mav uv.docx
TRANSCRIPT

Unidad V
INTEGRACIÓN DE CELDA DE MANUFACTURA FLEXIBLE
ELEMENTOS DE AUTOMATIZACIÓN PARA UN PROCESO DE MANUFACTURA INTEGRADA POR COMPUTADORA
ELEMENTOS DE DETECCIÓN
Para la detección de objetos y determinación de posiciones dentro de un sistema de manufactura pueden utilizarse:
a) Interruptores de límiteb) Detectores de proximidad:
b1) Inductivosb2) Capacitivosb3) Magnéticos b4) Fotoeléctricos
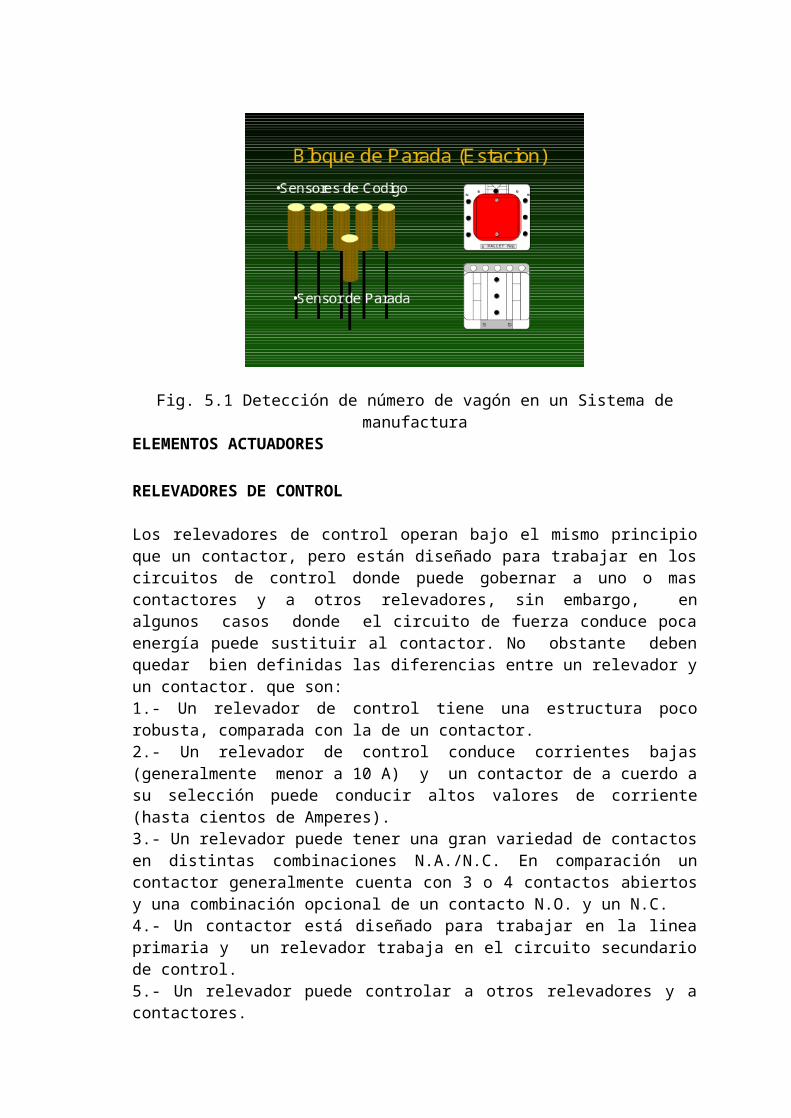
En ocasiones se combinan las señales emitidas por los detectores para lograr la identificación de elementos mediante un sistema numérico, de manera que con una conversión de binario a decimal se puede asignar un número a un elemento dado. Por ejemplo en la figura 5.1 se muestra un conjunto de sensores alineados para determinar el número de un vagón que transporta una pieza a través de una banda transportadora, de manera que en cada estación puede ser detenido mediante el sensor de parada y determinar el número de vagón (y con esto el tipo de pieza) en cada estación de trabajo para tomar las decisiones de mecanización.
Fig. 5.1 Detección de número de vagón en un Sistema de manufactura
ELEMENTOS ACTUADORES
RELEVADORES DE CONTROL
Los relevadores de control operan bajo el mismo principio que un contactor, pero están diseñado para trabajar en los circuitos de control donde puede gobernar a uno o mas contactores y a otros relevadores, sin embargo, en algunos casos donde el circuito de fuerza conduce poca energía puede sustituir al contactor. No obstante deben quedar bien definidas las diferencias entre un relevador y un contactor. que son:1.- Un relevador de control tiene una estructura poco robusta, comparada con la de un contactor. 2.- Un relevador de control conduce corrientes bajas (generalmente menor a 10 A) y un contactor de a cuerdo a su selección puede conducir altos valores de corriente (hasta cientos de Amperes).3.- Un relevador puede tener una gran variedad de contactos en distintas combinaciones N.A./N.C. En comparación un contactor generalmente cuenta con 3 o 4 contactos abiertos y una combinación opcional de un contacto N.O. y un N.C. 4.- Un contactor está diseñado para trabajar en la linea primaria y un relevador trabaja en el circuito secundario de control.5.- Un relevador puede controlar a otros relevadores y a contactores.
La Figura 5.2 muestra el símbolo de una bobina de relevador de control.
CR
Fig. 5.2 Bobina de relevador de control
ELEMENTOS DE CONTROL PROGRAMABLE
Los principales componentes de este tipo que se integran para la automatización de procesos son:a) Controladores lógicos programablesb) Variadores de velocidadc) Controladores de brazo de robotd) Controladores de CNC
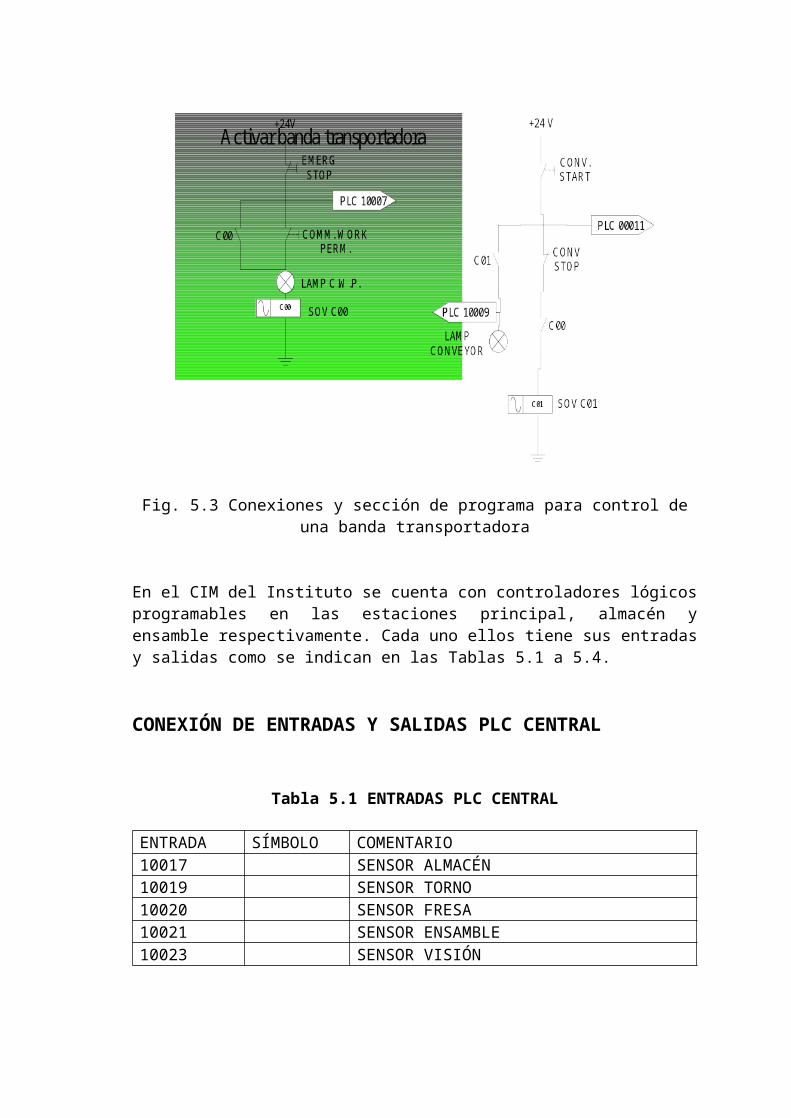
Los controladores Lógicos programables han demostrado durante décadas su eficiencia y confiabilidad para el control de procesos. La Figura 5.3 muestra un diagrama de conexiones que permiten a un PLC ejercer el control sobre un
sistema de trasporte de piezas, así como las entradas que dentro de un programa deben estar activadas para ejercer dicho control.
Fig. 5.3 Conexiones y sección de programa para control de una banda transportadora
En el CIM del Instituto se cuenta con controladores lógicos programables en las estaciones principal, almacén y ensamble respectivamente. Cada uno ellos tiene sus entradas y salidas como se indican en las Tablas 5.1 a 5.4.
CONEXIÓN DE ENTRADAS Y SALIDAS PLC CENTRAL
Tabla 5.1 ENTRADAS PLC CENTRAL
ENTRADA SÍMBOLO COMENTARIO10017 SENSOR ALMACÉN10019 SENSOR TORNO10020 SENSOR FRESA10021 SENSOR ENSAMBLE10023 SENSOR VISIÓN
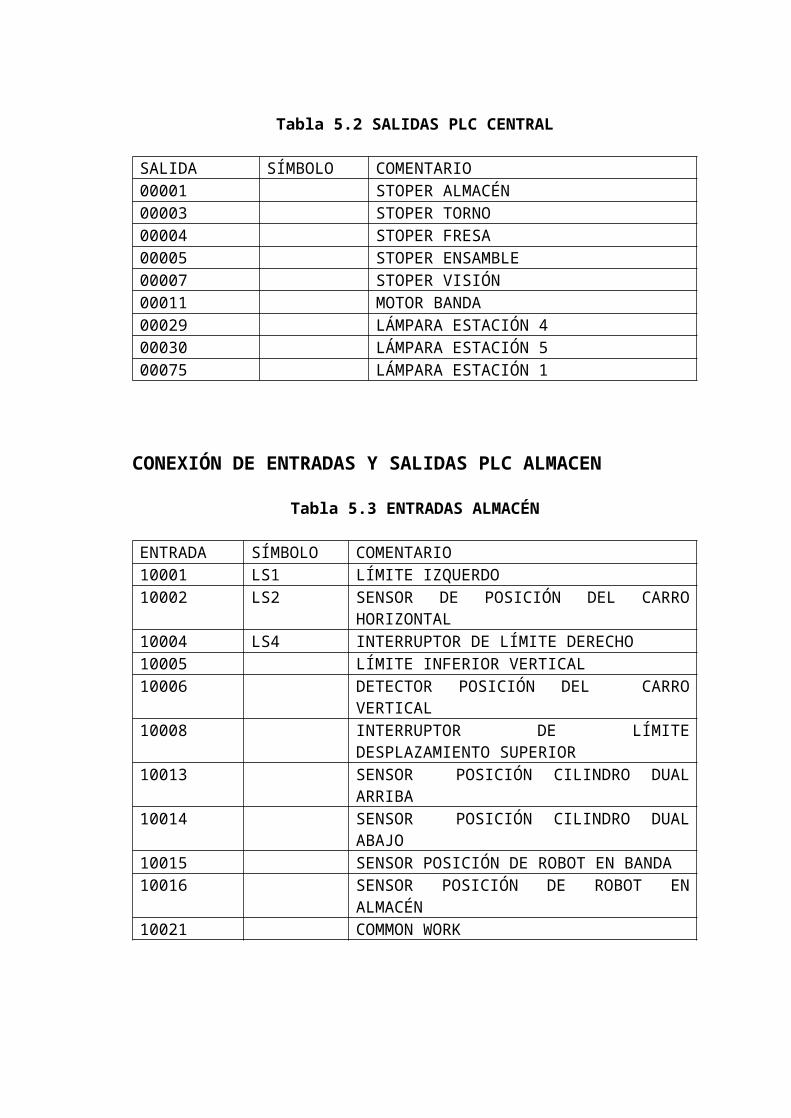
Tabla 5.2 SALIDAS PLC CENTRAL
SALIDA SÍMBOLO COMENTARIO00001 STOPER ALMACÉN00003 STOPER TORNO00004 STOPER FRESA00005 STOPER ENSAMBLE00007 STOPER VISIÓN00011 MOTOR BANDA00029 LÁMPARA ESTACIÓN 400030 LÁMPARA ESTACIÓN 500075 LÁMPARA ESTACIÓN 1
CONEXIÓN DE ENTRADAS Y SALIDAS PLC ALMACEN
Tabla 5.3 ENTRADAS ALMACÉN
ENTRADA SÍMBOLO COMENTARIO10001 LS1 LÍMITE IZQUERDO10002 LS2 SENSOR DE POSICIÓN DEL CARRO
HORIZONTAL10004 LS4 INTERRUPTOR DE LÍMITE DERECHO10005 LÍMITE INFERIOR VERTICAL10006 DETECTOR POSICIÓN DEL CARRO
VERTICAL10008 INTERRUPTOR DE LÍMITE
DESPLAZAMIENTO SUPERIOR10013 SENSOR POSICIÓN CILINDRO DUAL
ARRIBA10014 SENSOR POSICIÓN CILINDRO DUAL
ABAJO10015 SENSOR POSICIÓN DE ROBOT EN BANDA10016 SENSOR POSICIÓN DE ROBOT EN
ALMACÉN10021 COMMON WORK
Tabla 5.4 SALIDAS ALMACÉN
SALIDA SÍMBOLO COMENTARIO00001 MOV. HORIZONTAL IZQ. – DER.00002 MOV. HORIZONTAL DER.- IZQ.00005 MOV. VERTICAL ABAJO – ARRIBA00006 MOV. VERTICAL ARRIBA -ABAJO00009 CILINDRO PORTAPIEZA00014 CILINDRO DUAL DESCENSO00015 CLINDRO DUAL ROTACIÓN00016 ABRE GRIPPER
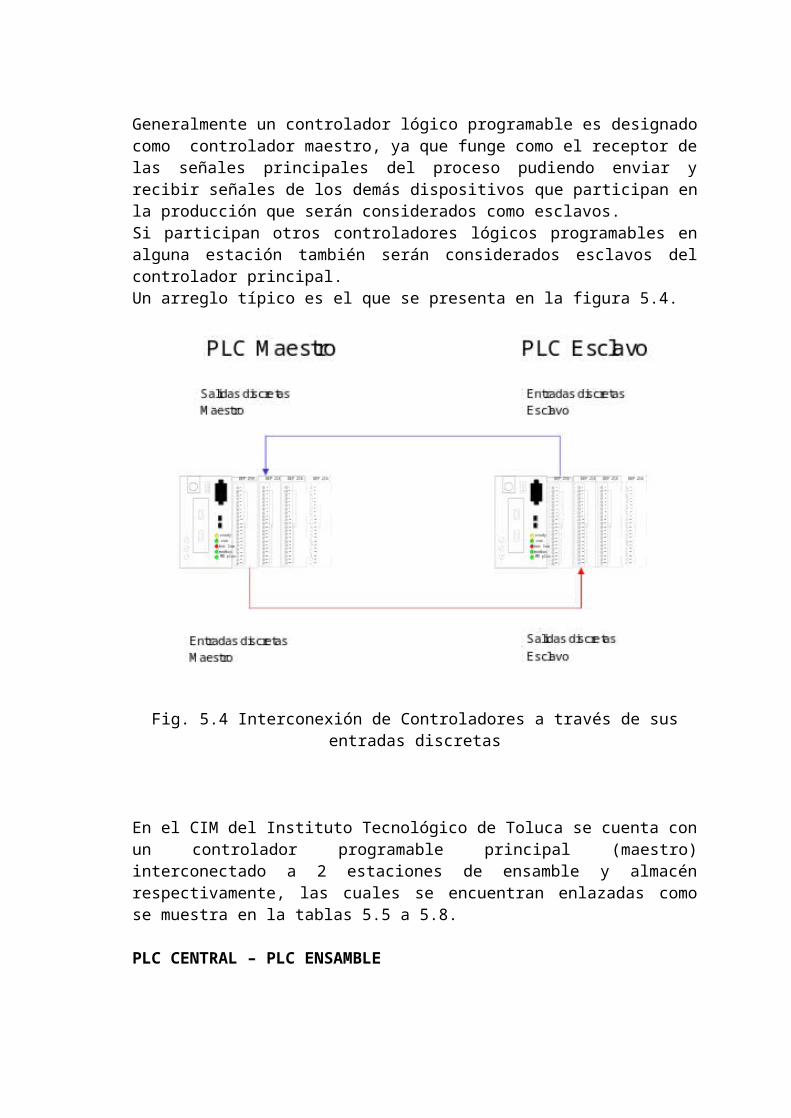
Generalmente un controlador lógico programable es designado como controlador maestro, ya que funge como el receptor de las señales principales del proceso pudiendo enviar y recibir señales de los demás dispositivos que participan en la producción que serán considerados como esclavos.Si participan otros controladores lógicos programables en alguna estación también serán considerados esclavos del controlador principal. Un arreglo típico es el que se presenta en la figura 5.4.
Fig. 5.4 Interconexión de Controladores a través de sus entradas discretas
En el CIM del Instituto Tecnológico de Toluca se cuenta con un controlador programable principal (maestro) interconectado a 2 estaciones de ensamble y almacén respectivamente, las cuales se encuentran enlazadas como se muestra en la tablas 5.5 a 5.8.
PLC CENTRAL – PLC ENSAMBLE
Tabla 5.5 Entradas Central a salidas Ensamble
ENTRADA PLC CENTRAL SALIDA PLC ENSAMBLE10045 0001710046 0001810047 00019
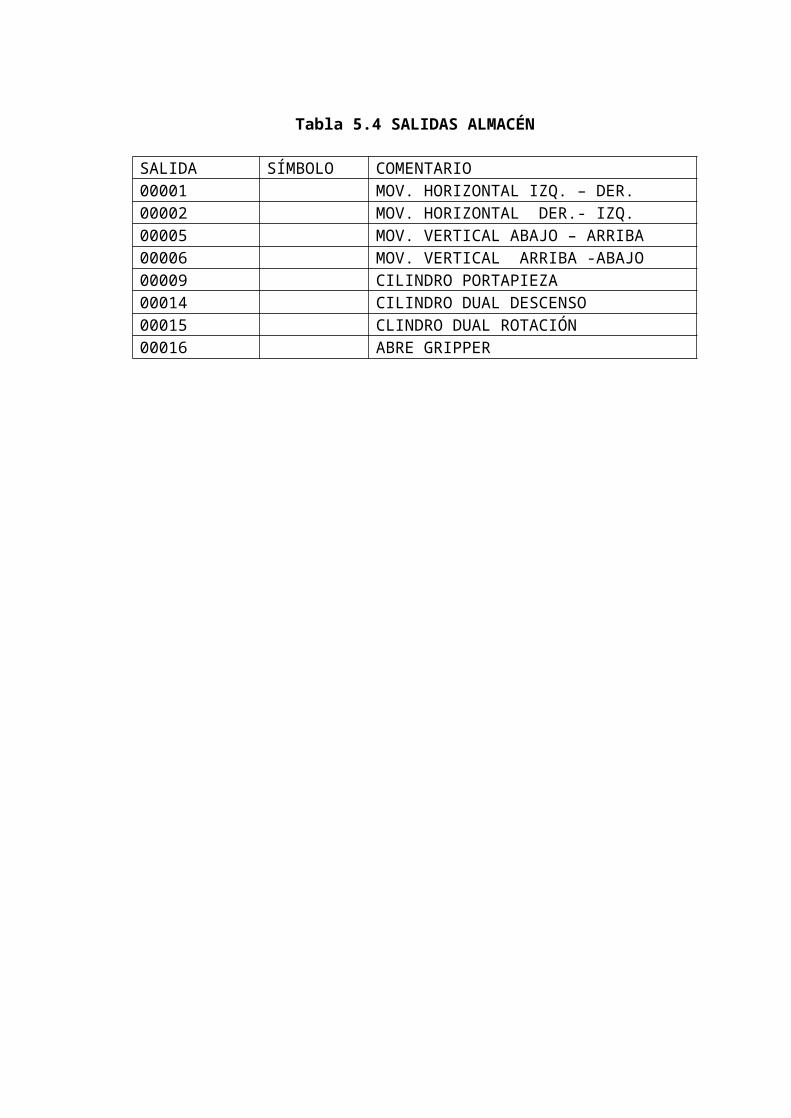
Tabla 5.6 Entradas Ensamble a salidas Central
ENTRADA PLC ENSAMBLE SALIDA PLC CENTRAL10040 0006010033 0006810034 0006910035 00070
PLC CENTRAL – PLC ALMACÉN
Tabla 5.7 Entradas Central a Salidas Almacén
ENTRADA PLC CENTRAL SALIDA PLC ALMACÉN10033 0001710034 0001810035 00019
Tabla 5.8 Entradas Almacén a Salidas Central
ENTRADA PLC ALMACÉN SALIDA PLC CENTRAL10017 0001410018 0001510019 00016
TÉCNICAS DE INTEGRACIÓN
La integración de los diferentes elementos que participan en un proceso de Manufactura Integrada por computadora se logra a partir de cualquiera de los siguientes métodos:
a) Por medio de interconexión de puertos de entradas y salidasa.1) Discretasa.2) Analógicas
b) Por medio de redes de comunicación
a) INTERCONEXIÓN DE PUERTOS DE ENTRADAS Y SALIDAS
a.1) Sistemas discretos
Cuando una máquina CNC, robot o estación de proceso cuenta con módulos de entradas y salidas es posible integrarlas al proceso de producción a través de dichos módulos, de manera tal que una salida de un robot puede convertirse
en una entrada de una máquina CNC y viceversa, a su vez el robot puede estar encadenado a las órdenes de un controlador lógico programable. Esto nos permite realizar acciones de manera secuencial y observando la sensórica en cada parte del proceso de modo que serán eventos los que controlen las acciones.Por ejemplo en el Sistema de Manufactura Integrada por computadora del I. T. Toluca los robots, y las máquinas herramientas están interconectadas a través de módulos de entradas y salidas de modo que es posible lograr que una salida del robot se convierta en una entrada de la máquina CNC para lograr acciones como abrir la puerta, abrir o cerrar la mordazas, y arrancar un programa. A su vez la máquina CNC está en capacidad de indicar cuando el mecanizado está terminado para que el robot continúe sus movimientos y órdenes integración por medio de eventos.De la misma manera el robot se encuentra interconectado al Controlador programable, de modo que el PLC activa una salida que se conecta al módulo de entradas del robot para indicarle cuando iniciar su proceso y el robot a través de una salida conectada al módulo de entradas del PLC informa la terminación del mismo, para continuar con el proceso. El arreglo de control se muestra en la figura 5.5.
Fig. 5.5 Arreglo de conexiones entre Dispositivos programables de un Sistema Flexible de Manufactura
Las tablas 5.9 y 5.10 muestran las interconexiones de entradas y salidas del Sistema CIM entre el PLC principal y el controlador del Robot CRS de la estación de Torneado, donde claramente se reconoce que controlador programable principal es un maestro mientras que los robots fungen como esclavos.

PLC CENTRAL – CONTROLADOR ROBOT CRS TORNO
Tabla 5.9 Entradas Central a salidas CRS Torno
ENTRADA PLC CENTRAL SALIDA ROBOT CRS TORNO10039 1210040 1310041 14
Tabla 5.10 Entradas CRS Torno a salidas Central
ENTRADA ROBOT CRS TORNO
SALIDA PLC CENTRAL
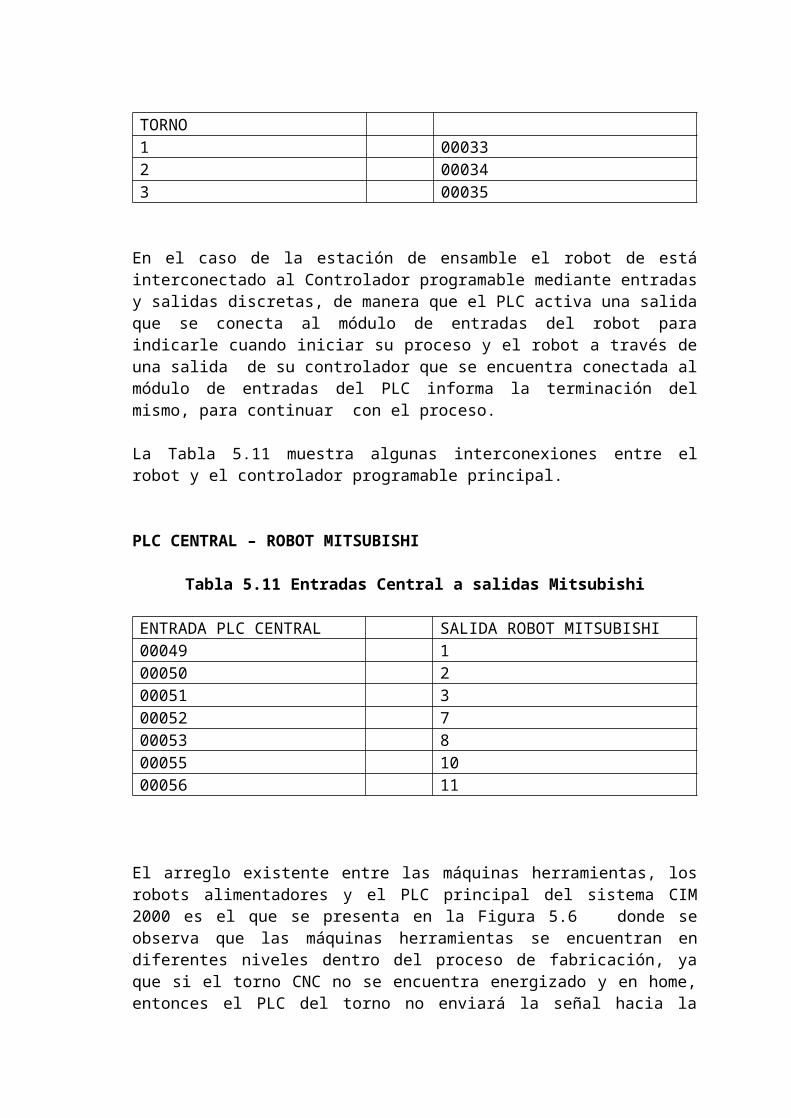
1 000332 000343 00035
En el caso de la estación de ensamble el robot de está interconectado al Controlador programable mediante entradas y salidas discretas, de manera que el PLC activa una salida que se conecta al módulo de entradas del robot para indicarle cuando iniciar su proceso y el robot a través de una salida de su controlador que se encuentra conectada al módulo de entradas del PLC informa la terminación del mismo, para continuar con el proceso.
La Tabla 5.11 muestra algunas interconexiones entre el robot y el controlador programable principal.
PLC CENTRAL – ROBOT MITSUBISHI
Tabla 5.11 Entradas Central a salidas Mitsubishi
ENTRADA PLC CENTRAL SALIDA ROBOT MITSUBISHI00049 100050 200051 300052 700053 800055 1000056 11
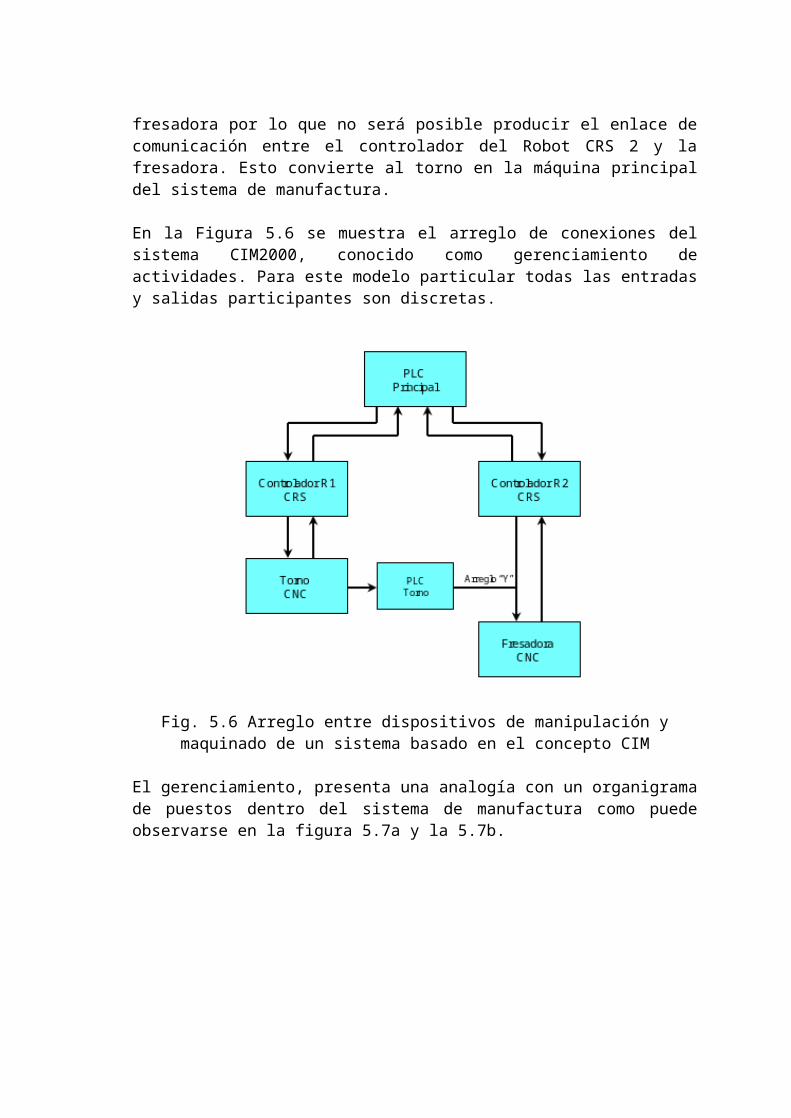
El arreglo existente entre las máquinas herramientas, los robots alimentadores y el PLC principal del sistema CIM 2000 es el que se presenta en la Figura 5.6 donde se observa que las máquinas herramientas se encuentran en diferentes

niveles dentro del proceso de fabricación, ya que si el torno CNC no se encuentra energizado y en home, entonces el PLC del torno no enviará la señal hacia la fresadora por lo que no será posible producir el enlace de comunicación entre el controlador del Robot CRS 2 y la fresadora. Esto convierte al torno en la máquina principal del sistema de manufactura.
En la Figura 5.6 se muestra el arreglo de conexiones del sistema CIM2000, conocido como gerenciamiento de actividades. Para este modelo particular todas las entradas y salidas participantes son discretas.
Fig. 5.6 Arreglo entre dispositivos de manipulación y maquinado de un sistema basado en el concepto CIM
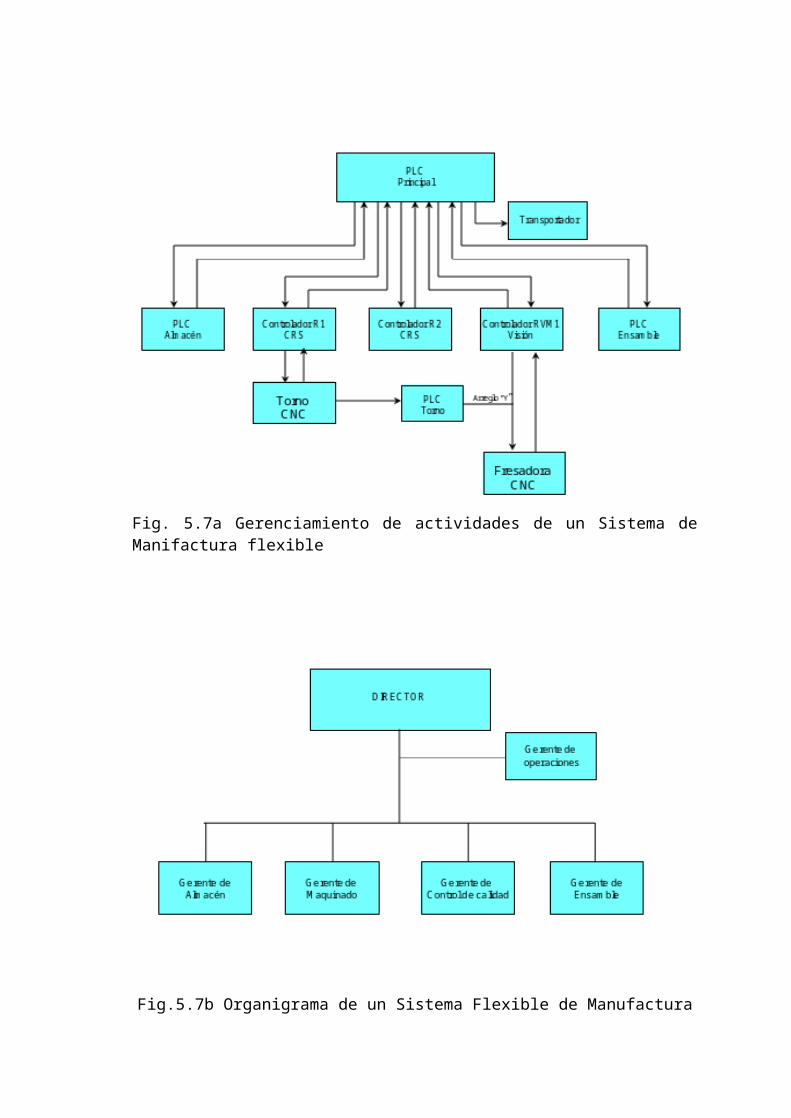
El gerenciamiento, presenta una analogía con un organigrama de puestos dentro del sistema de manufactura como puede observarse en la figura 5.7a y la 5.7b.
Fig. 5.7a Gerenciamiento de actividades de un Sistema de Manifactura flexible
Fig.5.7b Organigrama de un Sistema Flexible de Manufactura
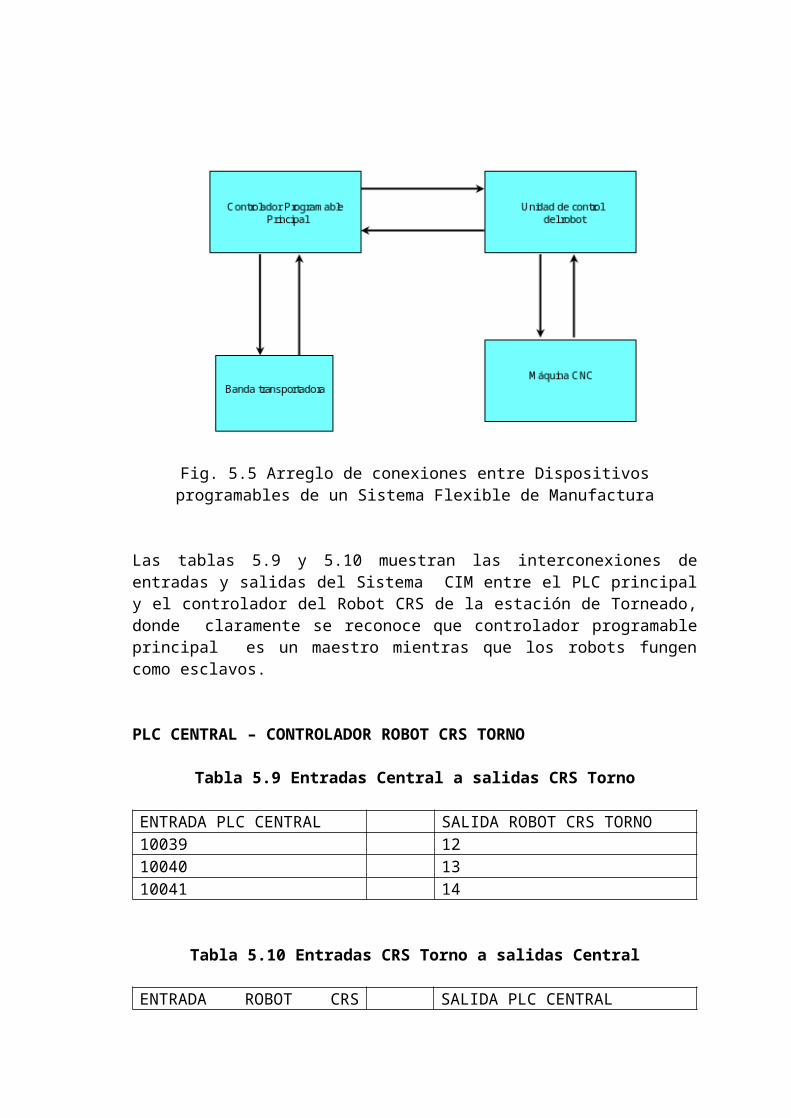
Fig. 5.8. Sistema de Flexible de Manufactura con operadores de estaciones
Un controlador programable puede controlar a un variador de velocidad programable a través de señales discretas, para ello es necesario conectar dos salidas del PLC a las entradas del variador de velocidad que manejan los dos posibles sentidos de giro. Por ejemplo para la marca Telemecanique estas entradas se identifican con LI1 y LI2, si el variador de velocidad cuenta con entradas para velocidades preseleccionadas entonces puede ejercerse el control mediante rampas de velocidad. De esta forma el programa del PLC se encargará de establecer la secuencia de activación de las salidas que a su vez introducirán señales a las entradas discretas del variador de velocidad de manera que se puede generar una secuencia de movimientos con control de velocidad y sentido de giro que estará únicamente restringida por las posibilidades de valores preseleccionadas del variador.
Fig. 5.9 PLC controlando a un variador de velocidad mediante entradas discretas
Sistemas Analógicos
En otros sistemas de Manufactura Integrada por Computadora, se cuenta con módulos de entradas y salidas analógicos lo que eleva enormemente las posibilidades de control ya que las señales no son todo o nada, si no que permiten un ajuste muy fino en los niveles de velocidades, presiones, fuerzas, y otras variables de control. La programación del controlador lógico programable puede entonces incluir valores de coma fija o coma flotante, que se convertirán en niveles de voltaje o corriente en sus salidas analógicas. Los rangos convencionales van de 0 a 10 Vc.c. en el caso de manejo de tarjetas de voltaje y de 4 a 20 mA para manejo de tarjetas de corriente.
El control de un PLC sobre un variador de velocidad utilizando señales analógicas permite elaborar programas que tienen la capacidad de recorrer toda la gama de posibles velocidades del variador en ambos sentidos de giro. E incluso es posible establecer el control de lazo cerrado entre los dispositivos. Dentro de los parámetros que van del control clásico hasta la lógica difusa.
REDES DE COMUNICACIÓN
Gran cantidad de información se envía a través de redes, estas pueden ser tan simples como la unión entre dos puntos o bien manjar la información a través de los llamados buses de campo.
La información puede transportarse de las siguientes formas:
Analógica: Utilizando una gama continua de valores de tensión o corriente, los valores comúnmente empleados para tensión son de 0 a 10V y para corriente de 4 a 20mA. Esta forma de transporte es extremadamente sensible al ruido y a las corrientes parásitas por lo que puede presentarse alteraciones en la información enviada.
Numérica): También llamada digital, consiste en el envío de información a través de valores 0 y 1. el valor mas simple se llama bit y los bits pueden agruparse para crear estructuras mas complejas.
El desarrollo de conexiones que participan en la creación de redes nos permiten las siguientes formas: 1. conexión serie. La información se transmite dato a dato en forma de bits.
2. conexión paralelo. La información se transmite en grupo simultaneo, utlizando hilos paralelos.
Los protocolos que generalmente se utilizan en redes industriales son:1. Conexión Centronics2. RS232C3. RS422A4. RS485
A continuación se mencionan las principales redes comerciales que se utilizan en los procesos industriales
1. Desarrollos de MERLIN GERIN 1.1. JBUS1.2.NERVIA1.3.BatiBUS
2. Redes FIP
3. Redes PROFIBUS (PROCESS FIELD BUS)
4. Redes MODBUS
La figura 5.10 muestra un controlador programable que será utilizado dentro de una Red MODBUS, El número de dirección se asigna de acuerdo a los dipswitches que se encuentran al frente del equipo, y ese numero de dirección debe darse de alta en el programa de control. De esta forma podemos crear una red de controladores tal que desde una sola PC se pueda establecer el contacto con alguno de ellos. La comunicación entre la PC y el controlador Maestro se realiza mediante un protocolo MODBUS, y para pasar la información de la PC a un PLC esclavo se manejara un protocolo MODBUS PLUS.
Fig. 5.10 Direccionamiento de un controlador dentro de una red MODBUS
La figura 5.11 nos muestra un arreglo clásico entre controladores para forma una red, en ella se observa que si el PLC principal no está energizado, entonces no es posible establecer la comunicación entre la PC y cualquiera de los otros controladores.
Fig. 5.11 Red MODBUS
REQUERIMIENTOS PARA LA INTEGRACIÓN DE DISPOSITIVOS PROGRAMABLES
La principal dificultad de la integración es que se debe contar con personal capaz de comprender la programación de cada dispositivo, en la inteligencia de que cada elemento a integrar tendrá su propio lenguaje, su rango de tensiones y corrientes en las entradas y salidas, y su filosofía de operación.
Por lo que se requiere:1. Establecer la técnica de integración que permita la intercomunicación entre las diferentes máquinas, dispositivos y centros de supervisión.2. Selección de maquinaria y equipo que cuente con entradas y salidas para control externo procurando que todas manejen los mismos niveles de tensión y corriente para evitar el acondicionamiento de señales. 3. Dar capacitación especial para cada responsable de máquina o estación. Es decir, no basta saber la operación común de una máquina herramienta, debe conocerse el panel de conexiones de entradas y salidas (incluyendo rango de tensiones y corrientes) e identificar con cual entrada se pueden dar ordenes externas como: cierre de puerta, salida de contrapunto, puesta en marcha de máquina.Así mismo debe identificarse las salidas de aviso de máquina en operación, maquina en reposo y otras.Es importante también conocer si se requiere alguna instrucción de petición para la espera de señales. Por ejemplo en el sistema CIM2000 la fresadora para responder a la señal de “correr programa” enviada por el robot CRS requiere que dentro de cada programa se den las instrucciones:
ON N131;WAIT X-60;OFF N131;
Sin embargo en el torno no es necesario establecer ningún grupo de instrucciones para recibir dicha señal.En el caso de los robots también es necesario conocer el panel de entradas y salidas externas y las instrucciones que las gobiernan. Por lo que se requiere el conocimiento de las instrucciones condicionales, reinicio de ciclo, activación de salidas en la unidad de control y otras posibles de comunicación.
4. Dar capacitación para un jefe de integración que pueda manejar al menos en forma básica los dispositivos a integrar. De este modo podrá hablar el mismo lenguaje con cada operador y obtendrá los programas necesarios con intercambio de señales entre las máquinas y dispositivos que participan en la integración.