itc · 4.4-moldes de acero 32 4.5.- moldes elastomericos 33 4.6- moldes de concreto 34 4.7.- mano...
TRANSCRIPT
<Hr
INSTITUTO TECNOLÓGICO DE LA CONSTRUCCIÓN A,C.
ITC
* FABRICACIÓN DE FACHADAS DE CONCRETO PREFABRICADO *
PARA OBTENER EL TITULO DE;
INGENIERO CONSTRUCTOR
PRESENTA
JORGE ESQUEDA QUEROL
MATRICULA 891812
LICENCIATURA EN INGENIERÍA DE CONSTRUCCIÓN CON RECONOCIMIENTO DE VALIDEZ OFICIAL SEGPN ACUERDO SXP, 84330 DE FECHA 27 DE NOVIEMBRE DE 1984.
MÉXICO D.F. ENERO 199$
A MIS PADRES:
POR EL APOYO RECIBIDO DURANTE TODOS ESTOS AÑOS Y POR LO CUAL ES POSIBLE QUE ME ENCUENTRE DONDE ESTOY.
AL ING. RAUL ANTONIO CORREA A :
YA QUE POR SU APOYO Y ASESORAMIENTO FUE POSIBLE LA ELABORACIÓN DEL PRESENTE TRABAJO DE TITULACIÓN.
AMIS AMIGOS:
QUIENES EN LA PROSPERIDAD Y EN LA ADVERSIDAD ACUDEN SIN SER LLAMADOS . Y EN ESPECIAL A LUIS MIGUEL GARCÍA GUAJARDO Y REY ALBA ARAGÓN.
A PAOLA RUBIO GARZA
1
INTRODUCCIÓN 1
1.- ELEMENTOS DE DISEÑO 5 1.1.- PLANOS Y ESPECIFICACIONES 5 1.2.- IDENTIFICACIÓN DE ÁREAS DE CONCRETO PREFABRICADO 6 1.3.- MUESTRAS Y PROTOTIPOS 6
2.- COORDINACIÓN MODULAR 8 2.1.- MOTIVOS DE LA COORDINACIÓN MODULAR 8 2.2.- PRINCIPIOS FUNDAMENTALES DE LA COORDINACIÓN MODULAR 8 2.3 - LA COORDINACIÓN MODULAR EN EL DISEÑO 9 2.4.- PRACTICA DE LA COORDINACIÓN DIMENSIONAL 10 2.5-VARIACIÓN EN LA MODULACIÓN 10
3.- FORROS DE REVESTIMIENTO 12 3.1.- CARACTERÍSTICAS 14 3.2.- DISEÑO SOBRE PEDIDO 14 3.3.- REVESTIMIENTOS RÍGIDOS 15 3.3.1.- REVESTIMIENTOS DE POLIESTIRENO 16 3.3.2.- RESINA POLIESTER REFORZADA CON FIBRA DE VIDRIO 17 3.3.3.- REVESTIMIENTOS DE POLIURETANO 17 3.4.- REVESTIMIENTOS FLEXIBLES 18 3.4.1.- REVESTIMIENTOS ELASTOMERICOS 18 3.4.2.- CLORURO DE PROPIVINIL PLASTMCADO 20 3.5- DISEÑO ESTÁNDAR DE LOS REVESTIMIENTOS 21 3.6.- CIMBRAS CON FORRO DE RECUBRIMIENTO 22 3.7.- SUJECIÓN DE LOS REVESTIMIENTOS 23 3.8.- UNIÓN, SELLADO O FUSIÓN 24
4.- MOLDES 26 4.1-MOLDES DE YESO 27 4.2.- MOLDES DE MADERA 28 4.3.- MOLDES DE FIBRA DE VIDRIO 30 4.4-MOLDES DE ACERO 32 4.5.- MOLDES ELASTOMERICOS 33 4.6- MOLDES DE CONCRETO 34 4.7.- MANO DE OBRA ESPECIALIZADA PARA EL MOLDEO 35 4.8-SELECCIÓN DE MOLDES 36 4.9.- COSTOS 37
5.- SISTEMAS DE PRODUCCIÓN PARA CONCRETO PREFABRICADO 40 5.1.- PROCESO DE FABRICACIÓN 40 5.2- INSTALACIÓN Y EQUIPOS PARA LA FABRICACIÓN 41 5.3.- COMPOSICIÓN Y PREPARACIÓN DEL CONCRETO 41 5.4.-PROPORCIONAMIENTO 42 5.4. l.-GRANULOMETRÍA ABIERTA 42 5.4.2-TEMPERATURA DEL CONCRETO 42 5.4.3-FLUIDEZ DEL CONCRETO 43 5.4.4.-ENSAYE DE REVENDIMIENTO 44
5.4.5.- ENSAYE DE FLUIDEZ 45
6.- MATERIALES 49 6.1.-AGUA 49 6.1.2.- PROBLEMAS POR EL AGUA 49 6.2-CEMENTO 51 6.2.1.- CEMENTO PORTLAND GRIS 51 6.2.2.- CEMENTO BLANCO 52 6.2.3.- CEMENTOS DE COLOR 52 6.3.- AGREGADOS 53 6.3.1.- CLASIFICACIÓN DE LOS AGREGADOS 53 6.3.1.1-ORIGEN 53 6.3.1.2-PESO 53 6.3.1.3.-FORMA Y TEXTURA 53 6.3.1.4.- TAMAÑO 54 6.3.1.5-GRANULOMETRÍA 55 6.3.1.6-MODULO DE FINURA 56 6.3.1.7-COLORIMETRÍA 57 6.3.1.8-SANIDAD 59 6.3.1.9-PRECAUCIONES Y LIMITES 60 6.3.1.10.-MANEJO 60 6.3.2.- AGREGADO EXPUESTO 61 6.3.3.- SELECCIÓN DEL AGREGADO 63 6.3.4.- COLOR DEL AGREGADO 65 6.3.4.1-CUARZO 65 6.3.4.2.-. GRANITO 66 6.3.4.3-MÁRMOL 66 6.3.4.4.-GRAVAS 66 6.4-COSTO Y DISPONIBILIDAD 66 6.5-AGENTES QUÍMICOS 68 6.6.- ADITIVOS 68 6.6.1.- ADITIVOS ACELERANTES 71 6.6.2-ADITIVOS REDUCTORES DE AGUA 72 6.6.3.- ADITIVOS MINERALES Y PUZOLANAS 72 6.6.4.- ADITIVOS RETARDADORES DE FRAGUADO 72 6.6.5.- ENDURECEDORES SUPERFICIALES 73 6.6.6-AGENTES INCLUSORES DE AERE 74 6.7-ARMADURAS 75 6.8-DESMOLDANTES 76 6.9-SELLADORES PARA CIMBRAS 80 6.10.-AISLANTES 81 6.11.- SELLADORES CONTRA LA ACCIÓN DE LA INTEMPERIE 81 6.12.- NUEVOS MATERIALES 81 6.13.- NUEVOS DESARROLLOS 84 6.13.1.- CEMENTO PORTLAND - PFA 84 6.13.2-POLÍMEROS 85
7.- COLOR INTEGRAL EN EL CONCRETO PREFABRICADO 7.1.- ASPECTOS BÁSICOS
87 88
7.2- COLOR INTEGRAL 88 7.3.- CEMENTOS COLOREADOS 89 7.4.- ADITIVOS QUE ADICIONAN EL COLOR 90 7.5.- PIGMENTOS ÓXIDOS MINERALES 90 7.6-ENDURECEDORES APLICACIÓN EN SECO 94 7.7.- COLORANTES QUÍMICOS 97 7.8- VENTAJAS DE LOS PIGMENTOS SOBRE LOS AGREGADOS DE COLOR 98 7.9.- SELECCIÓN 99 7.10.- AGENTES COLORANTES 100
8.- MÉTODOS DE COLOCACIÓN DEL CONCRETO 103 8.1-MEZCLADO 103 8.2.- DOSIFICACIÓN Y MEZCLADO 103 8.3-TRANSPORTE, MANEJO Y TRABAJABILIDAD 104 8.4.- COLOCACIÓN 107 8.5-VACIADO 108 8.6.- ESPARCIMIENTO 108 8.7.-REGLEADO 109 8.8.-ALISADO 111
9.-COMPACTACION 116 9.1.- MÉTODOS DE COMPACTACION 117 9.2.- COMPACTACION SUPERFICIAL 118 9.3-PIZONADO 119 9.3.1-PIZONADO EN SECO 120 9.3.2.-PIZONADO MECÁNICO 120 9.3.3.- SACUDIDO 121 9.3.4-VIBRACIÓN 122
10.- CURADO 123 10.1.- PRINCIPIOS GENERALES 123 10.2.- MÉTODOS BÁSICOS 123 10.2.1.- RETENIDO DE HUMEDAD 123 10.2.2-AGREGANDO HUMEDAD 125 10.3-PERIODO DE CURADO 125 10.4.- MÉTODOS DE CURADO PARA CONCRETOS COLOREADOS 126 10.5.- REQUISITOS FUNDAMENTALES 128 10.6.- CURADO DE SUPERFICIES HORIZONTALES 129
11.- DESMOLDE 131 11.1.- EL COLOR Y EL DESMOLDE 136 11.2.- PROTECCIÓN DE TRABAJO TERMINADO 136
12.- TIPOS DE TRATAMIENTOS FUERA DEL MOLDE 138 12.1.-MARTELINADO 138 12.2.-MARTILLADO 139 12.3- DESESCAMADO NEUMÁTICO 140 12.4.- SOPLETEADO CON ABRASIVOS 141 12.5.- SOPLETEADO CON AIRE-ARENA 141
12.6.- CEPILLADO MECÁNICO 142 12.7.- SOPLETEADO CON AGUA-ARENA 142 12.8-SOPLETEADO CON CHIFLÓN DE ARENA 145 12.9-GRAVADO CON ÁCIDO 146 12.10.- ESMERILADO, PULIDO Y BRILLADO 147 12.11.- ACABADOS COMBINADOS 148
13.- RESANE , CALAFATEO , SELLADO Y LIMPIEZA 153 13.1.-RESANE 1 5 5
13.2.- LIMPIEZA 158
13.3-CALAFATEO DE JUNTAS 160 13.4-TRATAMIENTO DE JUNTAS 161 13.5.- SELLADORES CONTRA LA ACCIÓN DE LA INTEMPERIE 162
BIBLIOGRAFÍA 163
INTRODUCCIÓN Por años el hombre se ha esforzado constantemente en crear construcciones bellas, que
alberguen su civilización.
Desde la antigüedad los materiales de construcción básicos han sido: la piedra natural y el
tabique; materiales atractivos y disponibles casi umversalmente.
En el pasado, el concreto utilizado por los Romanos, fue una revolución tecnológica para la
construcción, al hacer posibles edificaciones magnificas tanto estructural como
estéticamente.
Uno de los primeros productos que el hombre hizo de concreto fue la piedra. Los Franceses
hicieron dinteles y adornos de puertas con piedra artificial en el año de 1138 en Carcassone,
Francia, una ciudad en la cual aun se pueden ver restos de piedra moldeada medieval.
Después de mucho tiempo, pasada la época Romana, desaparece de la historia hasta 1824
con la invención del Cemento Portland en Inglaterra, por Joseph Áspid; sin embargo, a
finales del Siglo XDÍ, experimentos e investigaciones del material, llegaron a fijar
definitivamente sus cualidades y las bases teóricas para su difusión.
Los productos de concreto se usaron por primera vez extensivamente en Londres en 1900 y
en Estados Unidos de América y México alrededor de 1920. Desde entonces los arquitectos
los han usado ampliamente para reemplazar o sustituir todo tipo de piedra natural tallada
para la construcción asi como en otros materiales de manipostería.
l
El uso del concreto como un material para fachadas data de los años treinta, durante la
aparición del Modernismo bajo el impulso de arquitectos como Le Corbusier, Gropuis, A.
Alto y otros.
En ese entonces el concreto era un material nuevo, que estaba siendo usado en trabajos de
ingeniería civil, abriendo nuevas posibilidades para la edificación.
El uso de elementos refinados de fachadas de concreto fue introducido sólo en los años
sesentas. Los elementos de fachada soportadores de cargas son de concreto pulido. Era una
reacción contra la monotonia de los muros de cortina planos de los años cincuentas y de
principios de los sesentas, y había una búsqueda de un diseño de fachadas más expresivo. Se
descubrieron las enormes posibilidades en el diseño, color y textura del concreto y los
arquitectos empezaron a diseñar fachadas compuestas de grandes elementos prefabricados
en concreto prefabricado.
Los volúmenes, las superficies, las líneas y las diferencias de nivel , adquieren cada vez
mayor importancia . Los módulos aún están en uso, pero existe un grado de libertad mucho
mayor en la manera en que tales módulos son integrados a las fachadas.
Como una variante del concreto prefabricado, la piedra precolada se ha fabricado para imitar
la piedra tallada natural y se ha usado en trabajos de manipostería para ornamentación y en
detalles arquitectónicos como cornisas, antepechos, dinteles, albardillas, balaustradas,
rodapiés, etc. desde tiempo atrás.
2
Cualquier ornamentación de manipostería que pueda tallarse en piedra natural , también
puede hacerse con elementos precolados, si la obra requiere suficientes piezas del mismo
tamaño y forma, la piedra precolada artificial ahorra costo y tiempo;
El concreto precolado así como el vaciado in situ se pueden ver en casi cualquier forma,
color y textura, para satisfacer los requisitos estéticos y funcionales de las construcciones
modernas.
Desde el punto de vista estético, los nuevos tratamientos de superficie han capturado la
imaginación de todos a causa de la inmensa variedad de nuevas texturas que se pueden crear
sobre una superficie de concreto.
Las innovaciones tecnológicas en el campo de la composición del concreto, moldes y
acabados han incrementado la calidad de tal manera que puede competir con revestimientos
de fachada más exclusivos.
La esencia de un buen edificio de concreto prefabricado es la consistencia de todas las fases
del proyecto. El proyecto deber ser concebido, diseñado, detallado, calculado desde el
punto de vista de ingeniería, especificado, construido y supervisado como un trabajo de
concreto prefabricado.
El concreto prefabricado requiere mucha atención al detalle tanto por parte del diseñador
como del constructor. El reconocer que se necesita un cuidado especial es un paso
importante hacia la eliminación de desacuerdos . Además una conciencia realista del
potencial y de las limitaciones del concreto ayudan al arquitecto a preparar detalles del
diseño que el constructor puede ejecutar a un costo razonable.
3
Durante muchos años los diseñadores persistieron en especificar grandes áreas de concreto
aparente liso, libre de defectos, creyendo que es cosa fácilmente obtenible, mientras que los
contratistas las encuentran difíciles o imposibles de colar en el lugar y de manera que sea
consistente con la calidad requerida. Aunque el concreto puede hacerse dimensionalmente
preciso para tolerancias estrechas y su superficie puede pulirse sin contrastes .
4
1. ELEMENTOS DE DISEÑO El ingrediente clave en cualquier forma de expresión artística es la libertad de diseño. Y
cuando se trata de libertad de diseño, el concreto es un material de construcción ideal, por
sus ventajas.
Desde el punto de vista del intemperismo, el buen diseño de goteros, drenes y estrías
verticales es importante. Estos controlan los escurrimientos, la decoloración y permiten que
el panel envejezca con el curso del tiempo.
La conveniencia en el manejo, transporte y erección, determinan el tamaño máximo del
elemento prefabricado.
La utilización de un gran número de elementos idénticos, permite que el prefabricador
emplee técnicas de producción masiva, ya que la simplicidad de los detalles de la erección ,
contribuyen al concepto de industrialización de la obra, reduciendo el costo final de la
construcción.
1.1. PLANOS Y ESPECIFICACIONES Los documentos del contrato son las herramientas básicas con que cuenta el diseñador para
comunicarse con los constructores y fabricantes en prospecto. Los arquitectos que entienden
las limitaciones así como el potencial total del concreto no solamente prepararán planos y
especificaciones efectivas, sino que también propiciarán reuniones de previas a la licitación
y para la presentación de prototipos .
El objetivo de las reuniones debe ser no dejar aspectos importantes a la imaginación o a la
interpretación del constructor, sino para que el constructor utilice su pericia.
5
El establéelos detalles , ayuda a evitar disculpas o desacuerdos sobre los resultados.
Algunos puntos que se deben considerar incluyen: Una definición clara de las áreas de
concreto prefabricado , la calidad de superficie que se espera obtener las Juntas y los
detalles.
1.2. IDENTIFICACIÓN DE ÁREAS DE CONCRETO PREFABRICADO El ingeniero deber estar seguro de incluir en el documento del contrato todas las áreas que
se consideran de concreto prefabricado. El Instituto Americano del Concreto (ACI), en su
Comité 303, ha hecho hincapié en esto añadiendo una definición del concreto prefabricado:
'El concreto que queda expuesto como superficie interior o exterior dentro de la estructura
terminada, definitivamente contribuye a su carácter visual, y está diseñado especialmente
como tal en los planos y especificaciones del contrato".
1.3. MUESTRAS Y PROTOTIPOS
El Comité 303 de la ACI ha sugerido reuniones previas al concurso, el diseño de muestras
de referencia . Una junta previa entre el arquitecto, el ingeniero, y los concursantes es lo
indicado; se puede convocar a tal junta para explicar las expectativas del propietario así
como los requerimientos. Una reunión de este tipo les da a los contratistas la oportunidad
de señalar los lugares en donde posiblemente habrá problemas , las especificaciones que
harían imposible o demasiado costoso lograr el efecto deseado. El constructor puede
presentar una muestra de referencia de diseño o muestras de las superficies deseadas, así
como el color, y la textura a que se hará referencia para propósitos de concurso.
6
Este tipo de muestra deber medir por lo menos 45 x 45 cm, tener 5 cm de espesor, y ser
colado , en posición vertical si es que representa una superficie de concreto vertical. Un
enfoque todavía más realista es presentar , una muestra a escala total colada por el
constructor antes de iniciar la construcción de la obra.
El prototipo deber ser lo suficientemente grande para mostrar el piso, los muros y la
construcción de todos estos elementos así como las columnas, con detalles de juntas y
cimbra, y el efecto de la superficie que se pudieran llegar a requerir.
Se debe construir en el lugar de la obra utilizando las mismas cimbras, con las prácticas de
colocación y de compactación que se utilizarán en la obra .
Una área reparada y parchada de los orificios de sujeción , debe ir incluida en el prototipo
para mostrar con anticipación que se podrán lograr tanto en el color como en la igualación
de texturas. Una vez que el prototipo haya sido aprobado, el contratista tiene en la obra un
ejemplo permanente de lo que se espera de su trabajo .
En los grandes proyectos que requieren técnicas innovadoras, se puede construir un
prototipo bajo un contrato para determinar las posibilidades de construcción con las
especificaciones propuestas.
7
2. COORDINACIÓN MODULAR
2.1. MOTIVOS DE LA COORDINACIÓN MODULAR El sistema de coordinación modular, ahorra Tiempo, Dinero, Materiales y Trabajo.
La aplicación de la coordinación modular a la fabricación industrial de materiales de
construcción, es técnicamente posible, y en general la industria de precolados de concreto
para producir en serie materiales modulados no parece requerir grandes gastos , por el
contrario.
Es probable que a medida que se vayan difundiendo las ventajas del sistema y aumente su
demanda, el sector industrial pueda satisfacer las necesidades de productos
predimensionados.
Debido a la importancia cada vez mayor de los programas públicos , al crear una demanda
amplia de los materiales de construcción propicien que los organismos e instituciones
oficiales estimulen la fabricación de elementos modulados, e impulsar así el desarrollo de las
industrias correspondientes, mientras tanto es posible hablar de coordinación dimensional
como una alternativa de disciplina dimensional que nos acerque a la verdadera coordinación
modular.
2.2. PRINCD7IOS FUNDAMENTALES DE LA COORDINACIÓN MODULAR La coordinación modular se basa en el" Modulo base " de un decímetro (M).
La cuadrícula modular coloca a los componentes de un edificio en los espacios que les
corresponden y sirve para relacionarlos con los componentes inmediatos.
El componente más el espacio requerido para la junta con el adyacente debe ocupar el
espacio modular pertinente, por lo que su tamaño es menor que su dimensión modular.
Las medidas modulares de los componentes deberán ser siempre múltiplos del módulo
básico.
Como resulta imposible fabricar componentes con medidas exactas, es necesario fijar el
tamaño máximo y mínimo admisible, y para ello hay que determinar las tolerancias.
2.3. LA COORDINACIÓN MODULAR EN EL DISEÑO La coordinación modular proporciona un vínculo entre el diseño y la fabricación del
componente y la instalación de estos en la obra.
Para cualquier diseño es necesario utilizar la retícula modular a fin de establecer un orden
sistemático en las dimensiones de los espacios . Hay que señalar que la coordinación
modular no implica ningún cambio radical en los procedimientos que hoy se siguen. Todos
los componentes debe instalarse en el espacio que previamente se les ha asignado sin
modificaciones que originen pérdida de tiempo y desperdicios , el estudio del detalle de las
juntas debe ser una de las primeras etapas del diseño ya que determina las medidas de los
componentes. Hay que preparar diseños uniformes, que muestren el detalle de las juntas (
separación física en el concreto precolado) para las diferentes combinaciones y tipos de
elementos de la construcción.
B I B L I O T E C A iMtítuto Tecnológico de l» C<m»tw«»óa
2.4. PRACTICA DE LA COORDINACIÓN MODULAR .
Los siete objetivos principales señalados por el Grupo de Holanda como metas de práctica
utilizando la Coordinación Modular son :
1. Facilitar la cooperación entre diseñadores, fabricantes, distribuidores y promotores.
2. Permitir el empleo de componentes estándar en la construcción de diferentes tipos de
edificios.
3. Simplificar la preparación de planos, haciendo posible determinar las dimensiones de
cada componente del edificio y su posición en relación con otros componentes y con
el edificio como un todo;
4. Optimizar y minimizar el número de dimensiones estandarizadas de los componentes.
5. Permitir la intercambiabilidad de estos componentes, independientemente del
material, forma o método de fabricación.
6. Simplificar los trabajos in situ mediante la racionalización de la colocación y unión de
los componentes reduciendo a un mínimo los ajustes, y tiempo de montaje .
7. Asegurar una coordinación dimensional entre instalaciones, unidades de
almacenamiento y equipos complementarios con el resto del edificio.
2.5. VARIACIONES EN LA MODULACIÓN
Los paneles de fachada de concreto que aparentemente son iguales, con dimensiones
perimetrales modulares o no, que pueden presentar básicamente cinco tipos de diferencias
de muy distinto grado de dificultad en su ejecución:
10
De Primer Grado: Variaciones mínimas del tipo de accesorios; elementos complementarios;
calados para conducciones de instalaciones en distintas posiciones; variación en el armado
interior, y no es posible la intercambiabilidad entre ellos pese a su aparente identidad.
De Segundo Grado: Variaciones que pese a aparentar diferencias notables, no suponen
transformaciones de importancia. Dos paneles idénticos pero con distinto tratamiento de
acabado : aparente uno y el otro pintado.
De Tercer Grado: Conservando las mismas secciones y dimensiones perimetrales, cambia
su posición de los huecos de ventana por ejemplo, haciendo que las diferencias sean
notables, aunque desde el punto de vista de la producción y organización no lo son tanto.
De Cuarto Grado: Variaciones dimensionales del perímetro externo pero manteniendo la
geometría de las juntas.
De Quinto Grado: Variaciones que pueden o no afectar las dimensiones perimetrales
extemas pero sí la geometría de conformación de juntas. Este tipo de variaciones,
aparentemente elementales, pueden suponer, por ejemplo en paneles de concreto, cambios
en la producción y organización de obra realmente importantes.
Otro tipo de variables o de recursos técnicos a tener en cuenta a la hora de intentar
compatibilizar proyecto y proceso de fabricación, son los conceptos de identidad, isometría,
similitud, afinidad, perspectiva y topología, aplicables a las edificaciones, las distribuciones
de planta, a los componentes e incluso, a los detalles constructivos.
l l
3. FORROS DE REVESTIMIENTO
El concreto fresco se puede colar en moldes y cimbras muy complejas.
Existe una variedad casi ilimitada de revestimientos para las cimbras y los moldes de
materiales disponibles para dar formas a los muro verticales.
Estos incluyen la madera, el triplay, el metal (aluminio, acero, magnesio), revestimientos
hechos de plástico, fibra de vidrio, yeso, revestimientos elastoméricos o del material que se
prefiera, y desde luego cada material tiene ventajas y desventajas.
La mayoría de estos materiales también se pueden utilizar para fabricar paneles horizontales
de concreto precolado y para revestir cimbras verticales.
Las cimbras son normalmente rectilíneas con poco o ningún modelaje o relieve.
Los revestimientos para cimbras o moldes hechos de material plástico ofrecen patrones y
diseños expresivos con la apariencia estética de la superficie de concreto. Se pueden utilizar
revestimientos casi con cualquier sistema de molde que sea de madera.
Los avances de la industria han producido algunos poliuretanos y polisulfuros que pueden
usarse para vaciar los productos y para obtener impresiones de trabajos existentes e
históricos.
Gran variedad de efectos se pueden lograr por medio de la textura de la cimbra .
Actualmente se producen estos y otros efectos a gran escala con los revestimientos para
cimbras y moldes o con moldes no repetitivos trabajados en espuma de estireno,
Cuando se trata de simular materiales de construcción más costosos es através del uso de
color y textura o reproducir con toda fidelidad diseños originales o patrones estándares en
concreto , los revestimientos constituyen la mejor manera de agregar textura. El problema
consiste en elegir el material del revestimiento apropiado para hacer el trabajo
correctamente.
Los revestimientos son ideales para texturizar concretos vaciados en obra, y concreto
prefabricado.
13
3.1. CARACTERÍSTICAS
Están disponibles en una amplia selección de texturas y diseños estándares.
También se fabrican en diseños sobre pedido .
Su superficie dura, libre de vacíos no absorbe humedad ni causa decoloración.
Son fáciles de desmoldar y están calculados y diseñados para tener un peso ligero y ser
manejados fácilmente en el sitio de trabajo.
Todos los diseños están disponibles para tres rangos diferentes de usos.
Clasificación por el número de usos.
1.- Revestimientos para uso único:
Son ideales para trabajos til-top o de vaciado en obra en donde los revestimientos serán
usados una sola vez.
2.- Revestimientos para uso intermedio:
Convenientes para usarse de 2 a 10 veces bajo condiciones normales del trabajo.
3.- Revestimientos para un alto número de usos:
Convenientes para usarse de 10 a 25 veces bajo condiciones normales trabajo.
3.2. DISEÑO SOBRE PEDIDO
Los diseños de revestimientos sobre pedido especial son ilimitados. Puede crearse
virtualmente cualquier diseño que se pueda imaginar. La selección del material para los
diseños sobre pedido dependen de la cantidad de usos y si tienen o no subcortes. Lo que
usualmente proporciona la elección de los revestimientos PVC, es que son lo
suficientemente flexibles para separarse del concreto fresco sin descascaramiento.
La única diferencia en costos entre el uso de un forro de diseño estándar y uno de diseño
sobre pedido es el costo del modelo original. Dependiendo del diseño y su aplicación, varía
el precio del molde .
Usualmente, los diseños de revestimientos sobre pedido primero son dibujados y el diseño
resultante con todas sus dimensiones es turnado a un trabajador experto , quien comvierte el
concepto en un molde maestro.
Estos generalmente están hechos de madera, pero ocasionalmente puede usarse arcilla o
yeso. Después de que el original esta terminado y aprobado, se convierte en un molde
maestro funcional de concreto o yeso que puede ser usado para fabricar un mayor número
de elementos para revestimientos, fieles al diseño original en todos sus detalles.
3.3. REVESTIMIENTOS RÍGIDOS Los revestimientos de plásticos rígidos pueden ser una herramienta útil cuando se requiere
una limitada cantidad de repeticiones. Sin embargo, hay que tener una precaución. Algunos
revestimientos están propensos a romperse y son difíciles de reparar.
El costo varía dependiendo de las medidas y de lo intrincado de la textura. A diferencia del
poliestireno, los revestimientos rígidos pueden usarse hasta 10 veces dependiendo del tipo y
cantidad del material, de la aplicación y del mantenimiento, sin embargo este tipo de material
no se presta mucho para diseños intrincados, particularmente con esquinas angulosas y/o
muescas o buñas (biseles negativos).
15
La posibilidad de aplicación reside en la flexibilidad del material de los revestimientos.
Generalmente hablando, los revestimientos rígidos están usualmente hechos de poliestireno
o fibra de vidrio
3.3.1. REVESTIMIENTOS DE POLIESTIRENO Aunque con las cimbras de fibra de vidrio se puede obtener un relieve de cierta profundidad,
por lo general los efectos escultóricos se logran más fácilmente aplicando un recubrimiento
de espuma de poliestireno a la cimbra.
El poliestireno se puede esculpir con las herramientas que se utilizan para trabajar la madera,
con alambres calientes o cautines . Aunque este procedimiento es económico, hasta cierto
punto, no permite que se vuelvan a usar los moldes o forros.
Si el diseño es para usarse una sola vez, en el logotipo de una compañía, u otras áreas
pequeñas, el forro más económico es el hecho de espuma de poliestireno; por ser un material
convenientemente rígido y de peso extremadamente ligero que puede recrear casi cualquier
forma, y colocarse o ensamblarse con mínima mano de obra calificada.
Los revestimientos de poliestireno pueden usarse para vaciados en obra, sin embargo, estos
revestimientos son de forro perdido, es decir para un solo uso, de modo que generalmente
no son eficientes en cuanto al costo para áreas grandes con diseños repetitivos en donde
tengan que usarse varias veces.
Es necesario usar desmoldantes antiadherentes, y aún así puede ser difícil quitar del concreto
este material. A veces es necesario mano de obra adicional para limpiar los paneles de
concreto después de que se han quitado los revestimientos, ya que algo del material estireno
16
se adhiere a las superficies de concreto. De ser posibles se pueden retirar por medio de
solventes.
Los revestimientos de espuma de estireno, usados alguna vez en construcciones tilt-up,
pueden removerse con aire comprimido, aplicado en la orilla con una boquilla de tubo
metálico aplanado acomodada en una ranura.
El polietileno que es usado para efectos especiales, produce superficies densas, pero puede
dejar superficies moteadas debido al contacto intermitente con el concreto.
3.3.2. RESINA POLIESTER REFORZADA CON FIBRA DE VIDRIO Se producen superficies martilladas, lavadas con chorro de arena, con hoyuelos, con onditas
y otras más con las cimbras de fibra de vidrio o con los revestimientos de las cimbras. Se
pueden duplicar todas las texturas de la madera.
Las cimbras de plástico reforzado hecho de fibra de vidrio, son con frecuencia las más
económicas cuando se desea repetir su uso. Este factor, además de la flexibilidad del patrón
y el colado de áreas grandes sin juntas o uniones, ha aumentado la demanda de cimbras de
plástico reforzado tanto por parte de los ingenieros como de los arquitectos.
3.3.3. POLIURETANO Los revestimientos de poliuretano son también elastoméricos de uso múltiple hasta 100 usos
repetidos. Sin embargo a diferencia de los revestimientos de PVC, debe usarse desde el
primer vaciado de concreto, un desmoldante antiadherente de calidad .
Los paneles con revestimientos de poliuretano son fabricados con una combinación de
ingredientes fríos, mezclados y vaciados en un patrón maestro.
17
El material del forro, elastoméricos, es mucho más duro que el PVC. En este caso, la
Dureza Shore A es de aproximadamente 75. Como resultado, se requiere de un mayor
cuidado al removerlos que el que se requiere con el uso de los revestimientos PVC para
evitar el descascaramiento y no son muy adecuados cuando el patrón maestro tiene relieves
significativos.
La transferencia de la textura al concreto, es excelente con los revestimientos de
poliuretano, ya que pueden proveerse tanto en hojas sin adherentes para paneles
premoldeados, como adheridos a triplay para construcciones vaciadas en obra.
El costo de los revestimientos de poliuretano también disminuye a medida que se incrementa
su reuso. Generalmente hablando, se puede considerar un costo aproximado igual a los
revestimientos de PVC.
3.4. REVESTIMIENTOS FLEXIBLES
3.4.1. REVESTIMIENTOS ELASTOMÉRICOS Los revestimientos de cimbras elastoméricos ofrecen excelente reproducción de un patrón,
diseño, textura o efecto de escultura en el concreto. Estos revestimientos se pueden clavar,
engrapar o pegar a las cimbras de madera o de acero.
Dado que tienen consistencia parecida al hule y son flexibles, se conforman a la silueta de las
cimbras que se están usando.
Se pueden volver a usar mucho más veces y más tiempo que los revestimientos de cimbra
hechos de plásticos rígidos debido a que son muy resistentes a la abrasión y además son
duros y fuertes.
18
El uso de revestimientos de cimbra elastoméricos,ricos en lugar de los revestimientos de
madera, elimina los cambios de color en el concreto que pudieran resultar por cambios en la
absorción de la madera.
Si hay superficies grandes de muros una textura como la de aleta fracturada con
profundidades mayores, se puede dar una apariencia más notable con sombreados mas
profundos.
Los acabados de estrías poco profundas, de martelinado, o de sopleteado con arena son
relativamente mejores para áreas más pequeñas.
Además de las texturas, debe tomarse en consideración también las esquinas, y las juntas
verticales y horizontales al diseñar el exterior.
Aunque las juntas verticales entre los paneles de revestimientos pueden hacerse bastante
aceptables (particularmente con revestimientos PVC) es casi imposible ocultar una junta
horizontal entre vaciados. Por lo tanto, se recomienda el uso de tratamientos horizontales,
posiblemente en cada nivel de piso. También puede usarse tratamientos verticales formando
interesantes diseños rectangulares.
Finalmente, el contratista debe coordinar el trabajo usando sistemas compatibles de
revestimientos y un proveedor de concreto con excelentes procedimientos de control de
calidad para producir mezclas uniformes y una uniformidad de color a través de todo el
trabajo.
19
B I B L I O T E C A Instituto Tecnológico de l* Construcción
3.4.2. CLORURO DE POLIVINIL PLASTIFICADO Desde los puntos de vista de libertad en el diseño y del uso repetido, los revestimientos o de
cloruro de polivinil plastificado con frecuencia son la mejor elección.
Con una Dureza Shore A de aproximadamente 25, los revestimientos de PVC tienen mucha
flexibilidad, lo que les permite desprenderse del concreto fresco con un mínimo de
descascaramiento superficial, aún cuando estén presentes cortes y muescas. Con cuidado y
mantenimiento apropiados, la mayoría de los revestimientos PVC, pueden rehusarse hasta
100 veces o más, lo que los hace económicos para usarse en proyectos grandes, y no
requiere del uso de un desmoldante antiadherente para los primeros 40 o 50 usos.
Los revestimientos PVC están fabricados de una combinación de materias primas que deben
calentarse para alcanzar el estado adecuado para ser vaciados. Cuando se vacían con la
consistencia de una crema espesa sobre un patrón maestro horizontal (que es idéntico a la
textura del concreto acabado) se forma un forro de imagen invertida. El peso de los
revestimientos PVC de diseño estándar es de 1 a 3 kg . El grosor mínimo de los
revestimientos en los cortes más profundos en la textura es de alrededor de 9 mm.
El forro posteriormente es adherido a un triplay de un grosor de 19 mm para ser usado en
el vaciado de concreto en la obra, o sin respaldos para su uso en premoldeados.
Los paneles terminados usualmente son de 1.22 m de ancho por hasta 6.00m de largo.
Cuando el concreto es vaciado contra la superficie del forro, se emplea un duplicado exacto
del modelo original. Después de una colocación cuidadosa del concreto, normalmente no se
requiere tratamiento posterior para obtener la textura deseada, ahorrando de este modo los
costos de acabado.
20
Puede especificarse un ligero sopleteado con arena para quitar ia lechada superficial también
puede agregarse al concreto cuando es mezclado y antes de ser vaciado un aditivo
condicionante del color o pueden agregarse colores a la superficie de concreto acabado ya
sea uñiéndola o pintándola
En lo que se refiere a los costos del material, el costo real por metro cuadrado de superficie
tratada con revestimientos, decrece a medida que se incrementa el uso repetido.
El costo total depende de la profundidad de la textura que afecta el peso de cada unidad; ya
sea que el forro este, o no adherido desde la fábrica; ya sea que al forro se incorpore o no
una textura estándar o a pedido.
3.5. DISEÑOS ESTÁNDAR DE LOS REVESTIMIENTOS Los revestimientos elastoméricos pueden obtenerse con una variedad casi ilimitada de
texturas estándar y diseños. Por ejemplo, los Revestimientos están disponibles en diseños
con textura de agregado medio, textura de agregado pesado, mármol triturado, maderas
acanaladas con aserrado áspero, maderas acanaladas con sopleteado de arena, maderas de
aserrado con listones, aletas acanaladas fracturadas , aletas acanaladas estriadas, aletas
fracturadas , estacas de cedro, bloques de depresiones, y roca de cara cincelada al azar.
Estos diseños estándar de revestimientos normalmente están disponibles en anchos de hasta
0.90 m y largos de hasta 60.0 mts.
A veces están disponibles hojas más anchas o más largas, pero debe consultarse al
fabricante.
21
Los forros son fabricados por extrusión o por formado al vacío. Los revestimientos
extruidos están limitados a diseños trapezoidales o estriados, mientras que los revestimientos
fabricados al vacío en una variedad de texturas tales como vetas de madera, martelinado y
aristas fracturadas. Aunque este último tipo de diseños ofrece más variedad, la apariencia de
estas texturas o acabados depende del realismo de los materiales naturales y/o de la abrasión
mecánica aplicada a los muros. Debido principalmente a la dificultad de trasferir estas
texturas intrincadas a los plásticos rígidos.
La mayoría de los revestimientos están disponibles en hojas de 1.22 m. por 3.05 m., aunque
pueden ordenarse paneles más grandes en base a pedidos especiales.
Todos los revestimientos requieren de la aplicación de un desmoldante antiadherente de
calidad antes de cada vaciado de concreto.
Varios fabricantes los ofrecen con canales de entrelazamiento en las orillas de las secciones
para asegurar juntas impermeables y rígidas.
3.6. CIMBRAS CON FORRO DE RECUBRIMIENTO
Los revestimientos generalmente son entregados por el fabricante adheridos a triplay en
paneles de 1.22 m. de ancho y hasta 6.00 m. de largo. Esto permite que la combinación del
forro y el respaldo sean usados como el sistema de moldeo cuando se combina con los
accesorios del molde apropiados y soportes de respaldo. Los revestimientos elastoméricos
respaldados con triplay, son aceptables para sistemas de multicimbrado, ya que puede
lograrse un sellado eficiente entre los paneles.
Algunos fabricantes proveen un ligero traslape (aproximadamente de 1.5 mm del forro en
cualquier lado del panel) para proporcionar una junta sellada, las hojas de triplay deben ser
forzadas para que están pegadas. Cada panel debe estar fijo a las cimbras de madera o de
acero, mientras que los paneles son compactados.
3.7. SUJECIÓN DE LOS REVESTIMIENTOS El método preferido para fijar los paneles son los tornillos para lámina metálica insertados en
la parte posterior de los revestimientos. La fijación también puede lograrse desde el frente (o
cara del forro), pero debe tenerse cuidado de incrustar las cabezas de los clavos, los tornillos
o los pernos en el material del forro para evitar la deformación del concreto y la oxidación.
En el caso de que en cada aplicación haya que retirarlos, los revestimientos se sujetan a una
cimbra de triplay con grapas planas de alambre , que penetren casi hasta el grosor total de
triplay. Se pasan las grapas en el centro de un revestimiento al siguiente acada 75 mm y se
les deja al ras con la superficie.
Aunque se prefiere la sujeción de tipo mecánica de los revestimientos de cimbra , debido a
su fácil eliminación para limpieza, hay aplicaciones que requieren pegamento adhesivo. El
tipo de adhesivo que se usa depende de las condiciones climatológicas, porque algunos
adhesivos se pueden utilizar únicamente cuando la temperatura está por encima de los 16 C.
Los fabricantes de revestimientos de cimbra pueden recomendar los adhesivos adecuados.
Para prevenir las fugas de lechada entre las juntas de los revestimientos de la cimbra, se debe
aplicar, a los revestimientos una cinta delgada de vinil, como una cinta plástica para
electricista, de 13 mm o de 19 mm de ancho. Los revestimientos deberán estar limpios para
que se pueda adherir la cinta. Las cintas de espuma plástica proporcionan un sello excelente
en los bordes y en las aberturas del revestimientos. Se puede utilizar también un compuesto
para calafatear hecho de cinta semi-elástica para sellar los grandes huecos.
Dado que el plástico tiene una densidad uniforme y es liso en la superficie, el revestimiento
de cimbras hecho de plástico son lisos y uniformes en su color. Además, dado que la
mayoría de los plásticos no se pegan al concreto, no se necesitan desmoldantes para liberar
la cimbra, sin embargo, generalmente si se usan porque prolongan la vida del revestimiento
de la cimbra.
Las superficies lisas se obtienen colando y consolidando el concreto manejable contra la
superficie limpia y seca del revestimiento de plástico.
El quitar la cimbra en un sólo día generalmente da por resultado un terminado menos
brillante que si se deja la cimbra en contacto con el concreto durante dos o tres días.
Si el revestimiento de plástico se vuelve difícil de quitar o produce imperfecciones en la
superficie del concreto, se puede reacondicionar por medio de una limpieza a fondo ,
aplicando una capa de desmoldante liberador de silicones.
3.8. UNIÓN, SELLADO O FUSIÓN
Después de que los paneles de revestimientos han sido presionados uno contra otro, y
mientras las cimbras están aún en posición horizontal, las juntas entre los paneles pueden ser
selladas o fundidas para formar una costura impermeable al agua de acuerdo con las
instrucciones del fabricante. Los revestimientos PVC pueden ser fundidos o unidos usando
una pistola de calor o una pistola soldadora a base de calor dual, con una extremidad plana.
24
4. MOLDES. El proceso de producción se inicia con la manufactura del modelo y del molde. El diseño de
los moldes es una artesanía que requiere de un talento especial. El artesano que ejecuta el
molde, necesita todo su ingenio y de alguna ayuda para un fácil desmolde.
Aunque hoy en día, sólo unos cuantos talleres usan moldes de madera, estos alguna vez
fueron populares.
Los moldes pueden hacerse de varios materiales: Yeso, Concreto, Madera, Acero y
Plástico.
Para obtener una máxima reutilización de los moldes, los elementos se desmoldan de 12 a 48
horas después de colarse.
Los moldes metálicos son recomendables cuando se realiza una producción masiva de piezas
idénticas, pero cuando se necesita obtener una forma más compleja, con acabados
especiales, y una fabricación delicada, se utilizan moldes de concreto, madera o ñbra de
vidrio.
Después de cada colado, es necesario hacer una limpieza meticulosa a los moldes.
4.1. MOLDE DE YESO Un molde de yeso, sellado y posteriormente tratado con cera, proporciona una excelente
superficie
Con un diseño cuidadoso de los moldes, es posible hacer económicamente, unidades de
perfiles pronunciados . El diseño de los moldes de dichas unidades debe incorporar un 1/12
min de libertad que permitan que las secciones del molde puedan deslizarse sobre la unidad
precolada.
27
4.2. MOLDES DE MADERA
La madera tiene la desventaja inherente del movimiento y la contracción debido a la
variación de las condiciones atmosféricas y al contenido de agua. Las caras de madera o
superficies del molde son también susceptibles al poco cuidado en el manejo durante el
ensamble, colado y desmolde. Los desarrollos en recubrimientos plásticos para madera dan
una solución parcial a este problema. Los moldes de madera y una combinación de acero y
madera hasta cierto punto han recobrado su uso en para trabajos con poco número de usos o
para moldes que involucran alteraciones de la forma básica tal como avanza la obra.
28
La madera, es el material para moldes más fácil de conseguir, puede ser lisa, o aserrada
toscamente, y se le puede tratar con chiflón de arena para transferir texturas muy definidas
hacia una superficie de concreto. Cualquier madera que este derecha, recta, estructuralmente
sana y fuerte y totalmente curada se puede usar.
Las características de descimbrado de la madera dependen de la especie de madera, del
tiempo que lleva almacenada, y de otros factores secundarios . El tipo de madera también
puede afectar el color de la superficie del concreto debido a las variaciones de la absorción
entre las diferentes maderas utilizadas. Los moldes de madera se deben sellar para minimizar
las diferencias en color.
Hay una textura popular que se forma con tablas de madera de 25 mm de grueso . Hay
superficies de textura áspera que muestran un marcado pronunciado del grano y líneas de las
juntas entre las tablas que se obtienen usando madera vuelta a aserrar y con esquinas
cuadradas.
En el caso de texturas sumamente ásperas , la veta de la madera áspera se podrá ver
totalmente y con claridad en el concreto terminado .
Si se desean marcas de la veta más pronunciadas, se puede inchar la veta humedeciendo la
madera antes de aceitarla.
29
B I B L I O T E C A Instituto Tecnológico de la Construcción
Recientemente se ha incrementado el uso de la fibra de vidrio reforzada con plástico para
secciones y formas no estándar, ya que permiten grandes áreas de colado sin juntas o
uniones. Las cimbras pueden ser construidas en secciones así diseñadas ya que estas se
pueden combinar, y las juntas se sellan con resinas y una cama posterior de fibra de vidrio
para producir un tablero de apoyo sin uniones .
Otra ventaja de la fibra de vidrio reforzada con polímeros es su adaptabilidad para la
producción de formas complejas. Tales tipos de moldes son muy caros en acero y difíciles
de hacer en madera o madera laminada. La fibra de vidrio reforzada con plástico es casi el
único material con el cual se pueden fácilmente moldear en diversas formas y al mismo
tiempo producir una alta calidad en el acabado de la superficie, otro uso recomendable de
30
4.4 MOLDES DE ACERO
Los moldes de acero pueden ser a base de una placa ligera de hasta 3 mm de espesor,
prensada para darle la forma y rigidez adecuadas Para las unidades más grandes y más
pesadas se fabrican moldes con placas de hasta 6 mm y con perfiles de refuerzo
En el caso de productos tales como vigas, a los moldes con longitudes de 30 metros o
mayores, se les debe permitir en el diseño y en el ensamble una expansión durante el curado
a vapor
32
4.5. MOLDES ELASTOMERICOS
Se pueden obtener texturas ásperas así como patrones iguales por medio del diseño y el
uso de revestimientos de moldes de plástico y elastoméricos. El uso de los revestimientos es
muy práctico para obtener resultados en el muro terminado , permitiendo así otra opción
con moldes de respaldo o apoyo. Se deber estudiar el método de sujeción de los
revestimientos para saber cuál será el efecto visual resultante.
33
4.6. MOLDE DE CONCRETO.
El uso del concreto como un material para moldes se desarrolló a partir del uso del yeso, el
cual fue únicamente explotado en los moldes para colados únicos .
Los moldes de concreto son utilizados para colar elementos estructurales pesados , y para
producir unidades perfiladas económicas. Se pueden usar en dos formas, como moldes
completos en si mismos o como moldes compuestos usados en conjunto con otros
materiales, por ejemplo donde la forma básica esta elaborada de concreto y los lados son de
madera o acero . Los moldes de concreto también tienen muchas aplicaciones, y
generalmente se usan con compuestos para evitar la adherencia entre el molde y el producto.
34
4.7. MANO DE OBRA ESPECIALIZADA Dos oficios o especialidades son particularmente importantes: la del moldeador y la del
detallista.
El detallista debe saber mucho de diseño y de métodos de fabricación. El es quien interpreta
los diseños y planos y dimensiona las piezas individuales ; de tal modo que cuando sean
colocadas en el edificio todas las piezas y las juntas entre las piezas tengan una posición
exacta.
Por ejemplo: el se asegura que un precolado se ajuste a la estructura. El resuelve los detalles
de anclaje y dimensiones de las piezas de tal modo que el número de piezas de formas
diferentes sea minimizado.
El moldeador debe tener conocimientos y habilidades de escultor, yesero, albañil y
carpintero. Ya que el hace los moldes para los precolados. Si la pieza es bastante simple, el
puede hacer el molde directamente de los dibujos o croquis. Si el diseño es demasiado
ornamental, hace primero un modelo en yeso y luego hace un molde o matriz a partir del
modelo . Para reproducciones históricas, también se puede hacer el molde directamente de
una pieza existente.
El moldeador puede hacer modelos y moldes con prácticamente cualquier material.
La destreza en el manejo de las herramientas y materiales la adquiere solo con la práctica,
pero es importante desarrollar técnicas correctas y comprender la importancia que tiene
hacer las cosas correctas a su debido tiempo.
35
El diseñador puede hacer modelos para precolados prácticamente de cualquier material. Los
materiales mas comunes son la madera, el yeso, el plástico reforzado con fibra de vidrio, y el
caucho. Otros materiales usados son arcilla, yeso, poliestireno, plástico, concreto y arena.
4.8. SELECCIÓN DE MOLDES Algunos de los factores más importantes que afectan la selección de los materiales y el
diseño de moldes incluyen :
A) El acabado.
Un acabado expuesto uniforme es más fácil de producir en una cara del molde que por
medio de las técnicas de acabado indirectas.
B) Reutilización de moldes.
El correcto aseguramiento del rehuso de los moldes es vital. Pudiera ser extravagante
fabricar un molde costoso de acero para un solo trabajo, ya que el molde debe ser más
económico para una gran producción en la cual se deben esperar solamente algunas
pequeñas alteraciones o ninguna. Un molde puede ser más barato pero puede ser mas
costoso que otro para una gran producción cuando se concidere el costo del mantenimiento
y reparación.
La forma ideal del molde para un elemento prefabricado es aquella estandarizada en la cual
no se remueven las partes dentro del molde. Esto crea un tiempo mínimo de producción y
asegura un excelente control dimensional.
36
Donde la producción requiere de formas no estándar o complejas, la respuesta obvia son
los plásticos reforzados con fibra de vidrio o los plásticos forjados al vacío. Tales moldes no
son tan caros como el acero ni tan difíciles de hacer como en madera laminada.
Los plásticos reforzados con fibra de vidrio son casi el único material con el cual se puede
moldear la forma y al mismo tiempo producir un acabado de superficie de alta calidad.
Los plásticos reforzados con fibra de vidrio y los forjados al vacío pueden proporcionar las
caras de molde sin juntas , obviamente las pequeñas crestas sobre la cara de la superficie
producidas por las malas juntas del molde o pulido las pueda eliminar, dichas operaciones
en si mismas producen un cambio visual de la textura en la superficie.
4.9. COSTO El costo por unidad puede fluctuar grandemente de un trabajo a otro, dependiendo del
número de piezas que son del mismo tamaño y forma. Si cada pieza es diferente, entonces
cuesta más tiempo (y dinero) , hay 50 piezas de la misma forma y tamaño, el precolado
ciertamente cuesta menos que tallar 5 piezas de piedra natural.
La tabla siguiente compara los reusos potenciales y los índices de costo derivados en parte
de un trabajo realizado por el Dr. M. Levitt sobre "Moldes" presentado en el simposium
sobre "Cimbrado y apariencia del concreto con plásticos", Abril 1967.
37
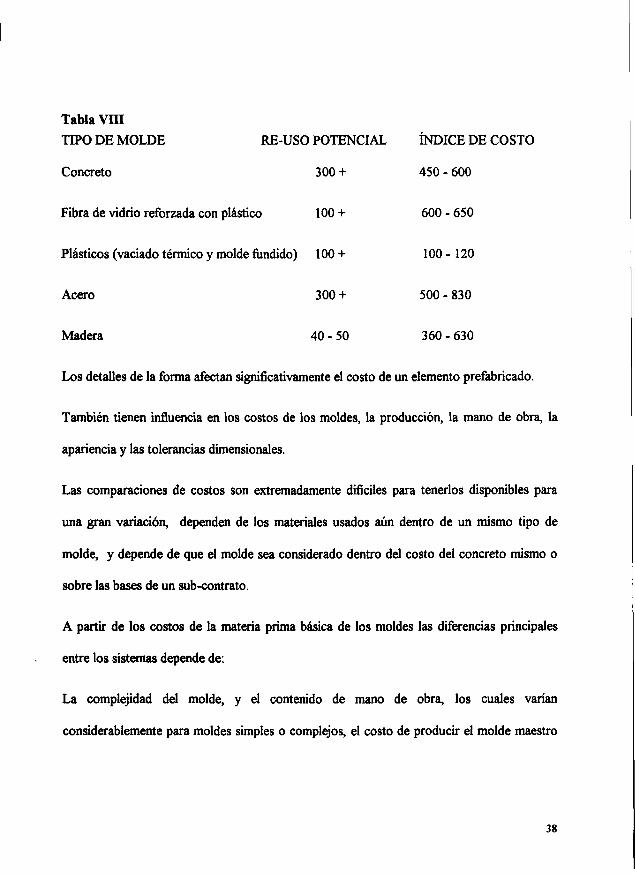
Tabla Vffl TIPO DE MOLDE RE-USO POTENCIAL ÍNDICE DE COSTO
Concreto 300 + 450 - 600
Fibra de vidrio reforzada con plástico 100 + 600 - 650
Plásticos (vaciado térmico y molde fundido) 100 + 100-120
Acero 300 + 500 - 830
Madera 40 - 50 360 - 630
Los detalles de la forma afectan significativamente el costo de un elemento prefabricado.
También tienen influencia en los costos de los moldes, la producción, la mano de obra, la
apariencia y las tolerancias dimensionales.
Las comparaciones de costos son extremadamente difíciles para tenerlos disponibles para
una gran variación, dependen de los materiales usados aún dentro de un mismo tipo de
molde, y depende de que el molde sea considerado dentro del costo del concreto mismo o
sobre las bases de un sub-contrato.
A partir de los costos de la materia prima básica de los moldes las diferencias principales
entre los sistemas depende de:
La complejidad del molde, y el contenido de mano de obra, los cuales varían
considerablemente para moldes simples o complejos, el costo de producir el molde maestro
38
5.SISTEMAS DE PRODUCCIÓN PARA CONCRETO PREFABRICADO.
La utilización de un gran número de elementos idénticos, permite que el prefabricador
emplee técnicas de producción masiva, ya que la simplicidad de los detalles de la erección
contribuyen al concepto de industrialización de la obra, llevando el costo final de la
construcción por debajo del presupuesto de proyecto
5.1.PROCESOS DE FABRICACIÓN
Los planos de diseño para elementos de concreto generalmente no dan toda la información
necesaria para completar los dibujos de taller para la producción de precolados, como es el
caso para la mayoría de los materiales de construcción Otros materiales están mas
estandarizados o están ocultos. En contraste, la mayoría de los trabajos para paneles
precolados son por pedido especial
40
5.2.INSTALACIONES Y EQUIPOS PARA LA FABRICACIÓN Las instalaciones varían mucho de una fabrica a otra. Sin embargo, los plantas deben poseer
varias cosas en común, es decir , una supervisión capaz , una producción organizada,
énfasis en el control de calidad, y personal capacitado y experimentado.
Las instalaciones requeridas para una planta comúnmente comprenden un área semicerrada y
grúas adecuadas.
Los requisitos para este tipo de plantas incluyen un suministro adecuado de agua e
instalaciones para su reciclado .
El proceso de lavado crea un gran volumen de 'lechadas" que deben desecharse. El acabado
de agregado expuesto lavado con agua es el más económico disponible y, en algunas
circunstancias, es menos costoso que el acabado mediante llana. Debido al tiempo de
entrega y reutilización de los moldes los métodos de curado acelerado por calor son
recomendables.
5.3.COMPOSICIÓN Y PREPARACIÓN DEL CONCRETO
La tendencia hoy en día para las especificaciones es que sean menos restrictivas, dando
valores limites que cubran un rango de las propiedades que incluyan factores tales como son
la resistencia a compresión mínima-determinada por consideraciones estructurales;
trabajabilidad deseada-determinada por las condiciones del lugar y los métodos de
compactación; tipo de cemento y contenido incluyendo requerimientos mínimos para la
trabajabilidad, durabilidad y resistencia y Requerimientos máximos para limitar la
contracción; Agregados para acabados de concreto expuesto donde el color y la uniformidad
41
son importantes. Donde el cumplimiento de estos diversos requerimientos forman las bases
del diseño de mezclas.
5.4.PROPORCIONAMIENTO Las proporciones de la mezcla deben dar como resultado un concreto con trabajabilidad y
resistencia apropiadas para el tipo de aplicación de que se trate, con una relación máxima
agua/cemento de 0.46 por peso.
El revenimiento debe ser lo más bajo posible y consistente con el tipo particular de concreto
y los métodos de almacenaje . En general, la consistencia del concreto para cualquier colado
debe ser constante de uno a otro lote, a fin de obtener un color uniforme en el producto
terminado.
5.4.1. GRANULOMETRÍA ABIERTA: Las normas de dosificación para mezclas de granulometria abierta varían en un rango muy
amplio. El empleo de un solo tamaño de malla o de una variedad estrecha de tamaño de
agregado grueso, con un pequeño porcentaje de arena para mejorar la trabajabilidad, da
como resultado una distribución más uniforme del agregado expuesto.
La relación del agregado fino con el agregado grueso por peso debe ser de 1:25 a 1:3, en
mezclas de granulometria abierta . Esto es necesario para lograr textura y color uniformes
cuando se desea una concentración elevada de agregado grueso en la superficie.
5.4.2 TEMPERATURA: La temperatura del concreto debe conservarse constante; las temperaturas del concreto entre
18 y 29C normalmente producen concreto prefabricado de color uniforme. Las
42
temperaturas mayores de 27C dan como resultado una mayor velocidad de fraguado, líneas
de flujo visibles y juntas frías cuando la programación del colado no está coordinada con la
producción del concreto.
5.4.3 FLUIDEZ DEL CONCRETO El comportamiento del concreto se debe inicialmente a las fuerzas inducidas en los
agregados gruesos y la transmisión de éstas al mortero provocando que un cuerpo plástico
cavernoso modifique su estructura fluidificándose y comportándose como un fluido viscoso
el cual expulsa el aire atrapado por el efecto de la presión interna generada.
Este fenómeno de fluidificación se logra principalmente por medio de la agitación
reduciendo en ésta forma la fricción entre los agregados y abatiendo la cohesión.
Existe muy generalizada la tendencia de agregar agua al concreto con objeto de hacerlo más
trabajable, más fluido, pero éste incremento de la relación agua-cemento no es de ningún
modo recomendable ya que esto provoca la reducción de resistencia y propicia la
segregación, (separación de líquidos y agregados) mayor evaporación de agua,
contracciones y fisuración.
Los métodos para medir las propiedades del concreto fresco son diferentes según el grado
de viscosidad plástica y difieren si el concreto se utilizará en construcción, precolados o
productos vibro-comprimidos ya que en los primeros el concreto es más fluido y en
productos vitro comprimidos se utiliza muy seco casi con aspecto de arena húmeda.
Con objeto de obtener concretos adecuados para los procesos de producción se deben fijar
los índices de trabajabilidad , por medio de métodos de ensaye que nos proporcionen los
43
parámetros necesarios para fijar dosificaciones , en función del método de producción a
utilizar, la dosificación y las propiedades físicas especificadas.
Los métodos de ensaye existentes se basan principalmente en índices comparativos de
algunas propiedades del concreto como son: la consistencia, resistencia a la penetración,
densidad, compacidad, facilidad de mezclado y contenidos de agua, aire o cemento.
Estos procedimientos y equipos de ensaye se pueden agrupar según requieran o no de
vibración y según las propiedades que se valoren.
a) Consistencia y docilidad
b) Resistencia a la penetración y densidad
c) Maneabilidad
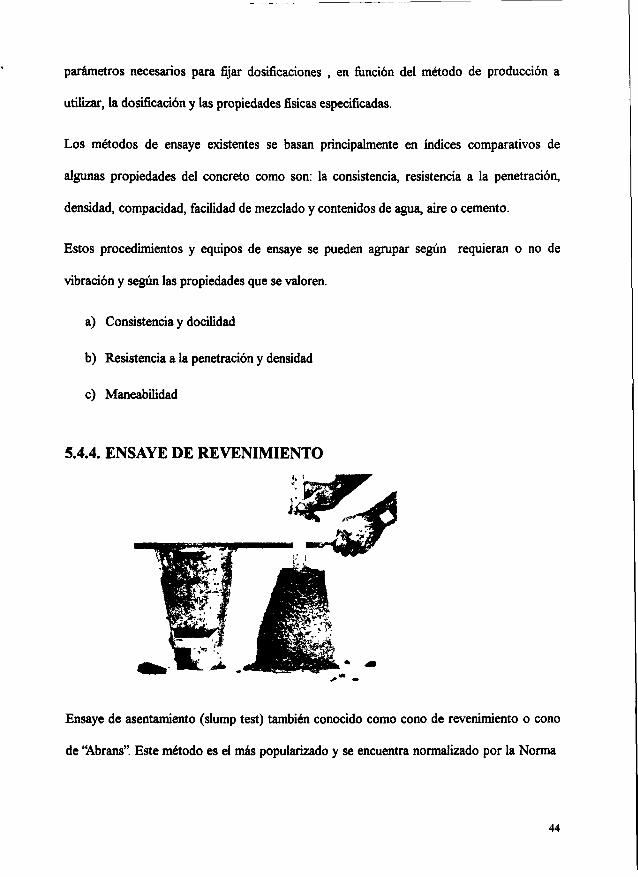
Ensaye de asentamiento (slump test) también conocido como cono de revenimiento o cono
de "Abrans". Este método es el más popularizado y se encuentra normalizado por la Norma
44
ASTM C 143-52 se recomienda solamente para concretos fluidos con revenimientos
mayores de 2.0 cm y con relación agua-cemento menor de 0,5
Se utiliza principalmente para conocer las variaciones en la dosificación, la plasticidad y la
cohesión del concreto.
'K Slumptester" es un instrumento nuevo de origen canadiense que se utiliza para
determinar el revenimiento del concreto con base en la ley de Arquímedes. El índice del
revenimiento se obtiene mediante la inmersión del 'K Slump." en el centro de la masa del
concreto, la cual debe tener un radio mínimo de 15 cms. y a los 60 segundos de sumergido el
instrumento ya se puede efectuar la lectura directamente en la escala graduada. Este ensaye
tiene la peculiaridad de poderse efectuar durante el transporte o directamente en el concreto
ya vaciado.
5.4.5 ENSAYO DE FLUIDEZ (FLOW TEST)
También conocido como mesa de sacudidas o choques; nos indica la consistencia y
resistencia a la deformación del concreto fresco pero no es un método indicativo de la
plasticidad ni de la segregación por lo cual no se recomienda para concretos secos. Para
efectuar este ensaye se coloca un molde metálico tronco cónico sobre una plataforma
metálica la cual esta montada sobre un excéntrico giratorio que produce las sacudidas. El
molde se llena en dos etapas picando el concreto con una barra de 16 mm (5/8) 25 veces en
cada etapa, una vez lleno el molde, se enrasa y se procede a producir por medio del giro del
excéntrico 15 sacudidas desde una altura de 12.5 mm (1/2') en un periodo de 15 segundos.
Después se determina el índice de consistencia con la media aritmética de la medida de la
diferencia entre los diámetros iniciales y los diámetros finales de 6 ensayos. En la medida de
los diámetros se debe considerar una tolerancia de 5 mm.
El índice de fluidez (K) se podrá obtener dividiendo la media aritmética de los diámetros (D)
obtenidos en el concreto entre la media aritmética de los diámetros del cono.
El laboratorio Central de Puentes y Caminos francés utiliza conos de diferente medida según
se trate de agregados pequeños o grandes.
Ensayo de docilidad conocido como "Bola de Kelly". El instrumento consiste en una semi
esfera montada en la punta de una barra graduada colocados en una guía sostenida por un
apoyo. El ensayo consiste en colocar el aparato sobre la superficie del concreto levantar la
semi esfera hasta la guía y dejarla caer libremente, el índice se obtiene con la lectura en la
escala del vastago.
El concreto precolado, en principio, está sujeto a las mismas reglas tecnológicas para
concreto que el concreto sea impermeable al agua. En ambos casos, la estructura de la
superficie de concreto es de importancia critica.
Debe vigilarse con especial cuidado el contenido de ultrafinos del agregado, y los
constituyentes sedimentables para los concretos destinados a sopleteados de arena y a
lavado fino, en relación con las cantidades en que son usadas. En estos casos, con frecuencia
hay que recurrir a arenas coloreadas que no se conforman a las especificaciones. Por
ejemplo, en la arena triturada, se encontró que el contenido de ultrafinos excedía en 25%,
mientras que el obtenido de los constituyentes sedimentables estaba determinado en
alrededor del 10%. Por lo tanto, se requiere de un examen cuidadoso de todos los agregados
46
desconocidos. Un contenido excesivamente alto de ultrafinos en una arena triturada puede
balancearse reemplazándola en cantidad suficiente con arena lavada de granos redondos con
bajo contenido de ultrafinos. Esto tendrá también un efecto benéfico sobre la trabajabilidad y
ayudará a obtener una textura superficial más uniforme. La acción colorante de los ultrafinos
puede ser substituida por pequeñas cantidades de pigmentos de color.
Mientras que los acabados de lavado fino pueden obtenerse con una composición granular
de granulometría continua, se requiere una distribución de partículas de granulometría con
vacíos para un acabado de agregado expuesto.
Un acabado de agregado expuesto usualmente se obtiene con concreto denso. Las
cavidades resultantes se determinan fácilmente con agua. Ellas llegan a constituir
aproximadamente el 45%. La distribución es efectuada en base con el cálculo del espacio
material residual.
Las partículas de forma plana o alargada son particularmente inapropiadas para el concreto
de agregado expuesto, ya que difícilmente puede evitarse el descascaramiento granular.
Para todos los tipos de concreto prefabricado, la relación de agua-cemento no debe ser
mucho más grande que 0.5; el contenido de agua no debe exceder 190 Lts/M3 para concreto
de agregado expuesto no debe ser mayor que 170 Lts/M3. Como regla general, se indica la
adición de aditivos licuificadores o plastificadores. Sin embargo, lo más importante consiste
en evitar fluctuaciones del contenido de agua en el concreto tanto como sea posible, ya que
todo incremento en la relación de agua-cemento da como resultado un tono más ligero en el
color del concreto endurecido.
47
Finalmente, hay que tener mucho cuidado de que se mantengan separados los diferentes
agregados durante el almacenamiento y la dosificación , y antes de preparar la mezcla de
concreto de agregado expuesto de limpiar completamente la mezcladora y el equipo de
transportación usado para hacer otro tipo de concreto .
48
6. MATERIALES Los materiales para el concreto y proporcionamiento de mezclas de concreto en muchos
aspectos generales son los mismos materiales empleados para el concreto prefabricado ,
aunque no necesariamente su resistencia o su proporcionamiento son los mismos ya sea que
se empleen en prefabricados o en construcción en la obra.
A menos que se establezca otra cosa, todos los materiales deberán cumplir con las
especificaciones, normas y reglamentos dados para cada material .El ingeniero deberá
disponer de informes que certifiquen que todos los materiales incorporados a los elementos
prefabricados cumplen las exigencias especificadas.
6.1.AGUA
El agua no deberá contener materias nocivas que pueda interferir en el color, fraguado o
resistencia y durabilidad del concreto. Normalmente el agua potable puede ser
utilizable. Aunque la mayoría de las aguas son adecuadas para los concretos comunes, las
que contienen hierro u óxido pueden manchar el concreto blanco o de color claro.
6.1.2 PROBLEMAS POR EL AGUA
La humedad puede destruir al agregado de varias maneras: La humedad absorbida puede
congelarse y causar descascaramiento en algunas agregados. Las sales y los contaminantes
llevados por la humedad (desde el agua del suelo o de la contaminación del aire) pueden
causar eflorescencia y descascaramiento. Si penetra suficiente humedad en la agregado, el
calor de la luz solar puede incrementar las presiones de vapor al punto en que ocurre
B I B L I O T E C A Instituto Tecnológico de 1» Coast*ueetón
descascaramientos . La porosidad, permeabilidad, absorción y capüaridad de la agregado
son, por lo tanto, consideraciones importantes en cualquier aplicación exterior.
Ya que la humedad puede subir desde el terreno por acción capilar y por tanto no debe
colocarse ninguna agregado en contacto con el terreno.
Para minimizar los problemas causados por la humedad se recomienda el uso de agregados
densos para las exposiciones más severas. Ya que las agregados densos absorben menos
humedad y su superficie lisa retiene menos contaminantes transportados por el aire.
La uniformidad de una superficie de concreto puede ser destruida cuando las variaciones en
el contenido total de agua del concreto y el movimiento de la humedad dentro del concreto
durante el fraguado causen variación de color en el concreto. Cuando el agua que contiene
partículas de cemento se escurre fuera de la cimbra puede aparecer un defecto que contenga
una cantidad de agregado mayor de la habitual, también pueden aparecer al descimbrar
manchas de una apariencia más oscura, como resultado de que huvo menos agua disponible
para la hidratación del cemento.
La decoloración por hidratación penetra dentro del concreto hasta una p* fundidad
considerable y ordinariamente no se puede ocultar por medio de lavados a chiflón con
elementos abrasivos o con herramientas de acabado de superficies, las cimbras deberán ser
impermeables, a prueba de agua lo mas que se pueda. Para minimizar el problema.
50
6.2. CEMENTO
6.2.1. CEMENTO PORTLAND GRIS
Los cementos portland o los cementos especiales empleados para concreto prefabricado
deben cumplir con los requisitos especificados en las ASTM C 150, ASTM C 595, ASTM C
845 o en otras normas aprobadas. Los cementos tienen diferentes características de color,
inherentes o agregados, que pueden afectar el tono deseado para el concreto.
A fin de minimizar las variaciones de color, se debe emplear cemento del mismo tipo y
marca, de la misma fabrica y de las mismas materias primas para todo el concreto de una
estructura determinada. Sin embargo, estas precauciones por si mismas no aseguran
automáticamente la uniformidad del color, ya que las variables en la fabricación y manejo del
concreto, así como del equipo de entrega también pueden provocar efectos notables. Las
muestras de cemento y de concreto que se suministran al ingeniero deben estar marcadas de
manera que muestren : el tipo, la marca de fabrica y fuente de la que se obtuvo el cemento
empleado.
El color del cemento gris normal, depende del color de la materia prima de la cual está
hecho, para asegurar la uniformidad del color, el cemento debe ser obtenido de una fabrica,
y en particular la uniformidad del color es de importancia . En el último de los casos el
proveedor deberá de asegurarnos que la fábrica o distribuidora tiene disponible el cemento
que nos entregará. El cemento para acabados en concreto debe ser de una única clase y
fuente de suministro para toda la obra.
También deberá seleccionarse el tipo de cemento correcto para conseguir una resistencia y
durabilidad predecible, asi como un color adecuado, para estar seguros de que no
51
sepresentan características indeseables u otras aberraaciones ; bajo condiciones variables
deberán investigarse las características de ciertos cementos especiales antes de utilizarlos.
6.2.2 CEMENTO BLANCO
Con frecuencia se utiliza cemento blanco en el concreto prefabricado como colado en obra.
Ya que es un material asequible y puede considerarse como un componente estándar del
concreto. El cemento blanco es un cemento portland fabricado de acuerdo con las
especificaciones de las ASTM C 150, para cementos Tipo I y Tipo III.
Los cementos blancos se hacen con materias primas seleccionadas que contienen cantidades
insignificantes de óxidos de hierro y de manganeso. Asi mismo todos los cementos blancos
tienen bajo contenido de álcalis. Las variaciones en uniformidad de tono en una marca de
cemento blanco son pequeñas, aunque puede haber diferencias mayores entre las distintas
marcas o fuentes de fabricación. El cemento blanco utilizado con pigmentos minerales
proporciona intensidad y uniformidad de color satisfactorias.
6.2.3. CEMENTOS DE COLOR
Los cementos de color amarillo, canela y café claro suelen emplearse en el concreto
prefabricado, y están disponibles en muchas plantas. Estos cementos cumplen con la ASTM
C 150 o ASTM C 595.
Existen otros cementos de color producidos mediante la adición de pigmentos al cemento
blanco durante el proceso de fabricación. Estos cementos están disponibles de importación
en colores amarillo, café claro, negro, naranja, rosa y canela, y se ajustan a la ASTM C 150.
52
6.3. AGREGADOS
En general, los agregados ocupan del 60 al 80% del volumen total del concreto, en el caso
de los elementos presforzados, llegan a ser del 65 al 75%. Por esta razón, la influencia que
tienen sobre el comportamiento del concreto es muy importante.
6.3.1 CLASIFICACIÓN DE LOS AGREGADOS Por su origen, Por su peso, Por su forma, Por su tamaño.
6.3.1.1. ORIGEN
En cuanto a su Origen se dividen en.
NATURALES: Yacimientos, dunas, ríos, escoria volcánica, etc.;
MANUFACTURADOS: Canteras, depósitos Piroclásticos, Grandes fragmentos de roca,
etc.;
ARTIFICIALES: Arcilla expandida, Stiropor, Carlita, etc.
6.3.1.2. PESO En cuanto a su Peso se dividen en tres grupos:
LIGEROS, con un peso específico de p.e. = 0.2 - 2.0 Ton/M3 Artificiales, Pómez, escoria
volcánica, etc.;
DE PESO NORMAL, p.e. = 2.3 - 3.8 Ton/M3 Caliza, arenisca, granito, andesíta, etc
PESADOS p.e. = 3.9 - 5.0 Ton/M3 Limonita, Barita, Magnetita, etc.
6.3.1.3 FORMA Y TEXTURA
53
La clasificación en cuanto a su forma y Textura, posiblemente no ha recibido suficiente
atención, y esta influye importantemente en el comportamiento del concreto; por ejemplo,
para concretos convencionales el agregado boleado arroja los concretos más económicos y
más manejables, pues las partículas redondeadas tienen un desplazamiento óptimo dentro de
la masa fluida.
Sin embargo para el tipo de concretos que nos ocupamos, se pueden obtener mejores
resultados con los agregados angulosos, pues por tener superficies más ásperas existe una
mayor adherencia que si tubieran una superficie lisa. Esto incrementa no solamente la
resistencia a compresión sino también a la flexión.
6.3.1.4 TAMAÑO
Una última clasificación es en cuanto a su Tamaño, teniendo el agregado fino (arena) y el
agregado grueso (grava) con un tamaño Máximo delAgregado, en ocasiones es necesario
que las gravas se dividan en otras fracciones. La arena puede definirse como todo el material
que pasa la malla No. 4 (4.76 mm) y su composición granulométrica ideal, esta señalada por
la Designación ASTM C 33-74.
54
6.3.1.5 GRANULOMETRIA
La composición granulométrica es la separación del material, empleando un juego de mallas
estándard, según ASTM C 136-71, de donde se desprende un dato interesante que es el
'Módulo de Finura" de la arena, el cual se obtiene con la suma de los porcentajes retenidos
acumulados en cada una de las mallas (Núms 8, 16, 30, 50 y 100) dividido entre 100, de
acuerdo con el módulo de finura, las arenas pueden clasificarse de muy fina a muy gruesa
55
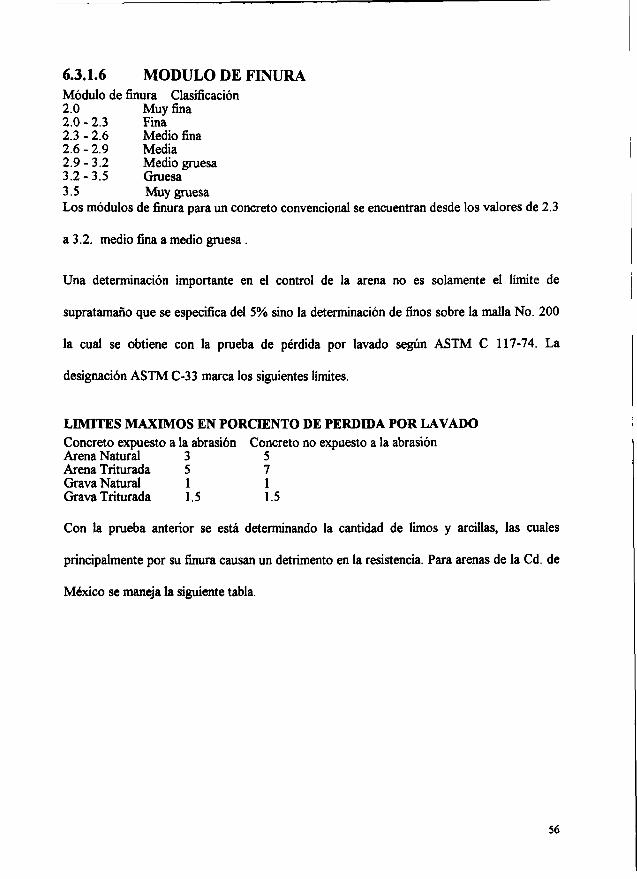
6.3.1.6 MODULO DE FINURA Módulo de finura Clasificación 2.0 Muy fina 2.0 - 2.3 Fina 2.3 - 2.6 Medio fina 2.6 - 2.9 Media 2.9 - 3.2 Medio gruesa 3.2-3.5 Gruesa 3.5 Muy gruesa Los módulos de finura para un concreto convencional se encuentran desde los valores de 2.3
a 3.2. medio fina a medio gruesa.
Una determinación importante en el control de la arena no es solamente el limite de
supratamaño que se especifica del 5% sino la determinación de finos sobre la malla No. 200
la cual se obtiene con la prueba de pérdida por lavado según ASTM C 117-74. La
designación ASTM C-33 marca los siguientes límites.
LIMITES MÁXIMOS EN PORCDENTO DE PERDIDA POR LAVADO Concreto expuesto a la abrasión Concreto no expuesto a la abrasión Arena Natural 3 5 Arena Triturada 5 7 Grava Natural 1 1 Grava Triturada 1.5 1.5
Con la prueba anterior se está determinando la cantidad de limos y arcillas, las cuales
principalmente por su finura causan un detrimento en la resistencia. Para arenas de la Cd. de
México se maneja la siguiente tabla.
56
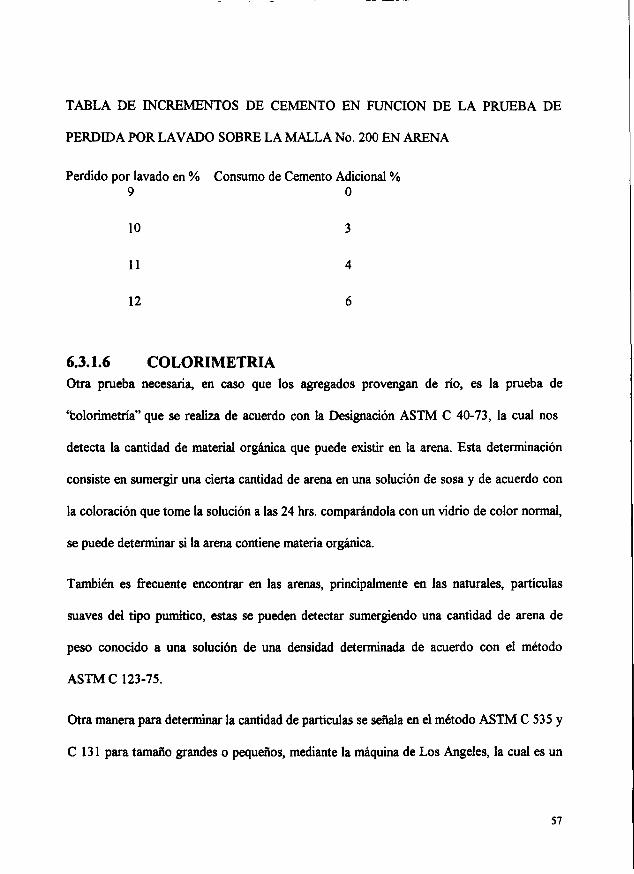
TABLA DE INCREMENTOS DE CEMENTO EN FUNCIÓN DE LA PRUEBA DE
PERDIDA POR LAVADO SOBRE LA MALLA No. 200 EN ARENA
Perdido por lavado en % Consumo de Cemento Adicional %
9 0
10 3
11 4
12 6
6.3.1.6 COLORIMETRIA Otra prueba necesaria, en caso que los agregados provengan de río, es la prueba de
'colorimetría" que se realiza de acuerdo con la Designación ASTM C 40-73, la cual nos
detecta la cantidad de material orgánica que puede existir en la arena. Esta determinación
consiste en sumergir una cierta cantidad de arena en una solución de sosa y de acuerdo con
la coloración que tome la solución a las 24 hrs. comparándola con un vidrio de color normal,
se puede determinar si la arena contiene materia orgánica.
También es frecuente encontrar en las arenas, principalmente en las naturales, partículas
suaves del tipo pumitico, estas se pueden detectar sumergiendo una cantidad de arena de
peso conocido a una solución de una densidad determinada de acuerdo con el método
ASTM C 123-75.
Otra manera para determinar la cantidad de partículas se señala en el método ASTM C 535 y
C 131 para tamaño grandes o pequeños, mediante la máquina de Los Angeles, la cual es un
57
tambor metálico que gira 500 revoluciones con el agregado en estudio y esferas metálicas, al
cabo de los cuales se determina la pérdida de peso en porciento , la que no debe ser
superior al 50%.
En cuanto a las gravas también se determina su granulometría empleando mallas estándar.
En este aspecto no existe un criterio uniforme en las graduaciones, sin embargo, el 'Tamaño
Máximo del Agregado" nos dá una idea clara sobre el concreto, independientemente de las
graduaciones de grava que se hayan utilizado.
Aquí nuevamente vemos que los criterios que se manejan para los concretos convencionales
se apartan de los concretos de alta resistencia, pues mientras en un concreto comercial se
tiene mejor resultado mientras más grande es el tamaño del agregado, para los concretos de
mayor resistencia es mejor tener partículas pequeñas. Esto se debe a que, igual que cuando
se vio la forma y textura, vuelve a influir la adherencia, teniendo mayor adherencia mientras
más superficie específica exista en el agregado, para obtener los puntos óptimos de acuerdo
con los consumos de cemento.
Los agregados originalmente fueron considerados como un material inerte, pero de hecho no
lo son y sus propiedades físicas y químicas tienen mucho que ver en el compartimiento del
concreto.
Si un agregado tiene una excesiva cantidad de huecos, puede presentar poca resistencia a los
cambios volumétricos, provocados por condiciones alternadas de humedecido y secado,
calentamiento y enfriamiento y más aún, de congelamiento y deshielo.
58
6.3.1.7 SANIDAD
Para determinar el grado en que el concreto pueda ser afectado es necesario efectuar
pruebas de 'Sanidad". Esta prueba se lleva a cabo siguiendo el método ASTM C 88 la que
consiste en efectuar cinco ciclos de inmersión y secado en una solución saturada de sulfato
de sodio o sulfato de magnesio, determinando la desintegración del agregado mediante la
pérdida de peso en muestra de arena, la que no deberá ser mayor del 10% cuando se utiliza
sulfato de sodio y de 15% cuando se trata de sulfato de magnesio. Para las gravas, los
límites serán del 12 y 18% respectivamente.
La expansión por reacción de los agregados con los álcalis del cemento, trae consigo un
deterioro en las estructuras. Esta reacción se presenta entre los álcalis del cemento y ciertos
componentes de algunos agregados tales como la Obsidiana, la Riolita, el Cuarzo lechoso, la
calcedonia, el pedernal, el ópalo y otros. Este problema se evita si se emplea cemento bajo
en contenido de álcalis, o sea, que el contenido total de álcalis expresado en porciento de
óxido de sodio Na20 sea menor de 0.60. También para que se presente este problema es
necesario que la estructura este expuesta a la humedad en forma continua.
Cuando se pide una determinada resistencia a la compresión dentro de límites usuales,
generalmente no existe ningún problema para poder obtenerla con agregados inclusive de
mala calidad, naturalmente a un costo mayor por incrementar los consumos de cemento,
pero cuando se pide un concreto de alta resistencia no siempre se puede obtener fácilmente,
por lo cual hay que recurrir a ciertos artificios que se han mencionado anteriormente, pero
también existen otros que ayudan importantemente, como son el lavado de los agregados y
en ocasiones tener granulometrías discontinuas en la arena.
59
6.3.1.8 PRECAUCIONES Y LIMITES En general las precauciones y límites que se fijen para los agregados debe ser principalmente
alrededor de los siguientes puntos.
Límites de granulomemtría
Cantidad de sustancias deletéreas
Sanidad
Cantidad de finos que pasan la malla No. 200
Impurezas orgánicas
Grumos de arcilla y partículas suaves
Agregados potencialmente reactivos
Forma y Textura
Tamaño máximo.
6.3.1.9 MANEJO Una vez que se han seleccionado los agregados, debe tenerse la precaución de que la calidad
se mantenga como en la fuente de abastecimiento después de su proceso, y evitar una
degradación de la calidad por manejo. Por lo anterior conviene efectuar pruebas continuas y
contar con una persona de experiencia para que reciba los materiales.
En el almacenamiento es preferible tener dos patios para cada agregado en forma alternada
para recibir durante un día en uno de los patios y después de obtener los datos de
contaminación y humedad efectuar las correcciones correspondientes sobre el
proporcionamiento base, para no alterar la relación grava-arena y agua-cemento con la que
fueron diseñados los concretos y pasarlos al segundo patio.
En el almacenamiento de los agregados no debe hacerse dunas con demasiada altura ni
transitar sobre ellos. Los pisos de los patios de almacenamiento deberán estar pavimentados,
de preferencia, o procurar base del mismo material para evitar que se contamine con el
terreno del fondo. También es necesario la colocación de mamparas para eliminar la posible
contaminación de los agregados de diferente graduación.
En el manejo de los agregados extisten diferentes sistemas, pero cualquiera que se tenga,
debe prevenirse el no tener segregación.
6.3.2 AGREGADO EXPUESTO En acabados de agregado expuesto para proporcionar incontables combinaciones de color y
de textura pueden emplearse agregados de peso normal o ligero. Entre dichos agregados se
incluye la grava natural, la grava triturada y los agregados de piedra triturada de colores
distintos.
Entre los agregados artificiales se encuentran los expandidos; las arcillas; las pizarras y
escorias; el vidrio, y los materiales de cerámica.
Todos los agregados para el revestimiento y para el concreto de determinada estructura
deben provenir de la misma fuente, a fin de que proporcionen calidad y color similares a la
muestra aprobada.
Se puede emplear cualquier combinación para contrastar, siempre que se cumplan los niveles
deseados de resistencia, durabilidad y trabajabilidad.
61
Los agregados suaves, de escasa durabilidad, incluyendo algunas calizas, mármoles y otros
materiales con contenidos de calcio elevados, no son adecuados para superficies exteriores
de agregado expuesto.
En ocasiones los agregados pueden contener minerales (generalmente a base de hierro) que
reaccionan al ser expuestos a la atmósfera y que causan manchas. Aunque estas manchas
pueden ser aceptables para el concreto común, los requisitos para el concreto prefabricado
suelen estar dirigidos a eliminar estos problemas.
Por lo regular, los agregados seleccionados para propósitos prefabricados están señalados en
las especificaciones del proyecto en cuanto a su origen, tamaño y color.
La elección de agregados se hace más crítica cuando se trata de concreto blancos. Los
agregados oscuros tienden a crear sombras cuando las secciones más delgadas de mortero
blanco no pueden ocultarlos por completo.
La intensidad y brillo del color puede disminuir cuando se emplean agregados sucios de
apilamientos contaminados.
Para acabados de agregado expuesto, con el fin de proporcionar la mejor exposición del
agregado en la superficie, pueden establecerse requisitos especiales, tales como la
granulometría abierta o un tamaño seleccionado de agregado.
Los tamaños máximos de agregado pueden variar de 1/8 a 1 Vi pulgadas según sea el efecto
en el prefabricado deseado.
Las granulometrías abiertas pueden incluir agregado grueso en un rango reducido de
tamaños, por ejemplo de 1 Vz a V* de pulgada, a 3/8 de pulgada u otros.
62
6.3.3 SELECCIÓN DE AGREGADOS Aunque existen miles de variedades de agregado en el mundo, los mas comunes son de
mármol, granito, caliza, arenisca, y pizarras El tipo de agregado por elegir depende del uso.
Ningún agregado rinde de manera igual en todas las aplicaciones. La luz del sol, el tráfico,
las sales solubles y la contaminación afectan a cada tipo de agregado de manera diferente.
El grosor del panel también afecta grandemente su comportamiento.
Los agregados se deben seleccionar sobre la base de su color, la dureza, el tamaño, la forma,
granulometría,el método de exposición, la durabilidad, la disponibilidad y el costo.
Los agregados decorativos más populares son los materiales naturales tales como el cuarzo,
el granito, el mármol, la cal y la grava así como los materiales fabricados como el vidrio y la
cerámica.
El ingeniero deberá seleccionar el tamaño, color y calidad de los agregados que se vayan a
utilizar. Esta elección debería basarse en una inspección visual de una muestra de concreto
preparada por el fabricante, y en una valoración de los informes de los ensayos realizados.
Se deben tomar en cuenta precauciones especiales, para asegurarse que los agregados están
libres de impurezas, tales como piritas, las cuales paueden causar manchas. Una experiencia
útil es hacer muestras de prueba usando los materiales propuestos.
Los agregados deben ser consistentemente uniformes en color a través de todo el contrato y
el proveedor no deberá cambiarlos.
63
En términos del acabado resultante la uniformidad en color del agregado fino es
generalmente mas importante, más que en el agregado grueso el cual es importante
solamente cuando se usa para acabados con agregado expuesto.
Durante toda la obra los agregados visibles, finos y gruesos, para acabados, serán para cada
tipo de agregado, de una sola fuente de suministro (cantera o mina), limpios, duros,
resistentes, duraderos, e inertes, libres de manchas y de materiales nocivos.
Los agregados deberán cumplir con la norma ASTM C 33, y ASTM C 330.
El fabricante debería exigir garantías al proveedor de la calidad, granulometría y color al
proveedor, y asegurarse que están almacenados o disponibles cuando se necesiten.
Para concretos expuestos en climas fríos, la pérdida de volumen por sulfato de magnesio
debería ser preferiblemente, menor del 5 por 100 a menos que la experiencia durante más de
5 años bajo un ambiente similar indique una durabilidad adecuada.
Los agregados deberán estar libres del contenido de materia orgánica noma ASTM C 33.
Cuando los agregados vayan a quedar visibles, puede ser necesario obtener una grnulometría
de los agregados muy estudiada a partir de las muestras de los ensayos.
Los agregados ligeros empleados en las mezclas de superficies visibles deberán ajustarse a
las tolerancias de la ASTM C 330 con la prevención adicional de que su absorción, tal como
se define en ASTM C 330, no excederá del 10 por 100 . No se recomienda utilizarlos en
climas fríos o húmedos , si se exponen a la intemperie, a menos que se haya verificado su
rendimiento mediante pruebas o registros de utilizaciones previas , satisfactorias en
ambientes similares.
64
6.3.4 COLOR DE LOS AGREGADOS
Los colores de los agregados naturales varían considerablemente según su clasificación
geológica e inclusive entre las rocas del mismo tipo. Los agregados existen en una variedad
de colores claros, blanco, amarillo, verde, gris y color rosa pastel o color rosa.
6.3.4.1 CUARZO
El cuarzo se usa ampliamente como superficie brillante para complementar el efecto de color
creado por el uso del concreto pigmentado. Se usa también el cuarzo claro en combinación
con otros agregados de color para hacer hincapié en el color de la matriz. El cuarzo blanco
varía desde un blanco translúcido que es casi claro hasta un blanco profundo, lechoso. El
cuarzo color de rosa da acabados que van desde un rosa delicado hasta un rosa cálido.
6.3.4.2 GRANITO El granito, conocido durante mucho tiempo por su durabilidad y belleza, se encuentra
disponible en tonos rosados, rojos, grises, azul oscuro, negro y blanco.
Los agregados usados para pisos debe tener buena resistencia a la abrasión por tráfico
peatonal y a las manchas. El granito es extremadamente durable bajo estas condiciones y
retiene un buen pulido con menor mantenimiento que el requerido por otras agregados.
Muchos seleccionan el granito sobre el mármol u otros agregados debido a que es más
denso. Sin embargo, los fluidos pueden entrar por entre los cristales y causar sombras y
manchas. Las manchas con frecuencia son aprisionadas por debajo de los cristales y no
pueden ser removidas.
65
Las cubiertas de granito artificial son populares,sin embargo, no todas los agregados, se
comportan bien en estas áreas. El granito también resiste las rayaduras mejor que el mármol
o el travertino.
6.3.4.3 MARMOL Entre los agregados naturales, el mármol probablemente ofrece la más amplia selección de
colores que van desde el verde, amarillo, rojo y rosado hasta el gris, el blanco y el negro.
El mármol, incluyendo el travertino, son atacados por los ácidos de jugos de frutas, el
vinagre y aún la leche que en realidad pican la superficie.
Se encontró que muchas de las manchas en tocadores de mármol provenían de los
limpiadores de amoniaco usados para limpiar los espejos de los baños. Para evitar tales
problemas, debe intentarse usar selladores.
6.3.4.4 GRAVAS
Ciertas gravas, después de lavarlas y hacerlas pasar por un tamiz, se pueden usar para
producir acabados atractivos color café o color café rojizo. Los colores ocre amarillo, ámbar
y colores crema o color crudo abundan en las gravas de los lechos de los ríos. La roca
blanca casi pura proviene de formaciones sedimentarias. Las gravas varían mucho en color
dependiente del área en la cual se encuentran las canteras.
6.4. COSTO Y DISPONIBILIDAD El costo es un factor en la selección de un agregado, por lo que las comparaciones del costo
se deberán hacer en una base equitativa.
66
Los agregados naturales varían en precio según su disponibilidad. El mármol es
relativamente barato, mientras que el cuarzo y el granito son relativamente mas caros,
principalmente a causa del costo de la trituración para llegar hasta los tamaños deseados.
Los agregados manufacturados cuesta más producirlos que los naturales. La grava es el más
barato de todos, dado que requiere únicamente que se lave y se pase por el tamiz. Sin
embargo, inclusive los agregados más caros con frecuencia son más prácticos para el
concreto de agregados expuestos, especialmente cuando se les usa únicamente en pequeñas
cantidades para obtener efectos especiales.
En general, los agregados que se usan en el concreto de cualquier tipo representan
únicamente una pequeña parte del costo del concreto in situ. Cualesquier error que se
cometa a causa del uso de un agregado de clase inferior no se pueden corregir con facilidad.
Así que es mejor usar agregados de buena calidad, provenientes de una fuente u origen
distinto, si es que se necesita, en lugar de usar un material local de clase dudosa.
Cada tipo de agregado tiene sus retos. Los mármoles oscuros pueden decolorarse cuando
están expuestos a la radiación ultravioleta. Las agregados calizos y el mármol son atacados
por los ácidos sulfuroso y sulfúrico. Algunos mármoles relativamente 'puros" y de grano
fino se dilatan después de cada ciclo de calor. Aunque ligero, este crecimiento es
permanente.
67
6.5 AGENTES QUÍMICOS La industria química nos ha dado la mano el producir los agentes llamados desmoldantes.
Con esto solucionado, se puede concentrar la creatividad en realizar las formas y texturas
que se deseen.
Los materiales utilizados como selladores de juntas, son compuestos flexibles para calafateo
que poseen una buena adherencia y que pueden resistir el intemperismo y cualquier
movimiento de expansión y contracción de los paneles. También se utilizan métodos de
relleno a base de filetes o empaques neopreno que se encaja en un filete colado en un panel.
La preparación de una serie de muestras que se ajusten a las recomendaciones del fabricante
y a los requerimientos del precolador, asegurarán la reducción al mínimo de los problemas
de producción.
6.6. ADITIVOS Los aditivos en los concretos para elementos precolados y presforzados juegan un papel
importante, pues para manejar concreto secos es conveniente utilizar un aditivo dispersante
que además de reducir la cantidad de agua por metro cúbico y dar mayor resistencia,
proporcione una mayor manejabilidad.
De acuerdo con el Reglamento de las Construcciones de Concreto Reforzado ACI 318 y de
la nota 2 de la designación ASTM C 494 , donde se ha especificado que los aditivos
empleados como reductores de agua deben estar excentos de cloruro de calcio, debido a que
este compuesto ataca en cierta medida el acero, provocando corrosión lo cual debilita
lógicamente la adherencia que es definitiva en el presfuerzo.
68
La eliminación del cloruro de calcio en los aditivos se realiza sin ninguna dificultad con
aditivos de base carboxílicos, corregidos con aminas, amidas o esteres.
Existe otros aditivos a base de melamínas con formaldehido que presentan ventajas sobre
todo de manejabilidad ya que causan un efecto plastificante muy importante. Una
característica de estos aditivos es el efecto efímero de lo cual resulta una ventaja porque se
tiene una menor relación agua- cemento y no solamente mejora el revenimiento o el tiempo
de vibrado, sino también, una mayor manejabilidad.
Con unos buenos materiales, un diseño de mezcla correcto y una concienzuda compactaaon
raramente se puede necesitar el uso de aditivos para acabados de concreto expuesto.
Los aditivos no pueden corregir imperfecciones en el mezclado, manejo o colocación del
concreto, pero algunas veces se pueden usar con ciertas ventajas para mejorar la
trabajabilidad, incrementar la durabilidad, reducir el riesgo de daño por congelación o como
ayuda para el curado del concreto en temperaturas bajas.
En cualquier caso, los aditivos deben ser empleados solamente para propósitos específicos.
acelerantes del endurecimiento ; para incrementar la trabajabilidad ; para retardar el
procesode fraguado como inclusores de aire; para producir concreto aereado ; para abatir la
permeabilidad del concreto endurecido ; para reducir la evolución de calor de hidratación ;
para concreto coloreado.
Antes de la aceptación, un aditivo debe ser completamente evaluado por medio de pruebas
preliminares, las apropiadas para cada circunstancia. Por ejemplo puede ser necesario
determinar el efecto en la resistencia o la trabajabilidad en un concreto en particular, en una
u otra de sus propiedades significativas.
En la mayoría de los casos las pruebas comparativas con y sin aditivo o con dos diferentes
aditivos del mismo tipo se pueden evaluar con el cuidado requerido e interpretando los
resultados obtenidos.
Cuando se utilice un aditivo el proveedor debe proporcionar la información siguiente:
1. Nombre del producto
2. Descripción (polvo o líquido, color, peso)
3. Fabricante
4. Propósito, ejemplo; efecto principal y algún otro efecto suplementario
5. Ingredientes activos
6. La dosis recomendada
7. Instrucciones para su almacenaje (incluyendo precauciones especiales a temperaturas
bajas) y uso
8. Efectos en caso de exceder de dosificación recomendada.
Entre los aditivos más ampliamente usados y probados se encuentran:
Los acelerantes los cuales incrementan la rapidez de endurecimiento del concreto y son
principalmente usados para mejorar la ganancia de resistencia a temperaturas bajas.
Todos los aditivos se ajustarán a la ASTM C 260 y/o ASTM C 494.
Normalmente no se utilizan otros aditivos a menos que se desee un cambio específico en ls
propiedades o docilidad del concreto.
Todos los aditivos exijen un control adecuado de la dosificación, y comprobaciones
necesarias y frecuentes del aire icluido resultante, para asegurar que se obtiene ya el
resultado adecuado.
La selección de los aditivos debería ser competencia del prefabricador, sujeta a la aprobación
del ingeniero.
No debe permitirse la utilización de cloruro de calcio ni de aditivos que cotengan cantidades
importantes de cloruro de calcio.
Cuando se utilizan cementos blancos o de color claro, es necesario hacer pruebas especiales
para determinar cualquier efecto del aditivo sobre el color final.
La compatibilidad del color puede estableceser mediante el colado de muestras en la obra,
antes del uso real del concreto en la construcción.
6.6.1 ADITIVOS ACELERANTES CLORURO DE CALCIO
Ha sido bien probado en la práctica y tiene la ventaja de mejorar la trabajabilidad y la
cohesividad. El empleo de cloruro de calcio puede contribuir a la corrosión de los metales y
al oscurecimiento y moteado del concreto, por lo que no se recomienda para concreto
prefabricado y no debe ser usado en concreto presforzado, pretensado, ni en concreto
sometido a curado con vapor, ni ser mezclado con cemento aluminoso o resistente a
sulfatos.
71
La cantidad de cloruro de calcio agregada a cualquier mezcla de concreto sin armado debe
ser cuidadosamente controlada; las cantidades normalmente deben variar entre 1 y 2 por
ciento de el peso del cemento. Cuando se usa el cloruro de calcio en exceso puede
perjudicar la durabilidad del concreto.
6.6.2 ADITIVOS REDUCTORES DE AGUA Los aditivos reductores de agua y retardantes de fraguado se emplean normalmente en
concreto prefabricado para reducir la cantidad de agua de mezclado, o para incrementar la
trabajabilidad del concreto, en particular con mezclas especiales de agregado áspero.
Los aditivos retardantes pueden utilizarse en el concreto prefabricado para retardar o
controlar el fraguado inicial del concreto, de manera que se reduzcan al mínimo las juntas
frías.
Las dosis elevadas pueden causar problemas de fraguado, agrietamiento o decoloración, en
especial con cementos blancos o amarillos.
6.6.3 ADITIVOS M I N E R A L E S Y P U Z O L A N A S
Los aditivos minerales o las puzolanas que cumplan con la ASTM C 618 pueden agregarse
para lograr trabajabilidad adicional, siempre que no se observe ningún cambio perjudicial en
el aspecto deseado. En particular, el empleo de ceniza volante en la mezcla oscurecerá el
color, al mismo tiempo que mejorará la trabajabilidad en grado considerable.
6.6.4 RETARDADORES DE FRAGUADO Los retardadores químicos retardan el fraguado de la pasta de cemento de manera que puede
removerse fácilmente de alrededor del agregado cepillando, o lavando con chorro de agua.
72
Los retardadores pueden obtenerse en varias formulaciones y proporcionan diversos grados
de exposición del agregado. Una aplicación uniforme del retardador y el mantenimiento de
esta uniformidad durante , la colocación del concreto , son necesarios para lograr buenos
resultados Las superficies verticales exigen un cuidado adicional.
6.6.5 ENDURECEDORES SUPERFICIALES
Se pueden producir superficies densas y resistentes al desgaste con tratamientos para
superficies monolíticas. Al material usado generalmente se le llama endurecedor superficial.
Es una mezcla seca de mineral o agregados metálicos y cemento Portland tipo I y
generalmente se compra listo para usar. En caso contrario debe ser estrictamente dosificado
73
de acuerdo con las instrucciones del fabricante. Usualmente se compone de 1 parte de
cemento Portland por 2 partes de agregado seco en base de peso. El mineral agregado es
usualmente basalto triturado, quarzo o granito. Cuando se trata de agregados metálicos,
estos deben haber sido sometidos con anterioridad a un tratamiento antioxidante o estarán
expuestos a oxidación. No se deben aplicar endurecedores metálicos al concreto que
contenga cloruro de calcio o cualquier otra mezcla que pueda producir reacciones dañinas.
6.6.6 AGENTES INCLUSORES DE AIRE Los agentes inclusores de aire mejoran la resistencia a la congelación del concreto,
incrementan la durabilidad y la cohesividad del concreto en estado plástico. El aire puede ser
incluido por agentes apropiados agregados en la mezcladora. Solamente los agentes
inclusores de aire aprobados deben ser usados, de otra forma se presentarán variaciones en
la resistencia y en el contenido de aire los cuales son difíciles de regular.
Para obtener una resistencia a la congelación óptima sin pérdida excesiva de resistencia el
concreto deberá contener entre 3 y 6 por ciento de aire por volumen.
Cuando se usa concreto con aire incluido es necesario modificar las proporciones de la
mezcla para no permitir alguna pérdida de resistencia.
74
6.7 ARMADURAS
El acero para los armados se ajustará al ASTM A 615 y las mallas metálicas soldadas al
ASTMA18.
Todas las armaduras estarán limpias de grasa y suciedad, y no se soldarán los redondos sin el
conocimiento del ingeniero.
Deberá permitirse la soldadura del armado sin una ejecución apropiada que se ajuste a las
clases de acero, y por supuesto se evitearán las imperfecciones del cordón de soldadura
En paneles de grandes dimensiones y/o pequeño espesor puede ser deseable utilizar cables
de pretensado. Si se utiliza acero pretensado, deberán seguirse las recomendaciones del
PCI .
75
PIEZAS METÁLICAS Las placas, ángulos y perfiles utilizados como piezas metálicas en las uniones serán de acero
dulce y pintados en taller. Las piezas embebidas, pernos y otros accesorios estarán
galvanoplastiados, o hechos de materiales no corrosivos.
En ambientes corrosivos y cuando la humedad pueda afectar las uniones ocultas es necesaria
una galvanización (u otra protección) .
6.8 DESMOLDANTES La razón principal para aplicar un agente desmoldeante a la superficie de la cimbra es para
facilitar el descimbrado o desmolde y reducir las deficiencias en la superficie por sufrir daños
y en la misma cimbra o molde al ser retirado.
Sin embargo investigaciones recientes indican que el tipo de agente desmoldeante utilizado
tiene una gran influencia en la apariencia de las superficies de concreto.
Los agentes desmoldeantes se clasifican en seis categorías, las cuales en la interface entre el
concreto y la cimbra tienden a reducir la tensión superficial, de modo que las burbujas de
aire puedan moverse más libremente hacia arriba y dispersarse.
La proporción de un activador de superficie sintético para engrasar debe ser limitado al 2
por ciento, de otra manera la grasa tiende a comportarse en una forma similalr a una
emulsión soluble al agua (categoría 4) lo cual produce una capa superficial porosa y oscura
de baja durabilidad.
Clasificación de agentes desmoldeantes
Categoría Tipo Composición Características
76
1 Aceites Agentes sin adición de activadores de superficie naturales o
sintéticos.
Fomentan la formación de burbujas.
Produce concreto de color uniforme.
2. Aceites puros con activadores de superficie.
Agentes activadores de superficie con adiciones en cantidades
controladas.
Baja incidencia de burbujas.
Concreto de color uniforme.
3. Emulsiones cremosas para moldes.
Emulsiones de agua en aceite donde la base externa es aceite
con un agente activador de superficie.
Baja incidencia de burbujas.
Concreto de color uniforme.
4. Emulsiones solubles al agua.
Emulsiones de aceite en agua, donde la fase externa es agua.
Baja incidencia de burbujas.
Retardo del fraguado superficial.
Superficie porosa y oscura.
Tendencia a producir polvo.
5. Agentes desmoldeantes químicos.
6. Pinturas como barreras.
Pinturas, lacas y otros recubrimientos impermeables.
77
Alta incidencia de burbujas.
Concreto de color uniforme.
Cuando se especifica un acabado de concreto expuesto los aceites puros con la proporción
correcta de activador de superficie (categoría 2) o emulsiones cremosas para moldes
(categoría 3) son los altamente recomendables . Para cualquier tipo de trabajo el costo será
el que dicte la selección del desmoldeante.
En el caso de cimbras de madera, la mayoría de los aceites derivados del petróleo, como el
aceite mineral con base de parafína, pálido y de reafinación directa, y las emulsiones con fase
de aceite, son satisfactorios.
El aceite lubricante de color claro, se puede conseguir generalmente en las compañías
petroleras.
En las emulsiones con fase de aceite, la clase de emulsificante y la cantidad que se usa son
críticas por que con frecuencia causa diferencias de color en la superficie del concreto. Si es
el adecuado para el trabajo y se usa la cantidad correcta, el concreto tendrá un color
uniforme.
Antes de usarse, un material absorbente como la madera o el triplay lijado estos pueden
recibir de dos a tres aplicaciones de desmoldantes liberadores, por lo menos un día sí y un
día no, para superar las variaciones naturales debidas a la absorción . Y cada vez que
78
todavía razonablemente fresco . Cuando se usen los paneles por primera vez, el triplay puede
requerir otra capa adicional de aceite.
Se pueden usar las cimbras de fibra de vidrio o los revestimientos de cimbras hechos de
plástico unas cuantas veces sin un desmoldante liberador a causa de su superficie duro y liso,
pero después de unos cuantos usos, las superficies se vuelven a tal grado ásperas que se
necesita un desmoldante de liberación. Los desmoldantes de liberación que se prefieren son
las emulsiones con base de aceite o una cera de alta calidad.
La mayoría de los revestimientos de cimbra elastoméricos no requieren de la aplicación de
desmoldantes de liberación , si la superficie se encuentra totalmente limpia y ha sido
humedecida con agua justo antes de colocar el concreto.
El proveedor de los revestimientos puede recomendar un desmoldante liberador. Los
desmoldantes liberadores de cimbra que son satisfactorios para la madera no siempre son
adecuados para el acero. Los desmoldantes liberadores para las cimbras de acero deberán
contener un inhibidor de óxido y estar libres de agua. Los materiales que se han usado con
éxito, incluyen el aceite de reafinación directa que contiene una cantidad controlada , de
grasa de parafina, jalea de petróleo y/o aceites mezclados.
La lanolina y el aceite de palma son efectivos para prevenir la adhesión del concreto al
aluminio. Las emulsiones de aceite con consistencia de crema espesa son también
recomendables para el aluminio.
79
6.9. SELLADORES PARA CIMBRAS También se deben usar los desmoldantes liberadores, en términos generales, por encima de
la superficie de la cimbra sellada, y deberán ser compatibles con el revestimiento, sellador de
la cimbra.
Este tipo de revestimientos puede aumentar el número de usos de las cimbras de madera.
Hay diferentes tipos de selladores de madera como la laca, las resinas epóxicas, el poliester y
el poliuretano.
Los selladores de madera ayudan a mantener un color uniforme en el concreto. Mientras más
baja sea la relación agua-cemento más oscura será la superficie del concreto. Si la absorción
no es uniforme, la superficie del concreto variará en el color.
Las cimbras no absorbentes impiden la pérdida de humedad y dan por resultado terminados
uniformes en color pero de color más claro que aquéllos colados en cimbras absorbentes.
Las superficies deberán estar secas y libres de mugre, grasa y otras impurezas antes de
aplicar los selladores de la cimbra. Se deberán aplicar los selladores a la madera cuando ésta
es nueva y no está aceitada. Antes de poderla sellar, siempre se deberá lijar una superficie de
la cimbra de madera para quitar las áreas ásperas y todos los orificios o imperfecciones se
deberán seguir las instrucciones del fabricante sobre la aplicación del sellador, el trabaj'o lo
deberá hacer un trabajador muy hábil y altamente capacitado.
En muchos casos es aconsejable sellar los dos lados de la cara de la cimbra para impedir que
se tuerza en el caso de que uno de los lados sin revestir se humedezca. Después de un cierto
80
número de usos, se puede lijar nuevamente la madera y el triplay y se le vuelve a tratar con
un sellador.
6.10 AISLANTES El aislamiento, cuando sea necesario, será seleccionado y utilizado de acuerdo con las
recomendaciones del ACI Comité 533.
Los materiales para aislamiento utilizados normalmente en la construcción de paneles
sandwichs incluyen espuma plástica (poliuretano y poliestireno), vidrio celular, fibra de
vidrio, hormigones celulares y hormigones de agregados minerales ligeros, se especificará el
factor de aislamiento exigido.
6.11 SELLANTES CONTRA LA ACCIÓN DE LA INTEMPERIE
Los selladores superficiales, se aplicarán después de que el edificio haya sido calafateado,
se hayan terminado las reparaciones y efectuado la limpieza. Deberán ser de preferencia
resinas acrílicas con transparencia estable, resistente al intemperismo rayos ultravioleta y con
reflexión mate.
6.12 NUEVOS MATERIALES
Entre los nuevos materiales, apropiados para ser aplicados en la construcción de concreto,
en años recientes, ha habido algunos desarrollos que son de gran importancia para la
industria del concreto precolado. Gracias a los conocimientos que se acaban de obtener,
ahora los fabricantes, más de lo que era posible en el pasado, pueden adaptarse a la amplia
variedad de exigencias de los clientes, habiéndose creado nuevos enfoques para esta
industria.
81
En términos generales, de los desarrollos visualizados, puede decirse que se llevan a cabo
en las siguientes esferas:
a) Materia prima usada en el concreto:
Existen notables desarrollos en el cemento. Por lo tanto, En el contexto de una gama general
de problemas relacionados con esta materia prima se han desarrollado nuevos materiales
para ser usados en ei concreto. Existen varios agregados nuevos, incluyendo los siguientes
basados en: desperdicios de demolición: ripio de tabique, ripio de concreto; cenizas volantes
pulverizadas, agregados ligeros , etc .
b)Productos especiales para adicionarlos al concreto:
• mezclas aditivas;
• productos para adicionarse al concreto fresco ;
• aditivos muy finos como humo de sílice;
• fibras adicionadas a la mezcla del concreto fresco; estas pueden ser de diversos tipos,
como acero, vidrio, plástico, carbón, etc.;
• polímeros incorporados en el concreto o aplicados a la superficie.
c) La "piel" del concreto: Han emergido ya muchos desarrollos a largo plazo con relación a:
• la apariencia, color, textura de la superficie;
82
• la durabilidad, método de impregnación (incluyendo impregnación con polímeros), y
tratamientos especiales de la superficie.
d) La estructura de concreto como tal: entre otros, vale la pena mencionar los siguientes desarrollos:
• técnica de producción de ferrocemento, tipos de mallas de refuerzo;
• nuevos materiales para reforzar o pre-esforzar las estructuras de concreto: ; estos
incluyen malla de fibra de resina sintética para el refuerzo de estructuras.
e) Preparación y colocación del concreto fresco:
En esta area se han presentado nuevos desarrollos con relación al mezclado del concreto, el
manejo, transporte, colocación, compactación y curado. Más especialmente, los desarrollos
importantes en los procesos continuos en la industria del concreto precolado vale la pena
mencionar, especialmente, los procesos de extrusión. El desarrollo de las máquinas usadas
para este propósito data de la década de 1950, y muchas pequeñas viguetas y losas han sido
producidas con este método a través de los años.
Naturalmente, debe hacerse mención al dearrollo de las técnicas para cortar las unidades de
concreto precoladas a las longitudes requeridas y la subsecuente instalación de elementos de
sujeción y fijación. Además, se están empleando procesos al vacío para el curado del
concreto, especialmente en casos en que se tratan grandes áreas.
83
6.13 NUEVOS DESARROLLOS
La generación de electricidad se está concentrando incrementadamente en el uso de carbón.
Como resultado, la producción de CENIZAS como un material residual está constantemente
en aumento.
6.13.1CEMENTO PORTLAND-PFA Desde el año de 1982, la industria del cemento en los Países Bajos (ENC1) ha lanzado al
mercado un cemento portland-pfa de clase A. Contiene aproximadamente el 25% de ceniza
volátil pulverizada. La aplicación de este cemento se ha incrementado grandemente a través
de los años el cemento portland ha sido desplazado en gran proporción - también en la
industria del concreto precolado por el cemento portland-pfa.
En los últimos años, en los Países Bajos, la ceniza volátil pulverizada ha sido procesada en
un material usado como agregado de peso ligero para concreto llamado Lytag. El proceso
fue desarrollado en la Gran Bretaña. Lytag se suministro en fracciones de tamaño de
diversas partículas, de manera que puede obtenerse con él una buena composición para
mezcla de concreto. Las partículas son esféricas, de textura lisa, porosa y en una gama de
color café a gris.
El concreto hecho con Lytag ofrece interesantes posibilidadespara la industria del concreto
precolado. No solamente pueden hacerse sus componentes con este agregado
aproximadamente 20% más ligeras que los componentes con este agregado
aproximadamente 20% más ligeras que los componentes del concreto de peso normal, pero
con la misma resistencia. Esto significa que los edificios construidos con concreto Lytag
pesan menos que los construidos con agregados comparables de concreto de peso normal.
84
La ceniza volátil pulverizada es utilizada también como un aditivo que es introducido
indirectamente a la mezcla del concreto fresco.
6.13.2POLIMEROS
Además del problema familiar de la apariencia de las estructuras de concreto (color, textura
de la superficie), existen, en la actualidad, muchos problemas asociados con la calidad de la
"piel" del concreto, es decir, la capa más exterior del concreto que tiene un espesor de unos
cuantos milímetros hasta varias décimas de milímetros. La piel es un factor importante para
determinar la durabilidad de las estructuras de concreto (con relación a la profundidad del
recubrimiento del refuerzo), especialmente en aquellos casos en donde están expuestas a la
atmósfera externa. Para asegurar una durabilidad adecuada, es especialmente importante
para los componentes del concreto en medios fuertemente agresivos, como en los sistemas
de drenaje, varios sistemas de almacenamiento (estiércol) y ambientes industriales.
En estos casos, es frecuentemente esencial asegurarse que la piel del concreto sea tan densa
como sea posible, es decir, no porosa e impermeable. Aparte de las capas que pueden ser
aplicadas a la superficie del concreto, han emergido nuevas posibiliddades en la forma de
polímeros. La primera posibilidad es el uso de concreto impregnado con polímeros (P.I.C.).
En este método, la superficie del concreto, habiendo secado anticipadamente, es impregnada
con resina sintética líquida que es después polimerizada. La impregnación puede extenderse
a una profundidad limitada o a través de toda la sección del componente del concreto en
cuestión. Debido a que una considerable proporción de los poros en el concreto son llenados
con resina, la durabilidad de la estructura puede mejorarse considerablemente.
Otras propiedades del concreto son también modificadas favorablemente, incluyendo en
especial la rigidez, la resistencia a la compresión y elongación en caso de falla (carga de
rotura por tracción).
El comportamiento a la deformación del concreto se vuelve menos plástico, adquiere un
carácter más frágil. El proceso de secado necesario como un preliminar para la impregnación
permite que el P.I.C. tenga menos contracción y escurrimiento plástico.
En la industria del concreto precolado, el uso de polímeros puede ofrecer algún nuevo
campo de acción en la producción de productos losas para pisos para ser usadas en edificios
industriales en los cuales se procesan materiales agresivos, etc. Con objeto de lograr
aplicaciones comerciales, será necesario, después de una investigación exhaustiva del
mercado, efectuar el desarrollo apropiado del producto.
86
7. COLOR INTEGRAL EN EL CONCRETO La técnica de fabricación de los elementos arquitectónicos para fachadas no está restringida
a unidades de un solo color. El creciente uso de color, tanto en la matriz de cemento, como
el del agregado expuesto, ha hecho posible producir patrones con diseños atractivos y
efectos especiales en las superficies del concreto colado en obra y el de los precolados. La
influencia de los cementos, los agentes colorantes, la arena, los agregados y los acabados
superficiales determinan la apariencia final del concreto y la preparación adecuada de una
muestra resulta ser la clave para determinar la apariencia final del proyecto.
El concreto es un material de construcción fantástico. Es estructuralmente resistente y los
efectos visuales que pueden crearse agregando color y textura son virtualmente ilimitados.
El concreto coloreado es también relativamente fácil de trabajar y ofrece una extrema
versatilidad en aplicaciones sorprendentes para construcciones de prefabricadas o vaciadas
en la obra.
Los diseñadores pueden conseguir la apariencia de materiales de construcción más caros
como es el granito por casi el mismo costo del concreto. Esto puede explicar la creciente
popularidad del concreto coloreado y texturizado. La versatilidad del concreto significa que
el usuario se encuentra frente a una multitud de elecciones en cuanto al material y a la
textura de las superficies, cada una de las cuales puede dar como resultado una apariencia en
color ligeramente diferente.
87
7.1. ASPECTOS BÁSICOS El concreto coloreado es simplemente concreto normal al que se le ha agregado un agente
colorante. Esto significa que debe ser capaz de cumplir con todos los requisitos del concreto
normal, incluyendo solidez resistencia y tiempo controlado de fraguado. Los aditivos
colorantes deben ser a prueba de decoloración y libres de manchas o moteados.
Existen dos maneras básicas de agregar el agente colorante al concreto. Una manera es
usando el color del cemento y la otra es agregando un agente colorante o pigmentante en el
concreto durante el mezclado.
Es mucho más común agregar un agente colorante directamente al cemento en el camión de
premezclado o en el patio de prefabricados.
Los agregados populares son el ónix, los mármoles y ciertas gravas que son producidos en
las canteras de toda la República, en color: blanco, ocre, rojo, café, negro, o en colores
mezclados y en todos tamaños, desde gravilla hasta agregados más grandes.
7.2. COLOR INTEGRAL Para lo cual la mayor parte de los agregados de una mezcla deben ser de diferentes tonos en
colores claros, rara vez se utilizan agregados de un solo color, ya que no son fáciles de
encontrar.
Los efectos de color van desde los tradicionales colores de tierra, ocres y rojos a los verdes
y azules, así como a los rosados, púrpuras y morados, como lo indican los nombres dados
por los proveedores de agregados. Los proveedores deben ser capaces de poder
proporcionar recomendaciones sobre este punto.
88
La producción de concreto de un color, si se quiere evitar problemas requiere un elevado
grado de control en la producción . En cierto grado, el color del cemento y de la arena
controlan el color final del concreto también contribuye el agregado fino.
Los cementos grises probablemente causan más irregularidades en el color que los cementos
blancos o casi blancos.
7.3. CEMENTOS COLOREADOS.
Además del cemento gris portland estándar, hay cuatro tipos generales de cementos que
modifican el color. El primero es el cemento blanco portland, el cual es fabricado con
cantidades mínimas de óxido de hierro y manganeso para producir el color blanco. Este tipo
de cemento es generalmente usado para estructuras de concreto arquitectónico y pinturas de
mortero, lechada y cemento.
El segundo tipo es el cemento estándar portland con un ligero matiz. Generalmente, el gris
más claro que el normal o con sombras ligeras de color canela claro como resultado natural
de las materias primas usadas en el proceso de fabricación.
El tercer tipo se llama cemento especial coloreado.
Normalmente en varios tonos de color canela. Algunos cementos son relativamente
brillantes, pero pueden perder algo de su intensidad con el tiempo.
Finalmente, está el cemento pigmentado que normalmente es la combinación de pigmentos
con el cemento portland blanco. El color es razonablemente consistente en el cemento de
color porque los fabricantes de cementos arquitectónicos tienen mayor control de calidad.
Los cementos coloreados son también fáciles de manejar y de dosificar cuando se usa
almacenamiento para grandes volúmenes.
Sin embargo, hay algunas desventajas cuando el cemento coloreado se compara con otros
métodos.
Primero, los costos dependen de la disponibilidad y de la localización del sitio de la obra.
Segundo, la gama de colores es limitada y es difícil obtener algunos tonos especiales, ya sea
con el cemento blanco portland, el cemento portland con tintes claros, o con los cementos
especiales coloreados.
La mayoría de los colores son posibles en cementos pigmentados, pero estos cementos están
disponibles generalmente solamente en de importación en base a órdenes especiales y son,
por lo tanto, más caros.
Además pueden requerir silos de almacenamiento especial en las instalaciones de
dosificación, a menos que el cemento sea manejado en bultos. También pueden ocurrir
variaciones de color por un período de tiempo, que no pueden corregirse fácilmente.
7.4. ADITIVOS QUE ADICIONAN EL COLOR
Otro método para conseguir un color integral es a través del uso de aditivos colorantes. Los
aditivos para colorantes fueron específicamente desarrollados para usarse en concreto
prefabricado y premezclado, y ofrecen un comportamiento evidentemente mejor en
comparación con los pigmentos naturales.
Estos consisten en ingredientes triturados y remolidos , compatibles con el cemento y que
son cuidadosamente proporcionados para formar una mezcla homogénea en la que ya no
puedan distinguirse los componentes individuales, incluyendo los pigmentos.
Se trata de aditivos que controlan el fraguado y que reducen el agua, y que cumplen con los
requisitos de ASTM C 494, "Especificaciones para Aditivos Químicos para el Concreto."
Los aditivos estructurales sirven para incrementar la resistencia del concreto en todas las
edades, mejorar la trabajabilidad, y dispersar bien el colorante y el cemento para lograr
excelentes características de uniformidad, colocación, y acabado. También reducen el
sangrado del color, la consistencia lechosa y la eflorescencia.
Ya que el fabricante de aditivos puede modificar las fórmulas para compensar las variaciones
en los pigmentos y mantener un control estricto de los ingredientes y de la calidad, los
usuarios pueden tener la seguridad de una uniformidad en el color de una dosificación a otra,
aún por un período de años.
Para facilitar el uso y un control a prueba de errores, los aditivos condicionantes de color
están empaquetados normalmente, en unidades de dosificación volumétrica. El peso de las
bolsas puede variar con el color y con el contenido de cemento según el diseño de la mezcla,
pero la dosificación es siempre de un bulto para un volumen de concreto determinado, aún
para los premezclados donde se usan mezclas especiales.
Debido a que los aditivos condicionantes de color se fabrican exclusivamente para usarse en
el concreto, los constructores pueden estar seguros de una buena compatibilidad, estabilidad
y resistencia, y que puede encontrase virtualmente ante un arcoiris de colores.
91
La desventaja más importante de los aditivos condicionantes del color es el costo, que puede
ser hasta del 80% más alto que los pigmentos naturales . Sin embargo, la reducion de errores
puede compensar con creces los gastos extras. Tomando en cuenta que el costo total variará
de acuerdo con el grosor del elemento por colar, y de la intensidad de los colores deseados.
Puede usarse color para trabajos superficiales y para concreto colado verticalmente ,
incluyendo el concreto reforzado con fibra de vidrio, y colado en la obra.
Las técnicas de colocación y acabado son esencialmente las mismas que para los concretos
no coloreados. Las relaciones de agua/cemento deben de mantenerse bajas y constantes. Y
deben seguirse los procedimientos apropiados de curado, vibración y acabado.
Cuando el concreto coloreado se usa en combinación con forros elastoméricos, puede
simular una amplia gama de texturas, desde roca labrada, aristas fracturadas y aún de cedro
aserrado. Los cementos blancos tipo II usados en las operaciones de precolado hacen
inclusive posible colores más brillantes y claros que cuando se usa un cemento del tipo II
con tono más gris.
Y ya que los forros pueden usarse hasta 50 veces sin un agente antiadherente, virtualmente
cualquier combinación de color y textura puede ser creada a un costo muy económico. Y las
posibilidades son ilimitadas.
Para acabados de trabajos superficiales con llana o con escoba , es posible dar todos los
acabados de agregados expuestos . Debido a que el color es integral, no hay limite en la
profundidad de un acabado de escobillado y, los bordes expuestos están integralmente
coloreados.
92
Los costos de instalación de los pavimentos donde se usan estas técnicas son normalmente
mas económicos que los pavimentos de piedra, ladrillo o concreto pintado.
7.6. ENDURECEDORES DE APLICACIÓN EN SECO
Los endurecedores de color son productos listos para usarse ya que están diseñados para
colorear, endurecer y dar acabado a pisos nuevos de concreto, patios, albercas, andadores, y
otras superficies horizontales. También pueden ser aplicados como pasta en pequeñas
superficies verticales de concreto recién colocado complementarios a los trabajos
horizontales, tales como zoclos, cunetas, peraltes, y rodapiés. Sin embargo, no deben usarse
para recubrir con pasta o aplanado superficies verticales grandes.
94
En donde se requieren para un trabajo pesado y con resistencia al derrapado como son los
pisos industriales y comerciales, y en rampas para montacargas, puede fabricarse usando
agregados de esmeril en vez del sílice normal. Los agregados metálicos también se usan para
pisos industriales de trabajo pesado, pero se incrementa la posibilidad de que los pisos se
vuelvan resbalosos; además puede dar cabida a herrumbre si hay presencia de humedad.
Los endurecedores con color deben tener un molido libre de manchas de pigmento . El
mezclado es importante para evitar manchas en los colores durante el acabado. Los
pigmentos usados deben ser a prueba de cales y deben tener una resistencia máxima a los
efectos de los rayos del sol.
Para dar una superficie densa y resistente al desgaste, los agregados se seleccionan por su
dureza y pureza, y son cuidadosamente clasificados a través de una amplia gama de tamaños
de las partículas.
Con los endurecedores de color , pueden lograrse colores más intensos que con concreto
integralmente coloreado, ya que concentran el color en la superficie. También pueden
conseguirse colores pastel muy suaves que, de otro modo, requerirían del uso de cemento
blanco para todo el volumen si se usara color integral.
Además, excepto para los colores azules, el costo de los endurecedores de color es
relativamente igual entre un color a otro. Normalmente, para cada 80 mts.cuadrados se
usan 40 kgs de endurecedor; para colores hechos con cemento blanco, se usan 50 kgs.; y
para aplicaciones de trabajo pesado deben usarse 60 kgs.
95
Las superficies con color mezclado en seco tienen otras ventajas sobre los sistemas de color
integral. Los cambios en el contenido del cemento del concreto, o del grueso de la losa, no
afectan el costo de los sistemas de coloreado superficial, tal como sucede con el concreto
coloreado integralmente. Además, las diferencias de color del cemento de la base no afectan
el color de las superficies acabadas.
Con endurecedores de color las superficies tratadas tienden a ser menos porosas porque la
densidad superficial se incrementa con los materiales y las técnicas de acabado usadas.
Otra ventaja es la capacidad para diferenciar el color de una área principal del piso de otras
secciones especiales de trabajo pesado, tales como rampas o muelles para cargas, lo que se
logra incrementando la dosificación o sustituyendo el color del material para el área de
trabajo pesado.
Todos los métodos de coloración mencionados requieren técnicas apropiadas de instalación
para lograr buenos resultados. Sin embargo, la técnica para aplicar el material es
básicamente diferente a la del colado de otro tipo de concreto. Algunos contratistas carecen
de las habilidades necesarias y pretenden acabar un área demasiado grande en una sola vez.
Este problema se complica más por el hecho de que el tiempo de acabado es más sensible a
la temperatura y la humedad que si fuera usado concreto integralmente coloreado.
Debe evitarse un trabajo excesivo con la llana . El curado apropiado es de vital importancia
para lograr los resultados deseados y normalmente se recomienda un compuesto de cera
para curado , que armonice con el color. Evite el uso de materiales de aplicación en seco
A
96
para revestimientos menores de 5 cms. de espesor, debido a que no habrá suficiente
humedad para que el endurecedor trabaje apropiadamente.
Pueden obtenerse excelentes resultados de acabado, ya sea con un acabado con llana o con
escoba ; también puede obtenerse un diseño y una textura superficial verdaderamente
atractivos a un costo conveniente, o como un toque adicional, puede estamparse algún otro
diseño en el concreto como parte del proceso de acabado.
El método de estampado, ha agregado una multitud de opciones únicas e interesantes, desde
adoquines de escamas de pescado hasta pizarras labradas. De hecho, todas las superficies de
pavimentación endurecidas con color puede ahora ser texturizada con una nueva generación
de herramientas de estampado. El resultado final es, a la vez de hermoso estructuralmente
confiable, así como también menos costoso que la piedra convencional, loseta granito o los
ladrillos para pavimentos.
7.7. COLORANTES QUÍMICOS
Los colorantes químicos difieren de todos los materiales colorantes discutidos hasta ahora en
que se aplican a superficies de concreto curado que tienen por lo menos un mes de edad y
que está libres de cualquier materia extraña. Los verdaderos colorantes químicos, son
soluciones acuosas y sales metálicas que penetran en los poros del concreto y reaccionan
con el concreto para proporcionar depósitos de color insoluoles y resistentes a la abrasión .
Conviene usar ácido diluido para grabar ligeramente la superficie del concreto y para
remover cualquier eflorescencia lechosa superficial, de modo que los ingredientes colorantes
pueden penetrar más profundamente y reaccionar más uniformemente.
97
Estos tipos de colores para concreto están limitados por las sustancias químicas usadas.
Generalmente, puede disponerse de los colores negro, verde, café rojizo y varios tonos de
café. El color no es simplemente una capa superficial. La sustancia química penetra a una
profundidad limitada y no se astilla ni se agrieta o se descascara.
Sin embargo, puede desgastarse en la misma medida que lo hace la superficie de concreto.
En áreas de mucho tráfico, es una buena idea mantener el concreto pintado con los colores
químicos mediante aplicaciones periódicas de ceras de color o selladores para concreto.
Se han hecho trabajos interesantes con la aplicación de colorantes químicos a esculturas, a
piedras de pavimento, y en muchos diseños texturizados. Estas pinturas han dado realce al
concreto de forma especial para zoológicos, fuentes, y otros proyectos decorativos. Las
losas de agregado expuesto, o los paneles, también pueden pintarse con este tipo de pinturas
sin afectar los colores de la mayoría de los agregados.
Las tinturas químicas no ocultarán los defectos o la decoloración en el concreto. Los colores
de las superfices con tinturas químicas variarán en tono al igual que las rocas naturales,
dependiendo de la porosidad, la edad, y la composición química del concreto. El efecto de
pátina resultante es único y no puede duplicarse con otros materiales colorantes. Para el
concreto, expuesto a las inclemencias del tiempo, o a un desgaste excesivo, los colores
negro u oscuro generalmente dan mejores resultados.
7.8. VENTAJAS DE LOS PIGMENTOS SOBRE LOS AGREGADOS DE COLOR Estos materiales colorean permanentemente la matriz en vez de apoyarse en agregados
especiales coloreados. El uso de un diseño de mezcla apropiado con un agregado estándar
98

local y una mezcla de cemento hace que el precio de concreto sea más competitivo, ya que
no es necesario almacenar una gran cantidad de material especial. Además, si van a
agregarse a una estructura o un complejo de estructuras, más tarde, la matriz coloreada de
concreto podrá reproducirse más fácilmente que si se usaran agregados coloreados.
7.9. SELECCIÓN DEL MÉTODO APROPIADO PARA COLOREAR CONCRETO
La selección del método apropiado para un proyecto requiere de la consideración cuidadosa
de un número de factores.
El tipo de cimbra o forros, el acabado y el curado son tan esenciales para obtener buenos
resultados como los materiales involucrados.
Una vez que se ha seleccionado el sistema exacto, deben de especificarse los productos que
han demostrado los mejores resultados. Con mucha frecuencia, las especificaciones
inexactas permiten que se usen materiales de inferior calidad y que pueden producir
resultados inaceptables. Los resultados que pueden obtenerse con el concreto coloreado
pueden ser verdaderamente espectaculares en la medida en que el proyecto esté
apropiadamente planeado y en la medida en que se usen productos aprobados, y que tomen
parte contratistas experimentados. Proceda correctamente, y verá entonces que, la libertad
en el diseño, una variedad de posibles acabados, una construcción con costos accesibles ,
una integridad estructural y bajos costos de mantenimiento pueden ser beneficios muy
importantes ; beneficios que demuestran el porqué el concreto coloreado y texturizado está
adquiriendo cada vez mayor popularidad .
99
B I B L I O T E C A Instituto Tecnológico de ia Construcción
7.10. AGENTES COLORANTES Existen dos tipos principales de agentes colorantes, aditivos condiciones de color y
pigmentos sintéticos de óxidos minerales.
Uno de los mejores métodos para lograr un color uniforme integral es a través del uso de
aditivos colorantes.
Existen aditivos completamente pigmentados con control de fraguado y reductores de agua
que cumplen con los requisitos de AST C 494, "Especificaciones para Aditivos Químicos
para el Concreto". Tales aditivos consisten en ingredientes compatibles con el cemento
cuidadosamente proporcionados, que son al mismo tiempo triturados y remolidos. Esto
forma una mezcla homogénea en la cual los componentes individuales, incluyendo los
pigmentos, no pueden ser ya distinguidos.
Los aditivos colorantes sirven para incrementar la resistencia del concreto a todas las
edades, mejorar la trabajabilidad, la colocación y las características de acabado, así como
para asegurar una dispersión uniforme del color para obtener una uniformidad excelente.
También reducen el sangrado del color y la eflorescencia.
Ya que el fabricante puede modificar las formulaciones para compensar las pequeñas
desviaciones en los pigmentos y mantener un control estricto de ingredientes y de calidad,
los usuarios pueden estar seguros de la uniformidad del color de una dosificación a otra aún
por un período de años.
Típicamente, para lograr mayor facilidad de uso y un control a prueba de errores, los
aditivos colorantes son empaquetados por unidades de dosificación.
loo
El peso de los bultos puede variar con el color y con el contenido de cemento para un diseño
mixto, pero la dosificación es siempre de un bulto por metro cúbico aún para los
premoldeados que usan mezclas especiales.
Ya que los aditivos colorantes son fabricados exclusivamente para usarse en concreto, los
especificadores y los productores pueden estar seguros de la compatibilidad, estabilidad y
resistencia a la decoloración.
Los pigmentos sintéticos de óxidos también se usan ampliamente en la industria de la
construcción para producir color integral, y normalmente está especificados cuando no es
necesaria una armonía exacta y uniformidad en el color. (Los ejemplos incluyen bloques de
concreto, adoquines para pisos y losetas para techos.)
Los pigmentos solos no contienen todos los ingredientes requeridos para obtener concreto
coloreado premezclado o premoldeado satisfactorio. Ya que los pigmentos no se humedecen
de manera uniforme, es difícil obtener una dispersión apropiada durante el ciclo de
mezclado. Esto puede dar como resultado rayaduras o inclusive manchas de color.
La adición de pigmentos también incrementa la demanda de agua del concreto,
disminuyendo de este modo su resistencia a la compresión y creando una mayor posibilidad
de cuarteaduras por contracción. Debe tenerse mucho cuidado cuando se combine otros
aditivos con los pigmentos. Algunos aditivos podrían manchar el concreto coloreado o hacer
que tengan una apariencia moteada.
101
También pueden ocurrir pequeñas variaciones en las dosificaciones de color de los
pigmentos aún en períodos cortos de tiempo. Esto hace difícil igualar los colores en toda la
obra, especialmente si la construcción se realiza .
Finalmente, con frecuencia para la dosificación los pigmentos son pesados en el campo lo
que incrementa el riesgo de errores en la medición. Es particularmente fácil que ocurran
errores en el pesado cuando se requiere más de un diseño de la mezcla y cuando varía el
contenido del cemento.
102
8. MÉTODOS DE COLOCACIÓN DEL CONCRETO 8.1. MEZCLADO
Para producir concreto de buena apariencia es esencial tener buen un control de calidad
sobre la producción. Para lograr la mejor supervisión de un trabajo de calidad y las pruebas
para su control, las medidas que se tomen deben ser similares a las requeridas para la
producción de concreto de alta resistencia, en donde debe haber las variaciones mínimas en
el proporcionamiento de mezclas.
El abastecimiento de agregados debe ser controlado para minimizar las variaciones en la
granulometría y el color. Especial atención debe ponerse en el almacenamiento de los
agregados, los tamaños y tipos, así como en el lugar en que se almacenen, para evitar que se
contaminen con algún otro material .Todos los agregados deben ser almacenados al menos
dieciseis horas antes de usarlos para asegurar un razonable contenido uniforme de humedad
a lo largo del proceso.
8.2. DOSIFICACIÓN Y MEZCLADO Los agregados y el cemento se deben dosificar por peso y el equipo debe ser probado por
seguridad al menos una vez a la semana o siempre que el equipo sea movido. Al mismo
tiempo la calibración y exactitud del alimentador de agua deberá ser revisada .
La selección de la planta de mezclado es muy importante para asegurar la uniformidad del
color, es preferible usar un mezclador tan grande como sea posible, donde sea práctico
alargar el tiempo de mezclado por encima de lo normal para obtener concreto de resistencia
103
uniforme. Por la misma razón las mezcladoras con un mezclado forzado son preferibles a las
de mezclado libre.
El mantenimiento apropiado de la pesadora, y mezcladora es esencial y se debe tener
cuidado para evitar la contaminación del concreto por derrame de desmoldante o
escurrimientos.
Las variaciones de contenido de humedad de los agregados deben ser medidas y permitir así
que el nivel de trabajabilidad se mantenga constante.
Los puntos principales en la supervisión de la producción se pueden resumir como un
control apropiado sobre los materiales, atención estrecha a la dosificación, mezclado y
pruebas frecuentes de la trabajabilidad.
8.3. TRANSPORTE, MANEJO Y TRABAJABILIDAD Para asegurar que en el concreto no haya segregación durante el transporte, la mezcla debe
ser cohesiva. Si es necesario la cohesividad de la mezcla puede ser mejorada por medio del
incremento del contenido de arena, reducción del contenido de agua o por medio de la
adición de un agente inclusor de aire.
En cualquier caso se debe tener cuidado durante el manejo, para minimizar cualquier pérdida
de trabajabilidad resultado de la evaporación, hidratación, absorción del agregado seco, o de
la vibración causada por la transportación.
El concreto debe ser lo suficientemente trabajable para permitir una completa compactación
y además que pueda ser colocado en cualquier tiempo después del mezclado: en teoría no
104
debería de especificarse un tiempo límite máximo, después del cual el concreto no pueda ser
colocado.
No todas las especificaciones fijan un tiempo límite entre el mezclado y el manejo final.
Algunas veces se ha fijado que el concreto deba ser colocado tan pronto como sea práctico,
después de que ha sido mezclado.
Una proposición más realista hace énfasis en el resultado final por medio de la especificación
de que el concreto en su estado final debe estar completamente compactado, es decir, que
forme una masa densa y homogénea con un buen acabado de la superficie.
La única justificación para especificar un tiempo límite entre el mezclado y la colocación del
concreto es el límite de la pérdida de trabajabilidad en el concreto. Si esta pérdida es
considerable, se hace difícil manejar el concreto y compactarlo apropiadamente.
La pérdida de trabajabilidad es por lo tanto el factor crítico a considerar cuando se fija el
tiempo límite entre el mezclado y el manejo final del concreto.
La pérdida de trabajabilidad es influenciada por un número de factores tales como:
temperatura ambiente; humedad; velocidad del viento; grado de exposición; temperatura de
los materiales; tipo de cemento; diferencias entre la temperatura ambiente y la temperatura
del concreto.
Varios de esos factores dependen del clima y son por lo tanto variables. Consecuentemente,
no es lógico intentar limitar la pérdida de trabajabilidad por la simple especificación de un
límite de tiempo y no es sorprendente que los límites de tiempo para el manejo del concreto
varíen de una especificación a otra.
105
Las especificaciones tampoco pueden mantener el tiempo limite tal como actualmente se
especifica, así que el tiempo de manejo del concreto generalmente es del orden de 30
minutos a 1 hora; o la omisión del tiempo permitido para el manejo, se deja al constructor y
que aplique su criterio para fijar un tiempo de manejo satisfactorio.
Algunas especificaciones de hecho hacen responsable al productor y éstas disposiciones
tienen mucho de recomendación.
Es esencial que no se agregue agua al concreto si un gran retraso ha causado que la mezcla
se endurezca.
En general, es preferible especificar un tiempo máximo de manejo del concreto para trabajos
pequeños donde la supervisión será intermitente o limitada.
Sin embargo el color de la superficie del concreto y la incidencia de algunos defectos que
son influenciados por la trabajabilidad y el contenido de agua, al mismo tiempo que la
compactación, son factores que deben de cuidarse constantemente.
En condiciones de medio ambiente extremo una apreciable pérdida de trabajabilidad puede
ocurrir en tan poco tiempo como quince minutos después del mezclado. En tales
condiciones el retraso entre el mezclado y la compactación se debe reducir al mínimo y
permitir tolerancias para incrementar el contenido inicial de agua para compensar cualquier
pérdida.
Contrariamente se deben tomar precauciones en clima húmedo donde puede ser necesario
preveer un incremento en el contenido de agua y en casos extremos un deslavado por lluvia.
106
Se debe de contar con cubetas o botes y otros equipos de transportación de concreto que
sean capaces de acarrear el concreto en una sola carga desde la mezcladora, debido a las
variaciones que puedan ocurrir cuando una carga de concreto se divide.
8.4. COLOCACIÓN
La rapidez de colocación debe ser siempre tan uniforme como sea posible, llevando a cabo la
operación en forma continua . Si es posible, los elementos se deben colar y compactar en
una sola operación.
Se deben tomar precauciones en la capa más alta, para evitar daños al refuerzo, el molde y
las caras de la molde, ya que las salpicaduras de mortero endurecen en la cara del molde y
provocan diferencias en el color del concreto que se encuentra alrededor.
Un elemento de gran peralte el cual se cuela en un número sucesivo de capas puede
presentar una banda de cavidades en la parte alta de cada capa.
Otro ejemplo, donde se presenta con frecuencia un tipo particular de efectos de superficie
debido al número de capas del colado; es la variación en el color del concreto cuando se
utilizan moldes con una cara absorbente . Bajo la presión, el agua del concreto es forzada a
introducirse en el molde absorbente y esta transferencia tiende a oscurecer el color gris del
concreto en la superficie de la parte baja de la capa. Cerca de la parte alta, el concreto es
más claro en color porque la presión se reduce.
Este efecto dará claramente variaciones más frecuentes en el color, cuando un elemento se
construye en pequeñas capas, hay más posibilidades de obtener una mayor uniformidad en
las características y el proporcionamiento de materiales cuando se trabaja con una capa.
107
La aplicación de los agentes desmoldeantes en la cara de la molde, generalmente darán
mayor uniformidad para una capa que para varias capas pequeñas.
La apariencia perfecta de una superficie se puede obtener con un colado continuo
dependiendo por supuesto del buen manejo del molde.
8.5. VACIADO
Para obtener mejores resultados en el acabado de superficies horizontales es necesario
mantener el revenimiento a un límite de 10 cms . La prueba del revenimiento la hace el
supervisor en el sitio del trabajo tomando la muestra del concreto del cucharón de descarga
(algunas veces al final de la línea del bombeo de concreto). La frecuencia con que se
comprueba el revenimiento la determinan las especificaciones y las exigencias del trabajo. Ya
sea que el concreto sea depositado directamente de la mezcladora, cubo, carretilla o bomba
éste debe ser colocado lo más cerca posible de la posición final. El manejo debe ser mínimo
para evitar la segregación de los materiales finos y gruesos.
8.6. ESPARCIMIENTO
El esparcimiento es la primera operación que se realiza en una superficie horizontal (ya sea
toda a nivel horizontal o inclinada). Se recomienda usar una pala corta cuadrada o un azadón
para el esparcimiento del concreto.
No se debe usar una pala larga ya que no proporciona el brazo de palanca adecuado. Ni
tampoco una pala redonda pues no resulta eficiente.
El peso normal del concreto es aproximadamente de 2200 kg./m3. Esto lo hace muy pesado
para recogerlo y moverlo de un lado a otro a base de fuerza humana solamente.
108
Por eso debe ser arrastrado y esparcido El rastrillo común de jardinería puede causar
segregación y por eso no se debe usar para esparcir el concreto Antes de tallar o reglear el
concreto se debe acomodar con una pala cuadrada.
8.7. REGLEADO
Reglear o entallar es el acto de nivelar o quitar de la superficie del concreto los desniveles,
para obtener el nivel adecuado. La nivelación puede ser horizontal o en un plano inclinado.
Esta operación es una de las más importantes para producir una verdadera superficie plana.
El tallado debe terminar antes que haya exceso de humedad o agua de "sangría" en la
superficie.
109
El "tallador" es propiamente definido como una tira de material o regla la cual se
acondiciona para un nivel determinado y se usa como guía cuando se está quitando el exceso
de concreto para producir el nivel requerido.
Hay varias clases de herramientas para esparcir el concreto que también se conocen como
talladoras. Las herramientas talladoras se pueden agrupar en las siguientes categorías:
Talladores vibradores.
Son maquinas de gasolina (o de motor eléctrico)acopladas a la parte superior de una
estructura de metal a la cual se le adhieren dos piezas de madera, generalmente 5x10 cns o
5x15 cms. que hacen el trabajo de nivelación. En esencia se trata de un pequeño excéntrico
que imparte vibración a las piezas de madera. En cualquier caso la herramienta vibradora se
empuja hacia adelante sobre reglas niveladas y sobre la parte superficial del concreto recién
vaciado. La herramienta se debe mover hacia adelante sobre la superficie lo más rápidamente
posible. El exceso de vibrado hunde el agregado grueso dejando en la superficie exceso de
finos lo que puede dar lugar a rajaduras y grietas superficiales.
Herramienta talladores manuales.
Tallar manualmente es necesario cuando se trabaja hacia los extremos de concreto y a
menudo se le llama talladores húmedos. En esta operación una angosta franja de concreto,
se talla entre dos guias de nivelación las cuales ya han sido colocadas a la altura deseada. Un
segundo tallado de la misma clase se hace a una distancia predeterminada y paralela a la
primera. Finalmente el concreto principal se coloca entre las dos áreas ya listas y se nivela
teniendo en cuenta las áreas colindantes.
Hay varias clases de herramientas en el mercado para el tallado manual. Las hay de mangesio
hueco en secciones de 2.5x4 y de SxlO cms. Sin embargo, se puede hacer una buena
herramienta talladora con una pieza de madera bien curada de 2.5xl0cms. siempre y cuando
este bien recta. A esta pieza se le agrega una tira de 2.5x10 cms. en la parte inferior
cuidando que quede justo al nivel de la parte delantera. Para sujetar el tallador se le clava en
la parte superior una media caña de madera aproximadamente a 4 cms. del borde frontal.
Este servirá para sujetar la pieza fácilmente con los dedos. El tamaño del tallador o el
espaciamiento de las reglas niveladoras son los que determinan los limites para tallar la losa.
8.8. ALISADO i
n i
El alisado o allanado se hace para eliminar las rayas que deja el regleado y llenar los huecos.
Esto también hinca ligeramente el agregado grueso para facilitar el acabado posterior. En las
áreas en donde por la distancia no se puede alcanzar con una llana metálica, se usa entonces
un alisador de mango largo . El alisador de mango largo puede producir superficies más
onduladas que el resanador. Ambas herramientas no se deben usar sobre la misma superficie.
Donde el nivelado de la superficie debe ser muy exacto hay que usar un resanador de mango
corto para controlar mejor los niveles. El resanador permite un mejor movimiento
envolvente horizontal , aunque no tiene mucha superficie para controlar los movimientos
circulares verticales. Esto, desde luego, dificulta el nivelado de las protuberancias o altos
relieves.
El alisador de mango largo se puede usar ventajosamente en áreas mayores en donde la
exactitud de los niveles no constituye un problema principal.
El material de que está hecha la herramienta también es de mucha importancia. El resanador
o alisador puede ser de madera cuando se trata de concreto normal. (En caso necesario el
alisador de magnesio de mango laro puede adaptarse agregándole una pieza de madera a la
base la cual se adhiere con tuercas y tornillos de bronce). Por otra parte, el concreto ligero
requiere resanadores y alisadores de magnesio para evitar desgarrar la superficie. Las
herramientas de magnesio se deslizan con suavidad y poca resistencia sobre la superficie y
facilitan el cierre de los poros.
112
El resanar o alisar debe hacerse inmediatamente después del regleado y se debe terminar
antes que el agua de "sangría" o exceso de humedad aparezca en la superficie. Cualquier
operación de acabado realizada mientras haya agua de sangría o exceso de humedad en la
superficie creará polvo y agrietamiento.
Si hay sangría después que se ha iniciado la operación, no se debe hacer ninguna otra
operación hasta que toda el agua se haya evaporado o haya sido removida.
La calidad y capacidad de servicio de un piso de concreto o de una losa depende de los
materiales en el concreto y de la calidad de trabajo realizado durante la colocación
terminado y curado.
La mezcla de concreto debe ser diseñada de tal forma que los materiales, siempre y cuando
haya una buena mano de obra, den como resultado un producto final cuyo servicio sea
altamente satisfactorio.
Cualquier obrero o técnico debe comprender la naturaleza y las propiedades de los
materiales con los cuales trabaja. Un albañil que comprenda la naturaleza del concreto sabrá
que es lo que tiene que hacer ante las diversas condiciones que se presentan durante la
colocación y el terminado. También necesita saber si es necesario que adapte su manera de
trabajar a los diferentes tipos de cemento portland y a los agregados que use en la mezcla.
Hay una regla fundamental para el terminado del concreto y es la base de todas las otras en
este aspecto:
"No empiece ninguna operación de terminado mientras exista agua de sangría o exceso de
humedad en la superficie."
113
Generalmente, todos los materiales secos que se usan para producir concreto normalmente
son más pesados que el agua. Después de su colocación, estos materiales empiezan a
sedimentarse en el fondo y a forzar el exceso de agua hacia arriba. A este fenómeno se le
llama "sangría" porque a los ojos del observador casual no pareciera que los sólidos se han
sedimentado, más bien pareciera como que el agua de "sangría" sube a la superficie.
La sangría puede observarse al principio, por la aparición de pequeños charcos de agua
sobre el concreto. Bajo cada uno de esos pequeños charcos de agua existe un diminuto
cauce vertical principal, parecido a un río microscópico con sus tributarios. El agua, a
medida que es forzada hacia la superficie sigue las lineas de menor resistencia. A medida que
la "sangría" progresa los charcos de agua aumentan en tamaño y pueden unirse unos con
otros formando una película de agua sobre la superficie.
La causa principal de la "sangría" es un exceso de la cantidad de agua en la mezcla. Sin
embargo, prácticamente todo concreto sin aire incorporado producirá "sangría" aun con
agregados finos y gruesos de buena granulometría y sea colocado con un revenimiento
relativamente bajo.
La "sangría" es más pronunciada en el concreto sin aire incorporado que concreto con aire
incorporado. Y puede dar lugar a muchos problemas.
Es de primordial importancia que las operaciones iniciales de colocar, nivelar y aplanar se
finalicen rápidamente antes de que empiece la "sangría". Esto significa que el concreto no
debe ser esparcido sobre una superficie muy amplia o que permanezca allí antes de su tallado
debido a que la sangría puede ocurrir muy rápidamente después de esparcido el concreto.
114
El tallar o nivelar la superficie cuando hay agua de "sangría" por ejemplo, remezcla el agua
con la arena y el cemento ocasionando segregación en un plano horizontal con el cemento
arriba y la arena debajo. Si los finos de cemento y la arena no son remezclados
completamente durante la subsiguiente operación de alisado la superficie definitivamente se
va a descascarar. Alisar cuando hay un exceso de humedad en la superficie debilitará la
resistencia de la pasta de cemento que luego habrá polvo en la superficie.
115
9. COMPACTACION La compactación del concreto es una etapa de fabricación que complementa a las etapas de:
dosificación, transporte, colado, desmolde y curado.
El objeto final de la compactación es lograr concretos más resistentes; como ya es sabido la
relación agua-cemento, influye directa y definitivamente en la resistencia del concreto ; para
lograr mejor calidad y mayor economía, deberemos dosificar con relaciones agua-cemento lo
más bajo posibles, en rangos de 0.25 a 0.40, debido a lo cual requeriremos de métodos más
tecnificados de dosificación y mezclado, paralelamente a la selección de equipos y procesos
adecuados para lograr una compactación efectiva.
El cemento sólo necesita aproximadamente un 25% de agua a fin de que se efectúen las
reacciones químicas imprescindibles para el fraguado total de sus partículas, y su posterior
endurecimiento. El agua que se añade a esta cantidad sólo sirve para facilitar el vertido y la
colocación de la masa de concreto y afecta a la resistencia. Ese exceso de agua no participa
de la reacción química: se mantiene libre y ocupa espacio dentro de la masa de concreto; sale
al exterior por medio de la exudación y la evaporación, y deja pequeños pero abundantes
conductos que hacen menos compacto el concreto y, por lo tanto, menos resistente.
Como la resistencia depende fundamentalmente de la relación agua-cemento, es indiscutible
que puede lograrse gran economía de este último (la materia prima más costosa del
concreto) si rebajamos el agua de amasado.
En la misma proporción que quitamos agua, podemos rebajar cemento y mantener la misma
relación; por lo tanto, la resistencia no disminuye. Si además utilizamos relaciones agua-
116
cemento del orden de 0.30, los ahorros serán sensiblemente mayores y las resistencias más
altas.
9.1. MÉTODOS DE COMPACTACION Los métodos conocidos para compactar concreto son: la compactación natural, el pizonado,
la vibración, la centrifugación y el vaciado.
En el proceso de producción de concreto las principales etapas son: selección, dosificación,
mezclado, transporte, compactación y curado.
La compactación tiene por objeto reducir al mínimo posible la cantidad de aire atrapado en
la mezcla para lograr concretos económicos de mayor calidad y resistencia.
La compactación se logra por procesos de: picado, pisonado, sacudido e impacto
Entre los métodos más antiguos de compactación se encuentran desde luego la
compactación natural es decir la fuerza que ejerce la gravedad terrestre al atraer una masa,
esta fuerza es complementada con métodos primitivos y empíricos como son el picado o
varillado manual ya sea con barras, cucharas de albañilería o llanas las cuales al punzonar
ponen en movimiento la pasta fluida de concreto permitiendo la salida del aire incluido.
Proceso Método de acción
Natural Fuerza de gravedad
Manual Sacudido por bielas, martillado por impacto, varillado con barras, pizonado con placas y
rejas.
Mecánico Sacudido por bielas, pizonado por placas, vibración por masa exéntrica, presión con
prensa, centrifugación por fuerza centrifuga.
117
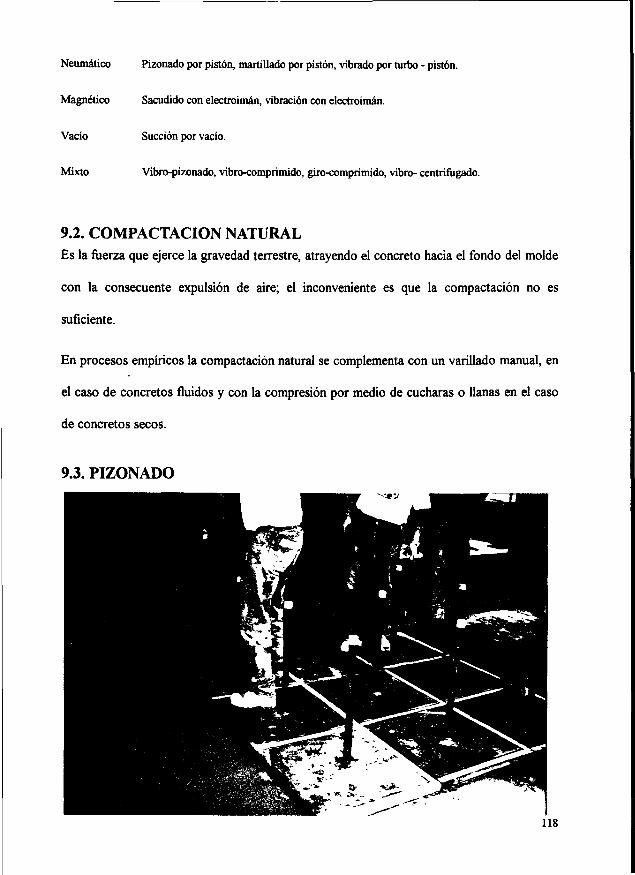
Neumático Pizonado por pistón, martillado por pistón, vibrado por turbo - pistón.
Magnético Sacudido con electroimán, vibración con electroimán.
Vacío Succión por vacío.
Mixto Vibro-pizonado, vibro-comprimido, giro-comprimido, vibro- centrifugado.
9.2. COMPACTACION NATURAL Es la fuerza que ejerce la gravedad terrestre, atrayendo el concreto hacia el fondo del molde
con la consecuente expulsión de aire; el inconveniente es que la compactación no es
suficiente.
En procesos empíricos la compactación natural se complementa con un varillado manual, en
el caso de concretos fluidos y con la compresión por medio de cucharas o llanas en el caso
de concretos secos.
9.3. PIZONADO
Es el proceso de compactación logrado mediante la combinación de la fuerza de gravedad y
la fuerza humana o mecánica, accionando un pizón en caída libre. Los pizones son
generalmente herramientas, que constan de una superficie formada por una placa o reja, de
forma rectangular o redonda unida a un mástil de manipulación.
£1 peso de los pizones es aproximadamente de 15 Kg. por lo cual con ellos solamente se
logran compactaciones de sólo 20%, dependiendo del área de la placa, la dosificación y el
mezclado del concreto.
Otro de estos métodos es el pizonado, utilizado principalmente para compactado de
elementos superficiales mediante la acción vertical del pizón en caída.
Existen en el mercado pizones mecánicos y neumáticos que forman parte de herramientas
más complejas pero con acciones superiores a las de los métodos manuales. Las frecuencias
de estos equipos son de 400 a 600 golpes por minuto como es el caso de los accionados por
aire comprimido comúnmente conocido como compactadores o bailarinas, estos equipos
pueden ser también accionados por motores eléctricos o de gasolina.
9.3.1. PIZONADO EN SECO
El método de compactación de pizonado en seco, debido a una relación más baja de agua-
cemento del concreto , normalmente da resistencias a la compresión más altas que el
concreto vaciado en obra, resistencias a la compresión tan altas que llegan a 400 kg/cm 2
para la piedra precolada por este método.
119
En método de compactación por vibración y pizonado en seco, se utilizan equipos
neumáticos para apizonar y vibrar concreto con cero revenimiento contra un molde rígido.
Cuando el concreto ha sido compactado, se retira inmediatamente del molde y se cura toda
la noche en un cuarto húmedo y templado. Con este proceso se pueden moldear hasta 100
piezas en una jornada de 8 horas.
Este método es ideal para proyectos de construcción de rápida ejecución. El proceso de
compactación en seco también elimina los vacíos de tal forma que en el acabado final es
difícil distinguir las diferencias con la piedra natural. Sin embargo, los productos moldeados
por este método deben tener generalmente un lado plano, no expuesto.
9.3.2. PIZONADO MECÁNICO Los pizones mecánicos forman parte de herramientas más complejas, teniendo acciones
superiores a los manuales con frecuencias entre 400 y 600 golpes por minuto, como es en el
caso de los pizones accionados por aire comprimido; los pizones mecánicos comúnmente
conocidos como bailarinas pueden ser accionados por motores eléctricos o de gasolina.
La vibración nos ayuda a reducir el volumen de aire atrapado (aproximadamente en un 80%
en la masa del concreto), a mejorar el acomodo de las partículas de agregado en concreto
plásticos de bajo revenimiento y en concretos secos de revenimiento cero.
La fuerza de compactación producida por la vibración y la fuerza de gravedad se determina
de acuerdo con la amplitud y frecuencia de la vibración y el peso del equipo y material por
compactar.
120
La frecuencia es el número de impulsos por minuto y la amplitud es el desplazamiento
máximo, entre dos impulsos; existiendo la combinaciones de baja y alta frecuencias a partir
de los 6,000 ciclos/minuto para diferentes amplitudes.
La fuerza de compactación (F) en vibradores de masa excéntrica está determinada por la
fórmula:
F = M.w2.r:: F = 4P.n2.r la amplitud a = 2PM.r / PM
donde: F = fuerza centrífuga en Kg.
m = masa (peso en kg/9.81)
r = radio de giro en metros.
w = velocidad angular en radianes (2 pi n)
n = Frecuencia (Hz, revoluciones por seg.)
Pm = peso de la masa
PM = peso por vibrar
El Ing. P. Rebut menciona que los mejores concretos con espesores de 15 cm. fabricados
sobre mesa vibradora se obtienen con frecuencias de 50 Hz (3000 r.p.m.) con aceleraciones
de 3g, para relaciones agua- cemento de 0.40 con agregados gruesos, y para espesores de 5
cm. frecuencias de 100 Hz (6000 r.p.m.) con agregados finos.
9.3.3. SACUDIDO Desde fines del siglo pasado, se han utilizado el sacudido y el compactado por impactos;
métodos empíricos basados en la agitación de concreto por medio de golpeteos en el molde,
121
los cuales se provocan por caídas por impactos con alguna herramienta, por lo tanto, ya que
la frecuencia es baja se requiere para ello una amplitud alta lo cual es perjudicial para los
equipos.
9.3.4 VIBRACIÓN
Los primeros experimentos en el empleo de la vibración fueron probablemente los que llevó
a cabo Freyssenet en Francia en 1917. A éstas experiencias siguieron otras posteriores en
Francia, Alemania, Italia y en los Estados Unidos. En Inglaterra los vibradores se
comenzaron a usar hacia los años veinte y en los años treinta fue cuando la compactación
por medio de la vibración empezó a ser en términos generales realmente apreciada.
122
10. CURADO
10.1. PRINCIPIOS GENERALES
Para concreto de apariencia uniforme el curado también debe proporcionarse uniformemente
para cada día de trabajo En la práctica el curado primario proporcionado por el molde es a
menudo el único curado, en tal caso es esencial que los tiempos de desmoldado sean
constantes ya que la decoloración es el resultado de tiempos de curado erráticos
10.2. MÉTODOS BÁSICOS Hay dos métodos básicos Sellando o cubriendo para retener la humedad, o añadiendo
humedad para mantenerla a un alto nivel constante
Usualmente solo se usa uno de éstos métodos, pero puden ser combinados siempre y cuando
sea ventajoso
10.2.1. RETENIENDO HUMEDAD Este método aprovecha el agua de la mezcla disponible en el concreto y trata de prevenir la
evaporación Se utilizan materiales diversos
123
Compuestos curadores que forman membranas pueden ser aplicados sobre la superficie lo
más pronto posible después del acabado final. Si la losa es expuesta a un sol ardiente, se
recomienda usar un compuesto como pigmentos blancos. Es necesario una cobertura
completa. Una segunda capa aplicada en forma perpendicular a la primera, podría ser
necesaria.
El curado por rociador se usa mucho porque es conveniente y no requiere mano de obra
adicional posterior. Durante el curado se debe proteger el compuesto prohibiendo el tráfico
sobre la superficie en tratamiento.
El papel impermeable se considera un poco más efectivo para retener el agua que los
compuestos para curados. Una desventaja del papel impermeable es que en áreas grandes el
curado no podría comenzar tan pronto como con en el compuesto curador. Usualmente el
papel impermeable solo puede ser colocado caminando sobre el concreto fresco. Todo
traslape debe ser sellado y los bordes deben asegurarse con pesas para evitar que se levante.
El papel impermeable no debe ser usado sobre sobre superficies coloreadas.
Las láminas de plástico son tan eficientes como el papel impermeable para retener humedad.
Una de las desventajas es que podrían ocurrir decoloraciones si el laminado se arruga y no
mantiene contacto completo con la superficie de concreto.
El contacto completo es muy difícil de conseguir y mantener. Y como en el papel
impermeable, todo traslape y bordes deben ser sellados y anclados. El laminado plástico
tampoco debe usarse para superficies coloreadas.
124
10.2.2. AGREGANDO HUMEDAD Parte del agua de la mezcla se consume como integrante de una combinación química con
los compuestos del cemento durante el proceso de hidratación. Aunque teóricamente la
mezcla contiene más que suficiente agua para este propósito, a medida que se usa, parte del
cemento pierde su contacto directo con el agua y por ende no se hidrata. La hidratación es
más efectiva si hay agua adcional continuamente disponible.
Los paños o lonas húmedas , deben manténgase continuamente húmedos durente el periodo
de curado , por un surtidor o una manguera, suministrando agua adcional para el curador.
La lona debe ser limpia y libre de cualquier material nocivo.
Arena húmeda u otro material que no manche.
Estos materiales deben ser mantenidos húmedos durante el curado. Y el agua estancada es
muy efectiva, pero requiere una losa a nivel y un dique perimetral (preferiblemente de arcilla)
para contener agua.
Debe ser lo sufücientemente hondo como para impedir el desarrollo de áreas secas.
10.3. PERIODO DE CURADO El curado debe empezar tan pronto como el método a ser usado no dañe la superficie del
concreto. En climas cálidos, 20 C o más calurosos un período de 5 días es lo adecuado. En
climas más templados se recomiendan 7 días.
Si una mezcla de buena calidad se coloca, termina y cura en forma adecuada los resultados
son excelentes.
125
10.4. MÉTODO DE CURADO PARA CONCRETO COLOREADO El método de curado puede ser también un factor determinante en el desarrollo del color del
concreto.
Las superficies lisas de concreto coloreado no curado generalmente son más claras, pueden
tener un color moteado, y son siempre significativamente más débiles en solidez y resistencia
a la abrasión que el concreto curado apropiadamente.
El curado del concreto coloreado con agua o con papel puede dar como resultado un
opacamiento del color debido a la película blanca producida por la eflorescencia.
Las superficies coloradas se peuden curar por medio de una capa de cera especial
conteniendo el mismo óxido mineral, usado como colorante seco.
El curado con películas plásticas casi siempre da como resultado una decoloración de la
superficie de los trabajos de concreto.
Los compuestos incompatibles para curado químico con frecuencia tienen una apariencia
lechosa opaca que puede oscurecer el color.
El método adecuado para el curado de pisos es utilizando una cera especial para curado, que
sea de un color armónico con el color integral. Se aplica por medio de espray o con rodillo
sobre la superficie horizontal de concreto fresco y asegura un curado apropiado y un
desarrollo completo del verdadero color del concreto.
También se puede usar un compuesto de color claro o bien agua limpia. Debido a que no es
posible obtener un contacto completo entre la superficie y las láminas de plástico o el papel
impermeable éstas no deben usarse.
126
En las áreas de contacto el color sera más obscuro que en las áreas arrugadas u otros lugares
donde la cubierta no está en contacto; la losa generalmente no pierde el color
uniformemente. Aunque lo mismo sucedería en las losas que no estén coloreadas, la
decoloración no presenta generalmente objeciones.
Al concreto que se la ha permitido secarse más rápidamente, inicialmente será de color más
claro que el concreto al que se le ha permitido guardar humedad. Esta diferencia en color
puede persistir, pero será menos marcada con el tiempo. En las vigas donde la molde vertical
se ha removido mucho más pronto que la de los lechos inferiores exhibirán esta diferencia en
color.
Esto ocurre también cuando el molde tiene combaduras formadas por el concreto alrededor
de los bordes de un panel, lo cual permite la entrada de aire deje los bordes del concreto
más claros en color.
Por varias razones el molde es a menudo retirado del concreto antes de su tiempo normal de
remoción; en estos casos se debe cuidar de que no ocurran las variaciones, por las
condiciones de curado, en las partes donde la cara de la molde permanece en contacto con el
concreto y en las partes donde no ocurre lo mismo.
Cuando el molde se tiene que remover es importante tapar la sección para prevenir
circulación de aire. En cualquier caso el molde se deberá remover lentamente ya que la
remoción súbita sobre los bordes es el equivalente a aplicar una carga de impacto al
concreto parcialmente endurecido.
127
Cuando el apilado es indispensable debe hacerse estrictamente de acuerdo con los
requerimientos de ingeniería, preferentemente debe distribuirse tanto como sea posible y
localizarse sobre elementos estructurales grandes o mayores.
Las partes vulnerables se deben proteger por medio de tiras de madera y todas las
superficies deben estar bien protegidas de la contaminación.
El óxido de acero de refuerzo, varillas salientes, andamios y otro tipo de molde metálico
temporal no se deben lavar sobre las superficies terminadas. Las buenas técnicas de curado
maximizan la resistencia y durabilidad a un mínimo costo, debido a la presencia de humedad
a temperaturas moderadas es necesario para que continuación de las reacciones químicas, las
cuales rigen el incremento en durabilidad y resistencia del concreto.
10.5. REQUISITOS FUNDAMENTALES Hay cuatro requerimientos fundamentales para un curado efectivo; su importancia varía de
acuerdo a el volumen, superficie y exposición del concreto que debe ser curado:
Duración.
Todas las precauciones se deben mantener hasta que el cemento tenga la hidratación
suficiente.
Temperatura.
Una temperatura uniforme y razonable se debe de mantener a través de toda la sección
durante el curado.
Humedad.
128
Se deben de preveer los movimientos de humedad prematura hacia afuera del concreto
debido a la evaporación.
Protección.
El concreto se debe de proteger de daños mecánicos.
10.6. CURADO DE SUPERFICIES HORIZONTALES Ningún trabajo puede considerarse terminado si no ha sido curado adecuadamente. Aunque
el curado de la superficie del concreto no es una parte integral de la colocación y
terminación, sin embargo, es indispensable para producir un producto de un terminado
aceptable.
Desafortunadamente, el curado a menudo se descuida completamente o bien no se hace en
forma adecuada y como propiamente corresponde. Frecuentemente el concreto curado
aumenta generalmente su resistencia, mientras que el concreto sin curar alcanza solamente la
mitad de su potencial. El curado apropiado también aumenta la resistencia y durabilidad.
Curar significa mantener humedad en el concreto por un periodo de tiempo adecuado y
comenzarlo atemprana etapa. Esto causa la reacción química de hidratación, la cual es
responsable del endurecimiento y aumento de resistencia . Durante la hidratación de
partículas de cemento, estas se disuelven lentamente y entonces, reaccionando con el agua
forman nuevos productos que forman nuevos productos que despositados en el espacio
saturado de agua, enlazan aregados finos y gruesos.
Cuando el concreto se seca la hidratación se detiene igual que el incremento de resistencia,
durabilidad y reistencia al desgaste. La condición ideal en el curado del concreto es mantener
129
humedad y calor. La hidratación es muy lenta a bajas temperaturas del concreto, por
consiguiente el aumento de la resistencia no es lo suficiente rápida. (Sin embargo, si la
humedad puede ser retenida lo suficiente a bajas temperaturas; el concreto ganaría más
resistencia que si fuese a temperaturas mayores.
El curado debe ser realizado lo más pronto cuidando de no dañar la superficie.
130
11. DESMOLDE
Las condiciones de esfuerzo temporal en la etapa de desmolde y maniobras, son en algunos
aspectos, las más severas pruebas que podrá experimentar el elemento durante su vida de
servicio, haciendo que el elemento este prácticamente preprobado Con objeto de reducir el
tiempo de desmolde es incrementar la velocidad de endurecimiento y ganancia de resistencia
del concreto, la reutilzación de los moldes Una proposición flexible es especificar la
madurez requerida del concreto, la cual depende de la edad y la temperatura, definida como
el producto de la temperatura de curado y la edad del concreto en horas
131
Sobre estas bases, el período de preendurecimiento puede ser calculado y debe ser
confirmado por pruebas de resistencia de cilindros o cubos curados bajo las mismas
condiciones que el elemento. Estas proposiciones permiten al productor proponer métodos
alternativos para reducir los tiempos de desmolde.
Desmoldar el mismo día generalmente da por resultado un terminado menos brillante que si
se deja el molde en contacto con el concreto durante dos o tres días.
Es necesario usar desmoldantes antiadherentes, y aún asi , puede ser difícil quitar del
concreto revestimientos de poliestireno. A veces es necesario mano de obra adicional para
limpiar esmeradamente los paneles de concreto después de que se han separado los
revestimientos, ya que algo del material se adhiere a las superficies de concreto.
Los revestimientos de espuma de estireno, usados alguna vez en construcciones tilt-up,
pueden removerse con aire comprimido aplicado en la orilla con un tubo metálico aplanado
acomodado en ranuras previstas.
Si el revestimiento de plástico se vuelve difícil de quitar o produce imperfecciones en la
superficie del concreto, se puede reacondicionar el revestimiento por medio de una limpieza
a fondo y aplicando una capa de desmoldante liberador de silicones.
Una capa delgada y uniforme de un desmoldante antiadherente dará como resultado una
producción continua de superficies de alta calidad. El efecto de los desmoldantes
antiadherentes sobre el color de la superficie de concreto revietida, debe probarse en un
modelo a escala en la obra.
Las cimbras hechas con fibra de vidrio pueden removerse aplicando aire comprimido a
través de un agujero central en el forro. Y si se les da el mantenimiento apropiado, tales
medidas producen superficies lisas y densas.
Los revestimientos elastoméricos deben quitarse sin usar cuñas, para evitar quitar algunos
pedazos. Esto puede complicarse si los revestimientos no se quitan antes de cinco o siete
días.
Los revestimientos pueden ser limpiados con agua y con cepillos y no se recomienda el
empleo de desmoldantes antiadherentes.
Recientemente se ha usado vinil de plástico como revestimiento pegado con adhesivo a
respaldos de triplay.
El adhesivo se saca con presión por las juntas de entre las hojas y se sellan las juntas para
que no haya fugas de mortero.
Los conos de unión de los modes también pueden quedar sellados con estos adhesivos.
Con el fin de no causar mellas en los forros, debe tenerse mucho cuidado durante su
remoción y hay que limpiar los completamente después de cada uso.
La aplicación de una capa delgada y uniforme de desmoldante antiadherente, con un trapo
saturado, dará como resultado la producción continua de superficies de alta calidad . El
efecto del desmoldante antiadherente sobre el color de la superficie formada debe probarse
en un modelo hecho a escala.
Para evitar que se cuarteen o se rompan las nervaduras de concreto, los modes con
nervaduras deben removerse hacia afuera sin ningún movimiento oscilante horizontal.
Si ocurren cuarteaduras o despostilladuras en las nervaduras, estas pueden reponerse
fijando los revestimientos en las superficies con hendiduras a cada lado de la nervadura
faltante.
Para que la colocación de resane pueda realizarse adecuadamente, se debe usar una mezcla
espesa de una parte de la combinación de cemento blanco y gris a 3 partes de arena, con
suficiente agua y que la mezcla contenga 30% de adherente acrílico. El tiempo en que los
revestimientos deben permanecer con la mezcla de reparación es de 20 a 30 minutos. El
tiempo de mezclado debe limitarse a 2 minutos para evitar aire incluido exesivo.
Hay que tener cuidado con las pequeñas proyecciones, tales como las líneas de
escurrimiento. Su remoción abrupta puede cuartear o romper la punta de la proyección,
haciéndola vulnerable a la humedad y a la corrosión subsecuente del refuerzo.
En los detalles empotrados tales como ventanas o formas para aberturas, deben quitarse
primero las tablas de sujeción a fin de permitir que las orillas de los revestimientos puedan
quitarse sin causar descascaramientos al concreto.
Los detalles intrincados requerirán un tiempo mayor para la remoción de los forros a fin de
que el concreto pueda ganar la resistencia suficiente, para luego quitar el forro del concreto.
El mejor procedimiento aconseja empezar la remoción lejos del área intrincada y proceder
poco a poco hacia esta área.
Para otros diseños se determinara el método y el tiempo para la remoción.
134
Si las orillas rusticas van a volverse frágiles después del sopleteado con arena, los
recubrimientos deben permanecer en la cara del concreto.
El método de desmolde se determinará por el número de usos. Los usos repetidos requieren
que los listones biselados o chaflanes permanezcan con los revestimientos y que se reinserten
otros nuevos antes de un sopleteado con arena.
La fijación de recubrimientos puede hacerse por medio de adesivo o clavos.
Se necesita la misma decisión para los conos de unión. Si se desean las orillas afiladas para
los agujeros de amarre.deje los conos durante un sopleteado con arena, debiendo quitar los
pernos de amarre de la cara no arquitectónica para prevenir posible descascaramiento de la
cara expuesta.
Las burbujas de aire que se forman en el lado interior de las unidades vaciadas
horizontalmente requerirá la remoción temprana de los revestimientos, después de que el
concreto esté lo suficientemente firme para prevenir descascaramientos de los bordes, pero
lo suficientemente rápida para permitir el retapado de esa área para quitar las depresiones
provocadas por las burbujas de aire.
Los rayados de arena en las orillas de los listones de chaflán indican fugas de lechada y que
se necesita un sellado adicional. Cualesquiera adición de mortero de reparación deben
hacerse cuidadosamente para mantener la uniformidad del color.
Los revestimientos de placa de plástico necesitan protección entre usos consecutivos. La
exposición a los rayos del sol tienden a cuartear finamente la capa de plástico.
135
Las fugas de mortero hacia las pequeñas cuarteaduras causan líneas obscuras que son
difíciles de remover de las superficies sopleteadas con arena.
Los revestimientos de triplay deben de estibarse horizontalmente para evitar combaduras.
Los revestimientos de metal también se combarán si se almacenan apoyados en ángulo
contra un edificio.
11.1. EL COLOR Y EL DESMOLDE El concreto vaciado contra revestimientos de plástico puede aparecer obscuro y moteado al
remover los revestimientos, debido a la humedad superficial atrapada y a la superficie
lustrosa., y los manchones dependen del tiempo de la remoción.
El concreto arquitectónico necesita como mínimo 48 horas de curado para adquirir
resistencia, pero períodos más largos de curado significan superficies más obscuras que
pueden o no desaparecer completamente con el tiempo.
Para prevenir cuarteaduras finas de la superficie de concreto debido al choque térmico,
durante los periodos fríos las superficies deben enfriarse gradualmente (alrededor de 1°C por
hora). Para permitir un enfriado gradual, la remoción de los revestimientos debe estar
acompañada de una protección apropiada que evite la circulación de aire alrededor de los
revestimientos y se seque las orillas del concreto, ya que causara una diferencia en el color
de las orillas.
11.2. PROTECCIÓN DEL TRABAJO TERMINADO Generalmente, la consistencia en los tiempos y el método de la remoción de los
revestimientos darán como resultado uniformidad en la apariencia de la superficie .
136
Después de quitar los revestimientos, se recomienda protección tanto para el concreto como
para los revestimientos.
Es obligatoria la protección del concreto para que no se manche, o se dañe por
construcciones subsecuentes y por intemperismo.
Los materiales de los revestimientos, la apariencia arquitectónica, las texturas y los detalles
pueden modificar los tiempos y el método de la remoción de los revestimientos.
En climas fríos se requiere de una protección para el período de curado restante.
El contraste de la luz es lo que determina si una superficie arquitectónica de concreto es
aceptable.
Las reparaciones o correcciones de concreto prefabricado pobremente construido pueden
ser difíciles, y costosas en tiempo y dinero, y aún así pueden resultar inaceptables.
Un cuidado apropiado y la correcta programación del vaciado de los revestimientos y su
remoción son los factores decisivos.
137
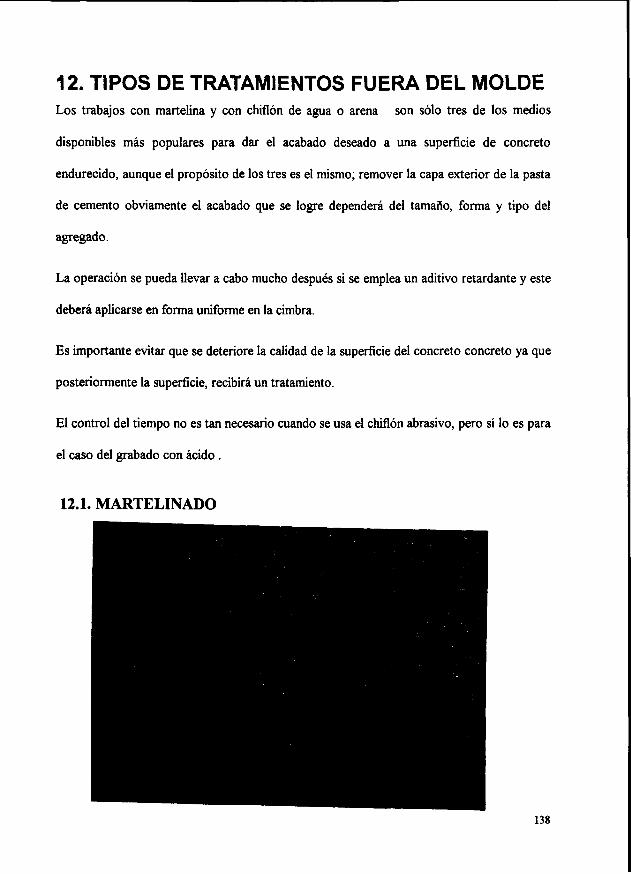
12. TIPOS DE TRATAMIENTOS FUERA DEL MOLDE Los trabajos con martelina y con chiflón de agua o arena son sólo tres de los medios
disponibles más populares para dar el acabado deseado a una superficie de concreto
endurecido, aunque el propósito de los tres es el mismo; remover la capa exterior de la pasta
de cemento obviamente el acabado que se logre dependerá del tamaño, forma y tipo del
agregado.
La operación se pueda llevar a cabo mucho después si se emplea un aditivo retardante y este
deberá aplicarse en forma uniforme en la cimbra.
Es importante evitar que se deteriore la calidad de la superficie del concreto concreto ya que
posteriormente la superficie, recibirá un tratamiento.
El control del tiempo no es tan necesario cuando se usa el chiflón abrasivo, pero sí lo es para
el caso del grabado con ácido .
12.1. MARTELINADO
138
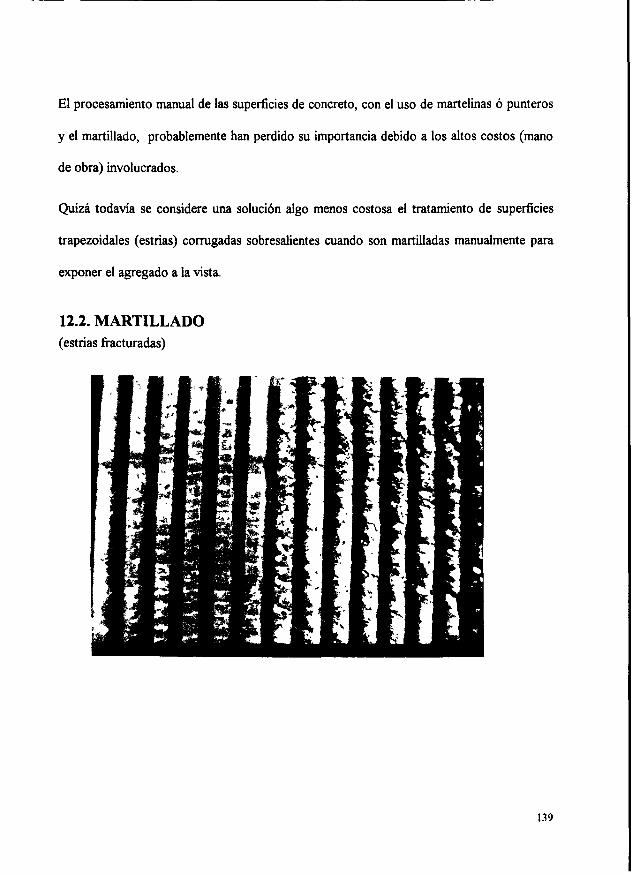
El procesamiento manual de las superficies de concreto, con el uso de martelinas ó punteros
y el martillado, probablemente han perdido su importancia debido a los altos costos (mano
de obra) involucrados.
Quizá todavía se considere una solución algo menos costosa el tratamiento de superficies
trapezoidales (estrias) corrugadas sobresalientes cuando son martilladas manualmente para
exponer el agregado a la vista.
12.2. MARTILLADO (estrias fracturadas)
139
Se producen fracturando las puntas de las aristas del precolado de una manera consistente y
uniforme, cuando ya esta fuera del molde.
Es esencial hacer pruebas para establecer la mezcla y los agregados que proporcionarán el
aspecto requerido sobre la superficie fracturada.
Una técnica similar es un acabado formado a base de la fijación de cuerdas sobre un molde
de madera o de triplay, las cuerdas hay que mojarlas antes del colado después y se sacan del
concreto endurecido por medios mecánicos. Al igual que en todos los otros acabados, para
lograr resultados satisfactorios son esenciales las pruebas a escala natural.
Debe tenerse especial cuidado con las variaciones que se presentan como resultado de las
diversas técnicas que emplean los operarios, es decir, sería importante no mezclar operarios
diestros con operarios zurdos en los paneles adyacentes, a menos que ello se haga
deliberadamente de acuerdo con un patrón previo o secciones alternas.
Una superficie martelinada requiere de tiempos mayores para la remoción de los forros a fin
de asegurar la requerida resistencia a la compresión del concreto, de 250 a 350 kg /km2.
12.3. DESESCAMADO NEUMÁTICO
En el pasado las líneas creadas por las fugas de lechadas de los revestimientos hubieran sido
aceptadas debido a la carencia de procedimientos para remediarlas. Ahora con las pistolas de
"agujas" desarrolladas para desescamar el acero estructural, se ha probado que son una
herramienta efectiva para la remoción de las lineas obscuras dejadas por las fugas de
concreto que no pueden quitarse con un sopleteado inicial con arena.
140
Se usan herramientas neumáticas con varillas puntiagudas para quitar partículas finas y
disminuir el contraste existente pero se necesita de mucho cuidado para evitar la formación
de depresiones que proyectarán una sombra cuando el sol esté a un ángulo agudo con
respecto al edificio. Con un uso juicioso y cauteloso, puede disminuirse los contrastes
objetantes de las líneas obscuras por fugas y las pequeñas decoloraciones si se mantienen las
varillas con las puntas afiladas.
12.4. EL SOPLETEADO CON ABRASIVOS (Corroído)
Comúnmente los métodos llamados sopleteado con arena (Sand Blast), y los retardantes
químicos están entre los métodos que se usan con mayor amplitud.
El sopleteado con abrasivos puede hacerse ya sea utilizando aire o agua como el portador
del abrasivo; para hacerlo efectivamente se requiere de aptitudes considerables por parte del
operador.
12.5. SOPLETEADO CON AIRE-ARENA (Sand-Blast)
141
Deben evitarse materiales abrasivos que pudieran causar Silicosis". La escoria de cobre es
una alternativa adecuada. La profundidad de exposición usualmente es comparativamente
ligera, pero se puede variar desde un chiflón ligero de 'lavado", apenas suficiente para
eliminar la película de cemento de la superficie, hasta un corte 'profundo, eliminando algo
de cemento y de arena para revelar el color de agregado".
La profundidad del sopleteado con arena está gobernado por un grado especificado. El
Comité 303 del ACI enlista cuatro grados de sopleteado con arena para exponer el agregado
fuera de la matriz.
12.6. CEPILLADO MECÁNICO
El cepillado no expone el agregado solo se usa para opacar el brillo en la superficie del
concreto vaciado contra el hierro, alineadores plásticos, o forros revestidos de plástico. El
cepillado no siempre proporcionará un color uniforme del concreto.
12.7. SOPLETEADO CON AGUA-ARENA (Hidro-Blast)
142
El proceso de chorro de arena empleando agua como vehículo proporciona una textura
densa y uniforme, de "piedra de arena".
Cuando la superficie acabada sale 'fuera de la cimbra", las formas perfiladas, las nervaduras,
los relieves, todo es posible, dando así al arquitecto mayor libertad en el diseño de la cara
expuesta.
El proceso de chiflón abrasivo de arena requiere de mucha habilidad del operario. El área
que ésa siendo cortada por la arena, queda oculta por una película de agua y solo puede
verificarse su profundidad, cuando el chiflón abrasivo de arena y de agua se mueve,
usualmente en movimiento circular, hacia el área siguiente.
El chiflón de arena y agua se debe estarse moviendo continuamente para asegurar un corte
uniforme.
El chiflón de arena, utilizando el aire como vehículo, permite mejor visibilidad al operario,
pero puede tener restricciones debido a efectos de contaminación (por el polvo) o por
reglamentaciones gubernamentales.
Las líneas de 'lechada" que quedan expuestas durante la aplicación del chiflón de arena,
pueden ser causadas por un colado irregular.
Los moldes deben ser suficientemente rígidos para evitar el desarrollo de 'puntos de falla"
locales, ya que estas áreas carecerán de densidad de agregado de superficie después de la
explicación del chiflón de arena. Las superficies no deben presentar agrietamiento alguno al
momento de la aplicación del chiflón de arena, ya que éstas, incluyendo las grietas muy finas
de contracción y las estructurales, se abren y se acentúan con la aplicación del chiflón de
arena.
Después de la aplicación del chiflón de arena es necesario mojar perfectamente la superficie
antes de aplicar un ligero lavado con ácido clorhídrico, para exponer el color natural de la
arena y del agregado y finalmente, se limpia con agua a presión.
Las instalaciones requeridas en la planta comprenden un área semi-cerrada para la aplicación
del chiflón de arena.
El equipo para la aplicación de chiflón de arena, debe ser seleccionado para proveer una tasa
adecuada de corte dentro del control del operario. Un equipo sobrado de potencia puede
conducir a un cortado excesivo que puede no ser reparable, causando, por lo tanto, rechazo
de la unidad.
Las texturas que se pueden lograr varían de acuerdo con la boquilla de herramienta que se
use, que pueden ser del chiflón o el cepillo, este último simplemente remueve la lechada de
la superficie y da un acabado como si se aplicará ácido en la superficie.
El chiflón abrasivo es más rápido que la mayoría de los métodos secundarios para tratar las
superficies, aunque la cantidad de polvo que se produce puede representar un problema.
Se puede obtener una mayor variedad de texturas si se combinan las profundidades a las que
se expone el agregado, o incluso, por medio de la capacidad de retención de las áreas que no
han sido tratadas; de manera regular o irregular para producir contraste.
144
El sopleteado abrasivo fractura las superficies de las partículas del agregado y tiende a
apagar los colores, compare la exposición del agregado por retardantes con el acabado por
sopleteado de arena.
12.8. SOPLETEADO CON CHIFLÓN DE ARENA Este método requiere el mismo tipo de concreto que el usado para un acabado de agregados
expuestos. De esta manera, las partículas gruesas son golpeadas sin ser expelidas.
Es esencial que la pasta de cemento, que se utilice para este propósito, sea removida
mecánicamente.
La profundidad de remoción es en general baja, llega cuando más a menos de 1 mm. El
medio de sopleteado es proyectado por un soplete de aire, con una presión aproximada de 5-
7 bar sobre la superficie de concreto. Para este propósito, deben coordinarse el diámetro de
las boquillas y el caudal del aire.
Este método puede ser aplicado siempre que se tomen medidas protectoras apropiadas que
contengan el desarrollo de polvo a un grado tolerable, es decir, colocando cubiertas
protectoras o carpas de lona. Los medios apropiados para el sopleteado con arena son:
arena de cuarzo, electrocarborundum, esferas de vidrio, escorias obtenidas de altos hornos y
molinos de acero, escorias de molinos de cobre, escorias de cámaras de fundición, limaduras
de acero y municiones de acero.
145
12.9. GRABADO CON ACIDO
Este acabado se produce corroyendo la matriz de cemento de la cara del producto, mediante
el grabado con ácido clorhídrico
El grabado con ácido lleva el riesgo importante de la corrosión del acero de refuerzo debido
a los cloruros residuales Consecuentemente debe emplearse solo después de que se haya
tomado en consideración un recubrimiento adicional para el acero de refuerzo, requerido
para asegurar la protección adecuada
El grabado con ácido es un acabado fino, los materiales expuestos son principalmente el
cemento y la arena con sólo un pequeño porcentaje de agregados gruesos visibles
Consecuentemente, la dosificación de la arena es importante para asegurar su uniformidad ya
que la variación en el color de la arena se observará en el producto terminado
El proceso de grabado se lleva a cabo mediante la aplicación de ácido cloridrico o muriatico,
permitiendo un periodo de reacción y después eliminando todo residuo del ácido mediante la
146
aspersión de agua a presión. El producto debe estar completamente mojado antes de la
aplicación del ácido. NO es recomendable la inmersión. La introducción de un pequeño
porcentaje, v.g. 1-2% de polvo de mármol.acelera el proceso y asegura que todo el ácido
aplicado sea neutralizado. No debe permitirse que el ácido permanezca en la superficie sino
que debe ser cepillado o brochado, ya que la formación de gel de sílice aminora el ataque del
ácido y si se deja secar, es muy difícil eliminarlo.
12.10. ESMERILADO PULIDO Y BRILLADO
Los acabados de piedra o granito retapados y pulimentados se comparan favorablemente con
los revestimientos de granito natural pulido, dando al arquitecto la libertad de diseñar una
fachada utilizando toda la capacidad estructural de los precolados. El acabado se produce
fuera del molde esmerilando aproximadamente 3 mm de la superficie.
147
Diversos grados de acabado de superficie pueden producirse dependiendo del grado de las
últimas piedras de esmerilar utilizadas:
Piedra No. 3 = esmerilado grueso, piedra No. 4 = esmerilado fino, almohadilla de fieltro y
polvo para pulimentar = pulimentado total. Para los acabados esmerilados no hacen resaltar
todo el potencial de color de la piedra; no obstante, proporcionan un acabado atractivo
adecuado para pisos o pavimentos el que puede ser brillado con ácido oxálico y
posteriormente encerarse.
Gracias a la automatización y a las nuevas técnicas del pulido, el concreto arquitectónico a
llegado a ser económicamente accesible y se ha convertido en un serio competidor de los
revestimientos de mármol natural. Además, ofrece posibilidades mucho más amplias que el
mármol natural, no sólo en relación con los costos, sino que también puede hacerse un
diseño especial.
12.11. ACABADOS COMBINADOS ESMERILADO Y GRABADO CON ACDDO La combinación de una superficie, pulimentada o esmerilada con máquina y el grabado con
ácido proveen una superficie que expone un porcentaje muy elevado de piedra.
Después del proceso de esmerilado, el ácido elimina la matriz de cemento y los finos, de
entre las partículas mayores del agregado. Esta superficie es altamente resistente a la
intemperie y en cierto grado, es auto limpiante.
Esta combinación es muy adecuada para pavimentos ya que los huecos creados por el
grabado con ácido proveen una superficie que es razonablemente antiderrapante.
148
Siempre que se logre un elevado grado de densidad de agregado en la superficie, este
acabado puede ser resistente a la intemperie y conservar su aspecto durante muchos años.
El diseño estructural del producto debe tomar en cuenta el descimbrado y manejo, libre de
grietas. El grabado con ácido revela el agrietamiento fino por flexión o por contracción, y
hará resaltar dramáticamente las grietas y la rectificación de estas fallas puede ser muy
difícil.
Después del descimbrado, para asegurarse que las superficies que deben acabarse, se curará
en el mismo grado en el punto de apoyo que el resto de la unidad deberán almacenarse sobre
almohadillas espaciadoras para permitir la circulación de aire.
Los acabados de piedra o granito reconstruidos y pulimentados se comparan favorablemente
con los revestimientos de piedra natural pulimentada o mármol, dando al arquitecto la
libertad de diseñar una fachada utilizando toda la capacidad estructural de los precolados.
Es preferible una mezcla de granulometría total, diseñada cuidadosamente para proveer el
máximo de densidad del agregado sobre la superficie a pulir. El colado uniforme del
concreto sobre toda la superficie seguido por vibración intensa, proporciona la superficie
necesario de (máximo agregado - mínimo material), requerida para este acabado.
Las superficies coladas verticalmente requieren una atención especial para asegurar que no
aparezcan líneas de lechada entre las coladas del concreto.
Un detallado cuidadoso para lograr el máximo empleo de equipo automático de pulido y
reducir al máximo el pulido a mano, aseguran un costo mínimo. Las dimensiones del
producto indicarán las tolerancias de esmerilado.
149
B I B L I O T E C A Instituto Teológico <ie la C c r t r u e * *
Los moldes deben ser suficientemente rígidos para transferir la vibración al concreto sin
crear "puntos" de vibración.
El pulido a mano de aristas, vueltas, etc., no accesibles con equipo automático es lento y
costoso y debe eliminarse del diseño , siempre que sea posible.
Los componentes que requieren acabado uniforme en todas las superficies, necesitan
atención especial y cuidado para igualar las caras acabadas a mano con las caras verticales y
horizontales.
Todos los accesorios metálicos expuestos, aditamentos, insertos roscados y acero de
refuerzo sobresaliente, deben ser apropiadamente protegidos contra el ácido.
PULIDO CON CHIFLÓN DE ARENA YGRABADO CON ACIDO
En tanto que la combinación de pulimentado/ grabado con ácido provee un acabado de la
superficie en el que predomina el color del agregado, el acabado pulimentado y chiflón de
arena provee un contraste muy marcado entre el agregado pulimentado y la matriz del
concreto sometida a chiflón de arena.
El diseñador necesita tomar en cuenta también, que el proceso de pulido creará entre la
superficie del acabado pulido y el de chiflón de arena un escalón de aproximadamente unos 3
mm, que puede causar problemas al tratar de alinear las unidas precoladas, en la obra. Esto
puede superarse durante el proceso de diseño.
En tanto que la combinación de pulimentado/grabado con ácido provee una acabado de
superficie en el que predomina el color del agregado, el acabado pulimentado/chiflón de
150
arena provee un contraste muy marcado entre el agregado pulimentado y la matriz, sometida
a chiflón de arena, del concreto.
El posible uso de esta combinación requiere que el diseñador tome una decisión previa para
asegurar que en el concepto general se tome en cuenta para el cambio de color y de textura
de los dos acabados y que se detalle una demarcación adecuada para separarlos; usualmente
una ranura en V.
Es necesario enmascarar el acabado pulimentado durante el proceso de chiflón de arena.
El proceso de pulimentado debe ser terminado antes de la aplicación del chiflón de arena.
Una manera de agregar texturas sutiles a las estructuras de concreto es a través del
sopleteado con arena. Si se hace apropiadamente, el sopleteado con arena puede exponer
algo del agregado en la mezcla de concreto que no solamente da una sugestión de textura
sino que con frecuencia crea un efecto de brillantez en la luz directa del sol debido a la base
de cristal que hay en la mayor parte del material del agregado. El sopleteado con arena con
frecuencia se usa con concreto coloreado para imitar la apariencia de granito, pero a precios
más bajos y con mayor versatilidad y resistencia estructural con el objeto de dar un acabado
a las superficies de concreto coloreado, particularmente a superficies prefabricadas.
Con mucha frecuencia se recomienda un ligero sopleteado con arena diseñado para exponer
el agregado.
Esto ayuda a la uniformidad en el color, ya que se eliminan los efectos de lechada y
eflorescencia.
151
Generalmente hablando, del costo del sopleteado con arena, depende del tipo de agregado y
del efecto deseado. El mejor momento para sopletear las superficies de concreto es tan
pronto como lo permitan la resistencia estructural y las condiciones de construcción.
Una precaución: a tomar es que el sopleteado con arena no puede utilizarse en algunos sitios
de trabajo debido al polvo producido por el proceso.
£1 pulido de las superficies de concreto requiere, como es de esperarse, un equipo apropiado
y trabajadores altamente especializados.
13. RESANE, CALAFATEO, SELLADO Y LIMPIEZA
13.1. REPARACIÓN La adherencia efectiva de un concreto nuevo sobre un concreto viejo requiere de que la
superficie vieja este limpia, desprovista de cualquier capa de mortero o lechada y húmeda.
La mayoría de las evidencias, producto de la investigación, indican que los más altos valores
de adherencia, a través de una junta, se alcanzan por medio del colado de concreto sobre
una cara de junta limpia y ligeramente rugosa, la cual debe estar húmeda y no haber sido
tratada con una capa primaria de mortero o lechada.
Una manera efectiva de dar rugosidad a la superficie de una junta de construcción, es
cepillar la capa superficial aproximadamente una o dos horas después de terminado el
colado, de manera que el agregado grueso esté ligeramente expuesto.
Sin embargo el principal inconveniente es el tiempo de este tratamiento, ya que debe ser de
una a dos horas después de terminado el colado que a usualmente se extiende más allá de un
día consecuentemente el tratamiento de rugosidad es a menudo pospuesto hasta el día
siguiente o más tarde, cuando el concreto endurecido ya requiere de un tratamiento más
vigoroso.
Este tratamiento puede consistir en cepillar con un cepillo de alambre rígido, si el concreto
no esta tan duro, pero más a menudo la superficie requiere ser tratada con herramienta
neumática especial o con herramientas manuales como cinceles.
El tratamiento para dar rugosidad con frecuencia solamente es posible hasta que el molde es
retirado y esto se hace hasta un día después del colado.
153
La norma de trabajo genealmente es mejor cuando se usa herramienta neumética aunque en
la forma tradicional frecuentemente se tiende a hacerlo de una manera combinada, es decir,
manual y mecánica.
El trataminto con chiflón de arena es un tratamiento alternativo asi como, el uso de
retardantes sobre la cara del molde en las juntas verticales para alcanzar una superficie
rugosa.
Para dejar superficies rugosas el metal desplegado o la malla fina pueden ser utilizados en la
cara de la junta y puede ser ventajoso donde otro tipo de malla es difícil de fijar debido al
congestionamiento del refuerzo. El metal deplegado se remueve tan pronto como sea posible
para su reutilización, pero algunas veces la remoción se dificulta y como resultado una parte
de la malla se quedará empotrada en el concreto. La superficie rugosa dejada por el metal
desplegado proporciona una buena adherencia con el concreto que se cuela encima de ella.
Varios métodos para dar rugosidad a la superficie inicial del concreto más viejo se
especifican en diversos documentos; estos incluyen tratamiento con agua a presión, el
cepillado, el tratamiento con chorro de arena.
Se recomienda que el sobretratamiento de la superficie endurecida se evite, básicamente al
requerido para alcanzar una junta de construcción con buena adherencia, de tal manera tal
que la cara del concreto este limpia, libre de natas resecas y ligeramente rugosa de tal forma
que muestre partículas del agregado grueso.
Estrictamente hablando este es el único requerimiento que se necesita cumplir para el
tratamiento de la junta.
154
Una lechada o una capa de mortero, son usualmente una contradicción, por la pérdida de
finos en las mezclas de concreto dejadas en la cara de la junta y por la adhesión del mortero
al refuerzo o a la cara de la molde.
Respecto a otras precauciones que se requieren, es esencial especificar que el concreto de la
capa debe estar perfectamente compactado y que el deslave de finos en dicha parte se evite
por medio de un dispositivo sellante, tal como una tira de plástico expandido, entre el
interior de la cara del molde y el concreto por colocar.
13.1. RESANE El atractivo de cualquier superficie de concreto es diferente para cada una de las personas
que la ven. Por lo tanto, el ACI ha sugerido un criterio para las superficies de concreto
arquitectónicamente aceptables, que se definan como superficies con variaciones mínimas de
color y de textura y mínimos defectos de superficie cuando si se las ve a 6 mts. de distancia.
Casi todo el concreto contiene defectos, que se consideran comunes y corrientes en el
concreto y que son inaceptables en términos generales, por ejemplo, hay pequeños orificios
berbujas de aire.
Los intentos para remendar las áreas que contienen una cantidad excesiva de burbujitas u
orificios han fallado porque producen un resane mucho más feo que el orificio o burbujita
original. Por fortuna, este defecto no es tan aparente en las superficies del concreto de
textura áspera y de agregado expuesto.
155
La igualación de color puede lograrse mediante una cuidadosa selección del color del
cemento y de la arena. Una buena mezcla de colores evitará los efectos de "parchado" que a
veces aparecen hasta después de la erección de la obra.
Los resanes requieren habilidad y mucha atención para compaginar con el área circundante.
Las reparaciones cuidadosas aseguran que el remedio no sea más feo que el defecto original.
Es más fácil remendar el agregado expuesto que los elementos sencillos del concreto liso.
Primero, el área dañada se deberá cincelar y recortar hasta una profundidad un poco mayor
que el tamaño máximo del agregado expuesto, por ejemplo: bajar a 25 mm para agregado de
19 mm . Los lados del orificio deberán estar a ángulos rectos con la superficie. No es
necesario cortar por debajo. Después se deberá humedecer totalmente el área con agua para
asegurar una buena unión del parche. Se recomienda usar un cepillo áspero para esta
operación. Después de que el área del RESANE está bien humedecida, no se deberá aplicar
una mezcla de cemento y agua con el cepillo. Esta mezcla deberá tener la consistencia de un
pintura gruesa.
El área dañada está ahora lista para recibir la mezcla para los parches.
El concreto para parches deberá contener los mismos materiales que se usaron en el
original, menos el agregado o agregados gruesos expuestos los que serán incrementados.
Si la matriz original estaba hecha de cemento gris, se deberá añadir una pequeña cantidad de
cemento blanco a la mezcla para RESANEs para duplicar el color original.
Y ésto es a causa de que la relación agua-cemento del RESANE, que es más baja,haga que
al secarse se vea más oscuro el parche que el concreto original.
156
La cantidad de cemento blanco que se debe añadir, varía, pero en promedio es de más o
menos 25%. Por otra parte, si la matriz de concreto original es blanca, se deberá añadir una
pequeña cantidad de cemento gris a la mezcla del RESANE para compaginarlo con el ligero
tinte gris que se agrego al concreto blanco durante la mezcla. Es esencial probar las mezclas
para determinar las cantidades exactas.
Estas mezclas deberán dejarse envejecer de 7 a 14 días antes de emitir un juicio.
La mezcla para el parche deberá ser rígida, pero no tan rígida que los agregados expuestos
no se puedan incrustar encima por medio de presión.
La mezcla del parche se debe compactar dentro de la cavidad inmediatamente después de
aplicar la siguiente capa . Se deberá agitar vigorosamente la mezcla a mano y después se la
debe dejar a nivel con el concreto circundante.
En las superficies horizontales, el agregado que se va a exponer se extiende después en el
área circundante. Se incrustan a presión los granos dentro de la superficie con un pequeño
bloque de madera.
En las superficies verticales o en los trabajos que se hace sobre la cabeza, cada agregado se
debe colocar a mano. Después de dejar fraguar durante unos minutos, se puede pasar una
esponja húmeda contra la superficie del RESANE para quitar cualquier matriz sobre el
agregado para que compagine perfectamente con las áreas circundantes.
El resane tal vez necesite lavado con chorro de arena si es que asi se lavó el resto del muro .
Finalmente, se debe curar el RESANE con agua y se lo debe limpiar con ácido si es que se
trató así de la unidad. Cuando se está produciendo elementos de agregado expuesto con
157
agregados de tamaño pequeño de más o menos de 3 a 6 mm, con frecuencia resulta difícil
obtener una exposición uniforme con retardantes.
Para restaurar una superficie, humedézcala, y después embárrela y pase un cepillo por
encima con una capa de lechada de cemento-arena y agua para igualar la matriz original del
concreto. Esta operación también llena pequeños huecos vacíos que ocurren en la superficie
Poco tiempo después de que se fraguó, se le quita el exceso de lechada con un cepillo.
Los paneles precolados que se remiendan, después de elevarlos necesitan también un
tratamiento similar al de la obra. Este tratamiento lo aplica el especialista en RESANES de
precolados.
Con frecuencia, una pieza que se ha roto o desprendido se puede volver a pegar con un
adhesivo a base de resinas epóxicas. Las superficies rotas del panel así como la pieza
deberán ser repintadas con pasta y adhesivo.
Al igual que con otros acabados, los precolados terminados pueden limpiarse con una
solución de ácido clorhídrico diluido, después de haberlos mojado completamente con agua.
El ácido debe eliminarse empleando aspersión de agua a presión utilizando suficiente agua
para asegurarse que se han eliminado todos los residuos del ácido.
Todas las partes aparentes de los paneles se limpiarán lo necesario para eliminar la suciedad
y las manchas que puedan existir después del montaje.
Los elementos prefabricados se limpiarán tan sólo después de que estén completamente
todos los procesos de montaje, incluyendo el tratamiento de juntas de las partes aparentes.
Hay varias técnicas y materiales para limpiar el concreto con agregado expuesto incluyendo
el lavado con agua simple o con agua caliente que contenga detergente u otros limpiadores
comerciales, o vapor, o lavado ligero con abrasivos y aplicaciones de ácido clorhídrico
diluido (ácido muriático). Este último método es el que se usa con más frecuencia en las
plantas de precolados.
Se pueden abrillantar los agregados expuestos lavándolos con una concentración de ácido
clorhídrico al 5% o al 10%, el cual quita la capa opaca de cemento que se queda sobre el
cemento después de algunas de la exposición, especialmente el lavado y el cepillado.
Normalmente se aplica el ácido con un cepillo en una superficie pre-humedecida , pero
también se puede aplicar por medio de rocío. Se humedece la superficie par reducir la
penetración del ácido. Se debe enjuagar inmediatamente para quitar todas las trazas o
huellas del ácido con mucha agua limpia antes de que se seque el panel.
159
El mejor procedimiento es tener allí a dos trabajadores: uno aplicando el ácido mientras que
el otro lava la superficie con manguera.
Se deberá proteger a los trabajadores, igual que se debe también proteger las áreas
adyacentes y los materiales .
Se usa también la limpieza con ácido después de un espera de una a dos semanas, pero
frecuentemente se hace inmediatamente después del curado inicial para reducir las
operaciones de manejo comunes.
El lavado con ácido que se efectúa demasiado pronto, contribuye a la formación de depósito
blancos sobre unidades que tienen una matriz de cemento gris o con agregados de color
oscuro. El depósito blanco es un gel de sílice insoluble. La reacción del ácido clorhídrico y
del cemento portland da como resultado la formación de un gel de sílice que pronto se hace
insoluble y es extremadamente difícil de quitar.
Si se usa el ácido clorhídrico demasiado pronto después de aplicar la lechada, puede
aparecer un depósito blanco en la superficie. Las unidades y/o la superficie deberán tener por
lo menos tres o cuatro días de curado con humedad.
El retrasar el lavado con ácido reduce mucho las oportunidades de formación de depósitos a
causa de una hidratación más completa. Se deberá mantener el ácido y el cepillo limpios.
13.3. CALAFATEO DE JUNTAS Los materiales utilizados como selladores de juntas, son compuestos flexibles para calafateo
que poseen una buena adherencia y que pueden resistir el intemperísmo y cualquier
movimiento de expansión y contracción de los paneles. También se utilizan métodos de
relleno a base de neopreno que se encaja en un filete colado en un panel.
Las juntas entre elementos prefabricados o en el concreto colado en el lugar deben ser
rectilíneas y tener un ancho constante. La variación del ancho de la junta depende de la
desviación de su borde efectivo con respecto a la recta de su borde teórico.
13.4. TRATAMIENTO DE LAS JUNTAS Las juntas de construcción, de control y de aislamiento son partes necesarias del concreto
arquitectónico; ya que representan elementos del diseño . El constructor generalmente
ajusta los detalles del diseño de alguna manera para darles cabida. Las ranuras y buñas en
las juntas en las superficies verticales se utilizan con frecuencia para oscurecer las juntas. La
ubicación, el número y los detalles de estas juntas deberán ir indicadas por el diseñador en
los planos.
El diseñador de la cimbra utiliza esta información para preparar detalles que muestren cómo
se van a ejecutar las cimbras,, si el diseñador no ha indicado de manera previas las
ubicaciones de las juntas de construcción, el constructor deberá incluir las ubicaciones que
se proponen en los planos para que cuando sean sometidas a aprobación. En los casos en los
cuales las juntas ranuradas no sean aceptables por el arquitecto, es necesario poner atención
especial a la cimbra para minimizar el impacto visual del patrón de las juntas.
El comité 347 de ACI recomienda que las juntas de construcción se encuentren ubicadas en
las juntas entre los paneles de la cimbra. Las juntas entre los paneles de cimbra o en el
material de las cimbras requieren un sellado efectivo en la mayor parte de las superficies lisas
y en muchas superficies texturizadas. Aunque las juntas hechas a prueba de mortero quedan
selladas se debe prevenir la formación de residuos de concreto que se proyecten hacia
afuera, se puede especificar la impermeabilidad de las juntas para prevenir la decoloración
por hidratación.
13.5. SELLADORES CONTRA LA ACCIÓN DE LA INTEMPERIE Los selladores superficiales, se aplicarán después de que el edificio haya sido calafateado, de
que se hayan terminado las reparaciones y efectuado la limpieza.
Deberán ser de preferencia resinas acrílicas con transparencia estable, resistente al
intemperismo y con reflexión mate.
162
BIBLIOGRAFÍA:
l.-Pickard, Scott S. CONSTRUCTION-ORIENTED CONNCRETE DESIGN. Concrete International. USA. V 3, No. 5, mayo 1981. p. 82-93
2 - PRECAST INDIAN ART ADORNNS HIGHWAY SLOPE. Concrete Products. V. 84, No. 2, febrero 1981. 30-31
3 - WESTON CANADA'S PROGRESSIVE PIONEER. Concrete Products. USA. V. 84, No. 2, febrero 1981. p. 22-29
4.- THE JKF LIBRARY: A MASTERPIECE IN PRECAST. Concrete Products. USA. V. 83, No. 11, noviembre 1980. p. 26-28
5 - WINSLADE MANOR. Concrete Quaterly. Inglaterra. V. 124, enero-marzo, 1980. p. 2-9
6.- Keselica, Michael. HOSPITAL PROJECT REQUIRES IMAGINATION. Concrete International USA. V.2, No. 5, mayo 1980. p 25-28
7.- Hester, Weston T. HRWR ADMDCTURES IN ARCHITECTURAL PRESETRESSED AND PRECAST CONCRETE APPLICATIONS. Journal of Prestresed Concrete Institute. V. 25, No. 1. enero- febrero 1980. p. 96-111
8.- Martin, Ross. CONCRETE MIXES FOR TILT-UP WALL PANELS. Concrete International. USA. V.2, No. 4, abril 1980 p. 71-75
9.- Martin Jerry. ARCHITECTURAL TREATMENTS FOR TILT-UP PANELS. Concrete International. USA. V.2, No. 4, abril 1980 p. 77-83
10.- Burns, Muriel. HOW TO ADD TEXTURE, COLOR, AND BEAUTY USIND CHEMICAL RETARDERS. Concrete International. USA. V.2, No. 4, abril 1980. p. 84-88
11.- USING ELASTOMERIC FORM LINERS. Concrete Instruction. USA. V. 24, No. 10, octubre 1979. p 669-672
12.- Richardson, J.G. QUALITY PRECASTING IN BELGIUM. Concrete International. USA. V.2, No. 1, enero 1980 p. 61-65
13.- THIS DECORATIVE BLOCK HAS MORE THAN A PRETTY FACE. Concrete Products. USA. V. 82, NNo. 9, septiembre 1979 p. 50
163
^
14.- PATTERN-STAMPED CONCRETE: A SPECIAL REPORT. Concrete Construction. USA. V. 24, No. 7, julio 1979 p. 440-462
15.- FINISHING ARCHITECTURAL CONCRETE. Concrete Construction. USA. V. 24 No. 5 mayo 1979 p. 319-321
16.- TROUBLES WITH ARCHITECTURAL COCNRETE FINISHES. Concrete Construction. USA. V. 24, No. 5, mayo 1979. p. 323-362
17.- Gehring, Don. FORM LINERS KEY TO UNIQUE SITE PRECASTING. Concrete Construction. USA. V. 24, No. 5 mayo 1979. p. 309-314
18.- Gehring, Don. SITE-PRECAST PANELS MATCH INTRICATE DESIGN OF AN OLD MASTER. Concrete Construction. USA. V. 24, No. 5,mayo 1979 p. 307-308
19.- GUIDE TO TROUBLESHOOTINNG CONCRETE FORMING AND SHORING PROBLEMS. Concrete Construction. USA. V. 24, No. 8, agosto 1979. p. 505-584
20.- Amberg, Theodore A. DESIGNING IN CONCRETE. Concrete Construction. USA. V. 1, No. 5, mayo 1979. p. 36-41
21.- Johnson Iver. ARCHITECTURAL CONCRETE - HOW TO GET WHAT YOU SPECIFY. Concrete Construction. USA. V. 24, No. 1, enero 1979. p. 6-11.
22.- DESIGNING PRECAST WALLS TO MINIMIZE STAINING: NEW INDUSTRY GUIDE-LINES. Architectural Record. USA. V. 164, No. 6, octubre 1978. p. 20-21
23.- Pollei, Richard. APPROACHES TO STANDARDIZATION OF ARCHITECTURAL PRECAST CONCRETE PANELS. Journal of Prestressed Concrete Institute. USA. V. 23, No. 6, noviembre-diciembre 1978. p. 36-52
24.- Innes, Von A CONCRETEE WITH A DIFFERENCE. Concrete Construction. USA. V. 1, No. 2, febrero 1979. p. 30-32.
25.-NO-FUMES HOUSING. Concrete Quarterly. Inglaterra. No. 113. abril-junio 1977. p. 36-40.
26.- GUIDE SPECIFICATION FOR ARCHITECTURAL PRECAST CONCRETE. Journal
164
of Prestressed Concrete Institute. USA. V. 22, No. 6, noviembre-diciembre 1977. p. 16-31
27.- ARCHITECTURAL SURFACE FINICHES. N.Z. Concrete Construction Nueva Zelanda. V. 21, septiembre 1977 p. 4-10
28 .- Richardson, J.G. QUALITY PRECASTING IN BELGIUM. Precast Concrete Inglaterra. V. 8, febrero 1977 p. 91-94
29.- Tanner, John. ARCHITECTURAL PANEL DESIGN AND PRODUCTION USING POST-TENSIONING. Journal of Prestressed Institute. USA. V. 22, No. 3, mayo-junio 1977. p. 48-63
30.- Kubasek, John R PEOPLE ARE THE KEY INGREDIENT IN PRECASTER'S SUCCESS FORMULA. Concrete Products. USA. V. 80, No. 7, juUo 1977. p. 36-40.
31.- American Concrete Institute. GUIDE TO CAST-IN PLACE ARCHITECTURAL CONCRETE PRACTICE. Journal of American Concrete Institute. USA. julio 1974. p. 317-346.
32.- ;arch, P. CONCRETE TOO IS BEAUTIFUL. Concrete. Inglaterra. Vol. 7, No. 7, julio, 1973. p. 22-25.
33.- Pickel, U. EFFECT OF WATER CONTROL CON EXPOSED SURFACE. Betonwerk Fertigteil-Technik. Alemania. No. 11, 1974. p. 696- 699.
34.- Dobrowolskt, Joseph A. Textured Architectural Concretelnternational. USA. V 6, No. 1, enero 1984. p. 37-41
35.- PuUar, Robert. ONE HUNDRED WASHINGTON SQUARE: ARCHITECTURAL CONCEPT AND PROJECT DEVELOPMENT. Journal PCI. USA. Vol. 29, No. 1, enero-febrero, 1984. p. 20-23.
36.- Barfoot, Kack. TAYBAN TAKE OFF IN ARCHITECTURAL PRECAST. Concrete Inglaterra. Vol. 18, No. 1 enero, 1984. p. 21-22.
37.- Smith, John. ARCHITECTURAL CONCRETE: DEFECTS DEMAND DISCRETION. Concrete International. USA. Vol. 6, no. 1, enero, 1984. p. 64-66.
38.- Botti, Romano. RESIDENTIAL PYRAMIDAL TOWERS INMODENA. L'industria Italiana del Cemento. Italia. Vol. 53, no. 2, febrero, 1983. p. 75-88.
39.- Dobrowski. Joseph. TEXTURED ARCHITECTURAL COCNRETE. Concrete
165
International. USA. Vol. 6, no. 1, enero, 1984. p. 31-41.
40.- Kenney, Allan. ARCHITECTURAL CAST INPALCE CONCRETE. Concrete International. USA. Vol. 6, no. 1, enero, 1984. p. 50-55.
41.- Gonz lez de Letfn. Teodoro. THE TWENTIETH CENTURY STONE. Concrete International. USA. Vol. 6, no. 1, enero, 1984. p. 21-31.
42.- Blaha, Bill. BOMANITE MAKES BIG IMPRESSION IN DECORATIVE PAVING FIELD. Concrete Porducts. USA. Vol. 88, no. 6, junio, 1985. p. 15,17,32.
43.- Compbell, K. 1955-1965 CONCRETE TAKES OFF. Concrete Quaterly. Inglaterra. No. 44, enero-marzo, 1985. p. 23-30.
44.- Wood, Alfred A. 1965-1975 DISCOVERING THE ENVIROMENT. Concrete Quaterly. Inglaterra. No. 144, enero-marzo, 1985. p. 31-37.
45.- SOLID WASTE TRANSFER STATION. Journal PCI. USA. Vol. 28, no. 3, mayo-junio, 1983 p. 150-159.
46.- FOSTER & MASHALL PLAZA. Journal of PCI. USA. Vol. 28, no 3, mayo-junio, 1983 p. 163-167.
47.- Stock Bridge. Jerry. WOOLWORTH BUILDING RENOVATION- PRECAST CONCRETE USED FOR TERRA COTA FACADE. Journal of PCI. USA. Vol. 28, no, 4, julio-agosto, 1983. p. 136-146.
48.- Benvenuti. Lafranco. APPARTMENT BUILDING EST ARCHITECTURAL CONCRETE IN EMPLOI. L'Indsutria Italiana del Cemento. Italia. Vol. 53, no. 5, mayo, 1983. p. 347-354.
49.- HOW TO FORM LETTERING IN CONCRETE. Concrete Construction. USA. Vol. 30, no, 3, marzo, 1985. p. 257-259.
50.- BUILDING A CONCRETE SPIRAL STAIRWAY. ConcreteConstruction. USA. Vol. 30, no. 2 febrero 1985. p. 191-196.
51.- WESTIN HOTEL CONSTRUCTION DEMOSTRATES THE CONNCRETE ADVANTAGE. Concrete Construction. USA. Vol. 29, no. 11, nov., 1984. p. 949-953.
BIBLIOGRAFÍA SOBRE EQUIPAMIENTO URBANO FUNCIONAL RECREATIVO Y DECORATIVO
166
REVISTAS:
Matthes, A.J. THE SPACE BETWEEN. Concrete Inglaterra. Vol. 4, 12, diciembre 1970. p 453-457.
NOBILIER SCOLAIRE. L'Architecture D'Aujourd Hui. Francia, no. 166, marzo-abril 1973. p. 51-53.
Craig, et al. ONTARIO PLACE CHILDREN'S VILLAGE, TORONTO. L'Architecture D'Aujourd'Hui. Francia, no. 168, julio-agosto 1973. p. 12-15.
Williams, Pat. CHILDREN AND CONCRETE. Concrete. Inglaterra. V. 11, no. 10, octubre, p. 24-26
Blaha, Bill. NORTH WOODS CRAFTSMAN CREATES WITH CONCRETE. Concrete Products. USA. V. 80, no. 7, julio 1977. p. 42-43
BIBLIOGRAFÍA SOBRE CONCRETO COLOREADO
AGGREGATES FOR WHITE CONCRETE. Concrete Construction. USA. vol. 15, no. 9, septiembre de 1970. p. 319-320.
WHITE-CEMENT READYMIXED CONCRETE. Concrete Construction. USA. vol. 16, no. 1, enero de 1971. p. 9-12.
Dabney. Charles M. COMPARISON OF CONCRETE COLOR METHODS. Concrete Construction. USA. vol. 21, no. 5, mayo de 1976. p. 205-210.
Szadkowski, G. SYNTHETIC INORGANIC WHITE AND COLOR PIGMENTS FOR THE COLOURING OF CONCRETE. Proceedings, 8th International Congress of the Precast Concrete Industry, BIMB. (Stresa, mayo 12-19, 1975). Cement and Concrete Association. 1975. 14 p.
Wallendael, M. Van. STUDY OF PIGMENTS FOR CEMENT BASE MATERIALS. ReportNo. RRCRIC41-f-1974. 88 p.
COLORED CONCRETE. Modern Cocnrete. USA. Vol. 41, no. 2, junio de 1977 p. 24-27.
PATTERNS-STAMPED CONCRETE: A SPECIAL REPORT. Concrete Construction. USA. vol. 24, no. 7, julio de 1979. p. 440-362.
167
Odenthal, Rolf H. CONTROLLING COLOR IN CONCRETE MASONRY. Modern Concrete. USA. vol. 43, no. 4, agosto de 1979. p. 28- 32.60.
COLORED, FLUTED CONCRETE BLOCK PUT ON A CLASS ACT IN ARIZONA. Concrete Products. USA. vol. 86, no. 1, enero de 1983. p. 21- 22
SCULPCRETE IS "CHILD'S PLAY" Precast Concrete Inglaterra, vol. 10, no. 5, mayo de 1979. p. 229-230.
Bafoot, Jack. COLOUR WITH A DIFFERENCE. Concrete. Inglaterra. Vol. 16, no. 10, octubre de 1982. p. 27-28.
Danbney, Charles M. CINCO FORMAS DE COLOREAR CONCRETO. Revista IMCYC. México, vol. 21. no. 143, marco de 1983. p. 17-23.
Coles, JA. COLOUD AND PIGMENTS. Concrete. Inglaterra, vol. 12, no, 3. marzo de 1978. p. 16-18.
CONCRETO COLOREADO. Revista IMCYC. México, vol. 15, noviembre- diciembre de 1977. p. 11-16A, 17-18.
A TOUCH OF COLOUR. Concrete. Inglaterra, vol. 14, no. 5, mayo de 1980. p. 20-21.
Schmidt, L. DOSING OF INORGANIC PIGMENTS FOR COLOURING CONCRETE PRODUCTS. Concrete/Beton. Johannesburg, no. 19. 1980. p. 16.
Kitching, Eric. TOUCH OF COLOR. Conncrete. Inglaterra, vol. 14, no, 11, noviembre de 1980. p. 22-25.
COLORÍN CONCRETE. Construction Specifier. USA. vol. 35, no. 5, junio de 1983. p. 64-68.
COLUR IN CONCRETE. New Zealand Concrete Construction. Nueva Zelanda vol. 25, abril de 1981. p. 5-10.
Dabney, Charles. COLORED ARCHITECTURAL CONCRETE. Concrete International. USA. Vol. 6, no. 1, enero. 1984. p. 32-36.
CONCRETE TILES PUT COLOR ON RESIDENTIAL ROOFS. Concrete Construction. USA. Vol. 28, no. 10, oct., 1983. p. 750-754.
168
Blaha. BUI BOMANITE MAKES BIG IMPRESSION IN DECORATIVE FIELD. Concrete Products. USA. Vol. 88, no. 6, junio, 1985. p. 15, 17, 32.
Mattern. William. COLORING CONCRETE-THE RIGHT WAY. Concrete International. USA. Vol. 7, no. 11, nov., 1985. p. 39-41.
Palmer. William. STAMPED CONCRETE IS THE REAL THING. Concrete International. USA. Vol. 7, no. 11, nov., 1985. p. 33-38.
Croushore, Paul. COLOR: A FORCE IN CONSTRUCTION. Concrete International. USA. Vol. 7, no. 11, nov., 1985. p. 43-45.
AGGREGATES BRING LIFETIME COLOR TO CONCRETE. Concrete Construction. USA. vol. 33, no. 6, junio 1988, 571-574. Kurz, Waluf Gabriele. WHAT WOULD ARCHITECTS DO WITHOUT COLOR?, Beton Werk Fertigteil-Technik. Alemania, vol. 54, no. 5, mayo 1988. p. 27-31.
Jungk, A.E. COLURED CONCRETE A SIGHT FOR SORE EYES? Beto WERK Fertigtil-Technik. Alemania, vol. 54, no. 5, mayo 1988. p. 75- 81
169