manual de maquina prensadora
TRANSCRIPT
1
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Manual delOperadorIndice
Instrucciones de Seguridad ...................................... 2
Especificaciones ....................................................... 3
Accesorios ................................................................ 3
Preparación e Instalación ......................................... 3
Instrucciones de Operación .......................................
Carga y descarga de mordazas ........................ 4
Operación del teclado ..................................... 4-5
Introducción de un número en el display .......... 5
Guardando un número que apareceen el display ....................................................... 5Recuperación de una cantidad guardadaen el display ....................................................... 5
Parada de Retracción Programable ......................... 5
Tope Trasero Ajustable ............................................ 5
Procedimientos de Prensado ................................... 6
Calibración ................................................................ 7
Mantenimiento
Intervalos ............................................................ 8
Procedimientos de Mantenimiento de la Máquina ... 8
Procedimientos de Mantenimientode las Mordazas .................................................. 8
Guía para la identificación de problemas ................ 9
Componentes de la prensadora ........................ 10-11
Componentes de la mordaza ............................ 12-13
Planos esquemáticos del sistema eléctrico ...... 14-15
Planos esquemáticos del sistema hidráulico ......... 15
FT1390-500
Máquina PrensadoraProCrimp TM 1390Aeroquip
2
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
ADVERTENCIASi las instrucciones y limitaciones de losprocedimientos y productos de Aeroquip
no son respetadas, podrían producir fallas prematurasen los ensambles de mangueras, con los consiguientesdaños materiales y lesiones graves, incluyendo la muerte.
Las tolerancias de las conexiones (acoples) Aeroquiphan sido diseñadas para adaptarse a las tolerancias delas mangueras Aeroquip. El uso de conexiones (acoples)Aeroquip con mangueras de otros fabricantes y/o el usode mangueras Aeroquip con conexiones (acoples) deotros fabricantes puede formar ensambles deficientes yno es recomendado ni autorizado por Aeroquip.
Lea y comprenda el manual del usuario y/o del operadorantes de intentar manejar cualquier tipo de equipo.
Aeroquip renuncia a toda responsabilidad u obligación(incluyendo daños contingentes, incidentales yconsiguientes) que surjan a consecuencia o de unincumplimiento de contrato o garantía, o bien comoreclamaciones de daños legales (incluyendo las denegligencia y las de responsabilidad por riesgo creado) uotras tesis legales referentes al uso de mangueras,conexiones (acoples) o equipos de ensamble Aeroquipcon conexiones (acoples), mangueras y accesorios deotros fabricantes o en el caso de no respetarse lasinstrucciones del producto para cada ensamble demanguera especificado.
Instrucciones de Seguridad
1. EVITE EL MANEJO POR PERSONAS NOAUTORIZADAS. No permita que nadie maneje esteequipo sin que antes lea y comprenda todo el contenidode este manual.
2. USE ANTEOJOS DE SEGURIDAD.
3. EVITE LOS PUNTOS PELIGROSOS. No apoye su manoen el anillo prensador. Mantenga las manos alejadas detodas las partes móviles. No permita que nadie, fueradel operador, se acerque al equipo mientras estáfuncionando.
4. CUIDE LOS DADOS. Los dados que se usan en lamáquina prensadora FT1390 son de acero templado,ofreciendo la mejor combinación de robustez y resistenciaal desgaste para una larga duración. Los dadostemplados son generalmente quebradizos, y se debetener cuidado para evitar cualquier golpe fuerte. Nuncagolpear un dado con un instrumento endurecido.
5. USE SOLAMENTE PRODUCTOS AEROQUIPESPECIFICADOS. Haga los ensambles de manguerausando solamente la manguera y las conexiones(acoples) Aeroquip especificados para este equipo deensamble.
6. VERIFIQUE LOS DIAMETROS CORRECTOS DEPRENSADO. Inspeccione y verifique los diámetroscorrectos de prensado de todas las conexiones (acoples)después del prensado. No ponga en servicio ningúnensamble de manguera si los diámetros de prensado nocumplen con las especificaciones de prensado deAeroquip.
7. Cerciórese que todos los dados estén totalmente en sulugar y que la mordaza esté bien colocada en la placa depresión.
8. NO APLIQUE PRESION EXCESIVA. No exceda lapresión hidráulica de 10.000 psi suministrada a lamáquina. Este valor es predeterminado en la fábrica yno requiere ajustes.
NOTA: Todos los componentes usados para conectar labomba y el cilindro prensador deben ceñirse a los criteriosestablecidos la Especificación No. IJ100 del Instituto deManejo de Materiales (Material Handling Institute, EE.UU.)para aplicaciones de tracción o compresión por mediode gatos hidráulicos.
9. CAMBIO DE MORDAZAS. No inserte/extraiga lasmordazas mientras la corriente eléctrica está conectada.
10. SUJETE EL EQUIPO A UNA SUPERFICIE DE TRABAJOESTABLE. Antes de iniciar la operación, sujete la máquinaprensadora a una superficie de trabajo estable paraimpedir que el equipo se ladee o vuelque.
11. DESENCHUFE LA FUENTE DE ELECTRICIDADCUANDO NO ESTE EN USO.
12. MANTENGA LIMPIA SU AREA DE TRABAJO. Las áreasy bancos de trabajo desordenados exponen a accidentes.
3
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Preparación e Instalación1. Instale la máquina prensadora ProCrimp 1390 Aeroquip
empotrada en el piso utilizando los agujeros provistosen las esquinas de la base de la máquina.
2. Quite el tapón del orificio de ventilación del depósitohidráulico y reemplácelo con la tapa de ventilación quese suministra con la máquina.
PRECAUCION: Si no se cambia este tapónse causará cavitación y dañará el mecanismode bombeo. Apriete la tapa de ventilación amano.
PRECAUCION: Suministre corriente eléctricacon un circuito dedicado (de acuerdo a losrequerimientos eléctricos de la máquinaprensadora) para eliminar toda posibilidad deque ocurra una situación de bajo voltaje.
4. Nunca use un cable de extensión. Siempre enchufe lamáquina directamente al tomacorriente.
EspecificacionesEléctricas:
FT1390-115 ........... circuito AC de 110 a 120 voltios,monofásica, 60 Hz con un mínimo de 20 A
FT1390-23050 ....... circuito AC de 220 a 240 voltios,monofásica, 50 Hz con un mínimo de 15 A
FT1390-23060 ....... circuito AC de 208 a 240 voltios,monofásica, 60 Hz con un mínimo de 15 A
Dimensiones de la Máquina Prensadora :
Ancho ................ 73.7 cm. (29”)Profundidad ....... 71.1 cm. (28”)Altura ................. 124.5 cm. (49”)Peso .................. 375kg. (825 libras)
Capacidad de Prensado:
• Todas las mangueras trenzadas y en espiralMatchMate Plus” Aeroquip hasta el tamaño rayal -32
• Tipo plano en campo hasta -16• Tipo barril en campo hasta -20• Plano tipo pelado externo para 1y2 trenzas de alambre
hasta -32• Plano tipo pelado externo para 4 espirales de alambre
hasta -32• Conexiones (aeoples) para pelado interno• Conexiones (acoples) para mangueras de aire
acondicionado• Conexiones (acoples) prensables tipo plano OTC
(sobre la cubierta) o prensables tipo lata de cervezaOTC (sobre la cubierta)
NOTA: Para prensar las mangueras tipo 2807, 2808, FC186,FC465, FC469 y FC505 se requiere un tope trasero de paradapositiva.
Accesorios
Gabinete para Guardar las Mordazas
Aeroquip recomienda guardar las mordazas en un lugarlibre de polvo o suciedad. Se ofrece un gabinete opcionalpara montar en la pared con capacidad para guardar nuevemordazas.
No. de Parte ............................................................. FT1283
Mordazas
No. de Parte ........................................... FT1307-200-M070........................................... FT1307-200-M090........................................... FT1307-200-M120........................................... FT1307-200-M150........................................... FT1307-200-M180........................................... FT1307-200-M210........................................... FT1307-200-M240........................................... FT1307-200-M280........................................... FT1307-200-M320........................................... FT1307-200-M370........................................... FT1307-200-M420........................................... FT1307-200-M465........................................... FT1307-200-M520........................................... FT1307-200-M550........................................... FT1307-200-M570........................................... FT1307-200-M630........................................... FT1307-200-M690
Se necesitan mordazas adicionales para las mangueras depelado interno y de aplicaciones especiales.
3.
4
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Instrucciones de OperaciónCarga y Descarga de las Mordazas
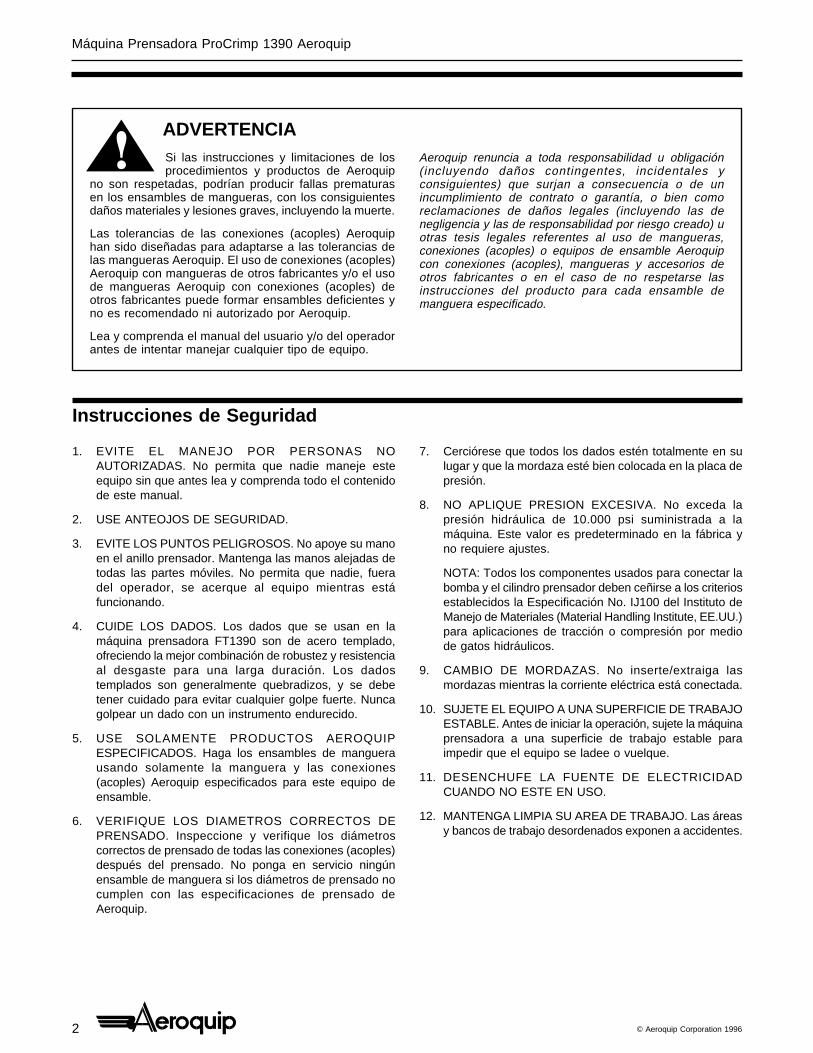
Para instalar la mordaza, oprima sin soltar el interruptorRETRACT (RETRAER) hasta que el cilindro prensadorllegue a la posición de “retracción máxima” y se detenga.La mordaza se puede insertar o desmontarse en estaposición (Ver la figura 1.) NOTA: Para minimizar el tiempodel ciclo durante el funcionamiento normal, es posibleprogramar la prensadora ProCrimp 1390 Aeroquip para quepare antes de llegar a la retracción máxima. Esto reduce eltiempo del ciclo de prensado. Posiblemente no se podráextraer la mordaza. Siempre que se oprime sin soltar elinterruptor RETRACT (RETRAER) el cilindro llega hasta laposición de retracción máxima. Vea las instrucciones en lapágina 5.
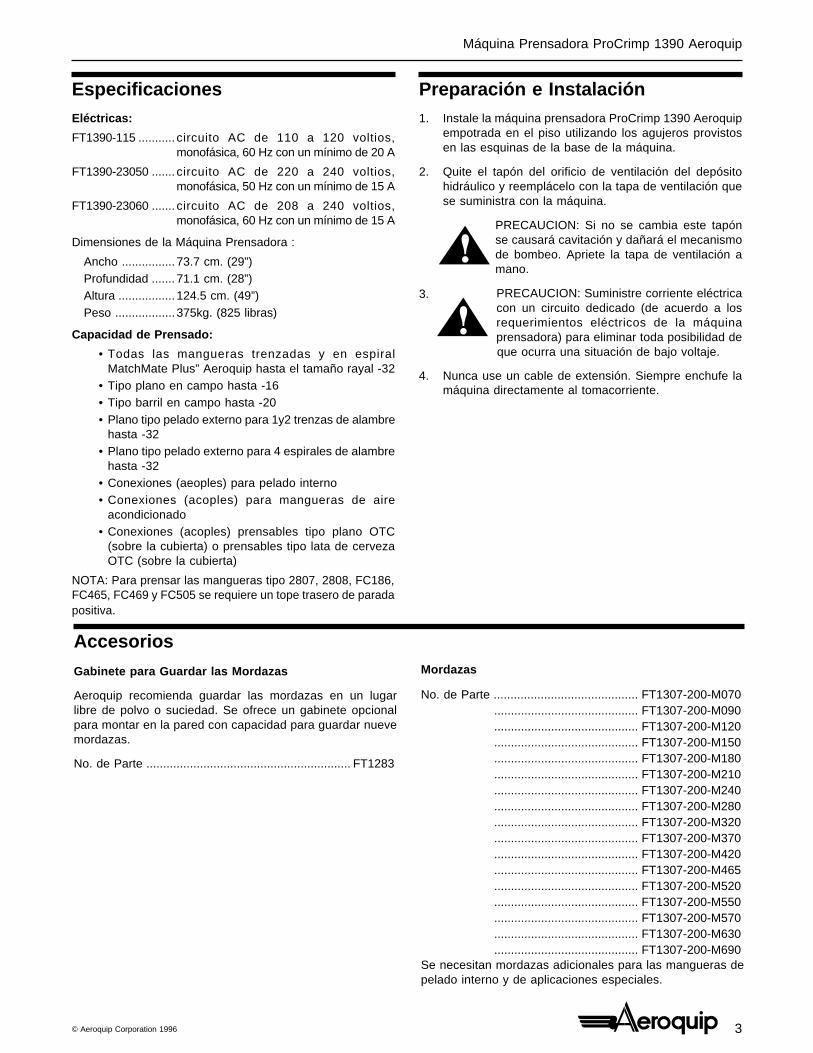
PRECAUCION: La figura 2 muestra unamordaza mal instalada. Cuando se insertacorrectamente, la mordaza queda al ras contrala placa de presión. Si la mordaza quedainclinada con respecto a la placa de presión,levántela y alíneala correctamente.
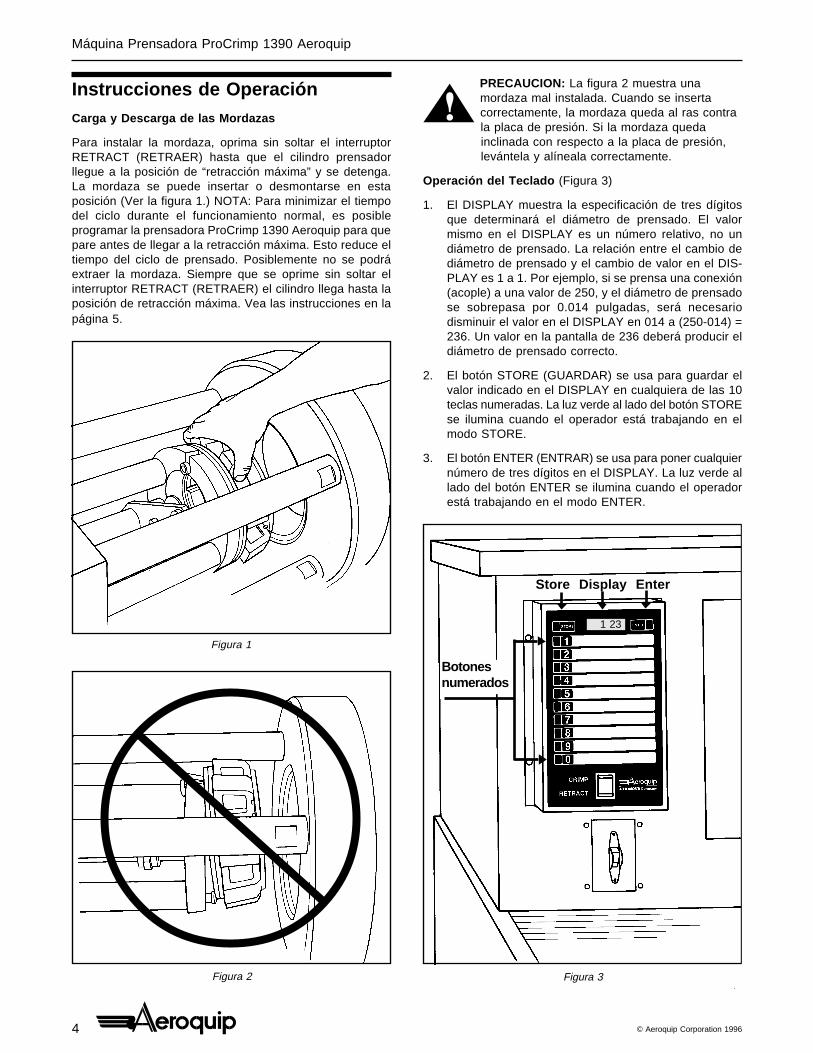
Operación del Teclado (Figura 3)
1. El DISPLAY muestra la especificación de tres dígitosque determinará el diámetro de prensado. El valormismo en el DISPLAY es un número relativo, no undiámetro de prensado. La relación entre el cambio dediámetro de prensado y el cambio de valor en el DIS-PLAY es 1 a 1. Por ejemplo, si se prensa una conexión(acople) a una valor de 250, y el diámetro de prensadose sobrepasa por 0.014 pulgadas, será necesariodisminuir el valor en el DISPLAY en 014 a (250-014) =236. Un valor en la pantalla de 236 deberá producir eldiámetro de prensado correcto.
2. El botón STORE (GUARDAR) se usa para guardar elvalor indicado en el DISPLAY en cualquiera de las 10teclas numeradas. La luz verde al lado del botón STOREse ilumina cuando el operador está trabajando en elmodo STORE.
3. El botón ENTER (ENTRAR) se usa para poner cualquiernúmero de tres dígitos en el DISPLAY. La luz verde allado del botón ENTER se ilumina cuando el operadorestá trabajando en el modo ENTER.
Figura 2
Figura 1
Figura 3
1 23
Store Display Enter
Botonesnumerados
5
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
4. Las teclas numeradas tienen dos funciones:
a. En el modo ENTER (ENTRAR), su valor numéricoes registrado en el DISPLAY.
b. En el modo STORE (GUARDAR), actúan como 10diferentes posiciones de memoria en las cuales sepuede almacenar o guardar un valor del DISPLAY.
Cómo Entrar un Número en el DISPLAY
1. Encienda el interruptor de control ubicado debajo delteclado. El DISPLAY se iluminará para indicar que seha conectado la corriente eléctrica.
2. Oprima el botón ENTER (ENTRAR). (La luz verde allado del botón ENTER se iluminará.)
3. Oprima tres botones numéricos. (Si pasan más de tressegundos entre cada botón, el DISPLAY regresa alvalor anterior.) Después de oprimido el tercer botón, elDISPLAY permanecerá y la luz verde al lado del botónENTER se apagará.
4. La FT1390 ahora está preparada para prensar según elvalor indicado en el DISPLAY.
Cómo Guardar un Número del DISPLAY como un ValorPredeterminado
1. Ingrese el número de tres dígitos como se describe enel procedimiento anterior.
2. Oprima el botón STORE (GUARDAR). (La luz verde allado del botón STORE se iluminará.)
3. Oprima sin soltar uno de cualquiera de los 10 botonesnuméricos durante tres segundos. (Después de los tressegundos, la luz verde al lado del botón oprimido seiluminará, indicando que el valor del DISPLAY fueregistrado o guardado en ese botón.)
Cómo Reintrodueir un Valor Predeterminado al DISPLAY
1. Asegúrese que las luces de STORE y ENTER esténapagadas. (Si una está encendida, se apagará en cincosegundos si no se toca el teclado.)
2. Oprima el botón numérico que tiene el valor guardadopara un tipo de manguera y conexión (acople)determinado. Ese valor aparecerá entonces en el DIS-PLAY y la luz al lado del botón numérico se iluminará.
Parada de Retracción Programable
1. Utilizando el interruptor Crimp/Retract (Prensar/Retraer),coloque el cilindro en la posición donde desea que paredurante la retracción.
2. Oprima sin soltar el botón ENTER hasta que la luzverde al lado del botón se apague (aproximadamentetres segundos). Ahora, el cil indro detendráautomáticamente su retracción en esta posición hastaque se determiné otra posición o hasta que se apaguela máquina prensadora.
NOTA: Siempre que se oprime sin soltar el interruptorRETRACT (RETRAER) el cilindro llega hasta la posición deretracción máxima. Esto no cambiará ni borrará la paradade retracción programada.
NOTA: Si se apaga y se vuelve a encender la máquinaprensadora se borra la posición de parada de retracciónprogramada.
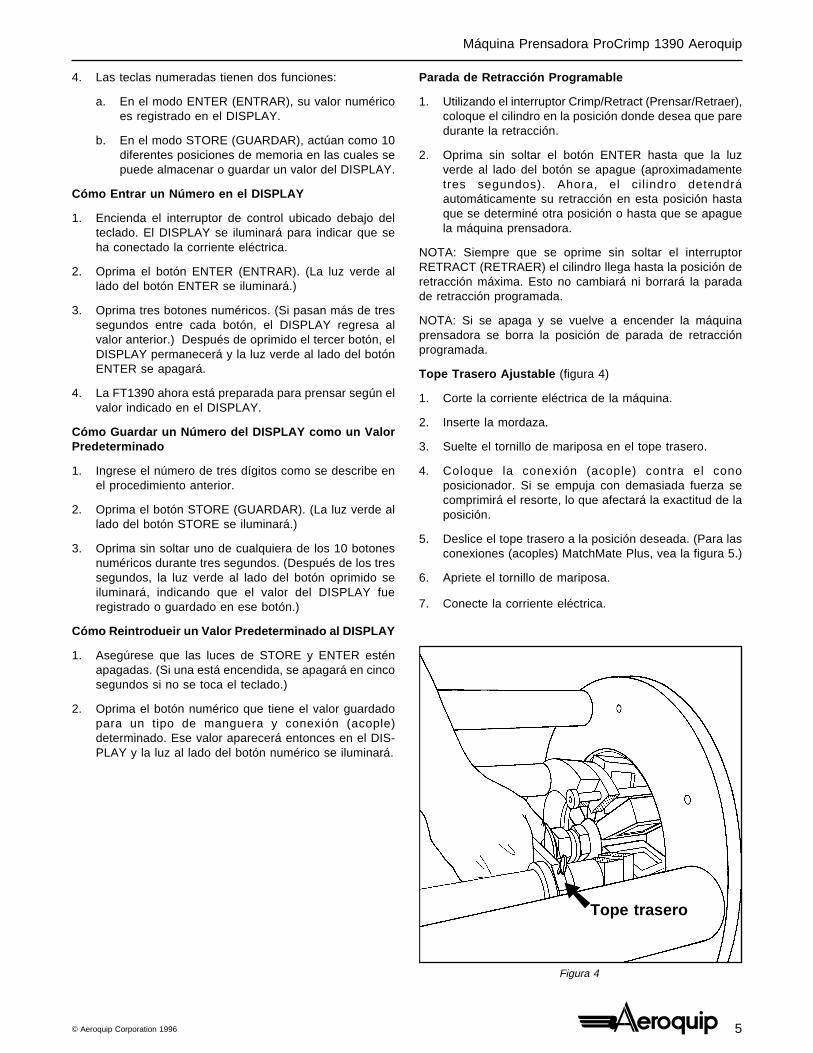
Tope Trasero Ajustable (figura 4)
1. Corte la corriente eléctrica de la máquina.
2. Inserte la mordaza.
3. Suelte el tornillo de mariposa en el tope trasero.
4. Coloque la conexión (acople) contra el conoposicionador. Si se empuja con demasiada fuerza secomprimirá el resorte, lo que afectará la exactitud de laposición.
5. Deslice el tope trasero a la posición deseada. (Para lasconexiones (acoples) MatchMate Plus, vea la figura 5.)
6. Apriete el tornillo de mariposa.
7. Conecte la corriente eléctrica.
Figura 4
➚Tope trasero
6
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Procedimientos de Prensado
Para la información completa y detallada de lasespecificaciones de prensado de cada tipo de manguera yconexión (acople), consulte el boletín de especificacionesde prensado de Aeroquip.
1. Retraiga el cilindro oprimiendo el interruptor RETRACThasta que esté completamente retraído. Escoja la mordazaadecuada en base a lo indicado en el boletín actual deespecificaciones de prensado de Aeroquip. Inserte lamordaza en la placa de presión (vea la figura 1.)
2. Oprima el botón numérico (PREDETERMINADO)correspondiente al valor indicado en el DISPLAY. (Veael ejemplo.) Aeroquip tiene disponibles las tablas deespecificaciones predeterminadas para MatchMate Plusy MatchMate BLUE”.
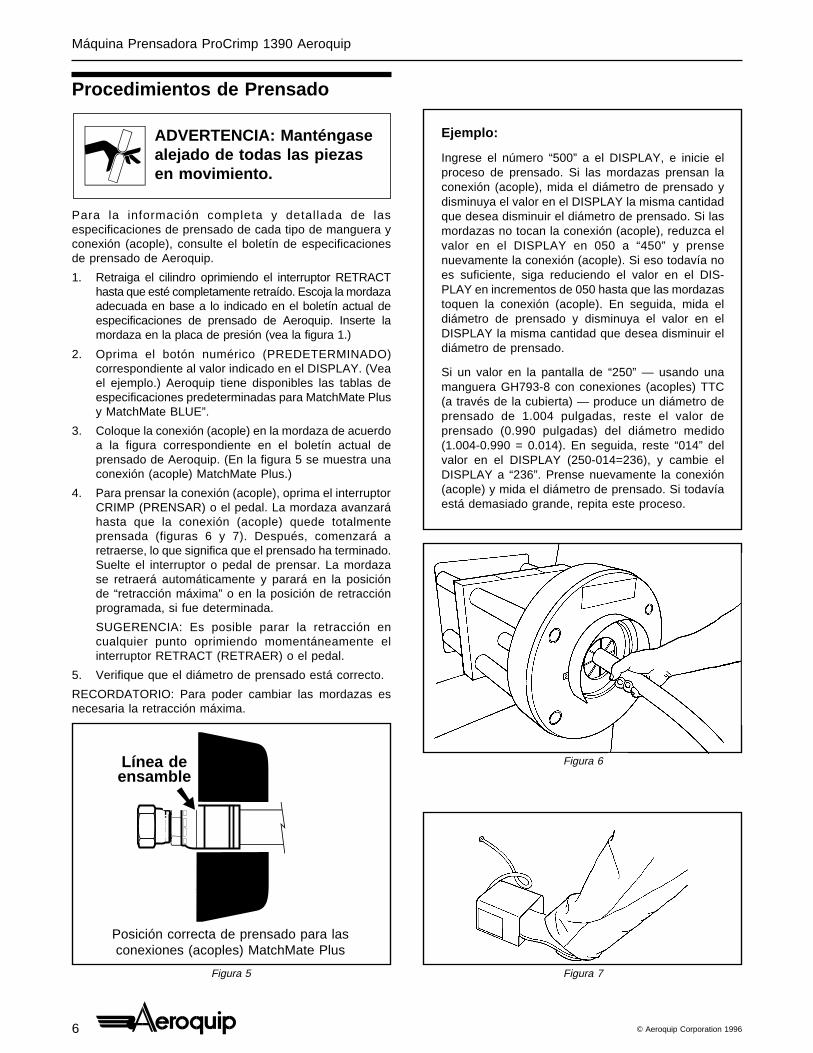
3. Coloque la conexión (acople) en la mordaza de acuerdoa la figura correspondiente en el boletín actual deprensado de Aeroquip. (En la figura 5 se muestra unaconexión (acople) MatchMate Plus.)
4. Para prensar la conexión (acople), oprima el interruptorCRIMP (PRENSAR) o el pedal. La mordaza avanzaráhasta que la conexión (acople) quede totalmenteprensada (figuras 6 y 7). Después, comenzará aretraerse, lo que significa que el prensado ha terminado.Suelte el interruptor o pedal de prensar. La mordazase retraerá automáticamente y parará en la posiciónde “retracción máxima” o en la posición de retracciónprogramada, si fue determinada.
SUGERENCIA: Es posible parar la retracción encualquier punto oprimiendo momentáneamente elinterruptor RETRACT (RETRAER) o el pedal.
5. Verifique que el diámetro de prensado está correcto.
RECORDATORIO: Para poder cambiar las mordazas esnecesaria la retracción máxima.
Figura 7Figura 5
Ejemplo:
Ingrese el número “500” a el DISPLAY, e inicie elproceso de prensado. Si las mordazas prensan laconexión (acople), mida el diámetro de prensado ydisminuya el valor en el DISPLAY la misma cantidadque desea disminuir el diámetro de prensado. Si lasmordazas no tocan la conexión (acople), reduzca elvalor en el DISPLAY en 050 a “450” y prensenuevamente la conexión (acople). Si eso todavía noes suficiente, siga reduciendo el valor en el DIS-PLAY en incrementos de 050 hasta que las mordazastoquen la conexión (acople). En seguida, mida eldiámetro de prensado y disminuya el valor en elDISPLAY la misma cantidad que desea disminuir eldiámetro de prensado.
Si un valor en la pantalla de “250” — usando unamanguera GH793-8 con conexiones (acoples) TTC(a través de la cubierta) — produce un diámetro deprensado de 1.004 pulgadas, reste el valor deprensado (0.990 pulgadas) del diámetro medido(1.004-0.990 = 0.014). En seguida, reste “014” delvalor en el DISPLAY (250-014=236), y cambie elDISPLAY a “236”. Prense nuevamente la conexión(acople) y mida el diámetro de prensado. Si todavíaestá demasiado grande, repita este proceso.
Figura 6
Posición correcta de prensado para lasconexiones (acoples) MatchMate Plus
Línea deensamble➚
ADVERTENCIA: Manténgasealejado de todas las piezasen movimiento.
7
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Ejemplo de Calibración:
Prense un socket 1SB4 y mida cuatro diámetros deprensado alrededor del socket. Digamos, por ejemplo,que los diámetros miden 0.692, 0.693, 0.694 y 0.694pulgadas. Para obtener el diámetro promedio, sume loscuatro diámetros y divida el total de la suma por 4.
(.692+.693+.694+.694) = 2.773 = 0.69325 = 0.6934 4
(redondee a la milésimamás próxima)
En la columna de diámetro de prensado en la Tabla A,busque el diámetro promedio. Si está entre dos números,como sucedió con éste, interpole el valor deseado. Eneste caso, se entrará 193. Si el diámetro de prensadoes 0.690, se entrará 190; si es 0.687 se entrará 187.
Prense un socket 1SB8 y mida cuatro diámetros deprensado alrededor del socket. Digamos, por ejemplo,que los diámetros miden 1.113, 1.115, 1.114 y 1.115pulgadas. Para obtener el diámetro promedio, sume loscuatro diámetros y divida el total de la suma por 4.
(1.113+1.115+1.114+1.115) = 4.457 = 1.11425 = 1.1144 4
(redondee a la milésimamás próxima)
En la columna de diámetro de prensado en la TablaB, busque el diámetro promedio. Si está entre dosnúmeros, como sucedió con éste, interpole el valordeseado. En este caso, se entrará 614. Si el diámetrode prensado es 1.110, se entrará 610; si es 1.119 seentrará 619.
Calibración
El procedimiento de calibración que se explica acontinuación sirve para calibrar la máquina prensadoraProCrimp 1390 Aeroquip según las especificacionesoriginales de fábrica. Las máquinas nuevas son calibradasen la fábrica y están preparadas para ser usadas al llegar asu destino, este procedimiento deberá realizarse en el casode que la máquina prensadora sea desarmada o se lereemplacen algunos componentes. El procedimientorequiere el uso de una mordaza FT1307-200-M180, un socket1SB4 (o conexión [acople] TTC-4) y un socket 1SB8 (o unaconexión [acople] TTC-8).
NOTA: Mientras la máquina está en modo de calibración, sigalas instrucciones al pie de la letra y oprima las teclasdeliberadamente. Si se comete un error, tendrá que comenzarnuevamente el procedimiento de calibración; para ello, apaguey vuelva a encender la máquina.
1. Inserte una mordaza FT1307-200-M180.
2. Oprima los botones STORE y ENTER simultáneamente, ydespués suéltelos. Las luces de los dos botones seiluminarán y permanecerán iluminadas hasta que setermine el procedimiento de calibración.
3. Entre el valor de “210” usando el teclado.
4. Centre el socket 1SB4 ó la conexión (acople) TTC-4 (sinmanguera) en la mordaza, sujetando el socket o la conexión(acople) en su lugar con un lápiz u otra herramienta adecuada.Prense el socket oprimiendo el interruptor o pedal de prensarhasta que la máquina se retraiga sola, indicando que se hacompletado un ciclo. Deje que la mordaza se retraiga hasta laposición de “retracción máxima”.
5. Usando un calibrador, mida el diámetro de prensado. Elmétodo preferido es usar el promedio de los cuatro paresde muescas.
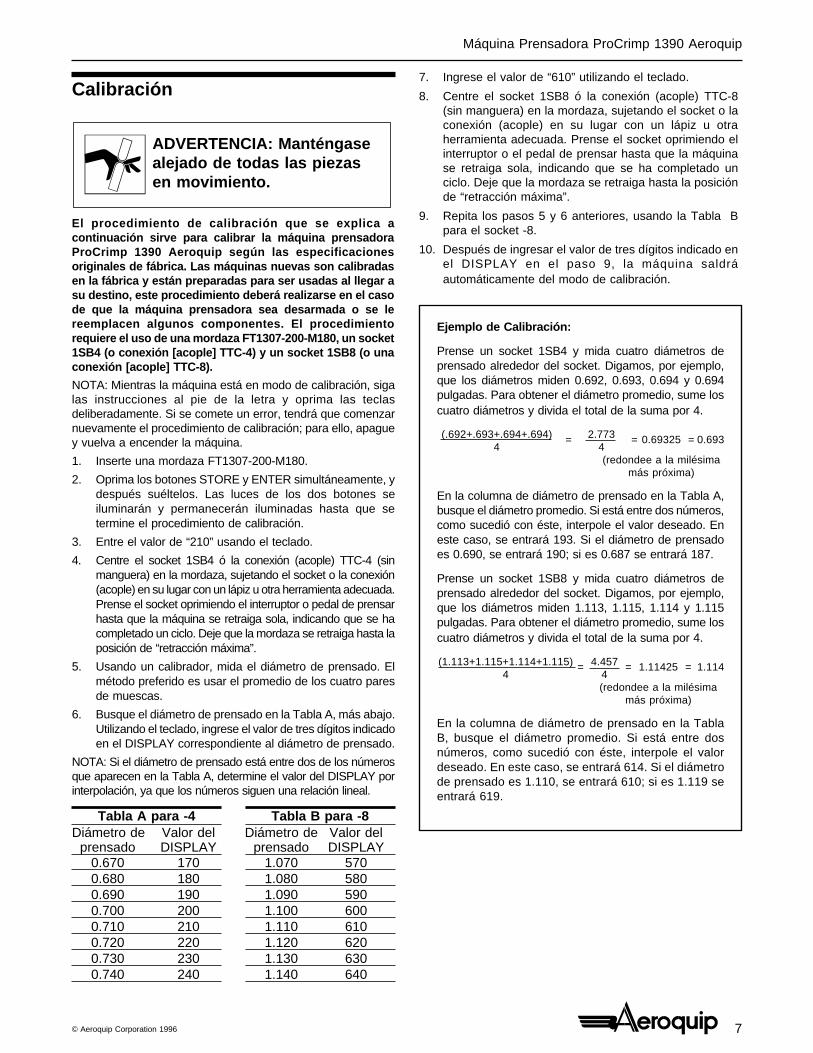
6. Busque el diámetro de prensado en la Tabla A, más abajo.Utilizando el teclado, ingrese el valor de tres dígitos indicadoen el DISPLAY correspondiente al diámetro de prensado.
NOTA: Si el diámetro de prensado está entre dos de los númerosque aparecen en la Tabla A, determine el valor del DISPLAY porinterpolación, ya que los números siguen una relación lineal.
7. Ingrese el valor de “610” utilizando el teclado.
8. Centre el socket 1SB8 ó la conexión (acople) TTC-8(sin manguera) en la mordaza, sujetando el socket o laconexión (acople) en su lugar con un lápiz u otraherramienta adecuada. Prense el socket oprimiendo elinterruptor o el pedal de prensar hasta que la máquinase retraiga sola, indicando que se ha completado unciclo. Deje que la mordaza se retraiga hasta la posiciónde “retracción máxima”.
9. Repita los pasos 5 y 6 anteriores, usando la Tabla Bpara el socket -8.
10. Después de ingresar el valor de tres dígitos indicado enel DISPLAY en el paso 9, la máquina saldráautomáticamente del modo de calibración.
Tabla A para -4 Tabla B para -8Diámetro de Valor del Diámetro de Valor del
prensado DISPLAY prensado DISPLAY0.670 170 1.070 5700.680 180 1.080 5800.690 190 1.090 5900.700 200 1.100 6000.710 210 1.110 6100.720 220 1.120 6200.730 230 1.130 6300.740 240 1.140 640
ADVERTENCIA: Manténgasealejado de todas las piezasen movimiento.
8
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Intervalos de MantenimientoLubricación de la Mordaza
Cada 50 prensados ....... Lubrique las superficies dedeslizamiento de los dados
Cada 500 prensados ..... Quite la grasa vieja y lubrique
Cada 1000 prensados ... Mantenimiento de la mordaza (vermás abajo.)
Mantenimiento del Anillo de Prensado
Cada 500 prensados ..... Quite la grasa vieja y lubrique
Cada 2000 prensados ... Quite la grasa vieja, inspeccioneen busca de daño o desgaste y,si todo está bien, vuelva a lubricar.
Mantenimiento del Buje de la Placa del Cilindro
Cada 2000 prensados ... Quite la grasa vieja, inspeccioneen busca de daño o desgaste y,si todo está bien, vuelva a lubricar.
Use lubricante NEVER-SEEZ (No. de parte Aeroquip FT1092).
Procedimientos de MantenimientoMantenimiento de la Máquina
1. Las superficies deslizables deben conservarse libresde suciedad y otros materiales abrasivos.
2. Todas las superficies metálicas negras deben revestirseocasionalmente con una capa delgada de aceite paraimpedir la corrosión.
3. Revise periódicamente el nivel de aceite en el depósitode fluido de la bomba hidráulica. Mantenga el nivel deaceite de acuerdo al indicador que se encuentra encimadel depósito. Agregue aceite hidráulico ENERPAC pre-mium según sea necesario.
NOTA: Para revisar el nivel de aceite, retraigacompletamente el anillo de prensado.
Mantenimiento de la Mordaza
1. Lubrique la mordaza. Para prolongar al máximo la vidaútil, las mordazas requieren lubricación en intervalosde 50 prensados con NEVER-SEEZ (No. de parte Ae-roquip FT1092). FT1092 es un envase de ocho onzasque suministrará lubricante suficiente para unos 5000prensados.
Quite periódicamente el residuo de NEVER-SEEZ quese ha acumulado en los costados de los dados y en elanillo prensador durante los procesos de prensado. Nodeje que el NEVER-SEEZ contaminado entre encontacto con los dados. (Eso puede hacer que losdados se peguen al inserto de prensado.) El residuo
de NEVER-SEEZ se contamina con las virutas de metaly chapado y las impurezas suspendidas en el aire, quepueden causar el desgaste prematuro de los dados yel anillo de prensado.
2. El mantenimiento de la mordaza debe hacerse enintervalos de 1000 prensados o cada seis meses,cualquiera que ocurra primero. Las mordazas debenestar libres de grasa y residuos, y se deben inspeccionaren busca de componentes desgastados o dañados.
a. La superficie deslizante de los dados debe estarlisa sin daño aparente. Los dados dañados debenreemplazarse. Los dados, individualmente sepueden reemplazar sin tener que cambiar los ochodados.
b. Cambie los resortes que muestren señales de dañoo aplastamiento, como esos que lucen más cortosque los demás.
c. La placa de resorte debe estar lisa sin dañoaparente. Las placas dañadas deben reemplazarse.
d. Inspeccione los componentes restantes y cambielos que estén muy desgastados.
Vuelva a ensamblar los componentes, y aplique bastanteNEVER-SEEZ a la superficie del dado que se desliza a lolargo de la placa de resorte. Apriete los pernos de lamordaza a 50 lbs-pulg.
Asegúrese que todos los dados entren y salgan deslizándoselibremente.
ADVERTENCIA: Desmontar el cilindro, o labomba hidráulica de una máquina prensadoraque no está anclada al piso reducirá suestabilidad.
9
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
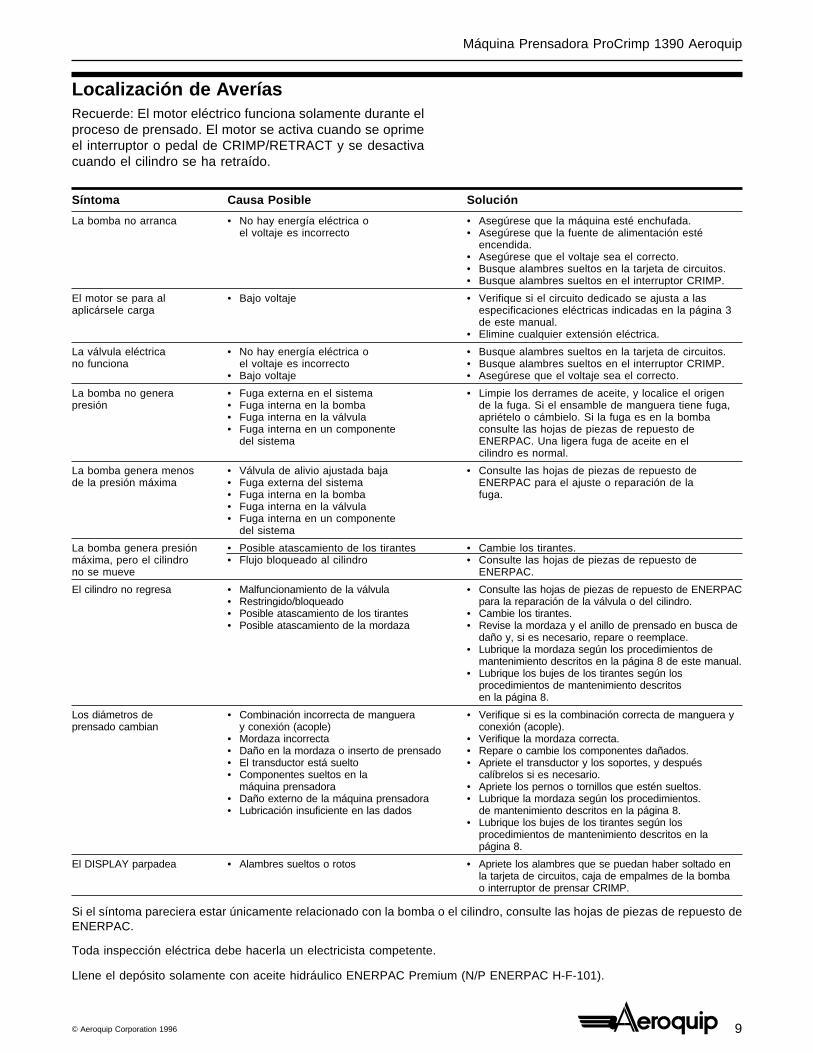
Localización de Averías
Síntoma Causa Posible Solución
La bomba no arranca • No hay energía eléctrica o • Asegúrese que la máquina esté enchufada.el voltaje es incorrecto • Asegúrese que la fuente de alimentación esté
encendida.• Asegúrese que el voltaje sea el correcto.• Busque alambres sueltos en la tarjeta de circuitos.• Busque alambres sueltos en el interruptor CRIMP.
El motor se para al • Bajo voltaje • Verifique si el circuito dedicado se ajusta a lasaplicársele carga especificaciones eléctricas indicadas en la página 3
de este manual.• Elimine cualquier extensión eléctrica.
La válvula eléctrica • No hay energía eléctrica o • Busque alambres sueltos en la tarjeta de circuitos.no funciona el voltaje es incorrecto • Busque alambres sueltos en el interruptor CRIMP.
• Bajo voltaje • Asegúrese que el voltaje sea el correcto.
La bomba no genera • Fuga externa en el sistema • Limpie los derrames de aceite, y localice el origenpresión • Fuga interna en la bomba de la fuga. Si el ensamble de manguera tiene fuga,
• Fuga interna en la válvula apriételo o cámbielo. Si la fuga es en la bomba• Fuga interna en un componente consulte las hojas de piezas de repuesto de
del sistema ENERPAC. Una ligera fuga de aceite en elcilindro es normal.
La bomba genera menos • Válvula de alivio ajustada baja • Consulte las hojas de piezas de repuesto dede la presión máxima • Fuga externa del sistema ENERPAC para el ajuste o reparación de la
• Fuga interna en la bomba fuga.• Fuga interna en la válvula• Fuga interna en un componente
del sistema
La bomba genera presión • Posible atascamiento de los tirantes • Cambie los tirantes.máxima, pero el cilindro • Flujo bloqueado al cilindro • Consulte las hojas de piezas de repuesto deno se mueve ENERPAC.
El cilindro no regresa • Malfuncionamiento de la válvula • Consulte las hojas de piezas de repuesto de ENERPAC• Restringido/bloqueado para la reparación de la válvula o del cilindro.• Posible atascamiento de los tirantes • Cambie los tirantes.• Posible atascamiento de la mordaza • Revise la mordaza y el anillo de prensado en busca de
daño y, si es necesario, repare o reemplace.• Lubrique la mordaza según los procedimientos de
mantenimiento descritos en la página 8 de este manual.• Lubrique los bujes de los tirantes según los
procedimientos de mantenimiento descritosen la página 8.
Los diámetros de • Combinación incorrecta de manguera • Verifique si es la combinación correcta de manguera yprensado cambian y conexión (acople) conexión (acople).
• Mordaza incorrecta • Verifique la mordaza correcta.• Daño en la mordaza o inserto de prensado • Repare o cambie los componentes dañados.• El transductor está suelto • Apriete el transductor y los soportes, y después• Componentes sueltos en la calíbrelos si es necesario.
máquina prensadora • Apriete los pernos o tornillos que estén sueltos.• Daño externo de la máquina prensadora • Lubrique la mordaza según los procedimientos.• Lubricación insuficiente en las dados de mantenimiento descritos en la página 8.
• Lubrique los bujes de los tirantes según losprocedimientos de mantenimiento descritos en lapágina 8.
El DISPLAY parpadea • Alambres sueltos o rotos • Apriete los alambres que se puedan haber soltado enla tarjeta de circuitos, caja de empalmes de la bombao interruptor de prensar CRIMP.
Si el síntoma pareciera estar únicamente relacionado con la bomba o el cilindro, consulte las hojas de piezas de repuesto deENERPAC.
Toda inspección eléctrica debe hacerla un electricista competente.
Llene el depósito solamente con aceite hidráulico ENERPAC Premium (N/P ENERPAC H-F-101).
Recuerde: El motor eléctrico funciona solamente durante elproceso de prensado. El motor se activa cuando se oprimeel interruptor o pedal de CRIMP/RETRACT y se desactivacuando el cilindro se ha retraído.
10
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
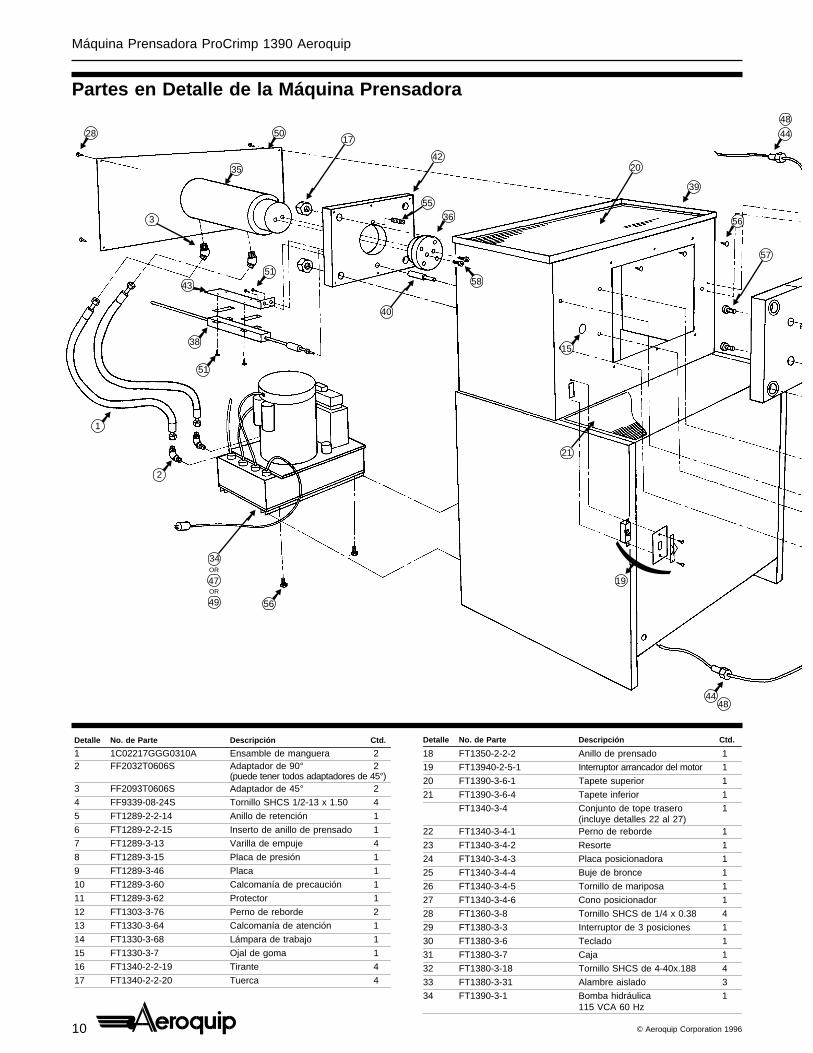
Detalle No. de Parte Descripción Ctd.
1 1C02217GGG0310A Ensamble de manguera 22 FF2032T0606S Adaptador de 90° 2
(puede tener todos adaptadores de 45°)3 FF2093T0606S Adaptador de 45° 2
4 FF9339-08-24S Tornillo SHCS 1/2-13 x 1.50 4
5 FT1289-2-2-14 Anillo de retención 1
6 FT1289-2-2-15 Inserto de anillo de prensado 1
7 FT1289-3-13 Varilla de empuje 4
8 FT1289-3-15 Placa de presión 1
9 FT1289-3-46 Placa 1
10 FT1289-3-60 Calcomanía de precaución 1
11 FT1289-3-62 Protector 1
12 FT1303-3-76 Perno de reborde 2
13 FT1330-3-64 Calcomanía de atención 1
14 FT1330-3-68 Lámpara de trabajo 1
15 FT1330-3-7 Ojal de goma 1
16 FT1340-2-2-19 Tirante 4
17 FT1340-2-2-20 Tuerca 4
Detalle No. de Parte Descripción Ctd.
Partes en Detalle de la Máquina Prensadora
➚15
➚
48
44
➚39
➚56
➚
57
➚
17
➚36
➚
42
➚
20
➚ (19
➚56
➚
34
47
49
OR
OR
➚2
➚1
➚51
➚38
➚43
➚51
➚
3
➚35
28➚
➚44
48
➚50
➚
58
18 FT1350-2-2-2 Anillo de prensado 1
19 FT13940-2-5-1 Interruptor arrancador del motor 1
20 FT1390-3-6-1 Tapete superior 1
21 FT1390-3-6-4 Tapete inferior 1
FT1340-3-4 Conjunto de tope trasero 1(incluye detalles 22 al 27)
22 FT1340-3-4-1 Perno de reborde 1
23 FT1340-3-4-2 Resorte 1
24 FT1340-3-4-3 Placa posicionadora 1
25 FT1340-3-4-4 Buje de bronce 1
26 FT1340-3-4-5 Tornillo de mariposa 1
27 FT1340-3-4-6 Cono posicionador 1
28 FT1360-3-8 Tornillo SHCS de 1/4 x 0.38 4
29 FT1380-3-3 Interruptor de 3 posiciones 1
30 FT1380-3-6 Teclado 1
31 FT1380-3-7 Caja 1
32 FT1380-3-18 Tornillo SHCS de 4-40x.188 4
33 FT1380-3-31 Alambre aislado 3
34 FT1390-3-1 Bomba hidráulica 1115 VCA 60 Hz
➚55
➚
40
➚
21
11
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
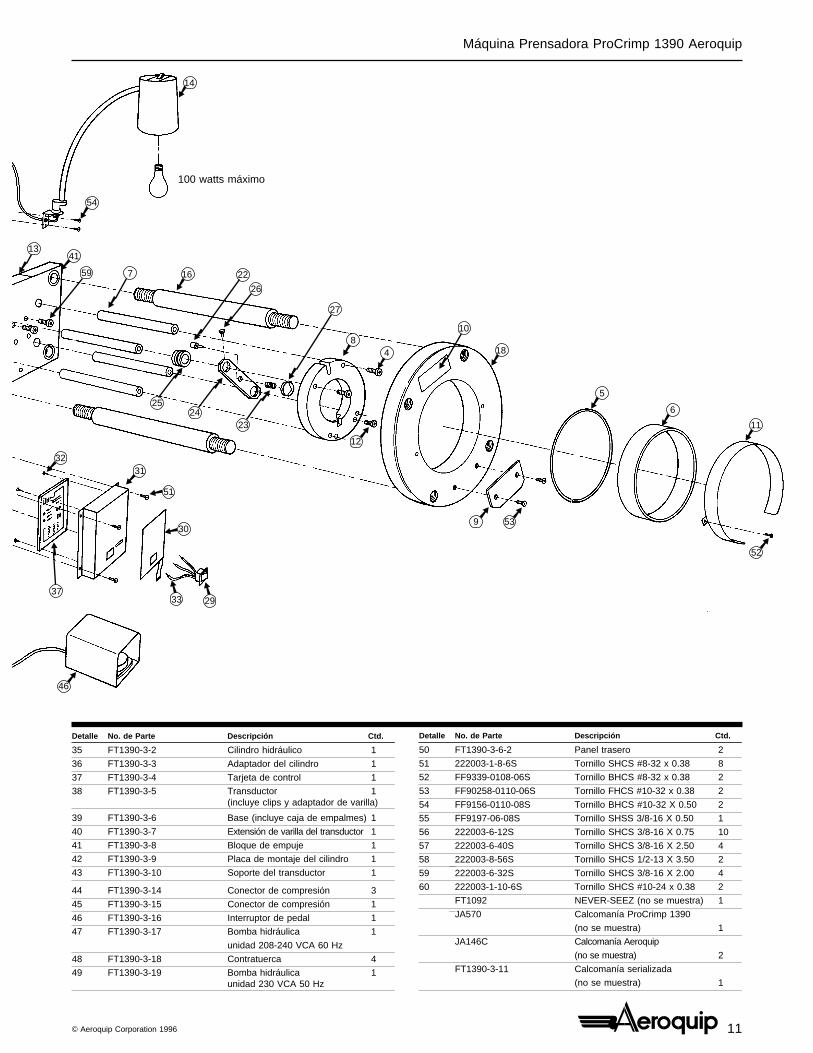
100 watts máximo
13
➚ ➚41
➚
59 7
➚➚16
➚
26
➚
22
➚
27
➚8
➚4 ➚
10
➚18
➚5
➚6
➚11
➚52
➚53➚
9
➚12
➚
2324
➚25
➚
➚51
➚31
➚32
37
➚
➚
33
➚
29
➚30
➚46
➚14
➚54
Detalle No. de Parte Descripción Ctd.
35 FT1390-3-2 Cilindro hidráulico 1
36 FT1390-3-3 Adaptador del cilindro 1
37 FT1390-3-4 Tarjeta de control 1
38 FT1390-3-5 Transductor 1(incluye clips y adaptador de varilla)
39 FT1390-3-6 Base (incluye caja de empalmes) 1
40 FT1390-3-7 Extensión de varilla del transductor 1
41 FT1390-3-8 Bloque de empuje 1
42 FT1390-3-9 Placa de montaje del cilindro 1
43 FT1390-3-10 Soporte del transductor 1
44 FT1390-3-14 Conector de compresión 3
45 FT1390-3-15 Conector de compresión 1
46 FT1390-3-16 Interruptor de pedal 1
47 FT1390-3-17 Bomba hidráulica 1
unidad 208-240 VCA 60 Hz
48 FT1390-3-18 Contratuerca 4
49 FT1390-3-19 Bomba hidráulica 1unidad 230 VCA 50 Hz
50 FT1390-3-6-2 Panel trasero 2
51 222003-1-8-6S Tornillo SHCS #8-32 x 0.38 8
52 FF9339-0108-06S Tornillo BHCS #8-32 x 0.38 2
53 FF90258-0110-06S Tornillo FHCS #10-32 x 0.38 2
54 FF9156-0110-08S Tornillo BHCS #10-32 X 0.50 2
55 FF9197-06-08S Tornillo SHSS 3/8-16 X 0.50 1
56 222003-6-12S Tornillo SHCS 3/8-16 X 0.75 10
57 222003-6-40S Tornillo SHCS 3/8-16 X 2.50 4
58 222003-8-56S Tornillo SHCS 1/2-13 X 3.50 2
59 222003-6-32S Tornillo SHCS 3/8-16 X 2.00 4
60 222003-1-10-6S Tornillo SHCS #10-24 x 0.38 2
FT1092 NEVER-SEEZ (no se muestra) 1
JA570 Calcomanía ProCrimp 1390
(no se muestra) 1
JA146C Calcomanía Aeroquip
(no se muestra) 2
FT1390-3-11 Calcomanía serializada
(no se muestra) 1
Detalle No. de Parte Descripción Ctd.
12
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
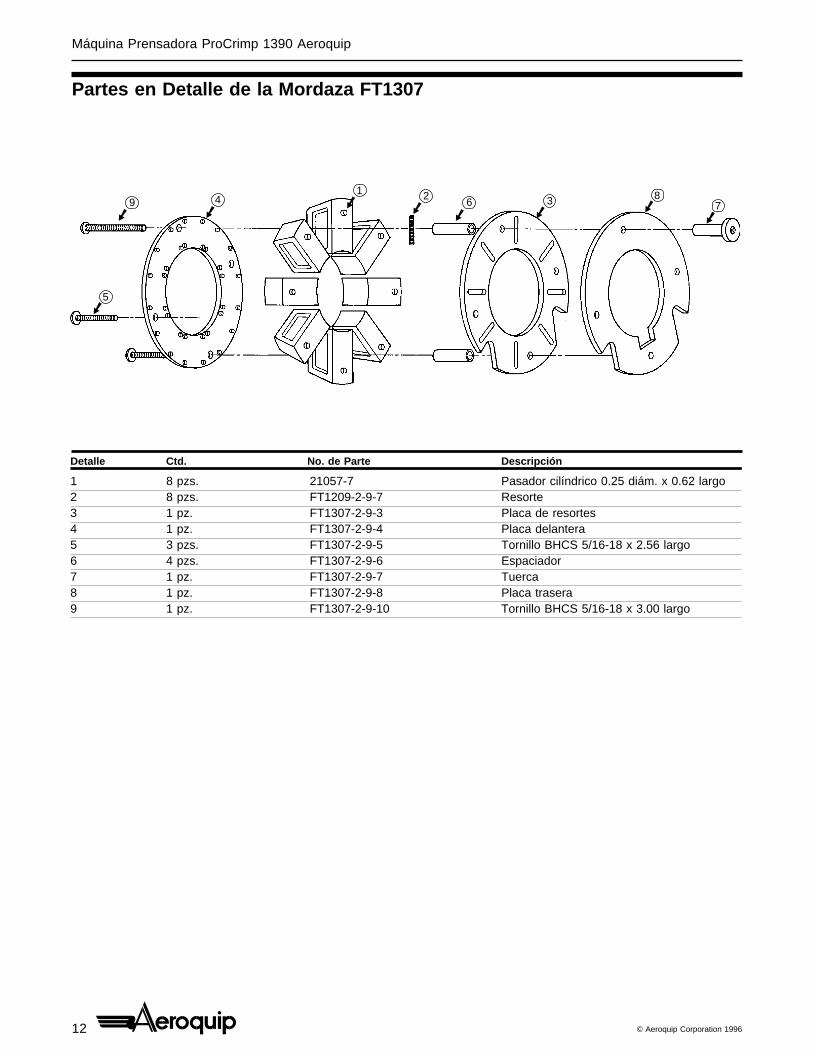
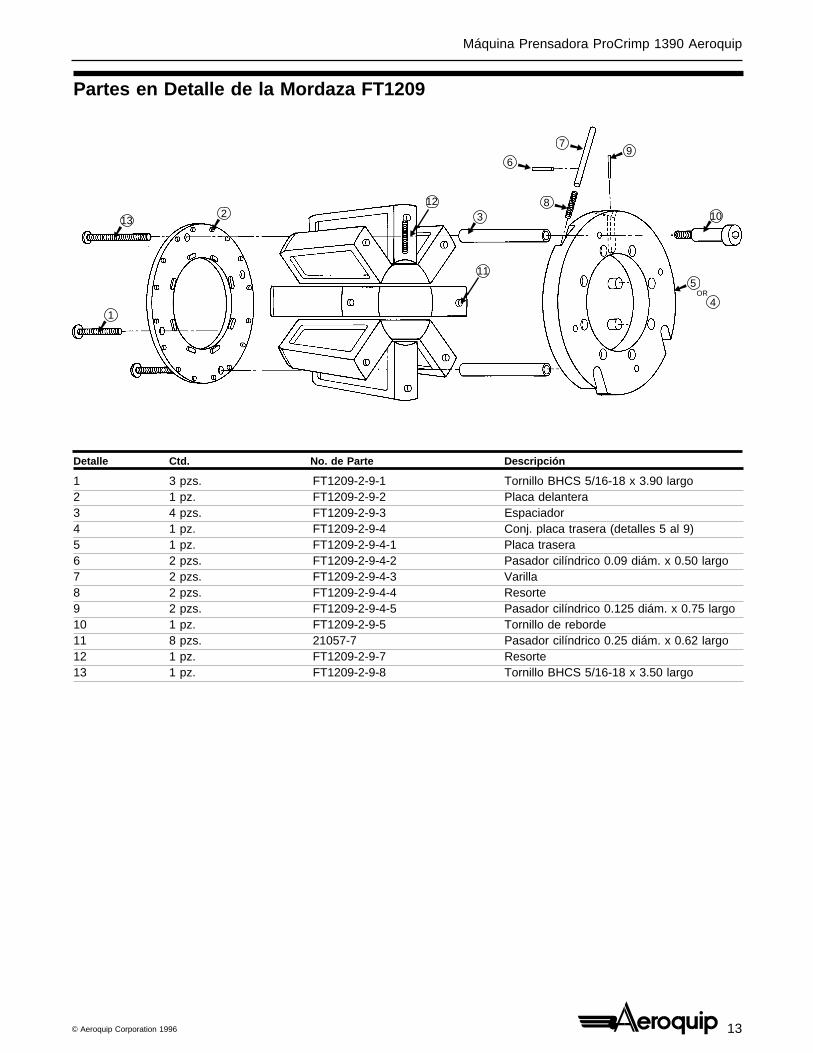
Partes en Detalle de la Mordaza FT1307
Detalle Ctd. No. de Parte Descripción
1 8 pzs. 21057-7 Pasador cilíndrico 0.25 diám. x 0.62 largo2 8 pzs. FT1209-2-9-7 Resorte3 1 pz. FT1307-2-9-3 Placa de resortes4 1 pz. FT1307-2-9-4 Placa delantera5 3 pzs. FT1307-2-9-5 Tornillo BHCS 5/16-18 x 2.56 largo6 4 pzs. FT1307-2-9-6 Espaciador7 1 pz. FT1307-2-9-7 Tuerca8 1 pz. FT1307-2-9-8 Placa trasera9 1 pz. FT1307-2-9-10 Tornillo BHCS 5/16-18 x 3.00 largo
1 87
5
➚9 ➚4
➚ ➚2 ➚ ➚6 3 ➚➚
➚
13
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
Detalle Ctd. No. de Parte Descripción
1 3 pzs. FT1209-2-9-1 Tornillo BHCS 5/16-18 x 3.90 largo2 1 pz. FT1209-2-9-2 Placa delantera3 4 pzs. FT1209-2-9-3 Espaciador4 1 pz. FT1209-2-9-4 Conj. placa trasera (detalles 5 al 9)5 1 pz. FT1209-2-9-4-1 Placa trasera6 2 pzs. FT1209-2-9-4-2 Pasador cilíndrico 0.09 diám. x 0.50 largo7 2 pzs. FT1209-2-9-4-3 Varilla8 2 pzs. FT1209-2-9-4-4 Resorte9 2 pzs. FT1209-2-9-4-5 Pasador cilíndrico 0.125 diám. x 0.75 largo10 1 pz. FT1209-2-9-5 Tornillo de reborde11 8 pzs. 21057-7 Pasador cilíndrico 0.25 diám. x 0.62 largo12 1 pz. FT1209-2-9-7 Resorte13 1 pz. FT1209-2-9-8 Tornillo BHCS 5/16-18 x 3.50 largo
Partes en Detalle de la Mordaza FT1209
➚1
13➚
2➚ 3➚
8 ➚
6 ➚
7 ➚
9➚
10➚
5➚
4OR
➚
11
➚
12
14
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
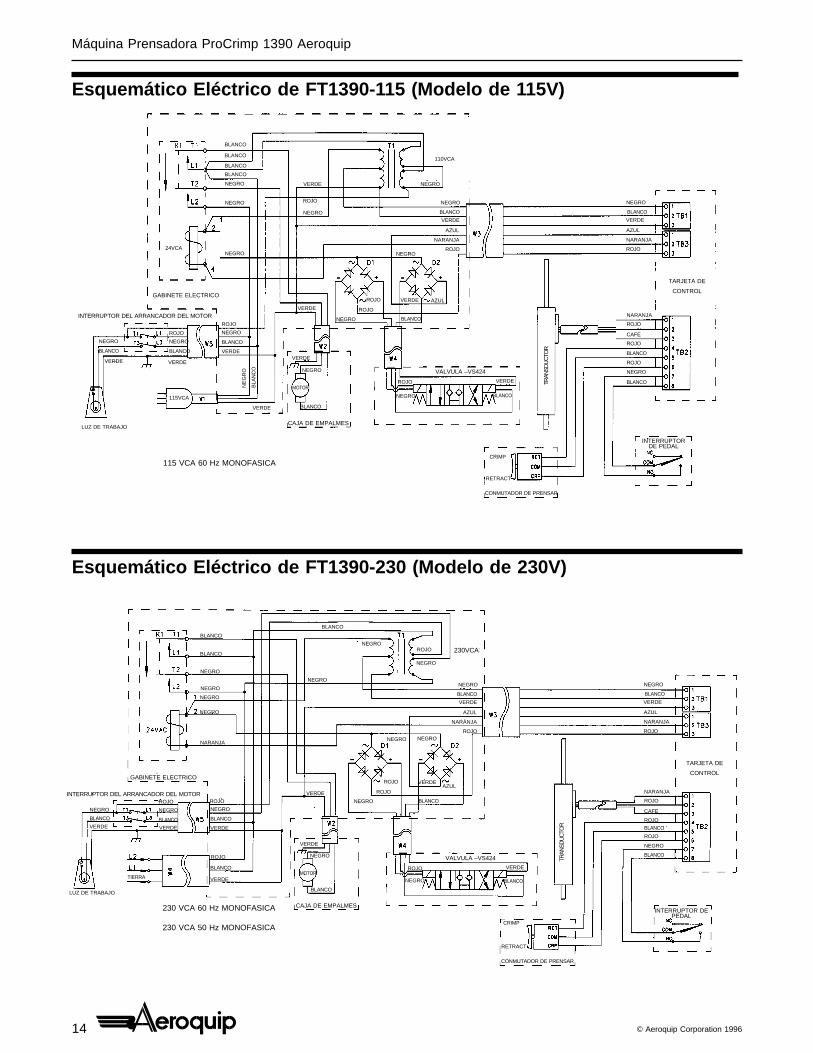
Esquemático Eléctrico de FT1390-115 (Modelo de 115V)
Esquemático Eléctrico de FT1390-230 (Modelo de 230V)
BLANCO
BLANCO
BLANCO
BLANCO
NEGRO
NEGRO
NEGRO
ROJO
VERDEVERDE
NE
GR
O
BLA
NC
O
VERDE
NEGRO
ROJO
VERDE NEGRO
24VCA
110VCA
115VCA
INTERRUPTORDE PEDAL
BLANCO
NEGRO
NEGRO
NEGRO
NEGRO
NARANJA
BLANCO
BLANCO
NEGRO
NEGRO
NEGRO
ROJO 230VCA
NEGRO
VERDE
BLANCO
ROJO
NEGRO
BLANCO
NEGRO
BLANCO
BLANCO
NEGRO
VERDE
VERDE
NEGRO
ROJO
ROJO
BLANCO
VERDE
NEGRO
AZUL
NEGRO
BLANCO
ROJO
VERDE
AZUL
NARANJA
NEGRO
BLANCO
ROJO
VERDE
AZUL
NARANJA
NEGRO
BLANCO
ROJO
CAFE
NARANJA
ROJO
ROJO
BLANCOROJO
BLANCONEGRO
VERDE
GABINETE ELECTRICO
INTERRUPTOR DEL ARRANCADOR DEL MOTOR
LUZ DE TRABAJOCAJA DE EMPALMES
MOTOR
VALVULA –VS424
CONMUTADOR DE PRENSAR
TARJETA DE
CONTROL
CRIMP
RETRACT
TRAN
SDU
CTO
R
115 VCA 60 Hz MONOFASICA
NEGRO
VERDE
BLANCO
ROJO
NEGRO
BLANCO
NEGRO
BLANCO
BLANCO
NEGRO
VERDE
VERDE
NEGRO
ROJO
ROJO
BLANCO
VERDE
NEGRO
AZUL
NEGRO
BLANCO
ROJO
VERDE
AZUL
NARANJA
NEGRO
BLANCO
ROJO
VERDE
AZUL
NARANJA
NEGRO
BLANCO
ROJO
CAFE
NARANJA
ROJO
ROJO
BLANCO
ROJO
BLANCONEGRO
VERDE
GABINETE ELECTRICO
INTERRUPTOR DEL ARRANCADOR DEL MOTOR
LUZ DE TRABAJO
CAJA DE EMPALMES
MOTOR
VALVULA –VS424
CONMUTADOR DE PRENSAR
TARJETA DE
CONTROL
CRIMP
RETRACT
TRAN
SDU
CTO
R
230 VCA 60 Hz MONOFASICA
230 VCA 50 Hz MONOFASICA
NEGRO
INTERRUPTOR DEPEDAL
TIERRA
ROJO
VERDEVERDE
VERDE
BLANCO
ROJO
15
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
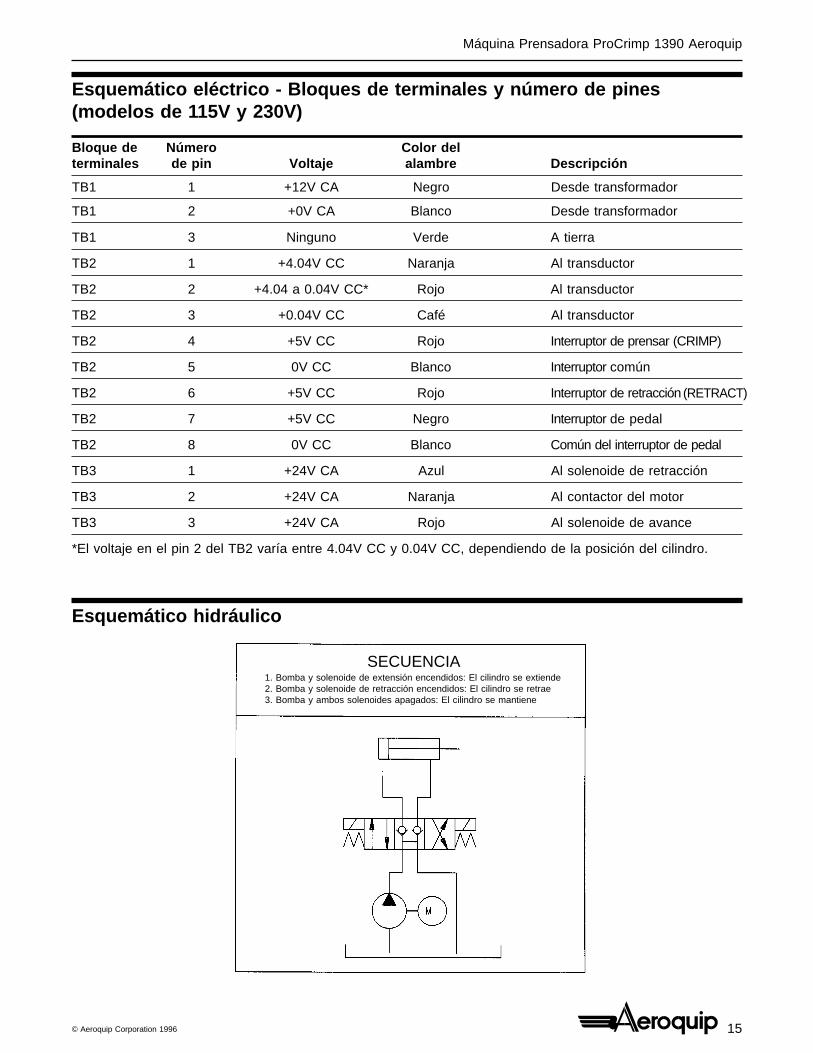
Esquemático eléctrico - Bloques de terminales y número de pines(modelos de 115V y 230V)
Bloque de Número Color delterminales de pin Voltaje alambre Descripción
TB1 1 +12V CA Negro Desde transformador
TB1 2 +0V CA Blanco Desde transformador
TB1 3 Ninguno Verde A tierra
TB2 1 +4.04V CC Naranja Al transductor
TB2 2 +4.04 a 0.04V CC* Rojo Al transductor
TB2 3 +0.04V CC Café Al transductor
TB2 4 +5V CC Rojo Interruptor de prensar (CRIMP)
TB2 5 0V CC Blanco Interruptor común
TB2 6 +5V CC Rojo Interruptor de retracción
TB2 7 +5V CC Negro Interruptor de pedal
TB2 8 0V CC Blanco Común del interruptor de pedal
TB3 1 +24V CA Azul Al solenoide de retracción
TB3 2 +24V CA Naranja Al contactor del motor
TB3 3 +24V CA Rojo Al solenoide de avance
*El voltaje en el pin 2 del TB2 varía entre 4.04V CC y 0.04V CC, dependiendo de la posición del cilindro.
Esquemático hidráulico
SECUENCIA1. Bomba y solenoide de extensión encendidos: El cilindro se extiende2. Bomba y solenoide de retracción encendidos: El cilindro se retrae3. Bomba y ambos solenoides apagados: El cilindro se mantiene
(RETRACT)
16
Máquina Prensadora ProCrimp 1390 Aeroquip
© Aeroquip Corporation 1996
AMERICAS INDUSTRIAL DIVISION1695 Indian Wood CircleP.O. Box 700Maumee, OH 43537-0700 U.S.A.Teléfono: 419-891-5100Fax: 419-891-7890
http://www.aeroquip.com
Las especificaciones están sujetas a cambios sin previa notificación.Los productos Aeroquip están protegidos por patentes internacionales.
3-97 FT1390-500 Impreso en EE.U.U