ling-zhi yang, tao jiang, guang-hui li*, yu-feng guo and
TRANSCRIPT
Ling-zhi Yang, Tao Jiang, Guang-hui Li*, Yu-feng Guo and Feng Chen
Present Situation and Prospect of EAF Gas WasteHeat Utilization Technology
DOI 10.1515/htmp-2016-0218Received October 14, 2016; accepted March 11, 2017
Abstract: With the increase of hot metal ratio in electricarc furnace (EAF) steelmaking process, physical sensibleheat and chemical latent heat of gas increased signifi-cantly. As EAF raw material condition is similar to basicoxygen furnace (BOF), and the condition of BOF gaswaste heat utilization technology is mature, waste heatutilization technology in EAF steelmaking will be gettingmore and more attention. Scrap preheating and steamproduction as mature technology is the main way ofEAF gas waste heat utilization. Power generation con-verted high temperature steam to electricity will furtherimprove the EAF gas utilization value. The previous waysare to recycle physical sensible heat of EAF gas. To usechemical latent heat of gas, the secondary combustiontechnology is usually adopted to make CO fully burn intoCO2. Coal gas production can fully recycle the chemicallatent heat of gas theoretically, which is higher efficiencythan other ways. Coal gas production needs a stablesteelmaking process to stabilize high temperature gas.And the way need to develop EAF sealing technology,oxygen removal technology and gas purification technol-ogy, to make gas content meet the requirements of coalgas production in EAF steelmaking process.
Keywords: electric arc furnace, high temperature gas,waste heat utilization, carbon monoxide
1 Introduction
There are a huge number of waste heat generated in ironand steel plants. As the high temperature molten iron isthe main raw material in basic oxygen furnace (BOF)steelmaking process, flue gas contains a lot of sensibleheat and latent heat. The technology of BOF waste heatrecovery is very mature.
The main raw material is cold scrap in traditional elec-tric arc furnace (EAF) steelmaking process. For the metal-lurgy operation needs of heating, degassing, and removinginclusions, an amount of cold pig iron is charging to ensurethe appropriate amount of decarburization and agitationintensity of molten pool. In recent years in China, with theincrease of hot metal ratio in EAF steelmaking process, theoxygen supply intensity increased. So significant changeshave taken place in the energy structure in EAF steelmakingprocess. As the increase of hot metal ratio in EAF steelmak-ing process in China, the temperature of gas can reach morethan 1400℃, and the gas heat increased to 13–20% of totalquantity of heat in EAF steelmaking process. Therefore, EAFgas waste heat recycling technology research has becomeone of the focuses in EAF steelmaking [1, 2, 34].
The amount of carbon monoxide and waste heat inEAF steelmaking process are affected by raw materialstructure. Hot metal and scrap are the main material inEAF steelmaking. More hot metal ratio charging meansmore CO in gas and more waste heat, because the carboncontent (more than 4%) in hot metal that is more thanscrap (carbon content is about 0.2%). 82.32 kg carbonmonoxide is produced for per ton hot metal, and 2.10 kgcarbon monoxide is produced for per ton scrap [5].
The amount (shown as Table 1) and content of gas withbig range change are related to the smelting steel, processoperating conditions, melting time, and so forth. The gasmainly contains N2, CO2, CO and O2 (shown as Table 2),which also contains very small amounts of NOx, SOx, etc.NOx is a result that N2 and O2 in the air produce chemicalreaction at high temperature by high temperature electricheating. The SOx is produced with heavy oil combustion inEAF steelmaking process. The dust content in flue gas isassociated with burden of varieties, smelting process andsmelting operation, which is generally 4.5–8.5 g/m3.
In recent years, the waste energy recycling technologyin iron and steel enterprises in China has been improvedgreatly [6]. In view of the existing EAF production technol-ogy and the characteristics of high temperature gas, scrappreheating and steam production as a mature technologyare the main way of EAF gas waste heat utilization.Meanwhile, how to improve the efficiency and explore anew way for EAF gas heat utilization becomes a newresearch focus in EAF steelmaking process [7].
*Corresponding author: Guang-hui Li, School of MineralsProcessing and Bioengineering, Central South University, Changsha410083, China, E-mail: [email protected] Yang, Tao Jiang, Yu-feng Guo, Feng Chen, School ofMinerals Processing and Bioengineering, Central South University,Changsha 410083, China
High Temp. Mater. Proc. 2018; 37(4): 357–363
2 Different ways of waste heatutilization in EAF steelmaking
2.1 Scrap preheating
In the 1970s, the outbreak of the oil crisis promoted thedevelopment of Japan’s steel industry energy saving tech-nology, and preheating scrap by using EAF waste gaswas developed. Preheating scrap technology can begreatly recycling physical sensible heat of high tempera-ture gas to reduce power consumption with elevating thetemperature of the scrap. In theory, the scrap preheatingtemperature raises 100℃, and power consumption save20 KWH/t steel. If considering the energy effective utili-zation, the power consumption saving is 15 KWH/t steelfor the increase of per 100℃.
Scrap preheating process not only saves energy butalso shortens the time of smelting. Details are as follows [8]:(1) The consumption of electrode and refractory mate-
rial is reduced to prolong the service life of thefurnace with smelting cycle shorten.
(2) Water and organic waste in scrap are fully removedby preheating, which reduce the air content in themolten steel to create favorable conditions for sub-sequent refining.
(3) As the smelting time shortens, dust amount is reducedto reduce the dust removal equipment running load,which has good social environmental benefits.
Now, scrap preheating technology with successfulindustrial application can be roughly divided into fourkinds: comelt furnace, twin shell furnace, shaft furnace,and consteel furnace [9].
However, there are some new environmental problemsfor scrap preheating. Scrap preheating will lead to dioxinsconcentration in EAF gas increased significantly, which isbecause the gas cooling rate decrease will further increasethe dioxins concentration in gas. To meet the requirementsof dioxin emission reductions in steel plant, these technol-ogies (separation of scrap steel, gas temperature controlafter preheating and spray lime) need to be consideredwhenmaking scrap preheating system design. When neces-sary, dioxins removal devices also need to be set [10].
2.2 Steam production
Preheating scrap is the use of high temperature gasenergy into the steelmaking process timely and directly,while steam production will be more flexible, mainlydisplays in:(1) Steam can be used as process steam for heating and
can also be used to drive the compressor and power;(2) Similar to the exhaust gas temperature, steam tem-
perature range is wide;(3) Steam is convenient for transportation;(4) Water is cheap and is nontoxic medium.
The research of Xiao-qian Ma [11] shows that recy-cling waste heat by steam production is about 2.5 timesthan that of preheating scrap. Steam production is morereasonable on the energy recovery efficiency.
However the steam production technology mainlyaffected by the three factors:(1) The gas volume and temperature are affected by hot
metal ratio affects. Volume and energy of gas arerelatively small by full scrap smelting. In China, hotmetal ratio can reach 70%. This difference has agreat influence on the design and application forsteam production technology.
(2) EAF smelting periodic is against for application ofsteam production technology;
(3) The amount of dust that has the characteristic ofthick and tiny in gas is high, which is against forapplication of steam production technology;
Therefore, waste heat utilization device needs highrequirements for the characterization of EAF gas. It notonly considers the gas temperature fluctuations but alsoconsiders the effects of high dust concentration on theequipment. In addition, the efficiency of waste heat uti-lization equipment is also crucial for the system running.Higher recovery efficiency leads to greater the amount ofsteam and lower the gas temperature at the outlet.
Table 1: The amount of gas in different electric arc furnace.
The furnace Amount of gas / (m / h.t)
General electric arc furnace ~
High power electric arc furnace ~
Ultra-high power electric arc furnace ~
Ultra-high power electric arc furnace(oxygen–oil burner)
~
Table 2: Electric arc furnace gas content.
CO CO O N
%~% %~% %~% %~%
358 L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization
Regenerator’s role is to balance the amount of steam inwaste heat utilization device and to stabilize flow rateand pressure of steam in system export.
In China, the Lai steel (50 t EAF) and Xingchengspecial steel (100 t EAF) are successful in EAF gas wasteheat utilization. Both enterprise directly used steam forvacuum furnace, and develop the user of steam, whichachieved good economic benefits and stable running.
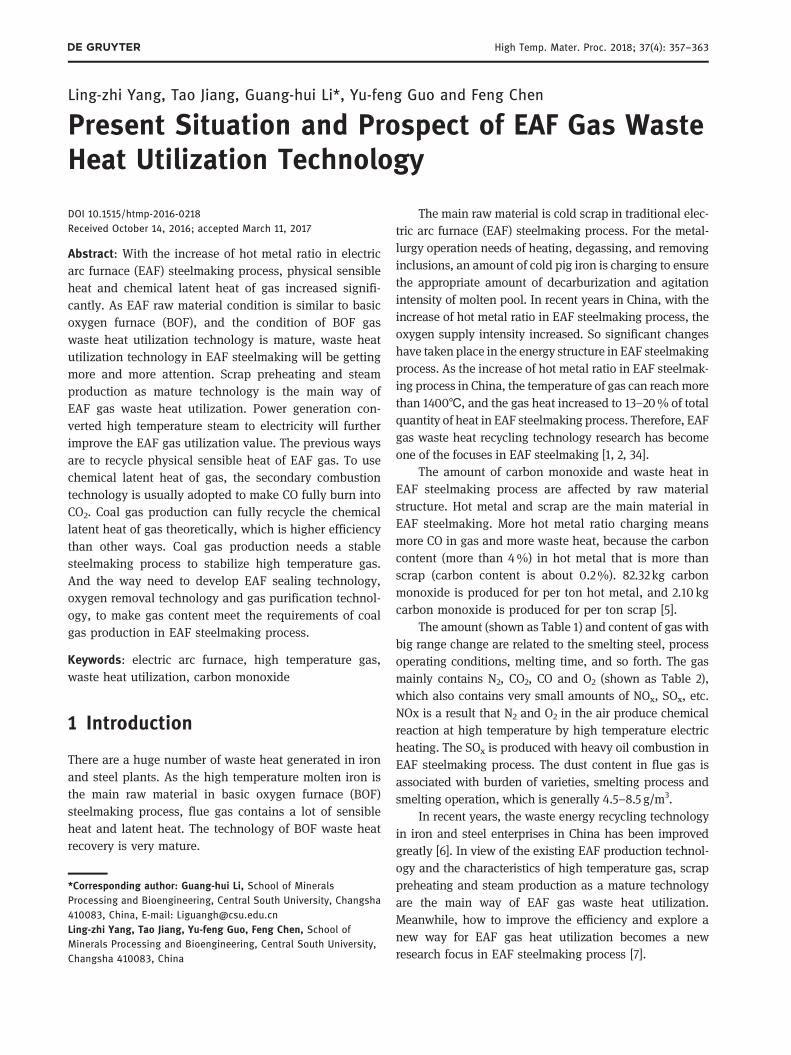
A lot of sensible heat in gas cannot be used by watercooling pattern, which wasted energy, increased the con-sumption of cooling water, consumed large amounts ofelectricity with industrial water cycle. In order to solvethis problem, Xingcheng special steel (100 t EAF) chan-ged water cooling to evaporation cooling, and recycledwaste heat in gas by using radiation heat exchanger andheat pipe exchanger (Figure 1) [12].
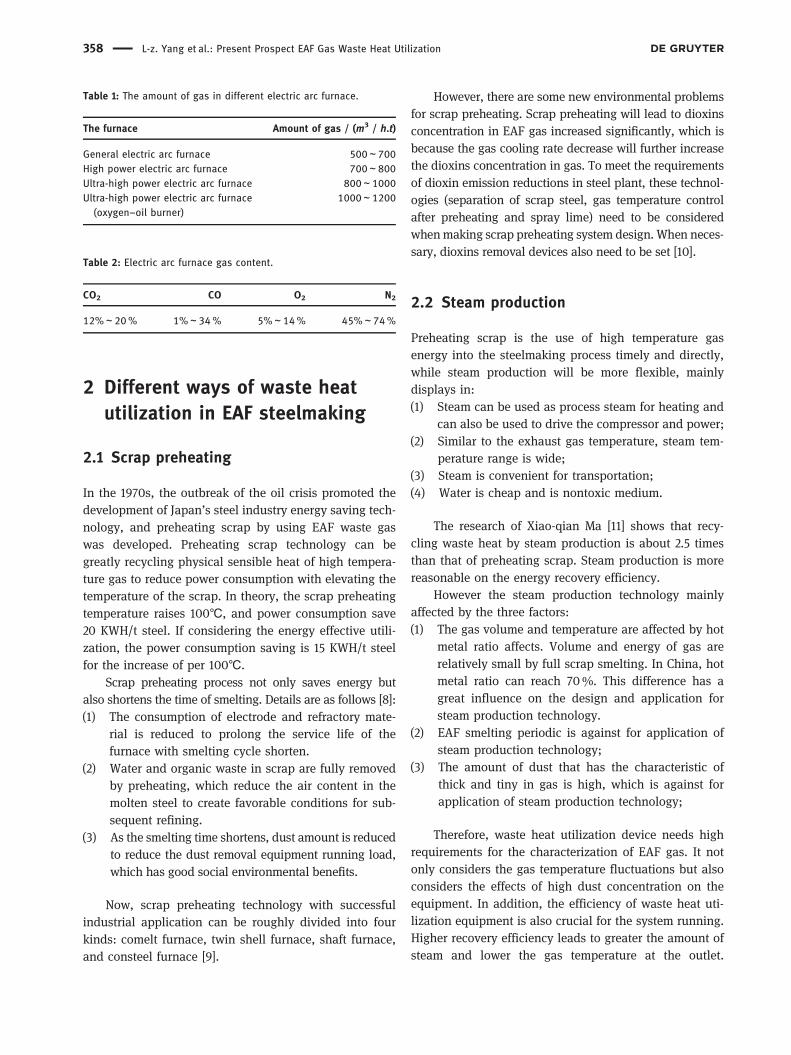
Lai steel (China) successfully run a set of new type ofEAF dust removal and waste heat utilization system(Figure 2). High efficient waste heat utilization system
has been completely replaced the oil burning boiler forVD furnace, which greatly reduces the cost and has verysignificant economic benefits [13].
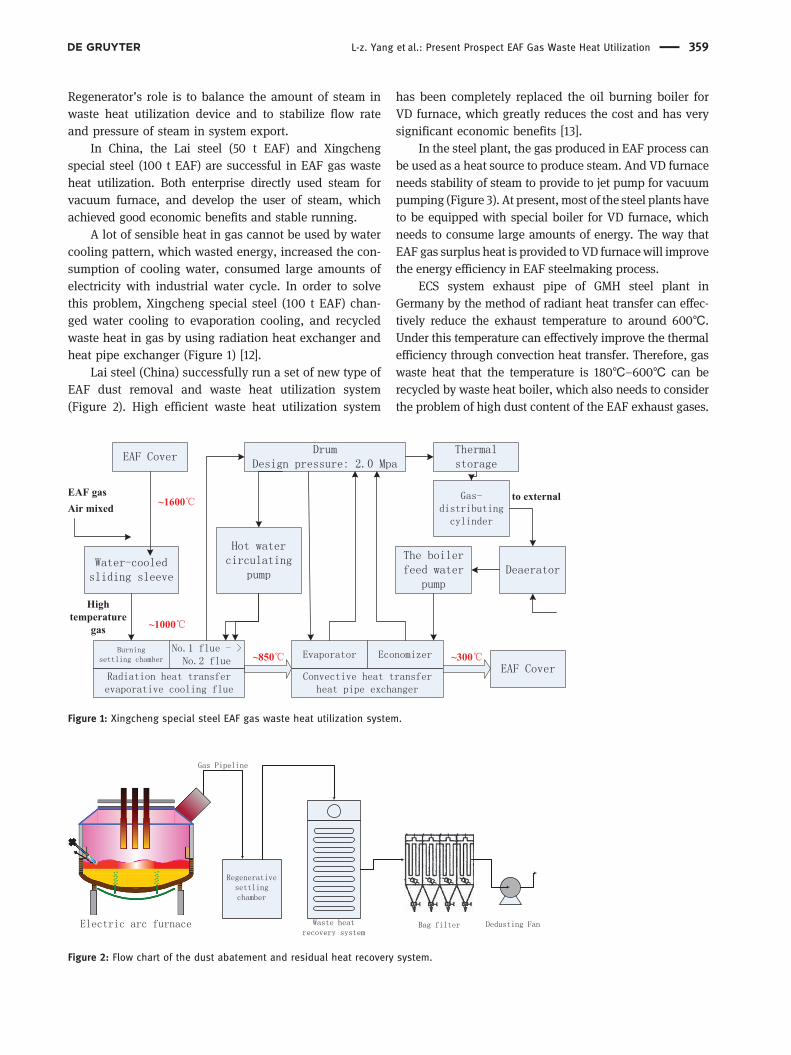
In the steel plant, the gas produced in EAF process canbe used as a heat source to produce steam. And VD furnaceneeds stability of steam to provide to jet pump for vacuumpumping (Figure 3). At present, most of the steel plants haveto be equipped with special boiler for VD furnace, whichneeds to consume large amounts of energy. The way thatEAF gas surplus heat is provided to VD furnacewill improvethe energy efficiency in EAF steelmaking process.
ECS system exhaust pipe of GMH steel plant inGermany by the method of radiant heat transfer can effec-tively reduce the exhaust temperature to around 600℃.Under this temperature can effectively improve the thermalefficiency through convection heat transfer. Therefore, gaswaste heat that the temperature is 180℃–600℃ can berecycled by waste heat boiler, which also needs to considerthe problem of high dust content of the EAF exhaust gases.
Figure 1: Xingcheng special steel EAF gas waste heat utilization system.
Figure 2: Flow chart of the dust abatement and residual heat recovery system.
L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization 359
2.3 Power generation
Under the condition of mature technology for steam pro-duction, the way that converted high temperature steamto electricity will further improve the EAF gas utilizationvalue. However, as the high volatility of the flow rate andtemperature and high dust content ( > 12 g/m3) for EAFgas, the gas waste energy is difficult to use in powergeneration.
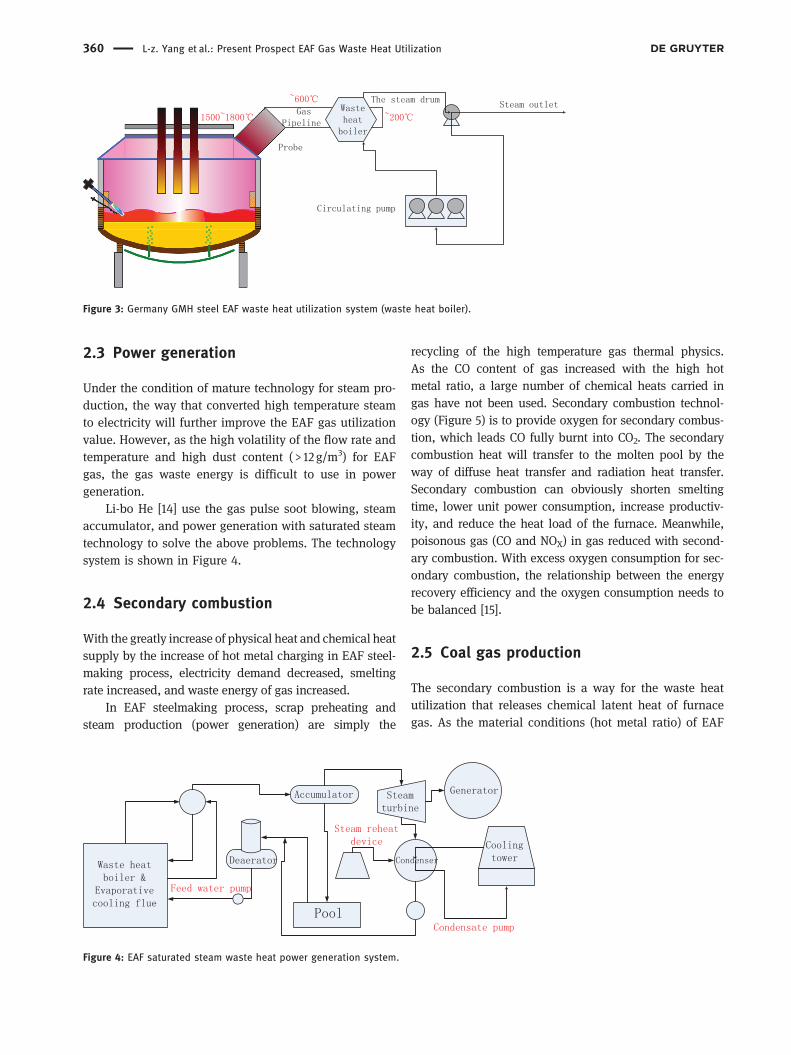
Li-bo He [14] use the gas pulse soot blowing, steamaccumulator, and power generation with saturated steamtechnology to solve the above problems. The technologysystem is shown in Figure 4.
2.4 Secondary combustion
With the greatly increase of physical heat and chemical heatsupply by the increase of hot metal charging in EAF steel-making process, electricity demand decreased, smeltingrate increased, and waste energy of gas increased.
In EAF steelmaking process, scrap preheating andsteam production (power generation) are simply the
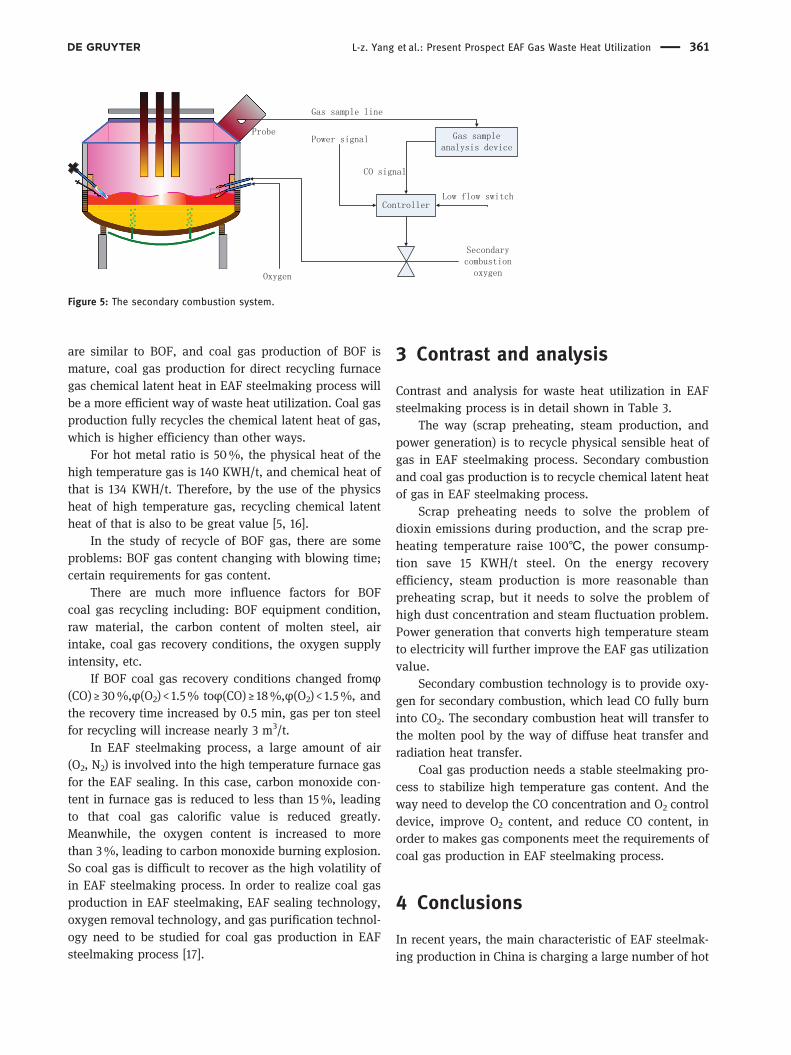
recycling of the high temperature gas thermal physics.As the CO content of gas increased with the high hotmetal ratio, a large number of chemical heats carried ingas have not been used. Secondary combustion technol-ogy (Figure 5) is to provide oxygen for secondary combus-tion, which leads CO fully burnt into CO2. The secondarycombustion heat will transfer to the molten pool by theway of diffuse heat transfer and radiation heat transfer.Secondary combustion can obviously shorten smeltingtime, lower unit power consumption, increase productiv-ity, and reduce the heat load of the furnace. Meanwhile,poisonous gas (CO and NOX) in gas reduced with second-ary combustion. With excess oxygen consumption for sec-ondary combustion, the relationship between the energyrecovery efficiency and the oxygen consumption needs tobe balanced [15].
2.5 Coal gas production
The secondary combustion is a way for the waste heatutilization that releases chemical latent heat of furnacegas. As the material conditions (hot metal ratio) of EAF
Figure 3: Germany GMH steel EAF waste heat utilization system (waste heat boiler).
Figure 4: EAF saturated steam waste heat power generation system.
360 L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization
are similar to BOF, and coal gas production of BOF ismature, coal gas production for direct recycling furnacegas chemical latent heat in EAF steelmaking process willbe a more efficient way of waste heat utilization. Coal gasproduction fully recycles the chemical latent heat of gas,which is higher efficiency than other ways.
For hot metal ratio is 50%, the physical heat of thehigh temperature gas is 140 KWH/t, and chemical heat ofthat is 134 KWH/t. Therefore, by the use of the physicsheat of high temperature gas, recycling chemical latentheat of that is also to be great value [5, 16].
In the study of recycle of BOF gas, there are someproblems: BOF gas content changing with blowing time;certain requirements for gas content.
There are much more influence factors for BOFcoal gas recycling including: BOF equipment condition,raw material, the carbon content of molten steel, airintake, coal gas recovery conditions, the oxygen supplyintensity, etc.
If BOF coal gas recovery conditions changed fromφ(CO) ≥ 30%,φ(O2) < 1.5% toφ(CO) ≥ 18%,φ(O2) < 1.5%, andthe recovery time increased by 0.5 min, gas per ton steelfor recycling will increase nearly 3 m3/t.
In EAF steelmaking process, a large amount of air(O2, N2) is involved into the high temperature furnace gasfor the EAF sealing. In this case, carbon monoxide con-tent in furnace gas is reduced to less than 15%, leadingto that coal gas calorific value is reduced greatly.Meanwhile, the oxygen content is increased to morethan 3%, leading to carbon monoxide burning explosion.So coal gas is difficult to recover as the high volatility ofin EAF steelmaking process. In order to realize coal gasproduction in EAF steelmaking, EAF sealing technology,oxygen removal technology, and gas purification technol-ogy need to be studied for coal gas production in EAFsteelmaking process [17].
3 Contrast and analysis
Contrast and analysis for waste heat utilization in EAFsteelmaking process is in detail shown in Table 3.
The way (scrap preheating, steam production, andpower generation) is to recycle physical sensible heat ofgas in EAF steelmaking process. Secondary combustionand coal gas production is to recycle chemical latent heatof gas in EAF steelmaking process.
Scrap preheating needs to solve the problem ofdioxin emissions during production, and the scrap pre-heating temperature raise 100℃, the power consump-tion save 15 KWH/t steel. On the energy recoveryefficiency, steam production is more reasonable thanpreheating scrap, but it needs to solve the problem ofhigh dust concentration and steam fluctuation problem.Power generation that converts high temperature steamto electricity will further improve the EAF gas utilizationvalue.
Secondary combustion technology is to provide oxy-gen for secondary combustion, which lead CO fully burninto CO2. The secondary combustion heat will transfer tothe molten pool by the way of diffuse heat transfer andradiation heat transfer.
Coal gas production needs a stable steelmaking pro-cess to stabilize high temperature gas content. And theway need to develop the CO concentration and O2 controldevice, improve O2 content, and reduce CO content, inorder to makes gas components meet the requirements ofcoal gas production in EAF steelmaking process.
4 Conclusions
In recent years, the main characteristic of EAF steelmak-ing production in China is charging a large number of hot
Figure 5: The secondary combustion system.
L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization 361

metal as raw materials. And the application of EAF steel-making with enriched-oxygen technology leads to physi-cal heat and chemical heat of gas increased. So how tomake use of EAF gas waste heat is becoming a hot spotresearch in EAF steelmaking process.
Scrap preheating and steam production as maturetechnology is the main way of EAF gas waste heat utiliza-tion, which recycles physical sensible heat of gas in EAFsteelmaking process. Power generation that converts hightemperature steam to electricity will further improve thevalue of EAF gas. Secondary combustion and coal gasproduction is to recycle chemical latent heat of gas inEAF steelmaking process.
Coal gas production will almost fully recycle thechemical latent heat of gas, which is more efficiencythan the other ways. As the change of material condition,coal gas production in EAF steelmaking process is adevelopment direction in the future.
However, considering the EAF sealing problem,CO in gas is reduced to low coal gas calorific value,and O2 is increased to carbon monoxide burningexplosion. So EAF sealing technology, oxygen removaltechnology and gas purification technology need to bestudied for coal gas production in EAF steelmakingprocess.
Acknowledgments: Financial supports from the NationalNatural Science Foundation of China (No. 51334001),Natural Science Foundation of Hunan province in China(No. 2017JJ3386) and post-doctoral workstation of theCentral South University are gratefully acknowledged.
Funding: National Key Technology R&D Program of the 12thfive-year plan, (Grant / Award Number: ‘2012BAC27B01’)National Natural Science Foundation of China, (Grant /Award Number: ‘51334001’).
References
[1] W.Y. Chen, X. Yin and D. Ma, Appl. Energy, 136 (2014)1174–1183.
[2] J.X. Fu, C. Zhang and W.S. Hwang, Int. J. Greenh Gas Con, 8(2012) 143–149.
[3] B. Lee and I. Sohn, Jom, 9 (2014) 1581–1594.[4] S. Thomas, H. Markus and G. Thomas, Stahl Und Eisen, 11
(2012) 78.[5] L.-Z. Yang, T. Jiang, L. Guang-Hui and Y.-F. Guo, High Temp.
Mat. Pr-Isr, 2016, 10.1515/htmp-2015-0292.[6] C.J. Cai, J.J. Wang and C.X. Chen, Iron Steel, 42 (2007) 1–7.
(Chinese).[7] A. Marlene, W. Ernst and S. Joachim, Energy, 89 (2012)
786–797.
Table 3: Contrast of EAF waste heat utilization.
Ways Object of energyrecovery
Effect Problem Resolving measures
Scrappreheating
Physical heat . Energy save;. Shortening smelting
time
. Dioxins . Separation of scrap steel;. Gas temperature control after
preheating;. Spray lime;. Dioxins removal device
Steamproduction
Physical heat . More flexibility forenergy
. Gas temperature fluctuations;. High dust content
. Regenerator to balance the amountof steam;
. EAF dust removal and wasteheat utilization system
Powergeneration
Physical heat . Improve the valueof gas energy
. High volatility of the flow rate andtemperature
. High dust content
. The gas pulse soot blowing,. Steam accumulator. Power generation with saturated
steam technology
Secondarycombustion
Chemical heat . Energy save;. Shortening smelting
time;. Reducing the
poisonous gas
. Thermal efficiency is low. Need extra oxygen consumption
. Comprehensive comparison forrelationship between the energyrecovery efficiency and theoxygen consumption costs
Coal gasproduction
Chemical heat . More efficient;. Obtaining coal gas
.Gas content fluctuations;. Requirements for CO content
. EAF sealing technology;. Oxygen removal technology. Gas purification technology
362 L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization

[8] X.L. Zhou, Spec. Steel Technol., 14 (2008) 25–27.(Chinese).
[9] D.M. Fabio, M. Antonella and N. Gioacchino, Energy Conver.Manage., 56 (2015) 78–89.
[10] J. Oh, E. Lee and D. Noh, Appl. Thermal Eng., 91 (2015)749–758.
[11] X.Q. Ma, Ind. Furnace, 20 (1998) 20–22. (Chinese).[12] G.J. Liu, P.Q. Li and Q.L. Sun, Metallurgical Power, 129 (2008)
36–39. (Chinese).
[13] Q.M. Xu, Z.W. Sun and X.M. Huang, Environ. Pollut. Control, 30(2008) 106–108. (Chinese).
[14] L.B. He, Ind. Furnace, 35 (2013) 16–17. (Chinese).[15] Z.J. Yin, R. Zhu and C. Wang, Ind. Heating, 30 (2008) 48–50.
(Chinese).[16] L.Z. Yang, R. Zhu and G.H. Ma, High Temp. Mat. Pr-Isr, 35
(2016) 195–200.[17] B. Snoeijer, T. Peeters and J. Bilderbeek, Stahl Und Eisen,
10 (2003) 61–66.
L-z. Yang et al.: Present Prospect EAF Gas Waste Heat Utilization 363