manual práctico para y -...
TRANSCRIPT


Manual práctico para soldar y supervisar acero de refuerzo
lng. Mee. M. Francisco Velázquez Alcalá
11
MANUAL PRÁCTICO PARA SOLDAR Y SUPERVISAR ACERO DE REFUERZO
Autor: Ing. Mee. M. Francisco Velázquez Alcalá
Producción editorial: M. en A. Soledad Moliné Venanzi
En esta publicación se respetan escrupulosamente las ideas, los puntos de vista y especiTcaciones originales. Por lo tanto, el Instituto) Mexicano del Cemento y del Concreto, A. C. No asume responsabilidad alguna (incluyendo, pero no limitando, la que se derive dej riesgos, calidad de materiales, métodos constructivos, etc.) por la aplicación de los principios o procedimientos de este volumen. i
Todos los derechos reservados incluyendo los derechos de reproducción y uso de cualquier forma o medio, incluyendo el fotocopiado por cualquier proceso fotográTco, o por medio de dispositivo mecánico o electrónico, de impresión, escrito u oral, o grabación para reproducción audio o visual, o para el uso en cualquier sistema o dispositivo de almacenamiento y recuperación de la información, a' menos que exista permiso escrito obtenido de los propietarios de los derechos de autor.
La presentación y disposición en conjunto de MANUAL PRÁCTICO PARA SOLDAR Y SUPERVISAR ACERO DE REFUERZO, son propiedad del editor. Ninguna parte de esta obra puede ser reproducida o transmitida, por algún sistema o método, electrónico o mecánico (incluyendo el fotocopiado, la grabación o cualquier sistema de almacenamiento y recuperación de información), sin consentimiento por escrito del editor.
Derechos reservados:
© 2015, Instituto Mexicano del Cemento y del Concreto, A. C. Av. Insurgentes Sur 1846, Col. Florida, México, D. F., C.P. 01030
Miembro de la Cámara Nacional de la Industria Editorial. Registro# 1052
Impreso en México
ISBN 968-464-118-4
' (
I ¡
Manual para soldar y supervisar acero de refuerzo
' [
¡
¡ 1 i

Acerca del Autor
El ingeniero M. Francisco V dázquez Alcalá es egresado de la Facultad de Ingeniería de la Universidad Nacional Autónoma de México. Ha realizado diversos estudios en el área de la soldadura y los ensayos no destructivos; Curso de la General Dynamics en Pruebas no Destructivas Radiografia, Ultrasonido, Partículas Magnéticas y Líquidos Penetrantes, hasta obtener el nivel 11 ASNT en cada uno de ellos. Curso de Soldadura, Aga de México; Curso de Inspección de Soldadura A WSITSSA;. Seminario sobre Inspección de Calderas y Recipientes a Presión AMIME ASME; Curso de Procedimiento de Soldadura y Calificación de Soldadores en Houston, Texas -ASME; Curso para Técnicos en Sistemas de Calidad y Auditorías impartido por Lloyds Register; Curso de Diseño y Cálculo de Recipientes a Presión en CIME; Curso de Formación de Inspectores de Soldadura -SMS.
Se ha desarrollado en la industria desempeñando diversos cargos: 1965-1967 Supervisor de soldadura; 1968-1973 Técnico nivel 11 en pruebas no destructivas PR, PU, PLP y PPM. Estas técnicas las aplicó en talleres y obras que fabricaron y montaron recipientes a presión, tuberías, estructuras metálicas y uniones soldadas en acero de refuerzo y válvulas. De 1976-1979,Inspector de soldadura en fabricación y montaje, hasta obtener el nombramiento de Gerente Técnico en Inspección Técnica de Soldadura-ITSSA; 1979-1980, Gerente Técnico de Empresas
Técnicas Asociadas; 1981-2001 Responsable técnico de Peritos en Radiografia y Soldadura, SA de CV-PERSSA.
Ha participado en la actividad docente como expositor en la 7a. reunión Internacional sobre Calderas y Recipientes a presión COPANT-DGN; expositor en el 80. Seminario de Soldadura para Ingenieros y Supervisores AMIME; curso de Ultrasonido a personal de la Cía. ETA, S.A.; curso de Radiografia a personal de la Cía. PERSSA; expositor en el CECYT No. 7 sobre soldadura; expositor en el primer Congreso Nacional de Tecnología Metalúrgica en el Instituto Mexicano del Petróleo; expositor en el primer congreso internacional de soldadura organizado por el Colegio de Ingenieros Mecánicos y Electricistas, curso de Aplicación de las Pruebas no destructivas en recipientes a presión y estructuras metálicas, para la Cía. PERSSA; coordinación del Curso de Inspectores de Soldadura (Metalurgia, Simbología y Principales Procesos de soldadura) para la Cía. PERSSA.
Es miembro de los siguientes organismos: Sociedad Americana de Ingenieros Mecánicos (ASME) Sociedad Americana de Soldadura (A WS) Sociedad Americana de Pruebas no Destructivas (ASNT) y del Colegio de Ingenieros Mecánicos y Electricistas (CIME).

Prefacio
En México se suelda bastante varilla/acero de refuerzo en elementos principales como trabes y columnas, en elementos precolados y en elementos mixtos <le acero de refuerzo con acero estructural.
La mayoría de los criterios para hacer este trabajo se encuentra repartida en varios códigos, normas, etcétera y casi todos están en el idioma inglés, lo cual hace muy dificil su conocimiento en el nivel de obra.
En el núm. 66 de la revista que publica la American Welding Society W elding Journal correspondiente al mes de marzo de 1987, se publicó un artículo que contenía estudios de varillas soldadas que fallaron en el sismo de 1985 en la ciudad de México. Dicho estudio fue elaborado por los señores L. Martínez, J. L. Albarran y J. Fuentes, con el Instituto de Física de la Universidad Nacional Autónoma de México.
En ese artículo se pone de manifiesto que las soldaduras que fallaron fueron ejecutadas sin procedimientos calificados, sin soldadores calificados y sin supervisión técnica.
"

Agradecimientos
Un agradecimiento muy especial al ingeniero Sergio Mohar Llorens, donde quiera que se encuentre, por haberme dado la oportunidad de trabajar en sus empresas desde muy joven, permitiéndome continuar con mis estudios hasta obtener el título de Ingeniero Mecánico, además de haber sido mi primer instructor en el campo de la soldadura y los ensayos no destructivos.
Un reconocimiento a la American Welding Society-AWS, sociedad con sede en los Estados Unidos de América, que ha aportado los conocimientos sobre muchos aspectos de la soldadura: diseño, cálculo, especificaciones, fabricación, inspección, pruebas, etcétera. Una gran parte de este manual está elaborado con la ayuda de los códigos y especificaciones de A WS, debido a que es la normativa más aceptada y utilizada en México.
"TT

Contenido
PREFACIO ......................................................................... V 5 .3. Soldadura de penetración completa entre acero de refuerzo-varilla- y acero estructural... ........... 22
AGRADECIMIENTOS .................................................. VII 5.4.Cuidados mínimos que se deben tener ............................ 22
CONTENIDO ................................................................... IX 5.5.Selección del metal de aporte ......................................... .22
CAPÍTULO l. VOCABULARIO ...................................... 1 5.6.Área efectiva de la soldadura .......................................... 22
CAPÍTULO 2. EQUIPO .................................................. 5 CAPÍTULO 6. CALIFICACIÓN DEL
2.1.Equipo de corte mecánico........................................... 5 PROCEDIMIENTO DE SOLDADURA .............................. 25
2.2.Equipo de oxicorte......................... ............................. 5 6.1.Proyecto de procedimiento de soldadura-PQR-............. 25
2.3.Equipo de soldar .......................................................... 8 6.2.Resultado del PQR .......................................................... 25
CAPÍTULO 3. METALES ............................................... .13 6.3.Procedimiento de soldadura-WPS ................................... 28
3.1.Metales o materiales base-varilla-.............................. 13 CAPÍTULO 7. CALIFICACIÓN DE HABILIDAD DEL SOLDADOR ................................................................ 31
3.2.Metal o material de aporte-electrodo-........................ .14 7. l. Calificación de acuerdo al WPS ...................................... 31
CAPÍTULO 4. PREPARACIÓN PARA SOLDAR .......... .17 7 .2.Límite de las variables .................................................... .31
4.1.Preparación del metal base .......................................... 17 7.3.Posiciones de soldadura que califican a otras
4.2.Alineación ................................................................... l 7 de menor grado de dificultad .......................................... 31
4.3.Accesorio de respaldo ................................................. 17 7.4.Resultados de las pruebas ................................................ 33
7.5.Periodo de validez de la calificación ............................... 33 4.4.Cambios de diámetro .................................................. .18
7.6.Control de certificados y registros .................................. .33 4.5.Tipos de unión ............................................................. 18
CAPÍTULOS.INSPECCIÓN Y PRUEBAS....... . ............. 35 4.6 Distancia mínima entre uniones a soldarse
en una misma sección ................................................ 20 8.1.Inspección visual. ............................................................ 35
CAPÍTULO 5. PROCESO DE SOLDADURA ................ 21 8.2.Pruebas no destructivas ................................................... 37
5 .1.Precalentamiento ......................................................... 21 8.3.Pruebas destructivas ........................................................ 38
5.2.Progresión de la soldadura .......................................... 21 8.4.Criterios de muestreo ...................................................... .38
CAPÍTULO 9.MEDIDAS DE SEGURIDAD .................. 39
9. ! .Medidas de seguridad al utilizar los equipos de oxicorte ................................................................... 39
9 .2.Medidas de seguridad al utilizar soldadura por arco metálico protegido ...................................................... .39
9.3.Medidas de seguridad al hacer inspección radiográfica a lasvarillas soladas ................................. 39
CAPÍTULO 10.INFORMACIÓN GENERAL.. .............. .41
10.1.Instructivo de llenado de un PQR y un WPS ........... .41
10.2. Ejemplo deladocumentación de un PQR, WPS y calificación de soldador para unión soldada a tope directa de penetración completa ....................... A9
10.3.Ejemplo de la documentación de un PQR, WPS y calificación de soldador para unión soldada simple abocinada a traslape ................................................... 57
10.4. Tabla para seleccionar la prueba no destructiva más adecuada de acuerdo a los cuatro tipos de uniones más comunes ...................... 65
X
10.5. Tabla para seleccionar el método de prueba aplicable, de acuerdo con el tipo de discontinuidades típicas ...... 66
10.6.Tabla donde se indican las discontinuidades encontradas en los diferentes procesos de soldadura con arco ........................................................................ 66
10.7.Tabla de dimensiones y pesos para varillas .................. 67
10.8.Tabla para seleccionar de cristales para cortar y soldar .......................................................................... 68
10.9. Tabla de selección de boquillas de corte y consumo de gases para oxígeno-acetileno ................... 68
10.l O. Tabla de selección de boquillas de corte y consumo de gases para oxígeno-butano ..................... 68
10.11.Tabla de conversión de temperatura entre ºF y ºC ..... ó9
10.12.Tabla de conversión de pulgadas a milímetros y viceversa ..................................................................... 71
BIBLIOGRAFÍA .................................................................. 72
Manual para soldar y supervisar acero de refuerzo

Capítulo 1
Vocabulario
A WS American W elding Society -Sociedad Americana de Soldadura.
Sociedad de investigación y normalización para la soldadura, con sede en los Estados Unidos de América, cuyas normas se aplican en México casi como normas adoptadas.
ABOCINADA Soldadura entre dos varillas traslapadas o entre una varilla y una placa.
ARCO ELÉCTRICO MANUAL Es un proceso manual de soldadura eléctrico en el que por el paso de la corriente entre el metal de aporte (electrodo) y el metal base (varilla), se genera calor de alta intensidad, originando fusión entre ambos materiales sin necesidad de ninguna presión.
ASNT American Society for Nondestructive Testing.
Asociación que regula la capacitación y certificación del personal en pruebas no destructivas en los Estados Unidos de América y cuyas normas por lo regular se adoptan en México para el mismo fin.
BISEL Pendiente que se hace en la varilla para hacer una buena soldadura y varía de 45 a 60°.
rn9i1116
Manual nara soldar v sunervisar acero de refnerzo
BISEL ABOCINADO El bisel natural que se forma entre dos varillas traslapadas o una varilla y una placa.
CRAYÓN TÉRMICO Es una especie de crayón de cera graduado en grados Fahrenheit (ºF) y grados centígrados (ºC), el cual se derrite al contacto con el metal, que está como mínimo a la temperatura del crayón.
CARA DE LA SOLDADURA En la unión de la varilla, es la parte más ancha de la soldadura.
Cara de soldadura
/
CRÁTER Generalmente se presenta al terminar un electrodo o al interrumpir la aplicación del mismo, y se aprecia como una depresión o cavidad.
Ilustración tomada del ANSI/AWS Bl.11.88

o 1mcyc Vocabulario
CWI Certification ofWelding Inspector
Inspector de soldadura certificado de acuerdo con las normas AWS-QCI.
ELECTRODO Es una varilla metálica que se encuentra revestida con una pasta conocida como fundente, el cual le da las características eléctricas, químicas y mecánicas, además de producir una atmósfera de protección al soldar.
EQUIVALENTE DE CARBONO Sirve para encontrar las temperaturas de precalentamiento de las varillas y se calcula mediante fórmulas, en las que se utilizan los elementos químicos de las varillas.
ESCORIA EN LA SOLDADURA Son materiales sólidos no metálicos que se presentan durante la soldadura y quedan sobre la superficie. Se remueven sin problema con cincel y cepillo, pero cuando quedan atrapados dentro de la sección transversal de la unión soldada, se les llama inclusiones de escoria y son rechazados si sus dimensiones son mayores que las permitidas por la especificación.
EMA Entidad Mexicana de Acreditamiento.
Entidad que se encarga de acreditar los laboratorios de prueba en el ámbito nacional.
FUSIÓN Es la fundición que resulta de la alta temperatura que se presenta en el arco entre el metal de aporte y el metal base. Cuando no se alcanza esta fusión, se considera un defecto severo.
GRIETA Generalmente estas grietas o fisuras se presentan en la soldadura, en la zona de fusión o en la zona afectada por el calor. Es un defecto totalmente rechazado, sin importar su ubicación, dirección o longitud.
Ilustración tomada del ANSI/AWS Bl.11.88
2
Capítulo 1
GARGANTA Es la distancia más corta que existe entre la raíz y la cara de la soldadura. Se aplica igual a soldaduras a tope, de bocina o de filete.
GRIFA Herramienta metálica en forma de "F" que sirve para alinear las varillas que van a soldarse.
HORNO Recipiente o caja con resistencias eléctricas o focos, donde se almacena el metal o material de aporte, para mantenerlo a la temperatura indicada.
Manual para soldar y supervisar acero de refuerzo

Capítulo 1
LÍQUIDOS PENETRANTES Ensayo no destructivo para inspeccionar discontinuidades abiertas en la superficie.
PLACA DE RESPALDO Placa de cobre que se coloca en posición plafla en el lado de la raíz de la unión que se va a soldar. Generalmente es para trabes.
PUDELADO Movimiento armónico que hace el soldador con el porta-electrodo al estar soldando la varilla; tiene el fin de conseguir una buena fusión entre el metal base y el metal de aporte.
PQR Procedure Qualification Record.
Proyecto de procedimiento de soldadura.
PENETRACIÓN Grado de profundidad que se hace con la soldadura en la sección transversal de la unión.
Penetración
Penetración parcial
Penetración
Penetración completa
PIERNA DE LA SOLDADURA Longitud que va de la raíz de la unión de filete al pie de la soldadura.
o 1mcyc
Vocabulario
Pierna
PIE DE LA SOLDADURA Línea donde se une la cara de la soldadura con el metal base.
Cara de la soldadura
1 1
PRECALENTAMIENTO Calentamiento que se hace con equipo de oxigas sobre la varilla en la unión que va a soldarse -cuando menos a 50 mm a ambos lados-, el cual está sobre la base del equivalente de carbón de las varillas.
PRUEBA DE MACROATAQUE En esta prueba se ataca la interfase del metal base con soldadura en la sección longitudinal de la unión, debidamente pulida, con una solución de ácido nítrico o muriático diluido en agua. Con este método se verifica la fusión.
POLARIDAD DIRECTA En las máquinas de soldar de corriente continua, se indentifica colocando el cable de portaelectrodo en el polo negativo.
POLARIDAD INVERTIDA En las máquinas de soldar de corriente continua, se identifica colocando el cable del portaelectrodo en el polo positivo.
PUNTO DE SOLDADURA Son pequeños depósitos de: soldadura que se usan para fijar las uniones que se van a soldar. Se les puede llamar soldaduras preliminares. Tiene que hacerlas un operador calificado, a fin de evitar discontinuidades que queden atrapadas en las soldaduras definitivas.

o 1mcyc Vocabulario
POROSIDAD Son gases que quedan atrapados en la soldadura y originan oquedades. Si éstas llegan a ser considerables, provocan el rechazo de la soldadura.
PARTÍCULAS MAGNÉTICAS Prueba no destructiva para detectar discontinuidades superficiales y subsuperficiales.
PRUEBA RADIOGRÁFICA Método de prueba no destructiva volumétrico, que en soldaduras de varilla se hace utilizando como fuente de radiación rayos gamma. Permite conocer la sanidad interna de la soldadura.
RAÍZ En soldaduras a tope, es la parte terminal del bisel en la zona más estrecha de la unión.
En soldaduras de filete, es la línea de intersección entre los metales base que se van a soldar.
RUGOSIDAD Acabado superficial con el que queda el bisel de la varilla, una vez que se hace la preparación con el equipo de o xi corte.
4
Capítulo 1
SOLDADURA Unión entre dos o más metales por calentamiento, con o sin aplicación de metal de aporte y con o sin uso de presión.
SOLDADURA A TOPE Unión entre dos varillas a tope directa con bisel. Generalmente es de penetración completa.
SOLDADURA A TRASLAPE O DE BOCINA Unión entre dos varillas traslapadas o entre varillas traslapadas con placas de acero estructural.
SOLDADURAS EN "T" En la obra son generalmente las que se presentan en la unión de una o varias varillas de punta con una placa de acero estructural. Son soldadas a tope de penetración completa, de penetración parcial o de filete.
SOCAVADO Discontinuidad que generalmente se presenta en el pie de la soldadura, originada por exceso de corriente o falta de habilidad del soldador, provocando una ranura que reduce la sección transversal de la unión. Dependiendo de su profundidad, será rechazada o numero.
WPS Welding Procedure Specification.Procedimiento de soldadura.
ZONA AFECTADA POR EL CALOR Zona adyacente a la soldadura que, por la temperatura que se alcanza en el proceso, sufre cambios en sus propiedades mecánicas o microestructurales, las cuales pueden no ser relevantes si se siguen los precalentamientos indicados para las varillas.
~ ~
Zona afectada por el calor
.. Arca del metal de soldadura
Manual para soldar y supervisar acero de refuerzo

Capítulo 2
Equipo
2.1. Equipo de corte mecánico 2.1.1.El corte mecánico se efectúa generalmente con cizalla o seguetas. Este procedimiento es adecuado para hacer cortes rectos, y generalmente se utiliza en talleres habilitados en la obra, pero no dentro de las zonas de armado, donde resulta muy dificil su empleo. Por ello, es prácticamente imposible hacer un bisel a una varilla por soldar dentro de las zonas de trabes y columnas.
2.2. Equipo de oxicorte 2.2.1.El equipo de oxicorte es el más comúnmente utilizado para efectuar biseles en varillas por soldar dentro y fuera de las zonas de armado. El equipo es portátil, por lo que se puede llevar a cualquier parte de la obra.
2.2.2. Existen dos tipos, equipo de oxicorte a base de oxígeno con acetileno y de oxígeno con butano. Aunque el acetileno es un gas de alto poder calorífico en comparación con el gas butano, este último es generalmente el gas más utilizado en la construcción, por ser barato, menos peligroso, conseguirse en cualquier lugar y tener el recipiente más ligero; por todas estas razones lo prefieren los constructores, pues es importante tener a tiempo los materiales para no atrasar los proyectos.
El equipo básico consiste en lo siguiente:
• ·Cilindro de oxígeno
• ·Recipiente de gas butano o acetileno
• ·Regulador de oxígeno
·Regulador de gas butano o acetileno
• ·Manguera verde
• ·Manguera roja
• ·Boquillas para corte
• ·Encendedor de cazuela
• · Destapador de boquillas
• ·Gafas para corte
• ·Soplete de corte
A continuación se da una breve descripción de cada uno.
Cilindro de oxígeno
En un cilindro de acero fabricado de una sola pieza, es decir, sin soldadura. Tiene generalmente una capacidad de 6 m3
; se identifica por estar pintado de verde bandera en la cabeza superior, y del color que identifica al proveedor el resto del cilindro.
El oxígeno es incoloro, inodoro, no flamable, oxidantecomburente. Se recomienda mantenerlo alejado de grasa y fuentes de ignición, tener cuidado con la alta presión y no fumar en presencia de este gas, ni tampoco utilizarlo como sustituto de aire.
Figura l. Cilindro de oxígeno

o 1mcyc Equipo
Recipiente de gas butano
Es un recipiente de acero que se encuentra formado por un cuerpo con una soldadura longitudinal y por dos cabezas o tapas unidas al cuerpo por medio de soldaduras. Generalmente viene en presentaciones de 20, 30 o 40 kg. Antiguamente se identificaba con color gris plata, pero hoy en día se los encuentra de todos los colores.
El butano es un gas combustible; tiene olor desagradable a fin de detectar cualquier fuga, ya que es flamable y explosivo.
Se recomienda mantenerlo alejado de fuentes de calor directo, fuego, chispas causadas por la soldadura con arco, y también no fumar en presencia de este gas.
Recipiente de gas acetileno
Es un recipiente de acero que se encuentra formado por un tubo y dos cabezas o tapas unidas al tubo por medio de soldaduras. Viene en presentación de acumulador, con capacidad de 4 a 8 kg. Se identifica por estar pintado de color rojo óxido en la cabeza o tapa superior, y del color que identifica al proveedor el resto del recipiente.
El acetileno es un gas combustible, flamable, incoloro, más ligero que el aire, irritante, con olor a ajo para detectar cualquier fuga que pudiera provocar accidentes. Se recomienda no tenerlo cerca de fuentes de ignición y no extraerlo del acumulador a más de 1 kg/cm2 ya que existe peligro de explosión aun sin presencia de oxígeno. Se debe emplear válvula check.
,.j..._;·.
> 1
Figura 2. Recipiente de gas butano y gas acetileno
6
Capítulo 2
Regulador de oxígeno
Este instrumento se coloca al cilindro de oxígeno, y es imposible instalarlo en los recipientes de gas butano o acetileno, por la forma de las conexiones. Está pintado de color igual al cilindro de oxígeno para una identificación más rápida, pues ya se dijo que no se puede instalar por error en los otros recipientes. Tiene dos manómetros, uno para indicar la presión que tiene el cilindro y el otro para indicar la presión a la que se desea trabajar.
,1 !
Figura 3. Regulador para oxígeno
Regulador de gas butano
Este instrumento se coloca al recipiente de gas butano; es imposible instalarlo en el recipiente de oxígeno o de acetileno por la forma de las conexiones. Está pintado de color rojo para una fácil identificación. Sus dos manómetros tienen la misma función que los del regulador del oxígeno.
(
Figura 4. Regulador para gas butano
Manual para soldar y supervisar acero de refuerzo

Capítulo 2
Regulador de gas acetileno
Tiene las mismas características que el del gas butano, pero no se puede colocar ni al cilindro del gas butano ni al del oxígeno, y además, el manómetro que indica la presión de trabajo tiene en la carátula una línea roja que inicia a partir de lkg/cm2
, para indicar que es peligroso trabajar por arriba de esta presión.
I I
Figura 5. Regulador de gas acetileno
Manguera verde
La manguera verde es para el oxígeno y se conecta a la salida del regulador con la conexión del soplete. Hay que hacer notar que las conexiones son de rosca derecha, para que no se puedan instalar en los manómetros del butano o del acetileno.
Manguera roja
Estas mangueras son para instalarse en la salida de los manómetros de gas butano o acetileno con el soplete de corte. Las conexiones son de rosca izquierda, para no colocarlas en los reguladores de oxígeno.
Boquillas para corte
Las boquillas se instalan en la punta del manera! del soplete de corte; las hay de dos tipos y de varias medidas. Los dos tipos son: para corte con oxi-acetileno y para corte con oxi-butano, ya que no se deben intercambiar. Las medidas son varias, según el espesor de acero que se va a cortar.
Figura 6. Boquillas para corte
Manual para soldar y supervisar acero de refuerzo
o 1mcyc Equipo
Encendedor de cazuela
Es un instrumento que provoca chispas al ser friccionada una piedra sobre el rodillo astriado. Se utiliza para encender el soplete de corte, en vez de hacerlo con cigarros o cerillos.
~ ~~ .. "'{'. '
Figura 7. Encendedor de cazuela
Destapador de boquillas
Como su nombre lo dice, se utiliza para destapar las boquillas, las que se van tapando con los chisporroteos del corte. Algunas veces se utilizan alfileres, lo cual es incorrecto ya que pueden dañar los duetos de salida de las boquillas.
Figura 8. Destapador de boquillas
Gafas para corte
Por seguridad y protección para los ojos, se deben utilizar gafas de corte con sombra del número 5 al 8 para proteger de la intensidad de la luz y los chisporroteos del corte.
Figura 9 Gafas para corte
7

'' 1mcyc Equipo
Soplete de corte
Es un maneral al que se conecta la manguera verde (oxígeno industrial) y la manguera roja (gas butano o gas acetileno); los hay de dos y tres tubos.
En los sopletes de dos tubos, se hace la mezcla del oxígeno y el butano en el maneral, de tal forma que cuando llegan a la boquilla de corte ya llevan las proporciones adecuadas de gases para el calentamiento de la varilla, y el otro tubo conduce oxígeno de alta pureza, que llega por el centro de la boquilla para efectuar el corte.
En los sopletes de tres tubos, se tienen dos de ellos para el oxígeno y uno para el gas butano; el del gas butano y uno de oxígeno se mezclan en la cabeza del soplete (casi en la boquilla) para hacer la función de calentamiento de la varilla, y el otro tubo lleva oxígeno de alta pureza, que sale por el centro de la boquilla para efectuar el corte.
En ambos tipos de sopletes, el tubo del oxígeno de corte se maneja con una válvula que opera al apretar la palanca del man eral.
Ilustración tomada del Welding Journal de A WS
0 COMBUSTIBLE
• OXIGENO e MEZCLA OXIGENO COMBUSTIBLE
¡ 1 1 1
t
i 1 1 ¡ t l 1 .
Figura 10. Soplete de corte
2.2.1. Oxicorte El proceso de oxicorte es una reacción química entre el oxígeno y la oxidación de la varilla calentada. La temperatura del metal es mantenida con una flama de combustión de la mezcla del oxígeno y el gas butano, y se aplica una corriente de oxígeno de
8
Capítulo 2
alta pureza en la zona caliente, produciéndose una llama e iniciándose el corte.
Cuando la temperatura de la varilla se eleva entre los 870-950 ºC, al combinarse con el oxígeno de una pureza del 99 .5% o mayor ocurre una rápida oxidación. Esta reacción química libera una gran cantidad de calor localizado en un punto de la varilla, con lo cual se inicia el corte de la misma.
2.2. Equipo de soldar 2.2.1.El equipo básico para soldar varilla (acero de refuerzo) es el siguiente.
• Máquina de soldar
• Cable de porta electrodo
• Cable de tierra
• Porta electrodos
• Electrodos
• Pinzas de conexión a tierra
• Zapatas
• Careta protectora
• Vidrios protectores (oscuros y transparentes)
• Cincel plano
• Piqueta
• Martillo de bola
• Cepillo de acero
• Grifa
• Placa de cobre en forma de media caña
Máquina de soldar
Las máquinas comúnmente usadas son de tres tipos.
·Transformadores con rectificadores de corriente
• · Motogeneradores con motor de corriente eléctrica
·Moto generadores con motor de combustión interna
Los transformadores con rectificadores de corriente se utilizan en la mayoría de las obras donde se cuenta con corriente eléctrica con voltajes mínimos de 220 volts.
Estas máquinas son muy manejables por su ligereza y sus ruedas, que permiten su desplazamiento a cualquier sitio. Deben tener una capacidad mínima de salida de 300 amperes de corriente directa. Suministran una corriente más estable durante el proceso de soldadura.
Manual para soldar y supervisar acero de refuerzo
l
1 !
1 ¡
1

Capítulo 2
Figura 11. Transformadores con rectificador de corriente
Los motogeneradores con motor de corriente eléctrica se utilizan en las obras donde se cuenta con corriente eléctrica cuyo voltaje no es menor de 220 voltios. Estas máquinas son muy pesadas . por el motor eléctrico que está acoplado al generador de corriente directa. Se las requiere con una capacidad de salida mínima de 300 amperes, y el suministro de una corriente estable depende del buen estado del motor eléctrico.
Figura 12. Motogenerador de corriente eléctrica
Los moto generadores con motor de combustión interna pueden tener motor de gasolina o de diesel. Este tipo de máquinas se utilizan en obras donde hay problemas de suministro de corriente eléctrica; son más pesados que los anteriores y su buen funcionamiento depende mucho del estado del motor de combustión interna.
Figura 13. Motogeneradores con motor de combustión interna
o 1mcyc
Equipo
Para un mejor entendimiento, se presenta el diagrama de circuito del proceso de soldadura.
Máquina de soldar
Cable de conexión a tierra
Los cables del portaelectrodo y de la conexión a tierra tienen una gran importancia ya que son los conductores de la corriente eléctrica para llevar a cabo una buena soldadura. Deben estar perfectamente bien conectados a la máquina de soldar por medio de zapatas de conexión. Ambos deben ser del mismo número (diámetro), y de ser posible deben ser de una sola pieza, o si presentan uniones, éstas deben ser por medio de conectores, bien ajustados. Además, deben estar bien aislados, pues cualquier conexión que esté en falso origina fallas en la soldadura.
Existe una relación entre la corriente, la distancia de la máquina al sitio donde se está soldando y el número del cable que se va a utilizar; esto se muestra en la tabla 1. Es muy importante que se respete lo indicado en esta tabla, ya que de lo contrario no se tendrá en el sitio del trabajo la cantidad de corriente que indica la carátula de la máquina de soldar, lo cual origina fallas en la soldadura por sobrecalentamiento de los cables; es como si tuviéramos una tubería de agua de 1 O cm de diámetro de salida y le conectáramos una tubería de 2 cm de diámetro: se correría el riesgo de reventar la tubería pequeña a cambio de tener en la salida menos flujo de agua.
En la figura 14 está el portaelectrodo, que también es fundamental en el proceso ya que es en el cierre de circuito donde se lleva a cabo la soldadura. Debe estar en excelentes condiciones, así como la conexión entre el cable y el portaelectrodo. Algunas veces el portaelectrodo se sobrecalienta durante el proceso de soldadura, y esto hace que el soldador varíe la aplicación de la soldadura y origine fallas del tipo de fusión, lo cual sucede porque el portaelectrodo no tiene la capacidad adecuada al diámetro del electrodo y, consecuentemente, a la corriente requerida.
Para la selección adecuada en la tabla 2 se muestra el tamaño y la capacidad del portaelectrodo.

o 1mcyc
Equipo Capítulo 2
TABLA 1 LONGITUDES RECOMENDADAS PARA CABLE DE COBRE PARA SOLDAR
Fuentes de potencia esignación del cable A WG para el tramo combinado de cables de electrodo tierra
O a 15 m 15 a 30 m 30 a 46 m 46 a 61 m 61a76
6 4 2 180 4 4 2
200 2 2 1/0 200 3 3 1/0
250 30 3 3 1/0
300 60 1/0 1/0 2/0 310 400 60 2/0 210 310 410 500 60 2/0 2/0 310 410 600 60 2/0 210 410 *
*Usar cables 3/0 en paralelo.
TABLA2 TAMAÑO Y CAPACIDAD DEL PORTAELECTRODO
Clasificación del Corriente Ciclo de trabajo, Tamaño del portaelectrodo % electrodo máx.,
ul adas
Pequeño 50 1/8
50 5/32
Mediano 60 7/32
Grande 60 1/4
Extra grande 75 5/16
75 3/8
Los electrodos son conocidos también como metal o material de aporte; son los que se depositan por fusión en el metal base para hacer la unión de las varillas. Este punto se analizará más detalladamente en el capítulo de metales.
Figura 14. Diferentes tipos de portaelectrodos
En la figura 15 están las pinzas de conexión a tierra, que van conectadas al otro cable para cerrar el circuito del proceso de soldadura. Estas pinzas tienen la misma importancia que el portaelectrodo, únicamente que se conectan directamente a la varilla que se va a soldar, lo más cerca posible de la unión -a dos metros como máximo- para evitar caídas de voltaje y pérdidas de corriente que originan defectos del tipo de fusión, como
10
Tamaño del cable Peso nominal máximo, gramos
AWG
283 a 340
1/0
2/0
310
410
4/0
ocurre cuando se conectan en lugares tan lejanos que en muchas ocasiones ni siquiera están colocadas en la varilla que se está soldando.
Figura 15. Pinzas de conexión a tierra
En la figura 16 están las zapatas; así se llama a las terminales de los cables de portaelectrodo y pinzas de tierra, las cuales deben estar en buenas condiciones para atornillarse firmemente a las terminales de las máquinas para soldar.
Manual para soldar y supervisar acero de refuerzo

Capítulo 2
Figura 16. Zapatas
En la figura 17 se muestra la careta protectora que utilizan los soldadores para protegerse de las quemaduras y de las radiaciones infrarrojas que se generan en el momento de soldar,
Figura 17. Careta protectora
Las caretas tienen vidrios oscuros, que debido a su alto costo se protegen con vidrios transparentes donde se deposita el chisporroteo de la soldadura; estos últimos son baratos y se cambian cuando es necesarfo.
\í 1mcyc
Equipo
Los cristales oscuros (negros) para soldadura de varillas generalmente son del número de tono (sombra) del 10 al 12.
El cincel plano, la piqueta, el martillo de bola y el cepillo de acero se muestran en la figura 18; son los accesorios que se utilizan para una limpieza adecuada de la unión durante el proceso de soldadura.
Figura 18. Accesorios para limpieza
En la figura 19 se muestra la grifa que se utiliza para sostener la placa de cobre y alinear correctamente las varillas que van a soldarse.
Figura 19. Uso de la grifa
La placa de cobre en forma de media caña es la que se utiliza como placa de respaldo en la unión que va a soldarse; tiene el objeto de lograr una penetración completa en la soldadura de las varillas.

Capítulo 3
Metales
3.1. Metales o materiales base Las especificaciones que regulan las características de las varillas son estadounidenses, y las emite la ASTM, cuyas siglas significan American Society of Testing Materials.
En nuestro país existen normas no oficiales denominadas NMX, las cuales están en español y son muy similares a las de la ASTM.
A continuación, se da una lista de comparación entre ambas.
Para los fines de soldadura, únicamente tomaremos en cuenta
ASTM NMX ORIGEN DE
A615 B-6 LINGOTE O PALANQUILLA
A616 B-18 RIEL
A 617 B-32 EJE
A 706 B-457 LINGOTE O PALANQUILLA DE ACERO DE BAJA ALEACIÓN
las propiedades mecánicas,
• ·esfuerzo máximo a la tensión,
• ·esfuerzo en el limite elástico y
• ·porcentaje de alargamiento
y los análisis químicos de los principales elementos:
ELEMENTO SÍMBOLO
Carbono c Manganeso Mn
Cobre Cu
Níquel Ni
Cromo Cr
Molibdeno Mo
Vanadio V
Fósforo p
Azufre s Silicio Si
Manual para soldar y supervisar acero de refuerzo
Las demás propiedades de las varillas deberán ser revisadas por un laboratorio del ramo del concreto, debidamente acreditado por la Entidad Mexicana de Acreditamiento, cuyas siglas son EMA, para que los resultados se consideren confiables.
A excepción de la norma ASTM A 706/ A 706M -en la que se especifican los elementos químicos tales como el carbono, manganeso, fósforo, azufre y silicio, y la fórmula del equivalente del carbono (CE), que no debe exceder de 0.55%-y del ASTM A 615/ A615M -en donde se indica que el contenido de fósforo no debe ser mayor de 0.06o/o-, en las demás normas no se indican los porcentajes mínimos o máximos de los elementos químicos que los componen.
Es recomendable que cuando se compren los lotes de varilla se le pidan al proveedor los certificados de calidad de los materiales, y si en ellos no se incluyen los análisis químicos, es conveniente solicitarle los elementos químicos mínimos para calcular el equivalente del carbono. Más adelante veremos qué es el equivalente de carbono, para qué sirve y, según la clasificación de la varilla, qué elementos químicos se deben solicitar al proveedor.
El carbono equivalente resulta de dos fórmulas.
Fórmula número 1:
Mn C.E.=%C+%6
Ésta se aplica para las varillas
ASTM
A615
A616
A 617
NMX
B-6
B-18
B-32

">r 1mcyc
Metales
Fórmula número 2:
Esta aplica para las varillas bajo la norma ASTM A 706, MNX B457
Una vez conocidos el equivalente de carbono y el diámetro de la varilla, se consulta la tabla 3, para conocer la temperatura mínima de precalentamiento y de entre pasos de cordones de soldadura.
TABLA3 TEMPERATURAS MÍNIMAS DE PRECALENTAMIENTO Y DE
INTERPASO a), b)
Rango de carbono Tamaño de la varilla de Soldadura por SMA W, equivalente CE% e). d)
1
refuerzo con electrodo de bajo hidrógeno, temperatura
en ºc Hasta 0.40 Hasta 11, No requiere eJ
14 y 18 10 -Mayor de 0.40, hasta ·
1 Hasta 11, No requiere e)
0.45 li.Y1_8 10
Mayor de 0.45, hasta I¡ Hasta 6, No requiere eJ
0.55 De 7 a 11 10 De 14 a 18 90
Mayor de 0.55, hasta Hasta 6; 40 0.65 De 7 a 11; 90
De 14a 18. 150
1 Mayor de 0.65, hasta Hasta 6; 150 0.75 De 7 a 18 200 -
Mayor de 0.75 De 7 a 18 260
Notas:
14
a) Cuando el acero de refuerzo va a soldarse a un acero estructural principal,
los requisitos de precalentamiento del acero estructural también deben consultarse. El requisito de precalentamiento mínimo para aplicarse en este caso debe ser el requisito más alto de los dos precalentamientos. Sin embargo, debe ejercerse un cuidado extremo en el caso de soldar acero de
refuerzo con aceros templados y revenido, dichas medidas deben tomarse para satisfacer los requisitos de precalentamiento de ambos. Si no es posible, la soldadura no debe usarse para unir los dos metales base.
b) No debe soldarse cuando la temperatura ambiente es menor de -18 ºC. Cuando el metal base está debajo de la temperatura indicada para el proceso de soldadura que se está usando y para el diámetro y el rango de carbono equivalente de la varilla que se está soldando, debe precalentarse -excepto que se indique otra cosa- de tal forma que la sección transversal de la varilla-como mínimo 50 mm a cada lado de la unión- esté por arriba
de la temperatura mínima especificada. Las temperaturas de precalentamiento y entre pasos deben ser suficientes para evitar la formación de grietas.
c) Después de terminar de soldar, las varillas deben dejarse enfriar a temperatura ambiente. Se prohíbe el enfriamiento acelerado. En caso de lluvia se deben proteger para que no se mojen.
d) Cuando sea impráctico obtener el análisis químico, debe suponerse que el carbono equivalente es mayor de 0.75%.
e) Cuando la temperatura del metal base es menor de O ºC, éste debe precalentarse a una temperatura de por lo menos 20 ºC y mantenerse esta temperatura mínima durante la soldadura.
Capítulo 3
3.2 Metal o material de aporte El metal de aporte que se utiliza para soldar las varillas debe ser de bajo hidrógeno. La norma A WS clasifica dentro de esta característica los siguientes.
EXX15, EXX16, EXX18
EXX16-X, EXX18-XY EXX28
La nomenclatura indica lo siguiente:
E = Electrodo para arco eléctrico manual
XX = Resistencia por mil en libras por pulgada cuadrada.
1 y 2 = Posiciones en las que se puede utilizar para soldar.
1: Todas las posiciones. 2: Posición plana y horizontal
5, 6 y 8 =Composición química y bajo hidrógeno y en espe cial el núm. 8 significa,además, con polvo de hierro.
X = Aleaciones especiales.
La mayoría de los soldadores utilizan los electrodos con terminación." 18", porque este electrodo se puede aplicar en todas las posiciones y, debido al polvo de hierro, se rellenan más rápidamente las uniones que se están soldando, lo cual les da más velocidad de avance.
Debido a que los electrodos son de bajo hidrógeno, pueden absorber fácilmente la humedad del medio ambiente, lo cual da como resultado soldaduras con fallas del tipo de fusión, por lo que deben manejarse con las recomendaciones que indica la especificación A WS D 1.4 en ingles o su similar NMX H-121 en español, que en la edición de este manual indica lo siguiente:
• Los electrodos deben venir almacenados en envolturas herméticamente selladas.
• Cuando se abren las envolturas para su uso, los electrodos deben almacenarse en horno a una temperatura mínima de 120 ºC.
• Para el consumo de los electrodos cuando se va a soldar en el campo, se debe sacar la cantidad que se requiera, pero ésta debe ser tal que no rebase el tiempo de exposición al medio ambiente indicado en la tabla 4, columna "A".
Los electrodos expuestos a la atmósfera por períodos menores del tiempo indicado en la tabla 4, columna A; pueden regresarse al horno y mantenerse a una temperatura mínima de 120 ºC durante cuatro horas, para después volver a usarse.
Se recomienda que en los electrodos que ya fueron regresados una vez al horno, no se repita la operación una segunda vez, pues no se obtendrían resultados satisfactorios y se provocarían soldaduras de mala calidad.
Manual para soldar y supervisar acero de refuerzo

Capítulo 3
TABLA4 EXPOSICIÓN PERMISIBLE A LA ATMÓSFERA DE LOS
ELECTRODOS DE BAJO HIDRÓGENO Electrodo Columna A,
horas ColumnaB,
horas
Los tiempos que se indican en la columna "B", recomendamos que no se tomen en cuenta, ya que requieren procesos de secado especiales, y además, una vez secados, se deben someter a pruebas especiales que no se pueden conseguir en las obras.
Manual nara soldar v sunervisar acero ele refüer7n
o 1mcyc
Metales
Se recomienda solicitar a los proveedores de los electrodos los certificados de calidad de los mismos, que deben cumplir con las especificaciones A WS A 5 .1 y A 5 .5.
Una recomendación adicional, cuando se abran las cajas donde vienen los electrodos, es revisar que tengan empaques herméticos, y los que no cumplan con esta condición se deben rechazar, pues se desconoce el tiempo que han estado expuestos a la atmósfera.
Por ningún motivo se deben usar electrodos húmedos.
No se permite el secado de los electrodos utilizando el porta-electrodo y el metal base, haciendo que el electrodo funcione como una resistencia eléctrica.

Capítulo 4
Preparación para Soldar
4.1. Preparación del metal base Cuando los fierreros hacen el armado de la cimentación, deben dejar las puntas de las varillas que van a soldarse a tope con un traslape mínimo de 100 mm cada una. Las puntas de las varillas deben estar rectas, sin dobleces provocados por la guillotina.
Se recomienda la unión a tope en varillas con diámetros del número 6 y mayores.
Es muy importante la rugosidad que deja el corte con el soplete al efectuar el bisel, ya que cuanto más rugoso quede, más riesgo se tiene de una falla en la soldadura; la norma establece que la rugosidad no debe ser mayor de 50 µm.
Por lo regular, la rugosidad se origina por algunas causas como son utilizar una boquilla inadecuada, baja presión de los gases o mala habilidad del operador.
Cuando el operador es hábil, se recomienda seguir los parámetros indicados por el fabricante, que en algunos casos son los siguientes:
La boquilla del No. 2, para espesores de 19 mm hasta 31.8 mm, y la boquilla del No. 3, para espesores de 38.1 mm hasta 50.8 mm. Para 25.4 mm de espesor, la presión de oxígeno debe ser de 2.88 kg/cm2
, y la presión del gas butano de 0.42 kg/cm2; el consumo
del oxígeno debe ser de 5.23 m3/hora, y el consumo de butano de 0.42 m3 /hora.
Los datos de las presiones se han establecido considerando que las mangueras del equipo tienen una longitud de 15 m y un diámetro interior de 9.52 mm.
En la sección de tablas informativas se incluyen tablas de proveedores; es recomendable seguir las indicaciones del fabricante para hacer un buen trabajo.
En la mayoría de los casos, las varillas que más comúnmente se sueldan, son para elementos de trabes y columnas, en la posición plana para trabe y horizontal para columna; en el punto Posiciones se verá más ampliamente este concepto.
Una vez que se han preparado adecuadamente los biseles, el paso siguiente es la alineación.
4.2. Alineación Las varillas que van a soldarse deben tener sus ejes lo más colineal que sea posible, para evitar esfuerzos no considerados en el diseño. En la tabla 5 se dan los valores permisibles de desalineamientos en función del diámetro de las varillas.
TABLAS VALORES PERMISIBLES DE DESALINEAMIENTO
Número de varilla Desalineamiento en mm
Hasta el 10 3
De 11 hasta 14 5
Mayores de 14 6
4.3. Accesorio de respaldo La norma americana habla de respaldos metálicos ferrosos tales como tubos en forma de media caña, ángulos placas, etcétera. En la aplicación práctica en México, esto no ha dado resultado, ya que casi siempre quedan las uniones con falta de penetración, y cuando se colocan los respaldos, se hace por medio de puntos de soldadura sin seguir ningún procedimiento, lo cual origina que la varilla pierda una gran parte de su ductilidad y resistencia, pues cuando se han ensayado a la tensión estas uniones, generalmente fallan por debajo de la resistencia requerida por la norma, y es precisamente en la zona de los puntos de soldadura donde se rompe.
Para soldaduras de varilla en las trabes, la gran mayoría de los soldadores utilizan respaldos metálicos no ferrosos como son placas de cobre en forma de media caña.
La placa de cobre tiene varias ventajas, como son el conformarse a la circunferencia de la varilla -con lo que se logra un buen contacto entre las partes que se van a unir-, el no fusionarse con las varillas-por lo que al retirarla de la unión el soldador puede revisar la penetración de la soldadura- y el poderse utilizar muchas veces, hasta que se aprecie que la placa se está

o 1mcyc
Proceso de Soldadura
empezando a carcomer, lo cual indicará que se está empezando a contaminar la unión y se debe cambiar por otra en buenas condiciones.
La placa de respaldo de cobre y la grifa facilitan la alineación de las varillas antes de soldarse. Véase la figura 19 ubicada en la sección 2.
4.4. Cambios de diámetro En las varillas que se utilizan para las trabes casi nunca se presenta esta situación, que sin embargo es muy común en las varillas que se utilizan para columnas. Se deben alinear los ejes de ambas varillas de tal forma que queden colineales. (véase la figura 20). En lo que respecta a las tolerancias de alineación, deberán cumplir con la tabla 5.
Figura 20. Unión a tope directa entre varillas de diferentes diámetros
4.5. Tipos de uniones En acero de refuerzo tenemos cinco tipos de uniones:
• A tope directa (véanse las figuras 21 y 22)
• A tope indirecta (véase la figura 23)
• En forma de "T" (véase la figura 24)
• En traslape directo (véase la figura 25)
• En traslape indirecto (véase la figura 26)
Las uniones a tope directas son las más usadas en la industria de la construcción en la conformación de trabes y columnas.
Las uniones en forma "T" se usan para formar elementos de anclaje; son la unión entre varillas (acero de refuerzo) y acero estructural.
Las uniones en traslape directo e indirecto se utilizan en su mayoría para unir elementos precolados.
18
Capítulo 4
Cuando se suelda acero de refuerzo (varilla) con acero estructural tipo ASTM A-36, se debe tener mucho cuidado en el precalentamiento, ya que el acero de refuerzo siempre lo requiere, según su equivalente de carbono, y el acero estructural lo requiere en ciertos espesores. Una vez verificados los precalentamientos, se debe aplicar en la unión el que sea mayor.
A Placa de respaldo de cobre
Soldadura en "V" sencilla
Figura 21. Unión a tope directa con placa de cobre de respaldo utilizada en trabes
3
a) Soldadura de ranura de bisel sencillo
Se debe trabajar la raíz
b) Soldadura de ram1:;;
con doble bisel
Se debe trabajar la raíz
Figura 22. Unión a tope directa utilizada en columnas
Manual para soldar y supervisar acero de refuerzo

Capítulo4
L=2D como mínimo
Sección A-A Soldadura de ranura con doble bisel abocinado
Sección B-B Soldadura de ranura con doble bisel abocinado
Sección C-C Soldadura de ranura abocinado en "V"
3/4" (19mm) máximo
S(E) L S(E) S(E) L
o 1mcyc
Proceso de Soldadura
L
L L=20 mínimo
AJ Espaciamiento de las varillas (antes de soldar)
B+i
B~
Figura 23 Unión a tope indirecta
Varilla de empalme (diametro 0/2)

('I 1mcyc Proceso de Soldadura
Trabajar la raíz
Figura 24. Unión en "T" con soldadura de ranura de penetración completa
Diámetro de
Capítulo 4
4.6. Distancia mínima entre uniones que van a soldarse en una misma sección
El reglamento de construcción del Distrito Federal, publicado en la gaceta oficial del Distrito Federal del 15 de marzo de 1996, establece lo siguiente:
En una misma sección transversal no deben unirse con soldadura o dispositivos mecánicos más del 33% del refuerzo. Las secciones de unión distarán entre sí no menos de 20 diámetros, sin embargo, cuando por motivos del procedimiento de construcción sea necesario unir más refuerzo del señalado, se admitirá hacerlo, con tal que se garantice una supervisión estricta en la ejecución de las uniones.
Una supervisión y control de calidad estricta debe consistir en por lo menos lo siguiente:
Diámetro de lavarilla }
• Tener un procedimiento de soldadura certificado.
• Tener soldadores certificados con el procedimiento de soldadura establecido.
la varilla
L º1 ---r>---n-~~===i.c--v---v---T
• Durante la ejecución de las soldaduras debe estar un inspector de soldadura, avalado por un perito en soldadura del Colegio de Ingenieros Mecánicos y Electricistas (CIME) o un inspector certificado por la A WS -American Welding Society.
Sección A-A Soldadura de ranura en
doble "V" abocinada (acampanada)
º2 r L
1= 2 D
1 Min
D1s 02
Figura 25. Unión a traslape directo con las varillas en contacto
Sec-;ión B-B Soldadura de ranura con bisel
sencillos abocinada (acampanada)
Figura 26. Unión a traslape indirecto con las varillas separadas
20
• Una vez terminadas las soldaduras, éstas deben ser inspeccionadas por el método de radiografia al 100%.
Nota:
Radiografiadas al 100% quiere decir el 100% de las uniones y cada unión al 100%, para lo cual se requiere la toma de dos placas por unión, una perpendicular a la otra. Cuando se hacen muestreos radiográficos, rutinariamente se toma una placa por cada unión, lo cual nos revela la calidad del 50% de la soldadura, ya que el otro 50% se pierde en las zonas tangenciales; además, una discontinuidad detectada en una posición contraria podría ser un defecto y rechazarse por sus dimensiones (véase la figura 30).
Manual para soldar y supervisar acero de refuerzo

Capítulo 5
Proceso de Soldadura
Antes de iniciar la aplicación de material de aporte sobre el material base se debe cumplir con ciertos requisitos, como son un procedimiento de soldadura aprobado y soldadores calificados y aprobados con el procedimiento antes dicho; estos conceptos los veremos más adelante.
5.1. Precalentamiento Todas las varillas bajo las normas que se manejan en estemanual deben ser precalentadas antes de proceder a soldarse.
Como ya se dijo en capítulos anteriores, el precalentamiento está en función del equivalente de carbono y del diámetro de la varilla.
Para conocer el equivalente de carbono son necesarios los elementos químicos de las varillas, pero la mayoría de las veces el proveedor no suministra esta información, por lo cual no es posible conocerlo.
Por la rapidez con la que se construyen las obras, no sería posible estar enviando probetas a los laboratorios para análisis químicos y esperar de cuatro a seis días los resultados para calcular el equivalente de carbono.
Como un precalentamiento mayor al que corresponde a las varillas de la tabla 3 no les perjudica, por razones de seguridad se recomienda tomar el que corresponde al de más de 0.75% de equivalente de carbono, que son 260 ºC.
5.2. Progresión de la soldadura Antes de aplicar material de aporte se debe cumplir con lo siguiente:
5.2 a
5.2 b
Cortar las puntas de las varillas
Hacer los biseles que se indiquen en los planos, los cuales generalmente son para trabes en posición plana de 45 a 60° y para columnas en la posición horizontal a 45°. Dichos biseles deben cumplir con la rugosidad máxima indicada en puntos anteriores.
Manual oara soldar v suoervisa acero de refuerzo
5 .2 c En las varillas de las trabes se coloca la placa de respaldo de cobre, y con auxilio de una grifa se alinean ambas varillas y se sostiene la placa de cobre. Véase la figura 19 ubicada en la sección 2.
5.2 d Se precalientan las varillas a la temperatura antes indicada, en una longitud mínima de 5cm a cada lado de la unión.
5.2 e Se verifica el precalentamiento, con un crayón térmico calibrado para derretirse a la temperatura propuesta.
5.2 f Se inicia la aplicación de material de aporte, hasta rellenar la unión, como mínimo en un tercio del diámetro de la varilla.
5.2 g Se retira la placa de respaldo, procediéndose a remover la escoria y a rellenar el resto de la unión.
5.2 h Terminada la unión, se remueve la escoria que cubre la soldadura y se revisa para ver si no presenta defectos visuales, los cuales debe corregir el soldador de inmediato.
5.2 i Para soldadura de varillas en columnas se siguen los mismos pasos, omitiendo la placa de respaldo de cobre.
5.2 j Las uniones en columna se hacen en simple o en doble bisel (véase la figura 22).
5.2 k
5.21
Cuando se hace en bisel sencillo se rellena la unión, de un tercio a un medio del diámetro.
Se esmerila el lado opuesto de la unión, llamada raíz, hasta encontrar soldadura sana.
5 .2 11 Se rellena con material de aporte.
5 .2 m Se regresa al primer lado y se termina de rellenar la unión.
5.2 n Se le da la vista a la unión con otra serie de cordones.
5.2 ñ Se hace lo mismo del punto 5.2 h.
')t

"4, 1mcyc
Proceso de Soldadura
5.2 o Cuando se hace un bisel doble, se rellena la unión por un lado hasta un cuarto del diámetro.
5 .2 p Se hace lo indicado en el punto 5 .2 l.
5 .2 q Se rellena este lado hasta un tercio del diámetro de la unión.
5.2 r
5.2 s
5.2 t
Se regresa al lado opuesto a terminar de rellenar la unión.
Se regresa al lado de la raíz a terminar de rellenar la unión.
Se procede como lo indican los puntos 5.2 n y 5.2 h.
5.3. Soldadura de penetración completa entre varilla y acero estructural
Por lo regular, este tipo de unión se utiliza para anclajes, ya sea
en elementos precolados o en elementos para estructuras metálicas.
5.3 a Se recomienda hacer bisel a la varilla de acuerdo con el punto 5.2 j.
5.3 b Si es bisel sencillo, se repite la secuencia del punto 5.2 j al 5.2 ñ.
5.3 c Si es bisel doble, se repite la secuencia del punto 5.2 o al 5.2 t.
No es recomendable hacer este tipo de unión barrenando la placa, haciéndole el bisel al barreno, introduciendo la varilla en la placa y posteriormente soldándola. Este procedimiento casi
nunca resulta satisfactorio, por las siguientes razones:
• ·El barrenado generalmente resulta irregular.
• ·El bisel nunca queda con la pendiente uniforme.
• ·Debido a la corrugación de la varilla dentro del barreno, el
soldador no puede hacer el pudelado adecuado para una buena fusión.
Este tipo de unión no debe permitirse en obra; en taller quizá,
pero con muchas precauciones y bajo una supervisión estricta.
5.4. Cuidados mínimos que se deben tener
5.4 a Nunca se debe soldar con lluvia, por mínima que ésta sea.
5.4.b Los biseles deben estar libres de concreto, polvo, óxido, pintura, grasa, aceite o cualquier sustancia que pueda afectar el proceso de soldadura.
22
5.4 c
Capítulo 5
No se debe soldar cuando la velocidad del viento sea tan fuerte que rompa la atmósfera protectora de la soldadura (aproximadamente 8 km/h).
5.4.d En caso de vientos fuertes, se pueden poner mamparas para amortiguarlos.
5.4.e Cuando se esté soldando o recién se terminen de soldar las uniones y empiece a llover o lloviznar, se deben cubrir las soldaduras para evitar grietas o
cambios metalúrgicos, los cuales originan cambios drásticos en las propiedades mecánicas de las varillas (resistencia, ductilidad, etc.)
5.4.f No se debe puntear una varilla si antes no se ha precalentado.
5.4.g Los cables de los portaelectrodos deben estar bien aislados; de lo contrario, las zonas descubiertas tocan las varillas en zonas no precalentadas, origi
nando pérdida de ductilidad en las mismas.
5.5 Selección del material de aporte Por razones de compatibilidad, de resistencias, análisis químicos, posiciones y otras, es necesaria una buena selección
del material de aporte de acuerdo con la especificación de varilla que va a soldarse. En la tabla 6 se proporcionan los datos necesarios para dicha selección.
5.6 Área efectiva de la soldadura 5 .6.1 En soldadura a tope de penetración completa, el área efec
tiva es el área nominal de la sección transversal de la varilla.
Cuando se sueldan varillas de diámetros diferentes, el área efectiva de la soldadura es el área nominal de la sección transversal de la varilla de menor diámetro.
5.6.2 En soldaduras entre dos varillas traslapadas (llamada abocinada), el área efectiva de la soldadura es la garganta de la misma multiplicada por su longitud. Cuando se enrasa la
sección sólida de las varillas, se considera una garganta efectiva del 0.60 del radio de la varilla. (véase la figura 27).
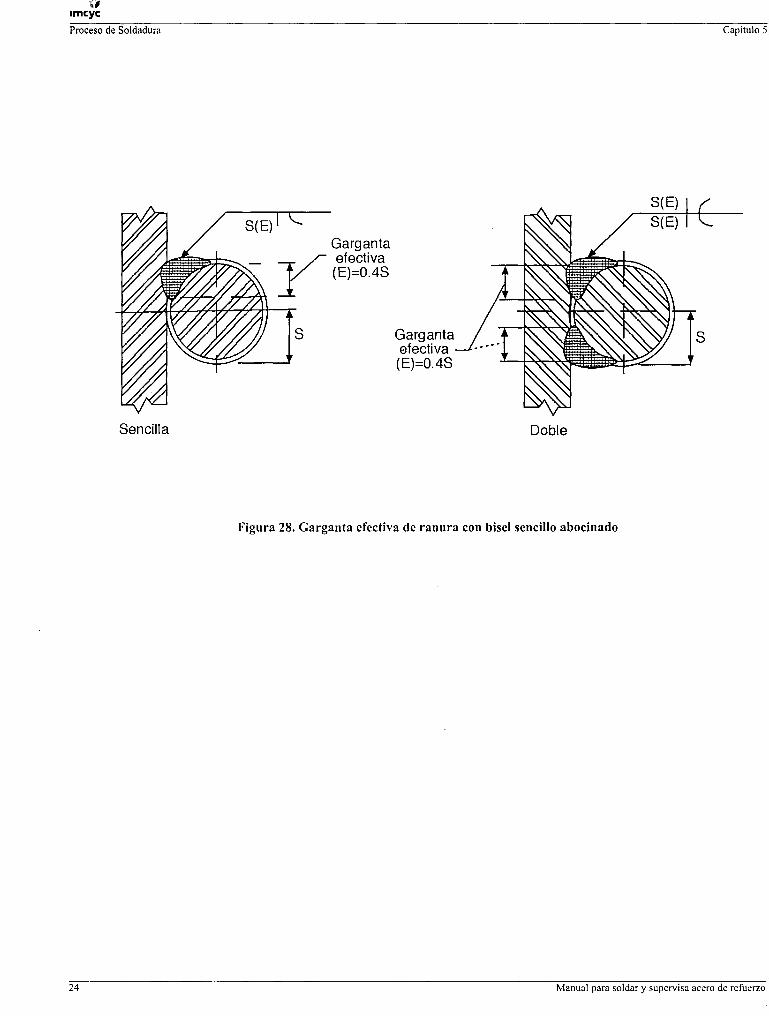
5.6.3 En soldaduras entre varillas apoyadas longitudinalmente sobre una placa, el área efectiva de la soldadura es la garganta de la misma multiplicada por su longitud. Cuando se enrasa la
sección sólida de la varilla, se considera una garganta efectiva del 0.4 del radio de la varilla (véase la figura 28).
Manual para soldar y supervisa acero de refuerzo

Capítulo 5
TABLA6
SELECCIÓN DE METAL DE APORTE
MATERIAL BASE (ACERO DE REFUERZO)
Grupo Especificación del acero Resistencia de Resistencia a la fluencia mínima tensión mínima
NormaNMX Norma MPa Kg,lm t:J Kg,lmm ASTM m2 2
B-6 A615M
Grado 300 Grado 300 300 31 500 51
1 B-32 A617M
Grado 300 Grado 300 300 31 500 51
B-18 A616M
Grado 350 Grado 350 350 36 550 56
11 B-457 A_..,._.., I .. -
Grado 400 Grado 420 420 42 550 56
B-6 A615M
Grado~:: , 2.ado 420 420 42 600 61
B-18 A616M III Grado 400 Grado 420 420t 600 61
B-32 A617M
Grado 400 Grado 420 420 42 600 61
B-6 A615M
IV Grado 500 Grado520 520 53 700 71
Nota 1 Nota 1
Nota 1: Aplicable a las varillas del número 6 al 18.
S(E)
Sencilla
Garganta efectiva (E)=0.68
MATERIAL DE APORTE (ELECTRODO!
Resistencia de fluencia
Especificación y clasificación mínima
MPa Kg¡/mm2
AWS A5.ly A5.5 365 a 496 37 a 50
E7015,E7016,E7018,E7028
390a415 40-42
E7015-X, E7016-X, E7018X
AWSA5.5 460 47
E8015-X, E8016-X, E8018-X
AWS A5.5 530 54
E9015-X, E9016-X, E9018-X
AWSA5.5
E10015-X, E10016-X, 600 61
E10018-X
AWSA5.5 610-690 62-70
E10018-M
S(E)
S(E)
Doble
27. Garganta efectiva en ranura en "V" abocinada
o 1mcyc
Proceso de Soldadura
Resistencia a la tensión mínima
MPa 1 Kg¡/mm2
482 49
480-520 49-53
550 56
620 63
690 70
690 70
~ 1mcyc
Proceso de Soldadura
Sencilla
24
S(E) Garganta
+/efectiva _l (E)=0.48
s Garganta efectiva (E)=0.48
Doble
Capítulo 5
s
Figura 28. Garganta efectiva de ranura con bisel sencillo abocinado
Manual para soldar y supervisa acero de refuerzo

Capítulo 6
Calificación del Procedimiento de Soldadura
6.1.Proyecto de procedimiento de soldadura (PQR)
La abreviatura del título que por lo regular se utiliza es PQR, que son las siglas en inglés.El PQR es un proyecto de procedimiento en el que se proponen las variables esenciales o no esenciales,
como son tipo de metal base, espesor, tipo de metal de aporte, precalentamientos, posiciones y otras. Más adelante se indicarán todas ellas en un ejemplo.
Con todas las variables, y de acuerdo con las condiciones de la obra, se preparan las muestras, las cuales se sueldan de acuerdo
con el PQR propuesto. Una vez terminadas, si son visualmente aceptables se envían al laboratorio para su ensayo. El número y tipo de pruebas que se requieren se indican en la tabla 7.
TABLA 7 NÚMERO Y TIPO DE PRUEBAS PARA CALIFICACIÓN DEL
PROCEDIMIENTO
Producción Tipo de Número Prueba Prueba de unión Figura mínimo de Pruebas de radio~ráfica macroataque
uniones de tensión orueba
1 1 b) A tope 29a 1 1 No aplica directa
EnT 29b 2 1 No aplica 1
A tope 29c 2 1 No aplica 1 indirecta
a) Serán las tomas como se indican en la figura 30.
b) Esta prueba primero se radiografia, si es aceptable se manda a tensión.
6.2. Resultados del PQR
Para ser aceptables, los resultados de los ensayos deben cumplir con lo siguiente:
• Prueba de tensión de sección completa.
La resistencia a la tensión no debe ser menor de 125% de la resistencia de fluencia mínima requerida para cada tipo y grado de
las varillas unidas, considerándose siempre la de menor resistencia, salvo que el ingeniero calculista indique otros parámetros.
• Prueba radiográfica.
Las dos placas radiográficas deberán evaluarse y ser aceptables de acuerdo con la tabla 9 del capítulo 8.
• Inspección visual.
Deberán cumplir con los requisitos del punto 8.1.
• Prueba de macroataque.
La finalidad de esta prueba es para detectar discontinuidades prohibidas en el punto 8.1. Además, las secciones transversales deben mostrar penetración y fusión completa entre el metal base y el metal de aporte.
Notas de la figura 29
*B es la separación máxima entre los extremos de las varilla, B= 19 mm
5.23Fu (D) L¡= Fxx(n)
Donde:
Fu Es la resistencia a la tensión mínima especificada de la varilla(Para Fu diferentes, usar la menor de las dos).
Fxx Es la resistencia a la tensión mínima especificada de la soldadura.
D Es el diámetro de la varilla.
n Es el número de soldaduras de ranura con bisel abocinadas conectadas entre una varilla y dos placas-o un ángulo-.
Para soldaduras de ranura con bisel abocinada, debe medirse la
pierna de la soldadura, la cual debe ser la requerida por proyecto.
25

\1 1mcyc
Calificación del Procedimiento de Soldadura
._ ____ L mín =160 -----.i
Mordaza~; =::;~ordazas
o
Capítulo 6
Probeta para la prueba de tensión Probeta para la prueba de macroataque
La configuración de la ranura se muestra únicamente para ilustración. La forma de la ranura usada debe ser conforme a la que se esta calificando
a) Soldadura de ranura con penetración completa en unión a tope directa
L mín =16D
Mordazas ____.¡- L1=8D
Probeta para la prueba de tensión Probeta para la prueba de 1nacroataque
La configuración de la ranura se muestra únicamente para ilustración. La forma de la ranura usada debe ser conforme a la que se esta calificando
b) Soldadura de ranura con penetración completa en unión en T
Figura 29. Probetas de penetración completa para calificación de procedimiento
26 Manual para soldar y supervisar acero de refuerzo

o 1mcyc
Capítulo 6 Calificación del Procedimiento de Soldadura
L min =2L1+l6D+B
•4~•4D~ 2L1+B 4D
S(E) 1
D F----------------1 11 111
c) Soldadura abocinada en unión a tope indirecta
( LI
Lt
S(E)) (LI S(E) L¡
Figura 29 (continuación). Probetas de penetración parcial para calificación de procedimiento
Colocación de la fuente de radiación en la toma a 0°
Vista A-A
Película
J
Placa radiográfica obtenida en la toma a Oº
A
A
-?- Colocación de la fuente de radiación en la toma a 90º
L_Película
Placa radiográfica obtenida en la toma a 90º
Figura 30 Toma radiográfica de la soldadura al 100%

o 1mcyc
Calificación del Procedimiento de Soldadura
En caso de que las probetas no resultaran satisfactorias, se modificarán las variables indicadas en el PQR hasta que resulten los ensayos satisfactorios.
Por lo general, si se respetan los precalentamientos indicados en este manual, los electrodos recomendados,los biseles de las uniones, y se siguen las indicaciones de los proveedores de los materiales, es casi seguro que las probetas resulten aceptables.
Nota:Es recomendable que las probetas del PQR sean soldadas por un operario de reconocida habilidad.
Una vez que se han obtenido resultados satisfactorios de las probetas del PQR con las variables indicadas, se elabora el procedimiento de soldadura.
El certificado del PQR debe acompañarse del reporte de los ensayos a tensión. Para ser confiable, esta prueba debe ser hecha por un laboratorio acreditado ante el EMA. Si ello no es posible y se hace en otro laboratorio, éste deberá entregar con su informe una copia del certificado de calibración vigente de la máquina de ensaye utilizada.
6.3.Procedimiento de soldadura (WPS)
Las abreviaturas de este título son WPS, que son las siglas en inglés; por ser del dominio común dentro del campo de la soldadura es que las empleamos en este manual.
Cuando se ha cumplido con los parámetros de calidad de las muestras del PQR, se procede a la elaboración por escrito del WPS, el cual se utiliza en la obra y para calificar la habilidad de los soldadores.
Cabe mencionar que el soldador que preparó y soldó las muestras del PQR que resultaron satisfactorias, queda automáticamente calificado en la posición que lo hizo.
En el capítulo 10.1 se proporciona como ejemplo un PQR y un WPS en los que se indican los parámetros más usados, pero el lector podría elaborar otros más completos si así lo desea.
En el capítulo 10.2 se da un ejemplo para trabes que corresponde a la posición plana 1 G.
Para poder llenar los PQR y WPS, es necesario conocer las posiciones en las que se sueldan las varillas (véanse las figuras 31 y 32).
Posición plana 1 G
Posición horizontal 2G
Posición vertical 3G
Posición sobre cabeza 4G
28
Capítulo 6
En México se acostumbra preparar las varillas para soldar en las posiciones lG y 2G. La letra G significa que son uniones de ranura, y las hay de dos tipos: las uniones a tope directa (figura 31) y las uniones a tope indirecta abocinadas (figura 32).
Existen variables esenciales y no esenciales. Cuando se presenta un cambio en el PQR de una variable esencial, es necesario mandar a ensayar las pruebas requeridas en la tabla 7, pero cuando se cambia alguna variable no esencial se permite el PQR anterior, anexándose otro WPS, con indicación del cambio de las variables no esenciales.
Para el proceso de arco eléctrico manual, las variables esenciales son las siguientes:
• Cambiar un electrodo de baja resistencia por otro de mayor resistencia por ejemplo, uno de 7018 por otro de 8018, pero no viceversa.
• Un cambio de electrodo no clasificado por A WS A5.1 o A5.5.
• Un incremento en el diámetro del electrodo indicado en el PQR.
• Un cambio en el amperaje recomendado para el diámetro del electrodo indicado en el PQR.
• Un cambio en la posición no calificada por 7.3.
• Un cambio en el tipo de bisel (a tope directa, abocinada bisel sencillo o abocinada doble bisel).
• Un cambio en el disen
Manual para soldar y supervisar acero de refuerzo

Capítulo 6
o 1mcyc
Calificación del Procedimiento de Soldadura
Varillas horizontales
Posición de prueba 1 G Soldadura plana
Varillas horizontales
Posición de prueba 3G Soldadura vertical
Varillas verticales
Posición de prueba 2G Soldadura horizontal
Varillas horizontales
Posición de prueba 4G Soldadura sobre cabeza
Figura 31. Posiciones para calificar soldadura de ranura
a) Plana
Ejes de la soldadura vertical
e) Vertical
Ejes de la soldadura horizontal Ejes de la soldadura
horizontal
b) Horizontal
Ejes de la soldadura horizontal
d) Sobre cabeza
Figura 32. Posiciones para calificar soldadura de bocina
'JQ

Capítulo 7
Calificación de habilidad de Soldador
7.1.Calificación de acuerdo con el WPS
La calificación que se utilizará aquí tiene por objeto conocer la habilidad del soldador para ejecutar soldaduras de la mejor calidad posible, debiéndose llevar a cabo la prueba con el procedimiento de soldadura WPS aprobado.
7.2. Límite de las variables
• El soldador que aprueba con el proceso de arco eléctrico manual, con un acero clasificado en este manual está apto para soldar cualquier otro tipo de acero clasificado en este manual, por lo que no requiere recalificación.
• Si el soldador aprueba en un diámetro "X", queda apto para soldar en diámetros "X" y mayores que éste.
• El soldador que apruebe con un electrodo clasificado en este manual, puede soldar con cualquier otro electrodo clasificado en este manual.
• El soldador que apruebe en una posición, sólo podrá soldar en esa posición y en las autorizadas en el punto 7 .3.
7.3. Posiciones de soldadura que califican a otras de menor grado de dificultad
La letra "G" significa soldadura de ranura.
La letra "F" significa soldadura de filete.
Uniones a tope directas
• Posición 1 G plana califica:
Posiciones: IG, 1F y 2F.
• Posición 2G horizontal califica:
Posiciones: IG, 2G, IF y 2F.
• Posición 3G vertical califica:
Posiciones: IG, 2G, 3G, IF, 2F y 3F.
• Posición 4G sobre cabeza califica:
Posiciones: IG, 4G, IF, 2F y 4F.
Uniones a tope indirectas abocinadas.
• Posición 1 G plana califica:
Posiciones 1 G indirecta, de traslape, 1 F y 2F.
• Posición 2G horizontal califica:
Posiciones lG, 2G indirecta, de traslape, IF, 2F
• Posición 3G vertical califica:
Posiciones 1 G, 2G, 3G, indirecta, de traslape, IF, 2F y 3F.
• Posición 4G sobre cabeza califica:
Posiciones IG, 4G, indirecta, de traslape, lF, 2F y 4F.
Para uniones en "T" a tope de penetración completa, se sigue el criterio de las posiciones de las uniones a tope directas.
Cuando se califican soldadores, es conveniente hacerlo en laposición 2G horizontal; así podrá soldar uniones de trabes "1 G" y
de columnas "2G", ahorrándose el costo de una calificación de soldador.
El arreglo de las probetas para la calificación de soldadores se encuentra en la figura 33.
El número y tipo de pruebas requeridas para la calificación de los soldadores se encuentra en la tabla 8.

\I 1mcyc Calificación de habilidad de Soldador
L mín =160
Mordazas-!~ :ª~ i-Mordazas ,-D
_L_\L..!:::=.~ Probeta para la prueba de tensión Probeta para la prueba de macroataque
La configuración de la ranura se muestra únicamente para ilustración. La forma de la ranura usada debe ser conforme a la que se esta calificando
a)Soldadura de ranura en unión de penetración completa a tope directa
S(E} $(E)
r j__i:.==~~~~~...u....~~'-'---
j+-2L+B ..,,
A.J Nota: B es la separación entre los extremos de las varillas,
B máxima= 19mm (3/4")
L= 5.23 Fu(D) Fxx (n)
b) Soldadura de ranura abocinada en unión a tope indirecta
Probeta para la prueba de macroataque
C) Soldadura de ranura en unión de penetración completa en T
Mrn#+25m~ ó 20, lo que sea menor
Sección A-A
s necesario trabajar la raíz de la unión
Figura 33. Cupones de prueba para tensión y macroataque para calificación de soldador
Capítulo 7
32 Manual para soldar y supervisar acero de refuerzo

Capítulo 7
TABLA 8 NÚMERO Y TIPO DE PRUEBAS PARA CALIFICAR
AL SOLDADOR Tipo de Número Número y tipo de pruebas unión Figura mínimo requeridas
para de califica- umones Radiogra- Tensión Macroata-
ción de fía que prueba
A tope directa 33 1 1 b) 1 a) No aplica
A tope No indirecta 33 2 No aplica 2
aplica
Penetra-ción 33 1 No aplica No 1 e)
completa aplica en T
a) No se requiere la prueba de tensión si se hizo PQR y WPS, porque la compatibilidad entre el metal base y el metal de aporte y la resistencia de la unión ya fue probada; basta con hacer únicamente la prueba radiográfica para calificar la habilidad del soldador. Si no se hizo PQR y WPS, entonces la muestra primero se radiografia, y si aprueba el examen, la misma muestra se ensaya a tensión.
7.4. Resultados de las pruebas
• Prueba radiográfica. Deberá cumplir con los requisitos de los puntos 8.1 y 8.2.
o 1mcyc
Calificación de habilidad de Soldador
• Prueba de tensión de sección completa. Deberá cumplir con los requisitos de la prueba del PQR.
• Prueba de macroataque. Deberá cumplir con los requisitos de la prueba del PQR.
Si un soldador no pasó alguna prueba, se le permitirá inmediatamente hacer dos probetas por cada una que no aprobó. En caso de que no quiera hacer las pruebas inmediatas o las repruebe, tendrá que tomar capacitación nuevamente, y cuando se presente para otra oportunidad deberá mostrar evidencias de su capacitación, y se le permitirá hacer las pruebas como si fuera la primera vez.
7.5. Período de validez de la calificación
Esta se debe considerar por tiempo indefinido para la misma obra, a menos que:
f a) Deje de soldador durante seis meses.
b) Obtenga un resultado mayor a 10% de uniones rechazadas.
7 .6. Control de certificados y registros
En cada obra deberá quedar un expediente con el PQR, el WPS y los certificados de habilidad de los soldadores que participaron en la misma. Dicha documentación deberá archivarse cuando menos cinco años.

Capítulo 8
Inspección y pruebas
8.1 Inspección Visual Se sugiere que el inspector de soldadura sea un técnico debidamente avalado por un perito en soldadura del Colegio de Ingenieros Mecánicos y Electricistas (CIME), o por un inspector de soldadura certificado por la A WS (Sociedad Americana de Soldadura) con categoría de CWI.
Si algún candidato a inspector de soldadura presenta evidencias de capacitación y experiencia en el ramo, podrá llevar la inspección de las uniones soldadas siguiendo las indicaciones de este manual.
Al inspector asignado para llevar la inspección visual de la soldadura se le deben proporcionar los planos, especificaciones particulares y generales del proyecto.
No se debe iniciar ninguna soldadura sin la autorización del inspector. El inspector tiene que verificar que las varillas que van a soldarse sean de la clasificación indicada en las especificaciones, y que los electrodos sean los especificados en el WPS. Debe verificar que los equipos de oxi-corte y las máquinas de soldar cumplan con los requisitos de los puntos 2.2 y 2.3.
El inspector permitirá soldar únicamente a los soldadores que hayan sido calificados de acuerdo con el WPS establecido para la obra. Si se presentan otros soldadores no calificados en la obra y portan certificados de habilidad extendidos por alguna compañía de inspección de reconocido prestigio, se les puede permitir soldar si su calificación está hecha con base en un procedimiento WPS similar al de la obra, pero si durante la ejecución del trabajo muestra deficiencias, se le debe suspender y recalificar de acuerdo con el capítulo 7.
A los soldadores se les debe entregarun WPS para que le den seguimiento cuando suelden las varillas.
El inspector revisará aleatoriamente a los soldadores, para comprobar que están soldando de acuerdo al procedimiento establecido WPS. Deberá marcar claramente con colores las uniones aceptables y las rechazadas, llevando un registro por escrito de las uniones rechazadas, donde se tenga una perfecta ubicación y posteriormente el seguimiento hasta su reparación o reemplazo.
El contratista de la soldadura debe contar con planos, especificaciones particulares y generales del proyecto, para que conozca el tipo de trabajo que debe realizar, de modo que cuando sea inspeccionado no se escude en el desconocimiento del proyecto.
El dueño de la obra debe efectuar pruebas radiográficas en las soldaduras de las varillas, para conocer la calidad del trabajo que le está entregando el contratista. El cargo del servicio será pagado por el dueño, y las soldaduras que resulten rechazadas serán reparadas y reinspeccionadas con cargo al contratista.
También puede darse el caso de que se le asigne el trabajo al contratista con pruebas radiográficas incluidas en su precio, lo cual se debe establecer antes de comenzar a soldar. Es recomendable qne el dueño de la obra designe el laboratorio que ejecute las pruebas y le dé total respaldo al pago de los servicios si el contratista no cumple con los pagos, ya que muchas veces el contratista de la soldadura presiona con el pago para modificar los resultados obtenidos.
8.1.1. Calidad mínima con la que deben cumplir las soldaduras visualmente
• En lo referente a contornos, perfiles y acabados, véase la figura 34.
• Las varillas no deben presentar grietas en la soldadura ni en la zona afectada por el calor.
• Cualquier falta de fusión que se detecte debe ser rechazada, sin importar su dimensión.
• Los cráteres que se detecten deben ser rellenados hasta dar la sección transversal completa.
• El traslape o sobremonta no debe ser mayor de un diámetro del electrodo que se está empleando.
• El socavado no debe ser mayor de lmm, por lo que se debe rellenar para eliminarlo.
• En soldaduras abocinadas y de filete la suma de la porosidad no debe exceder de 1 O mm en 25 mm de longitud de soldadura en cualquier dirección, y de 14 mm en 150 mm de longitud de soldadura.

o 1mcyc Inspección y pruebas Capítulo 8
t-Tamaño
L
a) Perfiles deseables de soldadura de filete b) Perfiles aceptables de soldadura de filete
l +Tanmño+I !+Tamaño J ! +Tamaño+
1
¡ +Tamaño+!
Garganta Convexidad Socavado Traslape Pierna Fusión insuficiente excesiva excesivo insuficiente incompleta
c) Perfiles inaceptables de soldadura de filete
Figura 34. Perfiles de soldadura aceptables e inaceptables
Nota: La convexidad C de una soldadura no debe exceder el valor indicado en la siguiente tabla:
Ancho o cara de la soldadura, L Convexidad máxima, C
L< 8 mm (5/16"} 1.6 mm (1/16"}
L ~ 8 mm (5116") a L::;;25 mm (1") 3.0 mm (1/8")
L ~ 25 mm (l") 5.0 mm (3/16")
36 Manual para soldar y supervisar acero de refuerzo
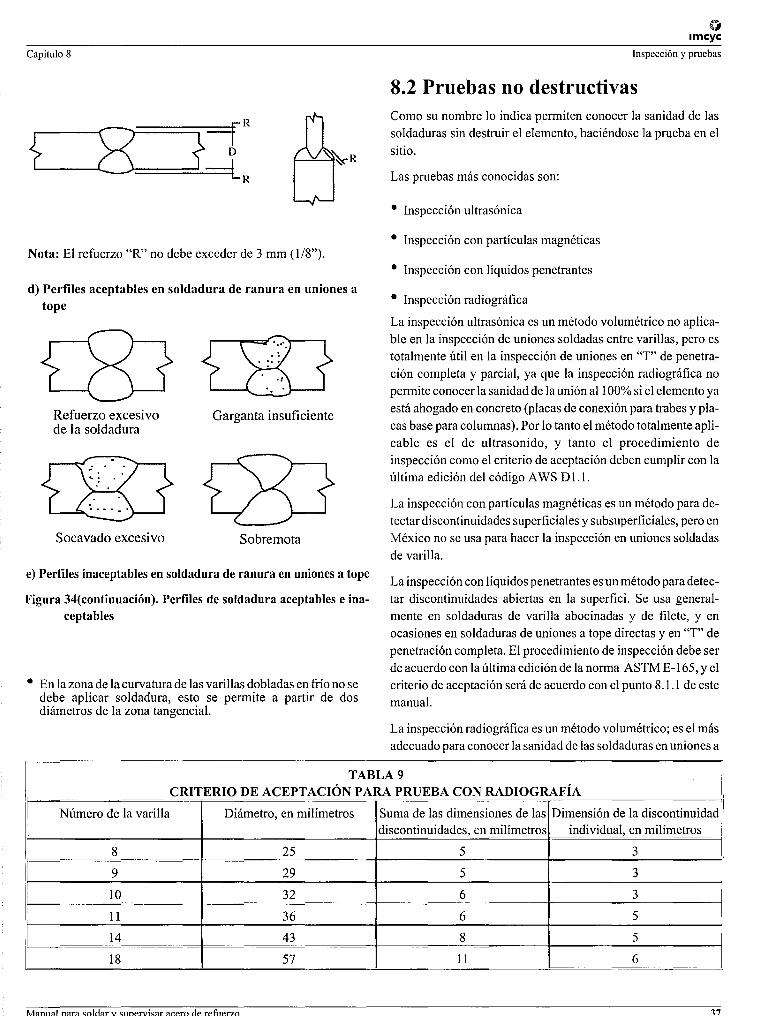
Capítulo 8
--------+-r- R
+.__ ___ g +J ._R
Nota: El refuerzo "R" no debe exceder de 3 mm (1/8").
d) Perfiles aceptables en soldadura de ranura en uniones a tope
Refuerzo excesivo de la soldadura
Socavado excesivo
Garganta insuficiente
Sobremota
e) Perfiles inaceptables en soldadura de ranura en uniones a tope
Figura 34(continuación). Perfiles de soldadura aceptables e inaceptables
• En la zona de la curvatura de las varillas dobladas en frío no se debe aplicar soldadura, esto se permite a partir de dos diámetros de la zona tangencial.
o 1mcyc
Inspección y pruebas
8.2 Pruebas no destructivas Como su nombre lo indica permiten conocer la sanidad de las soldaduras sin destruir el elemento, haciéndose la prueba en el sitio.
Las pruebas más conocidas son:
• Inspección ultrasónica
• Inspección con partículas magnéticas
• Inspección con líquidos penetrantes
• Inspección radiográfica
La inspección ultrasónica es un método volumétrico no aplicable en la inspección de uniones soldadas entre varillas, pero es totalmente útil en la inspección de uniones en "T" de penetración completa y parcial, ya que la inspección radiográfica no permite conocer la sanidad de la unión al 100% si el elemento ya está ahogado en concreto (placas de conexión para trabes y placas base para columnas). Por lo tanto el método totalmente aplicable es el de ultrasonido, y tanto el procedimiento de inspección como el criterio de aceptación deben cumplir con la última edición del código A WS D 1.1.
La inspección con partículas magnéticas es un método para detectar discontinuidades superficiales y subsuperficiales, pero en México no se usa para hacer la inspección en uniones soldadas de varilla.
La inspección con líquidos penetrantes es un método para detectar discontinuidades abiertas en la superfici. Se usa generalmente en soldaduras de varilla abocinadas y de filete, y en ocasiones en soldaduras de uniones a tope directas y en "T" de penetración completa. El procedimiento de inspección debe ser de acuerdo con la última edición de la norma ASTM E-165, y el criterio de aceptación será de acuerdo con el punto 8.1.1 de este manual.
La inspección radiográfica es un método volumétrico; es el más adecuado para conocer la sanidad de las soldaduras en uniones a
TABLA9 CRITERIO DE ACEPTACIÓN PARA PRUEBA CON RADIOGRAFÍA
Número de la varilla Diámetro, en milímetros 1 Suma de las dimensiones de las Dimensión de la discontinuidad discontinuidades, en milímetros individual, en milímetros
8 25 5 3
9 29 5 3
10 32 6 3
11 36 6 5
14 43 8 5
18 57 11 6
Manual oara soldar v suoervisar acero de refuerzo

\.1 1mcyc
Inspección y pruebas
tope directas y ocasionalmente en soldaduras abocinadas. El procedimiento de inspección deberá ser con la última edición del códigoAWSDl.1,y el criterio de aceptación será de~ do con la tabla 9 para todas las discontinuidades con excepción de las grietas, las cuales no se permiten, cualquiera que sea su tamaño o dirección.
Antes de aplicar cualquier prueba no destructiva de las anteriormente indicadas, las soldaduras deben haber sido revisadas visualmente de acuerdo con el punto 8.1.
La empresa que sea contratada para las pruebas no destructivas debe estar acreditada ante la EMA. Los técnicos que las ejecuten deben ser de niveles 1y11; el de nivel 11 debe estar certificado en los métodos antes dichos por un técnico de nivel III avalado por ASNT y el técnico de nivel 1 puede tener certificación de la compañía para la que trabaja.
El técnico de nivel 1 puede efectuar la inspección bajo la supervisión del de nivel 11, pero no esta autorizado para hacer la evaluación de la prueba, la cual debe ser hecha por el técnico de nivel 11 o de nivel III.
Los resultados de la inspección deben entregarse por escrito, debidamente firmados por el técnico de nivel 11 o de nivel III, con croquis de localización, y archivarse por un período de cinco años.
8.3 Pruebas destructivas Como su nombre lo indica, es necesario destruir el elemento para conocer la calidad y resistencia de la soldadura. Las muestras son ensayadas fuera de la obra, para lo cual se tienen que llevar al laboratorio. Las pruebas más usadas para soldadura de varilla son las siguientes:
• Ensaye a tensión
• Macroataque
El ensaye a tensión permite conocer la resistencia de la unión soldada con los datos adicionales como son:
• Carga en el límite elástico
• Carga máxima
• Esfuerzo en el límite elástico
• Esfuerzo máximo
• Porcentaje de alargamiento
La longitud mínima de las muestras debe ser 40 cm, considerando 20 cm a cada lado de la unión soldada.
Este método se utiliza principalmente en uniones a tope directas de penetración completa, y se utiliza muy poco en soldaduras abocinadas.
38
Capítulo 8
El criterio de aceptación se encuentra en el punto 6.2.
El macroataque permite conocer la fusión entre la soldadura y la varilla y las discontinuidades del tipo de fusión en la soldadura. Este método se aplica principalmente en uniones con soldadura abocinada y de filete; en uniones a tope directa de penetración completa se usa muy poco, pero es de mucha utilidad cuando no se puede hacer inspección radiográfica.
El criterio de aceptación se encuentra en el punto 6.2.
8.4 Criterios de muestreo Para establecer los criterios de muestreo es importante saber lo que cubren las pruebas no destructivas y las pruebas destructivas, y también que una no sustituye a la otra y que no se deben comparar los resultados obtenidos ya que tienen fines distintos.
Las pruebas no destructivas permiten conocer la sanidad interna y externa de las soldaduras, esto es, si no existen discontinuidades que pongan en peligro la resistencia de la unión soldada, cuando ésta se halle expuesta a esfuerzos de tensión o a esfuerzos combinados.
Las pruebas destructivas permiten conocer la resistencia a la tensión bajo una carga axial. El resultado de la prueba podrá ser satisfactorio y romper en la soldadura, pero al revisar visualmente la zona fracturada es posible que se aprecien defectos del proceso de soldadura, los cuales pueden dar inicio a roturas y falle la unión cuando esté expuesta a esfuerzos combinados.
Lo más adecuado es hacer el PQR y el WPS, calificar a los soldadores y, de ser posible, tener en la obra un inspector de soldadura.
Aplicando el WPS en la obra y haciendo pruebas no destructivas para conocer la sanidad de la unión, es muy alta la posibilidad de que cuando se hagan ensayes de tensión, los resultados sean muy satisfactorios.
Si se siguen las indicaciones antes dichas los criterio de inspección sugeridos son los siguientes:
Pruebas no destructivas, el 20% de las uniones soldadas.
Se recomienda este muestreo, ya que la inspección se realiza en obra, sin remover las muestras, el resultado se tiene el mismo día en el sitio y permite avanzar muy rápidamente en la construcción.
Pruebas destructivas, el 2% de las uniones soldadas.
Se recomienda este muestreo como una verificación de que no se ha cambiado el electrodo establecido en el procedimiento, también porque es una prueba hecha fuera de su ubicación y hay que reponer el segmento retirado ocasionando dos soldaduras y los resultados no se tienen el mismo día.
Manual para soldar y supervisar acero de refuerzo

Capítulo 9
Medidas de Seguridad
9.1 Medidas de seguridad que se deben seguir al utilizar los equipos de oxicorte
• Almacenar los cilindros de oxígeno y los tanques de gas en posición vertical, perfectamente asegurados a columnas, traves o en los carritos diseñados para este fin.
• Cuando se esté cortando, utilizar las gafas con sombra del número 5 al 8, con los cristales en buen estado.
• Usar zapatos industriales con casquillo protector; nunca usar tenis o sandalias en la obra.
• Antes de poner en operación el equipo, revisar las conexiones, los manómetros y las mangueras, cerciorándose de que están en buenas condiciones.
• Usar ropa gruesa de manga larga; no usar playeras ni pantalones cortos.
• Tener cuidado de no estar cerca de zonas de pintura o de un almacén de productos inflamables o explosivos.
• Verificar que bajo la zona donde se va a cortar no haya maderas, papeles, costales o cualquier material que pueda iniciar un incendio.
9.2 Medidas de seguridad que se deben seguir al utilizar soldadura por arco eléctrico
• Antes de poner en operación el equipo, verificar que las conexiones están bien apretadas y las uniones correctamente aisladas.
• No utilizar los recipientes de gas, de oxígeno o tuberías como conductores eléctricos, ni iniciar el arco en ellos.
• Para evitar descargas eléctricas, revisar que la conexión del portaelectrodo esté apretada y bien aislada.
• En el área donde se va a soldar, no debe haber alrededor papel, madera, costales o cualquier tipo de material inflamable.
• No deben estar cerca los equipos de oxicorte ni las mangueras, pues si hay alguna fuga con las chispas del proceso se podría originar un accidente.
• Usar ropa gruesa y que cubra desde el cuello hasta las botas, además de guantes de camaza y, si es posible, mangas y petos del mismo material.
• Al soldar o puntear, usar la careta con los vidrios en buen estado.
• Usar zapatos tipo industrial, de preferencia con casquillo en la punta; nunca usar tenis.
• De ser posible, poner mamparas en la zona donde se esté soldando. Si no lo permiten las condiciones de la obra, informar al personal cercano que es dañino ver la luz.
• Nunca soldar bajo llovizna o lluvia, ni en sitios con agua o humedad.
• No cambiar de polaridad la máquina mientras se está soldando.
• No colocarse el cable portaelectrodo sobre la espalda.
• Utilizar arneses cuando se está soldando en altura.
9.3 Medidas de seguridad cuando se hace inspección radiográfica en la obra
• Se deben seguir las indicaciones que den los técnicos radiólogos, ya que ellos tienen la capacitación y el adiestramiento adecuado para la protección a terceras personas y a ellos mismos.
No permanecer innecesariamente cerca de la zona donde se está radiografiando.

Capítulo 10
Información general
10.1 Instructivo para realizar el llenado de los formatos del PQR y el WPS
REGISTRO DEL PROYECTO DE PROCEDIMIENTOS DE SOLDADURA
Condiciones reales usadas para soldar el cupón de prueba 1 de 2
Nombre de la empresa: l Número de proyecto de procedimiento de soldadura: 2 Soporte de prcedimiento de soldadura: Proceso(s) de soldadura: 6 Nombre del soldador: 8
DISEÑO DE LA UNIÓN
Diseño: 9 Tipo: 10 Respaldo: 11
Tipo 12 Clase: 13
Abertura de raíz: 14
) SenciIJa ) Si ) Metálico
Ángulo de ranura: 16 Trabajo de raíz: 17 ( ) Si
Método: 18
METAL DE BASE
Especificaciones: 20 Tipo o Grado: 22 Diámetro de la varilla: 24
Ranura: 25 Filete: 26
Equivalente de carbono: 27
METAL DE APORTE
Especificaciones A WS: Clasificación A WS:
PRE CALENTAMIENTO
Temperatura mínima inicial:
a 21 a 23
28 29
Temperatura mínima entre pasos:
POSICIÓN
Ranura: Filete:
32 33
4 Tipo: 7 ( ) Manual
) Doble ) No ) No metálico
Cara de raíz: 15
( ) No
30 31
Fecha: 3 Fecha: 5 ( ) Semiautomático
DIBUJO DE LA UNIÓN
19
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: 34 CA ( ) CDEP ( )
TÉCNICA
CDEN (
Pasos sencillos o múltiples (por lado): 35 Martilleo: ( ) Si ( ) No 36 Limpieza:
Inicial: 37 Entre pasos de cordones 38 Final: 39
Otros:
TRATAMIENTO TÉRMICO POST-SOLDADURA
Requiere tratamiento: ( ) Si Temperatura: Tiempo:
40
) No 41 42 43

g 1mcyc
Información general Capítulo 10
42
44 45
Notas:
Tensión
Macro-ataque
Visual
Radiografía
REGISTRO DEL PROYECTO DE PROCEDIMIENTOS DE SOLDADURA
Condiciones reales usadas para soldar el cupón de prueba
47
50
Esfurezo de tensión en kg/cm2
51 52
53 54
A ariencia 55 Sovacado 56 58 Porosidad 57
59 60
2de2
Los suscritos, certificamos que los datos establecidos en este registro son correctos y que las pruebas de las soldaduras fuerón preparadas, soldadas y ensayadas de acuerdo con: este manual.
PRUEBA CONDUCIDA POR PRUEBA ENSAYADA POR VISTO BUENO POR
61 63 65 NOMBRE NOMBRE NOMBRE
62 64 66 FIRMA FIRMA FIRMA
Manual para soldar y si:p-ervisar acero de refuerzo

o 1mcyc
Capítulo 10 lnfonnación general
Registro del proyecto de procedimiento de soldadura -PQR
!ENCABEZADO
Campo del fonnato lnfonnación requerida
1 !Nombre de la empresa constructora o fabricante.
2 Número único asignado a cada PQR.
3 Fecha en que se realiza el cupón de prueba.
4 Numero de WPS que se califica y avala con el PQR
5 Fecha en que se realiza el WPS
6 Proceso de soldadura utilizado, por ejemplo, para el caso del manual poner SMA W, que son las siglas para arco metálico protegido
7 Si el proceso es manual o semiautomático.
8 Nombre del soldador que realiza el cupón de prueba.
DISEÑO DE LA UNIÓN
Campo del fonnato Infonnación requerida
9 Diseño de la unión utilizado; por ejemplo, a tope con ranura en "V", a traslape indirecta con soldadura de bocina, ~tcétera.
10 Si la unión es de bisel sencillo o doble.
11 Si utiliza respaldo o no.
12 Si el respaldo que se utiliza es metálico o no metálico.
13 !Material de respaldo utilizado; por ejemplo, si es media caña de cobre, material refractario, etcétera.
14 Dimensión de la abertura de raíz.
15 Dimensión de la cara de la raíz.
16 !Valor del ángulo de la ranura
17 Si se trabaja la raíz, es decir, si por el lado de la raíz se ranura hasta encontrar el primer paso de soldadura.
18 Si el trabajo de raíz se hace con arco-aire, esmeril, etcétera.
19 Descripción o dibujo de la unión utilizada para la calificación de este PQR, incluyendo el tipo de material de respaldo si se utiliza.

" 1mcyc Información general
[METAL BASE
Campo del formato
20 y 21
22 y23
24
25
26
27
Capítulo 10
Información requerida
Especificación "ASTM" o "NMX" de las varillas que van a soldarse.
Tipo o grado. Por ejemplo Grado 300, 400, etcétera.
Diámetro de las varillas utilizadas.
rramaño de soldadura de ranura.
rramaño de la soldadura de filete.
!Resultado del equivalente de carbón indicado en el capítulo 3 del manual.
[METAL DE APORTE
Campo del formato Información requerida
28 !Especificación del electrodo de acuerdo con la tabla 6 del capítulo 5.
29 tlasificación del electrodo seleccionado de acuerdo con la tabla 6 del capítulo 5.
PRECALENTAMIENTO
Campo del formato Información requerida
30 rremperatura que se va a aplicar de acuerdo con la tabla 3 del capítulo 3.
31 rremperatura que se va a aplicar de acuerdo con Ja tabla 3 del capítulo 3.
POSICIÓN
Campo del formato Información requerida
32 ~osición en que se realizan Jos cupones de prueba, para soldadura de ranura.
33 !Posición en que se realizan Jos cupones de prueba, para soldadura de filete.
CARACTERÍSTICAS ELÉCTRICAS
Campo del formato Información requerida
34 rripo de corriente y polaridad. Por ejemplo: CA, corriente alterna; CDEP, corriente directa electrodo al positivo, p CDEN, corriente directa electrodo al negativo.
TÉCNICA
Campo del formato Información requerida
35 Si para rellenar la unión se necesitó un solo paso o pasos múltiples.
36 Si durante el proceso ó al final de Ja soldadura se debe martillar la misma.
37 Breve indicación del método y Ja forma de limpieza de la unión antes de comenzar a soldar.
38 Breve indicación del método y Ja forma de limpieza de Ja unión durante el proceso de soldadura, es decir, entre un paso y otro si es soldadura de varios pasos.
39 Breve indicación del método y la forma de limpieza de Ja unión al terminar de soldar.
40 Utilice este espacio para algún parámetro especial de Ja técnica utilizada.
TRATAMIENTO TÉRMICO POST-SOLDADURA
Campo del formato Información requerida
41 Si se requiere algún tratamiento térmico. En caso de no ser necesario éste, marcar Ja opción "No".
42 Temperatura utilizada
43 Tiempo del tratamiento térmico
PROCEDIMIENTO DE SOLDADURA
44 Indicación de cada uno de los cordones de soldadura. Ejemplos 1, 2, 3, etc.
45 Clase de metal de aporte usado en cada cordón
46 Diámetro del aporte utilizado en cada cordón
47 Ttipo de corriente utilizada en cada cordón
48 Rango de amperaje utilizado en cada cordón
49 Rango de voltaje.utilizado en cada cordón
50 Croquis de la secuencia de pasos necesarios para rellenar Ja unión
44 Manual para soldar y supervisar acero de refuerzo

o 1mcyc
Capítulo 10 Información general
RESULTADO DE PRUEBAS
51 Valor del esfuerzo último obtenido durante la prueba de tensión.
52 Tipo y localización de la falla.
53 Resultados de la prueba de macroataque.
54 Cuando exista alguna observación resultante de la prueba de macro ataque, utilizar este espacio para
describirla.
55 Resultado de la evaluación en cuanto a la apariencia de la soldadura.
56 Resultado de la evaluación en cuanto a la socavación, en caso de existir.
57 Resultado de la evaluación en cuanto a la porosidad de la soldadura, en caso de existir.
58 Cuando exista alguna observación resultante de la prueba visual, utilizar este espacio para describirla.
59 Resultados de la interpretación y evaluación de las pruebas radiográficas realizadas.
60 Cuando exista alguna observación resultante de la prueba de radiografía, utilice este espacio para
describirla.
PRUEBA CONDUCIDA POR
61 Nombre de la persona que conduce la calificación.
62 Firma de la persona que conduce la calificación.
~RUEBA ENSAYADA POR
63 Nombre de la persona que realiza las pruebas de laboratorio.
64 Firma de la persona que realiza las pruebas de laboratorio.
rv1sTO BUENO POR
65 Nombre de la persona que da el visto bueno.
66 Firma de la persona que da el visto bueno.
Manual nara soldar v sunervisar acero de refuerzo

Y,, 1mcyc
Información general Capítulo 10
PROCEDIMIENTO DE SOLDADURA
46
Nombre de la empresa: Número de procedimiento de soldadura: 2 Soportado con el proyecto de prcedimiento de soldadura:4 Proceso(s) de soldadura: 6 Tipo: 7 ( ) Manual
DISEÑO DE LA UNIÓN
Diseño: 8 Tipo: 9 ( ) Sencilla ( ) Doble Respaldo: 1 O ( ) Sí ( ) No
Tipo 11 ( ) Metálico ( ) No metálico Clase: 12
A be11ura de raíz: 13 Ángulo de ranura: 15 Trabajo de raíz: 16
Método: 17
METAL DE BASE
( ) Sí
Especificaciones: 19 Tipo o Grado: 21 Diámetro de la varilla: 23
Ranura: 24 Filete: 26
Equivalente de carbono: 28
METAL DE APORTE
Especificaciones A WS: Clasificación A WS:
PRECALENTAMIENTO
Temperatura mínima inicial:
a 20 a 22
a 25 a 27
29 30
Temperatura mínima entre pasos:
POSICIÓN
Ranura: 33 Filete: 34
Cara de raíz: 14
( ) No
31 32
Fecha: 3 Fecha: 5
( ) Semiautomático
DIBUJO DE LA UNIÓN
18
1 de 1
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: 35 CA ( ) CDEP( )
Rango de amperaje: 36
TÉCNICA
CDEN(
Pasos sencillos o múltiples (por lado): 37 Martilleo: ( ) Sí ( ) No 38 Limpieza:
Inicial: 39 Entre pasos de cordones 40 Final: 41
Otros:
TRATAMIENTO TÉRMICO POST-SOLDADURA
42
Requiere tratamiento: ( ) Sí ( ) No 43 Temperatura: 44 Tiempo: 45
Manual para soldar y supervisar acero de refuerzo
1
j 1

1mcyc
Capítulo 10 Información general
Procedimiento de soldadura - WPS
[ENCABEZADO
Campo del formato Información requerida
1 Nombre de la empresa constructora o fabricante.
2 Número único asignado al WPS.
3 Fecha en que se realiza el procedimiento.
4 Indique el número único del registro de proyecto de procedimiento-PQR- que avala al
WPS.
5 Fecha en que se realizó el PQR.
6 Proceso de soldadura utilizado, por ejemplo para el caso del manual poner SMA W, que
son las siglas para arco metálico protegido.
7 Si el proceso es manual o semiautomático.
OC>ISEÑO DE LA UNION
Campo del formato Información requerida
8 Diseño de la unión utilizado; por ejemplo, a tope con ranura en "V'', a traslape indirecta
con soldadura de bocina, etcétera.
9 Si la unión es de bisel sencillo o doble.
10 Si utiliza respaldo o no.
11 Si el respaldo que se utiliza es metálico o no metálico.
12 Material de respaldo utilizado; por ejemplo, si es media caña de cobre, material refrac-
tario, etcétera.
13 Dimensión de la abertura de raíz.
14 Dimensión de la cara de la raíz.
15 Valor del ángulo de la ranura
16 Si se trabaja la raíz, es decir, si por el lado de la raíz se ranura hasta encontrar el primer
paso de soldadura.
17 Si el trabajo de raíz se hace con arco-aire, esmeril, etcétera.
18 Dibujo de la configuración general de la unión aprobada para el procedimiento.
, • ______ 1 ------ -__ 1.-J ___ -- -------~--- ----- .JI _ __ r._ ____ _

\I 1mcyc Información general
METAL BASE
Campo del formato
19 y 20
21y22
23
24y 25
26 y 27
28
METAL DE APORTE
Campo del formato
29
Capítulo 10
Información requerida
Especificación "ASTM" o "NMX" de las varillas que van a soldarse.
Tipo o grado; por ejemplo, Grado 300, 400, etcétera.
Rango de diámetro de las varillas.
Tamaño mínimo y máximo de soldadura de ranura.
Tamaño mínimo y máximo de la soldadura de filete.
Resultado del equivalente de carbón indicado en el capítulo 3 del manual.
Información requerida
Especificación del electrodo, de acuerdo con la tabla 6 del capítulo 5.
30 Clasificación del electrodo seleccionado de acuerdo con la tabla 6 del capítulo 5.
PRECALENTAMIENTO
Campo del formato Información requerida
31 Temperatura por aplicar de acuerdo con el PQR.
32 Temperatura por aplicar de acuerdo con el PQR.
POSICIÓN
Campo del formato Información requerida
33 Posición o posiciones de ranura en que queda calificado el procedimiento.
34 Posición o posiciones de filete en que queda calificado el procedimiento.
CARACTERISTICAS ELÉCTRICAS
Campo del formato Información requerida
35 Tipo de corriente y polaridad, de acuerdo con el PQR.
36 Amperaje mínimo y máximo utilizado en la tabla de pasos del PQR.
TÉCNICA
Campo del formato Información requerida
37 Si para rellenar la unión necesitó un solo paso o pasos múltiples.
38 Si durante el proceso o al final de la soldadura se debe martillar la misma
deacuerdo con el PQR.
39 Breve indicación del método y la forma de limpieza de la unión antes de comenzar
a soldar.
40 Breve indicación del método y la forma de limpieza de la unión durante el proceso
de soldadura, es decir, entre un paso y otro, si es soldadura de varios pasos.
41 Breve indicación del método y la forma de limpieza de la unión al terminar de
soldar.
42 Utilice este espacio para marcar algún parámetro especial de la técnica utilizada.
TRATAMIENTO TÉRMICO POST-SOLDADURA
Campo del formato Información requerida
43 Indique de acuerdo al PQR si se requiere algún tratamiento térmico. En caso de no
ser necesario, marque la opción "No".
44 Temperatura de acuerdo con el PQR.
45 Tiempo del tratamiento térmico de acuerdo con el PQR.
48 Manual para soldar y supervisar acero de refuerzo

o 1mcyc
Capítulo 10 Información general
Capítulo 10.2 Ejemplo de la documentación de un PQR, WPS y calificación de soldador para unión soldada a tope directa con penetracción completa
REGISTRO DEL PROCEDIMIENTO DE SOLDADURA Condiciones reales usadas para soldar el cupón de prueba 1 de 3
Nombre de la empresa: Constructora YYK Número de proyecto de procedimiento de soldadura: 18 Soporte delprcedimiento de soldadura: 7 Proceso(s) de soldadura: SMAW Tipo: (X) Manual
Fecha: 14-12-2000 Fecha: 29-12-2000 ( ) Semiautomático
Nombre del soldador: Juan Sánchez López
DISEÑO DE LA UNIÓN
Diseño: A tope directa Tipo: ( X ) Sencilla Respaldo: ( X ) Sí
Tipo (X) lVIetálico Clase: Media caña de cobre
Abertura de raíz: 2 a 4 mm Ángulo de ranura: 45° Trabajo de raíz: ( ) Sí
Método:
METAL DE BASE
Especificaciones: B-18 a B-18 Tipo o Grado: 400 a 400 Diámetro de la varilla: 31. 8 mm
) Doble ) No ) No metálico
Cara de raíz: O mm
(X) No
Ranura: Penetración de 31. 8 mm File le: // / ! / ! 11 / I /JI I I I I /// l / I // 11/!11 I ! / /
Equivalente de carbono: 0.65
METAL DE APORTE
Especificaciones A WS: A5.5 Clasificación AWS: E-9018-B3
PRECALENTAMIENTO
Temperatura mínima inicial: 90º C Temperatura mínima entre pasos:90º C
POSICIÓN
Ranura: lG-planaFilete: I í I í ///JI 11 I
Dibujo de la unión
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: CA( ) CDEP(X) CDEN ( )
TÉCNICA
Pasos sencillos o múltiples (por lado): múltiples Martilleo: ( ) Sí ( X )No Limpieza:
Inicial: Cepillo de alambre Entre pasos de cordones:cinccl, martillo y cepillo de alambre Final: cincel, martillo y cepillo de alambre
Otros: i / ! I I i I 1I!I//11/!/11 t / t /!//!JI J ! J ! ! ! /
TRATAMIENTO TÉRMICO POST-SOLDADURA
Requiere tratamiento: ( ) Sí ( X )No Temperatura://// 111!IJ/1//1 // / ! // I ! /J Tiempo: lí/1/J/lll/!JJ/ll/f//!!/J

'{j 1mcyc Información general
50
45°
2a4mm-+ll+-
R
Máx. D/3
Mín. 0/4
Capítulo 10
Placa de respaldo de cobre
Manual para soldar y supervisar acero de refuerzo
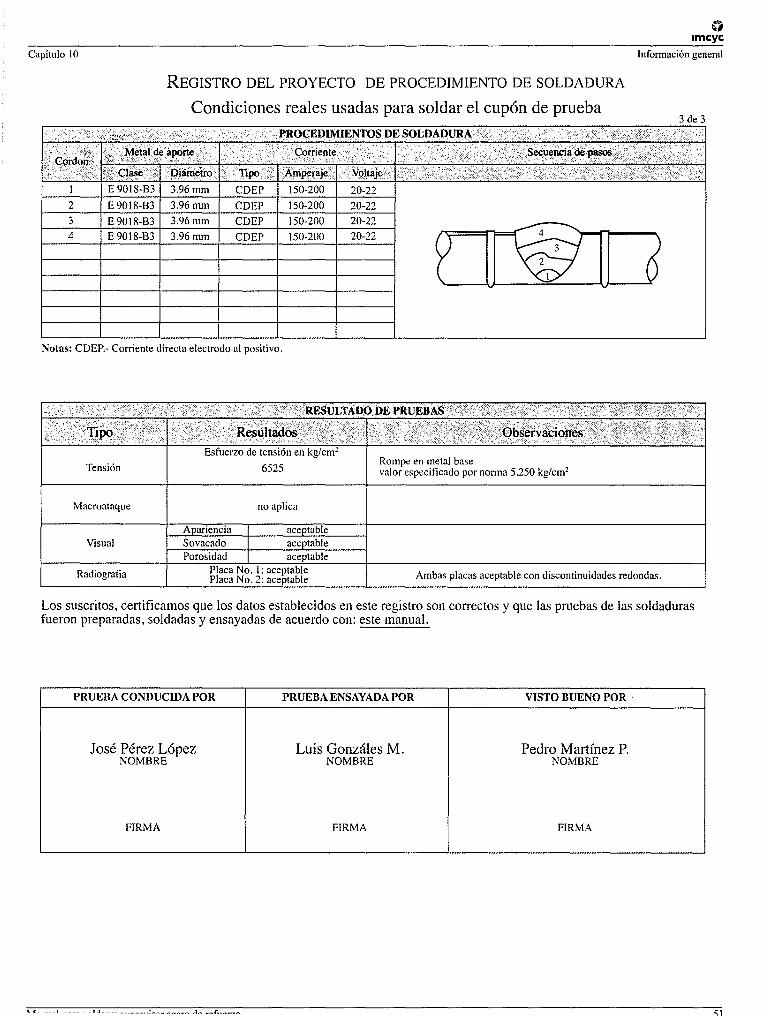
o 1mcyc
Capítulo 10 Información general
REGISTRO DEL PROYECTO DE PROCEDIMIENTO DE SOLDADURA
Condiciones reales usadas para soldar el cupón de prueba 3 de 3
'~~·:i':'.•,,·\,,·:5- Z¡i~ r1<.;•i·'.'t,':1: ~'.:Ptam~ttl:} >;<.' '¡ip~,-.,~: ;'Á~peraje'.:1: Y<?!.taj~; :i '.;, .. , .. ,,~;·r<:>}'X .• ,,,., .. ·· ···· · ·.-,:~· :-;. ,,, , ''.' _;:: ··· .... ,,. .·.·.··· ·< s~'.;'lr -~x
l E 9018-B3 3.96 mm CDEP 150-200 20-22
2 E 9018-B3 3.96 mm CDEP 150-200 20-22
3 E 9018-B3 3.96 mm CDEP 150-200 20-22
4 E 9018-B3 3.96 mm CDEP 150-200 20-22
Notas: CDEP.- Corriente directa electrodo al positivo .
. , ··· _:::::i>i(·f;r;··.•0fl .. · :'?·.' ·· .,.·,··¡\;:¡,'.j::.2:••('' .. ~;<<·•·• •. .,, ,:.,.,, ,.,,. "' .. · ' ,.. :1\_.··'1;~;,;_;·:·/.:;:·.). f.r::c1.'t ¡3 .;:·)·;r .. :J;:: •· ,. ',, .. , · ..
. ,, ,. ; •; ... •······ t~ :j t' :\\(\·'i~:; .. •·.,.c\.·:, '' ... '·;·,·;:;;¡;:'>T::,. . .. >r.:·';. ''.::v~·"····,:·;y ··•' ,. ,.:.,; ,,,,,.,,.i>~; .. ::~/:•:·.,, ..... , , .... ·.rv·,:;·• ,¡,,t/:'>'I'. ;;<:•::~;•·,~' .· .. : ,, '" :'.:':'''\";:~• . .,, ... '.t:.«•':••." ·; .. :,,;<·•:·• .... ,, •. ,):1.::q.¡,:•, ¡:.,::•·:.":>:··:::::::;;1·.; .·'·'•:::::.<::'.,, :>",'·;'''i'c"'"···; "~J:'.,:1.c;"'' ,. .., ''>,: ":'····.:·.':::,. :?/:'i;;
Tensión
Macroataque
Visual
Radiografía
Esfuerzo de tensión en kg/cm2
6525
no aplica
Apariencia aceptable So vacado aceptable Porosidad aceptable
Placa No. 1: aceptable Placa No. 2: aceptable
Rompe en metal base valor especificado por norma 5,250 kg/cm2
Ambas placas aceptable con discontinuidades redondas.
Los suscritos, certificamos que los datos establecidos en este registro son correctos y que las pruebas de las soldaduras fueron preparadas, soldadas y ensayadas de acuerdo con: este manual.
PRUEBA CONDUCIDA POR PRUEBA ENSAYADA POR VISTO BUENO POR ,
José Pérez López Luis Gonzáles M. Pedro Martínez P. NOMBRE NOMBRE NOMBRE
FIRMA FIRMA FIRMA
____ 1 ------ __ 1..J __ -- ------·=--- ............ _ ...... ....1 .... _,....t;. .. ,,.._.,.,.. 51

o 1mcyc
Capítulo 10 Información general
PROCEDIMIENTO DE SOLDADURA
Nombre de la empresa:Constructora XYK Número de procedimiento de soldadura: 7 Sopmtado con el proyecto de procedimiento de soldadura: 18 Proceso(s) de soldadura: SMA W Tipo: (X ) ~fanual
DISEÑO DE LA UNIÓN
Diseño: A tope directa Tipo: (X) Sencilla Respaldo: ( X ) Sí
Tipo (X) Metálico Clase: rvfedia caña de cobre
Abertura de raíz: 2 a 4 mm Ángulo de ranura: 45º Trabajo de raíz: ( ) Sí
Método:
METAL DE BASE
Especificaciones: B-18 a B-18 Tipo o Grado: 400 a 400 Diámetro de la varilla: 31.8 mm
( ) Doble ( ) No ( ) No metálico
Cara de raíz: O mm
(X) No
Ranura: Penetración de 31.8 mm a sin límite. Filete: sin límite a sin límite
Equivalente de carbono: 0.65 y menores
METAL DE APORTE
Especificaciones AWS: A5.5 Clasificación AWS: E-9018-B3
PRECALENTAMIENTO
Temperatura mínima inicial: 90º C Temperatura mínima entre pasos:90º C
POSICIÓN
Ranura: plan-1 G-Filete: plana y horizontal-IF y 2F-
M:mual narn soldar v sunervisar acero rle refuerzo
Fecha: 29-12-2000 Fecha: 14-12-2000 ( ) Semiautomático
Dibujo de la unión R
1de1
Placa de respaldo de cobre
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: CA( ) CDEP( X) CDEN ( ) Rango de amperaje: 150 a 200
TÉCNICA
Pasos sencillos o múltiples (por lado): múltiples Martilleo: ( ) Sí ( X )No Limpieza:
Inicial: Cepillo de alambre Entre pasos de cordoncs:cincel, martillo y cepillo de alambre Final:cincel, martillo y cepillo de alambre
Otros:/ I / 11/I/I!1111Ill/í11 I / I I / / I / I / I I ! I I /
TRATAMIENTO TÉRMICO POST-SOLDADURA
Requiere tratamiento: ( ) Sí ( X )No Temperatura:// I 11II11!111I11////!!I11 Tiempo://///////////////////////
53

o 1mcyc
Capítulo 10 Información general
CERTIFICADO DE CALIFICACIÓN DE HABILIDAD DE SOLDADOR
Nombre de la empresa:Constructora XYK Nombre del soldador: José Pérez Ramfrez Procedimiento de soldadura: 07 Proceso(s) de soldadura: SMA W Tipo: (X) Manual
Fecha: 30-12-2000 Clave: JPR Fecha: 29-12-2000 ( ) Semiautomático
Respaldo: (X) Sí ( ) No Tipo: Media caña de cobre
METAL DE BASE
Especificación: Tipo o Grado: Diámetro de la varilla: Ranura: Filete:
METAL DE APORTE
B-18 a B-18 400 a 400 31.8 mm a 31.8 mm Penetración de 31.8 mm
111!!11I!f11 J// IJ ! / 1111111 I !!
Especificaciones A \VS: A 5.5 Clasificación AWS: E-9018-B3
CARACTERÍSTICAS ELÉCTRICAS Corriente Directa Polaridad-Electrodo al- (X) Positivo ( ) Negativo
POSICIÓN Mctodo de limpieza
Inicial: Entre pasos: Final:
Prccalcntamiento
J..facmata ue
IG
Cepillo y cincel Cepillo y cincel Cepillo y cincel 90°
No a lica
RANGOS CALIFICADOS
De 31.8 mm a Ilimitado Sin limite
1G,1Fy2F
Observaciones: La soldadura no presentó socavaciones y refuerzo excesivos; las imágenes rediográficas muestran discontinuidades dentro de la especificación.
Aprobó el soldador: Número de prueba: 17 Número dde ensaye: 03
(X) Sí ( ) No Conducida por. Juan Rosales N. Ejecutado por: Fdipe Ortega O.
Firma Firma
CERTIFICAMOS QUE LOS DATOS ESTABLECIDOS SON CORRECTOS Y QUE LAS SOLDADURAS FUERóN PREPARADAS, REALIZADAS Y PROBADAS DE ACUERDO CON LOS REQUERIMIENTOS DE: ESTE MANUAL.
lng. Alberto Ramos T. Nombre y firma de quién elabora Nombre y finna de quién recibe
M:m1rnl mm:i solch1r v snnervis::ir ::icero ile refuerzo

o 1mcyc
Capítulo 10 Información general
Capítulo 10.3 Ejemplo de la documentación de un PQR, WPS y calificación de soldador para unión soldada simple abocinada a traslape
REGISTRO DEL PROYECTO PROCEDIMIENTO DE SOLDADURA Condiciones reales usadas para soldar el cupón de prueba 1de3
Nombre de la empresa: Constructora XYK Número de proyecto de procedimiento de soldadura: 20 Soporte del procedimiento de soldadura: 7 Proceso(s) de soldadura: SMA W Tipo: ( X ) Manual
Fecha: 13-12-2000 Fecha: 27-12-2000 ( ) Semiautomático
Nombre del soldador: Juan Sánchez López
DISEÑO DE LA UNIÓN
Diseño: Traslape indirecta con soldadura abocinada Tipo: (X) Sencilla ( ) Doble Respaldo: (X) Sí ( ) No
Tipo (X ) Metálico ( ) No metálico Clase: Metal base
Abertura de raíz: O mm Cara de raíz: O mm Ángulo de ranura: No aplica Trabajo de raíz: ( ) Sí (X) No
Método:
METAL DE BASE
Especificaciones: B-18 a ASTM A 36 Tipo o Grado: 400 a ///////////////// Diámetro de la varilla: 25.4 mm
Ranura: Penetración de 5.0 mm simple abocinada Filete: ///////////// I ///// l / I i //// I 111I111
Equivalente de carbono: 0.65
METAL DE APORTE
Especificaciones A \VS: A5.5 Clasificación AWS: E-9018-B3
PRECALENTAMIENTO
Temperatura mínima inicial: 90º C Temperatura mínima entre pasos: 90º C
POSICIÓN
Ranura: 1 G simple abocinada Filete:////////////
Dibujo de la unión
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: CA( ) CDEP(X) CDEN( )
TÉCNICA
Pasos sencillos o múltiples (por lado): múltiples Martilleo: ( ) Sí (X )No Limpieza:
Inicial: Cepillo de alambre Entre pasos de cordones:cincel, martillo y cepillo de alambre Final:cincel, martillo y cepillo de alambre
Otros: / I ! //// 11 /// l l / l J J J / I / J / I I I 11I////I11
TRATAMIENTO TÉRMICO POST-SOLDADURA
Requiere tratamiento: ( ) Sí ( X )No Temperatura:////////////// /ll ///l ///I Tiempo: // / I / I J / I / I //// I / I / I /// I /

Información general Capítulo 10
58
2de3
REGISTRO DEL PROYECTO DE PROCEDIMIENTOS DE SOLDADURA
Condiciones reales usadas para soldar el cupón de prueba
Sección 8-B Soldadura de ranura con bisel
sencillo abocinada (acampanada)
25.4mm
L = 70mm Mínimo L 2
2
/ Placa de unión
Manual para soldar y supervisar acero de refuerzo

Capítulo 10
2 E 9018-83 3.20 mm CDEP 90-120
3 E 9018-83 3.20 mm CDEP 90-120
Notas: CDEP.- Corriente directa electrodo al positivo.
Tensión
Macroataque
Visual
Radiografia
Esfuerzo de tensión en kg/cm2
No aplica
Aceptable
A ariencia ace table Sovacado aceptable Porosidad aceptable
No aplica
~¡ 1mcyc
Información general
3 de 3
18-20 18-20
Ambas varillas presentan fusión y penetración adecuada.
Los suscritos, certiticamos que los datos establecidos en este registro son correctos y que las pruebas de las soldaduras fuerón preparadas, soldadas y ensayadas de acuerdo con: este manual.
PRUEBA CONDUCIDA POR PRUEBA ENSAYADA POR VISTO BUENO POR
José Pérez López Luis Gonzáles M. Pedro Martínez P. NOMBRE NOMBRE NOMBRE
FIRMA FIRMA FIRMA

o 1mcyc
Capítulo 10 Información general
PROCEDIMIENTO DE SOLDADURA
Nombre de la empresa: Constructora XYK Número de procedimiento de soldadura: 10
1de1
Soportado con el proyecto de procedimineto de soldadura: 20 Fecha: 27-12-2000 Fecha: 13-12-2000 ( ) Semiautomático Proceso(s) de soldadura: SMA W Tipo: ( X ) Manual
DISEÑO DE LA UNIÓN
Ranura: A traslape indirecta con soldadura abocinada Tipo: (X) Sencilla ( ) Doble Respaldo: ( X ) Sí ( ) No
Tipo (X) Metálico ( ) No metálico Clase: Metal base
Abertura de raíz: O mm Cara de raíz: O mm Ángulo de ranura: No aplica Trabajo de raíz: ( ) Sí (X) No
Método:
METAL DE BASE
Especificaciones: B-18 a ASTM A 36 Tipo o Grado: 400 a ///////////////// Diámetro de la varilla: 25.4 mm
Ranura: Penetración 5 mm a Sin límite Filete: Sin límite a Sin límite
Equivalente de carbono: 0.65 y menores
METAL DE APORTE
Especificaciones AWS: A5.5 Clasificación A WS: E-9018-B3
PRECALENTAMIENTO
Temperatura mínima inicial: 90º C Temperatura mínima entre pasos: 90° C
POSICIÓN
Ranura: Plana con soldadura abocinada simple Filete: Plana y horizontal
Dibujo de la unión
CARACTERISTICAS ELÉCTRICAS
Tipo de corriente: CA ( ) CDEP ( X ) CDEN ( ) Rango de amperaje: 90 a 120
TÉCNICA
Pasos sencillos o múltiples (por lado): Múltiples Martilleo: ( ) Sí ( X )No Limpieza:
Inicial: Cepillo de alambre Entre pasos de cordones: Cincel, martillo y cepillo de alambre Final: Cincel, martillo y cepillo de alambre
Otros: / / 11/11//111//111/I/11///1111//11 / I / !
TRATAMIENTO TÉRMICO POST-SOLDADURA
Requiere tratamiento: ( ) Sí (X )No Temperatura://// il // 1///// 1111/1////1 Tiempo: / 11 /////// l / I //// I 111111 /
t:l

~) 1mcyc
Capítulo 10 Información general
CERTIFICADO DE CALIFICACIÓN DE HABILIDAD DE SOLDADOR
Nombre de la empresa: Constructora XYK Nombre del soldador: Ernesto Sánchez Jiménez Procedimiento de soldadura: 10 Proceso(s) de soldadura: SMA\V Tipo: (X) .Manual
Fecha: 28-12-2000 Clave: EZJ Fecha: 27-12-2000 ( ) Semiautomático
Respaldo: ( X ) Sí ( ) No Tipo: Media caña de cobre
METAL DE BASE
Especificación: Tipo o Grado: Diámetro de la varilla: Ranura: Filete:
METAL DE APORTE
Especificaciones AWS: Clasificación AWS:
B-18aASTMA36 400 a /llí! 25.4 mm
Penetración de 5 mm abocinada 111I/11J/111 í! //// I //// 111I11
A5.5 E-9018-B3
CARACTERfSTICAS ELÉCTRICAS Corriente Directa Polaridad-Electrodo al- (X ) Positivo ( ) Negativo
POSICIÓN Método de limpieza
Inicial: Entre pasos: Final:
Precalentamiento
Radiogmfüi
Tensión
IG Simple abocinada
Cepillo y cincel Cepillo y cincel Cepillo y cincel
90ºC
No aplica
No aplica
RANGOS CALIFICADOS
De 5 mm a ilimitado Sin limite
lG simple abocinada l F y 2F
Macroataquc Presentan hucna fusión y a ricncia. Aceptable
Observaciones: La soldadura no presentan discontinuidades fuera de especificación.
Aprobó el soldador: Número de prueba: 24 Número dde ensaye: 08
(X) Sí ( ) No Conducida por. Juan Rosales N. Ejecutado por: Felipe Ortega O.
Firma: Firma:
CERTIFICAMOS QUE LOS DATOS ESTABLECIDOS SON CORRECTOS Y QUE LAS SOLDADURAS FUERóN PREPARADAS, REALIZADAS Y PROBADAS DE ACUERDO CON LOS REQUERIMIENTOS DE: ESTE MANUAL.
lng. Alberto Ramos T Nomllrc y finna de quién elabora Nombre y firma de quién recibe

Capítulo 10
10.4 Tabla para selecionar la prueba no destructiva aplicable de acuerdo con los cuatro tipos de uniones más comunes
Unión Métodos de prueba
PR PU PLP PPM PIV
A tope A A A A
E~ ACD A A A
ACD A A A
Traslapada ACD ACD A A
Nomenclatura:
PR: Prueba radiográfica.
PU: Prueba ultrasónica.
PLP: Prueba con líquidos penetrantes.
PPM: Prueba con partículas magnéticas.
PIV: Prueba por inspección visual.
A: Método aplicable.
ACD: Método aplicable pero con delimitantes, dependiendo de otros factores como: espesor del material, tamaño, orientación y localización de la discontinuidad
TIPO DE UNIÓN
A
A
A
A
IÍ.. 1 1 < IÍ.. w 1 Q 1
A TOPE
• °t] ~ ~ EN ESQUINA
ENT
'"" y TRASLAPADA
~
o 1mcyc
Información general
1

~' 1mcyc
Información general
•
10.5 Tabla para seleccionar el método de prueba aplicable, de acuerdo con el tipo de discontinuidades típicas
Discontinuidad Métodos de prueba
PR PU PLP PIV
Porosidad A ACD Aª 11=====
Inclusi A A NA NA
Fusión incompleta ACD A NA NA
Penetración incompleta A A NA NA
Socavado A ACD ACD CD A
Traslapes NA ACD A A ACD
Roturas ACD A Aª Ab
Laminaciones NA A Aª'c Ab,c Aª'c
Nomenclatura:
PR: Prueba radiográfica.
PU: Prueba ultrasónica.
PLP: Prueba con líquidos penetrantes.
PPM: Prueba con partículas magnéticas.
PIV: Prueba por inspección visual.
A: Método aplicable.
ACD: Método aplicable pero con delimitantes, dependiendo de otros factores como son: espesor del material, tamaño, orientación y localización de la discontinuidad.
NA: No aplicable.
a: Superficiales.
b: Superficiales y subsuperficiales.
e: En la orilla del metal base.
Capítulo 10
10.6 Tabla donde se indican las discontinuidades comúnmente encontradas en los diferentes procesos de soldadura de arco
Tipo de discontinuidades
Proceso de soldadura - ... - ¡:;- renetración s d a incompleta ocava 0 Traslape Roturas
SW-Stud Welding X X
Soldadura por arco en perno de contacto A
PA W -Plasma Are Welding X X X X
Soldadura por arco plasma.
SA W -Submerged Are Welding X X X X X y -·
Soldadura por arco sumergido.
GT A W -Gas Tungsten Are Welding X X X X
Soldadura por arco de tungsteno con gas.
GMA W -Gas Metal Are Welding X X X X X
Soldadura por arco de metal con gas.
FCA W -Flux Cored Are Welding X X X X X X X
Soldadura por arco con núcleo de fundente.
SMAW -Shielded Metal Are Welding-X X X X X X X
Soldadura por arco metálico protegido.
66 Manual para soldar y supervisar acero de refuerzo

Capítulo 10
Varilla No. en
Área nominal en cm 2
Peso en kg/m
3 29.8 0.71 0.557
4 39.9 1.27 0.996
5 50.0 1.99 1.560
6 60.0 2.87 2.250
69.7 3.87 3.034
79.8 5.07 3.975
89.8 6.42 5.033
10 99.9 7.54 6.225
12 38.l ( 1 Yi") 119.7 11.40 8.938
10.8 Tabla para seleccionar cristales para cortar y soldar
Equipo Técnica Número de sombra
Soldadura blanda 2
Soldadura fuerte 4
Hasta 25 mm Hasta l" 5
Corte 25 mm-150 mm l "-6" 6 Oxi-Gas
150 mm y más 6" y más 8
Hasta 13 mm Hasta Yi" 6
Soldadura
13 mm y más Yi" y más 8
Arco metálico protegido (SMA W) 10-12
Arco Arco de tungsteno y gas (GT A W) 12-14
Eléctrico
Arco metálico y gas (GMA W) 12-14
o 1mcyc
Información general
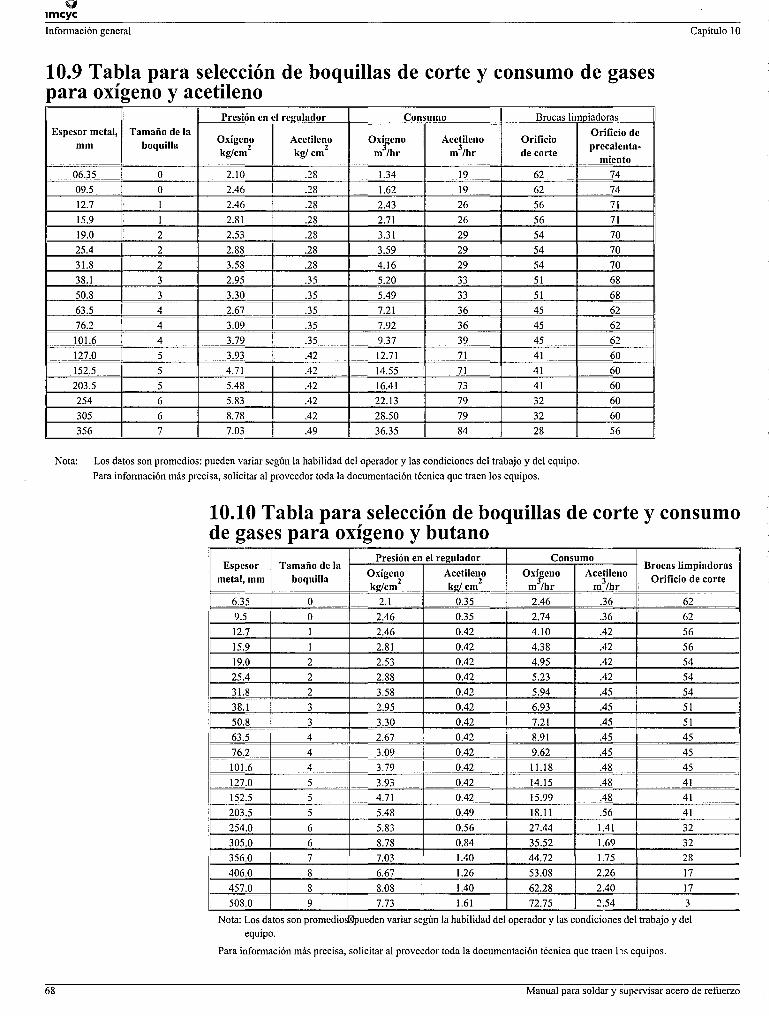
ti 1mcyc Información general Capítulo 10
10.9 Tabla para selección de boquillas de corte y consumo de gases para oxígeno y acetileno
Presió Consumo
Espesor metal, Tamaño de la Oxígen
2o Ox1:eno Acetileno Orificio
mm boquilla m
3/hr
precalenta-kg/cm m /hr de corte
miento
.35 o 2.10 1.34 19 62 74
09.5 o 2.46 1.62 19 62 74
12.7 2.46 2.43 26
15.9 2.81 2.71 26
19.0 2 2.53 .28 3.31 29
.28 3.59 29
.28
.35
.35
.35 45 62
.35 7.92 36
.35 9.37 39
.42 12.71 71
.42 14.55 71
203.5 5 5.48 .42 16.41 73
254 6 5.83 .42 22.13 79
305 6 8.78 .42 28.50 79
356 7 7.03 .49 36.35 4
Nota: Los datos son promedios: pueden variar según la habilidad del operador y las condiciones del trabajo y del equipo.
68
Para información más precisa, solicitar al proveedor toda la documentación técnica que traen los equipos.
10.10 Tabla para selección de boquillas de corte y consumo de gases para oxígeno y butano
Espesor Tamaño de la Brocas limpiadoras metal, mm boquilla Orificio de corte
6.35 o 2.46 .36 62
9.5 o 2.74 .36 62
12.7 .42 56
15.9 1 4.38 .42 56
19.0 2 4.95 .42 54
25.4 2 5.23 .42 54
31.8 2 54
38.1 3 2.95 0.42 51
3 3.30 0.42 51
4 2.67 0.42 45
4 3.09 0.42 45
4 3.79 0.42 45
5 3.93 0.42 41
4.71 0.42 41
5 5.48 0.49 41
254.0 6 5.83 0.56 32
305.0 6 8.78 0.84 35.52 1.69 32
356.0 7.03 1.40 44.72 1.75 28
406.0 6.67 6 53.08 2.26 17
457.0 8.08 1.40 62.28 2.40 17
508.0 7.73 1.61 72.75 1.54 3
Nota: Los datos son promedios!8lpueden variar según la habilidad del operador y las condiciones del trabajo y del equipo.
Para información más precisa, solicitar al proveedor toda la documentación técnica que traen l 1s equipos.
Manual para soldar y supervisar acero de refuerzo

o 1mcyc
Capítulo 10 Información general
10.11 Tabla de conversión de temperaturas entre ºF y ºC
ºC a ºF ºC a ºF
-23.3 -10 14.0 71 160 320 -20.6 -5 23.0 82 180 356 -17.8 o 32.0 93 200 392 -16.7 2 35.6 100 212 413 -15.6 4 39.2 104 220 428 -14.4 6 42.8 116 240 464 -13.3 8 46.4 127 260 500 -12.2 10 50.0 138 280 536 -11.1 12 53.6 149 300 572 -10.0 14 57.2 160 320 608 -8.9 16 60.8 171 340 644 -7.8 18 64.4 182 360 680 -6.7 20 68.0 193 380 716 -5.6 22 71.6 204 400 752 -4.4 24 75.2 216 420 788 -3.3 26 78.8 227 440 824 -2.2 28 82.4 238 460 860 -1.1 30 86.0 249 480 896 o.o 32 89.6 260 500 932 1.1 34 93.2 271 520 968 2.2 36 96.8 282 540 1004 3.3 38 100.4 293 560 1040 4.4 40 104.0 304 580 1076 5.6 42 107.6 316 600 1112 6.7 44 111.2 327 620 1148 7.8 46 114.8 338 640 1184 8.9 48 118.4 349 660 1220 10.0 50 122.0 360 680 1256 11. l 52 125.6 371 700 1292 12.2 54 129.2 382 720 1328 13.3 56 132.8 393 740 1364 14.4 58 136.4 404 760 1400 15.6 60 140.0 416 780 1436 16.7 62 143.6 427 800 1472 17.8 64 147.2 438 820 1508 18.9 66 150.8 449 840 1544 20.0 68 154.4 460 860 1580 21.1 70 158.0 471 880 1616 22.2 72 161.6 482 900 1652 23.3 74 165.2 493 920 1688 24.4 76 168.8 504 940 1724 25.6 78 172.4 516 960 1760 26.7 80 176.0 527 980 1796 27.8 82 179.6 538 1000 1832 28.9 84 183.2 566 1050 1922 30.0 86 186.8 593 1100 2012 31.1 88 190.4 621 1150 2102 32.2 90 194.0 649 1200 2192 33.3 92 197.6 677 1250 2282 34.4 94 201.2 704 1300 2372 35.6 96 204.8 732 1350 2462 36.7 98 208.4 760 1400 2552 37.8 100 212.0 788 1450 2642 49.0 120 248.0 816 1500 2732 60.0 140 284.0
En la columna "a" se lee la temperatura conocida en ºF ó ºC, y según la conversión que se desee se obtiene a la derecha ºC y a la izquierda ºF. Ejemplo: para convertir46ºC a ºF, se lee en la columna "a" 46 y a la derecha se obtiene la temperatura equivalente en ºF, que es 114.SºF.
Manual nara soldar v sunervisar acero de refuerzo 69

Capítulo 10 Información general
10.12 Tabla de conversión de pulgadas a milímetros y viceversa
Pulg o 1116 118 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/16
o .o 1.6 3.2 4.8 6.4 7.9 9.5 11.l 12.7 14.3 15.9 17.5 19.1 20.6 22.2 23.8 1 25.4 27.0 28.6 30.2 31.8 33.3 34.9 36.5 38.1 39.7 41.3 42.9 44.5 46.0 47.6 49.2 2 50.8 52.4 54.0 55.6 57.2 58.7 60.3 61.9 63.5 65.l 66.7 68.3 69.9 71.4 73.0 74.6 3 76.2 77.8 79.4 81.0 82.6 84.1 85.7 87.3 88.9 90.5 92.1 93.7 95.3 96.8 98.4 100.0 4 101.6 103.2 104.8 106.4 108.0 109.5 111.1 112.7 114.3 115.9 117.5 119.1 120.7 122.2 123.8 125.4
5 127.0 128.6 130.2 131.8 133.4 134.9 136.5 138.1 139.7 141.3 142.9 144.5 146.1 147.6 149.2 150.8 6 152.4 154.0 155.6 157.2 158.8 160.3 161.9 163.5 165.l 166.7 168.3 169.9 171.5 173.0 174.6 176.2 7 177.8 179.4 181.0 182.6 184.2 185.7 187.3 188.9 190.5 192.l 193.7 195.3 196.9 198.4 200.0 201.6 8 203.2 204.8 206.4 208.0 209.6 211.1 212.7 214.3 215.9 217.5 219.l 220.7 222.3 223.8 225.4 227.0 9 228.6 230.2 231.8 233.4 235.0 236.5 238.1 239.7 241.3 242.9 244.5 246.l 247.7 249.2 250.8 252.4
10 254.0 255.6 257.2 258.8 260.4 261.9 263.5 265.1 266.7 268.3 269.9 271.5 273.l 274.6 276.2 277.8 11 279.4 281.0 282.6 284.2 285.8 287.3 288.9 290.5 292.l 293.7 295.3 296.9 298.5 300.0 301.6 303.2 12 304.8 306.4 308.0 309.6 311.2 •312.7 314.3 315.9 317.5 319.l 320.7 322.3 232.9 325.4 327.0 328.6 13 330.2 331.8 333.4 335.0 336.6 338.l 339.7 341.3 342.9 344.5 346.l 347.7 349.3 350.8 352.4 354.0 14 355.6 357.2 358.8 360.4 362.0 363.5 365.l 366.7 368.3 369.9 371.5 373.l 374.7 376.2 377.8 379.4
15 381.0 382.6 384.2 385.8 387.4 388.9 390.5 392.l 393.7 395.3 396.9 398.5 400.1 401.6 403.2 404.8 16 406.4 408.0 409.6 411.2 412.8 414.3 415.9 417.5 419.l 420.7 422.3 423.9 425.5 427.0 428.6 430.2 17 431.8 433.4 435.0 436.6 438.2 439.7 441.3 442.9 444.5 446.1 447.7 449.3 450.9 452.4 454.0 455.6 18 457.2 458.8 460.4 462.0 463.6 465.1 466.7 468.3 469.9 471.5 473.1 474.7 476.3 477.8 479.4 481.0 19 482.6 484.2 485.8 487.4 489.0 490.5 492.l 493.7 495.3 496.9 498.5 500.l 501.7 503.2 504.8 506.4
20 508.0 509.6 511.2 512.8 514.4 515.9 517.5 519.l 520.7 522.3 523.9 525.5 527.l 528.6 530.2 531.8 21 533.4 535.0 536.6 538.2 539.8 541.3 542.9 544.5 546.l 547.7 549.3 550.9 552.5 554.0 556.6 557.2 22 558.8 560.4 562.0 536.6 565.2 566.7 568.3 569.9 571.5 573.l 574.7 576.3 577.9 579.4 581.0 582.6 23 584.2 585.8 587.4 589.0 590.6 592.l 593.7 595.3 596.9 598.5 600.1 601.7 603.3 604.8 606.4 608.0 24 609.6 611.2 612.8 614.4 616.0 617.5 619.l 620.7 622.3 623.9 625.5 627.1 628.7 630.2 631.8 633.4
25 635.0 636.6 638.2 639.8 641.4 642.9 644.5 646.l 647.7 649.3 650.9 652.5 654.l 655.6 657.2 658.8 26 660.4 662.0 663.6 665.2 666.8 668.3 649.9 671.5 673.l 674.7 676.3 677.9 679.5 681.0 682.6 684.2 27 685.8 687.4 689.0 690.6 692.2 693.7 695.3 696.9 698.5 700.1 701.7 703.3 704.9 706.4 708.0 709.6 28 711.2 712.8 714.4 716.0 717.6 719.l 720.7 722.3 723.9 725.5 727.l 728.7 730.3 731.8 733.4 735.0 29 736.6 738.2 739.8 714.4 743.0 744.5 716.1 747.7 749.3 750.9 752.5 754.l 755.7 757.2 758.8 760.4
30 762.0 763.6 765.2 766.8 768.4 769.9 771.5 773.l 774.7 776.3 777.9 779.5 781.1 782.6 784.2 785.8 31 787.4 789.0 790.6 792.2 793.8 795.3 796.9 798.5 800.l 801.7 803.3 804.9 806.5 808.0 809.6 811.2 32 812.8 814.4 816.0 817.6 819.2 820.7 822.3 823.9 825.5 827.l 828.7 830.3 831.9 833.4 835.0 836.6 33 838.2 839.8 841.4 843.0 844.6 846.1 847.7 849.3 850.9 852.5 854.l 855.7 857.3 858.8 860.4 862.0 34 863.6 865.2 866.8 868.4 870.0 871.5 873.l 874.7 876.3 877.9 879.5 881.l 882.7 884.2 885.8 887.4
35 889.0 890.6 892.2 893.8 895.4 896.9 898.5 900.l 901.7 903.3 904.9 906.5 908.1 909.6 911.2 912.8 36 814.4 916.0 917.6 919.2 920.8 922.3 923.9 925.5 927.l 928.7 930.3 931.9 933.5 935.0 936.6 938.2 37 939.8 941.4 943.0 944.6 946.2 947.7 949.3 950.9 925.5 954.l 955.7 957.3 958.9 960.4 969.2 936.6 38 965.2 966.8 968.4 970.0 971.6 973.1 974.7 976.3 977.9 979.5 981.l 982.7 984.3 985.87 987.4 989.0 39 990.6 992.2 993.8 995.4 997.0 998.5 1000.l 1001.7 1003.3 1004.9 1006.5 1008.l 1109.7 1011.2 1012.8 1014.4
40 1016.0 1017.6 1019.2 1020.8 1022.4 1023.9 1025.5 1027.l 1028.7 1030.3 1031.9 1033.5 1035.l 1036.6 1038.2 1039.8 41 1041.4 1043.0 1044.6 1046.2 1047.8 1049.3 1050.9 1052.5 1054.l 1055.7 1057.3 1058.9 1060.5 1062.0 1063.6 1065.2 42 1066.8 1068.4 1070.0 1071.6 1073.2 1074.7 1076.3 1077.9 1079.5 1081.1 1082.7 1084.3 1085.9 1087.4 1089.0 1090.6 43 1092.2 1093.8 1095.4 1097.0 1098.6 1100.l 1101.7 1103.3 1104.9 1106.5 1108.1 1109.7 1111.3 1112.8 1114.4 1116.0 44 1117.6 1119.2 1120.8 1122.4 1124.0 1125.5 1127.l 1128.7 1130.3 1131.9 1113.5 1135.l 1136.7 1138.2 1139.8 1141.4
45 1143.0 1144.6 1146.2 1147.8 1149.4 1150.9 1152.5 1154.1 1155.7 1157.3 1158.9 1160.5 1162.1 1163.6 1165.2 1166.8 46 1168.4 1170.0 1171.6 1173.2 1174.8 1176.3 1177.9 1179.5 1181.1 1182.7 1184.3 1185.9 1187.5 1189.0 1190.6 1192.2 47 1193.8 1195.4 1197.0 1198.6 1200.2 1201.7 1203.3 1204.9 1206.5 1208.1 1209.7 1211.3 1212.9 1214.4 1216.0 1217.6 48 1219.2 1220.8 1222.4 1224.0 1225.6 1227.l 1228.7 1230.3 1231.9 1233.5 1235.1 1236.7 1238.3 1239.8 1241.4 1243.0 49 1244.6 1246.2 1247.8 1249.4 1251.0 1252.5 1254.l 1255.7 1257.3 1258.9 1260.5 1262.l 1263.7 1265.2 1267.8 1268.4
50 1270.0 1271.6 1273.2 1274.8 1276.4 1277.9 1279.5 1281.1 1282.7 1284.3 1285. 1287.5. 1289.l 1290.6 1292.2 1293.

Bibliografía
ANSI/A WS Dl.1-2000
Structural Welding Code Steel l 7a. Ed. American Welding Society
ASNI/AWS Dl.4-98
Structural Welding Code Reinforcing Steel 5a. ed. American Welding Society.
ANSI/A WS A3.0-94
Standard Welding Terms and Definitions American Welding Society.
ANSI/ A WS A2.4-86
Standard Symbols for Welding, Brazing and Nondestructive Examination American Welding Society.
ANSI/A WS Bl.10-1999
Guide for the Nondestructive Examination ofWelds American Welding Society.
ANSI/A WS Bl.11-2000
Guide for the Visual Examination of Welds American Welding Society.
ANSI/AWS A5.1-91
Specification for Carbon Steel Electrodes for Shielded Metal Are W elding American W elding Society
ANSI/ A WS A5.5-96
Specification for Low-Alloy Steel Electrodes for Shielded Metal Are W elding American W elding Society
ASTMA615
Standard Specification for Deformed and Plain Billet-Steel Bars F or Concrete Reinforcement
ASTMA616
Standard Specification for Rail-Steel Deformed and Plain Bars F or Concrete Reinforcement
Manual para soldar y supervisar acero de refuerzo
ASTMA617
Standard Specification for Axle-Steel Deformed and Plain Bars For Concrete Reinforcement
ASTMA 706
Standard Specification for Low-Alloy Steel Deformed Bars For Concrete Reinforcement
Welding Processes
Welding Handbook 8a. ed., vol. 2 American Welding Society
NMX-H-121-1988
Procedimientos de Soldadura Estructural para Acero de Refuerzo.DGN, Secretaría de Economía, México.
NMX-B-6-1988
Varillas corrugadas y lisas de acero, procedentes de lingote o palanquilla, para refuerzo de concreto. DGN, Secretaría de Economía, México.
NMX-B-18-1988
Varillas corrugadas y lisas de acero, procedentes de riel, para refuerzo de concreto. DGN, Secretaría de Economía, México.
NMX-B-32-1988
Varillas corrugadas y lisas de acero, procedentes de ejes, para refuerzo de concreto. DGN, Secretaría de Economía, México.
NMX-B-457-1988
Varillas corrugadas y lisas de acero de baja aleación, procedentes de lingote o palanquilla para refuerzo de concreto. DGN, Secretaria de Economía, México.
Normas Técnicas Complementarias Para Diseño y Construcción de Estructuras de Concreto-1996
Gaceta Oficial del Gobierno del Distrito Federal, México.
72

INSTITUTO MEXICANO DEL CEMENTO Y DEL CONCRETO, A.C.
Insurgentes Sur 1846, Col. Florida, Delegación Álvaro Obregón ,
C.P. 01030 , México, D.F.
Tel: (01 55) 5322 5740 Fax: (01 55) 5322 5741
[email protected] www.imcyc.com