me 330 manufacturing processes cutting processes
TRANSCRIPT
ME 330Manufacturing Processes
CUTTING PROCESSES

Overview of processes
Cutting processes

Module 4a 3
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Major cutting processes
Mechanical processes
1. Machining and grinding (will be covered in later classes)2. Shearing, blanking, and punching (sheet metalworking
operations)3. Ultrasonic machining (USM)4. Water jet cutting (WJC or hydrojet)5. Abrasive water jet cutting (AWJC or abrasive hydrojet)
For sheet and plate
Bulk

Definition of sheets and plates
Sheets: thickness is 1/64” (0.04 mm) to 1/4” (6 mm).
Plates: thickness is greater than: 1/4” (6mm)

Module 4a 6
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Module 4a 7
Principle of cutting for sheets and plates:
There is a shear stress induced on the surface of the cross section area of plates or sheets. The shearing stress causes the fracture of two parts.

Module 4a 8
Principle of the process
Structure/Configuration of the operation
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Shearing, Blanking, and Punching
Three principal configurations in press working that cut sheet metal:
Shearing Blanking Punching
Different configurations of the manufacturing system or machine to generate shear stress, and they share the same principle of cutting.

Shearing Operation(a) Side view of the operation; (b) front view of the operation, equipped with inclined upper cutting blade

Blanking and Punching Blanking (a) - sheet metal cutting to separate piece (called a
blank) from surrounding stock Punching (b) - similar to blanking except cut piece is scrap, called
a slug

Shearing, Blanking, and PunchingGeneric configurations: punch, die, work piece

ShearingGeneric configurations: punch, die, work piece

Components of a punch and die for a blanking operation
Punch and Die in blanking and punching
Components of a punch and die for a punch operation
Die
Punch

Cost of tooling is concern
The cost for tooling is even higher than the
press machine in itself.
Punch and die may need frequently change
due to wear, which is a part of the reasons for
the high cost of tooling.

Non-traditional Cutting Processes
Cutting force is not generated by solid state force
such as solid punch and solid die.

Non-traditional Processes: why
Newly developed metals and non metals with special ‑
properties that make them difficult or impossible to
cut or machine by the solid force approach.
Complex part geometries that cannot readily be
accomplished by conventional cutting and machining.
Avoid surface damage that often accompanies with the
conventional machining and cutting.

Module 4a 18
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Major cutting processes
Mechanical processes
1. Machining and grinding (will be covered in later classes)2. Shearing, blanking, and punching (sheet metalworking
operations)3. Ultrasonic machining (USM)4. Water jet cutting (WJC or hydrojet)5. Abrasive water jet cutting (AWJC or abrasive hydrojet)

Uses high pressure, high velocity stream of water directed at work surface
for cutting
Water Jet Cutting (WJC) or Hydro-jet Cutting
The punch is a water stream
WJC & Applications
Usually automated by CNC or industrial robots to manipulate
nozzle along desired trajectory.
Water also acts as a cooling agent.
Can cut complex shaped parts.
Used to cut narrow slits in flat stock such as plastic, textiles,
composites, floor tile, carpet, leather, and cardboard.
Not suitable for brittle materials (e.g., glass).
Intensity of water-jet is not enough, as opposed to the solid force, to make a clear-cut. The material tends to spreading around.

Abrasive Water Jet Cutting (AWJC)
Abrasive particles are added to jet stream for quicker
cutting, which increases the intensity of water jet so
that the high force can be created.
Suitable to cut metals.
Slower than laser cutting, but produces a cleaner finish.
Note that the water jet cut is tapered.

Major cutting processes
Thermal Energy Processes
1. Ram electric discharge machining (Ram EDM)2. Wire electric discharge machining (Wire EDM)3. Electron beam machining (EBM)4. Laser beam machining (LBM)5. Plasma arc cutting (PAC) or plasma arc machining
(PAM)6. Air carbon arc cutting7. Oxyfuel Cutting (OFC) or flame cutting

Module 4a 24
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Electric Discharge Machining (EDM)

EDM Operation
One of the most widely used non-traditional processes
Shape of a finished work surface produced by a shape of
electrode tool
Can be used only on electrically conducting work materials
Requires dielectric fluid, which creates a path for each discharge
as fluid becomes ionized in the gap.
Metal is melted/vaporized by the series of electrical discharges
Can be very precise and produces a very good surface finish
Work Materials in EDM
Work materials must be electrically conducting
Hardness and strength of work material are not
factors in EDM
Material removal rate depends on melting point of
work material

Module 4a 28
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Special form of EDM uses small diameter wire as electrode to cut a narrow kerf in work
Wire EDM

Operation of Wire EDM
Work is fed slowly past wire along desired cutting path.
CNC used for motion control.
While cutting, wire is continuously advanced between supply
spool and take up spool to maintain a constant diameter.‑
Dielectric fluid is required.
Applied using nozzles directed at tool work interface or ‑
submerging work part

Wire EDM Applications
Ideal for stamping die components
Since kerf is so narrow, it is often possible to fabricate
punch and die in a single cut
Other tools and parts with intricate outline shapes,
such as lathe form tools, extrusion dies, and flat
templates

Dental part cut from nitinol material by wire EDM
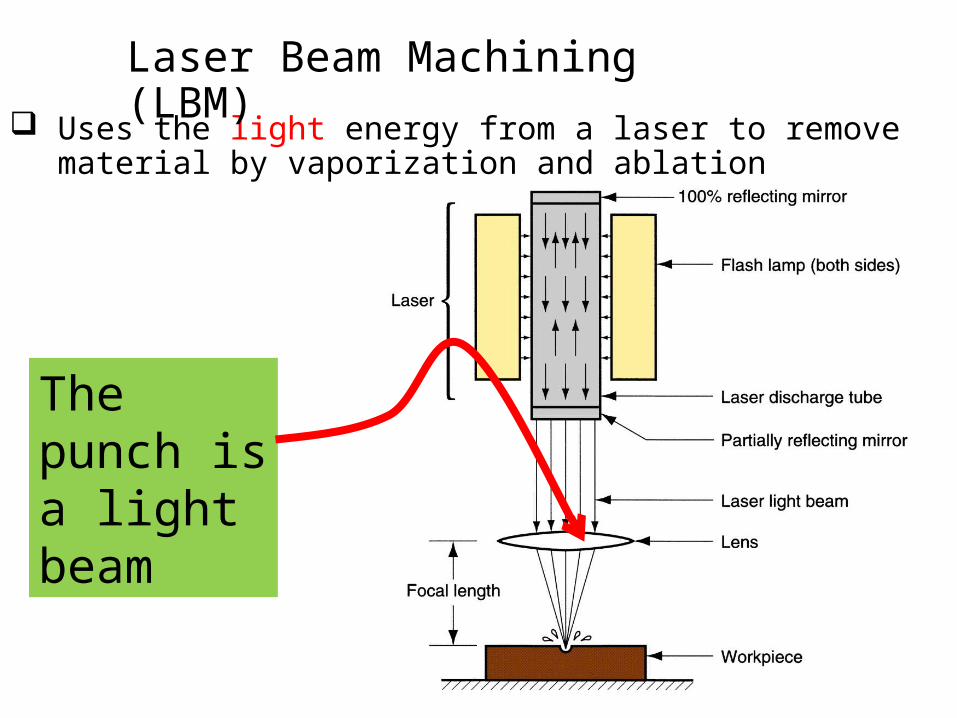
Uses the light energy from a laser to remove material by vaporization and ablation
Laser Beam Machining (LBM)
The punch is a light beam

LBM Applications
Drilling, slitting, slotting, scribing, and marking operations
Drilling small diameter holes down ‑ to 0.025 mm (0.001
in)
Generally used on thin stock
Work materials: metals with high hardness and strength,
soft metals, ceramics, glass and glass epoxy, plastics,
rubber, cloth, and wood

Uses plasma stream operating at very high temperatures to cut metal by melting
Plasma Arc Cutting (PAC)
The punch is a plasma arc

Operation of PAC
Plasma = a superheated, electrically ionized gas
PAC temperatures: 10,000C to 14,000C (18,000F to
25,000F)
Plasma arc generated between electrode in torch and
anode work piece
The plasma flows through water cooled nozzle that ‑
constricts and directs stream to desired location

Applications of PAC
Most applications of PAC involve cutting of flat metal sheets
and plates.
Hole piercing and cutting along a defined path.
Comparable to laser cutting, but cuts are usually is more
coarse.
Can cut any electrically conductive metal.
Most frequently cut metals: carbon steel, stainless steel,
aluminum.

Important: Water Jet, Laser, Plasma
Need to start the cut away from the wanted cut to prevent a rough surface irregularity where the cut starts
Starting cut Wanted cut

Summary of Cutting Processes for Sheets and Plates in terms of Quality & Cost
Quality
(In terms of tolerances & surface finish
Cost
Punching/ Blanking
Plasma
Water Jet
Wire EDM
Machining
Laser

Comparison: sheet and plate cutting
1. Plasma2. Laser3. Waterjet

Comparison: sheet and plate cutting
Main criteria for comparison:
1. Materials
2. Cost
3. Quality
4. Productivity

Comparison: sheet and plate cutting
Processes Material Thickness Quality Cost Note
Plasma All electrically conductive materials
Gauge to 2 in Poor Low Need high power
Laser A variety of materials
¼ in and thinner
Middle Middle Problem with reflective materials
Waterjet A variety of materials, usually soft material
Highest High
Cost: decided by the speed.

Major cutting processes
Electrochemical process:
1. Electrochemical Machining (ECM)

Module 4a 44
Principle of the process
Structure and configuration
Process modeling
Defects
Design For Manufacturing (DFM)
Process variation

Material removal by anodic dissolution, using electrode (tool) in close proximity to work but separated by a rapidly flowing electrolyte
Electrochemical Machining (ECM)
(-) (+)

Material removal by anodic dissolution, using electrode (tool) in close proximity to work but separated by a rapidly flowing electrolyte
Electrochemical Machining (ECM)
.

Electrochemical Machining (ECM) Processes
Electrical energy used in combination with chemical reactions to remove material
Reverse of electroplating Work material must be a conductor Processes:
1. Electrochemical machining (ECM)2. Electrochemical deburring (ECD)3. Electrochemical grinding (ECG)

ECM Operation
Material is depleted from anode workpiece (positive pole)
and transported to a cathode tool (negative pole) in an
electrolyte bath
Electrolyte flows rapidly between two poles to carry off
depleted material, so it does not plate onto tool
Electrode materials: Cu, brass, or stainless steel
Tool has inverse shape of part– Tool size and shape must allow for the gap

General benefits to manufacture parts by cutting from sheets and plates:
Fast to manufacture Parts are low in cost Helps drive costs for assembled products down From low to high quantities Simple to complex parts Parts can later be formed (bent) to make more
complex shapes

Summary
Sheet and plate cutting. Sheet and plate can be further processed by bending, forming, and drawing.
Principle of cutting.1. Shear stress principle (solid force, water-jet)2. Electric or light or plasma energy to thermal energy3. Electric-chemical effect
Structure and configuration of each principle.
Mechanical process (blanking/shearing/punching, waterjet), Thermal process (EDM, Laser, Plasma), Chemical (ECM).
Constraints, pros and cons of each cutting process.