livro de utilidades 20110310
DESCRIPTION
Tubulações industriais geraisTRANSCRIPT
UNIVERSIDADE FEDERAL DE MINAS GERAIS
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA MECÂNICA
TÓPICOS
EM
UTILIDADES
José Flávio Marques Fonseca
Belo Horizonte 2011

2
PREFÁCIO
Este livro é o resultado da perseverança a um ideal, em um trabalho técnico da mais alta qualidade, que une a experiência profissional do Prof. José Flávio Marques Fonseca com a necessidade acadêmica de um trabalho metódico e completo, em uma área da Engenharia Mecânica carente de bibliografia.
Este colega do departamento de Engenharia Mecânica tem uma admirável trajetória de contribuição e dedicação à Escola de Engenharia e ao curso de Engenharia Mecânica. Com esta obra deixa, em definitivo, uma contribuição consistente para toda uma geração de novos engenheiros.
Durante o período em que fui chefe do Departamento, fui testemunha do empenho e disposição do Prof. José Flávio Marques Fonseca em colaborar em todas as demandas e necessidades da UFMG. Foi sua iniciativa, digna de homens que sabem que o conhecimento não deve ficar restrito, colocar no papel todo o seu brilhante conhecimento, fruto de sua longa experiência como competente profissional do mercado.
Sinto-me honrado em ter acompanhado o enorme trabalho de elaboração deste livro e, agora, com a enorme responsabilidade de registrar neste prefácio o quanto significa para uma Instituição como a nossa querida e quase centenária Escola de Engenharia, a honra de ter em seus quadros, um professor autor de uma obra prima que preza pela clareza do texto, a cobertura do tema e o cuidado na escolha das figuras e fotografias ilustrativas, resultando em uma obra digna da nossa UFMG.
Melhor ainda para os alunos, futuros engenheiros e os profissionais da área, que agora poderão contar com um livro atual e definitivo em ar comprimido, bombeamento de fluidos, caldeiras, resfriamento de água, tubulações industriais, ventilação industrial e sistemas de vácuo, todas áreas típicas de atuação de um engenheiro mecânico que poderão, em última instância, dar uma efetiva contribuição profissional e técnica para o desenvolvimento do Brasil, colocando nosso país em destaque entre as nações que almejam um crescimento sustentável e duradouro. Esta é de fato, a grande contribuição do Prof. José Flávio Marques Fonseca.
Parabenizo este professor, que encarna todas as qualidades que um grande mestre possui: honradez, dignidade, humildade, exemplo de conduta ilibada e possuidor de conhecimento técnico altamente especializado. Este livro demonstra claramente tudo o que aqui foi dito.
Parabéns e obrigado´por sua dedicação e competência.
Prof. Danilo Amaral
Professor e chefe do Departamento de Engenharia Mecânica da Escola de Engenharia da UFMG, no período de 2006 a 2010.
3
AGRADECIMENTOS
Agradeço a todos aqueles que contribuíram para a consolidação dessa empreitada de cinco anos, resultando no fechamento dessa edição.
À Sônia pela digitação.
À Leda pela elaboração dos desenhos e gráficos.
À Maria Alice, minha mulher pelos trabalhos de revisão.
Ao professor Dr.Antônio Carlos de Andrade pelas críticas.
Ao professor Dr. Geraldo Augusto Campolina França pelo incentivo inicial.
Ao professor Dr. Danilo Amaral pela confiança.
Ao professor Dr. Rudolph Huebner pelo aconselhamento.
À AMF Engenheiros Associados que gentilmente patrocinou os custos dessa edição.

4
INTRODUÇÃO
Foi um fato marcante o estágio na GHH em Oberhausen - Sterkrade - Alemanha em 1978, quando tive oportunidade de participar dos trabalhos de elaboração dos projetos de implantação do Pólo Siderúrgico da Açominas, em Ouro Branco MG, como membro da equipe da Usiminas Mecânica S. A. USIMEC.
Informes técnicos, critérios de projeto, cálculos dimensionais, simulações de performance foram referenciais disponibilizados àqules integrantes dessa equipe de projeto.
Desafios profissionais apareceram, entre eles o interfaceamento das diversas áreas envolvidas no segmento de Utilidades impondo uma procura em vários referenciais para se obter os informes requeridos.
Isto me motivou elaborar este livro como um primeiro passo para tê-los em um só compêndio permitindo aos alunos do Departamento de Engenharia Mecânica da UFMG e aos colegas profissionais que lidam na área uma dinâmica melhor na obtenção desses referenciais.
Se esta meta for alcançada, terei conseguido o meu objetivo.
O Autor
José Flávio Marques Fonseca
Engenheiro Mecânico
Professor da UFMG
Professor Aposentado da PUC Minas
Diretor Técnico da AMF Engenheiros Asssociados
5
CAPÍTULO I
AR COMPRIMIDO
Painel Pneumático

3
1.1 CONSIDERAÇÕES
O ar comprimido é obtido pela compressão do ar atmosférico consumindo energia elétrica na sua geração. É uma mistura de gases e vapor de água pesando 1,2927 kg/m
3 na temperatura de 0ºC e
pressão 1,033 kgf / cm2. Conforme o fim a que se destinar, o ar comprimido deverá ser adequado
aos requisitos do usuário por meio de filtros e secadores de umidade. Os seguintes conceitos são importantes. Ar comprimido: é o ar nas condições supridas ao usuário.
Calor específico à pressão constante Cp: é definido pela relação Cp = dh / dT, onde: h = entalpia e T = temperatura absoluta do gás, tido como “gás ideal”. O valor adotado termicamente do calor específico do ar seco à pressão constante é de 0,1321 kcal / kg, à temperatura ambiente. Calor especifico a volume constante Cv: é definido pela relação Cv = du / dT sendo u a energia interna do gás. Para o ar seco, o valor adotado termicamente é de 0,0939 kcal / kg.
Compressão isotérmica: é aquela que ocorre sem elevação da temperatura (Pv= K). Compressão adiabática: é aquela que ocorre sem transferência de calor, isto é, a compressão se dá em um sistema com isolamento ideal. É a razão entre os calores específicos à pressão e a volume constantes; n = Cp ÷ Cv = 0,1321 ÷ 0,0939 = 1,406. Tem-se como constante a relação Pv
1,406 = K.
Capacidade do compressor: é a vazão de ar comprimido recalcada pelo compressor.É expressa em metros cúbicos por minuto à pressão e temperatura do ar de admissão, ar livre. Descarga livre efetiva: é aquela referida à condição normal do ar atmosférico, ou seja, peso especifico 1,214 kg / m
3 , pressão 1,033 kgf / cm
2 , temperatura 20°C, umidade relativa 30%.
Eficiência volumétrica: é a relação existente entre a capacidade e o volume teoricamente deslocado pelo compressor. Pressão manométrica: é a pressão na qual o sistema de ar comprimido irá operar. É caracterizada pelo índice “g”, após o dimensional, por exemplo 7,0 kgf / cm
2 g.
Pressão absoluta correspondente a um valor da pressão manométrica: é a pressão manométrica acrescida da pressão atmosférica local. Pressão absoluta do ar atmosférico Pb: é a soma da pressão parcial de vapor Pv com a pressão parcial do ar seco Pa , Pb = Pv + Pa. (equação 1) Temperatura absoluta do ar atmosférico: é a temperatura lida em um termômetro convencional, adicionada de 273 quando referida a graus Celsius, resultando graus Kelvin e de 460, quando referida a graus Farenheit, resultando graus Rankine. Temperatura de bulbo seco do ar TBS: é aquela registrada no termômetro de bulbo seco.
Temperatura de bulbo úmido do ar TBU: é aquela registrada no termômetro de bulbo úmido.
Umidade absoluta do ar W: é a relação entre a pressão parcial de vapor (Pv) e a pressão parcial de ar seco (Pa), definida pela expressão W = 0,622 x (Pv / Pa), (equação 2). Esta equação representa a razão entre a massa de vapor e a massa de ar seco. Umidade relativa do ar UR: é a relação entre a pressão parcial de vapor Pv e a pressão de saturação do vapor Pg à mesma temperatura. É definida pela expressão UR = Pv / Pg (equação 3) Pv e Pg expressos nas mesmas unidades de pressão.

4
1.2 COMPRESSORES
Classificação de Compressores
A pressão de ar comprimido é gerada por moto compressores alternativos ou rotativos. Nos compressores alternativos de êmbolo ou de membrana de simples ou duplo estágio, o ar é admitido em uma câmara de compressão. A compressão se faz por meio da redução do volume útil dessa câmara, processada pelo deslocamento da peça móvel, no caso o êmbolo ou a membrana.
Compressor alternativo sobre reservatório de ar
Nos compressores rotativos de palheta, de engrenagem ou de parafuso, o ar é admitido em uma câmara, onde o rotor girante em alta rotação lhe imprime aceleração tangencial e energia cinética, a qual por meio de um difusor é convertida em energia de pressão.
Compressor rotativo a ar com reservatório integrado

5
Compressão Adiabática do Ar
Os compressores realizam a compressão do ar de forma rápida tal que possa ser considerada aproximadamente adiabática. O sistema de refrigeração do compressor faz com que a curva de compressão fique um pouco abaixo da curva de compressão adiabática, mas por outro lado, o aumento da pressão necessária para forçar o ar através das válvulas, faz com que o trabalho realizado na compressão e na descarga do ar seja muito próximo daquele calculado, quando se assume ser a compressão adiabática.
O diagrama abaixo corresponde à compressão adiabática em um compressor de um estágio. A área (ABV2V1A) sob a curva PV
1,4 = K corresponde ao trabalho de compressão. A área BCOV2B
corresponde ao trabalho de descarga do ar e ao produto P2V2.
A área DAV1OD corresponde ao trabalho realizado pela pressão atmosférica do ar de admissão sobre o pistão e ao produto P1 x V1. Adicionando os trabalhos de compressão e de descarga, diminuindo o trabalho da pressão atmosférica e dividindo o resultado por V1 (volume inicial), obtém-se a pressão média no cilindro (Pm). Resolvendo e fazendo P2 / P1 = r, teremos:
1P
P P
1 - 1,4
1,4 =
1,4
11,4
1
21Pm
1
P
P P 3,5 =
0,285
1
21 1r P 3,5 =
0,285
1 ,
que é a equação da pressão média do ar em um compressor de um estágio. A potência de compressão é expressa por: Pm = 3,5 x P1 x [r
0,285 - 1] x Q, em kgf x m/s (equação 4 a)
onde:
Vejamos o que acontece quando a compressão for em múltiplos estágios. Considerando que entre cada um ocorra um resfriamento, teremos:
- temperaturas finais mais baixas;
- potência necessária para comprimir menores;
- parte da umidade contida no ar eliminada;
- eficiência volumétrica aumentada pela diminuição das perdas de expansão do ar residual.
P1 = pressão inicial absoluta
Q = vazão em m3 / s

6
A condição ótima para se obter o consumo mínimo de energia de compressão consiste em dividir o “Trabalho de Compressão” igualmente entre os vários estágios e procurar obter um resfriamento até a temperatura inicial do estágio anterior. O diagrama usado para indicar uma compressão adiabática em dois estágios combinado a um resfriamento intermediário perfeito “inter cooling” tem a forma indicada na figura abaixo:
Aplicando a mesma conceituação para compressores alternativos de múltiplos estágios, teremos:
Compressores de dois estágios
1r P 1 -1,4
1,42 = Pm 1,4 2
11,4
1 x Q ou 1r 0,143 P 17 x Q em kgf x m/s (equação 4 b)
Compressores de três estágios
1r P 1 - 1,4
1,43 = Pm 1,4 3
11,4
1 x Q ou 1 r P 10,5 0,09521 x Q em kgf x m/s (equação 4 c)
Compressores de quatro estágios
1r P 1 - 1,4
1,44 = Pm 1,4 4
11,4
1 x Q ou 1r P 14 0,07141 x Q em kgf x m/s (equação 4 d)
1.2.1 Condições de Regime
Os conjuntos motos compressores devem operar em condições cíclicas de carga e alívio, ajustadas em função dos valores de pressão mínima e máxima, requeridas pelo usuário. Para este objetivo é necessário instalar um reservatóri de ar entre a descarga do compressor e o usuário. O conjunto moto compressor estará em carga, quando suprindo ar comprimido ao reservatório, elevando a pressão ao valor máximo. Caso contrário estará em alívio. Supondo não haver demanda de ar pelo usuário,o período de carga de um moto compressor com capacidade de 2000 Nm
3/h, conectado a um reservatório com volume geométrico de 10m
3,
operando na faixa de pressão absoluta de 6,0 kgf/cm2 a 8,0 kgf/cm
2, será estimado a seguir:
- volume máximo de ar no reservatório a 8,0 kgf/cm2 : 80 m
3;
- volume mínimo de ar no reservatório a 6,0 kgf/cm2 : 60 m
3;
- variação volumétrica: 20 m3;
- capacidade do compressor a 8,0 kgf/cm2 : 2000 x 1,03 / 8= 257m
3/h;
- tempo de carga: 20 / (257/ 60)= 4,6 minutos.

7
1.3 POTÊNCIA DE COMPRESSORES
Compressores Alternativos
Considerando:
vazão do ar comprimido: 0,00833 m3 / s
pressão barométrica local: 1,00 kgf / cm2
pressão do ar comprimido: 7,00 kgf / cm2 manométrica ou 8,0 kgf/cm
2 absoluta
razão de compressão P2/P1: 8,0 Calcular a potência “N” para um compressor de um estágio e de dois estágios. Solução: Potência requerida para compressor de um estágio N: 3,5 x 10
4 x 1 x [8
0,285 – 1] x 0,00833= 235,79 kgf.m / s
N: 235,79 x 1,3404 x 10
-2= 3,1 Hp
N: 3,1 x 0,746 = 2,3 kW Potência requerida para compressor de dois estágios.
N: 7 x 10
4 x 1 x [8
0,143 – 1] x 0,00833= 201,93 kgf.m / s
N: 201,93 x 1,3404 x 10
-2 = 2,70 Hp
N: 2,70 x 0,746= 2,01 kW Notas: 1 - As potências calculadas deverão ser corrigidas em função do rendimento do compressor na faixa de 75 a 85% para compressores alternativos. 2 - O índice 10
4 está aplicado para transformar a pressão expressa em kgf/cm
2 para kgf/m
2.
Compressores Rotativos
A potência dos compressores rotativos poderá ser estimada considerando-se que, para se comprimir 1,0 m
3/min de ar atmosférico até a pressão de 7,0 bar serão necessários 7,46 kw.
Custo Operacional
Na hipótese do compressor recalcar 15 m
3/min a 7,0 bar operarando 24 horas durante 30 dias e
supondo o custo do kWh equivalente a R$ 0,12, ter-se-á: Custo mensal: 15 x 24 x 30 x 7,46 x R$ 0,12= R$ 9 668,16
Custo anual: 12 x R$ 9.668,16= R$ 116 017,92

8
1.4 RESFRIAMENTO DE COMPRESSORES
Considerando:
vazão de ar comprimido: 1,065 m3 / min
temperatura do ar comprimido quente (t q a r ): 70ºC
temperatura do ar livre frio (t f a r ): 35ºC
temperatura de entrada da água no after cooler (t f á g u a ): 25ºC
temperatura de saída da água do after cooler (t q á g u a ): 30ºC
vazão estimada de água de resfriamento: 2,50x10 –3
m3/ min
T da água de resfriamento: 5ºC
Verificar a vazão da água de resfriamento.
Solução: O balanço térmico a ser calculado considerará as propriedades termodinâmicas do ar comprimido e da água na temperatura média. Cálculo da temperatura média do ar: (70 + 35) / 2= 52,5
oC
Peso específico do ar a 52,5oC ar = 1,0877 kg / m
3
Calor específico a 52,5oC Cp ar = 1,040 kj / kg x
oC
Cálculo da temperatura média da água: (30 + 25) / 2= 27,5
oC
Peso especifico da água a 27,5oC água = 997,3 kg / m
3
Calor específico da água a 27,5oC Cp água= 4,179 kj / kg x
oC
Cálculo das vazões em massa de ar e de água
.
m ar: 1,065 x 1,0877 = 1,158 kg/min .
m água: 2,50 x 10-3 x 997,3 = 2,49 kg/min
Balanço térmico
.
m ar x cp ar x ΔTar = .
m água x cp água x ΔTágua
1,158 x 1,040 x ( 70 – 35 ) = 2,49 x 4,179 x ( tq água – 25) tq água = 29,0 oC
Conclusão Como o valor calculado da temperatura da água quente na saída do after cooler (tq água) determina
um valor de T de 4,0oC próximo ao estimado, podemos manter a vazão.
1.5 UMIDADE DO AR - CONDENSADO
Para se obter a masa de vapor de água condensada no processo de compressão, calcula-se a massa de vapor no ar nas condições de admissão e a massa de vapor no ar nas condições de descarga. A diferença entre a massa de vapor no ar de admissão e a massa de vapor no ar nas condições da descarga, será a massa de vapor de água condensada.

9
Procedimento para o cálculo do condensado
Considerando as condições na aspiração e na descarga de um compressor:
na aspiração vazão aspirada: umidade relativa: temperatura do ar: pressão barométrica
70 Nm3/ h
60% 34°C 0,960 kgf / cm
2
na descarga temperatura do ar pressão manométrica de descarga do ar
50ºC 8,5 kgf / cm
2 g
Calcular a vazão de condensado e a vazão de ar comprimido corrigida.
Pela tabela de vapor saturado Pg a 34°C = 0,05423 kgf / cm2. Logo na aspiração teremos,
Pv: 0,6 x 0,05423= 0,0324 kgf / cm2
Pa: 0,960 - 0,0324= 0,9276 kgf / cm2
W: 0,622 x (0,0324 / 0,9276)= 0,0217 kgágua / kgar seco
A massa de ar seco aspirada pelo compressor será determinada aplicando a expressão:
mar Pa x V / Ra xT mar Pa x Po x Vo / Ra x To x P em kg/h, (equação 5)
onde:
Pa pressão parcial do ar seco Po pressão barométrica normal Vo vazão normal aspirada Ra constante do ar T temperatura local do ar em K To temperatura normal em K P pressão barométrica local. Aplicando a expressão, teremos:
87,420,96027329,27
410700,9276
arm
033,1 kgar/h. O índice 10
4 corrige a pressão para kgf/m
2.
Cálculo da massa de água aspirada pelo compressor 1,89 = 87,42 0,0217 mágua kgágua / h
Após a compressão, o ar está saturado a 50°C e 8,5 kgf / cm2. Nessas condições, teremos:
Pg = Pv = 0,12578 kgf / cm2
Pt: 8,5 + 0,960 kgf / cm2= 9,46 kgf / cm
2.
Pa: 9,46 - 0,12578 = 9,3342 kgf / cm2.
W: 0,622 x ( 0,1258 / 9,3342 ) = 0,0084 kgágua / kgar seco
Serão condensados: 0,0217 - 0,0084= 0,0133 kgágua / kgar seco
Cálculo da massa de água condensada 87,42 x 0,0133 = 1,162 kgágua / h ou 1,89 – ( 0,0084 x 87,42 ) = 1,155 kgágua / h
Cálculo da vazão de ar corrigida Massa de ar suprida 87,42 - (1,89 - 1,16) = 86,69 Kgar / h. Taxa de redução 87,42 100
86,69 X = 99,16 a taxa de redução será 100 - 99,16= 0,84%, logo a massa de ar
requerida será: 87,42 x 1,0084 = 88,15 kg / h Cálculo da vazão corrigida de ar aspirado ( 88,15 x 29,27 x 273 x 0,960 ) ÷ (0,9276 x 10
4 x 1,033) = 75,59 Nm
3 / h

10
1.5.1 Dispositivos de Drenagem de Condensado.
Purgador de Bóia
Descrição Funcional A água entra no purgador pela passagem A. A tela B protege o mecanismo do dreno automático contra partículas em suspensão. A água, acumulada no reservatório, aciona a bóia C que comanda a abertura do dreno, permitindo que a pressão do ar comprimido expulse a água do reservatório. Eliminada a água, a bóia desce e a válvula se fecha.
Separadores de Umidade
Descrição Funcion
al O ar em alta velocidade contendo partículas de condensado em suspensão, entra no separador pela conexão, e imediatamente a velocidade é bastante diminuída, sendo obrigado a fazer uma mudança de direção. Devido à baixa inércia, o ar muda facilmente de direção, porém as partículas de condensado chocam-se contra o defletor, percolando no mesmo. Essas gotículas formarão gotas maiores que, por gravidade, escorrerão pela placa defletora, caindo para a conexão de drenagem. O ar isento de umidade segue para a conexão de saída. Diagrama de montagem do separador
Item Qtde. Descrição Material Especificação
1 1 Corpo Aço carbono ASTM-A 106 gr. B sch.80
2 1 Defletor Aço carbono ASTM-A 285 gr. C
3 2 Flanges Aço carbono ASTM-A 181 gr. I
4 2 Tubos Aço carbono ASTM-A 53 sch. 80
5 1 Bujão Aço carbono ASTM-A 105
6 2 Torrisféricos
Aço carbono ASTM-A 285 gr. C
Legenda: 1- separador de umidade 2- válvula de esfera 3- filtro Y 4- purgador
11
1.6 SECADORES DE AR
1.6.1 Secadores de Ar Tipo Frigorífico
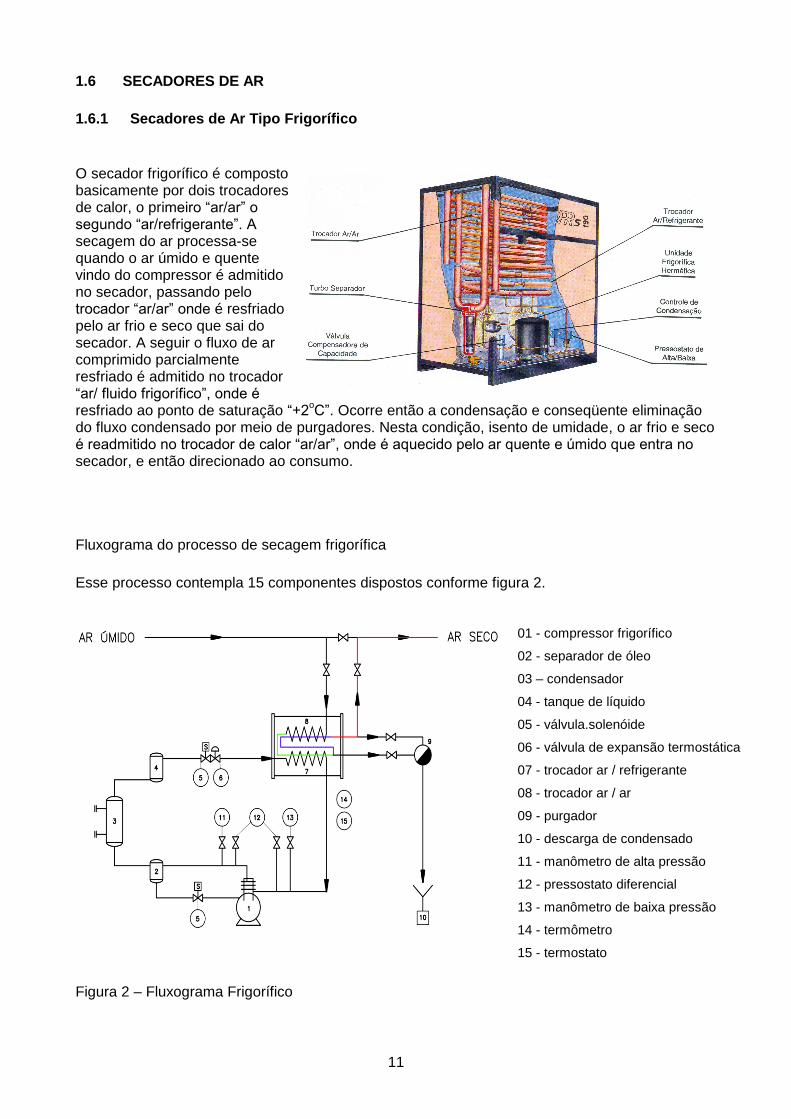
O secador frigorífico é composto basicamente por dois trocadores de calor, o primeiro “ar/ar” o segundo “ar/refrigerante”. A secagem do ar processa-se quando o ar úmido e quente vindo do compressor é admitido no secador, passando pelo trocador “ar/ar” onde é resfriado pelo ar frio e seco que sai do secador. A seguir o fluxo de ar comprimido parcialmente resfriado é admitido no trocador “ar/ fluido frigorífico”, onde é resfriado ao ponto de saturação “+2
oC”. Ocorre então a condensação e conseqüente eliminação
do fluxo condensado por meio de purgadores. Nesta condição, isento de umidade, o ar frio e seco é readmitido no trocador de calor “ar/ar”, onde é aquecido pelo ar quente e úmido que entra no secador, e então direcionado ao consumo.
Fluxograma do processo de secagem frigorífica
Esse processo contempla 15 componentes dispostos conforme figura 2.
Figura 2 – Fluxograma Frigorífico
01 - compressor frigorífico
02 - separador de óleo
03 – condensador
04 - tanque de líquido
05 - válvula.solenóide
06 - válvula de expansão termostática
07 - trocador ar / refrigerante
08 - trocador ar / ar
09 - purgador
10 - descarga de condensado
11 - manômetro de alta pressão
12 - pressostato diferencial
13 - manômetro de baixa pressão
14 - termômetro
15 - termostato

12
Seleção e especificação de secadores frigoríficos
A seleção se faz encontrando um valor de vazão expresso em normais metros cúbicos por hora com o qual será especificado o modelo do fabricante escolhido. Exemplificaremos para o caso da Dominick Hunter, considerando as condições: Ar comprimido úmido Ar livre Como as condições do projeto não são as condições do padrão, ou seja, - pressão do ar 7,0 kgf/cm
2, temperatura do ar úmido 38°C e temperatura ambiente +35°C,
faz-se necessário corrigi-las aplicando a expressão: C = fP x fTf x fTa x V, onde:
C capacidade tabelada, em m3/h ou pcm
V vazão do ar comprimido a ser tratado, em m3/h ou cfm
P pressão do ar comprimido ao entrar no secador bar g 4 5 6 7 8 10
fP fator de correção de pressão 1,15 1,08 1,04 1,00 0,97 0,93
Tf temperatura do ar comprimido ao entrar no secador oC 30 35 38 40 45 50
fTf fator de correção de temperatura 0,90 0,96 1,00 1,08 1,28 1,52
Ta temperatura do ambiente onde será instalado o secador oC 25 28 30 35 38 40
fTa fator de correção da temperatura do ambiente 0,88 0,92 0,94 1,00 1,04 1,06
Para as condições citadas e aplicando os fatores de correção, será especificado o modelo 1150, da Dominick Hunter com 12 HP e ΔP = 0,71 bar, conforme tabela abaixo: Modelo 005 009 012 021 035 045 060 080 115 140 190 260 380 470 570 750 1150
Capacidade m3/h 20 30 40 75 125 160 215 290 410 500 680 950 1370 1700 2000 2740 4150
ΔP bar 0,11 0.11 0.11 0.11 0.21 0.20 0.21 0.21 0.21 0.21 0.21 0.21 0.21 0.21 0.21 0.21 0.21
Potência HP 0.17 0.50 0.50 0.75 0.75 0.75 1.00 1.00 1.50 2.50 2.50 2.50 5.00 6.00 6.00 10.00 12.00
Isto porque C = 0,97 x 0,96 x 0,92 x 4700 = 4026 Nm
3 / h, sugerindo a vazão de 4150 Nm
3/h.
Cálculo da vazão mássica de condensado gerado nesse secador frigorífico
A massa de água condensada nesse secador, admitindo o fluxo de ar comprimido nas condições citadas no exemplo da página 9, será calulada como a seguir: Considerando o ar saturado a +2°C e 8,5 kgf / cm
2, teremos:
Pg = Pv= 0,007193 kgf / cm
2
Pt: 8,5 + 0,960 kgf / cm2= 9,46 kgf/cm
2
Pa: 9,46 - 0,007193= 9,4528 kgf / cm2.
W: 0,622 x ( 0,007193 / 9,4528 )= 0,0004732 kgágua / kgar seco
serão condensados: 0,0084 - 0,0004732= 0,007926 kgágua / kgar seco
Massa de água condensada: 86,39 x 0,007926= 0,680 kgágua / hora
Vazão de ar úmido 4700 Nm3/h
Pressão do ar úmido 8,0 kgf/cm2g
Temperatura do ar úmido 35°C
1.1.1 Freon-12
Umidade relativa 60% Temperatura de bulbo úmido 22°C Temperatura de bulbo seco 28°C
13
1.6.2 Secadores de Ar por Adsorção
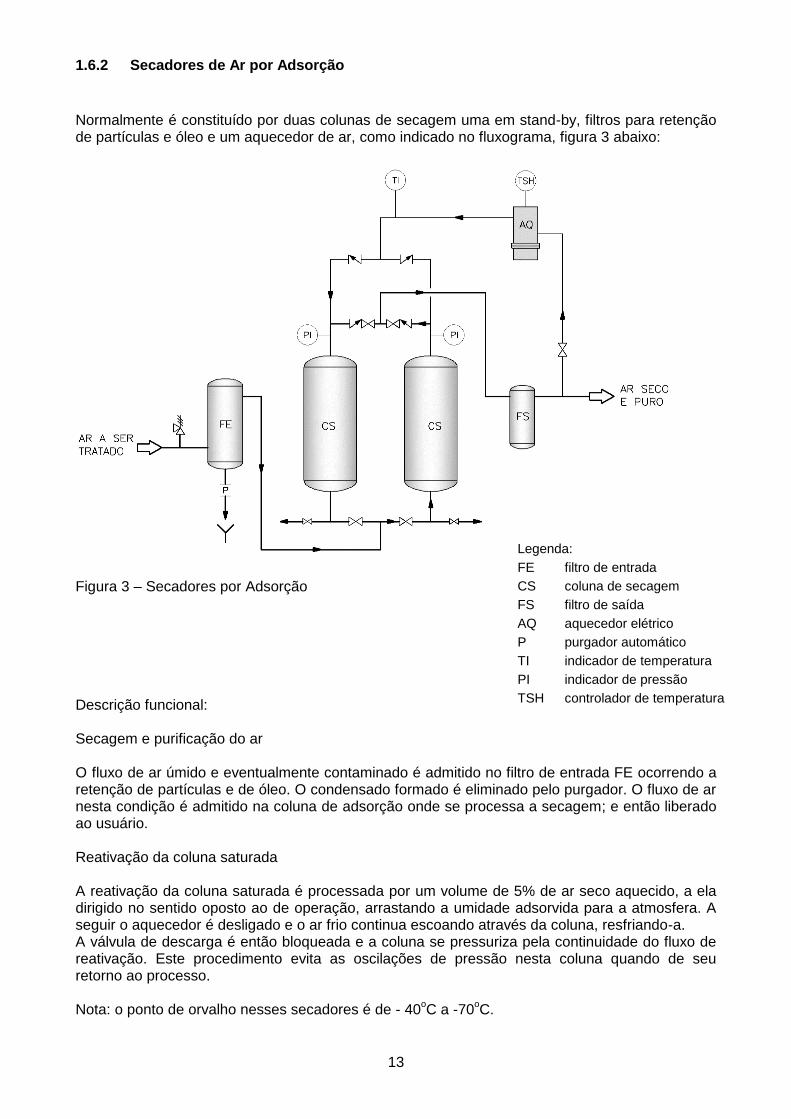
Normalmente é constituído por duas colunas de secagem uma em stand-by, filtros para retenção de partículas e óleo e um aquecedor de ar, como indicado no fluxograma, figura 3 abaixo:
Figura 3 – Secadores por Adsorção Descrição funcional: Secagem e purificação do ar O fluxo de ar úmido e eventualmente contaminado é admitido no filtro de entrada FE ocorrendo a retenção de partículas e de óleo. O condensado formado é eliminado pelo purgador. O fluxo de ar nesta condição é admitido na coluna de adsorção onde se processa a secagem; e então liberado ao usuário. Reativação da coluna saturada A reativação da coluna saturada é processada por um volume de 5% de ar seco aquecido, a ela dirigido no sentido oposto ao de operação, arrastando a umidade adsorvida para a atmosfera. A seguir o aquecedor é desligado e o ar frio continua escoando através da coluna, resfriando-a. A válvula de descarga é então bloqueada e a coluna se pressuriza pela continuidade do fluxo de reativação. Este procedimento evita as oscilações de pressão nesta coluna quando de seu retorno ao processo. Nota: o ponto de orvalho nesses secadores é de - 40
oC a -70
oC.
Legenda:
FE filtro de entrada
CS coluna de secagem
FS filtro de saída
AQ aquecedor elétrico
P purgador automático
TI indicador de temperatura
PI indicador de pressão
TSH controlador de temperatura

14
Arranjos construtivos
1 - Sem aquecedor Utiliza apenas o calor gerado na adsorção, processo exotérmico, para aquecer e regenerar o material adsorvedor do leito saturado. Esse processo promove consumo elevado do próprio ar comprimido, cerca de 15%.
2 - Com bomba de vácuo
É similar ao sem aquecedor, mas possui uma bomba de vácuo que reduz a contra-pressão exercida pela atmosfera, neutralizando as forças de atração / adesão do material adsorvedor. Assim, é possível reduzir até 2% do consumo de ar comprimido para a regeneração, porém demanda um adicional de energia elétrica para geração do vácuo. 3 - Com aquecimento interno Possui resistência interna elétrica ou a vapor que aquece o leito saturado até a temperatura de regeneração, quando um pequeno fluxo de ar encarrega-se da purga. Se a resistência for usada apenas para aquecer o ar de regeneração, haverá a necessidade de maior consumo de ar, cerca de 8%. 4 - Com aquecimento externo O fluxo de ar de regeneração é aquecido por resistência externa aos leitos. Nesse caso ocorrem perdas significativas de calor para o meio-ambiente, e consumo de até 8% de ar de regeneração. 5 - Com soprador É similar ao tipo “com aquecimento externo”, mas possui um soprador que capta o ar ambiente, aquecendo-o e direcionando-o para o leito a ser regenerado. Dessa forma o consumo de ar comprimido para fins de regeneração é eliminado.
Ciclos operacionais dos secadores de ar por adsorção por coluna
Ciclo completo de funcionamento: 16,00 horas
Operação contínua até a saturação: 8,00 horas.
Reativação (aquecimento): 6,50 horas.
Resfriamento: 1,00 hora.
Pressurização: 0,5 hora.
1.7 RESERVATÓRIOS DE AR
São previstos para promover a regularização da intermitência do fluxo descarregado pelo compressor, ou para operar como acumuladores pneumáticos, garantindo o suprimento do fluxo de ar comprimido, quando da parada do conjunto moto compressor, por corte não previsto da energia elétrica. Com a redução da velocidade do fluxo de ar comprimido, quando da entrada no interior do reservatório, a condição de condensação da umidade contida no gás em escoamento é acentuada. Assim os reservatório deverão ser equipados com purgadores automáticos montados no tampo inferior. A instalação e o projeto desses reservatórios devem estar em conformidade com as posturas normativas da norma regulamentadora NR 13, do Ministério do Trabalho.

15
Dimensional dos reservatórios de ar comprimido pré fabricados

16
Dimensionamento volumétrico de reservatórios de ar comprimido
Pode ser feito por dois critérios, em função da vazão (Q) aspirada pelo compressor.
Primeiro: sugerido para reservatórios destinados à regularização da intermitência do fluxo
descarregado pelo compressor: Q 5 =V , em m3 (equação 6 a)
onde: Q - vazão aspirada em m3/min.
Segundo mais usual, 3 Q V , em m3 (equação 6 b)
onde Q é a vazão aspirada em m3/h.
Se o reservatório visar garantir o suprimento de ar sem o fluxo de abastecimento funcionando como um acumulador, o dimensionamento volumétrico será feito em função da autonomia desejada por ciclos de operação, como indicado.
Dimensionamento volumétrico de acumuladores de ar comprimido
Calcular o volume de um acumulador para atender às seguintes condições:
temperatura: 20 °C
consumo por ciclo: 5,41 Nm3 / ciclo
pressão máxima operacional: 9,0 kgf / cm2g
pressão mínima operacional: 7,0 kgf / cm2g
número de ciclos requerido: 2
Sequencia de cálculo
arbitrar o volume geométrico do acumulador;
calcular o volume normal correspondente à pressão máxima;
deduzir o volume do primeiro ciclo;
calcular a pressão residual e compará-la com a condição requerida.
- Volume do reservatório arbitrado: 7,5 m3
- Volume normal : =V 20) + (273
7,5 1,03) + (9 =
20) + (273
V1,03
73,03 Nm
3
- Volume residual após o 1° ciclo: 73,03 - 5,41 = 67,62 Nm3.
- Pressão residual após o 1° ciclo:
20) + (273
7,5 1P
= 20) + (273
67,62 1,03P1 = 9,28 kgf/cm
2a 8,25 kgf/cm
2g
Este valor é maior que o mínimo operacional com o que se conclui ser o volume arbitrado suficiente para um ciclo.
Repete-se a mesma seqüência para verificar o atendimento ao 2o ciclo.
-Volume residual após 2° ciclo: 67,62 - 5,41 = 62,21 Nm
3.
- Pressão residual após 2° ciclo:
20) + (273
7,5 P =
20) + (273
62,21 1,032 P2 = 8,54 kgf/cm
2a 7,51 kgf/cm
2g
Esta pressão sendo maior que a mínima operacional, demonstra que o volume arbitrado atenderá aos dois ciclos.
Notas: 1 - Para o dimensionamento estrutural do reservatório, ver página 195. 2 - Para o dimensionamento da válvula de segurança, ver página 161.
17
1.8 TRATAMENTO DE AR COMPRIMIDO
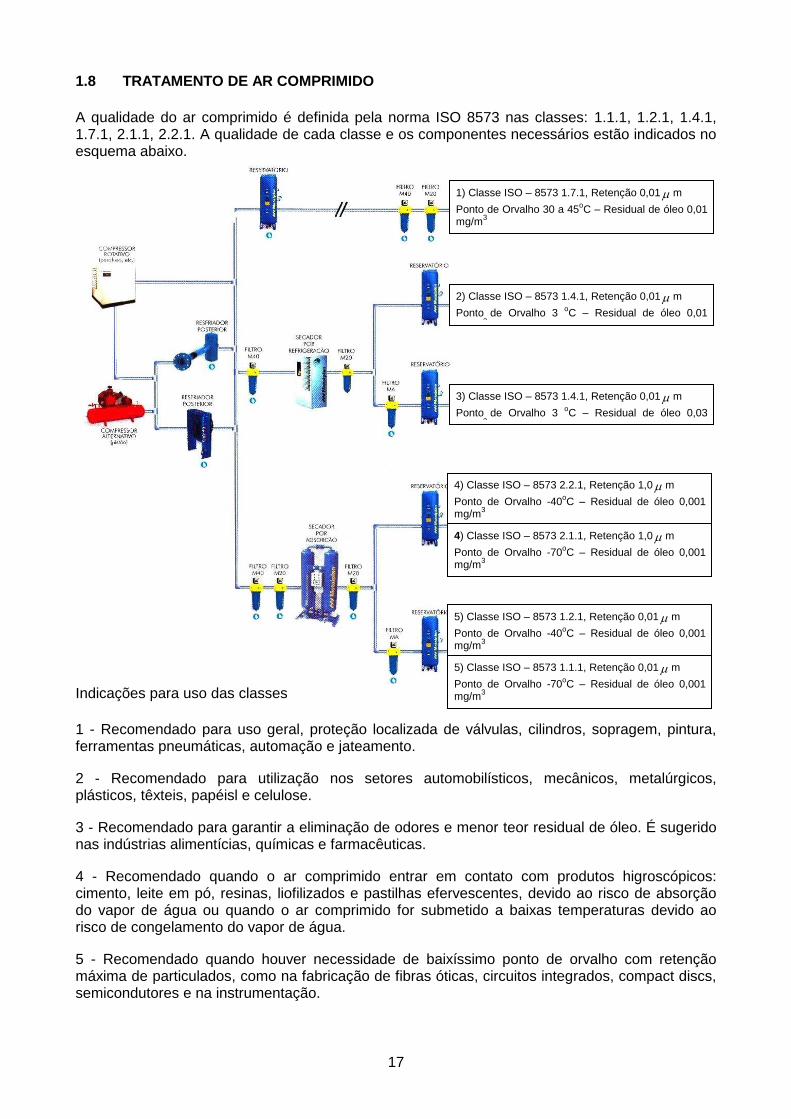
A qualidade do ar comprimido é definida pela norma ISO 8573 nas classes: 1.1.1, 1.2.1, 1.4.1, 1.7.1, 2.1.1, 2.2.1. A qualidade de cada classe e os componentes necessários estão indicados no esquema abaixo.
Indicações para uso das classes
1 - Recomendado para uso geral, proteção localizada de válvulas, cilindros, sopragem, pintura, ferramentas pneumáticas, automação e jateamento.
2 - Recomendado para utilização nos setores automobilísticos, mecânicos, metalúrgicos, plásticos, têxteis, papéisl e celulose.
3 - Recomendado para garantir a eliminação de odores e menor teor residual de óleo. É sugerido nas indústrias alimentícias, químicas e farmacêuticas.
4 - Recomendado quando o ar comprimido entrar em contato com produtos higroscópicos: cimento, leite em pó, resinas, liofilizados e pastilhas efervescentes, devido ao risco de absorção do vapor de água ou quando o ar comprimido for submetido a baixas temperaturas devido ao risco de congelamento do vapor de água.
5 - Recomendado quando houver necessidade de baixíssimo ponto de orvalho com retenção máxima de particulados, como na fabricação de fibras óticas, circuitos integrados, compact discs, semicondutores e na instrumentação.
1) Classe ISO – 8573 1.7.1, Retenção 0,01 m
Ponto de Orvalho 30 a 45oC – Residual de óleo 0,01
mg/m3
2) Classe ISO – 8573 1.4.1, Retenção 0,01 m
Ponto de Orvalho 3 oC – Residual de óleo 0,01
mg/m3
3) Classe ISO – 8573 1.4.1, Retenção 0,01 m
Ponto de Orvalho 3 oC – Residual de óleo 0,03
mg/m3
4) Classe ISO – 8573 2.2.1, Retenção 1,0 m
Ponto de Orvalho -40oC – Residual de óleo 0,001
mg/m3
4) Classe ISO – 8573 2.1.1, Retenção 1,0 m
Ponto de Orvalho -70oC – Residual de óleo 0,001
mg/m3
5) Classe ISO – 8573 1.2.1, Retenção 0,01 m
Ponto de Orvalho -40oC – Residual de óleo 0,001
mg/m3
5) Classe ISO – 8573 1.1.1, Retenção 0,01 m
Ponto de Orvalho -70oC – Residual de óleo 0,001
mg/m3

18
1.9 FILTROS DE AR
Os filtros convencionais trabalham com telas de nylon ou bronze sinterizado, semelhantes a uma peneira, sendo sucetíveis aos seguintes problemas:
- rápida obstrução;
- granulometria de 5, 10, 25, 50 e 100 mícrons;
- impossibilidade de retenção de partículas menores que a malha;
- ineficiente para eliminação de condensado e aerossóis de água e óleo.
Os filtros coalescentes apresentam um proceso de filtragem utilizando elementos de microfibra de boro silicato de densidade graduada, dispostas aleatoriamente formando um labirinto, permitindo porém, a permanência de vazios, que tem a função de garantir baixa resistência ao fluxo e impedir a rápida obstrução do elemento. A palavra coalescente aplicada para filtragem de ar se refere a um processo em regime permanente de aerossóis de líquidos de dimensões submicrômicas e, que são aglomeradas em gotas maiores, através de colisão e aderência com a microfibra de boro silicato. Além destes filtros permitirem a retenção de partículas muito menores, da ordem de 0,01 mícron, pelo mesmo método conseguem reter condensado e aerossóis de água e óleo. Componentes do filtro coalescente Invólucro Em aço inoxidável com mostrador para verificação de saturação. Temperatura limite de 70
oC e pressão classe 16.
Conexões flangeadas ou roscadas, segundo a norma ANSI. Elemento filtrante - dois revestimentos em aço inoxidável à prova de choque mantêm o pré-filtro e o meio filtrante em posição;
- a cobertura de espuma elimina a possibilidade de passagem de líquidos
para o ar filtrado;
- os tampos das extremidades encontram-se firmemente fixos ao
revestimento interno, por meio de resina epóxi;
- cada tampo incorpora dois anéis “O ring”.
Identificação dos componentes:
1. camada externa do filtro;
2. revestimento em aço inoxidável;
3. primeira camada: pré-filtro;
4. segunda camada: meio filtrante em rede de microfibras sem
aglutinantes.
Perda de carga em filtros coalescentes
Retenção até 1,0 μ m p erda de 0.14 bar.
Retenção até 0,01μ m p erda de 0.20 bar.
Retenção até 0,001μ m p erda de 0.30 bar.

19
Capacidade de filtragem
Filtros para remoção de partículas de óleo, água e odores
Carcaça tamanho
Capacidade a 7 Kgf /cm
2 Conexões
rosca BSP
Dimensões em mm Peso Kg
Elemento Filtrante
Nm3 / h SCFM A B C D Tipo Qte
. 0009 90 54 3/8” 275 Ø 70 180 150 1,5 03/10 1
0012 120 72 ½” 335 Ø80 235 200 1,6 04/20 1
0027 270 162 1” 415 Ø105 295 255 2,2 05/25 1
0048 480 288 1 ½” 580 Ø150 405 345 5 07/30 1
0072 720 432 2” 580 Ø150 405 345 6 10/30 1
0108 1080 648 2” 1016 Ø200 901 450 28 15/30 1
0144 1440 864 2 ½” 1016 Ø200 901 580 33 20/30 1
0192 1920 1152 3” 1316 Ø200 1191 850 40 30/30 1
0288 2880 1728 3” 1351 Ø260 1206 850 54 30/50 1
Notas:
- filtros tamanhos 0009 – 0072 carcaça em alumínio contendo purgador automático tipo bóia e
manômetro diferencial;
- filtros tamanhos 0108 – 0288 carcaça em aço carbono contendo purgador automático tipo
termodinâmico e manômetro diferencial;
- disponíveis para pressões até 16 bar e temperatura até 70ºC.
Filtros esterilizantes
Carcaça tamanho
Capacidade a 7 kgf /cm
2 Conexões
rosca BSP
Dimensões em mm Peso
kg Elemento Filtrante
Nm3 / h SCFM A B C D Tipo Qte
. 0009 90 54 3/8” 216 Ø 110 55 80 1,8 03/10 1
0012 120 72 ½” 244 Ø180 55 110 2,2 04/20 1
0027 270 162 1” 297 Ø125 74 135 3,0 05/25 1
0048 480 288 1 ½” 370 Ø160 81 185 4,9 07/30 1
0072 720 432 2” 452 Ø160 81 260 5,8 10/30 1
0108 1080 648 2” 579 Ø170 81 390 6,7 15/30 1
0144 1440 864 2 ½” 752 Ø200 110 515 18 20/30 1
0192 1920 1152 3” 1005 Ø200 110 770 20 30/30 1
0288 2880 1728 3” 1034 Ø240 125 770 21 30/50 1
Notas:
- carcaça: totalmente em aço inox;
- disponível para pressões até 16 bar.
20
1.10 PROJETO
Generalidades
O projeto de um sistema de ar comprimido engloba duas áreas: a de produção e a de distribuição do ar. Em ambas, há de se definir os equipamentos componentes, a partir do que, será possível especificar os materiais aplicáveis, de forma que o usuário do ar comprimido possa ser plenamente atendido, de acordo com suas necessidades Na produção de ar comprimido consideram-se os equipamentos: - moto-compressores, reservatórios, filtros de admissão, secadores de ar e purgadores. Na distribuição do ar comprimido considera-se: - tubos, conexões, filtros, válvulas, mangueiras, lubrificadores / reguladores, cilindros,
instrumentos, purgadores e painéis pneumáticos.
Traçado de redes de distribuição
Para um bom projeto de sistema de distribuição, o traçado das redes deverá obedecer o planejamento mostrado a seguir: - marcar em planta os pontos de utilização, indicando o consumo, pressão, temperatura, natureza
do ar requerido e simultaneidade de operação; - escolher o local da casa de compressores que, na medida do possível, deverá ficar no centro
geométrico dos consumos. Contudo, na maioria dos casos esta centralização não é viável por interferências diversas;
- implantar a rede de distribuição. - marcar em planta as posições das válvulas de shut-off de linha, manômetros, lubrificadores e
acessórios em geral; - prever declividade na linha de forma a permitir o escoamento do condensado; no caso de redes
niveladas, prever dispositivos de drenagem que irão coletar o fluxo condensado. - implantar purgadores nos pontos baixos, e instalar dispositivos de drenagem nos trechos de
transição de elevações e nos trechos horizontais, a cada 40 metros; - implantar a instrumentação de indicação e de controle de acordo com as necessidades
processuais; - projetar a tomada de ar para o consumo pela parte superior da rede de alimentação; - verificar a necessidade ou não de se instalar junto ao ponto de consumo, filtros lubrificadores e
reguladores de pressão; - verificar a necessidade de amortecedores de vibrações e conexões rotativas; - identificar as redes e cada componente em conformidade com o programa; - identificar os suportes e indicar os espaçamentos entre os suportes; - concentrar os bocais dos reservatórios de ar em setores angulares para viabilizar a instalação
de escada e bocas de visita.
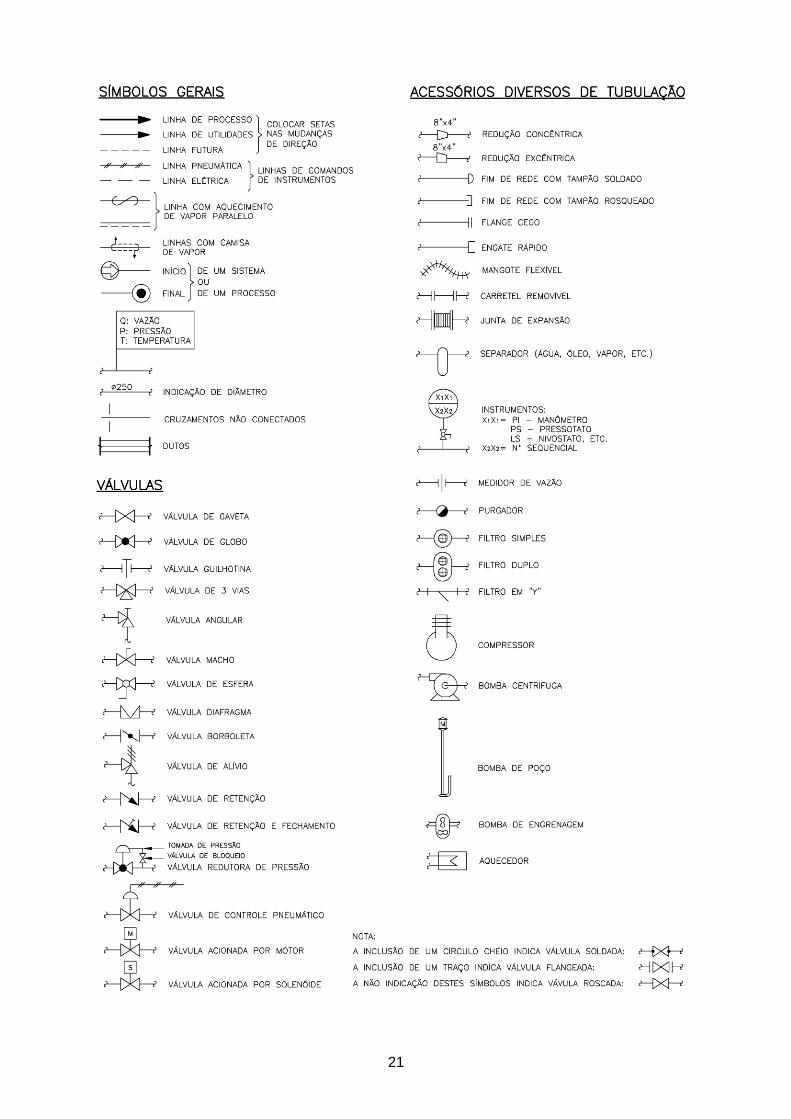
Simbologia
Na elaboração do projeto há de se considerar uma simbologia que represente os componentes envolvidos na geração, distribuição, armazenagem e distribuição do ar comprimido, bem como equipamentos, válvulas direcionais, válvulas de bloqueio, válvulas de regulagem, cilindros e reservatórios. Essa simbologia para uso em fluxogramas está indicada a seguir.
21
22
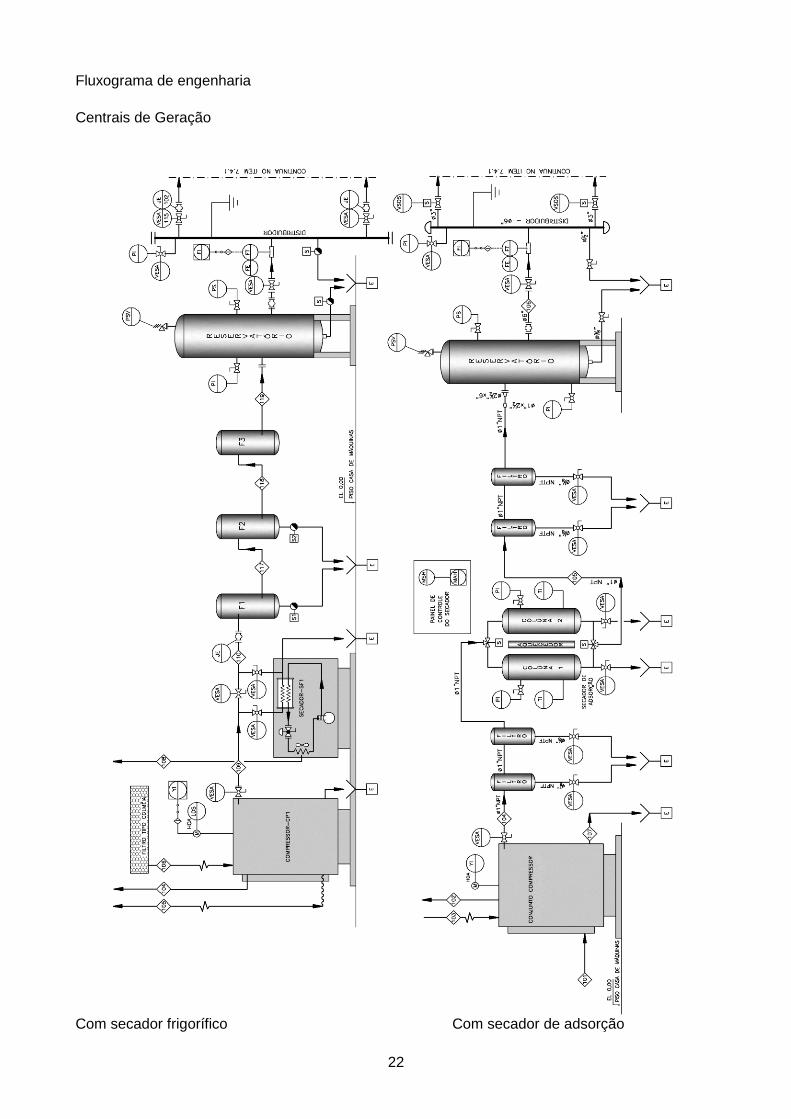
Fluxograma de engenharia
Centrais de Geração
Com secador frigorífico Com secador de adsorção
23
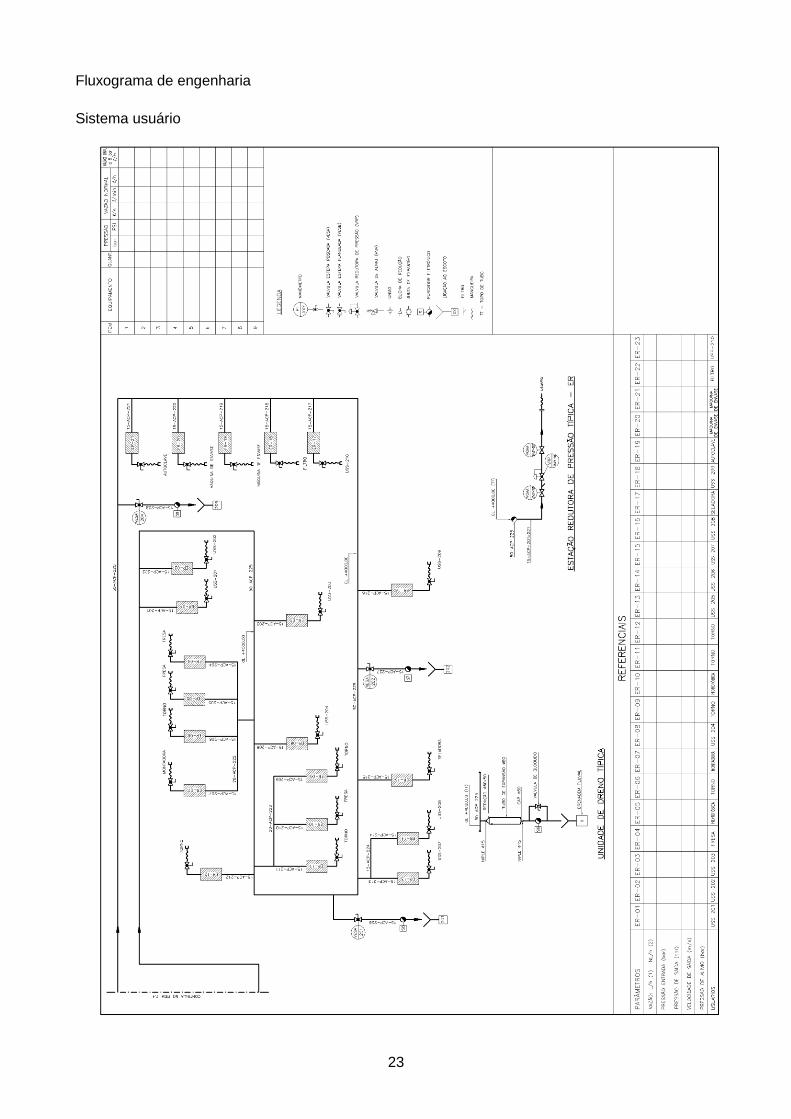
Fluxograma de engenharia
Sistema usuário

24
Arranjo sugerido para Casa de Máquinas

25
Isométrico geral referente ao fluxograma de engenharia do sistema usuário, página 23.

26
Spools de fabricação

27
Componentes das Redes de Distribuição
Válvula Gaveta indicada para condições operacionais ON-OFF. Não tem restrição diametral. Permite uma passagem do fluxo totalmente livre. Válvula Esfera indicada em alternativa à válvula gaveta, porém limitada a 4”. Válvula Globo indicada para controle de vazão do fluido. Válvula de Retenção indicada para reter o refluxo do ar comprimido. Válvula de Segurança é um dispositivo de alívio de pressão caracterizado pela abertura total e imediata. Válvula de Alívio idêntica à de segurança, porém a abertura é proporcional à pressão. Válvula Direcional de Duas Vias: indicada para acionamento de cilindros pneumáticos. Possui duas posições, permitindo ou não a passagem de ar. Válvula Direcional de Três Vias: indicada para acionamento de cilindros pneumáticos. Possui uma entrada de ar, uma saída e um escape para a atmosfera. Estas válvulas direcionais para serem acionadas requerem um atuador mecânico, elétrico ou pneumático. Purgadores: previstos para drenagem do condensado formado. O condensado é admitido no corpo do purgador pela conexão de entrada e acumula no fundo forçando a bóia no sentido ascendente com o que ocorre a abertura de descarga. Uma vez descarregado o condensado, o purgador tende a ficar pressurizado bloqueando o fluxo do condensado. Para eliminar tal bloqueio é previsto uma conexão de equilíbrio que deve ser ligada à rede, ver página 10. Lubrificadores: previstos para ajustar a vazão de óleo lubrificante conforme requerido pelo equipamento a ser lubrificado, possibilitando ainda suspender momentaneamente o fluxo lubrificante para recarga de óleo, sem interrupção do fluxo de ar. Cilindros: podem ser de simples ação quando a força desenvolvida for apenas em uma direção. Quando esta for desenvolvida tanto no avanço como no retorno do cilindro este é dito de dupla ação. Podem ser de eixo simples ou passante com ou sem regulagem de curso e com ou sem tubo de parada, ver página 29. Filtros: previstos para processar a separação das impurezas pela ação de força centrífuga, partículas maiores e pela passagem do ar em um elemento filtrante. Podem ainda ser usados para remoção de óleo, vapores ou odores de hidrocarbonetos do ar comprimido, ver página 18. Mangueiras: podem ser de dois tipos: borracha sintética com reforço de trançado têxtil e cobertura de borracha sintética ou borracha sintética com trançado interno de fio têxtil, reforço com trançado de aço e cobertura têxtil impregnado com borracha sintética. Em ambos os casos os terminais das mangueiras poderão ser fixos ou giratórios, reusáveis ou não. Tubos e conexões: conforme especificação apresentada a seguir.
28
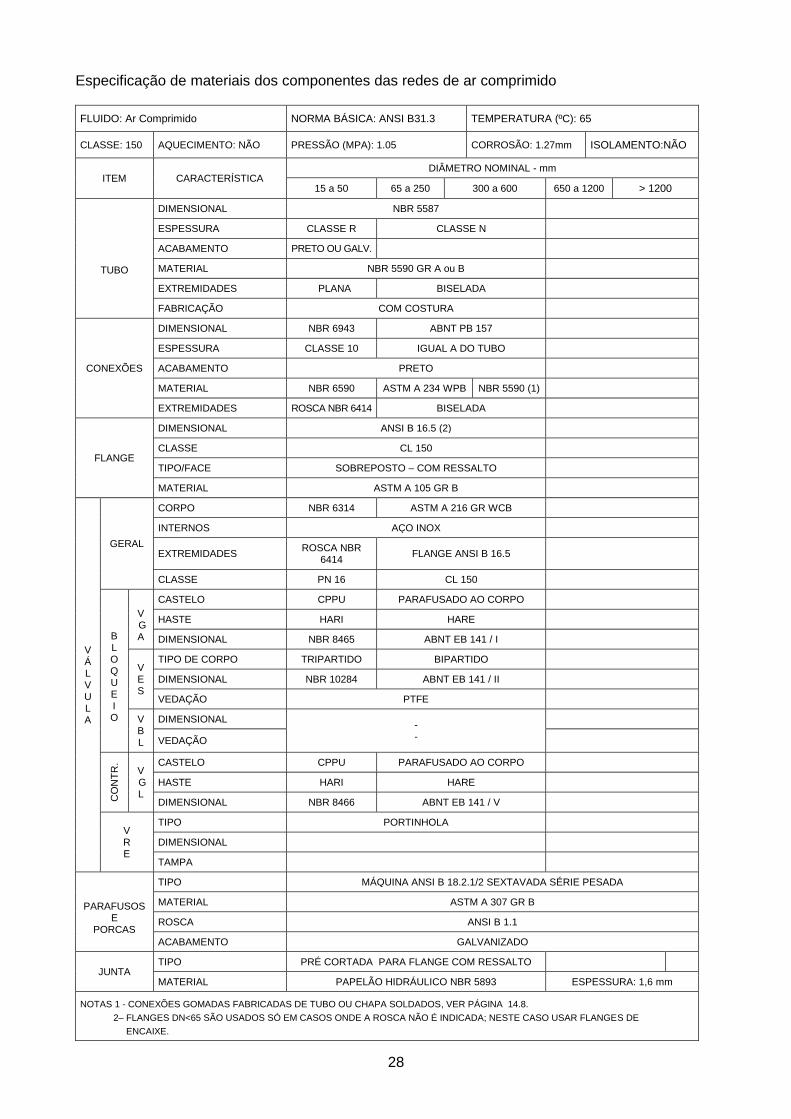
Especificação de materiais dos componentes das redes de ar comprimido
FLUIDO: Ar Comprimido NORMA BÁSICA: ANSI B31.3 TEMPERATURA (ºC): 65
CLASSE: 150 AQUECIMENTO: NÃO PRESSÃO (MPA): 1.05 CORROSÃO: 1.27mm ISOLAMENTO:NÃO
ITEM CARACTERÍSTICA DIÂMETRO NOMINAL - mm
15 a 50 65 a 250 300 a 600 650 a 1200 > 1200
TUBO
DIMENSIONAL NBR 5587
ESPESSURA CLASSE R CLASSE N
ACABAMENTO PRETO OU GALV.
MATERIAL NBR 5590 GR A ou B
EXTREMIDADES PLANA BISELADA
FABRICAÇÃO COM COSTURA
CONEXÕES
DIMENSIONAL NBR 6943 ABNT PB 157
ESPESSURA CLASSE 10 IGUAL A DO TUBO
ACABAMENTO PRETO
MATERIAL NBR 6590 ASTM A 234 WPB NBR 5590 (1)
EXTREMIDADES ROSCA NBR 6414 BISELADA
FLANGE
DIMENSIONAL ANSI B 16.5 (2)
CLASSE CL 150
TIPO/FACE SOBREPOSTO – COM RESSALTO
MATERIAL ASTM A 105 GR B
V Á L V U L A
GERAL
CORPO NBR 6314 ASTM A 216 GR WCB
INTERNOS AÇO INOX
EXTREMIDADES ROSCA NBR
6414 FLANGE ANSI B 16.5
CLASSE PN 16 CL 150
B L O Q U E I O
V G A
CASTELO CPPU PARAFUSADO AO CORPO
HASTE HARI HARE
DIMENSIONAL NBR 8465 ABNT EB 141 / I
V E S
TIPO DE CORPO TRIPARTIDO BIPARTIDO
DIMENSIONAL NBR 10284 ABNT EB 141 / II
VEDAÇÃO PTFE
V B L
DIMENSIONAL - -
VEDAÇÃO
CO
NT
R.
V G L
CASTELO CPPU PARAFUSADO AO CORPO
HASTE HARI HARE
DIMENSIONAL NBR 8466 ABNT EB 141 / V
V R E
TIPO PORTINHOLA
DIMENSIONAL
TAMPA
PARAFUSOS
E PORCAS
TIPO MÁQUINA ANSI B 18.2.1/2 SEXTAVADA SÉRIE PESADA
MATERIAL ASTM A 307 GR B
ROSCA ANSI B 1.1
ACABAMENTO GALVANIZADO
JUNTA TIPO PRÉ CORTADA PARA FLANGE COM RESSALTO
MATERIAL PAPELÃO HIDRÁULICO NBR 5893 ESPESSURA: 1,6 mm
NOTAS 1 - CONEXÕES GOMADAS FABRICADAS DE TUBO OU CHAPA SOLDADOS, VER PÁGINA 14.8.
2– FLANGES DN<65 SÃO USADOS SÓ EM CASOS ONDE A ROSCA NÃO É INDICADA; NESTE CASO USAR FLANGES DE
ENCAIXE.

29
1.11 PARÂMETROS DIMENSIONAIS
Velocidades de escoamento nas tubulações: admissão 5 a 6 m/s distribuição principal 6 a 8 m/s distribuição secundária 8 a 10 m/s mangueiras 15 a 30 m/s
Perda de carga entre o ponto de referência e o ponto mais afastado: 0,30 kgf/cm2.
Vazamento máximo de 10% da vazão máxima simultânea.
Declividade das linhas 0,5% a 1,0%.
Referente ao consumo de ferramentas pneumáticas
Valores em m3 / min referidos a 7,0 kgf / cm
2 e 20°C, segundo Atlas Copco
Tipo Consumo Mínimo Consumo Máximo
soprador 0,65 1,95 secador 0,30 0,60 rebarbador 0,37 0,74 bico de limpeza 0,50 0,50 esmerilhadeira 0,50 0,50 furadeira 0,30 0,40 rosqueadeira 0,90 1,10 rebitador 0,34 1,30 chave de impacto 0,25 0,34 pistola de pintura 0,50 1,55 jato de areia 1,55 1,55
Referente ao consumo de cilindros pneumáticos
Diâmetro Consumo de ar em dm3 por ciclo Avanço e Retorno por milímetro de curso sob várias pressões em kgf/cm²
Cilindro haste 1.5 4.0 7.0 10.0 12.0 15.0 18.0 21.0
1 ½” 5/8” 0,005 0,010 0,016 0,022 0,026 0,032 0,038 0,044
2” 5/8” 0,009 0,019 0,030 0,041 0,049 0,060 0,071 0,082
2 ½” 5/8'” 0,015 0,031 0,049 0,067 0,080 0,098 0,116 0,135
3 ¼” 1” 0,025 0,050 0,081 0,111 0,132 0,162 0,192 0,223 1 3/8” 0,024 0,048 0,077 0,105 0,125 0,154 0,193 0,212
4” 1” 0,039 0,078 0,125 0,172 0,203 0,250 0,297 0.344 1 3/8” 0,039 0,078 0,125 0,172 0,203 0,250 0,297 0.332
5” 1” 0,062 0,124 0,198 0,272 0,322 0,396 0,470 0.544 1 3/8” 0,061 0,121 0,194 0,267 0,315 0,388 0,461 0,533
6” 1 3/8” 0,089 0.177 0,284 0,390 0,461 0.568 0,674 0.781 1 ¾” 0,087 0,174 0,279 0,384 0,453 0,558 0,562 0,767
8” 1 3/8” 0,159 0,318 0,510 0,701 0,829 1,020 1,211 1,402 1 ¾” 0,158 0,316 0,506 0,696 0,822 1,012 1,201 1,391
10” 1 ¾” 0,249 0,498 0,797 1,096 1,295 1,594 2” 0,248 0,496 0,794 1,092 1,290 1,588
12” 2” 0,359 0,719 1,150 1,581 1,869 2,300 2 ½” 0,359 0,719 1,150 1,581 1,869 2,300
Referente à força exercida pelos cilindros pneumáticos
Diâmetro Cilindro
kgf/cm² 1.4 2.8 4.2 5.6 7.0 8.4 9.8 11.2 12.6 14.0 15.4 16.8 18.2 19.6 21.0
Psi 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
1 ½”
Força em kgf
16 255 454 709
1021
32 48 64 80 96 112 128 144 160 176 192 208 224 240
2” 28 56 84 112 140 166 196 224 252 280 308 336 364 392 420
2 ½” 44 88 132 176 220 264 308 352 396 440 484 528 572 616 660
3 ¼” 75 150 225 300 375 450 525 600 675 750 825 900 975 1050 1125
4” 113 226 339 452 565 678 791 904 1017 1130 1243 1356 1469 1582 1695
5” 179 358 537 716 895 1074 1253 1432 1611 1790 1969 2148 2327 2506 2685
6” 255 510 765 1020 1275 1530 1785 2040 2295 2550 2805 3060 3315 3570 3825
8” 454 1908 1362 1816 2270 2724 3178 3632 4086 4540 4994 5448 5902 6356 6810
10” 709 1418 2127 2836 3545 4254 4963 5672 6381 7090 7799 8508
12 1021 2042 3063 4084 5105 6126 7147 8168 9189 10210 11231 12252

30
1.12 CIRCUITOS PNEUMÁTICOS
Painéis pneumáticos / válvulas direcionais
Fluxograma Pneumático
Cálculo da vazão de ar requerida para o acionamento de cilindros
Exemplo numérico Determinar a vazão de ar comprimido em m
3/h, para suprir o consumo de ar comprimido de um cilindro
de 2 ½” com haste de 5/8”, necessária para promover um deslocamento de 10cm (5+5) em 30s. Considerar a pressão na entrada do cilindro equivalente a 4,0bar. Solução: - conforme tabela página anterior consumo unitário 0,031 dm
3/mm
- consumo total 0,031 x 100= 3,1 litros
- vazão 100030
360013
,= 0,372 m
3/h a 4,0 bar

31
Folha de dados para dilindros pneumáticos
ITEM DESCRIÇÃO
1 Cilindro pneumático: 8 Garfo ponteira fêmea 1 peça
DE
SC
RIÇ
ÃO
Fabricante de Referência : Parker
AR
TIC
ULA
ÇÃ
O Rosca 16unf: ø 3/4"
Código de referência: 3520M0510-137-0450 Material: aço
Local: Silo de Bolas SI-144A-9507 Código de referência: 3520-0020
Serviço: Acionamento da comporta Fabricante: Parker
Modelo: Informar Pino com anéis elástico p/ garfo: 1 peça
Item: Informar Material: aço
TAG: CP-144A-9507 Código de referência: 3520.3346
Quantidade: 1 peça Fabricante: Parker
2 Período de trabalho 24 h/dia ; 365 dias/ano
CO
ND
IÇA
Õ D
E
OP
ER
AÇ
ÃO
Ciclo de trabalho: a cada 10 minutos
Serviço (pesado; médio; leve): Pesado
Ambiente (poeirento; úmido; corrosivo): Poeirento / Úmido
Fluido ar comprimido filtrado e lubrificado
Temperatura ambiente: 10 a 40 °C
Temperatura de trabalho: -10 a 80 °C
Altitude: 840 m
Força desenvolvida (avanço/retorno): 445 / 427 kgf
Pressão de serviço: 3,60 kgf/cm²
Pressão de projeto: 10 kgf/cm²
Curso: 450 mm
3 Tipo de cilindro: Dupla ação
CA
RA
TE
RIS
TIC
AS
CO
NS
TR
UT
IVA
S
Diâmetro do cilindro: 5”
Extremidade da haste: Rosca externa ø3/4” 16-UNF-2 A
Diâmetro da haste: 1”
Curso máximo : 450 mm
Tipo de fixação: Munhão central
Conexões : ø1/2” NPT
Materiais: camisa Alumínio / Latão
cabeçote Alumínio / Ferro fundido
haste Aço inox.
mancal da haste Bronze
êmbolo Alumínio / Ferro
guarnições Buna-N
Proteção para a haste (sanfona): Sim
Material da sanfona : Neoprene
Código da sanfona: 1923-211X
fabricante: Paker
Ação: Ar para abrir e fechar
Posição de Falha elétrica: Fechado
Posição de Falta de Ar: manter fechado
4 Válvula direcionadora com Solenóide simples: Sim
AC
ES
SO
RIO
S
Tipo : 5 vias
Alimentação elétrica: 120V – CA - ± 10%, 60Hz
Conexão elétrica : 3/4” NPT.
Invólucro ( IEC / 44 ) : IP65
Conexão pneumática : 1/2” NPT.
Pressão do ar de suprimento: 5,0 kgf/ cm²
Filtro regulador e lubrificador de linha Sim
Sensores magnético para indicação do posicionamento: Sim
Placa de identificação: Sim
Material da placa: Aço Inox
Caracteres: Em baixo relevo
5 Espigões serrilhados roscado : ø 1/2" NPT
CO
NE
XÕ
ES
quantidade
Niples duplos roscado: 1/2" NPT
Quantidade:
Mangueira de borracha com uma trama de rayon: 10 kgf/cm²
Quantidade:
Braçadeira em Aço inox: rosca sem fim
Quantidade: :
6 Válvulas reguladoras de vazão - ref. 3250: corpo latão - C vedação em buna-N.
Quantidade :
7
Silenciadores : tipo / material simples /alumínio
Diâmetro: compatível com a válvula direcional
Quantidade:
Nota: outros fornecedores SMC, FESTO.
32
P pressão absoluta de projeto em kgf / cm2
Pn pressão absoluta normal em kgf / cm2
T temperatura de projeto em K Tn temperatura normal em K Q vazão de projeto em m
3/min
Qn vazão normal em Nm3/min
Q vazão de projeto em m3 / h
V velocidade em m / s d diâmetro nominal em polegada
di diâmetro interno em m a coeficiente em m
V velocidade em m/s Q vazão de projeto em m
3/h
di diâmetro interno em m
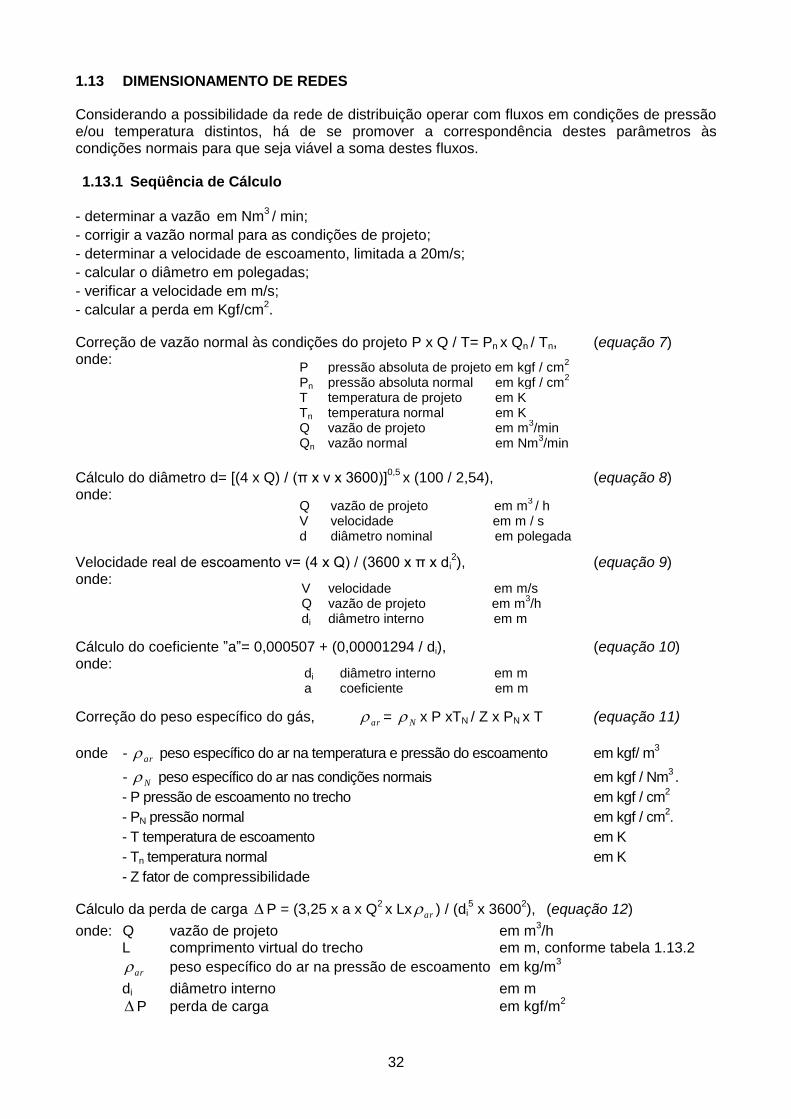
1.13 DIMENSIONAMENTO DE REDES
Considerando a possibilidade da rede de distribuição operar com fluxos em condições de pressão e/ou temperatura distintos, há de se promover a correspondência destes parâmetros às condições normais para que seja viável a soma destes fluxos.
1.13.1 Seqüência de Cálculo
- determinar a vazão em Nm3 / min;
- corrigir a vazão normal para as condições de projeto;
- determinar a velocidade de escoamento, limitada a 20m/s;
- calcular o diâmetro em polegadas;
- verificar a velocidade em m/s;
- calcular a perda em Kgf/cm2.
Correção de vazão normal às condições do projeto P x Q / T= Pn x Qn / Tn, (equação 7) onde: Cálculo do diâmetro d= [(4 x Q) / (π x v x 3600)]
0,5 x (100 / 2,54), (equação 8)
onde: Velocidade real de escoamento v= (4 x Q) / (3600 x π x di
2), (equação 9)
onde: Cálculo do coeficiente ”a”= 0,000507 + (0,00001294 / di), (equação 10) onde:
Correção do peso específico do gás, ar = N x P xTN / Z x PN x T (equação 11)
onde - ar peso específico do ar na temperatura e pressão do escoamento em kgf/ m3
- N peso específico do ar nas condições normais em kgf / Nm3 .
- P pressão de escoamento no trecho em kgf / cm2
- PN pressão normal em kgf / cm2.
- T temperatura de escoamento em K
- Tn temperatura normal em K
- Z fator de compressibilidade
Cálculo da perda de carga P = (3,25 x a x Q2 x Lx ar ) / (di
5 x 3600
2), (equação 12)
onde: Q vazão de projeto em m3/h
L comprimento virtual do trecho em m, conforme tabela 1.13.2
ar peso específico do ar na pressão de escoamento em kg/m3
di diâmetro interno em m
P perda de carga em kgf/m2

33
1.13.2 Comprimentos Equivalentes das Conexões
Nota: o comprimento virtual é obtido somando-se ao comprimento real do trecho o comprimento equivalente correspondente às conexões, válvulas e acessórios.

34
1.13.3 Cálculo de Diâmetros e Perda de Carga
Considerando:
vazão de ar : 210 Nm3 / h
pressão no início do trecho: 7,0 kgf /cm2
velocidade de escoamento: 8,0 m / s
temperatura de escoamento: 20°C Ξ 68ºF Ξ 293 K
comprimento: 100 m, vide nota 1
pressão barométrica 1,03 kgf/cm2 Ξ 760 mmHg
temperatura normal 15oC Ξ 298 K
peso específico do ar 1,243 kg/Nm3
Nota 1: considerado o virtual correspondente à soma do real com os equivalentes das
conexões.
2: condições normais: PN = 1,03 kgf / cm2, TN = 15
oC
Correção da vazão 298 7,0) + (1,03
293 1,03 210 : Q
27,3 m
3/ h
Cálculo do diâmetro nominal: 2,54
100
3600 8
27,3 4d
π:
"1,3
Como o valor nominal 1,3” não é comercial, adotar 1 1/2” e recalcular a velocidade em função do novo diâmetro interno, neste caso 0,0381 m, considerando a parede do tubo Sch 80.
Cálculo da velocidade real de escoamento 0,0381 3600
27,3 4 :V
2
6,69 m / s
Correção do peso específico do ar para a pressão e temperatura do escoamento
ar = 1,293 x ( 7+1,03) x(273+15) / 1 x 1,03 x (273 + 20) = 9,39 kg / m3
Cálculo do coeficiente “a”.
0,0381
0,00001294 + 0,000507a : . m 0,0008464
Cálculo da perda de carga no trecho
2m / kgf : 1867 =
23600
50,0381
9,39 100 2
27,3 0,0008464 3,25p
ou 0,1867kgf / cm
2
Cálculo da pressão no final do trecho: 7,00 – 0,1867 = 6,81 kgf / cm
2.

CAPÍTULO II
BOMBEAMENTO DE FLUIDOS
Central de Bombeamento

37
2.1 CONCEITUAÇÃO INTRODUTÓRIA
Os sistemas de bombeamento industrial requerem:
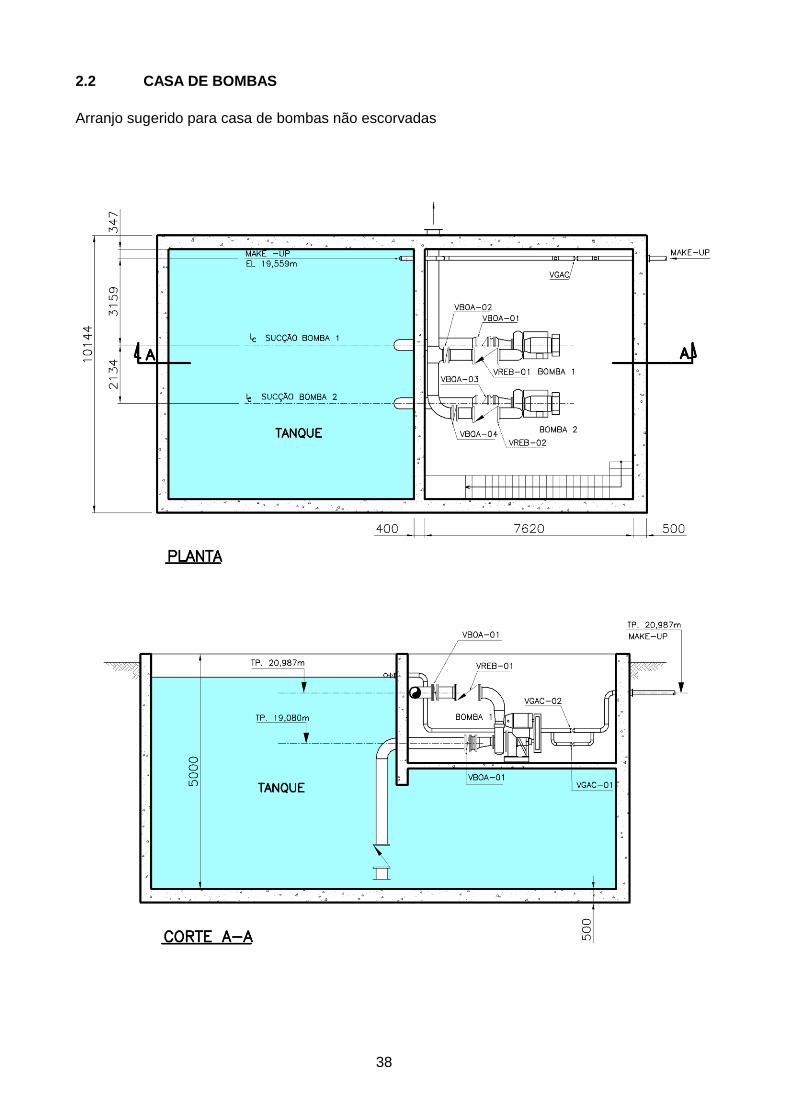
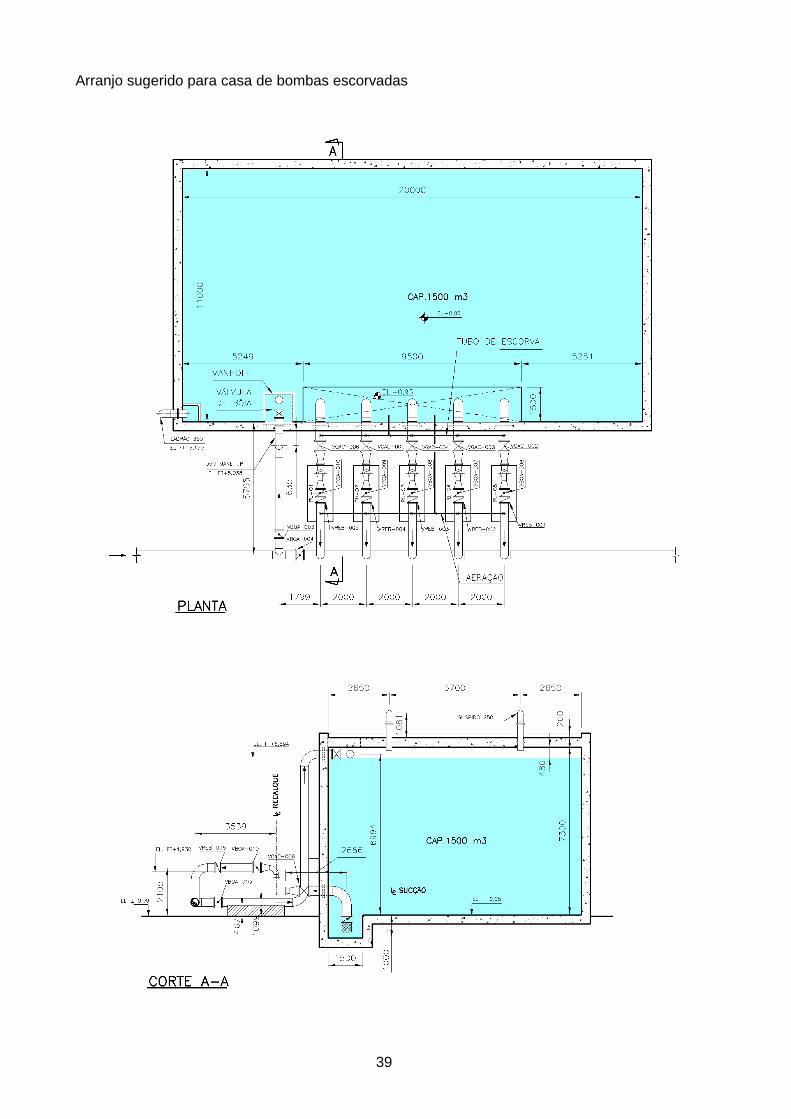
- área destinada à “casa de máquinas” para abrigar os conjuntos moto bombas, além dos quadros de comando, controle elétrico e monoviga de manutenção. - tanque de acumulação do fluido a ser bombeado, projetado de modo que a lâmina do fluido fique estável. - controles de nível para quatro condições operacionais: muito alto, alto, baixo e muito baixo. Bombas Escorvadas e Bombas não Escorvadas O sistema de bombeamento é projetado com duas redes: a de sucção que interliga o tanque de acumulação do fluido com a conexão de entrada na bomba, e a de recalque que conecta a descarga da bomba ao usuário do fluido bombeado. Existem dois níveis referenciais: o primeiro da lâmina do fluido, o segundo do eixo da bomba. Considerando o nível igual a zero, a bomba estará escorvada (afogada) sempre que o o nível do fluido estiver acima do eixo da bomba; será não escorvada em caso contrário. Referenciais para projeto Nos casos em que a bomba for instalada na condição de “não escorvada”, a tubulação de sucção deverá ser projetada com caimento no sentido da bomba para o tanque, a fim de evitar a formação de bolhas. Deverá também dispor de uma tubulação derivada da rede de recalque e equipada com válvula de bloqueio manual, para escorva da bomba quando necessário. Se for necessário para as condições operacionais do bombeamento mais de um conjunto moto bomba, cada um deles deverá ser projetado com redes de sucção independente. Cada rede de sucção, por sua vez, deverá conter no ponto de tomada do fluido, um conjunto de válvulas de pé com crivo, e na conexão de entrada da bomba, uma redução excêntrica e um amortecedor de vibração. Considerações técnicas Referentes às tubulações de sucção:
- evitar pontos altos para não favorecer o acúmulo de bolhas;
- ter a menor perda de carga possível (usar diâmetro maior que o do bocal de sucção);
- utilizar filtros e quando houver sucção dupla, os ramais devem ser exatamente simétricos;
- observar para que o peso da tubulação não atue sobre a bomba;
- instalar vacuômetros.
Referentes às tubulações de recalque:
- Instalar juntas de expansão.
- instalar manômetros antes das válvulas de bloqueio;
- observar para que o peso da tubulação não atue sobre a bomba.
Referentes aos sistemas de bombeamento de fluidos aquecidos: - projetar dispositivos de aquecimento para o conjunto moto bomba em standy-by quando a
operação ocorrer em temperatura maior que 100oC.
38
2.2 CASA DE BOMBAS
Arranjo sugerido para casa de bombas não escorvadas
39
Arranjo sugerido para casa de bombas escorvadas
40
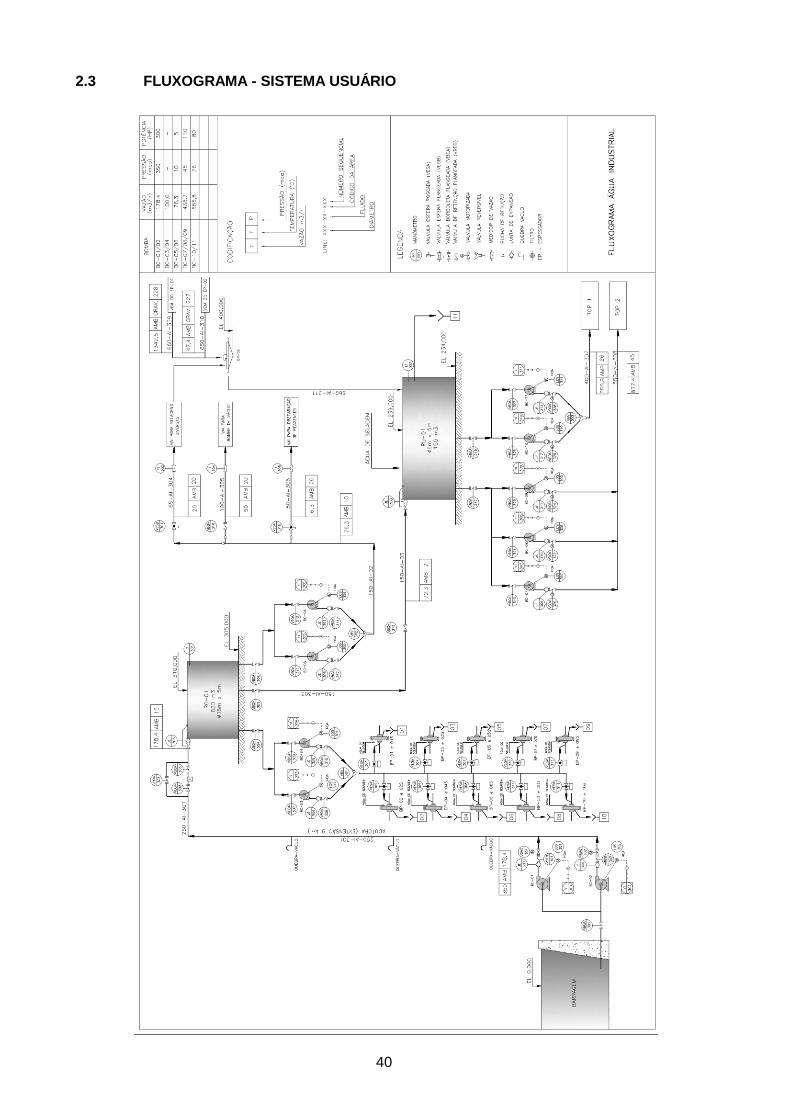
2.3 FLUXOGRAMA - SISTEMA USUÁRIO

41
2.4 TIPOS DE BOMBA
As bombas podem ser classificadas em:
Bombas Volumétricas
Também chamadas de deslocamento positivo: quando o deslocamento do fluido ocorrer na mesma velocidade, direção e sentido do elemento propulsor.
Turbo Bombas
Também chamadas de hidrodinâmicas: quando o deslocamento do fluido é decorrente da ação centrifuga imposta pelo giro deste elemento propulsor. Como exemplos construtivos destas bombas, podemos citar: - bombas volumétricas: - de diafragma alternativa
- de engrenagem rotativa - de parafuso ou fuso rotativa - de rolo rotativa - peristáltica rotativa
- turbo bombas: - centrífuga rotativa
- axial rotativa Se desejarmos um quadro comparativo que sugira a aplicabilidade de um ou outro tipo, podermos considerar o que se segue:
Parâmetro
Tipo
Turbo Bombas Bombas Volumétricas
Centrifuga Axial Rotativa Alternativa
Altura de sucção
em metros 4,50 4,50 6,50 6,50
Fluidos bombeados
limpos ou abrasivos
limpos ou abrasivos
viscosos e não abrasivos
limpos e puros
Pressão de recalque
baixa a alta baixa a alta média muito alta
Vazão de recalque
alta muito alta média pequena
Se a pressão demandada
aumentar, a vazão decrescerá decrescerá não se altera não se altera
Se a pressão demandada aumentar, a potência
decrescerá decrescerá crescerá crescerá

42
Bombas Volumétricas
Bomba de engrenagem – figura 2 Bomba de rolo – figura 3
Bomba de fuso – figura 4 Bomba peristáltica – figura 5
Válvulas requeridas na montagem de bombas volumétricas:
- válvula de alívio na tubulação de recalque; - válvulas de bloqueio nas tubulções de sucção e de recalque.
Aplicação: transferência de fluidos com até 22.000 centipoases óleos lubrificantes, combustíveis e vegetais, adesivos. Aditivos, polióis, solventes, melaço e glicose.
Aplicação: transferência de fermentos, leveduras, cremes, xampus, detergentes, xaropes, mel, massa de carne, iogurtes, requeijão.
Aplicação: lubrificação de motores de turbinas a gás e vapor, de redutores de velocidade, de grandes bombas centrífugas. Carga e descarga de óleos lubrificantes, óleos combustíveis, petróleo, produtos químicos em refinarias; Alimentação de queimadores, selagem, circuitos hidráulicos.
Aplicação: transferências de lodos, polpas ou borras: dosagem de aditivos viscosos, com sólidos ou com tendência a liberar gases.
43
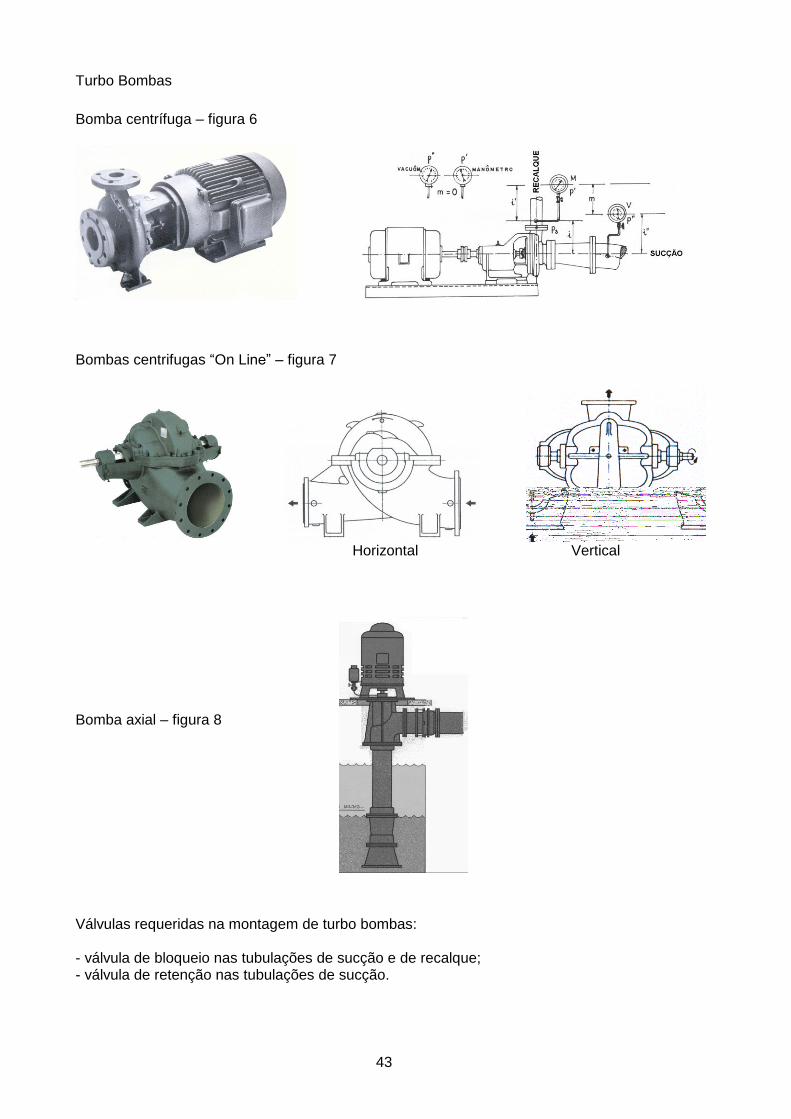
Turbo Bombas
Bomba centrífuga – figura 6
Bombas centrifugas “On Line” – figura 7
Horizontal Vertical Bomba axial – figura 8
Válvulas requeridas na montagem de turbo bombas: - válvula de bloqueio nas tubulações de sucção e de recalque; - válvula de retenção nas tubulações de sucção.
44
2.5 CONSIDERAÇÕES SOBRE BOMBAS DE POLPA
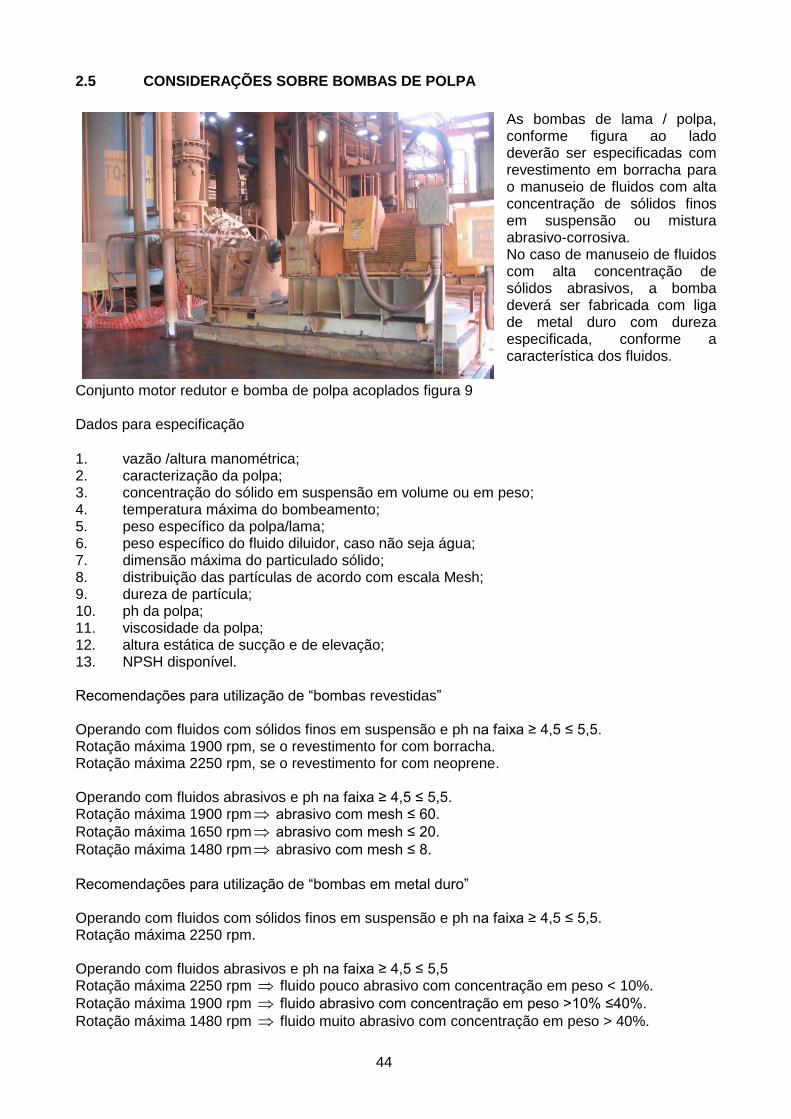
As bombas de lama / polpa, conforme figura ao lado deverão ser especificadas com revestimento em borracha para o manuseio de fluidos com alta concentração de sólidos finos em suspensão ou mistura abrasivo-corrosiva. No caso de manuseio de fluidos com alta concentração de sólidos abrasivos, a bomba deverá ser fabricada com liga de metal duro com dureza especificada, conforme a característica dos fluidos.
Conjunto motor redutor e bomba de polpa acoplados figura 9 Dados para especificação
1. vazão /altura manométrica; 2. caracterização da polpa; 3. concentração do sólido em suspensão em volume ou em peso; 4. temperatura máxima do bombeamento; 5. peso específico da polpa/lama; 6. peso específico do fluido diluidor, caso não seja água; 7. dimensão máxima do particulado sólido; 8. distribuição das partículas de acordo com escala Mesh; 9. dureza de partícula; 10. ph da polpa; 11. viscosidade da polpa; 12. altura estática de sucção e de elevação; 13. NPSH disponível.
Recomendações para utilização de “bombas revestidas” Operando com fluidos com sólidos finos em suspensão e ph na faixa ≥ 4,5 ≤ 5,5. Rotação máxima 1900 rpm, se o revestimento for com borracha. Rotação máxima 2250 rpm, se o revestimento for com neoprene. Operando com fluidos abrasivos e ph na faixa ≥ 4,5 ≤ 5,5. Rotação máxima 1900 rpm abrasivo com mesh ≤ 60.
Rotação máxima 1650 rpm abrasivo com mesh ≤ 20.
Rotação máxima 1480 rpm abrasivo com mesh ≤ 8.
Recomendações para utilização de “bombas em metal duro” Operando com fluidos com sólidos finos em suspensão e ph na faixa ≥ 4,5 ≤ 5,5. Rotação máxima 2250 rpm. Operando com fluidos abrasivos e ph na faixa ≥ 4,5 ≤ 5,5 Rotação máxima 2250 rpm fluido pouco abrasivo com concentração em peso < 10%.
Rotação máxima 1900 rpm fluido abrasivo com concentração em peso >10% ≤40%.
Rotação máxima 1480 rpm fluido muito abrasivo com concentração em peso > 40%.

45
2.6 FOLHA DE DADOS
Para turbo bombas centrífugas e axiais
1 Identificação (TAG) : Quantidade : 13 Motor elétrico
2 Fabricante :
Acio
nad
or
Fabricante:. Tipo/modelo :
3 Tipo/Modelo : Potência.(HP): Rotação (rpm):
4 Aplicação : Circuito Volts/ciclos/fases: Carcaça.:
5 Serviço : Local : Fator de Serviço : Forma construtiva.:
6 Peso motor (kgf): Bomba (kgf): Proteção IP : Prova de explosão
7 Desenho nº.: 14 Curva proposta
8 Normas aplicáveis :
Perf
orm
an
ce
Rotação (rpm) : NPSH req.(mca)
9 Líquido : PH Rendimento (%) nominal Corrigido :
Co
nd
ição
de O
pera
ção
Temperatura de bombeamento - TB (°C) B.H.P. Hidráulico : Proj.:
Vapor à TB : Rotação vista do lado do acoplamento: Horário. Anti-Horário.
Pressão (kgf/cm2) Sucção: Descarga: Vazão mínima (m
3/h):
Diferencial: Local da instalação Interna Externa
Vazão à TB (m3/h) Normal: Projeto: Diâm. do rotor (mm): min.: proj.: max.
Altura. Manométrica . (mca): Max. rotor de projeto: Serviço : Contínuo Intermitente
NPSH disponível (mca): BHP: máximo com rotor de projeto:
Viscosidade à TB (cp) : Peso especif.ico (kg/m3) : 15 Carcaça/Tampa:
Corrosão/erosão por : Partículas susp (ppm):
Mate
riais
Rotor:
10 Montagem: Horizontal Vertical Centerline Inline Eixo: Bucha do eixo
Co
nstr
ução
Bipartida : Radialmente Axialmente Anéis de desgaste:
Voluta : Simples Dupla Junta da carcaça:
Dreno : Sim Não Diâmetro (mm): Mancais: inferior e intermediário. :
Conexão sucção : Rosca Flange Diâm. (mm): Base bomba/motor:
Conexão recalque : Rosca Flange Diâm. (mm): 16 Profundidade do poço/tanque (m) :
Flanges : FF RF Roscas : NPT BSP
Bo
mb
as A
xia
is
Submergência mínima requer. (m) :
Rotor : Aberto Vortex Fechado Colunas : Flangeadas Roscadas
Montagem do rotor : Ponta do eixo Entre rolamento Fechada lubrificação óleo Aberta
Tipo de rolamento : Radial Axial Fechada lubrificação água
Lubrificação. dos mancais : óleo graxa Diâmetro (mm) coluna : Eixo da coluna :
Direto Polias (correias) Cabeçote tipo :
Acoplamento Marca: Modelo: Placa de fundação : Sim Não
Protetor : Sim Não Empuxo (kg) : Para cima : Para baixo :
11 Caixa da gaxeta D.I.(mm): D.E.(mm): Comp.(mm): Mancal de escora na bomba Sim Não
Ved
ação
do
eix
o / e
ng
axeta
men
to Tipo: Tipo :
Gaxeta Fabricante: Ajuste (m) :
Tamanho / nº de anéis:
Mate
riais
Coluna/eixo :
Tipo / código: Mancal : Bomba : Coluna :
Selo mecânico Fabricante: Tanque :
Modelo: Código API: Cabeçote : Ralo :
Sede tipo: 17 Bomba
Lubrificação : Liquido próprio Fonte externa
Teste
s
Hidrostático Sim Não Testemunhado
Lubrificação conforme API - 610 - Plano Nº Performance Sim Não Testemunhado
12 Refrigeração / Aquecimento Desmontagem (após teste) Sim Não
água (m3/h) entrada saída NPSH requerido Sim Não Testemunhado
Carcaça Motor Elétrico:
Tampa traseira .
Caixa dos mancais
Notas:

46
Para bombas volumétricas peristálticas
AFOGADA NÃO AFOGADA
1) Comprimento da linha de sucção: ______ m. comprimento da linha de descarga:_______m 2) Diâmetro da linha de sucção:_________mm. diâmetro da linha de descarga___________mm 3) Acessórios nas linhas de sucção e descarga : 3.1) Curva 90º sucção (_) descarga (_) curva 45º sucção (_) descarga (_) 3.2) Tee sucção (_) descarga (_) 3.3) Filtros sucção (_) descarga (_) 3.4) Válvulas sucção (_) tipos: _________________________________________ 3.5) Válvulas descarga (_) tipos:_________________________________________ 4) Fluido: _____________densidade:_____________Kg/m
3 viscosidade:__________Cp
4.1) Características do fluido: abrasivo corrosivo pastoso / gelatinoso 4.2) Temperatura do fluido:___ºC 4.2) Temperatura ambiente: __ºC sólidos ___ %. tamanho máximo dos sólidos:_____mm
f variável máxima = _______l/h mínima = _____________l/h 6) Operação: contínua intermitente 7) Utilização: para transferência para dosagem 8) Acionamento: motoredutor monofásico trifásico 9) Acionamento: com inversor ( faixa de variação 1 : 4 ) sem inversor de freqüência 10) Tensão: 11) Freqüência : 50 Hz 12) Motor proteção IP

47
2.7 PROCEDIMENTOS PARA PARTIDA E PARADA DE CONJUNTOS MOTO BOMBAS
Partida
- Verificar se a bomba está escorvada.
- Fechar o registro de recalque (no caso da bomba ser do tipo centrífuga) até que a rotação
nominal seja alcançada. Ao abri-lo, faça-o lenta e gradualmente.
- Verificar a intensidade do gotejamento do fluido pelo “preme-gaxeta”, quando aplicável.
- Proceder a leitura do manômetro, do vacuômetro, do amperímetro, e do voltímetro, verificando
os parâmetros de conformidade, nos termos da norma API – 10.
Parada
- Fechar lenta e gradualmente o registro de recalque, no caso de bomba centrífuga.
2.8 PROBLEMAS OPERACIONAIS
Na operação de um sistema de bombeamento, problemas com a não obtenção dos valores previstos de pressão e vazão, perda do fluxo recalcado e até mesmo queima do motor elétrico podem ocorrer. Considere o quadro seguinte com citações de causas que podem provocar estes defeitos.
defeito: perda pressão de recalque
causas
entrada de ar na sucção ou no corpo da bomba;
entupimento do rotor ou da válvula de pé;
travamento das válvulas de pé na rede de sucção, de bloqueio ou de retenção na rede de recalque;
rotação inferior à nominal;
sentido da rotação do motor invertida;
altura de sucção e/ou altura manométrica não conforme com a nominal.
defeito: alteração na vazão recalcada
causas
entrada de ar na sucção ou no corpo da bomba;
entupimento parcial do rotor ou da válvula de pé;
rotação inferior à nominal;
alteração da altura manométrica em relação à nominal.
defeito: pressão do recalque não atingida
causas rotor desgastado / ou com diâmetro inferior ao nominal;
rotação inferior à nominal.
defeito: motor superaquece ou queima
causas
relé térmico de proteção mal regulado ou com defeito;
sob tensão provocado por falta de fase;
altura manométrica inferior à nominal;
defeito mecânico principalmente empeno do eixo.
nota: caso as condições de vazão / pressão não sejam constantes aconselha-se a utilização de motores com fator de serviço.

48
2.9 CURVAS CARACTERÍSTICAS À ROTAÇÃO CONSTANTE
Estas curvas representam as condições operacionais das bombas em pares de eixos cartesianos. A mais importante é a curva H x Q (pressão x vazão) obtida a partir do lançamento no eixo das ordenadas os valores das vazões e no eixo das abscissas os valores das pressões. As demais curvas são as de potência x vazão e as de rendimento x vazão.
Curva H x Q das bombas volumétricas e turbo bombas
Curva do Sistema de Bombeamento
No entanto para se ter condições de interpretação da condição operacional da turbo bomba segundo o plano H x Q, é indispensável lançar no mesmo plano H x Q a Curva do Sistema de bombeamento, que é uma função parabólica definida pela equação de Bernoulli. A curva do sistema, será traçada aplicando-se a expressão ΔH = Kr x Q
2, onde
Kr: constante da rede; ΔH: perda de carga na rede; Q: vazão circulada. Supondo Q1 = 150m
3/h e ΔH1 = 60 mca, teremos K = 60 ÷150
2 = 2,66 x 10
-3.
Para 100 m3/h, teremos: ΔH = 2,66 x 10
-3 x 100
2 = 26,6m
Para 200 m3/h, teremos: ΔH = 2,66 x 10
-3 x 200
2 = 106,4m,
logo a curva do sistema, contemplando os três pares, será a indicada acima. Lançando as duas curvas em um mesmo par de eixos H x Q ter-se-á na interseção das duas o Ponto de Trabalho da bomba, conforme indicado abaixo.
turbo bombas Neste caso a função matemática geradora da curva é a Equação de Euler, que resulta na forma seguinte:
volumétricas Como a vazão teoricamente independe da pressão, a curva se resume numa reta paralela ao eixo das pressões:

49
Curvas características de uma bomba centrifuga - 3500 rpm
Notas:
Dados válidos para massa específica de 1 kg/ dm3 e viscosidade cinemática até 20 mm
2/s.
Tolerância de performance conforme ISO 9906. Os parâmetros vazão, pressão e potência são características para uma determinada rotação do motor (n). Caso esta rotação passe a um outro valor (n1), estes parâmetros irão variar segundo as equações de Rateaux, ou seja,
correção da vazão Q / Q1 = n / n1
correção da altura manométrica H/ H1 = n2 / n1
2
correção da potência N / N1 = n3 / n1
3

50
2.10 CURVAS DE TORQUE PARA TURBO BOMBAS
O torque MR de uma turbo bomba é determinado em função da potência e da rotação, pela expressão: MR = (5250 x HP ÷ rpm) x 0,141, em Kgf x m (equação 13) Para se obter a curva de torque a partir do instante “0” até a rotação nominal, há de se considerar a Constante do Conjunto Moto Bomba (Ki), que relaciona a variação da rotação da bomba com a variação do torque. Esta constante é obtida pela expressão: Ki = (450 x g x HR x Q) ÷ (I x MR x rpm
2), (equação 14)
onde: g aceleração da gravidade em m/s
2
HR altura total de recalque em mca Q vazão em m
3 / h
I momento de inércia das partes girantes em kgf / m2
MR torque em kgf / m rpm número de rotações por minuto
Obtida esta constante na condição do torque máximo, os valores de torques intermediários serão definidos em função da rotação, fazendo: MR = (450 x g x HR x Q) ÷ (I x Ki x rpm
2).
Desta forma, no par de eixos Torque x Rotação será traçada a curva como indicado ao lado.
2.11 POTÊNCIA REQUERIDA PARA TURBO BOMBAS - BHP
É calculada aplicando a expressão N = ( x Q x Hman) ÷ ( x 74,6), em HP (equação 15)
onde:
N potência em Hp peso específico do fluído, em Kg / m
3
Q vazão em m3/s
rendimento
Hman altura manométrica em mca
2.12 CORRENTE NOMINAL DO MOTOR (In)
É calculada pela expressão In = (N x 746)÷(V x 3 x cos φ x ), em A (equação 16)
Exemplo: considerando uma bomba acionada por um motor elétrico de indução trifásico de 20 Hp, 220V, 60Hz, cos φ= 0,80, código F, calcular a corrente nominal In, assumindo o rendimento do motor de 96%. Substituindo vem :
In = (20 x 746) ÷ (220 x 3 x 0,80 x 0,96) = 50,9 A

51
LETRA-CÓDIGO KVA /cv (com rotor bloqueado
A 0,00 a 3,14
B 3,15 a 3,54
C 3,55 a 3,99
D 4,00 a 4,49
E 4,50 a 4,99
F 5,00 a 5,99
G 5,60 a 6,29
H ,30 a 7,09
J 7,10 a 7,99
K 8,00 a 8,99
L 9,00 a 9,99
M 10,00 a 11,19
N 11,20 a 12,49
P 12,50 a 13,99
R 14,00 e maiores
2.13 CORRENTE DE PARTIDA DO MOTOR (Ip)
É obtida pela expressão:
Ip = [(kVA/cv) x N x 1000]÷ (V x 3 ), em A (equação 17)
Para este cálculo deverá ser considerada a letra-código do motor, conforme tabela ao lado, o respectivo valor numérico do kVA /cv. Substituindo, vem:
Ip = (5 x 20 x 1000) ÷ ( 220 x 3 ) = 262,4 A
Nota: nesse exemplo o valor 5 do kVA /Cv foi escolhido na faixa de 5 a 5,99 correspondente à letra-código F.
2.14 SELEÇAO DE BOMBAS
Bombas peristálticas
1 - Vazão necessária, em l / s
2 - Pressão de descarga, em bar.
3 - Potência do motor, em KW
4 -Temperatura do produto, em oC
5 - Limites para operação contínua
6 - Rotação máxima recomendada
Bombas centrífugas 1 – Escolher a rotação 3500 ou 1750 rpm 2 – Selecionar a vazão
3 – Selecionar a Hman
4 – Determinar a interseção das coordenadas
5 – Ler o modelo

52
2.15 ASSOCIAÇÃO DE BOMBAS
Em paralelo
Em instalações de bombeamento promove-se a associação em paralelo de duas ou mais bombas, para se obter um incremento de vazão, correspondente à somatória das vazões das bombas associadas. Para se traçar a curva correspondente à associação de duas ou mais bombas em paralelo, basta marcar o valor do somatório das vazões das bombas para cada altura. As duas bombas funcionando em paralelo, reproduzirão o ponto P2, interseção da curva característica das bombas com a curva característica do sistema, fornecendo a altura manométrica total H2 e vazão Q2. A bomba isolada trabalhará com a altura manométrica H1 e vazão Q1. Como Q1> Q2 e H1<H2, conclui-se que na seleção de bombas para operação em paralelo, deve-se tomar cuidado quando do funcionamento de uma só bomba, pois neste caso a potência consumida e o NPSH requerido serão maiores.
Em série
Esta associação é indicada para atender alturas manométricas elevadas. Para se obter a curva característica resultante de duas bombas em série, basta somar as alturas manométricas, correspondentes aos mesmos valores de vazão, em cada bomba. Quando da associação em série torna-se necessário verificar se o flange de sucção da segunda bomba é capaz de suportar a pressão de descarga da primeira, e, se a carcaça da segunda suporta a pressão total da descarga.
Manobra de válvulas requerida para associação de bombas
Em paralelo: Válvulas Posição
3, 4, 9, 10 fechada
1,2, 5,6,7,8,11,12,13 aberta
14 regulada para o ΔP
Em série - bomba B2 com bomba B1:
2, 3, 10, 11 fechada
1,4,5,6,7,8,9,12,13,14 aberta
Em série - bomba B1 com bomba B2:
1 ,4, 9,12 fechada
2, 3,5,6,7,8,10,11,13,14 aberta
Recalque

53
2.16 GRANDEZAS CARACTERÍSTICAS
Ao se projetar o sistema de bombeamento há de se considerar grandezas de características geométricas identificadas pela letra “h” e as dinâmicas pela letra “H”. Conforme mostrado na figura 10 ao lado.
Figura 10 – Grandezas Características
Grandezas estáticas
Altura Geométrica de Aspiração, ha é a diferença entre o nível do eixo da bomba e o nível da superfície livre fluido no tanque de acumulação. Este valor deve ser comparado com o da Altura Estática Máxima de Aspiração, AMS, suportado pelo conjunto moto bomba. Altura Geométrica de Recalque, hr é a diferença entre o nível onde o fluido é liberado pela rede de recalque, e o nível do eixo da bomba. Aqui também convém sugerir que esta rede de recalque em sua extremidade de transbordo, fique sempre “protegida” pelo fluido recalcado. Com isto fica assegurada a não entrada de ar nesta tubulação. Altura Geométrica de Elevação, he é a diferença de cotas entre o nível do fluido no tanque de acumulação e o nível em que o fluido é descarregado, he = ha + hr.
Grandezas dinâmicas
Altura Total de Aspiração, Ha é a diferença da pressão atmosférica local e a pressão na sucção da bomba Ha = ha + (v
2 ÷ 2g) + Ja.
Altura Total de Recalque, Hr é a diferença entre a pressão na saída da bomba e a atmosférica Hr = hr + Jr. Altura Manométrica, Hman é a soma das alturas totais de aspiração e recalque.
Hman = Ha + Hr = he + Ja + Jr +(v2 ÷ 2g).
Nestas equações: ha altura estática de aspiração em m Ja perda de carga no trecho de aspiração em mca V
2÷2g energia cinética cedida ao fluido em mca
V velocidade do fluido em m/s g aceleração da gravidade em m
2/s
hr altura estática de recalque em m Jr perda de carga no trecho de recalque em mca he altura estática de elevação em m

54
2.17 CAVITAÇÃO
A cavitação é um fenômeno hidráulico que ocorre quando a pressão absoluta do fluido no rotor da bomba atinge um valor que coincide com a pressão de vapor do líquido na temperatura, iniciando o processo de vaporização do mesmo. É importante conhecer a diferença entre o valor da pressão de estagnação e da pressão de vapor do líquido na temperatura em que o mesmo estiver sendo bombeado. Esse parâmetro que representa a disponibilidade energética com a qual o fluido chega ao rotor, chama-se Net Positive Suction Head, NPSH.
A energia hidráulica característica do arranjo construtivo da sucção é designada por NPSH disponível. Aquela com a qual o fluido é admitido no rotor da bomba é designada por NPSH requerido. Para não ocorrer cavitação o NPSH disponível deve ser maior que o NPSH requerido
Cálculo do NPSHd, NPSHr, AMS
Exemplo numérico, considerando: vazão Q 0,04 m
3 / s
altura manométrica Hman 20 mca temperatura do fluido T 60 ºC pressão de vapor a 60 ºC hv 0,2031 kgf / cm
2
peso especifico do fluido 983 kgf / m3
rotação da bomba n 1150 rpm
perda de carga na sucção 1,30 mca (assumido) velocidade de escoamento v 1,50 m / s (recomendado) pressão atmosférica local Pb 0,980 kgf / cm
2
altura estática de aspiração ha 0,70 mcf (referente ao nível máximo) aceleração da gravidade g 9,81 m/s
2
montagem da bomba não escorvada tipo da bomba centrífuga fator de cavitação φ 0,0011 para bombas centrífugas φ 0,0013 para bombas helicoidais φ 0,0014 para bombas axiais Conversões 0,2031 kgf / cm
2 x 10.000 / 983 kgf / m
3 = 2,06 mca
0,980 kgf / cm2 x 10.000 / 983 kgf / m
3 = 9,97 mca
Cálculo do NPSH disponível, em função do arranjo construtivo local NPSHd: Pb – [ha + ΔP + hv + (v
2 / 2g)] (equação 18)
Aplicando, vem: NPSHd = 9,97– [0,7 + 1,30 + 2,06 + (1,52 / 2 x 9,81)] = 6,48 mca
Cálculo do NPSH requerido, em função da bomba selecionada
NPSHr = φ x ( n x Q ÷ 4 3H )
4/3 x H (equação 19)
Aplicando, vem: NPSHr = 0,0011 x (1150 x 040, ÷ 4 320 )
4/3 x 20 = 1,55 mca
Cálculo da altura máxima da sucção, AMS AMS = Pb – [ΔP + hv + (v
2 ÷2g) + NPSHr] (equação 20)
Aplicando, vem: AMS = 9,97-[1,30 + 2,06+(1,52/2x9,81)+1,55]=4,95 mca
Nota: conforme as condições do fluxo de make-up, o nível da superfície livre do fluido pode variar em relação à linha de centro da bomba. Nesse contexto definem-se os níveis: “muito alto”, “alto”, “baixo” e “muito baixo”.
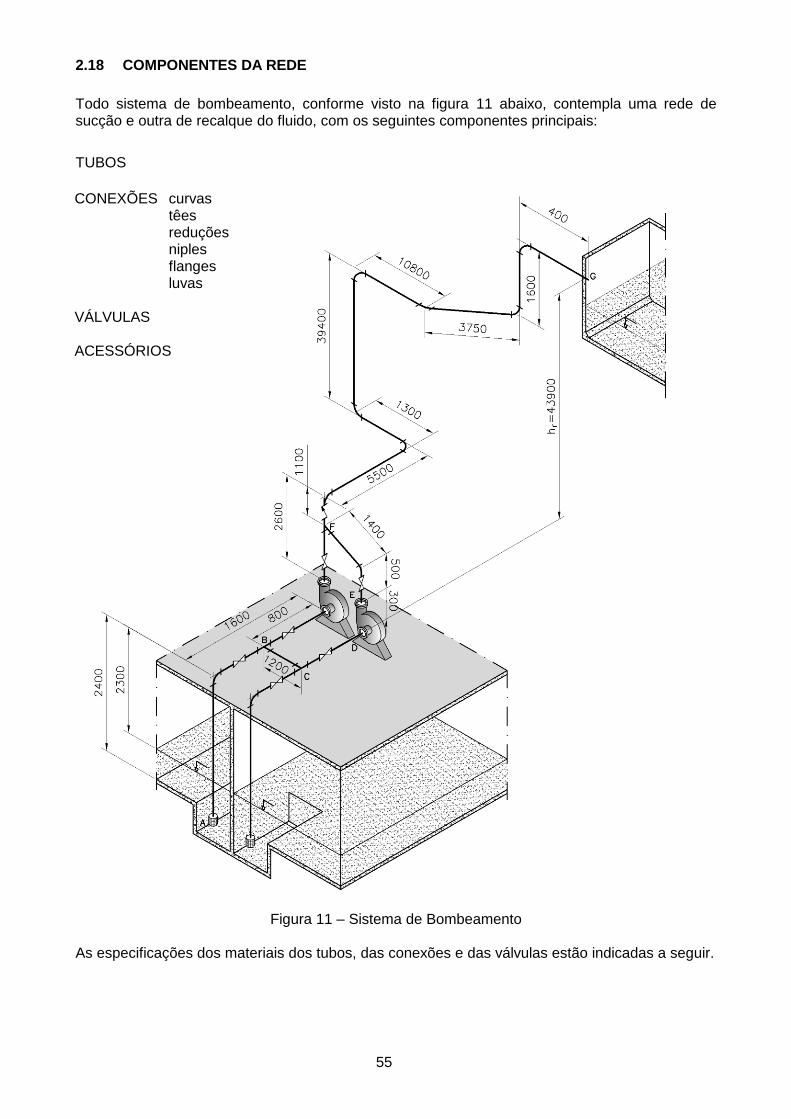
55
2.18 COMPONENTES DA REDE
Todo sistema de bombeamento, conforme visto na figura 11 abaixo, contempla uma rede de sucção e outra de recalque do fluido, com os seguintes componentes principais:
TUBOS
Figura 11 – Sistema de Bombeamento
As especificações dos materiais dos tubos, das conexões e das válvulas estão indicadas a seguir.
CONEXÕES curvas têes reduções niples flanges luvas VÁLVULAS ACESSÓRIOS

56
Especificação de materiais dos componentes das redes de água
FLUIDO: ÁGUA NORMA BÁSICA: ANSI B31.3
TEMPERATURA(ºC): 65 CLASSE: 150 AQUECIMENTO: NÃO
PRESSÃO (MPA): 1.05 CORROSÃO:1.27mm ISOLAMENTO: NÃO
ITEM CARACTERÍSTICA DIÂMETRO NOMINAL - mm
15 a 50 65 a 250 300 a 600 650 a 1200 > 1200
TUBO
DIMENSIONAL NBR 5587 AWWA C 201
ESPESSURA CLASSE R CLASSE N 9.5 mm (1)
ACABAMENTO PRETO OU GALV. PRETO
MATERIAL NBR 5590 GR A ou B ASTM A 134
EXTREMIDADES ROSCA NBR 6414 BISELADA
FABRICAÇÃO COM COSTURA
CONEXÕES
DIMENSIONAL NBR 6943 ABNT PB 157 AWWA C 208
ESPESSURA CLASSE 10 IGUAL A DO TUBO
ACABAMENTO GALVANIZADO PRETO
MATERIAL NBR 6590 ASTM A 234
WPB NBR 5590 (2) ASTM A 134 (2)
EXTREMIDADES ROSCA NBR 6414 BISELADA
FLANGE
DIMENSIONAL ANSI B 16.5 (3) AWWA C 207
CLASSE CL 150 CLASSE D
MATERIAL ASTM A 105 GR II ASTM A 283 GR C
V Á L V U L A
GERAL
CORPO NBR 6314 ASTM A 216 GR WCB
INTERNOS AÇO INOX
EXTREMIDADES ROSCA NBR 6414 FLANGE ANSI B 16.5 FLANGE AWWA C 207
CLASSE PN 16 CL 150 CLASSE D
B L O Q U E I O
V G A
CASTELO CPPU PARAFUSADO AO CORPO -
HASTE HARI HARE -
DIMENSIONAL NBR 8465 ABNT EB 141 / I -
V E S
TIPO DE CORPO TRIPARTIDO BIPARTIDO -
DIMENSIONAL NBR 10284 ABNT EB 141 / II -
VEDAÇÃO PTFE -
V B O
DIMENSIONAL - AWWA C 504 CORPO CURTO
VEDAÇÃO - BUNA N
CO
NTR
OLE
V G L
CASTELO CPPU PARAFUSADO AO CORPO
HASTE HARI HARE
DIMENSIONAL NBR 8466 ABNT EB 141 / V
RE
TE
N
ÇÃ
O V
R E
TIPO PORTINHOLA DUPLA PORTINHOLA (4)
DIMENSIONAL ABNT EB 141 / IV
TAMPA PARAFUSADA
PARAFUSOS
E PORCAS
TIPO MÁQUINA ANSI B 18.2.1/2 SEXTAVADA SÉRIE PESADA
MATERIAL ASTM A 307 GR B
ROSCA ANSI B 1.1
ACABAMENTO GALVANIZADO
JUNTA
TIPO PRÉ CORTADA PARA FLANGE COM RESSALTO
MATERIAL PAPELÃO HIDRÁULICO NBR 5893
ESPESSURA 1,6 mm
NOTAS: 1) CALCULADA CONFORME ANSI B 31.3. - 2) CONEXÕES GOMADAS FABRICADAS DE TUBO OU CHAPA SOLDADOS. -
3) FLANGES DN<65 SÃO USADOS SÓ EM CASOS ONDE A ROSCA NÃO É INDICADA; NESTE CASO USAR FLANGE C/ ENCAIXE.
– 4) TIPO WAFER (SEM FLANGES). 5) HARI – HASTE ASCENDENTE ROSCA INTERNA, HARE – HASTE ASCENDENTE ROSCA
EXTERNA.

57
2.19 DIMENSIONAMENTO - PERDA DE CARGA
Seqüencial sugerida para o cálculo:
- arbitrar velocidade na faixa de 0,5 a 3,00 m / s
- calcular o diâmetro nominal
- escolher o diâmetro nominal comercial
- especificar o número de Schedule
- verificar a espessura da parede
- recalcular a velocidade de escoamento, em função do diâmetro interno escolhido
- definir viscosidade cinemática do líquido na temperatura
- calcular Reynolds
- definir rugosidade relativa
- calcular fator de fricção
- definir comprimento equivalente
- calcular perda de carga
Diâmetro aplicar a expressão d [(4 x Q) / (π x v x 3600)]0,5
x (100 / 2,54), (equação 8) onde: Q vazão de projeto em m
3/h
v velocidade em m/s d diâmetro nominal em polegada Velocidade real de escoamento aplicar a expressão v= (4 x Q) / (3600 x π x di
2), (equação 9)
onde: v velcidade em m/s Q vazão de projeto em m3/h di diâmetro interno em m Espessura da parede aplicar a expressão t = (P x de) / 2 x [( Sh x E) + (P x Y)]+C, (equação 21) onde:
de diâmetro externo em cm
Sh tensão admissível do material em kgf/cm2
P pressão interna de projeto em kgf/cm2
C sobre espessura de corrosão em cm
E eficiência de solda ver nota Y coeficiente de redução ver nota
Nota: - a equação 21 não deve ser aplicada quando: P / Sh > 0,385 e t > de / 6. - para os valores de E e Y ver página 179.
Número de Reynolds aplicar a expressão Re = v x d i / , (equação 22)
onde: = viscosidade cinemática em m2/s.
Fator de fricção (f) 1 / f =-2 log[(Eq / di x 3,7) +(2,51 / Re x f )] (equação 23)
onde: Eq: rugosidade equivalente em mm
Perda de carga aplicar a expressão ΔP (f x L x v2 x ) / (di x 2 x g), (equação 24)
onde: f: fator de fricção
L: comprimento virtual em m
d i : diâmetro interno em m
v: velocidade em m / s
g: aceleração gravidade em m / s2
: peso específico em kg / m3
O comprimento virtual L equivale à soma do comprimento real com o equivalente das conexões indicado na tabela página 59. Se o diâmetro ultrapassar 14”, a perda de carga nas conexões será obtida pelo fator “K”, indicado na página 59, aplicando-se a expressão: K x v
2 x ÷ 2g (equação 88), ver página 269.

58
CONSIDERAÇÕES SOBRE AS PERDAS DE CARGA Rugosidade relativa “E”: o valor é obtido dividindo-se a rugosidade equivalente “Eq” abaixo indicada, pelo diâmetro interno “di” do tubo. Supondo um tubo de ferro fundido de 10
” (254 mm)
de diâmetro interno começando a oxidar, Eq = 1,00mm, a rugosidade relativa será 1/254 = 0,004.
material rugosidade equivalente “Eq” (mm)
aço, revestimento asfalto quente 0,3 a 0,9
aço, revestimento esmalte centrifugado 0,01 a 0,06
aço enferrujado ligeiramente 0,15 a 0,30
aço muito enferrujado 0,9 a 2,4
aço comercial 0,06
cobre 0,007
ferro galvanizado novo 0,15
ferro fundido revestido com asfalto 0,12 a 0,20
ferro fundido com crostas 1,0 a 3,0
tubo plástico 0,006
Fator de fricção ”f”: obtido pelo diagrama de Moody abaixo, procedendo como indicado.
- selecionar o número de Reynolds e o grau de rugosidade;
- seguir a curva de rugosidade relativa até encontrar a reta que passa pelo número de Reynolds
selecionado;
- ler a partir deste ponto, seguindo a horizontal o valor de “f”.

59
Comprimentos equivalentes em metros de tubulação / coeficientes K
Diâmetro
Curva 90º
Raio longo
Flangeado
Curva 90º
Raio médio
Flangeado
Curva 90º
Raio curto
Flangeado
Curva 45º
Flangeado
Curva
90º
R/D=1½
Soldada
Curva 90º
R/D=1
Soldada
Curva
45º
Soldada
Te
passagem
direta
Soldado
Te saída
de lado
Soldado
Te saída
bilateral
Soldado
mm Pol
13 1/2 0,3 0,4 0,5 0,2 0,2 0,3 0,2 0,3 1,0 1,0
19 3/4 0,4 0,6 0,7 0,3 0,3 0,4 0,2 0,4 1,4 1,4
25 1 0,5 0,7 0,8 0,4 0,3 0,5 0,2 0,5 1,7 1,7
32 1 1/4 0,7 0,9 1,1 0,5 0,4 0,6 0,3 0,7 2,3 2,3
38 1 1/2 0,9 1,1 1,3 0,6 0,5 0,7 0,3 0,9 2,8 2,8
50 2 1,1 1,4 1,7 0,8 0,6 0,9 0,4 1,1 3,5 3,5
63 2 1/2 1,3 1,7 2,0 0,9 0,8 1,0 0,5 1,3 4,3 4,3
75 3 1,6 2,1 2,5 1,2 1,0 1,3 0,6 1,6 5,2 5,2
100 4 2,1 2,8 3,4 1,5 1,3 1,6 0,7 2,1 6,7 6,7
125 5 2,7 3,7 4,2 1,9 1,6 2,1 0,9 2,7 8,4 8,4
150 6 3,4 4,3 4,9 2,3 1,9 2,5 1,1 3,4 10,0 10,0
200 8 4,3 5,5 6,4 3,0 2,4 3,3 1,5 4,3 13,0 13,0
250 10 5,5 6,7 7,9 3,8 3,0 4,1 1,8 5,5 16,0 16,0
300 12 6,1 7,9 9,5 4,6 3,6 4,6 2,2 6,1 19,0 19,0
350 14 7,3 9,5 10,5 5,3 4,4 5,4 2,5 7,3 22,0 22,0
Diâmetro Entrada
normal
Entrada de
borda
Saída da
canalização
Válvula
gaveta
aberto
Válvula
globo aberta
Válvula angular
aberto
Válvula de
pé e crivo
Válvula de Retenção
leve Pesado
mm pol
13 1/2 0,2 0,4 0,4 0,1 4,9 2,6 3,6 1,1 1,6
19 3/4 0,2 0,5 0,5 0,1 6,7 3,6 5,6 1,6 2,4
25 1 0,3 0,7 0,7 0,2 8,2 4,6 7,3 2,1 3,2
32 1 1/4 0,4 0,9 0,9 0,2 11,3 5,6 10,0 2,7 4,0
38 1 1/2 0,5 1,0 1,0 0,3 13,4 6,7 11,6 3,2 4,5
50 2 0,7 1,5 1,5 0,4 17,4 8,5 14,0 4,2 6,4
63 2 1/2 0,9 1,9 1,9 0,4 21,0 10,0 14,0 5,2 8,1
75 3 1,1 2,2 2,2 0,5 26,0 13,0 20,0 6,3 9,7
100 4 1,6 3,2 3,2 0,7 34,0 17,0 23,0 8,4 12,9
125 5 2,0 4,0 4,0 0,9 43,0 21,0 30,0 10,4 16,1
150 6 2,5 5,0 5,0 1,1 51,0 26,0 39,0 12,5 19,3
200 8 3,5 6,0 6,0 1,4 67,0 34,0 52,0 16,0 25,0
250 10 4,5 7,5 7,5 1,7 85,0 43,0 65,0 20,0 32,0
300 12 5,5 9,0 9,0 2,1 102,0 51,0 78,0 24,0 38,0
350 14 6,2 11,0 11,0 2,4 120,0 60,0 90,0 28,0 45,0
Componentes Valores de K Componentes Valores de K curva de raio longo de 90º 0,25 a 0,40 redução gradual 0,15 curva de raio curto de 90º 0,90 a 1,5 válvula gaveta aberta 0,20 curva de 45
o 0,20 válvula globo aberta 10.00
cotovelo de 45o 0,40 válvula angular aberta 5,00
curva de 22o 30’ 0,10 junção 45
o 0,40
crivo de sucção 0,75 te, passagem 0,60 alargamento (bocal) 0,30, ver nota te, saída lateral 1,30 válvula de retenção 2,50 te, saída bilateral 1,80 válvula de pé 1,75
Nota: a velocidade deve ser refernte à menor seção.

60
2.20 CÁLCULOS DIMENSIONAIS
Exemplo numérico Considerando, vazão 1320 m
3 / h
velocidade 2,0 m / s tensão admissível 1125 kgf / cm
2
pressão requerida 20 kgf / cm2, com FS=1,5
fator de segurança 1,50 temperatura do fluido 20
oC
viscosidade cinemática 1,007 x 10-6
m2 / s
peso especifico do fluido 1000 kg / m3
comprimento linear 50 m singularidades 01 válvula gaveta / 02 Tees rendimento da bomba 92% rugosidade equivalente 0,2 mm rotação 1750 rpm sobre espessura decorrosão 2,00mm Solução:
Diâmetro nominal : 192,54
100
36002
4x1320
π” . adotado 18” (d i= 43,81, de = 45,70cm)
Velocidade real de escoamento: 3600)0,43811320/(4 2 = 2,43 m / s
Espessura de parede: 20 x 1,5 x 45,70 / 2 x (1125 x 1 + 20 x 1,5 x 0,4) =0,8 cm → 8,00mm
Número de Reynolds: 2,43 x 0,438 / 1,007 x 10-6 =1,057 x 10
6
Rugosidade Relativa: Eq÷ di = 0,30 ÷ 438,1 =0,00068
Fator de fricção: por Colebrook =0,02
Perda de carga no tubo: 0,02 x ( 50,00÷0,438) x [2,432÷(2 x9,81)]x10
3 =687 kgf/m
2 → 0,687mca
Perda de carga na válvula: [0,2 x 2,432 / (2 x 9,81)]x10
3 =60 kgf/m
2→ 0,06 mca
Perda de carga no tee [ 0,6 x 2,432 / (2 x 9,81 )] x 2 x 10
3 =361 kgf/m
2→ 0,36 mca
Hman: 200 + 0,687 + 0,06 + 0,36 =201,107 mca
Potência: 1000 x 1320 x 201,107 ÷ (0,92 x 3600 x 74,6 ) =1073 Hp
Torque: (5250 x 1073 ÷ 1750) x 0,47 x 0,30 =453,87 Kgf x m
2.21 INSPEÇÕES DE RECEBIMENTO DE MOTO-BOMBAS CENTRÍFUGAS
A aceitação das bombas passa pela conformidade dos parâmetros conforme Norma API 10. Os valores das tolerâncias indicados são aplicáveis aos parâmetros do “Ponto de Trabalho” da bomba, sem cavitação. Demais características conforme Folha de Dados indicados nas páginas 45/46. - pressão de descarga + 2% - pressão de sucção + 3% - vazão + 2% - rotação + 3% - potência requerida + 1% - altura manométrica no ponto de trabalho: + 10% - altura manométrica fora do ponto de trabalho se < 150 mca + 5% - altura manométrica fora do ponto de trabalho se > 150 mca + 3%
2.22 GOLPE DE ARIETE
Calcular: diâmetro velocidade real espessura da parede número de Reynolds fator de fricção perdas de carga altura manométrica potência requerida torque

61
Golpe de Ariete em tubulações de recalque é a variação de pressão ocorrida na tubulação quando as condições do escoamento são alteradas em virtude de uma atuação rápida na válvula de bloqueio ou por interrupção da corrente elétrica de alimentação do motor da bomba. Na hipótese de falha elétrica, esta variação de pressão ocorre em duas etapas; 1
a etapa: nos primeiros instantes após a interrupção da energia elétrica, a única energia que
permite manter o rotor girando por algum tempo é a energia cinética dos elementos girantes do conjunto moto-bomba. Esta energia é pequena quando comparada à necessária para manter o fluxo bombeado sob a altura manométrica prevista para o recalque, de modo que a rotação do rotor decresce rapidamente. Esta redução diminui a vazão do fluxo bombeado que continua escoando com velocidade decrescente até que as forças de inércia das partes girantes sejam equilibradas com as do fluido na tubulação. Neste momento ocorrerá uma redução de pressão no interior da tubulação, maior junto à bomba e propagando-se ao longo da rede no sentido da saída do fluxo. É a fase do chamado golpe de ariete negativo. Cada componente da tubulação irá se contrair sucessivamente por uma diminuição elástica do diâmetro, enquanto a onda de depressão se propagar até o reservatório com uma velocidade “C” em m/s, denominada celeridade da onda. Se a distância entre a bomba e o reservatório é “L” em metros, o tempo que a onda levará para chegar ao reservatório, será L / C. Neste momento a tubulação em toda extensão, estará submetida a uma depressão, e o fluxo, imobilizado, velocidade nula. 2
a etapa: devido à elasticidade, a tubulação readquire o diâmetro primitivo em elementos
sucessivos a partir do reservatório. A água retornará à bomba ao longo da tubulação e, ao fim de um novo tempo L / C, isto é no tempo total 2 x L / C a contar do início do fenômeno, a onda de pressão chegará à bomba. A massa do fluido encontrando a válvula de retenção fechada, provocará uma compressão do líquido dando origem a uma onda de sobrepressão, que é o golpe de ariete positivo. Se a válvula de retenção fechar no momento preciso, a sobrepressão junto à válvula poderá atingir valores de até 90% da altura estática de elevação. Caso contrário não deterá a coluna líquida em retorno e até a válvula se fechar, terá passado pela bomba um fluxo cuja velocidade poderá atingir valores elevados. Quando ocorrer o fechamento da válvula a sobrepressão poderá alcançar valores bem superiores ao acima mencionado. Os efeitos do golpe de ariete são oscilatórios, até que toda a energia do golpe seja absorvida pelas forças elásticas do tubo e componentes.
Parâmetros Principais de Análise
Celeridade É a velocidade de propagação da onda de sobrepressão ou subpressão. É definida pela equação de Allievi: C= 9900 / [48,3+(Kr x de / t)
0,5], (equação 25)
onde: Kr coeficiente de rigidez do tubo para o aço Kr =0,5 C celeridade em m/s de diâmetro externo do tubo em mm t espessura da tubulação em mm

62
Período da Linha - tempo crítico da tubulação
É o tempo gasto pela onda, para fazer o percurso de ida e volta, de uma extremidade a outra da rede, com a celeridade C, sendo definido pela equação: T= 2 x L / C, (equação 26) onde: T período de linha em s L comprimento da rede em m C celeridade ou velocidade da onda em m/s
Constante da Linha
É o numero de “Períodos de Linha” que ocorre desde o instante do desligamento da energia, até o instante que a vazão se anular, sendo definido pela equação:
a’= C x v / (2 x g x Hman), (equação 27)
onde:
a’ constante de linha
C celeridade ou velocidade da onda em m/s v velocidade de escoamento em m/s Hman altura manométrica em mca g aceleração da gravidade em m/s
2
Tempo de parada do conjunto moto-bomba
É o intervalo de tempo gasto pelo conjunto moto-bomba para atingir a rotação zero, a partir do momento de desligamento da energia, sendo definido pela equação :
Tp = I x rpm2 / 67500 x N, (equação 28)
onde: Tp tempo de parada da bomba em s I momento de inércia das partes girantes em kg x m
2
N potência no instante To em hp rpm número de rotações em min.
2.23 CÁLCULO DO GOLPE DE ARIETE
Este estudo contempla a avaliação numérica dos valores da sobrepressão e subpressão, aos quais a rede será submetida quando do desligamento do conjunto moto bomba. Para estes cálculos o fluido líquido será considerado homogêneo e elástico, as parede do tubo homogêneas elásticas e isotrópicas, a velocidade e a pressão de escoamento uniformemente distribuídas ao longo de qualquer secção transversal da tubulação. O valor da sobrepressão “h” admitido equivalente ao da subpressão será suposto constante ao longo do trecho de comprimento L= C x T / 2 a partir da bomba, decrescendo a zero junto à descarga no reservatório. Para o cálculo de “h” é necessário conhecer a relação entre o tempo de fechamento da válvula de retenção “t” e o período da linha “T”. A sobrepressão será calculada como a seguir. No caso de t < T, pela expressão: h= C x v / g. (equação 29a) No caso de t > T, pela expressão: h= 2 x L x v / g x t (equação 29b) Para ambos os casos a subpressão será calculada pela expressão: hmin = h-he (equação 30) onde he é a altura estática de elevação Exemplo numérico
63
Considerando:
material do tubo aço ASTM A 36
comprimento da linha de recalque L = 950 m
diâmetro externo do tubo d = 590 mm
espessura do tubo e = 4,76 mm
seção de escoamento S = 0,2742 m2
pressão máxima na rede Pmax=120mca
momento de inércia da bomba I = 2,84 kg x m2
momento de inércia do motor da bomba I = 6,66 kg x m2
momento de inércia do conjunto moto bomba I = 9,50 kg x m2
altura manométrica da bomba Hman = 100 mca
potência do motor N = 250 Hp
velocidade de escoamento v = 2 m / s
altura estática de elevação he = 80 m
número de rotações rpm = 1750
aceleração da gravidade g = 9,81 m/s2
pressão barométrica local Pb = 10 mca, calcular: celeridade, período de linha, tempo de parada do conjunto moto bomba, sobrepressão e subpressão. Solução:
celeridade da onda C: 9900 /764
59050348
,
,,
= 942,80 m/s
período de linha T: 2 x 950 / 942,8= 2,0 s tempo de parada do conjunto moto-bomba Tp: ( 9,5 x 1750
2 ) ÷ 67500 x 250= 1,72 s
No caso de: t = 1,00 s 1 < 1,72 h = C x v / g.
Logo a sobrepressão será: 942,8 x 2,0 / 9,81= 192,21 m sendo he=80m, a subpressão será: (h – he): 192,21 – 80= 112,21 m No caso de: t = 3,0s 3,00 > 1,72h = 2 x L x v / g x t.
Logo a sobrepressão será: 2 x 950 x 2 / 9,81 x 3= 129,12 m sendo he = 80m, a subpressão será: (h – he): 129,12 – 80= 49,12 m
2.24 RECURSOS PARA REDUZIR OS EFEITOS DO GOLPE DE ARIETE
A subpressão que ocorre na fase inicial do golpe de ariete pode provocar o esmagamento do tubo, se este não possuir espessura suficiente. Uma regra prática indica que o esmagamento não se produzirá em tubo de aço se a espessura, expressa em mm, for igual ou superior a 8 vezes o diâmetro do tubo expresso em metros. Assim, para um tubo de 1,20m de diâmetro, a espessura mínima deverá ser de 9,6 mm 3/8” sem considerar a margem para atender aos efeitos da corrosão. Não é possível suprimir totalmente os efeitos do golpe de ariete; para reduzi-los a limites aceitáveis, sugere-se:
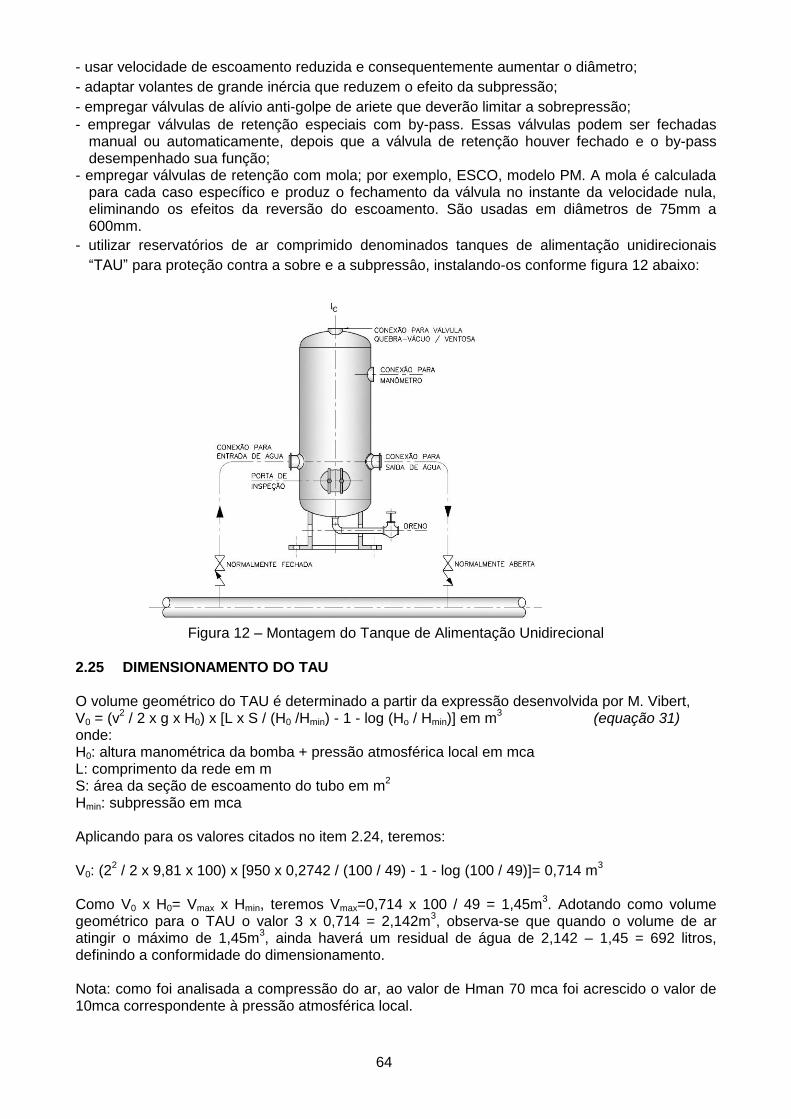
64
- usar velocidade de escoamento reduzida e consequentemente aumentar o diâmetro;
- adaptar volantes de grande inércia que reduzem o efeito da subpressão;
- empregar válvulas de alívio anti-golpe de ariete que deverão limitar a sobrepressão;
- empregar válvulas de retenção especiais com by-pass. Essas válvulas podem ser fechadas manual ou automaticamente, depois que a válvula de retenção houver fechado e o by-pass desempenhado sua função;
- empregar válvulas de retenção com mola; por exemplo, ESCO, modelo PM. A mola é calculada para cada caso específico e produz o fechamento da válvula no instante da velocidade nula, eliminando os efeitos da reversão do escoamento. São usadas em diâmetros de 75mm a 600mm.
- utilizar reservatórios de ar comprimido denominados tanques de alimentação unidirecionais
“TAU” para proteção contra a sobre e a subpressâo, instalando-os conforme figura 12 abaixo:
Figura 12 – Montagem do Tanque de Alimentação Unidirecional
2.25 DIMENSIONAMENTO DO TAU O volume geométrico do TAU é determinado a partir da expressão desenvolvida por M. Vibert, V0 = (v
2 / 2 x g x H0) x [L x S / (H0 /Hmin) - 1 - log (Ho / Hmin)] em m
3 (equação 31)
onde: H0: altura manométrica da bomba + pressão atmosférica local em mca L: comprimento da rede em m S: área da seção de escoamento do tubo em m
2
Hmin: subpressão em mca Aplicando para os valores citados no item 2.24, teremos: V0: (2
2 / 2 x 9,81 x 100) x [950 x 0,2742 / (100 / 49) - 1 - log (100 / 49)]= 0,714 m
3
Como V0 x H0= Vmax x Hmin, teremos Vmax=0,714 x 100 / 49 = 1,45m
3. Adotando como volume
geométrico para o TAU o valor 3 x 0,714 = 2,142m3, observa-se que quando o volume de ar
atingir o máximo de 1,45m3, ainda haverá um residual de água de 2,142 – 1,45 = 692 litros,
definindo a conformidade do dimensionamento. Nota: como foi analisada a compressão do ar, ao valor de Hman 70 mca foi acrescido o valor de 10mca correspondente à pressão atmosférica local.

65
2.26 BOMBEAMENTO EM TERRENOS ACIDENTADOS
Considerando a figura 13 abaixo, vê-se que se trata de um sistema de bombeamento com um ponto alto “M” seguido de um declive e de um aclive até o ponto de descarga do fluxo no reservatório.
Figura 13 – Bombeamento em Terrenos Acidentads
Neste caso segundo André Dupont (Hydraulique Urbaine – volume 1) podem ocorrer pressões negativas ocasionando ruptura da coluna bombeada, se h’ – (he – h) > 8 metros. Este fenômeno poderá também ser analisado com base na Constante de Linha. Se esta constante for menor que a unidade, o risco de quebra da coluna é pequeno. Caso contrário, se for maior que a unidade, o risco de quebra é elevado.
Verificação da Quebra de Coluna
Exemplo numérico, considerando os parâmetros:
velocidade de escoamento - v 2,0 m/s altura estática de elevação - he 450 m celeridade - c 942,8 m/s altura de elevação analisada - h´ 260 m altura manométrica - Hman 500 m aceleração da gravidade - g 9,81 m/s
2
Nota: considerar o valor h´, conforme figura apresentada.
Verificar a possibilidade da ruptura da coluna de bombeamento.
Aplicando André Dupont: h’ – (he – h), sendo h = C x v / g 260 – [450 – (942,8 x 2 / 9,81)]= 2,21 < 8 ok, risco pequeno.
Aplicando a Constante de Linha a’Hmang
VC
2
a’ = (942,8 x 2,0) ÷ (2 x 9,81 x 500)= 0,192 < 1 ok , risco pequeno.


CAPÍTULO III
Queimador de Caldeira Flamo-Tubular
CALDEIRAS
DISTRIBUIÇÃO DE VAPOR
Ventilador de Caldeira Flamo-Tubular


69
3.1 INTRODUÇÃO
A instalação, a segurança e a manutenção de caldeiras é regulamentada no Brasil pela NR 13 do Ministério do Trabalho. De acordo com esta Norma Regulamentadora os seguintes procedimentos deverão ser considerados:
Relativo às disposições gerais
Toda caldeira deve possuir no estabelecimento onde estiver instalada, a seguinte documentação, devidamente atualizada.
- Prontuário da Caldeira, contendo as seguintes informações: código de projeto e ano de edição; especificação dos materiais; procedimentos utilizados na fabricação, montagem, inspeção final e determinação da PMTA, pressão máxima de trabalho admissível, conjunto de desenhos e demais dados necessários para o monitoramento da vida útil da caldeira; características funcionais; dados dos dispositivos de segurança; ano de fabricação; categoria da caldeira.
- Registro de Segurança, em conformidade com o subitem 13.1.7. - Projeto de Instalação, em conformidade com o item 13.2. - Projetos de Alteração ou Reparo”, em conformidade com os subitens 13.4.2 e 13.4.3. - Relatórios de Inspeção, em conformidade com os subitens 13.5.11, 13.5.12 e 13.5.13.
Relativo à instalação de caldeiras
A autoria do “Projeto de Instalação” de caldeiras a vapor, no que concerne ao atendimento desta NR, é de responsabilidade de “Profissional Habilitado”, conforme citado no subitem 13.1.2, e deve obedecer os aspectos de segurança, saúde e meio ambiente previstos nas Normas Regulamentadoras, convenções e disposições legais aplicáveis. Quando a caldeira for instalada em ambiente aberto, a “Área de Caldeiras” deverá atender aos seguintes requisitos:
- estar afastada no mínimo três metros de outras instalações do estabelecimento, do limite de propriedade de terceiros e do limite das vias públicas e de depósitos de combustíveis, excetuando-se reservatórios para partida com até 2.000 litros de capacidade;
- dispor de pelo menos duas saídas amplas, permanentemente desobstruídas e dispostas em direções opostas;
- ter sistema de captação e lançamento dos gases e material particulado, provenientes da combustão, para fora da área de operação, atendendo às normas ambientais vigentes;
- ter sistema de iluminação de emergência no caso de funcionamento no período noturno.
Quando a caldeira for instalada em ambiente confinado, a “Casa de Caldeiras” deverá atender aos seguintes requisitos:
- constituir prédio separado, construído de material resistente ao fogo, podendo ter apenas uma parede adjacente a outras instalações do estabelecimento, porém com as outras paredes afastadas de, no mínimo três metros de outras instalações, do limite de propriedade de terceiros, do limite com as vias públicas e de depósitos de combustíveis, excetuando-se reservatórios para partida com até 2.000 litros de capacidade;
- dispor de pelo menos, duas saídas amplas, permanentemente desobstruídas e dispostas em direções opostas;
- dispor de ventilação permanente com entradas de ar que não possam ser bloqueadas.
Relativo à segurança
Toda caldeira deve possuir “Manual de Operação” atualizado, em língua portuguesa em local de fácil acesso aos operadores contendo no mínimo: procedimentos de partidas e paradas, procedimentos e parâmetros operacionais de rotina, procedimentos para situações de emergência e procedimentos gerais de segurança, saúde e de preservação do meio ambiente.
3.1.1 Casas de Caldeira

70
Devem ser projetadas conforme sugerido.
71
3.2 REQUISITOS OPERACIONAIS
Toda caldeira deve possuir “Manual de Operação” atualizado, contendo os procedimentos para situação de emergência e parâmetros operacionais de rotina para partidas e paradas da caldeira.
3.3 SEGURANÇA NA OPERAÇÃO DE CALDEIRAS
Os instrumentos de controle das caldeiras devem ser mantidos calibrados e em boas condições operacionais, constituindo condição de risco grave e iminente, o emprego de artifícios que neutralizem os sistemas de controle e segurança da caldeira.
3.4 INSPEÇÃO DE SEGURANÇA
Para fins de caracterização dos procedimentos de inspeção, as caldeiras são classificadas em três categorias: categoria “A” - aquelas cuja pressão de operação for maior ou igual a 19,98 kgf / cm
2;
categoria “B” - aquelas que não se enquadrarem nas categorias “A” e “C”; categoria “C” - aquelas cuja pressão de operação for menor ou igual a 5,99 kgf / cm
2 e volume
interno igual ou menor a 100 litros. As caldeiras devem ser submetidas a inspeções de segurança inicial e periódica. A Inspeção de Segurança Inicial deve ser feita em caldeiras novas, antes da entrada em funcionamento, no local de operação, compreendendo exame interno e externo, teste hidrostático e de acumulação. A Inspeção de Segurança Periódica, compreendendo exame interno e externo, deve ser executada nos prazos máximos de: - doze meses para caldeiras de categoria “A”, “B”, “C”; - vinte e quatro meses para caldeiras de categoria “A”, desde que aos doze meses sejam testadas as pressões de abertura das válvulas de segurança. As válvulas de segurança instaladas nas caldeiras de categoria “B” e “C” devem ser inspecionadas periodicamente pelo menos uma vez por mês, mediante o acionamento manual da alavanca. As válvulas de segurança instaladas nas caldeiras de categoria “A” devem ser inspecionadas numa freqüência compatível com exigência operacional da mesma, porém respeitando os prazos acima mencionados, desmontando e procedendo ao teste em bancada. Adicionalmente a estes testes, as válvulas de segurança devem ser submetidas a testes de acumulação, nas seguintes situações:
na inspeção inicial da caldeira;
quando forem modificadas ou submetidas à reforma;
quando houverem modificações nos parâmetros operacionais da caldeira ou na PMTA;
quando houverem modificações nas tubulações de admissão ou de descarga da caldeira.
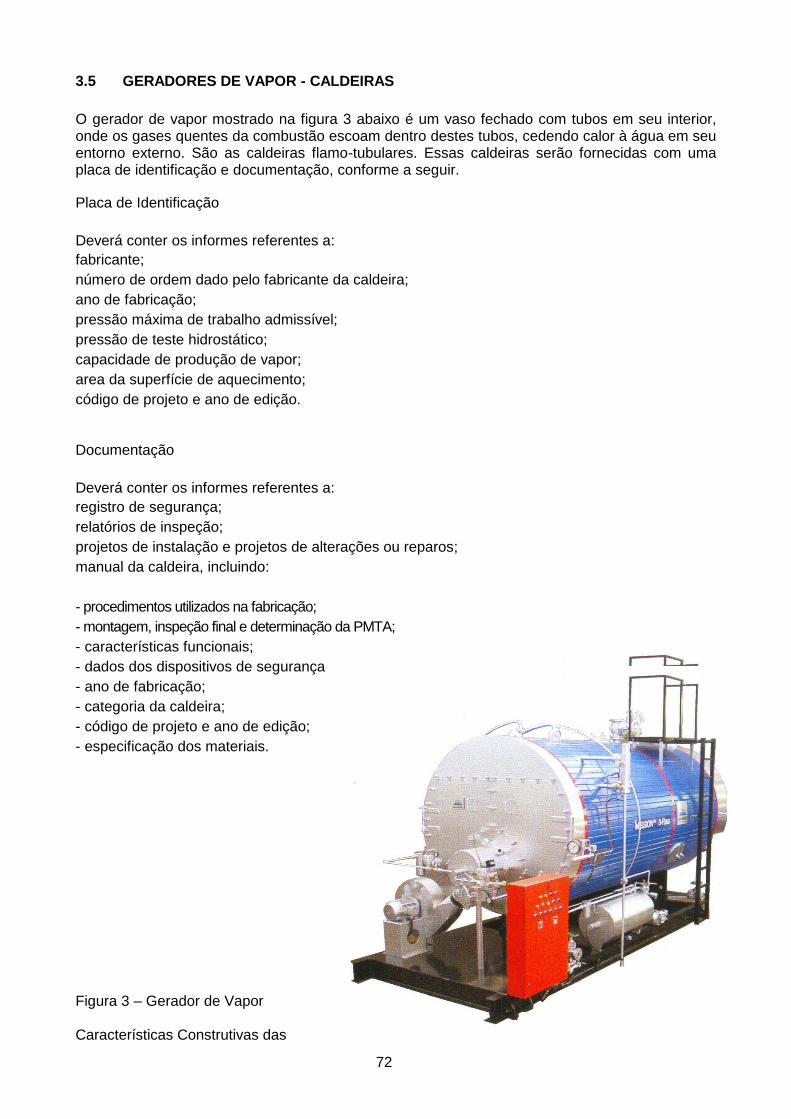
72
3.5 GERADORES DE VAPOR - CALDEIRAS
O gerador de vapor mostrado na figura 3 abaixo é um vaso fechado com tubos em seu interior, onde os gases quentes da combustão escoam dentro destes tubos, cedendo calor à água em seu entorno externo. São as caldeiras flamo-tubulares. Essas caldeiras serão fornecidas com uma placa de identificação e documentação, conforme a seguir.
Placa de Identificação
Deverá conter os informes referentes a:
fabricante;
número de ordem dado pelo fabricante da caldeira;
ano de fabricação;
pressão máxima de trabalho admissível;
pressão de teste hidrostático;
capacidade de produção de vapor;
area da superfície de aquecimento;
código de projeto e ano de edição.
Documentação
Deverá conter os informes referentes a:
registro de segurança;
relatórios de inspeção;
projetos de instalação e projetos de alterações ou reparos;
manual da caldeira, incluindo:
- procedimentos utilizados na fabricação;
- montagem, inspeção final e determinação da PMTA;
- características funcionais;
- dados dos dispositivos de segurança
- ano de fabricação;
- categoria da caldeira;
- código de projeto e ano de edição;
- especificação dos materiais.
Figura 3 – Gerador de Vapor Características Construtivas das

73
Caldeiras Costado: diâmetro externo a ser informado material ASTM A 516/70 Espelhos do costado: diâmetro a ser informado material ASTM A 516/70 Fornalha: tipo Lisa diâmetro externo a ser informado material ASTM A 516/70 Anel da câmara de reversão: diâmetro interno a ser informado material ASTM A 516/70 Espelhos da câmara de reversão: diâmetro a ser informado material ASTM A 516/70 Tubos de gases: tipo Espiralados diâmetro a ser informado quantidade ser informado material ASTM A 178 A Estes componentes construtivos estão mostrados na figura 4 abaixo.
Figura 4 – Componentes Construtivos
Conexões principais Diâmetro Qtd. Tipo
- saída de vapor 3“ 01 flange ANSI 150#
- entrada de água 1 “ 01 flange ANSI 150#
- válvula de segurança 1 1/2 “ 02 flange ANSI 150#
- descarga de fundo 2 “ 02 flange ANSI 150#
- coluna de nível 1 1/2 “ 02 flange ANSI 150#
Fornalha
Co
sta
do
Anel de
reversão
Tu
bo
s d
e G
ás

74
3.5.1 Componentes Construtivos
Sistema Automático de Partida, Piloto Diesel
- bomba de óleo
- manômetro
- filtro angular
- válvula esfera para bloqueio manual
- combustor piloto tipo pressão mecânica
- bico atomizador
- transformador de tensão para ignição
Sistema Automático de Combustão, por Queima de Óleo Combustível
- atomizador para óleo
- ventilador
- caixa de dosagem / distribuição de ar
- damper de ar
Componentes do Queimador, conforme figura 5
Item Discriminação Item Discriminação 1 corpo 6 volante regulador
2 corpo intermediário 7 placa de retenção
3 atomizador 8 tubo de óleo
4 bico para óleo 9 encosto
5 luva guia 10 parafuso borboleta
Figura 5 - Queimador
1.3 QUEI
MAD
OR
1.2 BICO
ATOMIZAD
OR

75
Sistema Automático de Bombeamento e Aquecimento de Óleo Combustível
- bomba de engrenagens para óleo combustível
- termômetro para indicação da temperatura do óleo para o combustor
- filtro vertical para linha de óleo do combustor
- manômetro para indicação da pressão do óleo
- válvula para bloqueio manual do óleo para o combustor
- válvula para bloqueio automático do óleo para o combustor
- aquecedor de óleo
- controlador eletrônico de temperatura do óleo
- válvula para dreno
- purgador de alívio de pressão
- resistência elétrica
Fluxograma Básico do Sistema de Óleo Combustível
Sistema Automático de Modulação de Chama
- pressostato para modulação de chama
- sistema de alavancas para ajuste da relação ar / combustível, ver página 84
- servo motor para comando do damper de ar com faixa de modulação 1.3
- válvula divergente três vias para modulação da vazão de óleo
Sistema Automático para Alimentação de Água
- bomba de alimentação de água
- filtro de água
- válvula para bloqueio manual
- válvula de retenção
Fluxograma Básico do Sistema de Água

76
Sistema de Atomização
Esse sistema é responsável pelo fornecimento de ar comprimido ou vapor para atomização do
óleo no combustor. Na partida a frio, é utilizado ar comprimido da rede local, até a formação do
vapor na pressão necessária à atomização, permanecendo a atomização a vapor durante a
operação normal.
Componentes
- pulmão para remoção de condensado, com purgador
- válvula reguladora de pressão auto-operada para vapor
- válvula solenóide para bloqueio automático do vapor/ar comprimido
- manômetro
- válvulas para bloqueio manual necessárias
Sistema Automático de Segurança e Controle Componentes - foto-célula para supervisão de chama
- pressostato para segurança de pressão máxima do vapor na caldeira
- manômetro para indicação da pressão na caldeira
- eletrodo de segurança suplementar de nível d'água no corpo da caldeira
- visor de nível de água, instalado na coluna de nível
- válvula de alívio montada na câmara de gases
- válvulas de segurança instaladas no corpo para alívio de pressão.
Sistema Elétrico de Comando
Componentes - fusíveis e disjuntores para o motor da bomba de oléo diesel
- fusíveis e disjuntores para o motor da bomba de óleo pesado
- fusíveis e disjuntores para as resistências do aquecedor de óleo
- fusíveis e disjuntores para o motor da bomba de água
- fusíveis e disjuntores para o motor do ventilador
- controle de nível d'água eletrônico
- programador de combustão eletrônico
- alarme sonoro
Acessórios
Componentes - válvula para tomada de vapor
- válvulas de bloqueio manual da descarga de fundo,
- visor de chama montado na traseira para a visualização da qualidade da chama
- boca de visita no costado
- fanges de inspeção no costado
- flange de inspeção no espelho dianteiro
- filtros verticais para sucção das bombas d'água
- filtros verticais para sucção das bombas de óleo
- coluna de nível para alojar os eletrodos de nível
- termômetro para saída dos gases de combustão
- escada / plataforma superior de acesso às válvulas de segurança e vapor.
77
3.5.2 Instalação da Caldeira
A caldeira deve ser colocada nivelada sobre base a 25 cm do piso, a fim de permitir o fácil acesso aos tampões de limpeza. O espaçamento entre a caldeira e a parede mais próxima deve obedecer às prescrições da NR 13 de modo a permitir a limpeza dos tubos na parte traseira.
A bomba de água deve sempre estar “escorvada”.
Quando a alimentação de água para caldeira for por meio do tanque de condensado, este deverá estar localizado 4 metros acima da caldeira no mínimo. O tubo alimentador de água deverá ter um diâmetro 1,5 vezes aquele dimensionado para alimentação com água fria.
O fluxo de suprimento de água ao tanque de condensado deve ser dimensionado para o valor equivalente a 150% do consumo horário da caldeira. O volume geométrico desse tanque de condensado deve corresponder à vazão horária de vapor produzida.
3.5.3 Instalação do Tanque de Óleo Pesado de Uso Diário
O tanque de óleo pesado diário deve ser instalado o mais próximo da bomba de óleo. A bomba de óleo deve pressurizar esse tanque; nunca succionar o óleo.
3.5.4 Instalação do Sistema de DescargaS
As ligações de dreno da coluna de nível devem ser independentes das demais; porém poderão ser interligadas com a da descarga da válvula de fundo da caldeira. Estes drenos deverão ser lançados para fora da casa de caldeira.
As ligações de descarga das torneiras de prova da coluna de nível podem ser interligadas.
Os purgadores devem ter as descargas visíveis lançadas no dreno através de funis.
O dreno do aquecedor de óleo deve ser descarregado em um recipiente separado para não entupir a rede de esgoto.
3.5.5 Ligação da Linha Descarga de Vapor da Caldeira ao Distribuidor
Deverá ser feita com tubo de diâmetro igual ou maior que o de saída de vapor da caldeira, com inclinação no sentido da caldeira.
3.5.6 Suprimento de Energia Elétrica
Deve-se proceder a ligação do fio terra no chassi da caldeira, a fim de protegê-la contra as descargas elétricas.

78
3.5.7 Considerações Técnicas
Chaminés, ver página 87
As chaminés são previstas para eliminar os gases de combustão do recinto da Casa de Caldeira. A altura das chaminés deverão ultrapassar a de prédios circunvizinhos. A temperatura de operação dos gases nas chaminés deverá oscilar entre 200 a 300
oC. Caso esse
valor máximo seja ultrapassado, torna-se necessária uma ação imediata de limpeza dos refratários da caldeira. Para controle deste valor deve ser instalado na chaminé um termômetro com escala na faixa de 0 a 500
oC.
A ligação dos tubos de descarga de gás das caldeiras com as chaminés será feita por meio de conexões flangeadas e se necessário, com juntas de expansão.
Válvulas de Segurança
A descarga dessas válvulas deve ser lançada para fora do ambiente da casa de caldeira, obedecendo as recomendações da NR 13. O tubo utilizado para esse fim deve ter o diâmetro igual ou maior que o da conexão de descarga dessas válvulas.
3.6 CAPACIDADE DE GERAÇÃO DE VAPOR.
Capacidade com água de alimentação a 20
oC kg/h
Eficiência %
Consumo óleo 1A
kg/h
Consumo de gás natural
Nm3kg/h
Consumo de GLP
kg/h
Consumo de diesel
kg/h
Dimensões (mm) Peso (ton)
nota 1 Comp.
mm Larg. mm
Alt mm
Diâmetro chaminé
Vazia Operaçã
o
2000 86,6 152 158 130 144 5655 2540 2523 340 9 14,4
2500 89,9 189 197 162 179 5847 2660 2629 340 9,5 16
3200 90,2 241 252 207 228 6044 2860 2834 340 10,5 18,4
4000 90,4 300 314 258 285 6412 2920 3099 500 12,5 11
5000 89,9 378 395 325 378 6962 2970 3052 500 14,5 26
6500 89,9 491 512 421 466 7130 3260 3380 500 16,5 30,2
8000 89,7 606 632 520 575 7389 3340 3430 600 21 38,1
10000 89,9 755 789 648 716 7594 3510 3645 600 26 46,9
12000 90,1 905 944 776 857 8052 3850 3865 600 31 56,7
15000 90,5 1.126 1.175 967 1.066 8780 1390 4010 750 33,6 66,2
17000 90,9 1.270 1.326 1.090 1.202 9350 4370 4290 750 42 82,2
20000 90,5 1.500 1.567 1.288 1.421 8090 5580 4610 1.160 50 97
24000 90,5 1.801 1.880 1.546 1.706 8400 5780 4820 1.160 53 106
30000 90,7 2.246 2.345 1.928 2.127 8900 6020 5140 1.500 66 128
34000 91,1 2.534 2.646 2.175 2.397 9400 6260 5380 1.500 77 154
Nota 1 - Eficiência conforme DIN 1942, usando óleo combustível 1 A com PCI = 9.750 kcal/ kg.
79
3.7 COMBUSTÍVEIS
3.7.1 Conceituação
Combustíveis são todas substâncias capazes de reagir com o Oxigênio do ar, liberando calor. De seus componentes, o Carbono e o Hidrogênio fornecem a maior parcela de calor.O Enxofre contribui com uma pequena parcela. Tem-se para cada kg de massa,
- de carbono: C+ 02 CO2 8 100 kcal / kg
- de hidrogênio H2 + ½ 02 H2O 33 900 kcal / kg
- de enxofre S + 02 S02 2 210 kcal / kg
3.7.2 Classificação
Sólido - carvão C 47,50% H 6,00% O2 44,00% N21,50% cinzas 1,50% Líquido - óleo diesel C 81,60% H 12,70% S 1,07% - óleo tipo “A” C 86,85% H 12,69% S 0,41% - óleo tipo “B” C 85,89% H 11,66% S 2,40% Gasoso - gás natural Metano 80% Etano 7% N2 13% - gás liquefeito de petróleo Metano 40% Etano 30% N2 9%
3.7.3 Poder Calorífico
Poder Calorífico é a quantidade de calor liberada pela unidade de massa (ou de volume) de um combustível submetido à combustão completa, expresso em kcal / kg. No caso dessa quantidade de calor incluir a transformação da água presente no combustível em vapor, o poder calorífico será identificado como superior - PCS. Caso contrário, se não incluir será desgnado como inferior - PCI. No caso dos óleos combustíveis ter-se-ão os valores:
óleo diesel PCS = 10833 kcal / kg PCI = 10 161 kcal / kg
óleo tipo “A” PCS = 10750 kcal / kg PCI = 10 450 kcal / kg
óleo tipo “B” PCS = 10160 kcal / kg PCI = 9 800 kcal / kg
3.7.4 Água
A água apresenta-se nos combustíveis de três formas:
- acidental: função de chuvas; pode ser evitada;
- higroscópica: incorporada ao combustível, só é eliminada durante a queima.
- de constituição: combinada com os sais minerais; não pode ser eliminada.
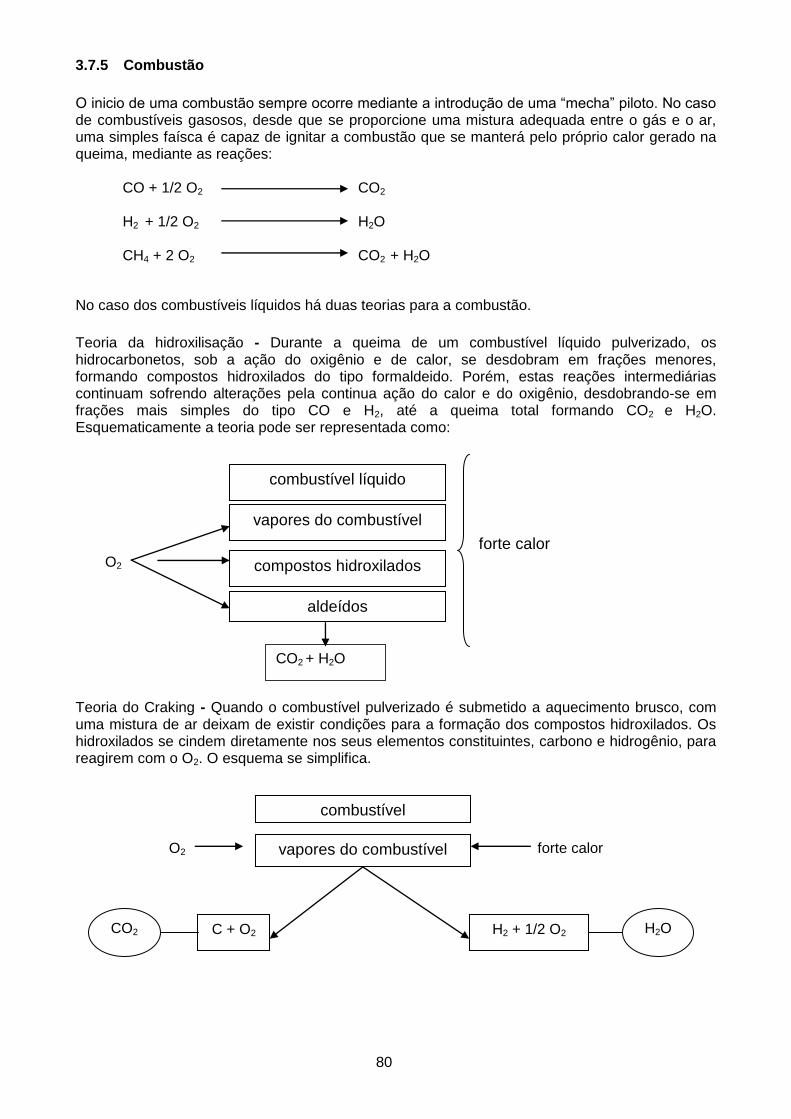
80
3.7.5 Combustão
O inicio de uma combustão sempre ocorre mediante a introdução de uma “mecha” piloto. No caso de combustíveis gasosos, desde que se proporcione uma mistura adequada entre o gás e o ar, uma simples faísca é capaz de ignitar a combustão que se manterá pelo próprio calor gerado na queima, mediante as reações:
CO + 1/2 O2 CO2 H2 + 1/2 O2 H2O CH4 + 2 O2 CO2 + H2O
No caso dos combustíveis líquidos há duas teorias para a combustão.
Teoria da hidroxilisação - Durante a queima de um combustível líquido pulverizado, os hidrocarbonetos, sob a ação do oxigênio e de calor, se desdobram em frações menores, formando compostos hidroxilados do tipo formaldeido. Porém, estas reações intermediárias continuam sofrendo alterações pela continua ação do calor e do oxigênio, desdobrando-se em frações mais simples do tipo CO e H2, até a queima total formando CO2 e H2O. Esquematicamente a teoria pode ser representada como:
Teoria do Craking - Quando o combustível pulverizado é submetido a aquecimento brusco, com uma mistura de ar deixam de existir condições para a formação dos compostos hidroxilados. Os hidroxilados se cindem diretamente nos seus elementos constituintes, carbono e hidrogênio, para reagirem com o O2. O esquema se simplifica.
combustível líquido
vapores do combustível
compostos hidroxilados
aldeídos
forte calor O2
CO2 + H2O
combustível
vapores do combustível forte calor
C + O2
O2
H2 + 1/2 O2 CO2 H2O
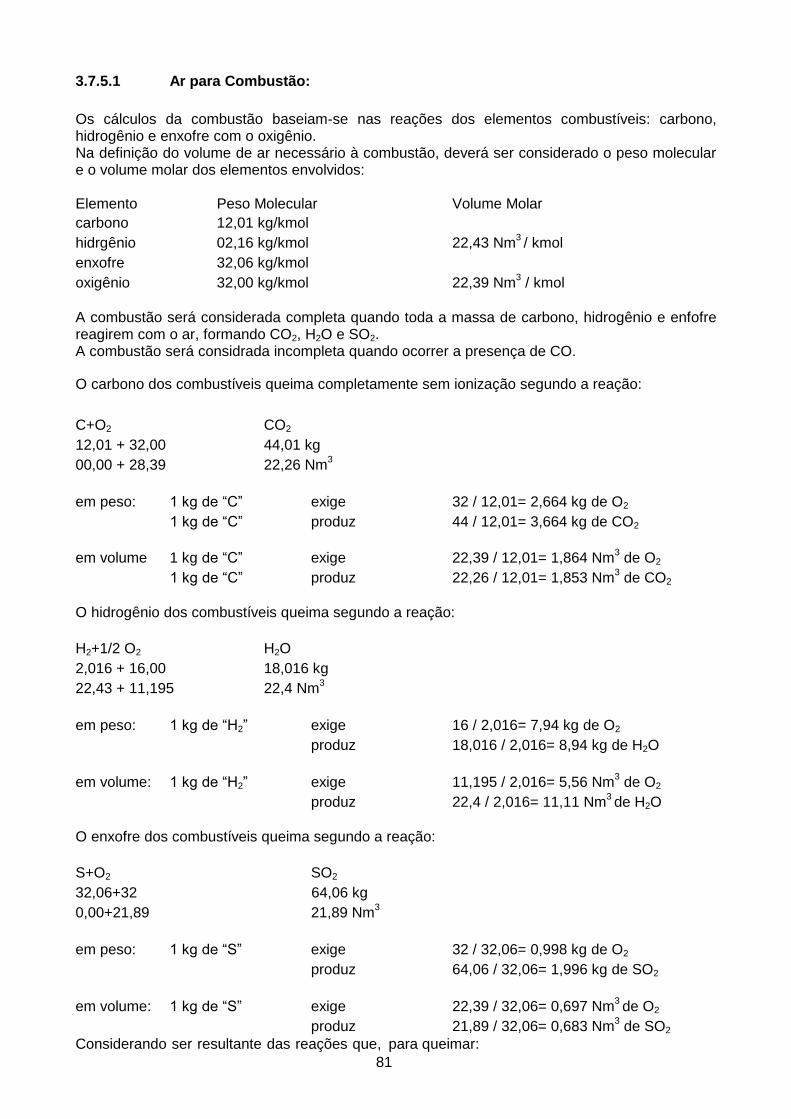
81
3.7.5.1 Ar para Combustão:
Os cálculos da combustão baseiam-se nas reações dos elementos combustíveis: carbono, hidrogênio e enxofre com o oxigênio. Na definição do volume de ar necessário à combustão, deverá ser considerado o peso molecular e o volume molar dos elementos envolvidos: Elemento Peso Molecular Volume Molar
carbono 12,01 kg/kmol
hidrgênio 02,16 kg/kmol 22,43 Nm3 / kmol
enxofre 32,06 kg/kmol
oxigênio 32,00 kg/kmol 22,39 Nm3 / kmol
A combustão será considerada completa quando toda a massa de carbono, hidrogênio e enfofre reagirem com o ar, formando CO2, H2O e SO2. A combustão será considrada incompleta quando ocorrer a presença de CO.
O carbono dos combustíveis queima completamente sem ionização segundo a reação:
C+O2 CO2
12,01 + 32,00 44,01 kg
00,00 + 28,39 22,26 Nm3
em peso: 1 kg de “C” exige 32 / 12,01= 2,664 kg de O2
1 kg de “C” produz 44 / 12,01= 3,664 kg de CO2
em volume 1 kg de “C” exige 22,39 / 12,01= 1,864 Nm3 de O2
1 kg de “C” produz 22,26 / 12,01= 1,853 Nm3 de CO2
O hidrogênio dos combustíveis queima segundo a reação:
H2+1/2 O2 H2O
2,016 + 16,00 18,016 kg
22,43 + 11,195 22,4 Nm3
em peso: 1 kg de “H2” exige 16 / 2,016= 7,94 kg de O2
produz 18,016 / 2,016= 8,94 kg de H2O
em volume: 1 kg de “H2” exige 11,195 / 2,016= 5,56 Nm3 de O2
produz 22,4 / 2,016= 11,11 Nm3 de H2O
O enxofre dos combustíveis queima segundo a reação:
S+O2 SO2
32,06+32 64,06 kg
0,00+21,89 21,89 Nm3
em peso: 1 kg de “S” exige 32 / 32,06= 0,998 kg de O2
produz 64,06 / 32,06= 1,996 kg de SO2
em volume: 1 kg de “S” exige 22,39 / 32,06= 0,697 Nm3 de O2
produz 21,89 / 32,06= 0,683 Nm3 de SO2
Considerando ser resultante das reações que, para queimar:

82
1 kg de carbono precisa de: 1,864 Nm3 de oxigênio
1 kg de hidrogênio precisa de: 5,56 Nm3 de oxigênio
1 kg de enxofre precisa de: 0,697 Nm3 de oxigênio, teremos:
volume teórico de oxigênio = 1,864 C + 5,56 (H – O / 8) + 0,697 S em Nm
3/kg (equação 32)
Como o ar atmosférico possui em volume 20,9% de oxigênio, teremos: volume teórico de ar = (100 / 20,9) x volume teórico de oxigênio ou: volume teórico de ar = 8,909 C + 26,576 H – 3,332 O + 3,331 S em Nm
3/kg (equação 33)
Tecnicamente é impossível assegurar uma combustão completa apenas com o suprimento teórico de ar, sendo requerido um percentual adicional de ar.
3.7.5.2 Consumo de Ar
O consumo de ar necessário à combustão corresponderá ao volume teórico de ar corrigido por um fator de excesso de ar (Fe). O valor desse fator para o óleo combustível deve estar na faixa abaixo relacionada e em conformidade com o tipo do queimador.
para queimadores com pulverização a vapor 1,05 – 1,15
para queimadores com pulverização mecânica 1,20 – 1,25
para queimadores com baixa pressão de ar 1,30 – 1,40
3.7.5.3 Volume Teórico de Gases
De acordo com as mesmas reações, o volume teórico de gases para cada quilo de combustível será dado pela expressão: 1,864 C + 0,697 S + 0,8 N + 0,79 Var + (9 x H + w) 1,24 em Nm
3/kg (equação 34)
Nessa expressão, além dos gases da própria combustão, aparecem ainda: - o nitrogênio do combustível com volume especifico (0,8 Nm
3 / kg ),
- o nitrogênio do ar na proporção de 0,79 do volume de ar - o vapor de água com volume especifico 1,24 Nm
3 / kg.
Nota: admitindo que o combustível tenha um teor de umidade “w”, e sabendo que 1 kg de hidrogênio gera 9 kg de água, podemos obter a umidade total no volume de gás teórico por meio da expressão (9 x H + w) x 1,24.
3.7.5.4 Volume de Gás Gerado
Será definido aplicando o coeficiente de excesso de ar, conforme expressão: volume teórico de gás + (FE – 1) x volume teórico de ar em Nm
3/kg (equação 34 a)

83
3.7.5.5 Procedimentos Práticos para Determinação das Vazões de Ar e de Gás
Pelo uso do diagrama para combustíveis líquidos
Pelo uso das fórmulas práticas de Rosin e Fehling Para combustíveis líquidos
volume teórico ar: (0,85 PCI / 1000 ) + 2 em Nm3 / kg (equação 33ª)
volume teórico gás: 1,11 PCI / 1000 em Nm3 / kg (equação 34b)
Para combustíveis gasosos com PCI > 3000 Kcal / Nm
3.
volume teórico ar: (1,09 PCI / 1000) – 0,25 em Nm3 / Nm
3 (equação 33b)
volume teórico gás: ( 1,14 PCI / 1000) + 0,25 em Nm3 / Nm
3 (equação 34c)
Para combustíveis gasosos com PCI < 3000 Kcal / Nm
3 equação 34
volume teórico ar: 0,875 PCI / 1000 em Nm3 / Nm
3 (equação 33c)
volume teórico gás: 0,725 PCI / 1000 em Nm3 / Nm
3 (equação 34d)
84
3.7.5.6 Consumo de Combustível, Vazão de Ar, Vazão de Gás
Exemplo numérico, considerando:
- queimador pulverização mecânica com Fe=1,20 - produção de vapor 1600 kg / h - pressão de descarga 10,6 atm - pressão de descarga absoluta 11,5 ata - rendimento 66% - pressão atmosférica 0,90 atm - calor especifico do ar 0,13 kcal / kg x
oC
- peso especifico do ar 1,20 kg / Nm3
- temperatura inicial da água 20 oC
- poder calorífico inferior do combustível 10200 kcal / kg - composição do óleo combustível 85% C / 15% H / 0% S - relação massa de ar / massa de combustível 15 Calcular: consumo de combustível, vazão de ar requerida, vazão de gás gerado. Pela tabela de vapor, teremos : entalpia do vapor a 11,5 ata: 664,5 kcal / kg (Iv)
entalpia da água a 20º C: 20,0 kcal / kg (Ia)
Solução:
O consumo de combustível será calculado fazendo o calor requerido para produzir 1600 kg / h de vapor (Qr) igual ao calor produzido (Qp) pela queima de uma massa de combustível (mc).
Qr= mv x (Iv – Ia) ÷ η → 1600 x (664,5-20) ÷ 0,66 = 15,62 x 105 Kcal / h,
Qp= mc x PCI + mar x cpar x Tar ou mc (PCI + c
armm
x cpar x tar). Fazendo Qr = Qp, vem:
mc=15,62 x 105 ÷ (10.200 +15 x 0,13 x 20) = 152,5 kg / h
As vazões de ar e gás poderão agora ser obtidas por três critérios: Utilizando o diagrama
Volume teórico de ar: 11 x 152,5 = 1 677,5 Nm3/h
Vazão de ar requerida: 1 677,5 x 1,2 = 2 013,0 Nm3/h
Volume teórico de gás: 14,2 x 152,5 = 2 165,5 Nm3/h
Gás gerado: 2 165,5 + (1,2 – 1) x 1677,5 = 2 500,9 Nm3/h
Aplicando Rosin / Fehling
Volume teórico de ar: [(0,85 x 10.200 ÷1000)+2] x 152,5= 1 627,17 Nm3/h
Vazão de ar requerida: 1627,17 x 1,2 = 1952,61 Nm3/h
Volume teórico de gás : (1,11 x 10.200 ÷ 1000) x 152,5 = 1 726,6 Nm3/h
Gás gerado: 1726,6 + (1,2 – 1) x 1627,17 = 2 050,03 Nm3/h
Aplicando as equações 32 e 33, vem:
Volume teórico de ar: 8,909 x 0,85 + 26,576 x 0,15 + 0 - 0) x 152,5 = 1750,7 Nm3/h
Vazão de ar requerida: 1750,7 x 1,20= 2 100,0 Nm3 / h
Nota: o volume teórico de gás não poderá ser avaliado por este critério, visto não ter sido
informado a concentração de nitrogênio e de água na composição do combustível.

85
3.8 EMISSÕES GASOSAS - CONTROLE AMBIENTAL
3.8.1 Conceituação
O lançamento direto desta emissão gasosa na atmosfera é regulamentada por lei; não sendo possível fazê-lo, se não for assegurado o grau de opacidade padrão dois, na escala Ringelman. É tolerada a emissão gasosa no padrão três da escala Ringelman por um período máximo de seis minutos, em qualquer intervalo de uma hora e que é assumido como correspondente às operações de partida ou de limpeza das caldeiras.
3.8.2 Escala Ringelman
A escala Ringelman é constituída de seis padrões com variações uniformes de tonalidade entre o branco e o preto. Os padrões são apresentados por meio de quadros retangulares, com redes de linhas de espessura e espaçamentos definidos, sobre um fundo branco. Os padrões da Escala de Ringelman são numerados de zero a cinco assim definidos:
- Inteiramente branco
- Reticulado com linhas pretas de 1 mm de espessura, deixando intervalos, quadrados brancos de 9 mm de lado.
- Reticulado com linhas pretas de 2,3 mm de espessura,
deixando intervalos, quadrados brancos com 7,7 mm de lado. - Reticulado com linhas pretas de 3,7 mm de espessura,
deixando intervalos, quadrados brancos com 6,3 mm de lado. - Reticulado com linhas pretas do 5,5 mm de espessura,
deixando intervalos, quadrados brancos com 4,5 mm de lado.
- Inteiramente preto.
3.8.3 Opacímetros
O controle da emissão gasosa na atmosfera deve ser monitorado por meio de opacímetros instalados junto ao topo da chaminé, ver página 278.

86
3.8.4 Lavadores de Gás
Descrição, ver também página 256. Os gases ao entrarem no lavador, mostrado na figura 6 passam primeiramente na região de bicos pulverizadores de solução neutralizante, onde as partículas poluentes impactam contra partículas de água com diâmetros da ordem de 20/50 micra. A seguir, a mistura de gás “lavado” e poluentes “molhados” passa por uma seção de inversão de fluxo a alta velocidade. As partículas “molhadas” se precipitam na lâmina da solução neutralizante, na parte inferior do lavador. A fim de eliminar as gotas de água remanescentes no fluxo de gás, bem como partículas poluentes ainda existentes, o gás passa por uma “chicana”, que deve ser retirada e limpa periodicamente. Dados referenciais
tamanho das partículas serem retidas: 1 a 5 micra
perda de carga no circuito de gás: 38 a 90 mmca
velocidade do gás no lavador: 0,30 a 0,50 m/s
vazão de neutralizante circulada: 1,85 m3 / min por 28,3 m
3 / min de gás a 20º C
Arranjo construtivo
Figura 6 – Lavador de Gás
Legenda: 1 - tubo de admissão 2 - mesa de apoio 3 - moto bomba 4 - reservatório de reagente

87
3.9 TIRAGEM
Uma vez processada a limpeza dos gases de combustão será necessário lançá-los à atmosfera. Isto se faz por meio de chaminés. No caso de se usar o próprio ventilador da caldeira para movimentar o fluxo de gás, a chaminé será designada “com tiragem forçada“. Caso contrário, quando o movimento dos gases for conseqüente da diferença de temperatura entre o gas e o ar atmosférico local, será designada “com tiragem natural”.
3.9.1 Tiragem Natural
Consideremos a figura 7 abaixo,
Figura 7 – Chaminé
onde:
H altura da chaminé, acima da zona de combustão em m;
P pressão atmosférica em mm Hg;
S seção interna da chaminé em m2;
t temperatura do ar exterior em oC;
t1 temperatura dos gases da combustão em ºC;
peso específico do ar, na temperatura “t” e pressão “P” em kg / m3;
0 peso específico do ar, nas condições normais em kg / Nm3;
1 peso específico dos gases na temperatura e pressão da descarga em kg / m3.
Pode-se admitir que o peso específico dos gases de combustão e do ar atmosférico, nas mesmas condições de pressão e temperatura sejam iguais. Com efeito, se o CO2 é mais denso que o ar, há compensação pela presença de hidrocarbonetos e vapor de água menos densos que o ar. A força motriz “f “ que produzirá o movimento ascensional da coluna de gases é definida
pela expressão: f = H x S x ( - 1 ), em Kgf (equação 35)
Designando por “Z” o fator de compressibilidade dos gases da combustão, a tiragem causada
será definida pela expressão: ho
t
ttH 1
Z
Z
11 , em mmca (equação 36)
onde, t e t1 são expressos em graus Kelvin.

88
Do exposto, conclui-se que a tiragem é:
- proporcional à altura da chaminé;
- tanto maior quanto menor for a temperatura do ar exterior e quanto maior for a temperatura dos
gases da combustão;
- inversamente proporcional à altitude, visto que 1 decresce com a diminuição da pressão
atmosférica.
A tabela abaixo indica valores de tiragem expresa em mmca, para alturas de chaminés de 25, 50, 75 e 100 m e temperaturas dos gases de combustão nos valores de 100, 200, 400, 600
oC ou
maiores. Nota: para os valores citados de tiragem, foi considerado para o ar externo na tempertura de 15
oC, o peso específico de 1,293 kg/Nm
3.
temperatura dos gases
altura da chaminé em metros
25 50 75 100
100 oC
200 oC
400 oC
600 oC
infinito
7
12
17,5
20,5
30,7
14
24
35
41
61,5
21
36
52,5
61,5
92,5
28
48
70
82
123
Conhecendo-se a tiragem “ho”, pode-se determinar a velocidade e a vazão dos gases da combustão aplicando-se as expressões:
velocidade de escoamento v , 1
hog2 em m/s (equação 37)
vazão escoada Q0 , 1
o
hg2S em m
3/s (equação 38)
3.9.2 Causas que Afetam a Tiragem Natural
- Umidade do ar: influi indiretamente, pela diminuição do peso específico do ar. A tiragem será tanto menor quanto maior for essa umidade. - Umidade no combustível: causa o abaixamento da temperatura de regime na base da chaminé e diminui a densidade dos gases da combustão por conterem vapor de água; geralmente se compensam. - Direção e velocidade dos ventos: quando o vento na chaminé soprar de baixo para cima, aumenta a tiragem, quando de cima para baixo diminue, podendo anulá-la no caso de grande velocidade. - Torres de resfriamento; a presença de torres de resfriamento nas vizinhanças das chaminés afeta a tiragem natural de modo similar à umidade do ar.

89
3.10 ÀGUA DE ALIMENTAÇÃO DAS CALDEIRAS
A água de alimentação das caldeiras deve ser tratada de modo que fique eliminada a possibilidade da formação de incrustações decorrentes da presença de impurezas normalmente existentes, sólidos dissolvidos, sólidos em suspensão, óleos e gases, que afetarão a troca de calor entre os gases quentes da combustão e a água.
3.10.1 Análise da Água
É obrigatória a análise da qualidade da água a ser destinada à produção de vapor, para determinação dos parâmetros: dureza, alcalinidade, cloretos e ph. A dureza da água é expressa em DHG “Graus de Dureza Alemão”, em função da concentração de sais de cálcio e magnésio. Um DHG, conforme DIN 8103 e 8104 considera a concentração de 10 mg de CaO e 7,14 mg de MgO por litro de água. A dureza total será a soma das durezas de CaO e MgO.
Segundo o DHG, tem-se a seguinte classificação das águas:
Dureza total Qualidade
dHG de 0o a 4
o muito branda
de 4o a 8
o branda
de 8o a 12
o pouco dura
de 12o a 18
o semi dura
de 18o a 30
o dura
maior que 30o muito dura
Exemplo numérico
Se um litro de água contiver 90mg de CaO e 43mg de MgO a dureza total será 15o dHG, pois:
dureza de cálcio 90 10 = 9o dHG
dureza de magnésio 43 7,14 = 6o dHG
dureza total 15o dHG
Alcalinidade
Exprime a presença de íons dos sais de carbonato, bicarbonato, hidróxidos, fosfatos, silicatos; sendo os carbonatos, os bicarbonatos e os hidróxidos os mais relevantes. A alcalinidade é detectada pelos indicadores de dimetil orange (AM) e de fenolftaleína (AF).
Cloretos
Estes sais permitem estabelecer a percentagem de descarga da água da caldeira, aconselhando-se não exceder a faixa de 10 a 12 vezes a concentração dos cloretos da água da caldeira em relação aos da água de alimentação,
tem-se: descarga de %100caldeira da água na Cloretos de ãoConcentraç
oalimentaçã de água na Cloretos de ãoConcentraç
Ph
Indica a acidez ou a alcalinidade da água. Se o Ph for maior que sete a água estará ácida;
Se menor que sete a água estará básica ou alcalina.
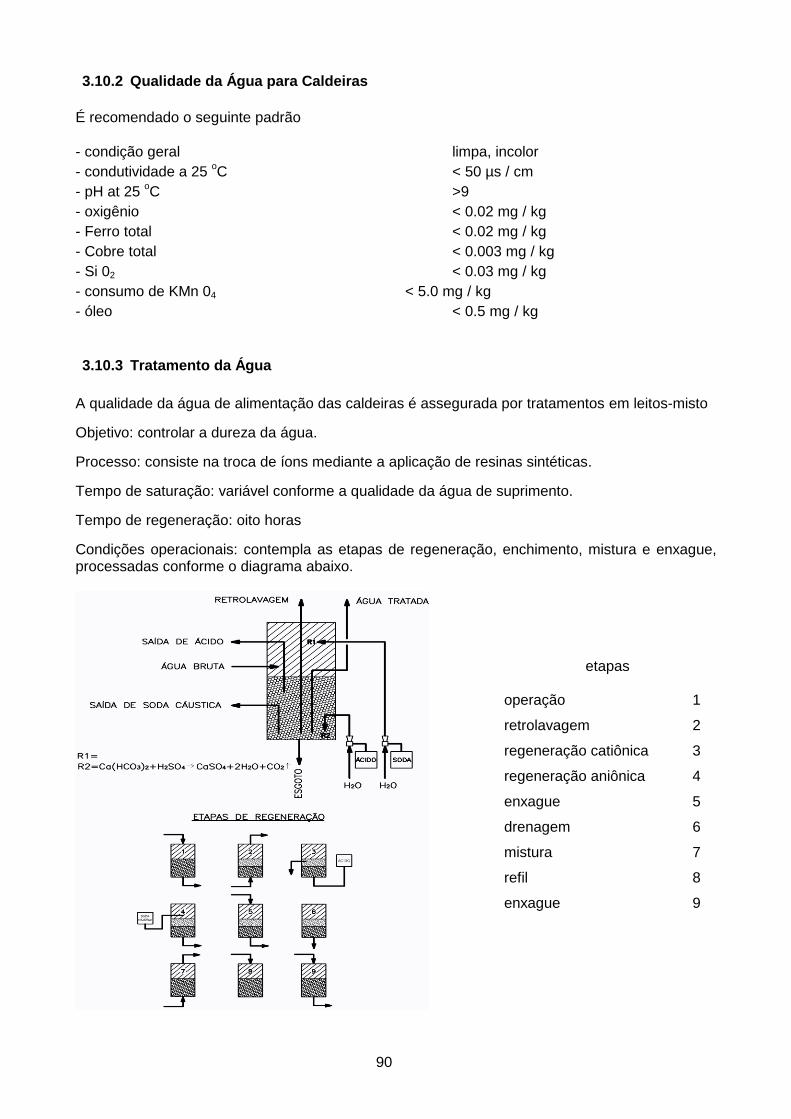
90
3.10.2 Qualidade da Água para Caldeiras
É recomendado o seguinte padrão
- condição geral limpa, incolor
- condutividade a 25 oC < 50 µs / cm
- pH at 25 oC >9
- oxigênio < 0.02 mg / kg
- Ferro total < 0.02 mg / kg
- Cobre total < 0.003 mg / kg
- Si 02 < 0.03 mg / kg
- consumo de KMn 04 < 5.0 mg / kg
- óleo < 0.5 mg / kg
3.10.3 Tratamento da Água
A qualidade da água de alimentação das caldeiras é assegurada por tratamentos em leitos-misto
Objetivo: controlar a dureza da água.
Processo: consiste na troca de íons mediante a aplicação de resinas sintéticas.
Tempo de saturação: variável conforme a qualidade da água de suprimento.
Tempo de regeneração: oito horas
Condições operacionais: contempla as etapas de regeneração, enchimento, mistura e enxague, processadas conforme o diagrama abaixo.
etapas operação 1
retrolavagem 2
regeneração catiônica 3
regeneração aniônica 4
enxague 5
drenagem 6
mistura 7
refil 8
enxague 9

91
3.11 DISTRIBUIÇÃO DE VAPOR
O sistema de distribuição de vapor é importante elo de interligação da caldeira com os usuários. O vapor saturado oferece facilidades de geração e de utilização. A correlação entre pressão e temperatura é fundamental para a distribuição do vapor, bem como para o cálculo das perdas de calor. Cabe ao projeto assegurar que o vapor produzido na caldeira supra os usuários à pressão e temperatura requeridas. Tem-se como principais aplicações de vapor, como fluido de aquecimento ou como fluido motriz na geração de energia, através de turbinas
O projetista deve estabelecer o interfaceamento dos diversos “sub-sistemas”, como tancagem de combustíveis e de água, motobombas de água e óleo, sistemas de tratamento de água e de lavagem dos gases de combustão, por meio de um fluxograma de processo, conforme discutido no item abaixo. Pontos de consumo de vapor e de condensado Deverão estar dentro das possibilidades, o mais próximo possível da casa de caldeiras, obtendo-se rotas mais curtas para as tubulações de vapor e condensado. Tanque de acumulação de combustível Considerar o volume dos trocadores de calor para aquecimento do óleo no tanque quando da determinação do volume geométrico. Aconselha-se uma capacidade mínima de estocagem correspondente a 15 dias de consumo. Tanque de condensado Projetar este tanque isolado termicamente.Observar as prescrições da norma regulamentadora NR 13.Considerar sua elevação de modo a garantir que a bomba de água da caldeira fique escorvada Bomba de alimentação de água da caldeira Especificar o NPSH dessa bomba em função da temperatura da água de suprimento. Recomenda-se a temperatura de 80ºC. Redes de drenagem Prever duas redes, uma fechada para trabalhar sob pressão , outra aberta sujeita apenas à pressão atmosférica. Estas redes deverão ser independentes para evitar problemas de retorno e deverão desaguar em tanque coletor externo às casas de caldeira. Chaminés de descarga Deverão ser projetadas conforme legislação em vigor,com tiragem compatível com a pressão do ventilador de ar de combustão Local de instalação das caldeiras Deverá atender aos requisitos da NR 13. A área de instalação destas caldeiras deverá estar circundada por uma canaleta de drenagem no piso desaguando no mesmo tanque coletor acima citado.
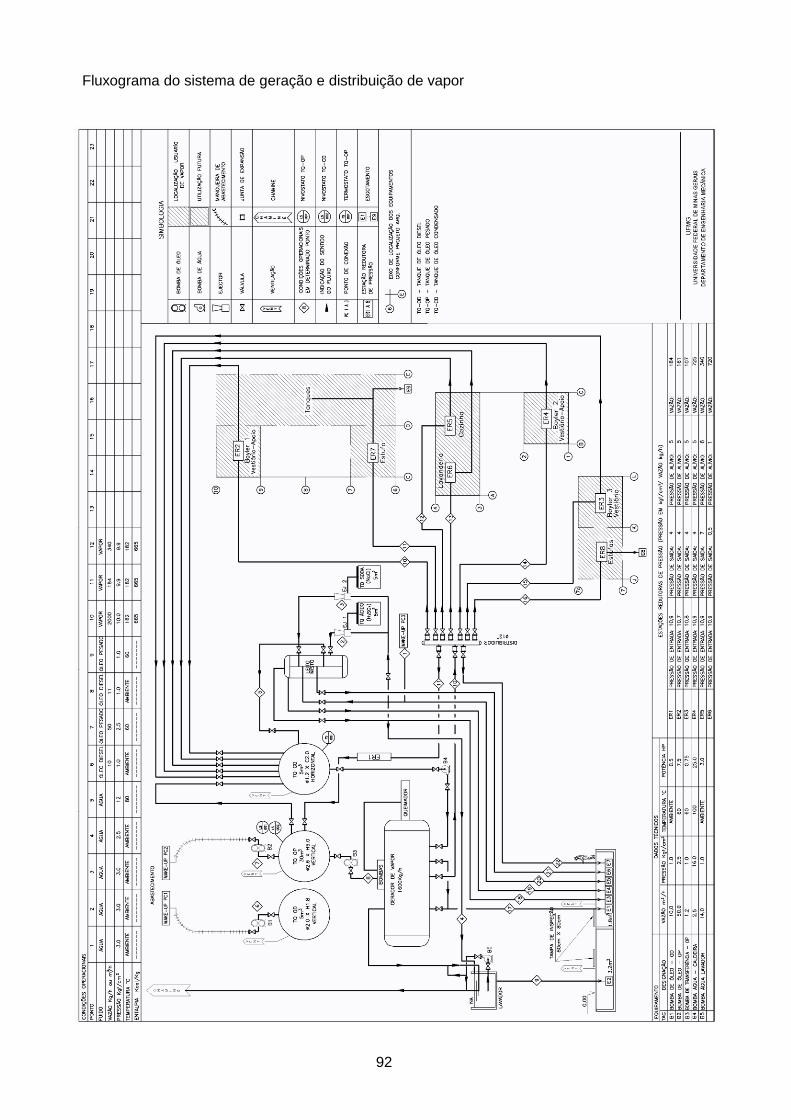
92
Fluxograma do sistema de geração e distribuição de vapor

93
3.11.1 Redes de Distribuição de Vapor
Dimensionamento da Rede Par o cálculo do diâmetro pelo critério de perda de carga, aplicar a expressão
d: 5,1
1,95
P
0,9Q0,029
5ev, em cm (equação 39)
onde:
ΔP: perda de carga em kgf / cm2 por 100 m
Q: vazão mássica em kg / h
ve: volume específico em m3 / kg
d: diâmetro nominal em cm
Exemplo numérico considerando:
vazão 470 kg / h
comprimento da rede 150 m
conexões 7 C 90º + 1 têe de derivação
pressão manométrica no inicio do trecho 7,0 kgf / cm2
pressão manométrica no fim do trecho 6,5 kgf / cm2
diferencial de pressão no trecho 0,5 kgf/cm2
Calcular o diâmetro Solução: arbitrar o diâmetro e estimar um acréscimo de 15 a 20% no comprimento da rede para cobrir os comprimentos equivalentes das conexões. - comprimento virtual: 150 + ( 150 x 0,15 )= 172,5 m
- ΔΡ: ( 7,0 – 6,5 ) x (100 / 172,50)= 0,29 kg / cm2
- pela tabela de vapor: volume específico a 7 kgf / cm2= 0,2448 m
3 / kg
Cálculo do diâmetro 5,1
1,95
0,29
0,90,2448040,029 57 = 5,25 cm
O valor do diâmetro calculado deve ser tal que a velocidade de escoamento não ultrapasse o limite de 15 m / s. Verificação da velocidade Adotando o diâmetro comercial de 2”, di = 5,25 cm, a velocidade será: V: (4 x 0,2448 x 470) / (π x 3 600 x 0,0525
2)= 14,76 m/s→ok
Verificação do comprimento virtual Conforme tabela página 33 o compromento equivalente para as conexões na bitola de 2” será de 7 X 2,6 + 1 x3,7 = 21,9. Em consequencia o comprimento virtual da rede, de 150+ 21,9=171,9 m, caracterizando a conformidade dos cálculos.
94
3.12 CONDENSADO FORMADO NO AQUECIMENTO DA TUBULAÇÃO.
É calculado a partir da expressão: Q = Cp aço x m x L ( tf – ti ) (equação 40) onde:
Q calor trocado em kcal
Cp aço calor específico do aço do tubo em kcal / kg x oC
.m massa (peso) do tubo a ser aquecido em kg
tf temperatura final do tubo em oC
ti temperatura inicial do tubo em oC
L comprimento da rede em m
Exemplo numérico, considerando os dados abaixo, calcular o condensado formado. peso da tubulação: 16,1 kg /m
comprimento da rede 20 m
pressão absoluta de vapor na rede 11,0 kgf/cm2
pressão na ree de condensado 0,35 Kgf/cm2
temperatura final (assumida equivalente a do vapor) 183,2oC
temperatura inicial 25oC
calor específico do aço (valor médio) 0,063kcal / kg x oC
tempo de aquecimento da rede uma hora
Solução Calor trocado Q: 0,063 x 20 x 16,1 x (183,2 – 25 ) = 3209 kcal
Como Q = .
m / cℓ e sendo cℓ da da água a 0,35 kgf/cm2= 556 kcal / kg, vem:
Massa de condensado .
m = 3209 kcal / 556 kcal / kg = 57,7 kg. Como o tempo de aquecimento é
de uma hora, teremos 57,7 kg / h.
3.12.1 Cálculo do Diâmetro das Redes de Condensado
Aplicar a expressão: d = {4 x .
m x ve x (ii - if) / π x v x cl x 3600}0,5
em m (equação 41)
onde: .
m : vazão mássica de condensado kg / h
ve: volume específico do vapor m3 / kg
ii: entalpia do condensado na pressão inicial kcal / kg
if: entalpia do condensado na pressão final kcal / kg
v: velocidade de escoamento m / s
cl calor latente do vapor na pressão do retorno (final) kcal / kg
Exemplo numérico, considerando os dados calcular: o diâmetro da rede de condensado.
vazão de condensado 57,7 kg / h
pressão inicial 11 kgf / cm2
pressão final 0,35 kgf / cm2
velocidade 10 m / s Solução: pela tabela de vapor ii(na pressão absoluta de 11,0 kgf / cm
2)= 663,9 kcal / kg
if(na pressão absoluta de 0,35 kgf / cm2)= 628,2 kcal / kg
ve( a 0,35 kgf / cm2) = 4,614 m
3 / kg
cℓ ( a 0,35 kgf / cm2) = 556 kcal / kg
Cálculo do diâmetro
d : 3600556 10/ ) 628,2 663,9 ( 4,614 7574 , = 0,02 m→ 1”.
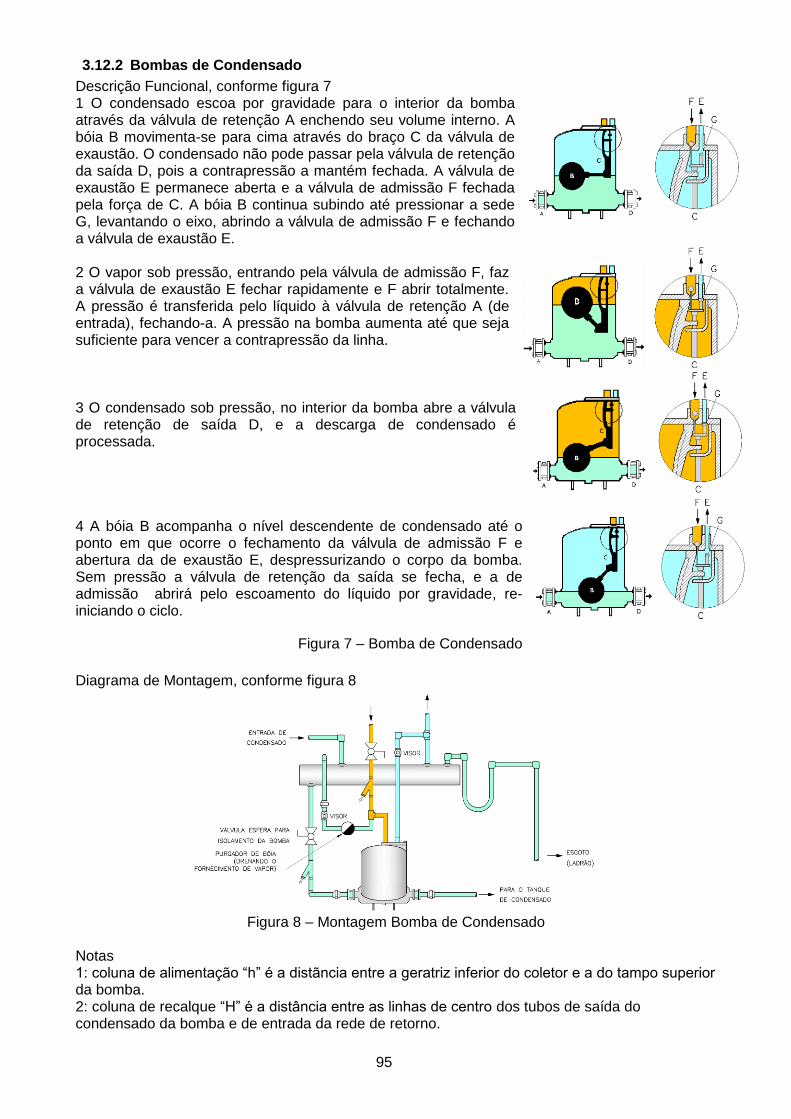
95
3.12.2 Bombas de Condensado
Descrição Funcional, conforme figura 7 1 O condensado escoa por gravidade para o interior da bomba através da válvula de retenção A enchendo seu volume interno. A bóia B movimenta-se para cima através do braço C da válvula de exaustão. O condensado não pode passar pela válvula de retenção da saída D, pois a contrapressão a mantém fechada. A válvula de exaustão E permanece aberta e a válvula de admissão F fechada pela força de C. A bóia B continua subindo até pressionar a sede G, levantando o eixo, abrindo a válvula de admissão F e fechando a válvula de exaustão E. 2 O vapor sob pressão, entrando pela válvula de admissão F, faz a válvula de exaustão E fechar rapidamente e F abrir totalmente. A pressão é transferida pelo líquido à válvula de retenção A (de entrada), fechando-a. A pressão na bomba aumenta até que seja suficiente para vencer a contrapressão da linha. 3 O condensado sob pressão, no interior da bomba abre a válvula de retenção de saída D, e a descarga de condensado é processada. 4 A bóia B acompanha o nível descendente de condensado até o ponto em que ocorre o fechamento da válvula de admissão F e abertura da de exaustão E, despressurizando o corpo da bomba. Sem pressão a válvula de retenção da saída se fecha, e a de admissão abrirá pelo escoamento do líquido por gravidade, re-iniciando o ciclo.
Figura 7 – Bomba de Condensado
Diagrama de Montagem, conforme figura 8
Figura 8 – Montagem Bomba de Condensado
Notas 1: coluna de alimentação “h” é a distãncia entre a geratriz inferior do coletor e a do tampo superior da bomba. 2: coluna de recalque “H” é a distância entre as linhas de centro dos tubos de saída do condensado da bomba e de entrada da rede de retorno.

96
Cálculo da Sobrepressão e Consumo de Vapor da Bombas de Condensado
Exemplo numérico, considerando: - carga de condensado 1640 kg / h - pressão de vapor de alimenação 5,20 bar manométrica - coluna de recalque (H) 9,20 m - pressão na linha de retorno de condensado 1,70 bar manométrica - coluna de alimentação 0,60 m Calcular: sobre pressão e consumo de vapor. Solução: Cálculo da sobre pressão: 9,20 x 0,0981 + 1,7 = 2,6 bar Cálculo do consumo de vapor: Assumindo a relação de 3,0 kg de vapor consumidos para 1000 kg de condensado bombeado, vem: 3 x 1640 / 1000 = 4,92 Kg /h.
3.13 ESTAÇÕES REDUTORAS DE PRESSÃO
São previstas para adequar a pressão de vapor produzida pelo gerador à pressão requerida pelo usuário, contemplando doze componentes arranjados conforme figura 9 abaixo: - separador de umidade Item 1
- válvulas esféricas Item 2
- purgador termodinâmico Item 3
- visor do fluxo Item 4
- flanges, não itemizados no desenho Item 5
- filtro Y Item 6
-válvula de bloqueio Item 7
- válvula controladora de pressão, ver Item 3.13.1 Item 8
- válvula de by-pass manual Item 9
- manômetro para a linha de alta pressão, com tubo expansor Item 10
- manômetro para a linha de baixa pressão, com tubo expansor Item 11
- válvula de segurança na linha de baixa pressão, ver Item 3.13.2 Item 12
Figura 9 – Estação Redutora de Pressão

97
3.13.1 Dimensionamento das Válvulas de Controle de Pressão
Para se dimensionar válvulas de controle deverá ser calculado o coeficiente de vazão de válvula (CV), definido como a vazão em m
3/s que cria uma perda de carga de um bar fluindo pela válvula
totalmente aberta. Adotando-se os´procedimentos da Masoneilan Handbook for Control Valve Sizing Page 7, teremos: Se ΔP for menor que 0,5 x Cf
2 x P1, o fluxo será “sub crítico” e o CV será calculado pelas
expressões:
no caso de vapor saturado CV = 72,4 x W / ΡΡ ΔΡ 21 (equação 42)
no caso de vapor super aquecido CV =
ΡΡ ΔΡ
W T 0,001261 72,4
21
sh
(equação 43)
Se ΔP for igual ou maior que 0,5 x Cf
2 x P1, o fluxo será “crítico” e o CV será calculado pelas
expressões: vapor saturado CV = 83,7 x W / Cf x P1 (equação 44)
vapor superaquecido CV =
1f
sh
Ρ C
WT 0,00126183,7
(equação 45)
Nessas equações:
CV: coeficiente de vazão de válvula
P1: pressão absoluta à montante de válvula em bar
P2: pressão absoluta à jusante de válvula em bar
Tsh: temperatura do vapor superaquecido em oC
W: fluxo de vapor em 1000 kg / h
C f : fator de fluxo crítico conforme tabela abaixo
TIPO DE VÁLVULA TAMANHO
OBTURADOR FLUXO PARA C f KC
C f r
d / D > 1,5 X T
Série 2000
A abrir
fechar
0,85 0,90
0,58 0,65
0,81 0,86
0,61 0,68
B abrir
fechar
0,85 0,90
0,52 0,65
0,80 0,90
0,54 0,68
Válvula Camflex
A
abrir
fechar
0,68 0,85
0,35 0,60
0,65 0,80
0,39 0,61
B abrir
fechar
0,70 0,88
0,39 0,62
0,70 0,87
0,41 0,65
Série 1000
A Sede dupla em
V 0,90 0,98
0,70 0,80
0,86 0,94
0,68 0,81
B Sede dupla em
V 0,80 0,95
0,31 0,73
0,80 0,94
0,54 0,76
Globo
A Fechar
abrir
0,80 0,75
0,51 0,46
0,77 0,72
0,54 0,47
B Fechar
abrir
0,80 0,90
0,52 0,65
0,80 0,89
0,54 0,68
98
3.13.2 Dimensionamento de Válvulas de Segurança / Alívio
Válvulas de segurança são dispositivos automáticos de alívio de pressão caracterizados pela abertura total e imediata; as de de alívio se caracterizam pela abertura proporcional ao aumento de pressão, acima da pressão de ajuste. No dimensionamento dessas válvulas os conceitos abaixo deverão ser considrados:
- pressão de trabalho é a pressão na tubulação sob as condições de operação; - pressão de ajuste é a pressão na qual a válvula inicia a abertura; - pressão de projeto é a máxima pressão suportada pela tubulação; - sobre-pressão é o acréscimo de pressão acima da pressão de ajuste até a completa abertura da válvula expressa normalmente em percentagem; - acumulação é o incremento da pressão de trabalho suportado pela tubulação durante a descarga da válvula; - contra-pressão é a pressão junto à descarga da válvula devido às perdas de carga na tubulação de descarga da válvula.
Dimensionar uma válvula de segurança ou de alívio significa calcular um orifício que corresponda a uma bitola de admissão e outra de saída da válvula, conforme normatização da API-RP 526, indicada na tabela abaixo, segundo W. Burger:
BITOLA 1x2”
1 1/2
x
2”
1 1/2
x
2 1/2”
1 1/2
x
3”
2x3”
2 1/2
x
4”
3x4” 4x6” 6x8” 6x10” 8x10”
ORIFÍCI
O
D E F G H H J J K L L M N P Q R R T
ÁREA
em pol2
0,110 0,196 0,307 0,503 0,785 1,287 1,838 2,853 3,60 4,34 6,38 11,05 16,0 26,0
ÁREA
em cm2
0,71 1,76 1,98 3,24 5,06 8,30 11,0 18,41 23,23 28,00 41,16 71,29 103,23 167,74
No caso de vapor saturado, sobre pressão de 10% e estando a válvula instalada em redes, o
orifício é calculado pela expressão: A= W / 50 x P1 (equação 46)
onde:
A: área do orifício em pol2;
W: vazão em lb / hora;
P1: pressão de alívio (pressão de ajuste+sobre-pressão + 14,7), em psi.
Nota: quando a sobre pressão for 3%, substituir o valor 50 por 45. Exemplo numérico, considerando:
- vazão de vapor 184 kg / h 405 lb / h
- pressão de entrada 10,9 kgf / cm2
154,78 psi
- pressão de saída 4,0 kgf / cm2
56,80 psi
- pressão de alívio 5,0 kgf / cm2 71,00 psi
- fator Cf da válvula redutora 0,85
Calcular o orifício da válvula de alívio e o CV da válvula redutora de pressão, instaladas em rede.
Orifício da válvula de alívio: 405 ÷ 50 x 71 = 0,11 pol2 orifício,”D”, válvula 1” x 2”
CV da válvula redutora
Caracterização do fluxo:
Sendo ΔΡ 10,9 - 4,0= 6,9 kgf / cm2
e 0,5 x 2
FC x Pentrada = 0,5 x 0,85
2 x 10,9 = 3,93 kgf / cm
2,
teremos: 6,9 > 3,93 fluxo crítico.
Logo, CV = 83,7 x (184 ÷ 1000 ) / ( 0,85 x 10,9 ) = 1,66
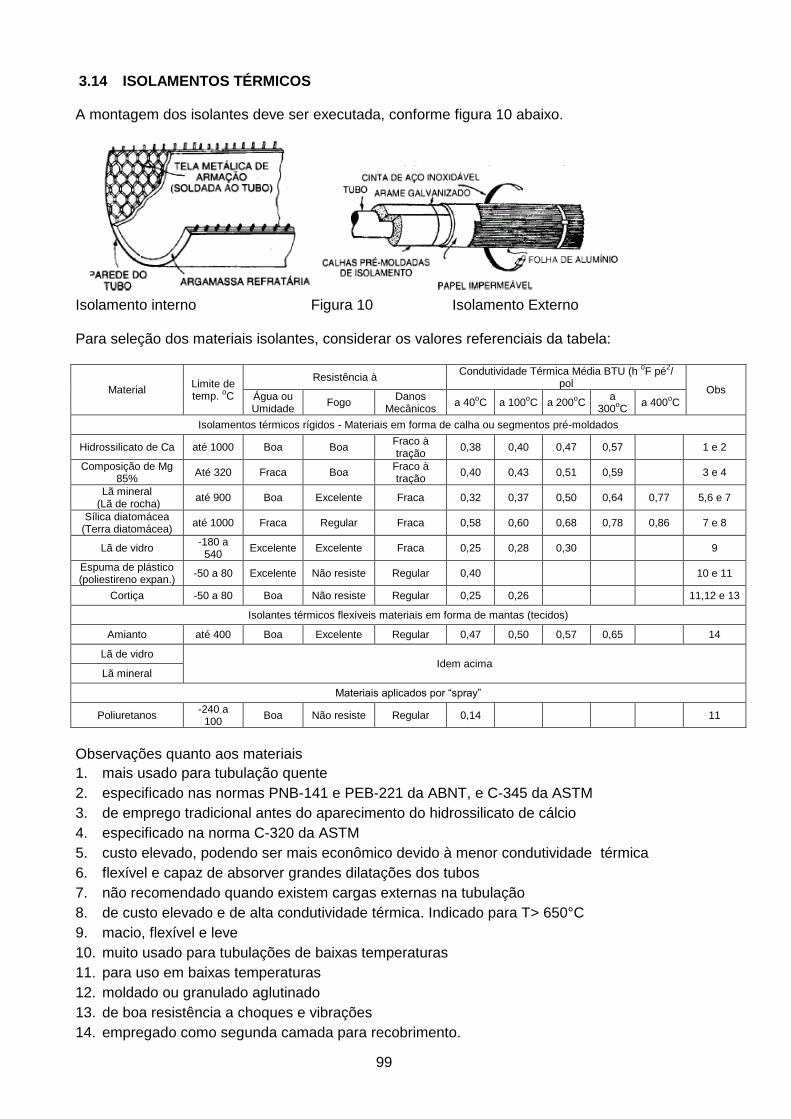
99
3.14 ISOLAMENTOS TÉRMICOS
A montagem dos isolantes deve ser executada, conforme figura 10 abaixo.
Isolamento interno Figura 10 Isolamento Externo Para seleção dos materiais isolantes, considerar os valores referenciais da tabela:
Observações quanto aos materiais
1. mais usado para tubulação quente
2. especificado nas normas PNB-141 e PEB-221 da ABNT, e C-345 da ASTM
3. de emprego tradicional antes do aparecimento do hidrossilicato de cálcio
4. especificado na norma C-320 da ASTM
5. custo elevado, podendo ser mais econômico devido à menor condutividade térmica
6. flexível e capaz de absorver grandes dilatações dos tubos
7. não recomendado quando existem cargas externas na tubulação
8. de custo elevado e de alta condutividade térmica. Indicado para T> 650°C
9. macio, flexível e leve
10. muito usado para tubulações de baixas temperaturas
11. para uso em baixas temperaturas
12. moldado ou granulado aglutinado
13. de boa resistência a choques e vibrações
14. empregado como segunda camada para recobrimento.
Material Limite de temp.
oC
Resistência à Condutividade Térmica Média BTU (h
oF pé
2/
pol Obs
Água ou Umidade
Fogo Danos
Mecânicos a 40
oC a 100
oC a 200
oC
a 300
oC
a 400oC
Isolamentos térmicos rígidos - Materiais em forma de calha ou segmentos pré-moldados
Hidrossilicato de Ca até 1000 Boa Boa Fraco à tração
0,38 0,40 0,47 0,57 1 e 2
Composição de Mg 85%
Até 320 Fraca Boa Fraco à tração
0,40 0,43 0,51 0,59 3 e 4
Lã mineral (Lã de rocha)
até 900 Boa Excelente Fraca 0,32 0,37 0,50 0,64 0,77 5,6 e 7
Sílica diatomácea (Terra diatomácea)
até 1000 Fraca Regular Fraca 0,58 0,60 0,68 0,78 0,86 7 e 8
Lã de vidro -180 a
540 Excelente Excelente Fraca 0,25 0,28 0,30 9
Espuma de plástico (poliestireno expan.)
-50 a 80 Excelente Não resiste Regular 0,40 10 e 11
Cortiça -50 a 80 Boa Não resiste Regular 0,25 0,26 11,12 e 13
Isolantes térmicos flexíveis materiais em forma de mantas (tecidos)
Amianto até 400 Boa Excelente Regular 0,47 0,50 0,57 0,65 14
Lã de vidro Idem acima
Lã mineral
Materiais aplicados por “spray”
Poliuretanos -240 a
100 Boa Não resiste Regular 0,14 11
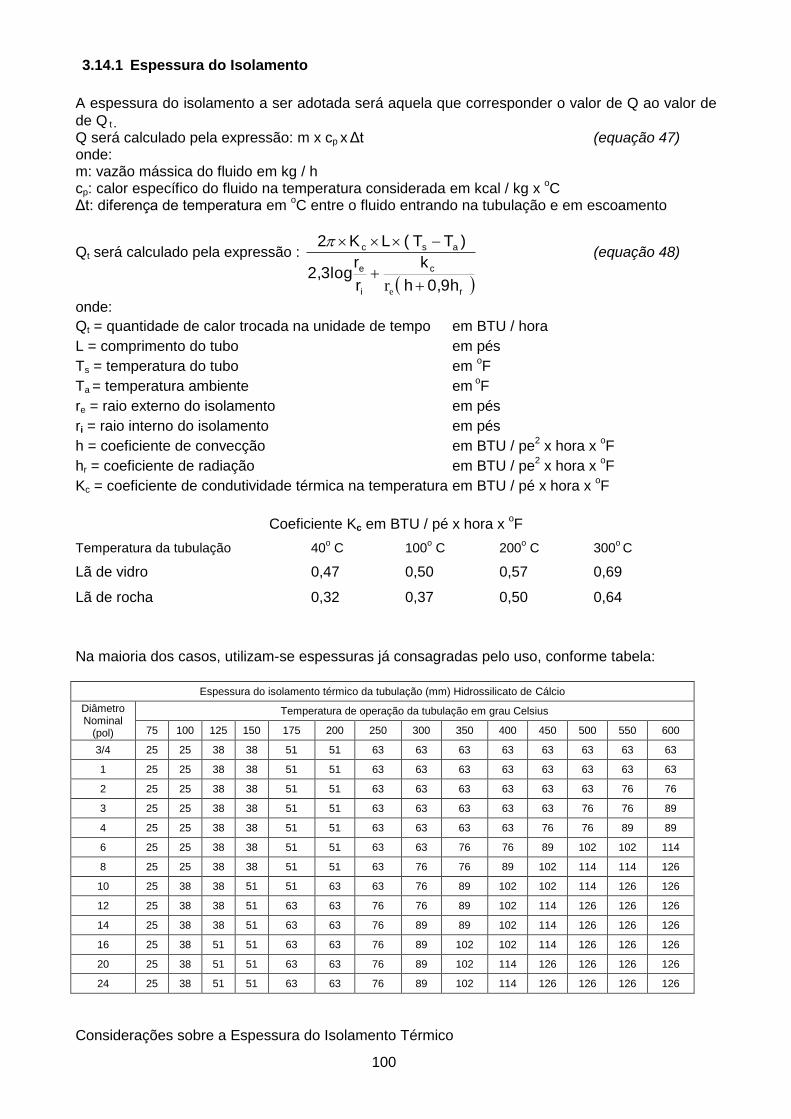
100
3.14.1 Espessura do Isolamento
A espessura do isolamento a ser adotada será aquela que corresponder o valor de Q ao valor de
de Q t . Q será calculado pela expressão: m x cp x Δt (equação 47) onde: m: vazão mássica do fluido em kg / h cp: calor específico do fluido na temperatura considerada em kcal / kg x
oC
Δt: diferença de temperatura em oC entre o fluido entrando na tubulação e em escoamento
Qt será calculado pela expressão :
r
e r
c
i
e
asc
0,9hh
k
r
r2,3log
)TT ( LK2
(equação 48)
onde:
Qt = quantidade de calor trocada na unidade de tempo em BTU / hora
L = comprimento do tubo em pés
Ts = temperatura do tubo em oF
Ta = temperatura ambiente em oF
re = raio externo do isolamento em pés
ri = raio interno do isolamento em pés
h = coeficiente de convecção em BTU / pe2 x hora x
oF
hr = coeficiente de radiação em BTU / pe2 x hora x
oF
Kc = coeficiente de condutividade térmica na temperatura em BTU / pé x hora x oF
Coeficiente Kc em BTU / pé x hora x oF
Temperatura da tubulação 40o C 100
o C 200
o C 300
o C
Lã de vidro 0,47 0,50 0,57 0,69
Lã de rocha 0,32 0,37 0,50 0,64
Na maioria dos casos, utilizam-se espessuras já consagradas pelo uso, conforme tabela:
Espessura do isolamento térmico da tubulação (mm) Hidrossilicato de Cálcio
Diâmetro Nominal
(pol)
Temperatura de operação da tubulação em grau Celsius
75 100 125 150 175 200 250 300 350 400 450 500 550 600
3/4 25 25 38 38 51 51 63 63 63 63 63 63 63 63
1 25 25 38 38 51 51 63 63 63 63 63 63 63 63
2 25 25 38 38 51 51 63 63 63 63 63 63 76 76
3 25 25 38 38 51 51 63 63 63 63 63 76 76 89
4 25 25 38 38 51 51 63 63 63 63 76 76 89 89
6 25 25 38 38 51 51 63 63 76 76 89 102 102 114
8 25 25 38 38 51 51 63 76 76 89 102 114 114 126
10 25 38 38 51 51 63 63 76 89 102 102 114 126 126
12 25 38 38 51 63 63 76 76 89 102 114 126 126 126
14 25 38 38 51 63 63 76 89 89 102 114 126 126 126
16 25 38 51 51 63 63 76 89 102 102 114 126 126 126
20 25 38 51 51 63 63 76 89 102 114 126 126 126 126
24 25 38 51 51 63 63 76 89 102 114 126 126 126 126
Considerações sobre a Espessura do Isolamento Térmico

101
A eficiência do isolamento térmico varia com os fatores locais:
- localização da tubulação
- temperatura ambiente
- umidade do ar
- velocidade do vento.
Custo do isolamento térmico A espessura ideal para o isolamento é resultante da comparação econômica entre o custo do isolamento e o custo da energia perdida.
1 – custo das perdas de calor
2 – custo amortizado anual do isolamento
3 – custo total
Exemplo Numérico
Verificar se a espessura do isolamento de 2” de lã de vidro, previsto para uma rede de vapor de 4” com extensão de 33m (100 pés) é ou não adequada. Considerar temperatura de superfície Ts 180ºC (356ºF) temperatura ambiente Ta 20ºC (68ºF) carga térmica dissipada pelo vapor “Q” 55000 kcal/h Solução:
Qt :
4"
6"log2,3
683561000,502
π = 223520 BTU / h ( 55880 kcal / h ), desprezando-se as parcelas
de calor trocado por convecção e radiação. Como o valor de “Q” é aproximadamente igual ao de “Qt”, podemos considerar a espessura do isolamento como adequada.
Espessura do isolamento (pol)
Custo
s (
R$ /
AN
O x
m d
e c
om
prim
ento
)

CAPÍTULO IV
RESFRIAMENTO DE ÁGUA
Torre de Resfr iamento com Tiragem Induzida

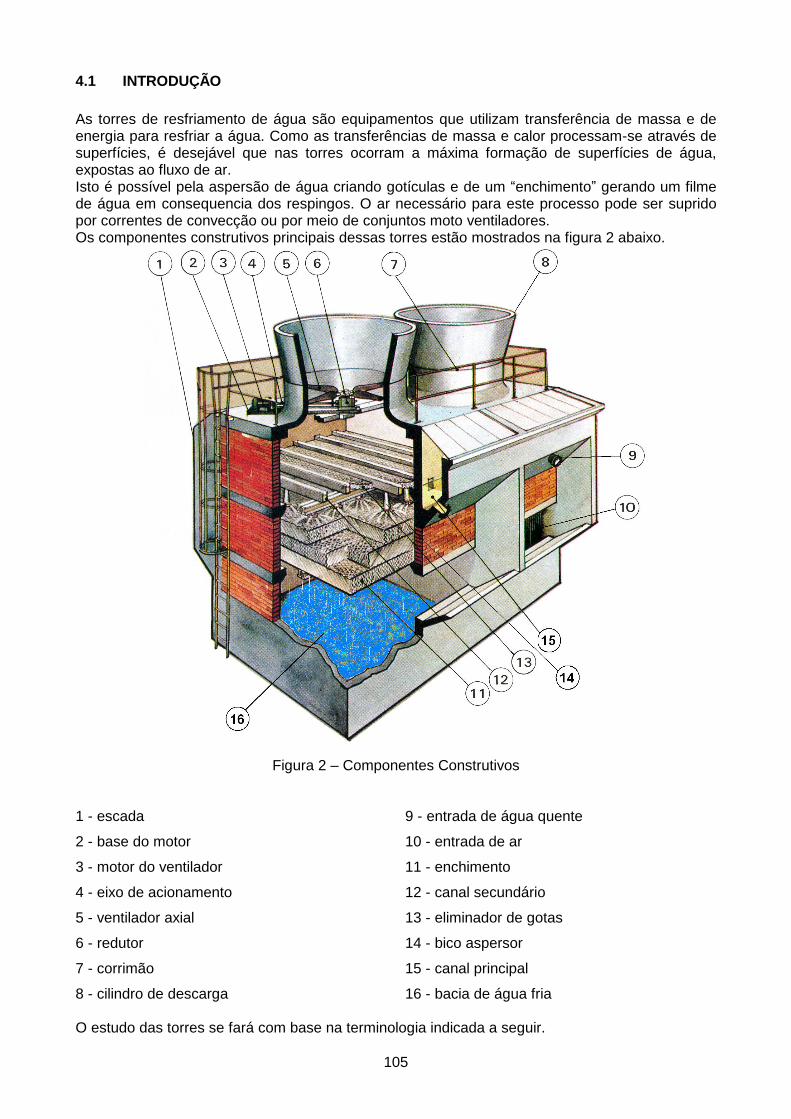
105
4.1 INTRODUÇÃO
As torres de resfriamento de água são equipamentos que utilizam transferência de massa e de energia para resfriar a água. Como as transferências de massa e calor processam-se através de superfícies, é desejável que nas torres ocorram a máxima formação de superfícies de água, expostas ao fluxo de ar. Isto é possível pela aspersão de água criando gotículas e de um “enchimento” gerando um filme de água em consequencia dos respingos. O ar necessário para este processo pode ser suprido por correntes de convecção ou por meio de conjuntos moto ventiladores. Os componentes construtivos principais dessas torres estão mostrados na figura 2 abaixo.
Figura 2 – Componentes Construtivos
1 - escada 9 - entrada de água quente
2 - base do motor 10 - entrada de ar
3 - motor do ventilador 11 - enchimento
4 - eixo de acionamento 12 - canal secundário
5 - ventilador axial 13 - eliminador de gotas
6 - redutor 14 - bico aspersor
7 - corrimão 15 - canal principal
8 - cilindro de descarga 16 - bacia de água fria O estudo das torres se fará com base na terminologia indicada a seguir.
106
4.2 TERMOS TÉCNICOS
O estudo das torres se faz com base na terminologia citad a seguir: Água de Circulação - Circulating Water Flow:quantidade de água quente entrando na torre. Água Adicionada - Make up: água adicionada à água de circulação a fim de repor a água perdida no sistema devido à evaporação, arraste e vazamentos. Altura Manométrica Total - Total Pumping Head: altura manométrica da bomba, necessária para elevar a água até o nível do sistema de distribuição. Altura Manométrica da Torre - Tower Pumping Head: aquela parcela da “Altura Manométrica Total” referente à distância entre a borda de água fria da torre e o centro de flange de conexão do sistema de distribuição de água quente. Expressa em metros de coluna de água. Aproximação ao Bulbo Úmido - Approach: diferença de temperatura entre a água fria e a temperatura de bulbo úmido. Arraste - Drift: perda de água da torre em forma de gotículas misturadas no ar de saída. Ar de Entrada - Entering Air: ar entrando na torre.
Ar de Exaustão - Exhaust Air: mistura de ar e vapor de água deixando a torre.
Bacia de Coleta de Água Fria - Cold Water Basin: dispositivo debaixo da torre com finalidade de coletar a água fria da torre e direcionar esta água para a linha ou caixa de sucção. Bacia de Distribuição - Distribution Basin: bacia rasa e elevada, situada acima do enchimento a fim de distribuir água dentro da torre. Bacia de Redistribuição - Redistribution Basin: bacia elevada usada para redistribuir água dentro da torre. Bico Borrifador - Spray Nozzle: dispositivo empregado para conformar a água em minúsculas partículas e efetuar uma distribuição uniforme da água através da área molhada da torre em sistemas de distribuição pressurizada. Borda da Bacia - Basin Curb : parte superior da parede lateral da bacia de coleta de água fria, geralmente é a referência para indicação das cotas da torre. Caixa de Sucção - Sump: parte mais baixa da bacia de coleta de água fria, usualmente o ponto de conexão de sucção. Carga Térmica - Heat Load: calor removido da água circulante na torre. Célula - Cell: menor subdivisão de uma torre a qual poderá funcionar como unidade independente com respeito aos fluxos de ar e água; as células estão ligadas umas às outras ou por paredes de fechamento ou por paredes divisórias. Cada célula poderá possuir um ou mais ventiladores e cilindros e um ou mais sistemas de distribuição. Cilindro de Descarga - Discharge Stack: extensão direcionada para cima, fechada por paredes laterais acima do nível dos eliminadores a fim de direcionar o ar de saída dos ventiladores em direção vertical; em torres de indução. Cilindro do Ventilador - Fan Stack: estrutura envolvendo a descarga do ventilador em torres de tiragem induzida com o formato de cilindro ou cilindro modificado.

107
Conexão de Entrada - Inlet Connection : flange ao qual se ligará o tubo de alimentação de água quente. Largura das Células: dimensão perpendicular ao eixo longitudinal da torre e normalmente em ângulo reto com o lado das venezianas. Comprimento das células: dimensão paralela ao eixo longitudinal da torre no plano em que as venezianas se situam. Altura das células: distância medida da borda da bacia ao topo da plataforma do ventilador porém não incluindo o cilindro do ventilador. As medidas nominais são medidas entre as linhas de centro das colunas. Eliminador de gotas: dispositivo destinado a promover as gotículas de água contida no fluxo de ar. Redutor de Velocidade - Speed Reducer: equipamento que permite variar a velocidade do eixo de acoplamento para a velocidade definida para o ventilador. Resfriamento-Range: diferença entre as temperaturas de água quente e água fria. Sangria - Blow-Down: descarga de água do sistema, a fim de controlar o nível de sais ou impurezas na água de circulação. Temperatura de Água Fria - Cold Water Temperature: temperatura de água em circulação saindo da torre. Temperatura de Água Quente Hot Water Temperature: temperatura da água em circulação entrando no sistema de distribuição Temperatura do Bulbo Úmido - Wet Bulb Temperature: temperatura indicada pelo psicrômetro. Também conhecida como a temperatura de bulbo úmido termodinâmico ou temperatura de saturação adiabática. Temperatura de Bulbo Úmido Ambiente - Ambient Wet Bulb Temperature: temperatura de bulbo úmido barlavento (do lado onde sopram os ventos) em relação à torre e livre de interferência da mesma. Temperatura de Bulbo Úmido de Entrada - Entering Wet Bulb Temperature: média das temperaturas de bulbo úmido do ar de entrada; incluindo a parcela relativa ao efeito da recirculação. Torre de Resfriamento de Água de Tiragem Mecânica - Mechanical Draft Water-Cooling Tower: torre na qual a movimentação do ar é processada por ventiladores. Podem ser de dois tipos: - com tiragem forçada, quando os ventiladores do tipo centrífugos forem montados na zona de entrada do ar; - com tiragem induzida, quando os ventiladores do tipo axiais forem montados na zona de descarga do ar. Venezianas – Louvers: componentes instalados horizontalmente na torre a fim de dar passagem ao ar de entrada; usualmente instalados inclinados a fim de direcionar o ar que entra na torre.

108
4.3 COMPONENTES DAS TORRES
4.3.1 Ventiladores
Aplicados em torres com tiragem mecânica induzida
Neste caso os ventiladores são do tipo axiais fabricados com pás de alumínio extrudado, e cubo
de aço ligado diretamente ao eixo vertical do redutor.
O cilindro de descarga do ventilador é de altura elevada, a fim de garantir menor potência. Este
aumento de altura reduz consideravelmente a possibilidade de recirculação de ar quente.
Um dos cuidados que se deva ter com este tipo ventilador é referente às vibrações, que ocorrerão
no caso de:
- balanceamento defeituoso das pás e dos cubos;
- fixação defeituosa das pás e dos cubos;
- diferenças dos ângulos de inclinação das pás;
- desnível das pás;
- elemento externo que interfira na passagem do fluxo de ar;
- sujeiras nos rasgos de retenção das pás nos cubos;
- perdas de porcas de fixação das pás nos cubos;
- defeitos na fixação do redutor e do chassi;
- sentidos de rotação invertido;
- inclinações das pás invertidas;
- ventos de grande velocidade causando turbulência no interior do cilindro;
- velocidade de ponta periférica das pás acima de 6,0 m/s.
Aplicado em torres com tiragem mecânica forçada
Neste caso os ventiladores são do tipo centrifugo, com simples ou dupla aspiração, equipados
com flanges circulares nas conexões de entrada, permitindo ligação com os filtros de ar.
O acoplamento do ventilador com o motor elétrico deve ser feito por meio de conjuntos polia /
correia ou redutores engrenados.
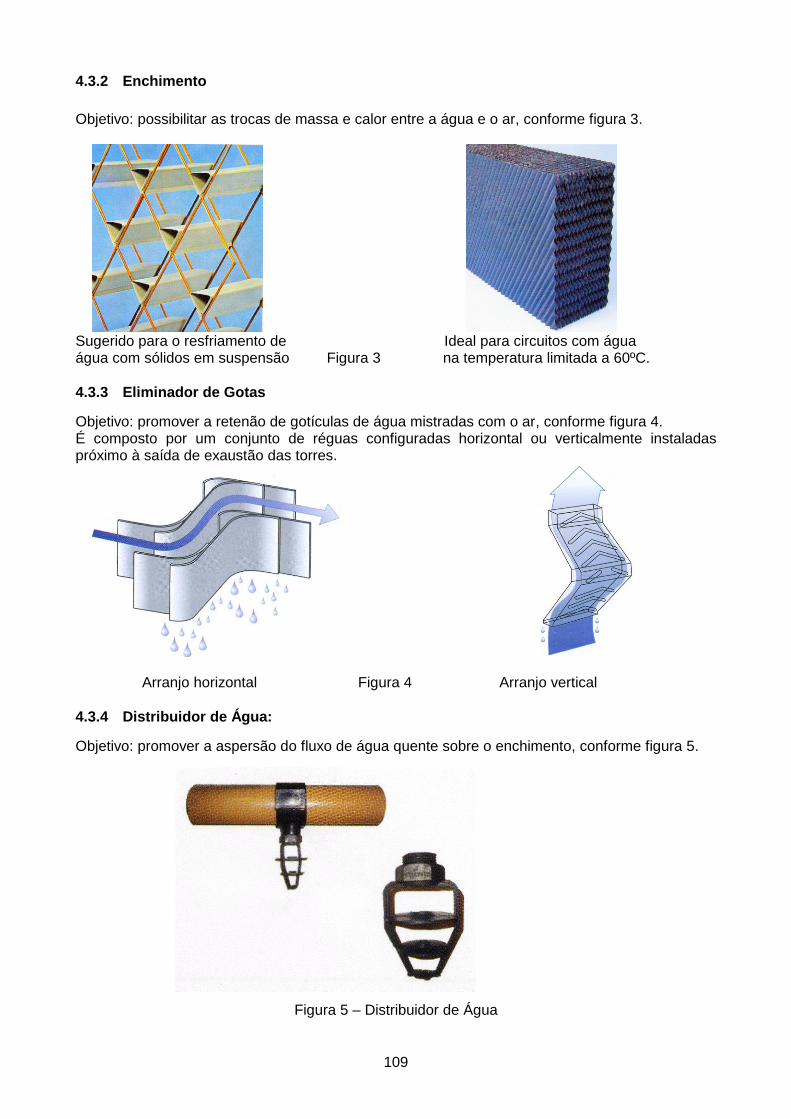
109
4.3.2 Enchimento
Objetivo: possibilitar as trocas de massa e calor entre a água e o ar, conforme figura 3.
Sugerido para o resfriamento de Ideal para circuitos com água água com sólidos em suspensão Figura 3 na temperatura limitada a 60ºC.
4.3.3 Eliminador de Gotas
Objetivo: promover a retenão de gotículas de água mistradas com o ar, conforme figura 4. É composto por um conjunto de réguas configuradas horizontal ou verticalmente instaladas próximo à saída de exaustão das torres.
Arranjo horizontal Figura 4 Arranjo vertical
4.3.4 Distribuidor de Água:
Objetivo: promover a aspersão do fluxo de água quente sobre o enchimento, conforme figura 5.
Figura 5 – Distribuidor de Água
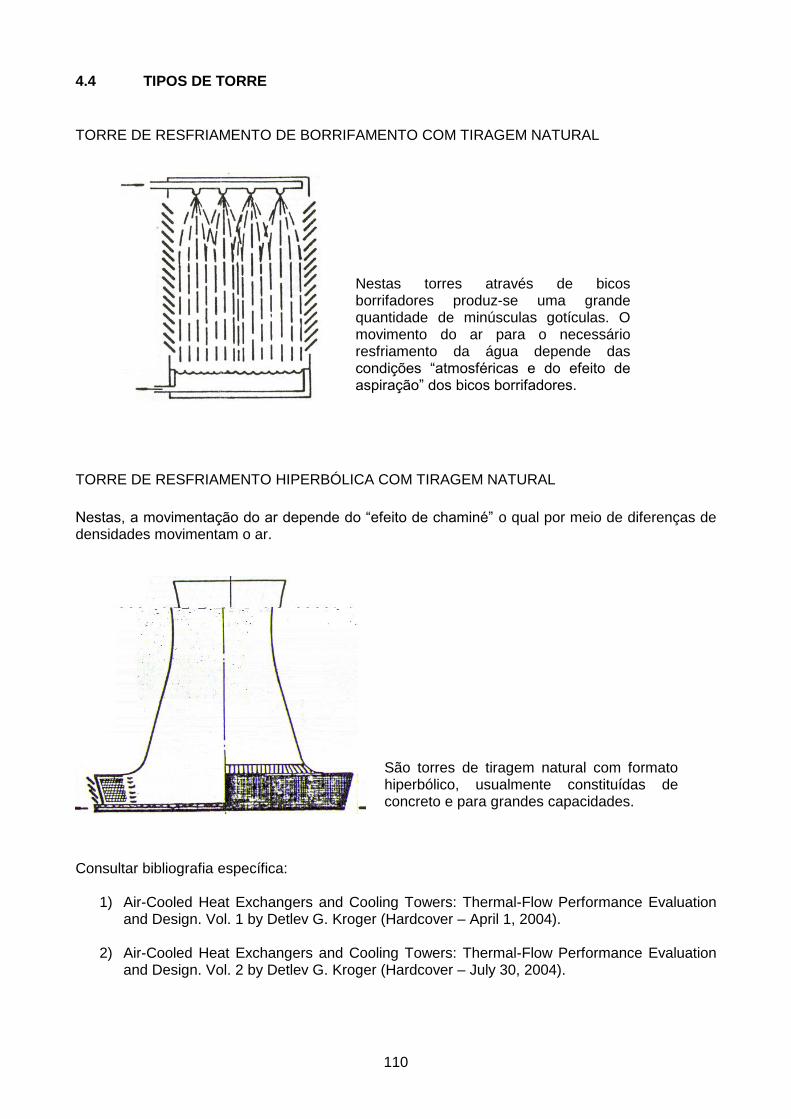
110
4.4 TIPOS DE TORRE
TORRE DE RESFRIAMENTO DE BORRIFAMENTO COM TIRAGEM NATURAL
TORRE DE RESFRIAMENTO HIPERBÓLICA COM TIRAGEM NATURAL
Nestas, a movimentação do ar depende do “efeito de chaminé” o qual por meio de diferenças de densidades movimentam o ar.
Consultar bibliografia específica:
1) Air-Cooled Heat Exchangers and Cooling Towers: Thermal-Flow Performance Evaluation and Design. Vol. 1 by Detlev G. Kroger (Hardcover – April 1, 2004).
2) Air-Cooled Heat Exchangers and Cooling Towers: Thermal-Flow Performance Evaluation
and Design. Vol. 2 by Detlev G. Kroger (Hardcover – July 30, 2004).
São torres de tiragem natural com formato hiperbólico, usualmente constituídas de concreto e para grandes capacidades.
Nestas torres através de bicos borrifadores produz-se uma grande quantidade de minúsculas gotículas. O movimento do ar para o necessário resfriamento da água depende das condições “atmosféricas e do efeito de aspiração” dos bicos borrifadores.

111
TORRE DE RESFRIAMENTO COM TIRAGEM MECÂNICA
Nestas torres a movimentação do ar é efetuada por intermédio de um ventilador. CLASSIFICAÇÃO QUANTO À LOCALIZAÇÃO DO VENTILADOR
Forçada - Na qual o ventilador situa-se junto à entrada do ar.
Induzida - Na qual o ventilador situa-se junto à saída do ar.
CLASSIFICAÇÃO QUANTO À DIREÇÃO RELATIVA ENTRE O AR E A ÁGUA
Corrente Cruzada - Na qual a água em queda vertical é resfriada pelo ar em trajetória horizontal.
Contra Corrente - Na qual a água em queda vertical é resfriada pelo ar em trajetória vertical ascendente, podendo ser de fluxo duplo ou fluxo simples.
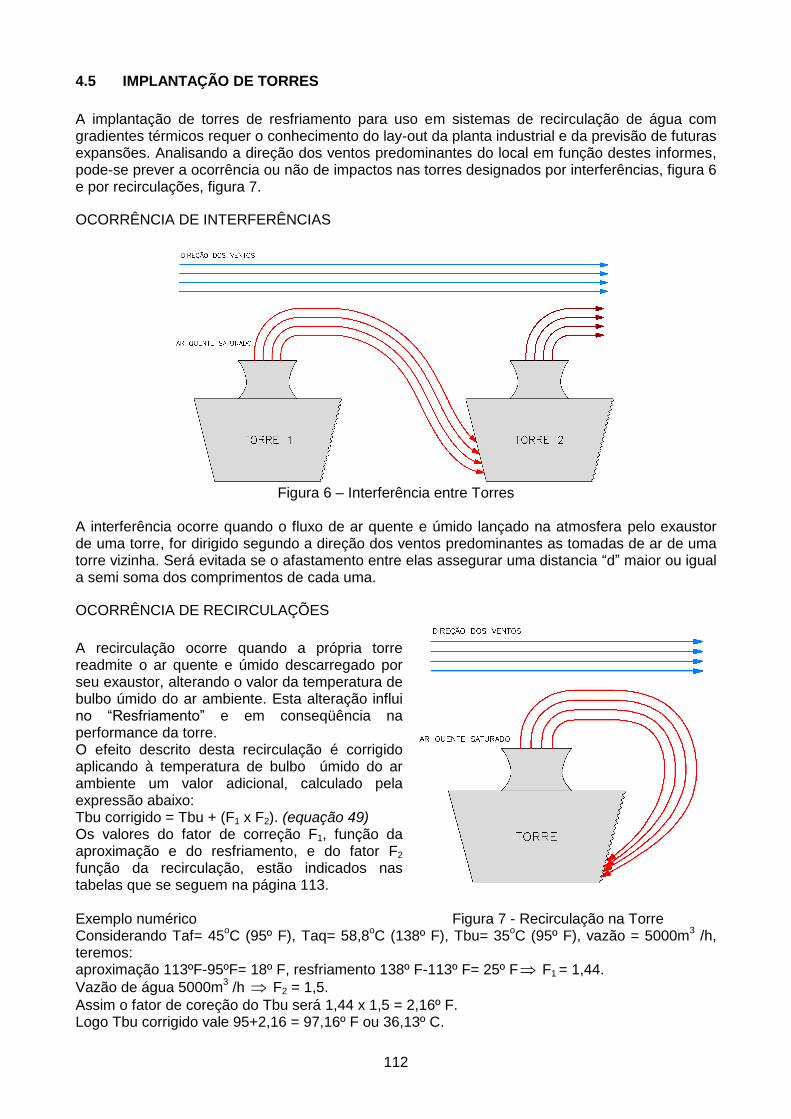
112
4.5 IMPLANTAÇÃO DE TORRES
A implantação de torres de resfriamento para uso em sistemas de recirculação de água com gradientes térmicos requer o conhecimento do lay-out da planta industrial e da previsão de futuras expansões. Analisando a direção dos ventos predominantes do local em função destes informes, pode-se prever a ocorrência ou não de impactos nas torres designados por interferências, figura 6 e por recirculações, figura 7.
OCORRÊNCIA DE INTERFERÊNCIAS
Figura 6 – Interferência entre Torres
A interferência ocorre quando o fluxo de ar quente e úmido lançado na atmosfera pelo exaustor de uma torre, for dirigido segundo a direção dos ventos predominantes as tomadas de ar de uma torre vizinha. Será evitada se o afastamento entre elas assegurar uma distancia “d” maior ou igual a semi soma dos comprimentos de cada uma.
OCORRÊNCIA DE RECIRCULAÇÕES
A recirculação ocorre quando a própria torre readmite o ar quente e úmido descarregado por seu exaustor, alterando o valor da temperatura de bulbo úmido do ar ambiente. Esta alteração influi no “Resfriamento” e em conseqüência na performance da torre. O efeito descrito desta recirculação é corrigido aplicando à temperatura de bulbo úmido do ar ambiente um valor adicional, calculado pela expressão abaixo: Tbu corrigido = Tbu + (F1 x F2). (equação 49) Os valores do fator de correção F1, função da aproximação e do resfriamento, e do fator F2 função da recirculação, estão indicados nas tabelas que se seguem na página 113. Exemplo numérico Figura 7 - Recirculação na Torre Considerando Taf= 45
oC (95º F), Taq= 58,8
oC (138º F), Tbu= 35
oC (95º F), vazão = 5000m
3 /h,
teremos: aproximação 113ºF-95ºF= 18º F, resfriamento 138º F-113º F= 25º F F1 = 1,44.
Vazão de água 5000m3 /h F2 = 1,5.
Assim o fator de coreção do Tbu será 1,44 x 1,5 = 2,16º F. Logo Tbu corrigido vale 95+2,16 = 97,16º F ou 36,13º C.

113
Fator F1 - Correção do Bulbo Úmido devido à aproximação (A), e ao resfriamento (R) em oF.
R 5 10 15 20 25 30 35 40 45 50
A
5 0.29 0.47 0.64 0.80 0.97 1.14 1.30 1.47 1.63 1.80
6 0.31 0.49 0.68 0.85 1.03 1.20 1.37 1.56 1.73 1.91
7 0.33 0.51 0.71 0.89 1.08 1.25 1.44 1.63 1.83 2.01
8 0.35 0.53 0.74 0.93 1.12 1.30 1.50 1.70 1.91 2.10
9 0.37 0.55 0.76 0.97 1.16 1.35 1.56 1.77 1.97 2.18
10 0.39 0.57 0.78 1.00 1.20 1.40 1.62 1.83 2.04 2.25
11 0.41 0.59 0.81 1.04 1.24 1.45 1.66 1.88 2.09 2.31
12 0.43 0.61 0.84 1.07 1.27 1.49 1.70 1.92 2.13 2.36
13 0.45 0.63 0.86 1.10 1.30 1.52 1.74 1.96 2.17 2.40
14 0.46 0.65 0.88 1.13 1.33 1.55 1.77 1.99 2.21 2.44
15 0.47 0.67 0.90 1.15 1.36 1.57 1.80 2.02 2.25 2.47
16 0.49 0.69 0.93 1.18 1.39 1.61 1.83 2.06 2.29 2.52
17 0.51 0.70 0.95 1.20 1.42 1.64 1.86 2.10 2.33 2.57
18 0.52 0.72 0.97 1.22 1.44 1.66 1.89 2.13 2.37 2.61
19 0.53 0.74 0.99 1.24 1.46 1.68 1.92 2.16 2.40 2.64
20 0.54 0.75 1.00 1.26 1.48 1.70 1.95 2.19 2.43 2.67
21 0.55 0.77 1.02 1.28 1.50 1.73 1.98 2.22 2.46 2.70
22 0.56 0.79 1.04 1.30 1.52 1.76 2.00 2.25 2.49 2.73
23 0.57 0.80 1.05 1.31 1.54 1.78 2.02 2.27 2.52 2.76
24 0.58 0.81 1.06 1.32 1.56 1.80 2.04 2.29 2.54 2.79
25 0.58 0.82 1.07 1.33 1.57 1.82 2.06 2.31 2.56 2.81
Fator F2 - Correção do Bulbo Úmido devido à recirculação.
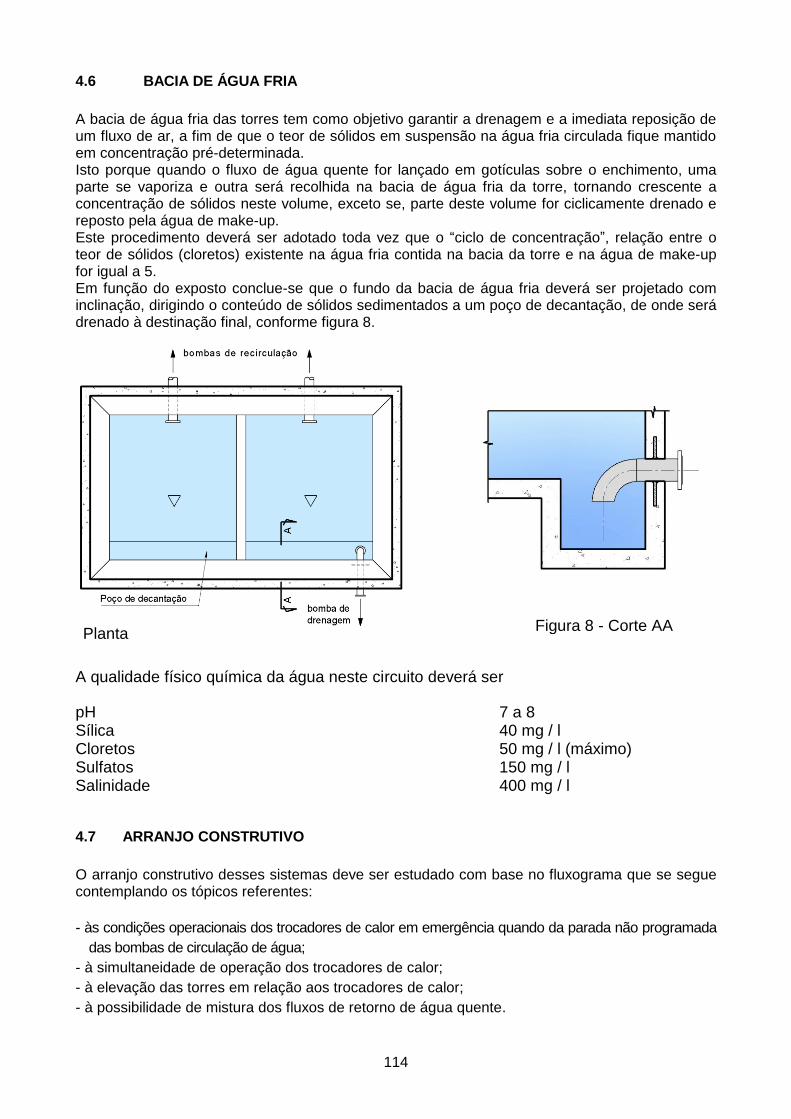
114
4.6 BACIA DE ÁGUA FRIA
A bacia de água fria das torres tem como objetivo garantir a drenagem e a imediata reposição de um fluxo de ar, a fim de que o teor de sólidos em suspensão na água fria circulada fique mantido em concentração pré-determinada. Isto porque quando o fluxo de água quente for lançado em gotículas sobre o enchimento, uma parte se vaporiza e outra será recolhida na bacia de água fria da torre, tornando crescente a concentração de sólidos neste volume, exceto se, parte deste volume for ciclicamente drenado e reposto pela água de make-up. Este procedimento deverá ser adotado toda vez que o “ciclo de concentração”, relação entre o teor de sólidos (cloretos) existente na água fria contida na bacia da torre e na água de make-up for igual a 5. Em função do exposto conclue-se que o fundo da bacia de água fria deverá ser projetado com inclinação, dirigindo o conteúdo de sólidos sedimentados a um poço de decantação, de onde será drenado à destinação final, conforme figura 8.
A qualidade físico química da água neste circuito deverá ser
pH 7 a 8 Sílica 40 mg / l Cloretos 50 mg / l (máximo) Sulfatos 150 mg / l Salinidade 400 mg / l
4.7 ARRANJO CONSTRUTIVO
O arranjo construtivo desses sistemas deve ser estudado com base no fluxograma que se segue contemplando os tópicos referentes:
- às condições operacionais dos trocadores de calor em emergência quando da parada não programada
das bombas de circulação de água;
- à simultaneidade de operação dos trocadores de calor;
- à elevação das torres em relação aos trocadores de calor;
- à possibilidade de mistura dos fluxos de retorno de água quente.
Figura 8 - Corte AA Planta
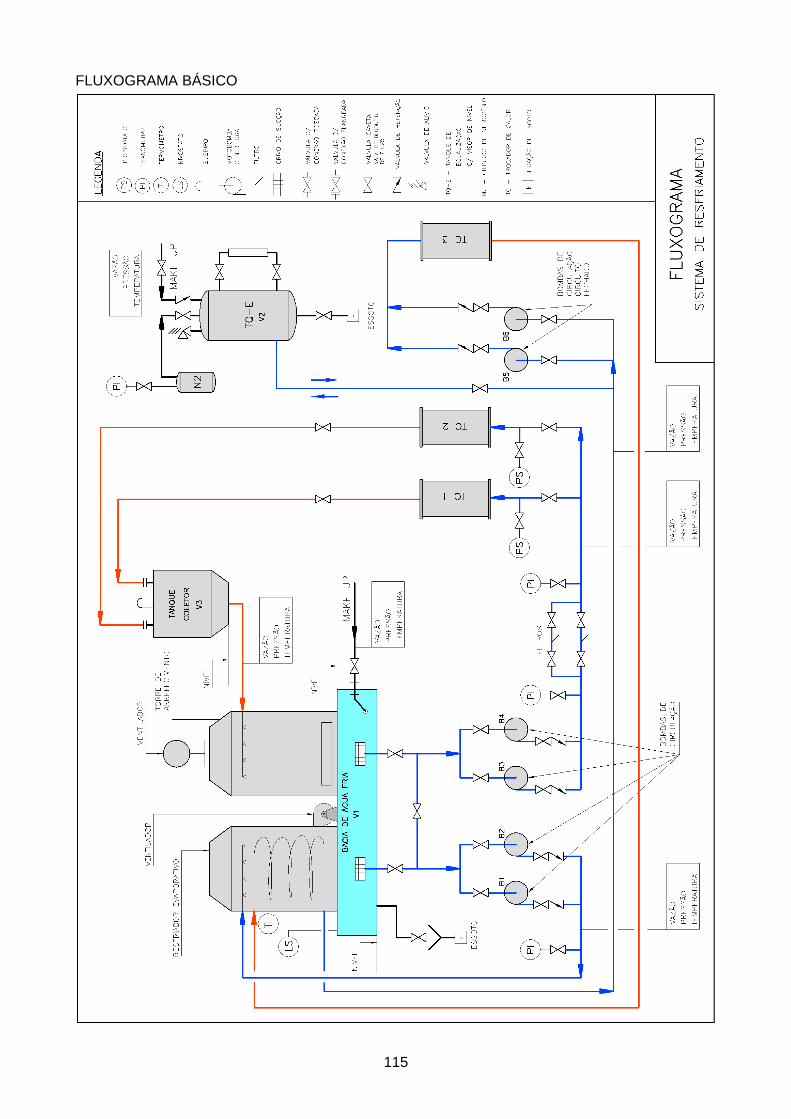
115
FLUXOGRAMA BÁSICO
116
4.8 PARÂMETROS DIMENSIONAIS
TEMPERATURA MÉDIA DA ÁGUA QUENTE
Calculada pela expressão: n21
qnnq22q11
mvvv
tvtvtvt
(equação 50)
onde:
v1 a vn vazão de água em m / h
tq1 a tqn temperatura da água quente em ºC
CARGA TÉRMICA NA TORRE
Calculada pela expressão: Q = m x cp x T , (equação 51)
onde:
Q carga térmica em kcal / h
m vazão mássica de água em kg / h
cp calor específico de água em kcal/ºC x kg
T diferencial de temperatura em ºC
VAZÃO DE AR DO VENTILADOR.
Calculada pela expressão: ga r= m x cpágua x (tq-tf) / (hs-he) (equação 52)
onde:
Ga r vazão mássica do ar em kg / h
m vazão mássica de água em kg / h
cp água calor específico de água em kcal / kg x ºC
tq temperatura da água quente em ºC
tf temperatura da água fria em ºC
Hs entalpia do ar saturado na saída da torre em kcal / kg
He entalpia do ar na entrada da torre em kcal / kg
VAZÃO DE ÁGUA VAPORIZADA
Calculada pela expressão: Vv vaporizada = Q / (h x água ) (equação 53)
onde:
Q carga térmica em kcal / h
h calor latente de vaporização de água em kcal / kg
água peso específico de água em kg / m
Vv vazão de água vaporizada em m /h
A seguir serão mostrados os critérios para o dimensionamento termo hidráulico.

117
4.9 DIMENSIONAMENTO TERMO-HIDRÁULICO
Exemplo numérico, com base no fluxograma do Item 7 e no quadro abaixo:
EQUIPAMENTO TC-1 TC-1 TC-2 TC-2
PARÂMETRO ENTRADA SAÍDA ENTRADA SAÍDA
vazão m3/h 45 45 150 150
pressão kgf/cm2 2,2 2,0 10,0 10,0
temperatura ºC 35 40 35 55
nível + 08.000 + 32.000
volume hidráulico circuito fechado do TC-2 - 12,04 m3
operação dos trocadores simultânea
Calcular:
- temperatura média
- carga térmica
- vazão vaporizada
- vazão de arraste
- vazão de blow down
- vazão de make-up
Solução
Temperatura média: (45 x 40 +150 x 55) (45 +150)= 51,53 ºC Carga térmica: (45 + 150) x 987 x 1 x (51,53-35)= 3181,44 x 10
3 kcal / h,
sendo:
peso especifico da água na temperatura 51,53ºC: 987 kg/m3
calor especifico da água na temperatura 51,53ºC: 1,0 kcal / oC
x Kg
calor latente de vaporização da água na temperatura 51,53oC 568,4 kcal / kg, teremos:
- vazão vaporizada V1: (3181,44 x 103 / 568,4 x 987)= 5,67 m
3 / h
- vazão de arraste, 25% da vaporizada V2 : 5,67 x 0,25= 1,41m
3/h
- vazão de blow-down V3: 1,26 m
3/h
A vazão de 1,26 m
3/h foi obtida pelo diagrama da Drew, tabela 3, página 118, considerando:
ciclo de concentração (CC) 5,
temperatura de água quente 51,53ºC (124,7º F),
temperatura de água fria 35ºC (95ºF),
ΔT 29,7ºF
vazão 195m3/h (858,5 gpm),
fazendo: 858,5 x 0,0065 = 5,58 gpm ou 1,26m3/h.
Logo a vazão de make-up V4 : 5,67 + 1,41 + 1,26= 8,34 m3/h
Pode-se também estimar a vazão de make-up pelo diagrama da Drew, aplicando a relação: 858,5 x 0,0375 = 32,19 gpm ou 7,30 m
3/h
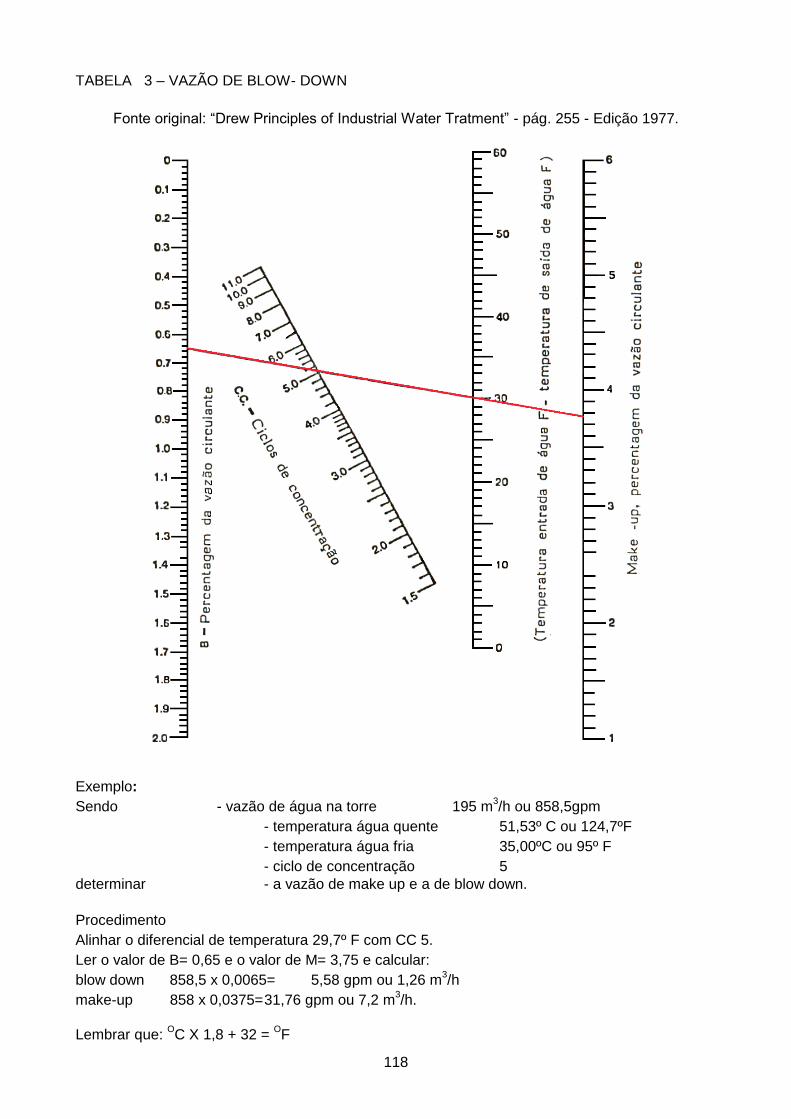
118
TABELA 3 – VAZÃO DE BLOW- DOWN
Fonte original: “Drew Principles of Industrial Water Tratment” - pág. 255 - Edição 1977.
Exemplo:
Sendo - vazão de água na torre 195 m3/h ou 858,5gpm
- temperatura água quente 51,53º C ou 124,7ºF
- temperatura água fria 35,00ºC ou 95º F
- ciclo de concentração 5
determinar - a vazão de make up e a de blow down.
Procedimento
Alinhar o diferencial de temperatura 29,7º F com CC 5.
Ler o valor de B= 0,65 e o valor de M= 3,75 e calcular:
blow down 858,5 x 0,0065= 5,58 gpm ou 1,26 m3/h
make-up 858 x 0,0375= 31,76 gpm ou 7,2 m3/h.
Lembrar que:
OC X 1,8 + 32 =
OF

119
4.10 DIMENSIONAMENTO DO VENTILADOR
Vazão de Ar pelo Balanço Entálpico – Exemplo Numérico
Considerando os referenciais:
- vazão de água fria 195 m3 / h
- temperatura de água fria 35ºC
- temperatura de água quente 51,53ºC
- calor especifico da água 1,00 kcal / kg x oC
- temperatura de bulbo úmido do ar ( na entrada da torre) 32ºC (89,6ºF)
- temperatura de bulbo úmido (ar saturado na saída da torre) 51,53ºC (124,7ºF)
- peso específico da água a 51,53°C 987 kg / m3
Calcular a vazão de ar e a potência do ventilador. Solução: Cálculo das entalpias do ar conforme página 129 e tabelas 4 / 5 páginas 130 a 132. Aplicando H= cp x t + W x hg, vem:
na entrada He: 0,24 x 89,6 + 0,03078 x 1100,3= 55,36 Btu / lb (30,75 kcal / kg)
na saída Hs: 0,24 x 124,7 + 0,09200 x 1115,6= 132,55 Btu / lb (73,63 kcal / kg)
Cálculo da vazão de ar conforme o Item 8.3, página 1.1.6.
Gar: 195 x 1,00 x 987 x (51,53 – 35) / (73,63 – 30,75) = 74194 kg / h.
Potência do Ventilador
A potência do ventilador é definida pela expressão: N = Gar x P ÷ x 74,6 (equação 54)
onde:
N: potência, em Hp
Gar vazão másica de ar, em kg/s
P: pressão diferencial, em mca
A pressão “P” é função da tiragem da torre,
se forçada ou induzida.
No caso de torres com tiragem forçada a pressão do ventilador será determinada, calculando-se as perdas de carga na sucção (S) e na descarga ( I ) do ventilador, no bocal (D) de saída da torre e considerando uma pressão positiva no interior da torre no valor de 30 mmca.
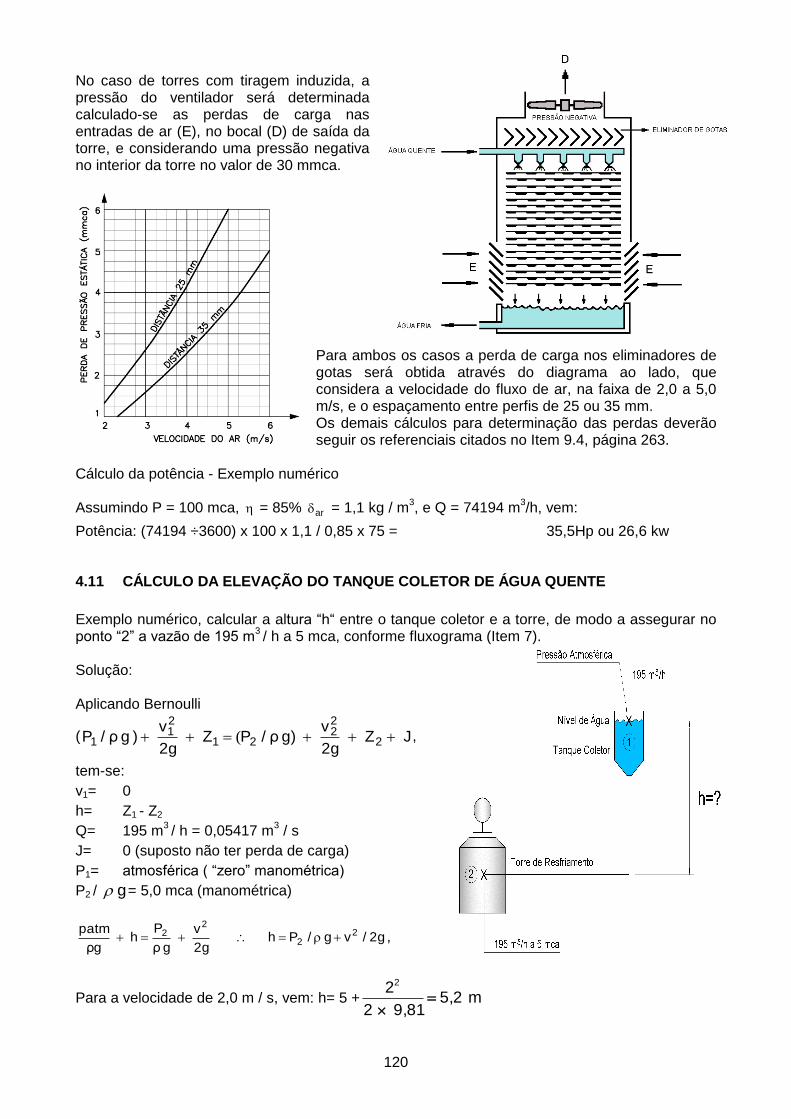
120
No caso de torres com tiragem induzida, a pressão do ventilador será determinada calculado-se as perdas de carga nas entradas de ar (E), no bocal (D) de saída da torre, e considerando uma pressão negativa no interior da torre no valor de 30 mmca.
Para ambos os casos a perda de carga nos eliminadores de gotas será obtida através do diagrama ao lado, que considera a velocidade do fluxo de ar, na faixa de 2,0 a 5,0 m/s, e o espaçamento entre perfis de 25 ou 35 mm. Os demais cálculos para determinação das perdas deverão seguir os referenciais citados no Item 9.4, página 263.
Cálculo da potência - Exemplo numérico Assumindo P = 100 mca, = 85% ar = 1,1 kg / m
3, e Q = 74194 m
3/h, vem:
Potência: (74194 ÷3600) x 100 x 1,1 / 0,85 x 75 = 35,5Hp ou 26,6 kw
4.11 CÁLCULO DA ELEVAÇÃO DO TANQUE COLETOR DE ÁGUA QUENTE
Exemplo numérico, calcular a altura “h“ entre o tanque coletor e a torre, de modo a assegurar no ponto “2” a vazão de 195 m
3 / h a 5 mca, conforme fluxograma (Item 7).
Solução: Aplicando Bernoulli
( J Z 2g
v g) ρ / PZ
2g
v ) g ρ / P 2
22
21
21
1 ( ,
tem-se:
v1= 0
h= Z1 - Z2
Q= 195 m3 / h = 0,05417 m
3 / s
J= 0 (suposto não ter perda de carga)
P1= atmosférica ( “zero” manométrica)
P2 / g = 5,0 mca (manométrica)
2g / vg /Ph 2g
v
g ρ
Ph
gρ
patm 22
22 ,
Para a velocidade de 2,0 m / s, vem: h= 5 + m5,29,812
22

121
4.12 TANQUE DE EXPANSÃO PARA CIRCUITOS FECHADOS
Nas instalações em que o arrefecimento da água se processar em circuito fechado, há de se prever um tanque de equalização, a fim de permitir as variações do volume líquido contido no circuito fechado, bem como possibilitar sua pressurização. O volume do tanque de expansão far-se-á equivalente a três vezes a variação volumétrica ocorrida. Um terço deste volume será ocupado pelo gás inerte. Como a pressão mínima no sistema ocorrerá quando o gás ocupar um volume correspondente a dois terços do volume do tanque, podemos concluir que o volume de gás inerte necessário para garantir a pressão máxima será obtido pela relação: Volume de gás = volume do tanque x pressão máxima / 3
Cálculo do Volume do Tanque de Expansão
Exemplo Numérico
Com base nos dados abaixo, referentes ao trocador de calor TC-3 do fluxograma do Item 7,
- temperatura mínima da água= 30ºc
- temperatura máxima da água= 100ºc
- volume hidráulico= 12000 litros
Determinar o volume do tanque de expansão e o volume do gás inerte. Solução: Da tabela de vapor tiramos:
- volume específico da água na temperatura mínima de 0ºC→ 0,0010001 m3 / kg
- volume específico da água na temperatura máxima de 100ºC→ 0,0010435 m3 / kg
- volume específico da água na temperatura ambiente de 30ºC→ 0,0010444 m3 / kg
Cálculo da massa de água 12,00 m
3 = m x 0,001044 m
3 / kg m= 11 489,85 kg
Cálculo da variação volumétrica
volume mínimo 11489,85 x 0,0010001= 11,49 m3
volume máximo 11489,85 x 0,0010453= 12,01 m3
variação volumétrica 12,01 - 11,49= 0, 52 m3
Cálculo do volume do tanque de expansão Volume 0,52 x 3= 1,56 m
3
Cálculo do volume de gás inerte Volume de gás 1,56 x 7 / 3 = 3,64 m
3 a 7,0 kgf/cm
2

122
4.13 SELEÇÃO DE TORRES
A escolha de torres de arrefecimento poderá ser feita por meio do “Diagrama de Seleção” do fabricante. Nesse diagrama existem três famílias de curvas: - primeira com as temperaturas de água fria, - segunda com as diferenças de temperatura entre água quente e fria e - terceira com os modelos codificados de acordo com o fabricante. Para a seleção do modelo da torre, proceder como indicado: - primeiro: marcar a temperatura de bulbo úmido local. - segundo: a partir da temperatura de bulbo úmido traçar reta paralela ao eixo das abscissas até a interseção com a curva de temperatura de água fria ( ponto 1 ). - terceiro: a partir do ponto 1 paralelamente ao eixo das ordenadas, traçar uma reta até a interseção com a curva ( ponto 2 ) com o diferencial de temperatura. - quarto: marcar a vazão de água a ser resfriada; por este ponto traçar uma reta paralela ao eixo das ordenadas. - quinto: traçar uma reta a partir do ponto 2 paralelamente ao eixo das abscissas. A interseção no ponto 3, determinará o modelo da torre .
Nota: o uso desse diagrama não possibilita avaliar os impactos na performance da torre quando desvios ocorrerem nos parâmetros indutores, como também não determina o fluxo de ar envolvido.

123
FOLHA DE DADOS PARA TORRES DE ARREFECIMENTO
1 Identificação: 8 Motor elétrico do ventilador
2 Quantidade: Fabricante:
3 Aplicação: Modelo:
4 Fabricante Carcaça:
5 Dados de Projeto Rotação
Vazão de água circulante m3/h Potência
Vazão de “Make Up” m3/h Tensão
Temperatura da água quente °C Fases:
Temperatura da água fria °C Freqüência:
Temperatura de bulbo úmido °C Proteção IP:
Carga térmica
kcal/h Fator serviço:
Perdas por respingo % Classe isolamento:
Perdas por evaporação % Sobre-elevação de temperatura:
Pressão no flange de água quente
mca
Ambiente Salino não salino 9 Materiais
6
Dados da torre: Pás ventilador:
Pressão do ventilador: Cubo do ventilador:
Vazão do ventilador: Eliminador de respingos:
Tipo: Forçada induzida Venezianas:
Modelo: C. corrente C.cruzada Enchimento:
Entrada de ar:
Venezianas Sim Não 10 Pintura (costado) cor:
Corrimão de proteção Sim Não 11 Acessórios
Diâmetro do bico ejetor: Chumbadores
Diâmetro flange de entrada: Manômetro
Diâmetro flange saída: Termômetro
Tipo dos flanges :
Classe de pressão dos flanges:
Volume da bacia de água fria m3 12 Ensaios
Carga fundação: Nota 1 Performance
Dimensões da torre
Altura mm Balanceamento Estático Dinâmico
Largura mm Motor
Comprimento
mm Rotina
Transporte
Dimensão da peça maior: nota 1 mm
Peso total:: nota 1 Kg 13 Notas
7 Acionamento motor-ventilador
Tipo
Redutor (de engrenagens) 1) pelo fabricante
Redutor (de polias)
Correia polia
Fabricante redutor
Fator serviço redutor
Diâmetro polia
Quantidade de correias

124
4.14 PROCEDIMENTOS PARA OPERAÇÃO DE TORRES
PRÉ - OPERAÇÃO
LIMPEZA INICIAL
Proceder à completa limpeza da torre e da bacia de água fria.
Inspeção
Verificar:
- se os redutores estão cheios de óleo de lubrificação até a marca de nível do visor;
- se os parafusos de fixação do suporte, do motor, do redutor e do ventilador estão devidamente
apertados;
- o aperto dos parafusos das pás dos ventiladores nos cubos, utilizando torquímetro com
indicador de torque;
- a ligação dos cubos com o eixo do redutor;
- a possível existência de água de condensação no óleo do redutor e drenar se necessário, pela
marca feita no visor.
Inspecionar
- o tubo de alimentação de água quente;
- as ligações de força e de controle dos motores, o isolamento e a lubrificação dos mesmos,
segundo as instruções do fabricante.
Movimentar
- o ventilador, observando o sentido de rotação indicado a fim de possibilitar uma prévia
lubrificação das engrenagens superiores do redutor.
CIRCULAR
- a água através da torre continuamente por um dia no mínimo, célula por célula, eliminando-se o volume de água fria circulado. Esta circulação de água permitirá a limpeza final das bacias de água fria e dos enchimentos, removendo pequenos detritos restantes. Em seguida e após a paralisação da torre, drenar o sistema e repor o volume de água na bacia.
OPERAÇÃO
Abrir totalmente as válvulas de entrada de água.
Partir as bombas de circulaçãoe os ventiladores observando as condições de controle.

125
4.15 TESTES EM TORRES
Os testes nas torres de resfriamento servem para estabelecer as condições de conformidade entre os dados de projeto e a performance efetiva da torre.
Na maioria ds vezes os valores das temperaturas de água quente, de água fria, de bulbo úmido e de vazão de água na ocasião do teste, não correspondem com os fixados em projeto, o teste é efetuado em condições específicas. Resulta portanto que o teste de aceitação seja desenvolvido com base na norma ATP105 do Cooling Tower Institute.
O prazo limite para a execução do teste não poderá ser superior a doze meses após a montagem da torre.
4.15.1 Condições da torre
Na ocasião do teste, a torre deverá encontrar-se nas condições abaixo citadas:
- o sistema de distribuição deverá estar limpo e isento de materiais estranhos que possam
obstruir ou impedir a vazão normal da água;
- os ventiladores deverão estar ajustados na rotação adequada e consumo especificado;
- os eliminadores de gotas deverão estar limpos e isentos de algas e outros depósitos que
possam impedir a vazão normal do ar;
- os enchimentos deverão estar isentos de materiais como óleo, material betuminoso,
incrustações e algas;
- o nível da água na bacia de água fria deverá estar na altura máxima e ser mantido constante
durante o teste.
4.15.2 Condições operacionais para o teste
O teste deverá ser conduzido observando as seguintes condições de conformidade::
- a temperatura de bulbo úmido deverá situar-se numa faixa entre 3ºF acima e 7ºF abaixo da
temperatura de bulbo úmido de projeto;
- a carga térmica deverá situar-se numa faixa de 20% acima e abaixo da especificada. Caso uma
ou mais células estejam desligadas, esta limitação aplica-se somente às células em operação;
- a faixa de resfriamento deverá situar-se 20% acima ou abaixo da especificada;
- a vazão de água fria em circulação deverá situar-se numa faixa de 10% acima e/ou abaixo da
especificada. No caso de torres multicelulares é permitido desligar uma ou mais células, caso não
se consiga obter a vazão desejada. A vazão total não poderá ser inferior a 75% da vazão total
especificado para a torre.
- a água em circulação não poderá conter mais de 5000 ppm de sólidos totais dissolvidos
determinados por evaporação, e não mais de 10 ppm de óleo, material betuminoso, ou
substâncias graxas, salvo haja um acordo especificado entre o fabricante e o comprador;
- a velocidade média dos ventos não deverá ultrapassar 16 km / h, leituras instantâneas de um
minuto não deverão exceder 24 km / h.

126
4.15.3 Constância das condições de teste
Durante o teste a variação das condições estabilizadas deverá ser mantida nos limites:
- vazão de água em circulação: não deverá variar mais de 5%;
- carga térmica total: não deverá variar mais de 5%;
- faixa de resfriamento: não deverá variar mais de 5%. As leituras instantâneas da temperatura de bulbo úmido poderão flutuar, porém as variações das médias não poderão exceder 2
oF por hora. As temperaturas deverão ser arredondadas ao 0,1
oF
mais próximo. As leituras deverão ser processadas em intervalos regulares conforme tabela abaixo.
PARÂMETRO A SER MEDIDO UNIDADE NÚMERO DE LEITURAS
temperatura de bulbo úmido o F 6
temperatura de água fria o F 6
temperatura de água quente o F 6
vazão de água em circulação gpm 3
altura manométrica da torre pés 3
potência do motor hp 1
velocidade do vento mph registro gráfico
teperatura da água de reposição o F 2
vazão da água de reposição gpm 2
temperatura da água de sangria oF 2
vazão da água de sangria gpm 2
4.15.4 Duração do teste
Após atingir as condições estáveis, a duração do teste efetuado com o número de leituras citado será de uma hora.
4.15.5 Medições
DAS VAZÕES DE ÁGUA - As medições das vazões de água de circulação na entrada da torre, de make-up, e de blow-down deverão ser efetuadas por meio de placas de orifício, medidores venturi. DAS TEMPERATURAS DA ÁGUA - As medições deverão ser efetuadas por meio de termômetros de mercúrio, com graduação de 2
oF. O
local dessas medições necessariamente seguirá as determinações abaixo:
- temperatura de água quente: na tubulação vertical de entrada da torre. Em torres multicelulares
na tubulação de distribuição, porém antes das saídas para a primeira célula..
- temperatura de água fria: na descarga da bomba de recirculação, levando em conta o acréscimo
de temperatura devido ao atrito na mesma.
- temperatura da água de make-up: na entrada da bacia de água fria da torre.
- temperatura da água de blow down: na descarga da torre.
127
DA TEMPERATURA DE BULBO ÚMIDO
- A medição deverá ser efetuada com psicrômetros de aspiração mecânica.
- A leitura em um determinado instante será a média de três leituras consecutivas efetuadas com
intervalos de 10 segundos. A média aritmética de seis medidas cada uma com três leituras será o
valor da temperatura de entrada na torre a ser considerado nos testes.
- A graduação dos termômetros não deverá ultrapassar 0,25 oF.
- O elemento sensível deverá ser protegido contra interferência de radiação solar.
- Os termômetros deverão estar localizados a 1,60 m acima da borda da bacia de água fria e a
1,30 m da entrada de ar na torre.
- A velocidade do ar no psicômetro deverá ser de 4,85 a 5,35 m / s. O algodão que envolve o
elemento sensível, deverá estar limpo e suprido de água destilada com temperatura do bulbo
úmido a ser medida.
- Os termômetros deverão ser colocados em três pontos de medição em cada entrada de ar da
torre.
DA VELOCIDADE DOS VENTOS
- A medição deverá ser efetuada com um anemômetro.
- O local da medição a barlavento, lado de onde vêm os ventos, da torre deverá ser aberto e
desobstruído,
- O anemômetro deverá ser posicionado na elevação de 1,6 metros acima da borda da bacia de
água fria.
DA POTÊNCIA CONSUMIDA PELO VENTILADOR
- será determinada por meio da medição da voltagem, da amperagem e do fator de potência.
QUALIDADE DA ÁGUA
- A qualidade da água deverá ser obtida por uma amostra coletada durante o teste. Caso haja
dúvidas quanto à contaminação da água, a amostra deverá ser enviada para exames
laboratoriais.
- O ciclo de concentração considerado no projeto não poderá ser alterado durante os testes.
128
4.16 CURVAS
4.16.1 Curva de Projeto
É uma curva ascendente para a direita representando em um gráfico de coordenadas KaV/L e L/G o serviço térmico do sistema usuário da torre, nas condições de projeto, determinando os valores de KaV/L em função de L/G. Sabe-se que uma mesma troca térmica na torre, efetuada com maior fluxo de ar requer menor capacidade da torre. Isto em outras palavras significa que para um valor L/G menor, corresponderá um KaV/L menor e a um L/G maior, um KaV/L maior. Do exposto, concluí -se que a curva de projeto será ascendente para a direita como citado. Esta
curva será determinada pela expressão:
q
f
t
t hH
dt
L
KaV (equação 55)
Nessa equação, conhecida como equação de Merkel, tem-se:
Resolvendo esta integral
q
f
tt hH
dt, teremos:
L
KaV
4321 Δh
1
Δh
1
Δh
1
Δh
1
4
ftqt,
onde: Δh1: valor de (H1 – h1) na temperatura tf + 0,1 (tq – tf) Δh2: valor de (H2 – h2) na temperatura tf + 0,4 (tq – tf) Δh3: valor de (H3 – h3) na temperatura tq - 0,4 (tq – tf) Δh4: valor de (H4 – h4) na temperatura tq - 0,1 (tq – tf) A curva será traçada lançando-se em um par de eixos cartesianos, os valores de L/G e os correspondentes KaV/L calculados como indicado no exemplo numérico que se segue.
tq: temperatura da água quente.
tf: temperatura da água fria.
H: entalpia da mistura ar vapor de água, na temperatura.
h: entalpia da mistura ar vapor de água, na temperatura de equilíbrio do bulbo úmido.
a: área do filme de ar envolvendo a gotícula de água.
G: vazão mássica de ar seco.
K: coeficiente de condutância global de transferência de massa entre o ar saturado na
temperatura do fluxo de água, a água e o ar.
L: vazão mássica de água.
V: volume ativo de resfriamento por unidade de área.

129
4.16.1.1 Traçado da Curva de Projeto
Para traçar esta curva calculam-se os valores das entalpias: - o valor da entalpia “H” na temperatura de bulbo úmido; - os valores das entalpias “h” nas temperaturas intermediárias equivalentes a 10%, 40%, 60% e 90% da relação (tq – tf ), para três valores de ”L / G” menor, igual e maior que a relação “L/G” de projeto. Nesse exemplo esse valores serão considerados 0,80, 1,00 e 1,20.
O valor da entalpia “H” é determinado pela expressão: H= cp x t + W x hg (equação 56) onde:
cp: calor específico do ar em BTU / lb x oF
t: temperatura de bulbo úmido do ar em oF
w: umidade absoluta do ar na temperatura em (lb / lb), ver tabela 4
hg: entalpia do vapor saturado na temperatura em BTU / lb, ver tabela 5
Resolvendo para t= 76oF, vem: H = 0,24 x 76 + 0,0196 x 1094,7= 39,57 BTU / lb
Os valores de “h” nas temperaturas intermediarias para “L/G” = 0,80 estão calculados abaixo.
Temperatura oF H h H-h
temperatura bulbo úmido = 76,0 39,57
temperatura água fria = 86,0
tf + 0,1(tq - tf ) = 89,0 54,56 Hbu + 0,1 L/G ( tq –tf )
12,59 39,57 + 0,1 x 0,8 (116 – 86) = 41,97
tf + 0,4(tq - tf) = 98,0 68,23 Hbu + 0,4 L/G ( tq –tf )
19,06 39,57 + 0,4 x 0,8 (116 – 86) = 49,17
tq - 0,4(tq - tf ) = 104,0 79,32 Hbu + 0,6 L / G ( tq –tf )
25,35 39,57 + 0,6 x 0,8 (116 – 86) = 53,97
tq - 0,1(tq - tf ) = 113,0 99,71 Hbu + 0,9 L/G ( tq –tf )
38,54 39,57 + 0,9 x 0,8 (116 – 86) = 61,17
temperatura água quente = 116,0
Assim o valor de KaV / L será: (116,0 – 86,0) / 4}x (1 / 12,59 + 1/19,06 + 1/25,35 + 1/38,54) = 1,480
Analogamente para:
L/G = 1,00; KaV / L= 1,647
L/G =1,20 KaV / L= 1,868
Colocando estes pares de pontos no gráfico conforme figura 9, obteremos a curva de projeto.
Figura 9 – Curva de Projeto

130
TABELA 4 Propriedades termodinâmicas do ar saturado na pressão atmosférica de 101.325 kPa
t oC
Pressão de
vapor kPa
Umidade absoluta
kg / kg
Volume específico
m3 / kg
Entalpia
kJ / kg
-40
-35
-30
-25
-20
-18
-16
-14
-12
-10
-8
-6
-4
-2
-0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
0.01283
0.02233
0.03798
0.06324
0.10318
0.12482
0.15056
0.18107
0.21716
0.25971
0.30975
0.36848
0.43716
0.51735
0.61072
0.6566
0.7055
0.7575
0.8130
0.8719
0.9347
1.0013
1.0722
1.1474
1.2272
1.3119
1.4017
1.4969
1.5977
1.7044
1.8173
1.9367
2.0630
2.1964
2.3373
2.4861
2.6431
2.8086
2.9832
3.1671
3.3609
3.5649
3.7797
4.0055
0.000079
0.000138
0.000234
0.000390
0.000637
0.000771
0.000930
0.001119
0.001342
0.001606
0.001916
0.002280
0.002707
0.003206
0.003788
0.00407
0.00438
0.00471
0.00505
0.00542
0.00582
0.00624
0.00668
0.00716
0.00766
0.00820
0.00876
0.00937
0.01001
0.01069
0.01141
0.01218
0.01299
0.01384
0.1475
0.01572
0.01674
0.01781
0.01896
0.02016
0.02144
0.02279
0.02422
0.02572
0.6597
0.6740
0.6884
0.7028
0.7173
0.7231
0.7290
0.7349
0.7409
0.7469
0.7529
0.7591
0.7653
0.7716
0.7781
0.7813
0.7845
0.7878
0.7911
0.7944
0.7978
0.8012
0.8046
0.8081
0.8116
0.8152
0.8188
0.8225
0.8262
0.8300
0.8338
0.8377
0.8417
0.8457
0.8498
0.8540
0.8583
0.8626
0.8671
0.8716
0.8763
0.8811
0.8860
0.8910
-40,041
-34,868
-29,600
-24,187
-18,546
-16,203
-13,795
-11,314
-8,745
-6,073
-3,285
-0,369
2,724
5,991
9,470
11.200
12.978
14.807
16.692
18.634
20.639
22.708
24.848
27.059
29.348
31.716
34.172
36.719
39.362
42.105
44.955
47.918
50.998
54.205
57.544
61.021
64.646
68.425
72.366
76.481
80.777
85.263
89.952
94.851

131
(Tabela 4 continuação )
Fonte original: Stoecker páginas 418 e 419.
t oC
Pressão de
vapor kPa
Umidade absoluta
kg / kg
Volume
específico
m3 / kg
Entalpia
kJ / kg
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
52
54
56
58
60
62
64
66
68
70
75
80
85
90
4.2431
4.4928
4.7552
5.0308
5.3201
5.6237
5.9423
6.2764
6.6265
6.9935
7.3778
7.7803
8.2016
8.6424
9.1036
9.5856
10.0896
10.6161
11.1659
11.7402
12.3397
13.6176
15.0072
16.5163
18.1531
19.9263
21.8447
23.9184
26.1565
28.5701
31.1693
38.5562
47.3670
57.8096
70.1140
0.02732
0.02900
0.03078
0.03266
0.03464
0.03674
0.03895
0.04129
0.04376
0,04636
0.04911
0.05202
0.05509
0.05833
0.06176
0.06537
0.06920
0.07324
0.07751
0.08202
0.08680
0.09720
0.10887
012198
0.13674
0.15341
0.17228
0.19375
0.21825
0.24638
0.27884
0.38587
0.55201
0.83634
1.41604
0.8961
0.9014
0.9068
0.9124
0.9182
0.9241
0.9302
0.9365
0.9430
0.9497
0.9567
0.9639
0.9713
0.9790
0.9891
0.9954
1.0040
1.0130
1.0224
1.0322
1.0424
1.0641
1.0879
1.1141
1.1429
1.1749
1.2105
1.2504
1.2953
1.3462
1.4043
1.5925
1.8792
2.3633
3.3412
99.977
105.337
110.946
116.819
122.968
129.411
136.161
143.239
150.660
158.445
166.615
175.192
184.200
193.662
203.610
214.067
225.068
236.643
248.828
261.667
275.198
304.512
337.182
373.679
414.572
460.536
512.391
571.144
638.003
714.531
802.643
1092.010
1539.414
2302.878
3856.547

132
TABELA 5 Propriedades da água saturada / líquido - vapor (Fonte -Shapiro página 617)
Te
mpera
tura
oF
Pressão
Lbf/in2
vf
Volume Específico
ft3
/ lb
Energia Interna
BTU / lb
Entalpia
BTU / lb
Entropia
BTU / lb oR
Líquido
saturado
vf
Vapor
saturado
vg
Líquido
saturado
ut
Vapor
saturado
ug
Líquido
saturado
hf
Evap.
htg
Vapor
saturado
hg
Líquido
saturado
sf
Vapor
saturado
sg
32
35
40
45
50
52
54
56
58
60
62
64
66
68
70
72
74
76
78
80
82
84
86
88
90
92
94
96
98
100
110
120
130
140
150
160
170
180
190
200
0,0886
0,0999
0,1217
0,1475
0,1780
0,1917
0,2064
0,2219
0,2386
0,2563
0,2751
0,2952
0,3165
0,3391
0,3632
0,3887
0,4158
0,4446
0,4750
0,5073
0,5414
0,5776
0,6158
0,6562
0,6988
0,7439
0,7914
0,8416
0,8945
0,9503
1,276
1,695
2,225
2,892
3,722
4,745
5,996
7,515
9,343
11,529
0,01602
0,01602
0,01602
0,01602
0,01602
0,01603
0,01603
0,01603
0,01603
0,01604
0,01604
0,01604
0,01604
0,01605
0,01605
0,01606
0,01606
0,01606
0,01607
0,01607
0,01608
0,01608
0,01609
0,01609
0,01610
0,01611
0,01611
0,01612
0,01612
0,01613
0,01617
0,01621
0,01625
0,01629
0,01634
0,01640
0,01645
0,01651
0,01657
0,01663
3305
2948
2445
2037
1704
1589
1482
1383
1292
1207
1129
1056
988,4
925,8
867,7
813,7
763,5
716,8
673,3
632,8
595,0
559,8
527,0
496,3
467,7
440,9
415,9
392,4
370,5
350,0
265,1
203,0
157,2
122,9
97,0
77,2
62,0
50,2
41,0
33,6
-0,01
2,99
8,02
13,04
18,06
20,06
22,07
24,08
26,08
28,08
30,09
32,09
34,09
36,09
38,09
40,09
42,09
44,09
46,09
48,08
50,08
52,08
54,08
56,07
58,07
60,06
62,06
64,05
66,05
68,04
78,02
87,99
97,97
107,95
117,95
127,94
137,95
147,97
158,00
168,04
1021,2
1022,2
1023,9
1025,5
1027,2
1027,8
1028,5
1029,1
1029,8
1030,4
1031,1
1031,8
1032,4
1033,1
1033,7
1034,4
1035,0
1035,7
1036,3
1037,0
1037,6
1038,3
1038,9
1039,6
1040,2
1040,9
1041,5
1041,2
1042,8
1043,5
1046,7
1049,9
1053,0
1056,2
1059,3
1062,3
1065,4
1068,3
1071,3
1074,2
-0,01
3,00
8,02
13,04
18,06
20,07
22,07
24,08
26,08
28,08
30,09
32,09
34,09
36,09
38,09
40,09
42,09
44,09
46,09
48,09
50,08
52,08
54,08
56,07
58,07
60,06
62,02
64,06
66,05
68,05
78,02
88,00
97,98
107,96
117,96
127,96
137,97
147,99
158,03
168,07
1075,4
1073,7
1070,9
1068,1
1065,2
1064,1
1063,0
1061,9
1060,7
1059,6
1058,5
1057,3
1056,2
1055,1
1054,0
1052,8
1051,7
1050,6
1049,4
1048,3
1047,2
1046,0
1044,9
1043,8
1042,7
1041,5
1040,4
1039,2
1038,1
1037,0
1031,3
1025,5
1019,8
1014,0
1008,1
1002,2
996,2
990,2
984,1
977,9
1075,4
1076,7
1078,9
1081,1
1083,3
1084,2
1085,1
1085,9
1086,8
1087,7
1088,6
1089,4
1090,3
1091,2
1092,0
1092,9
1093,8
1094,7
1095,5
1096,4
1097,3
1098,1
1099,0
1099,9
1100,7
1101,6
1102,4
1103,3
1104,2
1105,0
1109,3
1113,5
1117,8
1121,9
1126,1
1130,1
1134,2
1138,2
1142,1
1145,9
-0,00003
0,00607
0,01617
0,02618
0,03607
0,04000
0,04391
0,04781
0,05159
0,05555
0,05940
0,06323
0,06704
0,07084
0,07463
0,07839
0,08215
0,08589
0,08961
0,09332
0,09701
0,1007
0,1044
0,1080
0,1117
0,1153
0,1189
0,1225
0,1261
0,1296
0,1473
0,1647
0,1817
0,1985
0,2150
0,2313
0,2473
0,2631
0,2787
0,2940
2,1870
2,1764
2,1592
2,1423
2,1259
2,1195
2,1131
2,1068
2,1005
2,0943
2,0882
2,0821
2,0761
2,0701
2,0642
2,0584
2,0526
2,0469
2,0412
2,0356
2,0300
2,0245
2,0190
2,0136
2,0083
2,0030
1,9977
1,9925
1,9874
1,9822
1,9574
1,9336
1,9109
1,8892
1,8684
1,8484
1,8293
1,8109
1,7932
1,7762

133
4.16.2 Curva Característica
É uma curva descendente à direita traçada em um gráfico de coordenadas KaV/L e L/G, representando a capacidade da torre, conforme figura 10.
Figura 10 - Curva Característica de uma Torre
4.16.3 Curvas de Performance.
São curvas traçadas em um gráfico de coordenadas temperatura de bulbo úmido e temperatura de água fria, representando a performance da torre. Neste gráfico é usual representar-se “feixes de curvas” para faixas de aproximação nos limites de 90% a 110% da vazão de projeto, conforme figura 11.
Figura 11 - Curvas de Performance de uma Torre
L / G
KaV / L
134
4.17 AVALIAÇÃO DO RESULTADO DO TESTE EM TORRES
A condição de aceitação ou não do resultado dos testes, é feita por meio da curva de
performance ou da curva característica.
4.17.1 Avaliação por meio da Curva de Performance
Neste caso a condição de aceitação passa por um processo de interpolação, a fim de permitir a
comparação entre a capacidade efetiva da torre e a capacidade prevista nas curvas de
performance. A solução das equações 57 e 58 citadas abaixo e a construção de dois gráficos irão
determinar a capacidade da torre.
Vazão de teste ajustada = vazão teste x (potência de projeto / potência teste)1/3
(equação 57)
Esta equação determina a vazão de água que a torre poderia resfriar com as temperaturas
medidas quando da realização do teste se, o ventilador fosse ajustado para a potência
especificada em projeto.
Esta equação 57 é baseada em duas hipóteses:
Primeira
- a capacidade de vazão de água da torre é diretamente proporcional à vazão de ar;
Segunda
- a vazão de ar é proporcional à raiz cúbica da potência consumida pelo ventilador.
Ambas hipóteses não são totalmente válidas, porém como as condições operacionais de teste
limitam faixas de desvios pequenas em relação aos dados de projeto, pode-se assumi-las como
precisas.
Capacidade efetiva da torre 100preditada vazão
ajustada teste de vazão (equação 58)
Esta equação determinará um valor percentual em função do qual a performance da torre será
avaliada. Se maior do que 100% a performance das torres estará conforme.
Na hipótese desse percentual ser menor que 100%, tal fato caracterizará situações que
necessariamente deverão ter sido previstas no contexto documental do Pedido de Compra dessa
torre. Isto significa que este valor inferior a 100% deverá estar pré-fixado e os parâmetros termo
fluidos dinâmicos que o determinaram, destacados como condicionantes de “não conformidade
sazonal”.
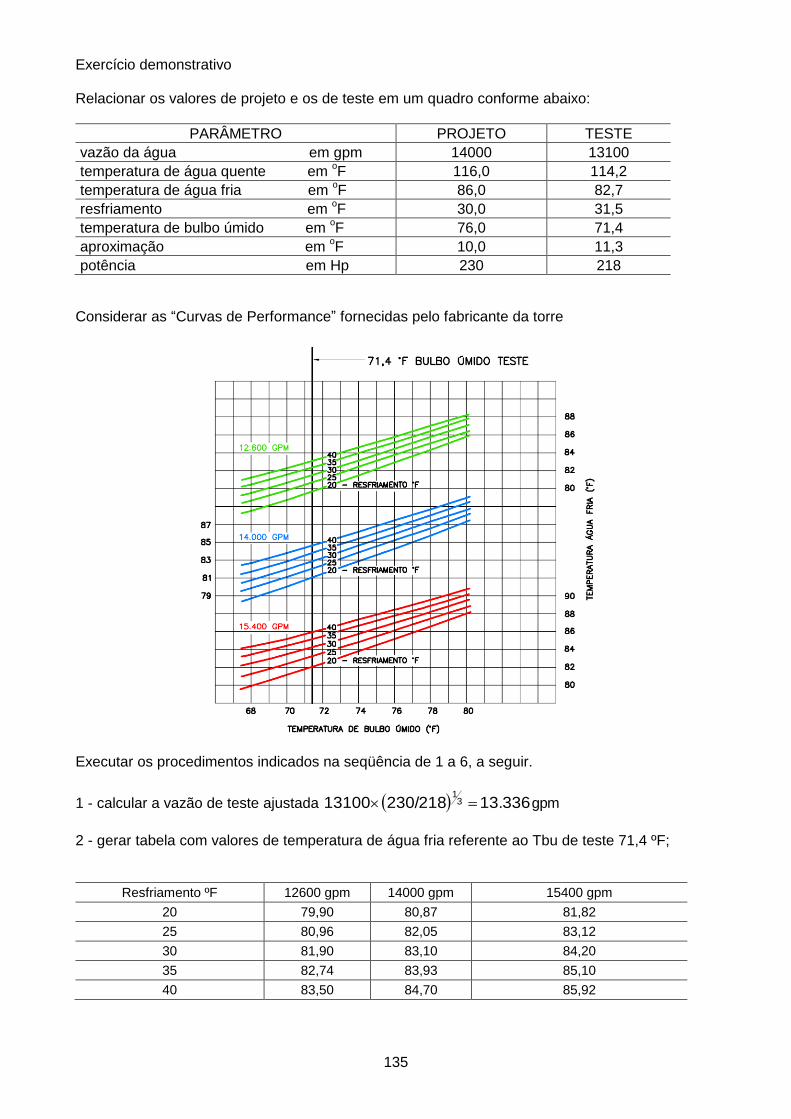
135
Exercício demonstrativo Relacionar os valores de projeto e os de teste em um quadro conforme abaixo:
PARÂMETRO PROJETO TESTE
vazão da água em gpm 14000 13100
temperatura de água quente em oF 116,0 114,2
temperatura de água fria em oF 86,0 82,7
resfriamento em oF 30,0 31,5
temperatura de bulbo úmido em oF 76,0 71,4
aproximação em oF 10,0 11,3
potência em Hp 230 218
Considerar as “Curvas de Performance” fornecidas pelo fabricante da torre
Executar os procedimentos indicados na seqüência de 1 a 6, a seguir.
1 - calcular a vazão de teste ajustada 13.336230/21813100 31 gpm
2 - gerar tabela com valores de temperatura de água fria referente ao Tbu de teste 71,4 ºF;
Resfriamento ºF 12600 gpm 14000 gpm 15400 gpm
20 79,90 80,87 81,82
25 80,96 82,05 83,12
30 81,90 83,10 84,20
35 82,74 83,93 85,10
40 83,50 84,70 85,92
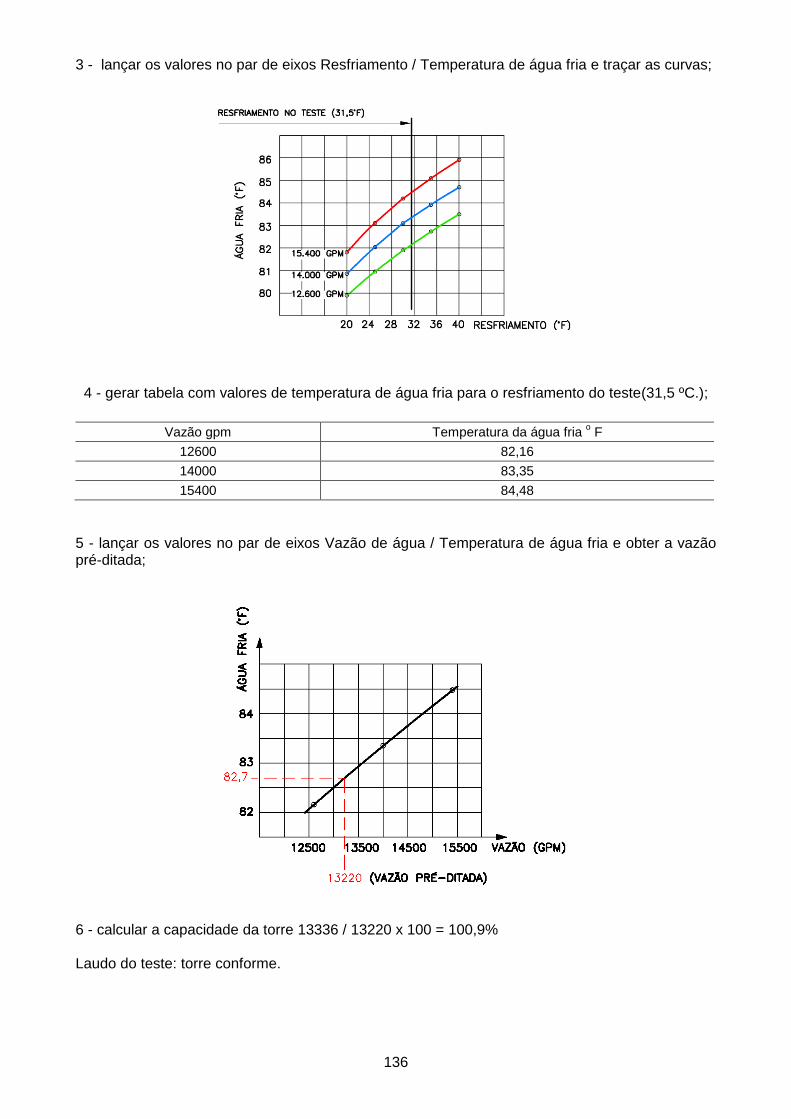
136
3 - lançar os valores no par de eixos Resfriamento / Temperatura de água fria e traçar as curvas;
4 - gerar tabela com valores de temperatura de água fria para o resfriamento do teste(31,5 ºC.);
Vazão gpm Temperatura da água fria o F
12600 82,16
14000 83,35
15400 84,48
5 - lançar os valores no par de eixos Vazão de água / Temperatura de água fria e obter a vazão pré-ditada;
6 - calcular a capacidade da torre 13336 / 13220 x 100 = 100,9% Laudo do teste: torre conforme.

137
4.17.2 Avaliação por meio de Curva Característica
A avaliação das torres pela curva característica é efetuada por meio de uma curva efetiva, paralela à curva característica, passando por um ponto definido pelas coordenadas de teste “L/G” e “Kav/L”. A interseção desta curva efetiva com a curva de projeto determinará o “ponto de trabalho” da torre. Considerar as expreções : L/G teste = L/G projeto x (vazão teste / vazão projeto) x (potência projeto / potência teste)
1/3
(equação 59) Capacidade da torre = (L/G pré-ditada ÷ L/G projeto) x 100 (equação 60) O exemplo numérico para este caso será feito aplicando os mesmo valores de projeto e de teste considerados anteriormente para a Curva de Performance, relacinados abaixo.
PARÂMETRO PROJETO TESTE
vazão da água em gpm 14000 13100
temperatura de água quente em oF 116,0 114,2
temperatura de água fria em oF 86,0 82,7
resfriamento em oF 30,0 31,5
temperatura de bulbo úmido em oF 76,0 71,4
aproximação em oF 10,0 11,3
potência em hp 230 218
Executar os procedimentos indicados na sequencia de 1 a 6, a seguir
1 - traçar a curva de projeto conforme no Item 4.16.1.1;
2 - calcular o L/G do teste 0,992 x 9450218
230
14000
1310031
,
/
;
3 - elaborar o quadro de entalpias para L/G 0,945 conforme seqüência indicada no Item 4.16.1.1;
Temperatura oF H h H-h
de bulbo úmido 71,40 35,32
de água fria 82,70
tf + 0,1 (Tq -Tf) 85,85 50,53 35,32 + 0,1 x 0,945 (114,2 – 82,7) = 38,296 12,234
tf + 0,4 (Tq -Tf) 95,30 63,79 35,32 + 0,4 x 0,945 (114,2 – 82,7) = 47,227 16,563
tq – 0,4 (Tq -Tf) 101,60 74,67 35,32 + 0,6 x 0,945 (114,2 – 82,7) = 53,180 21,490
tq – 0,1 (Tq -Tf) 111,05 94,72 35,32 + 0,9 x 0,945 (114,2 – 82,7) = 62,110 32,610
de água quente 114,20 114,20

138
4 - calcular o Kav / L de teste;
Kav / L de teste:
61032
1
49021
1
56316
1
23412
1
4
7822114
,,,,
,,= 1,727
5 - obter o L/G pré-ditado; Lançar as coordenadas de teste L/G 0,945 e Kav / L 1,727. Por este ponto traçar a curva efetiva paralela à curva característica. Na interseção desta curva efetiva com a curva de projeto ter-se-á o L/G pré-ditado.
6 - calcular a capacidade da torre 100992,0
013,1102,1%.
Laudo do teste: torre conforme.

CAPÍTULO V
TUBULAÇÕES INDUSTRIAIS PROJETO
Conjunto de Válvulas Remoto Operadas


141
5.1 CONCEITUAÇÃO INTRODUTÓRIA
As tubulações devem ser projetadas como um conjunto formado por tubos, conexões e acessórios para aplicação em sistemas de distribuição de:
- vapor para força ou para aquecimento;
- água ou fluidos industriais;
- óleos combustíveis ou lubrificantes;
- ar comprimido;
- gases.
5.2 FATORES DE SELEÇÃO PARA MATERIAIS DE TUBOS
1 - Característica do fluido conduzido - a qualidade química do fluido e a concentração das impurezas.
2 - Condições operacionais - temperatura, pressão de trabalho e pressão máxima.
3 - Tensão admissível do material - o material deve ter resistência mecânica compatível com a grandeza dos esforços referentes à pressão do fluido, peso, ação do vento, reação de dilatações térmicas, sobrecarga.
4 - Esforços mecânicos - o material deve ser adequado aos esforços de tração, compressão, flexão, choques, vibração, esforços cíclicos, estáticos ou dinâmicos. MATERIAIS PARA TUBOS Metálicos (ferrosos) - aço carbono
- aço liga
- aço inoxidável
- ferro fundido
- ferro forjado
- ferro ligado
- ferro nodular
Metálicos (não ferrosos) - latâo
- cobre níquel
- níquel e ligas
- metal Monel
Não Metálicos (materiais plásticos) - cloreto de polivinil (PVC)
- polietileno
- acrílico
- acetato de celulose
- epóxi
142
5.3 CONSIDERAÇÕES SOBRE OS TUBOS
5.3.1 Normas de Materiais para Tubos de Aço Carbono
- para tubos de aço carbono ASTM A 53 - para tubos de aço carbono preto ASTM-A106 - para tubos de aço carbono galvanizados ASTM A-120 - para tubos de aço noxidável ASTM-A 312 No caso de tubos de aço carbono deve-se especificar o teor de carbono conforme os graus: baixo teor grau A, teor médio grau B, alto teor grau C.
5.3.2 Normas de Materiais para Tubos de Metais não-Ferrosos / Cobre e suas Ligas
São fabricados segundo as especificações das normas: - para tubos de cobre ASTM B.68, B.75, B.88; - para tubos de latão ASTM B 111; - para tubos de cobre-níquel ASTM B 466. Possuem resistência à corrosão da atmosfera, de água salgada, de álcalis, de ácidos diluídos e de compostos orgânicos.
COMPARAÇÃO DE TUBOS NÃO FERROSOS COM TUBOS DE AÇO CARBONO
- melhor resistência à corrosão
- preço mais elevado
- menor resistência mecânica
- menor resistência a altas temperaturas
- melhor comportamento em baixas temperaturas
5.3.3 Parãmetros para Especificação de Tubos
- quantidade em metros ou em kg
- P. Number (mesma soldadibilidade), ver tabela página 144
- tipo de extremidade: ponta lisa, chanfrada ou roscada
- tubo com ou sem costura, galvanizado ou preto
- norma do material
- tipo de acabamento (preto ou galvanizado) ou do revestimento
- diâmetro nominal
- número de Schedule, salvo solicitações estruturais pode-se adotar os referencias:
- para diâmetros nominais até 1 ½” inclusive Schedule 80
- para diametros nominais entre 2” e12” inclusive Schedule 40
- para diametros nominais iguias ou maiores que 12” 9,52 mm
5.3.4 Normas Dimensionais para tubos de Aço
- para tubos de aço carbono e aços liga ANSI B.36.10 - para tubos de aço inoxidável ANSI B.36.19. Estas dimensões estão mostradas na tabela a seguir. Até a bitola de 12” o diâmetro nominal não corresponde a nenhuma dimensão física do tubo; a partir de 14” o diâmetro nominal coincide com o diâmetro externo do tubo.
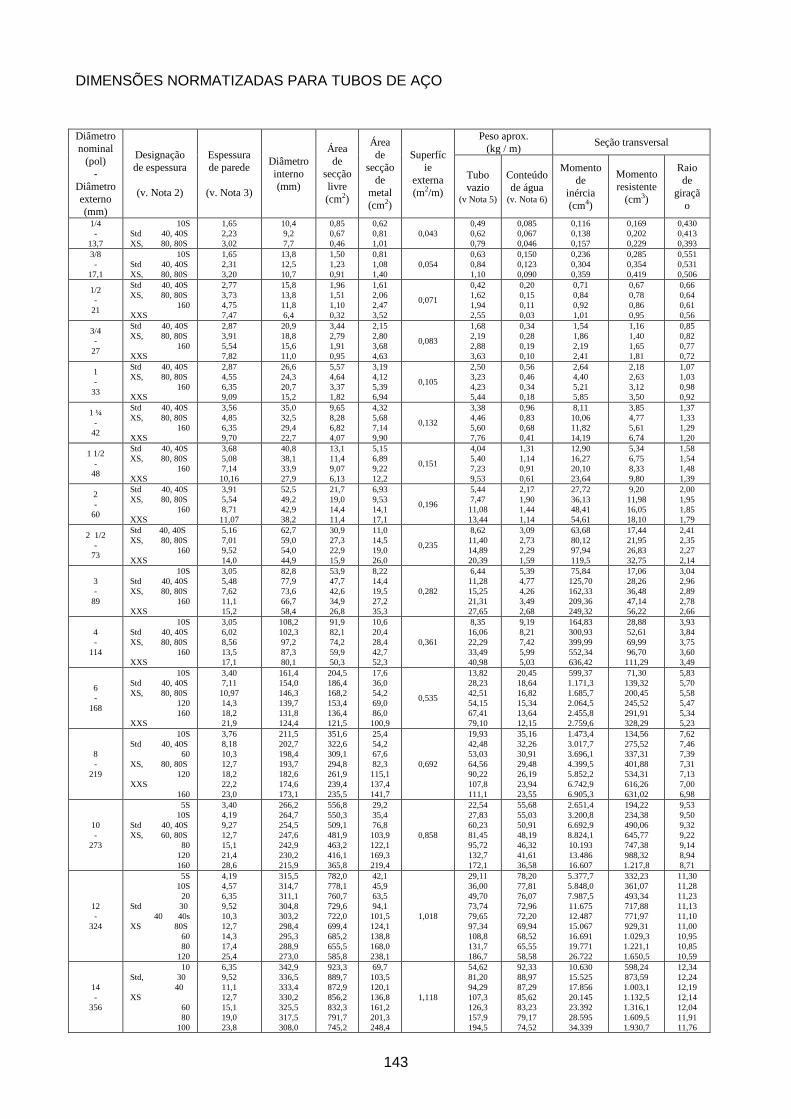
143
DIMENSÕES NORMATIZADAS PARA TUBOS DE AÇO
Diâmetro
nominal
(pol)
-
Diâmetro
externo
(mm)
Designação
de espessura
(v. Nota 2)
Espessura
de parede
(v. Nota 3)
Diâmetro
interno
(mm)
Área
de
secção
livre
(cm2)
Área
de
secção
de
metal
(cm2)
Superfíc
ie
externa
(m2/m)
Peso aprox.
(kg / m) Seção transversal
Tubo
vazio (v Nota 5)
Conteúdo
de água (v. Nota 6)
Momento
de
inércia
(cm4)
Momento
resistente
(cm3)
Raio
de
giraçã
o
1/4
-
13,7
10S
Std 40, 40S
XS, 80, 80S
1,65
2,23
3,02
10,4
9,2
7,7
0,85
0,67
0,46
0,62
0,81
1,01
0,043
0,49
0,62
0,79
0,085
0,067
0,046
0,116
0,138
0,157
0,169
0,202
0,229
0,430
0,413
0,393
3/8
-
17,1
10S
Std 40, 40S
XS, 80, 80S
1,65
2,31
3,20
13,8
12,5
10,7
1,50
1,23
0,91
0,81
1,08
1,40
0,054
0,63
0,84
1,10
0,150
0,123
0,090
0,236
0,304
0,359
0,285
0,354
0,419
0,551
0,531
0,506
1/2
-
21
Std 40, 40S
XS, 80, 80S
160
XXS
2,77
3,73
4,75
7,47
15,8
13,8
11,8
6,4
1,96
1,51
1,10
0,32
1,61
2,06
2,47
3,52
0,071
0,42
1,62
1,94
2,55
0,20
0,15
0,11
0,03
0,71
0,84
0,92
1,01
0,67
0,78
0,86
0,95
0,66
0,64
0,61
0,56
3/4
-
27
Std 40, 40S
XS, 80, 80S
160
XXS
2,87
3,91
5,54
7,82
20,9
18,8
15,6
11,0
3,44
2,79
1,91
0,95
2,15
2,80
3,68
4,63
0,083
1,68
2,19
2,88
3,63
0,34
0,28
0,19
0,10
1,54
1,86
2,19
2,41
1,16
1,40
1,65
1,81
0,85
0,82
0,77
0,72
1
-
33
Std 40, 40S
XS, 80, 80S
160
XXS
2,87
4,55
6,35
9,09
26,6
24,3
20,7
15,2
5,57
4,64
3,37
1,82
3,19
4,12
5,39
6,94
0,105
2,50
3,23
4,23
5,44
0,56
0,46
0,34
0,18
2,64
4,40
5,21
5,85
2,18
2,63
3,12
3,50
1,07
1,03
0,98
0,92
1 ¼
-
42
Std 40, 40S
XS, 80, 80S
160
XXS
3,56
4,85
6,35
9,70
35,0
32,5
29,4
22,7
9,65
8,28
6,82
4,07
4,32
5,68
7,14
9,90
0,132
3,38
4,46
5,60
7,76
0,96
0,83
0,68
0,41
8,11
10,06
11,82
14,19
3,85
4,77
5,61
6,74
1,37
1,33
1,29
1,20
1 1/2
-
48
Std 40, 40S
XS, 80, 80S
160
XXS
3,68
5,08
7,14
10,16
40,8
38,1
33,9
27,9
13,1
11,4
9,07
6,13
5,15
6,89
9,22
12,2
0,151
4,04
5,40
7,23
9,53
1,31
1,14
0,91
0,61
12,90
16,27
20,10
23,64
5,34
6,75
8,33
9,80
1,58
1,54
1,48
1,39
2
-
60
Std 40, 40S
XS, 80, 80S
160
XXS
3,91
5,54
8,71
11,07
52,5
49,2
42,9
38,2
21,7
19,0
14,4
11,4
6,93
9,53
14,1
17,1
0,196
5,44
7,47
11,08
13,44
2,17
1,90
1,44
1,14
27,72
36,13
48,41
54,61
9,20
11,98
16,05
18,10
2,00
1,95
1,85
1,79
2 1/2
-
73
Std 40, 40S
XS, 80, 80S
160
XXS
5,16
7,01
9,52
14,0
62,7
59,0
54,0
44,9
30,9
27,3
22,9
15,9
11,0
14,5
19,0
26,0
0,235
8,62
11,40
14,89
20,39
3,09
2,73
2,29
1,59
63,68
80,12
97,94
119,5
17,44
21,95
26,83
32,75
2,41
2,35
2,27
2,14
3
-
89
10S
Std 40, 40S
XS, 80, 80S
160
XXS
3,05
5,48
7,62
11,1
15,2
82,8
77,9
73,6
66,7
58,4
53,9
47,7
42,6
34,9
26,8
8,22
14,4
19,5
27,2
35,3
0,282
6,44
11,28
15,25
21,31
27,65
5,39
4,77
4,26
3,49
2,68
75,84
125,70
162,33
209,36
249,32
17,06
28,26
36,48
47,14
56,22
3,04
2,96
2,89
2,78
2,66
4
-
114
10S
Std 40, 40S
XS, 80, 80S
160
XXS
3,05
6,02
8,56
13,5
17,1
108,2
102,3
97,2
87,3
80,1
91,9
82,1
74,2
59,9
50,3
10,6
20,4
28,4
42,7
52,3
0,361
8,35
16,06
22,29
33,49
40,98
9,19
8,21
7,42
5,99
5,03
164,83
300,93
399,99
552,34
636,42
28,88
52,61
69,99
96,70
111,29
3,93
3,84
3,75
3,60
3,49
6
-
168
10S
Std 40, 40S
XS, 80, 80S
120
160
XXS
3,40
7,11
10,97
14,3
18,2
21,9
161,4
154,0
146,3
139,7
131,8
124,4
204,5
186,4
168,2
153,4
136,4
121,5
17,6
36,0
54,2
69,0
86,0
100,9
0,535
13,82
28,23
42,51
54,15
67,41
79,10
20,45
18,64
16,82
15,34
13,64
12,15
599,37
1.171,3
1.685,7
2.064,5
2.455,8
2.759,6
71,30
139,32
200,45
245,52
291,91
328,29
5,83
5,70
5,58
5,47
5,34
5,23
8
-
219
10S
Std 40, 40S
60
XS, 80, 80S
120
XXS
160
3,76
8,18
10,3
12,7
18,2
22,2
23,0
211,5
202,7
198,4
193,7
182,6
174,6
173,1
351,6
322,6
309,1
294,8
261,9
239,4
235,5
25,4
54,2
67,6
82,3
115,1
137,4
141,7
0,692
19,93
42,48
53,03
64,56
90,22
107,8
111,1
35,16
32,26
30,91
29,48
26,19
23,94
23,55
1.473,4
3.017,7
3.696,1
4.399,5
5.852,2
6.742,9
6.905,3
134,56
275,52
337,31
401,88
534,31
616,26
631,02
7,62
7,46
7,39
7,31
7,13
7,00
6,98
10
-
273
5S
10S
Std 40, 40S
XS, 60, 80S
80
120
160
3,40
4,19
9,27
12,7
15,1
21,4
28,6
266,2
264,7
254,5
247,6
242,9
230,2
215,9
556,8
550,3
509,1
481,9
463,2
416,1
365,8
29,2
35,4
76,8
103,9
122,1
169,3
219,4
0,858
22,54
27,83
60,23
81,45
95,72
132,7
172,1
55,68
55,03
50,91
48,19
46,32
41,61
36,58
2.651,4
3.200,8
6.692,9
8.824,1
10.193
13.486
16.607
194,22
234,38
490,06
645,77
747,38
988,32
1.217,8
9,53
9,50
9,32
9,22
9,14
8,94
8,71
12
-
324
5S
10S
20
Std 30
40 40s
XS 80S
60
80
120
4,19
4,57
6,35
9,52
10,3
12,7
14,3
17,4
25,4
315,5
314,7
311,1
304,8
303,2
298,4
295,3
288,9
273,0
782,0
778,1
760,7
729,6
722,0
699,4
685,2
655,5
585,8
42,1
45,9
63,5
94,1
101,5
124,1
138,8
168,0
238,1
1,018
29,11
36,00
49,70
73,74
79,65
97,34
108,8
131,7
186,7
78,20
77,81
76,07
72,96
72,20
69,94
68,52
65,55
58,58
5.377,7
5.848,0
7.987,5
11.675
12.487
15.067
16.691
19.771
26.722
332,23
361,07
493,34
717,88
771,97
929,31
1.029,3
1.221,1
1.650,5
11,30
11,28
11,23
11,13
11,10
11,00
10,95
10,85
10,59
14
-
356
10
Std, 30
40
XS
60
80
100
6,35
9,52
11,1
12,7
15,1
19,0
23,8
342,9
336,5
333,4
330,2
325,5
317,5
308,0
923,3
889,7
872,9
856,2
832,3
791,7
745,2
69,7
103,5
120,1
136,8
161,2
201,3
248,4
1,118
54,62
81,20
94,29
107,3
126,3
157,9
194,5
92,33
88,97
87,29
85,62
83,23
79,17
74,52
10.630
15.525
17.856
20.145
23.392
28.595
34.339
598,24
873,59
1.003,1
1.132,5
1.316,1
1.609,5
1.930,7
12,34
12,24
12,19
12,14
12,04
11,91
11,76
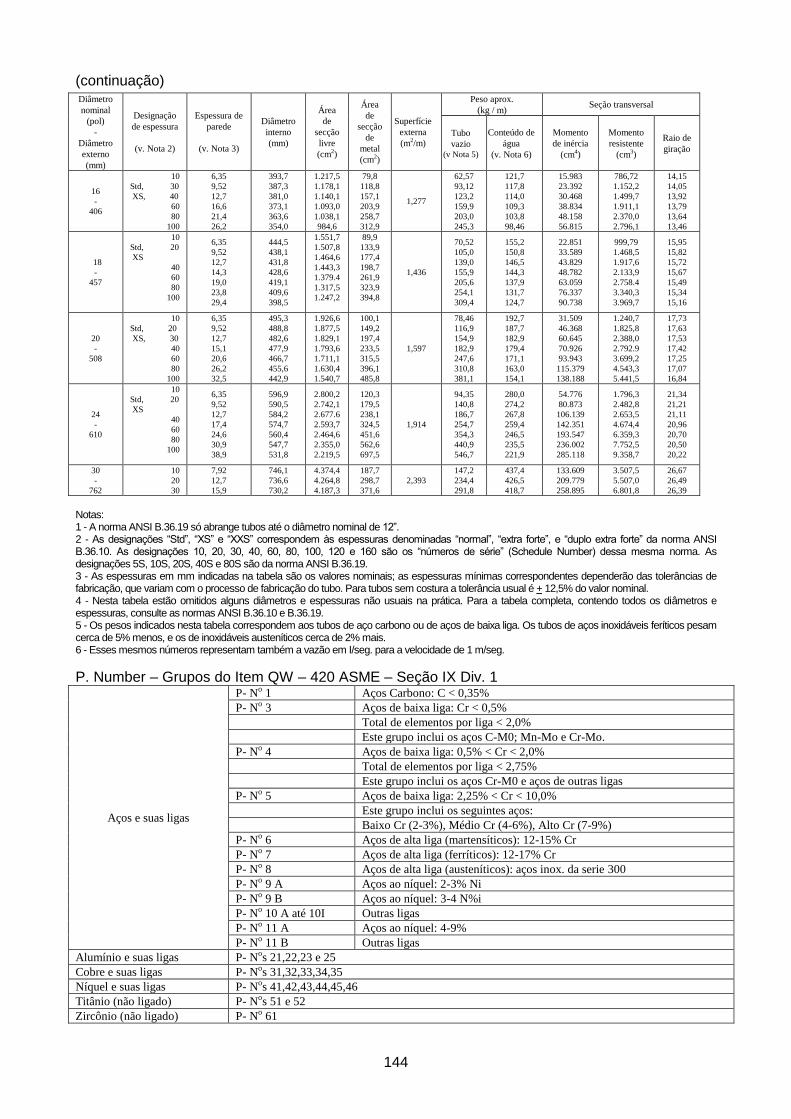
144
(continuação) Diâmetro
nominal
(pol)
-
Diâmetro
externo
(mm)
Designação
de espessura
(v. Nota 2)
Espessura de
parede
(v. Nota 3)
Diâmetro
interno
(mm)
Área
de
secção
livre
(cm2)
Área
de
secção
de
metal
(cm2)
Superfície
externa
(m2/m)
Peso aprox.
(kg / m) Seção transversal
Tubo
vazio (v Nota 5)
Conteúdo de
água
(v. Nota 6)
Momento
de inércia
(cm4)
Momento
resistente
(cm3)
Raio de
giração
16
-
406
10
Std, 30
XS, 40
60
80
100
6,35
9,52
12,7
16,6
21,4
26,2
393,7
387,3
381,0
373,1
363,6
354,0
1.217,5
1.178,1
1.140,1
1.093,0
1.038,1
984,6
79,8
118,8
157,1
203,9
258,7
312,9
1,277
62,57
93,12
123,2
159,9
203,0
245,3
121,7
117,8
114,0
109,3
103,8
98,46
15.983
23.392
30.468
38.834
48.158
56.815
786,72
1.152,2
1.499,7
1.911,1
2.370,0
2.796,1
14,15
14,05
13,92
13,79
13,64
13,46
18
-
457
10
Std, 20
XS
40
60
80
100
6,35
9,52
12,7
14,3
19,0
23,8
29,4
444,5
438,1
431,8
428,6
419,1
409,6
398,5
1.551,7
1.507,8
1.464,6
1.443,3
1.379.4
1.317,5
1.247,2
89,9
133,9
177,4
198,7
261,9
323,9
394,8
1,436
70,52
105,0
139,0
155,9
205,6
254,1
309,4
155,2
150,8
146,5
144,3
137,9
131,7
124,7
22.851
33.589
43.829
48.782
63.059
76.337
90.738
999,79
1.468,5
1.917,6
2.133,9
2.758.4
3.340,3
3.969,7
15,95
15,82
15,72
15,67
15,49
15,34
15,16
20
-
508
10
Std, 20
XS, 30
40
60
80
100
6,35
9,52
12,7
15,1
20,6
26,2
32,5
495,3
488,8
482,6
477,9
466,7
455,6
442,9
1.926,6
1.877,5
1.829,1
1.793,6
1.711,1
1.630,4
1.540,7
100,1
149,2
197,4
233,5
315,5
396,1
485,8
1,597
78,46
116,9
154,9
182,9
247,6
310,8
381,1
192,7
187,7
182,9
179,4
171,1
163,0
154,1
31.509
46.368
60.645
70.926
93.943
115.379
138.188
1.240,7
1.825,8
2.388,0
2.792.9
3.699,2
4.543,3
5.441,5
17,73
17,63
17,53
17,42
17,25
17,07
16,84
24
-
610
10
Std, 20
XS
40
60
80
100
6,35
9,52
12,7
17,4
24,6
30,9
38,9
596,9
590,5
584,2
574,7
560,4
547,7
531,8
2.800,2
2.742,1
2.677.6
2.593,7
2.464,6
2.355,0
2.219,5
120,3
179,5
238,1
324,5
451,6
562,6
697,5
1,914
94,35
140,8
186,7
254,7
354,3
440,9
546,7
280,0
274,2
267,8
259,4
246,5
235,5
221,9
54.776
80.873
106.139
142.351
193.547
236.002
285.118
1.796,3
2.482,8
2.653,5
4.674,4
6.359,3
7.752,5
9.358,7
21,34
21,21
21,11
20,96
20,70
20,50
20,22
30
-
762
10
20
30
7,92
12,7
15,9
746,1
736,6
730,2
4.374,4
4.264,8
4.187,3
187,7
298,7
371,6
2,393
147,2
234,4
291,8
437,4
426,5
418,7
133.609
209.779
258.895
3.507,5
5.507,0
6.801,8
26,67
26,49
26,39
Notas: 1 - A norma ANSI B.36.19 só abrange tubos até o diâmetro nominal de 12”. 2 - As designações “Std”, “XS” e “XXS” correspondem às espessuras denominadas “normal”, “extra forte”, e “duplo extra forte” da norma ANSI B.36.10. As designações 10, 20, 30, 40, 60, 80, 100, 120 e 160 são os “números de série” (Schedule Number) dessa mesma norma. As designações 5S, 10S, 20S, 40S e 80S são da norma ANSI B.36.19. 3 - As espessuras em mm indicadas na tabela são os valores nominais; as espessuras mínimas correspondentes dependerão das tolerâncias de fabricação, que variam com o processo de fabricação do tubo. Para tubos sem costura a tolerância usual é + 12,5% do valor nominal. 4 - Nesta tabela estão omitidos alguns diâmetros e espessuras não usuais na prática. Para a tabela completa, contendo todos os diâmetros e espessuras, consulte as normas ANSI B.36.10 e B.36.19. 5 - Os pesos indicados nesta tabela correspondem aos tubos de aço carbono ou de aços de baixa liga. Os tubos de aços inoxidáveis feríticos pesam cerca de 5% menos, e os de inoxidáveis austeníticos cerca de 2% mais. 6 - Esses mesmos números representam também a vazão em I/seg. para a velocidade de 1 m/seg.
P. Number – Grupos do Item QW – 420 ASME – Seção IX Div. 1
Aços e suas ligas
P- No 1 Aços Carbono: C < 0,35%
P- No 3 Aços de baixa liga: Cr < 0,5%
Total de elementos por liga < 2,0%
Este grupo inclui os aços C-M0; Mn-Mo e Cr-Mo.
P- No 4 Aços de baixa liga: 0,5% < Cr < 2,0%
Total de elementos por liga < 2,75%
Este grupo inclui os aços Cr-M0 e aços de outras ligas
P- No 5 Aços de baixa liga: 2,25% < Cr < 10,0%
Este grupo inclui os seguintes aços:
Baixo Cr (2-3%), Médio Cr (4-6%), Alto Cr (7-9%)
P- No 6 Aços de alta liga (martensíticos): 12-15% Cr
P- No 7 Aços de alta liga (ferríticos): 12-17% Cr
P- No 8 Aços de alta liga (austeníticos): aços inox. da serie 300
P- No 9 A Aços ao níquel: 2-3% Ni
P- No 9 B Aços ao níquel: 3-4 N%i
P- No 10 A até 10I Outras ligas
P- No 11 A Aços ao níquel: 4-9%
P- No 11 B Outras ligas
Alumínio e suas ligas P- Nos 21,22,23 e 25
Cobre e suas ligas P- Nos 31,32,33,34,35
Níquel e suas ligas P- Nos 41,42,43,44,45,46
Titânio (não ligado) P- Nos 51 e 52
Zircônio (não ligado) P- No 61

145
5.4 CONEXÕES PARA TUBULAÇÕES
Para seleção das conexões considerar os referenciais citados. Conexões utilizadas para Conexões indicadas 1 - LIGAÇÃO ENTRE TUBOS Luvas: quando a rosca do tubo for externa. Niple: quando a rosca do tubo for interna. Uniões: quando houver possibilidade de giro. Flange: quando não houver possibilidade de giro. 2 - MUDANÇAS DE DIREÇÃO Curvas de raio longo Curvas de raio curto Curvas de redução Joelhos de redução Joelhos 3 - DERIVAÇÕES Tês normais 90
o
Tês de 45o
Tês de redução Peças em Y Cruzetas Cruzetas de redução Selas Colares Derivações soldadas 4 - FECHAMENTO DE REDES Tampões Bujões Flange cego 5 - DERIVAÇÕES ESPECIAIS Bocas de lobo: ver Item 5.4.4 6 - MUDANÇAS DE DIAMETROS Reduções concêntricas. Reduções excêntricas. Buchas de redução (para tubos de diâmetros pequenos com extremidades roscadas). Observações: 1 – quanto às conexões para mudança de diâmetro, considerar as indicações apresentadas no item 5.4.5 página 152. 2 – quanto às conexões roscadas, considerar as roscas padrão NPT, norma ANSI B 2.1 indicada na página 207.

146
5.4.1 Ligações entre Tubos
LIGAÇÕES ROSCADAS
Com luva Com união Com Niple LIGAÇÕES SOLDADAS
LIGAÇÕES FLANGEADAS
Ligações com solda de topo para diâmetros de 2” ou maiores.
Ligações com solda de encaixe para diâmetros de até 1 1/2”.

147
5.4.2 Identificação das Conexões
CONEXÕES PARA SOLDA DE TOPO
CONEXÕES PARA SOLDA DE ENCAIXE
CONEXÕES ROSCADAS
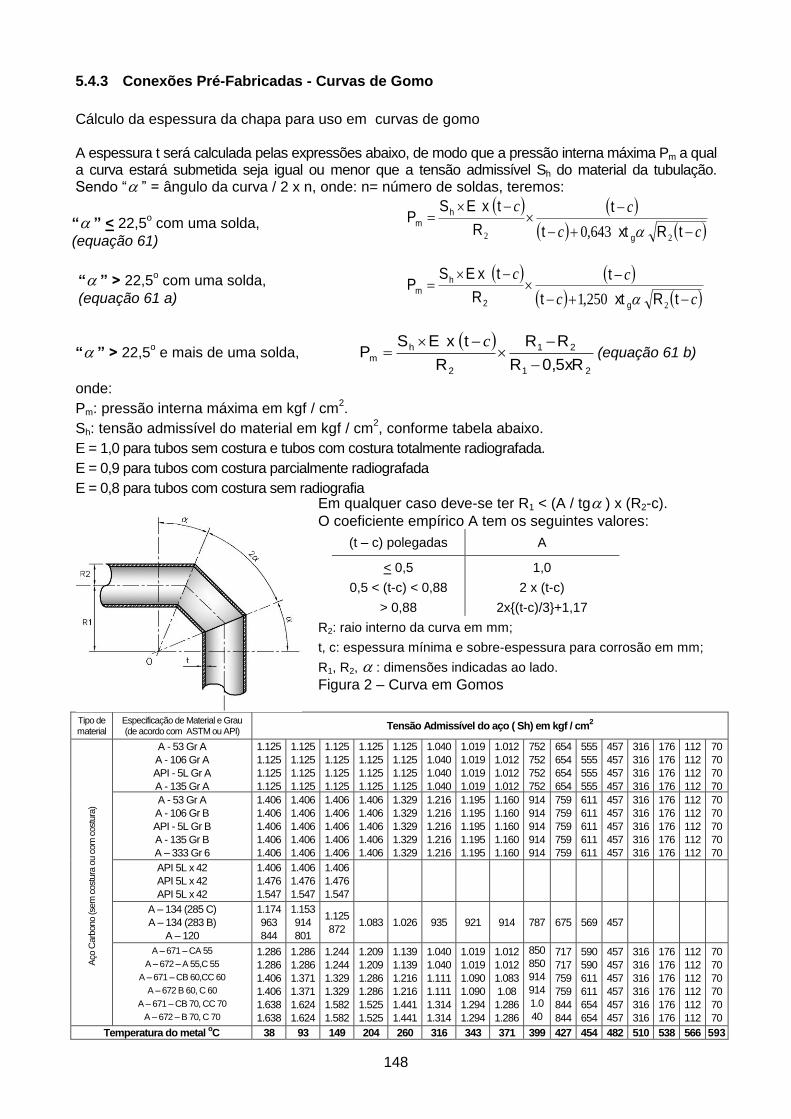
148
5.4.3 Conexões Pré-Fabricadas - Curvas de Gomo
Cálculo da espessura da chapa para uso em curvas de gomo A espessura t será calculada pelas expressões abaixo, de modo que a pressão interna máxima Pm a qual a curva estará submetida seja igual ou menor que a tensão admissível Sh do material da tubulação. Sendo “ ” = ângulo da curva / 2 x n, onde: n= número de soldas, teremos:
cc
cc
tRxtt
t
R
t x ESP
g
h
m
22 643,0
cc
cc
tRxtt
t
R
t x ESP
g2
hm
2 250,1
“ ” > 22,5o e mais de uma solda,
21
21
2
h
m0,5xRR
RR
R
t x ESP
c(equação 61 b)
onde:
Pm: pressão interna máxima em kgf / cm2.
Sh: tensão admissível do material em kgf / cm2, conforme tabela abaixo.
E = 1,0 para tubos sem costura e tubos com costura totalmente radiografada.
E = 0,9 para tubos com costura parcialmente radiografada
E = 0,8 para tubos com costura sem radiografia
Tipo de material
Especificação de Material e Grau (de acordo com ASTM ou API)
Tensão Admissível do aço ( Sh) em kgf / cm2
Aço
Carb
ono (se
m c
ost
ura
ou c
om
cost
ura
)
A - 53 Gr A
A - 106 Gr A
API - 5L Gr A
A - 135 Gr A
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.125
1.040
1.040
1.040
1.040
1.019
1.019
1.019
1.019
1.012
1.012
1.012
1.012
752
752
752
752
654
654
654
654
555
555
555
555
457
457
457
457
316
316
316
316
176
176
176
176
112
112
112
112
70
70
70
70
A - 53 Gr A
A - 106 Gr B
API - 5L Gr B
A - 135 Gr B
A – 333 Gr 6
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.406
1.329
1.329
1.329
1.329
1.329
1.216
1.216
1.216
1.216
1.216
1.195
1.195
1.195
1.195
1.195
1.160
1.160
1.160
1.160
1.160
914
914
914
914
914
759
759
759
759
759
611
611
611
611
611
457
457
457
457
457
316
316
316
316
316
176
176
176
176
176
112
112
112
112
112
70
70
70
70
70
API 5L x 42
API 5L x 42
API 5L x 42
1.406
1.476
1.547
1.406
1.476
1.547
1.406
1.476
1.547
A – 134 (285 C)
A – 134 (283 B)
A – 120
1.174
963
844
1.153
914
801
1.125
872 1.083 1.026 935 921 914 787 675 569 457
A – 671 – CA 55
A – 672 – A 55,C 55
A – 671 – CB 60,CC 60
A – 672 B 60, C 60
A – 671 – CB 70, CC 70
A – 672 – B 70, C 70
1.286
1.286
1.406
1.406
1.638
1.638
1.286
1.286
1.371
1.371
1.624
1.624
1.244
1.244
1.329
1.329
1.582
1.582
1.209
1.209
1.286
1.286
1.525
1.525
1.139
1.139
1.216
1.216
1.441
1.441
1.040
1.040
1.111
1.111
1.314
1.314
1.019
1.019
1.090
1.090
1.294
1.294
1.012
1.012
1.083
1.08
1.286
1.286
850
850
914
914
1.0
40
1.0
40
717
717
759
759
844
844
590
590
611
611
654
654
457
457
457
457
457
457
316
316
316
316
316
316
176
176
176
176
176
176
112
112
112
112
112
112
70
70
70
70
70
70
Temperatura do metal oC 38 93 149 204 260 316 343 371 399 427 454 482 510 538 566 593
“ ” < 22,5o com uma solda,
(equação 61)
“ ” > 22,5o com uma solda,
(equação 61 a)
Em qualquer caso deve-se ter R1 < (A / tg ) x (R2-c).
O coeficiente empírico A tem os seguintes valores:
(t – c) polegadas A
< 0,5
0,5 < (t-c) < 0,88
> 0,88
1,0
2 x (t-c)
2x{(t-c)/3}+1,17
R2: raio interno da curva em mm;
t, c: espessura mínima e sobre-espessura para corrosão em mm;
R1, R2, : dimensões indicadas ao lado.
Figura 2 – Curva em Gomos
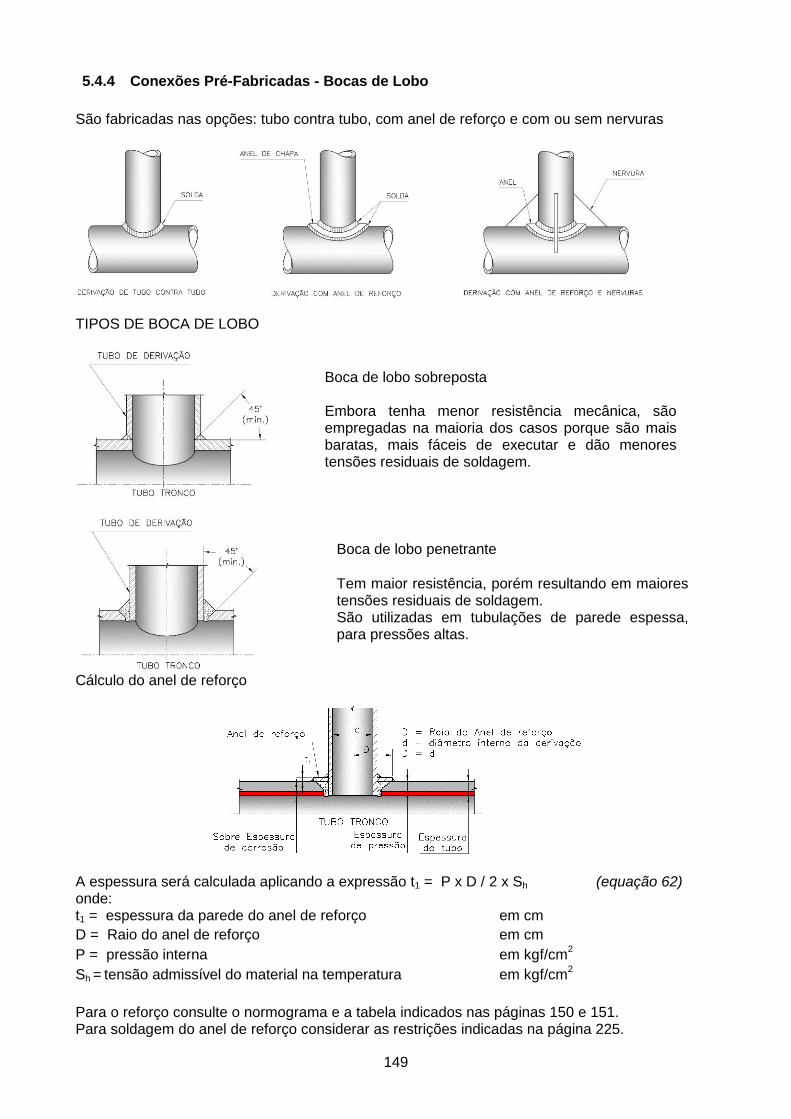
149
5.4.4 Conexões Pré-Fabricadas - Bocas de Lobo
São fabricadas nas opções: tubo contra tubo, com anel de reforço e com ou sem nervuras
TIPOS DE BOCA DE LOBO
Cálculo do anel de reforço
A espessura será calculada aplicando a expressão t1 = P x D / 2 x Sh (equação 62) onde: t1 = espessura da parede do anel de reforço em cm
D = Raio do anel de reforço em cm
P = pressão interna em kgf/cm2
Sh = tensão admissível do material na temperatura em kgf/cm2
Para o reforço consulte o normograma e a tabela indicados nas páginas 150 e 151. Para soldagem do anel de reforço considerar as restrições indicadas na página 225.
Boca de lobo sobreposta Embora tenha menor resistência mecânica, são empregadas na maioria dos casos porque são mais baratas, mais fáceis de executar e dão menores tensões residuais de soldagem.
Boca de lobo penetrante
Tem maior resistência, porém resultando em maiores tensões residuais de soldagem. São utilizadas em tubulações de parede espessa, para pressões altas.

150
NORMOGRAMA REFERENCIAL PARA O REFORÇO DA BOCA DE LOBO
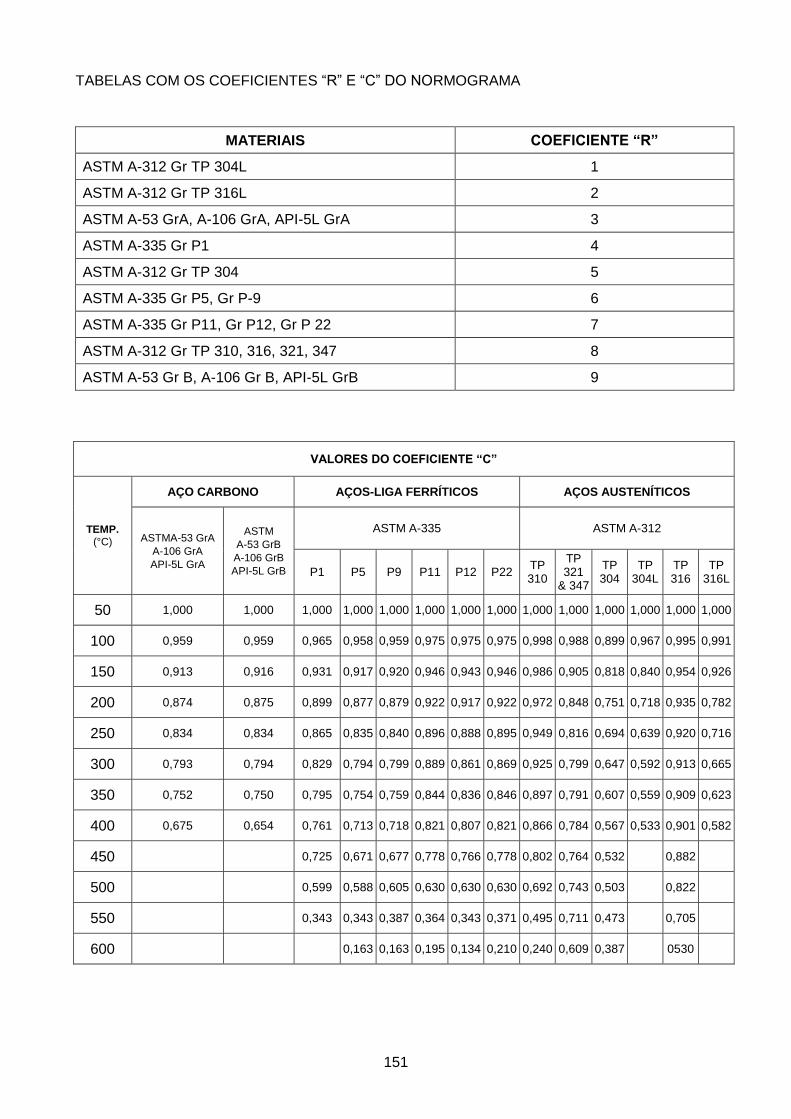
151
TABELAS COM OS COEFICIENTES “R” E “C” DO NORMOGRAMA
MATERIAIS COEFICIENTE “R”
ASTM A-312 Gr TP 304L 1
ASTM A-312 Gr TP 316L 2
ASTM A-53 GrA, A-106 GrA, API-5L GrA 3
ASTM A-335 Gr P1 4
ASTM A-312 Gr TP 304 5
ASTM A-335 Gr P5, Gr P-9 6
ASTM A-335 Gr P11, Gr P12, Gr P 22 7
ASTM A-312 Gr TP 310, 316, 321, 347 8
ASTM A-53 Gr B, A-106 Gr B, API-5L GrB 9
VALORES DO COEFICIENTE “C”
TEMP. (°C)
AÇO CARBONO AÇOS-LIGA FERRÍTICOS AÇOS AUSTENÍTICOS
ASTMA-53 GrA
A-106 GrA
API-5L GrA
ASTM
A-53 GrB
A-106 GrB
API-5L GrB
ASTM A-335 ASTM A-312
P1 P5 P9 P11 P12 P22 TP 310
TP 321
& 347
TP 304
TP 304L
TP 316
TP 316L
50 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000
100 0,959 0,959 0,965 0,958 0,959 0,975 0,975 0,975 0,998 0,988 0,899 0,967 0,995 0,991
150 0,913 0,916 0,931 0,917 0,920 0,946 0,943 0,946 0,986 0,905 0,818 0,840 0,954 0,926
200 0,874 0,875 0,899 0,877 0,879 0,922 0,917 0,922 0,972 0,848 0,751 0,718 0,935 0,782
250 0,834 0,834 0,865 0,835 0,840 0,896 0,888 0,895 0,949 0,816 0,694 0,639 0,920 0,716
300 0,793 0,794 0,829 0,794 0,799 0,889 0,861 0,869 0,925 0,799 0,647 0,592 0,913 0,665
350 0,752 0,750 0,795 0,754 0,759 0,844 0,836 0,846 0,897 0,791 0,607 0,559 0,909 0,623
400 0,675 0,654 0,761 0,713 0,718 0,821 0,807 0,821 0,866 0,784 0,567 0,533 0,901 0,582
450 0,725 0,671 0,677 0,778 0,766 0,778 0,802 0,764 0,532 0,882
500 0,599 0,588 0,605 0,630 0,630 0,630 0,692 0,743 0,503 0,822
550 0,343 0,343 0,387 0,364 0,343 0,371 0,495 0,711 0,473 0,705
600 0,163 0,163 0,195 0,134 0,210 0,240 0,609 0,387 0530

152
5.4.5 Tabela para Seleção das Derivações
TUBULAÇÃO RAMAL (mm)
DN 15 20 25 32 40 50 65 80 100 150 200 250 300 350 400 450 500 550 600 650 700 800 900 1000 1050
1050 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 7 5
1000 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 5
900 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 5
800 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 5
700 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 6 7 5
650 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 6 7 5
600 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 6 7 5
550 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 6 7 5
500 3 3 3 3 3 3 6 6 6 6 6 6 6 6 6 7 5
450 3 3 3 3 3 3 6 6 6 6 6 6 6 6 7 5
400 3 3 3 3 3 3 6 6 6 6 6 6 6 7 5
350 3 3 3 3 3 3 6 6 6 6 6 6 7 6
300 3 3 3 3 3 3 6 6 6 6 6 4 5
250 3 3 3 3 3 3 6 6 6 6 4 1
200 3 3 3 3 3 3 6 6 6 4 1
150 3 3 3 3 3 3 6 6 4 1
100 3 3 3 3 3 3 4 4 1
80 3 3 3 3 3 4 4 1
65 3 3 3 3 4 4 1
50 8/9 8/9 8/9 8/9 8/9 2
40 8/9 8/9 8/9 8/9 2
32 8/9 8/9 8/9 2
25 8/9 8/9 2
20 8/9
15 2
TUBULAÇÃO PRINCIPAL (mm)
LEGENDAS REFERENCIAIS USADAS PARA INDICAÇÃO DAS CONEXÕES
Tê biselado (forjado) 1
Tê roscado ou de encaixe 2
Meia luva roscada ou de encaixe 3
Tê de redução biselado forjado 4
Tê biselado soldado 5
Boca de lobo 6
Tê de redução biselado soldado 7
Tê de redução ou tê + redução rosada 8
Tê de redução ou tê + redução de encaixe 9
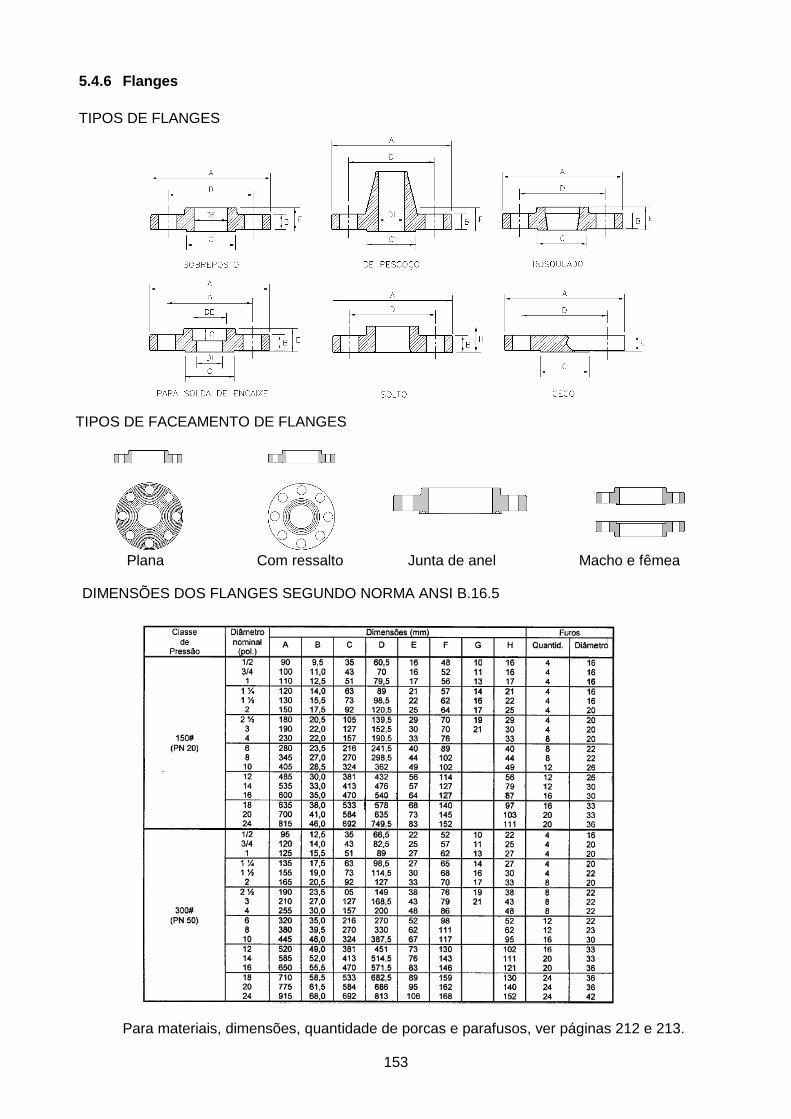
153
5.4.6 Flanges
TIPOS DE FLANGES
TIPOS DE FACEAMENTO DE FLANGES
Plana Com ressalto Junta de anel Macho e fêmea
DIMENSÕES DOS FLANGES SEGUNDO NORMA ANSI B.16.5
Para materiais, dimensões, quantidade de porcas e parafusos, ver páginas 212 e 213.

154
REFERENCIAIS NORMATIVOS DO ACABAMENTO DA FACE DE JUNÇÃO DOS FLANGES
A face do ressalto dos flanges pode ser especificada com seis acabamentos, conforme figura 3:
Figura 3 – Acabamento do Ressalto da Face dos Flanges 1) RANHURA STANDARD - Espiral contínua com passo de 0,8 mm e raio de 1,6mm na ponta da ferramenta para os flanges até 12” de diâmetro nominal. Acima de 12” com passo de 1,2 mm e raio de 3,2 mm. 2) RANHURA ESPIRAL - Espiral contínua em V de 90º com passo de 0,8 mm e profundidade de 0,4 mm. 3) RANHURA ESPIRAL - Conforme MSS-SP 6. 4) LISO - Acabamento liso na superfície da junção.
5) RANHURA CONCÊNTRICA - Ranhura concêntrica em V de 90º com a profundidade de
0,4 mm e distância de 0,8 mm.
6) RANHURA CONCÊNTRICA - conforme MSS-SP 6.

155
PARÂMETROS PARA ESPECIFICAÇÃO DE FLANGES
- material do flange;
- tipo de flange;
- diâmetro nominal do tubo;
- Schedule do tubo;
- tipo de face;
- acabamento da face de junção;
- classe de pressão;
- norma do flange.
Notas: 1 - A norma ANSI B.16.5 define sete classes de pressão para os flanges designadas pelos valores 150 PSI, 300 PSI, 400 PSI, 600 PSI, 900 PSI, 1500 PSI e 2500 PSI.
Para cada uma dessas classes de pressão, tem-se uma curva de interdependência entre a pressão admissível e a temperatura de cada material, conforme Normograma indicado na página 150. 2 - A norma dimensional para os flanges de diâmetros < 24” de uso mais comum no Brasil é a ANSI B.16.5. 3 – A norma AWWA é a especificada para flanges com diâmetros maiores que 24”. 4 - A espessura da parede do tubo deve ser especificada quando o flange utilizado for do tipo “de pescoço” ou “de encaixe”. 5 – A rosca de flanges roscados deve ser especificada conforme um dos padrões BSP ou NPT. 6 - O diâmetro nominal do tubo e a classe de pressão selecionada definem as dimensões dos flanges. 7 – O material dos flanges soldados deve ter soldabilidade adequada ao P Number do tubo. 8 – Cordoalhas de cobre devem ser previstas para garantir a continuidade do potencial elétrico em junções flangeadas, quando a junta de vedação dessas junções não for metálica.
NORMAS DE MATERIAL PARA OS FLANGES
Estas normas são aplicáveis à flanges forjados. - temperatura quente moderada ASTM – A-105-73T;
- temperatura ambiente ASTM-A-181-59T Grau I ou Grau II;
- temperatura elevada ASTM-A-182-59T Grau F (vários);
- temperatura baixa ASTM-A-350-59T Grau LF1 ou LF3.
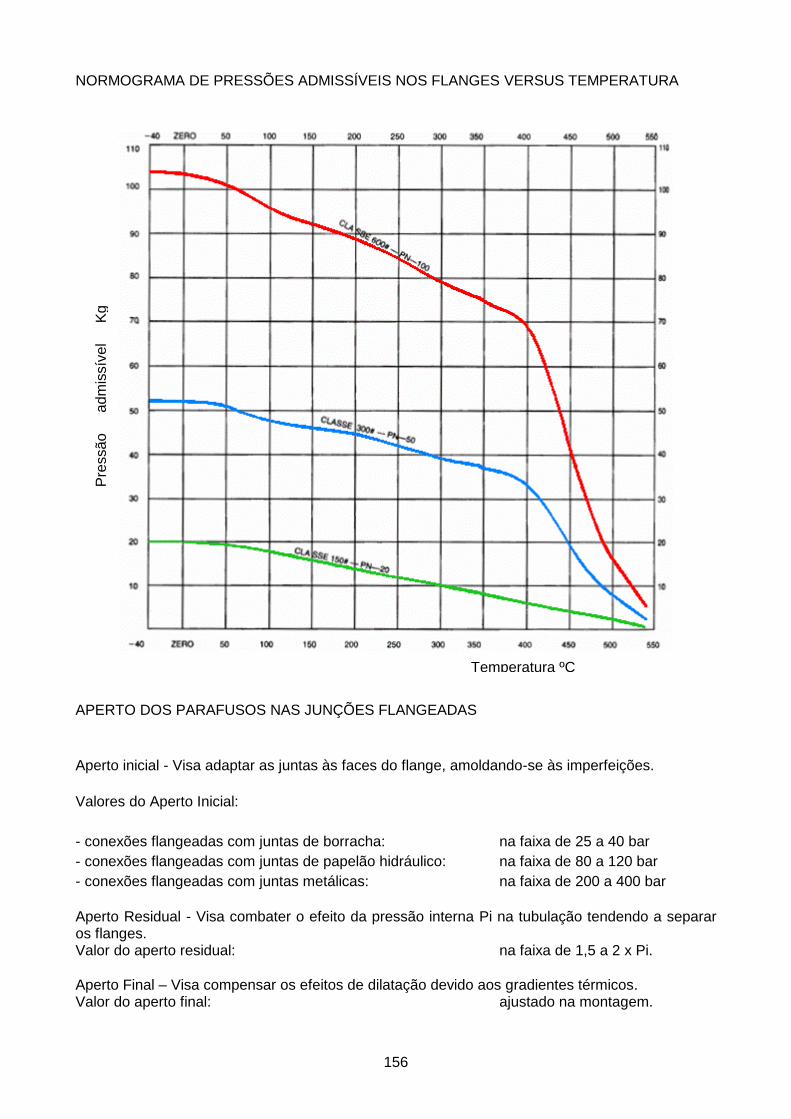
156
NORMOGRAMA DE PRESSÕES ADMISSÍVEIS NOS FLANGES VERSUS TEMPERATURA
APERTO DOS PARAFUSOS NAS JUNÇÕES FLANGEADAS
Aperto inicial - Visa adaptar as juntas às faces do flange, amoldando-se às imperfeições.
Valores do Aperto Inicial:
- conexões flangeadas com juntas de borracha: na faixa de 25 a 40 bar
- conexões flangeadas com juntas de papelão hidráulico: na faixa de 80 a 120 bar
- conexões flangeadas com juntas metálicas: na faixa de 200 a 400 bar
Aperto Residual - Visa combater o efeito da pressão interna Pi na tubulação tendendo a separar os flanges. Valor do aperto residual: na faixa de 1,5 a 2 x Pi.
Aperto Final – Visa compensar os efeitos de dilatação devido aos gradientes térmicos. Valor do aperto final: ajustado na montagem.
Temperatura ºC
Pre
ssão
a
dm
issív
el
Kg
/cm
2
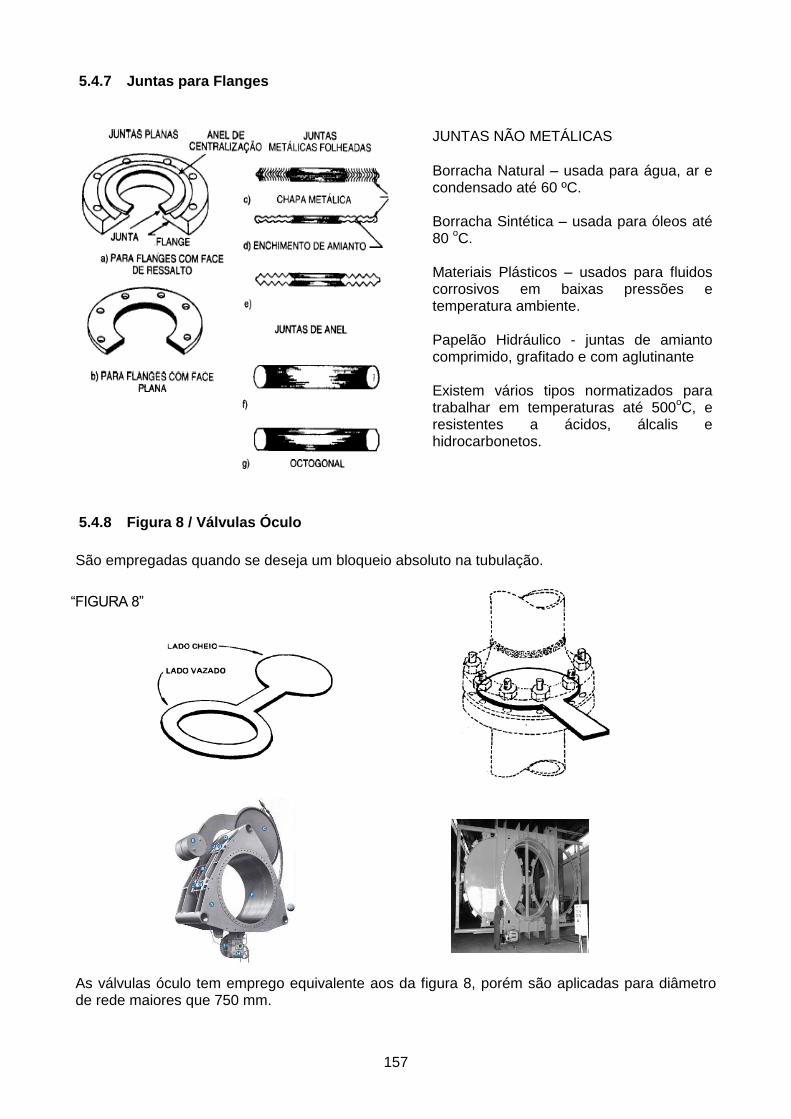
157
5.4.7 Juntas para Flanges
5.4.8 Figura 8 / Válvulas Óculo
São empregadas quando se deseja um bloqueio absoluto na tubulação.
As válvulas óculo tem emprego equivalente aos da figura 8, porém são aplicadas para diâmetro de rede maiores que 750 mm.
JUNTAS NÃO METÁLICAS
Borracha Natural – usada para água, ar e condensado até 60 ºC.
Borracha Sintética – usada para óleos até 80
oC.
Materiais Plásticos – usados para fluidos corrosivos em baixas pressões e temperatura ambiente. Papelão Hidráulico - juntas de amianto comprimido, grafitado e com aglutinante Existem vários tipos normatizados para trabalhar em temperaturas até 500
oC, e
resistentes a ácidos, álcalis e hidrocarbonetos.
“FIGURA 8”
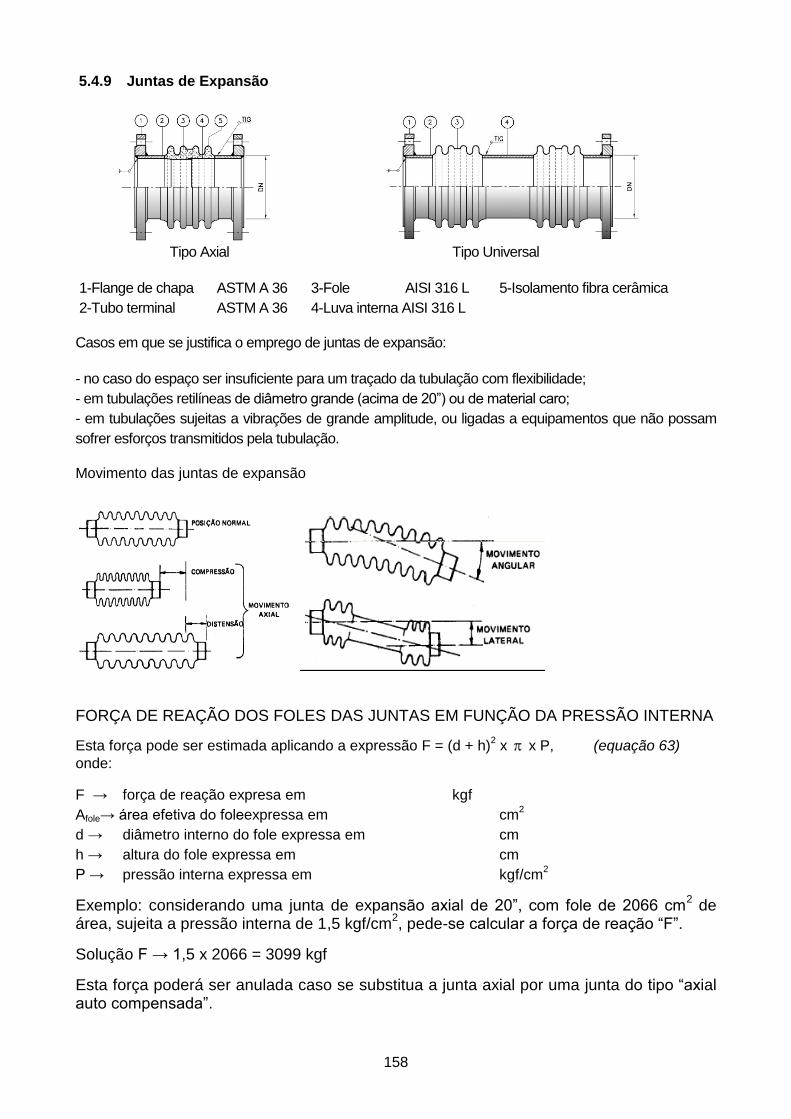
158
5.4.9 Juntas de Expansão
Tipo Axial Tipo Universal
1-Flange de chapa ASTM A 36 3-Fole AISI 316 L 5-Isolamento fibra cerâmica
2-Tubo terminal ASTM A 36 4-Luva interna AISI 316 L
Casos em que se justifica o emprego de juntas de expansão:
- no caso do espaço ser insuficiente para um traçado da tubulação com flexibilidade;
- em tubulações retilíneas de diâmetro grande (acima de 20”) ou de material caro;
- em tubulações sujeitas a vibrações de grande amplitude, ou ligadas a equipamentos que não possam
sofrer esforços transmitidos pela tubulação.
Movimento das juntas de expansão
FORÇA DE REAÇÃO DOS FOLES DAS JUNTAS EM FUNÇÃO DA PRESSÃO INTERNA
Esta força pode ser estimada aplicando a expressão F = (d + h)2 x x P, (equação 63)
onde:
F → força de reação expresa em kgf
Afole→ área efetiva do foleexpressa em cm2
d → diâmetro interno do fole expressa em cm
h → altura do fole expressa em cm
P → pressão interna expressa em kgf/cm2
Exemplo: considerando uma junta de expansão axial de 20”, com fole de 2066 cm2 de
área, sujeita a pressão interna de 1,5 kgf/cm2, pede-se calcular a força de reação “F”.
Solução F → 1,5 x 2066 = 3099 kgf
Esta força poderá ser anulada caso se substitua a junta axial por uma junta do tipo “axial auto compensada”.

159
5.5 VÁLVULAS
CONCEITUAÇÃO
As válvulas usadas para bloqueio, retenção, alivio ou controle de fluidos, são fabricadas com um corpo abrigando um dispositivo de atuação no fluido circulante, e um castelo contendo o mecanismo de atuação deste dispositivo. Esse castelo pode ser roscado diretamente ao corpo ou preso a ele por porcas de união ou ainda aparafusado. As extemidades do corpo podem ser flangeadas, roscadas oupar asolda de encaixe ou de topo. A atuação das válvulas se faz por comando manual atrvés do uso de volantes ou alavancas, por uso de força motriz externa por meio de cilindros pneumáticos ou motores elétricos, ou ainda utilizando a força hidráulica do próprio fluido, como é o caso das válvulas de retenção. CARACTERIZAÇÃO DAS VÁLVULAS
De bloqueio: a carcterização é feita em função do dispositivo de atuação no fluido:
- válvula Gaveta “disco” que se movimenta segundo o plano do castelo - válvula Macho “tronco de cone vazado” com eixo de giro segundo a linha de centro do castelo - válvula Esfera variante da macho onde o tronco de cone foi substituído por esfera vazada - válvula Globo “cone” que se movimenta segundo o plano do castelo - válvula Angular variante da globo considerando castelo girado a 45
o
- válvula Agulha variante da globo limitada ao diâmetro de 2” - válvula Borboleta “disco” com eixo de giro segundo a linha de centro do castelo
De retenção: estas válvulas permitem a passagem do fluxo em um só sentido. Podem ser do tipo: portinhola, bipartida ou de pistão indicado para fluidos pulsantes e redes sujeitas á vibração.
De alívio: estas válvulas são angulares e usadas em sistemas de fluidos gasosos para alívio de pressão. São acionadas pela pressão à montante, que ao alcançar um valor ajustado, ultrapassa o valor da força calibrado por meio de uma mola de ajuste, descarregando o fluxo de gás, proporcionalmente aoaumento da pressão. A bitola de conexão de entrada do fluido é sempre menor que a de saída e são fabricadas na faixa de1” x 2” a 8” x 10”. O orifício de passagem do gás a ser descarregado é padronizado segundo a norma API – RP 526, conforme indicado na página 98.
De segurança: idênticas às vávulas de alívio, porém usadas em sistemas de fluidos líquidos e de vapor. As válvulas de alívio ou de segurança podem ser instaladas em tubulações ou em vasos de pressão.
De controle: vide página 164.
REFERENCIAIS NORMATIVOS DE MATERIAIS USADOS NA FABRICAÇÃO DE VÁLVULAS
Para o corpo das válvulas
Aço carbono fundido ASTM A 216 Aço carbono forjado ASTM A 105, ASTM A 181 Aço inoxidável AISI 304, AISI 316, AISI 410 Aço laminado SAE 1020 Ferro fundido ASTM A 126 Ferro maleável ASTM A 197 Bronze ASTM B 61
Para o dispositivo de atuação.
Aço inoxidável AISI 304, AISI 316, AISI 410 Bronze ASTM B – 62

160
REFERENCIAIS NORMATIVOS PARA OS DIMENSIONAIS DAS VÁLVULAS Estes referenciais normatizam as dimensões construtivas das válvulas, fixam as condições de trabalho e fixam também as condições dos testes de aceitação, conforme detalhado nas páginas 216 a 220. Norma ANSI B 16.10 aplicável às válvulas flangeadas do tipo gaveta, globo e retenção em aço carbono, aço forjado e ferro fundido nas classes de pressão de 150 PSI a 2500 PSI, com diâmetro até 24”. Norma API – 6D aplicável às válvulas do tipo gaveta, esfera, macho e retenção em aço para oleodutos nas classes de pressão de 150 PSI a 2500 PSI. Norma API – 526 aplicável às válvulas de segurança, em aço, flangeadas nas classes de pressão de 150 PSI a 2500 PSI. Norma API – 594 aplicável às válvulas de retenção do tipo wafer em ferro fundido nas classes de pressão de 125 PSI a 250 PSI e em aço fundido nas classes de 150 PSI a 2500 PSI. Norma API – 599 aplicável às válvulas do tipo macho, em aço, flangeadas ou para soldas de topo nas classes de pressão de 150 PSI a 2500 PSI. Norma API – 600 aplicável às válvulas do tipo gaveta, em aço, flangeadas ou para soldas de topo nas classes de pressão de 150 PSI a 2500 PSI. Norma API – 602 aplicável às válvulas do tipo gaveta, em aço de pequenos diâmetros. Norma API – 604 aplicável às válvulas do tipo gaveta e macho, em ferro nodular, nas classes de pressão de 150 PSI a 300 PSI. Norma API – 609 aplicável às válvulas do tipo borboleta, em ferro fundido, na classe de pressão de 125 PSI e em aço fundido na classe 150 PSI. Norma API – 598 aplicável às inspeções e testes de conformidade das válvulas. Norma ISA – RP – 4.1 referente à padronização dimensional das válvulas de controle. CLASSES DE PRESSÃO DAS VÁLVULAS As mais usuais no Brasil são 150 PSI, 300 PSI, 400 PSI, 900 PSI, 1500 PSI e 2500 PSI. RECOMENDAÇÕES PARA COMPRA DE VÁLVULAS Os seguintes dados deverão ser informados: - quantidade / diâmetro; - tipo da válvula; - arranjo construtivo do castelo, roscado ou não; - tipo de haste ascendente, com rosa interna ou com rosca externa, ver página 56; - extremidade flangeada, roscada ou soldada; - tipo de vedação, da haste e do castelo; - norma dimensional e norma de material; - norma de inspeção e teste; - classe de pressão; - diâmetro.
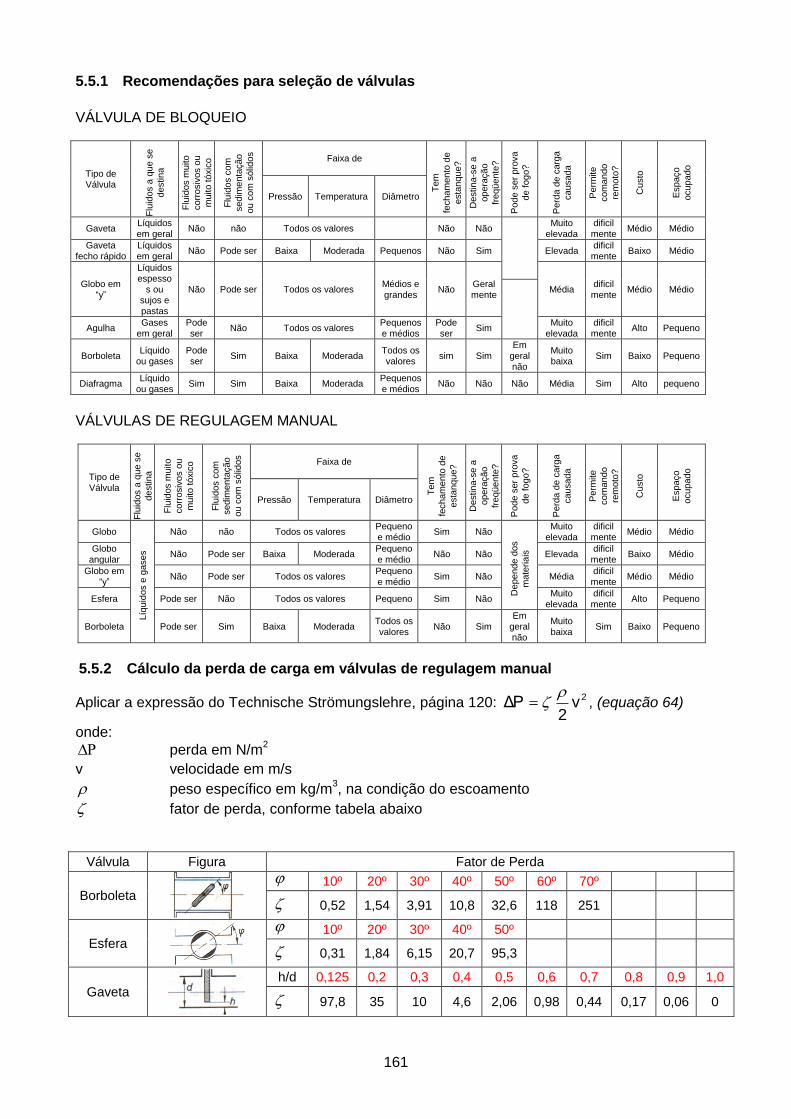
161
5.5.1 Recomendações para seleção de válvulas
VÁLVULA DE BLOQUEIO
Tipo de Válvula
Flu
idos a
que s
e
destina
Flu
idos m
uito
corr
osiv
os o
u
muito tóxic
o
Flu
idos c
om
sedim
enta
ção
ou c
om
sólid
os
Faixa de
Tem
fecham
ento
de
esta
nque?
Destina-s
e a
opera
ção
freqüente
?
Pode s
er
pro
va
de fogo?
Perd
a d
e c
arg
a
causada
Perm
ite
com
ando
rem
oto
?
Custo
Espaço
ocupado
Pressão Temperatura Diâmetro
Gaveta Líquidos em geral
Não não Todos os valores Não Não
Muito elevada
dificilmente
Médio Médio
Gaveta fecho rápido
Líquidos em geral
Não Pode ser Baixa Moderada Pequenos Não Sim Elevada dificilmente
Baixo Médio
Globo em “y”
Líquidos espesso
s ou sujos e pastas
Não Pode ser Todos os valores Médios e grandes
Não Geralmente
Média dificilmente
Médio Médio
Agulha Gases
em geral
Pode
ser Não Todos os valores
Pequenos
e médios
Pode
ser Sim
Muito
elevada
dificil
mente Alto Pequeno
Borboleta Líquido
ou gases Pode ser
Sim Baixa Moderada Todos os valores
sim Sim Em
geral não
Muito baixa
Sim Baixo Pequeno
Diafragma Líquido
ou gases Sim Sim Baixa Moderada
Pequenos e médios
Não Não Não Média Sim Alto pequeno
VÁLVULAS DE REGULAGEM MANUAL
Tipo de Válvula
Flu
idos a
que s
e
destina
Flu
idos m
uito
corr
osiv
os o
u
muito tóxic
o
Flu
idos c
om
sedim
enta
ção
ou c
om
sólid
os
Faixa de
Tem
fecham
ento
de
esta
nque?
Destina-s
e a
opera
ção
freqüente
?
Pode s
er
pro
va
de fogo?
Perd
a d
e c
arg
a
causada
Perm
ite
com
ando
rem
oto
?
Custo
Espaço
ocupado
Pressão Temperatura Diâmetro
Globo
Líq
uid
os e
gases
Não não Todos os valores Pequeno e médio
Sim Não
Depende d
os
mate
riais
Muito
elevada dificilmente
Médio Médio
Globo
angular Não Pode ser Baixa Moderada
Pequeno
e médio Não Não Elevada
dificil
mente Baixo Médio
Globo em “y”
Não Pode ser Todos os valores Pequeno e médio
Sim Não Média dificilmente
Médio Médio
Esfera Pode ser Não Todos os valores Pequeno Sim Não Muito
elevada dificilmente
Alto Pequeno
Borboleta Pode ser Sim Baixa Moderada Todos os valores
Não Sim Em
geral não
Muito baixa
Sim Baixo Pequeno
5.5.2 Cálculo da perda de carga em válvulas de regulagem manual
Aplicar a expressão do Technische Strömungslehre, página 120: 2v
2ΔΡ
, (equação 64)
onde:
perda em N/m2
v velocidade em m/s
peso específico em kg/m3, na condição do escoamento
fator de perda, conforme tabela abaixo
Válvula Figura Fator de Perda
Borboleta
10º 20º 30º 40º 50º 60º 70º
0,52 1,54 3,91 10,8 32,6 118 251
Esfera
10º 20º 30º 40º 50º
0,31 1,84 6,15 20,7 95,3
Gaveta
h/d 0,125 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
97,8 35 10 4,6 2,06 0,98 0,44 0,17 0,06 0
162
5.5.3 Dimensionamento de válvulas de alívio instaladas em redes (conforme W. Burger )
PARA VAPOR SATURADO E SOBRE-PRESSÃO DE 10%
Aplicar a equação 46, conforme página 98.
PARA LÍQUIDOS E SOBRE-PRESSÃO DE 10%
Aplicar a expressão A = V x G / dP x 16,32, (equação 65)
onde:
área requerida A em pol2;
de vazão V em gpm;
pressão ajuste P: em psi g;
contra-pressão d: em psi g.
gravidade específica G: em lb / pol3
Nota: lembrar que 1,0 litro = 0,26 galão. PARA GASES, SOBRE-PRESSÃO DE 10% E CONTRA-PRESSÃO < 55%
Aplicar a expressão A = /TGVg 1,175 x C´ x P, (equação 66)
onde:
área requerida A em pol2
vazão Vg em Scfm
gravidade específica; G em lb / pol3
temperatura absoluta T em oR (
oF + 460)
constante do gás C´ conforme Tabela 1, página 163
pressão de alívio, P pressão de ajuste + sobre-pressão + 14,7, em psia
5.5.3.1 Dimensionamento de válvulas de alívio instaladas em tanques
Para este caso adotar o procedimento indicado no Item C.3 da norma API-RP520 que define a
área do orifício “A” pela expressão A = 1S1 PAF / , (equação 67)
onde:
área do orifício A: em pol2
área exposta da superfície do vaso AS: em pe2
pressão do alívio P1: pressão de ajuste + sobre-pressão + 14,7, em psia
Nota: valor mínimo recomendado pela API-RP 520 par o fator F1 = 0,01.
Exemplo numérico considerando:
Vaso: cilíndrico com duas calotas torrisférícas
Diâmetro externo do vaso = eixo maior do tampo: 1,811 m = 5,942 pe
Comprimento do vaso: 6,700 m = 21,981 pe
Pressão de ajuste: 44,0 bar ou 638 psi
Calcular o orifício
área exposta das calotas: 2,61 x DE2 = 2,61 x 5,942
2 = 92,138 pe
2
área exposta do cilindro: π x DE x L =π x 5,942 x 21,981= 410,426 pe2
área exposta total: 92,138 + 410,126 = 502,264 pe2.
Orifício: 14,763,8638502,2640,01 =0,187 pol2
orifício “E”, válvula 1”x 2”.
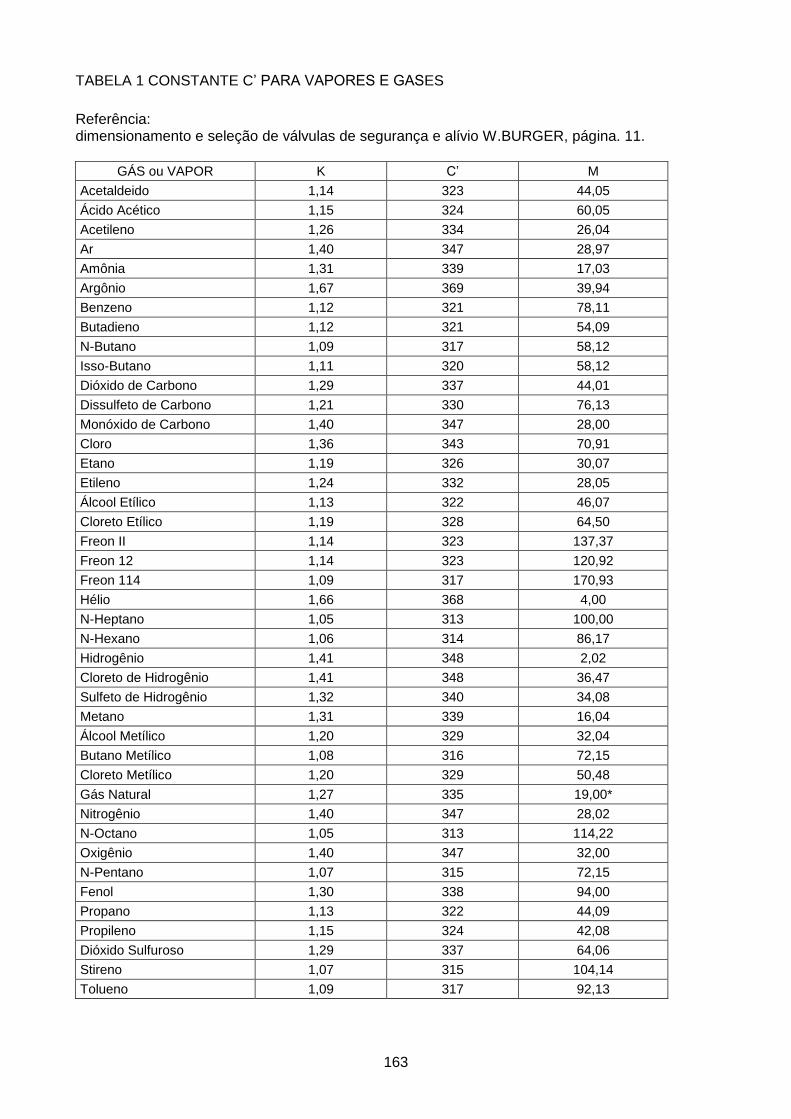
163
TABELA 1 CONSTANTE C’ PARA VAPORES E GASES
Referência: dimensionamento e seleção de válvulas de segurança e alívio W.BURGER, página. 11.
GÁS ou VAPOR K C’ M
Acetaldeido 1,14 323 44,05
Ácido Acético 1,15 324 60,05
Acetileno 1,26 334 26,04
Ar 1,40 347 28,97
Amônia 1,31 339 17,03
Argônio 1,67 369 39,94
Benzeno 1,12 321 78,11
Butadieno 1,12 321 54,09
N-Butano 1,09 317 58,12
Isso-Butano 1,11 320 58,12
Dióxido de Carbono 1,29 337 44,01
Dissulfeto de Carbono 1,21 330 76,13
Monóxido de Carbono 1,40 347 28,00
Cloro 1,36 343 70,91
Etano 1,19 326 30,07
Etileno 1,24 332 28,05
Álcool Etílico 1,13 322 46,07
Cloreto Etílico 1,19 328 64,50
Freon II 1,14 323 137,37
Freon 12 1,14 323 120,92
Freon 114 1,09 317 170,93
Hélio 1,66 368 4,00
N-Heptano 1,05 313 100,00
N-Hexano 1,06 314 86,17
Hidrogênio 1,41 348 2,02
Cloreto de Hidrogênio 1,41 348 36,47
Sulfeto de Hidrogênio 1,32 340 34,08
Metano 1,31 339 16,04
Álcool Metílico 1,20 329 32,04
Butano Metílico 1,08 316 72,15
Cloreto Metílico 1,20 329 50,48
Gás Natural 1,27 335 19,00*
Nitrogênio 1,40 347 28,02
N-Octano 1,05 313 114,22
Oxigênio 1,40 347 32,00
N-Pentano 1,07 315 72,15
Fenol 1,30 338 94,00
Propano 1,13 322 44,09
Propileno 1,15 324 42,08
Dióxido Sulfuroso 1,29 337 64,06
Stireno 1,07 315 104,14
Tolueno 1,09 317 92,13
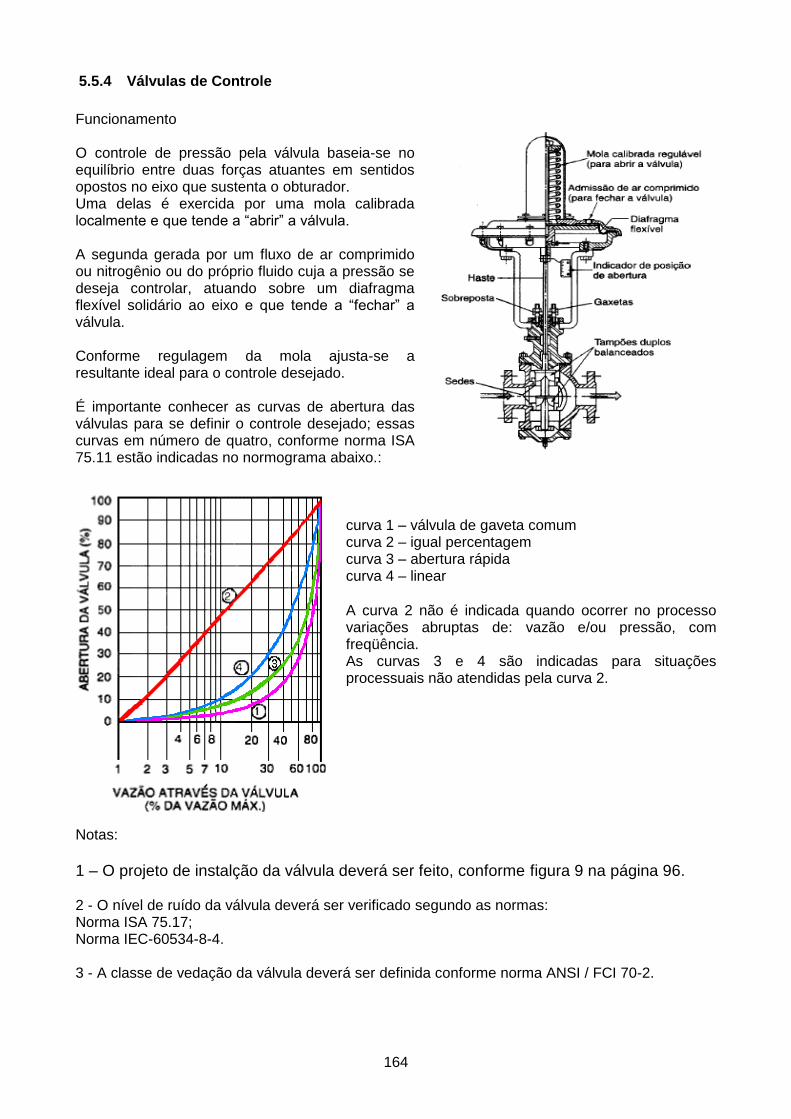
164
5.5.4 Válvulas de Controle
Funcionamento O controle de pressão pela válvula baseia-se no equilíbrio entre duas forças atuantes em sentidos opostos no eixo que sustenta o obturador. Uma delas é exercida por uma mola calibrada localmente e que tende a “abrir” a válvula. A segunda gerada por um fluxo de ar comprimido ou nitrogênio ou do próprio fluido cuja a pressão se deseja controlar, atuando sobre um diafragma flexível solidário ao eixo e que tende a “fechar” a válvula. Conforme regulagem da mola ajusta-se a resultante ideal para o controle desejado. É importante conhecer as curvas de abertura das válvulas para se definir o controle desejado; essas curvas em número de quatro, conforme norma ISA 75.11 estão indicadas no normograma abaixo.:
curva 1 – válvula de gaveta comum curva 2 – igual percentagem curva 3 – abertura rápida curva 4 – linear
A curva 2 não é indicada quando ocorrer no processo variações abruptas de: vazão e/ou pressão, com freqüência. As curvas 3 e 4 são indicadas para situações processuais não atendidas pela curva 2.
Notas:
1 – O projeto de instalção da válvula deverá ser feito, conforme figura 9 na página 96. 2 - O nível de ruído da válvula deverá ser verificado segundo as normas: Norma ISA 75.17; Norma IEC-60534-8-4. 3 - A classe de vedação da válvula deverá ser definida conforme norma ANSI / FCI 70-2.

165
DIMENSIONAMENTO VÁLVULAS DE CONTROLE CONFORME NORMA ISA 75.01
Para o dimensionamento das válvulas de controle deverá ser calculado o coeficiente de vazão CV, definido como a vazão em m
3/s que cria uma perda de carga de 1 bar atravessando a válvula
totalmente aberta.
Para válvulas operando com fluidos líquidos, o CV é calculado em função do na válvula.
Se ΔP for menor que Cf2 x ΔPS CV = 1,16 x q x PGf (equação 68)
Se ΔP for maior ou igual que Cf2 x ΔPS CV = (1,16 x q ÷ Cf) x ΔΡG
f (equação 68a)
s = 1 -
c
v
Ρ
Ρ0,280,96 x Pv (equação 69)
onde:
Cf fator de fluxo crítico conforme tabela 2, página 166
perda de pressão (1-2) em bar
1pressão à montante da válvula em bar absoluto
2pressão à jusante da válvula em bar absoluto
cpressão crítica em bar absoluto, conforme tabela 3, página 166
v pressão de vapor do líquido na temperatura em bar absoluto, conforme tabela 5, pág. 132
Gfgravidade específica do líquido na temperatura do escoamento
q vazão do liquido em m3/h
CV para válvulas operando com fluidos gasosos
se 1
2
f ΡC,5 0 CV= 21
TG
295
Q (equação 68b)
se 1
2
f ΡC,5 0 CV= 1f ΡC257
TGQ
(equação 68c)
onde:
Cf fator de fluxo crítico, conforme tabela 2, página 166
G gravidade específica do gás
1 pressão à jusante da válvula em bar absoluto
2 pressão à montante da válvula em bar absoluto
perda de pressão (1-2) em bar
Q vazão do gás em Nm3/h
T temperatura do fluxo em K (273 + oC)

166
TABELA 2 FATOR DE FLUXO CRÍTICO NA ABERTURA TOTAL
Tipo de Válvula
Tamanho do Obturador
Fluxo C f KC C f r
d / D > 1,5 X T
Série 2000
A
Para abrir Para fechar
0,85 0,90
0,58 0,65
0,81 0,86
0,61 0,68
B
Para abrir Para fechar
0,80 0,90
0,52 0,65
0,80 0,90
0,54 0,68
Válvula Camflex
A
Para abrir Para fechar
0,68 0,85
0,35 0,60
0,65 0,80
0,39 0,61
B
Para abrir Para fechar
0,70 0,88
0,39 0,62
0,70 0,87
0,41 0,65
Série 1000
A Sede dupla em V 0,90 0,98
0,70 0,80
0,86 0,94
0,68 0,81
B Sede dupla em V 0,80 0,95
0,31 0,73
0,80 0,94
0,54 0,76
Globo
A
Para Fechar Para abrir
0,80 0,75
0,51 0,46
0,77 0,72
0,54 0,47
B
Para Fechar Para abrir
0,80 0,90
0,52 0,65
0,80 0,89
0,54 0,68
REFERÊNCIA: Masoneilan Handbook for Control Valve Sizing Página 7.
TABELA 3 CONSTANTES TERMODINÂMICAS CRÍTICAS E DENSIDADE
Elemento ou Composto Pressão Crítica Pc Temperatura Crítica - Tc Densidade
Ib/ft3
60 o
F psi a bar a
oF
oC
Acetileno C2H2 911 62,9 97 36 0.069
Ar, O2 +N2 547 37,8 -222 -141 0,0764
Amônia, NH3 1638 113,0 270 132 0,045
Argônio, A 705 48,6 -188 -122 0,105
Benzeno, C6H6 701 48,4 552 289 54,6
Butano, C4H10 529 36,5 307 153 0,154
Dióxido de Carbono, CO2 1072 74,0 88 31 0,117
Monóxido de Carbono, CO 514 35,5 -218 -139 0,074
Tetracloreto de carbono 661 45,6 541 283 99,5
Cloro, CI2 1118 77,0 291 144 0,190
Etano, C2H6 717 49,5 90 32 0,080
Etileno, CH2 - CH2 742 51,2 50 10 0,074
Eter Etil, C2H5- O-C2H5 522 36 383 195 44,9
Flúor, F2 367 25,3 -*247 -155 0,097
Helio, He 33.2 2,29 -450 -268 0,011
Heptano, C7H16 394 27,2 513 267 42,6
Hidrogênio, H2 188 13,0 -400 -240 0,005
Isob, CH3) 2 CH-CH3 544 37,5 273 134 0,154
Metano, CH4 673 46,4 -117 -83 0,042
Nitrogênio, N2 492 34,0 -233 -147 0,074
Oxigênio, O2 739 50,4 -182 -119 0,084
Propano, C3H8 617 42,6 207 97 0,117
Água, H2O 3206 221,0 705 374 62,34

167
EXEMPLO NUMÉRICO - CÁLCULO DO CV DE VÁLVULAS CONTROLADORAS DE PRESSÃO
Considerando: fluido oxigênio
vazão 96.000 Nm3 / h
pressão de entrada 18,35 bar absoluto
pressão de saída 16,07 bar absoluto
( P1 - P2) 2,28 bar
temperatura 40 oC = 313
oK
gravidade específica 1,105
obturador tipo “A” - série 1000 Calcular o CV da válvula
Verificação do fluxo: 0,5x2
fC x P1= 0,5x0,92x18,35=7,43. Como =2,28<7,43, o fluxo é subcrítico.
Cálculo do CV:
683,16,0718,352,28
1,105313
295
96.000
Verificação do CVi, instalado:
Esta verificação é feita aplicando-se a expressão pi FCVCV (equação 70)
onde: CVi coeficiente de vazão de válvula instalada Fp = [( K1 + K2) x (Cd
2 / 890) + 1]
-0,5 fator de correção devido às reduções
Cd = CV ÷ d2 Cd: capacidade unitária da válvula
d: diâmetro da válvula em polegadas
K1=0,5 x [1- (d /Di)2]2 coeficiente de resistência devido a redução de entrada
K2=1,0 x [1- (d /Di)2]2 coeficiente de resistência devido a redução de saída
Di diâmetro interno do tubo em polegada
Exemplo numérico Uma válvula de controle de diâmetro 10” com CV 581 instalada em rede de 16” e outra de diâmetro 4” com CV 195 instalada em rede de 8”, podem substituir uma válvula de 12” om CV 683, instalada em rede de16”? 1
a. verificação:
Quanto ao CV = 581 + 195= 776>683 OK. 2
a. verificação:
Quanto à instalação da válvula de 10” Cd: 581 ÷ 10
2= 5,81
K1: 0,5 x [1- (10 /16)2]2= 0,186
K2: 1,0 x [1- (10 /16)2]2= 0,371
Fp: [( 0,186 + 0,371) x (5,812 / 890) + 1]
-0,5= 0,989
CVi : CV x Fp = 581 x 0,989 = 574,9 Quanto à instalação da válvula de 4” Cd: 195 ÷ 4
2 = 12,19
K1: 0,5 x [1- (4 /8)2]2= 0,281
K2: 1,0 x [1- (4 /8)2]2= 0,563
Fp: [( 0,281 + 0,563) x (12,192 / 890) + 1]
-0,5 0,936
CVi : CV x Fp = 195 x 0,936 = 182,5 Conclusão: como 574,9 + 182,5=757>683 OK.
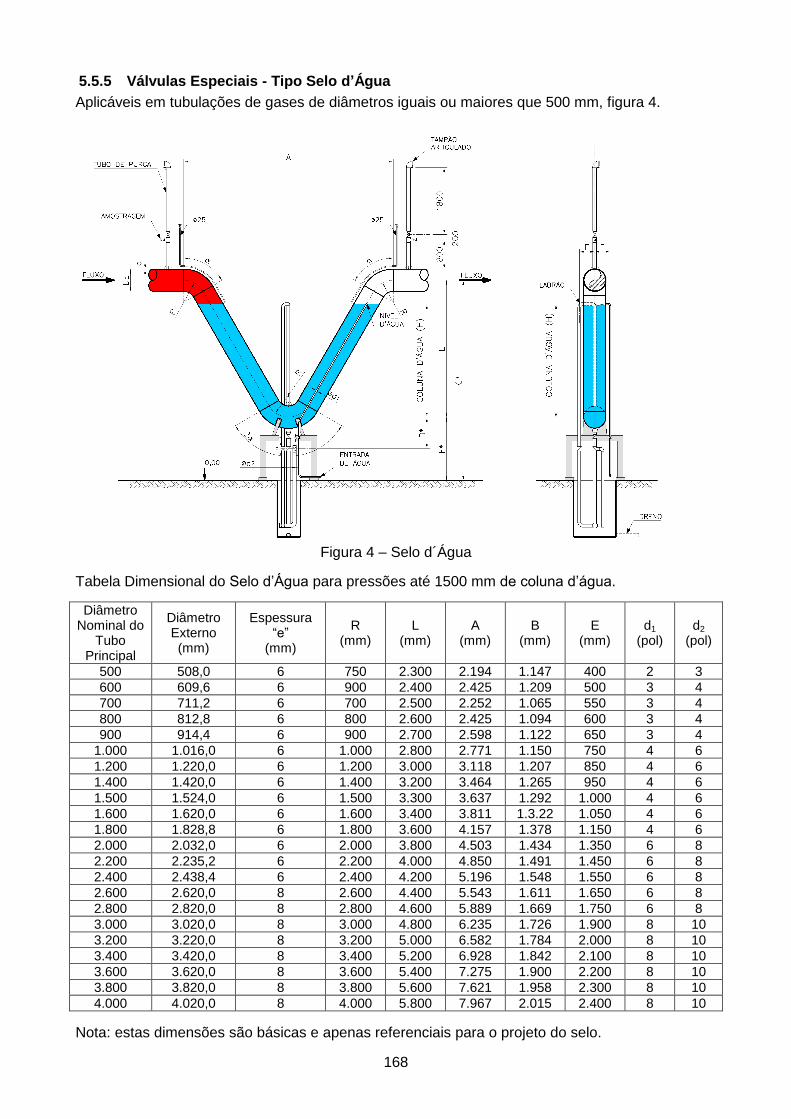
168
5.5.5 Válvulas Especiais - Tipo Selo d’Água
Aplicáveis em tubulações de gases de diâmetros iguais ou maiores que 500 mm, figura 4.
Figura 4 – Selo d´Água
Tabela Dimensional do Selo d’Água para pressões até 1500 mm de coluna d’água.
Diâmetro Nominal do
Tubo Principal
Diâmetro Externo (mm)
Espessura “e”
(mm)
R (mm)
L (mm)
A (mm)
B (mm)
E (mm)
d1 (pol)
d2 (pol)
500 508,0 6 750 2.300 2.194 1.147 400 2 3
600 609,6 6 900 2.400 2.425 1.209 500 3 4
700 711,2 6 700 2.500 2.252 1.065 550 3 4
800 812,8 6 800 2.600 2.425 1.094 600 3 4
900 914,4 6 900 2.700 2.598 1.122 650 3 4
1.000 1.016,0 6 1.000 2.800 2.771 1.150 750 4 6
1.200 1.220,0 6 1.200 3.000 3.118 1.207 850 4 6
1.400 1.420,0 6 1.400 3.200 3.464 1.265 950 4 6
1.500 1.524,0 6 1.500 3.300 3.637 1.292 1.000 4 6
1.600 1.620,0 6 1.600 3.400 3.811 1.3.22 1.050 4 6
1.800 1.828,8 6 1.800 3.600 4.157 1.378 1.150 4 6
2.000 2.032,0 6 2.000 3.800 4.503 1.434 1.350 6 8
2.200 2.235,2 6 2.200 4.000 4.850 1.491 1.450 6 8
2.400 2.438,4 6 2.400 4.200 5.196 1.548 1.550 6 8
2.600 2.620,0 8 2.600 4.400 5.543 1.611 1.650 6 8
2.800 2.820,0 8 2.800 4.600 5.889 1.669 1.750 6 8
3.000 3.020,0 8 3.000 4.800 6.235 1.726 1.900 8 10
3.200 3.220,0 8 3.200 5.000 6.582 1.784 2.000 8 10
3.400 3.420,0 8 3.400 5.200 6.928 1.842 2.100 8 10
3.600 3.620,0 8 3.600 5.400 7.275 1.900 2.200 8 10
3.800 3.820,0 8 3.800 5.600 7.621 1.958 2.300 8 10
4.000 4.020,0 8 4.000 5.800 7.967 2.015 2.400 8 10
Nota: estas dimensões são básicas e apenas referenciais para o projeto do selo.

169
VÁLVULA ESPECIAIS PARA POLPAS ABRASIVAS
- válvula tipo diafragma: nesta válvula o bloqueio do fluido é processado através de um diafragma flexível que é apertado contra a sede por meio de mecanismo externo resultando na compressão do fluido e conseqüente paralização do fluxo. - válvula tipo mangote: é uma variante da válvula diafragma tendo como mecanismo de atuação um fluxo de ar comprimido gerando uma compressão circunferencial de fora para dentro do mangote e consequentemente paralizando o fluxo.
VÁLVULA ESPECIAIS PARA ADMISSÃO E EXPULSÃO DE AR
São chamadas ventosas, de simples ou de duplo efeito. As de simples efeito são previstas para liberação de fluxos de ar e as de duplo efeito para liberação e admissão de ar. São providas de duas esferas de tamanhos distintos; a maior posicionada em uma câmara provida de grande abertura e comprimida contra ela; a menor em uma segunda câmara provida de um orifício. Esta esfera está levemente encostada neste orifício. Na hipótese de esvaziamento da rede cria-se uma depressão e ambas as esferas são deslocadas de sua posição de repouso permitindo a entrada de ar. Caso contrário durante o enchimento cria-se uma sobrepressão provocando o retorno dessas esferas às suas posições originais, permitindo nesse deslocamento a saída de ar até que o fluxo de água atinja o corpo da válvula quando então, cessa o movimento.
5.5.6 Atuadores / Posicionadores de Válvulas Remoto Operadas Como já citado os atuadores das válvulas remoto operadas podem ser cilindros pneumáticos ou motores elétricos, ambos atuando nas válvulas por meio de posicionadores engrenados ou não, previstos para processar movimentos rotativos de até 90º ou retilíneos correspondentes ao curso total entre as posições de abertura total e fechamento pleno. Isto resulta nas posições operacionais de válvula aberta, válvula fechada ou regulação contínua. DADOS PARA ESPECIFICAÇÃO DOS POSICIONADORES Conforme o tipo do atuador os seguintes dados são necessários, quando aplicáveis: - tipo da válvula; - torque máximo; - tempo de fechamento / abertura; - curso total entre as posições aberta e fechada; - velocidade de operação; - número de operações por hora / por dia; - indicador de posição; - tensão de comando; - classe de proteção do motor; - resistência de aquecimento contra condensação; - pressão de ar comprimido; - diâmetro das conexões de ar comprimido; - conjunto lub-re-fil.

170
5.6 PURGADORES
PURGADORES MECÂNICOS
São do tipo “de bóia” e de “panela invertida” e operam por diferença de densidade. PURGADOR DE BÓIA Descrição funcional O volume do liquido acumulado força um movimento ascendente da bóia; atingido o nível de descarga; a saída é liberada, e o volume do liquido condensado é lançado ao exterior.
Aplicação: para descargas de vapor nas saídas de trocadores de calor.
PURGADOR DE PANELA INVERTIDA
Descrição funcional: O vapor é dirigido à “panela invertida”, expulsando o volume de água nela contida, fazendo-a flutuar e fechando a válvula de saída. A continuidade do fluxo de vapor provoca por sua condensação o enchimento da panela, abrindo a válvula e liberando o fluxo decondensado.
Aplicação: drenagem de tubulações de vapor para quaisquer valores de pressão e temperatura. Ressalvas quanto ao uso destes purgadores:
- para entrar em operação o purgador precisa estar cheio de água, escorvado;
- a eliminação do ar é moderada e só ocorre se a saída de condensado não for contínua.

171
PURGADORES TERMOSTÁTICOS
São do tipo de “expansão metálica” e “de fole” e operam por diferença de temperatura.
PURGADOR DE EXPANSÃO METÁLICA
Descrição funcional Funcionam pela diferença de temperatura que existe na mesma pressão, entre o vapor e o condensado.
Aplicação: eliminação de ar e outros gases incondensáveis nas linhas de vapor de grande diâmetros.
PURGADOR TERMOSTÁTICO DE FOLE
Aplicação: utilizado em baixas pressões até 3,5 MPa, e principalmente quando existe grande volume de ar a eliminar. Ressalvas - não servem para operar com vapor superaquecido; - a descarga do condensado é intermitente e demorada; - a perda de vapor é grande.

172
PURGADORES TERMODINÂMICOS
Descrição funcional O fluxo de vapor chegando ao purgador, no primeiro momento levanta o disco e é liberado para o exterior. A seguir este fluxo provoca na parte inferior do disco baixa pressão, segundo Bernouilli causando o fechamento. Esta condição permanecerá até que o vapor se condense por resfriamento, quando então o fluxo de condensado será liberado.
Aplicação: drenagens de linhas de vapor e linhas de aquecimento desde que a quantidade de condensado não seja muito grande.
Ressalva
- não deve ser usado quando a contrapressão do condensado ultrapassar 50% da pressão do vapor.
5.6.1 Fatores de Seleção e de Dimensionamento dos Purgadores de Vapor
- pressão e temperatura do vapor na entrada do purgador;
- tipo de descarga do condensado aberta ou fechada, pressão e temperatura do condensado,
quando o sistema for fechado;
- quantidade de condensado a ser eliminado;
- perda admitida de vapor vivo;
- possibilidade de golpes de ariete na tubulação.
Notas:
- para determinação da pressão do vapor na entrada do purgador deve-se considerar as perdas
de cargas existentes a montante do purgador. O mesmo cuidado deve-se ter na determinação
da pressão do condensado nos sistemas fechados.
- se as condições de pressão do vapor ou do condensado forem variáveis, o purgador deverá ser
selecionado para a mínima pressão de vapor e para a máxima pressão do condensado.
- para determinação da vazão de condensado, ver página 94.
Purgador aberto Descarga de condensado
Purgador fechadondo Chegada de vapor

173
5.6.2 Comparativo entre os Tipos de Purgadores
Tipo
Pressão máxima do
vapor kgf/cm
2
Capacidade máxima
kg/h
Permite descarga continua
Eliminação do ar
Resistência a golpes de
aríete
Perda de vapor
Necessidade de
manutenção
Bóia 35 50.000 Sim Pode ser Não Pouca Regular
Panela invertida 180 15.000 Não Sim Sim Pouca Bastante
Expansão metálica 50 4.000 Pode ser Sim Sim Bastante Regular
Termodinâmico 100 3.000 Não Sim Sim Regular Quase
nenhuma
Nota: para qualquer purgador a capacidade de eliminação de condensado é sempre função da pressão diferencial através do purgador e da temperatura do condensado.
5.6.3 Aplicações de Purgadores
Serviço Condições de trabalho Tipos
recomendados Coeficiente de segurança
Drenagem de tubulação de vapor
com retorno de condensado
Vapor saturado
Alta pressão > 2Mpa
B 2
Média pressão = 2 Mpa
B – C 2
Baixa pressão < 0,2 Mpa
C – B 3
Vapor superaquecido
Alta pressão > 2Mpa
B – C 2
Média pressão = 2 Mpa
C – B 2
Baixa pressão < 0,2 Mpa
C – B 3
Drenagem de tubulação de vapor
com descarga aberta
Vapor superaquecido ou
saturado
Pressões ≤ 0,1 MPa C 2
Pressões > 0,1 Mpa D 3
Aquecimento de tubulações
- - D 2
Serpentinas de tanques
Altas vazões ≥ 4.000 kg / h
Vazão constante A – B 2
Vazão variável A – B 4
Médias e baixas vazões < 4000 kg / h
Vazão constante A – B 2
Vazão variável C – A 4
Legendas referenciais par aseleção dos purgadores - purgador de bóia A - purgador de panela invertida B - purgador termostático C - purgador termodinâmico D
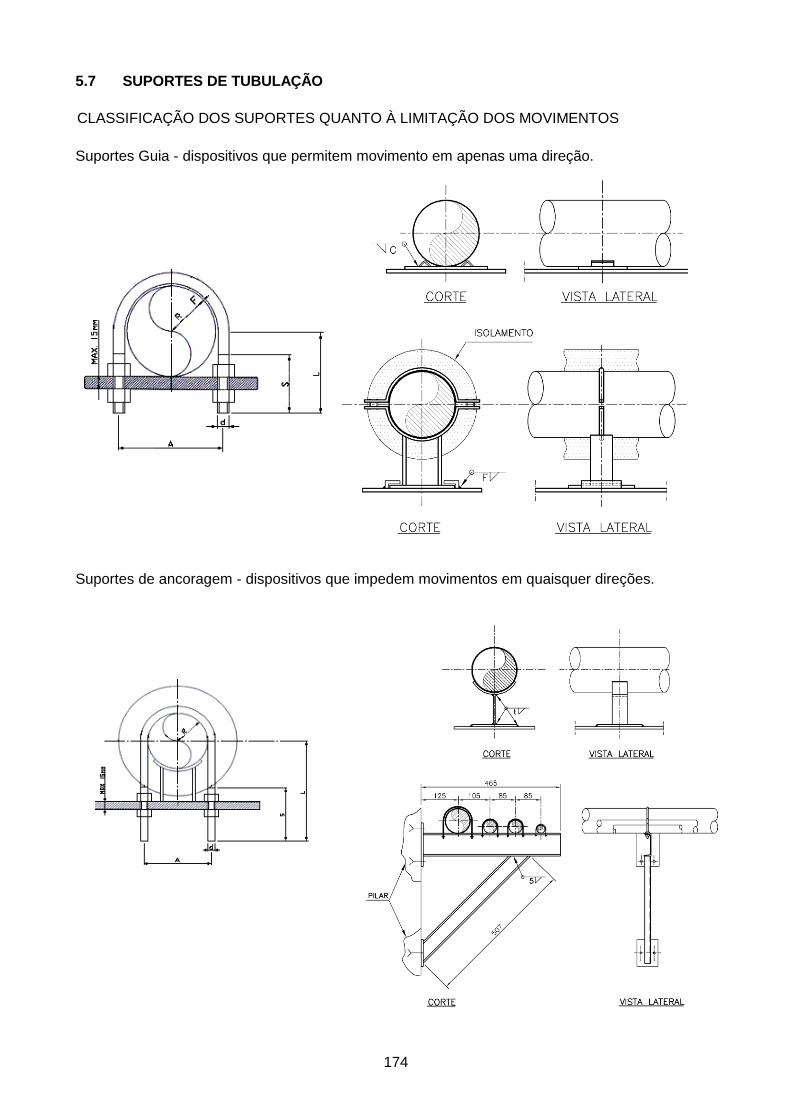
174
5.7 SUPORTES DE TUBULAÇÃO
CLASSIFICAÇÃO DOS SUPORTES QUANTO À LIMITAÇÃO DOS MOVIMENTOS
Suportes Guia - dispositivos que permitem movimento em apenas uma direção.
Suportes de ancoragem - dispositivos que impedem movimentos em quaisquer direções.

175
CLASSIFICAÇÃO QUANTO À SUSTENTAÇÃO DAS CARGAS
Suportes de mola com carga fixa – dispositivos que permitem movimento vertical através da ação de alavancas. A capacidade do suporte é constante.
Suportes de mola com carga variável – dispositivos em que a força de compressão da mola aumenta à medida que aumenta o deslocamento, o que acarreta alteraçãoes no caregamento de suportes vizinhos. Esta alteração deve ser limitada conforme discutido na análise funcional que se segue.
Figura 5 - Suporte de Mola com Carga Variável
APLICAÇÕES:
- grandes deslocamentos ≥ 150 mm;
- quando a carga suportada for muito grande;
- quando a colocação de um suporte de carga
variável resultar em variação de carga
superior a 12%, conforme indicado na
análise funcional.
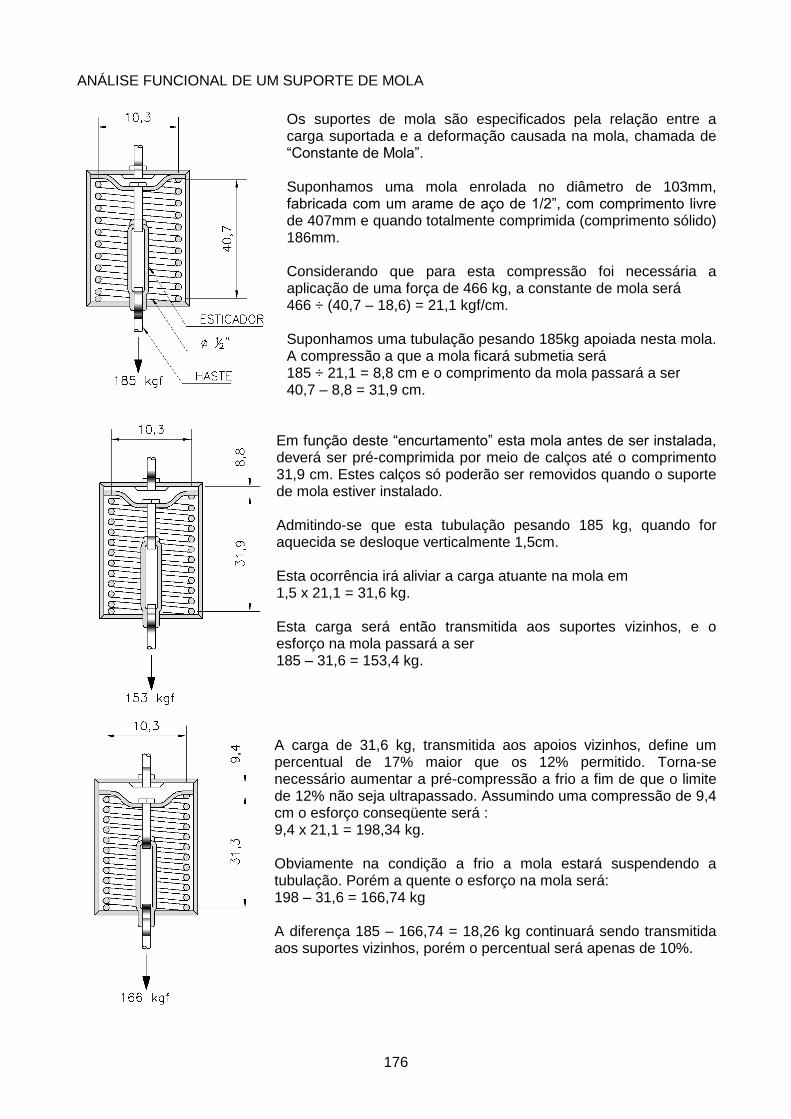
176
ANÁLISE FUNCIONAL DE UM SUPORTE DE MOLA
Os suportes de mola são especificados pela relação entre a carga suportada e a deformação causada na mola, chamada de “Constante de Mola”. Suponhamos uma mola enrolada no diâmetro de 103mm, fabricada com um arame de aço de 1/2”, com comprimento livre de 407mm e quando totalmente comprimida (comprimento sólido) 186mm. Considerando que para esta compressão foi necessária a aplicação de uma força de 466 kg, a constante de mola será 466 ÷ (40,7 – 18,6) = 21,1 kgf/cm. Suponhamos uma tubulação pesando 185kg apoiada nesta mola. A compressão a que a mola ficará submetia será 185 ÷ 21,1 = 8,8 cm e o comprimento da mola passará a ser 40,7 – 8,8 = 31,9 cm.
Em função deste “encurtamento” esta mola antes de ser instalada, deverá ser pré-comprimida por meio de calços até o comprimento 31,9 cm. Estes calços só poderão ser removidos quando o suporte de mola estiver instalado. Admitindo-se que esta tubulação pesando 185 kg, quando for aquecida se desloque verticalmente 1,5cm. Esta ocorrência irá aliviar a carga atuante na mola em 1,5 x 21,1 = 31,6 kg. Esta carga será então transmitida aos suportes vizinhos, e o esforço na mola passará a ser 185 – 31,6 = 153,4 kg. A carga de 31,6 kg, transmitida aos apoios vizinhos, define um percentual de 17% maior que os 12% permitido. Torna-se necessário aumentar a pré-compressão a frio a fim de que o limite de 12% não seja ultrapassado. Assumindo uma compressão de 9,4 cm o esforço conseqüente será : 9,4 x 21,1 = 198,34 kg. Obviamente na condição a frio a mola estará suspendendo a tubulação. Porém a quente o esforço na mola será: 198 – 31,6 = 166,74 kg A diferença 185 – 166,74 = 18,26 kg continuará sendo transmitida aos suportes vizinhos, porém o percentual será apenas de 10%.

177
5.8 DIMENSIONAMENTO DE TUBULAÇÕES
CÁLCULO DE DIÂMETROS
REDES CONDUTORAS DE FLUIDOS LÍQUIDOS Aplicar a equação 8, página 57. onde: REDES CONDUTORAS DE FLUIDOS GASOSOS Neste caso, aplica-se a mesma expressão para fluidos líquidos, equação 8 porém a vazão deverá ser previamente corrigida para as condições de pressão e temperatura do escoamento, aplicando a expressão: P x V /T = Pn x Vn / Tn, (equação 71) onde:
P: pressão de escoamento absoluta em kgf / cm2
Pn: pressão normal em kgf / cm2
V: vazão escoada em m3 / s
Vn: vazão normal em Nm3 / s
T: temperatura de escoamento em K
Tn: temperatura normal em K
VELOCIDADES DE ESCOAMENTO RECOMENDADAS
No cálculo dos diâmetros a velocidade, função do fluido escoado deve seguir os referenciais:
Fluido em escoamento Velocidade recomendada
água em instalações industriais 2,0 a 3,0 m / s
água em alimentação de caldeiras 4,0 a 8,0 m / s
água salgada 1,5 m / s máximo
ar comprimido 15 a 20 m / s
acido sulfúrico 1,0 a 1,2 m / s
acetileno 20 a 25 m / s
cloro líquido 1,5 a 2,0 m / s
cloro gasoso 15 a 20 m / s
tetra-cloreto de carbono 2,0 m / s
hidrocarbonetos líquidos em sucção de bombas 1,0 a 2,0 m / s
hidrocarbonetos líquidos em recalque de bombas 1,5 a 2,5 m / s
hidrocarbonetos gasosos 25 a 30 m / s
oxigênio gasoso 15 a 20 m /s
soda cáustica com concentração de 0 a 30% 2,0 m / s
soda cáustica com concentração de 30 a 50% 1,5 m / s
soda cáustica com concentração de 50 a 75% 1,2 m / s
vapor saturado até 2 kg / cm2 saturado 20 a 40 m / s
vapor na faixa de pressão de10 a 20 kg / cm2 40 a 80 m / s
vapor com pressão superior a 20 kg / cm2
60 a 100 m / s

178
EXEMPLO NUMÉRICO PARA O CÁLCULO DE DIÂMETROS DE TUBULAÇÕES DE LÍQUIDOS
Considerando:
fluido água potável
vazão: 500 l / min (0,0083 m3 / s)
velocidade: 2,0 m / s
Calcular o diâmetro
dn = "2,862,54
100
2,0
0,00834
π diâmetro comercial adotado 2 ½” com di = 59,2 mm
Correção da velocidade:
v
0,0592π
0,008342
3,03 m / s
Como o valor calculado 3,03 m/s ultrapassa os 3,00 m/s sugerido como teto superior. o diâmetro comercial adotado deverá ser reconsiderado para 3” com di= 77,9 mm.
EXEMPLO NUMÉRICO PAR AO CÁLCULO DE DIÂMETROS DE TUBULAÇÕES DE GASES
Considerando:
fluido Oxigênio
pressão do escoamento 7,00 kgf / cm2
temperatura de escoamento 30 ºC
vazão 10000 Nm3 / h
temperatura normal 20 ºC
pressão barométrica local 1,00 kgf / cm2
pressão normal 1,03 kgf / cm2
velocidade 15,0 m / s
Calcular o diâmetro
Correção da vazão
1326,430273
1,007,00
20273
100001,03
V m
3 / h
Cálculo do diâmetro:
dn : 6,96"2,54
100
360015
1326,44
π diâmetro comercial adotado 6” com di = 154,2 mm
Correção da velocidade:
v
36000,1542π
1326,442
19,78 m/s
Como o valor 19,78 m/s é inferior aos 20 m/s sugerido como teto superior, o diâmetro comercial adotado de 6” fica aceito.

179
CÁLCULO DA ESPESSURA DA PAREDE DOS TUBOS
A espessura será calculada conforme norma referencial ANSI / ASME B 31, aplicando a equação 21 citada na página 57. Nesta equação os valores do coeficiente de eficiência de solda E deverão ser escolhidos conforme abaixo:
E=1,00 - para tubos sem costura e com costura por solda de topo, totalmente radiografada.
E=0,90 - para tubos com costura por solda de topo, radiografia parcial.
E=0,85 - idem, sem radiografa, solda pelos dois lados.
E=0,80 - idem, idem, solda por um só lado.
Da mesma forma nesta equação os valores do coeficiente de redução Y, de acordo com o material e temperatura, deverão ser escolhidos conforme abaixo.
Y=0,40 - para tubos de aço carbono e aços ferríticos, em temperaturas até 485 ºC.
Y=0,00 - para tubos de ferro fundido.
Os valores da sobre-espessura de corrosão C deverão ser
- 1,2 mm: valor mínimo para a sobre espessura de corrosão
- 2,0 mm: valor recomendado para tubos em serviços de média corrosão
Convém relembrar que a equação 21 não poderá ser aplicada quando a expessura calculada ultrapassar o valor do diâmetro externo do tubo dividido por 6 ou quando a pressão interna do projeto dividida pela tensão admissível da temperatura for maior que 0,385.
EXEMPLO NUMÉRICO PARA O CÁLCULO DE ESPESSURAS DE PAREDE DE TUBOS
Considerando:
diâmetro nominal do tubo 8”
diâmetro externo do tubo 21,9 cm
material ASTM A 106 Gr. A
tensão admissível 1125 kgf / cm2
pressão interna de projeto 56 kgf / cm2
coeficiente “E” 1,0
coeficiente “Y” 0,4
sobre-espessura “C” 0,12 cm
Calcular a espessura da parede
t: 0,6540,120,451112521,9/256 6 cm. Considerando a tolerância de fabricação de
12,5% a espessura “ t “ mínima será:0,654 x 1,125 cm = 0,735 cm. Verificações - como D/6 = 21,9 / 6=3,65 cm, tem-se:0,735 < 3,65 - como P/Sh (21/1125= 0,005, tem-se 0,005< 0,385 - a espessura calculada pode ser assumida. Está CONFORME.
180
CÁLCULO DA PERDA DE CARGA
SEQÜÊNCIA DE CÁLCULO SUGERIDA PARA REDES CONDUTORAS DE FLUIDOS LÍQUIDOS
- determinar o limite inicial e o limite final do trecho - definir o comprimento do trecho - definir a velocidade de escoamento - definir o diâmetro interno
- definir a viscosidade cinemática do fluido na temperatura.
- calcular o número de Reynolds.
- calcular a rugosidade relativa.
- calcular o fator de fricção.
- definir o comprimento equivalente.
- calcular a perda de carga no trecho.
Cálculo do Número de Reynolds aplicar a equação 22, Re = /dvi
.
Cálculo da rugosidade relativa aplicar a expressão
E = E q / id , (equação 72)
onde:
Eq: rugosidade equivalente em mm, ver página 58
id : diâmetro interno em mm
E: rugosidade relativa
Cálculo do Fator de Fricção aplicar a equação 23, 2f1/ log fR / 2,513,7d/ E eiq
Cálculo da Perda de Carga no trecho aplicar a equação 24 2g
V
d
Lf
2
i
,
Resalvas O cálculo que define a perda de carga considera que: - o escoamento se processe em regime permanente;
- o fluido seja homogêneo;
- a seção transversal da tubulação seja constante e perfeitamente circular.
- as perdas de cargas nas conexões e nos acessórios sejam fornecidas em comprimentos equivalentes
de tubo reto no mesmo diâmetro
- no caso do diâmetro da tubulação ser maior que 14”, a perda de carga nas conexões e nos
acessórios será definida em função da constante do acessório.
Notas:
- paraos valores da rugosidade relativa E, ver página 58.
- par aos valores da constante K, ver página 59.
- para os valores dos comprimentos equivalentes, ver página 59.
181
SEQÜÊNCIA DE CÁLCULO SUGERIDA PARA REDES CONDUTORAS DE FLUIDOS GASOSOS
- determinar o limite inicial e o limite final do trecho;
- definir o comprimento do trecho;
- definir o desnível geométrico;
- definir a velocidade de escoamento;
- definir o diâmetro interno;
- obter o fator de compressibilidade do gás;
- calcular o peso específico do gás nas condições do projeto;
- definir o peso específico do ar atmosférico nas condições locais;
- calcular o número de Reynolds;
- definir a rugosidade relativa;
- calcular o fator de fricção;
- definir os comprimentos equivalentes;
- calcular a pressão residual;
- calcular a perda de carga.
Corrigir o peso específico do gás, aplicando a equação 11 TPZ
TP
N
NNgas
Cálculo da pressão residual do gás.
Aplicar a expressão: argasgas
H2g
v
d
Lf
P
PP 2
ii
2
r
2
i , (equação 73 )
onde:
ar : peso específico do ar na condição local em kgf/ m3
gas : peso específico do gás na condição do escoamento em kgf/ m3
H: desnível geométrico em m
Pi: pressão absoluta inicial em kgf / m2
Pr: pressão absoluta residual em kgf / m2
L: comprimento da tubulação em m
di: diâmetro interno do tubo em m
v: velocidade de escoamento em m/s
f: fator de fricção
Cálculo da perda de carga
Aplicar a expressão = Pi – Pr em kgf / cm2 (equação 74)
Observações:
1 – Lembrar que no caso de escoamento de fluidos gasosos as propriedades termodinâmicas do gás variam em função da pressão e da temperatura. Isto cria um problema para o cálculo da perda de carga. Para respeitar essa propriedade dos gases e ao mesmo tempo viabilizar o cálculo, assume-se como “constante” estas proprieddades na faixa de variação de pressão de até 0,30 kgf/cm
2.
Assim toda vez que a perda de carga calculada ultrapassar esse limite, refaça o cálculo “dividindo
o trecho” em módulos de equivalentes a 0,30 kgf/cm2.
2 – Sobre a viscosidade, lembrar que: = viscosidade dinâmica ou absoluta expressa em kg/m x s = viscosidade cinemática expressa em m
2 / s

182
EXEMPLO NUMÉRICO PARA O CÁLCULO DA PERDA DE CARGA EM REDES DE LÍQUIDO
Considerando: - comprimento da tubulação 50m
- comprimento da tubulação 50m
- viscosidade dinâmica 1,007 x 10 –6
m2 / s
- rugosidade equivalente 0,36mm
- diâmetro nominal 14”
- diâmetro interno 0,3334m
- schedule 40
- conexões 2 tee de passagem
- válvula 01 válvula gaveta aberta
- velocidade de escoamento 2,43 m / s
- peso específico do fluido 1000 kgf / m3
Calcular a perda de carga Cálculo do Reynolds: 2,43 x 0,3334 / 1,007 x 10
-6 = 8,05 x 10
5
Cálculo da rugosidade relativa: 0,36 / 333,4 = 0,0010
Cálculo do fator de fricção: 2f1/ LOG
f108,05
2,51
3,7
0,00105
= 0,02
Cálculo do comprimento equivalente, conforme tabela página 59.
- para a conexão tee de passagem, diâmetro 14”, o comprimento equivalente é de 7,3m.
- para a válvula gaveta, aberta, diâmetro 14 ”, o comprimento equivalente é de 2,4m.
Logo, o comprimento equivalente total será: 2,427,3 17 m.
Cálculo da perda de carga
ΔP: 1209,610009,812
2,43
0,3334
17500,02
2
kgf /m2 ou 1,2096 mca
Nota: o fator de fricção poderá também ser obtido através do Ábaco de Moody, indicado na
página 58 procedendo conforme indicado.
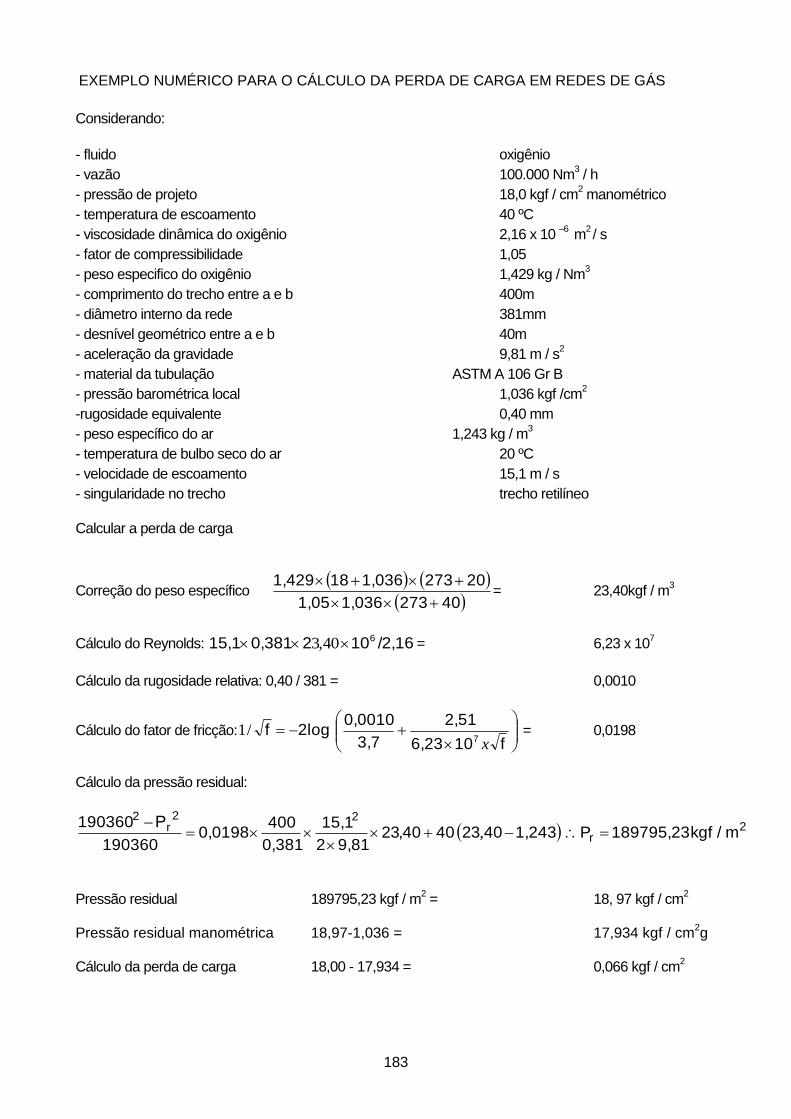
183
EXEMPLO NUMÉRICO PARA O CÁLCULO DA PERDA DE CARGA EM REDES DE GÁS
Considerando:
- fluido oxigênio
- vazão 100.000 Nm3 / h
- pressão de projeto 18,0 kgf / cm2 manométrico
- temperatura de escoamento 40 ºC
- viscosidade dinâmica do oxigênio 2,16 x 10 –6
m2 / s
- fator de compressibilidade 1,05
- peso especifico do oxigênio 1,429 kg / Nm3
- comprimento do trecho entre a e b 400m
- diâmetro interno da rede 381mm
- desnível geométrico entre a e b 40m
- aceleração da gravidade 9,81 m / s2
- material da tubulação ASTM A 106 Gr B
- pressão barométrica local 1,036 kgf /cm2
-rugosidade equivalente 0,40 mm
- peso específico do ar 1,243 kg / m3
- temperatura de bulbo seco do ar 20 ºC
- velocidade de escoamento 15,1 m / s
- singularidade no trecho trecho retilíneo
Calcular a perda de carga
Correção do peso específico
402731,0361,05
202731,036181,429
= 23,40kgf / m
3
Cálculo do Reynolds: /2,161020,38115,1 6 40,3 = 6,23 x 107
Cálculo da rugosidade relativa: 0,40 / 381 = 0,0010
Cálculo do fator de fricção:
f106,23
2,51
3,7
0,00102logf
7 x/1 = 0,0198
Cálculo da pressão residual:
2r
22r
2
m / kgf 189795,23P 1,2434032 40,40329,812
15,1
0,381
4000,0198
190360
Ρ190360
,
Pressão residual 189795,23 kgf / m
2 = 18, 97 kgf / cm
2
Pressão residual manométrica 18,97-1,036 = 17,934 kgf / cm
2g
Cálculo da perda de carga 18,00 - 17,934 = 0,066 kgf / cm
2
184
5.9 CARGAS ATUANTES SOBRE AS TUBULAÇÕES
No ponto de vista estrutural cada trecho das tubulações deverá ser analisado como vigas submetidas a vários carregamentos, a saber:
CARGAS PREDOMINANTES
Aquelas que decorem de:
- pressões internas ou externas às quais a tubulação está submetida;
- peso do tubo, do fluido, dos acessórios e dos materiais isolantes, quando aplicável;
- dilatações térmicas devido às variações de temperatura.
CARGAS DIVERSAS
Aquelas que tem origem em:
- sobrecargas evetuais;
- movimentos nos pontos extremos do trecho analisado;
- atrito nos suportes;
- reações hidráulicas decorrentes da movimentação dos fluidos nas conexões;
- reações de juntas de expansão;
- tensões decorrentes da montagem;
- desnivelamento entre suportes;
- desnivelamento entre flanges de vasos ou equipamentos e os flanges nas tubulações.
PROCEDIMENTOS SUGERIDOS PARA ATENUAÇÃO DAS CARGAS
- adotar vãos adequados entre os suportes, conforme definido no item 5.10;
- posicionar as cargas concentradas próximas dos suportes;
- limitar as sobrecargas;
- colocar os tubos enterrados na profundidade apropriada;
- garantir a flexibilidade das tubulações, conforme página 191;
- colocar guias;
- diminuir o atrito nos suportes;
- executar a montagem, observando as tolerâncias indicadas na página 222.
Observações: Nas tubulações projetadas com diâmetros até 30” prevalecem as cargas decorrentes das pressões internas e das dilatações. No caso de diâmetros superiores geralmente conduzindo fluidos gasosos em baixa pressão, prevalecem as cargas decorrentes dos pesos próprios e das dilatações.

185
5.10 VÃO ENTRE SUPORTES
O vão entre dois suportes estará adequado quando a tensão máxima de flexão no ponto de maior momento fletor, for inferior à tensão admissível do material da tubulação, conforme indicado na tabela da página 148, e a flecha máxima no meio desse vão for inferior à:
5 mm: se o diâmetro do tubo for menor ou igual a 3”
10mm: se o diâmetro do tubo for maior ou igual a 4”
CÁLCULO DO VÃO ENTRE DOIS SUPORTES
Aplicar as expressões
- no caso de cargas concentradas e distribuídas WQ2LqZ
L10S
Rv
(equação 75)
- quando só existir cargas distribuídas R
2
vZ
Lq10S
, (equação 75a)
onde: Sv = tensão máxima de flexão em kgf/cm
2
L = vão entre os suportes em m
q = soma das cargas distribuídas em kg/m
Q = soma das cargas concentradas em kg
W = sobrecarga aplicada no meio do vão em kg
ZR = momento resistente da seção transversal do tubo em cm3
É usual considerar Sv igual ou meor que a relação LR /10, onde LR é o valor limite de resistência
do material. Para os tubos de aço carbono operando no limite de ata 30oC, o valor máximo da
tensão de flexão é de 350 kgf/cm2.
CÁLCULO DA FLECHA MÁXIMA NO MEIO DO VÃO ENTRE SUPORTES
Aplicar as expressões
- no caso de cargas concentradas e distribuídas Fm
4
Lq
3
W)(Q
IE
L240003
(equação 76)
- quando só existirem cargas distribuídas Fm IE
Lq60004
, (equação 76a)
onde:
Fm: flecha máxima em cm
E: módulo de elasticidade do material na temperatura considerada em kgf / cm2
I: momento de inércia da seção transversal do tubo em cm4
Lembrar: - momento de inércia I = π x (re
4 – ri
4) / 4 (equação 77)
- momento resistente: ZR= I / re. (equação 78)

186
EXEMPLO NUMÉRICO DE CÁLCULO DO VÃO ENTRE OS SUPORTES
Considerando a figura 6 e os dados seguintes:
Figura 6 – Suportes Principais e Intermediários de Tubulações peso do tubo de 10” cheio de água q = 111 kgf/m
momento resistente do tubo de 10” zr = 490,6 cm3
momento de inércia do tubo de 10” i = 6692,9 cm4
peso do tubo de 2”cheio de água q = 9,4 kgf/m
peso da derivação,válvulas/acessórios q = 53 kg
sobrecarga adicional considerada w =100 kg
pressão de projeto p = 48 kgf / cm2
vão entre os suportes (adotado) l = 10,5 m
espessura da parede (Schedule 40) t = 9,3 mm
diâmetro externo do tubo de 10” de = 273 mm
temperatura de projeto t = 200 oC
tensão admissível sh = 868 kgf/cm2
modulo de elasticidade do material e = 1,86 x 106 kgf/cm
2
material do tubo aço carbono API-5L Gr. A,
calcular o vão entre os suportes principais “A” e “B” e a flecha do vão entre eles. Considerando o peso do tubo de 2” como carga distribuída: q = 111 + 9,4 = 120,4 kg / m,
a tensão Sv, no tubo de 10” será: 10053210,5120,4490
10,510
= 323 kgf / cm
2.
Como Sv < 350 kgf/cm2 o valor de 10,5m para o vão está adequado, apesar do carregamento
adicional gerado pelo tubo de 2”.
Para a tensão combinada deveremos ter Sv + Sl < Sh, onde: t4
dPS e
I
kgf / cm
2.
Logo: 35293,04
27,348SI
kgf / cm
2 675352323SS Iv kgf / cm
2.
Primeira verificação: como Sv + Sl (675)< Sh,(868), o vão adotado está CONFORME.
Cálculo da flecha cmm
F 186,04
5,104,120
3
10053
9,66921086,1
5,10000.246
3
.
Segunda verificação: como 1,86 < 10mm, a flecha está satisfatória e o vão adotado, aceito.

187
5.11 REAÇÕES HIDRÁULICAS
A força F exercida pelo fluido sobre uma curva é a resultante da soma vetorial das forças decorrentes da pressão e da velocidade do fluido em escoamento. É calculada pela expressão
F = 11 SP +2
SP2 + 1v + 2v , (equação 79)
onde P1 / P2, pressões na entrada e na saída da curva em kgf /cm
2
S1 / S2 área na entrada e na saída da curva em cm2 v1 / v2, velocidade na entrada e na saída da curva em m/s , unidade técnica de massa em kg x s /m
Considerando os dados abaixo e a figura 7, calcular a reação hidráulica.
Figuta 7 – Curva 90º Diâmetro 20”
CÁLCULO DAS FORÇAS DEVIDO A PRESSÕES
Área da seção de escoamento
4
50,83,14
4
d 22
21
πxSS 2026 cm
2
Cálculo da força na seção1 P1 x S1 = 2,1 X 2026= 4255 kgf
Cáculo da força na seção 2 Chamando de ΔP a perda de carga de 1 a 2, pela equação da conservação da energia, temos:
Pg
v
2
12
1
1
2
222
Ph
2g
vPh ,
Como a seção é constante v1 = v2 e o plano de referência passa por 1 (h1=0), teremos:
2
12 J
PPh 1
2
ou 212 h
PP P
.
Sendo ΔP 60,0 com, h2 = 1,20 m e P1 = 2,1 kgf / cm2 ou
24,7
0,85
1
10
102,13
4
mca, teremos:
P2 = 24,7 – 0,60 – 1,20 = 22,90 mca ou 1,9410
100,8522,904
3
kgf / cm2.
Logo a força na seção 2 será: P2 x S2 = 1,94 x 2026 = 3930 kgf.
diâmetro da curva 90o: 20”
raio da curva: 1,20m
vazão: 0,203 m3/s
densidade do óleo: 0,85
∆p na curva: 0,60 mca
fluido: óleo
montagem da curva: vertical
pressão na entrada: 2,1 kgf /cm2
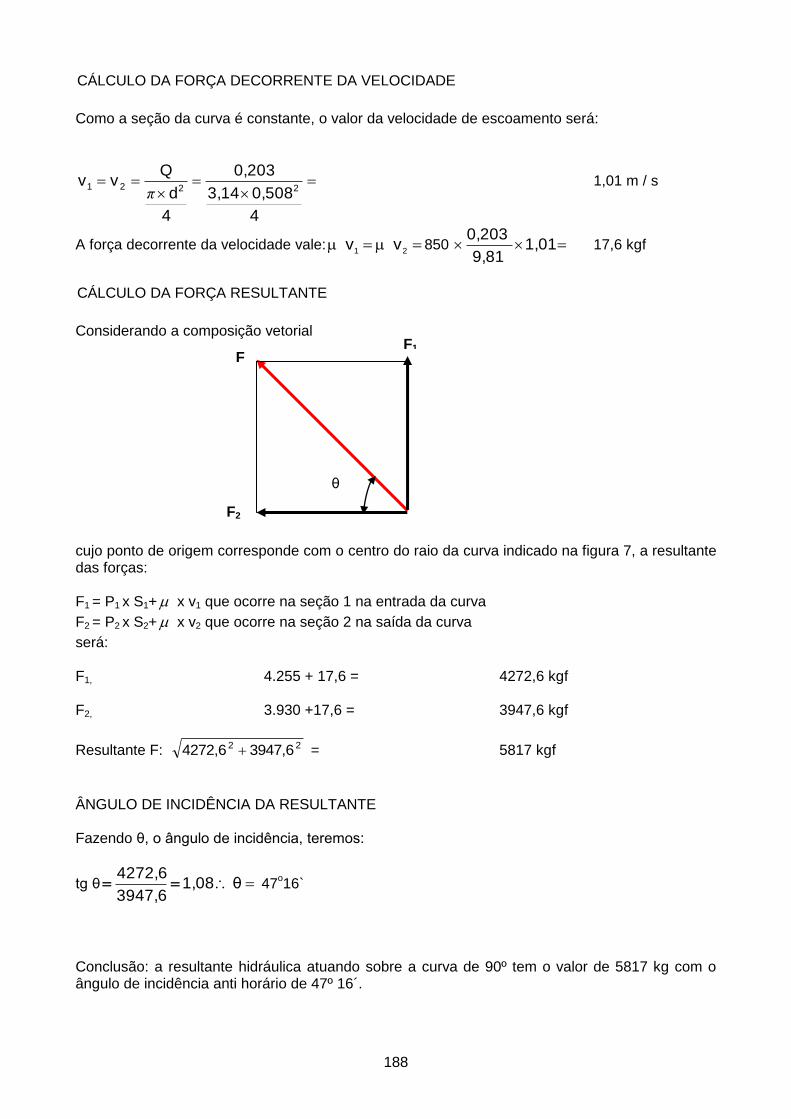
188
CÁLCULO DA FORÇA DECORRENTE DA VELOCIDADE
Como a seção da curva é constante, o valor da velocidade de escoamento será:
4
0,5083,14
0,203
4
d
Qvv
2221π
1,01 m / s
A força decorrente da velocidade vale: 21
v v 850 1,01 9,81
0,203 17,6 kgf
CÁLCULO DA FORÇA RESULTANTE
Considerando a composição vetorial cujo ponto de origem corresponde com o centro do raio da curva indicado na figura 7, a resultante das forças: F1 = P1 x S1+ x v1 que ocorre na seção 1 na entrada da curva
F2 = P2 x S2+ x v2 que ocorre na seção 2 na saída da curva
será: F1, 4.255 + 17,6 = 4272,6 kgf F2, 3.930 +17,6 = 3947,6 kgf
Resultante F: 22 3947,64272,6 = 5817 kgf
ÂNGULO DE INCIDÊNCIA DA RESULTANTE Fazendo θ, o ângulo de incidência, teremos:
tg θ 1,083947,6
4272,6 θ 47
o16`
Conclusão: a resultante hidráulica atuando sobre a curva de 90º tem o valor de 5817 kg com o ângulo de incidência anti horário de 47º 16´.
θ
F
F1
F2

189
5.12 DILATAÇÃO TÉRMICA
Admitamos um trecho retilíneo de uma tubulação ancorada em seus dois extremos, consequentemente sem possibilidade de dilatação Se esse trecho for submetido a um aumento de temperatura, ocorrerá um empuxo sobre estes pontos. Esse empuxo é determinado pela lei de Hooke, conforme expressão. (P / A) / ( Δ / L) = E, (equação 80) onde :
P = empuxo sobre os pontos de fixação;
A = área de material da seção transversal do tubo;
Δ = dilatação linear do tubo;
L = comprimento do tubo;
E = módulo de elasticidades do material.
A relação P / A será a tensão interna S a qual o material estará submetido em consequência da dilatação contida. A relação Δ / L chama-se dilatação unitária e. Assim teremos: S = E x e (equação 81) P = A x S (equação 82)
EXEMPLO NUMÉRICO PARA DETERMINAÇÃO DE EMPUXO
Considerando os dados abaixo, pede-se calcular a tensão interna e o empuxo:
material do tubo aço carbono ASTM A 106 Gr A
diâmetro nominal do tubo 10”
schedule do tubo 40
diferencial de temperatura ∆t 100 oC
módulo de elasticidade do aço E 2 x 106 kg /cm
2
dilatação unitária do tubo e 0,001083 cm / cm
área da secção de metal do tubo A 76,8 cm2
CÁLCULO DA TENSÃO INTERNA S: 2 x 10
6 x 0,001083= 2166 kg / cm
2
CÁLCULO DO EMPUXO P: 76,8 x 2166 = 166348 kg Observar que a tensão interna e o empuxo são independentes do comprimento do tubo.
PROCEDIMENTOS PARA CONTROLE DE DILATAÇÕES TÉRMICAS
- projetar a rota da tubulação evitando-se linhas retas;
- usar liras de expansão na tubulação, conforme página 190;
- instalar juntas de expansão, conforme página 158;
- pré-tensionar eventuais suportes de mola.
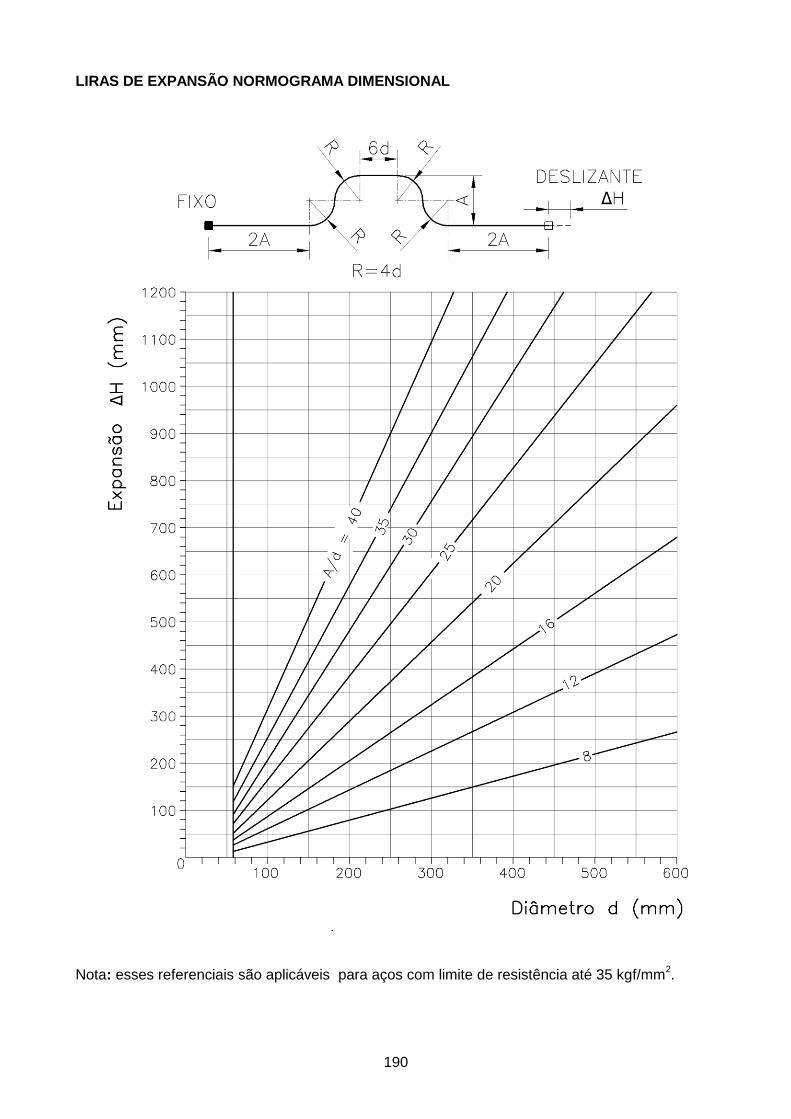
190
LIRAS DE EXPANSÃO NORMOGRAMA DIMENSIONAL
Nota: esses referenciais são aplicáveis para aços com limite de resistência até 35 kgf/mm2.

191
5.13 FLEXIBILIDADE DAS TUBULAÇÕES
A flexibilidade das tubulações é definida em função da capacidade de absorsão das dilatações térmicas, as quais estarão submetiidas, por meio de deformações dos trechos que a compõem. As tubulações serão ditas flexíveis, quando as tensões resultantes das dilatações térmicas forem inferiores à tensão admissível do material especificado para atubulação. Considerando o isométrico da figura 8 e os dados abaxo, calcular as tensões nos trechos L1, L2, L3 e L4.,
Figura 8 - Isométrico Proceder conforme a seqüência indicada Elaborar quadro das dilatações
Lado Direção Sentido Comprimento
L (em pés) L
3
Dilatação Δ = e x L
L1
L2
L3
L4
X
Y
Z
X
+
+
-
+
15
10
20
18
3375
1000
8000
5832
0,84
0,56
1,12
1,008
Calcular as somatórias Calcular os pares Calcular as dilatações totais Δx (0,84 + 1,008) = 1,848” Δy = 0,56” Δz = 1,12”
Calcular as constantes
900048
1,84810,751029
ΣLΣL48
ΔDE 6
3
z
3
y
xc
xK = 1335,0
1720748
0,5610,751029
ΣLΣL48
ΔDE 6
3
z
3
x
yc
yK = 211,0
1020748
1,1210,751029 6
ΣLΣL48
ΔDE
3
y
3
x
zc
zK = 712,6.
8000LΣL
1000LΣL
920758323375LLΣL
3
3
3
z
3
2
3
y
3
4
3
1
3
x
:
:
:
900080001000ΣLΣL
17207 8000 9207ΣLΣL
102071000 9207ΣLΣL
3
z
3
y
3
z
3
x
3
y
3
x
tubo: 10”série 40;
material aço-carbono ASTM A-106 Gr. A;
norma: ANSI B.31.3;
temperatura de projeto t: 700 oF;
dilatação unitária e: 0,056 pol/pé;
diâmetro externo D: 10,75”;
módulo de elasticidade, temperatura ambiente Ec: 29 x 106 psi;
tensão admissível a 700ºF Sh: 22915 psi.

192
Calcular as tensões máximas nos trechos L1, L2, L3 e L4.
Trecho L1: S1y = Ky L1= 211 x 15= 3165 psi S1z = KzL1= 712 x 15= 10680 psi Trecho L2: S2x = KxL2= 1333 x 10 = 13330 psi S2z = KzL2= 712 x 10= 7210 psi Trecho L3: S3x = KxL3= 1333 x 20= 26660 psi S3y = KyL3= 211 x 20= 4220 psi Trecho L4: S4y = KyL4= 211x 18= 3798 psi S4z = KzL4= 712 x 18= 12816 psi Comparando os valores das tensões com o valor da tensão admissível 22955 psi, vê-se que a tensão S3x no trecho L3 é superior a 22955, significando que este trecho está submetido a um esforço acima do admissível. Este fato impõe seja reprojetada a rota da tubulação e recalculada as tensões. No novo arranjo indicado na figura 9, o comprimento total entre os extremos foi ampliado de 19,20 m para 22,20 m. Verificar o impacto nas tensões.
Figura 9 – Isométrico
Quadro das dilatações com a nova configuração
Lado Direção Sentido Comprimento
L (em pés) L
3
Dilatação Δ = e x L
L1
L2
L3
L4
L5
x
z
y
z
x
+
+
+
-
+
15
5
10
25
18
3375
125
1000
15625
5832
0,84
0,28
0,56
1,40
1,008
Cálculo dos somatórios:
920758323375ΣL3x 1000ΣL3
y 1575015625125ΣL3z

193
Cálculo dos pares
710009207ΣLΣL 3y
3x 1020
24957157509207ΣLΣL 3z
3x
16750157501000ΣLΣL 3z
3y
Cálculo das dilatações
"848,1x "56,0y 1,12"0,281,40 z
Cálculo das constantes
7161075048
1,8410,751029 6
xK ;
1452496748
0,5610,751029 6
yK ;
712,6 1020748
1,1210,751029 6
zK
Cálculo das tensões máximas em cada trecho, ver Nota 1.
trecho L1 S1z = KzL1 = 712 15 = 10680 psi
trecho L2 S2x = KxL2 = 716 5 = 3580 psi
trecho L3 S3x = KxL3 = 716 10 = 7160 psi
trecho L4 S4x = KxL4 = 716 25 = 17900 psi, tensão máxima
trecho L5 S5z = KxL5 = 712 18 = 12816 psi
Nesta nova configuração todas as tensões máximas são menores que a tensão admissível, de
onde se conclui que esta configuração está com flexibilidade adequada.
Notas:
1 - Na prática, não há necessidade de se calcular todas as tensões máximas; bastará calcular, para cada lado, a maior tensão, que será a correspondente ao maior dos dois valores de K relativos ao lado em questão, por exemplo para o lado L1 bastaria calcular S1z, porque se sabe antecipadamente que Kz > Ky. 2 - Observar que, apesar de ter sido alterada a configuração, as dilatações totais permaneceram as mesmas. É fácil de comprovar que os valores das dilatações totais permanecem sempre os mesmos desde que não sejam alterados os pontos extremos de ancoragem, porque as dilatações dos diversos lados se compensam.
3 - Para evitar engano nos sinais + ou - indicados no quadro das dilatações e necessários para os
cálculos de yx , e z convenciona-se um sentido geral para percurso dos trechos indicado
pelas setas na figura 9. Serão positivas as dilatações dos lados cujos sentidos de percurso coincidirem com a orientação dos eixos coordenados e vice-versa. Na figura 9, são positivas as dilatações Δ1, Δ2, Δ3, e Δ5, é negativa a dilatação Δ4,. Como só interessam os valores absolutos das dilatações totais, pouco importa se o resultado da soma algébrica for positivo ou negativo.

194
5.14 CÁLCULO DAS REAÇÕES NOS APOIOS DE ANCORAGEM
Os momentos das reação são calculados, em função das tensões máximas desenvolvidas no primeiro e no último trecho. Vamos considerar o mesmo arranjo estudado anteriormente e mostrado na figura 10 ao lado. No ponto “A” temos três forças RAX , RAY e RAZ e dois momentos M1Z e M1Y. O primeiro momento age no plano XY e o segundo momento age no plano XZ. Os sentidos das forças e dos momentos são determinados considerando-se a posição deformada do sistema e os esforços que estão sendo feitos sobre os pontos de fixação.
Figura 10 – Isométrico - Apoios A e F No cálculo da constante C, considerou-se:
- momento de inércia I: 161 pol 4
- módulo de elasticidade a 100ºF Eh: 21,5 x 106 psi
- módulo de elasticidade na temperatura ambiente Ec Ec = 29 x 106 psi, resultando:
C 1,856
1029
61021,5
6x10,75
161
cE
hE
D6
I
Cálculo dos Momentos no Trecho L1 Cálculo das Reações Correspondentes
M1Y = C x S1z = 1,85 x 10680 = 19758 pol.x lb RAY 15
4023 x 2
1L
1zM2
= 536 lb
M1Z = C x S1y = 1,85 x 2175 =4023 pol.x lb RAZ = 15
197582
1L
1yM2
= 2634 lb
A reação RAX, na direção do próprio trecho L1, será calculada pela tensão máxima S2x, do trecho adjacente L2. Essa tensão corresponde ao momento M2y, no plano zx, teremos então:
M2y = C x S2x = 1,85 x 3580 = 6623 pol.x lb RAX = 5
66232
L2
2yM2
= 2649 lb
Calculando analogamente os momentos e as forças no ponto “F”, teremos: M5Y = C x S5z = 1,85 x 12816 = 23709 pol.x lb M5Z = C x S5Y = 1,85 x 2610 =4828 pol.x lb
RFY = 18
48282
L
zM2
5
5 =536 lb RFZ18
237092
5L
5yM2
=2634 lb
Da mesma forma a reação RFX na direção de L5, será calculada em função da tensão máxima S4Z do trecho L4, teremos:
M4Y = C x S4X = 1,85 x 17.900 = 33115 pol.x lb RFX=25
33.1152
4L
4yM2
= 2649 lb
Observar que as igualdades RAX=RFX , RAY=RFY , RAZ=RFZ são necessárias para garantir a estabilidade do sistema. Notar também que os valores das reações e dos momentos nos extremos podem impor alterações na configuração do traçado da rede, como opção única para eventual redução de seus valores.
195
5.15 TANCAGEM
REFERENCIAIS NORMATIVOS
Os vasos de pressão deverão ser projetados em conformidade com as prescições da norma ASME e da norma regulamentadora NR 13 quanto aos procedimentos de segurança requeridos na instalação, operação, manutenção e inspeção. Esta norma deve ser aplicada quando: - o produto “P x V” for maior que 8, considerando “P” pressão máxima de operação expressa em KPa e “V” volume geométrico interno expresso em m
3.
- o fluido contido for Classe “A”, mesmo que P x V seja igual ou menor que 8. - o diâmetro interno for inferior a 150mm e este contiver fluidos classe “B”, “C” e “D”.
CLASSIFICAÇÃO DOS VASOS DE PRESSÃO SEGUNDO NR 13
São cinco grupos determinados em função do produto “P x V”, onde “P” deve ser empresso em “MPa” e “V” deve ser expresso em m
3.
Grupo 1 - quando PV ≥ 100 Grupo 2 - quando 100 > PV ≤ 30 Grupo 3 - quando 30 > PV ≤ 2,5 Grupo 4 - quando 2,5 > PV ≤ 1 Grupo 5 - quando 1 > PV
Classificação dos fluidos nos vasos, segundo NR 13
Classe A Fluidos inflamáveis ou combustiveis com T ≥ 200ºC Fluidos tóxicos com limite de tolerância ≤ 20 ppm Hidrogênio e Acetileno
Classe B Fluidos combustiveis com T < 200º C Fluidos tóxicos com limite de tolerância > 20 ppm
Classe C Vapor de água e ar comprimido
Classe D Água ou outros fluidos não enquadrados nas classes A, B ou com “T” > 50ºC
VASO DE PRESSÃO - ANALISE ESTRUTURAL
Considerando a figura 11, página 196 as normas AISC, API std 650, ASME, e os dados:
- volume geométrico do reservatório 20 m3
- pressão interna 6,2 kgf / cm2
- carga lateral 10 kgf a 2, 47m da base
- solda: com eletrodo E70XX segundo ASME
- eficiencia da solda 1,00
Calcular:
- dimensões construtivas;
- volumes das partes componentes;
- espessura das chapas tampos e costado;
- metragem das chapas;
- base de apoio ;
- peso do conjunto.
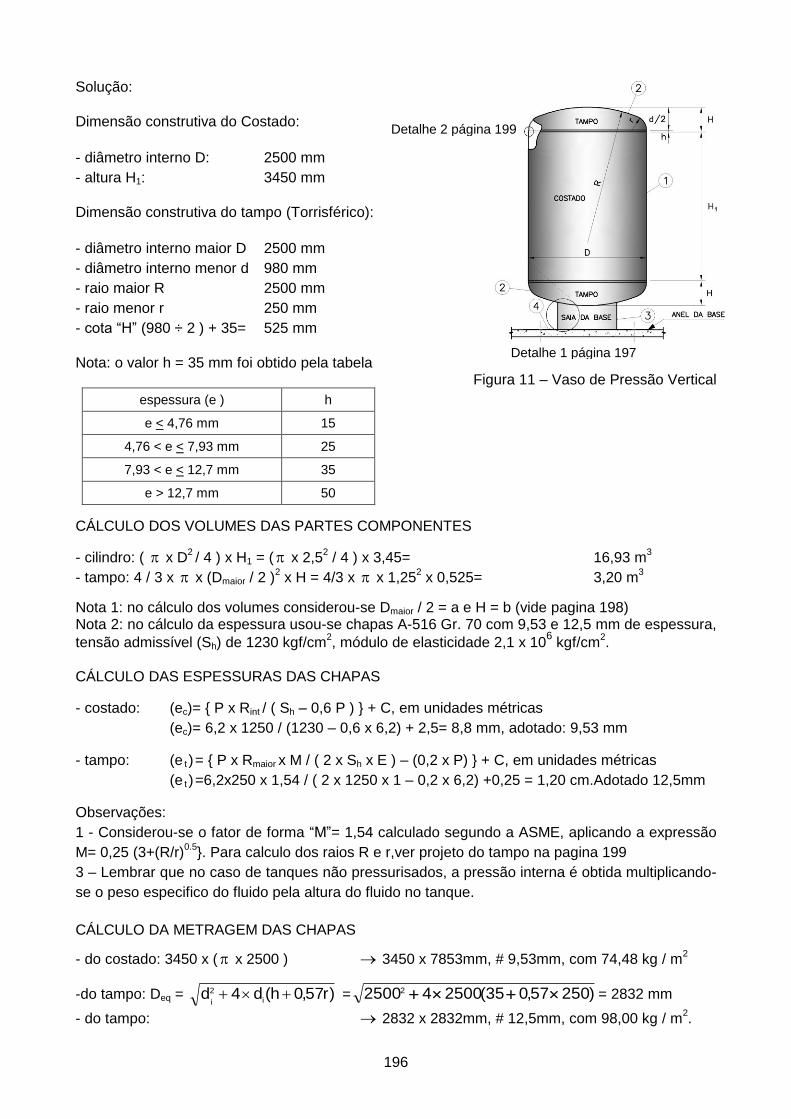
196
Solução:
Dimensão construtiva do Costado:
- diâmetro interno D: 2500 mm
- altura H1: 3450 mm
Dimensão construtiva do tampo (Torrisférico):
- diâmetro interno maior D 2500 mm
- diâmetro interno menor d 980 mm
- raio maior R 2500 mm
- raio menor r 250 mm
- cota “H” (980 ÷ 2 ) + 35= 525 mm
Nota: o valor h = 35 mm foi obtido pela tabela
Figura 11 – Vaso de Pressão Vertical
espessura (e ) h
e < 4,76 mm 15
4,76 < e < 7,93 mm 25
7,93 < e < 12,7 mm 35
e > 12,7 mm 50
CÁLCULO DOS VOLUMES DAS PARTES COMPONENTES
- cilindro: ( x D2 / 4 ) x H1 = ( x 2,5
2 / 4 ) x 3,45= 16,93 m
3
- tampo: 4 / 3 x x (Dmaior / 2 )2 x H = 4/3 x x 1,25
2 x 0,525= 3,20 m
3
Nota 1: no cálculo dos volumes considerou-se Dmaior / 2 = a e H = b (vide pagina 198) Nota 2: no cálculo da espessura usou-se chapas A-516 Gr. 70 com 9,53 e 12,5 mm de espessura,
tensão admissível (Sh) de 1230 kgf/cm2, módulo de elasticidade 2,1 x 10
6 kgf/cm
2.
CÁLCULO DAS ESPESSURAS DAS CHAPAS
- costado: (ec)= { P x Rint / ( Sh – 0,6 P ) } + C, em unidades métricas
(ec)= 6,2 x 1250 / (1230 – 0,6 x 6,2) + 2,5= 8,8 mm, adotado: 9,53 mm
- tampo: (e t )= { P x Rmaior x M / ( 2 x Sh x E ) – (0,2 x P) } + C, em unidades métricas
(e t )=6,2x250 x 1,54 / ( 2 x 1250 x 1 – 0,2 x 6,2) +0,25 = 1,20 cm.Adotado 12,5mm
Observações:
1 - Considerou-se o fator de forma “M”= 1,54 calculado segundo a ASME, aplicando a expressão
M= 0,25 (3+(R/r)0.5
}. Para calculo dos raios R e r,ver projeto do tampo na pagina 199
3 – Lembrar que no caso de tanques não pressurisados, a pressão interna é obtida multiplicando-
se o peso especifico do fluido pela altura do fluido no tanque.
CÁLCULO DA METRAGEM DAS CHAPAS
- do costado: 3450 x ( x 2500 ) 3450 x 7853mm, # 9,53mm, com 74,48 kg / m2
-do tampo: Deq = )r57,0h(d4di
2
i = )25057,035(2500425002 = 2832 mm
- do tampo: 2832 x 2832mm, # 12,5mm, com 98,00 kg / m2.
Detalhe 2 página 199
Detalhe 1 página 197

197
CÁLCULO DO PESO TOTAL DO TANQUE
peso do cilindro / tampos: 3,450 x 7,853 x 74,48 + 2 x 2,8322 x 98,00= 3624,5 kg
peso dos acessórios + base, assumido como 10% do peso do tanque 362 kg, ver Nota 1
peso total do tanque 3986,5 kg
CÁLCULO DO APOIO DO TANQUE
peso total do tanque w 4000 kg
espessura da chapa adotada 9,53mm
raio externo da saia Re 1350 mm
raio médio da saia Rm 987,50 mm
raio interno da saia Ri 625 mm
módulo de elasticidade E 2,1x106x kgf/cm
2
Cálculo do momento atuante: 10 x 247 2470 kgf x cm
Cálculo da resistência à compressão e à tração
eR
M
eR2
w2
mm
953,075,98
2470
953,075,982
40002 x
= 6,84 kgf / cm2 << 1230 kgf/cm
2
ok
Cálculo da flambagem
135
953,0102,10,0625
R
e E0,0625 6
e
= 926,5kgf / cm
2 < 1230 kgf/cm
2
ok
DIMENSÕES DA BASE
saia da base
altura: 870 mm
diâmetro: 1250 mm
perímetro: x 1,250 x 0,870 = 3,416 m
chapa: 870 x 3416mm, # 9,53mm, com 74,48 kg / m2
peso: 0,87 x 3,416 x 74,48 = 221,24 kg
Nota 1: como 221,24 kg é menor que 362 kg OK
anel da base
diâmetro externo: 2700 mm
diâmetro interno: 1250 mm
chapa: 2700 x 2700mm # 9,53mm, com 74,48 kgf / m2
peso: ( x 2,702 ÷ 4 ) – ( x 1,25
2 ÷ 4 ) x 74,48 = 335 kg
VERIFICAÇÃO QUANTO AO ARRANCAMENTO
ΣMo = 0 F1 x 1,975 = 10 x 2,470F1 = 12,5 kgf
F2 = 4000 / 2 = 2000 kgf
Como F2 >> F1 não haverá arrancamento.
Detalhe 1

198
EXEMPLO NUMÉRICO PARA O CÁLCULO DO NÍVEL DE FLUIDO EM VASOS HORIZONTAIS
Considerando a figura 12 e os dados abaixo,:
dimensões do tanque diâmetro 2.500mm x altura 3563mm
volume do cilindro 10 m3
volume de cada tampo 2,5 m3
volume do tanque 15 m3
calcular a cota entre a lâmina de água e a geratriz superior do tanque, quando este estiver na posição horizontal com 12 m
3.
Figura 12 – Tanque Horizontal Solução:
dimensões construtivas
- comprimento do cilindro V = 2r LL = 10 ÷ x 1,252 2,037 m
- altura b do tampo ovóide V = ( 4 / 3 ) x a
2 x
bb = 5 x 3 ÷ (4 x x 1,25
2) 0,763m
tem-se a relação: 15m
3 – 100
10m3 - X % X = 66,6 % .
Com o volume de 12m
3, o cilindro conterá 12 x 0,666 = 7,992 m
3
Como o comprimento do cilindro é de 2,037 m a área molhada será 7,992 ÷ 2,037 = 3,923 m
2
Como a área da seção circular total do cilindro vale 4,908 m2 ( x 1,25
2 ), concluímos que a área
seca será: 4,908 – 3,923 = 0,985 m2.
Analisando a geometria a área “X” do setor circular ODB, será: 2 - r
2
- X X = x r2 / 2
a área do triângulo OCB, será: BC x OC / 2 ( r x sen x r cos ) ÷ 2 (r
2 x sen x cos ) ÷ 2
Assim: )cossen(2
r
2
cossenr
2
r 222
= 2
985,0. Como sen x cos=sen 2 ÷ 2,
teremos: 2
2r
2
2sen
2
9850
2
2sen ,(0,985 ÷ 2) x ( 2 ÷ 1,25
2) = 0,63
Por tentativa, = 60,5o
Cálculo da altura da lâmina do fluido: OCOD = m64,05,60cos25,125,1 CDCD .

199
PROJETO DOS TAMPOS TORRISFÉRICOS
Considerando a figura 13 e os dados abaixo
eixo maior AB =2500 mm
eixo menor CD =1526 mm,
calcular os raios do tampo torrisférico:
FD , raio maior e AC1 , raio menor.
Figura 13 – Geometria do Tampo Torrisférico SEQÜÊNCIA DE CÁLCULO SUGERIDA PARA DETERMINAÇÃO DOS RAIOS:
1 - calcular AD
2 - calcular 2CDAB
3 - determinar o ponto “E” tal que 2)( CDABADAE
4 - determinar o ponto “M” tal que MEAM
5 - por “M” traçar perpendicular à reta AD
(esta reta vai interceptar o eixo AB em “C1”, e o eixo CD em “F”)
6 - FD será o raio maior
7 - AC1 será o raio menor.
Solução:
Calcular 22 7631250 AD 1464 mm.
Calcular ED = 2/CDAB 487 mm.
Calcular AE = 1464 – 487 977 mm.
Logo = arc sen 1250 / 1464= 0,854 → = 58,6º.
Cálculo do raio maior FD = MD / cos = [(97 / 2) +487] / 0,521 = 1872mm.
Cálculo do raio menor AC1 = AM / cos 1
como 1 = 90o – 58,6
o = 31,4º, vem [(1464 – 487) / 2] x cos 31,4º = 572mm.
Nota: à geratriz AB deverá ser acoplado o anel indicado no detalhe 2 com a dimensão h, mencionada na página 196.
mAD 47,1
Detalhe 2


CAPÍTULO VI
TUBULAÇÕES INDUSTRIAIS - MONTAGEM
Solda de Topo entre Tubos

202
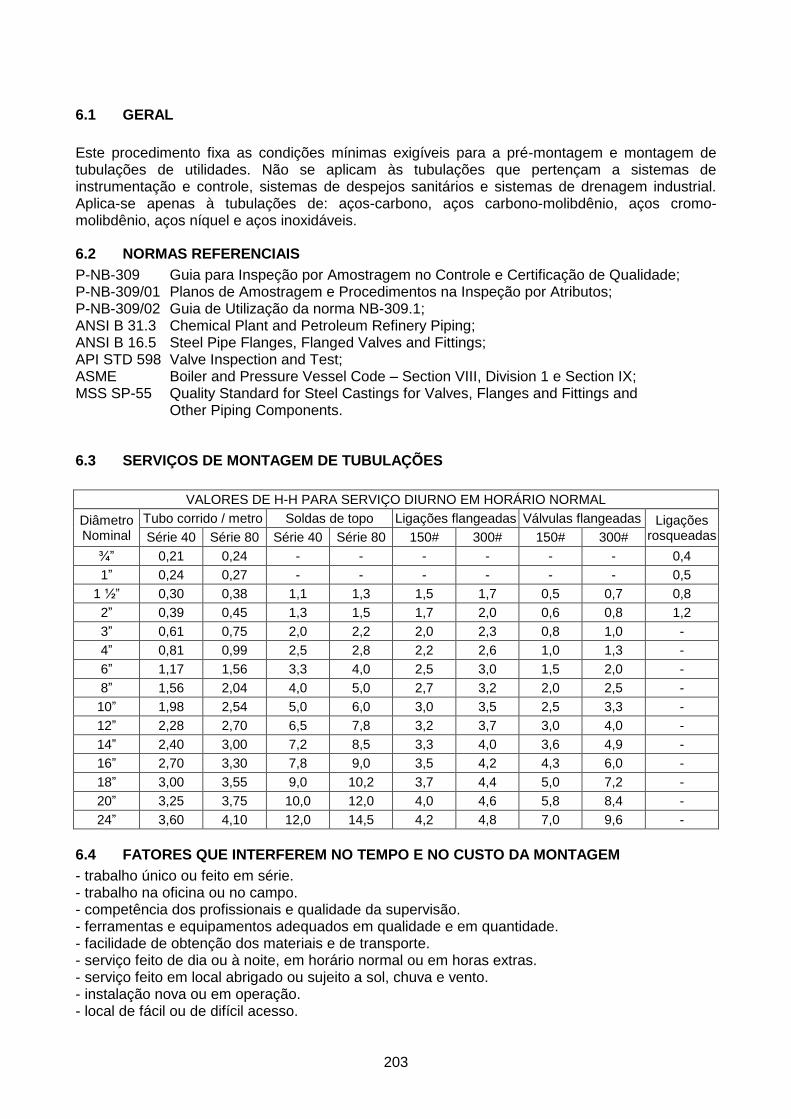
203
6.1 GERAL
Este procedimento fixa as condições mínimas exigíveis para a pré-montagem e montagem de tubulações de utilidades. Não se aplicam às tubulações que pertençam a sistemas de instrumentação e controle, sistemas de despejos sanitários e sistemas de drenagem industrial. Aplica-se apenas à tubulações de: aços-carbono, aços carbono-molibdênio, aços cromo-molibdênio, aços níquel e aços inoxidáveis.
6.2 NORMAS REFERENCIAIS
P-NB-309 Guia para Inspeção por Amostragem no Controle e Certificação de Qualidade; P-NB-309/01 Planos de Amostragem e Procedimentos na Inspeção por Atributos; P-NB-309/02 Guia de Utilização da norma NB-309.1; ANSI B 31.3 Chemical Plant and Petroleum Refinery Piping; ANSI B 16.5 Steel Pipe Flanges, Flanged Valves and Fittings; API STD 598 Valve Inspection and Test; ASME Boiler and Pressure Vessel Code – Section VIII, Division 1 e Section IX; MSS SP-55 Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components.
6.3 SERVIÇOS DE MONTAGEM DE TUBULAÇÕES
VALORES DE H-H PARA SERVIÇO DIURNO EM HORÁRIO NORMAL
Diâmetro Nominal
Tubo corrido / metro Soldas de topo Ligações flangeadas Válvulas flangeadas Ligações rosqueadas Série 40 Série 80 Série 40 Série 80 150# 300# 150# 300#
¾” 0,21 0,24 - - - - - - 0,4
1” 0,24 0,27 - - - - - - 0,5
1 ½” 0,30 0,38 1,1 1,3 1,5 1,7 0,5 0,7 0,8
2” 0,39 0,45 1,3 1,5 1,7 2,0 0,6 0,8 1,2
3” 0,61 0,75 2,0 2,2 2,0 2,3 0,8 1,0 -
4” 0,81 0,99 2,5 2,8 2,2 2,6 1,0 1,3 -
6” 1,17 1,56 3,3 4,0 2,5 3,0 1,5 2,0 -
8” 1,56 2,04 4,0 5,0 2,7 3,2 2,0 2,5 -
10” 1,98 2,54 5,0 6,0 3,0 3,5 2,5 3,3 -
12” 2,28 2,70 6,5 7,8 3,2 3,7 3,0 4,0 -
14” 2,40 3,00 7,2 8,5 3,3 4,0 3,6 4,9 -
16” 2,70 3,30 7,8 9,0 3,5 4,2 4,3 6,0 -
18” 3,00 3,55 9,0 10,2 3,7 4,4 5,0 7,2 -
20” 3,25 3,75 10,0 12,0 4,0 4,6 5,8 8,4 -
24” 3,60 4,10 12,0 14,5 4,2 4,8 7,0 9,6 -
6.4 FATORES QUE INTERFEREM NO TEMPO E NO CUSTO DA MONTAGEM
- trabalho único ou feito em série. - trabalho na oficina ou no campo. - competência dos profissionais e qualidade da supervisão. - ferramentas e equipamentos adequados em qualidade e em quantidade. - facilidade de obtenção dos materiais e de transporte. - serviço feito de dia ou à noite, em horário normal ou em horas extras. - serviço feito em local abrigado ou sujeito a sol, chuva e vento. - instalação nova ou em operação. - local de fácil ou de difícil acesso.

204
6.5 TERMOS TÉCNICOS
- Diligenciadora: firma contratada pelo cliente para gerenciar compras e inspecionar materiais na
fábrica do fornecedor.
- Fábrica: oficina ou fábrica do fornecedor.
- Fornecedor: fabricante e/ou fornecedor de materiais ou serviço de mão de obra.
- Inspetora: firma contratada pelo cliente com intuito de exercer fiscalização e inspeção na obra.
- Cliente: firma responsável pela contratação da montagem.
- Montadora: firma responsável pela fabricação, pré-fabricação e montagem.
- Sistema de Utilidades: tubulações de água, gases, ar comprimido, e incêndio.
- Almoxarifado do Cliente: local de guarda de materiais sob a responsabilidade do cliente.
- Almoxarifado da Montadora: idem, porém sob a responsabilidade da montadora.
- Certificado de Qualidade de Material: registro dos resultados de ensaios, testes e exames,
exigidos pelas normas e realizados pelo fabricante do material.
- Chapas de Bloqueio: chapa de aço com a mesma especificação do material da tubulação,
soldada na extremidade da tubulação, usada para bloquear o fluido no teste de pressão.
- Contaminação: o fato de deixar em contato com as partes internas e faces dos flanges,
poeiras, partículas, pingos de solda, marcas digitais, oleosidades, graxas, partículas de tinta, etc.
- Cachorro: dispositivos soldados ou não à tubulação, usados temporariamente para se
conseguir a ajustagem entre as diversas partes a serem soldadas, e fixação desta, durante a
soldagem.
- Grauteamento: enchimento do espaço entre as bases do suporte metálico e a de concreto após
nivelamento da base dos suportes metálicos, com mistura de cimento, areia e aditivos.
- Inspeção no Fabricante: realizada para verificação dimensional e de materiais dos componentes.
- Inspeção de Embalagem: realizada para verificação dos quantitativos, conformidade de
materiais e estado geral.
- Inspeção de Recebimento: realizada segundo amostragem pré-estabelecida, para verificação
das características principais dos diversos materiais de tubulação.
- Spool: é o subconjunto de uma linha, formado pelo menos por uma conexão e um tubo, que é
pré-montado em oficina de campo (pipe shop).
- “Pipe-Shop”: oficina de campo da montadora nas instalações do cliente.
- Pré-Montagem: montagem de subconjuntos (spools) do sistema de tubulações no “pipe-shop”.
- Montagem: executada no local definitivo da tubulação.
- Procedimentos da Executante: documentos emitidos pela montadora dos serviços definindo os
parâmetros e as condições de execução de determinado serviço de construção, pré-montagem ou
montagem.
- Sobre-Comprimento: comprimento adicional deixado nas peças pré-fabricadas, visando
permitir eventuais ajustes no campo.
- Temperatura de Teste: temperatura do líquido de teste, obtida através da média de uma série
de medições efetuadas no reservatório. Para teste pneumático, é a temperatura do metal da
tubulação durante o teste.

205
6.6 FLUXOGRAMA DE MONTAGEM

206
6.7 INSPEÇÕES DE RECEBIMENTO
6.7.1 Tubos
A aceitação dos tubos passa pelas certificações de material e dimensional. CERTIFICAÇÃO DE MATERIAL
- devem ser informados os teores de carbono, manganês, silício, molibidênio e cromo;
- deve ser adotado um código de cores para distinguir cada tipo de material, sendo a
faixa-identificadora pintada ao longo do comprimento de cada tubo;
- devem ser verificados os certificados de qualidade do material de todos os tubos, inclusive o
laudo-radiográfico de tubos com costura, quando exigido, em confronto com a especificação
ASTM ou API, aplicável.
Deve ser informado o “P Number” do material, consultartabela página 144. Lembrar que o “P Number” da norma ANSI B 31 refere à soldabilidade do material. Exemplo: Material do tubo ASTM A 106 Grau Carbono Manganês Silício P Number
% máxima faixa % % mínima
A 0,25 0,27 a 0,93 0,10 1
B 0,30 0,29 a 1,06 0,10 1
C 0,35 0,29 a 1,06 0,10 1
CERTIFICAÇÃO DIMENSIONAL As dimensões devem estar conformes normas ANSI B 36.10 / B 36.19 ou API.
As seguintes características verificadas por amostragem, segundo Norma ABNT 309 devem estar
conforme as especificações indicadas no projeto:
- diâmetro;
- circularidade em ambas as extremidades;
- chanfro;
- extremidades roscadas;
- estado da superfície;
- empenamento;
- estado do revestimento;
- perpendicularidade do plano de boca.

207
6.7.1.1 Roscas
Verificar o dimensional conforme o padrão. No caso da rosca NPT Norma ANSI B 2.1. CONDIÇÃO DE ACEITAÇÃO
Eo = D - ( 0,05 D +1,1 ) P
L2 = ( 0,80 D + 6,8 ) P
t = 0,80 P
onde: D - diâmetro externo do tubo em polegadas.
P - passo da rosca em polegadas
Conicidade da rosca = 1:16
Exemplo numérico - Rosca Φ1”
E0: 1,315 – ( 0,05 x 1,315 + 1,1 ) x 0,08696= 1,21363
L2: ( 0,8 x 1,315 + 6,8 ) x 0,08696= 0,6828
t: 0,8 x 0,08696= 0,06957
Diâmetro
nominal do
tubo (pol.)
Diâmetro
externo do
tubo ( D )
(pol.)
Número de
fios por
polegada
Passo
( P )
(pol.)
Altura do
filete ( t )
(pol.)
Diâmetro
médio da
rosca (E0)
(pol.)
Comprimento
de aperto
manual ( L1 )
Comprimento útil
da rosca ( L2 )
(pol.) fios (pol.) fios
1/4
3/8
1/2
3/4
1
0,540
0,675
0,840
1,050
1,315
18
18
14
14
11 1/2
0,05556
0,05556
0,07143
0,07143
0,08696
0,04444
0,04444
0,05714
0,05714
0,06957
0,47739
0,61201
0,75843
0,96768
1,21363
0,228
0,240
0,320
0,339
0,400
4,10
4,32
4,48
4,75
4,60
0,4018
0,4078
0,5337
0,5457
0,6828
7,23
7,34
7,47
7,64
7,85
1 1/4
1 1/2
2
2 1/2
3
4
1,660
1,900
2,375
2,875
3,500
4,500
11 1/2
11 1/2
11 1/2
8
8
8
0,08696
0,08696
0,08696
0,12500
0,12500
0,12500
0,06957
0,06957
0,06957
0,10000
0,10000
0,10000
1,55713
1,79609
2,26902
2,71953
3,34062
4,33438
0,420
0,420
0,436
0,682
0,766
0,844
4,83
4,83
5,01
5,46
6,13
6,75
0,7068
0,7235
0,7565
1,1375
1,2000
1,3000
8,13
8,32
8,70
9,10
9,60
10,40
208
6.7.2 Conexões
A aceitação das conexões passa pela certificação de material e dimensional.
CERTIFICAÇÃO DE MATERIAL
- deve ser informado o teor de carbono, manganês, silício, molibidênIo e cromo;
- deve ser adotado um código de cores para distinguir cada tipo de material, sendo a faixa-
identificadora pintada ao longo do comprimento de cada tubo;
- deve ser informado o “P Number” do material. Lembrar que o “P Number” da Norma ANSI B 31
refere-se à soldabilidade do material;
Verificar os certificados de qualidade do material, inclusive o laudo radiográfico, quando exigido, de todas as conexões, em confronto com as especificações ASTM ou ANSI aplicáveis.
CERTIFICAÇÃO DIMENSIONAL
As seguintes características devem estar conforme as especificações indicadas no projeto
verificadas por amostragem segundo Norma ABNT 309:
- diâmetro nas extremidades;
- circularidade;
- distância centro-face;
- chanfro encaixe para solda, ou rosca (tipo e passo);
- espessura;
- angularidade das curvas 450 e 90
0;
- estado da superfície quanto a amassamentos, corrosão e trincas;
- estado geral da galvanização ou revestimento quanto à falhas ou falta de aderência.
Verificar se todas as conexões estão identificadas com seguintes dados: tipo, especificação e
grau do material, diâmetro, classe de pressão ou espessura.
6.7.3 Flanges
A aceitação dos flanges passa pela certificação de material e dimensional.
CERTIFICAÇÃO DE MATERIAIS - verificar se todos os flanges têm identificação estampada informando: tipo de flange, tipo de face, especificação do material, grau, diâmetro nominal, classe de pressão, espessura e placa (TAG) do instrumento (para flanges de orifício); - verificar se todos os flanges estão embalados e acondicionados. - verificar os certificados de qualidade de material de todos os flanges, em confronto com a norma ASTM aplicável;
CERTIFICAÇÃO DIMENSIONAL Verificar: - o diâmetro interno; - a espessura do pescoço; - a altura e diâmetro externo do ressalto; - a profundidade, tipo e passo da ranhura; - a espessura da aba; - o chanfro ou encaixe para solda, ou o tipo e o passo da rosca; - o rebaixo para junta de anel.
Esta verificação deverá estar de acordo com as tolerâncias conforme tabelas 3 e 4. páginas 210 e 211.
Verificar o estado das roscas quanto a amassamentos, corrosão, rebarbas e proteção,o estado
dos revestimentos quanto à falhas ou falta de aderência, e a existência de trincas, dobras,
amassamentos bem como o estado geral da face quanto ao estado do ranhuramento, sem
mossas, e proteção.
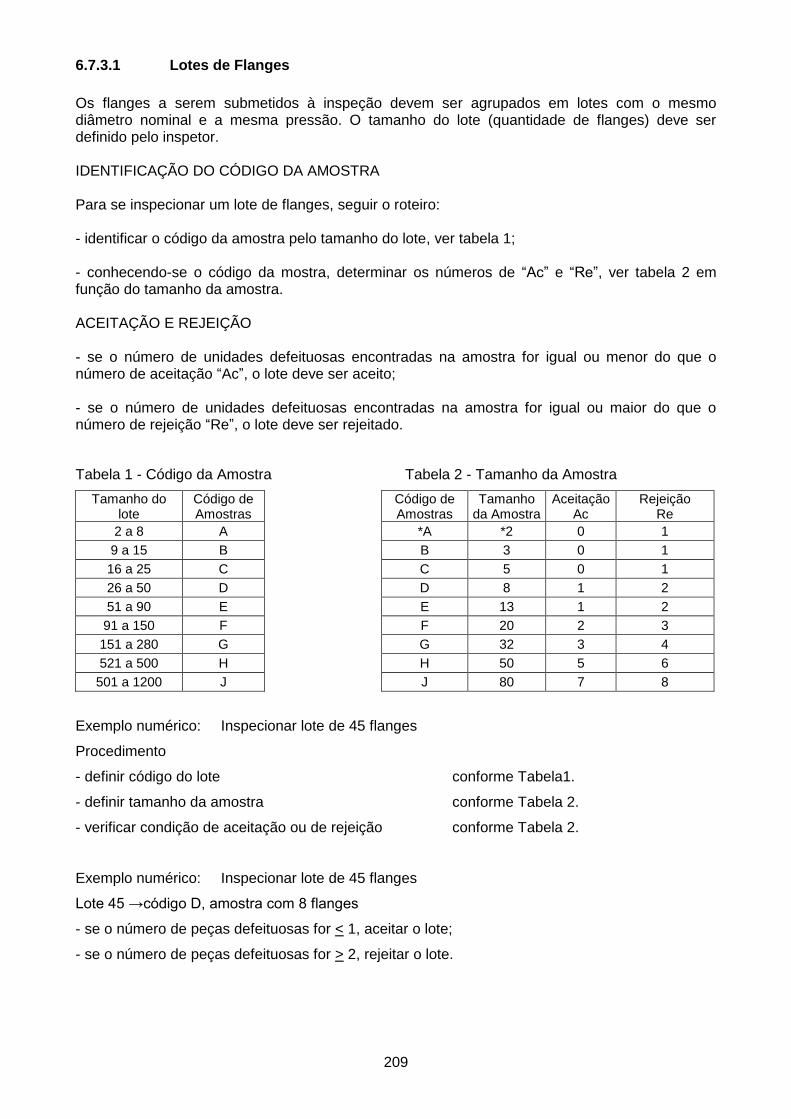
209
6.7.3.1 Lotes de Flanges
Os flanges a serem submetidos à inspeção devem ser agrupados em lotes com o mesmo diâmetro nominal e a mesma pressão. O tamanho do lote (quantidade de flanges) deve ser definido pelo inspetor. IDENTIFICAÇÃO DO CÓDIGO DA AMOSTRA Para se inspecionar um lote de flanges, seguir o roteiro: - identificar o código da amostra pelo tamanho do lote, ver tabela 1; - conhecendo-se o código da mostra, determinar os números de “Ac” e “Re”, ver tabela 2 em função do tamanho da amostra. ACEITAÇÃO E REJEIÇÃO - se o número de unidades defeituosas encontradas na amostra for igual ou menor do que o número de aceitação “Ac”, o lote deve ser aceito; - se o número de unidades defeituosas encontradas na amostra for igual ou maior do que o número de rejeição “Re”, o lote deve ser rejeitado.
Tabela 1 - Código da Amostra Tabela 2 - Tamanho da Amostra
Tamanho do lote
Código de Amostras
Código de Amostras
Tamanho da Amostra
Aceitação Ac
Rejeição Re
2 a 8 A *A *2 0 1
9 a 15 B B 3 0 1
16 a 25 C C 5 0 1
26 a 50 D D 8 1 2
51 a 90 E E 13 1 2
91 a 150 F F 20 2 3
151 a 280 G G 32 3 4
521 a 500 H H 50 5 6
501 a 1200 J J 80 7 8
Exemplo numérico: Inspecionar lote de 45 flanges
Procedimento
- definir código do lote conforme Tabela1.
- definir tamanho da amostra conforme Tabela 2.
- verificar condição de aceitação ou de rejeição conforme Tabela 2.
Exemplo numérico: Inspecionar lote de 45 flanges
Lote 45 →código D, amostra com 8 flanges
- se o número de peças defeituosas for < 1, aceitar o lote;
- se o número de peças defeituosas for > 2, rejeitar o lote.

210
TABELA 3 – TOLERÂNCIAS DIMENSIONAIS DE FLANGES
Esses referenciais de tolerância são aplicáveis aos flanges dos tipos: sobrepostos, roscados, soltos e cegos.
Diâmetro externo 24” ou menor + 1,6 mm
26”ou maior + 3,2 mm
Diâmetro interno
10”ou menor + 0,8 mm - 0 mm
12” ou maior + 1,6 mm - 0 mm
Flanges Roscados Tolerância conforme calibre para roscas
Diâmetro do encaixe na rosca 10” ou menor
+ 0,8 mm - 0 mm
12”ou mais + 1,6 mm - 0 mm
Diâmetro do ressalto
Ressalto = 1,60 mm + 0,8 mm
Ressalto = 6,35 mm + 0,4 mm
Macho duplo e canal + 0,4 mm
Macho e fêmea + 0,4 mm
Diâmetro externo do pescoço 12” ou menor
+ 2,4 mm - 1,6 mm
14” ou maior + 3.2 mm
Furação
Círculo + 1,6 mm
Distância entre furos adjacentes + 0,4 mm máximo
Excentricidade do círculo e do ressalto 0,4 mm máximo
Altura total 18” ou menor
+ 3.2 mm - 0,8 mm
20”ou maior + 4,8 mm - 1,6 mm
Espessura 18” ou menor
+ 3,2 mm - 0 mm
20” ou maior + 4,8 mm - 0 mm
Diâmetro dos furos < 10”
+ 0,8 mm - 0 mm
> 10” + 1,2 mm - 0 mm

211
TABELA 4 – TOLERÂNCIAS DIMENSIONAIS DE FLANGES
Esses referenciais de tolerâncias são aplicáveis aos flanges do tipo com pescoço.
Diâmetro externo 24” ou menor + 1,6 mm
26”ou maior + 3,2 mm
Diâmetro interno
10”ou menor + 0,8 mm
12” a 18 + 1,6 mm
20” ou maior + 3,2 mm - 1,6 mm
Diâmetro do ressalto
Ressalto = 1,60 mm + 0,8 mm
Ressalto = 6,35 mm + 0,4 mm
Macho duplo e canal + 0,4 mm
Macho e fêmea + 0,4 mm
Diâmetro do pescoço no local da solda
5” ou menor + 2,4 mm - 0,8 mm
6” ou maior + 4,0 mm - 0,8 mm
Diâmetro do pescoço na base
Diâmetro na base 24” ou menor + 1,6 mm
Diâmetro na base acima de 24” + 3,2 mm
Furação
Círculo + 1,6 mm
Distância entre furos adjacentes + 0,4 mm
Excentricidade do círculo e do ressalto
0,4 mm máximo
Largura da face plana para solda Todos os tamanhos + 0,8 mm
Ângulo do biselamento Todos os tamanhos + 2o 30’
Altura total 10” ou menor + 1,6 mm
12”ou maior + 3,2 mm
Espessura
18” ou menor + 3,2 mm - 0 mm
20” ou maior + 4,8 mm - 0 mm
Diâmetro dos furos
< 10” + 0,8 mm - 0 mm
> 10” + 1,2 mm - 0 mm

212
6.7.4 Parafusos e Porcas
A aceitação dos parafusos e porcas passa pela certificação de material e verificação dimensional. CERTIFICAÇÃO DE MATERIAL Verificar os certificados de qualidade do material de todos os lotes de parafusos e porcas, em confronto com as especificações ASTM.
parafuso: material ASTM A 307 limitado a 250 oC e pressão < 20 kgf/ cm
2
estojo: material ASTM A 193 Gr B7 limitado a 480oC
estojo: material ASTM A 193 Gr B5 limitado a 590oC
estojo: material ASTM A 193 Gr B6 para temperatura > 590oC
estojo: material ASTM A 320 Gr L7 para temperatura < 0oC
CERTIFICAÇÃO DIMENSIONAL Verificar se todos os lotes estão identificados com as seguintes características: especificação, tipo de rosca, tipo de porca, tipo de parafuso e dimensões conforme ANSI B 18.2.1. Verificar o estado geral quanto ao amassamento, trincas, corrosão e à proteção. Verificar, por amostragem conforme Norma ABNT 309, em cada lote, se as seguintes características estão de acordo com as referências da Norma ANSI B 18.2.1:
- símbolo ASTM estampado no parafuso e na porca, ver figura abaixo;
- comprimento do estojo L’
- comprimento do parafuso L
- diâmetro do parafuso, estojo e porca Dn
- altura da porca do parafuso A e D
- altura entre faces e arestas da porca B e E
- distância entre faces e arestas da porca C e F
- altura da porca G
- tipo e passo da rosca.
Parafuso Quadrado Parafuso Sextavado
Porca Sextavada Estojo

213
TABELA 5 – DIMENSÕES DE PORCAS E PARAFUSOS PARA FLANGES
Dimensões (pol.) de acordo com ANSI B 18.2.1
Classe do
flange
Diâmetro do
flange (pol) Quant.
Diâmetro
Nominal
(pol)
Parafusos
flange RF
L
Estojos
flange RF
L’
Estojos
flange OR
L’
150#
1/2
3/4
1
4
4
4
1/2
1/2
1/2
2
2 1/4
2 1/4
2 1/2
2 1/2
2 3/4
3 1/4
1 1/4
1 1/2
2
2 1/2
3
4
4
4
4
4
1/2
1/2
5/8
5/8
5/8
2 1/2
2 1/2
2 3/4
3
3 1/4
2 3/4
3
3 1/4
3 1/3
3 3/4
3 1/4
3 1/2
3 3/4
4
4 1/4
4
6
8
10
12
8
8
8
12
12
5/8
3/4
3/4
7/8
7/8
3 1/4
3 1/2
3 3/4
4
4 1/4
3 3/4
4
4 1/4
4 3/4
4 3/4
4 1/4
4 1/2
4 3/4
5 1/4
5 1/4
14
16
18
20
24
12
16
16
20
20
1
1
1 1/8
1 1/8
1 1/4
4 1/2
4 3/4
5
5 1/2
6
5 1/4
5 1/2
6
6 1/4
7
5 3/4
6
6 1/2
6 3/4
7 1/2
300#
1/2
3/4
1
4
4
4
1/2
5/8
5/8
2 1/4
2 1/2
2 3/4
2 3/4
3
3 1/4
3
3 1/2
3 3/4
1 1/4
1 1/2
2
2 1/3
3
4
4
8
8
8
5/8
3/4
5/8
3/4
¾
2 3/4
3
3
3 1/2
3 3/4
3 1/4
3 1/2
3 3/4
4
4 1/4
3 3/4
4 1/4
4 1/4
4 3/4
5
4
6
8
10
12
8
12
12
16
16
3/4
3/4
7/8
1
1 1/8
4
4 1/4
4 3/4
5 1/2
6
4 1/2
5
5 1/2
6 1/4
6 3/4
5 1/4
5 3/4
6 1/4
7
7 1/2
14
16
18
20
24
20
20
24
24
24
1 1/8
1 1/4
1 1/4
1 1/4
1 1/2
6 1/4
6 1/2
6 3/4
7 1/4
8
7
7 1/2
7 3/4
8 1/4
9 1/4
7 1/2
8 1/4
8 1/2
9
10 1/4
Diâmetro
nominal (pol.)
Dimensões (mm) de acordo com ANSI B 18.2.1
A B C D E F G
1/2
5/8
3/4
8,3
10,7
12,7
19,0
23,8
28,6
25,8
33,7
40,4
8,7
10,7
12,1
22,2
26,9
31,8
25,6
31,2
36,3
12,3
15,5
18,6
7/8
1
1 1/8
1 1/4
15,0
16,6
19,0
21,4
33,3
38,1
42,9
47,6
47,1
53,9
60,6
67,4
14,7
17,1
19,0
21,4
36,5
41,3
46,0
50,8
42,2
47,2
53,2
58,6
21,8
25,0
28,2
30,9
1 3/8
1 1/2
1 5/8
1 3/4
23,0
25,4
52,4
57,1
74,1
80,8
23,0
25,4
29,4
55,6
60,3
65,1
69,8
64,2
69,6
75,1
80,6
34,1
37,3
40,5
43,6
1 7/8
2
2 1/4
2 1/2
34,1
38,1
42,1
74,6
79,4
88,9
98,4
86,1
91,6
102,6
113,6
46,8
50,0
55,9
62,3
2 3/4
3
3 1/4
3 1/2
46,0
50,8
107,9
117,5
127,0
136,5
124,6
135,6
146,6
157,6
68,6
75,0
80,9
87,3
214
6.7.5 Filtros
Verificar se todos os filtros estão identificados por plaqueta de acordo com a codificação do
projeto.
Verificar, por amostragem conforme Norma ABNT 301, se as seguintes características estão de
acordo com as normas adotadas pelo projeto:
- distância entre as extremidades;
- dimensões dos suportes;
- extremidades flangeadas, roscadas e soldadas;
- conformidade do “mesh” do elemento filtrante com as normas de projeto e o seu estado;
- estado geral do filtro.
6.7.6 Raquetes e “Figura 8”
Verificar se todas as raquetes e “figuras 8” estão identificadas por puncionamento com a
especificação do material, grau, classe de pressão e diâmetro.
Verificar os certificados de qualidade do material de todas as “figuras 8”, em conformidade com a
Norma ASTM aplicável.
Verificar o estado geral da superfície principalmente das ranhuras, quanto à existência de mossa,
corrosão e se estão devidamente protegidas.
Verificar, por amostragem conforme Norma ABNT 301, as seguintes características de acordo
com as especificações adotadas pelo projeto:
- diâmetro interno e externo na região da junta;
- diâmetro externo do tubo;
- profundidade, tipo e passo das ranhuras;
- espessura;
- rebaixo para junta tipo anel;
- posição do furo de rotação;
- diâmetro do furo de rotação;
- dimensão do ressalto.

215
6.7.7 Juntas de Vedação
Verificar se as juntas de vedação estão identificadas, com material, tipo, material do enchimento, diâmetros, classe de pressão e padrão dimensional de fabricação. Verificar em todas as juntas de vedação tipo anel o estado da superfície, quanto à corrosão, amassamentos, avarias mecânicas e trincas.
Verificar, por amostragem conforme Norma ABNT 309, se as seguintes características da junta estão de acordo com as normas adotadas pelo projeto:
- espessuras;
- diâmetro interno e externo;
- passo das juntas espiraladas ou corrugadas;
- espaçadores das juntas metálicas, diâmetro externo e espessura;
- todas as dimensões das juntas de vedação tipo anel e a dureza nas emendas, se houver.
6.7.8 Juntas de Expansão
Verificar se todas as juntas de expansão estão identificadas por plaqueta de acordo com a codificação do projeto. Verificar as seguintes características de acordo com as especificações adotadas pelo projeto:
- distância entre extremidades;
- extremidades (flanges, solda de topo);
- tirantes;
- travamento;
- soldas;
- estado geral das peças da junta quanto à trincas, amassamentos e corrosão, principalmente na
região do fole, onde não são admitidos quaisquer defeitos;
- alinhamento;
- marcação do sentido de fluxo.
Figura 2 – Junta de Expansão com Travas
Nota: as juntas de expansão são pré-estiradas, cerca de 50% do curso total, mediante 2 varetas que devem ser retiradas quando as mesmas forem instaladas. O comprimento da junta “fria” é a medida certa para cortar a tubulação à temperatura de 20
oC. Se na ocasião do
recebimento for efetuada prova hidráulica, deve-se colocar duas varetas roscadas conforme indicado na figura 2 para anular a ação axial. Estas varetas devem ser mantidas também durante a prova da tubulação.
216
6.7.9 Válvulas
A aceitação das válvulas manuais passa pelas inspeções tipo “A” e tipo “B” . INSPEÇÃO DE RECEBIMENTO TIPO “A” Feita com base em desenhos e documentos aprovados pelo cliente para certificar se a válvula está de acordo com a Especificação de Compra. Geralmente, são de fabricação em série, dispensando a presença na fábrica do inspetor do cliente.
INSPEÇÃO DE RECEBIMENTO TIPO “B”
Feita com base em desenhos e documentos aprovados pelo cliente para certificar se a válvula está de acordo com a Especificação de Compra. Esta válvula poderá ser ou não de fabricação em série. A presença do inspetor na fábrica para acompanhamento de inspeções e testes finais será definida pelo cliente. Estas inspeções de recebimento se aplicam às válvulas manuais de aço fundido e ao aço carbono forjado dos tipos: - bloqueio - gaveta e macho; - regulagem de fluxo - globo, agulha, borboleta e diafragma; - fluxo em um só sentido - retenção e de pé. DOCUMENTAÇÃO ENVOLVIDA NA INSPEÇÃO TIPO “A”
Deverão estar disponibilizados 7 itens:
1. desenhos e documentos aprovados;
2. inspeção de quantidade;
3. marcas de identificação;
4. relatório dimensional;
5. análise química e ensaios mecânicos;
6. relatório de testes;
7. relatório de pintura.
DOCUMENTAÇÃO ENVOLVIDA NA INSPEÇÃO TIPO “B”
Deverão estar disponibilizados 10 itens:
1. desenhos e documentos aprovados;
2. inspeção de quantidade;
3. marcas de identificação;
4. defeitos de fundição;
5. acabamento;
6. relatório dimensional;
7. inspeção de reparos;
8. análise química e ensaios mecânicos;
9. relatório de testes;
10. relatório de pintura.
217
PROCEDIMENTOS PARA INSPEÇÃO DE RECEBIMENTO TIPO “A” Documentação - verificar se os desenhos e documentos enviados pelo fabricante e que servirão de base para a inspeção, estão aprovados pelo cliente; - relacionar os testes e inspeções aprovados para o equipamento, conforme o “Plano detalhado de Inspeções e Testes”; - fazer a análise dos relatórios e certificados enviados pelo fabricante, conforme descrito neste procedimento. Inspeção de quantidade - verificar se todas as válvulas constantes na lista de materiais foram fornecidas. -verificar as marcas de Identificação - verificar se as marcações estão de acordo com o especificado. Relatório dimensional - verificar se as dimensões principais das válvulas constantes no relatório dimensional estão conforme os desenhos e documentos aprovados. Análise química e ensaios mecânicos - verificar se os certificados de análise química e ensaios mecânicos dos materiais e das válvulas estão conforme o especificado. Relatório de testes - verificar se os mesmos foram realizados conforme ensaios citados na inspeção tipo “B”. Relatório de pintura - verificar o relatório de pintura, conforme especificado pelo cliente. PROCEDIMENTOS PARA INSPEÇÃO DE RECEBIMENTO TIPO “B” Documentação, :
- verificar se os desenhos e documentos enviados pelo fabricante e que servirão de base para a
inspeção estão aprovados pelo cliente;
- verificar e relacionar os testes e inspeções aprovados para o equipamento conforme o “Plano
Detalhado de Inspeções e Testes”;
- fazer a inspeção das válvulas conforme descrito neste procedimento.
Inspeção de quantidade Verificar, individualmente, se todas as válvulas constantes na lista de materiais foram fornecidas. Marcas de Identificação Verificar se as marcações na válvula estão de acordo com o especificado, observando:
- no volante da válvula: indicação do sentido de abertura;
- no corpo da válvula: indicação do sentido de fluxo, o diâmetro nominal, símbolo do fabricante e
classe de pressão. Defeitos de Fundição Verificar a existência de trincas, inclusão de areia, rebarbas de fundição ou defeitos semelhantes nas peças fundidas. Não é permitido puncionamento, para sanar porosidades do corpo. Acabamento Verificar se existem defeitos de usinagem ou mau acabamento das peças de vedação, peças rosqueadas, buchas e faceamento dos flanges. Verificar se houve reparo de fabricação e em caso afirmativo checar a profundidade, a extensão e a qualidade dos materiais empregados As válvulas que tenham sofrido reparos por solda, não devem ser pintadas.

218
6.7.9.1 Inspeção Dimensional
TOLERÂNCIAS PARA AS DIMENSÕES “DE FACE A FACE”
válvulas de DN < 250 mm +1,6 mm;
válvulas de DN >300mm + 3,0 mm.
TOLERÂNCIAS PARA O ÂNGULO DE PARALELISMO E PARA O ÂNGULO DE
PERPENDICULARISMO DAS FACES
Diâmetro nominal das válvulas em mm
Tolerâncias
Paralelismo ( ) Perpendicularismo ( )
até 100 90o + 30´ 90
o + 30´
de 150 até 250 90º + 20´ 90º + 20´
maior que 250 90o +15´ 90
o +15´
Paralelismo Perpendicularismo TOLERÂNCIAS DIMENSIONAIS DOS FLANGES, VER PÁGINAS 210 E 211
6.7.9.2 Inspeção de funcionamento
Verificar - se a operação do volante é suave e se sua ligação com a haste é segura. Na operação de abertura e fechamento verificar o sistema de vedação; - se a ligação da haste com o disco ou cunha está correta; - a concentricidade do disco ou do cone de vedação nas válvulas tipo globo ou angular. Nestas, o disco deve ser concêntrico em relação à sede e, quando totalmente fechadas, o disco deve assentar perfeitamente na sede; - se nas válvulas tipo gaveta o centro da cunha coincide com o centro da sede e se a área de passagem do fluxo fica totalmente livre, quando a válvula está totalmente aberta. Neste tipo de válvula, nenhuma parte do diâmetro de cunha deve ficar contida no diâmetro de passagem da sede, quando esta se encontrar totalmente aberta.

219
6.7.9.3 Inspeção de reparos
Todos os reparos por solda devem ser examinados por líquidos penetrantes, partículas
magnéticas ou raios-X.
Defeitos de fundição observados visualmente ou detectados por ensaios não destrutivos ou
vazamentos ocorridos durante o teste hidrostático, podem ser reparados por solda, desde que
atendidos os requisitos aplicáveis para cada tipo de material.
Estes reparos são classificados segundo a norma Norma ABNT P-NB-230, como indicado.
REPAROS SUPERFICIAIS
São aqueles que podem ser eliminados por esmerilhamento, sem necessidade de reparo por
solda, desde que seja mantida a espessura mínima especificada, conforme norma de fabricação
e que o fundo da cavidade tenha um raio três vezes maior que sua profundidade.
REPAROS MÉDIOS
São aqueles em que após a remoção da parte defeituosa resulte numa espessura de parede no
mínimo de 80% da espessura mínima especificada.
Esses defeitos devem ser reparados por solda.
REPAROS GRANDES
São aqueles em que após a remoção da parte defeituosa resulte numa espessura inferior a 80%
e superior a 20% da espessura mínima especificada.
Esses defeitos devem ser reparados por solda sendo as válvulas tratadas termicamente para
alívio de tensões.
RESALVAS
- Os reparos de aços austeníticos na clsse de pressão de 300 a 600 lbs, cujo tamanho ou
localização possam afetar a resistência e a corrosão, devem ser reaustenizados após a solda.
- Não devem ser aceitos reparos por martelamento.
- Não são permitidos reparos com soldas em válvulas forjadas
6.7.9.4 Certificados de análise química e ensaios mecânicos dos materiais
Verificar os certificados de análise química e ensaios mecânicos dos materiais usados na
fabricação das válvulas fornecidas pelo Contratante.
Esses certificados devem estar de acordo com os materiais especificados em projeto.
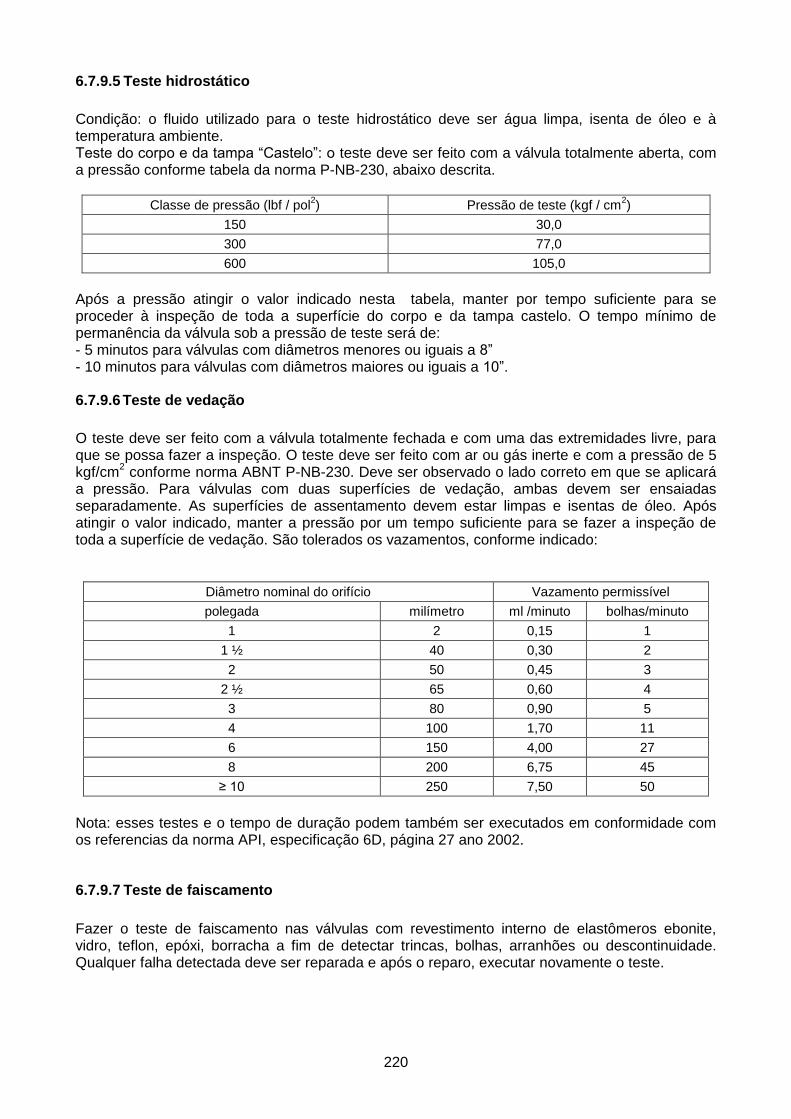
220
6.7.9.5 Teste hidrostático
Condição: o fluido utilizado para o teste hidrostático deve ser água limpa, isenta de óleo e à temperatura ambiente. Teste do corpo e da tampa “Castelo”: o teste deve ser feito com a válvula totalmente aberta, com a pressão conforme tabela da norma P-NB-230, abaixo descrita.
Classe de pressão (lbf / pol2) Pressão de teste (kgf / cm
2)
150 30,0
300 77,0
600 105,0
Após a pressão atingir o valor indicado nesta tabela, manter por tempo suficiente para se proceder à inspeção de toda a superfície do corpo e da tampa castelo. O tempo mínimo de permanência da válvula sob a pressão de teste será de: - 5 minutos para válvulas com diâmetros menores ou iguais a 8” - 10 minutos para válvulas com diâmetros maiores ou iguais a 10”.
6.7.9.6 Teste de vedação
O teste deve ser feito com a válvula totalmente fechada e com uma das extremidades livre, para que se possa fazer a inspeção. O teste deve ser feito com ar ou gás inerte e com a pressão de 5 kgf/cm
2 conforme norma ABNT P-NB-230. Deve ser observado o lado correto em que se aplicará
a pressão. Para válvulas com duas superfícies de vedação, ambas devem ser ensaiadas separadamente. As superfícies de assentamento devem estar limpas e isentas de óleo. Após atingir o valor indicado, manter a pressão por um tempo suficiente para se fazer a inspeção de toda a superfície de vedação. São tolerados os vazamentos, conforme indicado:
Diâmetro nominal do orifício Vazamento permissível
polegada milímetro ml /minuto bolhas/minuto
1 2 0,15 1
1 ½ 40 0,30 2
2 50 0,45 3
2 ½ 65 0,60 4
3 80 0,90 5
4 100 1,70 11
6 150 4,00 27
8 200 6,75 45
≥ 10 250 7,50 50
Nota: esses testes e o tempo de duração podem também ser executados em conformidade com os referencias da norma API, especificação 6D, página 27 ano 2002.
6.7.9.7 Teste de faiscamento
Fazer o teste de faiscamento nas válvulas com revestimento interno de elastômeros ebonite, vidro, teflon, epóxi, borracha a fim de detectar trincas, bolhas, arranhões ou descontinuidade. Qualquer falha detectada deve ser reparada e após o reparo, executar novamente o teste.

221
6.8 PRÉ-MONTAGEM
6.8.1 Condições Gerais
A pré-montagem executada a partir dos desenhos dos “spools”, isométricos e do manual de montagem só poderá ser iniciada se: - os equipamentos de montagem estiverem alocados;
- os materiais de consumo estiverem disponibilizados;
- os materiais para montagem estiverem identificados;
- a seqüência de montagem por área e por sistema de utilidade, estiver estabelecida.
- os processos de soldagem, ajustagem, fixação, limpeza, teste e aceitação das redes estiverem
definidos;
- o pessoal envolvido na soldagem e nos exames não destrutivos tiver qualificação;
- os desenhos em planta e corte, isométricos, suporte e “spools” estiverem aprovados.
6.8.2 Condições Específicas
REFERENTE AOS MATERIAIS E AOS COMPONENTES
- as dimensões das conexões deverão ser verificadas antes do corte dos tubos de modo que
eventuais ajustes possam ser feitos;
- as dimensões e os pesos das peças (spools) devem ser função da capacidade dos
equipamentos de transporte e, de elevação de carga;
- a dimensão linear de todos os tubos deve contemplar um sobre-comprimento de 100 mm, os
alinhamentos e os ângulos de furação das diversas partes que compõem a peça (spool), devem
atender as tolerâncias, indicadas na figura 3 página 222;
RESSALVAS
- na armazenagem e manuseio de tubos e peças, cuidar para que não haja entrada de terra nos
tubos, e lesão nos revestimentos;
- as válvulas devem estar fechadas e com os bocais tamponados.
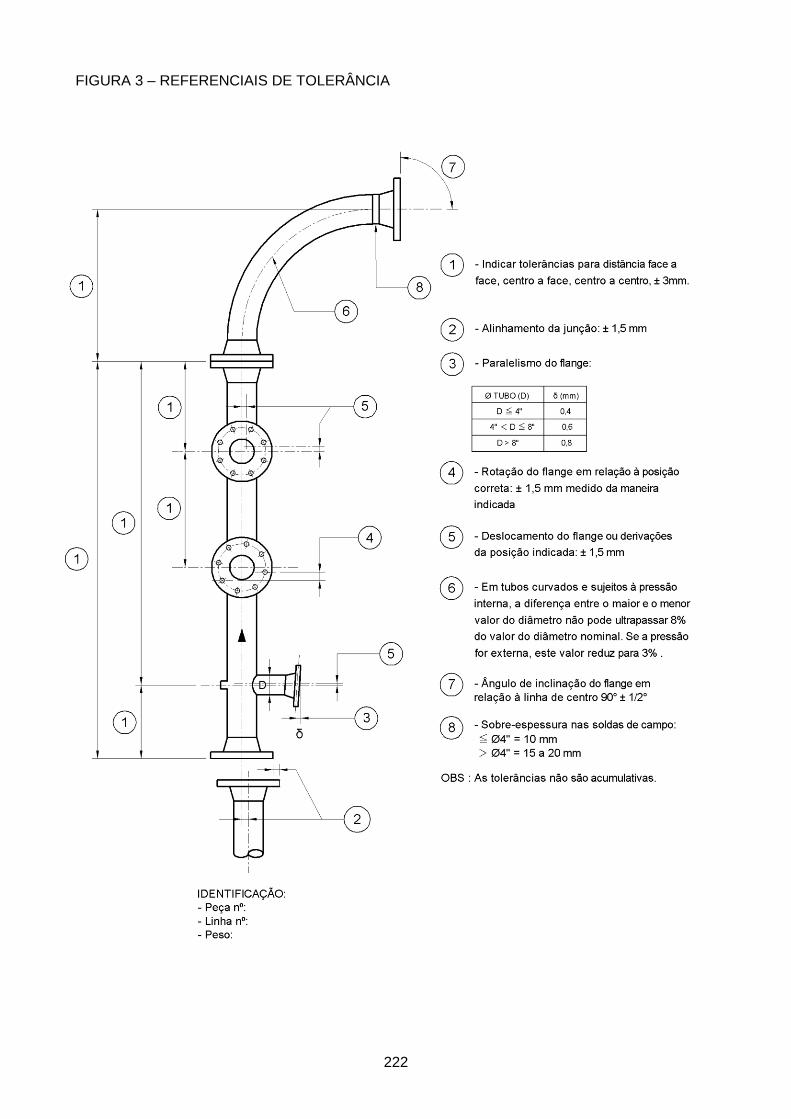
222
FIGURA 3 – REFERENCIAIS DE TOLERÂNCIA

223
6.9 PREPARAÇÃO E MARCAÇÃO DOS TUBOS
Preparação dos tubos: fazer sem desperdício, dando atenção à dimensão, material e espessura dos tubos. As sobras devem ser identificadas. SIMBOLOGIA DOS CHANFROS
Marcações Dimensionais: incluir os acréscimos no caso de corte automático de 3 a 4 mm, para acabamento de 5 mm, além do comprimento final da barra do tubo (ver figura abaixo). Marcação de material : inserir o referencial “ASTM” do material do tubo. EXEMPLO DE MARCAÇÃO
( sem escala )
6.10 CORTE, FOLGAS, CHANFROS E DOBRAMENTO DE TUBOS
CORTE DE TUBOS São efetuados, mecanicamente ou por maçarico, passando por um acabamento por esmeril. No caso de corte por maçarico deve ser assegurada a remoção completa das carepas de solda da face dos chanfros e proximidades até que se perceba a exposição normal da superfície metálica do tubo.
Chanfro “Tipo V” executado por maçarico após o corte do tubo
Chanfro “Tipo V” executado por usinagem após o corte do tubo
Chanfro “Tipo U ou V” (com arestas internas)
executado por usinagem após o corte do tubo
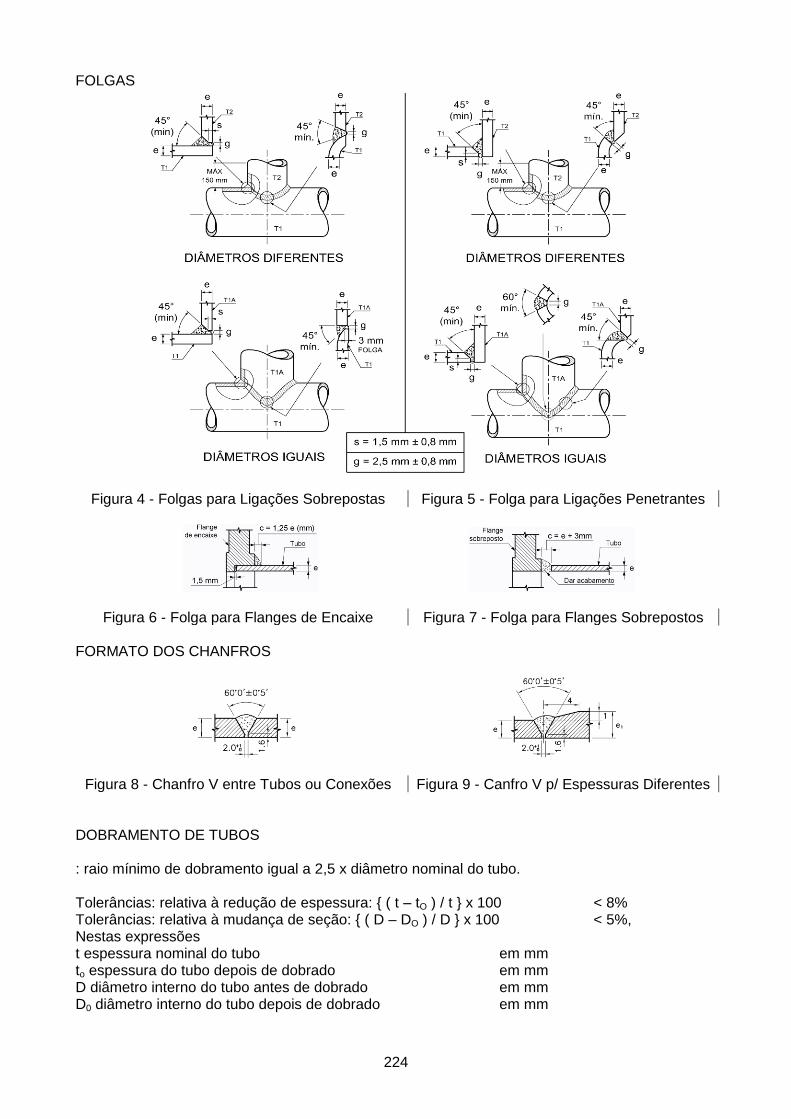
224
FOLGAS
Figura 4 - Folgas para Ligações Sobrepostas Figura 5 - Folga para Ligações Penetrantes
Figura 6 - Folga para Flanges de Encaixe Figura 7 - Folga para Flanges Sobrepostos FORMATO DOS CHANFROS
Figura 8 - Chanfro V entre Tubos ou Conexões Figura 9 - Canfro V p/ Espessuras Diferentes DOBRAMENTO DE TUBOS : raio mínimo de dobramento igual a 2,5 x diâmetro nominal do tubo. Tolerâncias: relativa à redução de espessura: { ( t – tO ) / t } x 100 < 8% Tolerâncias: relativa à mudança de seção: { ( D – DO ) / D } x 100 < 5%, Nestas expressões t espessura nominal do tubo em mm to espessura do tubo depois de dobrado em mm D diâmetro interno do tubo antes de dobrado em mm D0 diâmetro interno do tubo depois de dobrado em mm

225
6.11 MONTAGEM
6.11.1 Condições Gerais
O estado das superfícies das peças (spools), dos tubos e acessórios vindos da pré-montagem, devem ser inspecionados quanto a avarias no transporte.
Os alinhamentos indicados na página 222 devem estar conforme ANSI B 31.3 figura 327.3.2.
Os desalinhamentos iguais ou inferiores a 1,5mm, a ajustagem deve ser a frio não havendo necessidade de usinar ou esmerilhar a superfície interna para proporcionar a concordância.
A ajustagem até 2,0mm dos desalinhamentos pode ser feita por dois métodos. O primeiro consiste em esmerilhar ou usinar a superfície interna de uma das extremidades ou de ambas, com uma inclinação de no mínimo 1 para 4, tomando-se cuidado para que a espessura final não seja inferior a 87,5% da espessura nominal do tubo ou acessório. Caso este recurso não possa ser aplicado, é aceitável um segundo método, que consiste no martelamento a quente tanto para aço-carbono como para aço-liga, sem necessidade de tratamento térmico desde que: - a diferença D inicial - D final for D inicial X 0.05 - a temperatura de aquecimento para os aços carbono fique entre 620 a 680°C. - a temperatura de aquecimento para aços liga com teor de Cr até 1,25% fique entre 620 e 720°C. - para aços liga com teor de Cr de 1,25 % a 5% fique entre 680 e 720
oC com martelamento
executado sobre chapa intermediária.
O desenvolvimento das chapas para as curvas em gomos deve atender à Norma ANSI B 31.3, Item 306.3. As soldas de fabricação das curvas de gomo devem ser examinadas por radiografia ou ultra-som, em toda sua extensão.
Na fabricação das bocas de lobo, o anel de reforço caso previsto, só deve ser montado após conclusão e exame da solda executada entre os tubos de ligação, conforme “ANSI B 31.3 Figura 327.4.4D”.
O comprimento da derivação deve ser no máximo 150mm medidos a partir da geratriz superior do tubo principal. A penetração do passe de raiz da solda entre os tubos, deverá ser inspecionada visualmente. Após a conclusão da solda entre os tubos, deverá ser realizado novo exame com líquido penetrante e só então montado o anel de reforço.
Não deve ser usado o aquecimento localizado em materiais especificados segundo ANSI B 31.3 com “P-number” P3, P4, P5, P6, P10A e P10B. Se isto for absolutamente necessário após o aquecimento, esta área deve ser submetida a um tratamento térmico.
A espessura do “cachorro” não deve ultrapassar o maior dos valores; a metade da espessura do tubo ou 5mm. Devem ser dispostos inclinados em relação à direção longitudinal dos tubos de pelo menos 30
0.
Devem ser de material similar ao do tubo, mesmo “P-number”. Caso isto não seja possível, deve ser feito um revestimento, na região de contato com o tubo, com metal depositado e de composição química compatível com o material do tubo. A espessura do revestimento deve ser igual ou maior que a altura do cordão usado no ponteamento. A quantidade de “cachorros” por junta soldada deve ser:
- duas peças se o diâmetro do tubo for < 4”
- quatro peças se o diâmetro do tubo for < 14”
- seis peças se o diâmetro do tubo for < 24”

226
6.11.2 Flanges
Os flanges disponibilizados para montagem, devem ter suas faces protegidas contra choques mecânicos e corrosão. Após a remoção desta proteção, devem ser examinadas criteriosamente e só então liberados para montagem. Salvo indicação em contrário, os flanges deverão ser montados no tubo, de maneira que os planos vertical e horizontal que contém a linha de centro da tubulação dividam igualmente a distância entre os furos dos parafusos do flange.
Quando usados flanges sobrepostos, devem ser soldados interna e externamente na tubulação, de maneira que a extremidade do tubo fique afastada da face do flange de uma distância igual à parede do tubo mais 3mm. A solda interna deve ser executada de maneira que a face do flange não exija re-usinagem. No caso de uso de flanges de encaixe, a folga entre o extremo do tubo e a face do encaixe deve ser de 1,5mm. Os flanges de orifício devem ser montados com as tomadas posicionadas na tubulação, conforme definido em projeto. A solda interna dos tubos com flanges de orifício deve ter o reforço interno esmerilhado rente ao tubo. Flanges de aço acoplados com flanges de ferro fundido, devem ser montados com cuidado para evitar que se danifique o flange de ferro fundido. Não é permitido o acoplamento de flange de ressalto com flange de face lisa. Caso haja esta necessidade, o ressalto deve ser removido por usinagem, e usada junta de face. Os furos dos parafusos devem estar alinhados, independente de qualquer esforço e sem que tenha sido inserido entre os flanges qualquer material que não seja a junta especificada; os parafusos devem passar pelos furos livremente, após a linha estar totalmente soldada.
Os flanges devem ser apertados pelos parafusos de maneira uniforme e dentro dos limites especificados. O aperto deve ser feito gradativamente e numa seqüência em que sejam apertados parafusos diametralmente opostos. Não é permitido o uso de extensões nas chaves para aperto dos parafusos dos flanges. No aperto, as porcas devem ficar completamente roscadas no corpo do parafuso ou estojo. Quando se tratar de estojo, as porcas devem ficar a igual distância das extremidades. Em nenhuma hipótese é permitido o ponteamento com solda das porcas nos parafusos ou peças. A tensão de aperto do flange, deve ser processada por igual pelos parafusos diametralmente opostos, conforme indicado na figura, utilizando-se torquímetro ou medindo-se a extensão da rosca do parafuso. Os parafusos e as porcas devem ser grafitados quando do aperto. TENSÕES RECOMENDADAS PARA OS APERTOS DOS PARAFUSOS DOS FLANGES
- inicial (PI) de 25 a 40 bar se a junta for de borracha
- inicial (PI) de 80 a 120 bar se a junta for de papelão hidráulico
- inicial (PI) de 200 a 400 bar se a junta for metálica
- residual (PR) 1,5 a 2,0 vezes o valor do aperto inicial
- final (PF) ajustado conforme efeito da dilatação
6.11.3 Juntas de Vedação
As juntas de vedação definitivas das ligações flangeadas, devem estar de acordo com as especificações de material do projeto de tubulação. No caso de juntas cortadas de lençóis, a identificação do material do lençol deve ser transferida para cada junta cortada. As juntas não metálicas devem estar limpas, sem sulcos, riscos, mossas ou quaisquer deformações visíveis. Caso o diâmetro externo das juntas de vedação não esteja de acordo com a ANSI B 16.5, Apêndice E, Figuras 3, 5 e 7, providenciar um anel de papelão com o diâmetro externo correto dentro dos quais se encaixará a junta de vedação. Montar o conjunto assim formado na ligação flangeada.

227
6.11.4 Juntas de Expansão
As juntas de expansão devem ser montadas de modo que não sejam submetidas a qualquer esforço para o qual não foram projetadas.
6.11.5 Ligações Roscadas
A abertura de roscas em tubos galvanizados ou com outros revestimentos externos, deverá ser acompanhada de recomposição similar desses revestimentos após a abertura da rosca. Nos tubos galvanizados aplicar a trincha, em duas demãos, tinta de fundo epóxi-pó de zinco amida curada de dois componentes, de modo a obter espessura seca de 35 mícrons por demão como mínimo. A aplicação da 1ª demão deve ser feita imediatamente após a abertura da rosca e execução da ligação roscada. O tempo de secagem para a aplicação da 2ª demão varia de 18 a 24 horas. Antes da aplicação do vedante, deve ser verificada a limpeza da rosca, que deve estar livre de rebarbas, limalhas e outros resíduos. Não é permitido usar qualquer material não especificado nas juntas roscadas, tais como: barbantes, estopas, zarcão, etc. O aperto das roscas deve ser feito com ferramentas adequadas, não se permitindo o uso de extensões. As soldas de selagem das ligações roscadas só podem ser executadas quando indicadas no projeto; e não poderão terminar na região da rosca. Neste caso não será permitida a aplicação de vedantes. Não é permitida a solda de selagem em tubos galvanizados.
6.11.6 Suportes Metálicos
Durante a montagem devem ser previstos suportes provisórios, de modo que a linha não sofra tensões exageradas, nem que esforços elevados não previstos no projeto, sejam transmitidos aos equipamentos, mesmo que por pouco tempo. O material dos apoios, na parte soldada com o tubo, deve ter o mesmo “P-number“ do tubo. Os berços fixados por solda descontínua, devem ser soldados após a conclusão da pintura, nas partes que serão encobertas pelo suporte. Os espaços entre os cordões de solda devem ser calafetados para impedir a penetração de água. As ancoragens só devem ser feitas após a conclusão dos trabalhos de montagem, alinhamento, nivelamento, e imediatamente antes do teste hidrostático. Somente podem ser executadas nos locais previstos pelo projeto, devendo ser retiradas as soldas provisórias usadas na montagem dos suportes deslizantes.
6.11.7 Equipamentos Estáticos, bombas, compresspres, ventiladores, tanques, etc.
Antes da montagem desses equipamentos na base de concreto, o nivelamento deve ser aferido e eventuais ajustes feitos com a utilização de calços de aço instalados em ambos os lados dos parafusos chumbadores, deixando espaço suficiente para execução do grauteamento. Observar: - o intervalo entre calços não deve exceder a 800mm; - o centro dos calços deve coincidir com a circunferência média da área de apoio; - a altura do calço não deve ultrapassar 5mm da altura da base prevista em projeto; - o comprimento dos calços deve ser 30 mm maior que a largura da base do equipamento. A pressão suportada pelos calços, avaliada pela expressão A=P/ (N x L x B) não deve exceder a 30 kgf/cm
2. Caso isso ocorra, o número de calços deve ser aumentado. Na expressão
referenciada, considerar:
- A: pressão suportada, em kgf/cm2.
- P: peso de içamento do equipamento, em kgf. - N: número de calços. - L: comprimento do calço. - B: largura do calço, conforme tabela.
Diâmetro Nominal do Chumbador Largura do Calço
d ≤ 1” 50 mm
1 ¼ ≤ d < 2” 75 mm
d ≥ 2” 100 mm
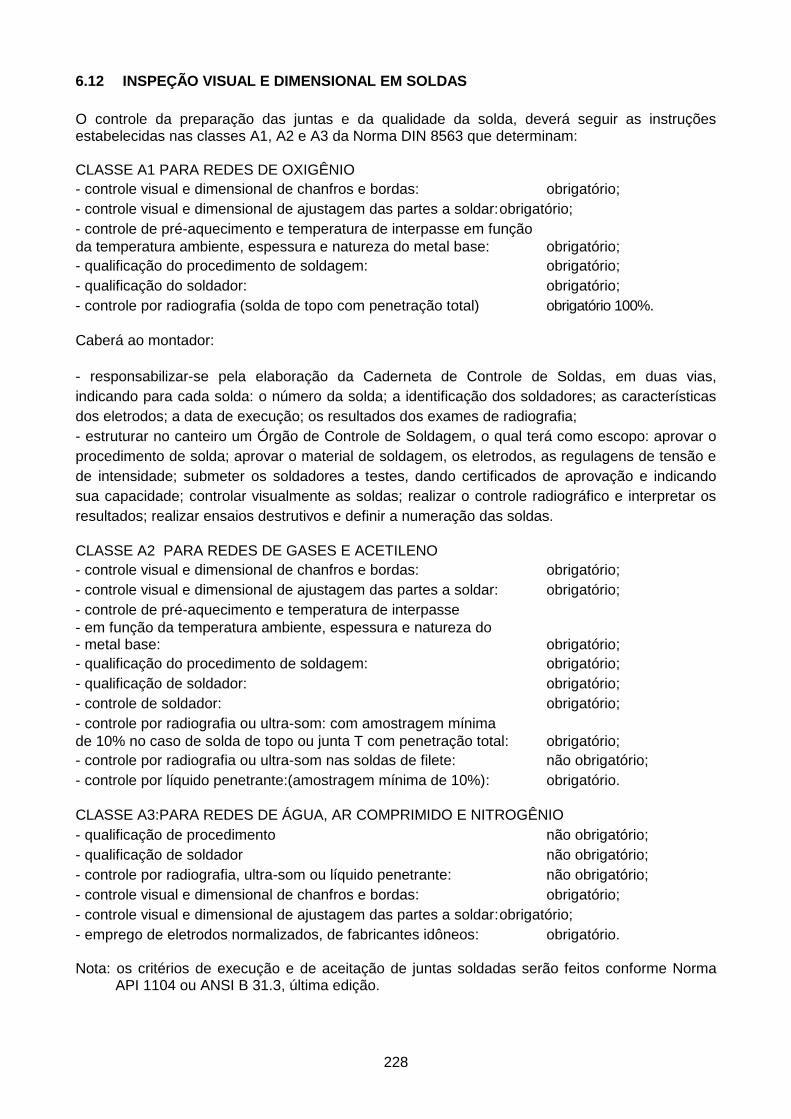
228
6.12 INSPEÇÃO VISUAL E DIMENSIONAL EM SOLDAS
O controle da preparação das juntas e da qualidade da solda, deverá seguir as instruções estabelecidas nas classes A1, A2 e A3 da Norma DIN 8563 que determinam: CLASSE A1 PARA REDES DE OXIGÊNIO
- controle visual e dimensional de chanfros e bordas: obrigatório;
- controle visual e dimensional de ajustagem das partes a soldar: obrigatório;
- controle de pré-aquecimento e temperatura de interpasse em função
da temperatura ambiente, espessura e natureza do metal base: obrigatório;
- qualificação do procedimento de soldagem: obrigatório;
- qualificação do soldador: obrigatório;
- controle por radiografia (solda de topo com penetração total) obrigatório 100%.
Caberá ao montador:
- responsabilizar-se pela elaboração da Caderneta de Controle de Soldas, em duas vias,
indicando para cada solda: o número da solda; a identificação dos soldadores; as características
dos eletrodos; a data de execução; os resultados dos exames de radiografia;
- estruturar no canteiro um Órgão de Controle de Soldagem, o qual terá como escopo: aprovar o
procedimento de solda; aprovar o material de soldagem, os eletrodos, as regulagens de tensão e
de intensidade; submeter os soldadores a testes, dando certificados de aprovação e indicando
sua capacidade; controlar visualmente as soldas; realizar o controle radiográfico e interpretar os
resultados; realizar ensaios destrutivos e definir a numeração das soldas.
CLASSE A2 PARA REDES DE GASES E ACETILENO
- controle visual e dimensional de chanfros e bordas: obrigatório;
- controle visual e dimensional de ajustagem das partes a soldar: obrigatório;
- controle de pré-aquecimento e temperatura de interpasse
- em função da temperatura ambiente, espessura e natureza do - metal base: obrigatório;
- qualificação do procedimento de soldagem: obrigatório;
- qualificação de soldador: obrigatório;
- controle de soldador: obrigatório;
- controle por radiografia ou ultra-som: com amostragem mínima
de 10% no caso de solda de topo ou junta T com penetração total: obrigatório;
- controle por radiografia ou ultra-som nas soldas de filete: não obrigatório;
- controle por líquido penetrante:(amostragem mínima de 10%): obrigatório.
CLASSE A3:PARA REDES DE ÁGUA, AR COMPRIMIDO E NITROGÊNIO
- qualificação de procedimento não obrigatório;
- qualificação de soldador não obrigatório;
- controle por radiografia, ultra-som ou líquido penetrante: não obrigatório;
- controle visual e dimensional de chanfros e bordas: obrigatório;
- controle visual e dimensional de ajustagem das partes a soldar: obrigatório;
- emprego de eletrodos normalizados, de fabricantes idôneos: obrigatório. Nota: os critérios de execução e de aceitação de juntas soldadas serão feitos conforme Norma
API 1104 ou ANSI B 31.3, última edição.

229
6.12.1 Inspeção de Soldas
INSPEÇÕES VISUAL INTERNA
Serão inspecionados:
- as condições do chanfro;
- a preparação das máquinas e eletrodos;
- o alinhamento de tubo com tubo e folga;
- o término do passe da raiz;
- o termino da solda;
- a marcação das identificações do soldador e do inspetor interno.
Observar os seguintes defeitos de solda:
- mordedura;
- porosidade;
- fissura;
- altura do cordão;
- falta de cordão;
- respingo.
Todos os preparativos e trabalhos da soldagem, bem como os parâmetros principais devem ser anotados em ficha apropriada indicada na página 232 registrando: - número da máquina de solda - tipo e referência do eletrodo - corrente elétrica / polaridade - nome e número do soldador - posição da solda - espessura da parede - folga da raiz.
INSPEÇÃO RADIOGRÁFICA
Serão inspecionadas somente as soldas de topo. As soldas de encaixe e de filete não serão inspecionadas. A inspeção será executada de acordo com a Norma ANSI B31.3 “SPOT EXAMINATION”. Os pontos para radiografia serão definidos por amostragem aleatória e indicados no isométrico. Serão examinados 10% das juntas soldadas.
Deverá aparecer na imagem radiográfica:
- data da execução da radiografia; - número da linha; - número da junta; - número do filme; - número do soldador; - a capa do filme deverá apresentar a identificação da junta, o laudo e a assinatura do inspetor. Os critérios para a interpretação do filme radiográfico deverão ser acordados considerando a extensão do ASME SEC. XIII UK-52 “SPOT EXAMINATION”. As soldas que apresentarem defeitos serão reparadas e novamente radiografadas. A aceitação das imperfeições de soldagem, deverão estar conforme a norma DIN 8563.
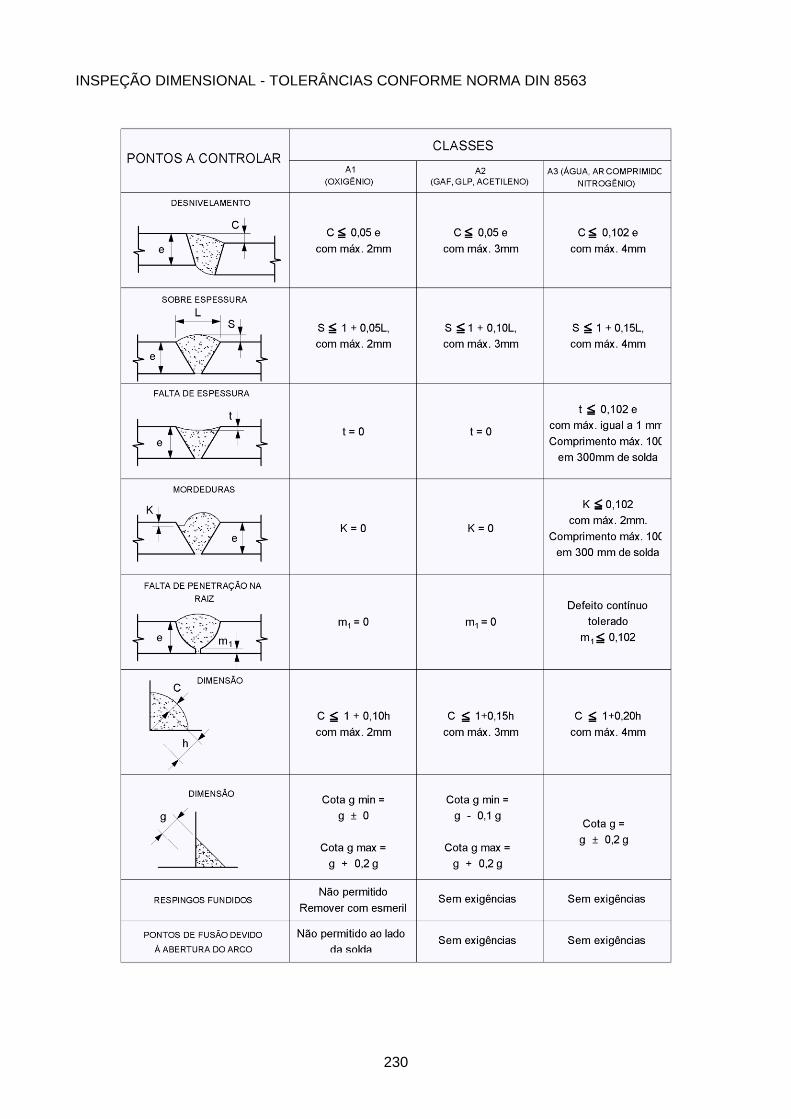
230
INSPEÇÃO DIMENSIONAL - TOLERÂNCIAS CONFORME NORMA DIN 8563

231
6.12.2 Defeitos de Solda
TIPO DE DEFEITO - INCLUSÃO DE ESCÓRIA SUPERFICIAL - CRITÉRIOS PARA INSPEÇÃO
Classe A1 - Inaceitável qualquer inclusão cuja maior dimensão for maior que:
- para espessura menor que 10 mm 2,5 mm
- para espessura na faixa de 10 a 19 mm 5,0 mm
- para espessura na faixa de 20 a 60 mm 0,3 x espessura
- para espessura maior que 60 mm. 20 mm
Classe A2- Inaceitável qualquer inclusão cuja maior dimensão for maior que:
- para espessura menor que 10 mm 4,0 mm
- para espessura na faixa de 10 a 19 mm, 6,0 mm
- para espessura na faixa de 20 a 60 mm 0,5 x espessura
- para espessura maior que 60 mm. 30 mm
Classe A3 - Inaceitável qualquer inclusão cuja maior dimensão for maior que:
- para espessura menor que 10 mm 5,0 mm
- para espessura na faixa de 10 a 19 mm 7,0 mm
- para espessura na faixa de 20 a 60 mm 0,7 x espessura
- para espessura maior que 60 mm 50 mm
No caso de mais de uma inclusão, a soma de suas dimensões na extensão de soldagem de
12 x a espessura, deverá ser menor que a espessura nas Classes A1 e A2 e menor que 1,5 x a
espessura na Classe A3, exceto se a separação entre duas for maior que 6 x a maior delas na
Classe A1, 4 x a maior delas na Classe A2 e 3 x a maior delas na Classe A3.
TIPO DE DEFEITO: POROSIDADE SUPERFICIAL - CRITÉRIOS PARA INSPEÇÃO
Classe A1 - Um poro isolado é inaceitável se seu diâmetro for maior que:
- para espessura menor que 5 mm 1,0 mm
- para espessura na faixa de 5 a 9 mm 1,5 mm
- para espessura na faixa de 10 a 20 mm 2,0 mm
- para espessura na faixa de 20 a 40mm 2,5 mm
- para espessura maior que 40 mm 3,0 mm
Classe A2 - Um poro isolado é inaceitável se seu diâmetro for maior que:
- para espessura menor que 5 mm 1,5 mm
- para espessura na faixa de 5 a 9 mm 2,0 mm
- para espessura na faixa de 10 a 20 mm 2,5 mm
- para espessura na faixa de 20 a 40mm 3,0 mm
- para espessura maior que 40 mm 4,0 mm
Classe A3 - Um poro isolado é inaceitável se seu diâmetro for maior que:
- para espessura menor que 5 mm 2,0 mm
- para espessura na faixa de 5 a 9 mm 2,5 mm
- para espessura na faixa de 10 a 20 mm 3,0 mm
- para espessura na faixa de 20 a 40mm 4,0 mm
- para espessura maior que 40 mm 5,0 mm
É inaceitável qualquer concentração de poros alinhados ou não se a soma dos diâmetros numa extensão de soldagem de 12 x a espessura for maior que a espessura nas Classes A1 e A2 e 1,5 x a espessura na Classe A3, exceto se a separação entre dois poros for maior que 6 x o maior deles na Classe A1, 4 x o maior deles na Classe A2 e 3 x o maior deles na Classe A3.

232
6.13 GUIA PARA SOLDAGEM COM ATMOSFERA PROTETORA
Solda TIG
Material Gás
Aços não ligados e de baixa liga Argônio S
Aços inoxidáveis austeníticos AGAMIX SH – 02
Aços de alta liga não austeníticos Argônio S
Alumínio e suas ligas Argônio S
Cobre e suas ligas Argônio S
Titânio Argônio SR
Solda MIG - MAG
Aços não ligados e de baixa liga AGAMIX SK 20
Aços de alta liga AGAMIX SK 02
Alumínio e suas ligas Argônio S
Cobre e suas ligas Argônio S
Titânio Argônio SR
Proteção de raiz
Aços não ligados e de baixa liga Argônio S
Aços inoxidáveis austeníticos Argônio S
Aços de alta liga não austeníticos Argônio S
Alumínio e suas ligas Argônio S
Cobre e suas ligas Argônio S
Titânio Argônio SR
6.14 ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM - EPS
Formulário baseado parcialmente no Código ASME, Seção IX. Processo de soldagem: manual, semi-automático. Tipo: Data:
JUNTAS: Projeto da Junta: Cobre Junta Sim ou Não: Tipo de material:
TRATAMENTO TÉRMICO APÓS SOLDAGEM: Faixa de temperatura: Tempo de permanência:
METAIS DE BASE: Tipo Análise química: Faixa de espessura:
CARACTERÍSTICAS ELÉTRICAS: Corrente CC ou CA: Polaridade: Faixa de corrente: Tensão:
METAIS DE ADIÇÀO E FLUXOS Classificação AWS: Marca comercial: Dimensões:
TÉCNICA: Dimensão do bocal: Distância Bico de contato-peça: Limpeza inicial escovamento ou esmerilhamento Limpeza entre passes escovamento ou esmerilhamento: Cordão reto ou trançado: Oscilação: Método de goivagem: Número de passes por lado Eletrodo simples ou múltiplo: Faixa de velocidade de soldagem: Posição:
GÁS: Gás de proteção: Composição das misturas: Vazão:
PRÉ-AQUECIMENTO: Temperatura: Temperatura entre passes:
DETALHES DA JUNTA
Passe Processo
Metal de Adição Corrente Faixa de Tensão (V)
Velocidade (mm/s) Número Classe Diâmetro Polaridade Faixa(A)
233
6.15 LIMPEZA DAS TUBULAÇÕES
CONDIÇÕES GERAIS
O local para execução dos serviços de limpeza deverá ser limpo, ventilado, com boa iluminação, protegido contra intempérie e entrada de estranhos. Deverá possuir tomadas de energia elétrica, vapor, nitrogênio, ar comprimido, água potável, bancadas apropriadas para limpeza dos tubos, tanques com dimensões suficientes para a completa imersão dos tubos e dos “spools”, instalações para higiene do pessoal e lava olhos para eventual emergência. Deverão estar disponíveis: equipamentos de segurança, ferramental, acessórios, plástico transparente com espessura mínima de 0,3mm, adesivo transparente e cordão de algodão.
ETAPAS PROCESSUAIS
Faz-se necessária à execução das etapas de 1 a 8 na seqüência apresentada, para se obter eficiência no processo de limpeza das redes de utilidades. Etapa 1 - Recebimento: consiste em receber os tubos em barras ou “spools”, vindos do “pipe shop” com todos os detalhes de fabricação já realizados. Etapa 2 - Inspeção e seleção: verificação da conformidade dos “spools” com os desenhos de fabricação, e seleção do processo de limpeza adequado. Etapa 3 - Limpeza inicial: efetuada por meio de processo químico ou simplesmente lavagem por meio de jato de água. Neste caso a limpeza será executada do ponto mais alto para o mais baixo, a fim de que o fluxo de água carregue todos os corpos estranhos existentes no interior das tubulações. Etapa 4 - Limpeza primária PARA TUBULAÇÕES GALVANIZADAS E ACESSÓRIOS
Tubulação: - lavagem com jato de água limpa);
- jateamento com vapor de processo a temperatura de 150o a 190
o C;
- secagem com ar comprimido seco ou nitrogênio;
- proteção das extremidades dos tubos e spools;
Acessórios: - inspeção visual para se constatar, se há ou não necessidade limpeza. Caso haja,
desmontá-los totalmente e limpar os componentes com estopa embebida em tricloroetileno, para remoção de óleo ou graxa.
Para tubulações e acessórios em aço carbono Tubulações com diâmetros < 2”: limpeza por meio de um processo químico análogo ao utilizado
nas redes de oxigênio. Tubulações com diâmetros > 2”: jateamento interno com areia padrão SA 1 ½”, sopro com ar
comprimido seco. Acessórios: conforme o procedimento para os acessórios galvanizados.
234
PARA TUBULAÇÕES E ACESSÓRIOS PREVISTAS PARA REDES DE OXIGÊNIO a) Limpeza mecânica Os tubos retos, curvas, derivações, reduções e peças, com diâmetros de 100 a 400 mm, deverão ser limpos por jateamento abrasivo (com areia), o suficiente para que a superfície interna e externa atinja o metal quase branco, padrão SA 2 ½. Excluí-se aqueles componentes de aço inoxidável e metais não ferrosos. Para tubulações com diâmetro < 100 mm, a limpeza deverá ser feita manual ou mecanicamente com escovas metálicas, de aço inoxidável austenítico ou de bronze. b) Desengraxamento Imergir as peças por um período de 60 minutos em solução de hidróxido de sódio - NaOH, na concentração de 10% a 12% à temperatura de 50 a 60
oC.
Retirar as peças e lavá-las em jato de água limpa até que todo componente alcalino seja eliminado, e inspecioná-las. A operação deverá ser repetida, caso necessário. A concentração indicada no início da limpeza deverá permanecer constante no decorrer dos trabalhos de limpeza, devendo ser reforçada caso se note queda nos banhos sucessivos. Após o término do desengraxamento deve ser verificada a remoção da solução alcalina usando-se papel de tornassol. Esta etapa será aplicada a todos os componentes das tubulações: tubos, peças, acessórios com exceção daqueles recebidos limpos e selados no fabricante: válvulas, filtros, instrumentos, juntas de expansão dos componentes de aço inoxidável ou de metais não ferrosos. c) Decapagem Imergir as peças, por um período de 2 horas, em solução de ácido sulfúrico - H2SO4 na concentração de 10 a 12% em volume à temperatura de 50 a 60
oC, com até 0,6% de inibidor de
corrosão. Retirar as peças e lavá-las em jato de água limpa até que todo componente ácido seja removido. Para manter a concentração constante, a densidade deverá ser verificada e reforçada conforme necessário. d) Neutralização Imergir as peças, por um período de 30 minutos, em solução de hidróxido de sódio - NaOH na concentração de 6% à temperatura ambiente. Retirar as peças e lavá-las em jato de água limpa (potável), até que todo componente alcalino seja removido. Comprovar a remoção da solução alcalina usando-se papel de tornassol. Esta etapa será realizada sempre que for feita a decapagem. e) Imersão em água Imergir as peças, por um período de 10 minutos, em água aquecida a 50
o Celsius.
Retirar as peças e lavá-las em jato de água potável.
f) Sopro do vapor Soprar os componentes com jato de vapor para que carepas remanescentes nas paredes dos mesmos se soltem.

235
g) Fosfatização Imergir as peças, por um período de 30 minutos, em solução de ácido fosfórico - H3PO4 na concentração de 5% em volume, à temperatura ambiente. Retirar as peças e deixar que estas se sequem naturalmente. h) Limpeza com solvente clorado A limpeza com solvente clorado deverá ser realizada em todos os componentes das tubulações, mesmos aqueles que tenham sido recebidos limpos e selados do fabricante. A limpeza com solvente clorado deverá ser realizada com 1,1/1 tricloroetano (metil clorofórmio).
Observações - Antes da limpeza deverá ser feita a análise do solvente utilizado para imersão dos componentes, quanto à quantidade de hidrocarbonetos dissolvidos. Para tal, utilizar instrumento aferido e calibrado e selecionar a amostra representativa do solvente. Se a quantidade de hidrocarbonetos dissolvidos for maior ou igual a 20 ppm, o solvente será considerado inadequado e substituído totalmente por solvente novo.
236
PROCEDIMENTO PARA LIMPEZA DE TUBOS E CONEXÕES COM SOLVENTE CLORADO EM DIÂMETROS MENORES QUE 100 MM
- imergir os componentes pelo período de duas horas;
- após a imersão lavar os mesmos com jatos de água limpa. Vedar uma das extremidades do componente e colocar o tricloroetano (solvente novo) no interior do mesmo, até um volume de 2/3 do volume interno total do componente. Fazer movimentos para cima e para baixo girando o componente ao mesmo tempo;
- retirar o solvente e proceder à inspeção quanto à concentração de hidrocarbonetos;
- proceder a secagem do componente ao ar livre ou jato de nitrogênio seco;
- inspecionar com luz negra.
EM DIÂMETROS NA FAIXA DE 100 MM A 400 MM
- imergir os componentes pelo período de duas horas;
- após a imersão preparar um jato de solvente novo e jactá-lo na parte interna do componente;
- proceder então à inspeção do solvente clorado quanto a concentração de hidrocarbonetos;
- proceder a secagem do componente ao ar livre ou jato de nitrogênio seco;
- inspecionar com luz negra.
EM DIÂMETROS MAIORES QUE 400 MM
- imergir os componentes pelo período de 2 horas;
após a imersão fazer uma limpeza manual com pano embebido com solvente novo;
- proceder a secagem do componente ao ar livre ou jato de nitrogênio seco;
- inspecionar com luz negra.
PROCEDIMENTO PARA LIMPEZA DE ACESSÓRIOS - colocar os componentes em um recipiente com solvente clorado, incluindo as juntas e gaxetas sobressalentes que serão utilizadas na remontagem em substituição as originais que deverão ser descartadas;
- agitar a solução e limpar cada componente com pincel apropriado;
- retirar cada componente e secá-lo com sopro de ar seco ou jato de nitrogênio seco,
após um período de duas horas de imersão;
- inspecionar cada componente com luz negra;
- remontar os componentes e realizar um ensaio de vazamento com nitrogênio nas válvulas;
- re-imergir o conjunto em solvente novo pelo período de no mínimo duas horas, procedendo
à inspeção com luz negra;
- ressecar e selar o acessório.
237
Etapa 5 - Selagem A selagem dos tubos, peças e acessórios deve ser efetuada imediatamente após a limpeza, porém só depois da autorização do inspetor credenciado ao cliente responsável pela limpeza. As peças grandes terão suas extremidades vedadas por “caps” plásticos. As peças pequenas e acessórios serão condicionadas em sacos de polietileno novos e limpos, isentos de graxas e óleo.
Etapa 6 - Sopro com Nitrogênio Após a montagem dos spools e acessórios e antes da montagem das válvulas, filtros e instrumentos, a tubulação deve ser soprada de modo a retirar as partículas de solda e qualquer impureza depositada no interior da tubulação durante a montagem dos spools. O sopro deve ser feito com nitrogênio puro, a velocidade de 30 m / s, de forma intermitente e acompanhados por martelamento em toda extensão da tubulação, principalmente nas juntas soldadas. Observação: No caso da fonte de nitrogênio ser uma tubulação existente, deve ser instalado um filtro de 80 micrômetros na tubulação de injeção de nitrogênio. No caso da fonte ser um caminhão tanque ou garrafas, deve ser instalada na tubulação de injeção uma válvula controladora de pressão. Em qualquer dos casos, a tubulação de injeção de nitrogênio deve estar devidamente limpa, sendo necessário, portanto, que esta tenha sido desengraxada, decapada e lavada. Etapa 7 - Montagem dos tubos Após a aprovação da limpeza primária pela fiscalização, os tubos com as extremidades tamponadas estão liberados para montagem. Atenção deva ser dada a proteção das extremidades dos tubos, para que frestas não ocorram permitindo a penetração de partículas ou corpos estranhos nos mesmos. Etapa 8 - Limpeza final Antes do início dessa limpeza, que tem por objetivo eliminar quaisquer sujeiras que porventura tenham penetrado no interior dos tubos na montagem, deve ser assegurado a abertura total das válvulas e a ausência das placas de orifício, purgadores e filtros, de modo a evitar estrangulamentos que impeçam o escoamento normal das sujeiras. Precauções devem ser tomadas para que as pressões do fluxo de limpeza sejam superiores às pressões de serviço da linha. Observações: Para as redes de água, esta circulação levará o tempo necessário para ser obtido na saída, água completamente limpa, garantida pela verificação de um filtro ou tela de 60 mesh colocada na saída da linha. Para as redes de ar comprimido e nitrogênio, esta circulação será feita por meio de sopro de ar comprimido seco, o tempo necessário para que não sejam detectadas impurezas no filtro ou na tela de 60 mesh colocada na saída da linha.
238
6.16 TESTES
CONSIDERAÇÕES
O teste de pressão deve ser executado preferencialmente por sistemas de tubulações, ao invés de tubulações individuais. A quebra de continuidade, através da instalação de raquetes para o teste hidrostático, deve ser minimizada, juntando-se as tubulações e equipamentos passíveis de se submeterem à mesma pressão de teste. Os equipamentos já testados e que não causem dificuldades ao teste, podem ser re-testados simultaneamente com o sistema de tubulações conectados aos mesmos. Os que ainda não foram testados, devem ser perfeitamente isolados do sistema em teste. A pressão de teste não deve exceder em nenhum ponto a pressão de teste permitida para tais equipamentos. Antes do teste, devem ser removidos todos os dispositivos que causem restrição ao fluxo, discos de ruptura, válvulas de segurança e de alívio. Estes devem ser substituídos por peças provisórias. Filtros provisórios devem ser instalados na entrada dos vasos, compressores, bombas e outros equipamentos que possam ser prejudicados por detritos e devem ficar no sistema durante o teste de pressão, limpeza, pré-operação e início da operação. Fica dispensada a instalação desses filtros quando já constar do projeto à instalação de filtros permanentes. Todas as válvulas devem ser sujeitas ao teste de pressão, inclusive as de bloqueio situadas nos limites do sistema, que devem ser raqueteadas no flange a jusante do sistema. As válvulas de bloqueio e de controle que tenham pressão de teste diferente de um lado e de outro, devem ser testadas com o sistema de maior pressão, limitando-se o sistema com uma raquete no flange da válvula. As válvulas de retenção devem ser pressurizadas no sentido da abertura. Se isto não for possível, travar a parte móvel na posição aberta. Todas as outras válvulas devem ser mantidas na posição totalmente aberta. As juntas de expansão, devem ser isoladas ou substituídas por carretel temporário. Quando submetidas ao teste, devem ser protegidas por tirantes e suportes temporários. Todos os suportes, pendurais, guias, batentes, devem ser ligados ao sistema de tubulações antes do teste de pressão. Os suportes de mola devem ser travados durante o teste. Deve ser instalado no mínimo um manômetro no ponto do sistema de maior elevação. Os manômetros devem ser adequados à pressão de teste, de tal forma que, a leitura da pressão esteja entre 1/3 e 2/3 da escala, e que as divisões sejam no máximo de 5% da pressão de teste, com mostrador de diâmetro mínimo de 75 mm. Todas as ligações devem ser deixadas expostas, sem isolamento, revestimento ou pintura, para exame durante o teste. As tubulações enterradas adequadamente suportadas, devem ficar com as ligações expostas, exceto as ligações enclausuradas em concreto que já tiverem sido testadas previamente.
FATORES CONDICIONANTES
Nos pontos altos do sistema de tubulações e nos equipamentos, as válvulas de respiro devem estar completamente abertas, para que o ar seja expulso, quando se encher os mesmos com líquido de teste. Não é permitido o martelamento das tubulações durante o teste de pressão. O re-aterro de ruas, abertos para passagem de tubulações, somente poderá ser iniciado após o teste de pressão e revestimento da tubulação.
239
TEMPERATURA DE TESTE
Mínima de 10oC. Se inferior, o fluido de teste deve ser aquecido a 40
oC .
FLUIDO DE TESTE
Ar, gás inerte ou água doce, não agressiva, isenta de hidrocarbonetos.
PRESSÃO DO TESTE
Hidrostático com temperatura maior que 340ºC → Pteste = 1,5 x P x (ST ÷ Sh )
Hidrostático com temperatura menor ou igual a 340ºC → Pteste = 1,5 x P
Pneumático em qualquer temperatura: Pteste = 1,5 x P, onde:
P: pressão de projeto;
ST: tensão admissível do material na temperatura do teste;
Sh: tensão admissível do material na temperatura de projeto.
EXECUÇÃO DO TESTE HIDROSTÁTICO - CONFORME ANSI B.31.3 PARÁGRAFO 337.4.3
Elevar a pressão gradualmente ao valor do teste a taxa máxima de Pt / 16 por minuto. Manter a pressão por tempo necessário a verificação do sistema, porém não inferior a 15 min. Se durante a pressurização o fluido de teste expandir (devido a insolação) a sobre-pressão ocorrida deve ser aliviada por meio de respiros. Realizar o teste de vedação de todas as válvulas de bloqueio e de retenção, (após o teste de pressão) do sistema, fechando completamente a válvula e drenando o lado do sistema de maior pressão, em relação a válvula de bloqueio, ou o lado que provoca a abertura da válvula de retenção. Inspecionar o corpo a contra-vedação e ligação da válvula com o tubo. Ajustar a pressão de teste, quando devido à coluna hidrostática, a pressão for ultrapassada em algum componente. Inspecionar os suportes das tubulações verificando seu comportamento conforme projeto.
EXECUÇÃO DO TESTE PNEUMÁTICO - CONFORME ANSI B.31.3 PARÁGRAFO 337.4.4
Pressurizar o sistema a 1,0 Kgf/cm2 e verificar os componentes com solução formadora de
bolhas. Subir vagarosamente a pressão até 50% e verificar os componentes com solução formadora de bolhas, repetir o procedimento para 75% e 100% de pressão de teste.
CONSTATAÇÃO DE VAZAMENTOS
Despressurizar o sistema, abrir o suspiro e drenar as redes. Nas tubulações verticais é recomendável reduzir o nível até 2 metros abaixo do local do reparo. Secar o local do vazamento e proceder ao reparo. Toda a tubulação reparada deve ser re-testada.
6.17 CONDIÇÃO DE ACEITAÇÃO DO TESTE
A estanqueidade do sistema será verificada pela expressão: E = Pf x Tf x 100 / Pi x Ti , onde: Pf: pressão absoluta final em kgf/cm
2
Pi: pressão absoluta inicial em kgf/cm2
Tf: temperatura final do fluido de teste em K Ti: temperatura inicial do fluido de teste em K Após o teste, remoção dos bloqueios e reinstalação dos acessórios removidos, a tubulação deve ser identificada como “Testada”. Serão “Aceitas” como CONFORMES se construídas, verificadas e testadas com resultados satisfatórios.


CAPÍTULO VII
VENTILAÇÃO INDUSTRIAL
Ventiladores do Tipo Booster

243
7.1 CONCEITUAÇÃO INTRODUTÓRIA
Os sistemas de ventilação envolvem o manuseio do ar atmosférico vizando adequá-lo à condição de uso imediato. Nesse aspecto são considerados poluentes do ar os aerossóis; partículas de materiais sólidos ou líquidos ou de micro organismos nele dispersos, ao lado de componentes inerentes como a umidade. Os aerossóis resultam da pulverização, atomização ou transferência de poeiras, pólens, bactérias para a condição de “suspensão no ar” em virtude das correntes atmosféricas. Os aerossóis são classificados em: - Fumos: partículas sólidas com diâmetro inferior a 10 microns condensadas após a volatilização
e geralmente oxidada, como óxido de chumbo e cloreto de amônio. - Poeiras: partículas sólidas com diâmetro na faixa de 10 a 100 microns resultantes da
desintegração mecânica de materiais, como manuseio de carvão, varredura. - Fumaça: partículas sólidas decorrentes da combustão incompleta, como a nicotina dos cigarros. - Névoa: gotículas de líquido como spray de tinta, cerração, neblina, espirro humano.
Os aerossóis afetam o organismo humano produzindo alterações indesejáveis no mesmo, que se suficientemente intensas são chamadas de dano. Esse dano é produzido em resposta à dose de uma substância que é a quantidade inalada num dado intervalo de tempo, produzindo duas reações opostas.
Primeira - substâncias tóxicas agindo sobre o organismo;
Segunda - organismo agindo sobre as substâncias tóxicas. Os agentes tóxicos podem ocorrer no estado sólido, líquido ou gasoso; no estado sólido ou no estado líquido, apresentam-se finamente divididos e suspensos no ar como material particulado; no estado gasoso são constituídos por gases e vapores. Esses vapores representam o estado gasoso de materiais que são sólidos ou líquidos nas condições normais de pressão e temperatura. Uma das propriedades mais importantes desses agentes é a capacidade de mistura plena e total com o ar atmosférico, tornando-se parte do mesmo.
7.2 LIMITES DE TOLERÂNCIA
A fixação dos limites de tolerância –TLV, para os poluentes do ar atmosférico na faixa desde influência nula até nível de distúrbio no organismo humano é função de três fatores: Primeiro – reação do organismo a ser restringida. Segundo – concentração suportada pelo organismo Terceiro – consequência no organismo se a concentração ultrapassar o limite permitido. No Brasil esses limites são aqueles referenciados pelo “AMERICAN CONFERENCE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS – ACGIH”, complementado pelas normas regulamentadoras do Ministério do Trabalho – NR. São eles: TLV–TWA - fixa a concentração tolerável ao organismo para uma jornada de trabalho de oito horas por dia e cinco dias por semana. TLV–STEL - fixa a concentração tolerável ao organismo quando o trabalhador seja a ela submetido por um período não excedente a quinze minutos, no intervalo não inferior a sessenta minutos e no máximo a quatro exposição diárias, e que no restante da jornada de trabalho prevaleça o TLV-TWA. TLV–CEILING - fixa o valor máximo que não deverá ser alcançado em qualquer tempo da jornada de trabalho.
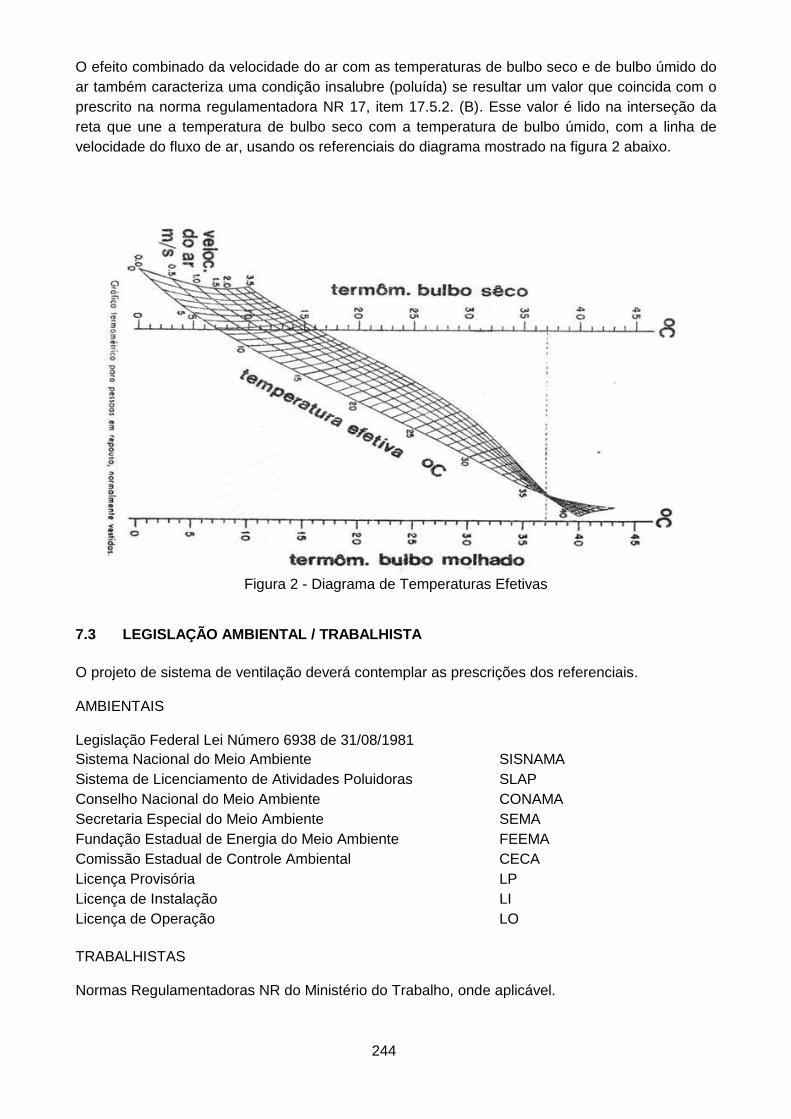
244
O efeito combinado da velocidade do ar com as temperaturas de bulbo seco e de bulbo úmido do
ar também caracteriza uma condição insalubre (poluída) se resultar um valor que coincida com o
prescrito na norma regulamentadora NR 17, item 17.5.2. (B). Esse valor é lido na interseção da
reta que une a temperatura de bulbo seco com a temperatura de bulbo úmido, com a linha de
velocidade do fluxo de ar, usando os referenciais do diagrama mostrado na figura 2 abaixo.
Figura 2 - Diagrama de Temperaturas Efetivas
7.3 LEGISLAÇÃO AMBIENTAL / TRABALHISTA
O projeto de sistema de ventilação deverá contemplar as prescrições dos referenciais. AMBIENTAIS Legislação Federal Lei Número 6938 de 31/08/1981
Sistema Nacional do Meio Ambiente SISNAMA
Sistema de Licenciamento de Atividades Poluidoras SLAP
Conselho Nacional do Meio Ambiente CONAMA
Secretaria Especial do Meio Ambiente SEMA
Fundação Estadual de Energia do Meio Ambiente FEEMA
Comissão Estadual de Controle Ambiental CECA
Licença Provisória LP
Licença de Instalação LI
Licença de Operação LO
TRABALHISTAS Normas Regulamentadoras NR do Ministério do Trabalho, onde aplicável.
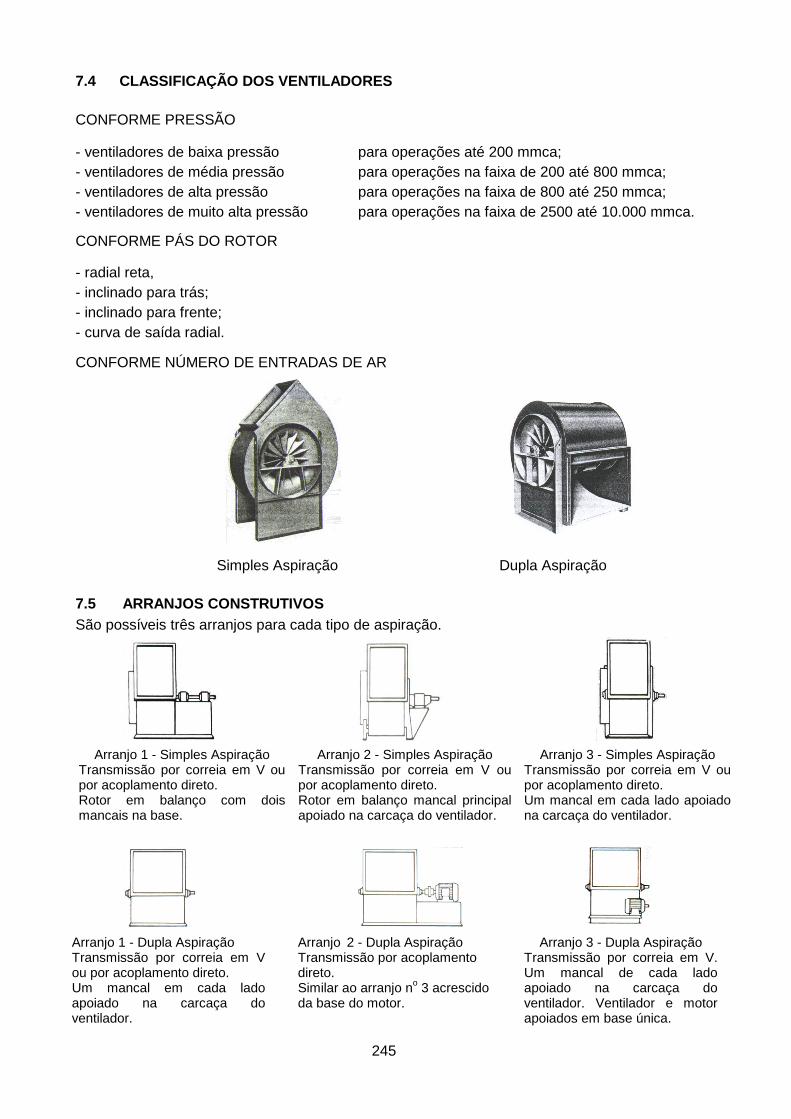
245
7.4 CLASSIFICAÇÃO DOS VENTILADORES
CONFORME PRESSÃO
- ventiladores de baixa pressão para operações até 200 mmca;
- ventiladores de média pressão para operações na faixa de 200 até 800 mmca;
- ventiladores de alta pressão para operações na faixa de 800 até 250 mmca;
- ventiladores de muito alta pressão para operações na faixa de 2500 até 10.000 mmca.
CONFORME PÁS DO ROTOR
- radial reta,
- inclinado para trás;
- inclinado para frente;
- curva de saída radial.
CONFORME NÚMERO DE ENTRADAS DE AR
....... Simples Aspiração Dupla Aspiração
7.5 ARRANJOS CONSTRUTIVOS
São possíveis três arranjos para cada tipo de aspiração.
Arranjo 1 - Simples Aspiração Transmissão por correia em V ou por acoplamento direto. Rotor em balanço com dois mancais na base.
Arranjo 2 - Simples Aspiração Transmissão por correia em V ou por acoplamento direto. Rotor em balanço mancal principal apoiado na carcaça do ventilador.
Arranjo 3 - Simples Aspiração Transmissão por correia em V ou por acoplamento direto. Um mancal em cada lado apoiado na carcaça do ventilador.
Arranjo 1 - Dupla Aspiração Transmissão por correia em V ou por acoplamento direto. Um mancal em cada lado apoiado na carcaça do ventilador.
Arranjo 2 - Dupla Aspiração
Transmissão por acoplamento direto. Similar ao arranjo n
o 3 acrescido
da base do motor.
Arranjo 3 - Dupla Aspiração Transmissão por correia em V. Um mancal de cada lado apoiado na carcaça do ventilador. Ventilador e motor apoiados em base única.
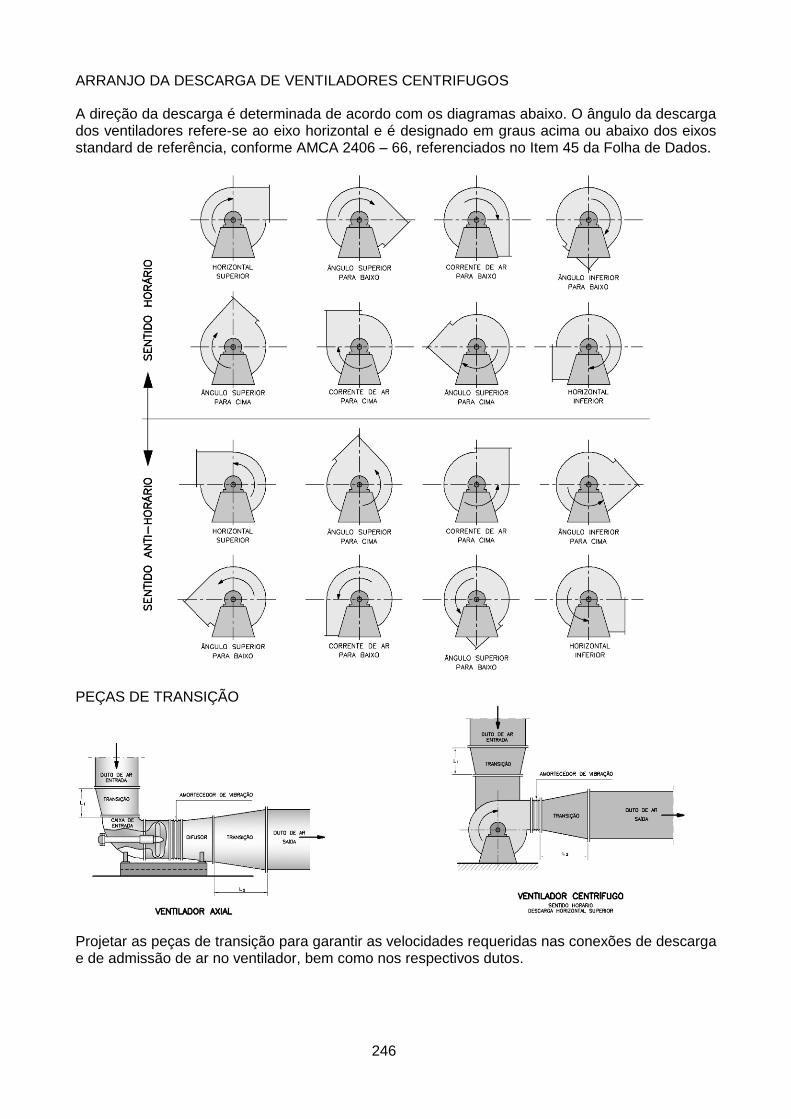
246
ARRANJO DA DESCARGA DE VENTILADORES CENTRIFUGOS
A direção da descarga é determinada de acordo com os diagramas abaixo. O ângulo da descarga dos ventiladores refere-se ao eixo horizontal e é designado em graus acima ou abaixo dos eixos standard de referência, conforme AMCA 2406 – 66, referenciados no Item 45 da Folha de Dados.
PEÇAS DE TRANSIÇÃO
Projetar as peças de transição para garantir as velocidades requeridas nas conexões de descarga e de admissão de ar no ventilador, bem como nos respectivos dutos.

247
7.6 VENTILADORES TIPO BOOSTER
São máquinas previstas para promover a elevação da pressão em redes de gás, instaladas conforme mostrado no fluxograma ao lado. Estes ventiladores devem possuir selos mecânicos de anel de carbono com injeção de nitrogênio, e mancais anterior e posterior, com resfriamento a óleo, transmissor de vibração, junta de expansão na sucção e descarga, e damper de controle na sucção.
PARTIDA DO BOOSTER
Parâmetros que habilitam a partida
- pressão de nitrogênio de selagem;
- temperatura do nitrogênio de selagem;
- vazão do nitrogênio de selagem;
- pressão da água de refrigeração;
- temperatura da água de refrigeração;
- vazão da água de refrigeração;
- pressão do óleo de resfriamento;
- pressão de gás na rede de sucção;
- pressão do gás na rede de recalque.
Válvulas envolvidas
- válvula shut off da linha de recalque;
- válvula de regulagem da linha de by-pass.
Instrumentação envolvida
- pressostato da linha de nitrogênio;
- pressostato da linha de água;
- termostato da linha de nitrogênio
- termostato da linha de água;
- pressostato da linha de recalque de gás;
- pressostato da linha do by-pass de gás;
- pressostato de óleo;
- transmissor de vibração;
- placa de orifício na linha de recalque de gás.

248
Seqüencial de Partida
- selecionar bomba de óleo BO1 ou BO2
- acionar a bomba selecionada tempo t = 0
- pressostato de óleo indicando pressão “CONFORME” tempo t1 = t + 15 s
- abrir gradualmente a válvula shut off do by-pass tempo t2 = t1 + 15 s
- acionar o booster (rotação nominal atingida em 5 s ) tempo t3 = t2 + 5 s
- pressão no pressostato do by-pass elevando tempo t4 = t3 + 60 s
- transmissor de vibração não atuante
- abrir gradualmente a válvula shut off do recalque tempo t5 = t4 + 15 s
- pressostato do recalque habilitado tempo t5
- pressostato do recalque indicando pressão “CONFORME” tempo t5
- fechar gradualmente a válvula shut off do by-pass tempo t6 = t5 + 15 s
O fechamento da válvula de shut off do by-pass caracteriza o final da seqüência de partida e o inicio da condição do regime operacional. Regime Operacional
- pressostato do recalque indicando pressão “CONFORME”;
- fluxo na placa de orifício na linha de recalque indicando vazão “CONFORME”.
7.7 DAMPER DE CONTROLE DE VAZÃO
Para garantir a estabilidade do sistema em função das variações de vazão e das condições de energia elétrica demandadas na partida e em regime, deve ser instalado um damper de regulagem na conexão de sucção do ventilador, verificando se as palhetas do registro dirigem o fluxo do ar no mesmo sentido de rotação do rotor. Se o ventilador for de dupla entrada, os dampers deverão ser sincronizados de maneira a estarem sempre em posições relativas equivalentes. Qualquer diferença de posição entre estes registros resultará em fluxos de ar desbalanceados, desempenho deficiente do ventilador e carga desbalanceada nos mancais. Analisando as figuras 3 e 4 abaixo podemos ver o damper e a influencia de sua instalação na sucção dos ventiladores.
Figura 3 - Damper Figura 4 – Curvas de Regulagem

249
7.8 SELEÇÃO DO TIPO DE VENTILADOR
Figura 5 - Velocidades Específicas
Esta seleção é feita pela Velocidade Específica (Ns)
Aplicar a expressão ns = 16,6 x n x 4/ 3PQ , (equação 83)
onde:
Q: vazão de ar em l / s
P: pressão diferencial em mmca
ns: rotação específica em rpm
n: rotação do ventilador em rpm
EXEMPLO NUMÉRICO
Considerando:Q = 1200 l/s, P = 80 mmca, n = 750 rpm,
determinar a velocidade específica, o tipo do ventilador e o tipo do rotor.
Solução
Velocidade específica ns: 16,6 x 750 x 1612380/ 1200 4 3 rpm.
De acordo com a tabela da figura 5, teremos:
- tipo do ventilador: centrifugo;
- tipo do rotor: pás para frente com rotação anti horária.
250
7.9 DIMENSIONAMENTO DE VENTILADORES
Uma vez especificado o tipo do ventilador é necessário definir os valores dos parâmetros, potência e velocidade de saída que são calculados aplicando-se as expressões:
Potência: N= Q x P x ar / x 74,6, (equação 84)
onde:
Q: vazão em m3 / s
P: pressão diferencial em mca
ar : peso específico do ar na temperatura em kg / m3
Nota: lembrar que P em mmca ≡ kgf / m2, e que P / ar em mca
Velocidade de saída
vS = 0444Pdinâmica , , (equação 85)
onde: Pdinâmica em mmca. EXEMPLO NUMÉRICO
Considerando um ventilador do tipo “Simples Aspiração”, com vazão de
3,5 m3 / s, pressão dinâmica de 7,5 mmca, pressão diferencial de 80 mmca, de 85%,
calcular a potência e a velocidade de saída do ar, admitindo ar 1,1 kg/m3.
Solução:
Sendo 80 mmca ≡ 80 / 1,1 = 72,72 mca, vem:
potência N: 3,5 x 72,72 x 1,1 / 0,85 x 74,6 = 4,44 Hp ou 3,30 kw
velocidade de saída vS: 4,0447,5 = 11,07 m/s
A velocidade de saída é necessária para o dimensionamento da peça de transição referenciada
na página 246. A seção de um dos lados dessa peça coresponde à seção de insuflamento do
ventilador, escoando o fluxo de ar na velocidade de descarga, no exemplo valendo 11,07 m/s.
A seção do lado oposto será equivalente a do duto, sendo calculada conforme referenciado na
página 263, com a mesma velocidae selecionada para o duto.
7.10 ASSOCIAÇÃO DE VENTILADORES EM SÉRIE E EM PARALELO
Quando houver demanda de pressões elevadas pelo sistema usuário, faz-se a interligação de um
ventilador insuflando ar na sucção do outro, caracterizando montagem “em série”.
A pressão resultante será inferior a duas vezes a pressão unitária de cada ventilador, se
consideradas as perdas de carga.
Quando houver demanda de vazões elevadas utiliza-se a associação de ventiladores “em
paralelo”. A vazão resultante será inferior à somatória das vazões unitárias de cada ventilador, se
consideradas as perdas de carga.

251
7.11 FOLHA DE DADOS - VENTILADORES CENTRÍFUGOS

252
7.12 TESTE DE ESTANQUEIDADE
OBJETIVO
Orientar e documentar o teste pneumático conforme norma API Standard 673 SE - 2002, Item 4.3.4.3.1 e onde aplicável, complementado pela norma Petrobrás N-1593, onde aplicável.
CAMPO DE APLICAÇÃO
Ventiladores que exijirem estanqueidade operacional, ou nos casos de solicitação contratual.
DESENVOLVIMENTO DO PROCEDIMENTO
“A carcaça deve ser pressurizada, com ou sem fechamento da passagem do selo, com a máxima pressão de trabalho operacional - PMTA e mantida nessa condição pelo menos durante 30 minutos, quando será submetida ao teste com bolhas de sabão, para verificação de vazamentos”.
CONDIÇÃO PRÉ-DETERMINANTE O ventilador deverá estar fixado em superfície plana e horizontal, por meio de parafusos alojados nos furos existentes em sua base.
CONDIÇÃO DE CONFORMIDADE
O teste será considerado satisfatório quando nenhum vazamento for observado na carcaça ou nas uniões.
CONDIÇÕES OPERACIONAIS PARA EXECUÇÃO DO TESTE
As cinco etapas do teste descritas a seguir deverão ser processadas com base nos pontos indicados nas figuras 6 e 7, podendo os ventiladores estarem em qualquer arranjo ou posição construtiva.
Figura 6 Pontos de Verificação de Vazamentos Figura 7

253
Etapa 1 - tamponar com chapa metálica os bocais de entrada, de saída e de selo do ventilador, pontos “A”, ”B”, e “C” das figuras 6 e 7.
Etapa 2 - vedar estes bocais com massa de vedação.
Etapa 3 - aplicar a pressão máxima de trabalho operacional, utilizando ar comprimido na temperatura ambiente conectado na tampa que apresentar maior facilidade para ligação dos tubetes de entrada do ar comprimido e do tubo de saída para o manômetro, figura 8, para verificação da pressão.
Etapa 4 - observar visualmente a formação de bolhas, no mínimo por 30 minutos, nos pontos: I nas junções das tampas frontais com as laterais frontais;
II nas soldas de união das espirais com as laterais traseiras;
III nos drenos;
IV nas portas de visita;
V nos bi-partidos;
VI nas soldas de união da espiral com as laterais frontais.
Etapa 5 – Corrigir os pontos detectados com vazamento. Observações: - a verificação da pressão aplicada deve ser feita através de manômetro calibrado e aferido, recomendando-se o de coluna de água, devido à baixa pressão absoluta dos ventiladores; - a solução formadora de bolhas deverá seguir a norma ASME Secção V, quando adquirida como solução comercial, ou obtida da proporção 1 x 1 x 4,5 em volume de detergente ou sabão líquido, glicerina e água. Nota: nos ventiladores axiais, somente a Porta de Visita e as soldas intermediárias do tubo externo serão testadas.
Válvula reguladora de pressão Pressurizador
Analisador de pressão
Tamponamento
Tubete
Figura 8
254
7.13 FILTRAGEM DE AR
Os filtros de ar são meios porosos construídos com material fibroso na forma de tecido, ou por compactação, formando placas ou painéis, atuando por conseqüência da impactação direta, inercial das partículas ou ainda pelo movimento browniano. Aplicações recomendadas pela NB-10 para uso dos filtros Grosso G, Fino F e Absoluto A. Classe / Eficiência Recomendação
GO 30-59% pólen - inseto
G1 60-74% poeira grossa
G2 75-84% poeira> 5 micra
G3 > 85% poeira > 5 micra
F1 40-69% poeira 1 - 5 micra
F2 70-89% poeira 1 - 5 micra
F3 > 90% poeira 1 - 5 micra
A1 85-97,9% poeira <1 micra
A2 98 – 99,96% poeira < 1 micra
A3 > 99,97% poeira < 1 micra
A conformidade do índice de retenção desses filtros tem como base os testes:
- gravimétrico, conforme norma AFI.1 da American Filter Institute filtro “G”:
- colorimétrico, conforme norma AFI Dust Spot do American Filter Institute filtro “F”:
- fotométrico, conforme norma US MS 282 - Dust Test filtro “A”.
TEMPO DE SATURAÇÃO DO FILTRO A freqüêcia de limpeza é determinada em função da saturação do elemento filtrante. Considerando por exemplo:
grau de saturação do elemento filtrante 500g
concentração do poluente 2mg/m3 (0,002g/m
3)
vazão de ar no filtro 14m3/min.
rendimento da filtragem 75%
A freqüência de limpeza será: 500 ÷ (0,002g/m3 x 14m
3/min x 0,75) = 23809 min. ou 16,5 dias
Caso este prazo seja ultrapassado, haverá um aumento do ΔP no filtro e em conseqüência da potência do ventilador. SELEÇÃO DA CLASSE DE FILTROS
Para esta seleção considerar os parâmetros:
- concentração e tamanho das partículas do poluente; - grau de purificação exigida; - características do ar ou do gás transportador do poluente; - viscosidade, combustividade e agressividade química do poluente; - temperatura do poluente.
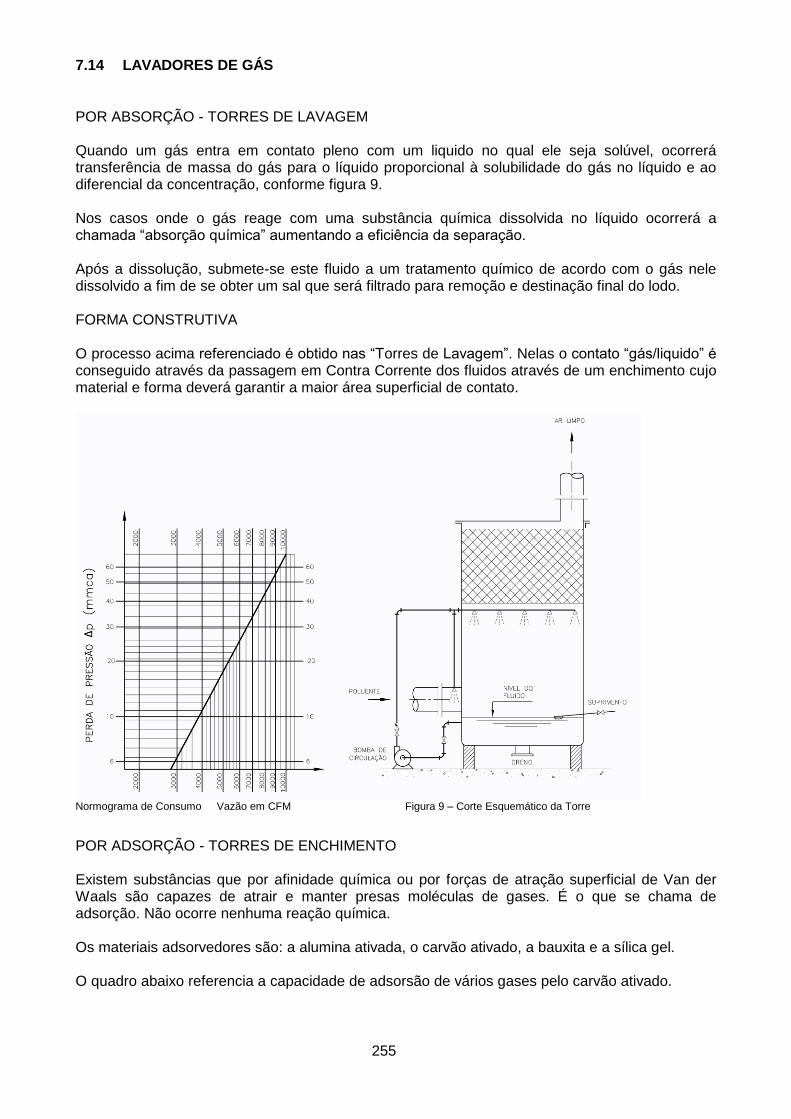
255
7.14 LAVADORES DE GÁS
POR ABSORÇÃO - TORRES DE LAVAGEM Quando um gás entra em contato pleno com um liquido no qual ele seja solúvel, ocorrerá transferência de massa do gás para o líquido proporcional à solubilidade do gás no líquido e ao diferencial da concentração, conforme figura 9. Nos casos onde o gás reage com uma substância química dissolvida no líquido ocorrerá a chamada “absorção química” aumentando a eficiência da separação. Após a dissolução, submete-se este fluido a um tratamento químico de acordo com o gás nele dissolvido a fim de se obter um sal que será filtrado para remoção e destinação final do lodo. FORMA CONSTRUTIVA O processo acima referenciado é obtido nas “Torres de Lavagem”. Nelas o contato “gás/liquido” é conseguido através da passagem em Contra Corrente dos fluidos através de um enchimento cujo material e forma deverá garantir a maior área superficial de contato.
Normograma de Consumo Vazão em CFM Figura 9 – Corte Esquemático da Torre
POR ADSORÇÃO - TORRES DE ENCHIMENTO Existem substâncias que por afinidade química ou por forças de atração superficial de Van der Waals são capazes de atrair e manter presas moléculas de gases. É o que se chama de adsorção. Não ocorre nenhuma reação química. Os materiais adsorvedores são: a alumina ativada, o carvão ativado, a bauxita e a sílica gel. O quadro abaixo referencia a capacidade de adsorsão de vários gases pelo carvão ativado.
256
Poluente Índice Poluente Índice
Gás carbônico a Benzeno d
Monóxido de carbono a Tolueno d
Etileno a Ácido butílico d
Formaldeído b Ácido butírico d
Acetaldeido b Ozona d
Amônia b Tolueno d
Aminas b Odores corporais d
Butano b Tetracloreto de carbono d
Propano b Fumaça de cigarro d
Acetona c Cresol d
Acroleína c Desinfetantes d
Anestésicos c Gasolina d
Fumaça de óleo diesel c Fenol d
Odores animais c Odores hospitalares d
Gás sulfídrico c Terebentina d
Cloro c Perfumes, cosméticos d
Solvente c Cheiro caseiro d
Ácido acético d Smog d
Álcool d Álcool isopropílico d
Referência: Ventilação Industrial; Macintyre página 327; 2ª edição.
Nesta tabela, os índices referenciais a, b, c e d, indicam:
- índice a desaconselhado
- índice b aceitável
- índice c regular
- índice d muito bom
FORMA CONSTRUTIVA
Os equipamentos de filtragem com carvão ativado, chamados de torres de enchimento constam de colunas no interior das quais são colocadas camadas de carvão ativado com 15 a 90 cm de espessura. O gás carreando o poluente, atravessa as camadas de adsorção numa velocidade de 10m/min para o caso de odores e 20 m/min para solventes e outras substancias. Antes de ser admitido no filtro de carvão ativado, o fluido deve sofrer um tratamento preliminar para retenção de partículas suspensas, redução da umidade relativa abaixo de 50% e temperatura abaixo de 50º C. Com o uso, o carvão ativado fica saturado, tornando-se necessário regenerá-lo, o que se consegue submetendo-o à passagem de um fluxo de vapor de água. Deverá haver dois leitos de carvão ativado, de modo que um fique operando enquanto o outro estiver sendo regenerado. APLICAÇÕES - torres de lavagem → indústrias de vidro. Para o polimento ácido do vidro é utilizada uma mistura de ácido sulfúrico (H2SO4), água (H2O), ácido fluorídrico (HF) e ácido flúor silício (H2SiF6), provocando a oxidação da camada superficial do vidro e formando fluoreto de silício (SiF4) que se evapora na presença do ácido fluorídrico a 55º C. - torres de enchimento → indústrias de revestimento. No revestimento a vácuo de metais duros para ferramentas de corte, é utilizado o tetracloreto de titânio (TiCl4) que é liberado na forma gasosa e convertido em ácido clorídrico em uma câmera com enchimento adequado.
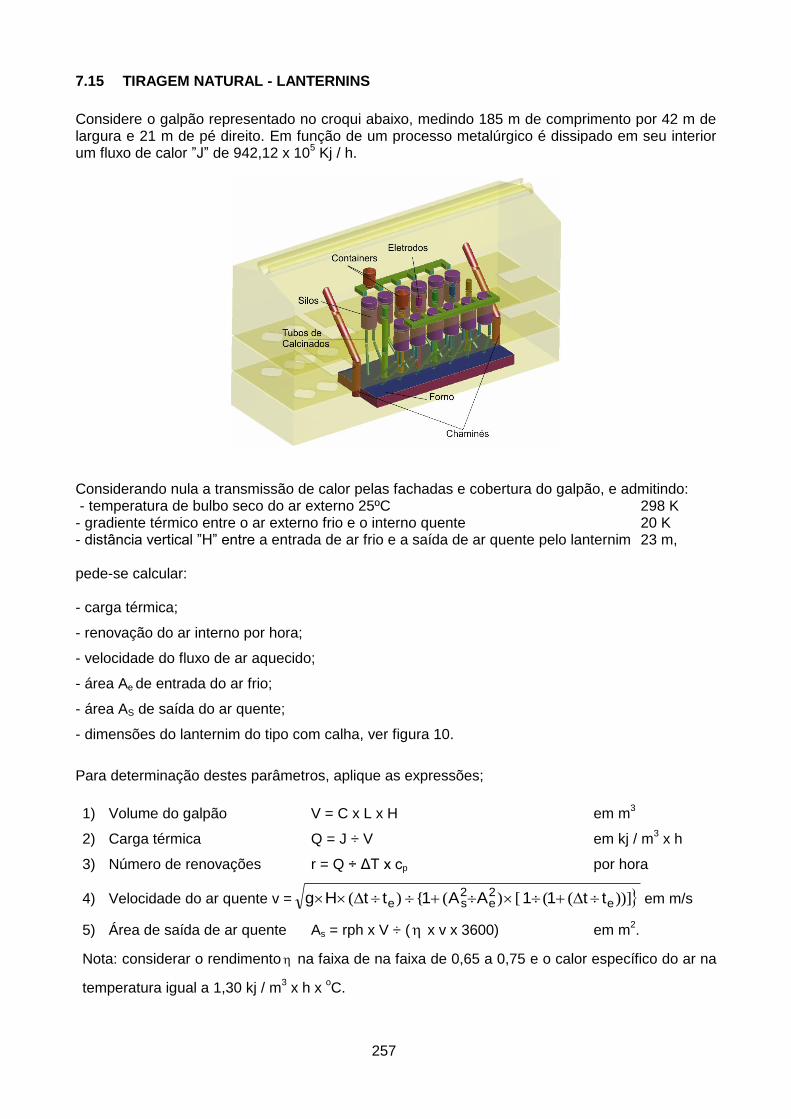
257
7.15 TIRAGEM NATURAL - LANTERNINS
Considere o galpão representado no croqui abaixo, medindo 185 m de comprimento por 42 m de largura e 21 m de pé direito. Em função de um processo metalúrgico é dissipado em seu interior um fluxo de calor ”J” de 942,12 x 10
5 Kj / h.
Considerando nula a transmissão de calor pelas fachadas e cobertura do galpão, e admitindo: - temperatura de bulbo seco do ar externo 25ºC 298 K - gradiente térmico entre o ar externo frio e o interno quente 20 K - distância vertical ”H” entre a entrada de ar frio e a saída de ar quente pelo lanternim 23 m, pede-se calcular: - carga térmica;
- renovação do ar interno por hora;
- velocidade do fluxo de ar aquecido;
- área Ae de entrada do ar frio;
- área AS de saída do ar quente;
- dimensões do lanternim do tipo com calha, ver figura 10.
Para determinação destes parâmetros, aplique as expressões;
1) Volume do galpão V = C x L x H em m
3
2) Carga térmica Q = J ÷ V em kj / m3 x h
3) Número de renovações r = Q ÷ ΔT x cp por hora
4) Velocidade do ar quente v = tt11 AA1 ttHg e2e
2se ]))(([)({)( em m/s
5) Área de saída de ar quente As = rph x V ÷ ( x v x 3600) em m2.
Nota: considerar o rendimento na faixa de na faixa de 0,65 a 0,75 e o calor específico do ar na
temperatura igual a 1,30 kj / m3 x h x
oC.
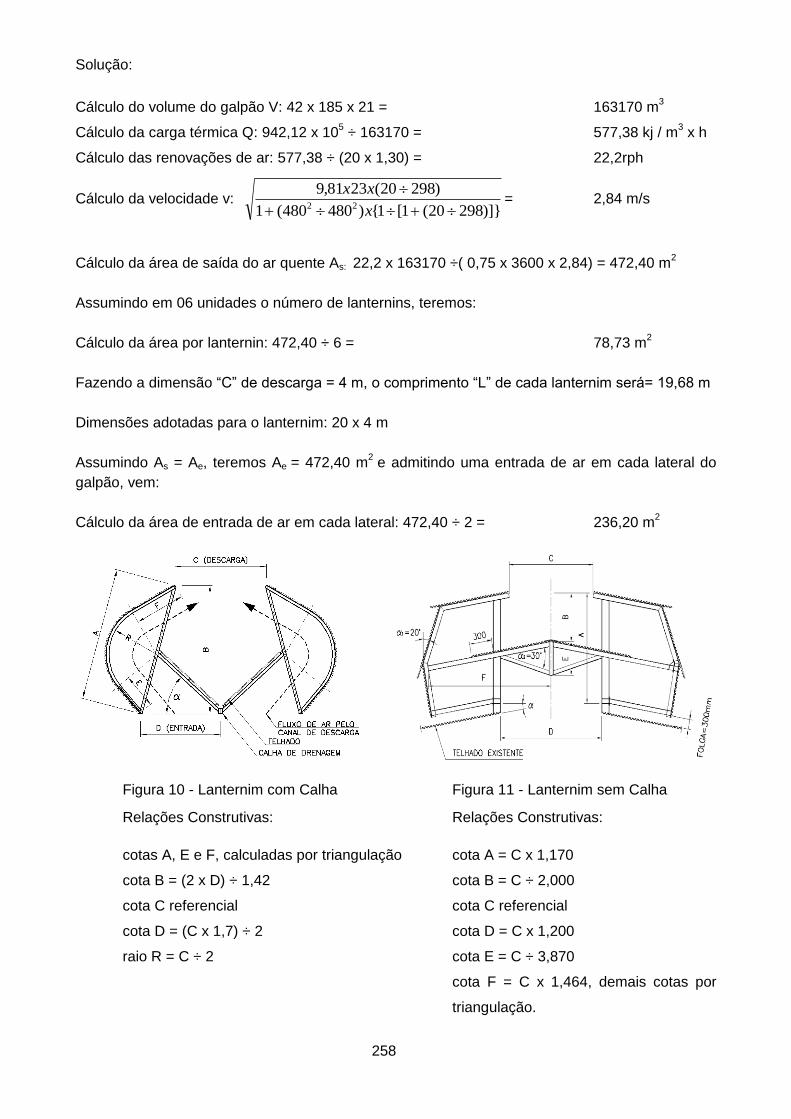
258
Solução:
Cálculo do volume do galpão V: 42 x 185 x 21 = 163170 m3
Cálculo da carga térmica Q: 942,12 x 105 ÷ 163170 = 577,38 kj / m
3 x h
Cálculo das renovações de ar: 577,38 ÷ (20 x 1,30) = 22,2rph
Cálculo da velocidade v: )]}29820(1[1{)480480(1
)29820(2381,922
x
xx= 2,84 m/s
Cálculo da área de saída do ar quente As: 22,2 x 163170 ÷( 0,75 x 3600 x 2,84) = 472,40 m2
Assumindo em 06 unidades o número de lanternins, teremos:
Cálculo da área por lanternin: 472,40 ÷ 6 = 78,73 m2
Fazendo a dimensão “C” de descarga = 4 m, o comprimento “L” de cada lanternim será= 19,68 m
Dimensões adotadas para o lanternim: 20 x 4 m
Assumindo As = Ae, teremos Ae = 472,40 m2
e admitindo uma entrada de ar em cada lateral do
galpão, vem:
Cálculo da área de entrada de ar em cada lateral: 472,40 ÷ 2 = 236,20 m2
Figura 10 - Lanternim com Calha Figura 11 - Lanternim sem Calha
Relações Construtivas: Relações Construtivas:
cotas A, E e F, calculadas por triangulação cota A = C x 1,170
cota B = (2 x D) ÷ 1,42 cota B = C ÷ 2,000
cota C referencial cota C referencial
cota D = (C x 1,7) ÷ 2 cota D = C x 1,200
raio R = C ÷ 2 cota E = C ÷ 3,870
cota F = C x 1,464, demais cotas por
triangulação.
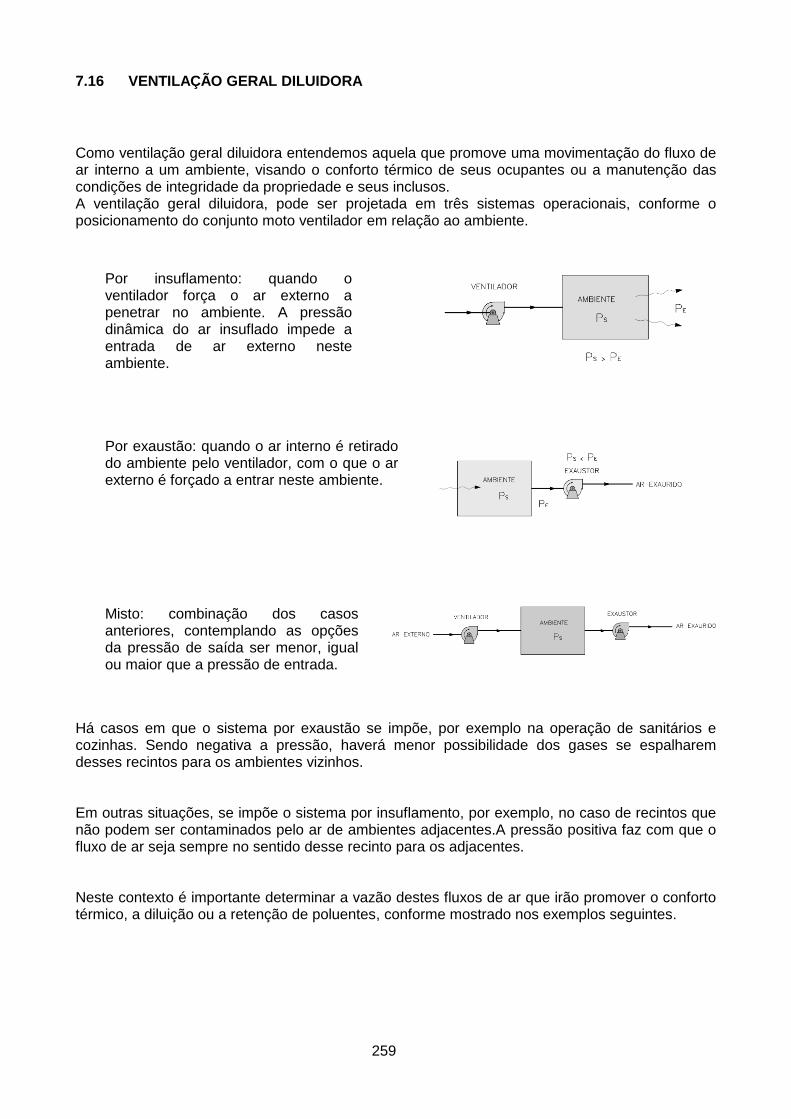
259
7.16 VENTILAÇÃO GERAL DILUIDORA
Como ventilação geral diluidora entendemos aquela que promove uma movimentação do fluxo de ar interno a um ambiente, visando o conforto térmico de seus ocupantes ou a manutenção das condições de integridade da propriedade e seus inclusos. A ventilação geral diluidora, pode ser projetada em três sistemas operacionais, conforme o posicionamento do conjunto moto ventilador em relação ao ambiente.
Há casos em que o sistema por exaustão se impõe, por exemplo na operação de sanitários e cozinhas. Sendo negativa a pressão, haverá menor possibilidade dos gases se espalharem desses recintos para os ambientes vizinhos. Em outras situações, se impõe o sistema por insuflamento, por exemplo, no caso de recintos que não podem ser contaminados pelo ar de ambientes adjacentes.A pressão positiva faz com que o fluxo de ar seja sempre no sentido desse recinto para os adjacentes. Neste contexto é importante determinar a vazão destes fluxos de ar que irão promover o conforto térmico, a diluição ou a retenção de poluentes, conforme mostrado nos exemplos seguintes.
Por insuflamento: quando o ventilador força o ar externo a penetrar no ambiente. A pressão dinâmica do ar insuflado impede a entrada de ar externo neste ambiente.
Por exaustão: quando o ar interno é retirado do ambiente pelo ventilador, com o que o ar externo é forçado a entrar neste ambiente.
Misto: combinação dos casos anteriores, contemplando as opções da pressão de saída ser menor, igual ou maior que a pressão de entrada.
260
EXEMPLO DE CÁLCULO DE VAZÕES DE AR EM SISTEMAS GERAL DILUIDORES
Para fins de controle térmico, considerando os valores limitantes Δt < 3
oC e TE < 28 graus.
EXEMPLO 1 – Calcular o fluxo de ar necessário para garantir um ΔT= 3ºC em ambiente onde ocorre dissipação térmica de 10 548 Kcal/h.
Solução: - aplicar a relação vazão = DT / 0,288 x Δt ou 10.548 / 0,288 x 3 = 2208 m
3 / h,
onde DT significa dissipação térmica.
EXEMPLO 2 - Calcular o fluxo de ar em um ambiente com área de 20 x 10m e pé direito de 4m, para uma taxa de renovação de 15 RPH.
Solução: - aplicar a relação: vazão = volume x rph ou10 x 20 x 4 x 15 = 12000 m
3 / h
EXEMPLO 3 – Calcular a vazão de ar a 25oC necessária para manter um ΔT= 10ºC em uma Casa
de Máquina com dois grupos diesel geradores de 450 KVa cada. O rendimento do gerador é de 92% e o do diesel 35%. Determinar também a vazão de ar a ser liberada do ambiente.
Solução: - calcular a potência motriz: 450 x 0,850 / 0,92 = 415,7 Kw - calcular o calor “Q1” irradiado pelo gerador: Q1=415,7 x 860 x 0,08= 28600 Kcal/h - calcular o calor “Q2” irradiado pelo diesel: Q2= 0,03 x (415,7 / 0,35) x 860= 30643Kcal/h - calcular a carga térmica dissipada: 28600 +30643= 59243Kcal/h - calcular a vazão de ar insuflada: 59243 / (0,288 x 10)= 20571m
3/h
- calcular a vazão de ar de combustão 415,7 x 0,25 x 20 x 1,14= 2369 m3/h
- calcular a vazão de ar a ser liberada do ambiente: 20571 – 2369 = 18202 m3/h
Notas: - considerou-se 1KW/h ≡ 860 kcal/h; - considerou-se as perdas por radiação e convecção no gerador de 8% e de 3% no diesel; - coniderou-se de 0,850 o fator que converge KVa em KW; - considerou-se o peso específico do ar a 25º C no valor de 1,14 kg/m
3;
- considerou-se o consumo de óleo no diesel de 0,25 kg/KW; - considerou-se que cada kg de óleo requer 20 kg de ar para queima. Para fins de diluição de poluentes gasosos, considerando os valores limitantes Δt < 3
oC e
TE < 28 graus.
EXEMPLO 4 - Calcular o fluxo de ar necessário para assegurar o valor limite de tolerância de 150 PPM, em um processo que libera 0,0204 Kg / min (0,045 lb / min) de acetona com peso molecular
de 58,4 lb e volume molecular de 387 pe3 / lb.
Solução:
- aplicar a relação: vazão = (Q x 387 x 106)÷(Pmol x TLV).
Aplicando 0,045 x 387 x 106 / 58,4x150 = 1988cfm ou 56,2 m
3/min
EXEMPLO 5 - Calcular o fluxo de ar necessário para assegurar o TLV de 0,002g/m3 em unidade
industrial onde ocorre a manipulação de chumbo com a taxa de sublimação de 0,3 g/h.
Solução:
- aplicar a relação: vazão = TS / TLV ou 0,3 / 0,0002 = 1500 m3 / h,
onde TS significa taxa de sublimação.

261
Para fins de pressurização, considerando o valor limitante TE t 28 graus.
EXEMPLO 6 – Calcular o fluxo de ar necessário para pressurizar o ambiente interno de uma sala
de máquinas com sobrepressão de 4,0 kgf / m2, considerando a temperatura do ar de 30ºC, o
volume interno do ambiente de 53m3 e área de escape do fluxo de ar de 0,06 m
2.
Nesta temperatura o peso especifico do ar vale 1,1644 kg / m3, conforme tabela indicada na
página seguinte. Solução:
- calcular a velocidade de pressurização, aplicando a expressão (ΔP x 2 x g / ar )0,5
em m/s
- velocidade de pressurização: (4 x 2 x 9,81 / 1,1644)0,5
= 8,20 m/s
- calcular a vazão de ar requerida: 8,20 x 0,06 x 60 = 29,52 m3/min
- calcular o número de renovações: (29,52 x 60) / 53 36 por hora
ANÁLISE HIDRÁULICA
O ponto de trabalho de um moto ventilador é: vazão 708m
3/min, pressão diferencial 140 mmca,
rotação 628 rpm, potência 35,5 hp, rendimento 62,2%. Com a instalação de um filtro com perda localizada de 20 mmca a pressão diferencial foi alterada para 160 mmca acarretando redução de vazão para 680m
3/min. Determinar os novos valores para a potência e para a rotação de modo
que a vazão permaneça em 708 m3/min.
Solução: - aplicando a lei de semelhança hidráulica Q1, / Q2 = n1 / n2, teremos: nova rotação: 628 x 708 / 680 = 654 rpm nova potência: (1,2 x 708 x 160 / 1,2) / 0,622 x 60 x 74,6 = 40,6 Hp.
ANÁLISE DO TEMPO DE SATURAÇÃO
EXEMPLO 7 – Determinar em quantos minutos ocorrerá a saturação de um ambiente medindo 6 x 4 m com 3 m de pé direito, onde são manipulados 0,25 m
3/h de amônia, se o limite de
tolerância for de 3 x 10-4 ppm, a vazão de ar insuflada neste ambiente for de 800 m
3 / h, e não
ocorrer concentração inicial deste gás (Co = 0). Solução:
- o tempo de saturação será calculado pela expressão: t =( V / Q ) x In
CQq
CQq o ,onde:
V: volume da sala em m3
q: vazão de contaminante em m3 /h
Q: vazão de ar em m3 /h
Co: concentração inicial em ppm
C: concentração após o tempo t em ppm
- aplicando vem: t = 72 / 800 x ln [0,25 / 0,25 – (800 x 3 x 10
-4)] = 0,29 h ou 17 minutos.
Conclusão O tempo de saturação de 17 minutos, pequeno para a jornada de trabalho de oito horas sugere a instalação de um Sistema Local Exaustor ao invés do Sistema Geral Diluidor.
262
7.17 DIMENSIONAMENTO DE DUTOS EM SISTEMAS GERAL DILUIDORES
SEQÜÊNCIA DE CÁLCULO SUGERIDA PARA DIMENSIONAMENTO DE DUTOS
- calcular o diâmetro aplicando a equação 8, página 32; - adotar a velocidade de escoamento, conforme quadro abaixo:
Designação Velocidade Máxima em m/s Velocidade Mínima em m/s
tomada de ar 6,0 2,40
descarga do ventilador 14,0 5,0
duto principal 9,0 3,5
ramal horizontal 9,0 3,0
ramal vertical 8,0 3,0
- processar a equivalência hidráulica do diâmetro calculado para a seção retangular a ser selecionada, conforme indicado na página 264; - calcular a rugosidade relativa aplicando a equação 72 página 180; - calcular o número de Reynolds aplicando a equação 22 página 57.
Nota: a viscosidade dinâmica e o peso específico do ar atmosférico “ ” determinantes do
número de Reynolds
idv
Re estão indicados na tabela abaixo.
Temperatura ºC ( kgf / m3) (kgf / m x s)
0 1,2922 1,7780 x 10-5
10 1,2467 1,7708 x 10-5
20 1,2041 1,8178 x 10-5
30 1,1644 1,8648 x 10-5
40 1,1272 1,9118 x 10-5
50 1,0924 1,9588 x 10-5
- calcular o fator de fricção, aplicando a equação 23, página 57; - calcular a perda de carga aplicando a expressão equação 24, página 57. CONSIDERAÇÕES SOBRE A PRESSÃO DO VENTILADOR O valor da pressão final que corresponderá à pressão diferencial do ventilador, será aquele definido pela somatória das perdas de carga existentes no duto de admissão de ar, incluindo as dos filtros, acrescida das perdas referentes ao ramal crítico, que é aquele que apresentar a perda de carga com maior valor numérico. A estas perdas deverão ainda ser adicionadas as perdas nas grelhas, difusores de insuflamento, e se existente à sobrepressão do ambiente.

263
EXEMPLO Dimensionar um duto de ar com 25 metros de comprimento, fabricado em chapa de aço galvanizada (ε = 0,00015 m), capaz de escoar 1,1 m
3/s de ar a 30 ºC a 7,0 m/ s, indicado na
figura 12, na dimensão de 720 x 440 mm.
diâmetro: 7/ 1.14v/ Q4d ππ 0,447 m
secção equivalente: 720 x 440mm, obtida conforme mostrado na página seguinte. Nota: no sistema de ventilação geral diluidor é mais comum o uso de dutos retangulares, configurando um arranjo construtivo em planta, como o abaixo indicado. rugosidade ε/di: 0,00015/0,447 = 0,0003355
Reynolds:
80,00001864
1,16440,4477dv i
195882
fator de fricção “ f ”: 0,0185
perda de carga: 2
22
i
m / kgf 3,01,16449,812
7
0,447
250,0185
2g
v
d
Lf
(3,0 mmca).
Figura 12 – Dutos de Distribuição de Ar

264
Como corresponder o diâmetro calculado para o duto a uma seção retangular (ou quadrangular) hidraulicamente equivalente?
Esta equivalência será obtida pela equação d = 1,265 8 25 b)/(a(ab) , ou pelo uso do diagrama
abaixo, onde com base no “d” calculado, fixamos uma das dimensões “a”, por exemplo e temos a outra.

265
COMPRIMENTOS EQUIVALENTES E COEFICIENTES DE PERDA DE CARGA “N”

266
7.18 VENTILAÇÃO LOCAL EXAUSTORA - DESPOEIRAMENTO
Estes sistemas se enquadram nos processos de exaustão de gases onde o fluxo gasoso provoca um carregamento de massas de ar frio. Abordaremos os critérios de dimensionamento pelo método do balanceamento estático.
DISTRIBUIÇÃO DAS PRESSÕES EM UM SISTEMA EXAUSTOR
A instalação local exaustora deve ser projetada considerando os componentes construtivos: - captor, dispositivo de captação do ar que contém o contaminante, colocado no local onde este se origina; - ventilador, capaz de produzir pressão negativa, em função da qual o ar contaminado se desloca do captor até a entrada do ventilador, e pressão positiva garantido que esse fluxo de ar seja descarregado pelo ventilador e liberado na atmosfera passando por dispositivos de filtragem;
- rede de dutos exaustores, para escoar o fluxo de ar contaminado do captor ao ventilador e deste aos equipamentos ou sistemas de tratamento e a atmosfera;
- coletores de partículas, filtros, lavadores de gases e vapores, precipitadores eletrostáticos ou outros dispositivos que retenham as partículas ou dissolvam os gases, impedindo que sejam lançados livremente na atmosfera. Alguns tipos são instalados à montante e outros à juzante do ventilador.
Figura 13 – Sistema Exaustor
A figura 13 mostra como variam as parcelas de energia em uma instalação local exaustora. Vemos representado um captor ao qual o ar contendo vapores se dirige para o ponto “A”, entrada do captor, em virtude da pressão negativa nele existente. Como conseqüência da pressão negativa existente na sucção do ventilador, a pressão atmosférica em “A” superior à pressão em “E”, fornece energia para que o ar com o contaminante se desloque entre estes pontos “A” e “E”, vencendo as perdas de carga ao longo do duto, curvas e interior do lavador. O ar admitido no ventilador, recebe energia cinética e potencial de pressão graças às quais é liberado o ponto “F” e escoa no duto de descarga até a saída da chaminé (G), onde volta à pressão atmosférica com uma energia residual de saída devido à velocidade com a qual escoa no trecho final do duto “F-G”.

267
DIRETRIZES BÁSICAS PARA O PROJETO DOS CAPTORES
Para desenvolvimento desses projetos, figura 14 deverão ser fixados parâmetros do captor, tipo, resistência ao fluxo, vazão exaurida, velocidades de captura e de arraste, e do sistema; velocidade de transporte. O captor é o componente principal. A performance e a localização do captor serão determinantes na eficiência do despoeiramento. O projeto do captor exige o conhecimento das condições do escoamento do ar, do processo e do trabalho do pessoal envolvido.
Figura 14 – Coifa Captora Existem três tipos de coifas: De Fechamento Receptora De Fenda que enclausura a que “capta” a emissão que “suga” a emissão emissão poluente poluente lançada. poluente gerada.
CONSIDERAÇÕES SOBRE O DIMENSIONAMENTO HIDRÁULICO DOS DUTOS
O dimensionamento das tubulações exaustoras deverá garantir o diferencial das pressões em qualquer junção, menor que 5% da maior pressão. O cálculo do balanceamento estático inicia-se no ramal que apresentar maior perda de carga. Dimensiona-se o captor e o duto até a primeira junção. O outro ramal que chega à esta junção, é a seguir calculado determinando-se a pressão estática que ocorrerá nesse ponto. Uma vez que a junção é única, isto é, pertence tanto ao primeiro ramal quanto ao segundo, a pressão estática nesse ponto deverá ser a mesma. Se ocorrer uma diferença entre as pressões estáticas calculadas em cada ramal, na faixa de 20% ou mais, recalcular um dos ramais introduzindo as modificações necessárias para redução dessa diferença. Se a diferença entre essas pressões estáticas ocorrer na faixa entre 5 e 20%, pode-se atingir o balançeamento aumentando a vazão do trecho de menor perda. A vazão corrigida poderá ser obtida aplicando a expressão.
vazão corrigida = vazão inicial )(
)(
menor estática pressãoP
maior estática pressãoP
st
st (equação 86)
Nessas condições o sistema poderá ser hidraulicamente otimizado reduzindo o diferencial das pressões estáticas nas junções ao valor de 3% da maior pressão.
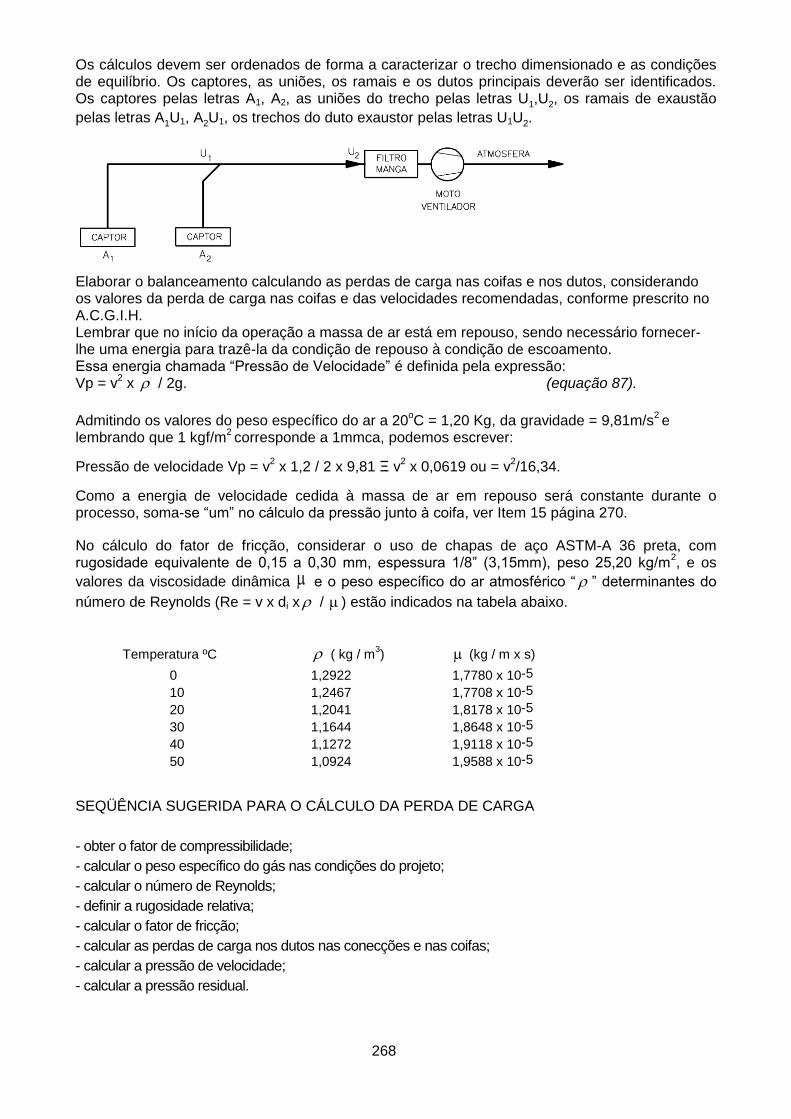
268
Os cálculos devem ser ordenados de forma a caracterizar o trecho dimensionado e as condições de equilíbrio. Os captores, as uniões, os ramais e os dutos principais deverão ser identificados. Os captores pelas letras A1, A2, as uniões do trecho pelas letras U1,U2, os ramais de exaustão
pelas letras A1U1, A2U1, os trechos do duto exaustor pelas letras U1U2.
Elaborar o balanceamento calculando as perdas de carga nas coifas e nos dutos, considerando os valores da perda de carga nas coifas e das velocidades recomendadas, conforme prescrito no A.C.G.I.H. Lembrar que no início da operação a massa de ar está em repouso, sendo necessário fornecer-lhe uma energia para trazê-la da condição de repouso à condição de escoamento. Essa energia chamada “Pressão de Velocidade” é definida pela expressão: Vp = v
2 x / 2g. (equação 87).
Admitindo os valores do peso específico do ar a 20
oC = 1,20 Kg, da gravidade = 9,81m/s
2 e
lembrando que 1 kgf/m2 corresponde a 1mmca, podemos escrever:
Pressão de velocidade Vp = v2 x 1,2 / 2 x 9,81 Ξ v
2 x 0,0619 ou = v
2/16,34.
Como a energia de velocidade cedida à massa de ar em repouso será constante durante o processo, soma-se “um” no cálculo da pressão junto à coifa, ver Item 15 página 270.
No cálculo do fator de fricção, considerar o uso de chapas de aço ASTM-A 36 preta, com rugosidade equivalente de 0,15 a 0,30 mm, espessura 1/8” (3,15mm), peso 25,20 kg/m
2, e os
valores da viscosidade dinâmica e o peso específico do ar atmosférico “ ” determinantes do
número de Reynolds (Re = v x di x / ) estão indicados na tabela abaixo.
Temperatura ºC ( kg / m
3) (kg / m x s)
0 1,2922 1,7780 x 10-5
10 1,2467 1,7708 x 10-5
20 1,2041 1,8178 x 10-5
30 1,1644 1,8648 x 10-5
40 1,1272 1,9118 x 10-5
50 1,0924 1,9588 x 10-5
SEQÜÊNCIA SUGERIDA PARA O CÁLCULO DA PERDA DE CARGA
- obter o fator de compressibilidade;
- calcular o peso específico do gás nas condições do projeto;
- calcular o número de Reynolds;
- definir a rugosidade relativa;
- calcular o fator de fricção;
- calcular as perdas de carga nos dutos nas conecções e nas coifas;
- calcular a pressão de velocidade;
- calcular a pressão residual.

269
Considerando essa seqüência sugerida, os cálculos necessários ao balanceamento serão feitos com base nas equaçãoes: - para correção do peso especifico, equação 11, página 32;
- para o cálculo do número de Reynolds, equação 22, página 57;
- para o cálculo da rugosidade relativa, equação 72, página 180;
- para o cálculo do fator de fricção, equação 23, página 57;
- para o cálculo da perda de carga no duto equação 24, página 57;
- para o cálculo da perda de carga nas conexões do trecho, aplicar a expressão
gvK 2/2 . (equação 88).
Os valores de “K” a serem aplicados na equação 88 estão definidos na tabela abaixo.
Nota: o valor do ΔP na equação 88 está em kgf/m2, devendo ser convertido.
PERDA DE CARGA NAS COIFAS Para o cálculo da perda de carga nas coifas, aplicar uma das expressões
- geral: ΔPcoifa= (1+N) x VP. (equação 89)
Os valores de “N” a serem aplicados na equação 89 estão definidos no ACGIH.
Para o cálculo da pressão de velocidade VP usar a equação 87, página 268.
VAZÕES DE CAPTURA NAS COIFAS
Para Coifas Receptoras e Processos Frios: Q= Px H x v em m
3/s, onde:
P: perímetro da superfície transmissora em metros; H: altura da coifa acima da superfície emissora em metros; V: velocidade de captura na faixa de 0,25 a 0,50 m/s. Para Coifas Receptoras e Processos Quentes: Q=1,7 x S x (H x Δt
1,25)0,3
em m3 /s, onde:
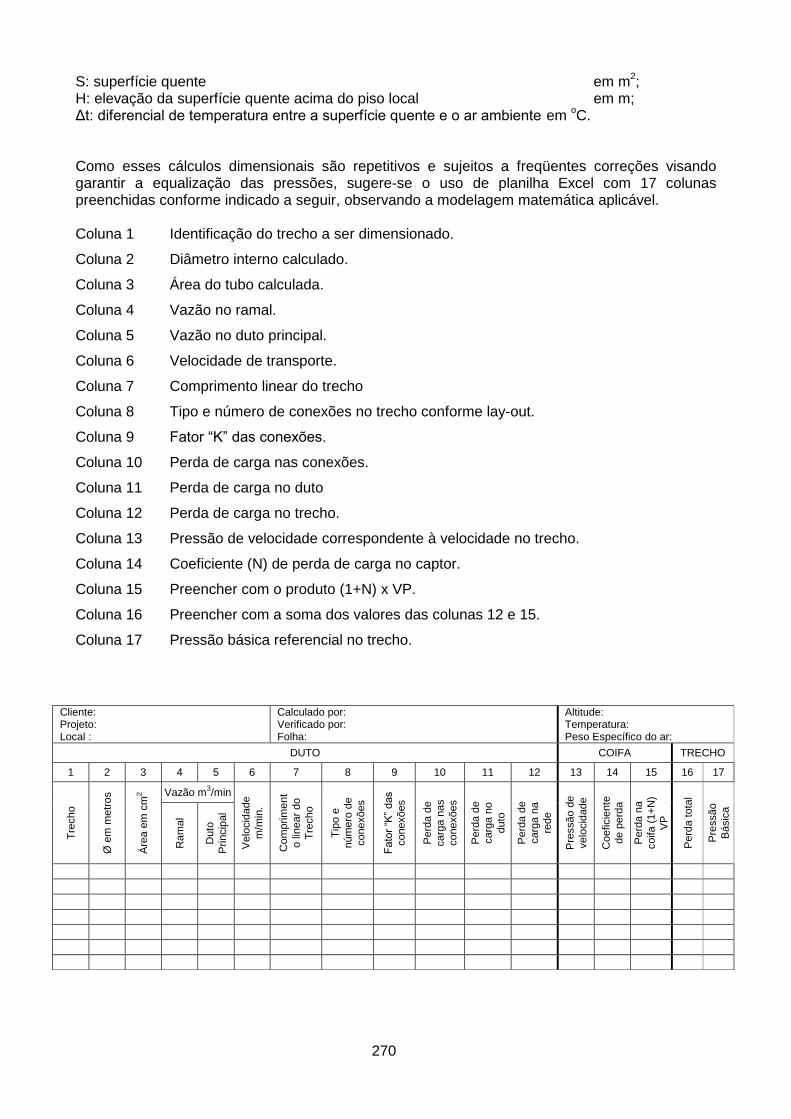
270
S: superfície quente em m
2;
H: elevação da superfície quente acima do piso local em m; Δt: diferencial de temperatura entre a superfície quente e o ar ambiente em
oC.
Como esses cálculos dimensionais são repetitivos e sujeitos a freqüentes correções visando garantir a equalização das pressões, sugere-se o uso de planilha Excel com 17 colunas preenchidas conforme indicado a seguir, observando a modelagem matemática aplicável. Coluna 1 Identificação do trecho a ser dimensionado.
Coluna 2 Diâmetro interno calculado.
Coluna 3 Área do tubo calculada.
Coluna 4 Vazão no ramal.
Coluna 5 Vazão no duto principal.
Coluna 6 Velocidade de transporte.
Coluna 7 Comprimento linear do trecho
Coluna 8 Tipo e número de conexões no trecho conforme lay-out.
Coluna 9 Fator “K” das conexões.
Coluna 10 Perda de carga nas conexões.
Coluna 11 Perda de carga no duto
Coluna 12 Perda de carga no trecho.
Coluna 13 Pressão de velocidade correspondente à velocidade no trecho.
Coluna 14 Coeficiente (N) de perda de carga no captor.
Coluna 15 Preencher com o produto (1+N) x VP.
Coluna 16 Preencher com a soma dos valores das colunas 12 e 15.
Coluna 17 Pressão básica referencial no trecho.
Cliente: Projeto: Local :
Calculado por: Verificado por: Folha:
Altitude: Temperatura: Peso Específico do ar:
DUTO COIFA TRECHO
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Tre
cho
Ø e
m m
etr
os
Áre
a e
m c
m2 Vazão m
3/min
Velo
cid
ade
m/m
in.
Com
prim
ent
o lin
ear
do
Tre
cho
Tip
o e
núm
ero
de
conexões
Fa
tor
“K”
das
conexões
Perd
a d
e
carg
a n
as
conexões
Perd
a d
e
carg
a n
o
duto
Perd
a d
e
carg
a n
a
rede
Pre
ssão d
e
velo
cid
ade
Coeficie
nte
de p
erd
a
Perd
a n
a
coifa (
1+
N)
VP
Perd
a t
ota
l
Pre
ssão
Básic
a
Ram
al
Duto
Prin
cip
al
271
EXEMPLO NUMÉRICO
Balancear estaticamente os ramais A1U1 e A2U1, dimensionar o trecho U1U2, e calcular a pressão na entrada do filtro manga de um sistema de despoeiramento, previsto para operar nas condições que se seguem: captor A1: coeficiente N = 1,37, vazão de captura 7,45 m
3 / min.
captor A2: coeficiente N = 0,49 vazão de captura 9,95 m3 / min.
raio das curvas: ver nota página 272
trecho U1U2: 50,0 m com uma curva de 90º e uma junção 45º
trecho A1U1: 6,80 m com uma curva de 90º
trecho A2U1: 4,80 m com duas curvas de 90º e uma curva 45º
velocidade de transporte 900 m/min
pressão barométrica 1,00 kgf / cm2
temperatura de bulbo seco 25ºC
peso específico 1,2041 kg / m3 a 20ºC (1,14 kg / m
3 a 25ºC)
viscosidade dinâmica 1,8178 x 10-5 kgf / m x s
CÁLCULO DA REDE A1U1 Passo 1 lançar na coluna 4 7,45 m
3/min
lançar na coluna 6 900 m / min
lançar na coluna 7 6,80 m
lançar na coluna 8 1 curva 90º
lançar na coluna 14 1,37 m
Passo 2 calcular o diâmetro interno 900/)45,74( = 0,102 m
lançar na coluna 2 0,102 m
calcular a área de escoamento 4210 2 /, = 81,7 cm2
lançar na coluna 3 81,7 cm2
Passo 3 determinar os valores de “K”: curva 90º Ø 102 mm = 2,048 (tabela pág. 274)
lançar na coluna 9 2,048
calcular curva 90º 2,048 x 152 x 1,14 / 2 x 9,81 = 26,77 mmca
lançar na coluna 10 26,77 mmca
Passo 4 corrigir peso especifico 1,2041 x 1,00 x 293 / 1 x 1,03 x 298 = 1,14 kg/m3
calcular Reynolds 15 x 0,102 x 1,14 / 1,8178 x 10-5
= 9,59 x 104
calcular rugosidade relativa 0,30 / 102 = 0,0029
calcular fator de fricção (por Colebrook) f = 0,028
calcular ∆P no duto 0,028 x 14,181,92
215
102,0
8,6
= 24,40 mmca
lançar na coluna 11 24,40 mmca
calcular (26,77 + 24,40) = 51,17mmca
lançar na coluna 12 51,17 mmca
Passo 5 calcular a pressão de velocidade 152x1,14/2x9,81=13,07 (pág. 269 Item 3)
lançar na coluna 13 13,07
calcular (1+N) x VP (1+ 1,37) x 13,07 = 30,97
lançar na coluna 15 30,97
Passo 6 calcular 51,17 + 30,97 = 82,15
lançar na coluna 16 82,15
CONCLUSÃO A pressão no ponto U1 pelo circuito A1U1 é de 82,15mmca.

272
CÁLCULO DA REDE A2U1
Passo 1 lançar na coluna 4 9,95 m3/min
lançar na coluna 6 900 m / min
lançar na coluna 7 4,80 m
lançar na coluna 8 2 curvas 90º e 1 curva 45º
lançar na coluna 14 0,49 m
Passo 2 calcular o diâmetro interno 9009594 /),( = 0,118 m
lançar na coluna 2 0,118 m
calcular a área de escoamento 4811 2 /, = 109,35 cm2
lançar na coluna 3 109,35 cm2
Passo 3 determinar os valores de “K”: C 90º Ø118 mm = 1,432 e C 45º Ø118 mm = 0,716
calcular curva 90º (1,432 x 152 x 1,14 / 2 x 9,81) x 2 = 37,44 mmca
curva 45º (0,716 x152 x 1,14 / 2 x 9,81) = 9,36 mmca
lançar na coluna 9 1,432 e 0,716
calcular 37,44 + 9,36 = 46,80mmca
lançar na coluna 10 46,80 mmca
Passo 4 corrigir peso especifico 1,2041 x 1,00 x 293 / 1 x 1,03 x 298 = 1,14 kg/m3
calcular Reynolds 15 x 0,118 x 1,14 / 1,8178 x 10-5
= 1,11 x 105
calcular Rugosidade Relativa 0,30 / 118 = 0,0025
calcular Fator de Fricção (por Colebrook) f = 0,026
calcular ∆P no duto 0,026 x 14,181,92
215
118,0
8,4
= 13,82 mmca
lançar na coluna 11 13,82 mmca
calcular 46,80 + 13,82 = 60,62mmca
lançar na coluna 12 60,62 mmca
Passo 5 calcular a pressão de velocidade 152 x 1,14 / 2 x 9,81 = 13,07
lançar na coluna 13 13,07
calcular (1+N) x VP (1 + 0,49) x 13,07 = 19,47
lançar na coluna 15 19,47
Passo 6 calcular 60,62 + 19,47 = 80,09
lançar na coluna 16 80,09 mmca
CONCLUSÃO A pressão no ponto U1 pelo circuito A2U1 é de 80,09mmca. Como a diferença entre as pressões dos ramais é de 2,50 % (< 3%), considera-se a junção equilibrada. Nota: o raio de curvatura das curvas, definidor do fator “K”de perda, deve ser selecionado de modo a assegurar um valor de perda de carga na conexão maior ou menor, compatível com a necessidade de ajuste nos valores da pressão de equilíbrio na junção. O passo seguinte será calcular a perda de carga no trecho condutor U1U2, cujo valor será adicionado ao valor da pressão equalizada definida como “BÁSICA”, na junção U1.
273
CÁLCULO DA REDE U1U2
Passo 1 lançar na coluna 5 7,45 + 9,95 = 17,4 m3 / min
lançar na coluna 6 900 m / min
lançar na coluna 7 50 m
lançar na coluna 8 1 curva 90º e 1 junção 45º
Passo 2 calcular o diâmetro interno 9004174 /, = 0,156 m
lançar na coluna 2 0,156 m
calcular a área de escoamento 4615 2 /, = 191,13 cm2
lançar na coluna 3 191,12 cm2
Passo 3 determinar os valores de “K” curva 90º Ø156 mm = 3,368, junção 45º = 2,218
calcular curva 90º 3,368 x 152 x 1,14 / 2 x 9,81 = 44,03 mmca
junção 45º 2,218 x 152 x 1,14 / 2 x 9,81 = 28,99 mmca
lançar na coluna 9 3,368 / 2,218
calcular 44,03 + 28,99 = 73,02
lançar na coluna 10 73,02 mmca
Passo 4 corrigir Peso Especifico 1,2041 x 1,0 x 293/ 1 x 1,03 x 298 = 1,14kg/m3
calcular Reynolds 15 x 0,156 x 1,14 / 1,8178 x 10-5
= 1,46 x 105
calcular Rugosidade Relativa 0,30 / 156 = 0,0019
calcular Fator de Fricção (por Colebrook) f = 0,025
calcular no duto 0,025 x 1418192
15
1560
50 2
,,,
= 104,73 mmca
lançar na coluna 11 104,73 mmca
calcular 82,15 + 104,73 + 73,02 = 259,47 mmca
lançar na coluna 12 259,47 mmca
lançar na coluna 16 259,47 mmca
CONCLUSÃO A pressão no ponto U2 junto à entrada do filtro manga é de 259,47mmca. A esse valor de pressão deve-se adicionar a perda de carga do filtro manga e do duto de descarga para a atmosfera. O valor da pressão diferencial a ser assegurada pelo conjunto moto exaustor coresponderá a essa somatória mencionada.
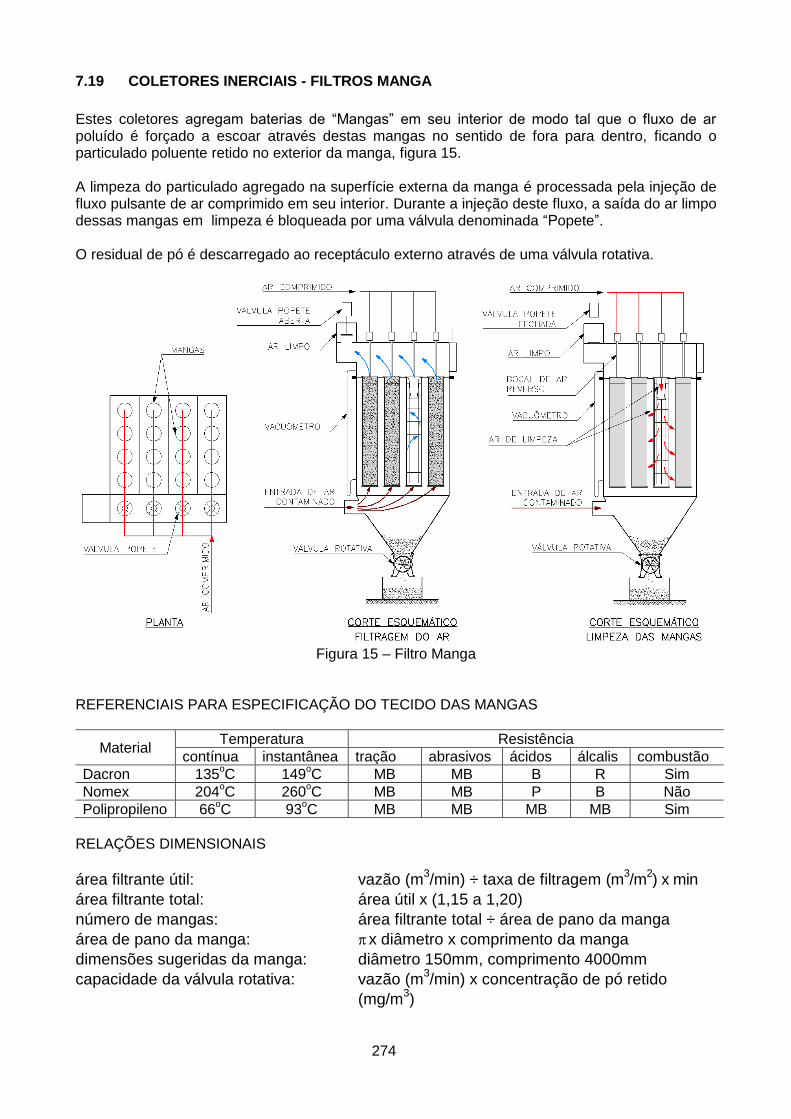
274
7.19 COLETORES INERCIAIS - FILTROS MANGA
Estes coletores agregam baterias de “Mangas” em seu interior de modo tal que o fluxo de ar poluído é forçado a escoar através destas mangas no sentido de fora para dentro, ficando o particulado poluente retido no exterior da manga, figura 15. A limpeza do particulado agregado na superfície externa da manga é processada pela injeção de fluxo pulsante de ar comprimido em seu interior. Durante a injeção deste fluxo, a saída do ar limpo dessas mangas em limpeza é bloqueada por uma válvula denominada “Popete”. O residual de pó é descarregado ao receptáculo externo através de uma válvula rotativa.
Figura 15 – Filtro Manga
REFERENCIAIS PARA ESPECIFICAÇÃO DO TECIDO DAS MANGAS
Material Temperatura Resistência
contínua instantânea tração abrasivos ácidos álcalis combustão
Dacron 135oC 149
oC MB MB B R Sim
Nomex 204oC 260
oC MB MB P B Não
Polipropileno 66oC 93
oC MB MB MB MB Sim
RELAÇÕES DIMENSIONAIS
área filtrante útil: vazão (m3/min) ÷ taxa de filtragem (m
3/m
2) x min
área filtrante total: área útil x (1,15 a 1,20)
número de mangas: área filtrante total ÷ área de pano da manga
área de pano da manga: π x diâmetro x comprimento da manga
dimensões sugeridas da manga: diâmetro 150mm, comprimento 4000mm
capacidade da válvula rotativa: vazão (m3/min) x concentração de pó retido
(mg/m3)
275
ESPECIFICAÇÃO DO FILTRO MANGA
número de compartimentos 06
compartimentos on-line 05
número de mangas / compartimento. 452
vazão 272 550 m3 / h
temperatura dos gases 30 ºC
composição dos gases ar + material particulado
material particulado minério, sínter e finos
concentração de pó na entrada 700 mg / m3
concentração de pó na saída 50 mg / m3
área filtrante total 4240 m2área filtrante útil
3634 m2
taxa de filtragem 1,25 m3 / m
2 x min
perda de carga (operação) 150 mmca
pressão de projeto 650 mmca
tipo jato pulsante
remoção das mangas pelo topo
ESPECIFICAÇÃO DAS MANGAS DO FILTRO
quantidade 2.260
material feltro agulhado e chamuscado
características do material lavável e reutilizável
diâmetro 150mm
comprimento 4000 mm
DIMENSÃO DO FILTRO
comprimento 13620 mm
largura 11000 mm
altura 10000 mm
ESPECIICAÇÃO DO SISTEMA DE LIMPEZA DO FILTRO
vazão de ar comprimido 280 SCFM
pressão de ar comprimido 6 a 7 kg / cm2
quantidade de válvulas 108
ACESSÓRIOS DO FILTRO
- programador eletrônico para controle do jato pulsante;
- válvulas solenóides 220 VCA e diafragmas;
- válvulas guilhotinas para possibilitar manutenção nas válvulas rotativas;
- manômetro diferencial e manômetro do barrilete;
- escada inclinada de acesso com corrimão, estrutura de sustentação e cobertura do filtro;
- porta de inspeção na moega;
- talha e monovia;
- válvula borboleta manual na entrada de gases e válvula na saída de gases para - possibilitar o isolamento de uma câmara para manutenção;
- chaminé de descarga com medidor de vazão e opacímetro.
276
ESPECIFICAÇÃO DOS MATERIAIS CONSTRUTIVOS DO FILTRO MANGA
corpo aço SAE 1010 / 1020 #1/4”
moega com inclinação de60º aço SAE 1010 / 1020 #1/4”
plenum aço SAE 1010 / 1020 #1/4”
estrutura aço ASTM A 36
escada aço carbono 1010 / 1020 / A-36
espelho aço SAE 1010 / 1020
gaiolas e venturis aço carbono galvanizado
sistema de sopragem aço SAE 1010/1020
carcaça e bocais aço SAE 1020
eixos aço SAE 1045 ESPECIFICAÇÃO DA VÁLVULA ROTATIVA DO FILTRO.
tamanho 12”
capacidade da válvula 44,2 kg / h com 30% de enchimento
aplicação descarga do filtro de mangas
material transportado minério, sinter e finos
temperatura de operação 180ºC
altura total 480 mm
bocal de entrada 01 com dimensões de 326 x 326 mm
bocal de saída 01 com dimensões de 326 x 326 mm
rotação 22 rpm quantidade de válvulas 4 ESPECIFICAÇÃO DO SISTEMA DE ACIONAMENTO DA VÁLVULA ROTATIVA
transmissão moto redutor
redutor SEW, redução 1:80
motor 1 CV, IV pólos, 4 tensões, 60 Hz, classe F,
IPW-55, TFVE, alto rendimento
ESPECIFICAÇÃO DO VENTILADOR CENTRIFUGO / MOTOR ELÉTRICO DO FILTRO
aplicação após filtro
aspiração simples
vazão nominal 272550 m3/h
altitude local 50 metros
temperatura de operação 26 ºC
pressão barométrica 756 mmHG
densidade do fluído 1,095 kg / m3
pressão estática 600 mmca
rendimento 80%
rotação 890 rpm
motor elétrico 850 HP, 8 pólos – 60 Hz

277
FLUXOGRAMA DE UM FILTRO MANGA
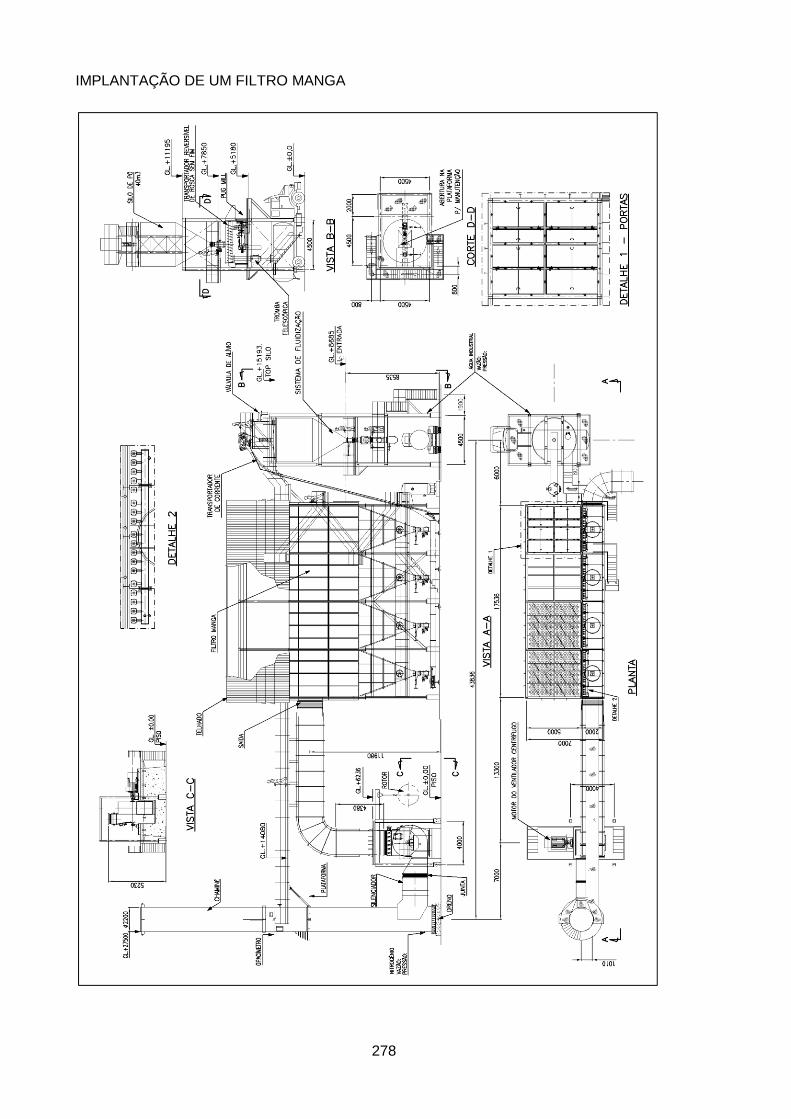
278
IMPLANTAÇÃO DE UM FILTRO MANGA

279
7.20 COLETORES CENTRIFUGOS - CICLONES
DESCRITIVO OPERACIONAL
A separação da partícula em suspensão no fluxo de ar, é realizada pela ação de uma força centrifuga “Fc”, necessariamente superior ao peso “P” da partícula. Sendo Fc = m x (v
2 ÷ r) e P = m x g, define-se como coeficiente de separação “CS” a relação
v2 ÷ (g x r), onde “r” é a distancia da partícula ao eixo de rotação.
Existem dois tipos de ciclones:
Tipo A de alta eficiência para partículas menores ou iguais a: 60 micra.
Tipo B de baixa eficiência para partículas maiores que: 60 micra.
O dimensionamento é feito a partir das duas expressões seguintes:
Ciclone tipo A d = 300Q (equação 90)
Ciclone tipo B d = 800Q (equação 91)
onde Q é expresso em pe3/min.
Definido o diâmetro “d” com base na figura ao lado, aplicar as relações indicadas para as demais dimensões: h → d x 0,750 L1 → d x 0,375
S → d x 0,875 dd → d x 0,750
L2 → d x 1,500
L3 → d x 2,500
Cálculo da perda de carga aplicar a expressão:
ΔP=(12 x L1 x h) ÷ ( 33
32
2d dLdLdK ) em pol de água (equação 92)
onde: K para entrada simples sem guias = 0,5
K para entrada com guias retas = 1,0
K para entrada com guias expansoras= 2,0
Exemplo Dimensionar um ciclone do tipo “B” para 10000 cfm com entrada de guias retas.
diâmetro: d → 80010000/ = 3,53 pés = 1,017m
dimensões h → 1,017 x 0,750 = 0,762 m → 2,500 ft
L1 → 1,017 x 0,375 = 0,381 m → 1,250 ft
S → 1,017 x 0,875 = 0,889 m → 2,916 ft
dd → 1,017 x 0,750 = 0,762 m → 2,500 ft
L2 → 1,017 x 1,500 = 1,525 m → 5,002 ft
L3 → 1,017 x 2,500 = 2,542 m → 8,338 ft
Perda de carga
ΔP: OH pol 4,08,338/3,535,002/3,532,5001
2,5001,250122
332
ou 102 mmca.

280
281
CAPÍTULO VIII
SISTEMAS DE VÁCUO
BOMBAS DE ANEL LÍQUIDO

282

283
8.1 VÁCUO
A pressão atmosférica foi descoberta por Evangelista Torricelli (1608-1647) e na mesma época Otto Von Guericke (1602-1686) inventou a “Bomba de Vácuo”, quando juntou duas calotas esféricas, das quais havia retirado grande parte do ar do interior do vaso assim formado, e a cada calota atrelou 30 cavalos que não conseguiram “quebrar” o vácuo formado. Hoje a utilização dos sistemas de vácuo passa da indústria alimentícia, siderúrgica e de mineração. No que diz respeito às unidades de medição de vácuo, preferimos expressá-las em mm de Hg de pressão absoluta, indicação essa que apresenta, entre outras, a vantagem de ser independente da pressão barométrica. Utiliza-se igualmente a expressão Torr em homenagem ao físico italiano Torricelli, equivalente à pressão absoluta de 1 mm Hg. A pressão absoluta mais baixa que é possível conseguir teoricamente com uma bomba de vácuo de anel líquido é igual à tensão de vapor do líquido auxiliar utilizado, chamado líquido de selagem. Para valores mais elevados, ejetores deverão ser previstos.
MEDIÇÃO DE VÁCUO
A medição de vácuo deverá ser feita com instrumentos calibrados. Geralmente interessa a pressão absoluta e não o vácuo que é a diferença entre a pressão atmosférica local e a pressão absoluta. Entretanto, como os vacuômetros mais comuns medem justamente vácuo, impõe-se seja conhecida a pressão atmosférica local registrada por meio de barômetro.
Exemplos de vacuômetros
TIPO LEITURA FAIXA DE MEDIÇÃO RECOMENDADA
Tubo em “U” com hg (o mais comum e dispensa aferição)
Vácuo 20 a 760 Torr absoluto
Bourdon (não recomendado para o uso)
Vácuo 150 a 760 Torr absoluto
Membrana (tomar cuidado com a compatibilidade do
gás com o material da membrana)
Pressão absoluta
1 a 760 Torr absoluto
Pirani (elétrico)
Pressão absoluta
0,001 a 100 Torr absoluto
Nota: 1 Torr = 1 mmHg = 1,333 mbar = 1,36 x 10
-3 kg/cm
2
DETEÇÃO DE VAZAMENTOS
As principais fontes de vazamentos (entrada de ar) em sistemas de vácuo são as conexões rosqueadas, a s juntas dos flanges, as hastes das válvulas, as gaxetas das bombas de anel liquido e os visores. Os vazamentos devem ser pesquisados em duas etapas: Primeira - Verificação do volume de ar admitido no vazamento. Proceder na seqüência apresentada. de um a seis.

284
1 - Isolar o sistema usuário do vácuo com o sistema gerador de vácuo, conforme indicado abaixo.
2 - Instalar vacuômetro do tipo “U” com mercúrio, no equipamento. 3 - Fazer vácuo no equipamento de modo que a pressão absoluta esteja pelo menos ao redor de 1/3 da pressão atmosférica local. Atingida a pressão desejada e sem desligar o sistema de vácuo, feche a válvula, isolando o equipamento do sistema de vácuo. 4 - Desligar o sistema de vácuo. 5 - Medir o intervalo de tempo que a pressão levará para aumentar em 10 mmHg. Registrar esta leitura pelo menos três vezes e tirar a média aritmética. 6 – Calcular a massa de ar de vazamento mvaz, apliando a expressão mvaz= 0,96 x V / Δt (equação 93) onde:
mvaz = massa de ar de vazamento em kg/h
Δt = intervalo de tempo em que a pressão varia de 10 mmHg em minutos.
V = volume do sistema sob vácuo em m3
Se o valor calculado for maior que a vazão de não condensáveis de projeto, há excesso de fluzo de ar no vazamento sendo necessário a localização das fontes causadoras. Segunda - Identificação de vazamentos Vazamentos grandes e localizados tendem a esfriar o local devido à expansão do ar da pressão atmosférica externa para pressão “de vácuo” interna ao do sistema. Uma região com temperatura abaixo da vizinhança do entorno no equipamento, caracterizará o local onde se encontra o vazamento. Vazamentos pequenos são mais difíceis de localizar e requerem recursos especiais. Pode-se aplicar “espuma” nos locais suspeitos e ver se as bolhas encolhem. Às vezes em locais sem correntes de ar pode-se aplicar uma “chama de vela” próximo ao local suspeito e verificar se ocorre deflexão da mesma. Cuidados especiais devem ser tomados nos ambientes sujeitos à gases explosivos. Em instalações de alto vácuo os equipamentos usuários devem ser pressurizado com Hélio e com o uso de um detector de gás, o vazamento será identificado ainda que muito pequeno.

285
8.2 BOMBAS DE VÁCUO DE ANEL LÍQUIDO
CARACTERIZAÇÃO FUNCIONAL
A bomba de vácuo de anel líquido, figura 1 é constituída de um corpo cilíndrico, no qual estão montados um ou dois rotores de palhetas radiais em um eixo excêntrico em relação ao corpo. Bombas de médio vácuo de simples estágio possuem um rotor e bombas de alto vácuo de dois estágios possuem dois rotores. O líquido auxiliar geralmente água é movido pelos rotores formando um anel que gira concentricamente ao corpo. Devido à excentricidade existente entre o corpo e os rotores, formam-se células com volumes progressivamente crescentes e decrescentes, originando depressões e pressões. O ar ou gás é assim aspirado e expelido pela bomba. Torna-se necessário que durante o funcionamento da bomba, o líquido auxiliar venha a fluir constantemente na entrada da bomba e descarregado junto com o ar ou gás aspirado.
Figura 1 – Bomba de Vácuo de Anel Líquido
CONSIDERAÇÕES TÉCNICAS
REFERENTE À MONTAGEM
Antes de proceder à instalação, nos conjuntos com acoplamento direto por meio de luva elástica, deve-se verificar o perfeito alinhamento entre os eixos da bomba e do motor. Diferenças no alinhamento provocam rápida danificação das partes elásticas do acoplamento além de possíveis estragos na bomba. Quando a troca da luva elástica se fizer necessária, um extrator deverá ser usado para sua substituição. O mesmo cuidado é necessário quando os conjuntos forem acoplados por meio de polias e correias. Os eixos do motor e da bomba devem situar-se em planos absolutamente paralelos. Deve-se verificar se as correias não estão muito apertadas ou muito soltas, uma vez que, quando muito soltas, devido ao escorregamento, sofrem rápido desgaste e diminuem a capacidade da bomba. Quando muito esticadas, sobrecarregam o eixo da bomba e os mancais.

286
REFERENTE À TUBULAÇÃO
A tubulação não deve exercer esforço algum sobre a bomba nem ser apoiada sobre a mesma. Entre os flanges das tubulações e os da bomba, devem ser aplicadas juntas adequadas para evitar vazamentos. Instalar na tubulação de aspiração, um filtro para retenção de particulados e uma válvula de retenção, para evitar que, em caso de uma parada acidental da bomba, o líquido auxiliar venha a ser aspirado pelo sistema, onde está sendo efetuado o vácuo. O diâmetro nominal dos flanges de sucção e recalque da bomba não determina o diâmetro das respectivas tubulações. As mesmas deverão ser dimensionadas visando reduzir ao mínimo as perdas de carga. Contudo, as tubulações nunca poderão ter diâmetros inferiores ao das respectivas conexões. Cuidado deve ser tomado para evitar a ocorrência e contrapressão no interior da bomba, limitando a coluna de líquido no lado da descarga a 600 mm acima do flange de saída, e o trecho horizontal a 3 m entre a linha de centro da bomba e a do separador de líquido, figura 2
Figura 2 – Bomba de Vácuo com o Tanque de Selagem
REFERENTES À VEDAÇÃO DO EIXO
É de máxima importância para a garantia da performance da bomba, a boa conservação da gaxeta, evitando-se entrada de ar. Com essa finalidade, é previsto uma injeção de água para propiciar a formação de um selo hidráulico garantido a vedação e lubrificando da gaxeta. Deve-se sempre deixar gotejar levemente durante a operação. Na partida, verificar se a caixa da gaxeta não aquece acima de 20ºC da temperatura ambiente. No caso de ser ultrapassado este limite, afrouxar o preme-gaxeta. Quando a carga da gaxeta tiver sido prensada o equivalente a uma largura de anel, deverá ser renovada afim de se evitar possíveis desgastes do eixo, procedendo como indicado: a) tirar completamente a carga desgastada e limpar cuidadosamente o eixo e o alojamento
da gaxeta. b) introduzir os anéis de gaxeta, previamente cortados tomando cuidado para que as junções
de cada um resultem na defasagem de pelo menos 120º. c) prensar a carga por meio do preme-gaxeta, apertando as porcas alternadamente evitando
desta forma, um desalinhamento do próprio preme-gaxeta. Prosseguir no aperto até perceber uma leve resistência à rotação do eixo. Neste momento, afrouxar as porcas para depois, em seguida, reapertá-las levemente.
Ressalva: se a bomba de vácuo operar com gases, deverá ser equipada com dispositivos de vedação do tipo “selo mecânico”.

287
PROCEDIMENTOS OPERACIONAIS
PARA A PARTIDA DA BOMBA
Proceder conforme citado.
- encher a bomba com o líquido auxiliar (normalmente água) até o nível do eixo. Deve-se evitar
rodar a bomba a seco, mesmo por alguns segundos.
- movimentar o eixo com a mão para certificar-se de que não está preso. Se a bomba estiver
presa, tentar virar o eixo, aplicando uma chave de grifo no cubo da luva elástica ou encher a
bomba com solvente para remover as incrustações que dificultam o livre movimento dos rotores.
- verificar se o sentido de rotação seja o indicado pela seta: a rotação do eixo visto do lado do
motor, normalmente é no sentido horário.
- abrir a válvula situada na linha de aspiração.
- ligar o motor e abrir logo em seguida a válvula do líquido auxiliar. Ajustar a alimentação para
conseguir a melhor performance (ver item 7).
Tratando-se da primeira partida verificar: a rotação, a potência consumida e os pontos de aquecimento. A temperatura nos mancais não pode ultrapassar 80ºC. Nas preme-gaxetas não podem ultrapassar 20ºC acima da temperatura ambiente.
PARA A PARADA DA BOMBA
Fechar a válvula da linha do líquido auxiliar e em seguida, desligar imediatamente o motor elétrico de acionamento.
FALHAS OPERACIONAIS
Considerar o quadro referencial abaixo:
Problemas
VERIFICAR
Rotação Baixa
Vazamento na Linha de
Sucção
Líquido de Selagem Muito
Quente
Excesso Líquido de Selagem
Insuficiência de Líquido de
Selagem
Gaxeta Desgastada
Acoplamento Desalinhado
Falta de Capacidade + + + +
Ruído Excessivo + +
Potência Absorvida Excessiva
+ +
Super Aquecimento + + +
Vibração + Vazamento da Gaxeta + +
A falta ou insuficiência de ar na aspiração produz um ruído forte e vibração na bomba. Para
eliminar esse ruído e a vibração deverá ser montado uma válvula para tomada de ar junto a boca
de sucção. Esta válvula deverá ser parcialmente aberta.
Quando a bomba operar com vácuo elevado, produzirá um ruído hidráulico característico fácil de
ser eliminado, pela abertura de uma válvula “de ar” normalmente colocada no corpo da bomba
entre os estágios.
288
8.3 CONSIDERAÇÕES OPERACIONAIS
ASPIRAÇÃO DE LÍQUIDO E GÁS
A bomba de vácuo é apta e deslocar qualquer gás e vapor compatível com o material de construção e com o líquido de selagem. Dependendo do tipo, a bomba pode aspirar junto com o ar ou gás, pequenas quantidades de líquido, de 1 a 2% da quantidade do gás aspirado. Contudo, quando isso ocorre, é de se esperar uma redução na capacidade e um aumento da potência consumida. Quando a aspiração do líquido com o gás for contínua, aconselha-se reduzir a quantidade do líquido de selagem. Se a quantidade de líquido aspirado for maior que 2%, aconselha-se instalar um separador na linha de sucção e extrair o líquido por meio de moto bomba adicional.
ASPIRAÇÃO DE AR (OU GÁS) COM SÓLIDOS
Quando partículas sólidas (poeira) entram na bomba em suspensão no gás aspirado ou no líquido auxiliar, devem ser igualmente drenados durante o funcionamento, por meio de conexões apropriadas existentes no corpo da bomba, reduzindo desta forma, o efeito abrasivo dos sólidos. Na eventualidade de ser elevada a quantidade do material contaminante aspirado aconselha-se instalar um filtro na linha de aspiração.
ASPIRAÇÃO DE GASES QUENTES OU VAPOR SATURADO
Quando o ar (ou gás) aspirado for saturado e encontrar-se a uma temperatura mais elevada do que a do líquido auxiliar, poderá ocorrer uma condensação parcial, resultando em um aumento de capacidade da bomba. Este aumento de capacidade é função da diferença de temperatura entre o anel líquido e o gás aspirado. O mesmo ocorre, mas em escala menor, quando são aspirados gases em alta temperatura. O gás aspirado, assim como o vapor, não devem ultrapassar a temperatura de 100ºC.
8.4 LÍQUIDO DE SELAGEM
O liquido de selagem que irá formar o anel liquido no interior da bomba, normalmente é água, e quando fornecida à bomba a uma temperatura de 15ºC, permite-lhe alcançar um vácuo máximo de 30 Torr ao nível do mar e com pressão barométrica de 760 mmHg. A água de selagem deve ser limpa e livre de corpos estranhos em suspensão. Recomenda-se a aplicação de um filtro tipo “Y” ou equivalente na tubulação de entrada da água de selagem na bomba. Pode ocorrer, que os gases aspirados sejam corrosivos, ou que estes, reagindo com o líquido de selagem, tornem-se corrosivos. Em tais situações, deve ser sempre verificada a compatibilidade dos materiais de construção, com estes gases ou líquidos de selagem. Parte do líquido de selagem é descarregado no bocal de descarga da bomba, juntamente com o ar ou gás aspirado, tornado-se necessária uma alimentação contínua do mesmo. Esta alimentação deve ser feita com o liquido o mais frio possível, pois, a temperatura do mesmo afeta a performance da bomba, diminuindo-lhe proporcionalmente a capacidade e o vácuo alcançado, quanto mais elevada ela for.
A bomba pode aspirar a sua própria água de selagem, caso a altura de sucção não exceda 1 metro, embora seja boa prática alimentá-la com uma coluna positiva de 3 a 4 metros.

289
Figura 3 – Dreno da Bomba de Vácuo
A quantidade de líquido de selagem deve ser controlada por intermédio de uma válvula de regulagem tipo globo, montada entre a válvula de vedação do líquido e a sucção da bomba. Depois de regulada a capacidade do líquido de selagem, a posição da válvula não deverá mais ser alterada, assegurando-lhe assim, um fornecimento constante e uniforme de líquido à bomba. A bomba não pode operar a seco mesmo que por breves instantes. A colocação de um funil, figura 3 permitirá visualizar a saída do liquido e garantir que a bomba não esteja operando a seco.
FORMAÇÃO DO ANEL
O funcionamento da bomba de vácuo de anel líquido, conta com a contínua alimentação de um líquido, frio e limpo (normalmente água), que entra na bomba, no lado de aspiração e é descarregado com o gás comprimido. O volume de anel líquido da bomba é regulado para uma ótima performance, com uma quantidade adicional de líquido auxiliar entrando e saindo da bomba, cuja finalidade é dissipar o calor da compressão, absorvido durante o ciclo de operação. O aumento de temperatura do líquido através da bomba é limitado a aproximadamente 4º C. A quantidade necessária de líquido auxiliar para um determinado tipo de bomba é função da rotação e do vácuo operacional. A água de alimentação que não deverá superar os 15ºC.
REGULAGEM DO FLUXO DO LÍQUIDO DE SELAGEM
Na primeira partida é necessário regular a vazão correta do líquido de selagem na alimentação da bomba. Na rede de alimentação do líquido auxiliar, devem ser instalados os seguintes componentes; um filtro “Y”, uma válvula solenóide normalmente fechada, uma válvula de regulagem de fluxo, um mano-vacuômetro instalado o mais próximo possível da sucção da bomba e uma válvula de bloqueio ajustada de tal forma que, quando a bomba estiver operando o mano-vacuômetro não indique nem vácuo nem pressão. Qualquer excesso de alimentação será indicado pela pressão marcada no mostrador do mano-vacuômetro. Da mesma forma, se a alimentação do líquido for insuficiente, a bomba de vácuo criará uma condição de vácuo na linha do líquido auxiliar que será prontamente observado no mano-vacuômetro.
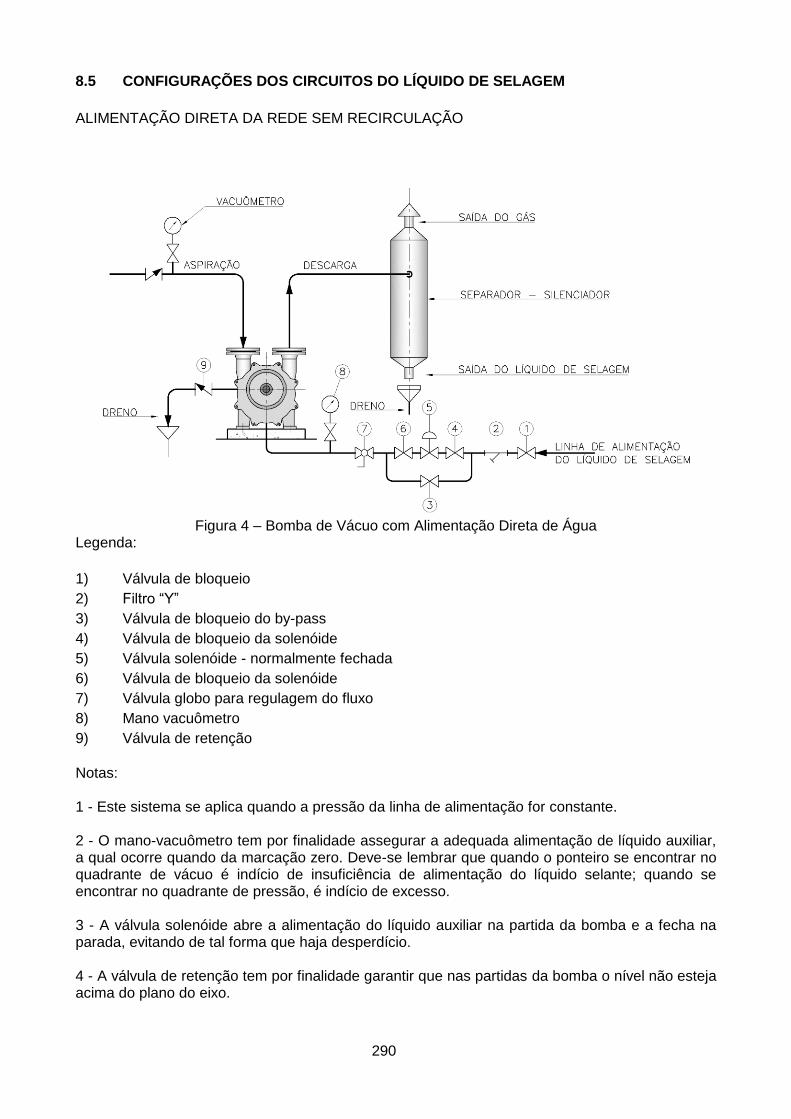
290
8.5 CONFIGURAÇÕES DOS CIRCUITOS DO LÍQUIDO DE SELAGEM
ALIMENTAÇÃO DIRETA DA REDE SEM RECIRCULAÇÃO
Figura 4 – Bomba de Vácuo com Alimentação Direta de Água
Legenda:
1) Válvula de bloqueio
2) Filtro “Y”
3) Válvula de bloqueio do by-pass
4) Válvula de bloqueio da solenóide
5) Válvula solenóide - normalmente fechada
6) Válvula de bloqueio da solenóide
7) Válvula globo para regulagem do fluxo
8) Mano vacuômetro
9) Válvula de retenção
Notas: 1 - Este sistema se aplica quando a pressão da linha de alimentação for constante.
2 - O mano-vacuômetro tem por finalidade assegurar a adequada alimentação de líquido auxiliar, a qual ocorre quando da marcação zero. Deve-se lembrar que quando o ponteiro se encontrar no quadrante de vácuo é indício de insuficiência de alimentação do líquido selante; quando se encontrar no quadrante de pressão, é indício de excesso. 3 - A válvula solenóide abre a alimentação do líquido auxiliar na partida da bomba e a fecha na parada, evitando de tal forma que haja desperdício. 4 - A válvula de retenção tem por finalidade garantir que nas partidas da bomba o nível não esteja acima do plano do eixo.
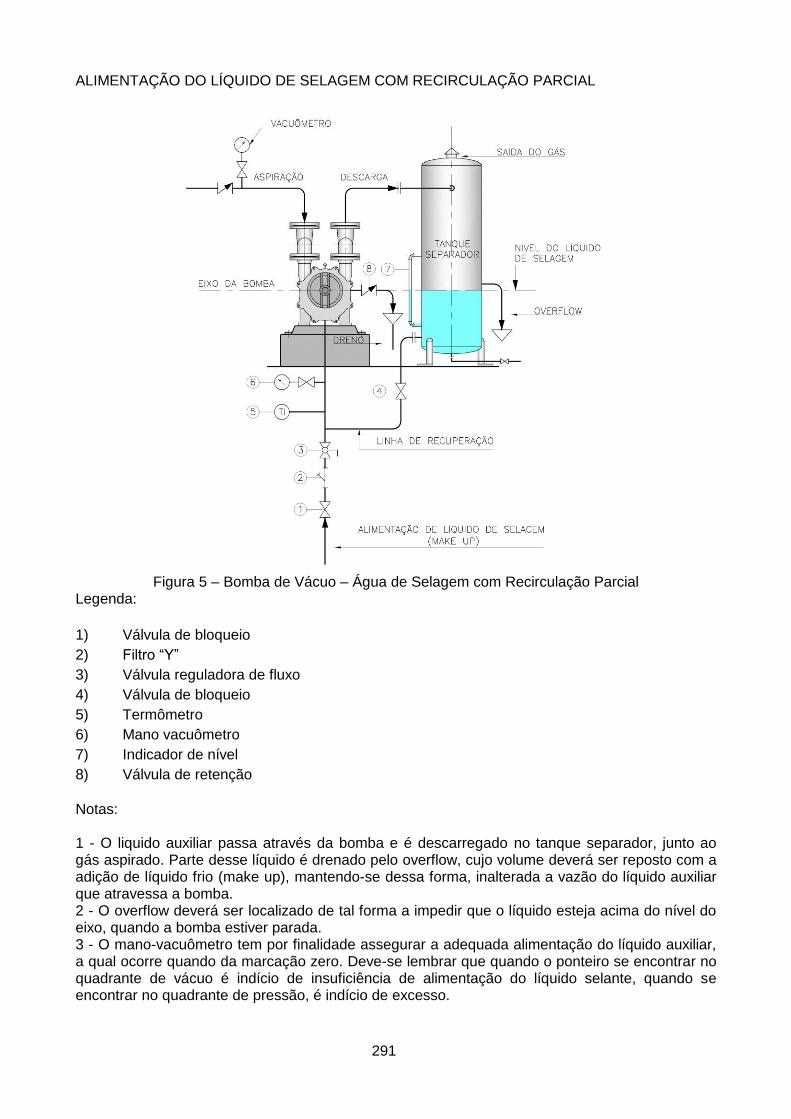
291
ALIMENTAÇÃO DO LÍQUIDO DE SELAGEM COM RECIRCULAÇÃO PARCIAL
Figura 5 – Bomba de Vácuo – Água de Selagem com Recirculação Parcial
Legenda:
1) Válvula de bloqueio
2) Filtro “Y”
3) Válvula reguladora de fluxo
4) Válvula de bloqueio
5) Termômetro
6) Mano vacuômetro
7) Indicador de nível
8) Válvula de retenção
Notas: 1 - O liquido auxiliar passa através da bomba e é descarregado no tanque separador, junto ao gás aspirado. Parte desse líquido é drenado pelo overflow, cujo volume deverá ser reposto com a adição de líquido frio (make up), mantendo-se dessa forma, inalterada a vazão do líquido auxiliar que atravessa a bomba. 2 - O overflow deverá ser localizado de tal forma a impedir que o líquido esteja acima do nível do eixo, quando a bomba estiver parada. 3 - O mano-vacuômetro tem por finalidade assegurar a adequada alimentação do líquido auxiliar, a qual ocorre quando da marcação zero. Deve-se lembrar que quando o ponteiro se encontrar no quadrante de vácuo é indício de insuficiência de alimentação do líquido selante, quando se encontrar no quadrante de pressão, é indício de excesso.
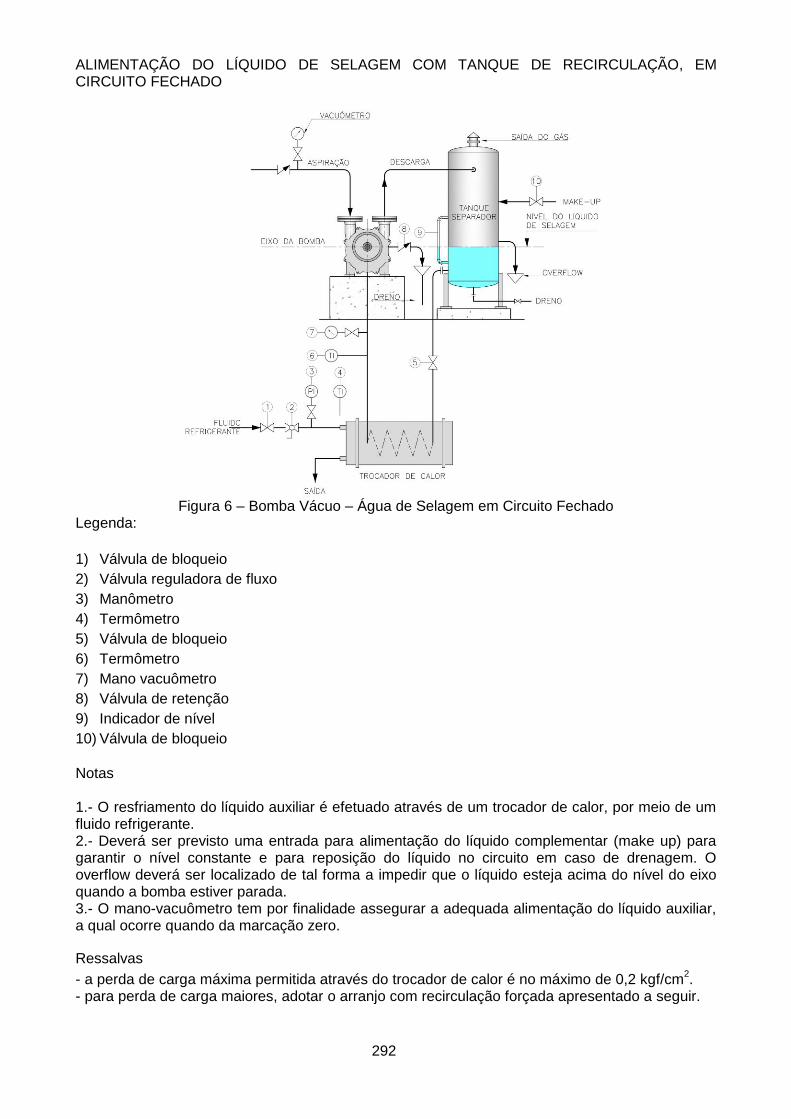
292
ALIMENTAÇÃO DO LÍQUIDO DE SELAGEM COM TANQUE DE RECIRCULAÇÃO, EM CIRCUITO FECHADO
Figura 6 – Bomba Vácuo – Água de Selagem em Circuito Fechado
Legenda:
1) Válvula de bloqueio
2) Válvula reguladora de fluxo
3) Manômetro
4) Termômetro
5) Válvula de bloqueio
6) Termômetro
7) Mano vacuômetro
8) Válvula de retenção
9) Indicador de nível
10) Válvula de bloqueio
Notas 1.- O resfriamento do líquido auxiliar é efetuado através de um trocador de calor, por meio de um fluido refrigerante. 2.- Deverá ser previsto uma entrada para alimentação do líquido complementar (make up) para garantir o nível constante e para reposição do líquido no circuito em caso de drenagem. O overflow deverá ser localizado de tal forma a impedir que o líquido esteja acima do nível do eixo quando a bomba estiver parada. 3.- O mano-vacuômetro tem por finalidade assegurar a adequada alimentação do líquido auxiliar, a qual ocorre quando da marcação zero.
Ressalvas
- a perda de carga máxima permitida através do trocador de calor é no máximo de 0,2 kgf/cm2.
- para perda de carga maiores, adotar o arranjo com recirculação forçada apresentado a seguir.
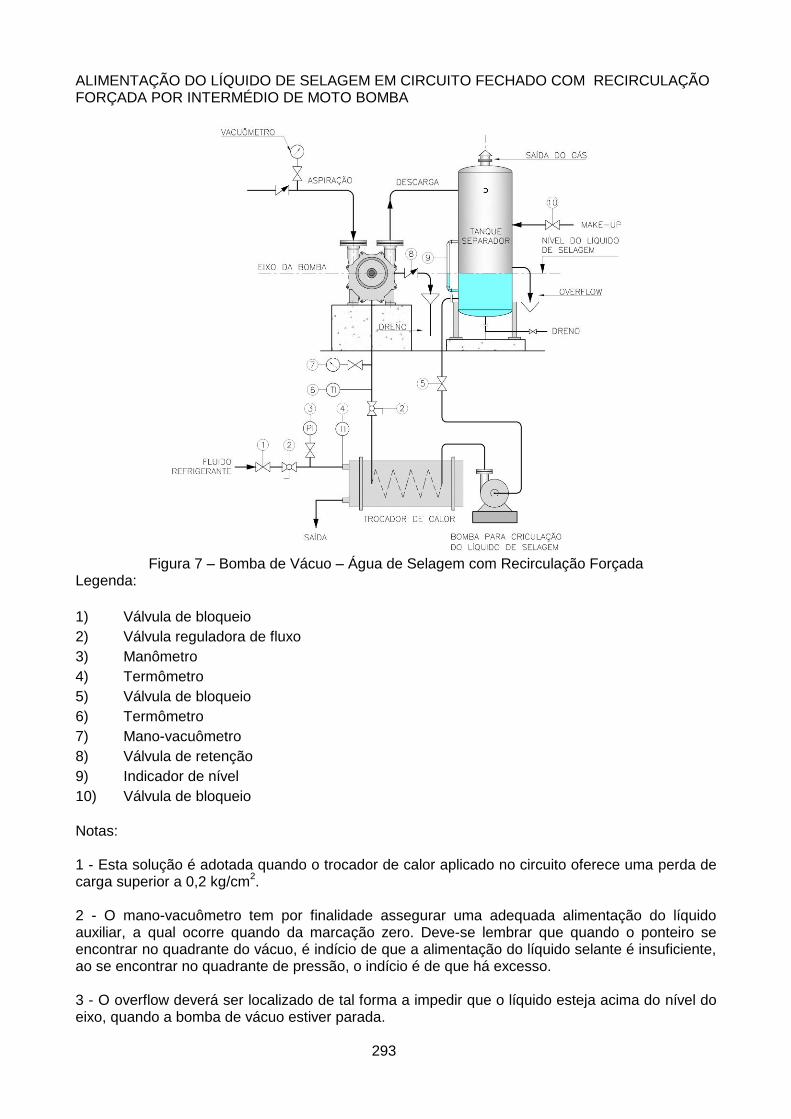
293
ALIMENTAÇÃO DO LÍQUIDO DE SELAGEM EM CIRCUITO FECHADO COM RECIRCULAÇÃO FORÇADA POR INTERMÉDIO DE MOTO BOMBA
Figura 7 – Bomba de Vácuo – Água de Selagem com Recirculação Forçada
Legenda:
1) Válvula de bloqueio
2) Válvula reguladora de fluxo
3) Manômetro
4) Termômetro
5) Válvula de bloqueio
6) Termômetro
7) Mano-vacuômetro
8) Válvula de retenção
9) Indicador de nível
10) Válvula de bloqueio
Notas: 1 - Esta solução é adotada quando o trocador de calor aplicado no circuito oferece uma perda de carga superior a 0,2 kg/cm
2.
2 - O mano-vacuômetro tem por finalidade assegurar uma adequada alimentação do líquido auxiliar, a qual ocorre quando da marcação zero. Deve-se lembrar que quando o ponteiro se encontrar no quadrante do vácuo, é indício de que a alimentação do líquido selante é insuficiente, ao se encontrar no quadrante de pressão, o indício é de que há excesso.
3 - O overflow deverá ser localizado de tal forma a impedir que o líquido esteja acima do nível do eixo, quando a bomba de vácuo estiver parada.
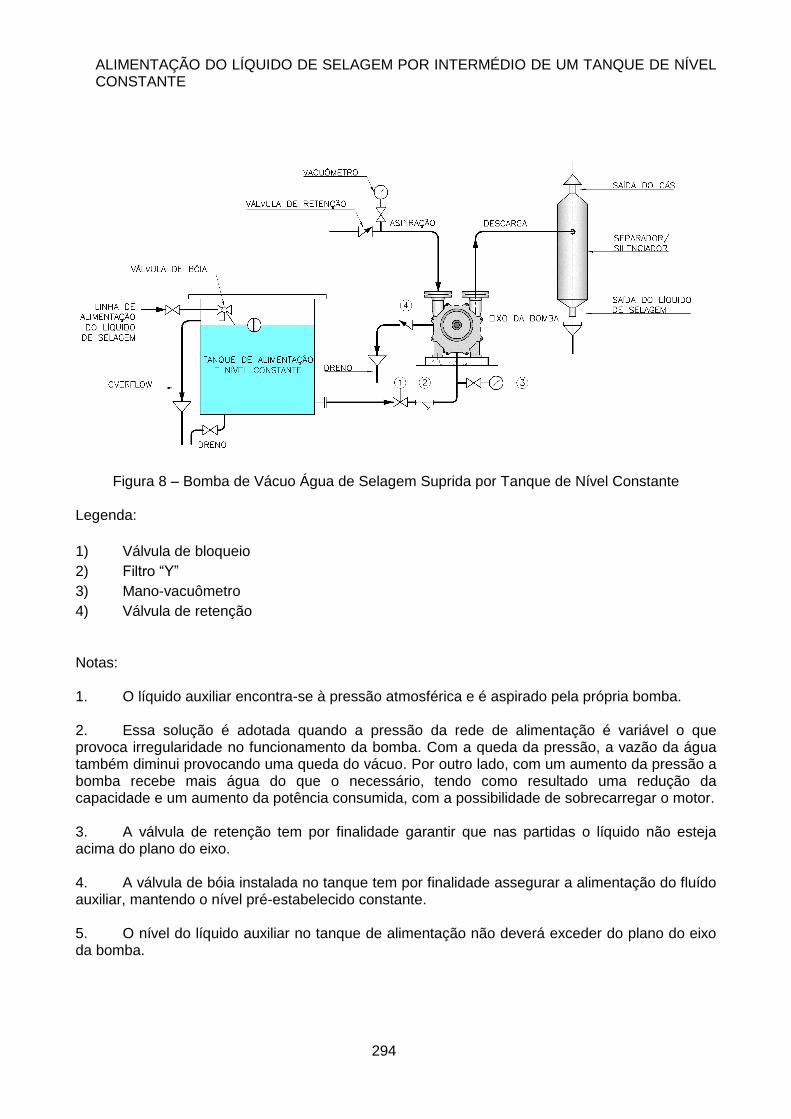
294
ALIMENTAÇÃO DO LÍQUIDO DE SELAGEM POR INTERMÉDIO DE UM TANQUE DE NÍVEL CONSTANTE
Figura 8 – Bomba de Vácuo Água de Selagem Suprida por Tanque de Nível Constante Legenda:
1) Válvula de bloqueio
2) Filtro “Y”
3) Mano-vacuômetro
4) Válvula de retenção
Notas: 1. O líquido auxiliar encontra-se à pressão atmosférica e é aspirado pela própria bomba. 2. Essa solução é adotada quando a pressão da rede de alimentação é variável o que provoca irregularidade no funcionamento da bomba. Com a queda da pressão, a vazão da água também diminui provocando uma queda do vácuo. Por outro lado, com um aumento da pressão a bomba recebe mais água do que o necessário, tendo como resultado uma redução da capacidade e um aumento da potência consumida, com a possibilidade de sobrecarregar o motor. 3. A válvula de retenção tem por finalidade garantir que nas partidas o líquido não esteja acima do plano do eixo. 4. A válvula de bóia instalada no tanque tem por finalidade assegurar a alimentação do fluído auxiliar, mantendo o nível pré-estabelecido constante. 5. O nível do líquido auxiliar no tanque de alimentação não deverá exceder do plano do eixo da bomba.
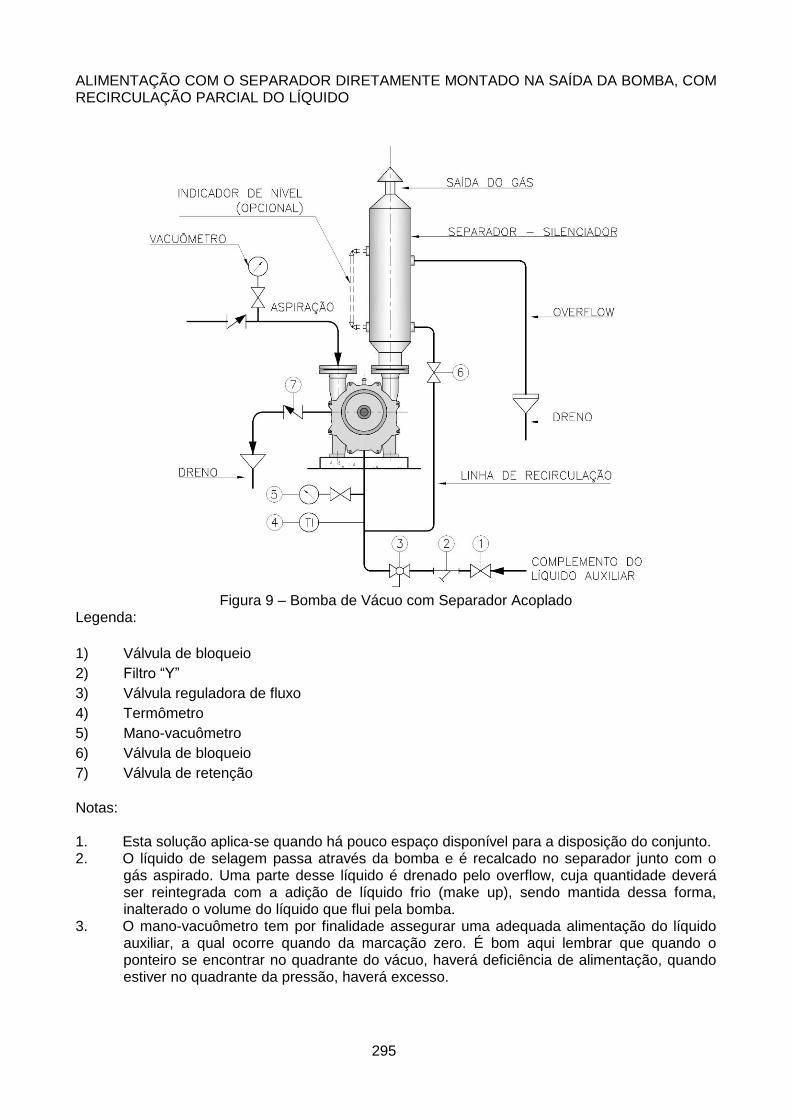
295
ALIMENTAÇÃO COM O SEPARADOR DIRETAMENTE MONTADO NA SAÍDA DA BOMBA, COM RECIRCULAÇÃO PARCIAL DO LÍQUIDO
Figura 9 – Bomba de Vácuo com Separador Acoplado
Legenda:
1) Válvula de bloqueio
2) Filtro “Y”
3) Válvula reguladora de fluxo
4) Termômetro
5) Mano-vacuômetro
6) Válvula de bloqueio
7) Válvula de retenção
Notas: 1. Esta solução aplica-se quando há pouco espaço disponível para a disposição do conjunto. 2. O líquido de selagem passa através da bomba e é recalcado no separador junto com o
gás aspirado. Uma parte desse líquido é drenado pelo overflow, cuja quantidade deverá ser reintegrada com a adição de líquido frio (make up), sendo mantida dessa forma, inalterado o volume do líquido que flui pela bomba.
3. O mano-vacuômetro tem por finalidade assegurar uma adequada alimentação do líquido auxiliar, a qual ocorre quando da marcação zero. É bom aqui lembrar que quando o ponteiro se encontrar no quadrante do vácuo, haverá deficiência de alimentação, quando estiver no quadrante da pressão, haverá excesso.

296
8.6 CONSIDERAÇÕES DIMENSIONAIS
A exemplificação a seguir mostra os cálculos necessários para o dimensionamento de bombas de anel líquido em três situações operacionais, entendendo como.dimensionamento a determinação dos valoresda capacidade de sucção da bomba e da potência elétrica necessária.
SITUAÇÃO 1 - aspirando gás seco com líquido auxiliar na temperatura = 60ºF (15,5ºC),
dimensionar uma bomba de anel líquido para succionar 25 libras de ar a 90ºF a uma pressão de 3” de Hg absoluto, sendo de 60ºF a temperatura da água de selagem. Solução: Aplicar a expressão S60 = Wg x 0,365 x (Tg + 460) ÷ (Mwg x P1) x 0,0283 x 60 (equação 94) onde:
S60 vazão de ar succionado pela bomba em Nm3/h
Wg vazão mássica do gás em lb / h
Tg temperatura do gás em oF
MWg peso molecular do gás
P1 pressão de sucção em pol de Hg
Aplicando vem: S60 = 25 x 0,365 x (90 +460) ÷ (29 X 3,0) x 0,0283 x 60 = 97,9 Nm
3/h
Capacidade da bomba = 97,5 Nm
3/h
SITUAÇÃO 2 - aspirando gás seco com o líquido auxiliar na temperatura 60ºf,
dimensionar uma bomba de anel líquido para succionar 25 libras/hora de ar a 90ºF a uma pressão de 3” de Hg absoluto, sendo de 50ºF a temperatura de água de selagem. Solução: Aplicar a expressão S = S60 x (P1 – 0,52) ÷ (P1 – Pv) (equação 95) onde,
S60 vazão da bomba com água de selagem a 60ºF em Nm3/h
S vazão da bomba corrigida em Nm3/h
P1 pressão de sucção em pol de Hg
Pv pressão de vapor de água a 50ºF em pol de Hg
Pela tabela de vapor Pv da água a 50ºF = 1,03 pol de Hg Aplicando vem: S = 97,9 x (3 – 0,52) ÷ (3 – 1,03) = 123,2 Nm
3/h
Capacidade corrigida da bomba = 123,2 Nm
3/h
SITUAÇÃO 3 - aspirando gás saturado com água de selagem na temperatura 60ºF,
dimensionar uma bomba de anel líquido para fazer a sucção de 25 libras/hora de ar saturado a 90ºF, a uma pressão de 3” de Hg absoluto, sendo de 80ºF a temperatura da água de selagem. Procedimento sugerido: - calcular a massa de condensado. - corresponder a vazão mássica do condensado à vazão volumétrica na temperatura. - somar a esta vazão volumétrica aquela correspondente à do gás seco nas mesmas condições de temperatura.
297
Solução: 1) Cálculo da massa de condensado Aplicar a expressão Wv = Pv x (P1 – Pv) x (MWv ÷ Mwg) x Wg, (equação 96) onde: Wv vazão massica de condensado em lb/h
Pv pressão de vapor do condensado na temperatura de saturação (Tg) em pol/Hg
Mwv peso molecular do condensado
MWg peso molecular do gás
Wg vazão mássica do gás em lb/h
Substituindo vem: Wv = 1,42 x (3 – 1,42) x (18 ÷ 29) x 25 = 14 lb /h de vapor de água 2) Cálculo de vazão volumétrica Aplicar a expressão Sv = Ve x Wv x 0,0283, onde:
Sv vazão volumétrica do vapor saturado em Nm3/h
Ve volume específico do vapor na pressão em pol de Hg
Wv massa de vapor em lb/h
Pela tabela de vapor: Ve de água na pressão de 3” de Hg absoluta = 225,7 pe
3
Substituindo vem: Sv = 225,7 x 14 x 0,0283 = 89,4 Nm
3/h
Considerando a capacidade da bomba para a condição 1 ser de 97,9 Nm
3/h, teremos:
Capacidade final da bomba = 97,9+89,4= 187,3 Nm
3/h
8.7 CAPACIDADE DA BOMBA EM FUNÇÃO DO TEMPO DE ASPIRAÇÃO
Dimensione uma bomba de anel líquido para produzir o vácuo 3” pol de Hg a partir da pressão atmosférica no prazo de 7 minutos, em uma câmara com o volume de 500 pe
3.
Solução: Aplicar a expressão S = (2,3 x V ÷ t) x log (Patm ÷P1) x 60 x 0,0283, (equação 97) onde: S vazão da bomba em Nm
3/h
V volume do sistema em pe3
t tempo em minutos
Patm pressão atmosférica inicial em pol de Hg
P1 pressão de sucção em pol de Hg
Aplicando, vem: S = (2,3 x 500 ÷ 7) x log (29,92 ÷ 3) x 60 x 0,0283 = 278,6 Nm3/h
8.8 CAPACIDADE DA BOMBA EM FUNÇÃO DE VAZAMENTOS
Corrigir a capacidade da bomba dimensionada conforme o exercício 8.7 na hipótese de ocorrer um vazamento de 3,3 pol de Hg em 5 minutos, de modo tal que fiquem inalteradas as condições: 500 pe
3, 3,0 pol de Hg e 7 minutos.
Solução: S = 500 x (3,3 – 3,0) ÷ 5,0 x 60 x 0,0283 = 50,94 Nm
3/h.

298
8.9 POTÊNCIA DA BOMBA DE VÁCUO
A potência de acionamento é função da potência isotérmica da bomba, calculada segundo Helmut
Bann Warth; (livro: Liquid Ring Pump, Compressor and Systems, página 192), pela expressão Pis
= ( 10-3
÷ 27) x P1 x S x ln (P1 ÷ Pd ), (equação 98)
onde:
Pis → potência isotérmica em kW S → vazão da bomba na pressão de sucção em m
3/h
P1 → pressão de sucção em mmHg absoluto
Pd → pressão de descarga em mmHg absoluto
A potência elétrica de acionamento será maior, em torno de 50%, para compensação das perdas
hidráulicas na carcaça da bomba, na caixa cilíndrica da bomba, entre o fluxo de entrada e de
saída no rotor.
Assim potência de acionamento será: N= Pis ÷ 0,50 (equação 99) Exemplo Calcular a potência do motor elétrico deacionamento de uma bomba de vácuo com capacidade de 278 Nm3/h pressão de sucção de 76,2 mmHg, pressão de descarga 760 mmHg. Solução Cálculo da potência isotérmica Pis (10
-3 / 27 x 76,2 x 278 x ln (760 / 76,2) = 1,8 KW
Cálculo da potência elétrica N= (1,8 / 0,5) x 0,75 = 4,8 Hp

299
GLOSSÁRIO DE FÓRMULAS Referente ao Capítulo I - Ar Comprimido Pb = Pv + Pa. (equação 1) W = 0,622 x (Pv / Pa), (equação 2) UR = Pv / Pg (equação 3) Pm = 3,5 x P1 x [r
0,285 - 1] x Q, (equação 4 a)
Pm = 1r 0,143 P 17 x Q (equação 4 b)
Pm = 1 r P 10,5 0,09521 x Q (equação 4 c)
Pm = 1r P 14 0,07141 x Q (equação 4 d)
mar Pa x Po x Vo / Ra x To x P kg/h, (equação 5)
Q 5 =V , (equação 6 a)
3 Q V , (equação 6 b)
P x Q / T= Pn x Qn / Tn, (equação 7) d= [(4 x Q) / (π x v x 3600)]
0,5 x (100 / 2,54), (equação 8)
v= (4 x Q) / (3600 x π x di
2), (equação 9)
”a”= 0,000507 + (0,00001294 / di), (equação 10)
ar = N x P xTN / Z x PN x T (equação 11)
P = (3,25 x a x Q2 x Lx ar ) / (di
5 x 3600
2) (equação 12)
Referente ao Capítulo II – Sistemas de Bombeamento MR = (5250 x HP ÷ rpm) x 0,141, (equação 13) Ki = (450 x g x HR x Q) ÷ (I x MR x rpm
2), (equação 14)
N = ( x Q x Hman) ÷ ( x 74,6), (equação 15)
In = (N x 746)÷(V x 3 x cos φ x ), (equação 16)
Ip = [(kVA/cv) x N x 1000]÷ (V x 3 ), (equação 17)
NPSHd: Pb – [ha + ΔP + hv + (v
2 / 2g)] (equação 18)
300
NPSHr = φ x ( n x Q ÷ 4 3H )
4/3 x H (equação 19)
AMS = Pb – [ΔP + hv + (v
2 ÷2g) + NPSHr] (equação 20)
t = (P x de) / 2 x [( Sh x E) + (P x Y)]+C, (equação 21) Re = v x d i / , (equação 22)
1 / f =-2 log[(Eq / di x 3,7) +(2,51 / Re x f )] (equação 23)
ΔP (f x L x v2 x ) / (di x 2 x g), (equação 24)
C= 9900 / [48,3+(Kr x de / t)
0,5], (equação 25)
T= 2 x L / C, (equação 26)
a’= C x v / (2 x g x Hman), (equação 27)
Tp = I x rpm
2 / 67500 x N, (equação 28)
h= C x v / g. (equação 29a) h= 2 x L x v / g x t (equação 29b) hmin = h-he (equação 30) V0 = (v
2 / 2 x g x H0) x [L x S / (H0 /Hmin) - 1 - log (Ho / Hmin)] (equação 31)
Referente ao Capítulo III – Caldeiras e Distribuição de Vapor Vtox = 1,864 C + 5,56 (H – O / 8) + 0,697 S (equação 32) Vtar = 8,909 C + 26,576 H – 3,332 O + 3,331 S (equação 33)
Vtar = (0,85 PCI / 1000 ) + 2 (equação 33ª)
Vtar = (1,09 PCI / 1000) – 0,25 (equação 33b)
Vtar = 0,875 PCI / 1000 (equação 33c)
Vtg 1,864 C + 0,697 S + 0,8 N + 0,79 Var + (9 x H + w) 1,24 (equação 34) Vtg + (FE – 1) x Vta (equação 34a)
Vtg = 1,11 PCI / 1000 (equação 34b)
Vtg = 0,725 PCI / 1000 (equação 34d)
Vtg = 0,725 PCI / 1000 (equação 34d)
f = H x S x ( - 1 ), (equação 35)
301
ho
t
ttH 1
Z
Z
11 , (equação 36)
v , 1
hog2 (equação 37)
Q0 , 1
o
hg2S (equação 38)
d: 5,1
1,95
P
0,9Q0,029
5ev, (equação 39)
Q = Cp aço x m x L ( tf – ti ) (equação 40)
d = {4 x .
m x ve x (ii - if) / π x v x cl x 3600}0,5
(equação 41)
CV = 72,4 x W / ΡΡ ΔΡ 21 (equação 42)
CV =
ΡΡ ΔΡ
W T 0,001261 72,4
21
sh
(equação 43)
CV = 83,7 x W / Cf x P1 (equação 44)
CV =
1f
sh
Ρ C
WT 0,00126183,7
(equação 45)
A= W / 50 x P1 (equação 46)
Q = m x cp x Δt (equação 47)
Qt =
r
e r
c
i
e
asc
0,9hh
k
r
r2,3log
)TT ( LK2
(equação 48)
Referente ao Capítulo IV – Torres. Tbuc = Tbu + (F1 x F2). (equação 49)
n21
qnnq22q11
mvvv
tvtvtvt
(equação 50)
Q = m x cp x T , (equação 51)
ga r= m x cpágua x (tq-tf) / (hs-he) (equação 52)
Vv = Q / (h x água ) (equação 53)
N = Gar x P ÷ x 74,6 (equação 54)

302
q
f
t
t hH
dt
L
KaV (equação 55)
H= cp x t + W x hg (equação 56) Vta = Vt x (Np / Nt)
1/3 (equação 57)
Capacidade da torre = Qta / Qp) x 100 (equação 58)
L/G teste = L/G projeto x (Qt / Qpr) x (Np / Nt)
1/3 (equação 59)
Capacidade da torre = (L/Gp ÷ L/Gpr) x 100 (equação 60) Referente ao Capítulo V – Tubulações
cc
cc
tRxtt
t
R
t x ESP
g
h
m
22 643,0 (equação 61)
cc
cc
tRxtt
t
R
t x ESP
g2
hm
2 250,1 (equação 61a)
21
21
2
h
m0,5xRR
RR
R
t x ESP
c (equação 61b)
t1 = P x D / 2 x Sh (equação 62) F = (d + h)
2 x x P, (equação 63)
2v2
ΔΡ
(equação 64)
A = V x G / dP x 16,32, (equação 65)
A = /TGVg 1,175 x C´ x P, (equação 66)
A = 1S1 PAF / , (equação 67)
CV = 1,16 x q x PGf (equação 68)
CV = (1,16 x q ÷ Cf) x ΔΡGf (equação 68a)
CV= 21
TG
295
Q (equação 68b)
CV= 1f ΡC257
TGQ
(equação 68c)
303
s = 1 -
c
v
Ρ
Ρ0,280,96 x Pv (equação 69)
pi FCVCV (equação 70)
P x V /T = Pn x Vn / Tn, (equação 71)
E = E q / id , (equação 72)
argasgas
H2g
v
d
Lf
P
PP 2
ii
2
r
2
i (equação 73)
= Pi – Pr em kgf / cm2 (equação 74)
WQ2LqZ
L10S
Rv
(equação 75)
R
2
vZ
Lq10S
, (equação 75a)
Fm
4
Lq
3
W)(Q
IE
L240003
(equação 76)
Fm IE
Lq60004
, (equação 76a)
I = π x (re4 – ri
4) / 4 (equação 77)
ZR= I / re. (equação 78)
F = 11 SP +2
SP2 + 1v + 2v , (equação 79)
(P / A) / ( Δ / L) = E, (equação 80) S = E x e (equação 81) P = A x S (equação 82) Referente ao Capítulo VII – Ventilação Industrial
ns = 16,6 x n x 4/ 3PQ , (equação 83)
N= Q x P x ar / x 74,6, (equação 84)
vS = 0444Pdinâmica , , (equação 85)

304
vcorrigida = vinicial )(
)(
menor estática pressãoP
maior estática pressãoP
st
st (equação 86)
Vp = v
2 x / 2g. (equação 87).
gvK 2/2 . (equação 88)
ΔPcoifa= (1+N) x Vp. (equação 89)
d = 300Q (equação 90)
d = 800Q (equação 91)
ΔP=(12 x L1 x h) ÷ ( 33
32
2d dLdLdK ) (equação 92)
mvaz= 0,96 x V / Δt (equação 93)
Referente ao Capítulo VIII – Sistema de Vácuo
S60 = Wg x 0,365 x (Tg + 460) ÷ (Mwg x P1) x 0,0283 x 60 (equação 94) S = S60 x (P1 – 0,52) ÷ (P1 – Pv) (equação 95)
Wv = Pv x (P1 – Pv) x (MWv ÷ Mwg) x Wg, (equação 96) S = (2,3 x V ÷ t) x log (Patm ÷P1) x 60 x 0,0283, (equação 97)
Pis = ( 10-3
÷ 27) x P1 x S x ln (P1 ÷ Pd ), (equação 98)
N= Pis ÷ 0,50 (equação 99)

CONVERSORES DE UNIDADES
PRESSÃO POTÊNCIA
kgf /cm2
x 0,9806 = bar Cv (cavalo-vapor) x 0,736 = kW
kgf / cm2 x 0,09806 = N/mm
2 ou MPa kW (kilowatt) x 1,341 = hp
kgf / cm2 x 14,7 = psi hp (cv americano) x 0,746 = kW
kPa (kilopascal) x 0,01 = bar hp x 1,014 = cv
N/mm2 (Newton por mm
2 ) x 1 = MPa TORQUE
N/mm2
ou MPa (megapascal) x 10,2 = kgf/cm2 kgf m (kilograma-força
metro) x 9,81 = Nm (Newton
metro)
N/mm2 ou MPa x 145 = psi lbf ft (libra-força pé) x 1,36 = Nm
bar x 1,0198 = kgf/cm2 VELOCIDADE
bar x 0,1 = MPa ou N/mm2 m / s x 199,8 = ft / min
bar x 10,20 = mCA TEMPERATURA bar x 33,46 = ftWC O
C (grau Celsius) x 1,8 ] + 32 = oF
bar x 14,5 = psi oF (grau Fahrenheit) - 32 ] x 0,555 =
oC
ftWC (pé de coluna de água) x 0,030 = bar K (Kelvin) - 273,2 = oC
ftWC x 0,434 = psi CALOR mCA (metro de coluna de água )
x 0,098 = bar kcal / kg x 1,799 = BTU / lb
mCA x 3,28 = ftWC kJ / kg x 4,187 = kcal / kg
psi x 0,0689 = kgf/cm2 VOLUME
psi x 0,00689 = N/mm2 ou MPa m
3 (metro cúbico) x 1.000 = ℓ
mmHg (mm de coluna de mercúrio ou torr)
x 1,33 = mbar (milibar) dm3
(decímetrocúbico) x 1 = ℓ
InHg (pol. de coluna de mercúrio )
x 33,86 = mbar ℓ (litro) x 0,26 = gal
atm (atmosfera ) x 1,013 = bar gal (galão americano) x 3,78 = ℓ
atm x 1,033 = kgf/cm2 gal x 128 = oz.fl (onça
fluida)
atm x 760 = mmHg lgal (galão imperial) X 1,2 = gal
atm x 29,92 = inHg ft3 (pé cúbico) x 28,32 = ℓ
VAZÃO in x 2,54 = cm
ℓ / min (litro por minuto) x 0,264 = gpm ft x 12 = in
gpm (galão por minuto) x 3,785 = ℓ / min m
3/h (metro cúbico por hora) x 4,4 = gpm
gpm x 0,227 = m3/h
ft3 / min ou cfm x 28,32 = ℓ / min
m3 / kg x 3,467 = ft
3 / lb
VISCOSIDADE
cSt (centistokes) x densidade = cP (centipoises)
Poise x 100 = cP
mPas (milipascal segundo ) x 1 = cP
m2/s (metro quadrado por
segundo ) x 1.000.000 = cSt
SSU (second Saybolt Universal)
x 0,216 = cSt (*)
SSF (second Saybolt Furol ) x 2,16 = cSt
Segundo Redwood 1 (standard )
x 0,237 cSt
oE (grau Engler) x 7,45 cSt
PREFIXOS MÉTRICOS Segundo copo Ford 4 x 3,76 cSt
(*) válido para viscosidade maiores que 260 SSU M (mega) = 1.000.000
MASSA da (deca) = 10
kg (kilograma) x 2,2 lb (libra) d ( deci) = 1/10
lb x 0,454 kg c (centi) = 1/100
oz (onça) x 28,35 g (grama) m (mili) = 1/1.000
lb x 16 oz µ (micro) = 1/1.000.000
BIBLIOGRAFIA Ar Comprimido Instalações Hidráulicas – Capítulo 10 Archibald Joseph Macintyre, 1982 Editora Guanabara Bombeamento Bombas e Instalações de Bombeamento Macintyre, Archibal Joseph, 1980 Ed. Guanabara Geradores de Vapor Instalações Hidráulicas – Capítulo 9 Archibald Joseph Macintyre, 1982 Editora Guanabara Curso Sobre Distribuição de Vapor Instituto Brasileiro de Petróleo, 1975 Masoneilan Handbook for Control Valve Sizing – Fifth Edicion W.BURGER – Dimensionamento e Seleção para Válvulas de Segurança e Alívio Resfriamento de Água Instalações Hidráulicas – Capítulo 6 Archibald Joseph Macintyre, 1982
Editora Guanabara Tubulações Industriais Silva Teles, Pedro Carlos Livros Técnicos e Científicos Editora S.A., 1982 Tabelas e Gráficos Silva Teles – Editora Interciência,1991 Technische Strömungslehre VOGEL-BUCHVERLAG WÜRZBURG, 1984

ÍNDICE ALFABÉTICO
A
Aceitação de Torres de Arrefecimento, 135 e 137
Água para Caldeiras, 89
Anéis de Reforço, 149
Ar de Combustão, 81
B Bombas de Condensado de Vapor, 95
Bombas Escorvadas / Não Escorvadas, 37
Bombas Volumétricas, 41
Bpmbeamento em Terrenos Acidentados, 65
C Caldeiras, 73
Calor Específico, 3
Capacidade de Compressores, 3
Cavitação, 54
Ciclones, 279
Circuito Pneumáticos 30
Classificação dos Vasos de Pressão, 195
Classificação dos Ventiladores, 245
Coeficientes R / C, 151
Combustíveis, 79
Compressão do Ar, 3
Compressores, 7
Componentes Construtivos de Redes de Ar comprimido, 27
Componentes Construtivos de Redes de Fluidos Líquidos, 55
Componentes Construtivos de Torres de Arrefecimento, 105
Comprimentos Equivalentes em Sistemas de Ar Comprimido, 33
Comprimentos Equivalentes em Sistemas de Fluidos Líquidos , 59
Comprimentos Equivalentes em Sistemas de Ventilação, 265
Condensado em Sistemas de Ar Comprimido, 8
Condensado em Sistemas de Vapor, 94
Condições Operacionais dos Compressores, 6
Consumo de Combustíveis, 84
Constante” C” para Gases e Vapores, 163
Constantes Termodinâmicas Criticas, 166
Corrente de Partida de Motores Elétric,o 51
Corrente Nominal de Motores Elétricos, 50
Curvas Características de Bombas, 48
Curvas de Projeto de Sistemas de Arrefecimento de Água, 129
Curvas de Torres de Arrefecimento, 133
Curvas de Torque de Bombas, 50
Curvas de Válvulas de Controle, 164

308
Custo Operacional dos Compressores, 6
D Damper de Controle de Vazão, 248
Descarga Livre Efetiva de Compressores, 3
Diagrama de Moody, 50
Dilatação Térmica, 189
Dimensional ANSI de Flanges, 153
Dimensional ANSI de Porcas e Parafusos, 213
Dimensional ANSI de Tubos, 143
Dimensional de Reservatórios, 15
Dimensionamento de Dutos de Ventilação, 262 / 267
Dimensionamento de Redes de Água 57
Dimensionamento de Redes de Ar Comprimido, 32
Dimensionamento de Redes de Vapor 93
Dimensionamento de Tubulações,,, 177
Dimensionamento de Válvulas de Alívio, 98/162
Dimensionamento de Válvulas de Controle, 97/165
Dimensionamento de Ventiladores, 119 / 250
Dimensionamento Estrutural de Reservatórios, 195
Dimensionamento Termo Hidráulico de Torres de Resfriamento, 117
Dimensionamento Volumétrico de Acumuladores, 6
Dimensionamento Volumétrico de Reservatórios, 16
Distribuição de Vapor, 91
E Eficiência Volumétrica dos Compressores, 3
Eliminadoresde Gotas, 109
Enchimento de Torres de Arrefecimento, 109
Escala Ringelman, 85
Espessura da Parede de Tubos, 179
Espessura de Chapa para Curvas em Gomos, 148
Espessura de Isolantes Térmicos, 100
Estações Redutoras de Pressão, 96
F Fator de Fluxo Crítico, 160
Fator de Forma “M”, 196
Fator “K” de Perda de Carga, 59
Filtros de Ar Comprimido, 18 / 255
Filtros Manga, 275
Flexibilidade das Tubulaçãoes, 191
Fluxograma de Filtros Manga, 277
Fluxograma de Sistemas de Arrefecimento de Água, 115
Fluxograma de Sistemas de Vapor, 92
Folhas de Dados de Bombas Centrífugas, 45
Folhas de Dados de Bombas Peristálticas, 56

309
Folhas de Dados de Cilindros Pneumáticos, 31
Folhas de Dados deTorres de Arrefecimento, 123
Folhas de Dados de Ventiladores, 251
G Gases de Combustão, 82
Golpe de Aríete, 61
Grandezas Características em Sistemas de Bombeamento, 53
I Inspeções de Recebimento de Conexões, 208
Inspeções de Recebimento de Filtros, 214
Inspeções de Recebimento de Flanjes, 208
Inspeções de Recebimento de Juntas, 215
Inspeções de Recebimento de Parafusos e Porcas, 212
Inspeções de Recebimento de Tubos, 206
Inspeções de Recebimento de Válvulas, 216
Inspeções de Solda, 229
Inspeções Dimencionais, 218
Inspeções em Caldeiras, 71
Interferência entre Torres, 112
Isolantes Térmicos, 99
L Lanternim, 258
Lavadores de Gás, 86 /255
Limites de Tolerância, 243
Limpeza de Tubulações, 233
M Materiais para Redes de Água, 56
Materiais para Redes de Ar Comprimido, 28
Materiais para Tubos, 142
Materiais para Válvulas, 159
N Nível de Fluídos em Tanques Horizontais, 198
Norma Regulamentadora NR 13, 69
Normas Dimensionais para Válvulas, 160
Normogramas de Pressões Admissíveis em Flanges , 156
Normograma Dimensional para Liras de Expansão, 190
Normogramas para Equivalência entre Seções, 264
Normogramas para Reforço de Bocas de Lobo, 150
Normogramas para Vazão de Blow Down em Torres, 118
P
310
P. Numbers 144
Parâmetros Dimensionais de Torres de Arrefecimento, 116
Parâmetros Dimensionais para Ar Comprimido, 29
Perda de Carga em Coifas, 269
Perda de Carga em Tubulações, 180
Perda de Carga em Válvulas, 161
Potência de Bombas, 51
Potência de Compressores, 7
Pressão Absoluta, 3
Pressão Média nos Compressores, 6
Propriedades da Água Saturada / Vapor, 132
Propriedades Termo Dinâmicas do Ar Saturado, 130
Projeto de Tanques Torrisféricos, 199
Purgadores, 10 / 170
Q Qualidade de Água para Caldeira 90
Qualidade do Ar 17
R Reaões Hidráulicas, 187
Reações nos Apoios de Tubulações, 194
Recebimento de Bombas, 60
Recirculação entre Torres, 112
Regimes Operacionais de Compressores, 7
Reservatórios de Ar Comprimido, 14
Resfriamento de Compressores, 8
Rugosidade Relativa de Tubos, 58
S Secadores Frigoríficos, 11
Secadores por Adsorção, 13
Seleção de Ventiladores, 249
Seleção de Torres de Arrefecimento, 122
Simbologia para Redes de Ar Comprmido, 21
Suportes de Mola, 175
T Tabela para Seleção de Derivação entre Tubos, 152
Tanque de Alimentação Unidirecional (TAU), 64
Tanques de Expansão, 121
Temperatura Absoluta, 3
Temperatura de Bulbo Seco, 3
Temperatura de Bulbo Úmido, 3
Temperatura Efetiva, 244
Tensão de Aperto nos Parafusos de Flange, 226
Tensões Admissíveis para Tubos de Ac,o 148

311
Termos Técnicos Aplicaveis às Torres de Arrefecimento, 106
Termos Técnicos Aplicáveis na Montagem de Tubulações, 204
Testes de Estanqueidade em Ventiladores, 253
Testes de Faiscamento, 220
Testes de Vedação, 220
Testes em Torres de Arrefecimento, 111
Testes em Tubulações, 239
Tipos de Torres de Arrefecimento, 111
Tiragem, 87 /257
Traçado de Redes de Ar Comprimido, 20
Turbo Bombas, 41
U
Umidade Absoluta, 3
Umidade do Ar, 8
Umidade Relativa, 3
V Valores H/H para Montagem de Tubulações , 203
Válvulas Tipo Selo D´Água, 168
Vãos entre Suporte,s 185
Vazão de Captura em Coifa,s 269
Velocidade Específica de Ventiladores, 249
Ventiladores do Tipo Booster, 247
312
ÍNDICE
CAPÍTULO I - AR COMPRIMIDO
1.1 CONSIDERAÇÕES TÉCNICAS, 3
1.2 COMPRESSORES, CLASSIFICAÇÃO DOS COMPRESSORES, 4
COMPRESSÃO ADIABÁTICA, 5
1.3 POTÊNCIA DE COMPRESSORES, CUSTO OPERACIONAL, 7
1.4 RESFRIAMENTO DE COMPRESSORES, 8
1.5 UMIDADE DO AR, CONDENSADO, 8
DISPOSITIVO DE DRENAGEM DE CONDENSADO, 10
1.6 SECADORES DE AR, 11
SECADORES DE AR POR ADSORÇÃO, 13
1.7 RESERVATÓRIOS DE AR, 14
1.8 TRATAMENTO DE AR COMPRIMIDO, 17
1.9 FILTROS DE AR, 18
1.10 PROJETO, 20
SIMBOLOGIA, 21
FLUXOGRAMA DE ENGENHARIA, 22
CASA DE MÁQUINAS, 24
ISOMÉTRICO GERAL, 26
COMPONENTES DAS REDES DE DISTRIBUIÇÃO, 27
ESPECIFICAÇÃO DE MARETIRAIS DOS COMPONENRES, 28
1.11 PARÂMETROS DIMENSIONAIS, 29
1.12 CIRCUITOS PNEUMÁTICOS, 30
FOLHA DE DADOS PARA CILINDROS PNEUMÁTICOS, 31
1.13 DIMENSIONAMENTO DE REDES, 32
SEQüÊNCIA DE CÁLCULOS, 32
COMPRIMENTOS EQUIVALENTES DAS CONEXÕES, 33
1.14 CÁLCULO DE DIÂMETROS E PERDA DE CARGA, 34
CAPÍTULO II – BOMBEAMENTO DE FLUIDOS
2.1 CONCEITUAÇÃO INTRODUTÓRIA, 37
2.2 CASA DE BOMBAS, 39
2.3 FLUXOGRAMA, 40
2.4 TIPOS DE BOMBA, 41
2.5 CONDIDERAÇÕES SOBRE BOMBA DE POPA, 44
2.6 FOLHAS DE DADOS, 45
2.7 PROCEDIMENTOS PARA PARTIDA E PARADA DE MOTO BOMBAS, 47
2.8 PROBLEMAS OPERACIONAIS, 47
2.9 CURVAS CARACTERÍSTICAS A ROTAÇÃO CONSTANTE, 48
2.10 CURVAS DE TORQUE PAR ATURVO BOMBAS, 50
2.11 POTÊNCIA REQUERIDA, 50
2.12 CORRENTE NOMINAL DO MOTOR, 50
2.13 CORRENTE DE PARTIDA DO MOTOR, 51
2.14 SELEÇÃO DE BOMBAS, 51
2.15 ASSOCIAÇÃO DE BOMBAS, 52
2.16 GRANDEZAS CARACTERÍSTICAS, 53
313
2.17 CAVITAÇÃO, 54
2.18 COMPONENTES DA REDE, 55
ESPECIFICAÇÃO DOS MATERIAIS DOS COMPONENTES, 56
2.19 PERDA DE CARGA, 57
2.20 CÁLCULOS DIMENSIONAIS, 60
2.21 INSPEÇÕES DE RECEBIMENTO DE MOTO BOMBAS CENTRÍFUGAS, 60
2.22 GOLPE DE ARIETE, 61
2.23 CÁLCULO DO GOLPE DE ARIETE, 62
2.24 RECURSOS PARA REDUZIR OS EFEITOS DO GOLPE DE ARIETE, 63
2.25 DIMENSIONAMENTO DO TANQUE DE ALIMENTAÇÃO UNIDIRECIONAL, 64
2.26 BOMBEAMENTO EM TERRENOS ACIDENTADOS, 65
CAPÍTULO III – CALDEIRAS
3.1 INTRODUÇÃO, 69
CASA DE CALDEIRA, 70
3.2 REQUISITOS OPERACIONAIS, 71
3.3 SEGURANÇA NA OPERAÇÃO DE CALDEIRAS, 71
3.4 INSPEÇÃO DE SEGURANÇA, 71
3.5 GERADORES DE VAPOR, 72
COMPONENTES CONSTRUTIVOS, 74
INSTALAÇÃO DA CALDEIRA, 77
3.6 CAPACIDADE DE GERAÇÃO DE VAPOR, 78
3.7 COMBUSTÍVEIS, 79
COMBUSTÃO, 80
AR PARA COMBUSTÃO, 81
GÁS GERADO, 82
EXEMPLO NUMÉRICO. 84
3.8 EMISSÕES GASOSAS CONTROLE AMBIENTAL, 85
ESCALA RINGELMAN, 85
OPACÍMETRO, 85
LAVADORES DE GÁS, 86
3.9 TIRAGEM, 87
3.10 ÁGUA DE ALIMENTAÇÃO DAS CALDEIRAS, 89
3.11 DISTRIBUIÇÃO DE VAPOR, 91
FLUXOGRAMA ENGENHARIA, 92
DIMENSIONAMENTO DE REDES, 93
3.12 CONDENSADO, 94
BOMBAS DE CONDENSADO, 95
3.13 ESTAÇÕES REDUTORAS DE PRESSÃO, 96
DIMENSIONAMENTO DE VÁLVULAS DE CONTROLE DE PRESSÃO, 97
DIMENSIONAMENTO DE VÁLVULAS DE SEGURANÇA, 98
3.14 ISOLAMENTOS TÉRMICOS, 99
ESPESSURA DO ISOLAMENTO, 100
CAPÍTULO IV – RESFRIAMENTO DE ÁGUA
4.1 INTRODUÇÃO, 105
4.2 TERMINOLOGIA, 106

314
4.3 COMPONENTES DAS TORRES, 108
VENTILADORES, 108
ENCHIMENTO, 109
ELIMINADOR DE GOTAS, 109
DISTRIBUIDOR DE ÁGUA, 109
4.4 TIPOS DE TORRE, 110
4.5 IMPLANTAÇÃO DE TORRES, 112
OCORRÊNCIA DE INTERFERÊNCIAS, 112
OCORRÊNCIA DE RECIRCULAÇÕES, 112.
4.6 BACIA DE ÁGUA FRIA, 114
4.7 ARRANJO CONSTRUTIVO, 114
4.8 PARÂMETROS DIMENSIONAIS, 116
4.9 DIMENSIONAMENTO TERMO-HIDRÁULICO, 117
4.10 DIMENSIONAMENTO DO VENTILADOR, 119
4.11 ELEVAÇÃO DO TANQUE COLETOR DE ÁGUA QUENTE, 120
4.12 TANQUE DE EXPANSÃO PARA CIRCUITOS FECHADOS, 121
4.13 SELEÇÃO DE TORRES, 122
FOLHA DE DADOS, 123
4.14 PROCEDIMENTOS PARA OPERAÇÃO D TORRES, 124
4.15 TESTE EM TORRES, 125
CONDIÇÃO DA TORRE, 125
CONDIÇÕES OPERACIONAIS PARA O TESTE, 125
CONSTÂNCIA DAS CONDIÇÕES DE TESTE, 126
DURAÇÃO DO TESTE, 126
CONDIÇÕES GERAIS, 126
4.16 CURVAS, 128
CURVA DE PROJETO, 128
TRAÇADO DA CURVA DE PROJETO, 129
CURVA CARACTERÍSTICA, 133
CURVA DE PERFORMANCE, 133
4.17 AVALIAÇÃO DO RESULTADO DO TESTE EM TORRES, 134
AVALIAÇÃO POR MEIO DA CURVA DE PERFORMANCE, 134
AVALIAÇÃO POR MEIO DA CURVA CARACTER´STICA, 137
CAPÍTULO V - TUBULAÇÕES INDUSTRIAIS PROJETO
5.1 CONCEITUAÇÃO INTRODUTÓRIA, 141
5.2 FATORES DE SELEÇÃO PARA MATERIAIS DE TUBOS, 141
5.3 CONSIDERAÇÕES SOBRE OS TUBOS, 142
NORMAS DE MATERIAIS PARA TUBOS DE AÇO CARBONO, 142
NORMAS DE MATERIAIS PARA TUBOS DE METAIS NÃO FERROSOS, 142
PARÂMETROS PARA ESPECIFICAÇÃO DE TUBOS, 142
NORMAS DIMENSIONAIS PARA TUBOS DE AÇO, 142
DIMENSÕES NORMATIZADAS PARA TUBOS DE AÇO, 143
P NUMBER, 144
5.4 CONEXÕES PARA TUBULAÇÕES, 145
LIGAÇÕES ENTRE TUBOS, 146
IDENTIFICAÇÃO DAS CONEXÕES, 147

315
CONEXÕES PRÉ FABRICADAS, 145
SELEÇÃO DAS DERIVAÇÕES, 152
FLANGES, 153
JUNTAS PARA FLANGES, 157
FIGURA 8 / VÁLVULAS ÓCULO, 157
JUNTAS DE EXPANSÃO, 158
5.5 VÁLVULAS, 159
CARACTERIZAÇÃO DAS VÁLVULAS, 159
REFERENCIAIS NORMATIVOS PARA OS DIMENSIONAIS DAS VÁLVULAS, 160
CLASSE DE PRESSÃO DAS VÁLVULAS, 160
RECOMENDAÇÕES PAR ACOMPRA DE VÁLVULAS, 160
RECOMENDAÇÕES PARA SELEÇÃO DE VÁLVULAS, 161
CÁLCULO DA PERDA DE CARGA EM VÁLVULAS DE REGULAGEM MANUAL, 161
DIMENSIONAMENTO DE VÁLVULAS DE ALÍVIO INSTALADAS EM REDE, 162
DIMENSIONAMENTO DE VÁLVULAS DE ALÍVIO INSTALADAS EM TANQUES, 162
VÁLVULAS DE CONTROLE, 164
DIMENSIONAMENTO DE VÁLVULAS DE CONTROLE, 165
5.6 VÁLVULAS ESPECIAIS TIPO SELO D´ÁGUA, 168
VÁLVULAS ESPECIAIS PAR POLPAS ABRASIVAS, 169
VÁLVULAS ESPECIAIS PARA ADMISSÃO E EXPULSÃO DE AR, 169
ATUADORES / POSICIONADORES DE VÁLVULAS REMOTO OPERADAS, 169
PURGADORES, 170
FATORES DE SELEÇÃO E DIMENSIONAMENTO DE PURGADORES DE VAPOR,172
COMPARATIVOS ENTRE OS TIPOS DE PURGADORES, 173
APLICAÇÕES DE PURGADORES, 173
5.7 SUPORTES DE TUBULAÇÃO, 174
ANÁLISE FUNCIONAL DE UM SUPORTE DE MOLA, 176
5.8 DIMENSIONAMENTO DE TUBULAÇÕES, 177
CÁLCULO DE DIÂMETROS, 177
CÁLCULO DA ESPESSURA DA PAREDE DOS TUBOS, 179
CÁLCULO DA PERDA DE CARGA, 180
5.9 CARGAS ATUANTES SOBRE AS TUBULAÇÕES, 184
5.10 VÃO ENTRE SUPORTES, 185
5.11 REAÇÕES HIRÁULICAS, 187
5.12 DILATAÇÃO TÉRMICA, 189
5.13 FLEXIBILIDADE DAS TUBULAÇÕES, 191
5.14 CÁLCULO DAS REAÇÕES NOS APOIOS DE ANCORAGEM, 194
5.15 TANCAGEM, 195
REFERENCIAIS NORMATIVOS, 195
CLASSIFICAÇÃO DOS VASOS DE PRESSÃO SEGUNDO NR 13, 195
VASO DE PRESSÃO – ANÁLISE ESTRUTURAL, 195
NÍVEL DE FLUIDO EM VASOS HORIZONTAIS, 198
PROJETO DOS TAMPOS OVÓIDES, 199
CAPÍTULO VI - TUBULAÇÕES INDUSTRIAIS MONTAGEM
6.1 GERAL, 203
6.2 NORMAS REFERENCIAIS, 203
6.3 SERVIÇO DE MONTAGEM, 203

316
6.4 FATORES QUE INTERFEREM NO TEMPO E NO CUSTO DA MONTAGEM, 203
6.5 TERMOS TÉCNICOS, 204
6.6 FLUXOGRAMA DE MONTAGEM, 205
6.7 INSPEÇÕES DE RECEBIMENTO, 206
TUBOS, 206
ROSCAS, 207
CONEXÕES, 208
FLANGES, 208
PARAFUSOS E PORCAS, 212
FILTROS, 214
RAQUETES E FIGURA 8, 214
JUNTAS DE VEDAÇÃO, 215
JUNTAS DE EXPANSÃO, 215
VÁLVULAS, 216
6.8 PRÉ MONTAGEM, 221
CONDIÇÕES GERAIS, 221
CONDIÇÕES ESPECÍFICAS, 221
6.9 PREPARAÇÃO E MARCAÇÃO DOS TUBOS, 223
6.10 CORTE, FOLGAS, CHANFROS E DOBRAMENTO DE TUBOS, 223
6.11 MONTAGEM, 225
CONDIÇÕES GERAIS, 225
FLANGES, 226
JUNTAS DE VEDAÇÃO, 227
JUNTAS DE EXPANSÃO, 227
LIGAÇÕES ROSCADAS, 227
SUPORTES METÁLICOS, 227
6.12 SOLDAS, 228
INSPEÇÃO DE SOLDAS, 229
DEFEITOS DE SOLDA, 231
6.13 GUIA PARA SOLDAGEM COM ATMOSFERA PROTETORA, 232
6.14 ESPECIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM, 232
6.15 LIMPEZA DE TUBULAÇÕES, 233
6.16 TESTES, 238
6.17 CONDIÇÕES DE ACEITAÇÃO DO TESTE, 239
CAPÍTULO VII - VENTILAÇÃO INDUSTRIAL
7.1 CONCEITUAÇÃO INTRODUTÓRIA, 243
7.2 LIMITES DE TOLERÂNCIA, 243
7.3 LEGISLAÇÃO AMBIENTAL / TRABALHISTA, 244
7.4 CLASSIFICAÇÃO DOS VENTILADORES, 245
7.5 ARRANJOS CONSTRUTIVOS, 245
7.6 VENTILADORES TIPO BOOSTER, 247
7.7 DAMPER DE CONTROLE DE VAZÃO, 248
7.8 SELEÇÃO DO TIPO DE VENTILADOR, 249
7.9 DIMENSIONAMENTO D EVENTILADORES, 250
7.10 ASSOCIAÇÃO DE VENTILADORES EM SÉRIE E EM PARALELO, 250
7.11 FOLHA DE DADOS, 251

317
7.12 TESTES DE ESTANQUEIDADE, 252
7.13 FILTRAGEM DE AR, 254
TEMPO DE SATURAÇÃO DO FILTRO, 254
SELEÇÃO DA CLASSE DE FILTROS, 254
7.14 LAVADORES DE GÁS, 255
7.15 TIRAGEM NATURAL- LANTERNINS, 257
7.16 VENTILAÇÃO GERAL DILUIDORA, 259
EXEMPLO DE CÁLCULO DE VAZÕES DE AR EM SISTEMAS GERAL DILUIDOES, 260
ANÁLISE HIDRÁULICA, 261
ANÁLISE DO TEMPO DE SATURAÇÃO, 261
7.17 DIMENSIONAMENTO DE DUTOS EM SISTEMAS GERAL DILUIDORES, 262
7.18 VENTILAÇÃO LOCAL EXAUSTORA – DESPOEIRAMENTO, 266
DISTRIBUIÇÃO DAS PRESSÕES EM UM SISTEMA EXAUSTOR, 266
DIRETRIZES BÁSICAS PARA O PROJETO DOS CAPTIRES, 267
CONSIDERAÇÕES SOBRE DIMENSIONAMENTO HIDRÁUKICO DOS DUTOS, 267
7.19 COLETORES INERCIAIS – FILTROS MANGA, 274
REFERENCIAIS PAR A ESPECIFICAÇÃO DO TECIDO DAS MANGAS, 274
RELAÇÕES DIMENSIONAIS, 274
ESPECIFICAÇÃO DO FILTRO MANGA, 275
ESPECIFICAÇÃO DAS MANGAS DO FILTRO, 275
DIMENSÕES DAS MANGAS, 275
ESPECIFICAÇÃO DO SISTEMA DE LIMPEZA DO FILTRO, 275
ACESSÓRIOS DO FILTRO, 275
ESPECIFICAÇÕES DOS MATERIAIS CONSTRUTIVOS, 276
ESPECIFICAÇÃO DA VÁLVULA ROTATIVA, 276
ESPECIFICAÇÃO DO SISTEMA DE ACIONAMENTO DA VÁLVULA ROTATIVA, 278
ESPECIFICAÇÃO DO VENTILADOR CENTRÍFUGO / MOTOR ELÉTRICO, 276
FLUXOGRAMA DE UM FILTRO MANGA, 277
IMPLANTAÇÃO DE UM FILTRO MANGA, 278
7.20 COLETORES CENTRÍFUGOS – CICLONES, 279
CAPÍTULO VIII – SISTEMAS DE VÁCUO
8.1 VÁCUO, 283
8.2 BOMBAS DE VÁCUO DE ANEL LÍQUIDO, 285
CARCTERIZAÇÃO FUNCIONAL 285
PROCEDIMENTOS OPERACIONAIS, 287
8.3 CONSIDERAÇÕES OPERACIONAIS, 288
8.4 LÍQUIDO DE SELAGEM, 288
FORMAÇÃO DO ANEL, 289
REGULAGEM DO FLUXO DO LÍQUIDO DE SELAAGEM, 289
8.5 CONFIGURAÇÕES DOS CIRCUITOS DOLÍQUIDO DE SELAGEM, 290
8.6 CONSIDERAÇÕES DIMENSIONAIS, 296
8. CAPACIDADE DA BOMBA EM FUNÇÃO DO TEMP DE ASPIRAÇÃO, 297
8.8 CAPACIDADE DA BOMBA EM FUNÇÃO DE VAZAMENTOS, 297
8.9 POTÊNCIA DA BOMBA, 298
GLOSSÁRIO DE FÓRMULAS, 299