laporan modul c.docx
TRANSCRIPT
LAPORAN PRAKTIKUMLABORATORIUM TEKNIK MATERIAL
MODUL C PENGELASAN SMAW
Oleh :
Nama : Adhi Vijja Kumara (123.13.003)
Muhammad Iqbal (123.13.005)
Nindi Paramitha Masduki (123.13.018)
Thia Theresia (123.13.027)
Kelompok : VI (Lima)
Tanggal Praktikum : 9 April 2016
Tanggal Laporan : 23 April 2016
Nama Asisten : Irma Pratiwi
LABORATORIUM METALURGI PROGRAM STUDI TEKNIK MATERIAL
FAKULTAS TEKNIK MESIN DAN DIRGANTARA INSTITUT TEKNOLOGI BANDUNG
2016
BAB I
PENDAHULUAN
1.1 Latar Belakang PraktikumPada era serba teknologi ini teknik pengelasan sangat diperlukan untuk berbagai proses pengerjaan industri seperti, pemotongan logam dan penyambungannya, konstruksi bangunan baja, dan konstruksi permesinan yang memang tidak dapat dipisahkan dengan teknologi manufaktur. Teknologi pengelasan termasuk yang paling banyak digunakan karena memiliki beberapa keuntungan seperti bangunan dan mesin yang dibuat dengan teknik pengelasan menjadi ringan dan lebih sederhana dalam proses pembuatannya. Kualitas dari hasil pengelasan sangat tergantung pada keahlian dari penggunanya dan persiapan sebelum pelaksanaan pengelasaan.
Penyambungan dua buah logam menjadi satu dilakukan dengan jalan pemanasan atau pelumeran, dimana kedua ujung logam yang akan disambung dilelehkan dengan busur nyala atau panas yang didapat dari busur nyala listrik (gas pembakar) sehingga kedua ujung atau bidang logam merupakan bidang masa yang kuat dan tidak mudah dipisahkan (Arifin,1997). Saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenis pengelasan tersebut hanya dua jenis yang paling populer di Indonesia yaitu pengelasan dengan menggunakan busur nyala listrik (Shielded metal arc welding/ SMAW).
1.2 Tujuan Praktikum
Tujuan Praktikum Pengelasan SMAW adalah :- Mengetahui macam- macam proses pengelasan- Mengetahui dan memahami proses pengelasan SMAW- Dapat menentukan kekuatan tarik lasan
BAB IITEORI DASAR
Pengelasan merupakan salah satu bagian yang tak terpisahkan dari proses manufaktur. Proses pengelasan yang pada prinsipnya adalah menyambungkan dua atau lebih komponen, lebih tepat ditujukan untuk merakit beberapa komponen menjadi suatu bentuk mesin. Pengelasan adalah proses penyambungan dua buah logam atau lebih dimana logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Proses-proses pengelasan antara lain Gas Welding, Arc Welding, Resistance Welding, Solid State Welding, dll. Gas Welding menggunakan gas untuk menghasilkan panas api, contohnya antara lain Oxyacetilene
Laporan Modul C – Pengelasan SMAW 1
Welding (menggunakan oksigen dan asetilen untuk menghasilkan api), Pressure Gas Welding (menggunakan api oxyacetylene dan pemberian tekanan). Pada Arc Welding, proses penggabungan didapat dari panas yang dihasilkan dari busur listrik antara benda kerja dan elektroda. Contoh yang termasuk Arc Welding antara lain Shielded Metal Arc Welding, Gas Metal Arc Welding, Gas Tungsten Arc Welding, dll. Pada Resistance Welding, arus listrik yang kuat dilewatkan kepada logam menyebabkan pemanasan lokal pada sambungan, kemudian saat tekanan diberikan barulah proses las selesai. Contoh Resistance Welding antara lain pengelasan titik, projection welding, seam welding, dll.
Cara mengelas yang sering dipergunakan dalam praktek dan termasuk klasifikasi las busur listrik adalah : las elektroda terbungkus, las busur dengan pelindung gas dan las busur dengan pelindung bukan gas. Las elektroda terbungkus (SMAW) adalah cara pengelasan yang banyak digunakan pada masa ini.
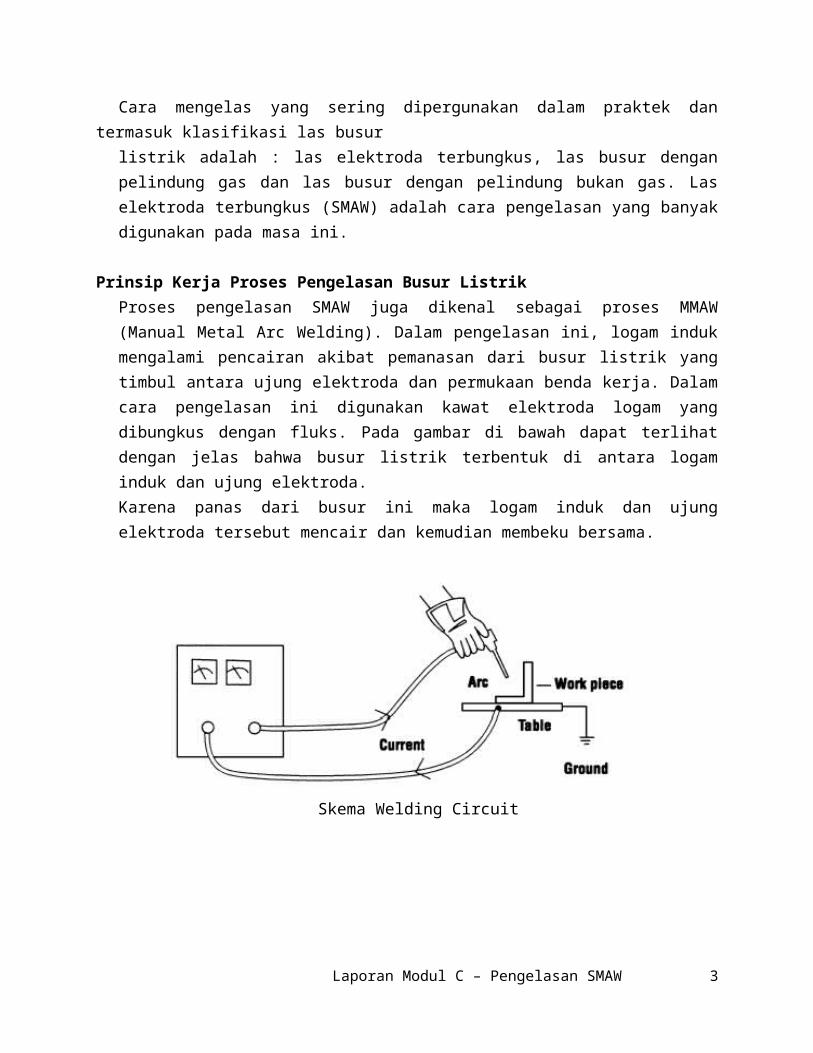
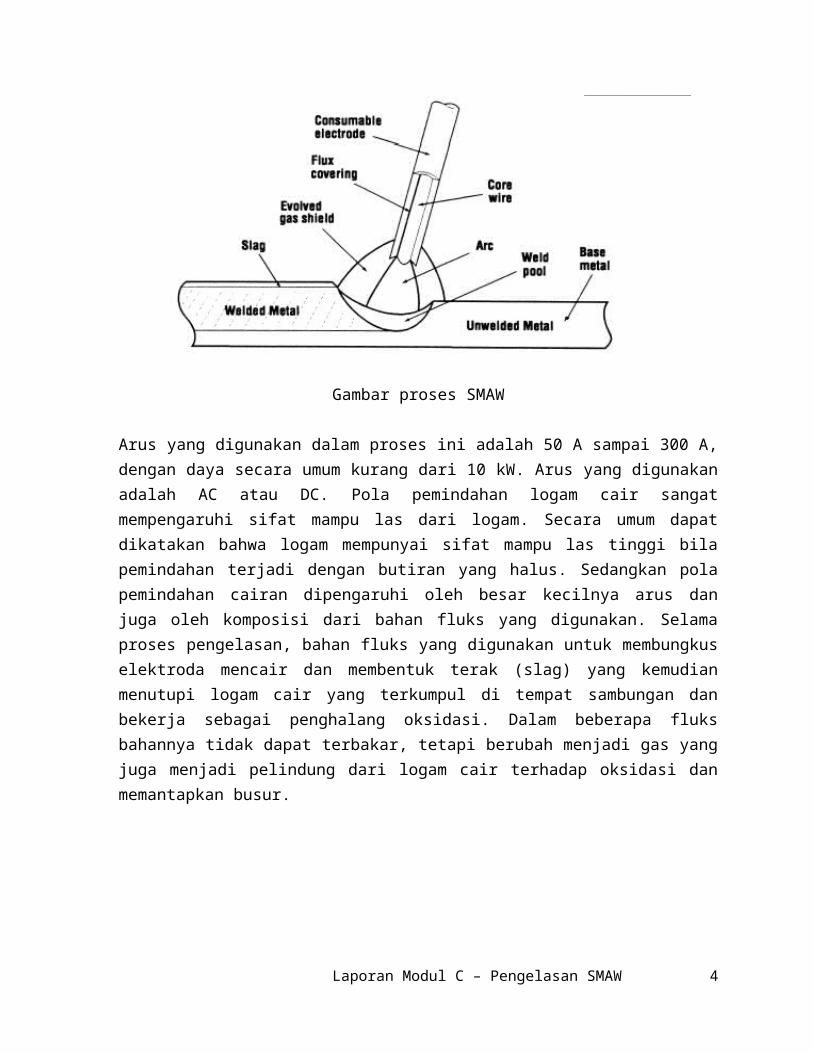
Prinsip Kerja Proses Pengelasan Busur ListrikProses pengelasan SMAW juga dikenal sebagai proses MMAW (Manual Metal Arc Welding). Dalam pengelasan ini, logam induk mengalami pencairan akibat pemanasan dari busur listrik yang timbul antara ujung elektroda dan permukaan benda kerja. Dalam cara pengelasan ini digunakan kawat elektroda logam yang dibungkus dengan fluks. Pada gambar di bawah dapat terlihat dengan jelas bahwa busur listrik terbentuk di antara logam induk dan ujung elektroda.Karena panas dari busur ini maka logam induk dan ujung elektroda tersebut mencair dan kemudian membeku bersama.
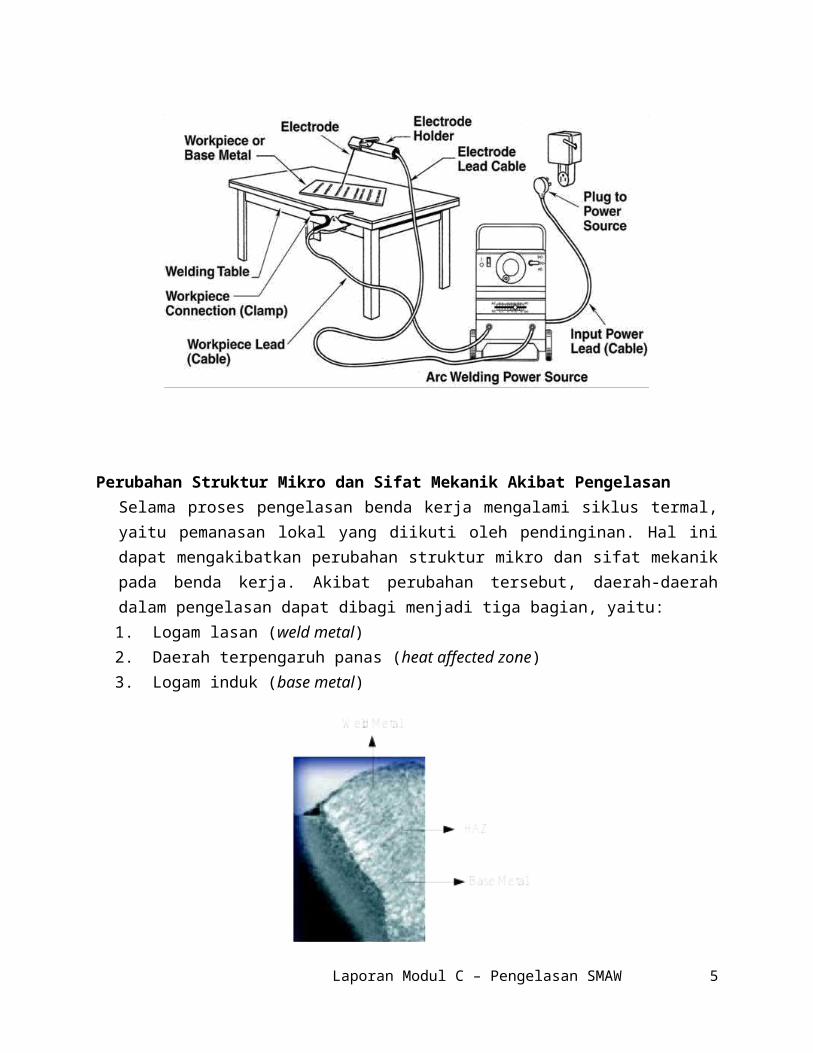
Skema Welding Circuit
Laporan Modul C – Pengelasan SMAW 2
Gambar proses SMAW
Arus yang digunakan dalam proses ini adalah 50 A sampai 300 A, dengan daya secara umum kurang dari 10 kW. Arus yang digunakan adalah AC atau DC. Pola pemindahan logam cair sangat mempengaruhi sifat mampu las dari logam. Secara umum dapat dikatakan bahwa logam mempunyai sifat mampu las tinggi bila pemindahan terjadi dengan butiran yang halus. Sedangkan pola pemindahan cairan dipengaruhi oleh besar kecilnya arus dan juga oleh komposisi dari bahan fluks yang digunakan. Selama proses pengelasan, bahan fluks yang digunakan untuk membungkus elektroda mencair dan membentuk terak (slag) yang kemudian menutupi logam cair yang terkumpul di tempat sambungan dan bekerja sebagai penghalang oksidasi. Dalam beberapa fluks bahannya tidak dapat terbakar, tetapi berubah menjadi gas yang juga menjadi pelindung dari logam cair terhadap oksidasi dan memantapkan busur.
Laporan Modul C – Pengelasan SMAW 3
Perubahan Struktur Mikro dan Sifat Mekanik Akibat PengelasanSelama proses pengelasan benda kerja mengalami siklus termal, yaitu pemanasan lokal yang diikuti oleh pendinginan. Hal ini dapat mengakibatkan perubahan struktur mikro dan sifat mekanik pada benda kerja. Akibat perubahan tersebut, daerah-daerah dalam pengelasan dapat dibagi menjadi tiga bagian, yaitu:1. Logam lasan (weld metal)2. Daerah terpengaruh panas (heat affected zone)3. Logam induk (base metal)
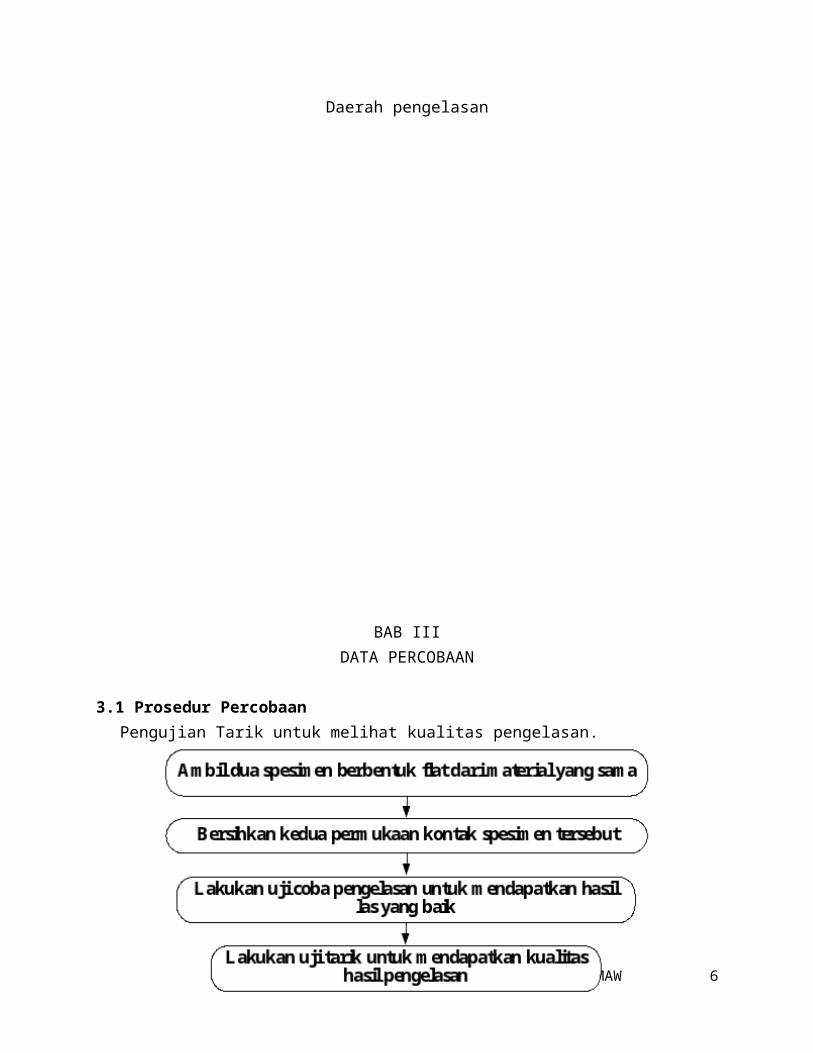
Daerah pengelasan
Laporan Modul C – Pengelasan SMAW 4
BAB IIIDATA PERCOBAAN
3.1 Prosedur PercobaanPengujian Tarik untuk melihat kualitas pengelasan.
3.2 Data Percobaan- Parameter : AWS E6013
- Arus : 95 A
- Spesimen : ST – 37
- Uji tarik (F) : 30.200 N
- Diameter Elektroda : 2,6 mm
- Panjang Elektroda : 350 mm
- Voltase : 220 V
- Elektroda : E 6013
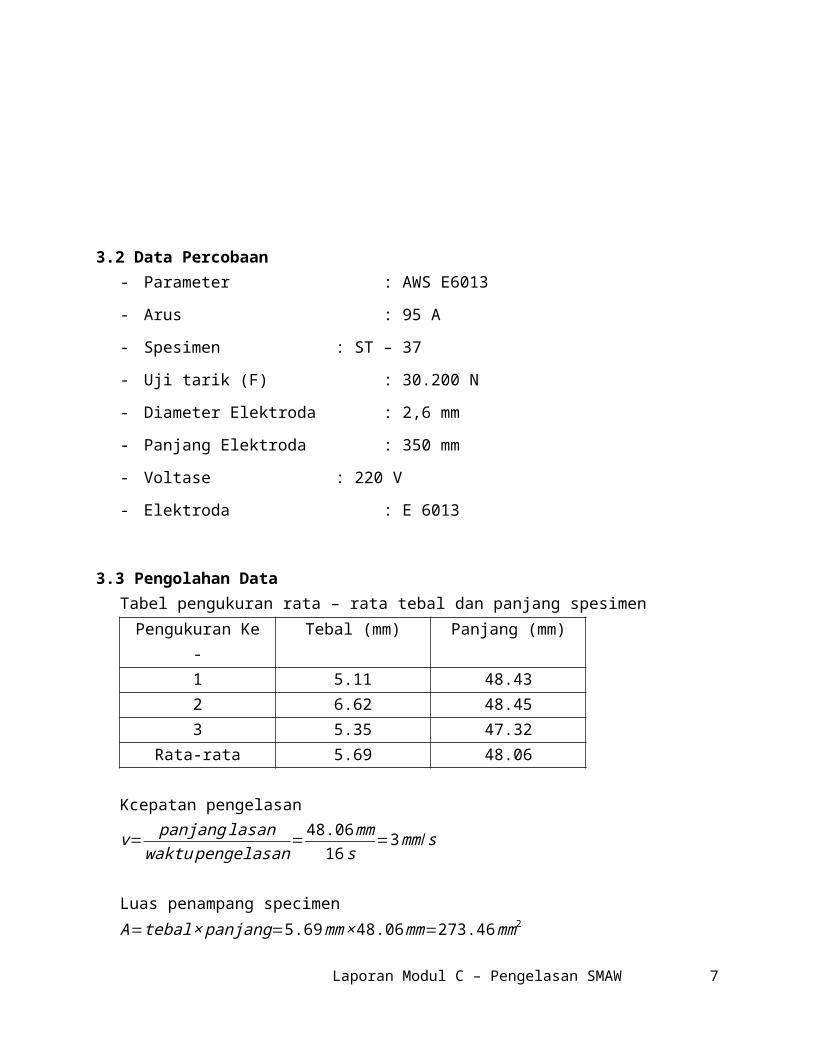
3.3 Pengolahan DataTabel pengukuran rata – rata tebal dan panjang spesimen
Pengukuran Ke - Tebal (mm) Panjang (mm)1 5.11 48.432 6.62 48.453 5.35 47.32
Rata-rata 5.69 48.06
Laporan Modul C – Pengelasan SMAW 5
Kcepatan pengelasan
v= panjang lasanwaktu pengelasan
=48.06 mm16 s
=3 mm/s
Luas penampang specimenA=tebal × panjang=5.69 mm×48.06 mm=273.46 mm2
Menghitung kekuatan uji tarik
σ u=FA
= 30,200 N273.46 mm2=110.43 N /mm2
¿16.02 ksi
BAB IVANALISIS DATA
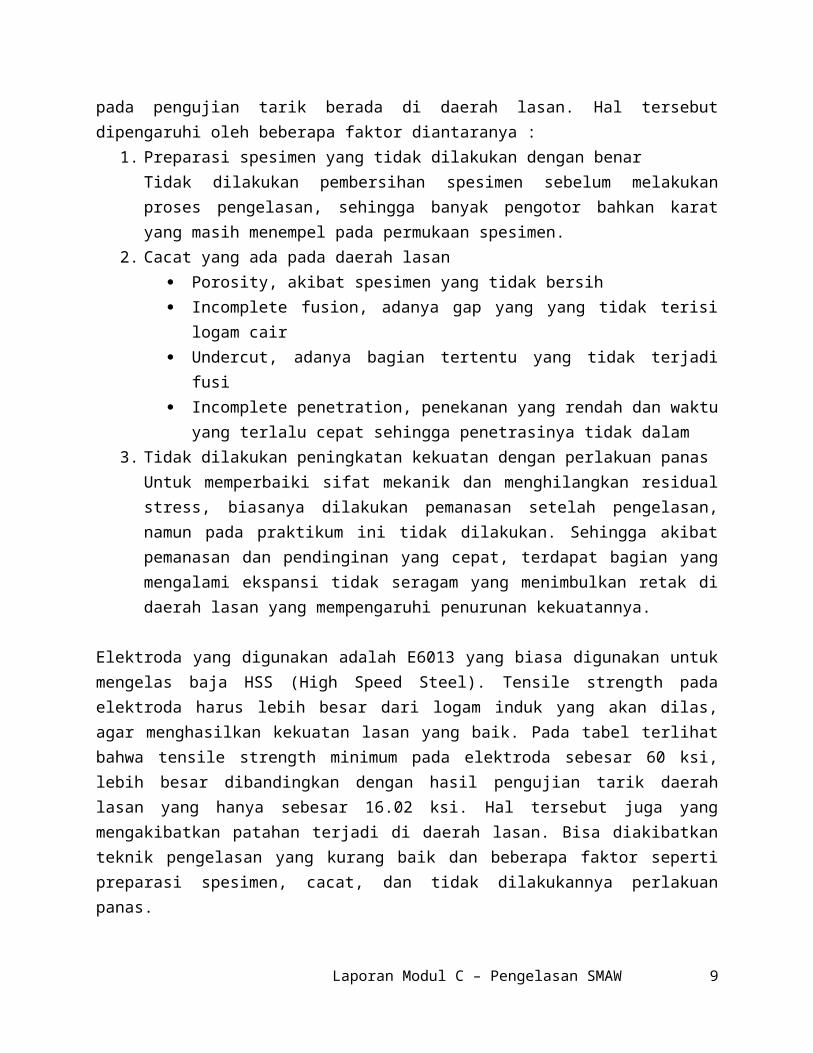
Pada praktikum pengelasan SMAW yang telah dilakukan dengan tipe sambungan butt joint, spesimen yang digunakan adalah ST-37 yang berarti baja dengan kekuatan tarik sebesar 37 ksi serta elektroda yang dipakai adalah E6013 yang berarti memiliki kekuatan tarik minimum sebesar 60 ksi. Setelah dilakukan pengujian tarik pada spesimen untuk melihat kualitas pengelasan, didapat hasil perhitungan kekuatan sebesar 110.43 N/mm2 atau 16.02 ksi. Perbandingan kekuatan tarik antara spesimen, elektroda, dan daerah lasan terlihat pada tabel di bawah ini.
Tinjauan Tensile Strength (ksi)Spesimen 37 ksiElektroda 60 ksi
Hasil Uji Tarik Daerah Lasan 16.02 ksi
Dari data di atas didapat bahwa daerah lasan memiliki kekuatan yang lebih rendah jika dibandingkan dengan base metal (spesimen). Hal tersebut terjadi karena kualitas logam las berbeda dengan logam induk (base metal), dan kualitas logam induk pada daerah yang tidak terpengaruh panas ke bagian logam las (daerah lasan) berubah secara kontinu. Oleh karena itu, patah yang dihasilkan pada pengujian tarik berada di daerah lasan. Hal tersebut dipengaruhi oleh beberapa faktor diantaranya :
1. Preparasi spesimen yang tidak dilakukan dengan benarTidak dilakukan pembersihan spesimen sebelum melakukan proses pengelasan, sehingga banyak pengotor bahkan karat yang masih menempel pada permukaan spesimen.
Laporan Modul C – Pengelasan SMAW 6
2. Cacat yang ada pada daerah lasan Porosity, akibat spesimen yang tidak bersih Incomplete fusion, adanya gap yang yang tidak terisi logam cair Undercut, adanya bagian tertentu yang tidak terjadi fusi Incomplete penetration, penekanan yang rendah dan waktu yang terlalu cepat
sehingga penetrasinya tidak dalam3. Tidak dilakukan peningkatan kekuatan dengan perlakuan panas
Untuk memperbaiki sifat mekanik dan menghilangkan residual stress, biasanya dilakukan pemanasan setelah pengelasan, namun pada praktikum ini tidak dilakukan. Sehingga akibat pemanasan dan pendinginan yang cepat, terdapat bagian yang mengalami ekspansi tidak seragam yang menimbulkan retak di daerah lasan yang mempengaruhi penurunan kekuatannya.
Elektroda yang digunakan adalah E6013 yang biasa digunakan untuk mengelas baja HSS (High Speed Steel). Tensile strength pada elektroda harus lebih besar dari logam induk yang akan dilas, agar menghasilkan kekuatan lasan yang baik. Pada tabel terlihat bahwa tensile strength minimum pada elektroda sebesar 60 ksi, lebih besar dibandingkan dengan hasil pengujian tarik daerah lasan yang hanya sebesar 16.02 ksi. Hal tersebut juga yang mengakibatkan patahan terjadi di daerah lasan. Bisa diakibatkan teknik pengelasan yang kurang baik dan beberapa faktor seperti preparasi spesimen, cacat, dan tidak dilakukannya perlakuan panas.
BAB VKESIMPULAN DAN SARAN
5.1 Kesimpulan1. Proses-proses pengelasan antara lain Gas Welding, Arc Welding, Resistance Welding,
Solid State Welding, dan Unique Processes (Thermit, Laser Beam).2. Proses pengelasan SMAW (Shield Metal Arc Welding) yang juga disebut Las Busur
Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar atau logam induk dan elektroda (bahan pengisi). Panas tersebut dihasilkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas).
3. Kekuatan tarik lasan yang dihasilkan adalah 16.02 ksi atau 110.43 N/mm2.
5.2 SaranSebelum melakukan proses pengelasan sebaiknya perhatikan 4 hal yaitu, heating, adequate properties, protection, dan cleaning.
Laporan Modul C – Pengelasan SMAW 7
BAB VIDAFTAR PUSTAKA
1. Begeman, Myron L. , B.H. Amstead, Philip f. Ostwald, Manufacturing Process, 8th
edition, John Wiley & Sons 1987 Halaman 156- 190 2. Wiryosumarto, Harsono, Toshie Okumura, “Teknik Pengelasan Logam”, Pradnya
Paramita, Jakarta, 1985
BAB VIILAMPIRAN
Pertanyaan Setelah Praktikum1. Apa penyebab hasil lasan dapat retak? Jelaskan alasannya dan bagaimana
memperbaikinya?Jawab :a. Difusi hidrogen dalam daerah lasan
Pada waktu logam las masih cair, logam menyerap hidrogen dalam jumlah besar yang dilepaskan secara difusi pada suhu rendah karena pada suhu tersebut kelarutan hidrogen menurun. Sumber dari hidrogen yang diserap adalah air dan zat organik yang terkandung dalam fluks dan kelembaban udara atmosfir. Disamping itu terdapat minyak, zat organik dan air yang melekat pada rongga dan permukaan plat atau kawat las juga merupakan sumber hidrogen.Cara memperbaikinya :
Usaha yang dapat dilakukan untuk mengurangi difusi hidrogen adalah dengan menghilangka sumber hidrogen dan melepaskan hidrogen yang telah diserap. Pemanasan awal dapat diberikan dengan temperature 50°C sampai dengan 200°C atau memberikan panas lanjutan dengan temperature 200°C sampai dengan 300°C.
Dapat juga menggunakan fluks yang mengandung banyak karbonat. Dengan fluks ini akan dihasilkan gas karbon dioksida yang dapat menurunkan tekanan parsial hidrogen di dalam busur listrik yang dengan sendirinya akan mengurangi difusi hidrogen.
b. Tegangan sisaAdanya bagian yang menyusut atau adanya ekspansi yang tidak seragam akibat pemanasan dan pendinginan yang cepat. Bisa diakibatkan juga karena proses manufaktur selama service.Cara memperbaikinya :
Dengan perlakuan panas
Laporan Modul C – Pengelasan SMAW 8
Dengan menggunakan mechanical stress relief misalnya short peening.
2. Proses pengelasan sering mengakibatkan munculnya tegangan sisa pada benda kerja yang dilas, apa yang dimaksud dengan tegangan sisa, bagaimana mekanisme terjadinya, dan bagaimana cara mencegahnya?Jawab :Tegangan sisa adalah tegangan yang bekerja pada bahan setelah semua gaya-gaya luar yang bekerja pada bahan tersebut dihilangkan. Penyebab terjadinya tegangan sisa :
Tegangan sisa sebagai akibat dari tegangan thermal seperti pada pengelasan dan perlakukan panas
Tegangan sisa yang disebabkan karena transformasi fasa(seperti baja karbon) Tegangan sisa karena deformasi plastisyang tidak merata yang disebabkan gaya-
gaya mekanis seperti pada pengerjaan dingin selama pengerolan, penempaan, pembentukan logam atau pekerjaan lain yang dilakukan dengan mesin
Cara mencegahnya : Tegangan sisa bias dikurangi dengan memperhatikan urutan pengelasan yang
tepat Dengan perlakuan panas
3. Heat input pada pengelasan busur arc welding dinyatakan sebagai Q = V I t, jelaskan perbedaan pembangkitan panas pada arc welding dan resistance welding!Jawab :
Pada arc welding panas berasal dari busur listrik yang dihasilkan dari sambungan katoda dan anoda. Heat input yang dihasilkan berbanding terbalik dengan kecepatan pengelasan.
Pada resistance welding panas berasal dari tahanan listrik antara dua permukaan yang akan disambung. Heat input yang dihasilkan berbanding lurus dengan tahanan listriknya.
4. Pengujian-pengujian apa saja yang bisa dilakukan untuk mengetahui kualitas hasil lasan?Jawab :
Uji tarik Uji impact Uji lekuk Uji kekerasan
5. Apa yang dimaksud dengan retak dingin dan apa yang menyebabkan retak dingin?Jawab :
Laporan Modul C – Pengelasan SMAW 9
Retak dingin pada daerah HAZ biasanya terjadi beberapa menit sampai dengan 48 jam sesudah pengelasan, karena itu retak ini disebut juga retak lambat. Penyebab retak ini adalah struktur dari daerah HAZ, difusi hidrogen didaerah las, dan tegangan sisa.
LAMPIRAN FOTO
Laporan Modul C – Pengelasan SMAW 10
Gambar Pengujian Tarik untuk melihat kualitas lasan