLUENTS
PHASES D'UN COLLAGE
DOC AMIBOIS
978271353446_189_204_MB 6/06/13 16:07 Page 201

202
Principe de réalisation d'un collage●● DuréePour les colles vinyliques et Néoprène, la duréemaximale de stockage avant utilisation est en géné-ral de 1 an (sauf mention particulière de la noticetechnique) en emballages d'origine non entamés,conservées à des températures modérées (com-prises entre 10 et 25 °C).Une température de stockage plus élevée peutréduire la durée de vie des produits.
●● Sensibilité au gel– Les colles aqueuses peuvent geler. Elles doivent
donc être stockées à l'abri du gel.Cependant, si elles ont gelé pendant un transportet durant un temps limite, on les ramène à 20 °Cenviron, en les brassant énergiquement, elles seréhomogénéisent parfaitement et redeviennentutilisables normalement. Si la colle est restée àdes températures négatives pendant un certaintemps, elle peut avoir été modifiée d'une manièreirréversible.
– Les colles Néoprène sont le plus souvent réver-sibles. Si elles présentent un aspect « tripeux »
gélifié, il faut les ramener à 20° C puis les rého-mogénéiser par un brassage énergique.Dans tous les cas, le froid fait épaissir les colles.
●● LocauxLes colles sont soumises à des réglementations detransport et d'emploi strictes. Les emballages et lesnotices techniques sont clairement rédigées. Unefiche de données de sécurité est disponible pourchaque produit.
– Inflammabilité: les colles néoprène sont très in-flammables en raison des solvants qu'ellescontiennent.Les vapeurs de solvants, additionnées à l'air,peuvent donner des mélanges explosifs.
– Il faut donc impérativement :● aérer et ventiler les locaux ; ● ne pas fumer, ne pas travailler à proximité
d'une flamme ou d'un générateur d'étincelles ;● refermer soigneusement les emballages après
chaque prélèvement de colle ; ● prévenir la main-d'œuvre de ces dangers.
STOCKAGEDES COLLES
PRÉPARATIONDES
SURFACES À COLLER
ENCOLLAGE
TEMPS
PRESSAGE
●● Pour obtenir des joints de colle présentant desperformances de résistance élevées, il est néces-saire que les surfaces assemblées soient parfai-tement planes et lisses, sans arrachement ouécrasement des fibres en surface, propres, et queles épaisseurs des éléments à assembler soienttrès régulières de façon à éviter les variations depression dues aux différences d'épaisseur desplans de collage.
●● D'une façon générale, les surfaces brutes desciage sont trop grossières pour le collage. Il est
donc recommandé de raboter les surfaces àencoller, en veillant à ce que les outils de coupesoient parfaitement affûtés et réglés. Il est parfoisutile, pour améliorer la qualité du collage, deponcer après rabotage dans les cas particuliersde bois contreplaqués collés à haute températu-re, ou de bois très denses.
●● Un ponçage avec un papier gros grains permettra decoller les bois cémentés ou carbonisés en surface.Dans certains cas (bois très absorbants parexemple), un préencollage peut être nécessaire.
Le grammage de colle peut varier dans des pro-portions importantes selon :● le type de colle utilisée,● la porosité et la densité des bois,● la rapidité de collage désirée,● la planéité des surfaces.
– Colles vinyliques : 120 à 180 g/m2 simple face.– Colles polychloroprène : 120 à 150 g/m2 par face
en double encollage.
– Autres colles : se reporter aux notices techniques.
Un grammage faible amène une prise plus rapide.Un grammage fort permet une durée d'encollageplus longue ; un encollage double face est souhai-table pour les collages difficiles ou lorsque l'onrecherche un temps d'assemblage ouvert long.Pour les colles thermofusibles, il faut tenir compte,en plus du grammage, de la température d'encolla-ge et de la vitesse d'avance.
●● Temps de gommagePour les colles polychloroprène, c'est le tempsd'attente nécessaire entre l'encollage et le momentoù l'on peut commencer à assembler les matériaux.Ce temps, de l'ordre de 5 à 10 min, permet l'éva-poration de la plupart des solvants de la colle etévite la formation de cloques.
●● Temps d'assemblage ouvertC'est le temps qui peut s'écouler entre l'applicationde la colle et l'assemblage des matériaux à coller :
la colle reste suffisamment humide pour pouvoirmouiller l'autre pièce et donc assurer un bon colla-ge.
●● Temps d'assemblage ferméC'est le temps qui peut s'écouler entre la mise encontact des matériaux et le serrage proprement ditde l'assemblage. Ce temps permet de constituerles poutres de charpente lamellée-collée, ou l'empi-lage de plusieurs panneaux, avant de procéder aupressage.
Le pressage permet de maintenir un contact intimeentre la colle et les matériaux sans déformationpendant la durée de prise.
●● Pression– Colles Néoprène:
● 2 à 5 daN/cm2.
– Colles vinyliques :● assemblages : bois sur bois 2 à 5 daN/cm2.● placages : stratifiés sur bois 1 à 2 daN/cm2.
– Colles réactives :● assemblages : bois sur bois 5 à 12 daN/cm2.● placages : stratifiés sur bois 1 à 5 daN/cm2.DOC SADER
978271353446_189_204_MB 6/06/13 16:07 Page 202

CollagePour les placages minces et les stratifiés brillants,on ne dépasse pas 1 à 2 kg/cm2 afin de ne pas lesmarquer.À l'inverse pour les matériaux durs et denses on aug-mentera la pression en évitant toutefois que la collesoit chassée ce qui donnerait des joints maigres.
●● Durée de pressageElle est valable selon les colles, la température,
l'absorption des matériaux et le mode de prise.Se reporter aux notices techniques, ou la détermi-ner avec exactitude par un essai préalable.Un temps de pressage trop court est le plus sou-vent la cause de collages défectueux.Un temps de pressage trop long ralentit inutilementles cadences et peut entraîner des défauts de colla-ge dans le cas de pressage à chaud.
203
PRESSAGE(suite)
PRISEDÉFINITIVE ETSTABILISATION
TEMPÉRATUREPOINT DE
CRAIE
TEMPÉRATURE ET VITESSE DE
PRISE
HUMIDITÉ DES BOIS
INFLUENCEDES BOIS SUR LES
COLLAGES
DOC SADER
On distingue deux degrés de prise :
●● Prise suffisante pour pouvoir manipuler puisusiner les pièces : immédiate avec les thermo-fusibles et les colles Néoprène, elle est dequelques heures pour les colles vinyliques ou lescolles réactives.
●● Prise suffisante pour atteindre les performan-ces définitives (résistance mécanique, tenue àl'humidité, etc.) : quelques jours en général, ilpeut donc être nécessaire de stocker les assem-blages quelques jours avant expédition.
La température minimale des matériaux à assem-bler, de la colle et de l'atelier dépend des colles uti-lisées.
●● Colles vinyliques(colles blanches en émulsion : elle ne doit pas êtreinférieure au point de craie).On entend par « point de craie » la température endessous de laquelle il n'y a plus formation d'un filmcontinu de colle.
●● Colles néoprèneElle ne doit pas être inférieure au « point de rosée ».
L'évaporation des solvants de la colle provoque unabaissement de température en surface du film decolle. En atmosphère froide et humide il se produitainsi une condensation de vapeur d'eau sur le filmde colle comme la buée sur une fenêtre.La colle sèche a une apparence mate et nonbrillante et lors de la mise en contact des deuxfilms de colle cette condensation empêchera leursoudure.La seule solution consiste à chauffer l'atelier pourobtenir une atmosphère plus sèche et une tempéra-ture d'au moins 15 °C.
La vitesse de prise d'une colle dépend de sa tem-pérature et des matériaux à assembler.
●● Une température trop basse ralentit la polymé-risation des colles. Elle augmente également plusou moins la viscosité.
●● Une température trop élevée dans les atelierspeut écourter la durée d'utilisation des colles
notamment avec les mélanges à durcisseur. Ilpeut en résulter aussi des défauts de collagedus, par exemple, à l'absorption de mélange col-lant dans les supports en raison de l'abaisse-ment de la viscosité.
●● La porosité des supports influence aussi lavitesse de prise, moins ils sont absorbants etmoins le collage est rapide.
Afin d'éviter l'apparition de tensions dans les plansde collage, les bois doivent avoir une humidité tellequ'après collage, elle soit aussi proche que pos-sible de celle qu'ils auront une fois mise en service.
●● MeublesLes bois massifs destinés à l'ameublement boise-ries, parquets, ou portes intérieures doivent avoirune humidité de 9 % ± 2 %.
●● Menuiseries extérieures, charpentes lamellées-colléesCes ouvrages, plus exposés aux intempéries, pour-ront avoir une humidité de 10 à 15 %. En règle
générale, les différentes pièces à coller doiventavoir la même température et le même état hygro-métrique au moment du collage.
●● Placages Les placages minces en bois, collés avec descolles vinyliques, devront être très secs 3 à 5 %.Lors du collage, le placage absorbera l'eau de lacolle. Cette humidité excessive pourra être éliminéepar un pressage à chaud et par séchage ultérieurde la colle. Il est recommandé d'utiliser des collesrapides à fort extrait sec.
Certaines caractéristiques des bois influent sur lescollages.
●● Bois très poreux ou absorbantsUtiliser une colle visqueuse d'extrait sec élevé ouprocéder par double encollage. Eviter le collage dubois de bout.
●● Bois cémentésLa surface du bois est plus dure, d'où un mauvaismouillage par la colle, surtout avec les colles viny-liques et urée-formol. Il faut dans ce cas poncerlégèrement le bois dans le sens du fil.
●● Bois acides (chêne, western red cedar)Une forte acidité ralentit la prise des colles résor-cines, accélère la prise des colles urée-formol.
●● Bois durs, denses (azobé, palissandre, feuillusdurs)Difficulté de mouillage par la colle. La prise de lacolle est ralentie. Il convient de poncer les faces àassembler, procéder par double encollage, aug-menter la pression et la durée du serrage.
978271353446_189_204_MB 6/06/13 16:07 Page 203

TABLEAU DECHOIX D'UNE
COLLE ENFONCTION
DU MATÉRIAUÀ COLLER
204
Aboutage (extérieur)
Aboutage (intérieur)
Agglomérés (panneaux de particules) (extérieur)
Agglomérés (panneaux de particules) (intérieur)
Aluminium sur bois
Assemblage bois (meuble)
Assemblage bois vernis (meuble)
Assemblage siège
Bande de chants
Bois moulés
Bouchage de nœuds
Caoutchouc sur bois
Charpente en lamellé-collé (extérieur)
Charpente en lamellé-collé (intérieur)
Collage haute fréquence
Construction navale
Contrecollage papier décor (meuble)
Contrecollage PVC décor (meuble)
Contreplaqué (extérieur)
Contreplaqué (intérieur)
Enrobage (meuble)
Matière plastique sur bois
Menuiseries (extérieur)
Menuiseries (intérieur)
Métaux – Tôles sur bois
Mousses sur bois
Panneautage lamellation (extérieur)
Panneautage lamellation (intérieur)
Panneaux sandwichs (cloisons)
Parquets
Placage bois
Portes planes
Postformage
Pulvérisation
Réparations de gerces
Stratifié à chaud
Stratifié à froid
Stratifié par contact émulsion
Stratifié par contact solvant
Tourillon (extérieur)
Tourillon (intérieur)
5.2 COLLESLe premier élément du choix d'une colle est la bonne définition des travaux à réa-liser
Phén
oliq
ue
Uré
e fo
rmol
Rés
orci
ne
Viny
lique
Acr
yliq
ue
Epox
yde
Poly
chlo
ropr
ène
Poly
réth
ane
Cas
éine
Ther
mof
usib
leH
otm
elt
Ani
mal
e
COLLES
TRAVAUX DE COLLAGE
DOC LAMBIOTTE
978271353446_189_204_MB 6/06/13 16:07 Page 204

6.1 TYPES DE DESSINS
Couvercle
CharnièresCoffre
4 pieds
Nécessaire à la recherche, à la conception età la prise sur le vif d’informations techniques,le croquis permet d’aller à l’essentiel de la pen-sée technique du dessinateur.
De formes et de dimensions approximatives,il offre une vision globale des solutions sus-ceptibles d’être adoptées…
Généralement tracé sans instrument (dessin àmain levée), il peut être coté.
Voir dessin d’ensemble page 206.
Schématisation (schéma fonctionnel minimal)
Dessin industriel = langage technique = contratFinalité : le dessin industriel est le moyen de communication indispensable aux techniciens et ingénieurs ;il est soumis à des règles normalisées définies par l’Organisation internationale de normalisation (ISO : International Standard Organisation). Il permet de traduire les projets et calculs sous forme de docu-ments graphiques, de concevoir et de construire des matériels et ouvrages répondant à un besoin. Il fait appel :– aux règles de représentation des organes mécaniques ;– aux règles de tracés de pièces ;– aux éléments normalisés utilisés en construction ;– aux caractéristiques des matériaux ;– aux outils d’analyse.Il peut se présenter sous diverses formes.
CROQUIS
TABOURET-COFFRE
6 SYSTÈMES DE REPRÉSENTATION
205
Arrêt en translation de 3 par rapport à 6(3/6) par arc-boutement
SCHÉMA
PRESSE À VIS
Le schéma permet de :• comprendre la fonction globale et le rôle fonctionnel de chacun des composants d’un système ;• préciser l’agencement de ces composants généralement représentés par des symbolesnormalisés. (1)
Représentation figurative
(1) Voir développement chapitre 8.1 : schématisation des mécanismes.
1
1
2
23
34 45 5
6
6
7
7
978271353446_205_237_MB 6/06/13 16:30 Page 205

ESQUISSE
206
DESSIN D’EN-SEMBLE
Types de dessins
Il donne, de façon plus ou moins détaillée, la représentation de tout ou partie (sous-ensemble)d’un système, d’un objet technique ou d’une installation.Le dessin d’ensemble peut, selon sa finalité, être réalisé en :• dessin d’avant-projet (ou de conception) ; la représentation est alors limitée aux grandes lignesd’une des solutions viables permettant d’orienter le choix du client ;• dessin de projet où tous les détails nécessaires à la solution choisie sont représentés sur labase de calculs ou d’enquêtes précises.Remarque : la nomenclature peut figurer sur une feuille indépendante. Dans l’exemple ci-dessous,elle est donnée page 216.
Dessin réalisé en trait fin au crayon de duretémoyenne (3H) à partir de l’analyse des sur-faces fonctionnelles. Elle précède obligatoire-ment le dessin d’ensemble ou de définitionou mise au net.
430
5 76
8
4
2
1
3
85
A.A
300
TABOURET COFFRELYCEE POLYVALENT
A3
Echelle1 : 5, 1 : 2
Dessiné
Vérifié
par : le
par : le
Rep Nb Désignation Matière Obs
00
978271353446_205_237_MB 6/06/13 16:30 Page 206

207
Il définit complètement et sans ambiguïté les exigences auxquelles doit satisfaire le produit dansl’état de définition perçu.Ce dessin a valeur de contrat dans les relations entre les parties.À partir du dessin de définition, les détails nécessaires peuvent être apportés en vue de la réali-sation d’un produit. Selon le genre d’exécution il s’appelle :• dessin de fabrication,• dessin d’assemblage ou de montage,• dessin d’installation,• dessin d’implantation.
DESSIN DEDÉFINITION
Systèmes de représentation
PIED DE TABOURET COFFRELYCEE POLYVALENT
A4
Echelle1 : 1
Dessiné
Vérifié
par : le
par : le
Rep Nb Désignation Matière Obs
1 4 PIED HETRE 430x43x43
Traitt
00
978271353446_205_237_MB 6/06/13 16:30 Page 207

208
Cette représentation non normalisée est très utilisée pour les dessins de catalogue, de guidesd’entretien, de guides de montage et démontage, de réparations, les notices explicatives ou lespublicités. Elle est l’œuvre de spécialistes appelés aussi cataloguistes.Les formes et la position de montage doivent rendre la pièce reconnaissable. Le dessin assistépar ordinateur (DAO) facilite cette démarche.Habituellement dessinée en projection axonométrique trimétrique, elle comporte très souvent desrepères et une légende.
PERSPECTIVEÉCLATÉE
Types de dessins
Sous-ensemble A Sous-ensemble B Sous-ensemble C
1 Pied (n = 4) 5 Alaise courte 4 Charnière (n = 2)2 Traverse (n = 4) 6 Alaise longue 8 Vis TF (n = 8)3 Fond 7 Plateau
Tabouret coffre
12
22
3
4
5
5
6
6
7
8
8
8
8 4
2
1
1
1
A
B
C
978271353446_205_237_MB 6/06/13 16:30 Page 208

6.2 DESSINS EN PERSPECTIVE
E1
c
b a
E2
E3
120∞
120∞120∞
E2
E1
E3
c
b a
135∞
120∞105∞
97∞
131∞
30'131∞
30''
E3
E2
E1
c
b a
E2
E3
E1
150∞
c
b a
105∞105∞
Les fuyantes (F1, F2…)sont parallèles.
209
Les représentations en perspective offrent la possibilité de restituer la dimension spatiale de l’objet. Elles le mon-trent tel que l’œil pourrait l’apercevoir. Elles facilitent également la compréhension des formes ou du fonctionne-ment de l’objet.On choisira de dessiner la perspective la plus simple, compatible avec le résultat à obtenir : perspective cavalièreou perspective axonométrique.
PERSPECTIVECAVALIÈRE
Systèmes de représentation
■ PERSPECTIVE ISOMÉTRIQUE ■ PERSPECTIVE TRIMÉTRIQUE
PERSPECTIVESAXONO-
MÉTRIQUES ■ PERSPECTIVE DIMÉTRIQUE USUELLE ■ PERSPECTIVE DIMÉTRIQUEREDRESSÉE
F1 F2
F3
45∞c
ba
2 faisceaux de3 fuyantes parallèles.
Tabouret (application)
978271353446_205_237_MB 6/06/13 16:30 Page 209

210
PERSPECTIVESAXONO-
MÉTRIQUES
APPLICATIONSUR LE
“TABOURET”
Dessins en perspective
Perspective isométrique Perspective trimétrique Perspective dimétriqueredressée
La perspective conique ou « centrale » est une représentation géométrique dans l’espace quipermet de donner l’image d’un objet répondant le plus fidèlement possible à celle perçue par l’œil.Celle-ci est assez souvent utilisée dans les domaines de l’agencement et de l’ameublement.Ce type de perspective est intéressant car il permet d’obtenir, à l’aide de tracés géométriques,la représentation d’un objet comme pourrait le faire un appareil photographique.
• Principe :Soit :– un point fixe F appelé point de vue, centre de projection ou centre de perspective,– un plan ne passant pas par F que l’on appelle plan du tableau T.La perspective d’un point A sur le plan du tableau est la trace A’ de la droite FA ; le point A’ estencore appelé projection « centrale » ou conique (La perspective d’un cercle est une conique).
PERSPECTIVECONIQUE OU“CENTRALE”
PRINCIPE
PERSPECTIVECONIQUE OU“CENTRALE”
APPLICATIONS
Perspective conique d’un bureau Perspective conique du tabouret
Ligne de terre T
C
Plan de l'objet
Plan principal
Tableau
Verticaleprincipale
Rayon visuelprincipal
Plan du spectateur Plan horizontal principal
BC'
B'
A'
F
H
A
978271353446_205_237_MB 6/06/13 16:30 Page 210

6.3 REPRÉSENTATIONS ANALYTIQUES
V.G. V.G.
e
e
e
10
� �’
O
m
m' q’ c
Hq
p p’b
Ι
50
α
ÉPURE(TRÉMIE)
211
GÉOMÉTRIEDESCRIPTIVE
(TRÉTEAU 2 PENTES)
Systèmes de représentation
La géométrie descriptive est l’outil graphique qui permet la représentation d’ouvrages dont ladéfinition des vues ne peut pas être obtenue par des projections orthogonales, mais seulementpar le traçage d’une épure, (voir page 266).
����
����
����
����
4
2
31
�
�
��
�
�
�
�
�
�
�
�
�
�
�
�
�
��
��
�
��
��
�
��
��
�
��
��
��
� �
1 Vraie grandeur par rotation dans le plan frontal
2 Vraie grandeur par rabattementsur le plan horizontal
3 Vraie grandeur par changementde plan horizontal
4 Vraie grandeur par changementde plan vertical
L’épure est une construction géométrique qui permet d’obtenir :– la vraie grandeur d’arêtes biaises ou courbes dans deux plans,– la définition d’angles de corroyage ou d’arasements,– la définition de sections droites sur des arêtiers.
Recherche de l’angle de corroyage a– tracer � m perpendiculaire à OH,– de � et m abaisser les perpendicu-laires ��’ et mm’ à �H et mH,– de �’ et m’ abaisser les perpendicu-laires �’p et m’q à Ob et Oc,– rabattre p et q en p’ et q’ sur �’b etm’c,– de p’ et q’ élever les perpendiculairesà �’b et m’c qui se coupent en I,– �Im est l’angle de corroyage a.
Pente des queues d’aronde
a1 : angle de corroyagedes pieds
a2 : angle d’arasementsur chants des pieds
a3 : angle d’arasementsur faces des pieds
978271353446_205_237_MB 6/06/13 16:30 Page 211

REPRÉSENTA-TION FONC-TIONNELLE
D’UN SYSTÈME
ANALYSE DESCENDANTE
ALGORITHMEET ALGORI-
GRAMME
212
Représentations analytiques
Représentation graphique de l’étude fonctionnelle d’un système (machines-outils, îlots de pro-duction, entreprise…). Cette méthode permet d’analyser hiérarchiquement et modulairement lesactivités d’un système.
L’algorigramme est la représentation graphique de l’algorithme. C’est la description d’une procé-dure séquentielle d’un nombre fini d’opérations. Outil utilisé pour les systèmes programmés.
Algorigramme des étapes de lancement du système d’exploitation « MS-DOS »
DÉBUT Ordinateur hors tension – RAM videDébut de la procédure
Mise sous tension de l'ordinateur
Le “BOOT” charge les fichiers cachés
Modification de l'environnement
Affichage de l'indicatif d’attente A : \ >
Le “BOOTSTRAP”, programme en ROMcharge le “BOOT”, programme du DOS
Exécution des commandes du fichierAUTOEXEC. BAT
Chargement de l'interpréteur de commande(Le fichier COMMAND, COM)
OUI
OUI
NON
NON
Le programmeCONFIG. SYS.
existe-t-il ?
Le programmeAUTOEXEC. BAT
existe-t-il ?
FINOrdinateur prêt à exécuterles ordres de l'utilisateur
Test ou condition
Instruction à exécuter
Instruction à exécuter
Exécution des commandesdate, heure et version
Installation descontrôleurs standards
SORTIE
ACTIGRAMME “A–O” – (Boîte mère)
TRANSFORMER PHYSIQUEMENTLA MATIÈRE D'ŒUVRE
PAR ENLÈVEMENT DE MATIÈRE
ENTRÉE
Contraintes d'activités :Consommables
Processeur :Machine-outil automatisée
Énergie Données de contrôle
A–O
Matièreinitiale
“Le brut”
Matièretransformée
“L'usiné”
Déchets,énergiedégradée
VOIR AUSSI “ANALYSEDESCENDANTE”P. 488
VOIR AUSSI “ALGORITHME”P. 493
978271353446_205_237_MB 6/06/13 16:30 Page 212

213
GRAPHE FONCTIONNELDE COMMANDE
ÉTAPE TRANSITION
GRAFCET
Systèmes de représentation■ GRAFCETLe GRAFCET permet de décrire le fonctionnement d’un automatisme séquentiel à partir du cahierdes charges.Le GRAFCET a deux niveaux :– du point de vue système, le GRAFCET fonctionnel,– du point de vue commande, le GRAFCET opérationnel.
Mettre la pièce en position
Départ cycle
Pièce serrée
Serrage de la pièceET mise en rotation de la broche
Desserrage de la pièceET arrêt de la rotation broche
Approche grande vitesse de la tête
Perçage à petite vitesse
Position début de perçage
Position fin de perçage
Position de départ
Pièce desserrée
0
2
3
Dégagement à grande vitesse4
5
Réceptivitésassociées aux
transitions
Actionsassociéesaux étapes
1Liaisonsorientées
Bou
cle
de re
cycl
age
Étapeinitiale
Tête de perçage
Vérin de serrage (V.s)PERCEUSE AUTOMATISÉE (GRAFCET fonctionnel)
Vs +
Vs –
Moteurélectrique
Vérin deperçageV.p
RotationbrocheR.B
Mandrin
Méche
Grande vitesse G.V.Petite vitesse P.V.
a1
a2
V.p +
V.p –
VOIR AUSSI “GRAFCET”P. 470
978271353446_205_237_MB 6/06/13 16:30 Page 213

A0
841 ¥ 1189
A1
841 ¥ 594
A2
420 ¥ 594
Formats Position du cartouche 1re phase 2e phase
6.4.3 PLIAGES6.4.2 FORMATS
6.4.1 SUPPORTS NF E 04-502/503/504
6.4 RÈGLES DE PRÉSENTATION DES DESSINS TECHNIQUES ET DES ÉLÉMENTS ASSOCIÉS
214
La normalisation consiste à unifier la présentation générale des documents techniques (dessins, notices,schémas, etc.) pour faciliter la consultation, le classement et l’expédition. Elle contribue ainsi à l’abaissementdu prix de revient.
Les dessins peuvent être faits sur :– un support opaque ou papier à dessin,– un support translucide ou papier calque qui permet la multiplication du dessin tout en sau-vegardant l’original,– un support transparent pour projection du dessin avec un rétroprojecteur.
1er pli
A0
A0 8
41 –
1
189
841
297
1er pli 297
x 2A1
Emplacement des repèresd'orientation
841
297
1er pli
A2
Emplacement des repèresde centrage
420
297
Pliage sur 297 Pliage sur 210
978271353446_205_237_MB 6/06/13 16:30 Page 214

6.4.4 LE CARTOUCHE D’INSCRIPTION
A3
420 ¥ 297
A4
210 ¥ 297
Formats Position du cartouche Pliage
215
CARACTÉRIS-TIQUES
Systèmes de représentation
À partir du format de base A0 de 1 m2, tous les formats série A, ISO (1er choix) s’inscrivent dans le rapport ÷̀2 etse déduisent les uns des autres par subdivision par moitié, parallèlement au petit côté (voir dessins ci-dessus).
A3
Emplacementde la graduationcentimétrique
A4
297
Le format A4 (210 ¥ 297) est le module de pliage. Illaisse le cartouche toujours apparent après le pliagequel que soit le sens de lecture du dessin.
Le cartouche permet d’identifier et d’exploiterles dessins techniques. Il est placé dans l’angleinférieur droit du dessin si ce dernier est examiné enhauteur pour les formats pairs [A0, A2, A4] et en lar-geur pour les formats impairs [A1, A3] (fig. ci-contre).
A2 A3 A4
ECHELLE
TITRE
ZONE D'IDENTIFICATION
RAISON SOCIALE DU DONNEUR D'ORDRE(ou SIGLE)
FORMAT – NUMÉRO DU DESSIN 0100
ZONE D'EXPLOITATION
Haut
eur r
édui
teau
min
imum
Bord de la feuille
Indice de mise à jour
190 maxi
190 maxi 10mini
277
max
i10
min
i
Bord
de
la fe
uille
Dated'édition
ZONE D’EXPLOITATION DU DOCUMENTZone facultative enrichie au gré du dessinateur
ZONE D’IDENTIFICATION DU DOCUMENTLes inscriptions figurant dans cette zone définissent contractuellement le document,
notamment à l’égard des tiers.
978271353446_205_237_MB 6/06/13 16:30 Page 215

REPÈRESD’ORIENTATION
GRADUATIONCENTIMÉTRIQUEDE RÉFÉRENCE
REPÈRES DECENTRAGE
6.4.5 ÉLÉMENTS GRAPHIQUES NF E 04-502
216
• Échelle du dessinex. : 1.1…
• Symbolisation de disposition des vuesSuivant norme NF E 04-520ex. :
• Format – numéro du dessinLe numéro est divisé en 4 parties définissant :– le format (A4 ➞ 4) ;– le n° de l’étude (11) ;– le n° d’ordre (05) ;– le dessin d’ensemble ou de définition (E).
• TitreTabouret coffre-pied
• Raison sociale du donneur d’ordreLycée Technique.
• Indices de mise à jourComposés de chiffres ou exceptionnellementde lettres majuscules.
00
ZONE D’IDENTI-FICATION DUDOCUMENT
Règles de représentation des dessins techniques et des éléments associés
LYCEE TECHNIQUE 2 TS Pro.NOM :
96–06–21 004 – 11 – 05 – E
Echelle :1.1
TABOURET COFFREPIED
Rp DESIGNATION REFERENCE Nb MATIERE TRAITt OBS.01 1 AS4G Y20
62 25 7 27 16 25
50
1410
h : 5 ou 7
h : 5 ou 10 Format A4
N� de l'étude N� d'ordre
Définitionou Ensemble
170
35 20
h : 5 ou 7
h : 5 ou 10
8
Quatre repères de centrage (a), (b), (c), (d)Ils facilitent le réglage de la position du docu-ment en vue de sa reproduction.
ABCDEFGHIJKLMNO1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
12
34
56
1112
1314
1516
ABCDEFGHIJKLMNOP
P
841
20
Graduationcentimétriquede référence
20
1189
16 d
ivis
ions
égal
es
20
16 divisionségales
20
Cartouche
(a)
(b)(d)(2)
(c)(1)
Des cartouches imprimés adhésifs et des logiciels de DAO existent dans le commerce.
Deux repères d’orientation (1), (2)Ils doivent figurer dans la marge sur les sup-ports préimprimés. Lors de l’exécution du des-sin, l’un des repères est dirigé vers le dessina-teur ; ce dernier supprime l’autre repère.
Graduation centimétrique de référenceNon chiffrée, d’une longueur minimale de200 mm et d’une largeur maximale de 5 mm,elle se situe dans la marge.Utilisée en cas de réduction ou d’agrandisse-ment des dessins.
978271353446_205_237_MB 6/06/13 16:30 Page 216

FORMES DESCARACTÈRES
ET DES SIGNESNORMALISÉS
6.4.6 ÉCRITURES NF E 04-505
COORDONNÉES
ONGLETS DE COUPE
217
Matérialisée par un trait continu de0,5 mm. La marge est de 20 mm pourles formats A0 et A1 et de 10 mm pourles formats A2, A3, A4.
CADRE
Systèmes de représentation
Elles permettent la localisation rapided’un détail du dessin H :– lettres pour la largeur ;– chiffres pour la hauteur.
Ils facilitent la découpe des reproduc-tions en format. Il faut prévoir desonglets de coupe dans la marge auxquatre coins du format fini.
Bord du format A0 ou A1
Bord du format A2, A3 ou A4
Cadre111 3
8
3
30�
1
2
4
ABCDEFGH4
32
1
GH B A
420
10
297
10 10
10
Cartouche
8 divisionségales
4 di
visi
ons
égal
es
Cadre
Bord du format A0 ou A110
10
10
10
Bord du format A2, A3 ou A4
Dans les dessins techniques normalisés, on utilise des caractères et des signes dont les formes, les dimen-sions et la disposition doivent être conformes à la normalisation. L’écriture doit satisfaire à trois contraintesessentielles :– la lisibilité,– l’homogénéité des caractères et des signes,– l’aptitude à la reproduction et à la microscopie.
Écriture B droite Écriture B penchée
Sauf risque d’ambiguïté, les accents peuvent être évités sur les majuscules.
hh
c
978271353446_205_237_MB 6/06/13 16:30 Page 217

FORMES DESSYMBOLESPOUR LES
TOLÉRANCESGÉOMÉTRIQUES
NF E 04-511
DIMENSIONSDES CARAC-
TÈRES ÉCRITURE BNF E 04-505
DISPOSITIONSPARTICULIÈRES
ÉCRITURE
218
Majuscules Minuscules
FORMES DESCARACTÈRES
ET DES SIGNESGRECS
NORMALISÉSNF E 04-509
Règles de représentation des dessins techniques et des éléments associés
A B
(1) Tolérances géométriques de forme(2) Tolérances géométriques de position
Pour identifier une référence (surface, axe…),une lettre majuscule est inscrite dans un carrérelié à un triangle de référence noirci ou non.
Dimensions Dimensions en mm
hDimension nominale
= h 2,5 3,5 5 7 10 11 20Hauteur des majuscules (ou chiffres)
c Hauteur des sans jambage = 0,7 h 1,8 2,5 3,5 5 7 10 14
minuscules avec jambage = h 2,5 3,5 5 7 10 14 20
a Espace entre les caractères = 0,2 h 0,5 0,7 1 1,4 2 2,8 4
bEspace minimal entre les lignes
= 1,4 h 3,5 5 7 10 14 20 28support d’écriture (interligne)
e Espace minimal entre les mots = 0,6 h 1,5 2,1 3 4,2 6 8,4 12
d Largeur de trait = 0,1 h 0,25 0,35 0,5 0,7 1 1,4 2
Remarque : des planches de caractères et de signes autocollants existent dans le commerce. Elles peuvent êtreemployées pour les dessins techniques.
• Choix du corps d’écritureIl est fonction du format utilisé :– pour les formats A4, A3, A2, écriture B de 2,5 mini ;– pour les formats A1 et A0, écriture B de 3,5 mini.
• Espacement des lettres et des motsLa lecture est facilitée par :– une juxtaposition des lettres lorsqu’elles s’y prê-tent ;– un espace entre les mots bien marqué.
h
(1) (1) (1) (1) (2) (2) (2) (2)
(2) (2)
h
h c
d a
h b
a
e a
2,5
3,5
h h
978271353446_205_237_MB 6/06/13 16:30 Page 218

PRÉCISIONSD’ÉCHELLES
L’échelle d’un dessin industriel est le rapport entre les dimensions représentées et les dimensions réellesd’un objet ou d’un système. Elle s’inscrit dans le cartouche et permet de représenter en :
6.4.7 ÉCHELLES DES DESSINS NF E 04-506
219
• Cotes et tolérancesPour éviter toute ambiguïté, on recom-mande le corps d’écriture de 3,5 pourl’inscription des cotes et de leurs tolé-rances.
• Écriture des fractionsOn s’efforcera de respecter la symétrieau niveau de la barre de fraction.
DISPOSITIONSPARTICULIÈRES
ÉCRITURE
Systèmes de représentation
Si certains détails sont tracés à une échelle différente de celle de l’ensemble du dessin, il estconseillé de les entourer d’un cadre contenant l’indication de l’échelle particulière.Sur un dessin à grande échelle d’un petit objet, il est recommandé d’ajouter une figure simplifiéeen vraie grandeur.
vraie grandeur échelle 1:1
réduction échelles 1:2 1:2,5 1:5 1:10 1:20 1:25 1:50 1:x
agrandissement échelles 2:1 2,5:1 5:1 10:1 25:1 50:1… x:1
Échelle 1:1
Échelle 1:2
Goujon et manchon pour ferruresd’assemblage
978271353446_205_237_MB 6/06/13 16:30 Page 219

NOMENCLATURESUR FEUILLES
SÉPARÉES
6.4.8 NOMENCLATURE DE DÉFINITION NF E 04-504
220
EXEMPLE DEDISPOSITION ETD’ORIENTATION
POSSIBLES DE LA NOMEN-
CLATURE
La nomenclature fournit avec précision la liste complète des éléments fonctionnels faisant partie de l’ensembleou d’un sous-ensemble de l’objet dessiné. Son emplacement est celui qui permet la lecture du dessin.
VueC
VueB
VueA
ABCDEFGHIJKLMNO1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
12
34
56
1112
1314
1516
ABCDEFGHIJKLMNOP
P
AB
CD
EF
GH
IJ
KL
MN
O12345678910111213141516
123456111213141516
A
B
C
D
E
F
G
H
I
J
K
L
M
N
OP P
Vue A
Vue B
F
F
E
E
Vue C
FF EE
277 maxi 277 maxi
Format A3 Format A4
Perforations(facultatives)selon la normeNF Q 09-001
La nomenclature de définitionpeut être disposée sur le dessinlui-même ou sur feuille indépen-dante.
■ CARTOUCHE ET NOMENCLATURE
430
85
300
5 76
8
4
2
1
3
A.A
TABOURET COFFRELYCEE POLYVALENT
Echelle1:5
Dessiné
Vérifié
par : le
par : le
Rep Nb Désignation Matière Observations
00
1 4 PIED HETRE 430x43x43
2 4 TRAVERSE HETRE 254x94x21
3 1 FOND C.P. 5 okoumé 259 x 259
4 2 CHARNIERE ACIER 40 x 40
5 2 ALAISE COURTE HETRE 260x40x30
6 2 ALAISE LONGUE HETRE 320x40x30
7 1 PLATEAU P.P. plaqué 260x260x20
8 8 VIS ACIER T.F. 2.5 x 15
4 – 11 – 05 – E T2 / 8
Numéro repère. Il localise l'élément sur le dessin
Nombres de pièces similaires à l'élément repérédans l'ensemble.
Désignation/nom de l'élément (normalisée àchaque fois que cela est possible).
Matière de l'élément désigné (désignations normalisées).
Dimensions de l'élément.
Ces deux dispositions permet-tent de lire la nomenclature et ledessin.La disposition de la nomencla-ture doit faciliter la lecture, dudessin à partir du repéragenumérique, du nom des pièceset des renseignements tech-niques qui la composent.
978271353446_205_237_MB 6/06/13 16:30 Page 220

Systèmes de représentation6.4.9 TRAITS NF E 04-520
221
TYPES DETRAITS
Les dessins techniques se composent d’un ensemble de traits forts, moyens et fins conformes auxnormes et dont chacun possède une signification conventionnelle. La qualité du dessin dépend essentielle-ment du respect des caractéristiques de ces traits.
Trait DésignationApplications générales
et autres figures indiquées
A Continu fortContours vusArêtes vuesArêtes fictives vues
B Continu fin Lignes de cote(aux instruments) Lignes d’attache
Lignes de repèreHachuresContours de sections rabattues sur placeAxes courtsConstructions géométriques vues
C Continu fin (1) à main levée Limites de vues ou coupes, partiellesContinue fin (1) ou interrompues, si ces limites ne
D (droit avec zigzags) (2) sont pas des traits mixtes fins
E Interrompu (1) fort Contours cachésArêtes cachéesContours cachés
F Interrompu (1) fin Arêtes cachéesConstructions géométriques cachéesAxes de révolution
G Mixte fin (3) Traces de plans de symétrieTrajectoires
Mixte fin, avec éléments
H longs forts aux extrémités Traces de plans de coupeet aux changements deplans de coupe
Indication de lignes ou de surfacesJ Mixte fort (3) faisant l’objet de spécifications
particulièresContours de pièces voisinesPositions intermédiaires etextrêmes de pièces mobiles
K Mixte fin à deux tirets (3) Lignes des centres de gravitéContours initiaux modifiés parfaçonnageParties situées en avant d’un plande coupeDemi-rabattement
(1) Sur un même dessin, il est recommandé de n’utiliser qu’une seule des deux possibilités offertes.(2) Ce type de trait est utilisé en particulier pour les dessins exécutés d’une façon automatisée. Il est
souhaitable de le faire légèrement dépasser de la pièce.(3) Un trait mixte commence et se termine de préférence par un élément long.
Cas particuliersCertains schémas sortent du cadre d’une représentation normalisée comme, par exemple, latuyauterie industrielle, les schémas de câblage. Il est alors nécessaire de préciser les conventionschoisies par une légende.
978271353446_205_237_MB 6/06/13 16:30 Page 221

CONTOUR APPARENT
FICTIF
NF E 04-520
ESPACE-MENT ENTRE
DEUXTRAITS
INTERSECTIONDE DEUX TRAITS
222
Valeurs en millimètres
Série principale Série secondaire
Gamme Gamme
N° 1 N° 2 N° 3 N° 4 N° 5 N° 6
Trait fin 0,18 0,25 0,18 0,25 0,35 0,50
Trait moyen 0,35 0,50 0,25 0,35 0,50 0,70
Trait fort 0,70 1,00 0,35 0,50 0,70 1,00
On s’efforcera de fixer le choix dans les gammes de la série principale.
Mines conseillées
Support papier Support calque
Trait fin 4 H 5 H
Trait moyen 4 H 5 H
Trait fort H 2 H
LARGEUR DES TRAITS
Règles de représentation des dessins techniques et des éléments associés
• Conseils :
Largeur
des traits
Il doit être au moins égal au double de la largeur (au minimum 0,8 mm).
• Traits interrompusL’intersection de deux traits doit se faire surles éléments.
• Traits mixtes finsL’intersection de deux axes doit se faire surl’élément le plus long du trait.
■ ARÊTE FICTIVEAfin de faciliter la lecture du dessin,on convient de faire figurer un contourapparent fictif par un trait continu fin.Ce dernier doit être arrêté à quelquesmillimètres des extrémités du contourréel.
– La largeur des traits doit être identique pourtoutes les vues d’une même pièce dessinée àla même échelle.
– Choisir la largeur des traits adaptés afind’assurer la parfaite lisibilité du dessin et desreproductions.
■ EXEMPLE D’APPLICATION L’arête 1 est donnée par les rayonsR2 et la droite inclinée D1.L’arête 2 est donnée par la droiteinclinée D1 et le congé R3.
Pas d'arête fictiveen parties cachées
L'arête fictive ne seprolonge pas jusqu'au
contour apparent
Arête fictive à l'endroitoù se rencontreraient
les plans sans l'arrondi
1
2
1
2R 4R3
R2R 1
D1
Une arête fictive cachée ne se représente pas.
Balustre
978271353446_205_237_MB 6/06/13 16:30 Page 222

RACCORDE-MENT DE
CERCLES PARUNE DROITE(TRACÉ DE TANGENTE)
6.4.10 RACCORDEMENTS
223
RACCORDE-MENT DEDROITES
OU DE CERCLES PAR UN CERCLE
DE RAYON r
Systèmes de représentation
Il y a raccordement entre deux lignes si celles-ci admettent à leur point de jonction une tangente commune.Le raccordement est réussi si le point de jonction entre les deux lignes considérées est invisible.On distingue deux types de tracés :– le raccordement de droites ou de cercles par un cercle de rayon r ;– le raccordement de cercles par une droite (tracé de tangente).
Réussir les raccordements suppose queles tracés soient rigoureusement de lamême épaisseur et que les points dejonction se trouvent parfaitement définis.
• Par rapport à une droite : tracer d1 etd2 parallèles à D1 et D2 à une distance r.Les points de contact sont t1 et t2.
• Par rapport à un cercle de rayon R :– à l’extérieur R + r ;– à l’intérieur R – r.
Tracer l’intersection A1 obtenue par l’arcde rayon (R + r) et la parallèle d à Dmenée à une distance r. Les points decontact sont a1 et b1.
• Tracé d’une tangente à partir d’unpoint P :– joindre OP ;– élever la médiatrice du segment OP ;– tracer le cercle de rayon O’P ; coupantla première de rayon R en T, joindre TP.
• Tracé d’une tangente extérieurecommune à deux cercles : tracer la cir-conférence de centre O2 et de rayon (R – r), puis la tangente O1T1, à cette cir-conférence (problème précédent) joindreO2T1, prolonger jusqu’en T2, tracer O1T3parallèle à O2T2, joindre T2T3.
Conseil : lors de la mise au net à l’encre,on termine par le tracé des droites afind’atténuer les légers défauts de raccor-dement.
t1
D1
d1
d2
D2
r
r
t2
r O
Figure a
A
RR + r
a1A1
rd
D
r
b1Figure b
T
O' OR
P
O1 O2R
R – r
O'r
T3
T2
T1
978271353446_205_237_MB 6/06/13 16:30 Page 223

CONSTRUCTIOND’UN CHAPEAUDE GENDARME
224
• Analyse :
F = flèche
• Construction géométrique
– Tracer l’axe vertical du composantcapable (a, b, c, d).
– À partir de la valeur de la flèche F(donnée), tracer le triangle h, b1c1, h1.
– Tracer la médiatrice D1 du segment dedroite [h, b1c1].
– L’intersection de l’axe yy’ et de lamédiatrice D1 donne le centre (O1) ducercle.
C2 FR = æ + æ et C = corde
8F 2
CONSTRUCTIOND’UN CINTRESURBAISSÉ
Règles de représentation des dessins techniques et des éléments associés
• Analyse :
F = flèche
• Construction géométrique
– Tracer l’axe vertical du composantcapable (a, b, c, d).
– À partir de la valeur de la flèche F(donnée), tracer le triangle h, b1c1, h1.
– Situer le milieu E du segment [h, b1c1].
– Tracer la médiatrice D1 du segment de[E, b1c1].
– L’intersection de cette médiatrice etde l’axe vertical donne le centre O1 ducercle de rayon r1.
– Reporter la valeur de ce rayon sur lesprolongements des droites ab et dc cequi donne respectivement les centresO2 et O3.
F2+ C2 baseR = æææ et C = æææ
4F 2
D1
F
a
b c
d
b1c1
h h1
RO1
y
y’
corde (C)
composantcapable
D1
F E
a
b c
d
b1c1
h h1
r 1
r 1
O1
O3O2
base
composantcapable
978271353446_205_237_MB 6/06/13 16:30 Page 224

CONSTRUCTIOND’UNE ANSE DE PANIER
(TRACÉ À TROISCENTRES)
225
CONSTRUCTIONDE L’OVALE
Systèmes de représentation
• Analyse :
• Construction géométrique
– Tracer les deux axes de symétrie del’ovale.
– Diviser le grand axe en 4 partieségales (points O1, O2, O3).
– Tracer deux cercles C1 et C3, tangentsen O2 de rayon R1, et de centres res-pectifs (O1) et (O3).
– Tracer un cercle C2 de rayon R1, et decentre (O2) qui détermine les points A,B, C, D.
– Construire une droite (D1) passant parO1 et A et qui donne le point H sur C1.
– Construire une droite (D2) passant parO3 et C et qui donne le point F sur C3.
– Construire une droite (D3) passant parO1 et D et qui donne le point E sur C1.
– Construire une droite (D4) passant parO3 et B et qui donne le point G sur C3.
– Tracer l’arc de cercle (EF), de centreO4, de rayon (O4, F) = R2 et l’arc decercle HG, de centre O5 et de rayon (O5,H) = R2.
L 3R1 = æ et R2 = L· æ
4 4
• Construction géométrique
– Tracer l’axe vertical du composantcapable (a, b, c, d).
– À partir de la valeur de la flèche F(donnée), tracer le triangle h, b1c1, h1.
– Tracer un demi-cercle de rayon h,h1/2. R = O1, h = O1, h1.
– Tracer le cercle de centre b1c1 et derayon b1c1, f qui coupe les segments [h, b1c1] et [h1, b1c1] respectivement eni et j.
– Tracer respectivement les médiatricesdes segments [h, i] et [h1, j].
– Ces médiatrices donne les points O2,O3, O4, centres du tracé de l’anse depanier.
D1
F
a
b
i
f
j
c
d
b1c1
h h1
R
O1
O3 O4
O2
base
(D1)
(D2)(D3)
(D4)
O1
C1
R 1 R1
R1
R2
C2 C3
O2
O4
O5
O3
L
A
H
BF
G
E
D C
978271353446_205_237_MB 6/06/13 16:30 Page 225

EXEMPLE DERACCOR-DEMENTS
GÉOMÉTRIQUESSUR UN
CHANTOUR-NEMENT
EXTÉRIEUR
EXEMPLE DERACCOR-DEMENTS
GÉOMÉTRIQUESDE COURBES
SUR TRAVERSES ET
PANNEAU D’UNEPORTE À PETIT
CADRE
226
Règles de représentation des dessins techniques et des éléments associés
Section : A-A
Section : B-B
978271353446_205_237_MB 6/06/13 16:30 Page 226

PIÈCES DE TRÈS FAIBLEÉPAISSEUR
EXEMPLE :POSE D’UNCHÂSSIS
ALUMINIUMSUR DORMANTBOIS EXISTANT
6.4.11 HACHURES NF E 04-520
227
COUPE TRANSVERSALE
Systèmes de représentation
Les hachures sont destinées à mettre en évidence les parties de pièces traversées par un ou plusieurs plansde coupe (voir paragraphes 6.4.14 et 6.4.15).
• Trait des hachuresToutes les hachures sont réalisées entraits fins.
• InclinaisonLes hachures sont composées decernes et de rayons médullaires orien-tés d’une manière identique.Elles tiennent compte du plan de coupelongitudinale ou transversale (voirfigure ci-contre).
• EspacementL’intervalle régulier entre les traits oules cernes est choisi en fonction del’importance de la surface à hachurer.Plus la pièce est grande, plus leshachures sont espacées.
• ApplicationChacun des éléments juxtaposés d’unensemble se distingue par une orienta-tion différente des cernes.Les hachures ou les cernes ne compor-tent aucune signification convention-nelle, seule la nomenclature définit clai-rement la nature de la matière utilisée(voir ci-contre).
Cas particuliers– Pièces de faible épaisseurOn peut tramer ou colorier la section.– Pièces de très faible épaisseurLa pièce est représentée par un traitnoir épais, elle est séparée de la piècevoisine par un léger espace blanc de0,8 mm minimum de large.
Remarques– Les hachures ne s’arrêtent jamais surun trait interrompu fin.– Elles ne traversent jamais un traitcontinu fort.
DOC. TECHNAL
Jet d’eau rapporté
Traverse haute dormante
Traverse haute ouvrante
Traverse basse ouvrante
Pièce d’appui rapportée
Traverse basse dormante
déflecteur
bavette
dormant bois
à conserver(pièce d'appui)
Feuillure à verre
978271353446_205_237_MB 6/06/13 16:30 Page 227

POSITION DES VUES
6.4.12 SYSTÈMES DE PROJECTION NF E 04-520
228
HACHURESCONVENTION-
NELLES
Règles de représentation des dessins techniques et des éléments associés
Tous les matériaux et alliages sauf éven-tuellement ceux prévus ci-dessous
■■ MÉTHODE E (Européenne) ou méthode du 1er dièdre :Le symbole E est à faire figurer dansle cartouche.
■ MÉTHODE A (Américaine) ou méthode du 3e dièdre :La disposition des vues, par rapport àla vue de face, est l’inverse de cellede la méthode E.
Le symbole A est à faire figurer dansle cartouche.
Après rotationautour de y'y
y' y
1er dièdre
y'
y
Après rotationautour de y'y
y' y
3e dièdre
y'
y
Cuivre et alliages de cuivre et bétonléger préfabriqué
Métaux et alliages légers et maçonneriecreuse
Antifriction et de façon générale toutesmatières coulées sur une pièce
Matières plastiques ou isolantes et gar-nitures
Sol naturel (meuble)
Sol naturel (roche)
Cloison de plâtre préfabriquée
Maçonnerie
Béton
Bois en coupe longitudinale
Bois en coupe transversale
Panneaux agglomérésMulticouches (contreplaqué)
Panneaux agglomérésLatte
Panneaux agglomérésParticules
Verre fritté
Joint de mortier
Enduit plâtre
Isolant thermique
VitreVerre optique
978271353446_205_237_MB 6/06/13 16:30 Page 228

POSITION ETDÉNOMINATION
DES VUES
MÉTHODE DU1er DIÈDRE (E)
229
• Analyse
– La définition complète des formes de l’objettechnique est réalisée à partir de l’observa-tion des différentes directions.
– La vue principale est la vue de face. C’estcelle qui donne le maximum de renseigne-ments sur l’objet.
REPRÉSEN-TATION
ORTHOGONALE
Systèmes de représentation
F
E
A
C
B
D
Sens de l'observation
Vue suivant F
VUE D'ARRIÈRE
Vue suivant E
VUE DE DESSOUS
Vue suivant A
VUE DE FACE
Vue suivant B
VUE DE DESSUS
Vue suivant C
VUE DE GAUCHE
Vue suivant D
VUE DE DROITE
978271353446_205_237_MB 6/06/13 16:30 Page 229

DEMI-VUE
VUES PARTIELLES
VUES INTERROMPUES
VUESOBLIQUES
VUES LOCALES(GÂCHE)
230
6.4.13 REPRÉSENTATIONS PARTICULIÈRES
VUES DÉPLACÉES
Règles de représentation des dessins techniques et des éléments associés
Les représentations particulières permettent de :– simplifier les représentations en supprimant des tracés inutiles ;– faciliter la lecture du dessin réalisé.
La méthode des flèches repérées estutilisée chaque fois qu’une vue ne peutêtre disposée dans la position normale(méthode du premier dièdre) ou si unedirection d’observation particulière estjugée nécessaire. On emploie unemême lettre majuscule pour repérer lavue et sa direction d’observation. Laplace de la vue est libre.
Quand la représentation de la totalitéd’un élément n’est pas indispensable àla compréhension du dessin, on peutremplacer la vue entière par une vueincomplète limitée par un trait continufin tracé à main levée, ou par un trait fin,tracé à la règle, avec zigzags.
Pour gagner de la place, on peut nereprésenter que les parties d’une piècelongue et de section constante qui suf-fisent à elles seules à définir sa forme.Les parties conservées sont limitéescomme les vues partielles et rappro-chées les unes des autres.
Lorsqu’une partie d’une pièce ne peutêtre projetée en vraie grandeur sur l’undes plans principaux de projection, onutilise localement la méthode desflèches repérées. La vue partielle estlimitée comme dans le cas des vuesinterrompues.
On peut dessiner une vue locale à laplace d’une vue complète s’il n’y a pasde confusion possible.Cette vue doit être reliée à la vue princi-pale par un trait mixte fin.
Les pièces symétriques peuvent êtrereprésentées par une fraction de leurvue complète. On repère alors chacunedes extrémités de la trace du plan desymétrie par deux petits traits parallèlesperpendiculaires à l’axe.
ou
978271353446_205_237_MB 6/06/13 16:30 Page 230

SECTION SORTIE
6.4.14 SECTIONS NF E 04-520
231
SECTIONRABATTUE
Systèmes de représentation
Les sections permettent de préciser les formes exactes de la section droite d’une pièce de forme généraleprismatique ou cylindrique lorsque les vues habituelles ne suffisent pas à définir avec clarté ces formes. Onévite ainsi de surcharger les vues.Une section représente la partie de la pièce située dans le plan sécant.Deux sortes de sections peuvent être faites :– les sections rabattues (dessinées en surcharge sur les vues) ;– les sections sorties (dessinées à l’extérieur des vues).
Pour réaliser une section rabattue, ilfaut :– situer le plan sécant de la pièce par satrace, en trait mixte fin (a) ;
– préciser sur le dessin le sens d’obser-vation s’il y a risque d’ambiguïté (sec-tion dissymétrique, voir b) ;
– amener, par une rotation de 90° autourde l’axe de la section, le plan sécant dela pièce dans le plan du dessin ;
– dessiner ensuite un trait continu fin surla surface de la pièce contenue dans leplan sécant ;
– mettre les hachures du bois.
Remarque : Les hachures du bois peuvent couperun trait fort.
Pour réaliser une section sortie, il faut :– installer le plan sécant de la pièce parsa trace en trait mixte fin renforcé auxextrémités ;
– repérer le plan sécant par une lettremajuscule répétée aux extrémités ;
– enlever par la pensée la partie située àl’arrière du plan de coupe ;
– dessiner suivant la direction desflèches et en trait continu fort la surfacecontenue dans le plan sécant ;
– hachurer la section ;
– désigner la section par les lettresmajuscules données au plan sécant.
450
60
60
(b) Sortie quelconquesur le dessin
(a) Sortie à proximité de la vue450
60
60
A
A
a)
b)
978271353446_205_237_MB 6/06/13 16:30 Page 231

LOCALISATIONDU PLAN
DE COUPE ÉVIDENTE
COUPE BRISÉE À PLANS
PARALLÈLES
6.4.15 COUPES NF E 04-520
232
LOCALISATIONDU PLAN
DE COUPE
Règles de représentation des dessins techniques et des éléments associés
Une coupe représente la section et la partie de l’objet située en arrière du plan sécant par rap-port à la direction de l’observation.
Le plan de coupe A est parallèle à l’un des six plans de projection sur lesquels sont dessinées lesvues simples mais aussi les coupes.
Lorsque la localisationdu plan de coupe estévidente, aucune indi-cation de sa position oude son identificationn’est nécessaire.
Dans la vue en coupe, lechangement de plan decoupe considéré seramatérialisé par un traitmixte, si la place le per-met.
A
A
B
B
B – B A – A
cernes
rayons médullaires
Lorsqu’il est nécessaire de faire une distinc-tion entre plusieurs plans de coupe, la positiondu (ou des) plan(s) de coupe doit être indiquéeau moyen d’un trait mixte fin, avec élémentslongs forts aux extrémités et aux change-ments de plans de coupe.
Le plan de coupe doit être alors repéré par deslettres d’identification et le sens d’observationdoit être indiqué par des flèches en traitcontinu fort. La coupe doit être repérée par leslettres correspondantes.
C
C
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
•
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
••
• • • • • • • • • • • • • ••
••
• • • • • • • • • • • •• • • • • • • • • • • • •
• • • • • • • • • • • ••• • • • • • • • • • • • •
• • • • • • • ••
••
• • • • • •• • • • • • •
• • • • • ••• • • • • • •
C-C
978271353446_205_237_MB 6/06/13 16:30 Page 232

COUPE BRISÉE À DEUX PLANSCONCOURANTS
233
DEMI-COUPE
Systèmes de représentationLorsqu’une pièce estsymétrique par rapportà un plan, on peut des-siner une demi-vuecontiguë à une demi-coupe.La demi-vue et la demi-coupe sont séparéespar le trait d’axe. Leurdésignation est la mêmeque celle utilisée pour lacoupe complète.
À l’aide d’une rotationd’un angle a, on ramènele plan de coupe obliquedans le prolongementdu plan placé suivantune direction principaled’observation.
A
A
a
A
1/2 coupe AA
A
978271353446_205_237_MB 6/06/13 16:30 Page 233

234
PORTE INTÉRIEURE
AVEC CHAMBRANLE
Règles de représentation des dessins techniques et des éléments associés
PORTE INTERIEURELYCEE POLYVALENT
EchelleDessiné
Vérifié
par : le 22-03-95
par : .le 23-03-95
Rep Nb Désignation Matière Observations
00
11 1 panneau bas framiré épaisseur 2212 1 traverse basse framiré 123 x 4013 2 petit bois cintré gauche/droit framiré 46 x 4014 4 petit bois vertical framiré 46 x 4015 2 traverse petit bois framiré 46 x 4016 3 fiche dia 13 lg13017 1 ensemble Loeffel à clé18 27 pareclose framiré19 9 verre silvit jaune20 1 mousse fond de joint ep3 l12
Rep Nb Désignation Matière Observations1 2 traverse de chambranle et habillage framiré 80 x 232 1 traverse d'ébrasement framiré 92 x 233 2 montant droit chambranle et habillage framiré 80 x 234 2 montant gauche chambranle et habillage framiré 80 x 235 2 montant d'ébrasement framiré
framiréframiré
92 x 236 1 traverse haute de porte 150 x 407 2 montant de porte gauche et droit 103 x 408 1 traverse intermédiaire panneau/verre framiré
framiréframiré
106 x 409 1 panneau intermédiaire épaisseur 2210 1 traverse intermédiaire panneau/panneau 106 x 40
Gamme cintrée modèle « Aube » en framiré avec chambranle
NOMENCLATURE :
978271353446_205_237_MB 6/06/13 16:30 Page 234

235
PORTE INTÉRIEURE
AVEC HUISSERIE
Systèmes de représentation
PORTE INTERIEURELYCEE POLYVALENT
EchelleDessiné
Vérifié
par : le 22-03-95
par : .le 22-03-95
Rep Nb Désignation Matière Observations
00
8 1 traverse basse framiré 123 x 409 1 panneau haut framiré épaisseur 2210 1 panneau intermédiaire framiré épaisseur 2211 1 panneau bas framiré épaisseur 2212 3 fiches dia 13 lg13013 1 ensemble Loeffel à clé
Rep Nb Désignation Matière Observations1 1 traverse haute d'huisserie framiré 70 x 582 1 montant droit d'huisserie framiré 70 x 583 1 montant gauche d'huisserie framiré 70 x 584 1 traverse haute de porte framiré 150 x 405 1 montant gauche de porte framiré
framiréframiré
103 x 406 1 montant droit de porte 103 x 407 2 traverse intermédiaire 106 x 40
Gamme cintrée modèle « Nuit » en framiré avec huisserie
NOMENCLATURE :
978271353446_205_237_MB 6/06/13 16:30 Page 235

236
PORTE D’ENTRÉE
Règles de représentation des dessins techniques et des éléments associés
PORTE D'ENTREELYCEE POLYVALENT
EchelleDessiné
Vérifié
par : le 12-12-95
par : le
Rep Nb Désignation Matière Observations
00
14 1 seuil aluminium A U 4G 20 x 3015 1 plinthe chêne 120 x 2316 14 cadre rapporté chêne 32 x 2617 7 panneau diamant sandwich 3 couches
acierépaisseur 40
18 8 fiches réglables exacta 490QL–302819 1 joint d'étanchéitéépaisseur 320 32 cale de vitrage
chêne 17 x 1821 60 pareclose12 x 322 1 mousse fond de joint4–12–423 8 vitrage isolant
chêne 45 x 1624 1 batteEuromatic25 1 crémone
Rep Nb Désignation Matière Observations1 2 montant dormant chêne 73 x 562 1 traverse haute dormante chêne 73 x 563 1 traverse haute ouvrante chêne 100 x 564 1 montant ouvrant droit chêne 116 x 565 1 montant ouvrant crémone chêne
chênechêne
116 x 566 1 montant embrevé de tiercé 110 x 567 1 montant gauche de tiercé 116 x 56
chêne8 4 traverse petit bois 34 x 56chêne9 4 petit bois vertical 34 x 56chêne10 4 petit bois horizontal de tiercé 34 x 56chêne11 1 traverse haute de socle 116 x 56chêne12 1 traverse intermédiaire de socle 160 x 56chêne13 1 traverse basse de socle 160 x 56
Modèle avec tiercé (ou vantail semi-ouvrant) en chêne
NOMENCLATURE :
978271353446_205_237_MB 6/06/13 16:30 Page 236

237
CROISÉE ISOLANTE
Systèmes de représentationModèle en pin à ouverture à la française (O.F.)
FENETRE 2 VANTAUX O.F. LYCEE POLYVALENT
EchelleDessiné
Vérifié
par : le 16-01-94
par : le
Rep Nb Désignation Matière Observations
00
10 8 pareclose pin récupérée en feuillure11 2 vitrage isolant glace 4-12-412 1 crémone à inverseur G 13797.xx13 1 poignée de crémone PO F214 1 cordon silicone SIL AM BRC
12 x 315 1 mousse fond de jointépaisseur 316 8 cale de vitrageQL–302817 1 joint d'étanchéité sur ouvrantF.13 L3818 4 fiche diamètre 13
Rep Nb Désignation Matière Observations1 1 traverse basse dormante pin 73 x 562 1 pièce d'appui pin 56 x 453 2 montant dormant pin 73 x 564 1 traverse haute dormante pin 73 x 565 2 traverse basse ouvrante pin
pinpin
73 x 566 4 montant ouvrant 73 x 567 2 traverse haute ouvrante 73 x 56
pin8 2 jet d'eau bois 30 x 20pin9 1 batte 73 x 56
NOMENCLATURE :
978271353446_205_237_MB 6/06/13 16:30 Page 237

Règles de représentation des dessins techniques et des éléments associés
6.4.16 COTATION NF E 04-521
ÉLÉMENTS DE COTATION
238
La cotation doit préciser avec rigueur la valeur des dimensions réelles des différentes surfaces d’une piècesans qu’on ait besoin de faire le relevé de la mesure sur le dessin technique. C’est une opération importanteet délicate. Une mauvaise cotation peut entraîner la mise au rebut de toute une série de pièces. C’est pour-quoi elle ne permet ni erreur, ni oubli.
■ COTE
Pointd'épure
arêtevive
extrémité(flèche)
30
lignes derepère
2
ligne de cote
valeur de la cote
1 3
ligne d'attache
L’inscription d’une cote sur un dessin comprend letracé :– des lignes d’attache,– de la ligne de cote,– de la ligne de repère,– de l’extrémité des cotes (flèches…),– des chiffres (les longueurs et tolérances sontexprimées en millimètres, les angles en degrés).Ces éléments sont tracés en trait continu fin, recti-ligne ou curviligne.
Les lignes d’attache doivent être tracées perpen-diculairement à l’élément à coter et prolongéeslégèrement au-delà des lignes de cotes. En cas denécessité, ces lignes d’attache peuvent toutefoisêtre tracées obliquement, mais parallèles entreelles.
Les lignes de repère se terminent par une flèchesur un contour ou par un point à l’intérieur ducontour.
Les lignes d’épure (ou lignes de construction)concourantes ainsi que la ligne d’attache passantpar leur intersection doivent être prolongées légè-rement au-delà de leur point d’intersection (pointd’épure). Les lignes d’attache et les lignes de cotene doivent pas, en règle générale, couper d’autreslignes du dessin. Cependant, la clarté du dessinpeut nécessiter qu’il y ait intersection.
Bois debout
978271353446_238_258_MB 6/06/13 16:31 Page 238

DISPOSITIONDES COTES
239
■ COTATION D’UN ÉLÉMENT INTERROMPULorsqu’un élément est représenté en vue inter-rompue, les lignes de cote s’y référant sont tra-cées sans interruption.
ÉLÉMENTS DE COTATION
(suite)
Systèmes de représentation
■ CHIFFRESOn place les chiffres de cote au-dessus etlégèrement détachés de la ligne de cote vers lemilieu de sa longueur (utiliser les modèles nor-malisés).Les intersections de lignes d’attache et delignes de cote doivent être évitées. Toutefois,en cas d’impossibilité, aucune ligne ne doit êtreinterrompue.Une ligne de cote ne peut coïncider avec unaxe de révolution ou la trace d’un plan desymétrie ni avec un trait de contour.Par contre, un axe de révolution ou la traced’un plan de symétrie peut être utilisé commeligne d’attache ; dans ce cas son prolongementpeut être tracé comme une ligne d’attache.
La disposition des cotes sur un dessin doit être raisonnée, judicieuse et répondre aux exigencesfonctionnelles. Cette disposition résulte généralement de la combinaison de différents modes decotation.
■ COTATION SÉRIELes cotes apparaissent sur une même ligne ense suivant sans se chevaucher.
Règle généraleLes caractères utilisés pour la cotation desdessins doivent être de dimension suffisantepour assurer une bonne lisibilité du dessin ori-ginal comme de ses reproductions.
Les cotes doivent être placées de manière à nepas être coupées par une autre ligne du dessinet ne figurer qu’une seule fois.
■ EXTRÉMITÉS DES COTESLes flèches doivent être représentées à l’inté-rieur des lignes de cote (a). Par manque deplace, elles peuvent être reportées à l’extérieur(b). Un même type d’extrémité (flèche ou barre)doit être utilisé sur un même dessin. Toutefois,un dessin comportant une cotation à cotessuperposées, laquelle impose des flèches,pourra comporter des barres obliques pourd’autres lignes de cote (c). Dans le cas d’unecotation en série, les barres ou les flèchessituées à la jonction de deux cotes peuventêtre, si l’espace est très limité, remplacées pardes points (d).
3 env.
30�
90�45�
a)
d)
b)
c)
4075
3535 90100
16 18
266 13
21
28 12
20
= =3,5
1 m
ini
978271353446_238_258_MB 6/06/13 16:31 Page 239

240
■ COTATION EN COORDONNÉESCARTÉSIENNESLa cotation en coordonnées carté-siennes permet d’inscrire les cotes àproximité de la représentation ponc-tuelle de chaque point.– L’orientation des axes doit être pré-vue.– Les coordonnées des cotes peuventêtre regroupées dans un tableau.– Si l’intersection de leur tracé corres-pond au point zéro, celui-ci doit êtrematérialisé par le cercle d’origine com-mune.
Nota : il est permis d’adopter unecombinaison des différents modes decotation afin de répondre à desobjectifs différents.
DISPOSITIONDES COTES
(suite)
Règles de représentation des dessins techniques et des éléments associés
■ COTATION À PARTIR D’UNEMÊME LIGNE D’ATTACHECe système de cotation est utilisélorsque plusieurs cotes de mêmedirection ont une origine commune.La cotation à partir d’une même ligned’attache peut se faire :– en parallèle,– à cotes superposées.Dans une cotation en parallèle (a), oncote sur des lignes parallèles plusieursdimensions ayant même direction àpartir d’une origine commune.La cotation à cotes superposées (b)remplace la cotation en parallèle lors-qu’aucun risque de confusion n’est àcraindre ; les cotes sont inscrites soitau-dessus de la ligne de cote, soit enprolongement de la ligne d’attache,l’origine commune étant matérialiséepar un cercle.
4232
24
12 26 31
42
12
32
24
26 31
150420
640
■ COTES ANGULAIRESLes valeurs angulaires peuvent êtreorientées conformément à la figure (a)ou à la figure (b).Il faut éviter d’inscrire des cotes angu-laires à l’intérieur des zones teintées.
1
2
y
x
1
2
8 20 –
30 6 –
x y z
a)
60�
b)
60�
30�
60�
30�
60�
60�
30�
30�
60� 60�
60�
60�
60�
(a)
(b)
978271353446_238_258_MB 6/06/13 16:31 Page 240

INDICATIONSPARTICULIÈRES
241
■ COTES LINÉAIRESCette méthode est celle utilisée en Europe.
Les valeurs doivent être disposées parallèlementà leurs lignes de cote et de préférence au milieu,au-dessus et légèrement espacées de celles-ci.
Les valeurs sont inscrites depuis le bas oudepuis la droite du dessin.DISPOSITION
DES COTES(suite)
Systèmes de représentation
16
16
16
16
16
16
1616
16
16
16
Zone d'orientationà éviter
70
3039
Pour améliorer l’interprétation du dessin, le dessinateur industriel doit fréquemment adapter l’ins-cription des symboles et des valeurs à la situation du dessin.
■ SYMBOLES À COTER ■ SYMBOLES POUR BARRES ET PROFILÉS
� 4
0
� 3
0
�
Diamètreou D
R 10R 15
RRayon
S �Sphère
dediamètreS
� 5
0 S R
12S
R 60
S RSphère
de rayon
40
40
105
Arc
Corde
100 42�
Angle
Section en U Section ronde
Section carrée Section rectangulaire
Section hexagonale Section en I
Section en T Section en Z
Section en � Pour une cornière
978271353446_238_258_MB 6/06/13 16:31 Page 241

242
■ COTATION DES RAYONSPour coter un rayon, on trace :– une ligne de cote ayant pour direc-
tion le rayon ;– une flèche pointée sur l’arc de
cercle.Ligne et flèche se situent normale-ment à l’intérieur du cercle (côtéconcave) ; pour les petits rayons, àl’extérieur (côté convexe).Lorsque le centre d’un arc se situehors des limites du dessin, la ligne decote du rayon est brisée ou interrom-pue, selon qu’il est ou non nécessairede préciser la position du centre.Lorsque le rayon se déduit d’autrescotes, on l’indique par une flèche derayon et le symbole R sans dimen-sion.
INDICATIONSSPÉCIALES
Règles de représentation des dessins techniques et des éléments associés
■ COTATIONS DES DIAMÈTRESPlusieurs dispositions peuvent êtreutilisées pour coter un diamètre.Les cotes sont inscrites le plus prèspossible des flèches, au besoin alter-nativement d’une extrémité à l’autre.On évite ainsi la superposition desnombreuses cotes.
■ COTE OÙ LA PLACE ESTINSUFFISANTELorsqu’il y a insuffisance de place, lescotes peuvent être inscrites :– au-dessus du prolongement hori-
zontal d’une ligne de cote et depréférence à droite,
– au-dessus d’une ligne repère.
■ COTE ENCADRÉELa cote encadrée traduit une« dimension de référence » ; cettedernière définit avec précision lescaractéristiques de position ou degrandeur de la pièce.
R 12
0R
162
R 12
3
R 10
52
R 18
0
R 20
R 25
Sphère
52
50
16R
� 16
� 8
� 16
8� 120� 195
� 270
� 180� 245
� 320
816
8
Ligne de repère
∅ 30 ou
∅ 3
0
121515
3,5
3 3 3,5
60°
30Cote
encadréepour
dimensionde référence
15 30
15
978271353446_238_258_MB 6/06/13 16:31 Page 242

243
■ ÉLÉMENTS ÉQUIDISTANTS
• Intervalles linéairesLa méthode (a) permet de simplifier lacotation chaque fois qu’apparaissent deséléments équidistants ou disposés defaçon régulière.Dans le cas où il y a risque de confusion,il est préférable de revenir à la solution (b).
• Intervalles angulairesLes éléments disposés à intervalles angu-laires (trous alésés, pénétrationsdiverses…) peuvent être cotés suivant lafigure (c).Les intervalles circulaires peuvent êtrecotés indirectement en précisant lenombre d’éléments (d).
INDICATIONSSPÉCIALES
(suite)
Systèmes de représentation
■ ÉLÉMENTS RÉPÉTITIFSOn définit si possible le nombre d’élé-ments de même dimension afin d’éviterde répéter la même cote (voir exemplesci-contre).
■ ZONE DE SURFACE AVEC TRAITEMENTOn indique sur le dessin le traitementlocal d’une surface au moyen d’un traitmixte fort tracé parallèlement à une dis-tance d’au moins 0,7 mm de la surfacetraitée. Ce trait est coté en position et engrandeur.
■ CHANFREINS ET FRAISURESPlusieurs solutions peuvent être adoptées(voir exemples). Lorsque l’angle est égal à45°, la cotation peut être simplifiée.
■ COTE NON À L’ÉCHELLEOn souligne d’un trait continu fort lavaleur de la cote du dessin qui exception-nellement n’est pas réalisé à l’échelle(hormis le cas d’une vue interrompue).
■ COTE AUXILIAIRELa cote auxiliaire est mise entre paren-thèses. Elle est donnée pour information.
15 5 � 18 (� 90)
15
18
17 � 18 (� 306)
a)
b)
5 72�
5 � 10� (� 50�)
16
6
5 � �12
d)c)
8 � �8
6 � �845�
60�
45�
60�
60�
(30)
20 10
(30)Cote
auxiliaire
1815 15Cote
soulignée
2
60�
2 � 45�
15
10
978271353446_238_258_MB 6/06/13 16:31 Page 243

CONDITIONS À RESPECTERPOUR COTER
244
■ COTATION D’UN PROFIL EN BOISLes dimensions d’une barre ou d’un profilé nor-malisé sont données à la suite du symbole deforme.
INDICATIONSSPÉCIALES
(suite)
Règles de représentation des dessins techniques et des éléments associés
80 � 60 � 8
50
60
20 24 35 +– 1+– 0,8+– 0,1
A = 25 +– 0,1 B = 30
C+– 0,1
■ COTATION D’UNE DEMI-VUEOn prolonge la ligne de cote au-delà du plan desymétrie et on supprime la deuxième flèche.
■ COTATION SUR L’INTERSECTION DESLIGNES D’ÉPURESOn prolonge les lignes d’épures au-delà de leurpoint d’intersection et on fait passer les lignesd’attache par ce point.
■ UNITÉ DE LONGUEUR EN DESSIN
En menuiserie, l’unité de longueur est le milli-mètre (mm).
Si exceptionnellement, l’unité employée n’estpas le millimètre, il faut préciser sur le dessin,à la suite de la valeur de la cote.
■ COTATION SURABONDANTE
Il ne faut jamais inscrire la somme de deux ouplusieurs cotes. En effet il est difficile, en l’ab-sence de précautions particulières, de réaliseren respectant les tolérances(1), 3 cotes dontl’une est la somme des deux autres.
(1) Les tolérances sont étudiées dans la section sui-vante.
A maxi = 25,1 B maxi = 30,1C maxi = 25,1 + 30,1 = 55,2
A mini = 24,9 B mini = 29,9C mini = 24,9 + 29,9 = 54,8
Limites de la cote C = 55 ± 0,2– l’opérateur contrôle une pièce réalisée etobtient :C = 54,8 et B = 30,1– il en déduit que la pièce est bonne ;– la vérification donne :A = 54,8 – 30,1 = 24,7
978271353446_238_258_MB 6/06/13 16:31 Page 244

6.4.17 INSCRIPTION DES TOLÉRANCES DIMENSIONNELLES NF E 04-551
245
INSCRIPTIONDES
COMPOSANTSD’UNE
DIMENSIONLINÉAIRE
TOLÉRANCÉE
Systèmes de représentation
Théoriquement les tolérances dimensionnelles sont utilisées chaque fois que l’on porte une dimension (cote)sur le dessin d’une pièce. Pratiquement, seules quelques cotes principales sont tolérancées, les autres pou-vant obéir à une tolérance générale.
■ RÈGLES D’ÉCRITUREL’écriture des tolérances chiffrées doit être de la même hauteur que celle retenue pour la dimen-sion nominale.Les écarts inférieur et supérieur doivent se placer à la suite de la cote nominale. Les valeurs sontécrites l’une au-dessous de l’autre, la valeur de l’écart supérieur étant placée au-dessus. Elles doi-vent figurer sur le dessin avec leur signe dans la même unité que la dimension nominale et avecle même nombre de décimales.Si l’un des écarts est nul, on note le seul chiffre « 0 » sans signe ni décimale.
■ TOLÉRANCE INDIQUÉE PAR UN SYMBOLE ISOSymbole utilisé surtout en mécaniqueOn indique :– la dimension nominale ;– le symbole de tolérance voulue conforme
au système ISO des tolérances ;– si on le souhaite, la valeur des écarts supé-
rieur et inférieur correspondants, suivant lemodèle ci-contre.
■ TOLÉRANCE INDIQUÉE PAR DES NOMBRESOn indique :– la dimension nominale ;– les valeurs des écarts supérieur et inférieur
avec leur signe (écart supérieur au-dessusde l’écart inférieur) ;
– l’écart supérieur nul (voir règle ci-dessous).
■ TOLÉRANCES À ÉCART SYMÉTRIQUEOn écrit la valeur des écarts supérieur et infé-rieur une seule fois précédée du signe ±.
■ NOTATION DE LA VALEUR DES DIMENSIONS LIMITESOn peut admettre la notation de la valeur desdimensions limites plutôt qu’une dimensiontolérancée.
■ NOTATION D’UNE DIMENSION LIMITÉE DANS UN SEUL SENSCe type de notation limite une dimensiondans un seul sens.« mini » placé à la suite de la valeur spécifiéecorrespond à la limite inférieure et « maxi » àla limite supérieure.
30
35(– 0,2)(– 0,5)30
– 0,2– 0,4( (
ou
20 maxi 20 mini
40,239,840,239,8
40 +– 0,2
25 + 0,1– 0,2 25 0
– 0,1
978271353446_238_258_MB 6/06/13 16:31 Page 245

246
Pour assurer des conditions correctes de fonctionnement et d’aptitude à l’emploi des produitsfinis, les normes précisent les principes de symbolisation et d’indication des tolérances géomé-triques à faire figurer sur les dessins techniques.
TOLÉRANCES GÉOMÉTRIQUES
NF E 04-552 À556
Règles de représentation des dessins techniques et des éléments associés
Ligne de repère
Élément tolérancématérialisé par une flèche Directe Indirecte
Élément de référencematérialisé par un triangle noirci ou non
La ou les référencesValeur de la tolérance
La lecture s'effectue de gauche à droite
Caractéristique tolérancée
■ LA COTATION
■ CADRE DE TOLÉRANCELe cadre rectangulaire divisé endeux, éventuellement en trois, per-met de recevoir :
– le symbole de la caractéristiquetolérancée ;
– la valeur de la tolérance (écartadmissible) dans l’unité utilisée pourla cotation linéaire. Cette valeur estprécédée du signe Ø si la zone detolérance est circulaire, cylindriqueou sphérique ;
– la référence, à préciser le caséchéant par la (ou les) lettre(s) per-mettant d’identifier l’élément ou leséléments de référence.
Deux activités
TolérancementDimensionnementDimension
des éléments
DimensionnelLa tolérance est
donnée directement à chaque élémentExemple : 25 ± 0,2
Tolérance géométriqueC’est l’intervalle maximal
admissible dans lequel peuvent varierles caractéristiques géométriques,
de forme, de position, d’orientationou de battement d’un élément
GéométriquePosition géométriquede ces éléments l’unpar rapport à l’autre
dans l’espace.La tolérance est
donnée par un cadrede tolérance relié à
l’élément de référence par uneligne de repère.
978271353446_238_258_MB 6/06/13 16:31 Page 246

InterprétationTypes de tolérance
de forme
247
■ TOLÉRANCES DE FORME
TOLÉRANCESGÉOMÉTRIQUES
NF E 04-552 À 556(suite)
Systèmes de représentation
SYMBOLE
SIGNIFICATION
DÉFAUTS
OBSERVÉS
Plans enveloppesparallèles
Surfaceréelle
t
0,3
� t
Lignesenveloppes
Profilréel
Profil géométriquespécifié par descotes encadrées
0,5
t
Surfaceréelle
Surfaces enveloppes
Surface géométriquespécifiée par des cotesencadrées
0,5
Rectitude
Flèchegénératrice• concave• convexe
Surface• gauche• concave• convexe• vrillée
TriangulationOvalisationDéformationpolygonale
Forme• en tonneau• conique• banane
Profil• mal défini• irrégulier
Surface• mal définie• irrégulière
Planéité Circularité CylindricitéLigne
quelconqueSurface
quelconque
■ EXEMPLES DE CAS COURANTS DE TOLÉRANCE DE FORME
Zone de tolérance Application
PlanéitéLa zone de toléranceest limitée par deuxplans parallèles dis-tants de t.
Ligne quelconqueLa zone de toléranceest limitée par deuxlignes enveloppées decercles de diamètre tdont les centres sontsitués sur une ligneayant la forme géomé-trique spécifiée.
Surface quelconqueLa zone de toléranceest limitée par deuxsurfaces enveloppesdes sphères de dia-mètre t dont lescentres sont situés surune surface ayant laforme géométriquespécifiée.
La plus grande dis-tance admissible entretout point de la surfaceconsidérée et sesplans enveloppes de0,3 mm.
La ligne tolérancéedoit être compriseentre les deux lignesqui enveloppent l’en-semble de cercles dediamètre 0,5 centréssur la ligne nominale.
La surface tolérancéedoit être compriseentre les deux sur-faces qui enveloppentl’ensemble des sphè-res de diamètre 0,5centrées sur la surfacenominale.
978271353446_238_258_MB 6/06/13 16:31 Page 247

InterprétationTypes de tolérance
d’orientation
TOLÉRANCESGÉOMÉTRIQUES
NF E 04-552 À 556(suite)
248
Règles de représentation des dessins techniques et des éléments associés
SYMBOLE
SIGNIFICATION
DÉFAUTS
OBSERVÉS
Parallélisme
On peut trouver un défaut :• d’une ligne par rapport à : ➞ une droite de référence
➞ un plan de référence• d’une surface par rapport à : ➞ une droite de référence
➞ un plan de référence
Perpendicularité Inclinaison
■ TOLÉRANCES D’ORIENTATION
■ EXEMPLES DE CAS COURANTS DE TOLÉRANCES D’ORIENTATION
Ligne (surface,axe tolérancé)
Droite (ou plan)de référence
Parallèles
t
A
0,1
t
�
Ligne (surface, ouaxe tolérancé)
Droite (ou plan)de référence
0,05 A
60∞A
Zone de tolérance Application
ParallélismeOrientation de deuxéléments (plan, ligne,axe) l’un par rapport àl’autre en faisant entreeux un angle de 0°(zéro encadré) jamaisindiqué sur le dessin.
InclinaisonLa zone de toléranceprojetée sur un planest limitée par deuxdroites parallèles dis-tantes de t et inclinéesde l’angle spécifié parrapport au plan deréférence.
Inclinaison :
• d’une ligne par rap-port à une droite deréférence,
• d’une surface parrapport à un plan,
• d’une surface parrapport à une droite.
L’axe tolérancé doit êtrecompris entre 2 plansdistants de 0,1 parallèleà l’axe de référence.
L’axe de l’alésage pro-jeté sur le plan contenantl’axe de référence doitêtre compris entre deuxdroites parallèles dis-tantes de t = 0,05 et incli-nées de 60° par rapportà l’axe de référence A.
La surface inclinée doitêtre comprise entre deuxplans enveloppes dis-tants de t = 0,2 et incli-nés de 60° par rapportau plan de référence.
La surface inclinée doitêtre comprise entre deuxplans enveloppes dis-tants de 0,1 et inclinésde 75° par rapport àl’axe de référence A.
Plansenveloppes 0,2Plan de
référence
Surface réelle
60∞
Droite de référence
Surface réelle
0,1Plansenveloppes
75∞
60∞
0,2
75∞
A0,1 A
978271353446_238_258_MB 6/06/13 16:31 Page 248

TOLÉRANCESGÉOMÉTRIQUES
NF E 04-552 À 556(suite)
InterprétationTypes de tolérance
d’orientation
249
Systèmes de représentation
Élémenttolérancé
Plan de référence
t
jamais indiquésur dessin
90∞
A
A
� 0,1 A
Planslimites
0,2
Axe deréférence
90∞
0,2
Planslimites
0,5
Plan deréférence
0,5
Zone de tolérance Application
PerpendicularitéOrientation de deuxéléments (plan, ligne,axe) l’un par rapport àl’autre en faisant entreeux un angle de 90°.
L’orientation porte surla perpendicularitéd’une :
• ligne par rapport àun plan,
• surface par rapportà une droite,
• surface par rapportà un plan.
L’axe du cylindre doitêtre compris dans uncylindre de diamètre t =0,1 perpendiculaire à lasurface A.
La surface tolérancéedoit être comprise entredeux plans parallèlesdistants de t = 0,2 et per-pendiculaires à l’axe deréférence.
La surface tolérancéedoit être comprise entredeux plans parallèlesdistants de t = 0,5 et per-pendiculaires à la sur-face de référence.
SYMBOLE
SIGNIFICATION
DÉFAUTS
OBSERVÉS
Localisation
Mauvais positionne-ment d’un point,d’une ligne ou d’unesurface.
Mauvaise répartitionde la matière par rap-port à une ligne, à unaxe, ou à un planmédian.
Mauvaise position desaxes (excentration oudésaxage).
SymétrieCoaxialité
Concentricité
■ TOLÉRANCES DE POSITION
978271353446_238_258_MB 6/06/13 16:31 Page 249

InterprétationTypes de tolérance
de position
250
Le plan médian dutenon doit être comprisentre deux plans paral-lèles distants de0,08 mm et disposéssymétriquement parrapport au plan médiande référence.
Le plan médian de larainure doit être com-pris entre les plans P1et P2 symétriques parrapport au plan médiande A et espacés de0,2 mm.
Règles de représentation des dessins techniques et des éléments associés
Positionthéorique
� t� 0,2
50
80
Zone de tolérance Application
LocalisationLa zone de toléranceest limitée par uncercle de diamètre tdont le centre est dansla position exacte dupoint considéré.
SymétrieSi la tolérance n’estprésente que dans uneseule direction, la zonede tolérance projetéedans un plan est limi-tée par deux droitesparallèles ou par deuxplans parallèles dis-tants de t et disposéssymétriquement parrapport à l’axe (ou auplan) de référence.
• Symétrie d’un planmédian
• Symétrie d’uneligne ou d’un axe
Le point d’intersectiondoit se trouver dans uncercle de diamètre 0,2dont le centre coïncideavec la position théori-quement exacte dupoint d’intersectionconsidéré.
■ EXEMPLES DE CAS COURANTS DE TOLÉRANCE DE POSITION
La surface oblique doitêtre comprise entredeux plans parallèlesdistants de 0,05 etsymétriques par rapportà la position théoriquedu plan considéré.
t /2
t /2
0,3
Localisationabsolue
Droite deréférence A
Plan deréférence B
B
A
0,3 A B
t
t /2 t /2
Droites limites
Droite (ou plan) enposition théorique
0,08 AA
0,1
Plans limites
Plan médiande référence
A
0,2 A
P2P1
= =
0,2
Plan médiande A
35
B
105∞
0,05 A B
Δ
A
978271353446_238_258_MB 6/06/13 16:31 Page 250

PROCÉDÉSD’ÉLABORATION
ET SYMBOLE À INDIQUER
EN b
6.4.18 SYMBOLISATION DES SPÉCIFICATIONS DE L’ÉTAT DE SURFACE À PORTER SUR UN DESSIN
251
SIGNE D’ÉTATDE SURFACE NF ISO 1302
Systèmes de représentation
La symbolisation d’une surface spécifiée a pour objet d’inscrire sur le dessin, à l’aide d’éléments conven-tionnels, la surface géométrique d’un produit.Surface sans fonction particulière :– brute, devant subir ou non un usinage quelconque : ne porter aucun signe (ou tout au plus le signe ~)– formée et devant subir un usinage définitif : porter le signe avec indication du symbole d’usinage.Surface avec fonction particulière :(frottement de glissement FG, frottement de roulement FR…).
Surface spécifiée
a
b
d
c f
e
Irrégularités de surfaced Valeur de rugosité Ra en
μm ou autre(s) symbole(s) du ou des paramètres suivi(s) de leur(s) valeur(s) en μm
a
Procédé de fabrication, traitement, revêtement ouautres exigences defabrication
b
Hauteur d'ondulation enμm précédée par le symbole du paramètre ou la longueurde base en mm
c
Surépaisseurd'usinage suivantnorme ISO 10135-1
e
Valeur(s) de rugosité autre(s) que Ra en μm précédée(s) par le symbole de paramètre
f
Nota : respecter les dimensions des symboles graphiques et des indications complémentaires définies page précédente. La position relative des divers éléments du symbole est obligatoire.
OPÉRATIONS SYMBOLE OPÉRATIONS SYMBOLE
Sciage au ruban scr
Tronçonnage tro
Délignage del
Mise à longueur màl
Dégauchissage deg
Rabotage rab
Mortaisage mor
Tenonnage ten
Profilage pro
Rainurage rai
Feuillurage feu
Perçage per
Défonçage def
Ponçage pon
Assemblage ass
Corroyage cor
Profilage pro
VOIR « SYMBOLES D’USINAGE » PAGE 286.
978271353446_238_258_MB 6/06/13 16:31 Page 251

LES COMPOSANTSDE LA CHAÎNE
DE COTES
6.4.19 COTATION FONCTIONNELLE
252
LA COTATIONAU BUREAU
D’ÉTUDE ET AUBUREAU DESMÉTHODES
Règles de représentation des dessins techniques et des éléments associés
La cotation fonctionnelle est celle qui permet d’obtenir les conditions qui rendent le produit fabriqué apte àl’emploi.
La cotation fonctionnelle est fondée surl’analyse de la fonction des pièces constituantl’ensemble.Elle conditionne l’aptitude à l’emploi du pro-duit.Elle est unique pour une fonction donnée.
Sur le dessin d’ensemble apparaissent :– la condition de fonctionnement,– les surfaces fonctionnelles,– la chaîne de cotes.
Sur le dessin de définition 2 parties :– la cotation quantitative, choix des dimensions(cotes nominales)– la cotation qualitative : recherche des tolé-rances affectées aux dimensions (écarts decotes).
La cotation de fabrication est fondée sur lemode de fabrication des pièces.La cotation de fabrication est déduite de lacotation fonctionnelle en tenant compte desmoyens retenus pour la réalisation du produit.Il peut exister plusieurs cotations de fabricationpour une même pièce selon les moyens choisispour sa fabrication.
■ COTE CONDITIONLa condition fonctionnelle d’un ensemble depièces, est exprimée par la cote condition.La cote condition exprime une dimension fonc-tionnellement nécessaire entre 2 éléments géo-métriques appartenant :– à la même pièce s’il s’agit d’une pièce isolée,– chacun à une pièce distincte dans le cas d’unensemble de pièces formant un groupe fonc-tionnel.
• Conventions de repérage– Les pièces (ou sous-ensembles) sont repéréspar des chiffres cerclés : 1 2 3 …– Chaque cote condition est repérée par unelettre majuscule : A, B, C…
• Convention d’orientationLe vecteur condition est toujours dirigé vers :– la droite lorsqu’il est horizontal,– le haut lorsqu’il est vertical.
Produit
Dossier méthodes
Cotation de fabrication
Cotation fonctionnelle
Projet de fabrication
Dossier d'étude
Cotation• quantitative• qualitative
Conditions et chaînes de cotes
Dessins de fabrication
Dessin d'ensemble
Dessins de définition
1
1 2
A
A
O
y
x
978271353446_238_258_MB 21/06/13 9:06 Page 252

253
■ LES SURFACES FONCTIONNELLESCe sont des surfaces qui ont une fonction bien définie dans le circuit mécanique des actions decontact d’un système fonctionnel.
LES COMPOSANTSDE LA CHAÎNE
DE COTES(suite)
Systèmes de représentation
Exemple : Porte à lames
1 : le cadre
2 , 3 , 4 , 5 : les lames
A : la cote condition.
• Différents types de surfaces fonctionnellesOn distingue deux types de surfaces fonctionnelles :
• Circuit mécanique du systèmeChaîne continue des actions de contact entreles différents éléments constituant le système.Elle assure la réalisation de la relation prescrite« R », image de la condition fonctionnelle entreles sous-ensembles 1 et 2 du système.
– Les surfaces terminales : ST 1 et ST 2 (tou-jours 2 surfaces terminales !). Chacune dessurfaces communes à une pièce d’un systèmefonctionnel est à l’origine ou l’extrémité d’unecote condition ; elles encadrent la cote condi-tion.
Elles sont repérées par le chiffre repère encer-clé des pièces auxquelles elles se rapportent.
– Les surfaces de liaison : SL 2.3 ; SL 3.4 ;SL 4.5 ; SL 5.1…
Surface de contact entre deux pièces consti-tuant le système fonctionnel.
Repère constitué par les 2 chiffres repères des2 pièces en contact auxquelles elles se rappor-tent.
Exemple :
1 2 3 4 5A
1
5 3
4
2RST 1
SL 5.1
SL 4.5 SL 3.4
SL 2.3
ST 1
1
1
2
2A
Le cadre La porte
Surface Terminale 1
Surface de Liaison entre les sous-ensembles 1 et 2
Surface Terminale 2
VOIR « CIRCUIT MÉCANIQUE » PAGE 501.
978271353446_238_258_MB 7/06/13 11:22 Page 253

MÉTHODED’ÉLABORATIOND’UNE CHAÎNE
DE COTES
CHAÎNE DECOTES ET CIRCUIT
MÉCANIQUE
254
C’est l’ensemble des cotes nécessaires et suffisantes au respect de la cote condition.Elle précise la position relative de la cote condition par rapport aux dimensions des pièces quicomposent le système à définir fonctionnellement.Une cote composante d’une chaîne de cotes est un « maillon » de celle-ci.
LA CHAÎNE DE COTES
Règles de représentation des dessins techniques et des éléments associés
Loi fondamentale
Éléments constitutifs
– La cote condition A.
– Les cotes définissant les dimen-sions des pièces et des sous-ensembles composant le sys-tème : A1, A2, A3, A4…
Désignation conventionnelle des cotes composantesLes cotes des pièces appartenant au système fonctionnel sont désignées par la lettre repère dela cote condition affectée du chiffre repère de la pièce concernée.
L’établissement d’une chaîne de cotes se traduit par la construction des vec-teurs admettant pour somme vectorielle le vecteur condition.
1 2 3 4
A A2 A3
A1
A4
1
4 3
2RST 1
SL 1.4
SL 4.3
SL 3.2
ST 2
1
1
2
2
A1 A4 A3 A2
1 4 4 3 3 2
A
14
4 3
32
A2
A3A4
A1
La chaîne des cotes composantes est dépliée à plat
Diagramme d’analyse
978271353446_238_258_MB 6/06/13 16:31 Page 254

255
■ REPÉRAGES NÉCESSAIRES– Les composants du système.
– Le vecteur condition.
– Les surfaces terminales.
– Les surfaces de liaison.
MÉTHODED’ÉLABORATIOND’UNE CHAÎNE
DE COTES(suite)
Systèmes de représentation
■ DIAGRAMME D’ANALYSE
• Première phase
Dessiner les surfaces terminales liées à l’ori-gine et à l’extrémité du vecteur condition res-pectivement à l’origine et à l’extrémité d’unvecteur de base dont le sens est dirigé vers ladroite.
• La surface terminale 1 appartient à l’originedu vecteur condition ET à une surface fonc-tionnelle de la pièce 1.
• La surface terminale 2 appartient à l’extrémitédu vecteur condition ET à une surface fonc-tionnelle de la pièce 2.
• Deuxième phase
– Partant de la surface terminale 1 rechercheravec quelle autre pièce du système fonctionnella pièce 1 possède une surface de liaison. Lapièce 1 est en contact avec la pièce 4 : surfacede liaison « 1.4 ».
– Ainsi peut-on dessiner le vecteur de la coteA1 sur le schéma du vecteur de base.
• Phases suivantes
On pratique le même raisonnement avec lapièce 4 et ainsi de suite pour obtenir le dia-gramme final.
Le diagramme vérifie bien que la surface termi-nale 2 appartient à l’extrémité du vecteurcondition ET à une surface fonctionnelle de lapièce 2.
1
1
2
2
3 4
A 2 3 3 4 4 1
• Synthèse
Le diagramme d’analyse indique pour chaquemaillon de la chaîne (cote vecteur) :
– son sens,
– la surface fonctionnelle liée à son origine(repères des pièces en contact),
– la surface fonctionnelle liée à son extrémité(repère des pièces en contact).
• Exemple : vecteur de la cote A2
➞ de la surface de liaison 3.2 vers la surface initiale 2.
➞ la surface de liaison 3.2.
➞ la surface terminale 2.Extrémité
Origine
Sens
21
21A1
1 4
1 2A1 A4 A3 A2
1 4 4 3 3 2
978271353446_238_258_MB 6/06/13 16:31 Page 255

CONSTRUCTIONDE LA CHAÎNE
DE COTES
CHAÎNE DECOTES
TOLÉRANCÉES
256
CALCUL DE LA COTE
CONDITION
• Relation fondamentaleLa cote condition est égale à la somme vecto-rielle des autres cotes composant la chaîne decotes (Relation de Chasles).
• ConséquenceLa norme du vecteur condition est égale à lasomme des normes des vecteurs positifsmoins la somme des normes des vecteursnégatifs.Le sens positif est celui du vecteur condition.
• Exemple : Cadre et porte.
Règles de représentation des dessins techniques et des éléments associés
■ CALCUL DE L’INTERVALLE DE TOLÉRANCE DE LA COTE CONDITIONLa cote condition est maximale lorsque la somme des vecteurs positifs est maximale et la sommedes vecteurs négatifs est minimale et inversement.
• Cote condition maximale : AM = A1M – A2m (1)
• Cote condition minimale : Am = A1m – A2M (2)
En retranchant membre à membre les équations (1) à (2) et après arrangement on obtient :
or AM – Am = IT de la cote condition, donc A1M – A1m = IT de la cote A1A2M – A2m = IT de la cote A2.
AM – Am = (A1M – A1m) + (A2M – A2m)
■ RELATION FONDAMENTALEL’intervalle de tolérance de la cote condition est égal à la somme des intervalles de tolérance descotes composantes, ou maillons, constituant la chaîne de cotes.
IT de la cote condition = Â IT des cotes composantes
On recherche sur le diagramme d’analyse, lesens, l’origine et l’extrémité de tous les vec-teurs liés à une cote du système fonctionnel.
On reporte ensuite ces données sur le dessinpour établir définitivement la chaîne de cotescorrespondante.
Dans la chaîne de cotes on retrouve danschaque repère des cotes composant le repèrede la cote condition.
Le repère de chaque pièce ne se retrouvequ’une seule fois dans les repères des cotescomposant la chaîne de cotes.
A = A1 + A2 + An…
� AÆ
� =  � AnæÆ
� > 0 –  � AnæÆ
� < 0
1
12
1
2
2AA2
A1
A1A2
Diagramme d’analyse
Calcul de A :
A = A1 – A2
978271353446_238_258_MB 6/06/13 16:31 Page 256

RELATION FONDAMENTALE
6.4.20 COTATION TOLÉRANCÉE
257
PRINCIPE DU TOLÉRANCE-
MENT
Systèmes de représentation
Une pièce ne peut pas être réalisée de façon rigoureusement conforme aux dimensions préalablementfixées par le concepteur. Afin qu’une dimension convienne à la fonction d’une pièce ou d’un produit, il fautqu’elle soit astreinte à rester comprise entre deux limites admissibles compatibles avec le bon fonctionne-ment du produit et les moyens de réalisation et de contrôle des pièces.La différence entre ces deux limites constitue la tolérance.
■ LA COTE NOMINALECote qui exprime une dimension par référenceà laquelle sont définies les dimensions limitesadmissibles.
■ L’ÉCARTPour une dimension d’une pièce, on définitchacune des dimensions limites par son écartpar rapport à la dimension nominale.
Des équations précédentes (1) et (2) on déduit :
CM = Cn + Es (4) Cm = Cn + Ei (5)
En retranchant ces deux équations membre à membre, on obtient :
CM – Cm = (Cn + Es) – (Cn + Ei)
Or : CM – Cm = IT (équation 3)
Après simplification, on obtient : IT = Es – Ei (6)
Cote nominale Cn Exprime une dimension nominale
Cote maximale CM Exprime la limite maximale d’une cote tolérancée
Cote minimale Cm Exprime la limite minimale d’une cote tolérancée
Écart supérieur Es Différence algébrique entre la cote maximale et la cote nominale.Es = CM – Cm (1)
Écart inférieur Ei Différence algébrique entre la cote minimale et la cote nominale.Ei = Cm – Cn (2)
Intervalle IT Différence algébrique entre l’écart supérieur et l’écart inférieurde tolérance IT = CM – Cm (3)
■ REPÉRAGE SUR UNE PIÈCE
■ CONVENTIONS ET DÉFINITIONS
Cote Maximale CM
Cote nominale Cn
Cote minimale Cm
Écart inférieur Ei
Intervalle de tolérance IT
Écart supérieur Es
978271353446_238_258_MB 6/06/13 16:31 Page 257

COMPOSITIOND’UNE CHAÎNE
DE COTES
RELATIONSFONDAMEN-
TALESCOTES MAXICOTES MINI
258
On donne : les valeurs suivantes associées à une cote :
Cn = 804 ; CM = 805 ; Cm = 803.
On demande : de calculer l’intervalle de tolérance de cette cote.
Es = 805 - 804 (Relation 1) fi Es = 1 mm
Ei = 803 – 804 (Relation 2) fi Ei = - 1 mm
IT = 1 - ( -1) (Relation 6) fi IT = 2 mm
CALCUL DEL’INTERVALLE
DE TOLÉRANCE
Règles de représentation des dessins techniques et des éléments associés
Cn A1 Cote nominale de la dimension de la pièce 1
Cn A2 Cote nominale de la dimension de la pièce 2
A Cote condition : jeu de fonctionnement entre les pièces 1 et 2
A1 et A2 Cotes composantes de la chaîne de cotes
A1M Cote A1 maximum
A1m Cote A1 minimum
A2M Cote A2 maximum
A2m Cote A2 minimum
12
A1m
A2m
Cn A2 A
A2M
Cn A1
A1M
1 2
A2m AM
A1M
1 2
A2M AM
A1m
A Maxi = A1 Maxi - A2 mini A mini = A1 mini - A2 Maxi
978271353446_238_258_MB 6/06/13 16:31 Page 258

Montantsgauche droite
Montantsintermédiaireshaut milieu bas
Traverses
haut
du milieu
bas
Panneaux
■ PORTE ■ PANNEAUXET SÉRIE DE PANNEAUX
• Positionnement des piècesLa position d’une pièce est choisie de façon à :– éliminer les défauts dans les profilages etassemblages,– dissimuler les défauts dans les recouvre-ments.
• RemarqueL’établissement des bois doit être exécuté judi-cieusement afin d’exploiter les qualités esthé-tiques du bois en minimisant ses défauts et dedonner à l’ouvrage plus de valeur.
L’établissement des bois est une phase de fabrication qui consiste à repérer le parement et à situer lespièces dans un ouvrage à l’aide de signes conventionnels usuels.
ÉTABLIS-SEMENT
DES BOIS
SIGNESCONVEN-TIONNELSUSUELS
EXEMPLESD’ÉTABLIS-SEMENTSDES BOIS
6.5 SIGNES USUELS D’ÉTABLISSEMENT DES BOIS
259
Systèmes de représentation
L’établissement des bois est une phase qui suitle corroyage et précède le traçage :
Corroyage Æ Établissement des bois Æ Traçage
• Choix du parement
Le parement est la surface de référence pourtracer et usiner les pièces.On choisit comme parement la plus belle facede la pièce et si cela est possible le côté cœurde la pièce.
Mon
tant
s de
rive
s
Mon
tant
s in
term
édia
ires
Trav
erse
s
G
G
D
D
978271353446_259_265_MB 6/06/13 16:32 Page 259

■ DÉFINITIONDE L’ÉPUREL’épure est uneconstruction géomé-trique qui permetd’obtenir la définitiondes intersections desurfaces et les vraiesgrandeurs des détailsde forme d’objet.
■ MÉTHODEDU TRACÉOn représente àl’échelle 1, sur unsupport plan (contre-plaqué) garni depapier bulle ou surune aire de traçage(charpentes, esca-liers), les formes, lesangles et les dimen-sions de l’objet ou deson gabarit.
ÉPURES
Les différents tracés permettent d’obtenir des indications précises dans la construction d’un ouvrage et faci-litent la communication entre professionnels.
6.6 TRACÉS
EXEMPLESD’ÉTABLISSE-MENTS DES
BOIS(suite)
260
■ TIROIR
■ PORTES DE PLACARD ■ EMBOÎTURES
■ CHÂSSIS CIRCULAIRE
Tracés
Perspective Æ Épure
Dessin de définition Æ Épure Support contreplaquéGarniture papier bulle
Support contreplaquéGarniture papier bulle
G GG
DD D
Éch :1
Éch :1
A
Section A-A
IMPOSTEÉch:1/5
A
978271353446_259_265_MB 6/06/13 16:32 Page 260

MISE AU PLAN
PLAN SURRÈGLE
■ DÉFINITION DU PLAN SUR RÈGLELe plan sur règle consiste à dessiner la consti-tution géométrique des ouvrages plans defaible épaisseur et à préciser la position de cer-tains composants.
■ MÉTHODE DU TRACÉSur un support mince (feuillet en peuplier), ondessine à l’échelle 1 une ou plusieurs coupeshorizontales et verticales avec certains rensei-gnements (quincaillerie, finition…).
261
Systèmes de représentation
■ RÔLE DE LA MISE AU PLANLa mise au plan, permet à l’aide d’une ou plu-sieurs coupes ou sections de préciser lesouvrages parallélépipédiques (menuiseried’agencement ou meubles).
■ MÉTHODE DU TRACÉSur un support plan (contreplaqué) garni depapier bulle, on dessine la vue de face de l’ou-vrage dans laquelle on représente une ou plu-sieurs coupes ou sections.
Code des couleursSections ou coupes :
Couleur A Horizontales vues de dessus(ou de dessous)
Couleur B Verticales vues de gauche(ou de droite)
Couleur C Parallèles à la face
Chant dressé
Coupe AA horizontale
Coupe BB verticale
1
2
A
A
B
C
A
B
Modèle
ou
croquis coté
Plan sur règle
Ferrage
Haut de l’ouvrage
Feuillet peuplier blanchi
Position du traceur
Section C
Section B
Section A
Éch:1
Bas de l’ouvrageParement
Gauche Droite
978271353446_259_265_MB 6/06/13 16:32 Page 261

262
TRACÉS DESASSEMBLAGES
INDICATIONDES USINAGES
Règles de représentation des dessins techniques et des éléments associés
■ RÔLE DU TRACÉ DESASSEMBLAGES
Le traçage des bois corroyés apour but de délimiter sur les boisl’emplacement des assemblages etd’indiquer les différents usinages àexécuter.
■ ORDRE DE TRAÇAGE
1 Tracer les montants principaux(montants de rive)
2 Tracer les montants secon-daires à partir des précédents
3 Tracer les traverses simultané-ment.
■ MÉTHODE DE TRAÇAGE– Porter sur les bois les cotes globales relevées sur lesplans.– Positionner les assemblages dans le sens de l’épaisseur.– Flécher ou hachurer les parties qui disparaissent lors del’usinage.
■ RÈGLES GÉNÉRALES DU TRAÇAGE– Les tracés d’assemblages s’effectuent sur le chant inté-rieur des pièces.– Les trusquinages sont exécutés à partir du parement(SR1).– Éviter les tracés sur le parement pour retourner lestraits.– Faire des repères sur les rives des pièces.– Les pièces semblables sont tracées simultanément surchant.– Pour les séries ne tracer qu’une pièce (modèle).– Augmenter de 2 à 4 mm, les cotes globales des sous-ensembles, à calibrer ou à ajuster : « roide ».– Tenir compte des cotes des fournitures (quincaillerie,miroiterie…).
■ RÔLE DU TRACÉUn tracé soigné, précis et clair per-met d’éviter les confusions (pertede temps), les hésitations auxmachines (risques d’accidents) etles erreurs d’usinage (perte dematière).
Rainure Feuillure Moulure
Châssis
largeur hors tout
haut
eur h
ors
tout
Ordre de traçage�des assemblages
Montants �de rive
Montants�intermédiaires
Traverses
1
2
3
978271353446_259_265_MB 6/06/13 16:32 Page 262

Emplacement etposition de la maison àossature bois par rapportaux repères d’orientation(points cardinaux).
C’est un point importantpour situer les pièces dela maison.DOC : CHARPENTE FORTÉ-VOIRON.
Le plan de localisation repré-sente à échelle réduite le lieuoù sera implantée la maison àossature bois.© MICHELIN, réduction d’après carte n° 77 – 29e édition1996/1997 – autorisation n°9610519
6.7 LECTURE DE PLANMAISON À OSSATURE BOIS (EXEMPLE)
263
La vue en perspective permetde visualiser les surfaces etles volumes de la maison àossature bois.Ici la maison est supposée setrouver à l’intérieur du cube deprojection transparent.Dans certains on peut définir àl’intérieur de la perspectivel’habitabilité.
PERSPECTIVEDE LA MAISONÀ OSSATURE
BOIS
PLAN DELOCALISATION
PLAN DESITUATION
Systèmes de représentation
P. 353.
P. 380. 455-456
978271353446_259_265_MB 6/06/13 16:32 Page 263

264
Pour exécuter les ouvrages, ilest nécessaire de réaliser desplans précisant :– les différents points deniveaux,– les cotes extérieures et lescotes intérieures des compo-sants de l’ouvrage.
La vue de dessus en coupe permetde préciser :– l’aménagement intérieur des différentespièces (éventuellement la position dumobilier) ;– les épaisseurs des murs et des cloisons ;– la forme, la position des pièces et leursdimensions (longueur, largeur et hauteursous plafond).Les plans sont accompagnés d’un devisdescriptif qui décrit les travaux à réaliser etle complète par des informations écritesqui ne peuvent être traduites graphique-ment suivant les conventions normalisées.DOC : CHARPENTE FORTÉ-VOIRON.
COUPE DE LAMAISON ÀOSSATURE
BOIS
VUE DEDESSUS EN
COUPE(REZ-DE-
CHAUSSÉE ETREZ-DE-JARDIN)
Lecture de plan
978271353446_259_265_MB 6/06/13 16:32 Page 264

Pig
non
Oue
st
DO
C: C
HAR
PEN
TE F
OR
TÉ-V
OIR
ON
.
Faça
de N
ord
Pig
non
Est
Faça
de S
ud
265
FAÇADESPIGNONS
Systèmes de représentation
978271353446_259_265_MB 6/06/13 16:32 Page 265

6.8.1 LE POINT
CONVENTIONSDE REPRÉSEN-
TATION
Plan horizontal•
Plan frontal•
Plan de profil•
Cote•
Éloignement•
Abscisse•
Ligne de terre•
Projetantes
ÉPURE D’UN POINT
Ligne de rappel
6.8 GÉOMÉTRIE DESCRIPTIVE OU GÉOMÉTRIE DANS L’ESPACE (1)
266
La géométrie descriptive intervient dans de nombreux tracés du dessin technique et permet la représenta-tion exacte des objets par la méthode des projections.
H
F
y'
y
b
B b’
f'f
O
h’h a
a’ A
z'
z
Point de référencede l’espace
x’ x
a
a’
O
z
Éloi
gnem
ent
Cote
y’ y
x
Abscisse
Épure du point A
F
h
a
a’
x
z
y
y’
Éloi
gnem
ent
Cote
Lign
e de
rapp
el
H
F
h a
a’ A
z
xy'
y
Éloignement
Cote
Abscisse
1 2 3
O O
En géométrie descriptive, les plans deprojection sont perpendiculaires entreeux :
• l’un est horizontal (H) ;
• l’autre est vertical (ou frontal) (F) ;
H et F définissent quatre dièdres ouquadrants.
• le plan de profil (P) est un troisièmeplan perpendiculaire aux deux autres.
Un point de l’espace est défini complé-tement par les caractéristiques :
• la cote (suivant direction z z’) :
• l’éloignement (suivant direction x x’) ;
• l’abscisse (suivant direction y y’) ;
• ligne de terre : intersection des plansH et F (ancienne appellation « suivant y’y ») ;
• les projetantes : Aa’, Aa, Bb’, Bb.
L’épure du point A (phase 3 ) est obtenue :• en rabattant le plan horizontal H sur le plan frontal F autour de l’axe charnière y’y (phase 1 ) ;• en traçant la ligne qui joint les deux points a et a’ (phase 2 ). Cette ligne est appelée ligne derappel.
Pour que deux points d’une épure soient les projections horizontales et frontales d’un point del’espace, il faut et il suffit qu’ils soient situés sur la même ligne de rappel perpendiculaire à y’ y
2e dièdre1er dièdre
3e dièdre
4e dièdre
(1) Voir Mémotech Dessin technique pour approfondir les concepts développés dans ce paragraphe.
P
978271353446_266_274_MB 6/06/13 16:33 Page 266

6.8.2 LA DROITE
6.8.3 TRACES D’UNE DROITE
267
PROJECTIOND’UNE DROITEQUELCONQUE
DROITEQUELCONQUE
POSITIONSRELATIVES DEDEUX DROITES
Systèmes de représentation
Épure
a b
F
H
F
a’
b’
AB
a
b
a b
y’ y
H
a byy'
a’
b’
a
b
Trace frontale
Trace horizontale yy’t'
T
T’a’
b’
ab
t
�
HF
T
b’ B
a’ a
�
t
T'
y
I
I
t’
y’
Épure
F
H
y’
H
Fa’
c’
r
a
y
d’
b’ BC R
DA
bd
ca
y
y’
d
r
cb
a’
d
r’
c’
b’
r’
Épure
F
H
y’ y
O
d
L
O1 d1 L1
F
H
Par deux points A et B passe unedroite. La projection orthogonaled’une droite (ici AB) consiste à :
• projeter deux de ses points sur lesplans frontaux F (a’, b’) et horizon-taux H (a, b) ;
• joindre leurs projections horizon-tale et frontale ;
• tracer l’épure.
On appelle traces d’une droite, lespoints d’intersection de cette droiteavec les plans de projection F et H.L’une est la trace horizontale T,l’autre la trace frontale T’.
Remarque :Ces points ont une cote nulle pourl’un, un éloignement nul pour l’autre.T est la trace horizontale et T’ est latrace frontale.
• Droites concourantes
• Droites perpendiculaires ou orthogonales
Théorème : pour que deux droites soient concourantes, il faut et il suffit :– que leurs projections soient concourantes,– que les points de concours de leurs projections soient situés sur la même ligne de rappel.(Le point d’intersection des projections horizontales et frontales se trouve sur la même ligne derappel)
Théorème : pour que deux droites soient perpendicu-laires, il faut et il suffit que l’une d’elles soit située dans unplan perpendiculaire à l’autre.Leurs projections ne sont pas perpendiculaires sauf siune de ces droites est parallèle à un plan de projection Hou F (ici L1 parallèle à H).
978271353446_266_274_MB 6/06/13 16:33 Page 267

6.8.4 PROJECTIONS DU PLAN
268
TRACES ETREPRÉSEN-TATION D’UN
PLAN
PLANPARALLÈLE ÀUN PLAN DEPROJECTION
Géométrie descriptive ou géométrie dans l’espace
D C
BA
E
H
F
y’ y
C
A
y’
y
D
Tracefrontale
Tracehorizontale
Épure
F
H
d
F
y’
A
c’d’
a’
b’ yB
bcaC
D
R
H
d’ b’
c’
a’
cad b
y' y
Épure
F
H
d
F
y’
a’
c
aH
d’ b’ c’a’
ca
d
by’ yb
b’c’
AB D
y
CR
d’
Épure
F
H
• La trace horizontale :intersection du plan donné Eavec le plan H (ici DC).
• La trace frontale :intersection du plan donné Eavec le plan F (ici AD).
■ POSITIONS PARTICULIÈRES DU PLAN
• Plan de frontLe plan donne R est parallèle au plan frontal de projection F.Ce plan R n’a donc pas de trace frontale et toute figure contenue dans ce plan R se projette surF en vraie grandeur. Tous les points de ce plan ont le même éloignement.
• Plan horizontalLe plan donne R est parallèle au plan horizontal de projection H.Ce plan R n’a pas de trace horizontale. Toute figure contenue dans R se projette en vraie gran-deur sur H. Tous les points de ce plan ont la même cote.
978271353446_266_274_MB 6/06/13 16:33 Page 268

CHANGEMENTDE PLAN DEPROJECTION
6.8.5 VRAIES GRANDEURS DES FIGURES GÉOMÉTRIQUES
269
Les solides ou les figures n’occupent pas toujours une position remarquable par rapport aux plans princi-paux de projection H, F ou P. Pour obtenir les vraies grandeurs, il est parfois nécessaire de rapporter lesdonnées à de nouveaux plans de projection conduisant à des constructions simples.Trois méthodes principales existent : le changement de plan, la rotation, le rabattement.On choisira la plus performante pour la résolution du problème posé.
Systèmes de représentation
■ PRINCIPEIl consiste à utiliser un nouveau plan de projec-tion parallèle à la figure considérée (dans le casprésent la droite AB).
y
F
R
b’
a’
y’ yA B
a1 b1
a
b
t
H
a’
b’
y’
ab1
t
Vraie grandeur AB
b
z
Épure
az
Le solide ou la figure de l’espace reste fixeet l’on fait évoluer la position des plans deprojection.Les plans évoluent successivement l’unaprès l’autre tout en restant perpendicu-laires.
On utilise un plan vertical auxiliaire R dont latrace horizontale zt est parallèle à ab. AB estfrontale dans le système zt. Les cotes a et brestent inchangées. La droite se projette envraie grandeur sur le nouveau plan frontal Rsoit : ab vraie grandeur de AB.
■ APPLICATION DE LA MÉTHODE À UNPOLYGONE QUELCONQUEPour obtenir la vraie grandeur d’un polygonequelconque, il suffit de projeter cette figure surun nouveau plan de projection qui lui est paral-lèle, ce qui implique de projeter tous les pointsqui la définissent.
yy’
F
b’
a’
b
a
c
dr1
b’1
a’d’
c’
b’
s t r z
t
F
H
H
Q
c'
d’
A
B
C
D
a’1
b’1
c’1
d’1
a d
bc
H
t
z
Épure
t1
s1
y’
y”
s t
rv
v
v1
Q
a’1d’1
c1
Les projections du polygone ABCD sur lesplans H et F sont a, b, c, d et a’b’c’d’.On souhaite tracer les nouvelles projectionsa’1, b’1, c’1, d’1 sur le plan Q qui lui est paral-lèle.Comme dans la méthode adoptée précédem-ment, il s’agit, après avoir mis en place un planvertical auxiliaire Q dont la trace horizontale estzt, d’effectuer pour chacun des quatre som-mets du quadrilatère, un report de leurs cotes.
978271353446_266_274_MB 6/06/13 16:33 Page 269

270
Géométrie descriptive ou géométrie dans l’espace
■ VRAIE GRANDEUR PAR CHANGEMENT DE PLAN HORIZONTAL
����
�
�
�
�
�
� �
� �
a�
a
a
a1
: ang
le d
e co
rroya
ge d
es p
ieds
a2
: ang
le d
’ara
sem
ent s
ur c
hant
sde
s pi
eds
a3
: ang
le d
’ara
sem
ent s
ur fa
ces
des
pied
s
Exe
mpl
e : t
réte
au à
2 p
ente
s
978271353446_266_274_MB 6/06/13 16:33 Page 270

271
■ PRINCIPELe principe consiste à rabattre sur l’un desplans de projection le plan projetant AB.
RABATTEMENT
Systèmes de représentation
a bq
b’
a’
A
F
a
b1
H
b1b
V
a1V.G.
y’ y
B
t’
t
• Cas 1 : rabattement sur le plan de projec-tion horizontal HLa recherche de la vraie grandeur dusegment AB conduit à :– rabattre le plan contenant le trapèze ABab surle plan horizontal autour de la trace horizontaletq ;– A vient en a1 tel que aa1 soit perpendiculaireà ab et que a1 = Aa où a’ représente la cote dupoint A, de même B vient en b1 (voir épure).a1b1 est la vraie grandeur du segment AB.
On remarque que cette méthode s’appliqueaux figures planes et non aux solides tropcomplexes.
• Cas 2 : rabattement sur le plan de projec-tion frontalDe la même façon, on peut rabattre le plan debout contenant le trapèze AB a’b’ sur le plan deprojection centrale F. On obtient alors a’1b’1 lavraie grandeur de AB.
a b
a b
Cas 1 Cas 2
θ
t’
a
bt
90∞
b
a
t
90∞
V.G.
yy’
yy’
a’
b1
b’b’1
b’
a1
a’
a’1θ’
a’a’1 = ab’b’1 = b a’1b’1 = ab
■ APPLICATIONRabattement d’une figure contenue dans unplan perpendiculaire à l’un des plans de pro-jection.Dans le cas présent, la figure plane ABCD estcontenue dans un plan V perpendiculaire auplan de projection H.La trace verticale hh’ sert d’axe de rotation.a’b’c’d’ est l’image en vraie grandeur de lafigure ABCD. Les cotes ne varient pas.
F V
H
A
B
C
D
a’
d’
c’
b’
d1 c1 a1 b1
>90∞
yh
h’
a’
d’
c’b’
A
BC
D
y
y’
y’h
h’
dc
ab
>90∞
978271353446_266_274_MB 6/06/13 16:33 Page 271

272
Géométrie descriptive ou géométrie dans l’espace
■ VRAIE GRANDEUR PAR RABATTEMENT SUR LE PLAN HORIZONTAL
a1 : angle de corroyage des pieds
a2 : angle d’arasement sur chantsdes pieds
a3 : angle d’arasement sur facesdes pieds
Exemple : tréteau à 2 pentes
���� �
�
�
a�
a�
a�
�
V.G. : Vraie grandeur
978271353446_266_274_MB 6/06/13 16:33 Page 272

273
Elle consiste à faire tourner le segment de droite jusqu’à ce qu’il soit parallèle à l’un des plans deprojection (F ou H ou P).
ROTATION
Systèmes de représentation
yy’
Ba b
b’a’
A
F
a
b’1
H
B1
b1
b
o
• Cas 1 : rotation autour de l’axe AaLa recherche de la vraie grandeur du segmentAB se projetant suivant ab, a’b’ conduit à :– choisir la verticale Aa comme axe de rotation,– réaliser une rotation du segment Ab autour deAa et l’amener parallèle au plan F. Le point bdécrit une portion de circonférence de centre a,– rendre avec la rotation, AB parallèle à F, saprojection ab1 parallèle à y’y et b1 se rappelleen b’1 sur une parallèle à y’y menée par b’.
yy’ yy’a b a b
a’
a
b’ b’1
b
b1
b1b
a’ b’1
b’
Vraie grandeur AB
Cas 1 Cas 2
Vraie grandeur AB
Épures
Les nouvelles projections sont ab1, a’b’1 ; lesegment AB1 est de front et ainsi a’b’1 estsa vraie grandeur.
• Cas 2 : rotation autour de l’axe Aa’De la même façon on peut amener AB à êtrehorizontal par une rotation autour d’un axe debout, Aa’ (voir épure).
■ VRAIE GRANDEUR PAR ROTATION DANS LE PLAN FRONTAL
�����
�
�
�a�
a�
a�
a1 : angle de corroyage des pieds
a2 : angle d’arasement sur chantsdes pieds
a3 : angle d’arasement sur facesdes pieds
Exemple : tréteau à 2 pentes
a
978271353446_266_274_MB 6/06/13 16:33 Page 273

274
Géométrie descriptive ou géométrie dans l’espace
■ SYNTHÈSE
1Vr
aie
gran
deur
par
rota
tion
dans
le p
lan
front
al
2Vr
aie
gran
deur
par
raba
ttem
ent
sur l
e pl
an h
orizo
ntal
3Vr
aie
gran
deur
par
cha
ngem
ent
de p
lan
horiz
onta
l
4Vr
aie
gran
deur
par
cha
ngem
ent
de p
lan
verti
cal
a1
: ang
le d
e co
rroya
gede
s pi
eds
a2
: ang
le d
’ara
sem
ent
sur c
hant
s de
s pi
eds
a3
: ang
le d
’ara
sem
ent
sur f
aces
des
pie
ds
����
����
����
����
4
2
31 �
�
� �
�
�
�
�
�
�
�
�
�
�
�
�
a
a�
a�
a
a�
a�
a
a�
a�
a
a�
a�
��
��
Exe
mpl
e : t
réte
au à
2 p
ente
s
TRÉT
EAU
A
DEU
X P
ENTE
SEc
helle
:M
atièr
e :
V.G
. : V
raie
gra
ndeu
r
978271353446_266_274_MB 6/06/13 16:33 Page 274

ALGORI-GRAMME DES
ÉTAPES
7.1 PROCESSUS DE CONCEPTION ET DE RÉALISATION
7 DOSSIER DES MÉTHODES
275
DÉBUT
Cahier des Charges Fonctionnel (CdCF)
Avant projet
Projet
Étude de fabrication
FIN
Choix des méthodes et moyens de fabrication
ou de production
Le CdCFest-il
respecté ?
La définitiondu produit est-elle
respectée ?
OUITEST 2
TEST 1
TEST 4
TEST 3
OUI
OUI
OUI
NON
NON
NON NON
NON
DOSSIERD'ÉTUDE
DOSSIERDES
MÉTHODES
La définitiondu produit doit-elle
être modifiée ?
Projet de fabrication d’un produit
Fabrication du produit
Dessins dedéfinition
Processusde fabrication
Décisions du client :critères techniques, commerciaux, économiques et juridiquesAnalyse de la Valeur
Documents de rechercheDessins d’ensemblePrototypes et essais
Analyse de fabrication– « Fiches machines »– « Fiches outils »
Le CdCFdoit-il êtremodifié ?
VOIR “ALGORIGRAMME” PAGE 493
978271353446_275_290_MB 6/06/13 16:34 Page 275

DOSSIER DESMÉTHODES
DOSSIERD’ÉTUDE
■ DOCUMENTS D’« ÉTUDE DE FABRICATION »
INVENTAIRE EXHAUSTIF DES DOCUMENTS DE CONCEPTION ET DE FABRICATION D’UN PRODUIT
Dans le dossier d’étude ou des méthodes relatifs à un produit n’apparaissent jamais tous les documentstechniques de manière exhaustive.Leur choix doit être judicieusement fait selon :– La nature du produit : structure, charpente, menuiserie, agencement, ameublement…– La quantité d’exemplaires à produire : fabrication unitaire, en petite série, moyenne série, grande série…– La nature de la fabrication : renouvelable ou non…D’autres critères peuvent être encore considérés selon la spécificité du produit ou de la fabrication.
7.2 DOCUMENTS TECHNIQUES
276
■ DOCUMENTS D’EXPLOITATION
■ DOCUMENTS DE RECHERCHE• Croquis• Schémas
• Tracés d’atelier
■ DOCUMENTS « CONTRACTUELS »• Cahier des Charges Fonctionnel – « CdCF » (voir p. 510 à 512)• Descriptif ou « Devis Descriptif »• Dessin de définition (voir p. 207)
– L’épure (voir p. 260)– Le plan sur règle (voir p. 261)– La mise au plan (voir p. 261)
• Dessins d’ensemble
– Géométral (voir p. 226)– Projections (voir p. 228)– Perspectives (voir pp. 209, 210)– Coupes (voir p. 232)– Sections (voir p. 231)– Perspectives éclatées (voir p. 208)– Dessin de définition (voir p. 207)
• Nomenclatures– Nomenclatures à plat (listes de composants) (voir pp. 220, 234 à 237)– Nomenclatures par niveaux (organigrammes) (voir p. 315)
■ PLANS• Dessins de fabrication ou « Dessins d’exécution » (voir p. 282)• Dessins de définition des « Montages d’Usinage » (voir p. 359, 360, 473, 474)
• Bordereaux de fabrication (voir p. 438)• Bordereaux de programmation (Commande
Numérique)• Feuilles de débit (Bois et dérivés du bois)
(voir p. 440, 441)• Feuille de sortie matière – Matériaux• Feuille de quincaillerie, accessoires et
miroiterie• Analyses de fabrication
• Analyses de phases (voir p. 279)• Gammes d’Usinage – de Montage – de
Contrôle (voir p. 277, 278)• Planning des phases (voir pp. 318 à 322)• Processus de fabrication• Contrats de phases (voir p. 280 à 283)• Fiches suiveuses (voir p. 442, 443)• Circuits d’usinages
978271353446_275_290_MB 6/06/13 16:34 Page 276

Paramètres liés à l'outil de coupe :– Référence de l'outil, numéro.– D : Diamètre du cylindre de coupe en milli-mètres “ mm ”.– Z : Nombre d'arêtes tranchantes.– g : Angle d'attaque positif en degrés.
■ CROQUIS DES OPÉRATIONS D’USINAGELa qualité de la représentation des croquis, qu'ilssoient à main levée ou aux instruments, doit êtrede la plus grande rigueur, car c'est à partir desinformations qu'ils portent que sont effectués lesréglages de la machine-outil.Sur ces croquis seront en particulierschématisés :– Les contours de la pièce à usiner.– Les contours de l'outil ou des outils de coupe.– Le contour du support de pièce lié à lamachine-outil.– Les axes liés à l'outil et à la machine : axe derotation, plans de jauge, plans de référence…– Les mouvements, direction et sens des rota-tions et translations.– Les surfaces usinées représententées en traitfort.– Les axes X, Y, Z, nécessaires au repérage spa-tial des mobiles liés au trièdre de sens direct nor-malisé (NF Z 68-020).– Les points de mise en position, (symboles nor-malisés des appuis et de la nature du contact).– Les points de maintien en position (symbolesdes organes de serrage de la pièce).– Les cotes de fabrication :
– Cm : cotes machine.– Co : cotes outils.– Ca : cotes appareillages.– Cp : cotes programmées.– Cr : cotes réglages.
– Les tolérances dimensionnelles et géomé-triques.– Les repérages alphanumériques nécessairesau décodage du document et à l'exécution de latâche.– Les indications écrites, concises, précisesstrictement indispensables pour la compréhen-sion du mode opératoire.
■ INFORMATIONS GÉNÉRALES ET D’IDENTIFICATIONRenseignements sur la destination, ladésignation, la nature et l'importance de laproduction considérée :– Numéro de référence et/ou nom duclient.– Objet de la fabrication : nom du projetou de la gamme de produit.– Repère et/ou nom de l'ensemble, nomdu produit.– Repère et/ou nom du sous-ensembleauquel appartient l'élément.– Repère et/ou nom de l'élément.– Matière : essence ou matériau priori-taire.– Nombre de pièces à fabriquer etcadence de fabrication.
■ INFORMATIONS RELATIVES AUXDESSINS DE L’ÉLÉMENT– Repère du dessin de fabrication.– Repère du dossier de fabrication.– Esquisse cotée de l'élément, vues et/oucoupes.
■ INFORMATIONS RELATIVES AUXOPÉRATIONS D’USINAGE À RÉALISER– Repères de phase.– Repères des sous-phases.– Repères des opérations.– Désignation des phases, sous-phases,opérations.
■ INFORMATIONS RELATIVES À LACOUPE DE LA MATIÈRE Paramètres liés à la machine-outil :– Symbole conventionnel de la machine-outil.– S : Fréquence de rotation en tours parminute “ tr/min ”, Speed : vitesse.– F : Vitesse d'amenage de la pièce enmètres par minute “ m/min ”, Feed : avance,alimentation.– a : Profondeur de passe en millimètres“ mm ”.
CONTENUD’UNE GAMME
D’USINAGE
7.3 GAMME D’USINAGE
277
La gamme d’usinage est établie par le bureau des méthodes.Sur ce document technique destiné à l’atelier de fabrication figurent tous les renseignements utiles àl’exécution des phases nécessaires à la réalisation d’un élément rentrant dans la composition d’un articleproduit en série. Les phases sont ordonnées chronologiquement sur une gamme en tenant compte des fac-teurs d’antériorités.
1
2
3
4
5
6
7
8910
111213
14
15
16
17
18
19
20
21
22
23
978271353446_275_290_MB 6/06/13 16:34 Page 277

MODÈLEDE GRILLEFORMAT A3
278
■ MOYENS ETOUTILLAGES DE CONTRÔLENoms, sigles, pictogrammes,schémas, références et caracté-ristiques des matériels et instru-ments de contrôle mis en œuvre.
CONTENUD’UNE GAMME
D’USINAGE(SUITE)
Gamme d’usinage
Exécuté par : Le :
GAMME D'USINAGE FEUILLE /
CLIENT
OBJET
ENSEMBLE
SOUS-ENSEMBLE
ÉLÉMENT N°
DÉSIGNATION
MATIÈRE
NOMBRE D'ÉLÉMENTS
Repère
Établi par : Le :
Ph.
11
12
13 14
15
16
17 21
18 22
19
20
24
25
26
27
S.ph Op.Sym.MO
str/min
Fm/min
amm Réf.
Dmm Z γ
DésignationMachines outils Outils
DESSIN DE FABRICATION N°
Croquis et montage d'usinageTempsContr.
descotes Tp. Tc. T.m.
23
8
10
DOSSIER N° 91
2
3
4
5
6
7
■ LES TEMPS DE FABRICATION– Tp : Temps de préparation
➛ F1 : Temps de réglage.– Tc : Temps de coupe
➛ F1 : Temps de fabrication.– Tm : Temps de manipulation
➛ F1 : Temps de transit.
24
25
26
27
978271353446_275_290_MB 6/06/13 16:34 Page 278

279
REPÉRAGE DESPHASES
SOUS-PHASESOPÉRATIONS
Dossier des méthodesCODIFICATION DÉCIMALE UNIVERSELLE (CDU)Le principe de numérotation des phases, sous-phases et opérations figurant sur une gamme d’usinage, estétabli sur le principe de la Codification Décimale Universelle (CDU).Les phases sont numérotées de 10 en 10, les sous-phases sont numérotées de 1 à 9 sur la colonne desdizaines des numéros des phases, les opérations sont numérotées de 1 à 9 sur la colonne des centainesrajoutée au numéro des sous-phases.
Chaque phase peut recouvrir des sous-phases qui elles-mêmes peuvent recouvrir des opérations,mais elles peuvent aussi se superposer.
■ LA PHASEEnsemble des actions de production exécu-tées sur un même poste de travail par lesmêmes personnes en mettant en œuvre éven-tuellement des réglages, des outils ou desoutillages différents avec ou sans démontagede la pièce sur le support de pièce.
10 – Profilages internes de cadres pourvitrages isolants.
Numéro en dizaine sans unité
■ LA SOUS-PHASEPartie d’une phase où peuvent éventuellementintervenir des changements de réglage, d’outilsou de nouvelles mises en position de la piècesur le référentiel machine ou outillage (montaged’usinage).
11 – Moulurage de la parclose.
12 – Réalisation de la feuillure avec récupéra-tion de parclose.
Numéro en dizaine avec unité qui identifiela sous-phase.
■ L’OPÉRATIONElle représente une transformation subie par lapièce en vue de l’approche du résultat finalavec les mêmes outils et outillages, les mêmesréglages, les mêmes appuis sur les référentiels.
121 – Rainurage pour amorcer la feuillure etdégager la parclose.
122 – Sciage de la parclose.
Numéro en centaine, dizaine et unité quiidentifie l’opération.
Exemple :
Profilage interne de cadres pour vitragesisolants
1
1 Moulurage de la parclose
2 Rainurage
3 Sciage de la parclose
4 Calibrage
5 Moulurage du cadre
Différentes tâches d'usinage :
2
5
4
3
978271353446_275_290_MB 6/06/13 16:34 Page 279

■ INFORMATIONS GÉNÉRALES ETD’IDENTIFICATIONRenseignements sur la destination,la dési-gnation, la nature et l'importance de la pro-duction considérée :– Numéro de référence et/ou nom du client.– Objet de la fabrication : nom du projet oude la gamme de produit.– Repère et/ou nom de l'ensemble, nomdu produit.– Repère et/ou nom du sous-ensemble,auquel appartient l'élément.– Repère et/ou nom de l'élément.– Matière : essence ou matériau prioritaire.– Nombre de pièces à fabriquer et cadencede fabrication.
■ INFORMATIONS RELATIVES AU POSTEDE TRAVAIL– Numéro de la phase considérée.– Désignation de la phase.– Type de machine utilisée : nom, réf. n decode.
■ INFORMATIONS RELATIVES AUXOPÉRATIONS D’USINAGE À RÉALISER– Repères des sous-phases et opérations.– Désignation des phases, et opérationscomplétées éventuellement des cotes defabrication tolérancées.
■ INFORMATIONS RELATIVES À LACOUPE DE LA MATIÈRE Paramètres liés à la machine-outil :– Vc : vitesse de coupe en mètres parseconde “ m /s ”.– S : fréquence de rotation en tours parminute “ tr /min ”, Speed : vitesse.– a : profondeur de passe en millimètres“ mm ”.– F : vitesse d’amenage de la pièce enmètres par minute “ m /min ”. Feed : avance, ali-mentation.– f : avance par coupe en millimètres “ mm ”,pas d’usinage.
7.4 CONTRAT DE PHASE
280
CONTENUD’UN CONTRAT
DE PHASE
Le contrat de phase est établi par le bureau des méthodes.Sur ce document technique destiné à l’atelier de fabrication sont portés tous les renseignements utiles à laréalisation d’une phase du processus de fabrication d’un produit.L’élaboration et l’utilisation de contrats de phases ne se justifient que pour les fabrications en série.
Paramètres liés à l'outil de coupe :– Type de l’outil, nature des arêtes tran-chantes.– Référence de l'outil, numéro.– D : Diamètre du cylindre de coupe en mil-limètres “ mm ”.– Z : Nombre d'arêtes tranchantes.– g : Angle d'attaque positif en degrés.
■ CROQUIS DE LA PHASELes croquis doivent être réalisés avec uneextrême rigueur car les informations qu’ils por-tent servent au règlage de la machine-outil.Sur ces croquis seront en particulier sché-matisés :– Les contours de la pièce à usiner.– Les contours de l’outil ou des outils decoupe.– Le contour du support de pièce lié à lamachine-outil.– Les axes liés à l’outil et à la machine : axe derotation, plans de jauge, plans de référence…– Les mouvements, directions et sens des rota-tions et des translations.– Les surfaces usinées représentées en traitfort.– Les axes X, Y, Z, nécessaires au repéragespatial des mobiles liés au trièdre de sensdirect normalisé (NF Z 68-020).– Les points de mise en position, (symbolesnormalisés des appuis et de la nature ducontact).– Les points de maintien de position, (symbolesdes organes de serrage de la pièce).– Les cotes de fabrication :
– Cm : cotes machine.– Co : cotes outils.– Ca : cotes appareillages.– Cp : cotes programmées.– Cr : cotes réglages.
– Les tolérances dimensionnelles et géomé-triques.– Les repérages alphanumériques nécessairesau décodage du document et à l’exécution dela tâche.– Les indications écrites, concises, précises,strictement indispensables pour la compréhen-sion du mode opératoire.
12
3
4
567
8910
11
12
13
14
15
16
17
18
1920
21
22
24
978271353446_275_290_MB 6/06/13 16:34 Page 280

CONTENUD’UN CONTRAT
DE PHASE (suite)
281
MODÈLEDE GRILLEFORMAT A4
Dossier des méthodes■ MOYENS ET OUTILLAGEDE CONTRÔLE
Noms, sigles, pictogrammes,schémas et instruments decontrôle mis en œuvre.
■ LES TEMPS DE FABRICATIONÉventuellement les temps de réalisation de la tâche peuventapparaître sur le contrat de phase.– Tp : Temps de préparation ➛ R1 : Temps de réglage.– Tc : Temps de coupe ➛ F1 : Temps de fabrication.– Tm : Temps de manipulation ➛ T1 : Temps de transit.
CONTRAT DE PHASE
CLIENT
OBJET
ENSEMBLE
SOUS ENSEMBLE
PHASE N°MACHINE-OUTIL
Opérations d'usinage
Établi par : Le :
S. ph. Op.
Fm/min
fmm
TypeVcm/s
Str/min
amm
Réf.D
mmZ γRepère
Désignation
Éléments de coupe Contr.des
cotes
Exécuté par : Le :
1
2
3
4
8 DÉSIGNATION 9
10
ÉLÉMENT N°
DÉSIGNATION
MATIÈRE
NOMBRE D'ÉLÉMENTS
5
6
7
11 12
24
13
14 19
15 20
16
17 22
21
18 23
CROQUIS DE PHASE
23
25
26
27
978271353446_275_290_MB 6/06/13 16:34 Page 281

A4 T3 / 7
TABOURET COFFRE
ÉCHELLE
ALAISE COURTE
Désignation
HETRE 260 x 40 x 30
Matière
Dessiné
5
Rep.
2
Nbr.
par : le :
Vérifiépar : le : 00
D C B A
12
40 + 0,2–
100
– 0,
310
0–
0,3
30+
0–
0,3
10+ 0,3 0 10+
0,2
0
12+
–
0,3
10 0– 0,2
+ – 0,3
240
+0,
3
0
2 x
45∞
(260
)
D C B A
1
2
3
4
4
B
A
A
0,1
180
pon
0,1
0,1
B
0,1
A
0,4
rab
0,1
A
282
DESSIN DEFABRICATIONDE L’ÉLÉMENTTRAITÉ DANS
L’EXEMPLE DUCONTRAT DE
PHASE
Contrat de phase
978271353446_275_290_MB 6/06/13 16:34 Page 282

CONTRAT DE PHASE
CLIENT Éducation Nationale
OBJET Équipement Écoles Maternelles
ENSEMBLE TABOURET
SOUS ENSEMBLE DESSUS
41
411
412
Tenonnage 1re extrémité
Tronçonnage 1er about
Exécution 1er tenon
42 Tenonnage 1re extrémité
421 Tronçonnage 2ème about
422
55
47
3000
6000
30
8
manu
manu
Carb
Hss
350
150
54
3
5
15
Pied àcoulisseJauge de
profondeur
Dito 411
Exécution 2ème tenon
PHASE N∞ 40MACHINE-OUTIL Tenonneuse simple à dérouleurs
Opérations d'usinage
Établi par : Le :
S. ph. Op.
Fm/min
fmm
TypeVcm/s
Str/min
amm
Réf.D
mmZ
g
d∞
RepèreDésignation
Éléments de coupe Contr.des
cotes
Exécuté par : Le :
DÉSIGNATION Tenonnage
ÉLÉMENT N∞ 5
DÉSIGNATION Alèse courte
MATIÈRE Hêtre
NOMBRE D'ÉLÉMENTS 2/ Tabouret
CROQUIS DE PHASE
2
Ca 255
Cm 10 0 C
m 1
0 0
Cr 9
,9Cr 9,9
TE
SC
y
6'
OP. 411
z
0y
z
1 3
4 5
2
6'OP. 412
1 3
4 5
Cm
12
+
Cr 1
2,1
2
Cr 240,2
Ca 240+ 0,3 0
Butée 6 escamotable
Plan de jauge
RéglagesS / ph. 42ditoréglagesS / ph. 41 Dérasement = 0
SC
6
1 3
4 5
Dito 412
– 0,
2
– 0,
3
– 0,3
283
EXEMPLE DECONTRAT DE
PHASE
Dossier des méthodes
978271353446_275_290_MB 6/06/13 16:34 Page 283

■ COTE APPAREILLAGE “Ca”
Cote de fabrication obtenue sur la pièce grâceà un appareillage auxiliaire de la machine telque règle avec butées, dispositif de copiage oude guidage, montage d’usinage, gabarit deperçage…
– Distance entre deux butées :Butées d’entrée et de sortie pour exécuter unprofilage arrêté.
– Distance entre une butée et l’outil :Butées de réglage des longueurs d’arasementssur une tenonneuse.
– Distance entre une butée et les axes descanons de perçage sur un montage d’usinage(Montage de perçage).
Les cotes, portées sur le dessin de fabrication, nécessaires à la réalisation de tous les usinages d’un élément,résultent des procédés d’usinage, des matériels (machine, outillages et outils mis en œuvre) et des réglagesimposés par le bureau des méthodes.
7.5 COTES DE FABRICATION
284
DIFFÉRENTESCOTES DE
FABRICATION
■ COTE MACHINE “Cm”Cote mesurable entre une surface fonctionnellede l’usinage et la surface de la pièce liée auréférentiel de la machine. Elle est obtenue parun réglage sur la machine outil, du référentielpar rapport à l’outil ou de l’outil par rapport auréférentiel.
Le référentiel de mise en position de la pièceest représenté par les symboles normalisésnumérotés de 1 à 6 (NF E 01-013).
Cm 1
3 1-2
Cm
2
4-5
Cm1 : cote machine 1Cm2 : cote machine 2
■ COTE OUTIL “Co”La cote outil correspond à la distance entredeux surfaces fonctionnelles d’un usinagegénéré par les arêtes tranchantes d’un outil oude deux outils associés.
Cm 1
3 1-2
Co
Co
4-5
z
0
Ca1 Ca2
x
– Exemple d’un seul outil :Fraise à rainer : Co = largeur de la rainure.
– Exemple de deux outils associés :Plateaux à tenonner “ fermés ” :Co = épaisseur du tenon.
Exemple : montage de perçage
978271353446_275_290_MB 6/06/13 16:34 Page 284

Les cotes machine, cotes outil et cotes appareillage portées sur le dessin de fabrication peuventêtre de type direct ou transféré.
■ COTE TRANSFÉRÉE
Lorsque la cote de définition n’est pas reprisedirectement sur le dessin de fabrication, maisque l’usinage est défini par une cote établie àpartir d’une autre surface de référence, elledevient une cote transférée.
Exemple :
Usinage d’une feuillure à verre.
DÉTERMINATIONDES COTES DEFABRICATION
285
DIFFÉRENTESCOTES DE
FABRICATION(suite)
Dossier des méthodes
10 +1
Cr Cr
Cmmini
IT
4-5
0
Cmmaxi
■ COTE DIRECTE
Une cote est dite directe lorsque la cote defabrication est encadrée par les mêmes sur-faces fonctionnelles de la pièce que la cote dudessin de définition établi par le Bureau d’É-tude (B.E.).
Les valeurs nominales de la cote de fabricationet de la cote de définition sont alors identiques,mais le bureau des méthodes (B.M.) peut êtreamené à modifier l’intervalle de tolérance (IT)de la cote de définition pour satisfaire àd’autres conditions.
Si l’IT de la cote de fabrication est différente del’IT de la cote du B.E., elle est alors appelée“ Cote Directe B.M. ” (Bureau des Méthodes).
Cote bureau d'étude : X +–
e1
+–
e2Cote de fabrication : X
Cote directe
A1
A
A1
Transfert�de cote
A2
■ COTE RÉGLAGE « Cr »
C’est la distance qui sépare le plan de réfé-rence lié à la machine et la tangente au cylindrede coupe de l’outil (parallèle à ce plan) quigénère l’usinage.
La cote réglage se situe à l’intérieur de l’inter-valle de tolérance (IT) affecté aux cotesmachine, cotes outil et cotes appareillage.
Dessin de définition
Dessin de fabrication
ITCr = Cmmaxi - ææ
3Cr = 10,7
978271353446_275_290_MB 6/06/13 16:34 Page 285

7.6 SYMBOLES D’USINAGE
286
ABRÉVIATIONSDES USINAGES
ET DESMACHINES
OUTILS
La désignation des machines-outils et des opérations est très utile pour l’élaboration des gammes d’usi-nage, des contrats de phase et tout autre document technique du dossier des méthodes.Cette liste n’est pas exhaustive, les symboles ne sont pas normalisés, ce sont des symboles convention-nels.
Phases et opérations Machines-outilsNature Sigles Type de Machine-Outil Sigles
Traçage TRA (Exécution manuelle)Débit DEB Tous sciages SC
Tronçonnage TROScie à tronçonner – Scie radiale SCTScie à ruban SCRScie à panneaux SCP
Délignage DEL Scie circulaire SCD
Dégauchissage DEGDégauchisseuse 1 face DEDégauchisseuse 2 faces DEV
Rabotage RABRaboteuse 1 face RARaboteuse 2 faces RAV
Mortaisage MORMortaiseuse à chaîne MOCMortaiseuse à mèche MOMMortaiseuse à couteaux vibrants MOV
Tenonnage TENTenonneuse à outils ouverts TEOTenonneuse à outils fermés TEFTenonneuse à dérouleurs TED
Profilage PROToupie à arbre vertical TOVToupie à arbre inclinable TOI
Calibrage CAL Tenonneuse double TEVDéfonçage DEF Défonceuse à table DETQueutage QUE Défonceuse à chariot DFC
Découpage DECScie à chantourner SCHScie sauteuse SA
Entaillage ENT Entailleuse ENT
Perçage PERPerceuse à une broche PEPerceuse multi-broche PEM
Placage PLA Jointoyeuse à placage JPLCollage COL Encolleuse à rouleaux ENR
Pressage PRE
Châssis à plaquer CHPPresse à plaquer PRPCadreuse pneumatique CD PnVolucadreuse hydraulique VOC HqJointeuse à placage JO PL
Assemblage ASSChevillage CHE Perceuse pneumatique PER PnVissage VIS Visseuse pneumatique VIS PnClouage CLO Cloueuse pneumatique CLO PnFerrage FER
Ponçage PON
Ponceuse à bande étroite POBPonceuse à cylindres POCPonceuse à disque PODPonceuse à bande large POLPonceuse à tambour POT
Mise en teinte MIT Pistolet pneumatique PIS PnVernissage VER Pistolet pneumatique PIS PnEncaustiquage ENCPose POS (Opération manuelle)
978271353446_275_290_MB 6/06/13 16:34 Page 286

SCHÉMAS CONVENTIONNELS DES MACHINES-OUTILS
Cm
1
1 2.3Cm2
■ MOC
■ RA
■ DEV
1 2.3
Cm1
4.5
Les cotes : quatre types de cotes apparaissent sur les schémas conventionnels des Machines-Outils :– Cm : cote machine. – Ca : cote appareillage.– Co : cote outil. – Cp : cote programmée.
SCIESCIRCULAIRES
287
Dossier des méthodes
1 2.3
Ca1
6����4.5
■ SCT ■ SCD
DÉGAUCHIS-SEUSES
■ DE
RABOTEUSES
■ RAV
MORTAISEUSES
■ MOM
1 2.3
Cm
1
Ca1
Cm
1
Ca2
1
6
2.3
Co1
Ca1
Cm
1
Ca2
1
6
2.3
■ MOV ■ MOPN
1 2.3
Cm1
4.5
1 2.3
Cm1 4.5
Ca1
Cm
1
1
6
2.3
Co1
Ca2
Cp1
Cp2 Cp4
Cp3
Cp7
Cp5
Cp6
6
Co1
978271353446_275_290_MB 6/06/13 16:34 Page 287

4.5
α : Cm3
Cm2
1 2.3
Cm
1
■ PEM
■ TOV
■ TECN
Cm1
Cm
3
Co2
1 2.3
Cm
2
Co1
TENONNEUSES
Ca1
Cm
1
Cm
2
1
6
2.3
■ TEO ■ TEF
■ TED
TOUPIES
■ TOI
DÉFONCEUSES
■ PE
4.5
Cm2
1 2.3
Cm
1
6
Ca11 2.3
Cm
1
1 2.3
Cm
1
Cm
2
Cm
n…
■ DFT ■ DFCN
Ca1
Cm
1
Co1
1
6
2.3
Cp1
Cp2
Cp3
1
6
2.3
6
Ca1 Cm1 Cm21 2.3
Cm
3
6
1
4
2.3
���� 5
ZCP / X, Y, Z
X Y0
����
288
Symboles d’usinage
PERCEUSES
978271353446_275_290_MB 6/06/13 16:34 Page 288

■ Q4M
• Représentation symbolique conventionnelle d’une moulurière
CADREUSES
■ CDCN
4
6
5
Cm
2
Cm1
PONCEUSES
6
1 2.3
Cm
1
■ POE ■ POL
■ CDSV
MULTI-OPÉRATRICES
4
6
5
Y
X
CP / X, Y, Z
289
Dossier des méthodes
• Repérage des outils sur le profil à usiner
6
5
4
3
2
Arbresupérieur(Dessus)
Toupiedroite Entrée
1
(Dessous)Arbreuniverseldessousdessusgauchedroiteangulaire
Toupiegauche
Arbreinférieur
(Dessous)
Le becquetsituel'entréede lamachine.
4
3 2
1 et 5
1 2.3
Cm
1
Conseil pratique :Pour faciliter le décodage des schémas,il est judicieux d’affecter à chaque porte outilet à chaque outil correspondant, une couleurdifférente.
978271353446_275_290_MB 6/06/13 16:34 Page 289

– Contact ponctuel : Symbole :
– Contact surfacique : Symbole :
Profil Projection
2. Symbolisation des éléments technologiques d’appui et de maintien :
– Appui sur une surface brute : Symbole :
– Appui sur une surface usinée : Symbole :
SYMBOLES DESAPPUIS ET DESSERRAGES DE
PIÈCES
7.7 SYMBOLISATION DES PRISES DE PIÈCES
290
Le plan de définition d’un montage d’usinage doit faire apparaître sur ses différentes vues :– Les dispositifs de mise en position, appui plan, appui linéique, appui ponctuel.– Les organes de maintien en position.
■ NORME NF E 04-013
1. Symbolisation de l’élimination des degrés de liberté d’une pièce :
����
3
3
1 . 2
����
����
����
61 2
4 . 5 4 5
��������
Type de technologie
Nature de la surface
Nature du contact avec la surface
Fonction de l'élément technologique
3. Symbolisation de la nature de la surface de contact de la pièce :
– Appui fixe :
– Centrage fixe :
– Système à serrage :
4. Symboles indiquant la nature du contact avec la surface de la pièce :
5. Principe d’établissement d’un symbole d’appui ou de maintien :
– Composition d’un symbole :
978271353446_275_290_MB 6/06/13 16:34 Page 290

• Schématisation du palier– Isoler les surfaces fonctionnelles Sf.1 et Sf.2– Solidariser ces surfaces fonctionnelles par un élément de liaison e.1
• Schématisation de l'axe– L'axe est une barre, représentation simplificatrice de face : 1 trait– La section de l'axe est circulaire, représentation simplificatrice de profil : 1 point
8.1.1 SCHÉMATISATION D'UN OBJET TECHNIQUE À DOMINANTE MÉCANIQUE
8 SCHÉMATISATION8.1 SCHÉMATISATION DES MÉCANISMES
IDENTIFICATIONDE LA
SCHÉMATISA-TION
On appelle schéma, un dessin, un tracé figurant les éléments essentiels d'un objet, d'un ensemble com-plexe, d'un phénomène, d'un processus, et destiné à faire comprendre sa conformation et/ou son fonc-tionnement.
CHEMINEMENTVERS LA SCHÉ-
MATISATION
291
• Définition : Qu'est-ce que schématiser ?Schématiser c'est représenter d'une manière simplifiée un objet technique (un mécanisme, unemachine-outil) afin d'en dégager les fonctions principales.
• Analogie : À quelle autre représentation graphique cette simplification peut-elle êtrecomparée ?Le schéma est au dessin industriel, ce que la sténographie est à l'écriture courante.
• Synthèse– Schématiser c'est simplifier.– Le dessin industriel est une codification.– La schématisation c'est la simplification d'une codification.
LE PALIER
F
SYNTHÈSE SYNTHÈSE
DESSIN INDUSTRIEL(VUE SUIVANT F)
A
A Sf.2
Sf.1
SECTION A-A SECTION B-B B
B
F
TYPE DE GRAPHISME L'AXE
SCHÉMATISATION
1 2
1 2
REPRÉSENTATIONFIGURATIVE
• Exemple : palier de meule et son axe
Sf.1
Sf.2e.1
978271353446_291_310_MB 6/06/13 16:35 Page 291

292
Schématisation des mécanismes
Nomde la liaison
Rot
atio
n
Tran
slat
ion
MouvementsRelatifs
8.1.2 REPRÉSENTATION DES LIAISONS USUELLES ENTRE DEUX SOLIDES
Liaison Assemblages collésencastrement 0 0 0 Éléments soudés
Scellements
Liaison Charnièrepivot * 1 0 1 Penture anglaise
Axe de poulie
Liaison Table de M.-O.glissière * 0 1 1 Porte coulissante
Règle à calcul
Liaison Vis-écrouhélicoïdale * 1 1 2 Tire-bouchon
Liaison Verrou baïonnettepivot 1 1 2 Palier et axeglissant *
Liaison Cardansphériqueà doigt * 2 0 2
Liaison Lampe d'appoint rotule * 3 0 3 sur une M.-O.
Attache de caravane
Liaison Étau libre sur table appui plan * 1 2 3 de perceuse
Ponceuse à disque
Liaison Loqueteau à billeannulaire Graisseur à billeou liaison 3 1 4 Levier de vitessesphère cylindre *
Liaison Racloir sur support linéaire à finirrectiligne 2 2 4 Toupillage au
champignon
Liaison Bille sur une tableponctuelle 3 2 5 Roulette sphériquesphère plan *
SYMBOLES GRAPHIQUES
Deg
rés
de li
bert
é
PROJECTIONS ORTHOGONALES PERSPECTIVES EXEMPLES
conjugués
* F P
F P
* *
* F * P
*
*
*
F * P
F P
F P*
F : face P : profil
Seuls les appellations et les symboles graphiques * ont été retenus par la NF EN 150 3952-1.
978271353446_291_310_MB 6/06/13 16:35 Page 292

8.1.3 CONVENTION DE REPRÉSENTATION DES ORGANES D'UN MÉCANISME
293
EXEMPLES
Schématisation
■ ÉQUIVALENCES SIMPLIFICATRICESCe que l'on observe : la translation d'un chariotest réalisée par deux pivots glissant sur 2barres cylindriques parallèles.Ce que l'on schématise : la translation du cha-riot est assurée par une liaison glissière norma-lisée.
■ IMMOBILISATION D'UNE LIAISONUSUELLELes liaisons glissières, pivots, etc. peuvent êtreimmobilisées par un dispositif d'ablocagerepéré par le symbole encastrement “ ”qui ne préjuge pas de la technique mise enœuvre.
■ SYSTÈME MÉCANIQUE SURABONDANTDeux liaisons « pivot » sur un même arbreengendrent un système hyperstatique (1).Un des pivots doit être substitué par une liaison« pivot glissant » (2) pour obtenir un systèmeisostatique.
Arrêt en translation de 3 par rapport à 6(3/6) par arc-boutement Trous dans le rail
ChapePivot
■ SCHÉMATISATION D'UN SERRE-JOINTDORMANT
■ SCHÉMATISATION D'UNE PRESSEÀ VIS
Détail (solution technologique de la liaisonencastrement)
(voir détail)
■ SOLUTIONS RÉCIPROQUESPoulie dont le guidage en rotation est assurépar une liaison pivot :– Ou la poulie est alésée et l'axe épaulé est
fixe sur bâti (1).– Ou la poulie porte l'axe épaulé et le palier est
fixe sur bâti (2).
La schématisation d’un mécanisme implique la formulation d’une règle (relation d’équivalence)permettant de condenser la réalité.Dans le schéma, les dimensions et les formes d'un objet technique ne sont pas fidèlementrespectées, seules subsistent les fonctions principales des organes constitutifs du mécanismeétudié.
(1)
(2)(1) (2)
8.1.4 CONSEILS PRATIQUES POUR SCHÉMATISER LES MÉCANISMES
12
34 5
67
1 2 3 4 5 6 7
1 2 3 4 5
6
7
978271353446_291_310_MB 6/06/13 16:35 Page 293

�Table : S R 1Guide : S R 2Butée
Surfaces de référence
Transmissionindirecte
P O.C.
F.G.
Guidage desmouvements Dispositifs
de sécurité
Bâti Organes detransmission
Dispositifsde réglage
fg
a
b
c
d
e
Porteoutil
Transmissiondirecte
2 États
CarcassePoignées
Inducteur = StatorInduit = Rotor
Interrupteur Marche
Arrêt
CourroiesEngrenagesFrictions
Moteuréléctrique
6
3 2
147
8
5
: S R 3
294
• DéfinitionC'est la chaîne continue et fermée des actions de contact entre tous les organes constitutifs d'unemachine-outil permettant la réalisation de sa fonction globale (F.G.).
• Exemple : Les machines portativesCondition : Soit « � » la relation qui existe entre l'outil de coupe O.C. et la pièce P pour effectuerun usinage spécifique.« � » Fonction globale de « la » machine portative.
ANALYSEDU CIRCUITMÉCANIQUE
8.2 SCHÉMATISATION DES MACHINES-OUTILS
8.2.1 CIRCUIT MÉCANIQUE D'UNE MACHINE-OUTIL
Le schéma est élaboré à partir de l'observation de la machine et de l'exploitation du circuitmécanique.Exemple : la défonceuse portative
RÉALISATIONDU SCHÉMA
Les organes constitutifs de toutes les machines-outils usinant les matériaux par enlèvement de matière avecun outil de coupe sont tous analogues dans leur fonction technologique.
EXPLICITATIONDU SCHÉMA
Pour faciliter le décodage du schéma d'un système, l'expliciter judicieusement par diverscompléments d'information :– Des indications ou explications écrites concises.– Le repérage alphanumérique des différents éléments constitutifs renvoyant à des nomen-
clatures.– Des représentations figuratives, de détails, en perspective.– Des esquisses à l'échelle donnant une idée de la forme réelle de l'objet technique schématisé.– Des couleurs différentes affectées aux divers éléments ou sous-ensembles composant
le mécanisme.– Des schémas perspectifs simplifiés de l'ensemble.– Des schémas perspectifs grossis de détails.
3
1
O.C.
P
5
6
7
8
a
b
c
d
e
g
f
3
1
O.C.
P
5
6
7
8
a
b
c
d
e
f
g
■ REPRÉSENTATION FIGURATIVE ■ SCHÉMATISATION
voir p. 501
978271353446_291_310_MB 6/06/13 16:35 Page 294

Nom : Scie radiale N° : SC 02 Fiche Machine
1
O.C.
P.
35
6
7
O.C.
4
P
8
4
45°45°
a
b
c
d
Vue du dessus
1
Vue de face Vue de profil
Schéma :
O.C. Outil de Coupe
P - Pièce
1 – Porte-Outil
2 - (Transmission directe)
3 - Bloc moteur
4 - Dispositif de sécurité
5 - Bâti
6 - Dispositif de réglage
7 - Guidage des mouvements
8 - Surfaces de référence
X
Y
Z O
Repère tridirectionnel
Représentation figurative Perspectiveschématique
OrganesPorte-Outil
Supportde pièceet guides
Maintienen position
AccessoiresEntraînementCaractéristiques
Courses :sur X ______ 740 mm Manuel Manuelsur Y ______ 320 mmsur Z ______
Vitesses 3 800 tr/min Manuel
Capacité 150 mmd’usinage
Dimensions 1 200 x 800
Matières Contre-plaqué Bois massif
Voir page suivanteVoir page suivante
6
1
5
P
O.C.
3
8
7Sens de l’avancepour l’usinage
Sens de rotationde l’outil de coupe
8.2.2 REPRÉSENTATION D’UNE MACHINE-OUTIL : SCIE RADIALE
295
Schématisation
978271353446_291_310_MB 6/06/13 16:55 Page 295

REPRÉSENTA-TION
FIGURATIVE
Nota : Pour faciliter la lecture, les éléments de protection ne figurent pas sur le dessin.
296
SCHÉMA PERSPECTIF
Schématisation des machines-outils
6
1
5
P
O.C.
3
8
7Sens de l’avancepour l’usinage
Sens de rotationde l’outil de coupe
978271353446_291_310_MB 6/06/13 16:35 Page 296

ORGANISATIONDES ÉLÉMENTSCONSTITUTIFS
DES MACHINES-OUTILS
297
Schématisation
F.G.
OC � P.
Porte-outil1 Supports Table (SR1)
Guide (SR2)
Butée (SR3)
Dispositifs 8 de pièces de 4 et guides sécurité
Transmission Transmission indirecte directe Dispositifs
6 de réglages
Organesde
transmission
Bloc moteur2 3 5 Bâtiélectrique
GuidagesCourroie 7 desEngrenages
Inducteur(Stator) mouvements
Friction Induit(Rotor)
« � » représente la fonction globale F.G. de la machine-outil.
■ CONDITION DU « CIRCUIT MÉCANIQUE »Soit « � » la relation qui existe entre l’outil de coupe « O.C. » et la pièce « P. » pour effectuer unusinage spécifique.
■ DIAGRAMME DES RELATIONS DE CONTACT ENTRE LES ORGANES CONSTITUTIFSDE LA M.O.
■ SYNTHÈSE• Le diagramme du circuit mécanique met en évidence la chaîne continue des organes principauxd’une machine-outil qui participent à la réalisation de sa fonction globale.
• La structure du circuit mécanique est spécifique à l’organisation particulière de chaque ma-chine-outil.
• Le circuit mécanique est un outil pédagogique synoptique qui permet aux élèves de concep-tualiser le fonctionnement d’une machine-outil.
978271353446_291_310_MB 6/06/13 16:35 Page 297

■ LA COMPRÉHENSION DES PRINCIPES DE FONCTIONNEMENT DES MÉCANISMES DESMACHINES-OUTILS
• La « fonction globale » de la machine-outil.
• Les « fonctions principales » des éléments constitutifs, tous analogues à toutes les machines-outils.
• Le « circuit mécanique » : diagramme organisationnel de la machine-outil (voir page 501).
■ LE DÉCODAGE DES MOUVEMENTS DES MOBILES DE LA MACHINE-OUTIL
• La nature, la direction et le sens des mouvements :
• Les courses des mobiles et leurs valeurs dimensionnelles en mm – capacités d’usinage.
• Les « fréquences de rotation » en tr/min – Les « vitesses d’amenage » en m/min (lois d’usinage)(voir page 342).
■ L’INITIATION À LA PENSÉE TECHNIQUE ET PERFECTIONNEMENT
• Le repère spatial tridirectionnel affiché sur les machines-outils. Axes OX, OY, OZ.Par convention l’axe OZ est parallèle à l’axe du porte-outil (voir page 353).
• La schématisation des machines-outils (voir page 294).
■ L’ÉTUDE FONCTIONNELLE ET LE RÉGLAGE DES MACHINES-OUTILS
• L’étude fonctionnelle d’une machine-outil en relation avec la « fiche d’observation des M.O. »
• Le réglage méthodique d’une machine-outil – La « fiche de réglage machines ».
■ LE CHOIX D’UNE MACHINE-OUTIL
• Les capacités dimensionnelles des machines-outils : la machine « peut » ou « ne peut pas ».
• Le choix des vitesses des mouvements conjugués : « fréquence de rotation », « vitesse d’ame-nage »
■ L’ÉTUDE TECHNIQUE – LES DOSSIERS DE FABRICATION – LE DESSIN DE CONSTRUC-TION
Les caractéristiques et les capacités d’usinage des machines-outils.
■ L’ÉLABORATION DES GAMMES D’USINAGE – « BUREAU DES MÉTHODES » ET PRÉPA-RATION DU TRAVAIL
Les caractéristiques et les capacités d’usinage des machines-outils.
8.2.3. LES FICHES MACHINES
AVANTAGESDES FICHESMACHINES
298
Schématisation des machines-outils
La fiche machine permet le choix d’une machine-outil.
Rotations – Translations .
978271353446_291_310_MB 6/06/13 16:35 Page 298

EXEMPLE : FICHE MACHINE D'UNE SCIE À RUBAN
Nom : Scie à ruban n° 3 – Volants ∅ 700 N° : A03 Fiche Machine
Schéma :
Organes constitutifs :
O.C. - Outil de Coupe
1 - Porte-outil
2 - Transmission indirecte
3 - Bloc moteur
4 - Dispositifs de sécurité
5 - Bâti
6 - Dispositifs de réglage
7 - Guidage des mouvements
8 - Surfaces de référence
Représentation figurative
OrganesPorte-Outil
Supportde pièceet guides
Maintienen position
AccessoiresEntraînementCaractéristiques
Courses : Volant supérieur sur X ______ Oscillation / X sur Y ______ T / Y Manuel Manuel sur Z ______ R / Z Usinage : T / Z
Vitesses 660 tr/min Manuelles
Capacité Larg. 650 mmd’usinage Haut.
Dimensions ∅ 700 Table : 1000 x 700 Larg. 50 mm Guide :
Matières Fonte Fonte Néant Néant
1
1
6 8
O.C.
4
4
4
5
299
Schématisation
978271353446_291_310_MB 6/06/13 16:57 Page 299

Nom : Scie à ruban n° 3 – Volants ∅ 700 N° : A03 FicheMachine
OrganesPorte-Outil
Supportde pièceet guides
Maintienen position
AccessoiresEntraînementCaractéristiques
Courses : Volant supérieur
sur X ______ Oscillation / X
sur Y ______ T / Y Manuel Manuel
sur Z ______ R / Z Usinage : T / Z
Vitesses 660 tr/min Manuelles
Capacité Larg. 650 mm
d’usinage Haut.
Dimensions ∅ 700 Table : 1000 x 700
Larg. 50 mm Guide :
Matières Fonte Fonte Néant Néant
V olant inférieurMoteur – Table
Vue de face
Guidages del’Outil de Coupe
« La lame ruban »Vue de faceBÂTI
Réglage volant supérieur
Vue de profil
BÂTI
Repère Tridirectionnel
BÂTI
Schéma :
Y
7 O X 7
Z (Axe des volants)
O.C. 7 6 8 1
6
5 3
5 8
2
1
EXEMPLE : FICHE MACHINE D'UNE SCIE À RUBAN
300
Schématisation des machines-outils
978271353446_291_310_MB 6/06/13 16:35 Page 300

301
EXEMPLE :FICHE MACHINED'UNE TENON-
NEUSEÀ DÉROULEURS
Schématisation
Tenonneuse à dérouleurs Sautereau TCD 82 Fiche machine
Cou
rses
1
1
2
3
4
2
3
4
Situationfinale
Repèretridirectionnel
Fonctioncomplémentaire
Fonctionglobalede la tenonneuse
Matière d’œuvre :situation initiale
Éléments Porte Porte Porte Porte Support Maintienoutils 1 outils 2 outils 3 outils 4 de pièces en position
Caractéristiques
sur X
sur Y
sur Z
Vitesses
Capacités
Dimensions
978271353446_291_310_MB 6/06/13 16:35 Page 301

302
ANALYSE COMPARATIVEDES FORMES DE « FICHESMACHINES »
Schématisation des machines-outils
■ FICHE MACHINE AVEC « REPRÉSENTATION FIGURATIVE » (voir p. 299)
• Elle ne donne qu’une idée générale des formes extérieures de la machine : c’est une silhouet-te…
• Elle ne montre pas le fonctionnement général de la machine-outil.
• L’agencement mécanique des composants de la machine n’est pas perceptible.
• Certains composants ne peuvent pas être représentés (moteur, transmission, réglages desmobiles…).
• En conséquence il est difficile d’élaborer un « circuit mécanique » de la machine.
• Du fait de la difficulté d’analyser les mouvements, le repère tridirectionnel n’est pas efficace.
• Les carters et dispositifs de sécurité sont largement représentés. Certes ils préservent l’opéra-teur des accidents corporels, mais ils ne participent pas à la réalisation de la « fonction globale »de la machine.
■ FICHE MACHINE AVEC « SCHÉMATISATIONS DES MÉCANISMES COMPOSANTS » (voirp. 300)
• Elle montre avec clarté le fonctionnement des principaux mécanismes composant la machine.
• Le fonctionnement de la machine est prioritaire sur l’aspect extérieur des mécanismes.
• Les positions relatives entre chaque composant sont parfaitement identifiables.
• Le « circuit mécanique » peut être élaboré de manière parfaitement évidente et logique.
• Les mouvements relatifs des mobiles peuvent être reconnus avec les liaisons usuelles desmécanismes.
• Le repère tridirectionnel est parfaitement opérationnel pour désigner les mouvements relatifs desmobiles, translations et rotations, par rapport aux axes orthonormés OX, OY, OZ.
• Les dispositifs de sécurité n’apparaissent pas sur le schéma dans le cas de cette machine-outil(A03, p. 299) : ils seront observés concrètement sur la machine avec les « fiches d’observation ».
• Lors de l’analyse des schémas, l’exercice du raisonnement technologique et méthodologiqueest un atout considérable dans le processus d’acquisition de connaissances nouvelles structu-rantes.
• En conséquence la dimension culturelle du schéma renforce l’esprit d’analyse et de synthèse.
• Le schéma est une entrée didactique progressive pour accéder au raisonnement systémique.
978271353446_291_310_MB 6/06/13 16:35 Page 302

303
EXEMPLE : FICHE MACHINE D'UNE MORTAISEUSE À MÈCHE
Nom : Mortaiseuse à mèche N° : MOM-01 Fiche Machine
Schéma :
Vue de profil Vue de face
OrganesPorte-Outil
Supportde pièceet guides
Maintienen position
AccessoiresEntraînementCaractéristiques
Courses : sur X ______ sur Y ______ sur Z ______
Vitesses
Capacité d’usinage
Dimensions
Matières
6
8
8
77
331a 1b
55
1a Porte-outil des « mèches » 1b Porte-outil du « bédane équarrisseur »
Schématisation
978271353446_291_310_MB 6/06/13 16:58 Page 303

304
8.2.4 SCHÉMATISATION DE LA CADREUSE HYDRAULIQUE
LES COMPO-SANTS
HYDRAULIQUES
Schématisation des machines-outils
M
Régulation
1
Commande
Groupe hydraulique
4
6
2
5
3
7
• Remarque :Pour équiper le systèmeavec des vérinsdouble-effet, voir :
– V.D.E. repère 9
– Distributeur 4/3 repère 10
Régulation
Commande
Groupe hydraulique
v : vérin simple effet : repère 8
ouvrage
2 1
5
67
8
978271353446_291_310_MB 6/06/13 16:35 Page 304

305
NON
2
OUI
1
1
Limiteur de débitunidirectionnel
Dispositif de régulation comprenant :
– 1 Un « étrangleur », organe réglable provoquant lelaminage de l'huile et créant une perte de charge.
– 2 Un clapet d'antiretour monté en parallèle ne ren-dant efficace le freinage de l'huile que dans un sens.
Vérin
Pression
Délestage
Évacuation
Pompe Utilisation
M
MoteurPompe
Utilisation
Schématisation
Appareil permettant de mesurer la pression de l'huileen un point désiré du circuit hydraulique.
Vanne de commande comportant 3 orifices et 3 posi-tions. Utilisée pour l'alimentation des vérins simple effet. Le tiroir de la vanne est maintenu en position de repospar deux ressorts antagonistes lorsqu'il n'y a pas d'ac-tion sur la poignée de commande.Le vérin est mis sous pression lorsqu'on pousse sur lapoignée.Le vérin est délesté lorsqu'on tire sur la poignée.
Ce dispositif permet de limiter la pression de l'huile àun certain niveau au-delà duquel le circuit risqueraitd'être endommagé.Lorsque cette pression limite est atteinte, une partie del'huile est évacuée du circuit tout en maintenant unepression raisonnable pour les vérins éventuellement.Ce dispositif se monte généralement en dérivation à lasortie de la pompe.
Groupe permettant la mise sous pression de l'huile.Dans le symbole de la pompe, le triangle noir indiquele refoulement de l'huile sous pression.
Indispensable car la longévité des composants du cir-cuit hydraulique est fonction de la propreté de l'huile.
Constitue une réserve d’huile permettant un recyclagemodéré de l’huile et donc son refroidissement.
2
Manomètre
3
Distributeur 3/3 àcommande manuelle
4
Soupape de sécuritéou limiteur de
pression
5
Pompe à huile etmoteur électrique
6
Filtre à huile
7
Réservoir ou bâche
978271353446_291_310_MB 6/06/13 16:35 Page 305

306
8Vérin simple effet
Actionneur ne travaillant que dans un sens.L’huile sous pression alimente la chambre du vérinet pousse le piston qui fait sortir la tige dans le senstravail.
Le retour s’effectue par le ressort de rappel lorsque lachambre du vérin est délestée.
Pression
V1
Alimentationou
délestage
V2
V+
–V
Actionneur travaillant dans les deux sens.
– Circuit 1 :La chambre V1 est alimentée.La chambre V2 est délestée.La tige de piston sort V+.
– Le circuit 2 :La chambre V2 est alimentée.La chambre V1 est délestée.La tige de piston rentre V–.
Vanne de commande comportant 4 orifices et 3 posi-tions. Utilisée pour l'alimentation des vérins à doubleeffet. Le tiroir de la vanne est maintenu en position derepos par deux ressorts antagonistes lorsqu'il n'y a pasd'action sur la poignée de commande.
Lorsqu’on pousse sur la poignée, la chambre V1 duvérin est mise sous pression, la chambre V2 du vérinest délestée et la tige du vérin sort, V+.
Lorsqu’on tire sur la poignée, la chambre V2 du vérinest mise sous pression, la chambre V1 du vérin estdélestée et la tige du vérin rentre V-.
Ils comprennent toutes les canalisations et tuyauteriesde transport de l’huile entre les différents organes ducircuit hydraulique.
Les piquages sur une canalisation principale sont sym-bolisés par un point sur l’intersection des dérivationsou montages en parallèle.
Éviter les piquages en croix qui pourraient être confon-dus avec les canalisations qui se croisent simplementsans avoir de communication entre elles.
9
Vérin double effet
Schématisation des machines-outils
Pression
Délestage
V–V+
Canalisations
Dérivations
Piquages
Mauvais Bon
10
Distributeur 4/3 àcommande manuelle
Les organesde liaison
978271353446_291_310_MB 6/06/13 16:35 Page 306

307
Repère Organe Fonction de l’organe constitutif de la machine-outil
OC Outil de coupe Enlever la matière pour réaliser une opération d’usinage déterminée
1 Porte-outilMaintenir l’outil (arête tranchante) dans sa position de coupe et lui transmettre le mouvement de coupe
2 Organes de transmissionTransmettre les mouvements aux mobiles : «porte-outil » et «support de pièces»
3 Moteur (électrique) Transformer l’énergie électrique en énergie mécanique
4 Dispositifs de sécurité Protéger l’utilisateur de tout contact avec les organes en mouvement
5 Bâti Supporter et mettre en position les organes constitutifs de la machine
6 Dispositifs de réglageRégler et déplacer les mobiles (porte-outils et supports de pièces) en fonction du résultat désiré dans l’usinage
7 Guidage des mouvementsAssurer les déplacements des mobiles selon une organisation fonctionnelle spécifique, à la machine-outil
8 Support de pièces et guides
Mettre en position la pièce à usiner par rapport à l’outil de coupe– Référentiels de la machine Table
SR1GuideSR2
ButéeSR3– Surfaces de références pièce
8.3. ÉTUDE GÉNÉRALE DES MACHINES-OUTILS – DÉMYSTIFICATIONSchématisation
Les organes constitutifs des machines-outils sont tous analogues dans leur « fonction globale ».
■ DIAGRAMME DES ANALOGIES ENTRE TOUS LES ORGANES DE TOUTES LES MACHINES-OUTILS
Porte-outil Outil de coupe Pièce à usiner
OCOrganes de transmission(transmission indirecte)
1 P Support de pièce et guides(surfaces de référence)
2 8Matière d’œuvre Matière d’œuvre
MACHINES-OUTILSSituation initiale Situation finale
3 7Moteur(électrique)
Guidage desmouvements4 6
5
Dispositifs de sécurité Bâti Dispositifs de réglage
978271353446_291_310_MB 6/06/13 16:35 Page 307

308
Repère Organe Scie à ruban Dégauchisseuse Raboteuse Mortaiseuse Tenonneuse
1 Porte-outil Volants ∅ 700 4 lames Dérouleurs
2Organes de transmission Vu Courroies
3Moteur (électrique)
4Dispositifs de sécurité Carters Anti-retour
5 Bâti Fonte coulée Mécano soudé
6Dispositifs de réglage
7Guidage des mouvements
Railscylindriques
8Support de pièces et guides Table 600 Chariot
8.3.1. FICHE D’OBSERVATION D’UNE MACHINE-OUTILÉtude générale des machines-outils – démystification
■ TABLEAU D’OBSERVATION (exemples : scie à ruban, raboteuse, tenonneuse)
■ CONCLUSIONLes organes constitutifs de toutes les machines-outils conventionnelles sont tous analogues dans leur « fonctionglobale ».
978271353446_291_310_MB 6/06/13 16:35 Page 308

309
8.3.2 LES « FONCTIONS GLOBALES » DES MACHINES-OUTILS À BOIS■ ANALYSE DE LA TRANSFORMATION DE LA « MATIÈRE D’ŒUVRE »
■ DIAGRAMME DE LA « FONCTION GLOBALE » D’UNE MACHINE-OUTIL
La transformation de la matière d’œuvre de sa situation initiale « S.i. » à sa situation finale « S.f. »s’effectue au niveau de l’organe effecteur de la machine-outil M.O. : l’outil de coupe, « O.C. ».
LA « FONCTIONGLOBALE »GÉNÉRALE
D’UNEMACHINE-OUTIL
À BOIS
Schématisation
Organe effecteur SORTIE
O.C. S.f.Exemple :Scie circulaire
ENTRÉE M.O.S.i
Entrée de la machine-outilORGANE
Sortie de la machine-outilEFFECTEURO.C
S.i. S.f.
Sciures(copeaux)
MATIÈRE INITIALE F.G . MATIÈRE FINALE
�
■ ÉNONCÉ GÉNÉRAL DE LA « FONCTION GLOBALE » D’UNE MACHINE-OUTILLa « fonction globale » d’une machine-outil est caractérisée par la relation « � » qui transformela matière d’œuvre de sa situation initiale S.i. à sa situation finale S.f. par l’intermédiaire de l’or-gane effecteur, l’outil de coupe « O.C. », avec enlèvement de matière (copeaux, sciures, pous-sières).
978271353446_291_310_MB 6/06/13 16:35 Page 309

310
■ SCIES À RUBAN, SCIES CIRCULAIRES, SCIES SAUTEUSES
■ DÉGAUCHISSEUSE SIMPLE
■ RABOTEUSE À UNE FACE
■ MORTAISEUSES À MÈCHE, À CHAÎNE, À COUTEAUX
■ TENONNEUSES À OUTILS FERMÉS, À OUTILS OUVERTS, À DÉROULEURS
■ TOUPIES À ARBRE VERTICAL
DIAGRAMMESDE
FORMULATIONDE LA F.G. DES M.O.
TRADITION-NELLESSIMPLES
Étude générale des machines-outils – démystification
S.i. S.f.
L0 L1 L2e = épaisseur du trait de scie e
FG
S.i. S.f.
ei maxi ei mini ef = Constante
SR1 e finale < e initiale mini SR1
FG
S.i. S.f. L
SR3épai.
SR2 larg.
SR1 Cote d’arasement joue
FG
S.i. S.f.
SR2 Profil P0 Profil P1
SR1 P0 : Pièce corroyée
FG
S.i. S.f. SR2
SC e1
SR1�o SC : Solide capable, brut de sciage �1
FG
S.i. P S.f. SR3
larg.SR2 SR3
SR1 d joue
FG
978271353446_291_310_MB 6/06/13 16:35 Page 310

Tout produit, article, ensemble, sous-ensemble, pièce, composant, doit posséder un numéro de code etun seul, indépendant ou dépendant, selon la stratégie, de sa place dans l'arborescence du produit fini(nomenclature par niveaux).
DEUXOBJECTIFS
FONDAMENTAUXDE LA
CODIFICATION
9.1.1 ÉTABLISSEMENT D'UNE CODIFICATION
9 GESTION DE PRODUCTION
311
• Codification « significative »L'information repère de l'article porteune signification directe ou indirecte.
– Avantage : mnémonique, transpa-rente, facile à utiliser et à exploiter.
– Inconvénients : code long, discon-tinu, limité dans l'extension.
• Codification « aveugle »
L'information repère de l'article n'apas de signification.
– Avantage : courte longueur, adaptéà la gestion par ordinateur.
– Inconvénient : ne représente rien enrelation avec l'article.
9.1 CODIFICATION
DEUX TYPES DECODIFICATION
DEUXSTRUCTURES
DE ZONES
DEUX FAMILLESDE SIGNES DE
REPRÉSENTATION GRAPHIQUE
Assurer l'identification« Code » de l'article.
Assurer la classification« référence » de l'article.
• Zones de type « hiérarchiques »Groupe, famille, classe…
• Zones de type « Attributs »Matière, couleur, forme, dimensions…
Les chiffres de 0 à 9.
Les lettres de A à Z.
• Remarque :La combinaison des deux est pos-sible(codification alphanumérique).
3 5 2
Zone numériqueséquentielle
6 7 H
Cléde
contrôle
IDENTIFICATION
« Code » article
Codification aveugle :
CLASSIFICATION
« Référence article »
Codification significative :
1 4 3 3 0 1 7 1 0 2 4 5 0 2 2
GROUPE
Zone de typehiérarchique
FAMILLE
Zone de typeattribut
CLASSE
Matière
Forme
Di
mensions
Couleur
978271353446_311_328_MB 6/06/13 17:00 Page 311

312
■ MODE SÉQUENTIELChaque article est codé au fur et à mesure desbesoins par la lettre ou le chiffre suivant.
■ MODE SÉQUENTIEL PAR TRANCHESL'ensemble est décomposé en plusieurs par-ties ayant chacune ses propres caractéris-tiques.
■ MODE MNÉMONIQUEGroupes de lettres ou de chiffres évoquant trèsrapidement un mot ou un message.
■ MODE DESCRIPTIFDécrit les caractéristiques de l'article ou duproduit.
■ MODE JUXTAPOSÉSemblable au séquentiel mais chaque partieest indépendante et peut être triée automati-quement.
■ MODE HIÉRARCHISÉSous forme de nomenclature par niveaux per-met l'accès aux différentes parties composantun produit ou un article.
■ MODE COMPLEXE À CONTRÔLEUtilisé par les banques, permet des opérationssystématiques de vérification.
LESDIFFÉRENTSMODES DE
CODIFICATION
Codification
CARACTÉRIS-TIQUES D'UNSYSTÈME DE
CODIFICATION
• Biunivosité :Le système de codification est tel qu’à chaquezone ou élément d’un code lui appartenantcorrespond une zone ou un élément et un seuld’un autre code du système, et réciproque-ment.
• Significatif ou aveugle.
• Nature des signes d’écriture de code :Numériques, alphabétiques, alphanumériques.Remarque : Éviter les ambiguïtés d’écriture : 1 et I ; Ø et 0 ; 5 et S, u et v…
• Longueur du code :Plus le code est explicite, plus il doit êtrelong, mais plus son exploitation est lourdeet difficile.
• Possibilités d’extension, d’insertion.
• Adaptabilité à d’autres objets à coder :Produits, articles, matières, matériels,outillages, documents techniques et adminis-tratifs…
• Longévité et stabilité du système.
• Aptitude à la décompositiondescendante :Codification de nomenclatures par niveaux.
• Aptitude au classement :Tri automatique en gestion informatisée.
• Simplicité.
• Fiabilité des codes :Clé de contrôle automatique du code engestion informatisée.
978271353446_311_328_MB 6/06/13 17:00 Page 312

Le code saisi par erreur est :
(2 chiffres sont inversés)
Chiffre ¥ Rang = Résultat
3 ¥ 1 = 3
4 ¥ 2 = 8
7 ¥ 3 = 21
9 ¥ 4 = 36
2 ¥ 5 = 10
La clé de contrôle est 8
L'ordinateur signale l'erreur.
Le code correct à saisir est :
Chiffre ¥ Rang = Résultat
3 ¥ 1 = 3
4 ¥ 2 = 8
9 ¥ 3 = 27
7 ¥ 4 = 28
2 ¥ 5 = 10
La clé de contrôle est 6
Le code est juste.
10 K
12 M
13 N
14 P
5 E
7 G
8 H
9 J
CLÉ DECONTRÔLE
ALPHABÉTIQUE« MODULO 23 »
9.1.2 CONTRÔLE DE L'EXACTITUDE DES CODES
CLÉ DECONTRÔLENUMÉRIQUE
« MODULO 10 »
Le code correct à saisir est :
36 285 = (1 577 ¥ 23) + 14
14 correspond à P
Le code est juste.
Le code saisi par erreur est :
(2 chiffres sont inversés)
36 825 = (1 601 ¥ 23) + 2
2 correspond à B
L'ordinateur signale l'erreur.
P36 285 P
Tableau de correspondance des chiffres et des lettres
0 Z
1 A
3 C
4 D
15 Q
17 S
18 T
19 U
20 W
22 Y
34 972 34 792
Calcul
Total = 76 Total = 78
Calcul
Gestion de production
313
6 6
36 825
978271353446_311_328_MB 6/06/13 17:00 Page 313

9.1.3 EXEMPLE DE CODIFICATION DANS UN LYCÉE PROFESSIONNEL■ 9 CARACTÈRES
■ 8 CARACTÈRES
314
CODIFICATIONDES
PRODUITS
Codification
CODIFICATIONDES
MATÉRIAUX
BOIS ETDÉRIVÉS
CODIFICATIONDES
DESSINS
CODIFICATIONDES
GAMMES
FAMILLE Code du produit
CLASSE Année de création
SOUS-CLASSE Essence prioritaire
REPÈRE N° de l’ordre de fabrication
■ 9 CARACTÈRES
FAMILLE Code du matériau
CLASSE Essence – Couleur
SOUS-CLASSE Choix – Qualité
REPÈRE Épaisseur
FAMILLE Code de l’ensemble
CLASSE Année de création
SOUS-CLASSE S/ens. ou élément
REPÈRE Type de dessinE : EnsembleD : DéfinitionF : Fabrication
■ 11 CARACTÈRES
FAMILLE Code Ensemble
CLASSE Année de création
SOUS-CLASSE N° Sous-ensemble
REPÈRE N° Élément
978271353446_311_328_MB 6/06/13 17:00 Page 314

■ EXPLOITATIONS POUVANT ÊTRE FAITES DES NOMENCLATURES PAR NIVEAU
■ LES ARTICLES
• Article parent ou article composéTout article ayant une nomenclature descendanteest un article parent.Tout article parent peut être lui-même le compo-sant d'un autre article.On peut ainsi reconstituer tous les niveaux d'unenomenclature du niveau le plus haut (Produit fini)jusqu'au niveau le plus bas (Matières premières).
• Article composantTout article ayant une nomenclature ascendanteest un composant.
• L'article fictifPour des commodités de gestion, on peut êtreamené à créer des articles virtuels :
– Article représentant une étape de regroupementd'éléments, sans identifier un composant réel.
– Si un ensemble de pièces est utilisé un grandnombre de fois dans les nomenclatures, il estintéressant de les regrouper sous un même articlefictif qui remplacera par un lien unique, les liensentre chaque élément de l'ensemble et l'articleparent.
■ LES NIVEAUX
• L'indice de niveauLe niveau zéro est celui du produit fini. C'est leplus haut niveau de la nomenclature.À chaque décomposition d'un article, le niveaud'indice « n » passe à un niveau d'indice « n+1 ».Le dernier niveau avec le plus grand indice sera leniveau le plus bas de la nomenclature.Le nombre de niveaux nécessaires à la décompo-sition d'un produit est un indicateur du degré decomplexité de sa gestion de production.
• Règle du plus bas niveauUn même article peut apparaître dans plusieursniveaux d'une même nomenclature.Toutes les situations différentes de cet articleseront positionnées dans le niveau où il apparaîten premier, c'est-à-dire le niveau le plus bas.
9.2 NOMENCLATURE PAR NIVEAUX
315
DESCRIPTEURSGRAPHIQUES
La nomenclature par niveaux est une liste structurée, hiérarchisée, descendante inventoriant les matièrespremières, composants et assemblages nécessaires à la production d'un article faisant l'objet d'un dessind'ensemble.C'est une structure arborescente composée de divers niveaux dont le nombre est fonction de la complexitéde l'article. Chaque niveau indique une étape dans le processus de fabrication.À chaque niveau est affecté un article « Sous-ensemble », « Composant », « Élément », « Matière première »,« Pièce achetée ».Analogie : Structure proche de l'analyse descendante d'un système.
SIGNIFICATIONSDES
CONTENUS
■ LES LIENS
– La désignation de l'article.– La codification de l'article.– Le délai d'obtention (compte à rebours).
– La codification des gammes d'usinage.– Les quantités (nombre, longueur, surface,
volume…).
■ INFORMATIONS POUVANT FIGURER SUR UNE NOMENCLATURE PAR NIVEAU
C'est la liaison entre deux articles se trouvant dans deux niveaux différents indiquant une étape dans leprocessus de production.Un lien (étape) induit un décalage dans la production :– Temporel : délai d'obtention, transfert, stockage…– Changement d'état de la matière et/ou des
articles : transformation, usinage, assemblage…
– Unité de mesure des matériaux et/ou desarticles : surfaces, volumes, longueurs,nombre…
À partir de l'analyse du produit par une nomenclature par niveaux, il est possible de gérer :
– Les étapes de transformation de la matière(usinages,…).
– Les étapes d'assemblage des divers articles.
– Les gammes d'usinage et de montage corres-pondant aux étapes.
– Le processus de production à partir de lacodification.
978271353446_311_328_MB 6/06/13 17:00 Page 315

■ DEUXIÈME SOLUTION
316
■ PREMIÈRE SOLUTION
ARBORES-CENCE
Nomenclature par niveaux
NIVEAU 0
NIVEAU 1
NIVEAU 2
NIVEAU 3
PRODUIT FINI
Sous-ensemble Sous-ensemble Pièce
Pièce Pièce Pièce
Pièce Pièce Pièce
Sous-ensemble
NIVEAU 0
ENSEMBLE
NIVEAU 1
SOUS-ENSEMBLE
NIVEAU 2
SOUS-ENSEMBLE
NIVEAU 3
COMPOSANTSTRAVAILLÉS
PRODUIT FINI
Sous-ensemble Sous-ensemble
Pièce Pièce Pièce Pièce
Sous-ensemble
NIVEAU 4
MATIÈRES
PIÈCESACHETÉES
M M M M
P.A. P.A. P.A.
978271353446_311_328_MB 6/06/13 17:00 Page 316

MontantsTraversesÉlé. de pan.
Côtés
Dessus, dessous
Fond
Étagère
317
ANALYSE
Gestion de production
NIVEAU 0
NIVEAU 1
NIVEAU 2
NIVEAU 3
NIVEAU 4
NIVEAU 5
NIVEAU 6
NIVEAU 7
NOMENCLATURE DE NIVEAUXÉLÉMENTS DE CUISINE
Panneau
Panneau
Panneau
Planche
N. 0 N. 1 N. 2 N. 3 N. 4 N.5
Légende :– Pp. Me. Ch. : Panneau de particule mélaminés chêne. – Pf. Me. Bl. : Panneau de fibres mélaminé blanc.
Articlestravaillés
Articlesachetés
Codificationsdes articles
Niveaux
Chêne massifChêne massifChêne massifColle
Tourillons
Chevi. bois
Colle
Vernis
Pp. Me. Ch.Chant Chêne
Pp. Me. Ch.Chant Chêne
Pf. Me. Bl.
TourillonsColle
CharnièresVisBoutons
Pp. Me. Ch.Chant ChêneTaquets
Cuisine
Élémenthaut
Module80/65/35
Modèle :Lavandou
PanneauxPortes
Portesvernies
Corps+ portes
Étagère
Corps
NOMENCLATURE PAR NIVEAUX
978271353446_311_328_MB 6/06/13 17:00 Page 317

9.3 PLANNING DES PHASESMéthode des antériorités dérivées de la méthode PERT
■ INVENTAIRE DES OPÉRATIONSRépertorier toutes les opérations nécessaires à la réalisation d'un élément (tasseau) en tenantcompte des divers documents et contraintes matérielles de fabrication.
– Cahier des charges – Devis descriptifs…– Dossier technique : Plans de définition, de fabrication…– Parcs machines – Outils – Outillages…– Importance de la fabrication : grande, moyenne, petite série…
■ PROBLÈME-EXEMPLE
■ RECHERCHE DES ANTÉRIORITÉSRecherche de l'ordre chronologique des opérations d'usinage successives pour réaliser unélément.
■ MÉTHODOLOGIE
• Comment établir cet ordre rationnellement ?
■ ANTÉRIORITÉS GÉOMÉTRIQUES– Pour faire 1 il faut que 2 et 4 soient réalisés.– 2 et 4 sont des antériorités géométriques pour l'usinage 1.
■ ANTÉRIORITÉS TECHNOLOGIQUES– Cependant l'usinage 5 (Rabotage « Tirer de largeur ») dont l'antériorité est 4 (Dressage
d'un chant) poserait des problèmes de stabilité si 1 (Profilage) était réalisé.– D'autre part, si l'on respecte l'itinéraire de l'implantation d'un circuit d'usinage classique, il est
logique de raboter avant de profiler.
En conclusion :– Pour faire 1, outre 2 et 4 il faut réaliser 3 et 5.– 3 et 5 sont des antériorités technologiques pour l'usinage 1.
318
BUTDU PLANNINGDES PHASES
PROBLÈME-EXEMPLE
Déterminer les opérations (tâches) successives ordonnées pour fabriquer un produit, un sous-ensemble ou un élément du produit.
Usinage de 50 tasseaux de section 35/28 profilés d'une feuillure continue 15 ¥ 15, à partir debruts délignés à une section de 43/36.Moyens : dégauchisseuse, raboteuse, toupie.
PROCESSUSD'ÉLABORA-
TION D'UNPLANNING DES
PHASES
Pour réaliser un usinage, il faut que les usinages constituant ses référentielset antécédents de toutes natures soient effectués,
ces conditions représentent les antériorités.
1
2
3
4
5
Profilage : « Feuillure »
Dégauchissage d'un plat
Rabotage : « Tirer d'épaisseur »
Dressage d'un chant
Rabotage : « Tirer de largeur »
1
4
3
5
2
978271353446_311_328_MB 6/06/13 17:00 Page 318

PROCESSUSD'ÉLABORA-
TION D'UNPLANNING DES
PHASES(SUITE)
Repère desDésignation des usinagesusinages
1 Ponçage du premier plat2 Ponçage du deuxième plat3 Ponçage du premier chant4 Ponçage du deuxième chant5 Tronçonnage de la première extrémité6 Tronçonnage de la deuxième extrémité7 Mortaisage8 Tenonnage de la première extrémité9 Tenonnage de la deuxième extrémité
10 Dégauchissage d'un plat11 Rabotage : tirer d'épaisseur12 Dégauchissage : dresser un chant13 Rabotage : tirer de largeur
■ RECHERCHE DES ANTÉRIORITÉSPlusieurs solutions peuvent exister.
Repères des Contraintes d'antérioritésn° de phases géométriques technologiques
1 10, 11 5, 6, 7, 8, 9, 12, 132 10, 11 5, 6, 7, 8, 9, 12, 133 12, 13 5, 6, 7, 8, 9, 10, 114 12, 13 5, 6, 7, 8, 9, 10, 115 10, 12 11, 136 5, 10, 13 11, 127 8, 10, 12 5, 6, 9, 11, 138 5, 10, 12 6, 11, 139 8, 10, 13 5, 6, 11, 12
10 0 011 10 12, 1312 10 013 12 10
On demande :D'établir le planning des phases par la méthode des antériorités pour la fabrication de cestraverses pour une série de 100 tables.
Inventaire des opérations
319
EXEMPLE D’APPLICATION :ÉLABORATION
D'UN PLANNINGDES PHASES
Gestion de production■ ANTÉRIORITÉS ÉCONOMIQUESLes deux démarches précédentes peuvent mettre en évidence plusieurs solutions satisfaisantes,le choix peut alors être fondé sur des critères économiques : quelle est la solution la moins chère ?
■ SYNTHÈSECe raisonnement est tenu pour chaque usinage nécessaire à la réalisation d'un élément rentrantdans la construction d'un ouvrage, et permet d'établir la liste des antériorités.
5 68 97 13 1 311
4 2 1210
On donne :Croquis de la traverse du piétement d'une table rustique en chêne.
978271353446_311_328_MB 6/06/13 17:00 Page 319

■ RECHERCHE DES NIVEAUX D’ANTÉRIORITÉGrille ou matrice des antériorités
320
EXEMPLE D’APPLICATION :ÉLABORATION
D'UN PLANNINGDES PHASES
(SUITE)
Planning des phases
1 2 3 4 5 6 7 8 9 10 11 12 13 1 2 3 4 5 6 7 8 9 10
1 X X X X X X X X X 9 8 7 6 5 4 3 2 1 0
2 X X X X X X X X X 9 8 7 6 5 4 3 2 1 0
3 X X X X X X X X X 9 8 7 6 5 4 3 2 1 0
4 X X X X X X X X X 9 8 7 6 5 4 3 2 1 0
5 X X X X 4 3 2 1 0
6 XX X X X 5 4 3 2 1 0
7 XX X XX X X X 8 7 6 5 4 3 2 1 0
8 XX X X X X 6 5 4 3 2 1 0
9 XX X X X X X 7 6 5 4 3 2 1 0
10 X 0
11 3 2 1 0X X X
12 1X 0
13 2X X 1 0
10Phases correspondantes
aux niveaux d'usinage :
12 13 11 5 6 8 9 7 1234
IL FAUT AVOIR FAIT : Niveaux d'antérioritéet niveaux d'usinage :
PO
UR
FA
IRE
:
SYNTHÈSEET
TRANSFERT
■ ÉTABLISSEMENT DU RÉSEAU P.E.R.T. DÉFINITIFLe choix définitif du processus d'usinage sera fonction des moyens disponibles pour la fabrica-tion, au moment donné.– Exemple :• Groupement de plusieurs usinages sur machines complexes, multi-opératrices ou centres d'usi-nage.• Pour les usinages, en bout des traverses de table, on dispose d'une tenonneuse simple à outilsouverts avec scie circulaire.
Réseau définitif
Situationde départ
N° desphases
Situationfinale
1 2 3 4 5 6 7 8 9
10 12 13 11 5 6 8 9 7
123
4
10Niveaux d'usinage
Outre le planning des phases d'usinage, la méthode P.E.R.T. peut s'appliquer à tout problèmed'ordonnancement chronologique tel que :– Montage et démontage de sous-ensembles ou ensembles.– Planning d'intervention des corps de métiers dans les domaines de la construction :• de la préfabrication de panneaux de construction,• de la construction de maisons ou bâtiments à ossature bois,• de la fabrication de grandes charpentes…
■ ÉTABLISSEMENT DU PLANNING DES PHASES (RÉSEAU P.E.R.T.)
Situationde départ
Niveaux d'usinage
N° des phases
Situationfinale
1 2 3 4 5 6 7 8
10 12 13 11 5 et 8 6 et 9 7 1 ou 2ou 3 ou 4
978271353446_311_328_MB 6/06/13 17:00 Page 320

321
■ BUT, OBJECTIF, DE LA DÉCOMPOSITION D’UN OUVRAGELa décomposition d’un « tout complexe » (ouvrage ou ensemble) en « parties » (sous-ensembleset/ou éléments) a pour vertu la simplification des processus de préparation et du suivi du travail.La « décomposition d’un ouvrage » est l’antériorité à l’élaboration d’un « planning des phases »ou d’un « processus de fabrication » (trois documents pédagogiques permettant de gérer unefabrication).
• Exemple 1 : Tabouret coffre
DÉCOMPOSI-TION D’UNOUVRAGE(EXEMPLE)
Gestion de production
La « perspective éclatée » est le document graphique privilégié pour élaborer l’arbre synoptiquede la « décomposition d’un ouvrage ».
Élément 1 Pieds (Nb = 4)
Sous-ensemble A Élément 2 Traverses (Nb = 4) (Piétement - coffre)
ENSEMBLE : Élément 3 Fond du coffreTabouret coffre(voir page 208) Élément 4 Alèses courtes (Nb = 2)
Sous-ensemble B Élément 5 Alèses longues (Nb = 2)(Dessus articulé)
Élément 6 Panneau du dessus
Élé. 1.1 Traverse haute
Sous-ensemble 1 Élé. 1.2 Montant droit(Huisserie)
Élé. 1.3 Montant gauche
ENSEMBLE : Élé. 2.4 Traverse haute cintréePorte intérieure(voir page 235) Élé. 2.5 Montant gauche
Élé. 2.6 Montant droit
Élé. 2.7 Traverses intermédiaires (2)Sous-ensemble 2 (Porte) Élé. 2.8 Traverse basse
Élé. 2.9 Panneau haut
Élé. 2.10 Panneau intermédiaire
Élé. 2.11 Panneau bas
• Exemple 2 : Porte intérieure assembléeLa numérotation de la « nomenclature à plat » est respectée !
978271353446_311_328_MB 6/06/13 17:00 Page 321

322
■ PLANNING DES PHASES – PORTE INTÉRIEURE (voir page 235)
Planning des phases
Sous
ense
mbl
esÉl
émen
tsO
péra
tions
1.1
DEB
TR
O
DEL
D
EG
RAB
TR
A
TEN
PR
O
CO
L
1.2
DEB
TR
O
DEL
D
EG
RAB
TR
A
TEN
PR
O
ENT
C
OL
AS
S
PON
FE
R
PON
M
IT
VER
1.
3
2.4
D
EB
TRO
D
EL
DEG
R
AB
TRA
TE
N
CM
U
PRO
(x
)
(x)
(x)
2.5
1D
EB
TRO
D
EL
DEG
R
AB
TRA
M
OR
PR
O
ASS
DEM
C
OL
2.6
AS
S
POS
2.7
DEB
TR
O
DEL
D
EG
RAB
TR
A
TEN
PR
O
22.
8
2.9
D
EB
TRO
D
EL
DEG
R
AB
PRO
C
OL
AS
S
PRE
TR
O
DEL
CM
U
PON
PR
O
ASS
2.10
D
EB
TRO
D
EL
DEG
R
AB
TRO
PR
O
PON
2.11
D
EB
TRO
D
EL
DEG
R
AB
PRO
C
OL
AS
S
PRE
TR
O
DEL
PO
N
PRO
(x)
CM
U
- Cal
ibra
ge, p
artie
cin
trée
, ave
c M
onta
ge d
’Usi
nage
PR
E
CH
E
PON
C
AL
ENT
FE
R
PON
M
IT
VER
(x
)D
EM
- Dém
onta
ge
Hui
sser
ie
Cad
reP
orte
Pan
neau
x
PO
RTE
Hui
sser
ie
Por
te
978271353446_311_328_MB 6/06/13 17:00 Page 322

DESCRIPTEURSGRAPHIQUESDU RÉSEAU
P.E.R.T.
Gestion de production
L'ordonnancement d'une production est défini par le processus de déclenchement et de contrôle del'avancement d'une fabrication ou d'un chantier à travers les différentes phases d'exécution depuis sa miseen œuvre jusqu'à sa livraison ou sa mise à disposition chez le client.C'est le planning des phases, jalonné par des temps d'exécution, permettant la gestion d'atelier ou dechantier.
■ ARCS OU VECTEURSIls représentent les tâches ou opérations.
APPLICATIONS
323
P.E.R.T. : « Program Evaluation andReview Technique » (Technique d’élaboration etde contrôle d’un programme).
La méthode P.E.R.T. est définie par le proces-sus graphique (Réseau P.E.R.T.) permettantd'élaborer le planning des phases de fabrica-tion d'un produit ou de réalisation d'un projet(constructions, chantiers…).
La fonction d'un réseau P.E.R.T. est de définirsous forme d'un organigramme synoptiquel'enchaînement de toutes les tâches ou opéra-tions nécessaires à la réalisation d'un projet etde mettre en évidence les liaisons qui existententre ces tâches, prévoir la durée totale la pluscourte du projet (temps au plus tôt).
9.4 ORDONNANCEMENT
9.4.1 MÉTHODE P.E.R.T.
■ ENTREPRISES CONCERNÉESIndustries et entreprises qui fabriquent des produits de grande importance sur commande età l'unité (structures, charpentes, maisons à ossature bois…).
DÉFINITION ETFONCTION
Règle fondamentale de l'ordonnancement par la méthode P.E.R.T. Pour la réalisation d'une tâche les moyens sont supposés illimités
et la durée de la tâche invariante dans le temps, elle est fixe et immuable.
• Caractéristiques des tâches : • Représentation conventionnelle
A 2J
Repère de la tâche
Durée de la tâche
– Les tâches font avancer le projet vers son état final.– Les vecteurs sont parcourus par un flux qui est le temps.– Les flèches indiquent le sens du parcours.– La longueur du vecteur ne représente pas la durée
de la tâche.– La tâche est repérée par une lettre majuscule.– La durée de la tâche est indiquée sur le vecteur.
• Catégories de tâches– Les tâches réelles : elles correspondent à l'exécution d'un travail. Ces tâches consomment du
temps.– Les tâches d'attente : elles ne représentent pas un travail, mais elles consomment du temps
(séchage, polymérisation).– Les tâches fictives : artifices pour rendre cohérent le réseau et respecter les antériorités de
certaines tâches. Elles ne consomment ni temps, ni moyens matériels.
■ FABRICATIONS CONCERNÉES
– Produits spécifiques complexes à fortevaleur ajoutée.
– Chaque commande est une affaire particu-lière.
– Cycle de production relativement long.
– Production unitaire ou familles de produitsà nombreuses variantes créant des produitsparticuliers.
– Nombreuses opérations de fabrication peurépétitives.
978271353446_311_328_MB 6/06/13 17:00 Page 323

NIVEAUOU
RANGD’UNE TÂCHE
OUOPÉRATION
DESCRIPTEURSGRAPHIQUESDU RÉSEAU
P.E.R.T.(SUITE)
Opérations Désignation Rang Durée antécédentes des opérations des opérations en jours
Aucune A 1 2
A1 B 2 (1 + 1) 3
B2 C 3 (2 + 1) 4
A1 D 2 (1 + 1) 8
D2 L3 M3 E 4 (3 + 1) 5
D2 L3 M3 F 4 (3 + 1) 4
H2 G 3 (2 + 1) 2
A1 H 2 (1 + 1) 7
C3 E4 I 5 (4 +1) 2
D2 L3 M3 G3 J 4 (3 + 1) 9
F4 I5 J4 K 6 (5 + 1) 2
H2 L 3 (2 + 1) 3
B2 M 3 (2 + 1) 2
■ SOMMETS OU NŒUDSIls représentent les étapes ou événements.
324
Ordonnancement
• Représentation conventionnelle
• Différentes catégories d'étapes :
– L'étape initiale : Elle marque le début du réseau.
– L'étape finale : Elle marque la fin des travaux du projet.
– Les étapes courantes : Elles marquent le début et/ou la fin d'une ou plusieurs tâches.
Elles représentent un jalon d'avancement dans le temps.Elles ne consomment pas de temps, elles n’utilisent pas de moyens.
– Les étapes critiques : Elles ont un battement nul.
• Caractéristiques des étapes :– Les étapes représentent les événements qui marquent l'articulation d'une (ou plusieurs) tâche(s)
à une (ou plusieurs) autre(s).
– Les étapes sont représentées par un cercle à l'intérieur duquel il est possible d'inscrire unrepère et des indications temporelles.
Le niveau ou rang 1 d'un réseau P.E.R.T. est attribué à la ou aux premières tâches ou opérations(Celles qui n'ont pas d'antériorité).Le rang d'une tâche ou d'une opération est obtenu en ajoutant 1 au rang le plus élevé de sesantériorités immédiates.
Tableau de recherche des antériorités : exemple
3
5
7
Cercle d'étape
Temps ou date au plus tôt
Temps ou date au plus tard
Repère de l'étape
978271353446_311_328_MB 6/06/13 17:00 Page 324

Le cheminement du réseau se fait à partir del'étape initiale en allant vers l'étape finale.On part de la première étape de temps zéro, enallant vers l'étape terminale, tout en cumulantle temps d'exécution le plus long des tâchesqui précèdent l'étape concernée lorsqu'elle sesitue à l'extrémité de plusieurs tâches.
Le cheminement du réseau se fait à partir del'étape finale en remontant vers l'étape initiale.On part de la dernière étape, dont le temps auplus tard est égal au temps au plus tôt, enremontant vers l'étape initiale tout en retran-chant le temps d'exécution des tâches anté-rieures et en prenant en compte les temps lesplus courts lorsque l'étape concernée estsituée à l'origine de plusieurs tâches.Le graphe est vérifié si l'on retrouve à l'étapeinitiale le temps au plus tard égal à zéro.
GESTIONDES DURÉES
ET DES TEMPS
Différence entre le temps ou date au plus tôt etle temps ou date au plus tard de réalisationd'une étape.Les étapes de battement nul sont des « étapescritiques », elles jalonnent le « chemin critique »du réseau P.E.R.T.
■ LE CHEMIN CRITIQUE
GRAPHE DURÉSEAU P.E.R.T.
325
■ LA MARGE D'ÉTAPE OU BATTEMENT
Gestion de production
1er RangRangs
Tâches
Étapeinitiale
Étapefinale
A
2e Rang
B – D – H
3e Rang
C – G – L – M
4e Rang
E – F – J
5e Rang
I
6e Rang
K
1A 2J0
02
2
25
12
12
35
10
89
9
417
19
912
12G 2J
C 4J
B 3JM 2J
I 2JE 5J
D 8J6
21
21
H 7J L 3J
F 4J
O. FØ J
K 2J7
23
23
J 9J
Étapecritique
Chemin critique
Opérationcritique
– Établir l'inventaire de toutes les tâchesnécessaires à la réalisation du projet.
– Rechercher la tâche ou les tâches initiales.– Rechercher les antériorités strictement
immédiates pour toutes les autres tâches.– Rechercher le niveau, ou rang, de chaque
tâche.– Positionner et repérer les étapes par niveau,
puis tracer les vecteurs de toutes les tâchesen les repérant et en notant à la suiteleur durée.
– Déterminer la date ou temps au plus tôt del'étape initiale, puis celles de toutes lesétapes précédentes en allant, à partir del'étape terminale du graphe, vers son origine.
– Repérer les étapes critiques de battementnul, c'est-à-dire celles dont le temps au plustôt est égal au temps au plus tard.
– Tracer en rouge le ou les chemins critiquesqui passent par les étapes critiques.
– Calculer la durée totale de réalisation duprojet.
MÉTHODOLOGIE DE
CONSTRUCTIONDU RÉSEAU
P.E.R.T.
C'est l'itinéraire le plus long du réseau de sonorigine à sa fin.Il peut exister plusieurs chemins critiques surun même réseau.C'est le chemin critique qui définit la duréetotale de réalisation du projet et permet de lacalculer.
■ CALCUL DES TEMPS AU PLUS TÔTDES ÉTAPES
■ CALCUL DES TEMPS AU PLUS TARDDES ÉTAPES
978271353446_311_328_MB 6/06/13 17:00 Page 325

RÉALISATIONDU PLANNINGÀ BANDES OUDIAGRAMMEDE GANTT
326
Ordonnancement
Appelé encore « planning à bandes », le diagramme de Gantt est un graphique de répartition des indices decharge pour chaque tâche ou opération de production ou de chantier sous forme de barres sur un calen-drier (ordonnancement).
9.4.2 LE DIAGRAMME DE GANTT OU PLANNING À BANDES
2322212019181716151413121110987654321Temps
Tâches
A 2 J
B
C
D
E
F
G
H
I
J
K
L
M
3 J
Débutau plus
tôt
Fin au plus tard
4 JOpération à grande marge
Opération tendue (peu de marge)
Opération critique
8 J
5 J
4 J
7 J
9 J
2 J
3 J
2 J
2 J
2 J
Méthodologie :
– Les temps sont indiqués en colonne : 1 jour, 2 jours, 3 jours, etc.
– Les tâches sont indiquées en lignes : A, B, C, D, etc.
– À partir du réseau P.E.R.T., pour chaque tâche, porter sur la grille son temps au plus tôt (début)et son temps au plus tard (fin).
– Lorsqu’il s’agit d’une tâche ou opération critique, ces “butées” correspondent à la durée de latâche.
– Pour d’autres tâches, le segment représentant la durée est plus court que l’espace entre letemps au plus tôt et le temps au plus tard.
– Cette propriété permet d’ajuster la date réelle du début de la tâche par glissement du segmentde la durée de la tâche entre les butées “temps au plus tôt” et “temps au plus tard”.
Conclusion :
Le diagramme de Gantt est l’outil qui rend le réseau P.E.R.T. opérationnel
978271353446_311_328_MB 6/06/13 17:00 Page 326

ÉLÉMENTSD'ÉTUDE
D'UN POSTEDE TRAVAIL
– Fabrication : • Usinage• Montage
Exemples : – Gestion : • Administration• Stocks
– Pose : • Chantier extérieur• Agencement
■ L'ACTIVITÉ– L'activité aboutit toujours à une production.– Nous pouvons trouver sur un poste (site de fabrication) des activités :
– de réglage – de contrôle – de maintenance– d'usinage – de transfert – de manutention.
C'est la plus petite unité de production. Le poste de travail doit être conçu et organisé de façon à permettreune production ou une fabrication de qualité dans les meilleures conditions liées au matériel, au produit età l'opérateur.
Gestion de production
■ LE POSTE DE TRAVAILest la cellule de base d'uneactivité déterminée parle déroulement d'unprocessus logique.
– L'implantation est définie en fonction dudéroulement de l'activité.
– Sa surface sera juste nécessaire (ni plus,ni moins).
– Son agencement optimisera les déplace-ments de l'opérateur et éventuellement des
composants et pièces usinées.– Son environnement sera adapté aux condi-
tions matérielles, d'ambiance, d'hygiène etde sécurité.
– Elle facilitera l'entretien du poste.
9.5 ORGANISATION DU POSTE DE TRAVAIL
327
Le poste de travail
■ L'IMPLANTATION
■ L'OPÉRATEUR– Personne qualifiée, par une formation ou une
sélection, pour exécuter une ou plusieurstâches.
– Il sera le centre de reflexion pour l'améliora-tion des conditions de travail en tenant
compte des exigences :– physiologiques (vue, ouïe, ergonomie…)– psychotechnique (attention, dextérité, coor-
dination des mouvements…)– (risques professionnels).
■ LES MOYENS– Aboutissement d'une mise en œuvre des
technologies les plus performantes et adap-tées à la recherche des objectifs de produc-tion.
– Matériel nécessaire à la réalisation d'opéra-tions en toute sécurité assurant un niveau dequalité défini.
Exemples :Usinage
– machines-outils et outillage– transferts internes au poste
– accessoires de manutention– éléments de sécurité– moyens de réglage et de contrôle
Montage– distribution des composants– machines et accessoires– alimentation de consommables– stocks d'encours– outillages accessibles et adaptés– limitation des gestes
– Les supports d'informations seront adaptésaux besoins de l'opérateur pour effectuerson travail et aux services de suivi et decontrôle.
– Les opérations seront définies dans le temps(gammes, plannings, catalogues de temps…).
– Des références d'organisations, de réglageet de contrôle permettront l'obtention desrésultats demandés (contrats de phase, bor-dereaux de programmation, cartes decontrôle,…).
■ LES LIAISONS
– Liaisons dans l'espace (ex. : implantationdans une ligne de fabrication).
– Liaisons dans le temps (planification, ordon-nancement).
– Au sein d'un ou des flux d'informations(fiches suiveuses, réseau informatique, mul-timédia…).
■ L'INFORMATION
978271353446_311_328_MB 6/06/13 17:00 Page 327

PLAN D'UNATELIER DEMENUISERIE
EXEMPLED'IMPLANTATION
D'UN POSTEDE TRAVAIL
« À L'ÉTABLI »
328
Organisation du poste de travail
Transfert(tapis)
Calibrage(4 passages)
Robot etbras de
retournement(1/4 de tours)
Ponçagesupérieur
Ponçageinférieur
Stockage descomposants(pièces)
Opérateur
Opérateur
Opérateur
Portiqueagrafeuse
Transfert(rouleaux)
Cadrageet agrafage
Encollage
Montagepartiel
Les postes de travail sont agencés en fonction d'une ligne de production. Ici une chaîne de mon-tage de cadres.
Table de positionnementà ventouses
ÉtabliMeuble haut
PotencesPlacardsde rangementdu portatif
Supportmobileavec bacs
Tabouret
Table àventousesorientable
Palettes
Élévateurhydraulique
DOC. FEZER
978271353446_311_328_MB 6/06/13 17:00 Page 328

La lutte contre la mauvaise qualité des produits passe par la mise en œuvre de protocoles decontrôle pour détecter les défauts le plus tôt possible dans un processus de fabrication.
329
LEXIQUE
10. CONTRÔLE DE LA QUALITÉ
Individu objet sur lequel un ou plusieurs caractères seront observés.
Population ensemble des individus considérés pour le ou les contrôles.
Caractère propriété permettant de distinguer les individus d'une population. Un caractère peut être qualitatif (attribut) ou quantitatif. Le terme« variable » est utilisé pour désigner un caractère quantitatif.
Contrôle de la qualité vérification de la conformité d'un produit à sa définition ou à sesspécifications.
Contrôle par attributs méthode d'estimation de la qualité consistant à relever la présenceou l'absence d'un caractère qualitatif (attribut) et à compter com-bien d'entre eux possèdent ou non ce caractère.
Contrôle par mesures méthode d'estimation de la qualité consistant à mesurer un caractè-re quantitatif lié à chacun des individus prélevés.
Écart valeur absolue de la différence entre deux valeurs.
Échantillon un ou plusieurs individus prélevés dans une population et destinés àfournir une ou des informations sur la population.
Effectif nombre d'individus de l'ensemble ou du sous-ensemble considéré.
Étendue écart entre la plus petite et la plus grande des valeurs observées.
Fréquence rapport de l'effectif d'une modalité (prélèvement par exemple) à l'ef-fectif total observé.
Limites de contrôle dans une carte de contrôle, limite en-deçà de laquelle (limite supé-rieure), ou au-delà de laquelle (limite inférieure), ou limites entre les-quelles, la statistique considérée a une très forte probabilité de sesituer lorsque le processus est sous contrôle. Leur dépassementoblige une action corrective sur le processus de fabrication.
Limites de surveillance dans une carte de contrôle, limite en-deçà de laquelle (limite supé-rieure), ou au-delà de laquelle (limite inférieure), ou limites entre les-quelles, la statistique considérée a une très forte probabilité de sesituer lorsque le processus est sous contrôle. Leur dépassementindique qu'une surveillance accrue est nécessaire sur le processusde fabrication.
Limite de tolérance valeur limite spécifiée d'un caractère mesurable.
Lot quantité qui est définie et fabriquée dans des conditions présuméesuniformes.
Milieu de l'étendue moyenne arithmétique de la plus petite et de la plus grande desvaleurs observées.
Moyenne arithmétique quotient de la somme des observations par leur nombre.
Processus sous contrôle processus dont la moyenne et la variabilité restent stables.
Statistique fonction des observations qui constituent un échantillon.
Valeur observée valeur d'un caractère quantitatif résultant d'une observation ou d'unessai.NF 150 3534/1
978271353446_329_335_MB 6/06/13 17:01 Page 329

330
Contrôle de la qualité
Le contrôle est l'ensemble des procédés de mesure, de vérification, d'essais, d'analyse ayant pour butde comparer un individu avec des caractères spécifiés.
Il existe quatre possibilités de contrôle :
● contrôler toutes les valeurs sur toutes les pièces ;
● contrôler toutes les valeurs sur quelques pièces (contrôle par attribut) ;
● contrôler une ou plusieurs valeurs sur quelques pièces (contrôle par carte) ;
● trier les pièces en cours de production.
LESDIFFÉRENTSCONTRÔLES
ORGANI-GRAMME DELA CHRONO-LOGIE DES
ÉTAPES
CARTE DE CONTRÔLE
DESMOYENNES
Un processus de fabrication est considéré sous contrôle si la moyenne et la variabilité des caractèrescontrôlés restent stables.La carte de contrôle est utilisée pour s'assurer de la stabilité d'une fabrication.
Sur une carte de contrôle seront portées les limites en-deçà desquelles (limites supérieures), ou au-delà desquelles (limites inférieures), ou limites entre lesquelles, la statistique a une très forte probabilitéde se situer lorsque le processus est sous contrôle.
RECEPTIONMatière –
outilsAccessoires DOSSIER
DEFABRICATION CONFORMITÉ
des outils ÉVALUATIONDE
RÉGLAGE CONTRÔLEDE
FABRICATION CONTRÔLEde change-ment d'outil
CONTRÔLEde réception
des lots
Lorsque la valeur de la statistique calculée sur un échantillon (moyenne X), s'inscrit :
– au-dessus de la limite supérieure de contrôle ............LSC Æ– au-dessous de la limite inférieure de contrôle ............ LIC Æ
– au-dessus de la limite supérieure de surveillance.......LSS Æ– au-dessous de la limite inférieure de surveillance....... LIS Æ
une action correctrice doit être effectuée
sur le processus de fabrication
une surveillance accrue du processus sera nécessaire
Contrôles sur site de production
X – 0,
377 (
W)
X + 0,
377 (
W)
X –
0,59
4 (W
)X
+ 0,
594
(W)
ÉTEN
DUE
DEL'
ÉCHA
NTIL
LON
X
COTE MAXIB.E.
COTE NOMINALEB.E.
COTE MINIB.E.
LSC
LIC
LSS
LIS
COTE MAXIRELEVÉE
COTE MINIRELEVÉE
X
➤
➤ INTE
RVAL
LE D
E TO
LÉRA
NCE
LIS
978271353446_329_335_MB 6/06/13 17:01 Page 330

CARTE DE
CONTRÔLE(suite)
Contrôle de la qualité
CARTE DE CONTRÔLE
331
COTE Bureau d'étude
Nominale 70,00
Maxi 70,20
Mini 69,80
L.T. 0,40
Désignation pièce : traverse ossature vitrine Référence pièce : 104Caractère de contrôle : largeurNombre de pièces fabriquées : 850 Nombre de palettes : 4
Nom du contrôleur : Fulbert DuchêneCalculs effectués par : Fulbert Duchêne
PRÉLÈVEMENTS
Date ÆHeure ÆOrdre Æ
ÉCHANTILLONS
248/96 248/96 248/96 248/96 248/96 248/96 249/96 249/96 249/96 249/96
15 h 30 16 h 16 h 30 17 h 17 h 30 18 h 15 8 h 25 8 h 55 9 h 45 10 h 15
1 2 3 4 5 6 7 8 9 10
Valeursobservées
Moyenne
Etendue
1 70,18 69,90 70,10 69,80 69,89 70,24 69,84 69,81 70,11 70,03
2 70,13 69,93 70,04 69,84 70,02 70,20 69,87 69,89 70,12 69,94
3 70,10 69,84 70,13 69,87 70,10 70,12 69,92 69,90 70,10 69,88
4 70,10 70,00 70,05 69,91 70,08 70,10 69,93 69,95 70,04 69,87
5 70,05 69,92 70,20 69,91 70,09 70,13 69,94 69,93 70,01 69,90
X 70,11 69,92 70,10 69,87 70,04 70,16 69,90 69,90 70,08 69,92 70,00
W 00,13 00,16 00,16 00,11 00,21 00,14 00,10 00,14 00,11 00,16 00,14
Cotes relevées
MAXI
MINI
Limite supérieure de contrôle 70,083
Limite inférieure de contrôle 69,917
Limite supérieure de surveillance 70,053
Limite inférieure de surveillance 69,947
70,18 70,00 70,20 69,91 70,10 70,24 69,94 69,95 70,12 70,03
70,05 69,84 70,04 69,80 69,89 70,10 69,84 69,81 70,01 69,87
LSC
LIC
LSS
LIS
X
W
➤
➤
978271353446_329_335_MB 6/06/13 17:01 Page 331

332
Contrôle de la qualité
ÉTABLIR UNE CARTE
DE CONTRÔLE
1 Définir le nombre d'échantillons et d'individus (par échantillon) à partir de documents statistiques.
4 Noter les cotes définies par le bureau d'études
5 Effectuer les relevés de cotes avec un outilla-ge de précision adapté. Chaque relevé seraporté sur la carte de contrôle.
6 L'ensemble des relevés terminés, calculer lamoyenne et l'étendue de chaque échantillonet la moyenne des moyennes. Ces résultatsseront portés sur la carte.
7 Calculer les limites de surveillance et de contrôle
Limite supérieure de contrôle= X + 0,594 (W)= 70,00 + 0,594 (0,14)= 70,00 + 0,083= 70,083
Limite inférieure de contrôle= X – 0,594 (W)= 70,00 – 0,594 (0,14)= 70,00 – 0,083= 69,917
Limite supérieure de surveillance= X + 0,377 (W)= 70,00 + 0,377 (0,14)= 70,00 + 0,053= 70,053
Limite inférieure de surveillance= X – 0,377 (W)= 70,00 – 0,377 (0,14)= 70,00 – 0,053= 69,947
2 Effectuer les prélèvements en notant la dateet l'heure de ceux-ci. Chaque individu serarepéré.
3 Sur la carte de contrôle, indiquer toutes lesinformations permettant l'identification ducontrôle.
PRÉLÈVEMENTS
Date ÆHeure ÆOrdre Æ
248/96 248/96
15h30 16h
1 2
Désignation pièce : traverse ossature vitrineCaractère de contrôle : largeurNombre de pièces fabriquées : 850
Nom du contrôleur : Fulbert DuchêneCalculs effectués par : Fulbert Duchêne
COTE Bureau d'étude
Nominale 70,00
Maxi 70,20
Mini 69,80
L.T. 0,40
Valeursobservées
Moyenne
Etendue
1 70,18 69,90
2 70,13 69,93 70,04
3 70,10 69,84 70,13
4 70,10 70,00 70,05
5 70,05 69,92 70,20
X 70,11 69,92 70,10
W 00,13 00,16 00,16
2 1,937 1,229
3 1,054 0,668
4 0,750 0,476
5 0,594 0,377
6 0,498 0,316
7 0,432 0,274
8 0,384 0,244
9 0,347 0,220
10 0,317 0,202
EFFECTIF DE CHAQUEÉCHANTILLON Limites de contrôle
Limites de surveillance
Des tables statistiques fournissent les coef-ficients pour le calcul des limites.
ÉTENDUE = COTE MAXI RELEVÉE – COTE MINII RELEVÉE
978271353446_329_335_MB 6/06/13 17:01 Page 332

Contrôle de la qualité
333
ÉTABLIR UNE CARTE
DE CONTRÔLE(suite)
CLASSES DE
DÉMÉRITE
On ne juge pas un défaut en fonction de son apparence mais par rapport aux conséquences prévi-sibles. Afin d'améliorer la qualité des fabrications, il faut avoir pour objectif la lutte contre le démérite.
Le service qualité d'une entreprise va plus loin dans la classification des défauts. Il met en place unecotation DÉMÉRITE afin d'aboutir à un niveau de qualité acceptable (le N.Q.A.) en fonction :– des objectifs économiques (direction)– des possibilités réalistes de production (services de production)– du niveau de qualité demandé (service commercial).
N.Q.A. = niveau de qualité acceptable : c'est le pourcentage maximal de défauts qui, pour le contrôlesur échantillons, peut être considéré comme satisfaisant.
8 Tracer sur le graphique :
– la moyenne des moyennes– les limites de surveillance– les limites de contrôle– la moyenne de chaque échantillon en reliant chacune d'elles par un trait.
9 Analyser les résultats et éventuellement agir sur le processus de fabrication.
Remarque : un matériel informatique portable permet l'inscription des relevés et le traitement directdes informations.Des postes de contrôle sur sites sont reliés à un centre de traitement où seront prises les décisionsconcernant la ou les fabrications en cours.
La carte de contrôle de notre exemple a été réalisée sur un ordinateur et un tableur ; ainsi, dès queles informations sont entrées, elles sont traitées, tous les calculs effectués et le graphique apparaîtdirectement (en couleur).
– Défaut qui ne permet pas que le stade suivant de la fabrication soit atteint.
– Défaut qui provoquerait le rebut dans un stade suivant.
– Défaut susceptible de conduire à un manque de sécurité pour les utilisateurs.
DÉFAUTCRITIQUE
– Défaut qui permet d'atteindre le stade suivant sous réserve d'opérations
hors gammes.
– Défaut obligeant la modification d'un autre élément ou d'un accessoire.
DÉFAUTMAJEUR
– Défaut qui ne réduira pas beaucoup la possibilité d'utilisation du produit fabriqué.
– Défaut qui, sans opération de reprise, n'empêche pas d'atteindre le stade suivant.DÉFAUTMINEUR
978271353446_329_335_MB 6/06/13 17:01 Page 333

334
Contrôle de la qualité
La limitation des défauts passe par l'établissement d'un ordre prioritaire dans leur analyse en considé-rant en premier les plus préjudiciables à la bonne qualité des fabrications.
Les contrôles en cours de fabrication doivent être programmés et organisés. La gamme de contrôleen facilitera la mise en place et le déroulement.
GAMME DE
CONTRÔLE
GAMME DE CONTRÔLE
Référence de la gamme de contrôle :
Références des gammes d'usinages :
Références du plan Bureau d'Études :
Désignation ensemble :
Désignation pièce :
Référence pièce :
Gamme établie le : Par :
Mise à jour :
Cote B.E.Valeurs limites et démérite Moyens Réf
Rep.ou Valeur
CRITIQUE MAJEUR MINEUR de Observations carte de + – + – + – contrôle contrôle
1234567891011121314151617181920
REPÈRES DES CONTRÔLES
Références des documents de travail
Classement des cotes selon le mode opératoire La méthode des DEMERITES consiste à pondérer, selon leur importance, les défauts relevés aux contrôles.
Cotes indiquées sur les plans du B.E. ou du bureau des méthodes Référence de la carte de contrôle correspondante
Moyens mis à la disposition des contrôleursLes valeurs limites sont cellesdemandées par le B.E. ou le B.M.
Référence de la pièce
Notes et croquis divers
Plan du bureau d'étude (B.E.) sans cotation chiffrée mais où figurent :– les références de contrôle ;– le classement des cotes dans l'ordre opératoire que nous retrouvons dans la colonne « Rep » ;– les « cotes outils » sont encadrées.
978271353446_329_335_MB 6/06/13 17:01 Page 334

Contrôle de la qualité
GAMME DE CONTRÔLE
Référence de la gamme de contrôle : GC104
Références des gammes d'usinages : GU104
GU104B
Références du plan Bureau d'Études : 5
Désignation ensemble : Vitrine d'exposition
Désignation pièce : Traverse
Référence pièce : 104
Gamme établie le : 24/8/96 Par : Fulbert Duchêne
Mise à jour :
Cote B.E.Valeurs limites et démérite Moyens Réf
Rep.ou Valeur
CRITIQUE MAJEUR MINEUR de Observations carte de + – + – + – contrôle contrôle
1 90° Rapport d'angle2 36 0035,8 0036,2 70,2 Pied à coulisse digital 104 B3 70 0069,8 Pied à coulisse digital 104 C4 12 012,1 0011,9 Pied à coulisse digital 104 D5 24 024,1 0023,8 Pied à coulisse digital 104 E6 58 0059,0 57 Pied à coulisse digital 104 F7 90° Rapporteur d'angle8 Opération de contrôle annulée9 1360 1359,6 1360,4 Réglet + butée 104 I10 2 Avec le contrôle 1111 45 Rapporteur d'angle12 662 661,1 0661,9 Règle + Pied à C. 104 L13 36 036,4 36,0 Pied à coulisse digital 104 M14 35 35,1 34,9 Pied à coulisse digital 104 N151617181920
REPÈRES DES CONTRÔLES
Côte à contrôler pour valider l'outillage
Référence de contrôle
0,3
0,3
EXEMPLED'UNE GAMMEDE CONTRÔLE
335
978271353446_329_335_MB 6/06/13 17:01 Page 335

■ OUTILS EN COMBINAISON
NATURE DESMATÉRIAUXDE COUPE
SP Acier spécial, acier allié à l’outilHL Acier supérieur, fortement allié à l’outilHSS Acier rapideHM Carbure de tungstène
ASL Alliage coulé spécialST StelliteDIA Polycristallin de diamant
DIFFÉRENTSTYPES D’OUTILS
(PROFILAGE)
11.1 OUTILS DE COUPE « BOIS »
11 USINAGE
336
■ OUTILS MONOBLOCLe corps de l’outil et ses parties tran-chantes sont entièrement constituésdans une seule matière (SP, HES, HSS).
Nota : ces outils sont utilisés avec unamenage mécanique pour des raisonsde sécurité.
corps
■ OUTILS À PLAQUETTESRAPPORTÉES
Les éléments de coupe ou mises rap-portées sont brasés, soudés ou colléssur un corps-support généralement enacier non trempé.Matériau de coupe en HSS, ASL ou HM.
■ OUTILS ASSEMBLÉSPrincipe du positionnement et du ser-rage des couteaux sur le corpsde fraise :1 Couteau2 Goupille de sécurité3 Coin de serrage4 Vis de fixation5 Corps de la fraise
“ Train de fraise ” Exemple de montage d’un “ train de fraises ”
Jeu de fraises sur manchon
Superposition d’outils surdes manchons d’accouple-ments formant un ensembleadapté à des types d’usi-nages (ex.: profils de croi-sées).
DOC. ZUANI
Ces outils sont constitués d’un corps non trempésur lequel sont fixés mécaniquement des couteauxen HSS ou HM.
arêtestranchantes
corps
misesrapportées
4 3 2 1 5
978271353446_336_360_MB 6/06/13 17:02 Page 336

337
Les tableaux ci-dessous précisent l’ensemble des caractéristiques des outils nécessaires pourrésoudre les problèmes d’usinage et proposent les solutions adaptées en fonction des usinagessouhaités et des machines disponibles.
CRITÈRES DECHOIX DES
OUTILS À BOISET MATÉRIAUX
DÉRIVÉS
Usinage
Types d’outils Système d’outillage CaractéristiquesOutils monoblocs et jeux d’outils
• Fraise • Mèche à défoncer• Mèche à percer• Couteau à raboter• Plaquette réversible et interchan-geable • Chaîne à mortaiser
• Dépouille curviligne • Réaffûtageparallèle à la face d’attaque • Profil constant • Diamètre nonconstant • Grande zone de réaffûtage
Outils à mise rapportée et jeux d’outils
• Lame de scie • Déchiqueteur• Fraise • Mèche à défoncer• Mèche à percer • Couteau à rabo-ter • Couteau profil
• Réaffûtage parallèle à la face d’at-taque ou de dépouille • Profil non constant • Diamètre non constant
Outils à mise rapportéeLame de scie-HW (HM)
AS anti-Bruit/AS OptiCut/AS OptiCutUT
• Émission sonore réduite jusqu’à8 dB (A) à vide • Rupture des oscilla-tions grâce aux découpes laser• Pas aléatoire de la denture • Tenue de coupe et rentabilité aug-mentées jusqu’à 30 %
Outils à mise rapportéeLame de scie-HW (HM)
AS anti-Bruit avec revêtement
• Émission sonore réduite jusqu’à10 dB (A) à vide • Réduction des vibrations grâce aurevêtement viscoélastique• Tenue de coupe et rentabilité aug-mentées
Outils à mise rapportéeLame de scie-HW (HM)
Coupe fine
• Exécution avec une largeur decoupe très fine • État de surface per-mettant le collage • Utilisation éco-nomique du bois • Trait de scie opti-misé • Utilisation écologique • Émission réduite de copeaux, depoussières
Outils à mise rapportéeet jeux d’outils DP (DIA)
• Lame de scie• Déchiqueteur• Fraise• Mèche à défoncer • Mèche à percer
• Profil constant • Diamètre non-constant • Réaffûtage parallèle à laface de dépouille • Hauteur de lamise rapportée 4,5-6 mm (cas parti-culier 9 mm, Diamaster PRO 3 mm) • Tenue de coupe 80-120 fois le HW(HM) en fonction des applications
Outils composés et jeux d’outils• Arbre à raboter• Porte-outils• Porte-outils à défoncer• Mèche
• Éléments de coupe : interchan-geable, réversible, réglable, réaffûtable(parallèle à la face d’attaque ou dedépouille) • D’après la technologie :diamètre et profil constants • Diamètreet profil non constants • Diamètreréglable avec ou sans palier
Outils composésArbre à raboter et porte-outilsCentrofix Plus
• Diamètre constant • Montage facile et changementrapide des couteaux• Émission sonore réduite jusqu’à 5 db (A)
DOC. LEITZ
978271353446_336_360_MB 6/06/13 17:02 Page 337

338
CRITÈRES DECHOIX DES
OUTILS À BOISET MATÉRIAUX
DÉRIVÉS(suite)
Outils de coupe « bois »
Types d’outils Système d’outillage CaractéristiquesOutils composés
Arbre à raboter et porte-outilsVariPlan
• Diamètre constant • Couteaux réversibleset réaffûtables • Montage facile et change-ment rapide des couteaux • Serrage rapidedes couteaux • Prépositionnement des cou-teaux réalisé à l’aide d’une vis de serrage • Émission sonore réduite
Outils composés et jeux d’outils
• Jeux d’outils à tenonnerExakt• Jeux d’outils profil Dufix
• Diamètre et profil constants • Couteaux réaffûtables • Changement aisé des couteaux, affû-tables en dépouille ou en face d’attaque• Système de serrage simple de grandesécurité d’utilisation
Outils composés et jeux d’outils
• Porte-outils ProfilCut à alé-sage• Porte-outils ProfilCut àqueue
• Diamètre et profil constants • Porte-outils profil réaffûtable • Changement aisé des couteaux • Système modulaire universel pour desvariantes de profils • Système de serrage simple de grandesécurité d’utilisation
Outils composés et jeux d’outils
• Porte-outils ProfilCut à alé-sage• Porte-outils ProfilCut àqueue
• Diamètre et profil constants • Montage facile et changement rapide descouteaux • Système de serrage de sécurité• Élément de coupe avec face d’attaque polie et face de dépouille desuper-finition
Outils composés• Micro-système• Porte-outils profil à alésage• Porte-outils profil à queue
• Diamètre et profil constants • Couteau profil réaffûtable et réglable parrapport à sa pièce d’appui profilée, à l’aidede la micro-denture très précise• Haute rentabilité grâce à une grande zonede réaffûtage
Outils composés• Outil d’aboutage• Porte-outils à alésage
• Exécution avec couteaux révers. HW(HM) ou interchangeables HS (HSS) • Couteaux révers./interchang., réaffûtables• Profil constant • Diamètre non constant • Montage facile des couteaux • Réglagede la lg de coupe en fonction de l’épaisseurdu bois grâce au système modulaire
Outils composésDP (DIA)
• Porte-outils à alésage• Porte-outils à queue
• Profil constant • Diamètre constant(réglable) • Réaffûtage sur la face dedépouille • Hauteur de la mise rapportée 6 mm (Standard) • Possibilité de combinai-son avec les outils ProFix, ProfilCut, etc. • Tenue de coupe de 80-120 fois le HW(HM) en fonction des applications
Système à serrage Hydro• Système à graisse• Système hydraulique
• Système à graisse pour l’usinage du boismassif • Système hydraulique pour l’usi-nage des panneaux • Très haute concentri-cité grâce au montage sans jeu des outils • Utilisation lors de très grandes exigencesde qualité et de tenue de coupe
DOC. LEITZ
978271353446_336_360_MB 6/06/13 17:02 Page 338

FORMESDE DENTURES
GÉOMÉTRIEDE MÈCHE
11.1.1 CARACTÉRISTIQUES ET GÉOMÉTRIE DES OUTILS
339
GÉOMÉTRIEDE L’OUTILDE COUPEDE TOUPIE
Usinage
Droite
Mèche à tourillonner (bois) Mèche d’entaillage de défonçage(ALU PVC)
1 Longueur totale
2 Longueur utile
3 Diamètre
4 Diamètre de queue(culasse)
5 Longueur de queue
6 Traceur
7 Canal
8 Pointe
Il existe des mèches à :– hélice à droite,– hélice à gauche.DOC. GUHDO
Biaise
Alternée Arasante
4
5
1
72
268
3
2
1
4
Les angles de coupe caractéristiques
Angle de dépouille(ou angle de détalonnage).Il évite le talonnage du « dos »de l’arête tranchante occasion-nant des brûlures sur lamatière.
�
�
�
� �
�
�
��
��
a Alpha
Angle de bec(ou angle de tranchant).Il assure la résistance de l’arêtetranchante aux efforts decoupe, aux chocs et à l’usure.
b Bêta
Angle d’attaque positif(ou angle de coupe).Il conditionne la pénétration del’arête tranchante dans lamatière.
g Gamma
Angle de dépouille radialeÉvite les brûlures latérales (rai-nures)
i Iota
Angle de dépouille latéraleÉvite les brûlures de flanc (rai-nures)
a¢ Alpha prime
Angle de biaisFavorise la pénétration pro-gressive de l’arête tranchante.
l Lambda
Angle de chanfreinCoupe progressive dans l’usi-nage.
e Epsilon
Règle fondamentale
a � b � g � 90°
978271353446_336_360_MB 6/06/13 17:02 Page 339

11.1.2 FORMES ET EMPLOIS DES ARÊTES TRANCHANTES
340
EXEMPLESDE DENTURES
DE LAMESCIRCULAIRES
À MISESRAPPORTÉESEN CARBURE
Outils de coupe « bois »
DOC. GUHDO
Débits en long des bois tendreset durs.
Avec la présence d’anti-reculs(limiteurs de passe), les lamessont spécialement adaptéespour des travaux à avancemanuelle.
Débits en long des bois tendreset durs.Utilisation en avance mécanique.
Lames à rainer.Utilisation sur toupie.Existe avec ou sans anti-reculselon l’emploi en avancemanuelle ou mécanique.Utilisées pour certainesdécoupes ou tronçonnages.
Application universelle pour lesdébits en long ou en travers desbois massifs.Utilisée également pour débiterles panneaux agglomérés brutset les panneaux de fibres.
Découpe des panneaux plaquésbois, stratifiés ou mélaminés.
B = épaisseur de dent
EMPLOISFORMES
PLA
TEA
LTER
NÉE
GO
UG
E -
TOIT
20°
20°
15°
B
1,1
20°
20°
15°
B
20°
15°
B
20°
12°
15°
B B
10° 10
°
20°
10°
B
0,4
15°
30° 30°
978271353446_336_360_MB 6/06/13 17:02 Page 340

341
EXEMPLESDE DENTURES
DE LAMESCIRCULAIRES
À MISESRAPPORTÉESEN CARBURE
(suite)
Usinage
Découpe sans éclats des pan-neaux revêtus de résine synthé-tique (Type thermoplastique).
Face d’attaque biaise et alter-née.
Découpes des panneaux pla-qués 2 faces.
Lame spécialement adaptéepour la découpe de plaqueshomogènes en matière synthé-tique (Type Plexiglas).
Employée sur scie pendulaire,scie radiale, scie à coupe d’on-glet.
Utilisation manuelle.
Sciage d’alliages non ferreux.
B = épaisseur dent
TRA
PÉZ
OÏD
ALE
PR
OFI
L “
GO
UG
E ”
TRA
PÉZ
OÏD
ALE
ATT
AQ
UE
BIA
ISE
TRA
PÉZ
OÏD
ALE
CH
AN
FREI
NÉE
TRA
PÉZ
OÏD
ALE
PLA
TE
FORMES EMPLOIS
20∞
6∞
15∞
B
20∞
12∞
15∞
B B
10∞ 10∞
20∞ 45∞
20∞
12∞
15∞
B
45∞
20∞
B
20∞
6∞
15∞
B
négatif
978271353446_336_360_MB 6/06/13 17:02 Page 341

MOUVEMENTDE
COUPE
11.2 LOIS D’USINAGE
■ CONDITIONS DE COUPE
■ EN OPPOSITIONTravail de l’outil dans le sens opposé au mou-vement d’avance.
MODESDE TRAVAIL
SENSD’USINAGE
SENSDE
ROTATION
DIMENSIONSDE
L’OUTIL
342
Nombre Conditionne le pas de coupe
ARÊTESTRANCHANTES
■ CARACTÉRISTIQUES POUR UNE COMMANDE D’OUTIL (fraise)La commande doit aussi contenir les données suivantes :– diamètre, épaisseur, alésage– nombre d’arêtes tranchantes et d’arêtes arasantes– sens de rotation– angles caractéristiques des arêtes tranchantes– fréquence de rotation– vitesse d’avance– type de clavette éventuellement logée sur l’arbre porte-outil– matériaux à travailler– qualité de l’arête tranchante
Rectiligne lame de scie à rubanCirculaire fraise de toupieSemi-circulaire partie active de l’outil M.O.C.Elliptique abrasif de la ponceuse orbitale
Rectiligne bédanes piocheurs de la mortaiseuse à 3 couteauxElliptique bédane de la mortaiseuse vibrante à 1 couteau
L’usinage du bois peut se faire dans troisdirections :
1 - en long2 - en travers3 - en bout
■ EN CONCORDANCE (EN AVALANT)Travail de l’outil dans le même sens que lemouvement d’avance.
Avancemanuellepossible
Avancemécaniqueobligatoire
DOC. ZUANI
DOC. ZUANI
DOC. ZUANI
DOC. ZUANI
à l’axe de rotation
Continu
Alternatif
Radiale Coupe fauchante
Périphérique Coupe cylindriqueDisposition
parallèleoblique par rapport
Symbole Z
Rotation à droite lorsque l’outil vu du côtémoteur (M) tourne vers la droite (sens desaiguilles d’une montre).
Rotation à gauche lorsque l’outil vu du côtémoteur (M) tourne vers la gauche (sens inversedes aiguilles d’une montre).
(M)
(M)
(M)
MCMC (M)
(M)
MC
MC
MC MC
ÆMA
ÆMA
MC
MC
Alésage dDiamètre D
D
d
D
2
3 1
d
Épai
sseu
r B
978271353446_336_360_MB 6/06/13 17:02 Page 342

VITESSEDE COUPE
FRÉQUENCEDE ROTATION
C’est la distance parcouruepar un point d’une arête tran-chante en une seconde (m/s).
■ MULTI-FONCTIONSC’est la combinaison defonctions mono ou multi-opératrices sans reprisemanuelle.
343
MOUVEMENTSD’AVANCE
DE LA PIÈCEOU DE L’OUTIL(FONCTIONS)
Usinage
TRAJECTOIREDE L’OUTIL
La trajectoire de l’outil résulte de la combinai-son des deux mouvements de coupe etd’avance.Le respect des différents paramètres de coupedans une opération d’usinage est indispensablepour obtenir un bon état de surface.
L’outil est préréglé etmobile.La matière (pièce) estsolidaire de la table.
Exemple :– Mortaisage,– Perçage,– Sciage à la radiale.
L’outil est préréglé enposition fixe.La matière défile sur leporte-pièce.Exemple :– Rabotage,– Délignage.
■ A L’ARRÊT
■ AU DÉFILÉ
Des abaques ou des tableaux permettent de faire un choix de vitesse de coupe (voir tableau,page 344 et abaque page 345).
60 pour convertir S en tr/s et 1 000 pour convertir D en mètre
Vc = vitesse de coupe en m/sp = 3,14D = diamètre de l’outil en mmS = fréquence de rotation en tr/min.
La vitesse de coupe dépend du matériau à travailler, de la nature du matériau de l’outil,du porte-outils et de la forme de l’outil.
p . D . SV
c(en m/s) =
60 � 1 000
C’est le nombre de toursqu’effectue une arête tran-chante en une minute (tr/min).
Vcen m/s
D en m.60 . VcS (en tr/min) =p · D
• Vitesses de coupe conseillées :
FraisesLames
de scies
HSS HM HMMatériau (m/s) (m/s) (m/s)
Bois tendres 50-80 60-90 70-100Bois durs 40-60 50-80 70-90Panneaux – 60-80 60-80Multiplis – 60-80 60-80Panneaux – 40-60 60-80fibres duresPanneaux – 40-60 60-120stratifiés, mélaminés
• Vitesses maximales selon le type d’outils :
Table
Pièce
Outil
MCÆMA
ÆMA
Outil
Pièce
Table
MC
MC = mouvement de coupe aMA = mouvement d’avance
MC
Arête tranchanteProfondeurde passe
AmenagePas d’amenage
ÆMA
porte-outils à fixation mécanique classique
fraise en acier et porte-outils plaquettes à jeter
fraises en carbure
lames circulaires en carbure
40 à 50 m/s
50 à 60 m/s
50 à 70 m/s
60 à 100 m/s
Æ
978271353446_336_360_MB 6/06/13 17:02 Page 343

Fréquence de rotation (tr/min) Fréquence de rotation (tr/min)
344
Lois d’usinage
■ RECHERCHE DE LA VITESSE DE COUPE (en m/s)Détermination de la vitesse de coupe en fonction de la fréquence de rotation et du diamètre de l’outil.
p . D . SFormule V
c= (Vc est en m/s, D est en mm, S est en tr/min)
60 � 1 000
Recherche de la vitesse de coupe (en m/s)
Exemple– Fréquence de rotation (S) S = 7 500 tr/min.
– Diamètre de l’outil (D) D = 150 mm
Vitesse de coupe en m/s lue dans le tableau :
Vc= 58,9 m/s.
1020
3040
5060
7080
9010
011
012
013
014
015
016
017
018
019
01,
02,
13,
14,
25,
26,
37,
38,
49,
410
,511
,512
,613
,614
,715
,716
,817
,818
,819
,920
,91,
32,
63,
95,
26,
57,
99,
210
,511
,813
,114
,415
,717
,018
,319
,620
,922
,323
,624
,926
,21,
63,
14,
76,
37,
99,
411
,012
,614
,115
,717
,318
,820
,422
,023
,625
,126
,728
,329
,831
,41,
83,
75,
57,
39,
211
,012
,814
,716
,518
,320
,222
,023
,825
,727
,529
,331
,233
,034
,836
,72,
14,
26,
38,
410
,512
,614
,716
,818
,820
,923
,025
,127
,229
,331
,433
,535
,637
,739
,841
,92,
44,
77,
19,
411
,814
,116
,518
,821
,223
,625
,928
,330
,633
,035
,337
,740
,142
,444
,847
,12,
65,
27,
910
,513
,115
,718
,320
,923
,626
,228
,831
,434
,036
,739
,341
,944
,547
,149
,752
,42,
95,
88,
611
,514
,417
,320
,223
,025
,928
,831
,734
,637
,440
,343
,246
,149
,051
,854
,757
,63,
16,
39,
412
,615
,718
,822
,025
,128
,331
,434
,637
,740
,844
,047
,150
,353
,456
,559
,762
,83,
46,
810
,213
,617
,020
,423
,827
,230
,634
,037
,440
,844
,247
,651
,154
,557
,961
,364
,768
,13,
77,
311
,014
,718
,322
,025
,729
,333
,036
,740
,344
,047
,651
,355
,058
,662
,366
,069
,673
,33,
97,
911
,815
,719
,623
,627
,531
,435
,339
,343
,247
,151
,155
,058
,962
,866
,870
,774
,678
,54,
28,
412
,616
,820
,925
,129
,333
,537
,741
,946
,150
,354
,558
,662
,867
,071
,275
,479
,683
,84,
79,
414
,118
,823
,628
,333
,037
,742
,447
,151
,856
,561
,366
,070
,775
,480
,184
,889
,594
,25,
210
,515
,720
,926
,231
,436
,741
,947
,152
,457
,662
,868
,173
,378
,583
,889
,094
,299
,510
4,7
5,8
11,5
17,3
23,0
28,8
34,6
40,3
46,1
51,8
57,6
63,4
69,1
74,9
80,6
86,4
92,2
97,9
103,
710
9,4
115,
26,
312
,618
,825
,131
,437
,744
,050
,356
,562
,869
,175
,481
,788
,094
,210
0,5
106,
811
3,1
119,
412
5,7
6,8
13,6
20,4
27,2
34,0
40,8
47,6
54,5
61,3
68,1
74,9
81,7
88,5
95,3
102,
110
8,9
115,
712
2,5
129,
313
6,1
7,3
14,7
22,0
29,3
36,7
44,0
51,3
58,6
66,0
73,3
80,6
88,0
95,3
102,
611
0,0
117,
312
4,6
131,
913
9,3
146,
6
DIA
MÈT
RE
DE
L’O
UTI
L en
mm
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
9000
1000
011
000
1200
013
000
1400
0
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
350
360
370
380
390
22,0
23,0
24,1
25,1
26,2
27,2
28,3
29,3
30,4
31,4
32,5
33,5
34,6
35,6
36,7
37,7
38,7
39,8
40,8
41,9
27,5
26,8
30,1
31,4
32,7
34,0
35,3
36,7
38,0
39,3
40,6
41,9
43,2
44,5
45,8
47,1
48,4
49,7
51,1
52,4
33,0
34,6
36,1
37,7
39,3
40,8
42,4
44,0
45,6
47,1
48,7
50,3
51,8
53,4
55,0
56,5
58,1
59,7
61,3
62,8
38,5
40,3
42,1
44,0
45,8
47,6
49,5
51,3
53,1
55,0
56,8
58,6
60,5
62,3
64,1
66,0
67,8
69,6
71,5
73,3
44,0
46,1
48,2
50,3
52,4
54,5
56,5
58,6
60,7
62,8
64,9
67,0
69,1
71,2
73,3
75,4
77,5
79,6
81,7
83,8
49,5
51,8
54,2
56,5
58,9
61,3
63,6
66,0
68,3
70,7
73,0
75,4
77,8
80,1
82,5
84,8
87,2
89,5
91,9
94,2
55,0
57,6
60,2
62,8
65,5
68,1
70,7
73,3
75,9
78,5
81,2
83,8
86,4
89,0
91,6
94,2
96,9
99,5
102,
110
4,7
60,5
63,4
66,2
69,1
72,0
74,9
77,8
80,6
83,5
86,4
89,3
92,2
95,0
97,9
100,
810
3,7
106,
610
9,4
112,
311
5,2
66,0
69,1
72,3
75,4
78,5
81,7
84,8
88,0
91,1
94,2
97,4
100,
510
3,7
106,
811
0,0
113,
111
6,2
119,
412
2,5
125,
771
,574
,978
,381
,785
,188
,591
,995
,398
,710
2,1
105,
510
8,9
112,
311
5,7
119,
112
2,5
125,
912
9,3
132,
713
6,1
77,0
80,6
84,3
88,0
91,6
95,3
99,0
102,
610
6,3
110,
011
3,6
117,
312
1,0
124,
612
8,3
131,
913
5,6
139,
314
2,9
146,
682
,586
,490
,394
,298
,210
2,1
106,
011
0,0
113,
911
7,8
121,
712
5,7
129,
613
3,5
137,
414
1,4
145,
314
9,2
153,
215
7,1
88,0
92,2
96,3
100,
510
4,7
108,
911
3,1
117,
312
1,5
125,
712
9,9
134,
013
8,2
142,
414
6,6
150,
815
5,0
159,
216
3,4
167,
699
,010
3,7
108,
411
3,1
117,
812
2,5
127,
213
1,9
136,
714
1,4
146,
115
0,8
155,
516
0,2
164,
916
9,6
174,
417
9,1
183,
818
8,5
110,
011
5,2
120,
412
5,7
130,
913
6,1
141,
414
6,6
151,
815
7,1
162,
316
7,6
172,
817
8,0
183,
318
8,5
193,
719
9,0
204,
220
9,4
121,
012
6,7
132,
513
8,2
144,
014
9,7
155,
516
1,3
167,
017
2,8
178,
518
4,3
190,
119
5,8
201,
620
7,3
213,
121
8,9
224,
623
0,4
131,
913
8,2
144,
515
0,8
157,
116
3,4
169,
617
5,9
182,
218
8,5
194,
820
1,1
207,
321
3,6
219,
922
6,2
232,
523
8,8
245,
025
1,3
142,
914
9,7
156,
616
3,4
170,
217
7,0
183,
819
0,6
197,
420
4,2
211,
021
7,8
224,
623
1,4
238,
224
5,0
251,
925
8,7
265,
527
2,3
153,
916
1,3
168,
617
5,9
183,
319
0,6
197,
920
5,3
212,
621
9,9
227,
223
4,6
241,
924
9,2
256,
626
3,9
271,
227
8,6
285,
929
3,2
DIA
MÈT
RE
DE
L’O
UTI
L en
mm
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
9000
1000
011
000
1200
013
000
1400
0
400
pour obtenir D en mètrepour obtenir S en tr/s
978271353446_336_360_MB 6/06/13 17:02 Page 344

345
■ DÉTERMINATION DE LA VITESSE DE COUPE (en fonction de la fréquence de rotation et du diamètrede l’outil)
APPLICATIONS À PARTIR DUDIAGRAMME
Usinage
■ EXEMPLES
• La vitesse de coupeDonnées :Δ de l’outil � 120 mmFréquence de rotation S � 12 000 tr/min
fl
• Le diamètre de l’outilDonnées :Vc � 80 m/sFréquence de rotation S � 9 000 tr/min
fl
• La fréquence de rotationDonnées :Vc � 70 m/sΔ de l’outil � 220 mm
fl
S � 6 000 tr/minD � 170 mmVc � 76 m/s
DOC. LEITZ
978271353446_336_360_MB 6/06/13 17:02 Page 345

346
■ MONTAGE TRADITIONNEL DE L’OUTILPAR SERRAGE VIS-ÉCROU, MONTAGEDES FERS APRÈS AFFÛTAGELes défauts de concentricité sont générés par :– les tolérances de montage de l’outil sur
l’arbre porte-outil ;– les tolérances de réglage des arêtes tran-
chantes sur le cylindre de coupe (incertitudesdans le sens radial et dans le sens longitudi-nal).
Une seule arête tranchante définit l’état de sur-face constitué de grandes ondes irrégulières.
ANALYSE DE LA COUPE
Lois d’usinage
DOC. LEITZ
■ SERRAGE HYDRAULIQUE DE L’OUTILSUR L’ARBRE PORTE-OUTILLes défauts de concentricité de l’outil surl’arbre porte-outil sont considérablementréduits, seuls les défauts de concentricité desarêtes tranchantes par rapport au cylindre decoupe persistent.
La surface usinée est générée par plusieurscoupes laissant la trace de nombreuses ondesirrégulières.
■ SERRAGE HYDRAULIQUE DE L’OUTILSUR L’ARBRE PORTE-OUTIL ; JOINTAGEDES ARÊTES TRANCHANTES APRÈSMONTAGELes deux facteurs de non concentricité sontpratiquement réduits à zéro grâce au dégau-chissage-jointage de toutes les arêtes tran-chantes après serrage hydraulique de l’outil surl’arbre porte-outil.
Toutes les arêtes tranchantes définissent d’unemanière régulière l’état de surface.
Remarque :Ces technologies associées permettent d’aug-menter la vitesse d’avance proportionnelle-ment aux nombres de coupes (avance parcoupe).
A
Jointage détail A
Pierre de jointage
nZone de jointagemax. 0,5…0,7
Coupe
978271353446_336_360_MB 6/06/13 17:02 Page 346

■ LE PAS D’AMENAGE(AVANCE PAR TOUR)
d’où
■ LE PAS PRINCIPAL (P)Distance parcourue pendant un tour de l’outil.Si l’outil comporte 4 arêtes tranchantes (P = 4Pu).
d’où
L’angle de levage est compris entre l’effort de
coupe FæÆc et la surface supérieure de la pièce.
FæÆp : force de pénétration radiale
FæÆt : force de coupe tangentielle
FæÆc : force de coupe
FæÆc = F
æÆp + F
æÆt
■ LE PAS D’USINAGE (Pu)Distance entre deux cotes successives
ANGLEDE
LEVAGE
VITESSED’AVANCE
(VOIR ABAQUE)
347
ANALYSEDE LA
FORMATIONDU COPEAU
Usinage
L’analyse du PAS D’USINAGE est intéressante car elle conditionnela finesse du travail exécuté, donc l’état de surface et permet de fournir
la vitesse d’avance à règler sur la machine
ÉPAISSEURMOYENNE
DU COPEAU
L’épaisseur du copeau doit être choisie judi-cieusement. Elle conditionne l’état de surface.
– Un copeau trop épais donne une qualité desurface médiocre.
– Un copeau trop mince entraîne une usurerapide de l’arête tranchante et peut provoquerdes brûlures sur la surface de la matière.
Le compromis est l’épaisseur moyenne ducopeau.
A = avance en mmS = nombre de tr/minZ = nombre de dents
APA mm = ææ
S.Z
A mm /min= PA
. S . ZPA= avance par tourS = nombre de tr/minZ = nombre d’arêtes tranchantes
Z = 1 arête tranchante
Z = 4 arêtes tranchantes
P = P u
P u P u P u P u
P
Épaisseur nulle
Pasd’amenage(d’avance)
Ép. maxi
Ép. moyenne
Pièce
01 02
outil
FæÆp1 F
æÆp2
FæÆp3
FæÆc2
FæÆc1
FæÆc3
FæÆt3
FæÆt2
FæÆt1
APmm = æ
SA = avance en mmS = nombre de tr/min
978271353446_336_360_MB 6/06/13 17:02 Page 347

Lois d’usinage
348
LA FORMULEDE
SCHLESINGER
Les vitesses de mouvements conjugués sont obtenues par calcul à l’aide de formules ou par la lecture d’abaques.Le suisse Schlesinger a mis au point une formule permettant de calculer l’épaisseur moyenne du copeau.À partir de cette formule, on peut construire un abaque permettant de rechercher la vitesses d’amenage.
FORMULEDES VITESSESD’AMENAGE
Abaque des vitesses d’amenage
Elle donne l’épaisseur moyenne du copeau « em » enmm en fonction des 5 paramètres d’usinage suivants :
D : Diamètre du cylindre de coupe en mmH : Profondeur de passe en mmZ : Nombre d’arêtes tranchantesS : Fréquence de rotation en tr/minF : Vitesse d’amenage en mm/min
Elle est tirée de la formule de Schlesinger.
F est calculée à l’aide de la formule ou recherchée surun abaque en fonction de D, H, em, Z, S.
Sens de lecture
em = . HD
FSZ
F = em . SZ . DH
Profondeurde passeen mm
H
1
4Fréquence de
rotation del’outil en tr/min
S
2ÉbénisterieMenuiserieÉbauche
Épaisseurmoyenne des
copeaux en mm
em
y2
3
4 2
1
68
10.000
8.000
6.000
5.000
4.000
3.00
0
2.00
0
Vitesses d’amenage en m/min
0,2
y1
0,80,30,05
50 40 30 20 10y3
Ø del’outil
en mm
D
y4 = F
12,22 m/min
Nombred’arêtes
tranchantes
N
5045352515
5
403020
10
978271353446_336_360_MB 6/06/13 17:02 Page 348

349
DÉMARCHEEXPLICATIVE
DUFONCTIONNE-
MENTDE L’ABAQUEDES VITESSESD’AMENAGE
DÉRIVÉDE LA
FORMULE DESCHLESINGERAVEC EXEMPLED’APPLICATION
Usinage
Graphique 4
– y3 est la variable
– S est un paramètre(Fréquence de rotation en tr/min)
Exemple : si y3 = 2,444 et S = 5 000 tr/min alors y4 = 12 220
Donc la vitesse d’amenage F = y4 = 12 220 mm/min
F s’exprime en mètres par minute : F = 12,22 m/min
Graphique 2
– y1 est la variable
– em est un paramètre(Épaisseur moyennedu copeau en mm)
Exemple : si y1 = 0,327 et em = 0,2 mm alors y2 = 0,611
Graphique 1– D est la variable (x)
(Diamètre du cylindrede coupe en mm)
– H est un paramètre(Profondeur de passeen mm)
Exemple : si D = 140 mm et H = 15 mm alors y1 = 0,327
On donne :
– Une fraise à moulurer dont le diamètre est de 140 mm, comportant 4 arêtes tranchantes.
– La profondeur de passe de l’usinage : 15 mm.
– L’état de surface à obtenir : soigné, épaisseur moyenne du copeau, em = 0,2 mm.
– La fréquence de rotation de la profileuse réglée à 5 000 tours par minute.
On demande de calculer la vitesse d’amenage pour régler l’entraîneur de pièces de la profileuse.
Graphique 3
– y2 est la variable
– Z est un paramètre(Nombre d’arêtestranchantes)
Exemple : si y2 = 0,611 et Z = 4 alors y3 = 2,444
y2 = em
y3 = Z. y2 y3 = Z. em
DH
DH
y4 = S. y3 y4 = S. Zem DH
emy2 =
y1
y1
x = D
y1
y2
y3
y2
y3
y4 = F
HD
y1 =
978271353446_336_360_MB 6/06/13 17:02 Page 349

LES « FICHESOUTILS »
350
Lois d’usinage
■ DESCRIPTION PHYSIQUE DE L’OUTIL DE COUPELa géométrie d’un « outil de coupe » est définie par un schéma complet ou partiel : par exemple une vuede face, complétée par une vue de profil et/ou une vue de dessus.
■ PARAMÈTRES GÉOMÉTRIQUES CONDITIONNANT LA « COUPE » DE LA MATIÈRELes angles caractéristiques en degrés, sont repérés sur les schémas de définition de l’outil :
α Alpha Angle de dépouille (ou angle de détalonnage)
β Bêta Angle de bec (ou angle de tranchant)
γ Gamma Angle d’attaque positif (ou angle de coupe)
ι Iota Angle de dépouille radiale
α’ Alpha prime Angle de dépouille latérale
λ Lambda Angle de biais
ε Epsilon Angle de chanfrein
■ CARACTÉRISTIQUES DÉTERMINANT L’UTILISATION DE L’OUTIL DE COUPE
• Machine d’utilisation : toupie, profileuse, moulurière, mortaiseuse, défonceuse, scie circulaire…
• Diamètre d’alésage : 50 mm, 40 mm, 30 mm…
• Diamètre du cylindre de coupe « D en mm » (formules des « lois d’usinage »)
• Sens de rotation : dans le sens horaire, dans le sens anti-horaire
• Nature des matériaux à travailler : bois massif dur ou tendre, panneau de particules, contre-plaqué
• Nature de l’arête tranchante : acier spécial SP, acier rapide HSS, carbure de tungstène HM
• Nombre d’arêtes tranchantes « Z » (formules des « lois d’usinage »)
• Forme de la denture : « coupe cylindrique » et/ou « coupe fauchante »
• Épaisseur de la denture en mm : « cote outil »
• Fréquence de rotation « S en tr/min » (formules des « lois d’usinage »)
La « fiche outil » permet le « choix » d’un outil pour un usinage déterminé.
978271353446_336_360_MB 6/06/13 17:02 Page 350

351
Usinage à réaliser Dessin de fabrication – Fiche suiveuse
TEST 1 NON Recherche des causes La M-O est-elle en état ? Diagnostic
Remise en état
OUI
TEST 2 NON L’outil est-il en état ? Mise en affûtage
OUI
TEST 3 Le contrôle NON
est-il satisfaisant ?OUI
TEST 4Les contrôles NON
sont-ils satisfaisants ?
OUI
Usinage terminé
Montage de l’outil / le Porte-outil Réglages de la machine-outil
Mise en place des organes de sécurité Organisation du poste de travail
Ouverture de l’aspiration Mise en route de la machine
Choix de l’outil
Usinage de la première pièce
Usinage de toutes les pièces
Suite de l’usinage
Ajustage des réglagesArrêt total de la machineFermeture de l’aspiration
« Fiche machine »Fiche de maintenance
– Dessin de fabrication– Contrat de phase– Fiche suiveuse– Fiche ou carte de contrôle
Contrat de phase
« Fiche outil »Fiche d’affûtage
Fiche suiveuse Bilan Qualité
11.3 PROCESSUS DE RÉGLAGE MÉTHODOLOGIQUE DES MACHINES-OUTILS
ORGANI-GRAMME
DE RÉGLAGE
Quelle que soit la machine-outil, le processus de réglage est sensiblement le même :– les étapes chronologiques fondamentales de réglage sont invariables ;– les étapes de « choix » et de « contrôles » sont incontournables.
978271353446_336_360_MB 6/06/13 17:02 Page 351

352
EXEMPLE : FRAISE À RAINER
Dent à coupe cylindrique :Vue de face Vue de profil
Dent à coupe arasante ou fauchante :Vue de profil Vue de face
FICHE OUTIL – Numéro : 021Désignation : Fraise à rainer Type d’outil : Fraise extensible
Réf. Constructeur : N° inventaire : 021 Ex / 10 - 19
Schémas :
Vue de dessus
Vue de
dessus
Angles caractéristiques :Dents à coupe cylindrique :
Dents à coupe fauchante :
Alpha 15°
Bêta 55°
Gamma 20°
Iota 1 à 2°
' Alpha prime 3°
Alpha 15°
Bêta 105°
Gamma 30°
Iota 2°
' Alpha prime 4°
Lambda 20°
Epsilon 15°
Machine d’utilisation : Toupies n° 2 et n° 3 Nature de l’arête tranchante : Carbure
Diamètre de l’alésage en mm : 50 Nombre d’arêtes tranchantes : 4 + 4
Diamètre du cylindre de coupe en mm : 140 Forme de la denture : Cylindrique + Arasante
Sens de rotation : à Gauche à Droite x Épaisseur de la denture en mm : 10
Nature des matériaux à usiner : Bois massif & panneaux Fréquence de rotation en tr/min : 6 000
Processus de réglage méthodologique des machines-outils
978271353446_336_360_MB 6/06/13 17:02 Page 352

353
Contrôles des réglages
Cotes à obtenirRectifications
éventuellesContrôle final
Précision
– Hauteurs :
* Cote Outil CO = 7 mm
* Cote Machine CM1 = 19,5
– Profondeurs : CM2 = 10
– Angles :
– Ajustements :
Accessoires de sécurité
Montages d’usinages
Entraîneur
Butées
PresseursVertical et horizontal
Protecteurs
■ USINAGE À EFFECTUER
RAINURE
Matériau utilisé : Bois massif exotique dur État de surface souhaité : Soigné
■ TABLEAU DE CONTRÔLE DES RÉGLAGES
FICHE DERÉGLAGE DES
MACHINES-OUTILS
Usinage
Vitesses etfréquences
Coupe : Vc =
Vc = 60 m/s
π D S60
Rotation : S =
S = 8 189 tr/min
60 Vcπ D
Amenage : F = Pa � S ZPa = 0,2 mm (soigné)
F = 6,40 m/min
Machine utilisée et n° de référence :TOUPIE N° 01Fréquences de rotation en tr/min :S = 6 000 tr/minOutil utilisé et référence :Fraise à rainure de 07 – N° 01Diamètre de l’outil : 140 mmNb. d’arêtes tranchantes Z = 4Nuance de l’acier : carbureVitesse de coupe recommandée :Vc en m/s = 60
Croquis :
CM2
32
CM1 CO
978271353446_336_360_MB 6/06/13 17:02 Page 353

354
■ « DESSINS TYPES » DES USINAGES COURANTS : PROFILAGES
FICHES DERÉGLAGE DES
MACHINES-OUTILS(suite)
Processus de réglage méthodologique des machines-outils
Croquis :
CM2
CM1 CO
Ép
Croquis :
CM2
CM1 CO
Ép
• Rainure • Languette usinée en une opération
Croquis :
CM2
CM1
Ép
Croquis :
CM2
CM1
Ép
• Languette usinée en deux opérations
Languette 1re opération Languette 2e opération
Croquis :
CM2
CM1
Ép
Croquis :CM2
CM1
Ép
• Plate-bande •Moulure
978271353446_336_360_MB 6/06/13 17:02 Page 354

355
STABILISATIOND’UN OBJET
DANS L’ESPACE
Sur chacun de ces trois axes OX, OY, OZ, unobjet dans l’espace a deux degrés de libertépotentiels :– 1 Translation « T »– 1 Rotation « R »Un point dans un seul sens suffit pour stabiliserun objet (exemple : les appuis d’une pièce àusiner).
ObjetAxe
T
R
MISE ENPOSITION
ISOSTATIQUE
AUTRESAPPLICATIONS
PRINCIPE DEL’ISOSTATISME
La « mise en position » d’une pièce sur une machine-outil ou sur un « montage d’usinage » doit être rigou-reusement reproductible, elle doit être toujours la même pour toutes les pièces d’une série.Le « maintien en position » doit s’opposer aux appuis de la pièce sur le « support de pièces » de lamachine-outil ou du montage d’usinage et aux efforts de coupe de l’usinage.Le « repérage des mouvements » sur les machines à positionnement numérique « MOPN » et à com-mande numérique « MOCN » répond à une norme appliquée par les constructeurs (NF 68-020).Ces différentes contraintes trouvent une solution dans l’application des principes de l’isostatisme.
11.4 PRINCIPE DE L’ISOSTATISME
ISOSTATISMEÉTYMOLOGIE
ISO ISOS : égaldu grec
STATIQUE STATIKOS : équilibre
Principe du système spatial où un objetreprend toujours la même position par rapportà un même référentiel.
Le repère tridirectionnel :Le repérage d’un objet dans l’espace est réa-lisé dans un système de 3 axes orthonormésOX, OY, OZ.Le trièdre de sens direct est défini dans lanorme NF 68-020 (voir page 358).
Les 6 liaisons :– 3 points non alignés : « Appui plan »– 2 points : « Appui linéique »– 1 point : « Appui ponctuel »
Pour stabiliser un objet dans ce systèmed’axes, 6 points sont donc nécessaires, ouencore 6 « liaisons ».Appuis correspondants sur une machine-outil :– Table– Guide – Butée
Les « fiches machines » : repérage des déplacements des mobiles ainsi que desmouvements relatifs sur les liaisons usuelles normalisées représentées sur les schémascinématiques des machines-outils.Les « Fiches de réglage méthodique des machines » : étude des mouvements relatifs desmobiles d’une machine-outil (supports de pièces/porte-outil) par rapport à un repère tridirection-nel (NF 68-020).La « Pose des ouvrages » : repérage sur les plans de pose des trois cotes fonctionnellesnécessaires pour le positionnement des ouvrages sur les chantiers, en relation avec un repèretridirectionnel (cote de hauteur/au trait mètre, cote longitudinale/à un angle du bâtiment,cote d’éloignement/au nu du mur).
Z
YX
O
Repèrespatial
de la machine ou sur le montaged’usinage.
⎫⎬⎭
978271353446_336_360_MB 6/06/13 17:02 Page 355

356
Naturede
l’appui
Axes X Y ZDegrés
deliberté
Mouvements
PointsT/X R/X T/Y R/Y T/Z R/Z
Aucun 0 1 1 1 1 1 1 6
Appuiplan
1 1 1 1 1 0 1 5
2 1 1 1 0 0 1 4
3 1 0 1 0 0 1 3
Appuilinéique
4 1 0 0 0 0 1 2
5 1 0 0 0 0 0 1
Appuiponctuel 6 0 0 0 0 0 0 0
Stabilisation d’un objet dans l’espace :
• La mise en position isostatique
• Tableau d’analyse combinatoire faisant l’inventaire, par rapport aux axes, des degrés deliberté d’un objet dans l’espace (exemple : pièce à usiner)Convention : « 1 » mouvement possible « 0 » pas de mouvement possible
ANALYSEDES DEGRÉSDE LIBERTÉ
Principe de l’isostatique
Maquette didactique
Confection : tout en boisLe « trièdre de sens direct » ou le« repère tridirectionnel » :– OX, OY, OZ : axes orthogonaux– O : origine des trois axes– T : translation– « + » : l’objet s’éloigne de O– « – » : l’objet se rapproche de O– R : rotation
1
Maquette didactique
Confection : en bois et métalComposition :– Un socle en bois percé de 6 trous– Trois pions métalliques droits– Trois pions métalliques coudés
« Mise en Position »– 3 points ⇒⎢« SR1 » (Plan)– 2 points ⇒ « SR2 » (Ligne)– 1 point ⇒ « SR3 » (Point)
2
+R/Z T/Z
T/X O T/Y+ +
R/X R/Y
Petites plaquettes
fixées en bout des axes
Pion coudé amovible
Pièce
4
25 3
6 1
Socle
Pion droit amovible
Z
YX
978271353446_336_360_MB 6/06/13 17:02 Page 356

357
11.5 ISOSTATISME ET COMMANDE NUMÉRIQUE
MOUVEMENTSDE ROTATION
A, B, CSUR LES AXES
X, Y, Z
DÉFINITIONDES AXESPOUR LESMACHINES
À UNE SEULEBROCHE
Le programmeur considérera toujours que l’outil se déplace par rapport au système de coordon-nées tridirectionnel associé à la pièce considérée comme fixe.
Le système normal de coordonnées est un système cartésien rectangulaire de sens direct, lié àune pièce placée sur la machine, et ayant des arêtes parallèles aux glissières principales de lamachine. Les axes sont désignés par les lettres X ; Y ; Z non affectées par le signe « prime ».
Le sens positif du mouvement d’un chariot de la machine est celui qui provoque un accroissementsur la pièce de la coordonnée correspondante.
REPÉRAGEDES AXES
ETCONVENTIONS
■ AXE Z– C’est l’axe parallèle à l’axe de la broche porte-outil.Exemples : fraiseuses, défonceuses, perceuses, tours…
– Un mouvement de translation sur l’axe Z dans le sens positif accroît la distance existant entrela pièce et l’outil.
Les angles A, B et C définissent les mouve-ments de rotation effectués respectivementautour d’axes parallèles à X, Y et Z.
Les valeurs positives de A, B et C correspon-dent au sens positif de rotation d’une vis depas à droite avançant respectivement dans lesens positif de translation sur les axes X, Y etZ.
■ AXE XSur les machines comportant des outils en rotation (défonceuses, perceuses…), les règles sui-vantes sont appliquées :
– si l’axe Z est vertical, le sens positif de l’axe X est dirigé vers la droite lorsqu’on regarde de labroche vers le montant « col de cygne » de la machine (on regarde la machine de face ! ),
– si l’axe Z est horizontal, le sens positif de l’axe X est dirigé vers la droite lorsqu’on regarde de labroche vers la table support de pièces (on regarde la machine de l’arrière ! ).
Sur les machines comportant des pièces en rotation (tours…), la direction de l’axe X est radialepar rapport à la pièce.
Le sens positif du mouvement de translation sur X est celui qui correspond à l’accroissement dela distance entre l’outil et l’axe de rotation de la pièce.
■ AXE YL’axe Y forme avec les axes X et Z un trièdre de sens direct.
+ Y
+ Z
+ X
AC
B
978271353446_336_360_MB 6/06/13 17:02 Page 357

358
Si en plus des mouvements de rotation primaires A, B, et C, définis par la norme NF Z 68-020, ilexiste des mouvements de rotation secondaires parallèles ou non à A, B et C, ces mouvementssont désignés par D ou E.
MOUVEMENTSDE
ROTATION
LE TRIÈDRE DESENS DIRECT
NF Z 68-020
MOUVEMENTSDE
TRANSLATION
Isostatisme et commande numérique
+Y
+X
+Z
X+
Z+
0
Y+
■ AXES ADDITIONNELS – NF Z 68-020– Si en plus des mouvements de translation rectiligne primaires X, Y, et Z, il existe des mouve-ments de translation rectiligne secondaires parallèles à ceux-ci, ils sont désignés respectivementpar U, V, et W.– S’il existe des mouvements tertiaires, ils sont désignés respectivement par P, Q, et R.
+A, +B ou +C
+X, +Y ou +Z
Axes XYZdéfinis parla norme
NF Z 68-020
X
Y
Z
Axesprimaires
Axes PQRparallèles à
UVW orientésdans
le même sens
P
Q
R
Axestertiaires
Axes UVWparallèles à
XYZ orientésdans
le même sens
U
V
W
Axessecondaires
+Y
+Z
+XA
B
C
978271353446_336_360_MB 6/06/13 17:02 Page 358

359
MISE ENPOSITION DE
LA PIÈCE
MAINTIEN ENPOSITION DE
LA PIÈCE
GUIDAGE DE LA PIÈCE
SÉCURITÉ SURUN MONTAGE
D’USINAGE
11.6 MONTAGES D’USINAGEUn montage d’usinage est un appareillage permettant un usinage particulier en série, généralement inter-posé entre le support de pièce d’une machine-outil.La sécurité, la productivité, l’identité et la précision des pièces sont les critères qui font que les montagesd’usinage ont un rôle fondamental dans le travail en série et pour l’usinage des formes particulières.
Comment ? ➞ D’après un système de référentiels tridirectionnel (Isostatisme).
Pourquoi ? ➞ Pour immobiliser la pièce sur le montage d’usinage, s’opposer et résister aux efforts de coupe.
Où et comment s’exercent les efforts de serrage ? ➞ Ils doivent être perpendiculaires aux surfaces d’appui.
Avec quoi ? ➞ Avec un système « d’ablocage » qui permet :Le serrage rapide de la pièce, le desserrage rapide de la pièce, l’éjection facile de la pièce.
Système Type d’appuis Appui/montage Appui/pièce
3 points
2 points
1 point
Plan
Linéique
Ponctuel
Socle
2 butées
1 butée
Parement : SR1
1er chant : SR2
1er bout : SR3
Avec quoi ? ➞ Avec des butées fixes ou escamotables.
Pourquoi des appuis ponctuels ? ➞ Pour diminuer les surfaces en contact afin de pallier les déformations de la pièce.
Où placer les butées ? ➞ De telle manière qu’elles s’opposent aux efforts de coupe
Comment ? ➞ Solidité du montage, poids modéré, porte à faux limité en début et fin de course de l’usinage
Avec quoi ? ➞ Poignées, écrans, entraîneurs, dispositifs automatiques oléo-pneumatiques.
bois dur fixe vis T.F. vis + écrou escamotable doigt
1 2 3 4 5
bois dur stratifié rail nylon rail laiton douille
1 2 3 4 5
vis came genouillère vérin coin
1 2 3 4 5
12
Pourquoi ? ➞ Pour faciliter le glissement, pour résister à l’usure.Comment ? ➞ Condition principale à remplir : Le socle du montage d’usinage doit être indéformable.
978271353446_336_360_MB 6/06/13 17:02 Page 359

360
SÉCURITÉ SURUN MONTAGE
D’USINAGE(suite)
Montages d’usinage
■ POSITIONNEMENT ISOSTATIQUE
■ MONTAGE D’USINAGE
Vis butée (SR2)
Prise de main
Genouillère
Écran plexiglas
Patins en stratifié
Surfacesde référence
– SR1
– SR2
– SR3
Surfaces
antidérapantes (SR1)
Butée réglable (SR3)
978271353446_336_360_MB 6/06/13 17:02 Page 360

361
A 70 g/m2 Souples Finition manuelle
B 90 g/m2 et légers Travail à sec, à l’eau
C 110 g/m2 Souples Travail manuel
D 150 g/m2 et résistants Bandes et disques
E 220 g/m2 Résistants Bandes et disques
F 250 g/m2 Très résistants
COMPOSITION
12.1 ABRASIFS
12 FINITION DES OUVRAGES
Codification des abrasifs (Code Norton)
SUPPORTS
ENCOLLAGES
■ PAPIER
■ TOILE
PapierToileCombinaisonFibreNon tisséMailles
■ COMBINAISONCollage d’une toile sur papier
■ MAILLE ■ FIBRE
■ NON TISSÉ
J Flexible, souple Coton ou PolyesterCouleur orange ou lie de vin (superflexible)
Finition, travail des formes incurvées
X Lourde, résistante Coton ou PolyesterCouleur marron, applications sévères
Y Très lourde, très résistante PolyesterCouleur bleue, applications sévères
À sec et / ou sous arrosage
W Spéciale pour bandes sectionnelles
Papier (220 g/m2)
Toile fine(spéciale pourbandes sectionnelles)
Résiste au déchirement et à l’allongement.Utilisée pour les bandes de grandes dimensionsou pour les bandes sectionnelles.
Résiste à l’humidité et au déchirement.Travail à sec ou à l’eau ou à l’huile.Feuilles ou rouleaux.
Épaisseurs0,75 mm Rigide Ebardage
0,60 mm Souple Polissage
Disques uniquement sur machines portatives
25,4 mm
18 mailles
1 pouce
Support maillé (tamis).Composé de 18 maillesau pouce linéaire.Feuilles ou disques
DOC. NORTON
DOC. NORTON
une lettre 1er chiffre 2e chiffre 3echiffre
Exemple H 2 1 1
Support Distribution N° d’ordreSignification et Abrasif des Usage du
collage grains fabricant
DOC. NORTON
■ NATURE DE L’ ENCOLLAGE
Bonne adhésion,souplesse
Craignent l’échauffementet l’humidité
Très forte adhésion
Résistent à l’échauffement
COLLESSYNTHÉTIQUES
COLLESNATURELLES
H 2 1 1
A Papiers A, B, et C tous collages
G Papier E encollage naturel
H Papier E et F encollage résine
T Papiers imperméables
K Toiles J et X encollage naturel
R Toiles J et X et Y encollage résine
W Toiles imperméables
S Combinaison et toile W
F Fibres
Q Autres produits (non tissé, mailles)
E Toile polyester (Émerald)
■ NATURE DU SUPPORT
H 2 1 1
Abrasif
Support
LIANT
2e couche
1re couche
SUPPORT
978271353446_361_372_MB 6/06/13 17:03 Page 361

GRAINS
ABRASIFS
ENCOLLAGES(suite)
2 couches de colles naturelles
2 couches de résines synthétiques
1 couche de chaque
362
Abrasifs
■ FLEXAGE
AVANT
■ TYPES D’ENCOLLAGE
• Les buts du flexage sont :– d’assouplir les produits afin qu’ilspuissent épouser les formes de lamachine ou des pièces à usiner.
– de donner au produit une action decoupe continue, en permettant l’arra-chement des grains usés.
SUPPORT
Application en 2 couches
APRÈS
■ NATURE DE L’ABRASIF
1 Oxyde d’aluminium blanc
2 Autres oxydes d’aluminium
4 Carbure de silicium
5 Grenat
6 Émeri, oxyde de fer
7 Quartz, silex
8 Oxyde de zirconium
9 Abrasif céramique (Type NORTON SG)
H 2 1 1
■ AGREGATSUn grain AGREGAT est composé deplusieurs grains agglomérés entreeux, prolongeant la durée de vie duproduit.
Pour obtenir le même fini qu’avec ungrain 120, il faut utiliser un grainAGREGAT 180.
Émeri, silex grenat, crocus …
Produits économiques, travail manuel
Oxyde d’aluminium, carbure de silicium,oxyde de zirconium, abrasif céramique.
Échelle de Mohs
NATUREL
FABRIQUÉS
DURETÉ
����������������������������������������������������������������������������
SUPPORT
Traitement anti-encrassant�(Stéarate de zinc)
Utilisation sur des apprêts, vernis, peintures …Produit de couleur blanche ou saumon
■ DISTRIBUTION DES GRAINS
H 2 1 1
OPK : Travail du bois et des matériaux encras-sants ; alliages, caoutchouc, plastiques…
Chiffre IMPAIR : Distribution OUVERTEOPENKOTE H211 – H213
OPK : Openkote30 à 60% de la surfacecouverte, laissant la placelibre pour les copeaux.
CLK : Travail du métal.
Chiffre PAIR : Distribution SERRÉECLOSEKOTE R822 – T444
CPK : Closekote100% de la surface cou-verte, présentant un maxi-mum d’arêtes de coupe.
978271353446_361_372_MB 6/06/13 17:03 Page 362

GRAINS(suite)
EXEMPLEDE
PAPIERABRASIF
363
Finition des ouvrages■ ÉCHELLES GRANULOMÉTRIQUES
Grosseur FEPA US Granulométries spécialesen Euro- Améri- Emery Emery Silex
microns péenne caine A621 K625 A726
1200 ––– P 16 16
900 ––– P 20 20
690 ––– P 24 24
580 ––– P 30 30
490 ––– P 36 36 6
380 ––– P 40 40 5
310 ––– P 50 50 4
240 ––– P 60 60 3
180 ––– P 80 80 1
145 ––– P 100 100 0
110 ––– P 120 120 2/0
90 ––– P 150 150 3/0
73 ––– P 180 180 3 TRÈS FIN
60 ––– P 220 220 2 K624crocus
59 ––– P 240 etW445
POLISHING
53 ––– P 280 240
46 ––– P 320
28041 ––– P 360 1
35 ––– P 400
30 ––– P 500
25 ––– P 600
22 ––– P 800 400
19 ––– P 1000 500 3/0
15 ––– P 1200 600 4/0
TRÈS GROS
GROS
MOYEN
FIN
2/0
0360
2
Échelle FEPA : Européenne : P220Échelle CAMI : Américaine : P220
DOC. NORTON
■ GROSSEUR DES GRAINS
Norme FEPA
Nombre de mailles du tamis aupouce linéaire :
25,4Grain 24 = ææ @ 1 mm
24
1 mm
25,4 mm
H214 :H : Papier E et F encollage résine(E : 220 g/m2 ; F : 250 g/m2)2 : Abrasif = oxydes d’aluminium1 : Chiffre impair = distribution des
grains ouverte4 : N° d’ordre du fabricant
3 07 :fabriqué en 1993 durant la 7e semaine
P 80 :grains de 180 microns
978271353446_361_372_MB 6/06/13 17:03 Page 363

60 80 100 120 150 180 220 240 280 320 360 400 500 600 800 1000 1200 CODE16 20 24 30 36 40 50
364
Abrasifs
■ PRODUITS ET GROSSEURS DE GRAIN
60 80 100 120 150 180 220 240 280 320 360 400 500 600 800 1000 1200 CODE
CODE SUP- LAR-PORT GEUR
UTILE 16 20 24 30 36 40 50
DOC. NORTON
NUMÉROS DE GRAINS DISPONIBLES
• • • • • • • • • A 212
• • • • • A 213
• • • • • • • • • • • A 219
• • • • • • A 252
• • • • • • • • • • • • • • A 276
• • • • • • A 413
• • • • • • • A 423
• • • • • • A 455
• • • • • • A 511
3 - 2 - 1 - 0 - 2/0 - 3/0 - 4/0 A 621
6 - 5 - 4 - 3 - 2 - 1 - 0 - 2/0 - 3/0 A 726
• • • • • • • • • • A 855
• • • • • • • • G 121
• • • • • • • • • • G 123
• • • • • • • • • G 422
• • • • • • • • H 211
• • • H 231
• • • • H 425
• • H 815
• • • • • • • H 822
• • • • • • • • • • • • • • • • • T 221
• • • • • • • • • • • T 421
• • • • • • • • T 444
• • • • • T 445
S 413
• • • • • S 422
• • • • • S 448
• • S 948
• • F 225
• • F 226
• • • • F 425
• • • • F 827
• • • • F 944
• • • • • • • Q 222
• • Q 421
PAPIERS LÉGERS
A 212 A Feuilles Gr. U.S.
A 213 C 920 • • •
A 219 B Feuilles Gr. U.S.
A 252 C Feuilles Gr. U.S. • • •
A 276 B/D 1150
A 413 A Feuilles Gr. U.S.
A 423 C 1220
A 455 D 1400
A 511 A Feuilles
A 621 C Feuilles Échelle spéciale
A 726 B 230 X 390 Échelle spéciale
A 855 B 1150
« PAPIERS E » ENCOLLAGE NATUREL
G 121 E 1420 • • •
G 123 E 1220/1550
G 422 E 1420
« PAPIERS E » ENCOLLAGE RÉSINE
H 211 E 1420
H 231 F 1420 • •
H 425 E 1420 • • •
H 815 E 1150 •
H 822 F 1420
PAPIERS IMPERMÉABLES
T 221 B/C 1150
T 421 B 1150
T 444 B 1150
T 445 D 1150
COMBINAISON
S 413 CN 1400 • • • •
S 422 CN 1400 • • • • •
S 448 CN 1430 • • •
S 948 CN 1430 • •
FIBRES
F 225 60 Disques
F 226 75 Disques • • • • •
F 425 60/75 Disques • •
F 827 60/75 Disques • • •
F 944 75 Disques • • •
DIVERS
Q 222 N.T. 1180 •
Q 421 Mailles Feuilles
978271353446_361_372_MB 6/06/13 17:03 Page 364

60 80 100 120 150 180 220 240 280 320 360 400 500 600 800 1000 1200 CODE16 20 24 30 36 40 50
365
Finition des ouvrages■ PRODUITS ET GROSSEURS DE GRAIN (suite)
60 80 100 120 150 180 220 240 280 320 360 400 500 600 800 1000 1200 CODE
CODE SUP- LAR-PORT GEUR
UTILE 16 20 24 30 36 40 50
1 seul grain (super finition) K 624
Très gros - Gros – Moyen – Fin – Très fin K 625
• • • • • • • • • • • • R 222
• • R 223
• • • • • • R 226
• • • • • R 226
• • • • • • R 227
• • R 243
• • • • • • • R 247
• • • • • • • • • • • R 265
• R 266
• • • • • • • • R 270
• • • • • • • • • • • R 287
• • • • R 426
• • • • • • • • R 427
• • • • • • • • • • R 445
• • • • • R 470
• • • • R 817
• • • • • R 822
• • • • • • R 823
• • R 826
• R 845
• • • • • • R 902
• • • • • • R 945
• • • • • • • R 949
• • • • R 981
• • • • R 984
• • • • W 421
• W 427
1 seul grain liège pour le verre W 445
• E 864
DOC. NORTON
NUMÉROS DE GRAINS DISPONIBLES
TOILES ENCOLLAGE NATUREL
K 624 J Feuilles
K 625 J Feuilles Échelle spéciale
TOILES ENCOLLAGE RÉSINES
R 222 J 1150 • • •
R 223 X/Poly 1400
R 226 J 980
R 226 J 1200
R 227 X 1400 • • • •
R 243 Y/Poly 1400 • • • •
R 247 Y/Poly 132
R 265 X 1400
R 266 X 1400 • •
R 270 X/Y/ Poly 1400
R 287 J 1400
R 425 J 1400
R 427 X 1400 • • • •
R 445 X/Y/ Poly 1400
R 470 X/Y/ Poly 1400
R 817 Y/Poly 1400 • • • •
R 822 X 1400 • • • •
R 823 X/Poly 1400
R 826 Y/Poly 1400 • • •
R 845 Y/Poly 1400 • • • •
R 902 J 1150
R 945 J/Poly 920
R 949 X/Poly 1320 •
R 981 Y/Poly 1320 • • •
R 984 Y/Poly 1320 • • •
W 421 X/Poly 1320
W 427 X 1320 Gr. U.S.
W 445 X/Poly 1320
E 864 EM 1320 • • • •
978271353446_361_372_MB 6/06/13 17:03 Page 365

Machineset
opérations
Ponçage Ponceuse Ponceuse BandesMatériaux manuel orbitale portative longues Calibrage Finition
Peinture / Vernis A 276 A 276 A 423/A 455 A 455
Apprêts A 855/A 276 A 855/A 276 A 455 A 455
Bois durs A 212/A 213 H 231/H 211 R 227 H 822/H 211 H 231 H 211
Bois tendres / résineux A 212/A 213 H 231/H 211 R 227 H 231/H 211 R 817/H 231 H 211
Agglomérés R 227 S 448 S 422/S 448
EXEMPLESD’APPLICATION
366
Abrasifs
Bandes larges
DOC. NORTON
Produit Papier Encollage Abrasif Distribution Couleur Grains Utilisation
A 212 Asouple 100 à 320 – 400
A 213 C 36 à 150semi- souple
A 219* B Semi- Corindon Espacée Beige (1) 80 à 4001) Dim. semi- résinespéciales souple220 ¥ 270 mm
A 276* B Double Corindon Espacée Saumon 80 à 800semi- résinesouple
A 413* A Semi- Carbure de Espacée Blanc (1) 150 à 320souple résine Silicium
A 455* D Naturel Carbure de Espacée Blanc (1) 180 à 320 – 400résistant Silicium
A 621 C Naturel Émeri Serrée Noir 3 à 4/0semi- souple
Bleu
A 726 Éco- Naturel Silex Serrée Beige 6 à 3/01) Dim. nomique clairspéciales230 ¥ 390 mm
A 855 B Double Norzon Espacée Bleu 80 à 320 – 400semi-souple résine
H 425 Papier E Semi- Carbure de Serrée Noir 36 à 1202) Dim. résistant résine Siliciumspéciales230 ¥ 680 mm
H815 E Double Norzon Espacée Bleu 40 – 60 – 80résistant résine
Choix de feuilles (230 X 280)
BOIS, APPRÊTS, PEINTURES.
APPRÊTS, ÉGRENAGE de vernis.
Ponçage, égrenage bois, apprêts,vernis, peintures, métalFinition EXCELLENTE.
LAQUES, VERNIS sur bois.PEINTURES et APPRÊTS sur métalquand l’abrasif n’est pas en contactavec le métal.
ÉGRENAGE de vernis polyesterset polyuréthanes.
SUPER FINITION des métaux (métal-lographie, orfèvrerie, bijouterie).
Bois, plâtre, vieilles peintures.
Bois, fibre de verre, métal, apprêtsvernis, peintures, produits très agressifs.
PONÇAGE des parquets, bois durs,caoutchoucs, plastiques.
Bois, fibre de verre, métal, apprêtsvernis, peintures, produits très agressifs.
Naturel Corindon Espacée Beige
(1) Traitement NO-FIL anti-encrassant1) Feuille2) Parallélogramme
978271353446_361_372_MB 6/06/13 17:03 Page 366

12.2 PRODUITS DE FINITION (1)Finition des ouvrages
• LiantSubstance filmogène constituée de résinesnaturelles ou organiques de synthèse.
• Solvant-diluantLiquides (eau ou dérivés de la pétrochimie)aptes à dissoudre ou à tenir en dispersionstable les liants et les pigments.
• PigmentSubstance colorante, organique ou minérale,insoluble dans les solvants et liants. Il confèrela couleur et le pouvoir couvrant.
• ColorantSubstance organique naturelle ou de synthèsesoluble dans les solvants et liants. Les solu-tions obtenues sont transparentes.
• ChargesSubstance minérale couvrante ou transpa-rente, ayant des propriétés différentes des pig-ments. Elle confère au film sec des caractéris-tiques spécifiques.
• PlastifiantSubstance non réactive, le plus souvent orga-nique de synthèse, qui s’ajoute au produit pourconférer au film sec des caractéristiques desouplesse et d’adhérence.
• AdjuvantSubstance liquide ou solide, le plus souventorganique de synthèse, incorporée à faibledose dans un produit pour améliorer certainescaractéristiques.
L’utilisation de produits de finition intervient dans l’esthétique des ouvrages en bois et assure leur protectioncontre les agressions physiques, chimiques ou biologiques.
CONSTITUANTS
367
PRODUITS
(1) SOURCE POUR L’ENSEMBLE : « AMEUBLEMENT ET PRODUITS DE FINITION », FIPEC – CERIPEC – EURO CLIFAL
• TeinteSolution transparente ou semi-opaque –Rehausse le veinage du bois ou unifie la cou-leur.
• PatineVariante de teinte appliquée sur un fond inco-lore ou pigmenté. Elle doit être obligatoirementprotégée par un vernis de finition ou une cire.
• IsolantIsole la finition de son support pour éviter desréactions chimiques indésirables.
• Couches de fondBouche-pores : dispersion de charges miné-rales transparentes dans un liant résineuxdestiné à boucher les pores du bois.
Enduit : dispersion de charges et/ou depigments ayant la consistance d’un mastic.
Vernis de fond : appelé aussi « fond-dur » . Ilassure le remplissage partiel ou total du sup-port et permet l’adhérence du vernis de finition.
Apprêt : vernis de fond pigmenté et chargé.Employé avant une finition laquée.
• CatalyseurSubstance chimique incorporée au momentde l’emploi permettant le durcissement duproduit.
• FinitionVernis de finition : appliqué seulement en der-nière couche. Il donne l’aspect final au support.Il doit obligatoirement s’appliquer sur un fondapproprié.
Laque : vernis de finition pigmenté.
• Vernis bicoucheProduit hybride pouvant être utilisé commecouche de fond et couche de finition.
• DiluantMélange de solvants volatils. Il permet l’ajuste-ment de la viscosité des produits au momentde l’emploi. Il a une influence sur l’aspect et leséchage du film.
• CiresPolymères cireux d’origine naturelle ou synthé-tique en dispersion dans des solvants.
• DurcisseurRésine réactive permettant d’obtenir le durcis-sement chimique de certains produits.
• AdditifsSubstances organiques ou minérales qui,ajoutées au produit, en améliore les caractéri-stiques d’application et/ou les propriétésphysico-chimiques finales.
978271353446_361_372_MB 6/06/13 17:03 Page 367

Produits
à l’alcool
368
FAMILLESDE PRODUITS
Produits de finition
Dissolutions de résines – Application essentiellement manuelle –Performances du film faibles
Produits
nitrocellulosiques
Extrême facilité d’emploi – Rapidité de séchage – Facilité de ponçageApplication avec tous les matériels – Vie en pot limitée – Facilité deréparation – Résistance faible aux produits chimiques – Résistancemécanique moyenne – Extrait sec relativement faible à l’application –Affaissement dans le pore
Dispersions aqueuses acryliques – Contient peu ou pas de solvantsorganiques – Ininflammables et toxicité réduite – Les fibres de bois serelèvent – Application délicate – Coût énergétique plus élevé enséchage en tunnel – Lenteur du séchage en cas d’humidité élevée oude basse température de l’air ambiant
Produits
hydrodiluables
Mélamine, mélamine-formol, urée-formol
• Produits à catalyse acideDeux composants – Mélange du produit avec un catalyseur – Lemélange présente une durée limitée – Le catalyseur est constituéd’une solution acide – Odeur piquante lors de l’application (formol) –Installation d’aspiration efficace nécessaire – Risque de faïençageavec un excès de catalyseur • Vernis à un composantLe catalyseur est incorporé – Ils sont « précatalysés » – Sèchent rapi-dement du fait de leur forte teneur en liant à séchage physique et deleur extrait sec plus faible – Films moins résistants et pouvoir garnis-sant plus faibles que ceux des vernis à deux composants
Produits
aminoplastes
Produits à deux composants – Réaction de résines contenant desréactifs dits hydroxyles avec d’autres contenant des groupes réactifsdits isocyanates – Il existe des polyuréthannes qui ne sont pas cataly-sés – Résistance élevée aux produits chimiques – Excellente dureté etbonne résistance à la rayure – Respect des proportions de mélange –Stockage des durcisseurs à l’abri de l’humidité – Contrôle de la visco-sité en cours d’opération
Produits
polyuréthannes
Combinaison de produits à base de résines polyesters insaturés avecdes monomères vinyliques – Très fort extrait sec – Bonne résistancechimique – Transparence élevée – Stabilité de stockage limitée –Exigence de conditions d’application et de mise en œuvre rigoureuse –Ponçage manuel difficile – Sensibilité aux chocs et réparation délicate
Produits
polyesters
On distingue deux catégories de produits U.V. : les polyesters et lesacryliques – Réactivité supérieure aux polyesters – Stabilité de la vis-cosité en machine à température constante – Plus grand rendement àgrammage égal déposé – Possibilité de formuler des produits avec unjaunissement moindre – Bon mouillage du pore du bois – Bonnerésistance mécanique du produit – Nécessité de prendre des précau-tions lors des manipulations – Dans le cas d’application au pistolet,des solvants organiques sont ajoutés aux produits
Produits
photopolyméri-
sables U.V.
(ultraviolet)
Types de produits Caractéristiques
978271353446_361_372_MB 6/06/13 17:03 Page 368

Pro
duits
Am
inop
last
esP
hoto
poly
mér
isab
les
Pré
-B
i-P
olye
ster
ssa
ns s
olva
ntà
solv
ants
Pro
prié
tés
cata
lysé
sco
mpo
sant
s
Séch
age
Phy
siqu
eP
hysi
que
Phy
siqu
e P
hysi
que
Phy
siqu
eP
hysi
que
Chi
miq
ueC
him
ique
Phy
siqu
eet
chi
miq
ueet
chi
miq
ueet
chi
miq
ueet
chi
miq
ueet
chi
miq
ue
Vite
sse
Rap
ide
Rap
ide
Moy
enne
R
apid
e R
apid
eM
oyen
neM
oyen
ne
Inst
anta
née
Très
rapi
dede
séc
hage
à m
oyen
neà
moy
enne
à le
nte
à m
oyen
neà
moy
enne
a le
nte
à le
nte
Extr
ait s
ec
15 à
25
15 à
40
30 à
50
15 à
35
20 à
50
20 à
50
90 à
100
100
25 à
60
à l’e
mpl
oi (%
)
Stab
ilité
au
stoc
kage
Bon
neB
onne
Bon
neM
oyen
neB
onne
Bas
e: B
onne
Lim
itée
Lim
itée
Moy
enne
(15°
C <
T <
25°
C)
(cra
int l
e ge
l)D
urci
s.: l
imité
e
Dur
ée d
e vi
e en
pot
––
–6
moi
s2
à 48
h30
’ à 2
4h
15’ à
1he
ure
––
Pou
voir
garn
issa
ntFa
ible
Fa
ible
Moy
enM
oyen
B
onM
oyen
Exce
llent
Exce
llent
Très
bon
à m
oyen
à m
oyen
à bo
nà
bon
Rés
ista
nce
Mau
vais
eFa
ible
Faib
le
Ass
ez
Bon
neTr
ès b
onne
Bon
neB
onne
B
onne
chim
ique
à bo
nne
bonn
eà
très
bon
ne
Rés
ista
nce
aux
Faib
leFa
ible
Moy
enne
Bon
neB
onne
Très
bon
neB
onne
Bon
ne
Bon
neag
ents
dom
estiq
ues
à tr
ès b
onne
Tenu
e à
l’eau
Mau
vais
eFa
ible
Moy
enne
M
oyen
neM
oyen
neB
onne
Bon
neB
onne
B
onne
à bo
nne
à tr
ès b
onne
Rés
ista
nce
Faib
leM
oyen
neM
oyen
ne
Bon
neB
onne
Très
bon
neM
oyen
neM
oyen
ne
Moy
enne
m
écan
ique
à bo
nne
à bo
nne
à bo
nne
Rés
ista
nce
Faib
leM
oyen
neB
onne
Moy
enne
B
onne
Très
bon
neFa
ible
Bon
ne à
Bon
neau
x ch
ocs
à bo
nne
très
bon
ne
Rés
ista
nce
Faib
leM
oyen
neB
onne
Bon
neTr
ès b
onne
Bon
neFa
ible
Bon
neB
onne
à la
ray
ure
Faci
lité
de r
épar
atio
nEx
celle
nte
Bon
neM
oyen
neB
onne
Mau
vais
eM
auva
ise
Mau
vais
eM
auva
ise
Mau
vais
e
Pon
çabi
lité
–B
onne
Moy
enne
Moy
enne
M
oyen
neB
onne
Moy
enne
M
oyen
neD
iffic
ileà
bonn
eà
bonn
eà
diffi
cile
à di
ffici
le
369
CARACTÉRIS-TIQUES
DES PRODUITS
Finition des ouvrages
Ces indications représentent des valeurs moyennes.
Vern
isà
alco
olN
itro-
cellu
losi
ques
Hyd
ro-
dilu
able
sP
olyu
réth
anne
s
978271353446_361_372_MB 6/06/13 17:03 Page 369

370
PROCESSUSDE FINITIONS
À PORESOUVERTS
Produits de finition
Décoloration
Processus
Ouverture des pores à la brosseVieillissement artificiel, etc.
Ponçage
Mise en teinte
Séchage
Isolation
Produit de fond
Séchage
Ponçage, égrenage
Mise en patine
Séchage
Jexage
Produit de finition
Séchage
Égalisation, jexage, cire
Vernis
Séchage
Transparentes
Finitions
Pigmentées
Habituel Occasionnel Habituel Occasionnel
978271353446_361_372_MB 6/06/13 17:03 Page 370

Ponçage, égrenage
Mise en patine
Séchage
Égrenage
Mise en patine
Séchage
Égalisation, jexage, cire
Vernis
Séchage
Ponçage, polissage, lustrage
Jexage
Produit de finition
Séchage
Égrenage
Mise en teinte
Séchage
Isolation
Produit de fond
Séchage
Masticage
Décoloration
Vieillissement artificiel, etc.
Ponçage
Bouche-porage
371
PROCESSUSDE FINITIONS
À PORESFERMÉS
Finition des ouvrages
Processus
Transparentes
Finitions
Pigmentées
Habituel Occasionnel Habituel Occasionnel
978271353446_361_372_MB 21/06/13 9:08 Page 371

372
PROTECTIONET
MISE ENŒUVRE
Produits de finition
Meubles
• pour l’habitat (armoire,chevet, lit,bibliothèque, buffet) :– contemporain – X – XX XXX XXX XXX XXX P1/P2/MR/C– style et rustique X X – – – XXX – – M/P1/P2• anciens X X – – – XXX – – M/P1• de bureau – – – – XXX XXX XXX XXX P1/P2/MR/C• de compléments,petits meubles, horloges X X – XX XXX XXX – – M/P1/P2/MR/C• collectivités (hôtels,hôpitaux, restaurants) – – – XX XXX XXX – XXX P1/P2/MR/C• de cuisine – – – XX XXX XXX – XXX P1/P2/MR/C• par éléments – X – XX XXX XXX XXX XXX P1/P2/MR/C• pour enfants et jeunes – X – XX XXX XXX – XXX P1/P2/MR/C• de laboratoire – – – – – XXX – – P1/MR/C• en osier – X XX – – XXX – – P1/P2/TR• de rangement – X – XX XXX XXX – XXX P1/MR/C• en rotin – X XX – XX XXX – – P1/P2/TR• de salle de bains – – – X X XXX XXX XXX P1/P2/MR• scolaire – – XX – XXX XXX – XXX P1/MR
Sièges
• pour l’habitat (chaises,canapés, fauteuils) :– contemporains – X X XX XXX XXX – XXX P1/P2– style et rustique X X – XX XXX XXX – XXX M/P1/P2• de bureau – – – XX XXX XXX – XXX P1/P2• de collectivités – – – XX XXX XXX – XXX P1/P2• de cuisine – – – XX XXX XXX – XXX P1/P2
Agencement de magasins – – – X XX XXX – XXX M/P1/MR/CAccessoires de cuisine etsalles de bains – – – – – XXX – XXX P1/P2Articles tournés et sculptés – X – XX – XXX – – P1/P2/TR/ToCadres – X – – – XXX – XXX P1/TR/FCercueils – – – – – XXX XXX XXX M/C/P1Cloisons(fixes et transformables) – X – XX XX XXX – XXX P1/MR/CInstruments de musique X X – XX – XXX XXX – M/P1/MRLambris (intérieur) – X XXX XX XX XXX – XXX P1/MR/C/FLuminaires – X – X XX XXX – – P1/P2/TRMoulures et baguettes – X – X – XXX – XXX P1/+P2/MR/FPoignées – X – XX XX XXX – – P1/P2/TR/ToRayonnages étagères – X – XX XXX XXX – XXX P1/MR/CTringles etAnneaux de rideaux – X – – – – – XXX P1/To/FPanneaux décoratifs – – – X XX XXX XXX XXX P1/MR/C
Tableau de choix de solutions de protection et mise en œuvre en fonction des domainesd’application et des familles de produits
– = protection sans objetX = protection normaleXX = protection élevée, bonneXXX = protection très bonne ou supérieure
Àl’alcool
Nitro-cellulo-siques
Hydrodiluables
Mono-compo-sants
(précata-lysés)
Deuxcompo-sants
Polyuré-thannes
Poly-esters
Photo-polymé-risables
Application
Miseen œuvreDomaines
d’application
Famillesde produits
Aminoplastes
M = application manuelle (tampon, mèche, brosse, rouleau…)P1 et P2 = application par pulvérisation :
P1 = classique ;P2 = électrostatique
MR = application à la machine à rideauTr = application par trempage (manuel ou mécanique)C = application au cylindre (machine à cylindre, reverse…)To = application au tonneauF = application à la filière.
DOC. FIPEC
978271353446_361_372_MB 6/06/13 17:03 Page 372

■ PIÈCE Surfaces : S1 – S2 – S3
■ PIÈCE Surfaces : S1’ – S2’ – S3’
S1’ S2’ S3’
S1 – S1’1
Un assemblage est l’ensemble des moyens techniques qui assurent la réunion de deux ou plusieurséléments pour constituer un sous-ensemble ou la totalité d’un ouvrage.
Considérons les pièces et devant être assemblées et précisons les contacts possiblesentre leurs trois surfaces de référence.
ANALYSECOMBINATOIRE
DESASSEMBLAGES
13.1 ANALYSE COMBINATOIRE DES ASSEMBLAGES DE 2 PIÈCES
13 LIAISONS – ASSEMBLAGES
373
S1
S1 – S2’2 S1 – S3’3
S2 – S1’4 S2 – S2’5 S2 – S3’6
S3 – S1’7 S3 – S2’8 S3 – S3’9
S2
S3
A B
A B
AB
VOIR “ANALYSE COMBI-NATOIRE”, PAGE 475.
978271353446_373_386_MB 7/06/13 11:24 Page 373

CLASSIFICA-TION DES
ASSEMBLAGES
CRITÈRES DECHOIX
374
Analyse combinatoire des assemblages de 2 pièces
■ CONDITIONS À REMPLIR POUR UN ASSEMBLAGE
SOLIDITÉ
SIMPLICITÉ
ESTHÉTIQUE
Résistance aux efforts sans déformation
Rapidité d’exécution (coût réduit)
Traces extérieures réduites et discrètes
■ ASSEMBLAGES EN BOIS DE TRAVERS
• fig. a Liaisons de croisement sur plat
• fig. b Liaisons de croisement sur chant5
1
Solutionsréciproques
a – d’angle
b – de rencontre
a – d’angle
b – de rencontre
■ ASSEMBLAGES EN BOIS DE FIL
• fig. b Liaisons d’épaississement1
Solutionsréciproques et liaisons à plans perpendiculaires
a – d’angle
b – de rencontre
• fig. b Liaisons d’élargissement5
■ ASSEMBLAGES EN BOIS DE BOUT
• fig. a et fig. b Liaisons d’allongement99
et liaisons dans le même plan
et liaisons à plans perpendiculaires
■ CRITÈRES DE CHOIX D’UN ASSEMBLAGE
Il existe en menuiserie une multitude d’assemblages plus ou moins complexes, il convient de faireun choix judicieux en fonction :
– du sens du fil du bois
– des contraintes mécaniques : traction, compression, cisaillement
– de l’esthétique recherchée
– du facteur économique.
3 7
6 8
2 4
978271353446_373_386_MB 7/06/13 11:24 Page 374

SOLUTIONS TECHNOLOGIQUES
375
■ LIAISONS DE CROISEMENT SUR PLAT a
1 Assemblage à mi-boisPeu solide, retrait, jeu. Constructions rustiques.
2 Croix de Saint-AndréRetrait, jeu inesthétiques. Constructions communes.
3 Croix de Saint-Andréavec embrèvements de renfort.
4 Assemblage à tiers boisde trois pièces.
1
■ LIAISONS À PLANS PERPENDICULAIRES, D’ANGLE ET a
1 Assemblage à feuillureConstructions rustiques. Consolidation par clouage
2 Assemblage à embrèvement avec couped'angleEsthétique, solidité limitée.
3 Assemblage à queues droitesL’équerrage n'est pas assuré. Se déboîte dans les deux sens.
4 Assemblage à queues d'arronde découvertesAssemblage résistant à la traction, mais dansun seul sens.
5 Assemblage à queues d'arronde semi-recouvertesNon apparent sur la face. Convient pour devants de tiroirs.
6 Assemblage à queues d'arronde complètement recouvertesAucun bois de bout apparent. Exécution délicate : coffrets.
73
ASSEMBLAGESEN BOIS DE
TRAVERS
Liaisons – Assemblages
1
2
3
4
1
2
3
4
5
6
978271353446_373_386_MB 7/06/13 11:24 Page 375

376
ASSEMBLAGESEN BOIS DE
TRAVERS(SUITE)
Analyse combinatoire des assemblages de 2 pièces
■ LIAISONS À PLANS PERPENDICULAIRES, DE RENCONTRE ET b
1 Assemblage à mi-boisConstructions rustiques. Travaille à la compression.
2 Assemblage à queue d'arronde passante à platTravaille à la traction.
3 Assemblage à queue d'arrondeborgne à platBois de bout caché.
4 Assemblage à queue d'arronde enboutTravaille à la compression.
5 Assemblage à tenon et mortaise débouchantsMenuiserie courante. Travaille à la compression et à la torsion.
6 Assemblage à tenon et mortaiseborgneMenuiserie fine. Bois de bout caché.
7 Assemblage à double tenon et mortaise sur chantBois de forte épaisseur.
8 Assemblage à double tenon et mortaise à platBois larges, mortaises trop longues.
9 Assemblage à tenon bâtard et mortaiseBois d'épaisseurs différentes.
10 Assemblage à tenon vif et mortaise découverteExige un ajustement serré.
11 Assemblage à tenon et mortaise et flottage à vifUsage courant.
12 Assemblage à tenon et mortaise et flottage encastréL'esthétique et la solidité sont améliorées.
73 1
2
3
4
5
6
7
8
9
10
11
12
978271353446_373_386_MB 7/06/13 11:24 Page 376

377
ASSEMBLAGESEN BOIS DE
TRAVERS(SUITE)
Liaisons – Assemblages■ LIAISONS DANS LE MÊME PLAN,D’ANGLE ET b
• Liaisons d’angle à arasements droits
1 Assemblage à mi-boisConstructions sommaires. Auxiliaires de consolidation nécessaires.
2 Assemblage à enfourchementRéalisation et montage faciles.
3 Assemblage à enfourchementdoubleTrès solide bien collé.
4 Assemblage à enfourchementdouble couvertBois de bout caché.
5 Assemblage à tenon et mortaiseavec épaulementMenuiserie courante.
6 Assemblage à tenon et mortaise etflottage à vifBois d'épaisseurs différentes.
7 Assemblage à tenon et mortaise etflottage encastréÉtanchéité du joint améliorée.
8 Assemblage à tenon et mortaise etflottage encastré à fleurAméliore l'aspect d'une face de l'assem-blage.
• Liaisons d'angle à coupe d'onglet 1ou 2 parements
9 Assemblage à coupe d'ongletsimpleRaccordements de moulures.
10 Assemblage à coupe d'onglet avectourillonsRéalisation facile.
11 Assemblage à coupe d'onglet àfaux tenon d'équerreRéalisation délicate.
86 1
2
3
4
5
6
7
8
9
10
11
978271353446_373_386_MB 7/06/13 11:24 Page 377

378
12 Assemblage à coupe d'onglet àfaux tenon sur angleMontage aisé.
13 Assemblage à coupe d'onglet àpigeonConsolidation visible.
14 Assemblage à coupe d'onglet àfausse languetteRéalisation facile.
15 Assemblage à coupe d'onglet àrainure et languetteRéalisation plus délicate.
16 Assemblage à coupe d'onglet àmi-boisAssemblage économique.
17 Assemblage à coupe d'onglet àenfourchement simple à un parement
18 Assemblage à coupe d'onglet àenfourchement simple à deux pare-ments
19 Assemblage à coupe d'onglet àenfourchement double
20 Assemblage à coupe d'onglet àtenon et mortaise avec onglet flotte
21 Assemblage à coupe d'onglet àtenon et mortaise découverts à deuxparements
22 Assemblage à coupe d'onglet àtenon et mortaise couverts à deuxparements
23 Assemblage à coupe d'onglet àenfourchement à 2 parements
ASSEMBLAGESEN BOIS DE
TRAVERS(SUITE)
Analyse combinatoire des assemblages de 2 pièces
12
13
15
17
19
21
23
14
16
18
20
22
978271353446_373_386_MB 7/06/13 11:24 Page 378

379
■ LIAISONS À PLANS PERPENDICULAIRES, DE RENCONTRE
ET a
1 Assemblage à languette normaleRéalisation délicate.
2 Assemblage à languette bâtardeSolidité limitée.
3 Assemblage à embrèvement etcoupe d'angleQualité esthétique.
4 Assemblage à languette double,une pièce en saillieSolidité excellente.
5 Assemblage à languette bâtarde,une pièce en saillieSolidité relative.
6 Assemblage à double languette,une pièce en retraitExcellente solidité.
7 Assemblage à simple languette, unepièce en retraitFacile, solide.
8 Assemblage à rainure et languette,dièdre obtusJoint visible.
9 Assemblage à fausse languette,dièdre obtusEsthétique, solide.
42
ASSEMBLAGES EN BOIS DE FIL
Liaisons – Assemblages
1
2
3
4
5
6
7
9
8
978271353446_373_386_MB 7/06/13 11:24 Page 379

380
■ LIAISONS D’ÉLARGISSEMENT b
1 Assemblage à plat jointRéalisation facile et économique.
2 Assemblage à grain d'orgeÉtanche à la lumière.
3 Assemblage à feuillureConstructions rustiques.
4 Assemblage à rainure et languette à2 parements Résistant.
5 Assemblage à rainure et languettesimple parementParquets.
6 Assemblage à rainure et languette àbaguetteLambris.
7 Assemblage à double rainure et lan-guetteSolidité excellente
8 Assemblage à fausse languetteExécution facile.
5
ASSEMBLAGES EN BOIS DE FIL
(SUITE)
ASSEMBLAGES EN BOIS DE
BOUT
Analyse combinatoire des assemblages de 2 pièces
■ LIAISONS D'ALLONGEMENT a
1 Assemblage en siffletPour tous éléments en applique.
2 Assemblage en sifflet avec fausselanguetteAffleurement soigné.
3 Assemblage à paume carrée arasements obliquesExécution rapide.
9
1
2
3
1
2
3
4
5
6
7
8
978271353446_373_386_MB 7/06/13 11:24 Page 380

381
4 Assemblage à enfourchementsimpleRésistant.
5 Assemblage à trait de Jupiter à platdes menuisiersExécution délicate.
6 Assemblage à trait de Jupiter àchant oblique des charpentiersExcellente résistance.
7 Assemblage à tourillonsExécution facile.Peu solide.
8 Assemblage sur anglesJoints en partie dissimulés. Travaux de restauration.
9 Assemblage à double queued'arondeTravaux d'ébénisterie.
ASSEMBLAGES EN BOIS DE
BOUT(SUITE)
ASSEMBLAGES EN BOIS DE FIL
ET BOIS DEBOUT
Liaisons – Assemblages
■ LIAISONS DE REMPLISSAGES –PANNEAUX ET CADRES
1 Assemblage à glace à un parement(Molet)
2 Assemblage à glace à 2 parements
3 Assemblage arasé à un parement
4 Assemblage arasé à deux pare-ments
4
5
6
7
1
2
3
4
8
9
978271353446_373_386_MB 7/06/13 11:24 Page 381

382
5 Assemblage à table saillante
6 Assemblage à plate bande à unparementMoulure à petit cadre.
7 Assemblage à plate bande à deuxparementsMoulures à petit cadre.
8 Assemblage à grand cadre simpleparement à élégie
9 Assemblage à grand cadre simpleparement à embrèvement
10 Assemblage à grand cadre doubleparement à embrèvementMoulures symétriques.
11 Assemblage à grand cadre doubleparement à embrèvementMoulures asymétriques.
12 Assemblage à petit et grand cadre
ASSEMBLAGES EN BOIS DE FIL
ET BOIS DEBOUT(SUITE)
Analyse combinatoire des assemblages de 2 pièces
5
6
7
8
9
10
12
11
978271353446_373_386_MB 7/06/13 11:24 Page 382

Liaisons – Assemblages
ASSEMBLAGETENON
MORTAISED’ANGLE
13.2 ASSEMBLAGES TENON ET MORTAISE
ASSEMBLAGETENON
MORTAISE DERENCONTRE
■ TENON• Terminologie tenon1. chant du tenon2. joue du tenon3. about du tenon4. arasement du tenon
• Caractéristiques dimensionnellesL.t : longueur (L.t = P.m – 3 mm)l.t : largeur (l.t = L.m)e.t : épaisseur (e.t = l.m – 0,2 mm)
• Positionnement sur les boisJ.t : distance de SR 1 à la 1re joue dutenonC.t : distance de SR 3 à l’arasementdu tenon
■ MORTAISE• Terminologie mortaise1. about de la mortaise2. joue de la mortaise3. fond de la mortaise
• Caractéristiques dimensionnellesP.m : profondeur (P.m = l.b – 3 l.b/10)L.m : longueurl.m : largeurl.m = 1/3 de e.b pour e.b � 45 mml.m = 1/5 de e.b pour e.b � 45 mme.b : épaisseur du boisl.b : largeur du bois
• Positionnement sur les boisJ.m : distance de SR 1 (ou SR 2) à la1re joue de la mortaise.C.m: distance de SR 3 au 1er aboutde la mortaise.
■ TENON ET MORTAISE• Terminologie tenon1. épaulement2. renfort biais
• Caractéristiques dimensionnellesCote a = 1/3 de l.bCote b = 1/2 de la cote a
• Ajustements tenon-mortaiseLa cotation du tenon et de la mortaisesera tolérancée (voir cotation toléran-cée page 257).
L.t
C.tL.t
J.t.
e.t.
SR1
SR3 1
23
4
1
2
3
SR3
C.m
L.m
e.b
l.m
J.m
P.m
l.bSR1
Les assemblages tenon et mortaise sont les plus fréquemment employés dans la construction des ouvragesen bois. Le facteur essentiel de solidité de cet assemblage étant le remplissage intégral de la mortaise parle tenon, il y a lieu d’apporter le plus grand soin au traçage et à l’usinage des pièces.
383
2
l.b
b
a
1
978271353446_373_386_MB 7/06/13 11:24 Page 383

13.3 ASSEMBLAGES MODIFIÉS
384
ASSEMBLAGEÀ TENON
ET MORTAISEAVEC
FEUILLUREÉTROITE
■ ASSEMBLAGES DE RENCONTRE
• Modification
Barberallongée
Tenon à barbe rallongée côté feuillure, ravan-cement égal à la profondeur de la feuillure.
• Modification
Barberallongée
Tenon à barbe rallongée côté feuillure, ravan-cement égal à la profondeur de la feuillure.Diminution de la largeur du tenon égale à laprofondeur de la feuillure.
■ ASSEMBLAGES D’ANGLE
• Modification
Ravancement
Aucune.
■ ASSEMBLAGES DE RENCONTRE
ASSEMBLAGETENON
ET MORTAISEAVEC
FEUILLURELARGE
■ ASSEMBLAGES D’ANGLE
• Modification
Ravancement
Diminution de la longueur de la mortaise de lavaleur de la profondeur de la feuillure.
ASSEMBLAGETENON
ET MORTAISEAVEC RAINURE
• Modification
Diminution de la largeur du tenon égale à laprofondeur de la rainure.
■ ASSEMBLAGES DE RENCONTRE ■ ASSEMBLAGES D’ANGLE
• Modification
Diminution de la longueur de la mortaise de lavaleur de la profondeur de la rainure.
978271353446_373_386_MB 7/06/13 11:24 Page 384

ASSEMBLAGEÀ TENON
ET MORTAISEAVEC RAINUREET MOULURE
À PETIT CADREÀ DEUX
PAREMENTS
ASSEMBLAGEÀ TENON
ET MORTAISEAVEC RAINUREET MOULURE
À PETIT CADREÀ UN
PAREMENT
ASSEMBLAGEÀ TENON
ET MORTAISEAVEC
FEUILLURE ET MOULURE
À PETIT CADRE
■ ASSEMBLAGES DE RENCONTRE
• Modification
Carré depropreté
Entaille debarbe
Tenon à barbe rallongée avec coupes d’ongletcôté moulure, ravancement égal à la largeurde la moulure. Barbe rallongée côté feuillure,ravancement égal à la profondeur de lafeuillure
■ ASSEMBLAGES D’ANGLE
Carré depropreté
Entaille de barbe côté moulure avec raccordsdes moulures à coupes d’onglet.
385
Liaisons – Assemblages
• Modification
■ ASSEMBLAGES DE RENCONTRE
• Modification
Couped'onglet
■ ASSEMBLAGES D’ANGLE
Ravancement
Couped'onglet
• Modification
Tenon à barbe rallongée avec coupes d’on-glet côté moulure, ravancement égal à la lar-geur de la moulure.Diminution de la largeur du tenon égale à laprofondeur de la rainure.
Entaille de barbe côté moulure avec raccordsdes moulures à coupe d’onglet.Diminution de la longueur de la mortaise de lavaleur de la profondeur de la rainure.
■ ASSEMBLAGES DE RENCONTRE
• Modification
Entaille debarbe
■ ASSEMBLAGES D’ANGLE
• Modification
Tenon à barbes rallongées avec coupes d’on-glet en parement et faux parement, ravance-ments égaux aux largeurs des moulures.Diminution de la largeur du tenon égale à laprofondeur de la rainure.
Entaille de barbes en parement et faux pare-ment avec raccords des moulures à coupesd’onglet.Diminution de la longueur de la mortaise de lavaleur de la profondeur de la rainure.
978271353446_373_386_MB 7/06/13 11:24 Page 385

13.4 ASSEMBLAGES DE PANNEAUX DE PARTICULES ET PANNEAUX DE FIBRES
386
EXEMPLESD’ASSEM-BLAGES
PLAT JOINT FAUSSE LANGUETTE TOURILLONRAINUREET LANGUETTE
MICRO-DENTURESDENTURES DOUBLESSYMÉTRIQUES TRAIT DE JUPITER
PLAT JOINT FAUSSE LANGUETTE TOURILLON OU “LAMELLO”
EMBREVEMENT PLEIN BOIS BOUVETAGE CLASSIQUE LANGUETTE BATARDE
FAUSSE LANGUETTE DOUBLE FEUILLURERAINURE ETLANGUETTE BATARDE QUEUES DROITES
QUEUES DROITESRECOUVERTES ONGLET
ONGLET ETFAUSSE LANGUETTE
ONGLET ET TOURILLON
(vue sur chant)
(vue sur chant)
978271353446_373_386_MB 7/06/13 11:24 Page 386

Tempspressionatmosphérique
1 cycle
P0
Papressionacoustique
1 période : T (Temps en s)
ampl
itude
sons audibles
20 Hz 400 Hz 1600 Hz 16000 Hzinfra-sons graves mediums aigus ultrasons
30 dBfaible
45 dBmodéré
60 dBgênant
80 dBfort
110 dBassourdissant
Pour l’homme, le confort acoustique est conditionné par l'absence de toute gêne sensorielle due aux sonset aux bruits.
DÉFINITION
14.1.1 LE SON
14 ÉLÉMENTS DU CONFORT
387
14.1 CONFORT ACOUSTIQUE
CARACTÉRIS-TIQUES
PERCEPTION
C'est l'effet d'une vibration d'un corpsmatériel transmis par l'air jusqu'àl'oreille. Cette vibration perturbe l'atmo-sphère et engendre des modificationsde la pression de l'air. Ce phénomèneest appelé «pression acoustique». P0avec une fréquence f.
L'oreille n'additionne pas simplementles intensités perçues, elle les associede manière complexe.
Tableau de gauche :– sources sonores de niveaux
identiques.
Tableau de droite :– sources sonores de niveaux
différents
■ HAUTEUR OU FRÉQUENCEC'est la propriété d'un son qui le faitentendre grave ou aigu.Fréquence faible : son grave.Fréquence élevée : son aigu.C'est le nombre de cycles, ou périodes,par seconde.Symbole « f », s'exprime en hertz « Hz ».Période : mesure en seconde de ladurée d'un cycle, symbole : «T ».
■ INTENSITÉ OU NIVEAU SONOREC'est la propriété d'un son qui le faitentendre faible ou fort.L'intensité d'un son est donnée par lamesure de l'amplitude de la variation,que l'on nomme aussi « niveau de pres-sion acoustique ».Symbole « Pa », s'exprime en décibels(dB).Appareil de mesure : le sonomètre.Amplitude faible : son faible.Amplitude importante : son intense.
Nombre Niveaud’appareils sonore
N en dB
1 N2 N + 3 dB3 N + 5 dB4 N + 6 dB5 N + 7 dB6 N + 8 dB7 N + 8 dB8 N + 9 dB9 N + 9,5 dB
10 N + 10 dB
Différence Ajouterentre deux au niveau
sources sonore lesonores plus élevé
0 dB 3 dB1 dB 2,5 dB2 dB 2 dB4 dB 1,5 dB5 dB 1 dB9 dB 0,5 dB
Oscillogramme d’un son pur
Échelle des hauteurs
Niveaux sonores comparés
1f = æ
T
978271353446_387_397_MB 6/06/13 17:05 Page 387

Ils sont fonction de la destination et del’utilisation des locaux considérés.
■ PAR VOIE MATÉRIELLE« Bruits d’impacts et bruits solidiens ».Bruits transmis par les matériaux.La vitesse de propagation, ou célérité,est fonction de l’homogénéité et del’élasticité des matériaux.
14.1.2 LE BRUIT
zone A : limite d’auditionzone B : seuil d’audition
388
Les sons de même intensité mais dehauteurs différentes ne sont pas per-çus de la même manière : voir courbesd'égale sensation sonore.
PERCEPTION
Confort acoustique
DÉFINITION
EFFETS SURL’HOMME
PROPAGATION
NIVEAUXSONORES
TOLÉRABLES
120
100
80
60
40
20
0
20 50 100 500 1000 5000 10000
fréquenceen Hertzni
veau
de
pre
ssio
n so
nore
en d
écib
els
A
B
Le bruit est une combinaison de sonsde fréquences et d’intensités diffé-rentes.C’est un phénomène acoustique pro-duisant une sensation auditive désa-gréable ou gênante.
■ SUR L’OREILLEIl peut selon sa nature, sa durée et son intensitédiminuer ou détruire la sensibilité de l’oreille
■ SUR LE SYSTÈME NERVEUXTroubles de mémoire, de l’activité mentale etdu rythme cardiaque.Les infrasons et ultrasons intenses provoquentdes troubles et traumatismes physiques.
■ PAR VOIE AÉRIENNE« Bruits aériens ». Vitesse de propagation dans l’air à 20° C : 340 m/s.Propagation directe : de la source à l’oreille. L’intensité d’un bruit diminue avec la distance.Réverbération : retour du son à la source, « écho ». La durée de l’écho est fonction de la duretédes matériaux et de leur état de surface.
Oscillogramme d’un bruit
Matériaux, Céléritématières en m/s
Caoutchouc 40 à 150Liège 450 à 500Eau 1 460Bois 1 000 à 2 000Plomb 1 320Brique 2 500Béton 3 500Acier 5 000 à 6 000Verre 5 000 à 6 000
Lieux dB
Salle de repos 25Chambre à coucher 30Bureaux 35Magasins 50Petits ateliers 60Ateliers moyens 70Grands ateliers 80Très grands ateliers 100
978271353446_387_397_MB 6/06/13 17:05 Page 388

���������������������
1
23
4
L2
L1
paroi
Isolement brut = L1 – L2L1 : niveau sonore du local d’émission.L2 : niveau sonore du local de réception.1 onde incidente2 onde transmise3 onde réfléchie4 onde absorbée
Isolement normaliséIsolement qui tient compte des possibilitésd’amplification du son dans le local de récep-tion par l’effet de réverbération.
RéglementationPour l’isolation aux bruits d’impact, se repor-ter aux réglementations acoustiques etnormes citées chapitre 16.6.6 « Les sous-couches acoustiques »
Le but de l’isolation acoustique est de créer une barrière aux bruits extérieurs à un local pour y réaliser enpartie le confort acoustique.
PRINCIPEET
RÉGLEMEN-TATION
ISOLEMENTAUX BRUITS
AÉRIENS
Éléments du confort
389
14.2 ISOLATION ACOUSTIQUE
bruits aériens(maxi. 80 dB) ÉMISSION
RÉCEPTION35 dB
■ PAROIS DOUBLESL’indice d’affaiblissement est amélioré par lesphénomènes de réflexion dans les paroisdoubles.Cette technique permet d’obtenir des isole-ments acoustiques supérieurs à ceux donnéspar la loi de masse dans les parois simples.
Grands principes Solutions technologiques
Loi de distance
Le niveau sonore diminue de 6 dB chaquefois que l’on double la distance par rapportà la source.
Loi de masse
A 500 Hz l’indice d’affaiblissement acous-tique d’une paroi augmente de 4 dB lorsquela masse de la paroi est doublée par unitéde surface, et inversement.
Loi de fréquence
Pour une paroi de masse donnée, l’indiced’affaiblissement acoustique augmente de4 dB lorsque la fréquence du son incidentest doublée, et inversement.
Loi de l’étanchéité
Plus la fréquence du son incident est éle-vée, (son aigu), plus les jeux doivent êtreréduits et les joints étanches pour faire bar-rière.
Choisir un site calme.Bâtir le plus loin possible de lasource sonore.
Murs en matériaux lourds.Glaces épaisses.Feuilles de plomb.
Idem précédemment.
Pose de joints d’étanchéitéBourrage des fentesPrévenir les fissures.
978271353446_387_397_MB 6/06/13 17:05 Page 389

Le but de la correction acoustique est de maîtriser la réverbération (écho) des sons émis à l’intérieur d’unlocal afin d’y améliorer le confort d’écoute et d’abaisser le niveau sonore.
ISOLEMENTAUX BRUITSSOLIDIENS
Dans un local vide, on constate qu’un son brefpersiste quelques secondes après son émis-sion et décroît avant de devenir inaudible. Cephénomène définit la réverbération du local.
– Sons gravesabsorption par résonateurs
– Sons médiumsabsorption par vibration-flexion
– Sons aigusabsorption par porosité
– Matériaux minces (membranes) avec largesouvertures placées sur des alvéolesconstruites sur la paroi : « pièges à sons ».
– Panneaux perforés placés à une certainedistance, prescrite par le fabricant, de laparoi à traiter acoustiquement.
– Matériaux légers, poreux, mous, résilients,placés en habillage sur les parois.
T : Durée de réverbération en secondesV : Volume du local en m3
A : Absorption totale du local en m2.
14.3 CORRECTION ACOUSTIQUE
��������
��������
■ LES DEUX TYPES DE BRUITS SOLIDIENS
• Bruits d’impactsLimiter la propagation des vibrations, dues auxchocs, dans la structure des bâtiments.Absorber les vibrations à la source.
• Bruits d’équipementsDésolidariser les équipements du gros-œuvre,supprimer les liaisons rigides.
Solutions technologiquesCoupures résilientes : dalles flottantes.Matériaux absorbants : moquettes, tapis.
Liaisons élastiques, raccords souples.
����������
����������
��������
����
����
����
����
����
����
������
����
■ PONTS ACOUSTIQUESIls sont particulièrement fréquents dans les parois doubles, qui perdent alors leurs avantages.
390
Correction acoustique
PHÉNOMÈNEDE RÉVERBÉ-
RATION
MAÎTRISE DESONDES
SONORESDANS UNLOCAL
Coulures de mortier Canalisations Gravats Pointes, vis
La durée de réverbération est donnée par laformule de Sabine. Elle se mesure ensecondes, elle est normalisée à 0,5 secondes.
La durée de réverbération augmente avec levolume du local et diminue avec les qualitésabsorbantes des parois ainsi qu’avec la quan-tité de meubles et de personnes dans le local.
La capacité d’absorption d’un matériau varieselon la fréquence du son à maîtriser.
T =A
0,16 V
Les techniques d’absorption sont fonction de la fréquence des sons à maîtriser dans le local.
L’épaisseur de ces habillages est fonction de la nature des matériaux utilisés.
978271353446_387_397_MB 6/06/13 17:05 Page 390

CONDUCTIVITÉTHERMIQUE
« l »
MATÉRIAU
l des matériaux usuels, voir tableauxpages suivantes.l traduit l’aptitude d’un matériau àconduire la chaleur.Le coefficient de conductivité ther-mique « l » est mesuré par la quantitéde chaleur traversant un mètre carréde matériau homogène sur une épais-seur de un mètre, par heure et pourune différence de température de undegré entre les deux faces.Symbole : l (lambda).Unité : le W/m.K.Plus l est petit, plus les qualités iso-lantes du matériau sont bonnes.
L’isolation thermique a pour but de limiter les échanges de chaleur à travers une paroi de l’ambiance chaudevers l’ambiance plus froide. Elle permet également d’éviter les parois froides qui sont source d’inconfort.
14.4 ISOLATION THERMIQUE
Éléments du confortDans le cas général, la correction acoustique, dans un local, sera réalisée par la pose, sur lesparois, d’habillages dont les qualité sont en adéquation avec les sons à maîtriser.
– Le rayonnement : émission de cha-leur d’un corps vers un autre corpsqui ne sont pas en contact.
– La convection : propagation de lachaleur avec déplacement de molé-cules (gaz et liquides).
– La conduction : la chaleur pro-gresse des molécules les pluschaudes vers les molécules les plusfroides sans déplacement de celles-ci. La vitesse de propagation estpropre à chaque matériau.
Le flux de chaleur : Quantité de cha-leur dégagée par unité de temps parune source de chaleur.
Symbole : F (phi).
Unité : le W (watt).
SOLUTIONSPOUR LE
TRAITEMENTACOUSTIQUED’UN LOCAL
391
MODES DEPROPAGATION
DE LACHALEUR
FLUX DE CHALEUR
rayonnement
convection
conduction
FLUX DE CHALEUR
t (secondes)Q (joules)Φ W =
PAROI extérieur– 5K
intérieur+ 20K
1 m
1 m
1 m
ts2
ts1
FLUX �
ts1 - ts2 = 1 K en 1 heure
Murs
Plafonds
Sols
– Projection de matériaux fibreux– Panneaux de fibres minérales ou végétales (bois)– Tissus, mousses, moquettes
Dalles suspendues en fibres, perforées ou non, à surface rugueuse, doublée ou non deproduits acoustiques absorbants.
Tapis, moquettes, mousses caoutchoutées.
978271353446_387_397_MB 6/06/13 17:05 Page 391

392
granite 2 500 à 3 000 3,500gneiss 2 400 à 2 700 3,500basaltes 2 800 à 3 000 3,500silex 2 600 à 2 800 3,500porphyres 2 400 à 2 600 2,900laves 2 100 à 2 400 2,900ardoise ≥ à 2 700 2,100pierre calcaire froide ≥ à 2 590 2,900pierre calcaire dure 2 350 à 2 580 2,200pierre calcaire ferme 2 160 à 2 340 1,700pierre calcaire demi-ferme 1 840 à 2 150 1,400pierre calcaire tendre 1 650 à 1 840 1,050pierre calcaire très tendre 1 470 à 1 640 0,950grès quartzeux 2,600grès calcarifères 1,900meulière lourde 1,800meulière légère 0,900blocs de terre comprimée 1 700 à 1 900 1,050terre cuite 1 800 à 2 000 1,150
plein de granulats lourds 2 200 à 2 400 1,750caverneux de granulats lourds 1 700 à 2 100 1,400plein lourds de laitier 2 200 à 2 400 1,400caverneux lourds de laitier 1 600 à 2 100 0,700léger de pouzzolane ou de laitier 1 400 à 1 600 0,520léger de pouzzolane ou de laitier 1 200 à 1 400 0,440de ponces naturelles 950 à 1 150 0,460d'argile expansé 1 600 à 1 800 1,050d'argile expansé 1 400 à 1 600 0,850de perlite ou de vermiculite 600 à 800 0,310de perlite ou de vermiculite 400 à 600 0,240de perlite ou de vermiculite 400 à 450 0,190cellulaire autoclavé 775 à 825 0,330cellulaire autoclavé 725 à 775 0,290cellulaire autoclavé 675 à 725 0,270cellulaire autoclavé 625 à 675 0,240cellulaire autoclavé 575 à 625 0,220cellulaire autoclavé 525 à 575 0,200cellulaire autoclavé 475 à 525 0,180cellulaire autoclavé 425 à 475 0,170cellulaire autoclavé 375 à 425 0,160fibre de bois 450 à 650 0,160fibre de bois (fibragglos) 450 à 550 0,150fibre de bois (fibragglos) 350 à 450 0,120fibre de bois (fibragglos) 250 à 350 0,100mortier d'enduits et de joints 1 800 à 2 100 1,150
courant pour enduit ou plaque 750 à 1 000 0,350sans granulats « gâché serré » 1 100 à 1 300 0,500léger avec perlite ou vermiculite 700 à 900 0,300léger avec perlite ou vermiculite 500 à 700 0,250
caoutchouc synthétique 1 300 à 1 500 0,400polyamides (nylon, rilsan,…) 1 000 à 1 150 0,400polyesters 1 400 à 1 700 0,400polyéthylènes 900 à 1 000 0,400altuglas, plexiglas 1 200 à 1 300 0,200polychlorures de vinyle 1 300 à 1 400 0,200asphalte pur 2 100 0,700asphalte sablé 1,150bitume (feutre et carton bitumé) 1 000 à 1 100 à 0,230
Isolation thermique
Pierres et terres W/m.K W/m.Kkg/m3 kg/m3Isolants
laine de roche 18 à 25 0,047laine de roche 25 à 35 0,041laine de roche 35 à 80 0,038laine de roche 60 à 100 0,039laine de roche 100 à 180 0,041laine de verre VA 7 à 9,5 0,047laine de verre VA 9,5 à 12 0,042laine de verre VA 12,5 à 18 0,039laine de verre VA 18 à 25 0,037laine de verre VA 25 à 65 0,034laine de verre VB 7 à 9,5 0,051laine de verre VB 9,5 à 12 0,045laine de verre VB 12,5 à 18 0,041laine de verre VB 18 à 25 0,038laine de verre VB 25 à 65 0,035laine de verre VC 7 à 9,5 0,056laine de verre VC 9,5 à 12 0,049laine de verre VC 12,5 à 18 0,044laine de verre VC 18 à 25 0,040laine de verre VC 25 à 130 0,036laine de verre VD 9,5 à 12 0,054laine de verre VD 12,5 à 18 0,048laine de verre VD 18 à 25 0,043laine de verre VE 55 à 80 0,037laine de verre VE 80 à 130 0,039laine minérale quelconque 0,065polystyrène expansé AM 7 à 9 0,058polystyrène expansé BM 10 à 12 0,047polystyrène expansé CM 13 à 14 0,043polystyrène expansé DM 15 à 18 0,041polystyrène expansé EM 19 à 23 0,039polystyrène expansé FM 24 à 28 0,037polystyrène expansé GM ≥ à 29 0,036polystyrène expansé BC 10 à 12 0,047polystyrène expansé CC 13 à 14 0,043polystyrène expansé DC 15 à 19 0,041polystyrène expansé EC 20 à 24 0,039polystyrène expansé FC 25 à 29 0,037polystyrène expansé GC ≥ à 30 0,036polystyrène extrudé 28 à 32 0,035polystyrène extrudé 29 à 40 0,033mousse de polyuréthane AD 30 à 34 0,030mousse de polyuréthane BD 35 à 39 0,030mousse de polyuréthane CD 40 à 49 0,035mousse de polyuréthane DD 50 à 59 0,035mousse de polyuréthane ED 60 à 69 0,040mousse de polyuréthane FD 70 à 99 0,045mousse de polyuréthane AC 29 à 30 0,030mousse de polyuréthane BC 31 à 32 0,030mousse de polyuréthane CC 33 à 36 0,030mousse de polyuréthane DC 37 à 45 0,035mousse de polyuréthane EC 46 à 55 0,035mousse de polyuréthane FC 56 à 65 0,035mousse de polyuréthane GC 66 à 74 0,040mousse de polyuréthane HC 75 à 99 0,045mousse de polyuréthane 27 à 35 0,030mousse rigide PVC Q2 25 à 34 0,031mousse rigide PVC Q3 35 à 48 0,034autres matières plastiquesalvéolaires 10 à 60 0,046liège expansé 150 à 250 0,048liège expansé 100 à 149 0,043liège comprimé 500 0,100
Béton
Plâtres
Synthétiques
W/m.Kkg/m3
W/m.Kkg/m3
W/m.Kkg/m3
■ CONDUCTIVITÉ THERMIQUE LAMBDA ( l ) DES MATÉRIAUX DU BÂTIMENT
978271353446_387_397_MB 6/06/13 17:05 Page 392

CONDUCTIVITÉTHERMIQUELAMBDA ( l )
DES MATÉRIAUXDU BÂTIMENT
(suite)
C’est la résistance offerte au flux de chaleurpar un corps d’épaisseur donnée. Cette résis-tance est proportionnelle à l’épaisseur ducorps et inversement proportionnelle à saconductivité thermique.Symbole : rUnité : le m2.K/W
r en m2.K/W
e en m
l en W/m.K
er = æ
l
0,17 0,05 0,22 0,17 0,17 0,34
Les résistances superficiellesRésistance au flux de chaleur offerte par laseule surface d’une paroi (phénomènes deconvection et de rayonnement sur la surface).
– « rsi » : résistance superficielle intérieure.– « rse » : résistance superficielle extérieure.
Résistance thermique globale d’une paroi : « R »Somme des résistances thermiques de toutesles couches qui composent la paroi, plus lesrésistances superficielles.
R = r1 + r2 + rn… + (rsi + rse)
R en m2.K/W
393
RÉSISTANCETHERMIQUE
« r »
CORPS
Éléments du confort
0,11 0,06 0,17 0,12 0,12 0,24
0,09 0,05 0,14 0,10 0,10 0,20
Type de Paroi extérieure Paroi intérieure
paroi rsi rse S rsi rse S
���
���
������
Bois et végétaux W/m.Kkg/m3 Métaux et verre W/m.Kkg/m3
feuillus mi-lourds (chêne, hêtre, frêne) 600 à 750 0,230feuillus légers (peuplier, érable) 450 à 600 0,150résineux mi-lourds (pin) 450 à 550 0,150résineux légers (sapin) 300 à 450 0,120panneau fibre de bois « dur » 850 à 1 000 0,200panneau particules pressés à plat 650 à 750 0,170panneau particules pressés à plat 550 à 640 0,140panneau particules pressés à plat 450 à 540 0,120panneau particules pressés à plat 360 à 440 0,100panneau extrudé 550 à 650 0,160panneau fibres de lin 500 à 600 0,120panneau fibres de lin 410 à 500 0,100panneau fibres de lin 320 à 410 0,085panneau fibres de lin 230 à 320 0,073contreplaqué et latté « pin » 450 à 550 0,150contreplaqué et latté « peuplier » 350 à 450 0,120contreplaqué et latté « okoumé » 350 à 450 0,120panneau de paille comprimée 300 à 400 0,120
fer pur 7 870 72,000acier 7 780 52,000fonte 7 500 56,000aluminium 2 700 230,000duralumin 2 800 160,000cuivre 8 930 380,000laiton 8 400 110,000zinc 7 130 112,000plomb 11 340 35,000verre 2 700 1,150
978271353446_387_397_MB 6/06/13 17:05 Page 393

MÉTHODE DECALCUL DU
COEFFICIENT« K »
TRANSMISSIONTHERMIQUESURFACIQUE
« K »
PAROI
Composition Épaisseur Coefficient
de la paroi e de conductivité
en mètre l en W/m.K
Frisette de sapin e1 = 0,013 l1 = 0,12
Laine de verre e2 = 0,06 l2 = 0,041
Béton caverneux de laitier e3 = 0,20 l3 = 0,70
Enduit de mortier e4 = 0,015 l4 = 1,15
Résistances superficielles
Résistance thermique globale
Tableau de recherche de la résistance thermique globale
394
Isolation thermique
Calcul du coefficient K
K = K = K = 0,490 W/m2.KR 2,039
11
Résistance thermique
r = en m2.K/Wl
e
r1 = = 0,108l1
e1
r2 = = 1,463l2
e2
r3 = = 0,285l3
e3
r4 = = 0,013l4
e4
r5 = 0,170
R = 2,039
■ EXEMPLE DE CALCUL DU COEFFICIENT « K » D’UNE PAROIOn donne :La paroi extérieure ci-dessous :1. Frisette de sapin, e1 = 13 mm2. Laine de verre, e2 = 60 mm3. Béton caverneux de laitier, e3 = 200 mm4. Enduit de mortier, e4 = 15 mmOn demande : Calculer le coefficient K de cette paroi.
���
���
���
��
1 2 3 4
e1 e2 e3 e4
Le coefficient « K » est défini par l’aptituded’une paroi à transmettre la chaleur. Il estmesuré par la quantité de chaleur passant àtravers un mètre carré d’une paroi séparantdeux ambiances dont l’écart de températureest de 1 K, pendant une heure.K parois vitrées et portes, voir tableaux (pages395 et 396).
Symbole : K
Unité : le W/m2.K
Pour une bonne isolation, K doit avoisiner0,5 W/m2.K.
1K = æ
R
978271353446_387_397_MB 6/06/13 17:05 Page 394

Le coefficient « kL » est défini par les déperdi-tions dues aux liaisons entre les parois (anglesde parois verticales ; verticales-horizontales ;parois-sol ; menuiseries-parois, etc.).
Toutes ces liaisons représentent des pontsthermiques.
Symbole : kLUnité : le W/m2.K
Éléments du confort
TRANSMISSIONTHERMIQUE
LINÉIQUE « kL »
LIAISONS
COEFFICIENTSDE
TRANSMISSION SURFACIQUE K (en W/m2.K)
395
■■ FENÊTRES ET PORTES-FENÊTRES EN MÉTAL
Typede fenêtres
Fenêtres battantes
Portes-fenêtres battantes
Fenêtres coulissantes
Type de vitrageet épaisseur nominale
de la lame d'air en vitrage double (mm)
Vitrage simple
Vitrage simple
Vitrage simple
Double-fenêtre
Double-fenêtre
Double-fenêtre
Double-fenêtre
Vitrage double
Vitrage double
Vitrage double
Vitrage double
K de la paroi vitrée nue
(Kn)
6,15 4,95 4,55 4,00
6,25 5,00 4,60 4,05
6,10 4,90 4,50 4,00
6,10 4,90 4,50 4,00
3,20 2,80 2,65 2,40
3,20 2,85 2,70 2,45
3,15 2,80 2,65 2,40
3,15 2,80 2,65 2,40
6 4,55 3,85 3,60 3,208 4,45 3,80 3,55 3,15
10 4,35 3,75 3,50 3,1012 4,30 3,70 3,45 3,05
6 4,55 3,85 3,55 3,208 4,45 3,75 3,50 3,15
10 4,35 3,70 3,45 3,1012 4,25 3,65 3,40 3,05
6 4,30 3,70 3,45 3,058 4,20 3,60 3,35 3,00
10 4,10 3,55 3,30 2,9512 4,05 3,50 3,25 2,90
6 4,20 3,60 3,35 3,008 4,10 3,50 3,25 2,95
10 4,00 3,45 3,20 2,9012 3,90 3,40 3,15 2,85
K moyen jour-nuit (Kjn)
sansfermeture
avec fermeture deperméabilité
forte
avec fermeture deperméabilité
moyenne
Portes-fenêtrescoulissantes
Vitrage simple
������������������������������
������������
���������������������
Ponts thermiques
978271353446_387_397_MB 6/06/13 17:05 Page 395

396
■■ PORTES
COEFFICIENTSDE
TRANSMISSION SURFACIQUE K (en W/m2.K)
(suite)
Isolation thermique
Nature dela menuiserie
Portes simples en bois
Portes simples en métal
Portes en verre
Type de portes
Portes opaques
– pleines– pleines avec montants de 45 mm– alvéolées
Portes équipées de vitrage simple
– surface vitrage S < à 30 %– surface vitrage 30 % < S < 60 %
Portes équipées double vitrage 6 mm
Portes opaques
Portes équipées de vitrage simple
Portes équipées de vitrage double à
– surface vitrage S < à 30 %– surface vitrage 30 % < S < 70 %
Portes en vitrage simple S > 95 %
Portes donnant sur
l’extérieur
3,503,50—
4,004,50
3,30
5,80
5,80
5,504,80
—
4,50
—
——
4,505,80
——
3,00—
2,20
un L.N.C.
Type de fenêtres
Type de vitrage et épaisseur nominale
de la lame d'air en vitrage double (mm)
K de la paroi vitrée nue
(Kn)
K moyen jour-nuit (Kjn)
sansfermeture
avec fermeture deperméabilité
forte
avec fermeture deperméabilité
moyenne
Fenêtres battantes
Portes-fenêtres
battantes avecsoubassement
Portes-fenêtres
battantes sanssoubassementou coulissantes
Vitrage simple
Vitrage simple
Vitrage simple
Double-fenêtre
Double-fenêtre
Double-fenêtre
Vitrage double
Vitrage double
Vitrage double
4,95 4,15 3,85 3,45
4,75 4,00 3,70 3,30
5,05 4,25 3,90 3,50
2,55 2,30 2,20 2,00
2,45 2,25 2,10 1,95
2,60 2,35 2,25 2,05
6 3,25 2,85 2,70 2,458 3,15 2,75 2,65 2,40
10 3,05 2,70 2,60 2,3512 2,95 2,60 2,50 2,25
6 3,15 2,85 2,65 2,408 3,05 2,75 2,60 2,35
10 3,00 2,70 2,55 2,3012 2,85 2,60 2,45 2,20
6 3,25 2,90 2,75 2,458 3,15 2,80 2,65 2,40
10 3,05 2,75 2,60 2,3512 2,95 2,65 2,50 2,25
■■ FENÊTRES ET PORTES-FENÊTRES EN BOIS
978271353446_387_397_MB 6/06/13 17:05 Page 396

INFLUENCE DEL’HUMIDITÉ
DANSL’ISOLATION
Le coefficient « BV »Le coefficient « BV » d’un logement est calculéen tenant compte du coefficient GV et desapports de chaleur dus à l’utilisation deslocaux, occupants, éclairage, appareils ména-gers, et au rayonnement solaire sur les paroisextérieures.Symbole : BV. Unité le W/K.
BV = GV(1 - F)
F : Coefficient d’apports thermiques gratuits.
– Le l théorique de l’air immobile estde 0,023.
– L’air est un excellent isolant.– Le l de l’eau est de 0,60 (25 fois le
l de l’air).– L’eau n’est pas un isolant.– Les matériaux d’une paroi doivent
être secs. Il faut donc empêcher lamigration de la vapeur d’eau duchaud vers le froid.
En Europe, le pare-vapeur se placetoujours côté intérieur des parois exté-rieures d’un logement.
intérieur+ 22 K
extérieur– 7 K
20,9 K
20 K
point derosée :+ 10 K
– 6,5 K– 3 K
condensation
pare-vapeur
DÉPERDITIONTHERMIQUEVOLUMIQUE
« GV » ET « BV »
LOGEMENT
Le coefficient « GV »Le coefficient « GV » d’un logement est définipar la somme des déperditions thermiques, parles parois (coefficients K et kL) et le renouvelle-ment d’air, pour un degré d’écart entre l’exté-rieur et l’intérieur.Symbole : GV. Unité le W/K.Le coefficient GV sert à calculer la puissancedu chauffage pour un logement.
GV = DP + DR
DP : Déperditions par les parois. (∑ K et ∑ KL)DR : Déperditions par renouvellement de l’air(Débit de ventilation et effet du vent)
RéglementationL’arrêté ministériel du 5 avril 1988 fixe les valeurs maximales du coefficient GV. Il précise lesvaleurs de référence « GVréf » que le coefficient GV d’un logement ne peut dépasser.
Éléments du confort
397
La chute de température a lieu en presque totalité dansl’isolant.
978271353446_387_397_MB 6/06/13 17:05 Page 397

L’étude et la conception de tout agencement et de tout mobilier doit se conformer strictement aux règlesergonomiques et anthropométriques, c’est-à-dire aux proportions et aux mensurations del’Homme.Ces cotes de hauteur et de profondeur sont données par les postures des personnes dans leur vie quoti-dienne : debout, assis, couché.
LE CONFORTMOBILIER
15.1 ERGONOMIE
15 AGENCEMENT ET AMEUBLEMENT
398
■ PERSONNE DEBOUT
0,875
Vue
1,95
RANG
EMEN
T
bar� –� 1,10�table� –�0,70 à 1,00�évier� –� 0,90�lavabo�–� 0,80
1,62
Pend
erie
1,50
1,752,20
■ PERSONNE ASSISE (REPOS)
■ PERSONNE ASSISE (TRAVAIL)
■ PERSONNE COUCHÉE
■ ZONES DE TRAVAIL (VUE DE DESSUS)
Vue
bureau0,75
1,35
0,45
1,121,22
1,80
1,50
RANG
EMEN
T
0,45
Vue
RANG
EMEN
T
1,30
0,30
0,50
0,30
0,95
1,00
1,35
Vue
RANG
EMEN
T
1,10
0,30
0,50
0,70
1,25
0,75
0,40
0,87 5
978271353446_398_401_MB 6/06/13 17:06 Page 398

15.2 VOLUMES DE RANGEMENT
399
HAUTEURSET
PROFONDEURSDES
RANGEMENTS
■ ZONE ESCARPÉE
Les installations et meubles de rangement doivent répondre aux règles de l’ergonomie (mensurations deshumains : hommes, femmes, enfants).Les altitudes et profondeurs des agencements intérieurs des rangements doivent également être étudiéesen fonction de la nature des objets, de leurs dimensions, de leur poids et de leur fréquence d’utilisation.
Rangement d’objets à usageoccasionnel plutôt légers.
■ ZONE NORMALERangement facile.Accès aisé.Objets de poids moyen.
– Linge– Vaisselle– Livres– Disques– Bibelots– Collections– …
■ ZONE INFÉRIEURE
Stockage d’objets à usagepeu fréquent plutôt lourds.
2000
1900
1800
1700
1600
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
Table à repasser
Penderie adulte
Aspirateur, balai
Verres
Assiettes
Penderie enfant
Audiovisuel
Chaussures
200
100
100 200 300 400
Profondeurs en mm
Hauteursou altitudes(en mm)
500 600 7000
Valeurs courantes
Agencement et ameublement
978271353446_398_401_MB 6/06/13 17:06 Page 399

15.3 CUISINES NF D 62-020, D 62-023
MEUBLESINDÉPENDANTS
■ DIMENSIONS
• Largeurs des modules– Série 30, multiples 60 et 120 cm.– Série 40, multiples 80 et 160 cm.Les largeurs doivent être des multiples de 100 mm.
• Aménagements intérieurs– Rayonnage : pas de réglage, environ 35 mm.– Tiroirs : hauteur utile, 65 mm mini.
L’agencement des cuisines se fait de plus en plus avec des meubles modulaires dont l’allure finale donneune impression de totalité par la continuité des plans de travail, des socles, des corniches et des habillagescomplémentaires, seuls réalisés sur mesure et ajustés sur place.
400
COMPOSANTSMODULAIRESDE CUISINES
■ DÉFINITIONS
• Élément basMeuble ou appareil placé sous le plan de travail ousous des éviers.
• Élément hautMeuble ou appareil suspendu au-dessus du plan detravail ou au-dessus des éviers.
• Plan de travailÉlément horizontal placé sur un ou plusieurs élé-ments bas. Le dessus d’un appareil peut constituerun plan de travail.
• ArmoireMeuble ou appareil continu du sol jusqu’au niveausupérieur des éléments hauts.
• AppareilsLeur appellation se distingue selon leur moded’adaptation dans l’agencement.– Appareils indépendants– Appareils incorporables– Appareils encastrables– Appareils intégrables.
• Buffets de cuisine– Corps bas : profondeur totale 420 mm mini.– Corps haut : profondeur totale 300 mm mini.– Profondeur utile = prof. totale – 40 mm maxi.– Tiroirs : profondeur utile 35 mm mini.
• Tables de cuisine– Hauteur totale = 750 mm ± 2 mm.– Hauteur libre sous ceinture = 610 mm mini.– Dimensions du dessus = 800 ¥ 500 mm mini.
• Chaises de cuisine– Plate-forme, H av. 440 mm ; H ar. 430 mm.– Dimensions plate-forme, 340 ¥ 300 mm mini.– Polygone de sustentation, 340 ¥ 300 mm mini.– Dossier, hauteur de 750 à 800 mm.
300mini
Élément haut
Élément bas
Socle
50 mini
50 mini
120
min
i
1950
min
i
850
– 90
0
820
min
i
100
min
i
Plan de travail
600 +50
+5 0
Réserves pour�canalisations
400
min
i44
0
430
750
– 80
0
100∞
Chaise de cuisine
978271353446_398_401_MB 6/06/13 17:06 Page 400

Agencement et ameublement
Modèle de programme d’agencement d’une salle de bain.Le client peut selon ses goûts et son budget faire le choix de son propre agencement à partir de catalogues.
15.4 SALLES DE BAINS
401
CHOIXD’AGENCEMENT
■ ÉLÉMENTS DE CHOIX :– Volume disponible– Esthétique (style)– Coût
Crédences avec tablette Meubles haut Armoires miroir
H : 1040 H : 560 H : 535L : 350 – 700 – 1050 – 1400 L : 350 L : 700 – 1050 – 1400P : 166 – 320 P : 200 – 340 P : 200
1
4 5
3 6
987
2
Colonne 2 portes 1 porte 2 tiroirs
1 niche
H : 1680L : 350P : 340
Meubles bas (sous vasque)1 porte 2 portes tiroirs
PlansL : 350 – 700 –
1050 – 1400P : 600
H : 600 H : 600 H : 600 H : 210L : 700 L : 350 L : 350 L : 350 – 700 – 1050 – 1400P : 340 P : 340 P : 340 P : 254DOC. ALTERNA
Socles fixes
Socles tiroirs
16
3
27 8 9
54
– Descriptif de chaque élément– Organes de rotation et de translation– Difficultés de pose
978271353446_398_401_MB 6/06/13 17:06 Page 401

402
GLOSSAIRE
16.1 CHARPENTES
16 OUVRAGES
AboucherJoindre, assembler les pièces d’une charpente.
AménagerDébiter le fût d’un arbre en pièces de char-pente.
AppareillerEn charpente, choisir les bois, les orienter, lesétablir, tracer et repérer les assemblages.
AppentisComble à un seul pan.
ArbalétrierPièce maîtresse d’une ferme destinée à sup-porter les pannes.
ArêtierPièce de charpente délardée marquant l’inter-section de deux versants d’un comble.
ArmatureEn charpente, éléments auxiliaires en bois oumétalliques, servant à consolider un assem-blage.
AuventPetit toit placé au-dessus d’une porte pourl’abriter.
BlochetPièce de bois horizontale moisée reliant, dansune ferme, le pied d’un arbalétrier avec unejambe de force.
BriséUn comble est brisé lorsque ses rampants ontdeux pentes (combles brisés à la Mansart).
ChambréePartie vide entre l’arbalétrier et les chevronscorrespondant à la hauteur des pannes.
ChandellePièce de bois verticale soutenant une autrepièce horizontale.
ChapeauPièce de bois horizontale qui réunit la tête deplusieurs poteaux.
CharpenteStructure composée de pièces de bois tailléeset assemblées destinée à supporter la couver-ture des bâtiments.
ChevalementÉtaiement ayant la forme d’un tréteau.
ChevêtrePièce de bois reprenant les éléments d’unestructure interrompus par l’aménagementd’une trémie.
ChevronsPièces de bois disposées sur les pannes, des-tinées à supporter les lattis ou le voligeage.
Chien-assisPetite lucarne destinée à aérer un comble.
ColombagePièces de bois verticales ou en pente formantle remplissage dans un pan de bois.
CombleEnsemble charpente-couverture donnant laforme et le volume de la toiture d’un bâtiment.
Contre-ficheDans une ferme, pièce de bois inclinée assem-blée dans le poinçon et l’arbalétrier destinée àsoulager ce dernier.
ContremarqueSigne conventionnel tracé sur les pièces debois pour les repérer dans une structure.
ContreventPièce de bois de triangulation destinée à s’op-poser au déversement d’une structure sousl’effet du vent.
CornierPoteau placé à l’angle d’une construction.
CouvertureAssemblage de matériaux formant la surfaceétanche d’un toit.
CoyauPièce de bois assemblée en sifflet sur les che-vrons pour adoucir la pente d’une couverturedans sa partie inférieure.
CoyerPièce de bois horizontale supportant le piedd’un arêtier ou d’une noue.
CroupeDans un comble, surface triangulaire compriseentre deux arêtiers.
DégueulementEntaille conique formant l’assemblage d’unecontrefiche dans un poinçon.
DélardementProfil obtenu en enlevant une arête d’un seulcôté d’une pièce de bois.
978271353446_402_459_MB 6/06/13 17:28 Page 402

403
GLOSSAIRE(suite)
OuvragesÉchantignoleCale triangulaire clouée sur l’arbalétrier desti-née à maintenir une panne.
EmpanonChevron de croupe assemblé sur l’arêtier et lasablière.
EntraitDans une ferme, pièce de bois qui réunit lespieds des arbalétriers.
EnrayureEnsemble horizontal des pièces de charpenteformant le plancher d’un comble.
ÉtrésillonPlanche posée verticalement entre les solivespour en maintenir l’écartement.
ExtradosChant supérieur d’un arc en lamellé collé.
FaîtagePièce de bois horizontale formant le sommetd’une charpente.
FermeStructure triangulaire et triangulée destinée àsoutenir les pannes.
FicheCheville métallique employée pour consoliderles assemblages en charpente.
GuetteSorte de contrefiche ayant une faible inclinai-son.
GuigneauxPièces de bois assemblées entre les chevronsd’un comble pour supporter la souche d’unecheminée.
GuitardeAuvent de lucarne constitué de pièces cintrées.
HerseÉpure représentant, dans un même plan, laprojection en vraie grandeur des pans d’uncomble.
IntradosSurface inférieure d’un arc en lamellé collé oud’une voûte.
Jambe de forcePièce de bois inclinée destinée à renforcer unepièce de charpente verticale ou elle-mêmeinclinée.
JambettePoteau destiné à soulager le limon d’un esca-lier ou le pied d’un arbalétrier.
JouéePartie triangulaire latérale d’une lucarne.
LambourdePièce de bois sur laquelle sont clouées leslames de parquet.
LattisLattes clouées sur les chevrons recevant lestuiles plates d’une couverture.
LienPièce de bois oblique destinée à renforcer l’as-semblage de deux autres pièces.
LiernePièce de bois destinée à réunir les solives d’unplancher ou les poinçons des fermes d’uncomble.
Ligne de traveLigne de référence horizontale pour le traçaged’une ferme passant par l’angle supérieur dupied des chevrons, point de naissance du ram-pant.
LinçoirPièce de bois recevant les solives boiteusesdans la zone d’une trémie.
LisseTraverse horizontale formant la partie supé-rieure d’un pan de bois.
Long panDans un comble à croupe, les plus longs côtés.
LucarneBaie en saillie aménagée dans un comble.
MansardeForme brisée d’un comble qui permet sonaménagement.
MarquiseAuvent placé au-dessus d’une porte ou d’unperron.
MoisesPièces de bois jumelles reliant des pièces decharpente comprises entre elles.
NoueDièdre formé par la rencontre de deux pans decomble, pièce placée sur cette ligne.
Pan de boisEnsemble des pièces de charpente formantl’ossature des parois d’un bâtiment.
PannePièce de charpente posée sur les fermes d’uncomble et supportant les chevrons.
978271353446_402_459_MB 6/06/13 17:28 Page 403

16.2 CHARPENTES ASSEMBLÉES 2 PANS
■ ASPECT EXTÉRIEUR DU BÂTIMENTFaçade pignon : croquis A.
CONSTITUTION
Charpentes assemblées 2 pans
PaumeAssemblage de charpente avec coupe en sifflet.
PiquéOpération consistant à déterminer sur les facesdes bois l’emplacement des assemblages.
RampantSe dit de la pente d’un comble.
SablièrePièce de bois horizontale disposée sur un murformant plate-forme pour les chevrons d’uncomble, ou les poteaux d’un pan de bois.SabotGarniture métallique formant rotule où s’en-castre le pied des arcs ou des portiques d’unecharpente en lamellé collé.
SolivesPièces formant l’ossature d’un plancher encas-trées dans les murs.SoupenteEspace situé sous la pente d’un comble.TailleTravail d’exécution des assemblages d’unecharpente hors pose.TirantPièce de bois ou métallique soumise à un effortde traction (l’entrait est un tirant).TrémieOuverture aménagée dans un plancher permet-tant le passage de conduits de fumée.VoligePlanches légères clouées sur les chevrons for-mant une partie de la couverture.
GLOSSAIRE(suite)
1. Sablière2. Panne3. Faîtage
4. Planche de rive5. Pignon
Les charpentes assurent trois fonctions prinicipales :– supporter le poids de la couverture,– résister aux agressions extérieures (neige et vent),– donner la forme et le volume aux combles (croquis A).
1
2
3
4
5
404
978271353446_402_459_MB 6/06/13 17:28 Page 404

405
CONSTITUTION(suite)
Ouvrages■ STRUCTURE FERME SIMPLEConstruction en bois, triangulée, dont le rôle est de partagerun bâtiment en travées de 3 à 5 mètres : croquis B.
1. Poinçon2. Arbalétrier3. Contre-fiche4. Panne5. Chevron6. Sablière7. Faîtage
8. Tuiles faîtières9. Tuiles plates10. Liteaux11. Voliges12. Gouttière pendante13. Entrait14. Échantignole
15. Portée16. Mur porteur17. Saillie18. Lambris19. Planche côtière
■ STRUCTURE LONG PANEnsemble de barres de bois reposant sur les murs pignons,les murs de refend ou les fermes simples : croquis C et D.
1. Panne2. Mur pignon
3. Mur de refend4. Travée ≤ 5 m
7 1
2
3
4
5
6
18
1917
16
15
1413
8
9
10
11
12
1
32
4
978271353446_402_459_MB 6/06/13 17:28 Page 405

Stru
ctur
e fe
rme
sim
ple
port
ée 6
,90
m
Élément Fonction, rôle Nature de la sollicitation
Poinçon
Arbalétrier
Entrait
Contre-fiche
Chevron
Faîtage
Sablière
Panne
Assembler, reprendre les effortstransmis par les arbalétriers, lescontre-fiches, l’entrait, le faîtage.
Supporter la couverture parl’intermédiaire des pannes.
Empêcher l’écartement des piedsdes arbalétriers, neutraliser lapoussée sur les murs.
Soulager la flexion des arbalétriers,transmettre l’effort en partie bassedu poinçon.
Transmettre la charge de lacouverture sur les pannes, le faî-tage, la sablière.
Supporter les chevrons en partiehaute.
Supporter les chevrons en partiebasse, fixer la charpente sur lebâtiment par l’intermédiaire descellements.
Limiter la portée des chevrons,transmettre la charge de la couver-ture aux arbalétriers.
Traction, cisaillement longitu-dinal, compression transver-sale.
Compression axiale, flexionsimple.
Traction axiale, cisaillementlongitudinal.
Compression axiale,flambage.
Flexion simple.
Flexion (faible), diminuée parles liens.
Compression transversale.
Flexion simple, flexioncomposée.
Chêne180 ¥ 180
Sapin75 ¥ 225
Sapin100 ¥ 225
Sapin65 ¥ 165
Sapin60 ¥ 80
Sapin75 ¥ 225
Chêne100 ¥ 100
Sapin75 ¥ 225
ÉLÉMENTS
Charpentes assemblées 2 pans
CONSTITUTION(suite)
1. Lien2. Faîtage
3. Ferme simple4. Travée 3 à 5 m.
Stru
ctur
e lo
ng p
an tr
avée
4m
Essencesections
■ TERMINOLOGIE, FONCTION, CONTRAINTES MÉCANIQUES
1 2
34
406
978271353446_402_459_MB 6/06/13 17:28 Page 406

407
16.3 TYPES DE CHARPENTES
ASSEMBLAGES
Ouvrages• Poinçon/arbalétrier etarbalétrier/entraitTenon et mortaise, embrève-ment et chevillage.
• Poinçon/entraitTenon et mortaise avec étriersans chevillage.
• Arbalétrier/contre-fiche etcontre-fiche/poisonEmbrèvement simple ou tenonet mortaise avec embrève-ment.
FERMESTRADITION-
NELLES
1. Entrait
2. Arbalétrier
3. Poinçon
4. Faux entrait moisé(entrait retroussé)
5. Contre-fiche
6. Jambe de force
7. Blochet
DOC : AIDE-MÉMOIRE DE DESSIN BOIS, HEURTEMATTE ET ALII, ÉDITIONS DELAGRAVE.
A Ferme simple
B Ferme à entrait retroussé
C Ferme surélevée
Embrèvement
et mortaise
Arbalétrier
Entrait
Jeu 2 à 3 cm
Poinçon
Cheville bois
Étrier
978271353446_402_459_MB 6/06/13 17:28 Page 407

DESTINATION CONCEPTION
CONSTITUTION
FERMESTRIANGULÉES
Structures en bois lamellé collé
Système matériel composé de triangles juxta-posés dans le même plan.Les barres « b » : constituent les côtés des tri-angles.Les nœuds « n » : sommets des triangles for-mant articulation sont le point de concours del’axe des barres qui y aboutissent.Les systèmes stables, statiquement détermi-nés sont vérifiés par la relation :
b : nombre de barresn : nombre de nœuds
La relation est vérifiée : le problème admet unesolution et une seule.• Le système est isostatique intérieurement.• L’équilibre de chaque nœud permet d’écriredeux équations de projection.• L’étude du système permet d’écrire au total2n équations.
Système indéterminé, hyperstatique intérieure-ment. Résolution par l’étude des déformations.
Solution impossible, système non stable.
2n > b + 3
2n < b + 3
b = 2n – 3
Ferme simple
F. WARREN ou simple W
F. W avec barre verticale ou F. EVENTAIL
Ferme en N
F. à écharpe ou F. CISEAUX
Ferme POLONCEAU
■ CONCEPTIONOssatures de bâtiment réalisées en boislamellé-collé comportant ou non des articula-tions métalliques. Le matériau permet la réali-sation des charpentes de formes géométriquescompliquées (portiques, arcs, auvents, porte-à-faux, dômes, etc.).L’inertie peut être constante ou variable.
• TypesPoutre droite à inertie constante.Poutre brisée ou courbe à inertie variable.Poutre composée ou triangulée.Arc à 2 ou 3 articulations.Portique à 2 ou 3 articulations.Ouvrages spéciaux.
■ MATIÈRES CONSTITUTIVES
• BoisSapin, épicéa, pin sylvestre (couramment uti-lisé en France). Conformes à la normeNF B 52 001. Protection fongicide et insecti-cide, après fabrication ou traitement classe IVavant fabrication.
• CollesCaséine, urée formol (joints épais), résorcine(joints minces).
• ArticulationsEn acier protégé contre la corrosion.Épaisseur minimale :– 6 mm (pièces principales) ;– 3 mm (pièces secondaires).
16.4 STRUCTURES EN BOIS LAMELLÉ COLLÉ■ DESTINATIONBâtiments industriels, commerciaux, agricoles, culturels, sportifs, habitat, génie civil… Convientparticulièrement aux bâtiments dans lesquels règnent des ambiances corrosives ou humides.
408
978271353446_402_459_MB 6/06/13 17:28 Page 408

409
• Résistances mécaniquesContraintes admissibles des bois lamellés-collés à 15 % d’humidité, catégorie II (NF B 52 001).
• PoidsMasse volumique moyenne des bois utilisés :500 kg/m3.
Beaucoup plus légers que les structures métal-liques ou en béton.
Coefficient de sécurité . . . . . . . . . . . . . . .2,75Compression axiale . . . . . . . . . .120 daN/cm2
Traction statique . . . . . . . . . . . . .120 daN/cm2
Flexion statique . . . . . . . . . . . . .120 daN/cm2
Cisaillement longitudinal(résorcine) . . . . . . . . . . . . . . . . . . .12 daN/cm2
Traction transversale . . . . . . . . . . .7 daN/cm2
Compression transversale . . . . . .22 daN/cm2
CARACTÉRIS-TIQUES
TECHNIQUES
Ouvrages
Épaisseur Rayondes lamelles de courbure
(mm) (mm)
8 1280
14 2240
20 3200
45 7200
• Portées (à titre indicatif)Système Cantilever ……………………… 25 mPoutre posée sur 2 appuis ……………… 36 mPoutre sous-tendue sur 2 appuis ……… 30 mPoutre bow-string sur 2 appuis ………… 35 mPoutre triangulée sur 2 appuis ………… 80 mArc à 2 ou 3 articulations ………… 15 à 60 mArc à profil parabolique …… 80 m et au-delàÉlément droit complété par despoteaux ou tirant de nature différente … 30 m
• Rayon de courbureR = 160 e (e : épaisseur)
• Sécurité incendieVitesse de progression dufeu sur une poutre en boislamellé-collé : 0,6 à 0,7 mm(essai du C.S.T.B.).
Essai au feu du C.S.T.B. des éléments en bois lamellé-collé :
On peut retenir pour le calcul 1 cm par face etpar quart d’heure.Le Cahier des spécifications CS1 concernantles ossatures en bois lamellé-collé ou en boismassif adopté en mai 1973 par l’Assembléeplénière des sociétés d’Assurances contre l’in-
cendie (APSAI) donne les sections minimales :– ossature principale : (11 ¥ 30) cm ;– élément complémentaire : (8 ¥ 18) cm.Éléments d’entretoisement des éléments com-plémentaires : (5 ¥ 15) cm.
• SectionBase : 9 ; 11 ; 14 ; 16 ; 19 ; 21 cm.Hauteur : variable selon calculs.
• Résistance à la corrosionAucune altération face aux atmosphères lesplus agressives.• Résistance biologiqueCompte tenu des impératifs actuels de mise enœuvre (combles ventilés, traitements insecti-cides et fongicides), le bois lamellé-collé n’ajamais subi d’attaque ni d’insecte, ni de cham-pignon.• MagnétiqueInerte.
• ÉlectriqueIsolant électrique. Maintient aux deux tiersl’établissement du champ électrique naturel(confort biologique par absence de cage deFaraday).• ThermiqueBon isolant thermique.l = 0,12 W/m·KSupprime les ponts thermiques.• AcoustiqueTransmission longitudinale :identique à celle des métaux et du béton.Transmission transversale :3 à 5 fois plus faible.
(1) arrêt volontaire
Type Section Longueur Charge Résistance Stable P.V.(cm) (m) (t) au feu au feu
(mm)
Poteau 20 ¥ 18 2,275 18 48 1/2 h 61/1091D
Poutre 21,6 ¥ 65 3,600 2 ¥ 9,5 60 (1) 1 h 69/3833
DOC. SYNDICAT NATIONAL DES CONSTRUCTEURS DE CHARPENTES EN LAMELLÉ-COLLÉ;
978271353446_402_459_MB 6/06/13 17:28 Page 409

MISE ENŒUVRE
DESSTRUCTURES
EN BOISLAMELLÉ-
COLLÉ
TYPES DECHARPENTES
Structures en bois lamellé collé
Poutre droite parallèleFaible pente 2 %Couverture multicouche
■ MISE EN ŒUVRE
• FabricationLes lamelles, nœuds non adhérents éliminés,sont aboutées par entures multiples et collage.Les lamelles de grande longueur sont ensuiteencollées, mises en place et pressées sur lesgabarits à température définie par le fournis-seur de colle (20 °C). Usinage, finition et traite-ment fongicide et insecticide.
• TransportPar convoi exceptionnel pour les grandes por-tées et les arcs.
• PosePar grues. Assemblage par pièce ou articula-tion en acier protégé contre la corrosion.
DOC : SYNDICAT NATIONAL DES CONSTRUCTEURS DE CHARPENTES EN BOIS LAMELLÉ-COLLÉ
Poutre droite à section variablePente pouvant atteindre 8 %Couverture multicouche ou bacsacier
Arc paraboliqueIsostatique à 3 articulationsCouverture arrondie polyester ouacier
Arc à petit rayon de courbure à lacrosseIsostatique à 3 articulationsPente environ 25 %Couverture fibrociment
Arc à grand rayon de courbure àla crosseIsostatique à 3 articulationsPente environ 25 %Couverture fibrociment
Portique à encastrementsIsostatique à 3 articulationsPente environ 25 %Couverture fibrociment ou bacsacier
410
978271353446_402_459_MB 6/06/13 17:28 Page 410

411
TYPES DECHARPENTES
(suite)
GLOSSAIRE
16.5 ESCALIERS
OuvragesPortique à poutres droites sous-tenduesIsostatique à 3 articulationsPente environ 25 %Couverture fibrociment ou bacsacier
�������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
AdoucissementArrondi, en plan du nez de la dernière marched’une première volée et de la première marched’une deuxième volée, côté limon intérieur,destiné à donner plus de largeur au palier entreces deux marches.
Avant-marcheMarche sans nez placée avant la premièremarche de la deuxième volée, dans les esca-liers à palier, destinée à diminuer l’étendue decette volée et pour donner plus de régularité àla courbe du noyau creux.
BalancementDans les escaliers à quart tournant, opérationqui consiste à élargir progressivement le colletd’un certain nombre de marches prises dans lacourbe, afin de les rendre moins dangereusespour l’utilisateur.
CageMurs de maçonnerie ou pans de bois entourantl’escalier.
Calibre d’élévationMontage de traçage servant à tracer les hau-teurs des marches sur les limons droits.
Calibre rallongéGabarit de traçage correspondant à la sectionoblique, suivant le rampant, d’un limon cintréen plan.
ColletLargeur d’une marche balancée prise sur lelimon intérieur.
Col de cygne ou pitonPièce métallique se fixant sur la face extérieured’un limon à crémaillère des escaliers à l’an-glaise, destiné à recevoir un balustre rond enacier ou en fonte.
ContremarchePlanche de 15 à 24 mm d’épaisseur, destinée àboucher le vide entre deux marches. Elle s’as-semble par entaillage dans les limons et parembrèvement dans la marche supérieure. Elleest clouée ou vissée sur le chant arrière de lamarche inférieure.
CrémaillèreLimon découpé suivant le profil inférieur desmarches.
Crochet (joint à)Assemblage avec repos réunissant deux élé-ments d’un limon cintré en plan.
DébillarderTirer un noyau creux, un limon cintré en pand’une seule pièce de bois.
DécouvertSurface apparente d’une marche vue en plan,de nez à nez.
Ferme à treillis avec arc sous-tenduIsostatique intérieurementPente environ 25 %Couverture fibrociment ou bacsacier
Arc sous-tendu par tendeur enacierSystème hyperstatiqueCouverture arrondie polyester ouacier
978271353446_402_459_MB 6/06/13 17:28 Page 411

GLOSSAIRE(suite)
Escaliers
ÉchappéeHauteur nécessaire pour passer debout dansl’escalier. Cette hauteur doit être de 1,90 mètreminimum pour que le passage soit confortable.EmmarchementLargeur utile de l’escalier.ÉpaulementDans les escaliers à l’anglaise, distance entre ledessous de l’entaille de la marche et le chantinférieur de la crémaillère.ÉtendueLongueur totale d’un escalier, mesurée sur laligne de foulée.GironFace supérieure d’une marche.Ligne de foulée ou ligne de gironLigne fictive passant par le milieu de l’emmar-chement d’un escalier jusqu’à 1 mètre de large.Pour les escaliers de plus d’un mètre d’emmar-chement, elle passe à 50 cm du limon derampe.LimonPièce de bois placée en pente en élévation,droite ou cintrée en plan, dans laquelle s’en-taillent les marches et les contremarches. Ondistingue : le limon de rampe (épais. 50 à80 mm), le limon de mur (épais. 40 à 50 mm) etle limon traînant (épais. 30 à 40 mm).Lunette ou jourVide vu en plan laissé entre deux limons derampe d’un escalier à rampes contraires, oud’un escalier à limon courbe.MarchePièce de bois horizontale sur laquelle on posele pied pour utiliser l’escalier. Épaisseurmoyenne 40 mm.Marche droite : escalier droit en plan.Marche balancée : escalier cintré en plan.Marche rayonnante : marche dont les rives ten-dent vers le centre du jour.Marche de départ : première marche d’unescalier.Marche d’arrivée : dernière marche d’un esca-lier, plus étroite elle est dite aussi « plaquetted’arrivée ».Marche palière : marche d’arrivée sur un palier,dite aussi « tête de repos ».Marches ordinaires : marches comprises entreles marches de départ et d’arrivée ou palière.Main courantePartie supérieure d’une rampe, sa face supé-rieure se trouve à 0,90 m du nez des marches.
NezBord avant mouluré d’une marche, en saillie de4 à 5 cm par rapport à la face avant de lacontremarche.Noyau creuxDans un escalier à quart tournant, pièce debois qui réunit les deux limons de rampe. Lescollets des marches d’angle y sont entaillés.OngletExpression relative aux escaliers à l’anglaise.Escalier d’onglet : escalier se trouvant au milieud’une pièce.Escalier à demi-onglet : escalier contre un mur.PalierPlancher étroit d’où part ou arrive un escalier.Palier de repos : il est placé au milieu d’unescalier droit ayant trop de marches pour uneseule volée. Largeur égale à au moins 1,2 foisl’emmarchement.Palier d’arrivée : se trouve à l’étage où arrivel’escalier.Palier d’angle : situé au virage d’un escalieravec retour.Pas ou gironLargeur d’une marche prise sur la ligne de fou-lée, nez non compris (de contremarche àcontremarche).PilastreColonne de section carrée ou tournée, dedimensions importantes, servant de départ à larampe.PoteauDans un escalier à quart tournant, colonneréunissant les deux limons de rampe et lesmains courantes.QueueLargeur opposée au collet, d’une marchebalancée.RampantPente, inclinaison d’un escalier.RampeEnsemble des balustres couronnés par la maincourante s’assemblant dans un limon.RévolutionRetour sur elle-même d’une volée, d’un esca-lier cintré en plan, dont la marche d’arrivéerevient à l’aplomb de la marche de départ.VoléeSuite ininterrompue de marches. Elle ne doitpas dépasser 20 marches sans être coupée parun palier de repos.
412
978271353446_402_459_MB 6/06/13 17:28 Page 412

413
GLOSSAIRE(suite)
Ouvrages
1. Col de cygne2. Coupe à 45°3. Épaulement4. Encastrement
5. Limon à crémaillère6. Marche7. Mur de cage8. Contremarche
9. Patte corbeau10. Crémaillère
Escalier à la française
1. Avant-marche : 1er palier2. Contremarche3. Marche
4. Limon de rampe5. Mortaise de balustre6. Recouvrement
7. Limon de mur8. Entaillage9. Marche palière 2e palier
Escalier à l’anglaise (à 1/2 onglet)
1
2
3
4
5
6
8
7
9
1
2
3
4
5
6
7
8
9
10
978271353446_402_459_MB 6/06/13 17:28 Page 413

GLOSSAIRE(suite)
Escaliers
1. Marche palière2. Lunette ou jour
3. Adoucissement4. Avant-marche
1. Tige filetée2. Tourillons
Calibre d’élévation Calibre rallongé
H : hauteur exacte d’une marche – AB : pas d’une marche– BC : hauteur d’une marche
Marche balancée
1. Collet2. Emmarchement3. Giron4. Entaillage5. Queue
6. Nez mouluré7. Rainure d’embrèvement de la contremarche8. Palier9. Noyau creux10. Lunette ou jour
Escalier droit à deux volées contraires (à l’anglaise)
Joint à crochet
1.3. 4.
2.
5.6.
7.
H
g’c’
e’
d’
b’
b
efB
A
Cf’
a’
ac
gd
10
8
9
5 6 7 89
91011121314
1
2
3
4
1
2
Rampant du limon
414
978271353446_402_459_MB 6/06/13 17:28 Page 414

415
CALCULS
Ouvrages
Règles fondamentales
– Les marches d’un même escalier doiventêtre rigoureusement de la même hauteur.
– Dans un escalier à marches balancées, lepas se mesure sur la ligne de foulée.
– La hauteur des marches doit être compriseentre 14 et 18 cm selon la pente de l’escalier.
– La hauteur d’une marche ne doit jamaisdépasser 20 cm.
Formule de Blondel
– Escalier idéal : pente 1/2
P = 32 cm et H = 16 cm
■ DIMENSIONS ESSENTIELLES À CONNAÎTRE
5
4
2
1
3Trémie
1 Hauteur de l’étage
Dimensions de la trémie :
2 Longueur
3 Largeur
4 Étendue possible
5 Épaisseur de la dalle ou du plancherde l’étage supérieur(Calcul de l’échappée)
■ PAS ET HAUTEURS DE MARCHES
P
HH
P = Giron ou pas
H = Hauteur de marche
P + 2H compris entre 62 et 64 cm
978271353446_402_459_MB 6/06/13 17:28 Page 415

TRAÇAGE DELA HERSE DE
BALANCEMENT
Escaliers
• Sur la vue en plan de l’escalier :
– Tracer la ligne de foulée de la marche dedépart à la marche d’arrivée.
– Sur cette ligne, répartir le nombre demarches, dont la hauteur et le giron ont étécalculés par la formule de Blondel (respecterla même valeur de giron pour toutes lesmarches).
– Définir le nombre de marches balancées(environ le double du nombre de marchescomprises dans le quartier tournant : 9, 10,11, 12, 13, 14, 15).
– Tracer la droite BX qui partage le quartiertournant. BX coupe la ligne de foulée en M.
• Construction de la herse 1
– Tracer 2 axes perpendiculaires. Porter surl’axe vertical la longueur DM prise sur la lignede giron et sur l’axe horizontal la longueurCB prise sur la ligne de collets, les points Cet D sont confondus sur l’origine des axes.
– Porter sur DM les divisions de la ligne de fou-lée de 8 à 12.
– Joindre BM, puis B12, B11, B10, B9.
– Tracer à partir de C l’arc de cercle derayon CB qui coupe BM en E.
– Tracer la droite EC, on obtient respective-ment a sur B9, b sur B10, c sur B11, d surB12.
• Sur la vue en plan de l’escalier :
– Reporter sur la ligne de collets CB les divi-sions sur CE, a, b, c, d. (herse 1 )
– À partir de a, b, c, d, tracer les marchesbalancées par les droites passant par lespoints de giron correspondants.
• Construction de la herse 2
– La deuxième herse de balancement pour lesmarches de M à la marche d’arrivée seconstruit sur le même principe.
ESCALIERS BALANCÉS
123456789101112
13
14
15
16 A
B C
D
abcd
e
f
g
M
900 2 950
900
700
D C B
E
M12
11
10
9
8
a
b
cd
C A B
E
M
13
14
15
16
e
f
gMarche d'arrivée
Mar
che
de d
épar
t
X
1 2
■ MÉTHODE DE TRAÇAGE DES MARCHES BALANCÉES D’UN ESCALIER À QUARTIERTOURNANT
Vue en plan de l’escalier
416
978271353446_402_459_MB 6/06/13 17:28 Page 416

Ouvrages
417
TypesExemples de dimensions
L(mm) l(mm) e(mm)
DIFFÉRENTSTYPES
Lames en boismassif– languette sur unerive et un bout– rainure sur unerive et un boutParquet cloué oucollé
16.6 PARQUETS EN BOISLe parquet est un élément de revêtement, porteur ou non ; il peut être fixé rigidement ou flottant.Posé selon certaines règles, il apporte un complément d’isolation aux bruits d’impact.
2 000 70 232 000 130 222 000 50 102 900 145 7,5
e
ParementL
Rainure de rive
Languetteen bout
Languettede rive
Ame en contreplaquéParement en bois massif
Contrebalancement en bois massif
Bois massif
Ame en aggloméréContrebalancement
Contrebalancement
Ame en latté
Couche de finition(vernis UV)
Couche d’usureEssence deparement
Rainure en bout
Rainure en bout
Contrebalancement en MDF
OU
Lamelles de bois massif
Liège Filet de nylon
Panneau composéde 1, 2 ou 3 lamesen parement enbois massif.
Âme en contrepla-qué ou aggloméréde haute densité.
Parquet flottant
Panneau avec uneâme en bois massif– Contrebalance-ment en contrepare-ment
Parquet flottant
Lame composée debois massif collésur un support enMDF
Parquet flottant
Panneau composéde lamelles en boismassif sur filet ennylon ou liège
Parquet collé
2 525 190 142 000 190 151 500 137 151 280 122 141 500 137 101 200 190 9
2 525 188 222 340 139 232 340 139 152 340 139 10
394 67 10
480 480 8305 305 8
978271353446_402_459_MB 6/06/13 17:28 Page 417

TypesExemples de dimensions
L(mm) l(mm) e(mm)
DIFFÉRENTSTYPES(suite)
Parquets en bois
Panneau delamelles sur papierkrafté collé enparement
Parquet collé
432 432 8384 384 8336 336 8
•• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • •
• •• • • •
• • • • • •• • • • • • • •
• • • • • • • • • •• • • • • • • • • • • •
• • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • •• • • • • • • • • • • •
• • • • • • • • • •• • • • • • • •
• • • • • •• • • •• •
papier kraft�à enlever�après la�pose
56 lames de 120 ¥ 24 ¥ 8
lames doubles en bois massif
clips métallique
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
••
•••••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
•
•
•
•
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
••
•
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
•
•
•• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
placage bois
résine mélamine
panneau de particules hydrofuge
largeur nette 137 mm23
mm
4 mm �de bois dur
lattage �intermédiaire
Evazote 50
hauteur de �contruction �28 mm
contre-balancement• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • •
•
•
• • • • • ••
••
• • • • •• • • • •
• • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
••
• • • • •• • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
•
•
• • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • •
••••• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •• • • • •
•••••
• • • • • • • • • • • • • • • • • • • • • • • • • • • •
•••••••••••••••••
• • • • • • •• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
•
•
•
• • • • • • • • • • • • • • • • • ••
••
• • • • • • • • • • • • • • • • • • • •• • • • • • • • • • • • • • • •
• • • • • • • • • • • • • •• • • • • • • • • • • • • • •
••••••••••••
•• • • • • • • • • • • • • •
pavé
bande de lamelles�posées sur chant
Panneau composéde lamelles en boismassif posées enbout sur un filet ennylon
Parquet collé
Lame maintenuepar clips métal-liques (2 lamesembrevées entreelles)
Lame avec un revê-tement stratifié oud’un placage boisprotégé par uneimprégnation d’unerésine mélaminé
Parquet flottant
Lame pour parquetdit « sportif »Profilage en contre-parement pourrecevoir des jointsd’absorption deschocs
Parquet flottant
Pavé en bois massifParquet collé
432 432 13
3 700 129 221 830 129 221 830 113 8
1 220 122 9
2 000 137 23
130 130 130
Panneau composéde lamelles enbandes assembléessur filet nylon ouruban adhésif.Les lamelles sontposées sur chant.
Parquet collé
Variable Variable 2224
DOC. BŒN PARQUETT
418
978271353446_402_459_MB 6/06/13 17:28 Page 418

419
PARQUET ÀBÂTONSROMPUS
PARQUETS ÀL’ANGLAISE
ESSENCESEMPLOYÉES
PARQUET ENPOINT DEHONGRIE
Parquet dont les lames sontdisposées parallèlement.• À l’anglaise à coupe perdueParquet constitué de lamesaux longueurs disparates,leurs bouts étant joints auhasard.
OuvragesLes essences employées sont choisies en fonction de l’aspect esthétique désiré et de la fré-quentation du lieu auquel il est destiné.
Essences courantes
Chêne
Châtaignier
Pin maritime
Épicéa
Iroko
Mélèze
Érable
Moubi
Pin sylvestre
Sapin
Hêtre
Charme
Merbau Chintsy
Angélique
Merisier
Doussié
Frêne
Divers bois exotiques
• À l’anglaise à joints surlambourdesParquet constitué de lames(séries de longueurs égales),leurs joints en bout étant dis-posés sur les lambourdes.
• À l’anglaise à coupe depierreParquet constitué de lames delongueurs égales, leurs jointsen bout étant disposés alter-nativement.
Parquet constitué de lames demêmes dimensions, ayant lesbouts coupés à angle droit.Elles sont posées perpendicu-lairement entre elles, suivantun angle de 45° par rapportaux parvis de la pièce et/oudes lambourdes.
Parquet constitué de lames demêmes dimensions, ayant lesbouts coupés suivant unangle de 45° ou 60° et formantdes travées parallèles entreelles.
978271353446_402_459_MB 6/06/13 17:28 Page 419

16.6.1 MODE DE POSE DES PARQUETS DTU 51-1 ET 51-2
POSE SURSOLIVES ET
SOLIVES+ LAMBOURDES
Sur voliges Sur forme en sable À bain de bitume
POSE SURLAMBOURDES
FIXÉES
Lambourdesavec ou sanscalage poséessur une chape deciment ou un litde sable
solive
POSE SURLAMBOURDESFLOTTANTES
POSE SANSLAMBOURDES
Les lambourdessont fichées surle plancher enmaçonnerie auplâtre ou auciment
Un isolant estplacé entre leslambourdes et lesupport (isolationphonique)
La nature du support, la destination du local et les facilités de réalisation sont les éléments qui permettentde faire un choix du mode de pose.
Des lamelles juxtaposées rivecontre rive constituent uncarré dont le côté est égal à lalongueur de la lamelle.Un ensemble de carrés formeun panneau (dalle).
PARQUETSMOSAÏQUE
Parquets en bois
AUTRESMOTIFS
DÉCORATIFS
Damier À batons rompus Autres motifs
Coupe de Coupe de Echelle Chantilly Versaillepierre doublée pierre triplée
cabochon
Lambourdesposées entre lessolives et le par-quet
Au bitume
lambourde
Au bitume plus cales
DOC ED. VIAL
DOC ED. VIAL
DOC ED. VIAL
DOC ED. VIAL
420
978271353446_402_459_MB 6/06/13 17:28 Page 420

421
POSEFLOTTANTE
COLLAGEDIRECT
Le parquet est collé directementsur un support ciment :– chape rapportée– chape incorporée– béton surfacé– dalle flottante– plancher chauffantSur un panneau contreplaqué ouun panneau de particules flottantou non (faux plancher).
Support plan, stable et sec.Bonne planimétrie.Éventuellement faire un enduit delissage.
Dérouler en remontant le long desmurs une protection contre lesremontées d’humidité (si néces-saire).
Pour améliorer les performancesacoustiques, placer un isolantphonique à joints ouverts et endiagonale par rapport au parquet.
Tracer l’implantation soit en par-tant de l’axe de la pièce (conseillé)ou le long des murs s’ils sont biend’équerre.
Placer le calage provisoire en péri-phérie (réservation pour le jeu dedilatation).
Encoller sur toute leur longueur lesbords supérieurs des languettes.Mettre chaque élément en positionà l’aide d’une cale de bois.Ôter le surplus de colle.
16.6.2 OPÉRATIONS DE POSE DES PARQUETS
parquetfeutre asphalté oupanneau typePhallexsable secplancher brut
POSEFLOTTANTE
Ouvrages
panneau
Sur forme de rattrapage de niveau
Protectioncontrel’humidité
Isolationacoustique
Axe de lapièce
Calageprovisoire
Calageprovisoire
Les éléments du parquet sont col-lés entre eux et n’adhèrent pas ausupport.
DOC ED. VIAL
978271353446_402_459_MB 6/06/13 17:28 Page 421

POSE ÀCOLLER
POSE ÀCLOUER
Parquets en bois
Vérifier la planimétrie sur supportqui doit être plan, stable et sec.Si nécessaire faire un enduit de lis-sage.
Tracer deux axes perpendiculairesdans la pièce.
Démarrer la pose au centre de lapièce après avoir encollé parpasses croisées le support.
Placer le panneau en contact avecune règle (butée).Maroufler le panneau avec unepièce de bois pour faire remonterla colle entre les lamelles.
Dans le cas de panneau posé surpapier kraft (partie visible).Humidifier ce dernier et l’enleveraprès l’opération de marouflage.Continuer la pose en vérifiantl’équerrage et l’alignement.Laisser un jeu de dilatation enpériphérie.
Axes dela pièce
Lambourdes
clouage
calage
Positionner les lambourdes defaçon que le parquet soit orientédans le sens de la lumière domi-nante.
Régler les lambourdes de niveaupar calage. Une protection peutêtre déroulée sous les lambourdespour éviter les remontées d’humi-dité.
Clouer la première rangée le longd’un mur en laissant un jeu de dila-tation.
Continuer la pose en respectantles joints de bout selon l’aspectdésiré.
422
978271353446_402_459_MB 6/06/13 17:28 Page 422

423
Loca
uxd’
habi
tatio
n
Loca
uxpr
ofes
sion
nels
faib
le tr
afic
Loca
uxpr
ofes
sion
nels
traf
ic in
tens
e
Finition
16.6.4 FINITION DES PARQUETS
Principes Observations
SEALER
ENCAUSTICAGE
De nombreux parquets devant être posés collés ou flottants sont livrés vernis.Dans le cas contraire, le tableau ci-dessous permet de faire un choix de finition.
U1 Locaux à affecta-tion individuelle à
trafic modéré
Intensité d’usure = 0,7
U2 Locaux à affecta-tion individuelle à
trafic normal
Intensité d’usure = 1
U3 Locaux à affecta-tion collective à
trafic normal
Intensité d’usure = 1,6
U4 Locaux à affecta-tion collective à
trafic intense
Intensité d’usure = 2,1
P1 Résistance aupoinçonnement
principalement pédestreP2 Poinçonnement
pédestre et parmobilier fixe normal
Pression > 20 daN/cm2
Armoires, lits, chaises
P3 Aucune restrictionde circulation
pédestre et quelle quesoit la nature du mobiliermobile
E0 Nettoyage d’en-tretien par voie
sècheE1 Nettoyage par
voie humide éven-tuellement « épongehumide »
E2 Le revêtementpeut être mouillé
mais sans que l’eau yséjourne plusieursheures
E3 Le revêtementpeut être constam-
ment humide « ruisselle-ment », nettoyages d’en-tretien à grande eau
C0 Risques de pro-jection de produits
alimentaires pratique-ment exclus
C1 Risques de pro-jection accidentelle
de produits alimentairesou ménagers
C2 Projections deproduits alimen-
taires ou ménagers faci-lement nettoyables
C3 Mise en gardecontre la projection
de produits chimiquesdéfinis avec précision
PPOINÇONNEMENT
1 à 3
ECOMPORTEMENT à L’EAU 0 à 3
CTENUE AUX
AGENTSCHIMIQUES
0 à 3
UUSURE À LA
MARCHE 1 à 4
16.6.3 CLASSEMENT U.P.E.C. DES LOCAUX ET DES REVÊTEMENTS DE SOL MINCEOuvrages
Nota : Le classement UPEC d’un revêtement de sol mince est déterminé sur une base de durabilité de 10 ans dans des conditionsnormales. Le classement UPEC d’un revêtement de sol mince doit être au moins égal au classement UPEC du local à traiter.
• Appellation définie par les profes-sionnels
• Vernis de fond durs additionnésd’huile pénétrante siccative
• Le « sealer » imprègne les bois enprofondeur et les imperméabilise
• En complément, une finition estnécessaire (produits autolustrants parexemple)
• Pénétration difficile des salissures
• Risque de taches limité
X X X
X X
• La cire dure doit être le composantle plus important dans une encaus-tique
• Employé sur un parquet brut ouaprès un « sealer »
• Les encaustiques comportant dusilicone interdisent un vernissageultérieur
• Sensible aux tâches
• Lustrage et nettoyage fréquents
978271353446_402_459_MB 6/06/13 17:28 Page 423

Loca
uxd’
habi
tatio
n
Loca
uxpr
ofes
sion
nels
faib
le tr
afic
Loca
uxpr
ofes
sion
nels
traf
ic in
tens
e
Finition Principes Observations
PEINTURE
VITRIFICATION
IMPRÉGNATION
DENSIFICATION
PROFILS DEFINITION
• Application d’huile de lin tiède avecun apport d’essence de térébenthineet de siccatif (5 %)
• Un encausticage peut suivre un hui-lage
• Entretien à sec (appareil mono-brosse)
• Assombrit le bois
• Rend impossible une vitrification
• Renouvellement fréquent (6 à12 mois)
Peuusité
X X
Peuusité
X X
X X
X X
Profil d’adaptationPour les parquets de 8 à16 mm d’épaisseur et raccor-dement avec un niveau infé-rieur (moquette, PVC, etc.)
Profil d’arrêtFinition propre pour des par-quets de 8-16 mm et raccor-dement avec un revêtementplus épais (carrelage, lam-bourde apparente, etc.)
Profil de raccordementPour les parquets de 8-16 mmet raccordement avec un revê-tement de même épaisseur(les différences jusqu’à 5 mmpeuvent être absorbées)
HUILAGEPeuusité
X X
Parquets en bois
DOC. HÖHNS
• Appelé également vernissage
• Application de couches successivesde vernis
• La vitrification peut se faire aprèsun « sealer »
• Deux à trois couches de peinturesont nécessaires
• Il est conseillé d’utiliser des pein-tures polyuréthanne à deux compo-sants
• Des résines acryliques imprègnentle bois avant de durcir
• Après des opérations de stabilisa-tion du bois (séchage sous presse àhaute température), les parquets sontvernis
• Résistance accrue en surface
• Aspect original maintenu
• Entretien facile et économique
• Mise en valeur du matériau bois
• Dépoussiérage et nettoyage humideen entretien
• Dureté élevée
• Ponçage nécessaire avant rénova-tion
• Entretien par lustrage (ou mono-brosse)
• Ponçage nécessaire avant rénova-tion
• Entretien identique à celui des par-quets vitrifiés
424
978271353446_402_459_MB 6/06/13 17:28 Page 424

425
Ouvrages16.6.5 CHOIX DES PARQUETS
CHOIX SELONLE SITE
Les critères de choix d’un parquet sont : l’exigence esthétique, la fréquence de passage, la méthode depose.
Utilisation courante
Utilisation moins fréquente
Avec précaution definition P
anne
aux
dém
onta
bles
Chê
neC
hâta
igne
rR
ésin
eux
Boi
s tro
pica
ux
Pav
és e
n bo
is d
e bo
ut
Lam
es s
ur c
hant
Pan
neau
x en
boi
s de
bou
t
Pan
neau
x ou
lam
es e
ntre
-co
llés
de 1
4 à
27 m
m
À c
olle
r au
tres
que
mos
aïqu
es 1
0 m
m
Mos
aïqu
es 8
mm
Mas
sifs
12
à 16
mm
Mas
sifs
23
mm
Rés
ineu
x
Chê
neC
hâta
igne
rB
ois
tropi
caux
Chê
neB
ois
tropi
caux
Chê
neC
hâta
igne
rB
ois
tropi
caux
Chê
neB
ois
tropi
caux
Chê
ne
Chê
neC
hâta
igne
rB
ois
tropi
caux
Chê
neH
être
Boi
s tro
pica
ux
Ponts de bâteaux
Salles de sports
Auditoriums
Ateliers
Locaux d’enseignement
Casernes
Bibliothèques
Musées
Salles des fêtes
Restaurants
Passages
Galeries marchandes
Magasins
Circulations
Entrées à trafic intense
Couloirs à trafic intense
Lieux de culte
Chambres d’hôtel
Bureaux
Logements collectifs
Logements individuels
978271353446_402_459_MB 6/06/13 17:28 Page 425

16.6.6 LES SOUS-COUCHES ACOUSTIQUES
LA POSE DESREVÊTEMENTS
DE SOLS
Parquets en bois
■ LES BRUITS DE CHOCSLe voisin qui déplace les meubles, les enfants qui jouent, la voisine qui marche avec des chaus-sures à talons... appelées bruits de chocs dans le vocabulaire acoustique, ces nuisances provo-quent une gêne sonore continuelle devenant vite insupportable.Pour y remédier, une isolation acoustique des sols par la pose de sous-couches dans lesimmeubles de type collectif ou les maisons individuelles est nécessaire.Remarque : certaines sous-couches atténuent également les bruits aériens (Rw).
■ LES APPLICATIONSLes sous-couches améliorent le confort de l’habitat et isolent des bruits de chocs,(Voir chapitre 14 « Eléments du confort », page 387)Les sous-couches acoustiques doivent conserver leurs qualités isolantes et de résistance méca-nique dans le temps.Les sous-couches acoustiques s’adressent particulièrement à la pose des revêtements de solssuivants : – Parquets contrecollés en pose flottante ou collée,– Revêtements de Sols Stratifiés (RDSS) en pose flottante,– Parquets massifs en pose collée.
■ RAPPELS DE LA RÉGLEMENTATION ACOUSTIQUE (R.A.)
DOC. TRAMICO
• Réglementation acoustique– En 1996, paraît la N.R.A. (Nouvelle Régle-mentation Acoustique) qui fixe la valeur d’isolationdes planchers aux bruits d’impact (y compris lesrevêtements de sols) conduisant à un niveausonore de 65 dB(A) contre 70 dB(A) précédem-ment.– En 1999, la N.R.A. change de nouveau, la valeurd’isolation des planchers passe de 65 dB(A) à 61dB(A).– En 2000, avec la normalisation européenne, laN.R.A. de 1999 change complètement aussi bienpour ce qui est des indices que du niveau sonore.– Elle devient la R.A. 2000 :
. les indices ΔL exprimés en dB(A) sont rem-placés par ΔLw exprimés en dB. le niveau de pression sonore maximum auto-risé passe de 61 dB(A) à 58 dB. le bruit d’impact devient bruit de choc.
• SymbolesDLw : réduction du niveau de bruit de choc pon-déré exprimé en dB ; plus le ΔLw est élevé,meilleure est la performance acoustique.Rw : indice d’affaiblissement acoustique pondéréexprimé en dB ; plus le Rw est élevé, meilleure estla performance acoustique.DLnT,w : niveau de pression pondéré du bruit dechoc standardisé, exprimé en dB, exigence sui-vant la R.A. 2000 = 58 dB, exigence Label Qualitel= 55 dB et Label Qualitel « Confort Acoustique »52 dB.
La nouvelle norme NF P 61-203« Mise en œuvre des sous-couches isolantessous chape ou dalles flottantes et sous carre-lage » Depuis décembre 2003, des modificationssont intervenues dans le classement et lescaractéristiques des isolants sous chape sui-vant la norme NF P 61-203 « Mise en œuvredes sous-couches isolantes sous chape oudalles flottantes et sous carrelage » Partiecommune aux D.T.U. 26-2 et 52-1. Cette norme classe les isolants avec de nou-velles codifications : • une classe (SC1 ou SC2) en fonction del’écrasement sous charge,• une lettre (a ou b) indiquant les chargesd’exploitation (500 kg/m2) pour le tertiaire et(200 kg/m2) pour l’habitat avec, en indice, unchiffre de 1 à 4, servant uniquement en cas desuperposition,• des caractéristiques spécifiques éven-tuelles :A : sous-couche acoustique de traite-
ment aux bruits de choc,Ch : sous-couche pour sol chauffant. Dans le cas de superposition de 2sous-couches isolantes :• La sous-couche acoustique est toujours endessous,• dans le cas d’un plancher chauffant, lasous-couche supérieure aura une caractéris-tique spécifique Ch.
426
978271353446_402_459_MB 6/06/13 17:28 Page 426

427
Ouvrages
Type de produits CaractéristiquesConfort
(Voir légende)Utilisateur Acoustique
Mousse de polyuréthanne aggloméréeTrami-sol® Agglomat® assure la désolidarisationdes parquets contrecollés ou Revêtements DeSols Stratifiés de haute et moyenne gammesposés dans les immeubles collectifs et maisonsindividuelles en travaux neufs ou de rénovation,pour améliorer les performances acoustiquesconformément à la Réglementation Acoustiquedu 1er janvier 2000 et aux D.T.U. en vigueur.
• Augmente les capacités d’absorption acoustique de la pièce(effet tambour)• Améliore considérablement le confort de marche• Durabilité des performances acoustiques• Résiste aux moisissures et aux insectes• Très bon complément d’isolation thermique • Facilité de mise en œuvre • Absorbe les petites aspérités du support et évite les préparationsonéreuses des sols
***** *****
**** *****
***** *****
*** ***
**** ***
** **
Fibre de polyesterTrami-sol® Fibre est destiné aux parquets mas-sifs en pose collée (ép. maxi 14 mm), aux par-quets contrecollés en pose flottante ou collée(ép. maxi 20 mm) et Revêtements De SolsStratifiés en pose flottante posés, dans lesimmeubles collectifs et maisons individuelles entravaux neufs ou de rénovation, pour améliorerles performances acoustiques conformément àla Réglementation Acoustique du 1er janvier2000 et aux D.T.U. en vigueur.
Fibre de polyester avec film 150 mm et bandeadhésiveTrami-sol® Sound 22dB est destiné aux parquetscontrecollés et Revêtements De Sols Stratifiés,pour améliorer les performances acoustiquesconformément à la Réglementation Acoustiquedu 1er janvier 2000 et aux D.T.U. en vigueur. Lafibre a une bonne tenue dimensionnelle et son filmassure une pérennité des performances acous-tiques en transmission aux bruits de chocs et freineles éventuelles remontées d’humidité.
Mousse de polyoléfineTrami-sol® Ondilène assure la désolidarisationdes parquets contrecollés ou Revêtements DeSols Stratifiés posés dans les immeubles collec-tifs et maisons individuelles en travaux neufs oude rénovation, pour améliorer les performancesacoustiques conformément à la RéglementationAcoustique du 1er janvier 2000 et aux D.T.U. envigueur.
Mousse de polyoléfine avec film 100 mmTrami-sol® Ondilène assure la désolidarisationdes parquets contrecollés ou Revétements DeSols Stratifiés posés dans les immeubles collec-tifs et maisons individuelles en travaux neufs oude rénovation, pour améliorer les performancesacoustiques conformément à la RéglementationAcoustique du 1er janvier 2000 et aux D.T.U. envigueur. La mousse à structure fine et homogèneet son film intégré assurent une pérennité desperformances acoustiques et freinent les éven-tuelles remontées d’humidité.
Mousse de polyéthylèneTrami-sol® PE 20 assure la désolidarisation desparquets contrecollés ou Revêtements De SolsStratifiés posés dans les immeubles collectifs etmaisons individuelles en travaux neufs ou derénovation, pour améliorer les performancesacoustiques conformément à la RéglementationAcoustique du 1er janvier 2000 et aux D.T.U. envigueur.
• Durabilité des performances• Matière imputrescible • Très bonne résistance à la compression et au déchirement• Insensible au vieillissement • Très bonne tenue dimensionnelle • Très bon isolant acoustique • Produit non allergique • Produit recyclable• Produit polyvalent : pose flottante ou collée• Produit écologique constitué de plus de 85 % de produits recy-clés
• Durabilité des performances• Très bonne résistance au déchirement• Très bon isolant acoustique ΔLw 22 dB • Produit non allergique • Produit écologique constitué de plus de 80 % de produits recy-clés • Très bonne tenue dimensionnelle• Film 150 μm intégré et débordant• Pose rapide en une seule opération au lieu de trois (sous-couche+ film + adhésif) • Facilité de mise en œuvre, adhésif intégré pour la fixation des lés
• Faible épaisseur : facilite l’application en réhabilitation• Insensible au vieillissement• Résiste aux moisissures et aux insectes • Convient pour le chauffage par le sol (installation après 1990,basse température 28 °C en surface finie) suivant la résistancethermique du parquet ou du RDSS, sauf pour les sols rafraîchis-sants • Très bon isolant acoustique pour une épaisseur réduite• Bon rapport qualité/prix
• Faible épaisseur : facilite l’application en réhabilitation • Film 100 μm intégré et débordant : freine les remontées éven-tuelles d’humidité • Excellent rapport qualité/prix • Insensible au vieillissement• Résiste aux moisissures et aux insectes • Convient pour le chauffage par le sol (installation après 1990,basse température 28 °C en surface finie) suivant la résistancethermique du parquet ou du RDSS, sauf pour les sols rafraîchis-sants• Produit non allergisant
• Faible épaisseur : facilite l’application en réhabilitation• Économique • Production sans CFC ni HCFC • Résiste aux moisissures et aux insectes • Faible résistance thermique• Convient pour le chauffage par le sol (installation après 1990, bassetempérature 28 °C en surface finie) suivant la résistance thermiquedu parquet ou du RDSS, sauf pour les sols rafraîchissants• Conforme à la R.A. 2000
Légende : ** 2 étoiles : Moyen – *** 3 étoiles : Bien – **** 4 étoiles : Très bien – ***** 5 étoiles : ExcellentDOC. TRAMICO
978271353446_402_459_MB 7/06/13 11:26 Page 427

PRÉSENTATIONSCOMMERCIALESPERFORMANCES
Parquets en bois
Présentation en rouleaux PerformancesLongueur Surface Poids acoustiques et essais
■ Mousse de polyuréthanne agglomérée
DOC. TRAMICO
• Épaisseur 4 mm, Largeur 1 400 mm10 m 14 m2 7,5 kg15 m 21 m2 11,5 kg120 m 168 m2 90 kg
• Fibre, épaisseur 3,5 mm, Largeur 1 000 mm
15 m 15 m2 4,5 kg150 m 150 m2 45 kg
• Fibre + film, épaisseur 2,8 mm, Largeur 1 500 mm
10 m 15 m2 5 kg
■ Fibre de polyester
• Épaisseur 4 mm, Largeur 1 250 mm12 m 15 m2 5,25 kg
■ Fibre de polyester avec film 150 mm et bande adhésive
• Épaisseur 2 mm, Largeur 1 000 mm15 m 15 m2 0,9 kg20 m 20 m2 1,2 kg25 m 25 m2 1,5 kg
• Épaisseur 3 mm, Largeur 1 000 mm20 m 20 m2 1,8 kg100 m 100 m2 9 kg
■ Mousse de polyoléfine
• Épaisseur 2 mm, Largeur 1 000 mm15 m 15 m2 0,9 kg20 m 20 m2 1,2 kg25 m 25 m2 1,5 kg
• Épaisseur 3 mm, Largeur 1 000 mm20 m 20 m2 1,8 kg100 m 100 m2 9 kg
■ Mousse de polyoléfine avec film 100 mm
• Épaisseur 3 mm, Largeur 1 000 mm15 m 15 m2 0,9 kg210 m 210 m2 12,6 kg
■ Mousse de polyéthylène
Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.T.B.A., ΔLw � 20 dB– épaisseur 14 mm, essai C.T.B.A., ΔLw � 18 dB
Sous revêtement de sol stratifié :– épaisseur 8 mm, essai C.T.B.A., ΔLw � 20 dB
Fibre :Sous parquet contrecollé, pose flottante :– épaisseur 8,5 mm, essai C.E.B.T.P., ΔLw � 20 dB– épaisseur 14 mm, essai C.E.B.T.P., ΔLw � 17 dB
Sous stratifié, pose flottante :– épaisseur 8 mm, essai C.S.T.B., ΔLw � 21 dB
Sous parquet, pose collée :– contrecollé, essai C.T.B.A., ΔLw � 18 dB– massif, essai C.T.B.A., ΔLw � 18 dB– essais suivant norme NFB 54-011 : rapport C.T.B.A.« Parquet collé soumis à des variations climatiques »
Fibre + Film :Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.E.B.T.P., ΔLw � 19 dB
Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.T.B.A., ΔLw � 22 dB– épaisseur 14 mm, essai C.T.B.A., ΔLw � 20 dB
Épaisseur 2 mm :Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.S.T.B., ΔLw � 18 dB– épaisseur 14 mm, essai C.S.T.B., ΔLw � 17 dB
Épaisseur 3 mm :Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.T.B.A., ΔLw � 20 dB
Épaisseur 2 mm :Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.S.T.B., ΔLw � 18 dB
Épaisseur 3 mm :Sous parquet contrecollé :– épaisseur 8,5 mm, essai C.E.B.T.P., ΔLw � 20 dB– épaisseur 14 mm, essai C.T.B.A., ΔLw � 18 dB
Sous revêtement de sol stratifié– épaisseur 7,5 mm, essai C.T.B.A., ΔLw � 18 dB
428
978271353446_402_459_MB 6/06/13 17:28 Page 428

429
Remarque : Le jet d’eau est rapporté, la côte est embrevée et la pièce d’appui est en deux parties afin de facili-ter les usinages, d’éviter les grosses sections, de pallier les déformations et de rendre possible la finition et le cali-brage en épaisseur, du cadre dormant et des vantaux, sur les ponceuses calibreuses à larges bandes.
Croisée à deux vantaux avec un petit bois horizontal :Coupe horizontale
16.7.1 CROISÉE ISOLANTE
16.7 MENUISERIES EXTÉRIEURES
ÉLÉMENTSCONSTITUTIFS :TERMINOLOGIE
1. Montant dormant2. Battant de noix
(il reçoit les organes de rotation : lesfiches)
3. Battant embrevé(l’expression « battant » peut toujours êtreremplacée par « montant »)
4. Côte(ou gueule de loup dans certains cas)
5. Battant mouton(il reçoit les organes d’immobilisation : lacrémone à larder)
6. Traverse dormante7. Traverse haute
(plus large que les battants, elle reçoit lesaérateurs de V.M.C.)
8. Petit bois(horizontal ou vertical)
9. Traverse jet d’eau10. Jet d’eau rapporté
(assemblé par queue d’aronde ou dansélégie droite)
11. Pièce d’appui(en deux parties, assemblées par micro-entures)
12. Parclose(récupérée par sciage lors de l’usinage dela feuillure à verre)
13. Goutte pendante(ou goutte d’eau)
14. Chambre de décompression15. Feuillure à verre16. Feuillure sèche
(ou feuillure auto-drainante)
Les dénominations des éléments composant la « croisée à la française » séries 32/51 ou 37/61 ont ététransférées à la « croisée isolante » types 45, 48, 56 et 60 mm.
■ REMARQUES TECHNOLOGIQUES
1 2 3 4 5 15 14
Coupe verticale
9 8 7 6
12
16
1013
14
11
Nota : Pour faciliter la compréhension, les hachures ne sont pas représentées.
978271353446_402_459_MB 6/06/13 17:28 Page 429

DOCUMENTSTECHNIQUES
NÉCESSAIRESAU DOSSIER DE
FABRICATION
Menuiseries extérieures
1. LES « PLANS TYPES »Élévation intérieure de la croisée– à 1 vantail, à 2, 3 vantaux,– avec imposte, avec meneau, etc.Numérotation 01, 02, 03…Le préparateur porte sur le plan type vierge :– les différentes cotes de largeur et de hauteur,– les repères des « sections types »,– les références des organes de ferrage.
2. LES « SECTIONS TYPES »Section sur montant dormant et battant de noix
numérotation : 1A, 1B, 1C…Section sur traverse haute, dormant et ouvrant
numérotation : 2A, 2B, 2C…Section sur pièce d’appui et jet d’eau
numérotation : 3A, 3B, 3C…Section sur mouton et côte
numérotation : 4A, 4B, 4C…Toutes les autres sections types, établies à lademande, seront numérotées sur le mêmeprincipe.
3. FEUILLES DE DÉBITElle fait apparaître :– les dimensions de débit,– les dimensions finies,– l’esquisse des parties visibles après pose.
4. FICHES DE QUINCAILLERIEInventaire et références :– des organes de mobilité,– des organes d’immobilisation,– des ferrures diverses.
Dans les PME-PMI, afin de rentabiliser les réglages des machines, la fabrication de croisées isolantes selance généralement par séries regroupant plusieurs commandes.Le préparateur du travail de l’entreprise établit pour chaque commande un dossier de fabrication contenanttous les documents techniques nécessaires à la réalisation des croisées.
430
978271353446_402_459_MB 6/06/13 17:28 Page 430

431
COTES DEFABRICATION
EXEMPLED’UNE FICHE
« PLAN TYPE »FORMAT A4
OuvragesLes cotes nécessaires pour réaliser les usinages des éléments de la croisée (réglage des butées sur les cha-riots d’amenage des machines) sont portées sur les plans types.
■ COTES DE HAUTEURS ET DE LARGEURS– VC « Vide de cadre » . . . . . . . . . . . . . . . . . . . . .Cotes intérieures du cadre dormant– EC « Extérieur cadre » . . . . . . . . . . . . . . . . . . . .Cotes extérieures du cadre dormant– VO « Vide ouvrant » . . . . . . . . . . . . . . . . . . . . . .Cotes intérieures des vantaux– EO « Extérieur ouvrant » . . . . . . . . . . . . . . . . . .Cotes extérieures calibrées des vantaux– F de F « Fond de feuillure » . . . . . . . . . . . . . . . .Cotes des parcloses – Cotes des verres
■ CROISÉE ISOLANTE À UN VANTAIL
978271353446_402_459_MB 6/06/13 17:28 Page 431

CALCUL DESCOTES
NÉCESSAIRESPOUR LA
FABRICATIONDES CROISÉES
ISOLANTES
PLAN TYPED’UNE CROISÉE
ISOLANTE ÀDEUX VANTAUX
Menuiseries extérieures
1 Calcul du Vide de cadre VC (cochonnet : 15 mm)Largeur VC = LNB - 30Hauteur VC = HNB - 75
2 Calcul de l’extérieur cadre ECLargeur ou hauteur EC = VC + 120
3 Calcul de l’extérieur ouvrant EOCotes finies obtenues par calibrage extérieurLargeur EO 1 vantail = VC + 52Largeur EO 2 vantaux = (VC + 43)/2Hauteur EO = VC + 52
4 Calcul du vide ouvrant VOLargeur VO = EO - 140Hauteur VO = EO - 170
5 Calcul du fond de feuillure F de FLargeur F de F = EO - 108Hauteur F de F = EO - 138Vérification largeur ou hauteur F de F = VO + 32
Système mis au point avec outillage type « Mecanic Worker ».
Hypothèse :Dimensions nominales de baie connues en mm
Exemple :Largeur nominale de baie (LNB) = 1 200 mmHauteur nominale de baie (HNB) = 900 mm
E.O. 606,5 E.O. 606,5
V.O. 466,5 V.O. 466,5
F de F : 498,5 x 739 F de F : 498,5 x 739
2A
1A
3B 4A
1A V.C
.82
5
E.C
.94
5
V.C. 1170
E.C. 1290
E.O
.87
7
V.O
.70
7
Sections type (voir pages suivantes)
432
978271353446_402_459_MB 6/06/13 17:28 Page 432

433
SECTION TYPEN° 1A
SECTION TYPEN° 4A
OuvragesLa forme et les dimensions des profils des croisées isolantes sont proposées par les fabricants d’outils.Ces outils s’utilisent en trains (ou empilage) de fraises sur les profileuses, les tenonneuses ou les centresd’usinage spécialisés.
978271353446_402_459_MB 6/06/13 17:28 Page 433

SECTION TYPEN° 2A
SECTION TYPEN° 3B
SECTION TYPEN° 3A
Menuiseries extérieures
434
978271353446_402_459_MB 6/06/13 17:28 Page 434

435
16.7.2. DOSSIER DE FABRICATION DE MENUISERIES EXTÉRIEURES
COMPOSITIOND’UN DOSSIER
DEFABRICATIONSTANDARDISÉ
Ouvrages
Le « dossier de fabrication » et le « dossier de pose », d’un chantier (ou commande), est élaboré par le« bureau des méthodes ». Il est constitué d’un ensemble de documents techniques d’atelier, standardisés,nécessaires et indispensables, pour réaliser la fabrication et la pose d’une série de menuiseries extérieures.
• Le « Bon de fabrication »
• Le « Bordereau de fabrication » ou Grille de fabrication (Document à privilégier !)
• Les « Plans types » : élévation des ouvrages & les « Sections types » (si nécessaire)
• La « Feuille de débit des bois » ou fiche de débit
• La « Fiche de débit des profils », métalliques, aluminium, ou PVC
• La « Fiche de sortie des quincailleries » et fournitures du magasin
• Les « Fiches de commande » de matériels et fournitures, éventuellement
• La « Fiche de débit et/ou de fabrication des vitrages »
• Les « Fiches suiveuses d’atelier »
CONTENUS DUDOSSIER DE
POSE
• La « Fiche d’inventaire des ouvrages » : récapitulation et numérotation des ouvrages en vue deleur répartition sur le chantier
• Les « Plans de répartition et de repérage des ouvrages » : généralement plans d’architecte com-plétés et codifiés par le Bureau des Méthodes (Numéros des ouvrages)
• La « Fiche suiveuse chantier »
LES COTES DEFABRICATIONET DE POSE
Toutes les cotes nécessaires à la fabrication et au contrôle de conformité doivent impérativementapparaître sur ces documents (les opérateurs ne doivent en aucun cas être contraints de calculerune cote !)
Cotes de largeur et de hauteur :
• Cotes « Nominales de Baie » : LNB & HNB (Largeur et Hauteur)
• Valeur du cochonnet (5, 10, 15, 20 mm…)
• Cotes « Vide de Cadre » : cotes de traçage des assemblages du cadre dormant
• Cotes « Extérieur Cadre » : cotes d’encombrement du cadre dormant
• Cotes « Vide Ouvrants » : cotes de traçage des assemblages des ouvrants
• Cotes « Extérieur Ouvrants » : cotes de calibrage des châssis ouvrants
• Cotes « Fond de Feuillure » : cotes de tronçonnage des parcloses et commande des vitrages :coupe et/ou fabrication des vitrages isolants.
978271353446_402_459_MB 6/06/13 17:28 Page 435

BON DEFABRICATION
POURCROISÉES
ISOLANTES
Menuiseries extérieures
■ OBJET DU « BON DE FABRICATION »Le « bon de fabrication » est un document contractuel établi et émis par le « bureau desméthodes » à l’intention de la « maistrance de l’atelier » (chef d’atelier ou chef de groupe). Ildéclenche la fabrication d’une série de menuiseries extérieures d’un chantier ou d’unecommande.
C’est la page de garde d’un « dossier de fabrication », qui est transmis et remis au responsablede fabrication à l’atelier, qui conduira la réalisation.
■ ORGANISATION DU « BON DE FABRICATION »On distingue, sur le formulaire, de haut en bas :
• La manchette du formulaire
– Logo et nom de l’entreprise : « Jeunes Menuisiers »
– Numéro de référence du chantier : porté à droite. Cette référence fondamentale permet deretrouver en permanence et immédiatement tous les documents commerciaux, techniques, degestion, financiers, afférents à une affaire.
• L’Identification du chantier d’ouvrages de menuiseries extérieures ou intérieures– Client ou Architecte : noms et coordonnées (+ téléphones fixes et portables…)– Nature du Chantier : famille des ouvrages à fabriquer (fenêtres, portes…)– Date de livraison sur le chantier : date du début de l’intervention de pose des ouvrages. Tempsde pose.
• Le contenu du dossier de fabrication d’atelierDocuments techniques classés à la suite du « bon de Fabrication » :– « Bordereau de fabrication » (grille)– « Plans types »– « Coupes types »– « Feuille de débit des bois »– « Fiche de débit des profils métalliques ou PVC »– « Fiche de sortie des quincailleries et fournitures »– « Fiche de commande de fournitures diverses »– « Fiche de débit et de fabrication des vitrages »– « Fiches suiveuses atelier »…
• Les remarquesInformations particulières sur les clauses spécifiques du chantier, sur la fabrication, sur la posedes vitrages, sur la pose des ouvrages sur chantier, sur les délais à respecter.
• Les responsables ou acteurs du contratLes noms et signatures des responsables : au bureau des méthodes, à l’atelier.
436
978271353446_402_459_MB 6/06/13 17:28 Page 436

437
BON DEFABRICATION
Ouvrages
Entreprise BON DE FABRICATION JeunesMenuisiers CHANTIER N° : F-VI -B 53 / 12
Identification du chantier de menuiseries extérieures ou intérieures :
Client ou architecte : Jean Chêne / Paul Desmaison
Nature du chantier : Fenêtres isolantes
Date de livraison sur le chantier : 21 9 2012 Temps de pose : 1 journée(Date du début de l’intervention de pose des ouvrages sur le chantier)
Contenu du dossier de fabrication d’atelier :
Désignation des documents : Nombre de documents A4 :
X - Bordereau de fabrication 1
- Plans types
- Sections types
X - Feuille de débit des bois 1
- Fiche de débit des profils, métalliques ou PVC
- Fiche de sortie des quincailleries et fournitures
- Fiche de commande de fournitures diverses
- Fiche de débit et de fabrication des vitrages
X - Fiches suiveuses atelier 2
Total, y compris le « bon de fabrication » : 5
Remarques : Les cotes « Fonds de Feuillures » et le nombre de volumes ont été transmis au vitrier
Pierre Leclair qui les posera chez « JM » le 18 09 2012
Dossier remis à : Jean Montenvers Le responsable du B.M. :
Le : 21 07 2012 Julien Dubois
Signature : Signature :
978271353446_402_459_MB 6/06/13 17:28 Page 437

BORDEREAU DEFABRICATIONDE CROISÉES
ISOLANTES
Menuiseries extérieures
■ OBJET DU « BORDEREAU DE FABRICATION » STANDARDISÉLe « bordereau de fabrication » est un document technique intégralement renseigné et élaboré parle préparateur du « bureau des méthodes ». Il se présente sous la forme d’un tableau récapitulanttous les types d’une série de croisées isolantes à fabriquer, appartenant à une commande d’unclient.
■ ORGANISATION DU « BORDEREAU DE FABRICATION »
• Première partie : « Identification de la fabrication »La zone située en haut de la fiche renseigne sur les données générales de la fabrication :
– Logo et nom de l’entreprise : « Jeunes Menuisiers »
– Date de l’établissement du bordereau– Noms et coordonnées : du client, de l’architecte (numéros de téléphones fixes et portables…)– Essence : nature du bois utilisé (nom usuel)– Finition : peinture couvrante (couleur) – imprégnation claire ou foncée (couleur) – vernis incolore– Vitrage : vitrages isolants – simples vitrages – vitrages spéciaux– Divers : autres informations générales concernant la série– Les noms des responsables : au bureau des méthodes, à l’atelier.
• Deuxième partie : « Données de la fabrication » :La partie inférieure de la fiche, présentée sous forme d’un tableau à 16 colonnes principales déter-mine toutes les données dimensionnelles et constructives nécessaires pour la fabrication propre-ment dite de chaque type de croisée isolante de la série. De gauche à droite on distingue :1. Le repère 01, 02, 03, 03a, 03b, 04, 05… de chaque type différent de la série2. Le nombre de pièces de chaque type de croisée3. Les dimensions du Vide de Cadre « V.C. » qui permet de régler la tenonneuse double4. La largeur des bois du cadre dormant qui permet de régler la longueur des tenons et enfour-chements5. La pose de la croisée « en applique » (cadre dormant sans défaut)6. La pose de la croisée « en feuillure » (défauts des bois cachés)7. L’usinage d’une rainure sur : montants gauche et droit – traverse haute – pièce d’appui8. Le nombre de vantaux : 1, 2, 3…9. Le croquis schématisé de la croisée, montrant les vantaux et leur sens d’ouverture10. La largeur des vantaux gauche et droit11. Le sens d’ouverture du premier ouvrant, à gauche ou à droite12. La nature de la quincaillerie de condamnation : crémone ou espagnolette encastrée13. Les hauteurs : du vantail (extérieur ouvrant) ; de l’axe de la poignée d’ouverture14. La longueur de la « battue rapportée » (croisée à deux ou trois vantaux)15. Les dimensions « fond de feuillure » : tronçonnage des parcloses et commande des vitrages16. Observations et informations particulières et « divers »
■ CALCUL DES COTES DE FABRICATION DES CROISÉES ISOLANTESIl se fait à partir de la « fiche méthodologique » donnant le processus des calculs et les formules.Le « bordereau de fabrication » peut être une fiche de calcul automatique informatisée de type« Excel » qui permet d’établir très rapidement un « dossier de fabrication ».
438
978271353446_402_459_MB 6/06/13 17:28 Page 438

439
BORDEREAU DEFABRICATION
Ouvrages
Fini
tion
: In
colo
re
Jeun
esM
enui
sier
sC
lient
: _J
ean
Chê
ne__
____
___
__
____
____
____
____
____
____
Ar
chite
cte
: _Pa
ul D
esm
aiso
n__
___
__
____
____
____
____
____
____
__
Vitra
ge :
V I
Dat
e : 2
1 07
201
2 Li
vrai
son
: 21
9 2
012
Esse
nce :
Irok
o
Div
ers
:
Res
pons
able
s
:
B.M
. : _
_Jul
ien
Dub
ois
____
At
elie
r : _
Jean
Mon
tenv
ers_
Vi
de C
adre
Boi
s R
ainu
res
La
rg. V
ant
Ouv
ertu
reH
aute
urs
Cot
e F
de F
Rep
N
b la
rg
haut
la
rg
Nb de Vant
Cro
quis
G
DG
DFe
rmet
ure
Va
ntPo
ig
larg
haut
Obs
erva
tions
D
iver
s
01
3 57
0 82
5 60
X
0
0 0
0 0
1
0 62
2 0
X
Loqu
etea
uen
cast
ré87
7 30
0 0
514
739
Fini
tion
pour
ver
nis
02
5 11
70
825
60
X
0 0
0 0
0 2
60
6,5
606,
5 0
X
Espa
gnol
ette
enca
stré
e87
7 30
0 85
1 49
8,5
739
Fini
tion
pour
ver
nis
Rem
arqu
e :
La m
ise
en fa
bric
atio
n de
sér
ies
de fe
nêtre
s av
ec le
« b
orde
reau
de
fabr
icat
ion
» se
fait
avec
les
« se
ctio
ns ty
pes
» st
anda
rd :
- Se
ctio
n su
r mon
tant
s de
rive
:
1A p
age
433
-
Sec
tion
sur m
onta
nt in
term
édia
ire (2
van
taux
) :
4A
p
age
433
- Se
ctio
n su
r tra
vers
e ha
ute
: 2
A p
age
434
- S
ectio
n su
r tra
vers
e ba
sse
:3B
pag
e 43
4
978271353446_402_459_MB 6/06/13 17:28 Page 439

LA FICHE DEDÉBIT – BOIS
MASSIF ETDÉRIVÉS
Menuiseries extérieures
■ QU’EST-CE QU’UNE « FICHE DE DÉBIT » ?La fiche de débit est un mémoire ordonné établi par le Bureau des Méthodes d’après les plans defabrications, ou les tracés d’atelier. Elle inventorie de manière exhaustive dans un tableau toutesles pièces de bois massifs, ou en matériaux dérivés du bois avec leurs dimensions finies, néces-saires à la réalisation d’un ouvrage ou d’un produit.
■ QUELS SONT LE RÔLE ET L’UTILITÉ D’UNE « FICHE DE DÉBIT » ?Ce document technique séparé des plans de fabrication et généralement cartonné, permet auxopérateurs de procéder rapidement et sans erreur aux tracés et aux découpages des pièces surdu bois brut ou sur des matériaux semis-finis de grandes dimensions (panneaux dérivés du bois).
Dans le débitage industriel ce document permet aux « débiteurs » de régler les machines à débi-ter : déligneuses et tronçonneuses pour le bois massif, scies à panneaux pour les dérivés du bois.Il permet aussi de compter et de contrôler les pièces débitées.
■ QUELLES INFORMATIONS DOIT DONNER UNE « FICHE DE DÉBIT » ?Le support, de format A4, est organisé en deux zones :• La partie située en haut de la fiche renseigne sur les données générales de la fabrication :
Logo et nom de l’entreprise : « Jeunes Menuisiers »
Références : du CLIENT (nom) – OBJET (nature des ouvrages ou du produit) – CHANTIER N° …Date de livraison – Responsables : au bureau des méthodes et à atelier…
• La partie inférieure de la fiche, présentée sous forme d’un tableau à 7 colonnes principales,détermine les données et paramètres suivants :1. Repère : numéro ou sigle d’identification de l’élément à débiter.2. Désignation : dénomination de l’élément.3. Nombre : quantité d’éléments à débiter.4. Essence – Matière : nature du bois massif et des dérivés du bois.5. Dimensions : longueur – largeur – épaisseur, des pièces à débiter exprimées en millimètres.Surcotes de débit : 30 mm en longueur, 5 à 7 mm en largeur selon les machines de corroyage uti-lisées.6. Métrés : calcul des volumes (bois massif) ou des surfaces (panneaux) des pièces débitées.7. Observations : elles peuvent être indiquées par le Bureau des Méthodes ou par le « Débiteur » :croquis, schémas montrant les parties de la pièce qui resteront visibles après la pose
■ À QUI LA « FICHE DE DÉBIT » EST-ELLE TRANSMISE AU SEIN DE L’ENTREPRISE ?– L’original : au débiteur– 1 copie : dans le « dossier du bureau des méthodes »– 1 copie : dans le « dossier de fabrication » : contremaître, chef d’atelier, chef de groupe– 1 copie : dans le « dossier des machinistes »La « fiche de débit » est un document technique de référence et de contrôle qui suit les matièrespremières durant toutes les phases des usinages et des façonnages des éléments d’un ouvrage.
■ QUELS SONT LES DOCUMENTS COMPLÉMENTAIRES À LA « FICHE DE DÉBIT » ?D’autres « fiches de débit » doivent être établies pour la préparation d’éléments complémen-taires :– Profilés en aluminium ou en PVC rentrant dans la construction d’un ouvrage.Exemple : pièces d’appuis de fenêtres et seuils de portes-fenêtres réalisées en bois…– Quincailleries. Exemple : crémones ou espagnolettes encastrées pour menuiseries extérieures.– Miroiterie. Exemple : vitrages simples ou vitrages isolants.
440
978271353446_402_459_MB 6/06/13 17:28 Page 440

441
EntrepriseJeunes
Menuisiers
CLIENT : Jean Chêne CHANTIER N° : F-VI -B 53 / 12OBJET : Croisées isolantes Responsable BM : Julien DuboisDate de livraison : 21 9 2012 Responsable Atelier : Jean Montenvers
Essence Dimensions finies Métrés ObservationsRepère Désignation Nomb Matière Long. Larg Épais. Volume Surface Croquis
V olume et surface nets Observations :
Volume et surface + % de perte
Exécuté par : Le :
FFICHE de DÉBIT – Bois massif et dérivés
FICHE DEDÉBIT :
EXEMPLE
Ouvrages
978271353446_402_459_MB 6/06/13 17:28 Page 441

LA « FICHESUIVEUSE » DEFABRICATION
Menuiseries extérieures
442
■ OBJET DE LA FICHE SUIVEUSE DANS UNE UNITÉ DE FABRICATIONCe document est préparé et édité par le « bureau des méthodes » ; il suit les pièces en cours defabrication et d’usinage dans l’unité de fabrication : ateliers, lignes de production, secteurs defabrication…
La « fiche suiveuse » donne une quantité de renseignements généraux et opérationnels :– Elle précise les postes de travail à utiliser et les « opérations » à réaliser.– Elle établit le cheminement des pièces à fabriquer dans l’unité de production.– Elle détermine les noms des intervenants et opérateurs.– Elle prévoit les contrôles des pièces (évaluation du pourcentage des pièces bonnes).– Elle consigne le temps d’exécution (prévision des délais de livraison et calcul du coût de fabri-cation).– Elle permet d’organiser le « planning de fabrication » de l’unité de production.
■ ORGANISATION DE LA FICHE SUIVEUSE
• Première partie : « Identification de la fabrication »Toute la partie située en haut de la fiche renseigne sur les données générales de la fabrication :
Logo et nom de l’entreprise : « Jeunes Menuisiers »
Références : du n° dossier de fabrication ; du nom client ; de l’objet de la fabrication ; du produit,de l’ensemble ; des sous-ensembles ; des éléments à fabriquer ; des quantités…Cette partie est intégralement complétée par le préparateur du « bureau des méthodes ».
• Deuxième partie : « Suivi de la fabrication »La partie inférieure de la fiche, présentée sous forme d’un tableau à 10 colonnes principales,détermine et rend compte du déroulement de la fabrication proprement dite.A. Le bureau des méthodes renseigne une partie des colonnes du tableau :– 1. « Phases » : Numéro de la séquence d’usinage à réaliser– 2. « Désignation » : Dénomination de cette séquence d’usinage– 3. « Opérations » : Dénomination des étapes de la séquence d’usinage
B. La fiche est ensuite complétée par les chefs de groupes et les opérateurs à mesure des étapesde la fabrication des éléments et de l’ouvrage ou du produit.
Colonnes à renseigner :– 1. « Dates » : Jours pendant lesquels l’exécution des pièces s’est déroulée– 2. « MO » : Sigle de la machine-outil et son numéro de référence dans l’inventaire des moyens– 3. « Noms opérateurs » : Noms en toutes lettres, ou initiales et sigle de qualification profes-sionnelle– 4. « Quantités réalisées » : Nombre de pièces usinées ou façonnées qui devrait correspondreà la « Quantité totale d’éléments » nécessaires, indiquée en haut de la fiche, plus quelques-uns deréserve– 5. « Contrôles des pièces » : Nombre de pièces « bonnes » et nombre de pièces « mauvaises »– 6. « Temps de fabrication » : Signification des sigles des trois mesures des temps de fabrica-tion :
- Tp : « Temps de préparation » (Temps de réglage de la MO)- Tc : « Temps de coupe » (Temps de fabrication ou d’usinage)- Tm : « Temps de manipulation » (Temps de transit des pièces)
– 7. « Observations » : Expression des remarques du chef de groupe ou des opérateurs.
978271353446_402_459_MB 6/06/13 17:28 Page 442

Entr
epris
eJe
unes
Men
uisi
ers
FIC
HE
SU
IVE
US
E–
Dos
sier
de
fabr
icat
ion
N°
:–
Nom
Clie
nt :
– O
bjet
:
Fich
e N
° :
Feui
lle N
° :
– P
rodu
it –
ense
mbl
e :
– So
us-e
nsem
ble
:
– Él
émen
t :
Réf
éren
ce :
Rep
ère
:
Rep
ère
:
Nom
bre
à pr
odui
re :
Nom
bre
sous
-ens
embl
es :
Qua
ntité
tota
le d
’élé
men
ts :
Suiv
i de
fabr
icat
ion
Dat
esP
hase
Dés
igna
tion
MO
Opé
ratio
nsN
oms
opér
ateu
rsQ
uant
ités
réal
isée
sC
ontr
ôles
des
piè
ces
Tem
ps fa
bric
atio
nO
bser
vatio
nsbo
nnes
mau
vais
esTp
TcTm
– Tp
: Te
mps
de
prép
arat
ion
– Tc
: Te
mps
de
coup
e –
Tm :
Tem
ps d
e m
anip
ulat
ion
LA « FICHESUIVEUSE » DEFABRICATION :
EXEMPLE
Ouvrages
443
978271353446_402_459_MB 6/06/13 17:28 Page 443

LA « FICHE DE SUIVI DECHANTIER »
Menuiseries extérieures
444
■ OBJET DE LA « FICHE DE SUIVI DE CHANTIER »Ce document est préparé et édité par le « bureau des méthodes » ou par le « bureau de lance-ment ».
La « fiche de suivi de chantier » donne une quantité de renseignements généraux et opération-nels :– Elle rappelle le nom et le numéro de téléphone de l’entreprise en cas d’urgence.– Elle précise le nom du client et les coordonnées du site de pose : adresse précise.– Elle détermine les noms des opérateurs de l’équipe de pose.– Elle désigne tous les ouvrages et éléments à poser, leur repère et leur nombre.– Elle consigne le temps d’exécution (prévision des délais de fin de chantier et du coût de la pose).– Elle permet d’organiser au jour le jour le « planning général de pose » de l’unité de production.
■ ORGANISATION DE LA « FICHE DE SUIVI DE CHANTIER »
• Première partie : « Identification du chantier de pose »Toute la partie située en haut de la fiche renseigne sur les données générales du chantier de pose :
Logo et nom de l’entreprise : « Jeunes Menuisiers » – Numéro de téléphone de
l’entrepriseRéférences : du client ; de l’identification du chantier (coordonnées GPS), des poseurs, de ladésignation des ouvrages et éléments à poser…Cette partie est intégralement complétée par le préparateur du « bureau des méthodes ».
• Deuxième partie : « Suivi de la pose sur le chantier »La partie inférieure de la fiche, présentée sous forme d’un tableau à 6 colonnes principales, déter-mine et rend compte du déroulement de la pose proprement dite.
A. Le bureau des méthodes renseigne une partie des colonnes du tableau :– 1. « Repères des ouvrages » : sigles alphanumériques reportés sur les plans de pose– 2. « Désignation opérations » : dénomination des phases de pose.
B. La fiche est ensuite complétée par les chefs de groupes et les opérateurs à mesure des étapesde la pose des ouvrages et des éléments sur le chantier.
Colonnes à renseigner :– 1. « Dates » : jours pendant lesquels la pose s’est déroulée.– 2. « Noms opérateurs » : noms en toutes lettres, ou initiales et sigle de qualification profes-sionnelle.– 3. « Temps de chantier » : signification des sigles des trois mesures des temps de pose.
- Tic : « Temps d’installation du chantier »- Tp : « Temps de pose » (des ouvrages et éléments)- Tdc : « Temps de désinstallation du chantier »
– 7. « Observations » : Expression des remarques du chef de groupe ou des opérateurs sur l’en-semble ou les particularités du déroulement de la pose, des difficultés dues aux supports d’ac-cueil des ouvrages et des éléments ainsi que des problèmes de « non qualité ».
978271353446_402_459_MB 6/06/13 17:28 Page 444

Entreprise Jeunes MenuisiersTél. : 04 74 38 00 00
Client :
Identification chantier :
Adresse : (GPS)
Identification poseurs :
FICHE de SUIVI de CHANTIER
Identification des ouvrages et éléments à poser (nom, repère et nombre)– 1.– 2.– 3.– 4.– 5.
– 6.– 7.– 8.– 9.– 10.
DatesRepères des
ouvragesDésignation
Noms des poseurs
TransportTtr
Déb. Fin
Temps du chantier Totaux tempsde chantier et
de poseTic
Déb. FinTp
Déb. FinTdc
Déb. FinTic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :Tic :Tp :Tdc :
– Tic : Temps installation chantier – Tp : Temps pose – Tdc : Temps désinstallation chantier
LA « FICHE DE SUIVI DE
CHANTIER » :EXEMPLE
Ouvrages
445
978271353446_402_459_MB 6/06/13 17:28 Page 445

446
Entreprise Jeunes MenuisiersTél. : 04 74 38 00 00
Client :
FICHE de DISTRIBUTIONdes OUVRAGESsur CHANTIER
Identification chantier :
Adresse : (GPS)
Identification poseurs :
Repère Désignation Dimensions Extérieures
Contrôles Distribution / Chantier ObservationsÉtage Pièce Façade
FICHECHANTIER
Menuiseries extérieures
978271353446_402_459_MB 6/06/13 17:28 Page 446

447
■ LIAISONS CONCERNANT LE MENUISIER
16.7.3 ÉTANCHÉITÉ
LIAISONS ETÉTANCHÉITÉ
DES OUVRAGESAVEC LA
MAÇONNERIE
Ouvrages
L’étanchéité des liaisons est un facteur essentiel pour la réalisation du confort des habitations.Le menuisier devra connaître les phénomènes et les techniques de l’étanchéité afin de réaliser des ouvragesconformes aux exigences humaines et à la réglementation.Pour contribuer au confort et à l’économie d’énergie en créant des barrages à l’air aux bruits, à l’eau et auxpoussières.
– Chicanes 1 et chambres de décompression 2
– Drainages et évacuations
– Profilages orientés 5 (goutte pendante)
– Mise en œuvre de produits d’étanchéité
A Maçonnerie Æ dormant
B Dormant Æ ouvrant
C Ouvrant Æ vitrage
D Ouvrants entre eux
E Ouvrant Æ sol
F Éléments fixes entre eux
■ SOLUTIONS TECHNIQUES POUR RÉALISER L’ÉTANCHÉITÉ
gorge de récupération 3
feuillure sèche 4
Remarque : L’étanchéité est en relation directe avec : l’isolation thermique, l’isolation acoustique, l’aération et laventilation (V.M.C.)
mastics 6
bandes 7
joints élastomères 8
profils spéciaux 9
Voir joints pages 117 à 122.
978271353446_402_459_MB 6/06/13 17:28 Page 447

16.7.4 MOBILITÉS DANS LES MENUISERIES
DÉMARCHE DERECHERCHE
DES MOBILITÉSDANS LES
MENUISERIES
Menuiseries extérieures
■ DIFFÉRENTS TYPES DE MOBILITÉS
Mouvement DéplacementROTATION TRANSLATION
Rv Rh Tv ThRotation verticale Rotation horizontale Translation Translation horizontale
verticale
Rechercher les différentes possibilités de mouvement ou de déplacement des parties mobiles dans lesouvrages de menuiserie.
■ COMBINAISONS DES MOBILITÉS SUR UN AXE
Combinatoire primaireRecherche des possiblités de rotation et de translationsur un seul axe, vertical ou horizontal.
ParamètresRotation : Rv ou RhTranslation : Tv ou Th
ÉtatsR : Rotation effective T : Translation effectiveR––
: Pas de rotation T––
: Pas de translation
■ COMBINAISONS DES MOBILITÉS SUR 2 AXES
Combinatoire de second degréRecherche des possiblités de rotation et de translation sur deux axes, vertical et horizontal.
ParamètresAxe verticalAxe horizontal
ÉtatsRésultats de l’analyse combinatoire primaire
R
R
R
T T T–-
–-
A B
C D
RT
RT–-–-RT–-
RT–-
1
Repère
A B C D
A 1 2 3 4
B 5 6 7 8
C 9 10 11 12
D 13 14 15 16
Axehorizontal
Axevertical
Rh Th
Rv Tv
Rv Tv
Rv Tv
Rv Tv
Rh Th Rh Th Rh Th–- –- –- –-
–-
–-
–-
–-
RvTv - RhTh
–-RvTv - RhTh
–-RvTv - RhTh
–- –-RvTv - RhTh
–- –-RvTv - RhTh
–- –-RvTv - RhTh
–- –- –-RvTv - RhTh
–- –-RvTv - RhTh
–- –-RvTv - RhTh
–- –- –-RvTv - RhTh
–- –- –-RvTv - RhTh
–- –- –-RvTv - RhTh
–- –- –- –-RvTv - RhTh
–-RvTv - RhTh
–-RvTv - RhTh
–- –-RvTv - RhTh
448
978271353446_402_459_MB 6/06/13 17:28 Page 448

449
Mouvements
simples
Sans mouvement
Mouvements
composés
Mouvements
multiples
Types de mobilitéMouvements Types de chassis Repère
Types de chassis Avantages Inconvénients
■ PRINCIPALES SOLUTIONS EXISTANTES
DÉMARCHE DERECHERCHE
DES MOBILITÉSDANS LA
MENUISERIE(suite)
MOUVEMENTSSIMPLES
Ouvrages
– Économique– Dégagement intégral de
la baie– Étanchéité excellente
Châssis à la française – Déformation des vantaux en diagonale
– Encombrement intérieur– Aération impossible
sous pluie battante
■ CONCLUSION
Critères de choix de la mobilité d’un chassis• Aération rationnelle – Etanchéité• Facilité d’entretien et de nettoyage desvitrages
• Encombrement intérieur• Fiabilité du système – fiabilité de manœuvre• Facteur économique (coût)
Châssis à la française 8Châssis à l’anglaise 8Châssis pivotant 8
Rv
Châssis à soufflet 14Châssis à visière 14Châssis basculant 14
Châssis coulissant 15
Châssis à guillotine 12
Châssis à l’italienne 10Châssis à la canadienne 10Châssis à l’australienne 10
Châssis accordéon 7
Châssis levant-coulissant 11
Porte levante 4
Rh
Tv
Th
Rh + Tv
Rv + Th
Tv + Th
Rv + Tv
Châssis oscillo-battant 6Rv ou Rh
Châssis basculant et à soufflet 142 x Rh
Châssis fixe 16
– L’action du vent amé-liore l’efficacité del’étanchéité
– Pas d’encombrementintérieur
– Bon équilibrage desvantaux
– Nettoyage facile
– En position ouverte lesvantaux sont exposésau vent et aux intempé-ries
– Étanchéité difficile à réaliser
– La partie extérieure ensaillie offre une prise auvent : pivots à freins
Châssis à l’anglaise
Châssis pivotant
978271353446_402_459_MB 6/06/13 17:28 Page 449

Types de chassis Avantages Inconvénients
MOUVEMENTSSIMPLES
(suite)
MOUVEMENTSCOMPOSÉS
Châssis à soufflet – Aération rationnelle parle haut même sous pluieoblique
Menuiseries extérieures
– Pour le nettoyagenécessité de décrocherle compas d’arrêt, afinde rabattre le vantail
– Ouverture aisée jusqu’àune hauteur de deuxmètres
– Aération sous pluie bat-tante possible
– Pas de déformation desvantaux
– Grandes surfaces vitrées
– Permet une ouvertureprogressive et stable entoutes positions
– Pas d’encombrementintérieur
– Très grandes surfaces
– Aération rationnelle– Pas d’encombrement
intérieur
– Aération rationnelle– Pas d’encombrement
intérieur
– Aération rationnelle– Nettoyage plus facile
que pour le châssis pré-cédent
– Combinaison des deuxchâssis précédents
– Aération rationnelle
– Très grandes surfacesde vitrage possibles
– Dégagement intégral dela baie
Châssis à visière
Châssis basculant
Châssis coulissant
Châssis à guillotine
Châssis à l’italienne
Châssis à la canadienne
Châssis à l’australienne
Châssis accordéon
– Nettoyage difficile– Aération impossible
sous pluie battante– Encombrement intérieur
– Laisse passer l’air auniveau de la nuque pourles personnes assises :bureaux, écoles, hôpi-taux
– Étanchéité difficile à réa-liser
– Dégagement de la baieà moitié
– Nettoyage difficile
– Nettoyage difficile– Mécanisme d’équilibrage
et de freinage complexe
– Ferrage complexe– Nettoyage difficile
– Encombrement intérieur– Ferrage complexe
– Ferrage très complexe– Nettoyage difficile– Fabrication délicate
– Ferrage et étanchéitédifficiles à réaliser
– Fabrication délicate
450
978271353446_402_459_MB 6/06/13 17:28 Page 450

451
� 200 250 300 350 400 450 500 550 � 600
1000 975 950 925 900 850 800 800 800
1000 975 950 925 900 850 800 750 700
EPAISSEUR E (mm)
HAUTEUR H Bâtiments d’habitation
(mm) Autres
Types de chassis Avantages Inconvénients
Châssis oscillo – battant
NU INTÉRIEURET ÉPAISSEUR
16.8 GARDE-CORPS ET RAMPES NF P01-012
MOUVEMENTSMULTIPLES
Ouvrages
– Combinaison des sys-tèmes à la française et àsoufflet
– Aération rationnelle– Nettoyage facile
– Prix élevé– Ferrage complexe– Déformations de vantail
Les garde-corps et les rampes d’éscaliers assurent la protection contre les chutes. La norme fixe les règlesdimensiennelles de securité
Nu intérieur des garde-corps Epaisseur des garde-corps
Châssis basculant et à soufflet – Cumule les avantagesdes systèmes bascu-lants et à soufflet
– Prix élevé– Ferrage complexe
978271353446_402_459_MB 6/06/13 17:28 Page 451

ALLÈGEFENÊTRE
SAILLIE
DIMENSIONSDES VIDES ETDES RAMPES
Garde-corps et rampes
Allège fenêtre Garde-corps en saillie
■ VIDES
Verticaux
Horizontaux
Autres vides
■ RAMPES
Escaliers à limon
Escalier à crémaillères
110
110250
452
978271353446_402_459_MB 6/06/13 17:28 Page 452

453
Axes x’x y’y z’z totaux
MAINTIEN ENPOSITION
ISOSTATIQUE
16.9.1 POSE DES OUVRAGES16.9 CHANTIER
MISE ENPOSITION
ISOSTATIQUE
PrincipeLa mise en position est réalisée par rapport à des plansde référence appartenant à un référentiel tri-directionnel.Trois cotes fonctionnelles :– OX dans le plan horizontal– OY dans le plan de profil– OZ dans le plan frontal
MoyensNiveau, fil à plomb, lunette, rayon laser, mètre, déca-mètre, pige, gabarit, règle, cordeau…
Les opérations de pose consistent à situer et à stabiliser, dans sa situation définitive, un ouvrage dans l’es-pace conformément au cahier des charges fonctionnel et aux documents techniques de définition, plan del’architecte, plan de pose de l’entreprise…
Plan frontal
Plan de profil
Plan horizontal
NU ± 0,00
F
P
H
x
yO
z
NU – 0,75
SOL FINI
Trait de niveauOZ3
OY3
OZ1
OZ2
OY2
OX1OY1
OX2
OX3
OX4
O
X
Y
Z1 M
ÈTR
E
PrincipeEn neutralisant les 6 degrés de liberté de l’ouvrage parcalage et ancrage sur le sol, les murs, le plafond.
Moyens– Provisoires : dans l’attente de la mise en œuvre desdispositifs d’immobilisation définitive de l’ouvrage.– Définitifs : ancrage immédiat de l’ouvrage par les dis-positifs adaptés.
Cotes fonctionnelles de poseCotes d’alignement dans H : 0X1 – OX2 – OX3 – OX4Cotes d’écartement dans P : OY1 – OY2 – OY3Cotes de hauteur dans F : OZ1 – OZ2 – OZ3 – OZ4
Mouvements
Translation 1 1 1 3Rotation 1 1 1 3Mouvements possibles 6
y’
z’x’
y
x’
z
978271353446_402_459_MB 6/06/13 17:29 Page 453

Chantier
■ MODE DE POSE
en fe
uillu
reen
app
lique
CO
IN D
E
SER
RA
GE
JOIN
T D
’ÉTA
NC
HÉI
TÉ
SER
RE-
JOIN
T
CO
IN
TASS
EAU
SER
RE-
JOIN
TFI
L A
PLO
MB EN
DU
IT
PO
STÉR
IEU
R
TASS
EAU
ÉLA
STIQ
UE
ISO
LATI
ON
ET
DO
UB
LAG
E P
OST
ÉRIE
UR
S
454
978271353446_402_459_MB 6/06/13 17:29 Page 454

455
SUPPORTS
ORGANES DE FIXATION
TYPES DELIAISONS
ET
OUTILLAGESEMPLOYÉ
CRITÈRES DE CHOIX
16.9.2 FIXATION DES OUVRAGESOuvrages
– Pattes à scellement– Pointes acier– Vis– Chevilles diverses– Chevilles auto-foreuses
– Goujon à expansion– Piton à bascule– Douilles d’ancrage– Ferrures diverses
Massettes
Pointerolles
Auge
Truelle
Pistolet à scellement
Marteau
Agrafeuses
pneumatiques
Perceuse à percussion
Mèches au carbure
Tamponnoir
Marteau
Perceuse à percussion
Mèches au carbure
Tamponnoir
Marteau
Spatulesdiverses
Pistoletà encoller
La fixation des ouvrages a pour but d’assurer la liaison ouvrage-support. Pour cela, nous disposons dedivers types de liaisons qui sont choisies en fonction de la nature du support et des organes de fixation.
■ CORPS PLEINS– Pierre– Béton– Béton cellulaire– Briques peines– Carreaux de plâtre– Pisé– Bois et dérivés
■ CORPS CREUX– Briques creuses– Cloisons placoplâtre– Cloisons de doublage– Cloisons menuisées
ANCRAGE – ADHÉRENCE
VOIE HUMIDE VOIE SÈCHE FIXATION CHIMIQUE
liant + eau compression expansion réaction chimique
SCELLEMENTS
CHIMIQUES
PRÉPARATION DU SUPPORT
ADAPTÉE AU PRODUIT
COLLES
– la nature du support = corps creux ou pleins – dureté – homogénéité– la nature de l’ouvrage = menuiseries extérieures ou intérieures– les contraintes mécaniques = résistance à l’arrachement et au cisaillement– le facteur esthétique = fixations invisibles, caches spéciaux– le facteur économique = rapidité d’exécution, simplicité
Remarque : les techniques et les matériels de fixation des ouvrages évoluent en fonction des matériaux deconstruction nouveaux. Il est donc indispensable de s’informer périodiquement dans ces domaines.
patte pointe acier cheville
CAVITÉ CREUSÉE
DANS LE SUPPORT
PÉNÉTRATION DE FORCE
PAR UN MOYEN DE FRAPPE
TROU CYLINDRIQUE
CORRESPONDANT
À LA CHEVILLE
978271353446_402_459_MB 6/06/13 17:29 Page 455

1re phase 2e phase
PRINCIPE DE POSE
PRÉCAUTIONS
16.9.3 POSE DES HUISSERIESChantier
Avant la mise en place des huisseries sur le chantier, il faut vérifier :
• le tracé :– du trait de niveau sur les murs (battu par le
maçon)– d’implantation au sol des cloisons, huisse-
ries, poteaux
• la mise en place sur l’huisserie :– de la barre d’écartement (contrôle de la cote
d’écartement)– des goussets d’équerrage (contrôle d’équer-
rage)– des tringles de protection (dans le cas des
chantiers importants)– des pattes de scellement ou clous à bateau
(cloison à voie humide)
■ MISE DE NIVEAU ET D’APLOMB
1 Présentation de l’huisserie
2 Reporter sur chaque montant le tracé dutrait de niveau
3 Mesurer la distance « X » entre la trace dutrait de niveau et le trait mètre sur chaquemontant et la reporter au pied respectif desmontants
4 Scier les pieds
1 L’huisserie est de niveau : le trait mètre estdans le même plan que le trait de niveau dubâtiment
2 Mettre l’huisserie d’aplomb avec un légerfruit
3 Arrêter les pieds
4 Fixer l’huisserie au plafond provisoirementou définitivement
• la représentation sur l’huisserie :Du repère correspondant au trait de niveau du bâtiment (trait mètre)
Huisserie Poteaux
de tête
Ret
rait
Clou à bateau
Trait de niveau
Trait de niveau
Trait mètre
Trait mètre
Niveau à eau
Règle
Sol brut Sol brut
ChutesFixation
Fixations Fruit 3 mm
Fil à plomb Pare
men
t
à scier
X
X
Solfini
Solfini
1 m
ètre
intermédiaire d’angle
456
978271353446_402_459_MB 6/06/13 17:29 Page 456

457
Au plafondAu sol
PRINCIPE DE POSE
(suite)
Ouvrages■ MOYENS DE FIXATION
• Sur béton
• Sur bois
• Provisoire
• Définitive
Nive
au s
ol fi
niN
iveau
du
parq
uet
Clouage en guêpe
Solive
Plafond
Fer cornière
par pattesd’équerres
par coins
par lattes et élastiques
par lattes arrêtéesau plâtre
par lattes decontreventement
par scellement
par aiguillesmétalliques scellées au plâtre
par clouage
par pattes à scellement
par pattesgoujon
par solinmaçonné
sur étrésillon
sur parquet
978271353446_402_459_MB 6/06/13 17:29 Page 457

17. MAINTENANCE
OBJECTIFS DE LA
MAINTENANCE
LES TYPES DEMAINTENANCE
DÉFINITION
La maintenance est l’ensemble des actions qui permettent de maintenir ou de rétablir en état defonctionnement un système de production : machine, outillages, auxiliaires de fabrication…La maintenance permet à l’entreprise de rester compétitive au regard de ses objectifs de qualité,sécurité, productivité, efficacité, fiabilité, flexibilité, « juste à temps »…
• À court terme : Réduire les temps d’immobilisation des systèmes et le coût des interventionsAssurer : la sécurité, la qualité de production, la durabilité des matériels.
• À moyen terme : Planifier les opérations de maintenance (en temps masqué)
• À long terme : Prévoir les investissements (remplacement des matériels)
■ MAINTENANCE CORRECTIVELe système est en panne : la production est arrêtée.Les temps d’intervention correspondent à une perte de production.
Elle pour but de redonner au matériel les qualités perdues nécessaires à son utilisation, à la suited’une défaillance partielle ou complète,
• Étapes pour mener une action corrective :
– Détection– Diagnostic– Localisation– Intervention– Consignation
■ MAINTENANCE PRÉVENTIVELe système de fabrication continue à produireLes interventions s’effectuent pendant les arrêts : réglages, congés
Elle a pour but de diminuer les probabilités de défaillance, de diminuer les temps d’arrêt en casde panne, de supprimer les cas d’accidents graves, de prévoir les interventions de maintenancecorrective coûteuses.
• Conditions pour mener des actions préventives :
– Documentations– Notices– Modes opératoires– Plans, schémas– Historiques– Plannings– Echéanciers– Moyens informatisés
Remise en état provisoire en attente d’une réparation définitive
La partie défaillante est remise en état d’origine et définitivement
Réparation
Dépannage⎧⎪⎪⎨⎪⎪⎩
Elle est effectuée selon un échéancier indiquant le temps oul’unité d’utilisation (Nb de pièces)
Elle est déterminée en fonction d’informations données par lamachine : niveaux d’huile, pression, température, capteurs devibrations
Maintenance Conditionnelle
Maintenance Systématique⎧⎪⎪⎪⎪ ⎨⎪⎪⎪⎪⎩
458
978271353446_402_459_MB 6/06/13 17:29 Page 458

459
Niveau
1
Types de travaux
Réglages simples sur desorganes accessibles sansdémontage.Échange d’éléments acces-sibles en toute sécurité.
Personnels
Opérateur
Moyens
Outillage légerdéfini dans lesinstructions d’uti-lisation duconstructeur
Exemples
FusiblesOutils de coupe
2
Dépannage par échangestandard d’éléments prévusà cet effet ou par des opéra-tions mineures de mainte-nance préventive
Techniciens habi-lités dans l’entre-prise
Outillage etpièces derechange exis-tants sur place
ContacteurCapteur
3
Identification et diagnostic depannes, réparation paréchange de composantsfonctionnels, réparationsmécaniques mineures
Technicien spé-cialisé sur placeou extérieur local de mainte-nance
Outillage prévu,appareils demesure et decontrôle
CourroieVérin
4
Travaux importants de main-tenance préventive et correc-tive
En atelier centralpar une équipeencadrée par untechnicien
Outillage général,appareils demesure, bancd’essai et decontrôle
Moteur
5
Travaux de réparations, derénovations, de reconstruc-tions, importantes
En atelier centralÉquipe complèteTechniciens
Moyens prochesde ceux duconstructeur
Vis à billesCommandesinformatiques
LES NIVEAUXDE LA
MAINTENANCE
LESHISTORIQUES
Maintenance
La maintenance se gère par des documents de suivi qui vivent et évoluent par les soins des diversintervenants habilités pour l’entretien et les réparations des matériels de production.Gérer c’est saisir des données, les traiter, les consigner sur des documents de suivi, les archiver.
Les documents de suivi doivent contenir des renseignements indispensables :désignation de l’équipement, nom de l’intervenant, dates des interventions, anomalies constatéesmême si elles disparaissent, causes diagnostiquées, travaux effectués, temps d’intervention, suiteà donner, coût total des pièces, des produits d’entretien, des consommables et de la maind’œuvre…
Il faut discerner deux types d’historiques :• Les historiques d’entretienIls sont gérés par l’opérateur, un exemplaire du document de suivi se trouve donc sur le site deproduction, l’archivage se fera sur un historique se trouvant dans le bureau du chef d’atelier.
• Les historiques de pannesIls sont gérés par les personnes qui correspondent au niveau de la maintenance concerné.Les documents de suivi sont archivés dans le bureau du chef d’atelier.
978271353446_402_459_MB 6/06/13 17:29 Page 459

460
DÉSORDREGÉNÉRAL
MACHINESMAL
IMPLANTÉES
SOLS ENMAUVAIS ÉTAT
18.1 ORGANISATION ET SÉCURITÉLors de la conception ou de la réorganisation des ateliers, il faut tenir compte simultanémentdes impératifs de productivité, de qualité et de sécurité.
Productivité
● Pertes de temps pour chercher, manipuler lesmatériaux, ouvrages et dégager les chutes ausol.
Qualité
● Matériaux, ouvrages finis, produits, outils dété-riorés ou altérés.
Santé-Sécurité
● Blessures par chutes de matériaux, instables oumal stockés ou lors des manutentions parchutes de plain-pied.
Productivité
● Pertes de temps dues à des gênes réciproques.● Accès difficile autour des machines.● Difficultés d'entretien des machines.● Difficultés de réglage des machines.
Qualité
● Défauts d'aspect ou manque de précision dusà des reprises des pièces en cours d'usinage.
Santé-Sécurité
● Blessures de tiers par rejet du bois.● Impossibilité pour mettre en place des ser-
vantes pour les pièces longues ce qui peutconstituer un danger lors de l'usinage.
● Blessures lors de manutention de pièces lon-gues.
Productivité
● Pertes de temps pour remettre en pile les élé-ments renversés.
Qualité
● Détérioration d'ouvrages ou éléments d'ouvrages lors de déplacements de chariotsavec palettes, de manutentions manuelles...
Santé-Sécurité
● Chutes de plain-pied.● Blessures dues au basculement de charges.● Chutes sur machines.
18. HYGIÈNE ET SÉCURITÉ
Conséquences possibles Remèdes possibles
● Surface suffisante de l'atelier pour stocker lesmatériaux, produits semi-finis et finis et faciliterl'accès à ces aires de stockage.
● Murs peints de couleur claire pour favoriser lerangement.
● Dispositifs permettant d'assurer la stabilité desmatériaux et produits finis :– ranchers pour plots ;– râteliers pour panneaux ;– casiers pour les chutes récupérables ;– chevalets ou berceaux pour fermettes, éléments
de murs préfabriqués...– stockage et évacuation régulière des chutes de
bois à proximité des scies (caisses sur palettes,caisses à roulettes...).
● armoires, casiers, râteliers pour outils.● servantes à roulettes pour matériaux et outils portatifs.
● Intégrer l'implantation rationnelle des machinesavant la réalisation d'un atelier ou avant l'achatd'un local existant ce qui évitera des entassementsde machines dans des espaces beaucoup trop res-treints.
● L'accès à la machine doit être facilité.● L'approvisionnement de la machine doit s'effec-
tuer dans de bonnes conditions. ● L'implantation de la machine doit faciliter le travail
de l'opérateur.● Tenir compte des dimensions maximales des
pièces qui seront usinées (encombrement de lamachine + 2 fois la longueur de ces pièces).
● Tenir compte des stocks intermédiaires.
● Mettre les sols au même niveau.● S'assurer de leur résistance mécanique.● Supprimer les désaffleurements ou les trous.● Les rendre anti-dérapants.● Faciliter leur entretien (application de produits anti-
poussière sur les chapes béton).
Document OPPBTP,avec leur aimable autorisation
Dysfonction-nement
978271353446_460_469_MB 6/06/13 17:29 Page 460

461
Hygiène et sécurité
MANUTEN-TIONS
PÉNIBLES
TEMPÉRA-TURE
EXCESSIVEOU
TROP BASSE
ÉCLAIRAGEINSUFFISANT
Productivité
● Temps d'exécution plus longs.● Reprises nécessaires sur certains éléments d'ou-
vrages.
Qualité
● Erreurs de lecture de cotes.● Mauvaises appréciations :
– des défauts du bois,– de la précision des assemblages,– de la qualité des finitions.
Santé-Sécurité
● Nécessité d'accommodation entraînant la fati-gue visuelle.
● Mauvaise perception des outils et des zones dedangers.
Productivité
● Pertes de temps inutiles.● Pertes de matière par épaufrures, ruptures…
Qualité
● Épaufrures, chocs sur pièces finies.● Chocs sur machines par manutention brutale de
pièces lourdes (ex. plateaux) entraînant uneperte de précision ou des ruptures d'élémentsde machines.
Santé-Sécurité
● Lombalgies (mal de dos) très fréquents dans lesmétiers du bois.
● Blessures graves par basculement, instabilité,ripage de panneaux, plateaux, ouvrages...
● Accumulation de fatigue inutile.
Productivité
● Temps passés anormalement élevés du fait d'unrythme de travail perturbé.
Qualité
● En retrait du fait d'une habilité moindre.
Santé-Sécurité
● Température trop élevée : troubles cardio-vas-culaires, coup de chaleur.
● Température trop basse : douleurs musculaires,engourdissements.
● Dans les deux cas, difficultés gestuelles incom-patibles avec les travaux sur machines dange-reuses.
Conséquences possibles Remèdes possibles
● Éclairage d'ambiance 150 Lux minimum.● Éclairage aux postes d'usinage 500 Lux mini-
mum.● Tenir compte :
– du facteur d'absorption des murs, plafonds, etc.Celui-ci, lié au pouvoir réfléchissant des couleursd'ambiance, peut varier entre 0,75 et 0,25 ;
– du facteur de dépréciation dû au vieillissementdes sources de lumière artificielle et aux dépôtsde poussières, il se situe entre 1,25 et 1,50.
● Prévoir les moyens de manutention adaptés auxmatériaux ou pièces à manipuler.
● Palonniers à ventouses pour panneaux de parti-cules (ou chariots si faibles quantités) et pour pla-teaux de bois massifs.
● Monorails ou ponts roulants pour pièces lourdes.● Chariots à fourches latérales pour avivés.
● En période chaude assurer une ventilation natu-relle efficace de l'atelier : appels d'air latéraux àl'atelier et évacuation de l'air chaud en toiture.
● En période froide assurer le chauffage de l'atelierpour obtenir une température de l'ordre de 12° Cpour les ateliers de charpente où des efforts mus-culaires relativement importants peuvent être effec-tués et de 15° C dans les ateliers de menuiserie.
● Prévoir une isolation thermique des murs et toi-tures ou disposer un faux plafond isolant pour limi-ter les déperditions.
Nota : l'isolation thermique peut être combinée avec letraitement acoustique de l'atelier (tôles perforées inté-rieures + laine de verre ou laine de roche).
Dysfonction-nement
Document OPPBTP,avec leur aimable autorisation
978271353446_460_469_MB 6/06/13 17:29 Page 461

462
Organisation et sécurité
DISPOSITIFSDE COMMANDEDIFFICILEMENTACCESSIBLES,PEU VISIBLES,
MALPROTÉGÉS
BRUITEXCESSIF
Productivité
● Temps morts plus importants.● Difficultés pour dialoguer.● Incompréhension ou déformation des messages
verbaux visant la fabrication, les commandes,etc.
Qualité
● Désengagement général du personnel comptetenu des mauvaises conditions de travail.
Santé-Sécurité
● Risque de surdité professionnelle au-delà d'unedose de bruit quotidienne supérieure à 85 dB (A).
● Troubles physiologiques divers (irritabilité,troubles gastro-intestinaux, troubles neuro-psychiques...).
● Fatigue et diminution de la vigilance pouvantentraîner des accidents lors de l'utilisation demachines.
● Difficulté de perception de messages de danger.
Productivité
● Temps de mise en place ou de réglage excessifdes protecteurs mal adaptés ou mal conçus.
Qualité
● Traces sur le bois lors des reprises en cours detranslation des pièces du fait d'une gêne entraî-née par un dispositif mal conçu, gênant, malfixé, etc.
Santé-Sécurité
● Blessures dues au contact avec l'outil ou autresorganes en mouvement.
Productivité
● Pertes de temps dues à des hésitations ou deserreurs lors de la mise en marche ou de l'arrêtdes machines.
● Le temps écoulé pour arrêter la machine peutêtre générateur d'incidents ou d'accidents cequi entraînera des pertes de temps.
Qualité
● Si l'organe de commande est peu visible, lavitesse de rotation de l'arbre porte-outil peut nepas être adaptée pour obtenir une vitesse decoupe optimale.
Conséquences possibles Remèdes possibles
● Diminuer le bruit à la source de certaines ma-chines (exemple : encoffrement de quatre faces,emploi d'outils hélicoïdaux pour dégauchissage etrabotage).
● Diminuer le bruit ambiant par traitement acous-tique à certains postes de travail bruyants et/outraitement général de l'atelier (exemple : bafflessuspendues, tôles perforées avec matériaux fibreuxabsorbants pour les murs et le plafond.
● Port de protections individuelles : bouchonsd'oreilles, serre-têtes avec coquilles si la dose debruit quotidienne est supérieure à 85 dB(A).
● Obligation de surveillance du chef d'entreprise oudu responsable de l'atelier.
● Remplacer tout ancien dispositif mal conçu par undispositif plus efficace et mieux accepté par le per-sonnel.
● Apprendre à les utiliser correctement.● Des dispositifs simples et peu coûteux permettent
de réaliser certains travaux réputés dangereux,sans risques (exemple : lors des travaux arrêtés àla toupie).
● Entretenir les dispositifs en remplaçant les piècesusées et assurer le fonctionnement aisé des dispo-sitifs réglables.
● Dans la mesure du possible les dispositifs de pro-tection seront toujours à demeure sur la machineet facilement escamotables pour les changementsd'outils ou lors de la mise en place d'entraîneursmécaniques (cas de la toupie notamment).
● Modifier le positionnement du support des organesde commande.
● Placer si possible ces organes à hauteur d'épaulesur un pupitre de façon qu'ils soient facilementaccessibles du poste de travail.
● Encastrer les organes de mise en marche pouréviter tout démarrage involontaire.
Dysfonction-nement
Document OPPBTP,avec leur aimable autorisation
DISPOSITIFSDE
PROTECTIONABSENTS, PEUEFFICACES OUMAL ADAPTÉS
978271353446_460_469_MB 6/06/13 17:29 Page 462

463
Hygiène et sécurité
VITESSE DECOUPE DES
OUTILSINAPPRO-
PRIÉE
MACHINES OUOUTILLAGESMAL CONÇUS
OUMAL ADAPTÉSAUX TRAVAUXÀ RÉALISER
DISPOSITIFSDE COMMANDEDIFFICILEMENTACCESSIBLES,PEU VISIBLES
MALPROTÉGÉS
(suite)
Santé-Sécurité
● Possibilité de mise en marche involontaire lorsde changements d'outil, réglages, etc. avecpossibilité de blessure au contact de l'outil.
● Mise en marche en survitesse involontaire avecdanger d'éclatement d'outils.
● Difficulté d'atteindre l'organe d'arrêt en casd'incident ce qui peut entraîner un accident.
● Position dangereuse pour atteindre les organesde commande.
Productivité
● Pertes de temps dues aux changements d'ou-tils prématurément désaffûtés.
● Fréquence d'affûtage plus importantes.
Qualité
● Une vitesse de coupe trop élevée ne permetpas de détacher un copeau d'épaisseur suffi-sante : l'outil s'use prématurément et l'état desurface du bois est moins bon.
● Une vitesse de coupe insuffisante aura uneconséquence inverse en ce qui concernel'épaisseur du copeau et l'état de surface nesera pas plus satisfaisant.
Santé-Sécurité
● Une vitesse de coupe insuffisante favorise lerefus du bois avec des réactions dans la pièceet des risques de blessures.
● Une vitesse de rotation trop importante peutfavoriser l'éclatement d'un outil (exemple : pla-teaux de tenonnage sur toupie-tenonneuse) etentraîner des blessures graves.
Productivité
Pertes de temps :● lors des réglages de guides, de tables, de posi-
tionnement d'outils, de vitesse d'avance, devitesse de rotation des broches,
● lors des changements d'outils,● lors de la fixation de pièces de bois sur chariots,● dues à des capacités d'usinage insuffisantes
obligeant à réaliser plusieurs passages de lapièce, etc.
Qualité
● Usure anormalement rapide de certains outilsnon adaptés (exemple : usinage de bois siliceux).
● Défauts de précision dus à un mauvais soutiende pièces de grandes dimensions notammenten fin de passe.
● Manque de puissance de la machine obligeantà arrêter l'avance de la pièce avec brûlure dubois.
● Usure des chariots supportant des pièces troplourdes ou des chocs lors de la mise en placede ces pièces (exemple : plateaux débités surscies à format), etc.
Conséquences possibles Remèdes possibles
● Ajuster systématiquement la vitesse de rotationdes broches aux diamètres des outils.
● Placer sur les machines un tableau indiquant lesrapports entre vitesse de rotation des broches etdiamètre des outils pour une vitesse de coupeappropriée (50 à 80 m/s suivant la nature de l'outil).
● Préférer toujours l'emploi de tenonneuses plutôtque de toupies-tenonneuses notamment pour desraisons de sécurité.
● Le choix des machines est à faire avec beaucoupde clairvoyance. Profiter des expositions internatio-nales pour comparer. Le prix de la machine n'estpas le seul critère déterminant !
● Bien étudier les fiches techniques des construc-teurs.
● Voir, si possible, des machines en service et de-mander l'avis des confrères.
● S'assurer que les machines neuves destinées àl'usinage du bois et utilisées à poste fixe sont ven-dues avec un certificat de conformité avec lemodèle ayant fait l'objet d'une attestation d'exa-men de type délivrée soit par l'Institut National deRecherche et de Sécurité (INRS) soit par le Labo-ratoire National d'Essais (LNE).
● S'assurer que les machines d'occasion sont ven-dues avec un certificat déclarant leur conformitéavec les dispositions réglementaires (1).
(1) Sauf celles ayant fait l'objet d'un examen de type.
Dysfonction-nement
…/…
RemarqueL'installation doit être telle qu'elle empêche tout redé-marrage des machines ou déplacement d'organesmécaniques pouvant engendrer un danger après uneinterruption fortuite de l'alimentation en énergie (élec-trique, pneumatique, hydraulique).
Document OPPBTP,avec leur aimable autorisation
978271353446_460_469_MB 6/06/13 17:29 Page 463

464
Organisation et sécurité
MACHINES OUOUTILLAGESMAL CONÇUS
OUMAL ADAPTÉSAUX TRAVAUXÀ RÉALISER
(suite)
MACHINESOUTILLAGES,
INSTALLATIONSDIVERSES
MALADAPTÉES
Santé-Sécurité
● Blessures dues à une utilisation non rationnellede certaines machines.
● Mauvaise position de travail pouvant engendrerdes risques.
● Maintien de pièces de grandes dimensions enfin de passe pour éviter leur basculement etdanger de contact avec l'outil.
● Surdité professionnelle due à des machinestrop bruyantes, etc.
Productivité
● Pertes de temps à un fonctionnement nonsatisfaisant du matériel.
● Travaux de finition plus importants que prévuspour rattrapage des défauts.
● Arrêt des machines ou installations entraînantdes pertes de production.
Qualité
● Précision des machines en régression interfé-rant sur la qualité des usinages.
● Outils travaillant dans de mauvaises conditionsd'où usure prématurée et aspect de surface dubois non satisfaisant.
● Outils mal affûtés, non nettoyés ne permettantpas de réaliser un usinage de qualité.
Santé-Sécurité
● Blessures par ruptures d'outils mal affûtés.● Blessures au contact de parties en mouvement
suite aux avaries de protecteurs (exemple :écrans de mortaiseuses à chaînes).
● Blessures par mauvais fonctionnement de pro-tecteurs (non utilisés ou usés).
● Efforts anormaux pour engager les bois dansles quatre faces, pour pousser des chariots,etc.
● Électrocution.
Conséquences possibles Remèdes possibles
● Assurer un entretien régulier du matériel en nom-mant un responsable, soit intérieur soit extérieur àl'entreprise.
● L'affûtage des outils exige de la précision : ne leconfier qu'à une personne ayant la formation vou-lue.
● Assurer un minimum de formation du personnelsur l'aspect mécanique des différentes machines àbois.
● Remplacer systématiquement toute pièce ou élé-ments usés ou endommagés (roulements, carters,protecteurs, guides de toupie, etc.).
● Faire vérifier l'installation électrique tous les anspar une personne compétente et faire réaliser lestravaux nécessaires.
Dysfonction-nement
Document OPPBTP, avec leur aimable autorisation
978271353446_460_469_MB 6/06/13 17:29 Page 464

465
18.2 DISPOSITIFS DE SÉCURITÉ SUR MACHINES
DÉLIGNEUSEMONOLAME
DE DÉBIT DE BOISMASSIF
SCIECIRCULAIREPORTATIVE
Les machines-outils doivent être conformes aux règles de sécurité. Les organes concourant àla sécurité sont obligatoirement installés sur tous les sites de travail mécanisé.
Repères Désignation
1 Buse de captage des sciures
2 Commandes d'arrêt de cycle de sciage
3Table avec lattes en bois pour faciliter lapréhension des pièces à scier.
4Butée réglable contre laquelle le bois est enappui.
5 Pièce de bois à scier.
6 Lame de scie circulaire correctement affûtée.
7Couteau diviseur d'épaisseur légèrement infé-rieure à celle du trait de scie épousant au plusprès le contour de la lame.
8Pédale de commande, à appui maintenu del'avance du groupe de sciage.
Repères Désignation
9 Volant de réglage de position du guide-pièces.
10 Pupitre de commande.
11Protecteur mobile pour le changement delame.
12 Guide-pièces.
13 Protection grillagée.
14Cape de protection montée sur le couteaudiviseur, avec buse de captage des sciures.
15Poutre mobile et ses lamelles de protection,transparentes et incassables.
16 Bâti.
11 – Semelle.12 – Protecteur fixe.13 – Orifice de sorties des sciures.14 – Protecteur à fermeture automatique.15 – Sens d'ouverture du protecteur mobile.16 – Couteau diviseur.17 – Fixation du couteau diviseur.18 – Indication du sens de rotation de la lame.19 – Interrupteur.10 – Verrouillage de l'interrupteur.11 – Poignée de maintien.12 – Levier de manœuvre du protecteur mobile.
978271353446_460_469_MB 6/06/13 17:29 Page 465

466
Dispositifs de sécurité sur machines
TOUPIE
Repères Désignation
1 Volant inférieur
2 Brosse
3 Fausse table entre table et col de cygne
4 Guide de délignage
5 Protecteur ouvrant asservi électriquement
6 Indicateur de tension de lame
7Protecteur fixe interdisant l'accès au volant parl'arrière et sur les côtés
8 Volant supérieur
9 Bâti
10Volant de réglage de la tension de lame etréglage du dévers (à l'arrière, non visible)
11Poignée de blocage à hauteur du guide-lameet du protecteur
12Protecteur solidaire du guide-lame supérieur,avec équilibrage incorporé (volant de réglage àl'arrière, non visible)
13 Servante
14 Bac à chutes
15 Lame de scie correctement affûtée et avoyée
16 Bloc de table remplaçable
17 Poussoir de fin de passe
18 Table
19 Boîtier électrique de commande
20 Buse de captage des sciures
21 Déflecteur de sciures
22 Pédale de frein
Repères Désignation
1 Commande du dispositif de freinage
2Visualisation de la vitesse sélectionnée en fonction du diamètre et du type d'outil
3 Poussoir de fin de passe
4Organe de commande d'arrêt facilementaccessible
5 Boîtier électrique de commande
6 Protecteur pour le travail au guide
7 Entraîneur escamotable
8Verrouillage en rotation de l'arbre pour le changement d'outil
9Outil à limitation continue du pas d'usinagecorrectement affûté et équilibré
10 Buse de captage des copeaux
11 Protecteur pour travail
12 Guide-pièce
13Servante avec butée incorporée, réglable etéclipsable, pour pointages et travaux arrêtés.
14 Volant de réglage (hauteur)
➂➅ } Cf. page suivante
➆
SCIE À RUBANÀ TABLE
DOC INRS
978271353446_460_469_MB 6/06/13 17:29 Page 466

467
Hygiène et sécurité
TOUPIE(suite)
SCIECIRCULAIRE
À TABLE
Repères Désignation
1Capes de protection facilement interchan-geables sans outils, une large pour les coupesinclinées, une mince pour les coupes droites
2Servante pour les longues pièces, mises enplace par l'utilisateur
3Guide parallèle réversible, réglable longitudina-lement et transversalement
4 Poussoir de fin de passe
5 Volants d'inclinaison de la lame
6Porte d'accès au changement de vitesse(asservie électriquement et fermée par un bou-ton solidaire de celle-ci)
Repères Désignation
7Dispositif d'affichage de la vitesse de rotationde la lame
8Coffret électrique et boutons de commande(non visibles)
9 Poignées de déplacement de la poutre mobile
10Volants de réglage de l'inciseur : correctiond'alignement avec la lame
11 Guide de tronçonnage
12 Chariot de tronçonnage
DOC INRS
978271353446_460_469_MB 6/06/13 17:29 Page 467

468
Sécurité en atelier et sur chantier
SCHÉMA TYPED'UNE
INSTALLATIOND'ASPIRATION
TRADITION-NELLE
Repères Désignation
1 Couteau diviseur
2 Cape de protection
3 Bloc de table
4 Guide parallèle réversible, réglable longitudina-lement et transversalement
5 Volants d'inclinaison de la lame
Repères Désignation
6 Poussoir de fin de passe
7 Boîtier de commande
8 Porte de changement de lame
9 Guide de tronçonnage
10 Rallonge de table
Couteau diviseur d'épaisseur légèrement infé-rieure à celle du trait de scie, épousant auplus près le contour de la lame.
18.3 SÉCURITÉ EN ATELIER ET SUR CHANTIER
L'agencement d'un atelier de menuiserie passe par l'étude d'une installation d'aspiration descopeaux et sciures.
DOC INRS
SCIECIRCULAIRE
À TABLE(suite)
978271353446_460_469_MB 6/06/13 17:29 Page 468

469
Hygiène et sécurité
Les travaux de chantier effectués dans lesdomaines de la menuiserie et de la charpentepeuvent entraîner des accidents graves pour lepersonnel de ces secteurs d'activités.
● Les accidents se produisent généralementlors de :
– déplacements, – manutentions manuelles,– renversements d'éléments d'ouvrages,– renversements d'engins de levage,– retombées de charges en cours de levage,– travaux en élévation,– effondrements de structures,– l'utilisation de machines portatives.
● Les travaux de chantier doivent donc fairel'objet d'une réflexion préalable de façonnotamment à répertorier le maximum de fac-teurs de risques auxquels le personnel pour-rait être exposé.
Cette réflexion devrait, par priorité, conduire àrepenser, par exemple, certains systèmes cons-tructifs et processus de montage, d'assemblage,de levage en associant ainsi sécurité et produc-tivité par élimination de nombreuses opérationsimproductives et /ou dangereuses.Si certains facteurs de risques ne peuvent êtreéliminés, il sera alors nécessaire de trouver laparade pour éviter toute atteinte à l'intégritéphysique du personnel.
TRAVAUX DECHANTIER
TRAVAUX DE LEVAGE
Risques Causes des accidents
● mauvais arrimage● rupture ou déformation d'accessoires● rupture d'organes de l'appareil● défaillance mécanique
Retombée de la charge ● mauvais dispositif de freinage● défaillance des points d'ancrage● surcharge● fausse manœuvre● appareil non approprié● non-respect des règles d'utilisation
● défaillance des appuis de l'appareil, des lests...
Renversement de la charge● surcharge à portée excessive,
ou de l'appareil● fausse manœuvre● effet du vent● non-respect des règles d'utilisation
● mauvaise implantation des appareils de levage● fausse manœuvre (coincement, écrasement par la charge,
Heurts de personnes avec la charge chute de personnes)ou l'appareil ● parties mobiles accessibles
● fausse manœuvre lors de l'évolution de l'appareil ● mauvaise installation de l'appareil
● contact avec une ligne électrique sous tensionLiés à l'environnement ● contact avec une conduite de gaz sous pression
● heurt avec des obstacles fixes ou mobiles
● contact direct ou indirect suite à un défaut d'isolement Liés à l'utilisation de l'énergie ● décharges atmosphériques
● éclatements de flexibles
978271353446_460_469_MB 6/06/13 17:29 Page 469

ESPRIT DUMÉMOTECH
ENSEIGNER ETSE FORMER À
L’AIDE DUMÉMOTECH
OUTILSPÉDAGOGIQUESET DIDACTIQUES
19. MÉMOTECH ET PÉDAGOGIE : LES FICHES « CHOIX »
470
Le Mémotech « Bois et Matériaux associés » est une base de données s’adressant aux élèvespréparant les diplômes des niveaux « V » aux niveaux « III » de métiers du bois. Il contient unemasse considérable d’informations concernant les Matériaux, les Matériels, les Méthodes et leChantier. Ces informations vont permettre à l’élève de faire un CHOIX parmi toutes les solutionsproposées, dans une situation pédagogique concrète élaborée et proposée par l’enseignant.
L’utilisation du Mémotech doit être un vecteur fondamental permettant à l’élève d’acquérir lescapacités triangulaires de base de toute formation : Autonomie – Adaptabilité – Responsabilité.
Le Mémotech, par la masse de ses contenus, est un outil précieux pour l’acquisition de connais-sances. Néanmoins, il est nécessaire que l’enseignant mette en place des dispositifs pédago-giques adaptés permettant d’atteindre ses objectifs d’apprentissage fixés : acquisition de Savoir-faire, de Savoirs, de Savoir-être, contenus et décrits dans les Référentiels des ActivitésProfessionnelles et de Certification.Cette démarche nécessite trois questionnements essentiels qui induisent à trois démarches :
1. La transposition didactique : adaptation des « Savoirs Savants », les savoirs encyclopé-diques sur un thème donné (contenus du Mémotech), aux Niveaux d’enseignement desélèves : CAP, Bac Pro, BTS et périodes d’apprentissage au cours de la formation.
2. La médiation des savoirs : démarches méthodologiques permettant l’accès aux connais-sances visées par les objectifs. La pédagogie inductive permet à l’élève d’auto-construi-re ses connaissances dans une dynamique interactive avec l’enseignant.
3. Le transfert des acquis : les procédures et concepts (objectifs procéduraux et objectifsconceptuels) acquis doivent être ré-investis pour résoudre d’autres problèmes appartenantà la même famille : cycle pédagogique « Induction – Déduction ».
Afin que l’objectif principal du Mémotech soit atteint (permettre à l’élève un CHOIX, en touteAutonomie et en situation d’Adaptabilité et de Responsabilité), l’enseignant doit mettre à la dis-position de l’élève des documents d’aide à l’acquisition des concepts et des méthodologies.
Les fiches méthodologiques de CHOIX :Ces fiches contiennent toutes les questions que doit se poser l’élève lorsqu’il doit procéder à uneréflexion concernant un matériau, un matériel, une méthode. Elles vont lui permettre de faire unCHOIX raisonné entre toutes les solutions technologiques proposées par le Mémotech.
Un ensemble de 10 fiches est proposé à titre d’exemple. L’enseignant pourra ainsi aisément trans-férer l’esprit et la méthodologie de ces documents pédagogiques afin, d’une part, d’élaborer lesfiches dont il a besoin pour couvrir les exigences des référentiels, et d’autre part pour les adapteraux différents niveaux d’enseignement.
978271353446_470_487_MB 6/06/13 17:30 Page 470

19.1 INTERVENTION DE MAINTENANCE
471
CHOIX DE LAFORME ET DES
MATÉRIELS
1. IDENTIFICATION DU OU DES INTERVENANTSNom et prénom des personnes qui interviendront en maintenance.
2. DEMANDE FORMULÉENom du demandeur d’intervention et la date de cette demande.
3. SITE D’INTERVENTIONLieu où se déroulera l’intervention (exemple : atelier de menuiserie).
4. POINT D’INTERVENTIONIndication permettant de mieux définir l’emplacement d’intervention.
5. DATESDates de la ou des interventions.
6. FORME DE MAINTENANCE SOUHAITÉE• Maintenance préventive systématique : maintenance préventive réalisée selon un échéancierétabli en fonction du temps ou d’une quantité numérique d’usage.
• Maintenance préventive conditionnelle : maintenance préventive subordonnée à un type d’évé-nement prédéterminé révélateur de l’état d’un élément particulier.
• Maintenance corrective – dépannage : maintenance effectuée après une défaillance –Intervention provisoire en attente de la réparation définitive.
• Maintenance corrective – réparation : maintenance effectuée après une défaillance – Interventiondéfinitive.
7. ÉLÉMENT(S) SUR LEQUEL(S) A LIEU L’INTERVENTIONDésignation de la ou des pièces concernées par l’intervention de maintenance.Références de ces pièces.Nom et adresse d’un fournisseur s’il y a une commande à faire.
8. MATÉRIEL NÉCESSAIRE À L’INTERVENTIONListe du matériel à préparer pour intervenir.
9. CONSOMMABLES UTILISÉSListe des consommables comme l’huile ou la graisse.
10. APPEL À DES INTERVENANTS EXTÉRIEURSNom, adresse et téléphone des intervenants auxquels on aura fait appel.Date de la demande.
11. OBSERVATIONS ET CROQUISTexte ou croquis facilitant la compréhension de l’intervention.
Note : voir chapitre 17
978271353446_470_487_MB 6/06/13 17:30 Page 471

Intervention de maintenance
472
Par Darigo JeanLolier Félicien Atelier B
Le Poste de profilage
Interventions
Equipement général 1re Systématique X27/02/06 Préventive X
Machine fixe X Conditionnelle(changement de courroie)Outils 2e Dépannage
CorrectiveMachine portative Réparation
Désignation Références Fournisseur
Toupie verticale P2000 TOV 2000/B Matbois S.A.14000 Caen
Désignation Référence
Clés platesLampe éléctrique - rallonge Courroie
d'entraînement de l'arbre C 456-650(une en stock)(une à commander)
Nom et adresse Date Téléphone
Section de la courroieCourroie à commander chez MatboisDélais de passation de commande : 1 jourDélais de livraison : 4 jours
Forme de maintenance souhaitéePoint d'intervention Dates
Observations éventuelles ou croquis
Elément(s) sur lequel(s) a eu lieu l'intervention
Matériel nécessaire à l'intervention Consommables utilisés
Appel à des intervenants extérieurs
24-fév-06
INTERVENTION DE MAINTENANCE
Intervenant(s) Site d'interventionDemande formulée1 2 3
4
5
7
98
10
11
6
α
978271353446_470_487_MB 6/06/13 17:30 Page 472

19.2 CONCEVOIR UN MONTAGE D’USINAGE
473
CHOIX DESMOYENS
1. MACHINE UTILISÉE Dénomination de la machine où sera utilisé le montage.
2. CARACTÉRISTIQUES DE LA PIÈCE À USINER Ces informations sont issues de la nomenclature.
3. FORME À USINER ENVISAGÉEIndiquer le schéma du type d’usinage envisagé.L’enlèvement de la matière sur un bois massif peut engendrer un mauvais état de surface et créerdes défauts si les sens d’avance et de rotation de l’outil ne sont pas adaptés aux sens du fil dubois. Le matériau travaillé est donc un critère de choix.
4. CORPS DU MONTAGE Élément de liaison entre la pièce et la machine. Il supportera tous les composants du montage.La mise en position statique de la pièce se fera sur cet élément.
5. CONTACTS DE MISE EN POSITION Points de contact affectés pour mettre la pièce en position statique. La disposition des points decontact permet la suppression des degrés de liberté.
6. MOYENS DE MAINTIEN EN POSITIONCe maintien est essentiellement réalisé par serrage.Leur effficacité est primordiale pour un usinage de qualité et est également un critère de sécurité.Appuis plans (3), linéaires (2) et ponctuel (1).
7. MOYENS MÉCANIQUES DE GUIDAGElls sont associés à la machine et/ou à l’outil pour servir de contact au montage d’usinage.
8. ACCESSOIRE D’AIDE AU GUIDAGELa qualité des surfaces en contacts (montage et moyen mécanique de guidage) dépend deI’état de surface du chant du montage.Un stratifié ou un rail en nylon peut être placé sur le chant.
9. ÉLÉMENTS DE SÉCURITÉAccessoires rendant l’utilisation du montage en toute sûreté.Il est en complément des autres organes de sécurité utilisables de la machine
10. ÉLÉMENT DE PRISE EN MAINPoignées.
11. CONTRÔLE DE LA CONCEPTIONTous ces points doivent être existants pour assurer la conformité du montage et de son utilisation.
12. DÉSIGNATION DU CONCEPTEUR Personne ayant rédiger cette fiche.
Note : voir chapitre 11.6
978271353446_470_487_MB 6/06/13 17:30 Page 473

Concevoir un montage d’usinage
474
Machine utilisée Toupie à arbre vertical et inclinable (TOI 250)
Désignation Références Longueur Largeur Epaisseur
Pied PG01
Croquis de la forme à usiner
Longueur Description1 3 Carrés de papier abrasif2
Largeur 3 Appuis-plan
Description
Epaisseur 4 2 vis tête fraisée plate 4x355 sur tasseau de 7680x50x30
Appuis linéairesMatériaux Description
1 vis tête fraisée plate 4x35Contreplaqué 6 Sur tasseau de 200x50x30
Appui ponctuel
Description Nombre
Sauterelles verticales 2avec embouts néoprène
Cale d'amorçagefixée sur la machine
Guide à billes D100mm
Protection verticale en plexiglassVoir plan du montage
2 poignées
Le contrat de phase est respecté XLa mise en position est réglable XLe montage est adapté à la machine utilisée XLe départ d'usinage est sécurisé XLe maintien en position est facile d'utilisation X
Dubois Fulbert Le maintien en position ne gêne pas l'usinage XLe montage s'oppose bien à l'effort de coupe XL'opérateur va usiner en toute sécurité
CONCEVOIR UN MONTAGE D’USINAGE
Forme à usiner envisagée Caractéristiques de la pièce à usiner
Corps du montage Contacts de mise en position
720 60 30
Contrôle de la conception prévue
Désignation du concepteur
Eléments de prise en main
Moyens de maintien en position
Moyens mécaniquesde guidage
Accessoire d'aide au guidage
950
200
19
Eléments de sécurité
3
2
5
4
6
8
9
11
12
7
10
1
25
720
36
978271353446_470_487_MB 6/06/13 17:30 Page 474

19.3 ÉTUDE ERGONOMIQUE D’UN POSTE DE TRAVAIL
475
CHOIX ETCARACTÉRIS-
TIQUES ÀPRENDRE EN
COMPTE
1. CHOIX DU POSTE À OBSERVER Identification du poste où se fera l’étude ergo-nomique.
2. SITUATION DU POSTE À OBSERVER Emplacement du poste par rapport à son envi-ronnement. Situation du poste dans l’entrepri-se. Ambiances physiques.
3. OPÉRATION(S) PRINCIPALE(S) Description de ou des opérations réalisées.
4. OPÉRATION(S) CONNEXE (S) Description de ou des opérations associées.
5. SCHÉMA DU POSTE OBSERVÉ Dessin du poste où apparaîtront tous les com-posants. Opérateur, pièce, machine, outils,mouvements, etc. Il est possible de joindredes photos.
6. CARACTÉRISTIQUES DIMENSIONNELLES DU POSTE Cotes principales sans oublier les hauteurs detravail. Surface de travail et de circulation.
7. CARACTÉRISTIQUES ENVIRONNEMENTALES DU POSTE Éléments pouvant avoir une influence sur lesconditions de travail.Bruit, éclairage, poussières, vibrations etc.
8. CARACTÉRISTIQUES DE LA PIÈCECONCERNÉEForme, dimensions, et poids.Plusieurs pièces peuvent être concernées.
9. CARACTÉRISTIQUES DE LA MACHINEET/OU DES OUTILSDescription des éléments en mouvement autreque l’opérateur.
10. PRÉSENTATION DU OU DES OPÉRATEURS Nom, caractéristiques physiques (hauteur,handicap etc.), qualifications. Expériencesprofessionnelles, ancienneté, etc.
11. ACTIVITÉSNoter le type d’activités sachant que plusieurspeuvent être concernées.
12. POSTURENoter la position de l’opérateur en coursd’opération.
13. MODE OPÉRATOIREListe chronologique des étapes de la situationétudiée.Découpage du travail réalisé.
14. CARACTÉRISTIQUES DU PRODUITS’IL Y A UNE APPLICATIONColle, vernis, peinture, etc.
15. PRODUCTIVITÉ Fréquence des opérations répétées (cycle).Cadence.
16. FACTEURS DE RISQUES DESTROUBLES MUSCULO-SQUELETTIQUES Les TMS couvrent toutes sortes d’affections,douleurs des membres inférieurs et supé-rieurs, douleurs dorsales ou du cou.
17. FACTEURS D’AUTRES RISQUES POURLA SANTÉ Risques liés aux poussières, aux produits utili-sés, etc.Risques d’accidents.
18. CONSIGNESDocuments d’informations sur les risques, parexemple.
19. DÉSIGNATION DE L’OBSERVATEURNom de celui qui a effectué l’observation.
Note : voir chapitre 9.5
978271353446_470_487_MB 6/06/13 17:30 Page 475

Étude ergonomique d’un poste de travail
476
Poste de tenonnage à avance manuelle Atelier menuiserie Bâtiment 2
Tenons aux extrémités d'une traverse Contreprofilage
Départ aspiration
Déplacement opérateur Circulation
Circulation
Caractéristiques dimensionnelles du poste
Longueur : 4,50 m Couloirs de dégagement prochesLargeur : 3,20 mHauteur table : 0,89 mHauteur palette vide : 0,12 m
Longueur : 700 mm Les caractéristiques de la machine Largeur : 80 mm et des outils sont rassemblées dans unEpaisseur : 34 mm classeur à disposition près de laAvancement d'arasement de 12 mm tenonneuse
ÉTUDE ERGONOMIQUE D’UN POSTE DE TRAVAIL
Situation du poste à observerChoix du poste à observer
Caractéristiques de la pièce concernée Caractéristiques de la machine et/ou des outils
Opération (s) principale (s) Opération (s) connexe (s)
Schéma du poste observé
Caractéristiques environnementales du poste
21
3 4
5
76
8 9
Tenonneuse
Table
Palette amont
Palette aval
1/2
978271353446_470_487_MB 6/06/13 17:30 Page 476

Mémotech et pédagogie : Les fiches « choix »
Nom
Chantel Sébastien Usinage X Assemblage X
Caractéristiques Manipulation X Manutention X
Hauteur 1,75m Contrôle X MétrologiePort de lunettes
Qualifications
BEP Bois + 3 ans d'expériences Debout en déplacement XAssis
Debout stationnaire
Prise et transport de pièce Pas d'application de produitsur palette amont
Mise en positionsur la table
Rythme défini en amont ou en aval Cadence libre Exécution du 1er tenon
Flux continu Flux discontinu
Retour de la table Situation d'urgence Nombre en un temps limité X
Retournement de la pièceet mise en position (butée) Prise et dépôt de pièces à des hauteurs différentes sur les palettes
Chutes de bois après sciage sur le solExécution du 2e tenon
Retour de la table
Prise et transport de pièceusinée sur palette aval Bruits
Poussières
Y a-t-il des consignes affichées sur le poste ? Oui X Non
Roger Marc
Facteurs de risques de troubles musculo-squelettiques
Facteurs d'autres risques pour la santé
Désignation de l'observateur
Mode opératoire de l'activité Caractéristiques du produit s'il y a une application
Productivité (fréquence)
ÉTUDE ERGONOMIQUE D’UN POSTE DE TRAVAIL (suite)
Présentation du ou des opérateurs Activités
Posture
10 11
12
14
15
16
17
18
19
13
477
2/2
978271353446_470_487_MB 6/06/13 17:30 Page 477

19.4 CHOIX D’UNE COLLE
478
CARACTÉRIS-TIQUES À
PRENDRE ENCOMPTE
1. TEMPS OUVERTTemps disponible pour assembler les éléments à coller.
2. TEMPS DE SERRAGETemps de maintien en contact des pièces.
3. TYPES D’OUVRAGES À COLLERDéfinir les éléments à coller en considérant leur matière et le lieu d’exposition définitif.
4. TEMPÉRATURE DU SITE DE COLLAGEPour l’emploi des colles, selon leur type, il est important de respecter la température minimaleindiquée par le fournisseur.
5. TAUX D’HUMIDITE DES ÉLÉMENTS À COLLERLes matériaux collés, une fois mis en œuvre, auront un taux d’humidité défini par le milieuambiant ; il est souhaitable qu’au moment du collage, leur taux en soit le plus proche possible.
6. VISCOSITÉÉtat de fluidité de la colle.
7. TEMPS DE GOMMAGETemps d’attente nécessaire entre l’encollage et la mise en contact des éléments à assembler.
8. NOMBRE DE COMPOSANTSLe collage est possible grâce à l’assemblage de composants tels que la colle, les durcisseurs, lescharges et éventuellement des colorants.
9. MOYENS D’ENCOLLAGEOutils utilisés pour mettre la colle.
10. CHOIX DE LA COLLEAprès avoir pris en considération les données ci-dessus, indiquer votre choix de colle et ses réfé-rences fournisseur.
11. RESSOURCES D’INFORMATIONSLes fournisseurs mettent à la disposition des utilisateurs de leurs produits des documents servantde références à l’utilisation de ceux-ci.
Note : voir chapitre 1.9.5 : taux d’humidité du boischapitre 5 : collage
1 h 30 min
Exemple : 1 heure 30 min
978271353446_470_487_MB 6/06/13 17:30 Page 478

Mémotech et pédagogie : Les fiches « choix »
Assemblage bois/bois X Habillages intérieurs(Élargissement panneaux – dents de scie)
Placage stratifié Parquet colléX X
Placage bois Parquet flottant
Menuiseries extérieures Travaux maritimes
oC %
Très fluide 1 X 2 3
Fluide X
Viscosité moyennePinceau X Spatule
Viscosité élevée pistolet Rouleau
MON CHOIX DE COLLE
Colle vinylique X R 50
Colle néoprène (polychloroprène)
Colle réactive - urée formol
Colle réactive - résorcine
Colle réactive - polyuréthanne
Colle parquet (collé) - émulsion
Colle parquet (collé) - polyuréthanne
Colle mastic
L'emploi des colles est soumis à une réglementation
Avez-vous:La réglementation générale X
La notice technique de la colle choisie X
La fiche de données de sécurité pour son emploi X
Très lent
FICHE D’AIDE AU CHOIX D'UNE COLLE
Temps ouvert Temps de serrage Types d'ouvrages à coller
V iscosité
Si nécessaire
Nombre de composants
Rapide
Moyen
Lent
Très lent
Rapide
Moyen
Lent
Références fournisseurs
Moyen d'encollage
Température relevée sur le site
de collage
Taux d'humidité des éléments à
coller
Temps de gommage
20 18
?
1 2 3
4 5
6
7
8
9
10
11 DOCUMENTSRESSOURCES
479
978271353446_470_487_MB 6/06/13 17:30 Page 479

19.5 PRÉPARATION D’UN POSTE D’ASSEMBLAGE
480
CHOIX DESDISPOSITIFS
1. IDENTIFICATION DE L’OUVRAGEDésignation et référence de l’ensembleconcerné.Cela peut être un sous-ensemble.
2. NOMENCLATURE DES PIÈCESOUVRÉESDésignation et référence des pièces qui serontassemblées sur ce poste.
3. NOMENCLATURE DES ACCESSOIRESDésignation des accessoires à joindre auxpièces (cheville, quincaillerie, visserie, etc.)
4. MODE DE STOCKAGE DES PIÈCES ÀASSEMBLERPalette, chariot, tréteaux, etc.
5. LISTE DES CONSOMMABLESColle par exemple.
6. NOMS DES INTERVENANTSOpérateurs chargés de cette phase de fabri-cation.
7. MODE DE STOCKAGE DESOUVRAGES ASSEMBLÉSPalette, chariot, tréteaux etc.
8. MOYENS DE PRÉ-MONTAGESi cela est nécessaire, prévoir un emplace-ment proche pour faire un éventuel pré-mon-tage ou un encollage
9. OUTILS DE MÉTROLOGIEOutils permettant de positionner l’ensembledes pièces.
10. MOYENS DE SERRAGEOutils utilisés pour le serrage des pièces .
11. MOYEN D’ENCOLLAGEPinceau, pistolet, etc.
12. OUTILS DE CONTRÔLEOutils permettant le contrôle du positionne-ment de l’ensemble des pièces.
13. MOYENS DE NETTOYAGEOutils pour enlever toutes traces (ex. : colle)indésirables.
14. PROCESSUS DE MONTAGEOrdre de montage des pièces.
15. ÉLÉMENTS DE SÉCURITÉLa sécurité et la protection des opérateursdoivent être assurées pour pallier tous acci-dents, efforts physiques et problèmes desanté.Une étude ergonomique est souhaitable.
16. CROQUIS DE L’AGENCEMENT DUPOSTEDessin sommaire de l’aménagement du posteavec tous ses composants.
Note : voir chapitre 5 : collagechapitre 8.3.3 : schématisation de la cadreuse hydrauliquechapitre 9.2 : nomenclatures par niveauxchapitre 18 : hygiène et sécurité
978271353446_470_487_MB 6/06/13 17:30 Page 480

Mémotech et pédagogie : Les fiches « choix »
Désignation
Porte de cuisine Montant gauche 620 x 70 x 27
Référence Montant droit 620 x 70 x 27PH400
Traverse basse 410 x 70 x 27
Traverse haute 410 x 70 x 27
Cheville bois ( 8 par porte) Panneau massif 508 x 298 x 14
Colle R 50 Palliot PhilippePalettes (800x800) Caladi Marc
Etabli pour encollage Mètre - EquerrePalette
Cales Pige (diagonale)Serre-joints Biberon de colle (500 g)Tréteaux serre-joints Pinceau
PinceauChiffon
Choix des pièces (distribution)Encollage des assemblages (sauf panneau)Prémontage Equipement deSerrage - contrôle - perçage et pose des chevilles protectionAttente - coupe des chevilles individuel (EPI)
Les postes de serrage
sont au nombre de 2,
un serrage se faisant pendant
le temps d'attente de l'autre.
des ouvrages assemblés
PRÉPARATION D’UN POSTE D’ASSEMBLAGE
Nomenclature des accessoires
Identification de l'ouvrage (ensemble) Nomenclature des pièces ouvrées
Mode de stockage des pièces à assembler
Noms des intervenantsListe des consommables
Moyens de pré-montage
Croquis de l'agencement du poste
Processus de montage
Moyens de nettoyage
Eléments de sécurité
Moyens de serrage
Outils de métrologie
Moyens de contrôleMoyen d'encollage
Mode de stockage
21
3
45 6
987
10 11 12
13
15
14
16
Palettemontants
Palettetraverses
Palettepanneaux
Etabliencollageprémontage
Poste 1
Poste 2
Scie à chevilleMatériel denettoyage
Serrage &contrôles
Serrage &contrôles
Arasementdes chevilles
Arasementdes chevilles
Stock des portes assemblées
Palette
Nettoyage
Nettoyage
PerceuseChevilles
Servante
481
978271353446_470_487_MB 6/06/13 17:30 Page 481

19.6 PRÉPARATION D’UN USINAGE – CHOIX D’UNE MACHINE
482
CHOIX DESDISPOSITIFS
1. PIÈCES CONCERNÉESInformations issues de la nomenclature ou dela fiche suiveuse concernant les pièces à usi-ner.
2. TYPE D’USINAGEMentionner le type d’usinage concerné par lechoix de la machine.
3. MACHINES POUVANT ÊTRE UTILISÉESListe des machines et leurs caractéristiquesd’utilisation pouvant être utilisées.
4. OUTILLAGES DISPONIBLESListe des outils convenant pour l’usinage àeffectuer.Dans le choix d’un outil, la qualité de l’usinageet la sécurité rentrent en compte.
5. CHOIX DÉFINITIFÀ partir des infommations ci-dessus et desdisponibilités des machines et outils, faire unchoix définitif sur lequel va continuer la prépa-ration.
6. AMENAGEPréciser l’amenage des pièces.Dans le cas des deux possibilités, privilégierl’amenage mécanique.
7. ACCESSOIRES ASSOCIÉSEntraîneur, peigne, contre-table, contre-guide,etc.
8. DOCUMENT(S) À PRÉPARER AVANTUSINAGEDocuments sur lesquels apparaissent lesinformations de réglages, les quantités, lesprocédures, etc.
9. MATÉRIEL NÉCESSAIRE À L’ORGANI-SATION DU POSTEL’organisation du poste est un critère impor-tant dans toutes les tâches à effectuer.Elle amène une réflexion sur l’optimisation destransferts, les manipulations, I’ergonomie etles conditions de travail.
10. MATÉRIEL DE RÉGLAGEOutils disponibles pour effectuer les réglagesavec précisions.
11. MATÉRIEL DE CONTRÔLEMatériel disponible pour effectuer lescontrôles de réglages et en cours d’usinage.
12. MATÉRIEL DE SÉCURITEEnsemble des accessoires concourant à lamise en sécurité du poste.Accessoires propres à la machine et ceux quipeuvent être associés pour augmenterI’efficacité.
13. DOCUMENT DE SUIVIFiche suiveuse par exemple.
14. OPÉRATEUR(S)Désignation du ou des opérateurs.
15. ÉQUIPEMENT DE PROTECTION INDIVIDUELCasque antibruit, vêtement de travail confor-me, chaussures de sécurité, gants, lunettes,etc.
Note : voir chapitre 7 : dossier des méthodeschapitre 8 : schématisation chapitre 11 : usinagechapitre 18 : hygiène et sécurité
978271353446_470_487_MB 6/06/13 17:30 Page 482

Mémotech et pédagogie : Les fiches « choix »
Désignation Références Nombre Essences
Débit
Traverse haute TH700 ChêneTraverse intermédiaire TI700 Chêne Modification de profil
Eléments de porte intérieure (2 vitres en partie haute) Liaisons XMortaises pour recevoir montant intermédiaire
Assemblage (montage)
Finition
Désignation Désignation
Mortaiseuse à mêche Mortaiseuse à chaîne Pour la pose d'accessoires
MOM100 MOC55Nbr d'opérateur (s) 1 Nbr d'opérateur (s) 1Traditionnelle X Traditionnelle XPositionnements numériques Positionnements numériques Référence
Commandes numériques Commandes numériques Mèche 10 mm Profil déformableRéférence
Désignation Désignation Chaîne de 10 mm Pas de 13,7Mortaiseuse à bédane Mortaiseuse à bédane Référence
(horizontale) MO01 (horizontale) MOCN200 Bédane de 10 mm (185 x 22,5)Nbr d'opérateur (s) 1 Nbr d'opérateur (s) 1 Référence
Traditionnelle X Traditionnelle
Positionnements numériques Positionnements numériques Référence
Commandes numériques Commandes numériques X
Mortaiseuse à bédaneCycle d'usinage programmable
Manuel X Mécanique Cale longue de pressage MOCN200
Fiche outil Palettes amont et avalBordereau de programmation propreà cette machineDocuments de réglages et d'utilisation MO
Jauge de profondeur Pied à coulisse de 250 Organes de sécurité de la machineJauge de profondeurPied à coulisse de 750
Equipement de protection individuelFiche suiveuse Chaussures de sécuritéFiche de contrôle Delabille Pierre Casque anti-bruit
Vêtements de travail
Document de suivi
Matériel de contrôle Matériel de sécurité
Opérateur (s)
Matériel de réglage
PRÉPARATION D’UN USINAGE – CHOIX D’UNE MACHINE
Pièces concernées Type d'usinages
Machines pouvant être utilisées pour cet usinage
Outillages disponibles
Choix définifAccessoires associés
Matériel nécessaire à l'organisation du poste
5858
Amenage
Document (s) à préparer avant usinage
21
4
5
9
12
1413 15
1110
8
76
3
483
978271353446_470_487_MB 6/06/13 17:30 Page 483

19.7 PRÉPARATION D’UN CHANTIER DE POSE
484
CHOIX DESMOYENS
1. IDENTIFICATION DU SITE DE POSEAdresse du lieu où sera effectuée la pose. Difficultéséventuelles d’accessibilité et de stationnement.Définir les aires de stockage sur le chantier.
2. IDENTIFICATION DU OU DES POSEURS Nom et prénom des personnes qui interviendrontsur le chantier et les moyens de les contacter.
3. MOYEN DE DÉPLACEMENTVéhicule utilisé pour aller en chantier. Moyens decolisage.
4. DÉLAI D’INTERVENTION PRÉVUConformément au planning d’intervention de l’entre-prise ou du chantier, temps necessaire pour réaliserles travaux.
5. CONTACTS À PRENDREIl est important d’identifier les partenaires interve-nant sur le chantier.Maître d’œuvre : personne en charge du bon dérou-lement de toutes les interventions.Coordonnateur Sécurité et Protection de la Santé :personne qui met en place le Plan Général deCoordination et les Plans Particuliers de Sécurité etde Protection de la Santé (Coordinateur SPS).Entreprises : Intervenant éventuellement en amontou/et en aval de l’intervention considérée par cettefiche.Client : généralement le maître d’ouvrage.
6. DOCUMENTS DE RÉFÉRENCE Planning de pose. Consignes particulières selon le travail.Procédures de montage et de pose.Document technique unifié (D.T.U.). Fiches techniques des produits utilisés.Bordereau de livraison. Plan d’architecte, de distribution. Plan Particulier de Sécurité et Protection de laSanté. Fiche de suivi de pose. Etc.
7. CONTRÔLE QUANTITATIF DES ÉLÉMENTSÀ POSER Vérification des quantités des ouvrages à installer etde tous les accessoires nécessaires
8. CONTRÔLE QUALITATIF DES ÉLÉMENTS ÀPOSER Vérification de l’état (recherche de défauts éven-tuels) des éléments à poser.
9. MATÉRIEL DE TRAVAIL EN HAUTEURÉchafaudage. Échelle. Escabeau. Plate-forme indivi-duelle. etc.
10. CONSOMMABLES DE FIXATION Tous les accessoires permettant le maintiendéfinitif : pattes à scellement, ancrages spéciaux,chevilles, ciment, mousse, visserie, etc.
11. MATÉRIEL DE PROTECTION DES COUPSET SALISSURES Protection des ouvrages posés pour éviter toutesdétériorations.
12. MATÉRIEL DE MÉTROLOGIE ET DE CONTRÔLE Outils de mesures et de contrôles des dimensions etdes mises en position dans l’espace : mètre, niveau,niveau laser, générateur de ligne laser, fil à plomb,télémètre, etc.
13 MATÉRIEL DE TRAÇAGE ET DE MISE ENPOSITION Outils permettant de tracer tous les traits et repèrespour mettre en position les ouvrages à poser : cor-deau, règle, craie de marquage etc.
14. MATÉRIEL MANUEL TRADITIONNEL DEL’INSTALLATEUR Établi-étau, caisse à outil avec l’outillage manuel dumenuisier, pistolet à cartouche, outils pour réaliserles scellements, etc.
15. MATÉRIEL ET OUTILLAGE PORTATIFS ETACCESSOIRES Enrouleur et câble électrique, perceuse électrique,perceuse-visseuse avec batterie, marteau-perfora-teur, scie, tréteaux, ventouses de transport, etc.
16. MATÉRIEL PROVISOIRE DE MISE EN POSITIONCales, coins, étais, tasseaux en bois, lève-porte,etc.
17. MATÉRIEL PROVISOIRE DE MAINTIEN ENPOSITIONCales, coins, étais, tasseaux en bois, serre-joints,etc.
18. MATÉRIEL DE NETTOYAGE ET DE TRI SELECTIFBalai, chiffons, aspirateur, sacs pour le tri, etc.
19. MATÉRIEL DE SÉCURITÉ ET DE PROTECTION DE LA SANTÉ Protection individuelle, casque, harnais, signalisa-tion, trousse de secours, etc.
Note : voir chapitre 9.4.1 : la méthode PERTchapitre 16 : chantierchapitre 18 : hygiène et sécurité
978271353446_470_487_MB 6/06/13 17:30 Page 484

Mémotech et pédagogie : Les fiches « choix »
Adresse du chantier Nom(s) Prénom(s)
18 rue des feuillus Lilelois Benjamin Camionnette14000 Caen Larmet Luc
Accessibilité Moyens de contact
Facile Téléphone portablepour camion de petit gabarit Début février 2006
Maître d'œuvre Entreprises Client
M. Decroix (architecte) Allaco S.A. M. RacineCoordonnateur S.P .S.
M. Decroix
Fait le 26 janvier 2006Plan de l'architecteDistribution des piècespour la pose de huisserieset bâtis Fait le 26 janvier 2006
Escabeau (2) Pattes à scellementCiment à prise rapide Film plastiqueVis - pointes Film à bulle
Décamètre - Mètre Cordeau Caisse à outilsGrande équerre Règles Matériel pour scellementNiveau laser Craie de marquageFil à plomb CrayonNiveau à bulle
Perceuse à fil Coins et cales en bois Bracelets élastiquesVisseuse à batterie Tasseaux Lattes de contreventementBurineur électriqueRallonge éléctrique
Sacs Casque - Lunette Balais - Pelle Tenue de travail - Chaussures de sécuritéChiffons
Matériel de nettoyage et de tri sélectif Matériel de Sécurité et de protection de la santé
Matériel manuel traditionnelde l'installateur
Matériel et outillageportatifs et accessoires
Matériel provisoirede maintien en position
Matériel de métrologieet de contrôle
Matériel de traçageet de mise en position
Matériel provisoirede mise en position
Matériel de protectiondes coups et salissures
Consommables de fixation
Identification du site de pose Identification du ou des poseurs Moyen de déplacement
Délai d'intervention prévu
Matériel de travail en hauteur
Contacts à prendre (coordination de ou des interventions)
PRÉPARATION D’UN CHANTIER DE POSE
Documents de référence Contrôle quantitatif des éléments à poser
Contrôle qualitatif des éléments à poser
21 3
4
5
67
8
11
14
17
109
12
15 16
13
18 19
485
978271353446_470_487_MB 6/06/13 17:30 Page 485

19.8 AIDE À L’ORGANISATION D’UN POSTE D’USINAGE
486
CHOIX DESMOYENS
1. POSTE D’USINAGEDésignation du posteOn désigne le poste par l’activité qui s’y déroule.MatérielsMachines utilisées – Outils employés.AccessoiresMatériels adjoints au bon déroulement du ou desusinages.
2. PIÈCEDésignationOn désigne la ou les pièces usinées ou/et leurs réfé-rences.État en amont du Poste – État en aval du posteOn fait apparaître la modification structurelle de lapièce qui apporte une valeur ajoutée (texte ou cro-quis).Autres informationsL = Longueur l = largeur e = épaisseur de la pièce.Matière et poids de la pièce (charge à manipuler).
3. ACCESSIBILITÉPiétonL’opérateur doit pouvoir accéder et circuler en toutesécurité sans aucune gêne et en limitant la fatigue.Transpalette – Transpalette motorisée – ChariotMoyens mécaniques utilisés pour transférer lespièces d’un poste à un autre.
4. MANUTENTIONEn amontDe la palette amont à la machine.En coursPendant l’usinageEn avalDe la machine à la palette aval.FréquenceNombre de pièces concernées par une manipula-tion.AutomatiséeTransfert sans l’intervention de l’opérateur.ContinueTransfert et usinage en continuManuelleL’opérateur intervient sur l’ensemble du cycle pièce.
5. STOCKAGE DES ENCOURSMoyensMatériel utilisé pour stocker les pièces avant etaprès leur transfommation.QuantitéNombre de pièces sur chaque moyen de stockaged’encours.Emprise au solLongueur et largeur au sol des moyens utilisés.
HauteurHauteur à laquelle sont prises et déposées lespièces.
6. POSTUREChoisir la meilleure posture pour l’opérateur. Elledoit être adaptée au travail demandé en étantconfortable et non dangereuse.
7. INFORMATIONSNotice d’instructions de la machineNotice pemmettant l’utilisation de la machine et deses accessoires pour effectuer les réglages,I’usinage et la maintenance.Fiches-outilsInformations sur les outils.Document de réglagesDonnées permettant le réglage des organes (outils,machines, accessoires…). Document de contrôle(s)Relevés des contrôles et des modifications de régla-ge apportées.
8. HYGIÈNE – PRÉVENTIONRisques de nuisances phvsiques et chimiquesIdentifier les nuisances générées par l’usinageconcerné et par les postes environnants.Protections collectivesProtections assurant la sécurité des opérateurs setrouvant sur les postes voisins.Protection individuelleÉquipement de l’opérateur (tenue, casque, chaus-sures…).
9. CROQUIS DU PROJET D’AMÉNAGEMENTDU POSTEDessin du poste faisant apparaître les élémentsconstitutifs définis ci-dessus.
10. DOCUMENTS RÉFÉRENTSRéférences des ouvrages et documents facilitant larédaction de la fiche.
11. RÉDACTEUR DE LA FICHEDésignation de la personne qui a rédigé la fiche.
Note : voir chapitre 18 : hygiène et sécurité
978271353446_470_487_MB 6/06/13 17:30 Page 486

Mémotech et pédagogie : Les fiches « choix »
POSTE D'USINAGE PIECE
Désignation Sciage de panneaux DésignationMatériels Etat en amont du poste Panneau mélaminé blanc
Scie à panneaux verticale 3070 x 1850Etat en aval du poste Panneaux débités sur palette
AccessoiresDispositif inciseur L mm � mm e 16 mm
Butée avec réglage numérique Matière Mélaminé blanc 7 kg
ACCESSIBILITE MANUTENTION STOCKAGE DES ENCOURS
Piéton Avec ventouses X MoyensTranspalette manuel Palettes inertes XTranspalette motorisé Palettes réglables en hauteurChariot spécial panneaux X Tréteaux
DessertesFréquence
POSTURE Automatisée Quantité 44Continue Emprise au sol (Lxl) mm
Travail assis Debout X Manuelle X Hauteur 15 mm
INFORMATIONS HYGIENE - PREVENTION
Notice d'utilisation machine Sur le poste Risque de nuisances physiques X (mettre aspiration)Fiche outil(s) Risque de nuisances chimiquesDocument de réglages Feuille de débit Protections collectives X (sur machine)Document de contrôle(s) Feuille de débit Protections individuelles X
CROQUIS DU PROJET D'AMENAGEMENT DU POSTE DOCUMENTS REFERENTS
Nomenclature
Feuille de débit
Fiche suiveuse
Processus de réglage(à disposition sur la scie)
REDACTEUR DE LA FICHE
Nom LenormandPrénom DidierDate 23/02/06
90x60
FICHE D'AIDE À L’ORGANISATION D’UN POSTE D’USINAGE
Poids
En a
mon
t
En c
ours
En a
val
800 480
1
Opérateur
Panneaux provenant du stock(Dans autre local)
Scie verticale
Lame spéciale + inciseur
Butée
Palette "aval"
Doc machine & règles de sécurité
Couloir de circulation
01 02
04 05
08
10
06
07
09
03
11
487
978271353446_470_487_MB 6/06/13 17:30 Page 487

488
20.1 ÉTUDE DES SYSTÈMES (analyse descendante)
20. OUTILS D'ANALYSE ET DE RÉSOLUTION DES PROBLÈMES
MÉTHODO-LOGIES POUR
CONDUIREL'ÉTUDE DES
SYSTÈMES
CONSTITUANTSD'UN SYSTÈME
Un système est un ensemble de constituants en interaction dynamique, organisés pour atteindre un but.Chaque constituant est caractérisé par une fonction (approche fonctionnelle) et par des liaisons phy-siques qui le mettent en contact avec d'autres constituants (approche matérielle).Ces constituants au sein du système accomplissent des tâches en relation avec une suite chronologiqued'événements caractérisant le processus de réalisation de la fonction globale du système (approche tem-porelle).
Choix des outils nécessaires à l'analyse pluri-technologique des systèmes : trois approches complémentaires :
■ APPROCHE FONCTIONNELLEModélisation des activités produites par tous lescomposants qui concourent à la réalisation de lafonction globale du système (valeur ajoutée).Outil : méthode de l'analyse descendante.
■ APPROCHE MATÉRIELLEModélisation des constituants et des liaisons decontact qui les mettent en relation.Outils : représentation des circuits fonctionnelsen langage symbolique normalisé :
– Schématisation des mécanismes.– Schématisations électriques, pneumatiques,
hydrauliques.– Dessins techniques, plans d'implantation.
■ APPROCHE TEMPORELLEModélisation de l'évolution et de l'enchaînementdes activités nécessaires au processus du systè-me, activités des moyens techniques qui réali-sent les fonctions.Outils : organigrammes appropriés à l'analysede l'état des variables dans le temps :– Algorithmes, algorigrammes, GRAFCET,
GEMMA.– Chronogrammes. Diagrammes des états.
Association de sous-systèmes constituant un tout organique complexe destiné à remplir une fonction globale(valeur ajoutée à la matière d'œuvre).
Système
Association de composants destinés à remplir une ou plusieurs fonctions opérationnelles au sein d'unsystème.
Sous-système
Ensemble d'éléments ou élément destiné à remplir une fonction particulière dans un sous-système ou un système.
Composant
Organe du plus bas niveau participant à la réalisation de la fonction d'un composantou d'un sous-système.
Élément
978271353446_488_496_MB 6/06/13 17:31 Page 488

489
Outils d'analyse et de résolution des problèmes
Désignation du modèle : « Technique d'analyse structurée et de modélisation ».Désignation en anglais : « Structured Analysis and Design Technique » (S.A.D.T.).
DESCRIPTEURSGRAPHIQUES
DÉCOMPO-SITION
DESCENDANTE
L'analyse de tout problème est menée de manièredescendante, modulaire, hiérarchique et structurée,en partant du plus général pour aller vers le plusdétaillé.
■ RELATIONS HIÉRARCHIQUESFondées sur le modèle « Parents/enfants ».On définit successivement :– La boîte mère (le système global), elle porte le
numéro de nœud « A – 0 » (se lit A moins zéro).– Le diagramme fils de niveau 0 (zéro) porte le
numéro de nœud « A0 ».– Les diagrammes enfants du nœud « A0 » qui
deviennent boîte mère lorsqu'ils sont décomposés,ils portent les numéros A1, A2, A3, au niveau 1.
Frontière du bloc fonctionnel ■ « BOÎTES »Blocs fonctionnels.La méthode utilise un seul type de boîte rectangulai-re modélisant un système, un sous-système, uncomposant, un élément à quelque niveau que cesoit.
M.E. Sf = M.E. Si + Valeur ajoutée
FONCTION Faire ... quoi...
Verbe complémentM.E. Si. M.E. Sf.
R
Matière d'œuvresituation initiale
Matière d'œuvresituation finale
■ FONCTIONCelle du bloc fonctionnel.La fonction du système ou de la partie du systèmeconsidérée est notée à l'intérieur du rectangle enterme d'action caractérisée par la relation « R » quitransforme la matière d'œuvre de sa situation initialeà sa situation finale. Cette transformation représenteune valeur ajoutée.Exemple : transformer l'énergie électrique en énergiemécanique.
N°
Côté du hautDes contraintes d'activité
Côté droitCôté gauche
Des objetsen SORTIE
Des objetsen ENTRÉE
Côté du bas Des moyens techniques « Le(s) processeur(s) »
■ FLÈCHESRelations avec l'environnement.Les échanges entre le bloc fonctionnel et son envi-ronnement sont définis en terme de flux d'entrée ouflux de sortie.Ces flux sont modélisés par des flèches dont l'extré-mité ou l'origine est située sur l'un des quatre côtésdu rectangle selon leur nature.
Flèches convergentes : entrées { Matières.
Flèches divergentes : sorties Energies.Informations.
Analyse descendante hiérarchisée
1 2
3
1
3
2
4
Système globalBoîte mèreNœud N° A – 0
Diagramme enfant Niveau 0Nœud N° A0
Diagramme enfant Niveau 1Nœud N° A3
Diagramme enfant Niveau 2
Nœud N° 34 Nœud N° 33
+ générale
Analyse
+ détaillée
978271353446_488_496_MB 6/06/13 17:31 Page 489

490
Étude des systèmes
● La boîte contient des activités (verbes).● Les flèches désignent des choses (noms).
● La boîte contient des choses (noms).● Les flèches expriment des activités (verbes).
DIAGRAMMED'ACTIVITÉS
« ACTIGRAMME »
DIAGRAMME DEDONNÉES
« DATAGRAMME »
RÈGLES FONDAMEN-
TALES
Données de type informations :Bien distinguer l'information : impulsion binaire, forme, amplitude d'une énergie, et une énergie en tantque flux qui peut être énergie de fonctionnement ou une matière d'œuvre.
Cette règle permet d'éviter la représentation de boîtes sans entrée de matière d'œuvre.Pour les composants actifs, l'énergie est nécessaire systématiquement ; pour ne pas surcharger lesactigrammes il est possible de ne pas représenter cette donnée mais de l'indiquer une seule fois.
Lorsque la matière d'œuvre est elle-même information, il est nécessaire de bien analyser la formulationde sa caractéristique qui la distingue des données de contrôle.
ACTIVITÉS
Données de contrôle :– énergie ;– pilotage.
Processeur :– mécanisme ;– machine ;– logiciel.
Données en entrée.
Matière d'œuvre dans sa situation initiale :– article ;– énergie ;– information.
Données en sortie.
Matière d'œuvre dans sa situation finale.M.E. Sf = M.E. Si + V.A
DONNÉES
Activités de contrôle :– commander ;– procéder.
Support de données.Unité de stockage :– mémoriser
Activités génératrices.
– créer ;– modifier ;– transformer.
Activités utilisables.
– éditer ;– afficher ;– imprimer.
Règle 1 :Le processeur qui assure la réalisation de l'activité affectée à une boîte a besoin d'énergieet/ou de la présence de matière d'œuvre en entrée pour lui apporter la valeur ajoutée.
Règle 2 :Si une donnée d'entrée est à la fois une des contraintes d'activité et la donnée de contrôleon ne la représente que comme donnée de contrôle.
Règle 3 :Si l'énergie nécessaire au processeur est également matière d'œuvre, on indique en don-née(s) de contrôle celle(s) de ses caractéristiques qui influent sur la réalisation de l'activité étudiée.
Règle 6 : La matière d'œuvre de sortie d'une boîte peut être la matière d'œuvre d'entrée ou une don-née de contrôle pour une autre boîte.
Règle 4 : Les données de contrôle ont un caractère informationnel.
Règle 5 : Une boîte comporte au moins une donnée de contrôle qui déclenche son activité et la régule.
978271353446_488_496_MB 6/06/13 17:31 Page 490

491
Outils d'analyse et de résolution des problèmes
MACHINE-OUTIL AUTO-
MATISÉE
DÉCOMPOSI-TION DESCEN-
DANTE
ACTIGRAMME« A0 »
DIAGRAMMEENFANT
NIVEAU 0
Organes de la machine-outil automatisée :Nœud A1 : partie commande (l'automate)Nœud A2 : partie opérative (les effecteurs)
Créer leprocessus
Traiter les
informa-tions
Adapter les
ordres
Délivrer l'énergie
Transfor-mer
l'énergie
Transformer physiquement la M.E. par enlèvement
de matière.
Commu-niquer avec
milieu humain
Agir surla matière
Mettre en
mouve-ment
Modifier la
matière
ENTRÉE SORTIE
Matière brute Matière usinée
Énergie
A11 : pupitre + visuA12 : interface d'entréeA13 : automateA14 : interface de sortie
A21 : préactionneurA22 : actionneurA23 : mobiles de la machineA24 : organes effecteurs
Consommables Données de contrôle
Machine-outil automatique
A01 Partie commandeA02 Partie opérative
A0A0
A1 A2
12
Adapter les
informa-tions
d'entrée
1 2 3 41 2 3 4
Gérer le processus
Agir sur la matière
Énergie Énergie Réglages
Consommables
Programmes, instructions.
Ordres
Comptes rendus
Matière brute
Comptes rendusvisuels,
alarmes
Matière transformée
Matière et
énergie dégradées
A0
A0
A1
A2
M.E. : matière d'œuvre
978271353446_488_496_MB 6/06/13 17:31 Page 491

492
Étude des systèmes
ACTIGRAMME« A1 »
DIAGRAMMEENFANT
NIVEAU 1
ACTIGRAMME« A2 »
DIAGRAMMEENFANT
NIVEAU 1
Communi-quer avec
milieuhumain
Adapter les
informations d'entrée
Traiter les
informations
Adapter les
ordres
Organes composants de l'actigramme A1 :
Nœud 1 : pupitre + visu Nœud 3 : automateNœud 2 : interface d'entrée Nœud 4 : interface de sortie
Organes composants de l'actigramme A2 :
Nœud 1 : préactionneur Nœud 3 : mobiles de la machineNœud 2 : actionneur Nœud 4 : organes effectueurs
Énergie Programmes enregistrés
Opérateur : données et variables
ARU
Informations provenant
de la partie opérative
Énergie
de puissance
Matière initiale
A11
A12
A13
A14
Ordres
Commandemanuelle
Ordres
Marche automa.vers P.O.
Comptes rendus
visuels, sonores
Partie commande
1
2
3
4
Délivrerl'énergie
Transformerl'énergie
Mettre en
mouvement
Modifier la
matièreMatière finale
Déchets
Voyant
Énergie dégradée
Bruit, chaleur
Comptes rendus
de position
1
2
3
4
A21
A22
A23
A24
Énergie de commande Ordres de marche Données de contrôle :commande et/ou réglages des courses des mobiles
Partie opérative
A1
A2
978271353446_488_496_MB 6/06/13 17:31 Page 492

493
Les mots : trois familles.
■ LES MOTS CLÉSPrécisent le type de la structure algorithmique utilisée.
Exemple : RÉPÉTER ... TANT QUE... (structure conditionnelle itérative).
Un mot clé est toujours suivi : – soit d'une expression conditionnelle entre guillemets,– soit d'un ou plusieurs mots d'instruction.
Exemple : – SI « b < 10 » (expression conditionnelle)– ALORS– FAIRE « porte P1 ouverte » (mots d'instruction)
■ LES MOTS INSTRUCTIONSCe sont des verbes d'action qui caractérisent la nature des opérations à effectuer.
Exemples : – FAIRE – AVANCER – SÉLECTIONNER– ALLER – DÉGAGER – INITIALISER
Un mot instruction est toujours suivi de la désignation de l'objet sur lequel il s'applique ou de la des-cription de l'opération à appliquer sur l'objet, écrite entre guillemets.
Exemples : – ALLER « du point 1 au point 2 »– FAIRE « pas = pas + 1 »
■ LES MOTS DÉLIMITEURSIls fixent les bornes de l'algorithme global, ainsi que celles des différentes structures utilisées si ellesne sont pas implicites.Entrée : DÉBUT – Sortie : FIN.Le mot délimiteur FIN peut être complété par un mot clé de la structure.
Exemple : FIN SI.
ALGORITHME
SYNTAXE DULANGAGEALGORITH-
MIQUE
20.2 ALGORITHMES – ALGORIGRAMMESLe développement de l'automatisation des tâches les plus diverses, telles que usinages, calculs... avecdes moyens adaptés, M.O.C.N. (Machines Outils à Commande Numérique), API (AutomatesProgrammables Industriels), micro-ordinateurs, pénètre de plus en plus les métiers du bois en fabricationindustrielle de la menuiserie et du mobilier.Ces moyens et plus particulièrement ceux qui touchent l'informatique en automatisation industrielle, ontbesoin d'instructions précises, concises, chronologiques, faisant appel à des expressions non subjectivesqui fixent une démarche logique réutilisable sans limite pour arriver au résultat.«Il faut dire ce qu'il faut faire, sans le faire»Ce « mode opératoire » adapté, permettant d'arriver à coup sûr à un résultat souhaité autant de foisqu'on le veut, est basé sur le langage algorithmique: c'est un algorithme.
NF Z 61-00 : ensemble fini de règles déterminées, servant à résoudre un problème au moyen d'unnombre fini d'opérations.
978271353446_488_496_MB 6/06/13 17:31 Page 493

494
Algorithmes – algorigrammes
Trois familles.Ces structures peuvent être employées, selon la nature et la constitution de l'algorithme, isolément, encombinaisons successives, en combinaisons emboîtées.
STRUCTURESALGORITH-
MIQUES
■ DEGRÉ DE COMPLEXITÉ D'UN ALGORITHME
L'organisation relative des structures, décritesprécédemment, les unes par rapport aux autresdétermine le degré de complexité de l'algori-thme.La décomposition d'un algorithme en sous-ensembles de degrés décroissants de complexi-té facilite l'exploitation.
● Réseau principalC'est l'algorithme dans sa globalité.
● Sous-réseauxC'est chacune des structures qui constituentl'algorithme.
● BornageCe sont les mots délimiteurs explicites et/ouimplicites qui assurent le repérage des bornesd'entrée et de sortie de ces réseaux.
■ STRUCTURES EMBOITÉESC'est la combinaison des structures fondamen-tales assemblées les unes dans les autres (prin-cipe de l'analyse descendante).
● Rang– Le réseau principal est affecté du rang zéro : 0.– Les sous-réseaux sont affectés des chiffres 1,
2, 3, 4... dans l'ordre chronologique de leuremboîtement à partir du réseau principal.
– Le rang du dernier réseau emboîté donne ledegré de complexité de l'algorithme.
● Règles syntaxiques– Le dernier réseau ouvert doit être fermé le
premier.– Le nombre de fermetures doit être égal au
nombre d'ouvertures.– Le décalage d'un délimiteur d'entrée par rap-
port au précédent s'il y en a un, se fait de lagauche vers la droite.
Type de structure Description Algorigramme
Structure linéaireou séquentielle
« Enchaînement »
● Suite chronologique– de traitements– d'instructions– d'opérations– d'actions
Structure alternativeou sélective
« Aiguillage »
● EmbranchementChoix d'une séquence entre 2, enfonction d'une condition ayant 2états vrai ou faux.
Structure itérativeou répétitive« Boucle »
● Séquence répétéeUne condition détermine l'arrêt de larépétition.La séquence s'exécute tant que lacondition est vraie.
Action 2
Action n
Action 2
Les prédicats : « Fonctions propositionnelles ».
Condition
Sortie 2Sortie 1
V F
V
F
Action 1
Condition
Action 1
978271353446_488_496_MB 6/06/13 17:31 Page 494

495
Outils d'analyse et de résolution des problèmes
Exemple :
STRUCTURESALGORITH-
MIQUES(suite)
REPRÉSEN-TATION
GRAPHIQUE
Algorithme de degré de complexité 2.
Réseau principal de rang 0.
Sous-réseau de rang 1.
Sous-réseau de rang 2.
Début
Fin
Début
Fin
Début
Fin
0 1 2REPRÉSEN-
TATION LITTÉ-RALE DES
ALGORITHMES
Début– Instruction « 1 »– Instruction « 2 »
– Si « condition 1 vraie »– ALORS
– RÉPÈTE– Instruction « 10 »– Instruction « 11 »– Instruction « 12 »
– TANT QUE « condition 2 vraie »– SINON
– Instruction « 20 »– FIN SI
– Instruction «30 »FIN.
0 1 2
L'organigramme de description d'un algorithmeest par convention un « algorigramme »
Symboles utilisés pour la représentation desalgorigrammes. Extraits de la norme NF 67-010.
Symboles normalisés Désignation – Définition
SYMBOLESDE
TRAITEMENT
SYMBOLESLOGIQUES
SYMBOLESAUXILIAIRES
● Symbole général « Traitement »Opération ou groupe d'opérations sur des données, ouinstructions. Opération pour laquelle il n'existe pas desymbole normalisé.
● Sous-programmePartie de programme considérée comme une opération.Le sous-programme « S/Pn » fait l'objet d'un algorigram-me particulier séparé.
● Entrée – sortieMise à disposition d'une information à traiter ou enregis-trement d'une information traitée.
● EmbranchementExploitation de conditions variables impliquant le choixd'une voie parmi plusieurs. Symbole utilisé pour repré-senter une décision ou un aiguillage.
● ConventionSymbolique conventionnelle adoptée pour repérer lesdeux sorties d'un test.OUI : sortie vraie.NON : sortie fausse.
● Début, fin, interruptionSymbole de début, de fin ou d'interruption d'un algori-gramme, point de contrôle, etc.
● CommentaireSymbole utilisé pour donner une indication complémen-taire.
OUI
NON
978271353446_488_496_MB 6/06/13 17:31 Page 495

496
Algorithmes – algorigrammes
STRUCTURESCONDITION-
NELLES : « PRÉDICATS »
Stru
ctur
es
Synt
axe
Mot
s cl
és
et e
xpre
ssio
ns
Mot
s dé
limite
urs
Algo
rigra
mm
es
ALTE
RNAT
IVES
ITÉR
ATIV
ES
Com
plèt
eIn
com
plèt
eRé
péte
r tan
t que
...
Répé
ter j
usqu
'à...
Pour
... d
e ...
à ..
. rép
éter
FIN
SIFI
N SI
Impl
icite
Impl
icite
FIN
POUR
SI «
Con
ditio
n V
»
ALO
RS
Actio
n 1
SINO
N
Actio
n 2
SI «
Con
ditio
n V
»
ALO
RS
Actio
n
RÉPÉ
TER
Actio
n
TANT
QUE
« Co
nditi
on V
»
RÉPÉ
TER
Actio
n
JUSQ
U'À
« Co
nditi
on V
»
POUR
i DE
à A
b RÉ
PÉTE
R
Actio
n
FAIR
E
i = i
±Pa
s
i = a
Actio
n(s)
i = i
±Pa
s
i �b
Actio
n(s)
Cond
ition
Actio
n(s)
Cond
ition
Actio
n(s)
Cond
ition
Cond
ition
DÉBU
TDÉ
BUT
DÉBU
TDÉ
BUT
DÉBU
T
FIN
FIN
FIN
FIN
FIN
Actio
n 1
Actio
n 2
VF
F
F
VV
F
V
V
F
978271353446_488_496_MB 6/06/13 17:31 Page 496

20.3 ÉTUDES DES AUTOMATISMES SÉQUENTIELS20.3.1 CAHIER DES CHARGES
APPROCHEPROGRESSIVE
DU CAHIERDES CHARGES
DANS LA DESCRIPTION
D'UN AUTOMATISME
EXEMPLE DECAHIER DES
CHARGESD'UN POSTEDE PERÇAGEAUTOMATISÉ
VERSIONPNEUMATIQUE
C'est le descriptif fourni par l'utilisateur au concepteur pour lui préciser le rôle et les performances dusystème automatisé à réaliser ainsi que les modes de marche et les sécurités qu'il désire dans son fonc-tionnement.
■ OBJECTIFAutomatiser sur un poste de perçage :● L'ablocage de la pièce sur les axes Z ou Y.● L'avance et le recul sur l'axe Z de la tête de per-
çage électro-pneumatique :– à petite vitesse pour usiner et grande vitessehors usinage ;– avec débourrage optionnel.
■ USINAGE À RÉALISERIl s'agit de percer des trous de diamètres variésdébouchants ou borgnes à des profondeursvariées.
■ ORGANISATION DU POSTE DE TRAVAIL● Mise en position : par trois butées amovibles et
réglables.● Maintien en position : par un vérin double effet.
■ SPÉCIFICATIONS FONCTIONNELLES : CYCLE D'USINAGE
La tête électro-pneumatique est alimentée en éner-gies électrique et pneumatique, l'opérateur met enposition la pièce à percer. Il actionne un boutonpoussoir « départ cycle » ce qui provoque dansl'ordre chronologique les actions suivantes :● le serrage de la pièce ET la mise en rotation de
la broche ;● l'approche à grande vitesse de la tête électro-
pneumatique ;● le perçage à mi-profondeur à petite vitesse ;● le débourrage à grande vitesse ;
● la deuxième approche à grande vitesse jusqu'àmi-profondeur ;
● la fin du perçage à petite vitesse ;● le dégagement à grande vitesse ;● le desserrage de la pièce ET l'arrêt de la broche.L'opérateur évacue la pièce et le cycle peut recom-mencer.
■ SPÉCIFICATIONS TECHNOLOGIQUESLa partie commande sera réalisée avec un séquen-ceur pneumatique. L'avance de la tête électro-pneumatique sera contrôlée par un régulateurhydraulique à garde réglable. La mise en rotationet l'arrêt de la broche se feront par une interfacepneumo-électrique qui commande un contacteurbistable. Le pupitre de commande intégré à l'armoi-re contenant l'automate du système comportera :● un bouton poussoir « initialisation » (init)● un bouton poussoir « départ cycle » (dcy)● un bouton poussoir à accrochage « arrêt d'ur-
gence » (ARU)● un bouton à manette à deux positions option-
nelles :– « perçage avec débourrage » (déb) ;– « perçage sans débourrage » (déb) ;
● Un voyant « attente de départ de cycle » (a).
■ SPÉCIFICATIONS OPÉRATIONNELLESL'armoire de commande devra être prévue pourl'extension du poste de perçage à deux têtesélectro-pneumatiques.
■ SPÉCIFICATIONS FONCTIONNELLESElles décrivent le processus de fonctionnement dela partie opérative, ainsi que les réactions de l'auto-matisme consécutives aux informations issues de lapartie opérative, afin de faire comprendre auconcepteur le rôle de la partie commande à réaliser.Elles définissent clairement les fonctions, les infor-mations, les commandes et ordres impliqués dansl'automatisation de la partie opérative sans préjugerdes technologies utilisées.Les sécurités de fonctionnement doivent égalementapparaître dans la mesure où elles ne dépendentpas directement de la technologie des capteurs etactionneurs.
■ SPÉCIFICATIONS TECHNOLOGIQUESElles précisent la façon dont l'automatisme devras'intégrer physiquement dans le système et sonenvironnement. Elles renseignent sur :
– le choix des appareillages : capteurs, action-neurs ;
– les énergies disponibles : air comprimé, tensionélectrique ;
– la nature de l'environnement : les températures,l'humidité, les poussières, les atmosphères défla-grantes.
■ SPÉCIFICATIONS OPÉRATIONNELLESElles concernent le suivi de fonctionnement de l'au-tomatisme au cours de son existence : fiabilité,maintenance, dépannage, possibilité de modifica-tion ou d'extension du système, dialogue homme-machine.Ces considérations, malgré leurs répercussions nonnégligeables sur le plan économique, sont souventsous-estimées dans le cahier des charges en raisonde la difficulté de les exprimer qualitativement etquantitativement.
497
978271353446_497_506_MB 6/06/13 17:34 Page 497

20.3.2 GRAFCETÉtudes des automatismes séquentiels
POSTE DEPERÇAGE
AUTOMATISÉ
a0a1a2
a3
a0
Vs
Vs
a0
a2 a2
a3 a3
a1 a1
{
Représentation schématique du système
498
978271353446_497_506_MB 6/06/13 17:34 Page 498

499
Outils d'analyse et de résolution des problèmes
POSTE DEPERÇAGE
AUTOMATISÉ
GRAFCETFONCTIONNEL
VERSIONPNEUMATIQUE
STRUCTURESET DESCRIP-
TEURS GRAPHIQUES
Mettre la pièce en position
Serrage de la pièce et mise enrotation de la broche
Approche grande vitesse de la tête
Perçage à petite vitesse
Débourrage à grande vitesse
Deuxième approche à grandevitesse
Fin du perçage à petite vitesse
Dégagement à grande vitesse
Desserrage de la pièce et arrêt de la rotation broche
1
2
3
4
5
6
7
Départ cycle
Pièce serrée
Position début de perçage
Position intermédiaire
Position début de perçage
Position intermédiaire
Position fin de perçage
Position de départ
Pièce desserrée
8
Bouc
le de
recy
clage
0
Bouc
le de
recy
clage
POSTE DEPERÇAGE
AUTOMATISÉ
GRAFCET OPÉ-RATIONNEL
CYCLE AVECDÉBOURRAGE
OPTIONNEL
a (Voyant attente)
Vs+ RB
Vp+
Approche à grande vitesseet perçage à petite vitesseassurés par le régulateurhydraulique
Vp– deb. a3
Boucle de saut d'étape
Vp+
Vp–
Vs– RB
0
1
2
3
4
5
6
Init
dcy
vs
a2 . deb
a1
a3
a0
Vs
{
Approche à grande vitesseet perçage à petite vitesseassurés par le régulateurhydraulique
{
Outil de description du cahier des charges d'unsystème automatique séquentiel.Le GRAFCET décrit les comportements attendusdu système automatisé en fonction des informa-tions qu'il reçoit.Cet outil est un « Diagramme fonctionnel et tem-porel », c'est-à-dire une représentation gra-
phique, donc concise, précise, rigoureuse, hié-rarchisée et offrant une lecture synoptique facileà interpréter.Le graphe décrivant le fonctionnement de la par-tie commande d'un système automatisé séquen-tiel est une succession alternée d'étapes et detransitions reliées par des liaisons orientées.
Avance1
2
ÉTAPE ACTION(S) associée(s)
Carré repéré numériquement
SYMBOLEGÉNÉRAL
ÉTAPE INITIALEMENTACTIVÉE
■ ÉTAPESauxquelles sont associées des Actions.Une étape correspond à une situation dans laquel-le le comportement de tout ou partie de l'automa-tisme par rapport à ses entrées et ses sortiesreste invariant. Aucune évolution ne se produit auniveau de l'automatisme pendant que s'exécutentune ou plusieurs actions du processus.
Une étape est soit active soit inactive et à chaque instant donné la situation du système automatiséest entièrement définie par l'ensemble des étapes actives.
3. ÉTAPE ACTIVE ÀL'INSTANT « t »
0
978271353446_497_506_MB 6/06/13 17:34 Page 499

500
Études des automatismes séquentiels
STRUCTURESET DESCRIP-
TEURS GRAPHIQUES
(suite)
ÉVOLUTIONDU GRAFCET
SÉQUENCESMULTIPLES
FRANCHIS-SEMENT
D'UNE ÉTAPE
■ TRANSITIONSauxquelles sont associées des RÉCEPTIVITÉS.Les transitions indiquent les possibilités d'évolutionentre les étapes sous forme d'une ou plusieursconditions logiques : « réceptivités ».La réceptivité peut être soit VRAIE, soit FAUSSE.
Trait fort horizontal
Fin de course « a »
TRANSITION RÉCEPTIVITÉ(S) associée(s)
Une transition est soit non franchissable soit fran-chissable et obligatoirement franchie. Deux condi-tions fondamentales doivent être remplies pourqu'une transition soit franchie : elle doit êtreVALIDÉE ET la réceptivité associée doit être VRAIE.
La réceptivité est un test de présence d'une (ouplusieurs) information(s) dont l'état logique « VRAI »indique que toutes les actions associées à l'étape(ou les étapes) précédente(s) sont arrivées au termede leur exécution.
LIAISON ORIENTÉE
Trait vertical ou horizontal
■ LIAISONS ORIENTÉESElles relient les étapes aux transitions et les transi-tions aux étapes et indiquent les voies d'évolutionde l'état du diagramme fonctionnel le GRAFCET.
Le sens général de parcours du graphe est implicitement interprété du haut vers le bas. Des flèches sontnécessaires sur les liaisons lorsque le sens du parcours est autre.
■ AIGUILLAGESChoix conditionnel entre plusieurs séquences.
● Divergence en « OU » :aiguillage entre plusieurs branches secondaires.
● Convergence en « OU » :chaque branche secondaire revient sur la bran-che principale.
■ SÉQUENCES SIMULTANÉESPlusieurs séquences s'exécutent simultanément.
● Divergence en « ET » :Début des séquences simultanées.
● Convergence en « OU » :Fin des séquences simultanées.
11
14
21
24
5
4
X
Z
Y
W
9
8
(m) (n)
35
31 41
46
p
q (m.n)
Transition NON VALIDÉE
– Étapes 1 et 2 inactives– Transition 1.2 non vali-
dées
TransitionVALIDÉE
– Étape 1 active– Transition 1.2 validée– Transition 1.2 non fran-
chie car la réceptivitéassociée « a » n'est pasvraie
Transition FRANCHISSABLE et
obligatoirement FRANCHIE
– Etape 1 activeET– Réceptivité « a » associée
à la transition 1.2 vraie– Transition 1.2 franchie– Cet état est instable
Transition FRANCHIE
– Étape 2 active– Étape 1 désactivée– La réceptivité « a » ne
joue plus aucun rôle– Transition 2.3 validée
2
1
a
b
État 1
2
1
a = 0
b
État 2
2
1
a = 1
b = 0
État 3
2
1
3
a
b = 0
État 4
978271353446_497_506_MB 6/06/13 17:34 Page 500

501
Outils d'analyse et de résolution des problèmesLe grafcet a deux formes progressives en rela-tion avec le niveau de description du cahier descharges d'un automatisme.
Description des spécifications fonctionnelles :
■ GRAFCET FONCTIONNEL(Du point de vue système).Diagramme fonctionnel définissant toutes lessituations d'évolution d'un système automatisédécrites littéralement. Il ne prend en compte quel'aspect fonctionnel des mécanismes, sans pré-juger des moyens technologiques employéspour la réalisation de la partie commande et dela partie opérative du système automatiqueséquentiel.
Description des spécifications technologiques
■ GRAFCET OPÉRATIONNEL (Du point de vue commande)Diagramme élaboré à partir du GRAFCET fonc-tionnel, prenant en compte les choix technolo-giques pour la partie commande (type de l'auto-mate) et pour la partie opérative (actionneurs,capteurs...) prescrits dans les spécificationstechnologiques du cahier des charges du systè-me automatisé.Toutes les actions physiques (déplacements, finde courses, etc.) sont décrites avec des sigles etdes signes conventionnels clairement définisdans une nomenclature accompagnant le GRAF-CET opérationnel (chiffres, lettres, signes + ou – etc.).
GRAPHES
NIVEAUX DESDIAGRAMMESDU GRAFCET
SYNTHÈSESYNOPTIQUE
DE LADÉMARCHE
D'ÉTUDE D'UNAUTOMATISMESÉQUENTIEL
PROJET PRÉ -ÉTUDE
Grafcetfonctionnel
ÉTUDE
ET
Grafcetopérationnel
ET
Schémas de principeSchémas
technologiquesPupitre – P.C. P.O.
20.4 CIRCUIT MÉCANIQUE
■ RÉPRÉSENTATION SCHÉMATIQUESoit R la relation qui existe entre les pièces 1 et2 à maintenir. Cette relation représente la fonc-tion « serrage » du serre-joint.« R » est réalisée par la chaîne fermée desactions de contact existantes entre tous les élé-ments constitutifs du serre-joint et les deuxpièces 1 et 2 appartenant au système.
Le circuit mécanique est un outil particulièrement adapté pour l'étude des mécanismes, machines-outilset tous systèmes dont l'agencement constitue une chaîne logique entre les différents éléments ouorganes qui la composent. Cette chaîne continue assure la réalisation de la fonction globale du système.
SERRE-JOINTÀ VIS
65 7 1 2RFG
3
4
CAHIER DES CHARGES
● Spécifications fonctionnellesDescription du processus de fonctionnement dela partie opérative et des sécurités sans préjugerdes solutions mises en œuvre.
● Spécifications technologiquesChoix des appareillages :– environnement– énergies– automate– actionneurs– capteurs
● Spécifications opérationnellesSuivi du fonctionnement du système automatisé :– dialogue homme-machine– fiabilité– maintenance– modifications– extensions
Avant-projet
978271353446_497_506_MB 6/06/13 17:34 Page 501

502
Circuit mécanique
■ CIRCUIT MÉCANIQUEGraphe des relations de contact entre les élémentsconstitutifs du serre-joint qui permettent la relationprescrite « serrage » de deux pièces de bois.SERRE-JOINT
À VIS(suite)
CONVENTIONSGRAPHIQUES
RÈGLES :CONDITIONS ÀREMPLIR PARUN CIRCUITMÉCANIQUE
CHAMPS D'APPLICATION
Exemple : la scie radiale. Voir « La schématisation des machines-outils ».
■ CIRCUIT ÉCLATÉCette variante est tolérée dans lamesure où plusieurs sommets ontmême niveau dans le circuit méca-nique.
R1
6 5 4
2
7 3
FG
4 2 5
4 52
1 2
R 1 R 2
R
R
■ ANALOGIELe circuit mécanique peut être comparé à la « chaî-ne de cotes » dans la cotation fonctionnelle. R étantla « condition » du circuit mécanique, les sommetsreprésentant les « maillons » de la chaîne de cotes.
■ CONTINUITÉUn circuit mécanique doit être fermé, les sommetssont reliés de façon continue par les arêtes. Un cir-cuit mécanique ouvert n'a pas de sens.
■ HOMOGÉNÉITÉLes sommets et les arêtes doivent être de mêmenature entre eux.Exemple : le serre-joint à vis● Sommets : organes mécaniques.● Arêtes : actions de contact.
■ LONGUEUR DU CIRCUITElle doit être minimale. Éviter les boucles internes.
● Cinématique : étude organique des mécanismes(machines outils)
● Automatismes : schémas technologiques.● Électricité : schémas de circuits d'alimentation.
● Pneumatique : schémas d'installation.● Hydraulique : schémas de circuits ou de réseaux.
Sens du circuit
O.C P.R
3 5
6
7
1 8
R1
R2R3'
R3
R4'
R4
R5
R6
FGSens de la relation prescrite
Le graphe représentant le circuit mécanique est consti-tué de quatre composants graphiques fondamentaux :
■ SOMMETSCercles repérés par un chiffre. Ils représentent lespièces élémentaires (ou organes) qui constituent lesystème.
■ ARÊTESTraits reliant les sommets.Ce sont les images des relations prescrites entredeux sommets, relations de contact dans l'étuded'un mécanisme.
■ LA RELATION PRESCRITE « R »« R » encadré. Elle représente la fonction globale du
système.
■ SOMMETS INITIAUX OU POLESDoubles cercles repérés par un chiffre. Sommets dusystème qui encadrent la relation prescrite R.
978271353446_497_506_MB 6/06/13 17:34 Page 502

503
Outils d'analyse et de résolution des problèmes
CHAMPS D'APPLICATION
(suite)
CIRCUITMÉCANIQUE
ET SCHÉMATI-SATION
■ SCIE RADIALE
Schéma perspectif
1
5
P
O,C
3
8
7
6
Il est à noter que l'étude d'un mécanisme par lecircuit mécanique n'est pas possible si l'on nedispose que de la représentation figurative, d'où
l'intérêt d'établir le schéma normalisé du méca-nisme qui répond parfaitement aux exigences decet outil d'analyse.
20.5 ANALYSE COMBINATOIREL'analyse combinatoire est une démarche qui consiste à arranger de toutes les manières possibles desobjets semblables ou divers en groupements qui génèrent de multiples solutions.C'est un outil de recensement exhaustif des combinaisons possibles d'objets donnés dans des situationsparticulières déterminées.
CHAMPS D'APPLICATION
DESCRIPTEURGRAPHIQUE
L'analyse combinatoire est possible lorsqu'onpeut mettre en évidence dans un problème desobjets ayant plusieurs caractères possibles dontles arrangements dégagent des solutionsvariées.
● Variables ayant plusieurs états.● Paramètres ayant plusieurs attributs.● Composants ou éléments déclinés en :– formes ;– variantes ;
– positions relatives ;– mouvements relatifs.
L'analyse combinatoire est une démarche decaractère systématique faisant apparaître dessolutions encore inexploitées ou des cas defigures impossibles au regard des lois scienti-fiques, physiques, chimiques ou mécaniques, ouencore censurées par les règlements législatifsou normatifs.
L'outil graphique est une grille à deux entrées,une horizontale, une verticale, à la suite des-quelles on dispose respectivement les carac-tères de ces objets dans l'ordre souhaité.
À chaque carrefour (cases), des lignes et descolonnes ainsi créées se trouve une combinai-son des caractères de chaque objet.
978271353446_497_506_MB 6/06/13 17:34 Page 503

504
Analyse combinatoire
● Redécouvrir et inventorier des solutionsconnues ou observées afin de pallier les omis-sions : procédé mnémotechnique.
● Générer des solutions nouvelles à partir d'uneobservation afin de prospecter des possibili-tés d'application dans un domaine particulier.Générer des solutions dans une démarche deconception de produit.
● Découvrir un axe de symétrie sur lequel setrouvent des solutions bivalentes ou univa-lentes dans leur champ d'application.
● Mettre en évidence de part et d'autre de cet
axe de symétrie des solutions réciproques ousymétriques.
● Faire apparaître les impossibilités ou incom-patibilités prescrites par les lois physiques,chimiques, mécaniques ou les règles législa-tives ou normatives.
● Rechercher une classification rationnelle etlogique de différentes solutions en famillesafin de déterminer avec précision leur champd'application.L'analyse combinatoire systématique estun outil d'aide à la créativité.
DESCRIPTEURGRAPHIQUE
(suite)
OBJECTIFS DEL'ANALYSECOMBINA-
TOIRE
Case 1 a. Tenon avec contreprofil.b. Enfourchement double mâle.c. Enfourchements femelles avec flottage.
Case 2 d. Tenon simple.e. Flottage ou tenon bâtard.
Case 3 f. Enfourchements femelles.
Case 4 Arrêt total de la machine.
La démarche précédente peut être éventuellement « un combinatoire primaire » permettant la réali-sation d'un deuxième combinatoire envisageant toutes les possibilités d'usinage sur une tenonneusedouble (arbres mobiles « A.M. » permettant le réglage de l'arasement).
■ PARAMÈTRES– Arbres fixes « A.F. »– Arbres mobiles « A.M. »Etats : résultats du combinatoireprimaire.– Pour A.F. : 1F, 2F, 3F, 4F– Pour A.M. : 1M, 2M, 3M, 4M.
■ RÉSULTATSIl sera intéressant de repérer lessolutions exploitables, et cellesqui représentent des incompati-bilités technologiques.
A.M.1 M 2 M 3 M 4 M
A.F
1 F1 F – 1 M 1 F – 2 M 1 F – 3 M 1 F – 4 M
2 F2 F – 1 M 2 F – 2 M 2 F – 3 M 2 F – 4 M
3 F3 F – 1 M 3 F – 2 M 3 F – 3 M 3 F – 4 M
4 F4 F – 1 M 4 F – 2 M 4 F – 3 M 4 F – 4 M
1 2 3 4
5 6 7 8
9 10 11 12
13 14 15 16
ToupieTou Tou
Tenon
TenTen-Tou Ten-Tou
TenTen-Tou Ten-Tou.
1 2
3 4
Grille de combinaisons :Exemple : TenonnageBilan des possibilités d'usinage sur unetenonneuse simple à dérouleurs et arbre detoupie.
■ PARAMÈTRES– Opérations « tenon »– Opérations « toupie »
■ ÉTATS DES PARAMÈTRES– Marche : « Ten » ou « Tou »– Arrêt : « Ten » ou « Tou »
■ EXPLOITATION DES RÉSULTATS
a
c
e
b
d
f
978271353446_497_506_MB 6/06/13 17:34 Page 504

505
Outils d'analyse et de résolution des problèmes
Exploitation des solutions :– Zones 1 axe de symétrie, parclose à l'extérieur ou à l'intérieur.
– Zones 2 solutions réciproques avec les zones 3 : parclose à l'extérieur.
– Zones 3 solutions réciproques avec les zones 2 : parclose à l'intérieur.
– Zones 4 combinaisons impossibles, incompatibilité chimique.
APPLICATIONMISE EN
ŒUVRE DESVITRAGES
■ ÉLÉMENTS ■ VARIANTES
1. Mastic oléoplastique2. Bande préformée3. Obturateur sur fond de joint4. Obturateur sur bande préformée5. Profilé élastomère
ANALYSE COMBINATOIRE DES POSSIBILITÉS DE MONTAGE DE CINQ GARNITURES D'ÉTANCHÉITÉ DÉTERMI-NANT LA SITUATION DE LA PARCLOSE À L'INTÉRIEUR OU À L'EXTÉRIEUR
GP
GS
1
2
3
4
5
1 2 3 4 5
978271353446_497_506_MB 6/06/13 17:34 Page 505

L'analyse de la valeur est une méthode qui permet d'être créatif et compétitif dans la production etl'agencement des objets techniques.Elle se caractérise par :– une démarche fonctionnelle qui exprime le problème en termes de finalités et non en termes desolutions, offrant ainsi un champ de possibilités très ouvert;– une démarche économique qui se réfère systématiquement non seulement aux coûts des produitsprécédents de la même famille, mais aussi à ceux des fonctions ou des produits nouveaux envisagés;– une démarche pluridisciplinaire menée en groupe. Ce travail de groupe met en présence des per-sonnes de formation et de responsabilités différentes afin de dégager un consensus sur les fonctions, lesperformances, les principes, les solutions et les coûts. Ce travail doit favoriser la créativité et enrichir l'in-formation disponible.Nota : dans l'analyse de la valeur, un produit est considéré comme un assemblage de fonctions et noncomme un assemblage de pièces.
506
NOTIONS FONDAMEN-
TALES
PARTICIPANTS
SCHÉMA DESCOMPO-
SANTES DEL'ANALYSE
DE LA VALEUR
20.6 ANALYSE DE LA VALEUR
BESOINLa notion de besoin permet de poser le problème au plus haut niveau de remise encause utile et donc de préciser les véritables services à rendre.
FONCTIONLa notion de fonction permet de définir chacun des services attendus en termes definalités et non de solutions.
COÛTLa notion de coût couvre les charges ou dépenses supportées par un intervenantéconomique par suite de la production ou de l'utilisation d'un produit ou de l'en-semble des deux.
VALEUR
La notion de valeur exprime le jugement porté sur le produit par l'utilisateur sur labase de ses attentes et de ses motivations ; plus spécialement, grandeur qui croîtlorsque la satisfaction du besoin de l'utilisateur augmente ou que la dépense afférenteau produit diminue.
Les principaux intervenants de cette analyseproduite en groupe sont :– le décideur mandaté pour prendre les déci-
sions au commencement comme à la fin del'analyse ; il choisit l'animateur ;
– l'animateur dont le rôle est fondamental ; il estresponsable face au décideur ; il constitue,
anime et dynamise le groupe de travail ; ileffectue un travail de synthèse ;
– le groupe, limité à 10 personnes pour des rai-sons d'efficacité, comprend des représentantsdes différents services (études, méthodes,qualité, achats) parties prenantes de l'étude etde la mise en œuvre du projet.
Conception technologiqueliée au coût induit
Approche par travail de groupe
Analyse fonctionnelle pour exprimer les services rendus
Remise en cause de l'expression du besoin
Produit
978271353446_497_506_MB 6/06/13 17:34 Page 506

Outils d'analyse et de résolution des problèmes
■ PHASE 1 : ORIENTER L'ACTIONCette phase consiste à préciser pour l'actionenvisagée :
● son objet et les causes de son déclenche-ment ;
● les données du problème :– expression des besoins à satisfaire et exa-
men du Cahier des Charges Fonctionnel s'ilexiste ;
– définition de l'environnement (et/ou du sys-tème) au sein duquel le produit doit êtresitué.
En cas de création de produit, collecte desdonnées principales sur les produits de lamême famille (y compris ceux des concur-rents) qu'il est destiné à compléter ou à rem-placer.En cas d'amélioration d'un produit existant,rappel du stade commercial et industriel où ilse trouve, inventaire de la concurrence, princi-pales insatisfactions relevées.
● son enjeu économique : effets économiquesattendus (développement des ventes, réduc-tion des coûts de production ou d'utilisation) ;
● son champ et ses limites : champ de l'ac-tion, degré de nouveauté…
● ses contraintes : homologation, normalisa-tion, interchangeabilité, propriété industrielle,approvisionnement, exigences ou interdits for-mels ;
● ses objectifs : performances, fiabilité, coûts ;
● ses moyens : budget et délais ;
● ses participants : examen de la constitutiondu groupe de travail.
■ PHASE 2 : RECHERCHER L'INFORMATIONRechercher, inventorier, classer et diffuser,auprès de tous les participants, les informationsnécessaires (techniques, industrielles, écono-miques, commerciales, sociales, réglementaires,etc.) internes ou externes à l'entreprise, sansomettre celles relatives au besoin. Les informa-tions disponibles sont mises en forme, leslacunes sont comblées, la diffusion est effectuéeparmi les participants.
■ PHASE 3 : ANALYSER LES FONCTIONS ET LES COÛTS
À partir des informations dégagées lors desphases précédentes :
● déterminer et analyser les fonctions à assu-rer en élaborant le cahier des charges fonc-tionnel ou en le complétant s'il existe déjà ;
● diriger les efforts vers les domaines les plusfructueux et les doser en identifiant les coûtsimportants et les espérances de gain ;
● préparer la recherche de solutions répon-dant aux seuls besoins réels.
■ PHASE 4 : RECHERCHER DES IDÉES ET DES VOIES DE SOLUTION
Cette phase conduit à :
● rechercher le maximum d'idées et de voies desolutions ;
● classer les idées suivant des critères précis etadaptés (coûts, délais).
■ PHASE 5 : ÉTUDIER ET ÉVALUER LES SOLUTIONS
Cette phase doit permettre de :
● bâtir des solutions en mettant en relation lesfonctions techniques avec les fonctions deservice (en vérifier la cohérence) ;
● conduire les études nécessaires à la sélectionet à l'évaluation des solutions.
■ PHASE 6 : FAIRE UN BILAN PRÉVISIONNEL ET PROPOSER DES CHOIX
Dresser un bilan prévisionnel des solutions rete-nues en faisant apparaître :
● les motifs de sélection de ces solutions ;
● les coûts estimés ;
● les conditions d'application (délais, conséquen-ces humaines et économiques internes, etc.).
Le choix final incombe ici au décideur.
■ PHASE 7 : SUIVRE LA RÉALISATIONL'animateur du groupe est chargé de suivre l'ap-plication des décisions prises. Il doit en rendrecompte au décideur.
PHASES DE LADÉMARCHE
D'ANALYSE DELA VALEUR
La réflexion sur la valeur d'un produit se conduit en sept phases :– les trois premières sont des phases de préparation ;– les trois suivantes sont des phases de création et de présentation ;– la dernière est une phase de bilan réel de l'action.
507
978271353446_507_516_MB 6/06/13 17:34 Page 507

SCHÉMA DE LA DÉMARCHE
20.7 ANALYSE FONCTIONNELLE
L'analyse fonctionnelle est une démarche qui consiste à recenser, caractériser, hiérarchiser et valoriser lesfonctions du produit.
Recenser Ordonner
Caractériser Hiérarchiser Valoriser
BESOIN
FONCTIONS UTILES PRODUIT
Le besoin est une nécessité ou un désir éprouvé
par un utilisateur.
FONCTIONS DE SERVICE
Actions attendues d'un produit (ou réalisées par lui) pour répondre au besoin d'un utilisateur donné.
FONCTIONS TECHNIQUES
Actions entre constituants du produit définiespar le concepteur-réalisateur dans le cadre d'une solution
assurant les fonctions de service.
CONTRAINTES
Limitations à la liberté du concepteur-réalisateur
Le produit est ce qui est fourni à un utilisateur pour répondre
à son besoin.Les fonctions sont les actions
d'un produit ou de ses constituantsexprimées en terme de finalité.
Une fonction est formulée par un verbe à l'infinitif suivi d'uncomplément. Elle fait abstraction
de toute référence à des solutions.
FONCTIONS PRINCIPALES
FONCTIONS COMPLÉMENTAIRES OU CONTRAINTES
Fonction pour laquelle le produit ou le constituant est créé.
Toute fonction autre que la ou les fonctions principales.
1
2
3
4 5
Critères d'appréciation– Niveau de chaque– Flexibilité } critère
Fonctions principalesFonctions complémentaires
Analyse fonctionnelle
Exemple :● établir le circuit ;● réguler la température
de l'huile du moteur.
Exemple :● éclairer une salle ;● maintenir constante la température
de l'huile d'un moteur.
Délai. Disponibilité d'un matériau.Respect des normes. Interchangeabilité.Solutions imposées ou interdites.Propriété industrielle.
508
978271353446_507_516_MB 6/06/13 17:34 Page 508

509
Outils d'analyse et de résolution des problèmes
MÉTHODE D'ANALYSE
Il s'agit de la recherche du besoin du système (ou maté-riel suivant le cas).● Le besoin peut être assimilé à l'objectif ou au but à
atteindre.● Le besoin à satisfaire par un système (ou un matériel)
s'obtient en posant les questions :À qui rend-il service ? Sur quoi agit-il ? Pour quoi faire ?Pourquoi ce besoin existe-t-il (origine) ?
● Confirmer le besoin par les réponses à la question :Qu'est-ce qui pourrait le faire évoluer ou disparaître ?
● Faire le bilan des phases d'utilisation du produit.
● Déterminer l'environnement du produit par phased'utilisation.Les éléments et contraintes constituent l'environne-ment du produit ou système au cours de son utilisationou de son fonctionnement.
● L'examen de l'environnement conduit à :– identifier les composantes extérieures (c'est-à-dire
tout ce qui est en contact direct ou virtuel avec leproduit).
Ex. : M1, M2, Mn...– établir les relations entre le produit et les compo-
santes extérieures ;– déterminer la ou les fonction(s) de service(s) obte-
nue(s) par chaque relation entre le produit et une ouplusieurs composantes extérieures.
Fonctions principales : F1, F3, F4.Fonctions complémentaires : F2, F5 (voir définitionspage précédente).
● Fonctions de service (voir définition page précédenteet schéma ci-contre).
Remarque :– Pour répondre à un besoin, on peut avoir une ou plu-
sieurs fonctions de service.– Une fonction de service se traduit par une relation
entre le produit et une ou plusieurs composantes dumilieu extérieur.
● Classification des fonctions de serviceElles comprennent :– les fonctions d'usage (Fp4) ou fonctions principales
(voir relation 1) ;– les fonctions d'estime (Fc4) ou fonctions complémen-
taires (voir relation 2).
RECHERCHEDU BESOINFONDAMEN-
TAL
IDENTIFI-CATION
DES FONCTIONS
EXPRESSIONDES
FONCTIONS
Expression du besoin à l'aide de l'outil appelé« bête à corne.» :
PRODUIT
A qui ? Sur quoi ?
Pourquoi ? BESOIN
Milieu environnant le produitDiagramme « pieuvre»
Système
M2
M4
M1 M3
M5M6
M7
Frontière
Fonctions de service1. Relation entre le produit et deux composantes
extérieures (M1, M3).
2. Relation entre le produit et une composanteextérieure (M2).
PRODUIT
M1
M1
M3
PRODUITF5
Les fonctions principales et complémentaires s'exprimentpar un verbe à l'infinitif suivi des deux composantes exté-rieures.
Exemples (situation maintenance) : – fonction principale : « permettre à l'intervenant
de libérer l'huile ; »– fonction contrainte : « permettre l'accès inté-
rieur du carter chapeau ».
F4
F1F5
F2
F3
978271353446_507_516_MB 6/06/13 17:34 Page 509

510
Cahier des charges fonctionnel
Qu'est-ce qui pourrait la faire disparaître ? (QQPFD)Qu'est-ce qui pourrait la faire évoluer ? (QQPFE).
DÉFINITIONDES CRITÈRESD'APPRÉCIA-
TION
Il s'agit d'affecter aux fonctions des critères devaleur qui peuvent avoir plusieurs formes d'ex-pression :● du niveau de satisfaction ;● d'une limite de coût ;● du niveau de performances ;● du respect de la sécurité.
Contraintes :Les contraintes viennent de l'environnement, dela technologie, du marché, de la situation et deschoix de l'entreprise ou de l'organisme, etc.Exemple :● délai de l'étude ;● indisponibilité d'un matériau ;● interchangeabilité ;● propriété industrielle...
VALIDATIONDES
FONCTIONS
■ CRITÈRES D'APPRÉCIATIONCritère retenu pour apprécier la manière dontune fonction est remplie ou une contrainte res-pectée.Exemples de critères : durabilité, maintenabilité,vitesse, rayon d'action, ...
■ NIVEAU D'UN CRITÈRE D'APPRÉCIATIONNiveau repéré dans l'échelle adoptée pour uncritère d'appréciation d'une fonction. Ce niveaupeut être celui recherché en tant qu'objectif oucelui atteint pour une solution proposée.Exemples : Moyenne des Temps de Bon Fonc-tionnement (MTBF), consommation électrique enkWh, ...
■ FLEXIBILITÉEnsemble d'indications exprimées par le deman-deur sur les possibilités de moduler un niveaurecherché pour un critère d'appréciation.Remarque : la flexibilité est une des caractéris-tiques fondamentales du cahier des charges.
■ LIMITE D'ACCEPTATIONNiveau de critère d'appréciation au-delà duquel —ou en deçà suivant le cas — le besoin est déclarénon satisfait.Exemples : écart absolu ou relatif, classes stan-dards, ...
20.8 CAHIER DES CHARGES FONCTIONNEL (CdCF)
Le cahier des charges fonctionnel (CdCF) conduit à :• orienter la recherche de la définition technico-économique optimale du produit;• favoriser le dialogue entre les partenaires tout en restituant ses responsabilités à chacun;• libérer le jeu des techniques et des technologies;• renforcer les chances d'émergence de l'innovation.
20.8.1 DÉFINITIONS
CAHIER DESCHARGES
FONCTIONNEL
Terminologie Commentaire
Document par lequel le demandeur d'un pro-duit exprime son besoin en termes de fonc-tions de service et de contraintes.
Pour chacune d'elles, on définit des critèresd'appréciation et leurs niveaux.
Chaque niveau comporte une flexibilité.
Le CdCF contribue à l'obtention de la qualité(aptitude d'un produit à satisfaire les besoinsdes utilisateurs).
L'établissement d'un CdCF suppose une enquêtepermettant de cerner avec précision les besoins desutilisateurs.
Le but poursuivi est d'obtenir en réponse la proposi-tion du produit le plus apte à rendre le service atten-du, dans les conditions prévues, pour le prix ou lecoût minimum ; à cet effet, le CdCF n'exprime quedes exigences de résultats et, en principe, aucuneexigence de moyens.
Un critère d'appréciation qualitative est accompagnéd'une échelle permettant de situer le niveau quantita-tif du critère d'appréciation.
978271353446_507_516_MB 6/06/13 17:34 Page 510

511
Outils d'analyse et de résolution des problèmes
DEMANDEURD'UN PRODUIT
CONCEPTEURRÉALISATEURD'UN PRODUIT
Terminologie Commentaire
Entité qui recherche un produit, en émet lecahier des charges, en vue de son acquisition etson utilisation par elle-même ou par d'autres.
Entité responsable de la conception d'un produitqui, outre les exigences techniques, prend encompte les conditions, coûts et délais de réalisa-tion.
Le demandeur peut être un organisme, un service ou unepersonne.La notion de demandeur inclut celle de promoteur doncde responsable du financement du développement duproduit.Au sein d'une même entreprise, l'acquisition correspondà une cession interne.Le demandeur peut être, à l'intérieur de l'entreprise, celuiqui est responsable de l'expression du besoin.
le concepteur-réalisateur est, en général, une entrepriseextérieure ou un service de la même entreprise que ledemandeur.Lorsqu'un concepteur n'assure pas la réalisation, il luiappartient de consulter des réalisateurs potentiels ou dese référer à des expériences antérieures.
20.8.2 BUTS ET IMPLICATIONS DU CDCF
Le demandeur est, par le niveau auquel il situe le besoin, le premier responsable des coûts et précèdedans cette responsabilité le concepteur-réalisateur qui propose la solution permettant d'atteindre leniveau prescrit.Le CdCF contribue à clarifier et à formaliser les responsabilités relatives du demandeur et du concepteur-réalisateur.
EXPRESSIONDES BESOINS
DES UTILISATEURS
RÉALISATIONDU PRODUIT
LE PLUS EFFICIENT
DIALOGUEENTRE LES
PARTENAIRES
Formulé par le demandeur, le CdCF est :● un recueil d'informations pertinentes sur toutes
les phases de la vie du produit envisagé ;● une analyse systématique et aussi exhaustive
que possible du besoin et sa traduction entermes de fonctions ;
● une réflexion approfondie sur l'importancerelative des fonctions ;
● une définition pertinente des critères d'appré-ciation de chaque fonction ;
● une évaluation des niveaux estimés néces-saires pour chaque critère d'appréciation(qualité, performances, etc.) ;
● la fixation d'une flexibilité déterminée pourchaque niveau de critère d'appréciation (appro-ximativement ou chaque fois que possible partaux d'échange et limites d'acceptation) ;
● une participation de toutes les parties pre-nantes et leur accord sur le CdCF.
Elle incombe au concepteur-réalisateur. Celaimplique que :● le champ de recherche soit ouvert au maxi-
mum (technique, technologie, secteur decompétence, etc.) ;
● le CdCF soit complet et précis sur les ser-vices attendus et les conditions d'utilisation ;
● les termes du CdCF soient, pour le concep-teur-réalisateur, une incitation à l'optimisation
du produit, qu'il y ait ou non par ailleurs, uneclause imposant l'analyse de la valeur.
● la responsabilité et, par conséquent, la libertédu choix des solutions à proposer soientreconnues et réservées au concepteur-réalisa-teur. Certaines contraintes techniques ou lo-gistiques peuvent imposer des limites à cetteliberté de choix. Il faut qu'alors elles soientclairement exprimées par le demandeur.
Pour que le dialogue ait lieu, il faut que :● la négociation soit délimitée (indication des
exigences fonctionnelles qui sont intangibleset de celles qui pourraient éventuellement êtremodifiées, par exemple en échange d'unevariation de prix) ;
● le nombre de contraintes soit réduit à sonminimum ;
● des options soient ouvertes, laissant la possi-bilité de faire plusieurs propositions sur, par
exemple, des niveaux différents pour unmême critère d'appréciation ;
● le concepteur-réalisateur puisse tirer parti desflexibilités qui lui sont indiquées et, éventuelle-ment de les faire préciser ou d'en suggérerdes amendements, ce qui suppose de sa partune capacité de conception suffisante et unaccès aux possibilités d'estimation concer-nant la réalisation (faisabilité, coût, délai, etc.).
978271353446_507_516_MB 6/06/13 17:34 Page 511

512
Cahier des charges fonctionnel
ANALYSE DES
PROPOSITIONS
Pour qu'elle soit possible, il faut que :● la structure fonctionnelle établie, dans le
CdCF, soit proposée comme cadre pour laréponse à donner (cadre en regard duquel leconcepteur-réalisateur donnera les indicationstechniques, économiques, de services rendus,etc. que le demandeur souhaite obtenir) ;
● ce cadre soit commun à tous les concep-teurs-réalisateurs consultés ;
● les critères d'appréciation contenus dans cecadre aient tous été clairement définis et quedes mesures ou des comparaisons puissentêtre effectuées sans ambiguïté sur ces critères.
20.8.3 ÉLÉMENTS CONSTITUTIFS D'UN CDCF
■ PRÉSENTATION GÉNÉRALE DU PROBLÈME
● Le produit et son marché.● Le contexte du projet.● L'énoncé du besoin.● L'environnement du produit recherché.
■ EXPRESSION FONCTIONNELLE DU BESOIN
● Fonctions de service principales.● Fonctions de service complémentaires.● Contraintes :
– leurs critères d'appréciation;– les niveaux des critères d'appréciation.
■ APPEL À VARIANTESIl peut être demandé à chacun des concepteurs-réalisa-teurs de présenter une ou plusieurs autres propositions.Cette ouverture stimule l'innovation et peut permettre desonder des voies plus ambitieuses.
■ CADRE DE RÉPONSE● Pour chaque fonction.● Pour l'ensemble du produit.
■ ORGANISATION À METTRE EN ŒUVRE PAR LE DEMANDEUR
L'élaboration du CdCF nécessite la mise en place, chezle demandeur, d'une structure de travail particulière pen-dant la durée de l'étude :
décideur – animateur – groupe.
■ PROCESSEUR D'ÉLABORATION DU CdFC● Définition du sujet traité.● Sélection et formation du groupe, première recherche
de l'information.● Analyse du besoin et analyse fonctionnelle.● Rédaction proprement dite du CdCF.● Rédaction d'annexes informatives éventuelles.● Validation par le groupe de la rédaction du CdCF.
20.8.4 COMMENT ÉTABLIR LE CDCF
978271353446_507_516_MB 6/06/13 17:34 Page 512

513
Outils d'analyse et de résolution des problèmes
● Consultation, appel d'offre, adjudication.● Marchés négociés entre partenaires.● Relations entre services d'une même entreprise.
● Conception pour un coût objectif (CCO).● Relations contractuelles en Analyse de la
Valeur.● Catégories de produits concernés.
TYPES DESITUATIONS
DANS LESQUELLESINTERVIENT
LE CdCF
20.8.5 PROCESSUS D'APPLICATIONPhases Concepteur-réalisateurDemandeur
■ SAISIE DU BESOINC'est l'expression par le de-mandeur du besoin à satis-faire.
Analyse Analysede marché fonctionnelle
Formulation du besoin
Affinement du besoin Étude de la faisabilité
Ajustement du CdCF Étude de pré-développement
ou d'avant-projet
ProcédurePMAV
Étude dedéveloppement
ProcédurePMAV
IntroductionProduction
Mise en œuvre
1re éditionexterne
du CdCF
DÉCISION de
prospection
2e éditionexterne
du CdCF
DÉCISIONde pré-
développement
Éditon définitive du CdCF
DÉCISIONde
développement
DÉCISIONd'industrialisation
RéférenceCdCF
RéférenceCdCF
Référencespécification
Spécification
Ébauchede définition
Définition
{
■ INDUSTRIALISATIONPRODUCTION MISE EN SERVICE
■ DÉVELOPPEMENTAu cours de ces phases,des améliorations peuventfaire l'objet de propositionsde modifications.Les propositions de modifi-cations résultant d'une ac-tion d'Analyse de la Valeursont appelées PMAV.
■ PRÉ-DÉVELOPPEMENT OU AVANT-PROJET
C'est étudier les voies re-connues comme possiblesen fin de phase « prospec-tion de la faisabilité » afinde retenir celle qui seradéveloppée.
■ PROSPECTION DE LA FAISABILITÉ
C'est montrer dans quellemesure on peut répondreau besoin exprimé, en pré-cisant les voies possibles.
978271353446_507_516_MB 6/06/13 17:34 Page 513

514
ORIGINEOBJECTIF
MÉTHODO-LOGIE
ANALYSE DUDIAGRAMME
APPLICATION
20.9 DIAGRAMME DE PARETO■ ORIGINELe sociologue économiste italien Vilfredo Fre-derigo Samoso (1848-1923) dit Pareto mit enévidence que 80 % des richesses étaient déte-nues par 20 % de la population.
■ OBJECTIFC'est à partir de cette observation que furent éta-blies les méthodes dites « diagrammes 20/80 » et« courbe ABC ».
Ces outils graphiques ont pour objet de visuali-ser l'importance relative des différentes parties(causes-effets) d'un ensemble précédemmentrecensées et chiffrées.Ils font apparaître clairement les causes (défauts)qui sont à l'origine du plus grand nombre d'ef-fets (fréquence des défauts). L'intérêt sera doncd'agir en priorité sur les 20 % de causes quigénèrent 80 % d'effets.
■ DISPOSER D'UNE ANALYSE CHIFFRÉERelevés d'observation, tableaux de données,Q.Q.O.Q.C.P. ...
■ CLASSER CES VALEURS DANS UN TABLEAU À QUATRE COLONNES
● Catégorie des défauts « A, B, C, D...» placés dansun ordre décroissant des valeurs de fréquence.
● Valeur du nombre de fréquences dans la caté-gorie.
● Pourcentages relatifs de la catégorie par rap-port à l'ensemble.
● Pourcentages cumulés : somme des pourcen-tages relatifs.
■ CONSTRUIRE LE DIAGRAMME DE PARETO
● Repérer sur les axes les valeurs du tableauprécédent :– axe horizontal : catégories dans l'ordre
décroissant ;– axe vertical : pourcentages relatifs et cumu-
lés de 0 à 100.● Construire les colonnes du diagramme (gra-
phique à colonnes).● Construire la courbe cumulée dite « ABC » :
empilage des colonnes.
■ LA LECTURE EST ÉVIDENTEEn général deux types de causes représentent80 % des effets.Il faudra en conséquence s'intéresser en prioritéà ces deux catégories de défauts pour les fairedisparaître.
■ LA LECTURE POSE PROBLÈME● Le diagramme est plat : catégories non diffé-
renciées.● Le diagramme déforme la réalité : unités mal
choisies.
● La catégorie la plus importante est unensemble « divers » : le diagramme n'est paspertinent à lui tout seul.
■ REMÈDES POSSIBLESNe pas faire confiance à un seul diagramme,changer les données.Pondérer éventuellement les catégories.Faire des diagrammes en cascades.
■ PRODUIT TABOURETComposant : piétementDonnées : dans un atelier de productique bois,on contrôle 800 pièces dont 31 sont mises aurebut, soit à la réception (défauts matière etdimensionnels) soit aux différents stades de lafabrication (voir tableau ci-dessous).
■ TRAITEMENT● Dans un tableau, établir un classement des
opérations par ordre décroissant du nombrede rebuts.
● Calculer, par rapport au nombre de rebutstotal, le pourcentage de mises au rebut pourchaque opération.
● Calculer, dans l'ordre décroissant du classe-ment des opérations, les pourcentages cumu-lés.
● Tracer le diagramme de Pareto en plaçant enabscisses les opérations classées par ordredécroissant de mises au rebut et en ordon-nées les rebuts en pourcentages cumulés.
N° d'opération Opération Nombre de rebuts
100 Débit 10200 Corroyage 15300 Sciage 14400 Mortaisage 16500 Profilage 1 12600 Profilage 2 13700 Ponçage 11
Total 31
978271353446_507_516_MB 6/06/13 17:34 Page 514

515
Outils d'analyse et de résolution des problèmes
Étape du travail de groupe conduit par un ani-mateur
■ DÉFINIR L'EFFET AVEC PRÉCISIONIl s'agit du « problème cerné » après analyse dela situation avec l'outil Q.Q.O.Q.C.P. (Qui ?Quoi ? Où ? Quand ? Comment ? Pourquoi ?)
■ RÉALISER L'INVENTAIRE DES CAUSES POSSIBLES
Le brainstorming permet ce recensement exhaus-tif des causes.
■ DÉFINIR LES FAMILLES DE CAUSESChoix du type de familles :● les 5 M : main-d’œuvre ; méthode ; matériel ;
milieu ; matière.● Familles spécifiques : d'autres familles de
causes plus pertinentes par rapport au problè-me étudié peuvent être choisies.
APPLICATION(suite)
ORIGINEOBJECTIF
MÉTHODO-LOGIE
N° de classement N° d'opération Nombre de rebuts %%
cumulé
1 100 10 32,25 32,26
2 400 16 19,35 51,61
3 200 15 16,13 67,74
4 300 14 12,90 80,64
5 600 13 19,67 90,31
6 500 12 16,45 96,76
7 700 11 13,22 99,98
Tableau de classement
Diagramme
100908070605040302010
100 400 200 300 600 500 700
% cumulée
20.10 DIAGRAMME CAUSES-EFFETLe qualiticien japonais Kaoru Ishikawa présenteen 1953 cet outil appelé encore diagramme enarête de poisson ou d'Ishikawa.
Il est utilisé pour présenter et visualiser d'unefaçon claire, ordonnée et précise les causespossibles concourant à produire l'effet donné.
MAIN-D'ŒUVREMILIEU MATIÈRE
MÉTHODE
EFFET
MATÉRIEL
978271353446_507_516_MB 6/06/13 17:34 Page 515

516
Diagramme causes-effet
■ AFFECTER LES CAUSES DANS UNE FAMILLE
Travail de groupe permettant la ventilation descauses recensées par brainstorming dans lafamille concernée.Chaque cause est exprimée par des mots clés.
■ CONSTRUIRE LE DIAGRAMME CAUSES-EFFET
● Placer l'effet :– tracer une flèche horizontale dite arête prin-
cipale ;– écrire l'effet dans un rectangle à l'extrémitéde la flèche.
● Placer les familles :– tracer autant de flèches secondaires incli-
nées que de familles convergeantes surl'arête principale ;
– écrire le nom encadré des familles à l'origi-ne de ces flèches.
■ PLACER TOUTES LES CAUSES DANS LES FAMILLES :
– tracer autant de petites flèches horizontalesque nécessaire, convergeantes sur les flèchessecondaires ;
– écrire sur ces flèches les mots clés descauses ;
– l'arborescence peut être affinée par d'autresfléchettes précisant des particularités descauses.
MÉTHODO-LOGIE(suite)
EXPLOITATION
APPLICATION
D'autres méthodes sont possibles. Par exemple, celle du H3M (Homme, Matériel, Matière, Méthode).
Le diagramme causes-effet étant construit, il s'agit de repérer les causes principales de l'effet.Ce repérage relève de l'expertise conduite par des chiffrages, sondages, tests…
MILIEU MAIN-D'ŒUVRE MATIÈRE
Matériau hétérogène
Vibrations dans les guidages
Vibrations du bâti
Choc au stockage
Aptitudeà l'usinage
Choc au montageVibrations par le sol
ÉTAT DE SURFACE NON CONFORME
MATÉRIEL MÉTHODE
Flexion de l'outil
Géométrie de l'arête tranchante
Choix de l'avance par tour
Frottement du copeau sur la face usinée
Diagramme causes-effet pour diagnostic d'un état de surface non conforme
CAUSES
EFFET
CAUSES
978271353446_507_516_MB 6/06/13 17:34 Page 516

INDEX
AAbaque de flexion, 65, 70Abaque des vitesses d’amenage, 348 Abrasifs, 361Acoustique (réglementation), 426Actigramme, 490, 491, 492Agencement, 103, 104, 398Algorigramme, 212, 275, 493Algorithme, 212, 493Algorithmique (structure), 494Aluminium, 101Analyse combinatoire, 373, 503Analyse de la valeur, 506, 507Analyse descendante, 212, 488Analyse fonctionnelle, 508Ancrages métalliques, 136Angles de coupe caractéristiques (outil), 339Anomalies de croissance, 37Anse de panier, 225Antériorités (matrice des), 320Antériorités économiques, 319Antériorités géométriques, 318Antériorités technologiques, 318Appuis, 290Arbalétrier, 406Arbre, 7Arbre : caractéristiques, 7Arbre : classification, 8Arbre : essences, 11, 50-53Arbre : propriétés, 8Aspiration traditionnelle, 468Assemblage, 373Assemblage d’angle, 377, 384, 385Assemblage de composants, 200Assemblage de panneaux, 386Assemblage de rencontre, 379, 384, 385Assemblage en bois de bout, 374Assemblage en bois de fil, 374Assemblage en bois de travers, 374Assemblage modifiés, 384Assemblages métalliques, 136, 144Assemblage (préparation d’un poste d’…), 480Assise génératrice, 15Atelier (sécurité en), 468Aubier, 15Automatismes séquentiels, 497
Avivés, 54 à 56Axes (x, y, z), 355, 357, 358
BBaguettage, 33Balancement (d’un escalier), 416Balancement (herse de), 416Barbe rallongée, 384Bardage clin, 100Béquilles, 187Blessures, 37Blondel (formule de), 415Bois (débit des), 26, 28Bois (domaines d’emploi des), 50-53Bois (eau dans le), 29Bois (emploi des), 50Bois (exploitation des), 26Bois (fibres de), 84Bois (préservation des), 44Bois du nord, 59Bon de fabrication, 436, 437Bordereau de fabrication, 438, 439Boulons, 127Broussin, 37Bruit, 388, 462Bruit aérien, 389Bruit d’impact, 390Bruit de choc, 426Bruit solidien, 390Bureau des méthodes, 435
CCadreuse , 289Cadreuse hydraulique, 304Cahier des charges, 497Cahier des charges fonctionnel, 276, 510Calage, 109Calcul des structures, 22, 23Calcul d’un solivage, 80, 81Calcul d’une panne, 80Calfeutrement, 117Carré de propreté, 385Carte de contrôle, 330-333Cartouche, 215CdCF (v. Cahier des charges fonctionnel)
517
978271353446_517_523_MB 6/06/13 17:35 Page 517

Chaîne de cote, 253-256Chaleur (flux de), 391Chaleur (propagation de la), 391Champignons, 39Chantier (sécurité sur), 468Chantier (travaux de), 469Chantier de pose, 484Chants (finition des), 89Chants plastique, 197Chapeau de gendarme, 224Charnières, 173, 175, 178-180Charpentes, 402Charpentes (types de), 407, 410Charpentes assemblées 2 pans, 404Châssis (types de), 449Chemin critique, 325Chevilles de fixation
(choix), 155(dimensionnement), 147-149(types de), 149, 150
Chevron, 78, 406Choix des parquets, 425Choix d’un traitement, 47Choix d’une colle, 478Choix d’une machine, 482Cintre surbaissé, 224Circuit mécanique, 253, 254, 294, 501, 502Cisaillement, 19Classement des feuillus, 58Classement des résineux, 55Classement UPEC, 423Classes de bois, 54, 55Classes de démérite, 333Classes de résistance du bois, 24, 25Classes de risques, 44, 45Cloison, 93Clous (pointes), 130,165Codification, 311, 314Codification décimale universelle, 279Coefficient « BV », 397Coefficient « GV », 397Coefficient « K », 394Coefficient lambda, 391Cœur, 15Collage, 11, 200Colles, 202, 204, 478Colorations anormales, 39Combinatoire primaire, 448, 504Combinatoire de second degré, 448
Combles aménagés, 114Combles perdus, 114Combustibilité, 17Commande numérique, 357Compas d’abattant, 196Composant, 488Composants hydrauliques, 304Composants « système 32 », 192Composites, 92Composition, 26Compression, 19Condamnation (organes de), 131Conductibilité, 17Conduction, 391Conductivité thermique, 391, 392Confort acoustique, 387Confort mobilier, 398Conifères, 6Connecteurs à dents, 136Contrainte, 20Contrat de phase, 280-283Contre-fiche, 406Contreplaqué, 62, 64Contreplaqué à plis, 62Contreplaqué latté, 62Contrôle de la qualité, 329Convection, 391Correction acoustique, 390Corrective (maintenance), 458Cotation, 238, 239Cotation fonctionnelle, 252Cotation tolérancée, 257Cote, 238Cote (chaîne de), 253-256Cote appareillage, 284Cote condition, 256Cote directe, 285Cote machine, 284Cote outil, 284Cote réglage, 285Cote transférée, 285Cotes de fabrication, 284Couches annuelles, 15Couleur, 18Coupe (plan de), 232, 233Coupe d’onglet, 386Courbure du tronc, 37Couteau diviseur, 468Couverture, 83
INDEX
518
978271353446_517_523_MB 6/06/13 17:35 Page 518

Crémones, 134, 135Critères de sécurité, 108Croisée à deux vantaux, 429Croisée isolante, 237, 429, 432Croquis, 205CTB-H (panneaux de particules), 69CTB-S (panneaux de particules), 69Cuisines, 400
DDatagramme, 490Débit des bois, 26, 28Décomposition d’un ouvrage, 321Décor, 93Défauts, 36, 37Défonceuse, 288Défonceuse portative, 294Dégauchisseuse, 287Degré d’humidité, 30Degré de liberté d’une pièce, 356Déligneuse, 465Démérite (classes de), 333Démystification des machines-outils, 307Densité, 18Dépannage (maintenance), 458Dérasement, 283Dessin d’ensemble, 206Dessin de définition, 207Dessin de fabrication, 282Diagramme causes-effet, 515Diagramme d’activité, 490Diagramme de données, 490Diagramme de Gantt, 326Diagramme de Pareto, 514Diagramme en arête de poisson, 515Dilatabilité, 17Dimensions commerciales, 54Documents techniques, 276, 430Domaines d’emploi des bois, 50-53Dosse, 28Dossier d’étude, 275, 276Dossier de fabrication, 276, 430, 435Dossier des méthodes, 275, 276Doublage de murs, 72Droite (tracé de), 267Durabilité, 11, 26, 49Duramen, 15
Dureté, 11Dysfonctionnement, 460
EEau dans le bois, 29Échelles, 219Écorce, 15Écritures, 217-219Élément, 488Éléments de cuisine, 317Éléments de volets, 100Empilage, 33Emploi des bois, 50-53Entaille de barbe, 385Entrait, 406Épaisseur des bois, 63Épaisseur moyenne du copeau, 347Épure, 211, 260, 276Épure d’un point, 266Équerres, 138-141, 143Équilibre hygroscopique, 30Ergonomie, 398Ergonomie d’un poste de travail, 475-477Escalier, 411Escalier à l’anglaise, 413Escalier à la française, 413Escalier balancé, 416Esquisse, 206Essences des bois, 50-53Essences (spécificités), 11-14Établissement des bois, 259, 260Étanchéité, 117Étanchéité des liaisons, 447Étapes, étapes critiques, 325États de surface, 251Étriers, 138Étude macroscopique, 15Étude microscopique, 16Eurocode 5, 22, 23Exploitation des bois, 26Extraction, 26
FFaîtage, 406Fenêtres, 101Fentes, 38Ferme simple, 405
INDEX
519
978271353446_517_523_MB 6/06/13 17:35 Page 519

Fermes traditionnelles, 407Fermes triangulées, 408Fermette, 161Ferrage, 168Ferrures, 190Feuillards perforés, 142Feuillus, 6, 16, 55Fibres, 74Fibres de bois, 84Fiche de débit, 440, 441Fiche de distribution de chantier, 446Fiche d’observation d’une machine-outil, 308Fiche outil, 350, 351Fiche suiveuse, 442, 443Fiche de suivi de chantier, 444, 445Fiches (organes de rotation), 181-185Fiches « choix », 470-487Fiches machines, 298, 302Fil, 11Finition (produits de), 367Finition des parquets, 423Fixation de charpentes, 136Fixation des ouvrages, 455Fixation des structures, 157-159Fixation par clouage, 165-167Fixations, 146Flambage (flambement), 19Flèche, 21Flexion, 19, 21, 65, 70Flexion statique, 21Flux de chaleur, 391Fonction globale des machines-outils, 309Forêt, 6Formats, 63, 214Formule de Blondel, 415Formule de Sabine, 390Formule de Schlesinger, 348Fréquence de rotation, 98, 343-345Fréquence d’un son, 387Frottures, 37Fruit, 456
GGamme d’usinage, 277Gamme de contrôle, 334, 335Gantt (diagramme de), 326Garde-corps, 163, 164, 451Garniture principale, 505
Garniture secondaire, 505Géométrie descriptive, 211, 266Gestion de production, 311Giron (ou pas), 412, 414Glissières pour tiroirs, 199Gonds, 186, 187GRAFCET, 213, 498GRAFCET fonctionnel, 499, 501GRAFCET opérationnel, 499, 501Grain, 11, 18
HHabillages en ameublement, 197Hachures, 227Hauteur de marche, 415Herse de balancement, 416Huisseries, 456Hygiène et sécurité, 460Hygroscopicité, 17
IImmobilisation (organes d’), 131Insectes, 38Insectes xylophages, 40Intervalle de tolérance, 256, 258Isolation, 110-113Isolation (matériaux d’), 110-113Isolation acoustique, 75, 389Isolation aux bruits de choc, 76, 426Isolation phonique, 75Isolation thermique, 391Isolement normalisé, 389Isostatisme, 355, 357
JJoints, 117-122Joints en mousse, 122
LLambris, 99Lamellé, 79, 82Lamellé collé (bois, charpentes), 408, 410Lames circulaires, 340, 341Lames parquet, 99
INDEX
520
978271353446_517_523_MB 6/06/13 17:35 Page 520

Latté, 62
Lecture de plan, 263
Levage (travaux de), 469
Liaisons (assemblages), 375
Liaisons usuelles entre deux solides, 292
Loi de distance (son), 389
Loi de fréquence (son), 389
Loi de l’étanchéité (son), 389
Loi de masse (son), 389
Loupe, 37
Lunure, 39
MMachine portative, 485
Machines-outils, 287, 294, 491
Main d’une paumelle, 169
Maintenance, 458, 471
Maintien en position isostatique, 290, 359, 453
Matériaux d’isolation, 110-113
Matrice des antériorités, 320
MDF (panneaux), 84
Mélaminés, 98
Menuiserie mixte, 102
Mérule, 39
Meubles de rangement, 399
Meubles modulaires, 400
Mise au plan, 276
Mise en position isostatique, 290, 359, 453
Mobilité dans les menuiseries, 448
Mode de pose, 454
Mode de codification, 310
Montage d’usinage, 359, 473
Mortaise, 383
Mortaiseuse, 287, 303, 310
Moulurière, 289
Mouvement d’avance (pièce/outil), 343
Murs, 72, 82, 110, 112, 115
NNiveau sonore, 387
Nœuds, 36, 37
Nomenclature, 220
Nomenclature par niveaux, 315, 317
OOdeur, 18Opération, 279, 324Ordonnancement, 323Organe effecteur, 309Outil de coupe, 307, 336Ouvrages (fixation des), 455
PPanne, 78, 406Panne (calcul d’une), 80Panneaux composites, 92Panneaux contreplaqués, 62Panneaux de cloison et décor, 93, 96Panneaux de fibres, 74Panneaux de lamelles (Triply), 82Panneaux de particules, 68, 69Panneaux de stratifié, 88Panneaux MDF, 84Panneaux mélaminés, 98Parasites, 36, 40Parasites végétaux, 38Parement, 259Pare-vapeur, 397Pareto (diagramme de), 514Parquet, 99, 417Parquets (choix des), 425Parquets (finition des), 423Parquets (lames), 99Particules CTB-S et CTB-H, 69, 70Pas (ou giron), 414Paumelles, 168, 172, 176-178Pentures, 186, 187Perceuse, 288Perspective, 208-210PERT, 320, 323, 325Phase, 279Phases d’un collage, 201Pied de poteaux, 141, 142Pied de poteaux (fixation), 162Pitons, 131Pivots, 178, 179Plafonds, 110Plafonds suspendus, 114Plaies d’élagage, 37Plan, 261, 263Plan de coupe, 232
INDEX
521
978271353446_517_523_MB 6/06/13 17:35 Page 521

Plan de jauge, 283Plan ligneux, 8, 16Plan sur règle, 276Plancher, 66, 71, 77, 83, 110Plancher flottant, 71Planches de rives, 100Planning de phases, 318, 319Plaques perforées, 137Pliages, 214Plinthes, 99Plots, 54Poinçon, 406Point, 266Point de rosée, 397Pointes (clous), 130, 144Ponceuse, 289Ponts acoustiques, 390Ponts thermiques, 395Porte d’entrée, 236Portes, 105Portes intérieures, 234, 235Pose des huisseries, 456Pose des ouvrages, 453, 454Pose des parquets, 420Pose d’assemblage, 480Poste de travail, 327, 328Poste d’usinage, 486Postformage, 90, 91Poutres, 61Poutres en bois lamellé, 79Poutres composites, 77Préservation des bois, 44Presse à vis, 205Prévention (maintenance), 458Prises de pièces, 290Production (gestion de), 311Produits d’étanchéité, 117Produits de finition, 367Produits verriers, 106Profilé, 99Projection, 228, 267Propagation de la chaleur, 391Propriétés chimiques, 26Propriétés mécaniques, 19, 20Propriétés physiques, 17Protection, 372PVC, 105
QQ.Q.O.Q.C.P, 515Qualité, 329Quartier – Faux quartier, 28
RRabattement, 271Raboteuse, 287, 310Raccordements de lignes, 223Rampes, 451Rangements, 399Ravancement, 384-385Rayonnement, 391Rayons ligneux, 15Réglage des machines-outils, 352-354Régulateur hydraulique, 498Réparation (maintenance), 458Représentation fonctionnelle, 212Représentation schématique, 501Réseau PERT, 320, 325Résineux, 16, 54-56Résistance thermique globale, 393Résistance thermique superficielle, 393Rétractibilité, 11, 17Réverbération, 390Revêtements extérieurs, 67, 68Rives, 100Rondelles, 129, 130Rotation (organes de), 168Rotation (dans le plan frontal), 273Ruine d’une cheville, 151, 152
SSabine (formule de), 390Sablière, 160, 406Sabots métalliques, 137SADT, 489Salle de bain, 401Schéma, 205Schémas conventionnels des machines-outils,287Schématisation, 291Schlesinger (formule de), 348Scie à ruban, 299, 300, 466Scie circulaire, 287, 465, 467Scie radiale, 295, 296, 503
INDEX
522
978271353446_517_523_MB 6/06/13 17:35 Page 522

Séchage, 11, 29, 31, 32Séchage artificiel, 32, 35Séchage naturel, 31Séchoirs, 35Section longitudinale, 15Section rabattue, 231Section sortie, 231Section transversale, 15Section de référence, 15Sécurité, 108, 460Sécurité en atelier, 468Sécurité sur chantier, 468Sécurité sur machine, 465Serrages (de pièces), 290Serre-joint dormant, 293Serrures, 131-133Signes d’établissement, 259, 260Solivage (calcul d’un), 80, 81Solives, 61, 77Sollicitations, 19, 20Sols, 110, 112Son, 387Sous-couches acoustiques, 426-428Sous-phase, 279Sous-système, 488Spécifications fonctionnelles, 497, 501Spécifications opérationnelles, 497, 501Spécifications technologiques, 497, 501Stabilité, 11Stratifié, 90Structure du bois, 15Structure algorithmique, 494Structure conditionnelle, 496Surface (états de), 251Surface fonctionnelle, 253Symboles d’usinage, 286Système, 488Système « 32 », 192-195
TTâches, 324Taux d’humidité, 34, 35Tenon, 383Tenonnage, 504Tenonneuse, 288, 310Tenonneuse à dérouleurs, 301Texture, 18Thermique (pont), 395
Tire-fond, 124Tiroir (glissière pour), 199Toiture, 67, 72, 73, 78, 110, 112Tolérance, 245-248Tolérance (intervalle de), 258Toupie, 288, 316, 466Traçage, 262Tracé de droite, 267Traction, 19Train de fraises, 336Trait, 221, 222Traits bas et haut, 27Trait de niveau, 456Trait mètre, 456Traitement (choix d’un), 47Traitement des bois, 42, 44Transmission thermique, 394Travaux de chantier, 469Travaux de levage, 469Trémie, 211Tréteaux 2 pentes, 211, 272-274Triply (panneaux), 82
UU.P.E.C. (classement), 423Usinage, 11, 336Usinage (lois d’), 342Usinage (préparation d’un), 482
VVerre, 106, 107Vis, 123, 145Vis de liaison, 189Vitesse d’amenage (avance), 348, 349Vitesse de coupe, 98, 343-345, 463Vitrage isolant, 107Vitrages (mise en œuvre des), 109, 505Volets, 100Vues (projections), 228, 230
INDEX
523
978271353446_517_523_MB 6/06/13 17:35 Page 523

RÉPERTOIRE DES ORGANISMES ET FABRICANTSAPECF (Association pour la promotion duchêne français)6, rue François 1er
75008 PARIS
ASSOCIATION FRANÇAISE DE NORMALISATION (AFNOR)11, avenue Francis de Pressensé93571 SAINT-DENIS-LA-PLAINE CEDEX
BOEN PARKETT DEUTSCHLANDIndustriestraße 4123879 MÜLIN ALLEMAGNE
BOSTIKRue Henri Regnault92400 COURBEVOIE
CATHILD INDUSTRIEZone industrielle2, boulevard Fromenteau72510 MANSIGNE
CÉDÉO2, avenue des Charmes60550 VERNEUIL-EN-HALATTE
CELLIOSEBP 5869492 PIERRE-BÉNITE CEDEX
CEN (Comité européen de normalisation)Avenue Marnix, 171000 BRUXELLESBELGIQUE
CENTRE TECHNIQUE DU BOIS ET DEL'AMEUBLEMENT10, avenue de Saint-Mandé75012 PARIS
CHARPENTE FORTÉ6, avenue John Kennedy38500 VOIRON
COMITÉ NATIONAL POUR LEDÉVELOPPEMENT DU BOIS6, avenue de Saint-Mandé75012 PARIS
DECEUNINCK SAZI impasse des Bleuets80700 ROYE
DESCOURS ET CABAUD10, rue du Général Plessier69002 LYON
DIFAQ SA (DI INDUSTRIE)46, passage du Bureau75011 PARIS
DUALParc du Sans-Souci100, allée des Ormeaux
69570 DARDILLY
ELBEZone d’activités42600 CHALAIN-D’UZORE
FERCO INTERNATIONALRue Sarrebourg57400 SARRALTROFF
FIPEC (Fédération Industries PeinturesVernis Couleurs)42, avenue Marceau75008 PARIS
FORMICA SABP 1977185 LOGNES
GUHDO FRANCE21, rue de la Savonnerie68460 LUTTERBACH
HETTICH FRANCE1, rue Berlin77144 MONTEVRAIN
HEWI FRANCE217, cours Lafayette69006 LYON
IGN (Institut national de l’information géo-graphique et forestière)2, avenue Pasteur94165 SAINT-MANDÉ CEDEX
INRS65, boulevard Richard Lenoir75011 PARIS
INVENTAIRE FORESTIER NATIONAL73, avenue de Paris94165 SAINT-MANDÉ
ISOROYParc d’affaires SILIC9, rue Georges BesseCS 3003592182 ANTONY CEDEX
JPM SA40, route de Paris03000 AVERMES
LE COMMERCE DU BOIS6, avenue de Saint-Mandé75012 PARIS
LEITZ (ESSELTE)6, rue Castérès92110 CLICHY
MAGE8, rue Ill67118 GEISPOLSHEIM
NORTONRue de l'Ambassadeur78702 CONFLANS-SAINTE-HONORINECEDEX
ORGANISME PROFESSIONNEL DEPRÉVENTION DU BÂTIMENT ET DESTRAVAUX PUBLICS (OPPBTP)1, rue Heyrault92660 BOULOGNE-BILLANCOURT
POLYREY18, rue Grange Dame Rose78140 VÉLIZY-VILLACOUBLAY
ROCKWOOL ISOLATION SA111, rue du Château des Rentiers75013 PARIS
SIMPSON STRONG TIEZAC des 4 chemins85400 SAINTE-GEMME-LA-PLAINE
SOPROFENrue Neubourg67580 MERTZWILLER
Société SPIT150, avenue de Lyon26501 BOURG-LES-VALENCE
SYNDICAT NATIONAL DU BOISLAMELLÉ COLLÉ6, avenue de Saint-Mandé75012 PARIS
TECHNALRue Lech Walesa94270 LE KREMLIN BICÊTRE
TRAMICORoute d’Authou27800 BRIONNE
UCB SOLUTIAImmeuble Défense Ouest420, rue d’Estienne d’Orves92700 COLOMBES
WICONA149, quai du Raincy94388 BONNEUIL-SUR-MARNE CEDEX
WURTH FRANCE SARue Georges Besse67158 ERSTEIN CEDEX
XYLOCHIMIE (DYRUP)6, rue Henri Sainte Claire Deville92500 RUEIL-MALMAISON
ZUANI DEUTSCHLANDMeidelstetter Straße 1372531 HOHENSTEINALLEMAGNE
978271353446_524_MB 6/06/13 17:36 Page 524


Bois et matériauxassociésJ.-P. BARETTE
C. HAZARDJ. MAYER
www.casteilla.fr
Boi
s et
mat
éria
uxas
soci
ésISBN : 978-2-7135-3446-1ISSN : 0986-4024
9782713534461_MEMOTECH_BOIS-MATERIAUX.indd 19782713534461_MEMOTECH_BOIS-MATERIAUX.indd 1 07/06/13 16:5107/06/13 16:51