labo torneado conicidad
TRANSCRIPT
MECANIZADOTORNEADO - CONICIDAD
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS
Facultad de Ingeniería Industrial
ASIGNATURA:
PROCESOS DE MANUFACTURA I
PROFESOR:
ING. JORGE ROJAS ROJAS.
ALUMNOS:
García Ramos, Daniel
Manco Méndez, Elvis
Marcos Céspedes, Nathalie
Sánchez Ponce, Piero
INDICE
INTRODUCCION......................................................................................................................................3
OBJETIVOS..............................................................................................................................................4
MATERIALES...........................................................................................................................................5
MARCO TEÓRICO....................................................................................................................................8
PROCEDIMIENTO..................................................................................................................................12
CONCLUSIONES....................................................................................................................................18
RECOMENDACIONES ...........................................................................................................................19
BIBLIOGRAFIA.......................................................................................................................................20
ANEXOS................................................................................................................................................21
Página 2
INTRODUCCIÓN
Desde tiempos remotos se emplea el mecanizado para modelar piezas que son empleadas
en diferentes procesos productivos.
El mecanizado es un proceso de fabricación que comprende un conjunto de operaciones de
conformación de piezas mediante la eliminación de material, ya sea por arranque
de viruta o por abrasión.
Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas
previamente conformadas por otros procesos como moldeo o forja. Los productos
obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores.
El mecanizado se hace mediante una máquina herramienta, manual, semiautomática o
automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los
motores y mecanismos necesarios.
El torno, es una de las primeras máquinas herramientas que se construyeron, es también
una de las más adaptables y de uso más extenso.
Debido a que un gran porcentaje del material que se corta en un taller mecánico es
cilíndrico o redondo, el torno básico ha conducido al perfeccionamiento de tornos de
torreta, máquina para hacer tornillos, rectificadoras, tornos de control numérico y centros
para tornos.
Los adelantos en el diseño del torno básico y los relativos han dado por resultado el
desarrollo y manufactura de miles de los productos de uso cotidiano.
En el cilindrado se obtiene una superficie cilíndrica circular, mediante la reducción de
diámetro del material a mecanizar.
Página 3
OBJETIVOS
Aprender a usar el torno en la mayoría de sus funciones como: refrentado, cilindrado y conicidad.
Poner en práctica las clases teóricas, en especial el uso de las fórmulas para velocidad de corte y hallar de esta manera la velocidad de husillo adecuada para nuestro trabajo. Evitando de esta manera un mal uso del torno.
Reforzar lo aprendido en el laboratorio de medición en especial el uso del vernier y su medición en milímetros.
Manipular adecuadamente el torno y el uso del refrigerante en la fabricación de piezas.
Entrenarnos en el uso de los juegos de llaves del torno y el afilado de la cuchilla para un uso óptimo.
Aprender a trabajar en equipo y en orden.
Página 4
MATERIALES
BARRA DE ALUMINIO
La muestra a trabajar en nuestro laboratorio fue una barra de aluminio, debido a que posee menor calentamiento que otros materiales en los procesos de mecanizado, y que es de un costo económico aceptable.
Dimensiones:
Diámetro: ϕ = 40mm. Longitud: L = 120mm
Página 5
CUCHILLA
Es una herramienta dada por el profesor de laboratorio, que sirve para realizar los distintos cortes en los procesos de mecanizado a realizar. La cuchilla es colocada en el carro de portaherramientas. Esta hecho de acero aleado al cobalto con un 4% y un 18% de Co en su composición.
REFRIGERANTE
El líquido o fluido refrigerante que se nos dio fue el mecanol que tiene la finalidad de enfriar y lubricar el corte, de manera de prolongar la vida útil de la herramienta y mejorar las condiciones de terminación superficial del material. Generalmente se utiliza una mezcla de aceite soluble con agua, en una relación uno en treinta.
VERNIER
Es un instrumento de medida que permite leer con bastante precisión utilizando un conjunto de escalas. Utiliza una escala principal y otra escala secundaria la cual muestra un conjunto de líneas entre dos marcas.
Página 6
LIJA Y ESPONJA
La lija que nos sirven para pulir la barra de aluminio al finalizar el proceso de mecanizado, mientras que la esponja se usa para la limpieza de los materiales al terminar la experiencia en el torno.
LLAVES DE AJUSTE
Son herramientas requeridas para los respectivos ajustes del carro portaherramientas y de los platos universales (accesorios).
Página 7
MARCO TEÓRICOTORNO
El torno es la máquina-herramienta que permite la transformación de un sólido indefinido, haciéndolo girar alrededor de su eje y arrancándole material (partes sobrantes en forma de viruta). Periféricamente a fin de obtener una geometría definida (sólido de revolución). Con el torneado se pueden obtener superficies: cilíndricas, planas, cónicas, esféricas, perfiladas, roscadas.
Existen una gran variedad de tornos:– Paralelos– Universales– Verticales– De Copiar– Automáticos– De Control Numérico Computarizado (CNC)
De todos los tipos de torno, el más difundido y utilizado es el torno paralelo, aunque no ofrece grandes posibilidades de fabricación en serie.
El torno en paralelo debe su nombre al hecho de que el carro que tiene las herramientas cortantes se desplaza sobre dos guías paralelas entre sí y a su vez paralelas al eje del torno, que coincide con el eje de giro de la pieza.
Página 8
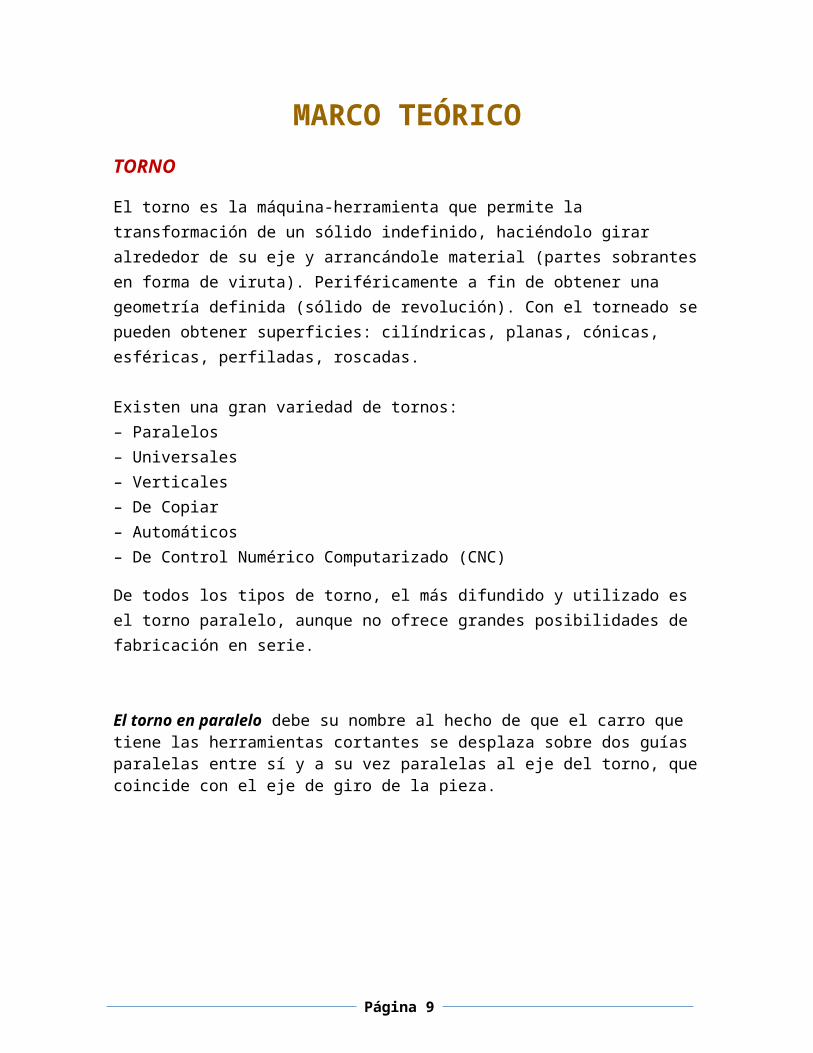
En el torno, la pieza gira sobre su eje realizando un movimiento de rotación denominado movimiento de trabajo, y es atacada por una herramienta con desplazamientos de los que se diferencian dos:
De Avance, generalmente paralelo al eje de la pieza, es quien define el perfil de revolución a mecanizar.
De Penetración, perpendicular al anterior, es quien determina la sección o profundidad de viruta a extraer.
El torno tiene cuatro componentes principales:
Bancada: sirve de soporte y guía para las otras partes del torno. Está construida de fundición de hierro gris, hueca para permitir el desahogo de virutas y líquidos refrigerantes, pero con nervaduras interiores para mantener su rigidez. En su parte superior lleva unas guías de perfil especial, para evitar vibraciones, por las que se desplazan el cabezal móvil o contrapunta y el carro portaherramientas principal. Estas pueden ser postizas de acero templado y rectificado.
Página 9
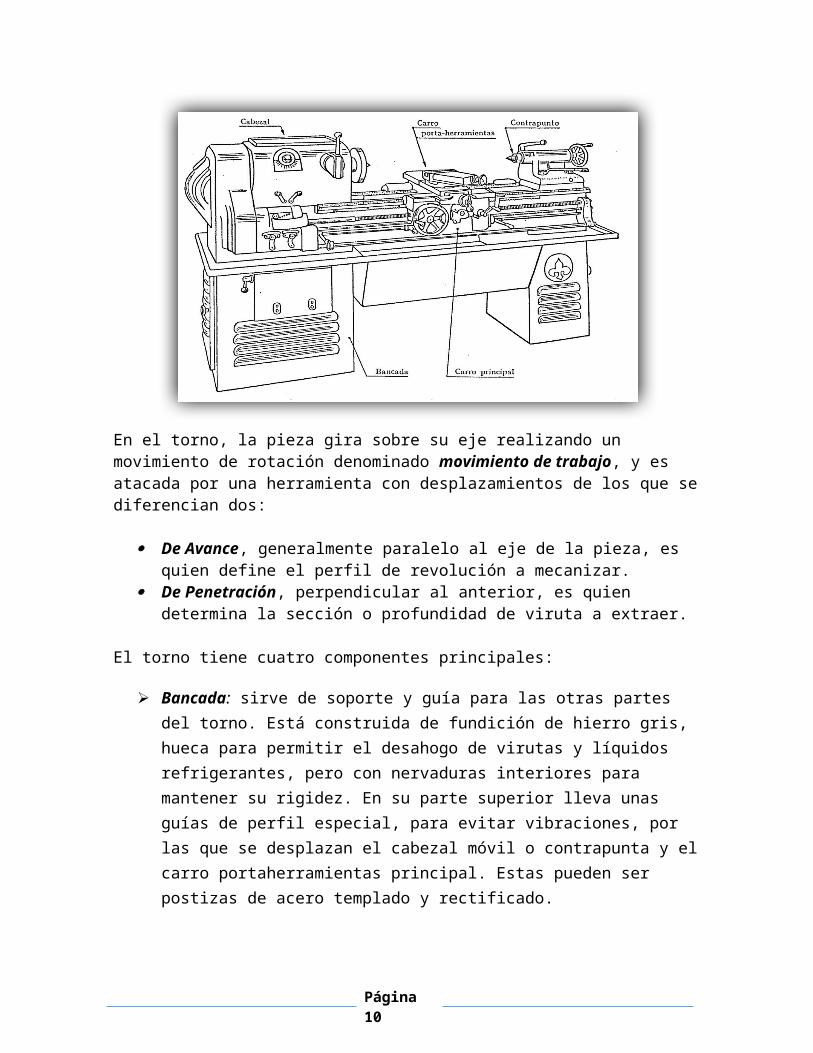
Vista superior de un detalle de la bancada
Cabezal fijo: Es una caja de fundición ubicada en el extremo izquierdo del torno, sobre la bancada. Contiene los engranajes o poleas que impulsan la pieza de trabajo y las unidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selector de unidad de avance (también llamado Caja Norton) y el selector de sentido de avance. Además sirve para soporte y rotación de la pieza de trabajo que se apoya en el husillo. El husillo, o eje del torno, es una pieza de acero templado cuya función es sostener en un extremo el dispositivo de amarre de la pieza (plato, pinza) y en su parte media tiene montadas las poleas que reciben el movimiento de rotación del motor. Es hueco, para permitir el torneado de piezas largas, y su extremo derecho es cónico (cono Morse) para recibir puntos.
Página 10
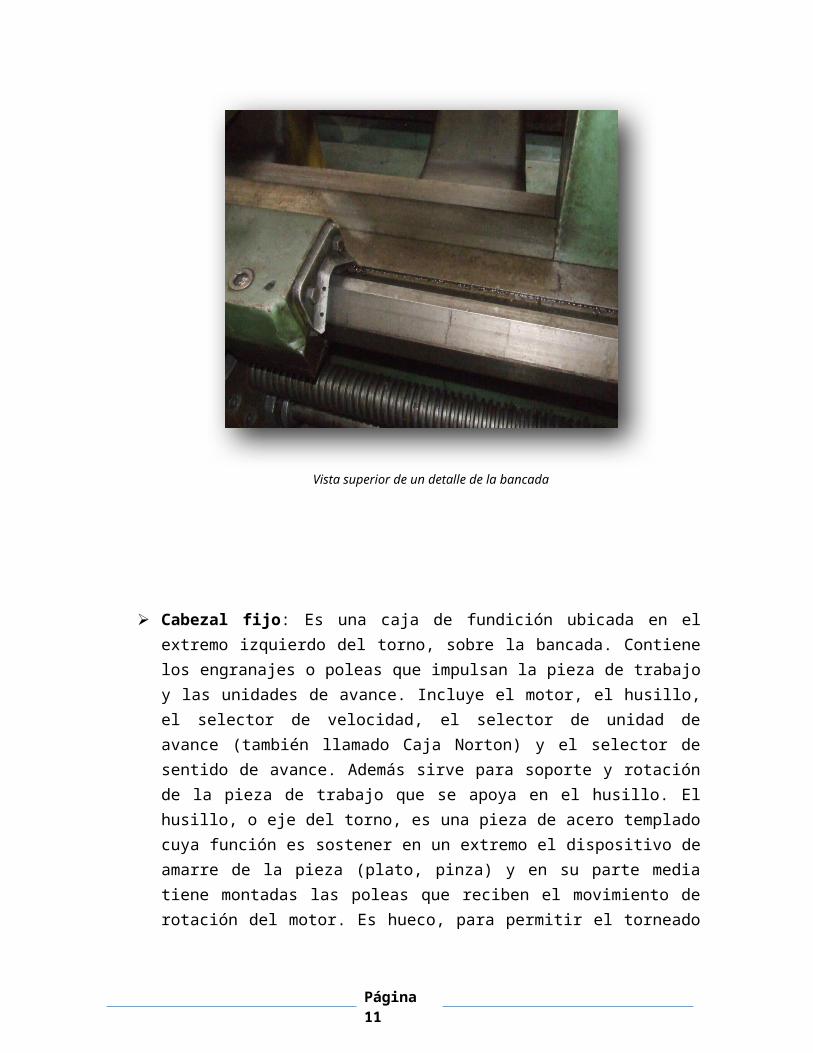
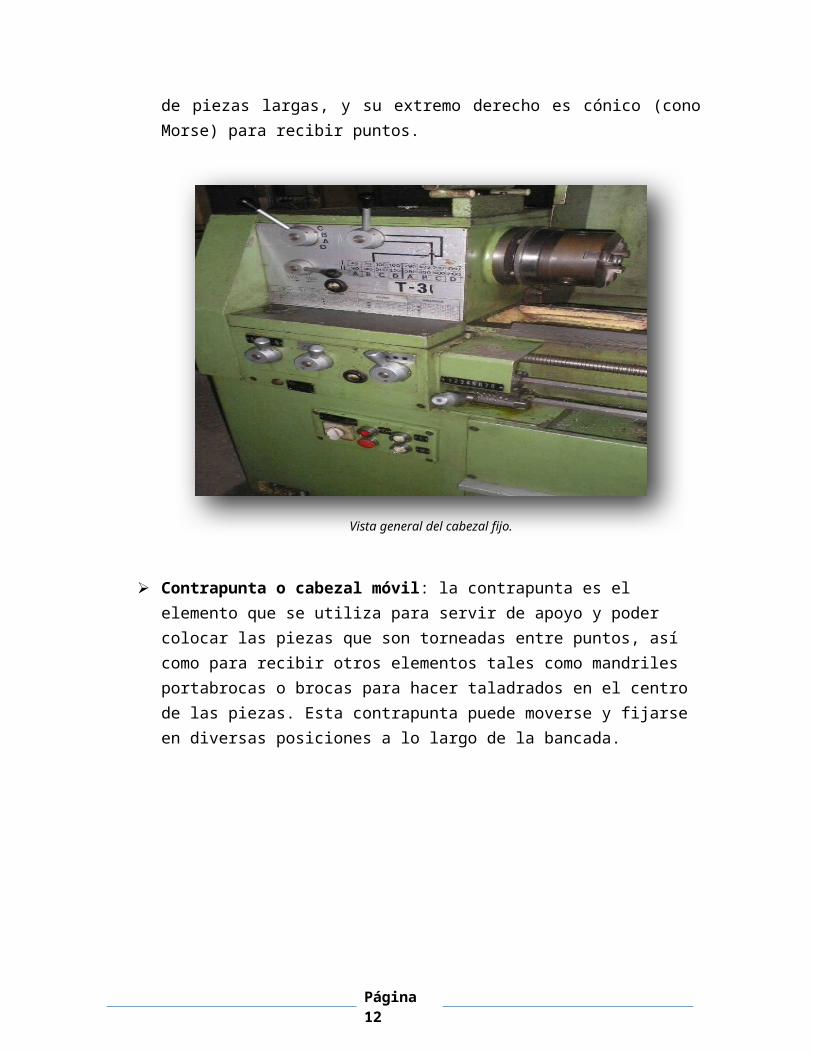
Vista general del cabezal fijo.
Contrapunta o cabezal móvil: la contrapunta es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas entre puntos, así como para recibir otros elementos tales como mandriles portabrocas o brocas para hacer taladrados en el centro de las piezas. Esta contrapunta puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
Página 11
Carro portaherramienta:
Carro Longitudinal, que produce el movimiento de avance, desplazándose en forma manual o automática paralelamente al eje del torno. Se mueve a lo largo de la bancada, sobre la cual apoya.
Carro Transversal, se mueve perpendicular al eje del torno de manera manual o automática, determinando la profundidad de pasada. Este está colocado sobre el carro anterior.
Carro Superior orientable (llamado Charriot), formado a su vez por dos piezas: la base, y el porta herramientas. Su base está apoyada sobre una plataforma giratoria para orientarlo en cualquier dirección angular.
El dispositivo donde se coloca la herramienta, denominado Torre Portaherramientas, puede ser de cuatro posiciones, o torreta regulable en altura.
Todo el conjunto, se apoya en una caja de fundición llamada Delantal, que tiene por finalidad contener en su interior los dispositivos que le transmiten los movimientos a los carros.
Página 12

En el torno, los mecanizados que podemos conseguir son siempre de volúmenes de revolución. Cilindros, conos, perforados en el eje, ranuras laterales, roscas y tornados interiores. A continuación se explicaran algunas de ellas:
REFRENTADO
Se entiende por refrentado al torno la operación mediante la que se tallan las caras planas terminales de la pieza. El refrentado puede efectuarse con dos herramientas diferentes: herramienta curva para refrentar, con avance dirigido de la periferia al centro, herramienta de costado acodada con avance dirigido del centro a la periferia. La herramienta de costado se utiliza en particular, cuando se refrenta una pieza montada entre puntos. Para permitir trabajar a la herramienta se utiliza un contrapunto con escote. En las operaciones de refrentado la herramienta, avanzando desde la periferia en dirección al centro, trabaja sobre un diámetro que se reduce continuamente hasta anularse en el centro. En estas condiciones, si no se varía el número de revoluciones durante el refrentado de una pieza de diámetro considerable, la velocidad de corte se irá reduciendo continuamente. A partir de cierto punto resulta ya antieconómica.
Página 13

DESBASTE LATERAL O CILINDRADO
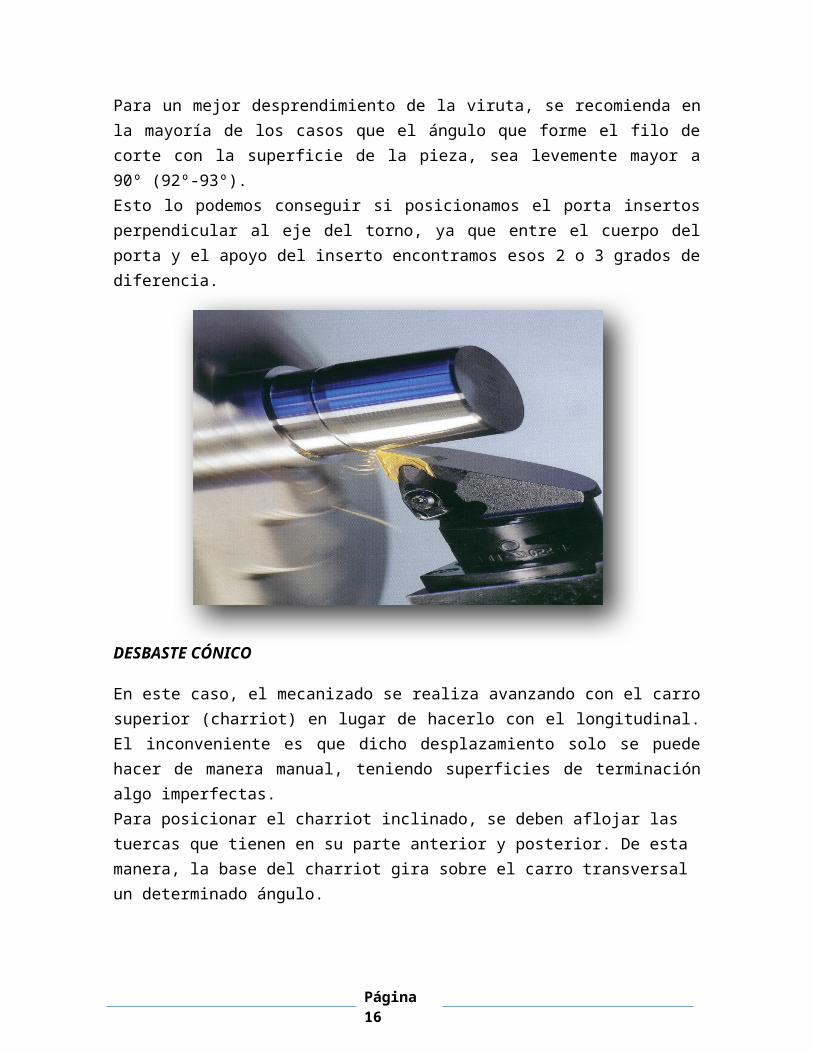
Se consigue mecanizando la cara lateral de la pieza, con movimientos de penetración perpendiculares al eje de la misma, por medio del carro transversal; y con movimiento de avance paralelo al eje, por medio del carro longitudinal.Para un mejor desprendimiento de la viruta, se recomienda en la mayoría de los casos que el ángulo que forme el filo de corte con la superficie de la pieza, sea levemente mayor a 90º (92º-93º).Esto lo podemos conseguir si posicionamos el porta insertos perpendicular al eje del torno, ya que entre el cuerpo del porta y el apoyo del inserto encontramos esos 2 o 3 grados de diferencia.
DESBASTE CÓNICO
En este caso, el mecanizado se realiza avanzando con el carro superior (charriot) en lugar de hacerlo con el longitudinal. El inconveniente es que dicho desplazamiento solo se puede hacer de manera manual, teniendo superficies de terminación algo imperfectas.Para posicionar el charriot inclinado, se deben aflojar las tuercas que tienen en su parte anterior y posterior. De esta manera, la base del charriot gira sobre el carro transversal un determinado ángulo.
Otra forma de hacer conos en el torno, es corriendo lateralmente la contrapunta sobre su base. Como la carrera del carro superior es de longitud limitada, para tornear conos largos (si la conicidad no es pronunciada) se puede mover lateralmente la contrapunta. Ajustando o aflojando los tornillos de registro laterales del cuerpo de la contrapunta, se
Página 14

puede desplazar el mismo un par de milímetros, de acuerdo a una regla milimetrada ubicada en la parte posterior. Esto es posible, debido a que sacamos de alineación el eje de la contrapunta con respecto al eje del torno, y como el carro longitudinal solamente se desplaza en forma paralela el eje, la herramienta desbastará material en un extremo más que en el otro.
Conicidad: (D – d)/ L Inclinación: (D – d)/2L Angulo de Ajuste: tg (α/2) = (D – d)/2L
Página 15
PROCEDIMIENTO
I. CONICIDAD
Antes de realizar la conicidad, pasamos a refrentar nuestra pieza y a cilindrar hasta un diámetro de 40, para después hacer la conicidad.Tuvimos antes que hallar el número de revoluciones, de acuerdo a nuestro diámetro de la pieza con la siguiente fórmula:
N=Vc x 1000π . D
Por ejemplo, considerando V C=30mm /s y un diámetro de 13 mm, se tiene:
N=1000 x30π x40
=239rev /min
Entonces emplearemos en nuestro torno aproximadamente N = 500 rev/min
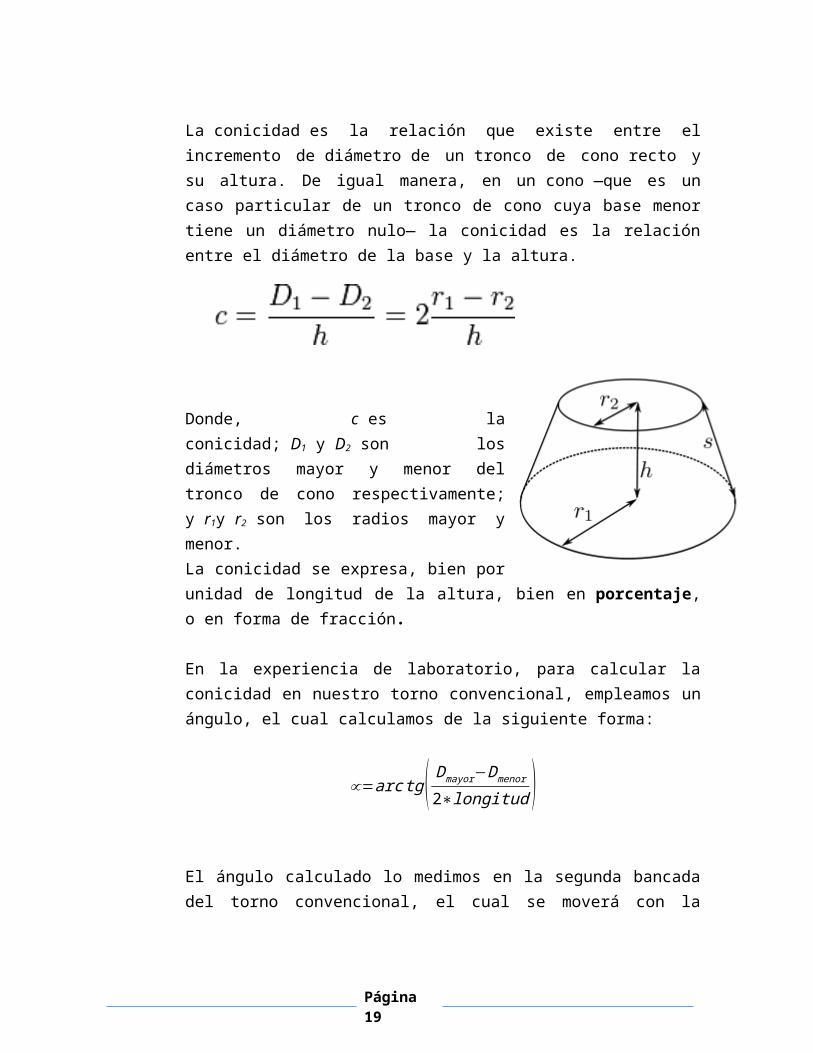
La conicidad es la relación que existe entre el incremento de diámetro de un tronco de cono recto y su altura. De igual manera, en un cono —que es un caso particular de un tronco de cono cuya base menor tiene un diámetro nulo— la conicidad es la relación entre el diámetro de la base y la altura.
Donde, c es la conicidad; D1 y D2 son los diámetros mayor y menor del tronco de cono respectivamente; y r1y r2 son los radios mayor y menor.La conicidad se expresa, bien por unidad de longitud de la altura, bien en porcentaje, o en forma de fracción.
Página 16

En la experiencia de laboratorio, para calcular la conicidad en nuestro torno convencional, empleamos un ángulo, el cual calculamos de la siguiente forma:
∝=arc tg(Dmayor−Dmenor2∗longitud )
El ángulo calculado lo medimos en la segunda bancada del torno convencional, el cual se moverá con la inclinación del ángulo ∝ y así pudimos realizar la conicidad a nuestra pieza de aluminio.
Veamos la siguiente imagen:
PIEZA A LA QUE SE LE ESTÁ HACIENDO CONICIDAD
BANCADA SECUNDARIA DEL TORNO CONVENCIONAL
Página 17
CONCLUSIONES
A una mayor longitud de la pieza a mecanizar, se produce un efecto denominado
‘’pandeo”, el cual perjudica al trabajo en el torno.
El uso del refrigerante es primordial para que la cuchilla no se recaliente y se malogre o en
otro caso se dañe la pieza fabricada, el uso de este es exclusivo cuando comienza a salir
humo de la herramienta en caso contrario se puede seguir mecanizando
El torno del laboratorio de manufactura trabaja a una velocidad de corte de 30 ms
, por lo
cual se debe calcular nuestra velocidad de husillo teniendo en cuenta esta velocidad de
corte y el diámetro de la pieza.
Para realizar el refrantado tenemos que penetrar la cuchilla una distancia mayor al radio
de la pieza como se nos explicó en clase, en la mayoría de casos es menor a 3mm.
El buen funcionamiento del maquinado depende en especial de cómo hemos colado la
pieza, es decir si se ha centrado correctamente y si el avance es lo suficientemente
pequeño para un buen acabado.
El soporte orientable en la parte superior del carro transversal se puede girar en círculos,
es en esta en que se inclina 7 grados para lograr la conicidad. Esta soporte orientable
posee una corredera la cual le permite moverse para adentro o para afuera con el uso de
la manija del soporte orientable.
Página 18
RECOMENDACIONES
Se recomienda el uso del aluminio, debido a sus propiedades físicas y también por
ser de un bajo costo.
El uso de las llaves para el torno debe realizarse con mucho cuidado y precisión en
especial para ajustar bien la cuchilla o en otro caso para inclinar el soporte
orientable y así realizar la conicidad.
El uso del uniforme de laboratorio es primordial, el mandil y los lentes te protegen
del proceso de arranque de viruta realizado por el torno. La cantidad de viruta
desprendida es mucha y además en ciertas ocasiones pueden saltar al rostro.
El refrigerante debe ser manipulado por un integrante del grupo diferente al que
realiza el torneado, ya que de esta manera se reducirá tiempo de maquinado,
además el refrigerante debe proporcionarse cerca y en pocas cantidades (gotas).
Se recomienda pararla operación cada cierto tiempo y realizar la limpieza del
torno, en especial el de la viruta debido a que en ciertas ocasiones dificulta la
visualización e incluso malogra la pieza.
Debe verificarse antes del maquinado que este todo correcto: sentido de giro,
velocidad de husillo, pieza centrada, cuchilla bien puesta, etc.
Trabajar en un ambiente limpio y ordenado, con las herramientas del torno a un
lado para no perjudicar el mecanizado.
Página 19

BIBLIOGRAFIA
http://juliocorrea.files.wordpress.com/2008/04/principios-de-torneado.pdf
http://img5.xooimage.com/files/c/e/b/maquinas---el-torno-1-956b98.pdf
http://www.mty.itesm.mx/dia/deptos/im/lab_im/practica3.pdf
http://www.escuelaing.edu.co/uploads/laboratorios/3474_torno.pdf
http://fi.uaemex.mx/labmanufactura/reglamento.htm
http://www.mty.itesm.mx/dia/deptos/im/lab_im/practicas_im/
P2MaquinadoConvencioalv2.pdf
MIRÓN, Begeman, B.H., Amstead, Procesos De Fabricación, C.E.C.S.A,
México.
MONTES DE OCA, Ricardo, PÉREZ, Isaac de Jesús, Manual de prácticas
de
Manufactura Industrial II, IPN-UPIICSA
ROSSI Mario, “Máquinas-herramientas Modernas”, Octava Edición, Dossat,
S.A.,
España, Madrid, 1980, Vol. I, p. 238.
Página 20
ANEXOSTabla de velocidades de corte
Datos prácticos para ángulos de corte, velocidad de corte y avance para las operaciones de desbaste y acabado en torno.
Página 21
Página 22