inorganic organic coatings
TRANSCRIPT
INORGANIC AND ORGANIC COATINGS - THE DIFFERENCE
A comparison of the properties of inorganic and organic coatings is given, with emphasis on the metallic zinc-based primers.
Author : J.M. Keijman Presented by : J.M. Keijman Company : Ameron B.V. Protective Coatings Group P.O. Box 6 4190 CA Geldermalsen Telephone : + 31 (0) 345 587 587 Fax : + 31 (0) 345 587 551
PCE ’99 CONFERENCE
“Achieving Quality in coatings work: The 21st Century Challenge”
10-12 March 1999, The Brighton Centre, Brighton, England
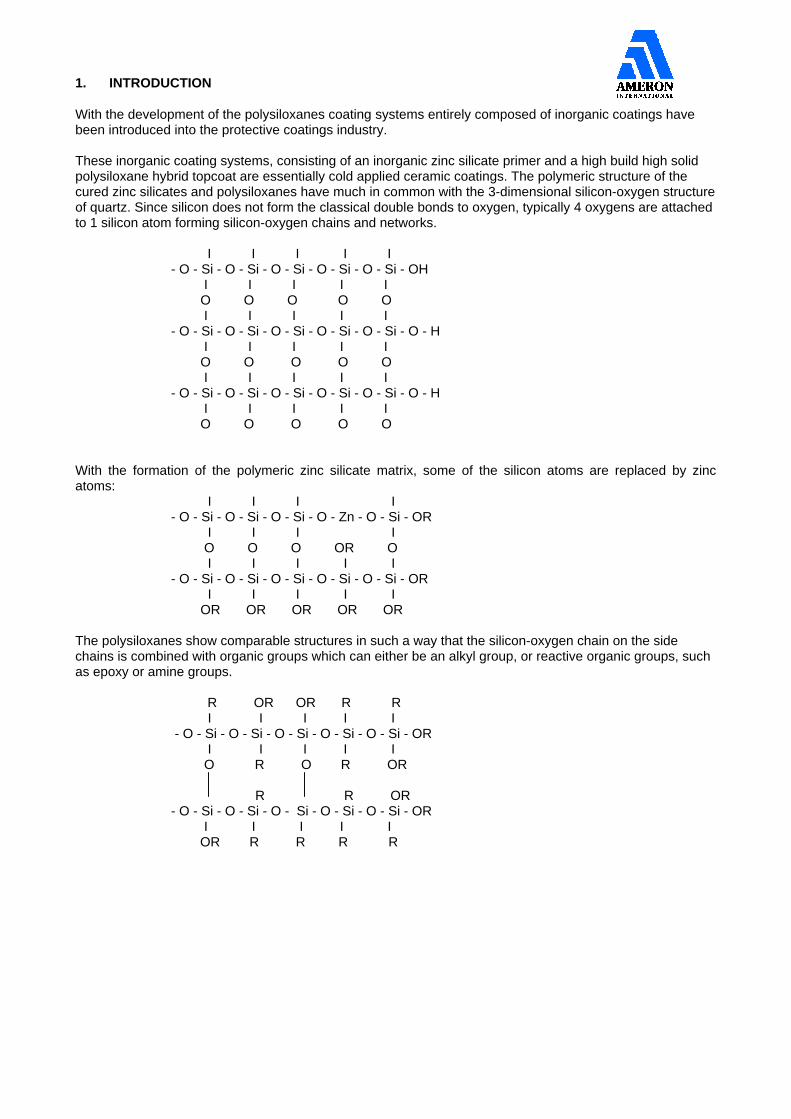
1. INTRODUCTION With the development of the polysiloxanes coating systems entirely composed of inorganic coatings have been introduced into the protective coatings industry. These inorganic coating systems, consisting of an inorganic zinc silicate primer and a high build high solid polysiloxane hybrid topcoat are essentially cold applied ceramic coatings. The polymeric structure of the cured zinc silicates and polysiloxanes have much in common with the 3-dimensional silicon-oxygen structure of quartz. Since silicon does not form the classical double bonds to oxygen, typically 4 oxygens are attached to 1 silicon atom forming silicon-oxygen chains and networks. I I I I I - O - Si - O - Si - O - Si - O - Si - O - Si - OH I I I I I O O O O O I I I I I - O - Si - O - Si - O - Si - O - Si - O - Si - O - H I I I I I O O O O O I I I I I - O - Si - O - Si - O - Si - O - Si - O - Si - O - H I I I I I O O O O O With the formation of the polymeric zinc silicate matrix, some of the silicon atoms are replaced by zinc atoms: I I I I - O - Si - O - Si - O - Si - O - Zn - O - Si - OR I I I I O O O OR O I I I I I - O - Si - O - Si - O - Si - O - Si - O - Si - OR I I I I I OR OR OR OR OR The polysiloxanes show comparable structures in such a way that the silicon-oxygen chain on the side chains is combined with organic groups which can either be an alkyl group, or reactive organic groups, such as epoxy or amine groups. R OR OR R R I I I I I - O - Si - O - Si - O - Si - O - Si - O - Si - OR I I I I I O R O R OR R R OR - O - Si - O - Si - O - Si - O - Si - O - Si - OR I I I I I OR R R R R
2. ZINC-BASED PRIMERS. The use of metallic zinc in primer formulations to achieve sacrificial protection of steel structures has been well-established in the protective coating industry. The outstanding protective properties of metallic zinc-based primers are based on the sacrificial properties of these primers in combination with their barrier properties and physical characteristics. The majority of the zinc based primers are formulated with either the inorganic silicate binders or with epoxy resin systems. In the United States the zinc silicates are predominantly used as primers for new buildings, such as for offshore structures and bridges. The only time zinc epoxy primers are used in service is for touch-up of coatings applied during fabrication, where severe damage to bare metal has occurred. Conversely, in Europe zinc epoxies are prevailingly used, particularly in the North Sea offshore industry based in U.K. and Norway. The question is raised whether the preferences in the USA for zinc silicates and in the European offshore industry for zinc epoxies is ruled by differences in culture or by differences in quality between both primers. To determine the differences a review of the qualities of these primers, with and without topcoats, has been made. 2.1 Zinc silicates: The zinc silicates have entered the protective coatings industry in the early Forties in Australia and the United States. Although zinc silicate coatings were already used in Europe as anti-corrosive primers and tanklining during the Sixties, they were only introduced on a large scale in Europe with the development of the European oil industry in the late Sixties. Zinc silicates are formulated above the Critical Pigment Volume Concentration, which makes high demands upon the small amount of inorganic binder that is required. On curing, polymerisation of the silicate binder takes place concurrently with a chemical reaction between the silicate binder, the metallic zinc particles and the iron of the substrate. The electrical conductive polysilicate matrix, created around the metallic zinc particles, results in a hard continuous abrasion-resistant coating with controlled electrical conductivity. This polysilicate matrix is very inert and, with the exception of strong acids and alkalies, does not degrade in most industrial and marine environments. Well-designed zinc silicates have excellent adhesion to the basic steel surface, high heat-resistance, excellent hardness, abrasion-resistance, inertness to crude and refined oils, greases and solvents. They have excellent resistance to radiation, including nuclear radiation and the inert nature provides excellent weather resistance with no weather-related failure, such as chalking, cracking or other detoriation effects. Zinc silicates are normally recommended for application at 65 to 75 microns dry film thickness; well-formulated zinc silicates are designed in such a way that they can be applied at dry film thicknesses of at least 150 microns without mud-cracking or sagging on vertical surfaces. Zinc silicate coatings have a rather wide tolerance to the metallic zinc powder loading, without affecting their sacrificial properties to protect steel. However, increased zinc loadings will generally provide increased durability. The estimated service life expectation of 15 years for zinc silicates in maritime environments before first maintenance (rust grade as listed in NACE Corrosion 96, paper 477) is shown in comparison to 6 years for organic zinc rich, both applied at 75 microns dry film thickness. At the time zinc silicates were introduced into the European industry, they were considered as speciality products. With their growing use in the industry, the zinc silicates changed from specialities to commodity products. Presently, they are widely available from a large number of coating manufacturers, supported by raw material suppliers.

By variations in formulation, technology and know-how, not all zinc silicate coatings available on the market are comparable in either application characteristics or performance. From NASA field testing of solvent based zinc silicates under marine exposure conditions, it was found that out of 16 commercial zinc silicates, 9 products applied at 75 microns dft. survived the 10 years testing period without any rust. 2.2 Zinc-rich epoxies: In Europe, development and use of zinc-rich epoxies proceeded more rapidly than for inorganic zinc silicates. Zinc epoxy primers are well-established in the protective coatings industry and presently make up the majority of the zinc-rich paints in the European offshore industry. Like zinc silicates, zinc-rich epoxies do provide cathodic protection. Since the epoxy resin is a di-electric binder, zinc levels near to the Critical Pigment Volume Concentration (CPVC) are required to provide electric conductivity within the coating film to protect the steel galvanically. This corresponds with a metallic zinc level of approximately 90 percent by weight. At lower Pigment Volume Concentrations, the electrical conductivity and the cathodic protective properties decrease, together with the porosity of the applied film. Like zinc silicates, zinc epoxies formulated with high levels of metallic zinc will provide films with slight too moderate porosity. Specially formulated intermediate, tie- and/or topcoats are required to overcome application blistering over such zinc based primers. By lowering the zinc pigment content in the formulation, application blistering can be solved, sacrifying the primer’s galvanic protective properties. As has been stated with the zinc silicates, there are also differences in the quality of zinc epoxies. The NASA field testing of organic zinc-rich coatings applied at 75 microns dft., concluded that out of 29 commercial zinc-rich coatings, only 2 products survived 2 years testing without any rust under marine exposure conditions. None of them, however, survived 10 years with no rusting. 3. APPLICATION AND TOPCOATING OF ZINC BASED COATINGS. To achieve optimum performance of both the zinc silicate and zinc epoxy coating based system, abrasive blast cleaning to SA 2.5 is required. With the ethyl silicate based inorganic primers, which are the primarily used zinc silicates in the coatings industry for the protection of steel structures, optimum performance is achieved in SA 2.5 blast cleaned steel. Both zinc silicates and zinc epoxies are normally recommended at dry film thicknesses of 65 to 75 microns. To concur with the practical conditions, well-designed zinc silicates are formulated to be applied at twice this dry film thickness without mud-cracking or sagging on vertical surfaces. This also applies to zinc epoxy primers, so that application at twice the recommended dry film thickness can be made without running into application problems or film defects. 3.1 Surface tolerance: According to various studies, the inorganic zinc silicates are more forgiving than zinc epoxies of water soluble chloride salts. The Federal Highway Administration (FHWA) reports the development of blistering in water immersion for a zinc rich epoxy system at a water soluble chloride salt level of 15 mg/m2 . No failure occurred with a zinc silicate topcoat system at the highest salt level tested of 50 mg/m2.. The ISO 15235-1 draft dated September 10, 1998 has listed 3 to 7 mg/m2 water-soluble salts as the risk of failure value for zinc epoxy based systems and 50 mg/m2 for zinc silicate based systems for fresh water immersion service conditions. It has also found that zinc silicates have better flash rust tolerance than zinc epoxies. From these data, it is concluded that zinc ethyl silicate based systems are more tolerant to water-soluble salt concentration and flash rust than zinc epoxy based coating systems. On the other hand, zinc epoxy primers have better tolerance with existing coatings and are therefore preferred for maintenance and repair.
3.2 Topcoating of zinc based primers. Zinc epoxies can generally be topcoated faster than zinc silicates. The curing of the epoxy coating is not affected by the application of topcoats. The curing of the zinc epoxy is indeed dependent on the prevailing temperatures, but continues to cure underneath the applied topcoats without delay. Curing of most epoxy resin based zinc primers is retarded at temperatures below 10oC and is stagnant at temperatures of between 0oC and 5oC. The curing of zinc silicates is dependant upon the availability of humidity. They will continue to cure at temperatures as low as 0oC, but will severely be retarded in curing when topcoated. It is therefore important for zinc silicates that they have obtained a minimum level of curing prior to topcoating. This can generally be achieved after 24 hours of application and be controlled by the solvent (M.E.K.) rubtest. The difference in topcoat application blistering between zinc silicates and zinc epoxies is often brought up in discussions on the use and selection criteria of the zinc based primers. It might be clear that following discussions on the formulation in relation to performance characteristics, high quality zinc epoxy primers also result in slight too moderate porous films. Consequently, no differentiation can be made with the application of topcoats on high performance zinc based primers. 4. PERFORMANCE OF UN-TOPCOATED ZINC BASED PRIMERS. Exposure of zinc-based primers without topcoats to saltspray (ASTM-B 117) shows a remarkable difference in durability between zinc epoxy and zinc silicate primers. Applied at a dry film thickness of 75 microns on SA 2.5 abrasive blast-cleaned steel, both water-borne and solvent-based zinc silicates show excellent performance with excellent scribe protection for periods of 10.000 hours. Zinc epoxies, applied at the same dry film thickness on SA 2.5 abrasive blast-cleaned steel show coating failure at saltspray exposure periods of 1000 hours. Depending on their composition, blistering and face corrosion began to occur. R. Ramsey of the Florida DOT compared the relative performance of zinc rich formulations with different organic binders. The increasing order of performance was phenoxy chlorinated rubber and epoxy. He also reported the results on the performance of un-topcoated zinc rich coatings on a Florida bridge in maritime exposure: - excellent 18 years performance of the zinc silicate coating - poor 18 months performance of a zinc rich phenoxy primer - general superiority of inorganic zinc primers compared to organic zinc primers It was concluded by him, that many of the organic zinc rich products tested, appear to protect primarily as a barrier rather than cathodically. The excellent performance of un-topcoated zinc silicates reported above, is in line with the experience we have achieved with large projects, where a single coat of 75 microns of a zinc silicate has been used:
Portal Crane, Danish shipyard.
80 Meter high portal crane with a span of 140 metres has been protected with one single coat of a zinc silicate coating at 75 microns for a period of 18 years. Although after this period the coating was in excellent condition, a topcoat was applied for cosmetic reasons.
Chemical plant, Botlek, The Netherlands.
Excellent corrosion protection has been obtained with a single coat of a zinc silicate coating applied at 75 microns dry film thickness in the heavy chemical industrial Botlek-area near Rotterdam. For cosmetic reasons, topcoats have been applied on the various parts of the plant, 7 to 10 years after the plant was put in operation.
Decks 98000 T crude oil carrier (La Rabida). Single coat of zinc silicate applied at 75 microns on decks provided excellent protection for a period of 13 years.
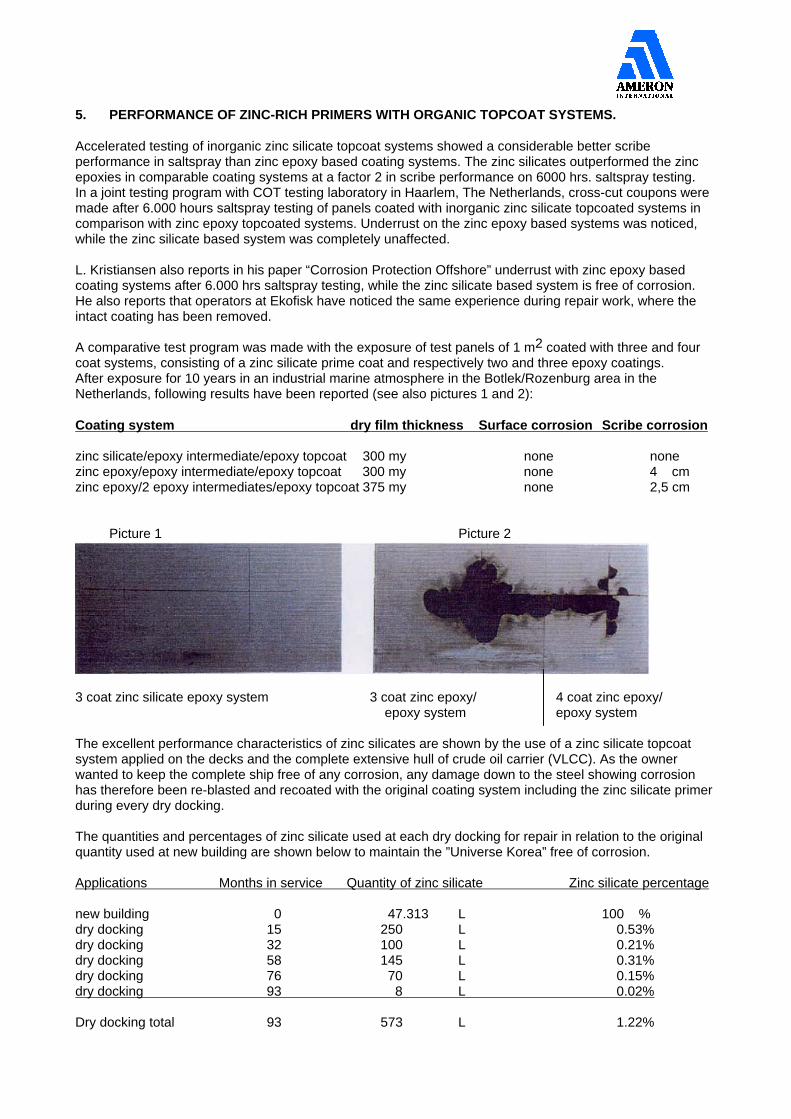
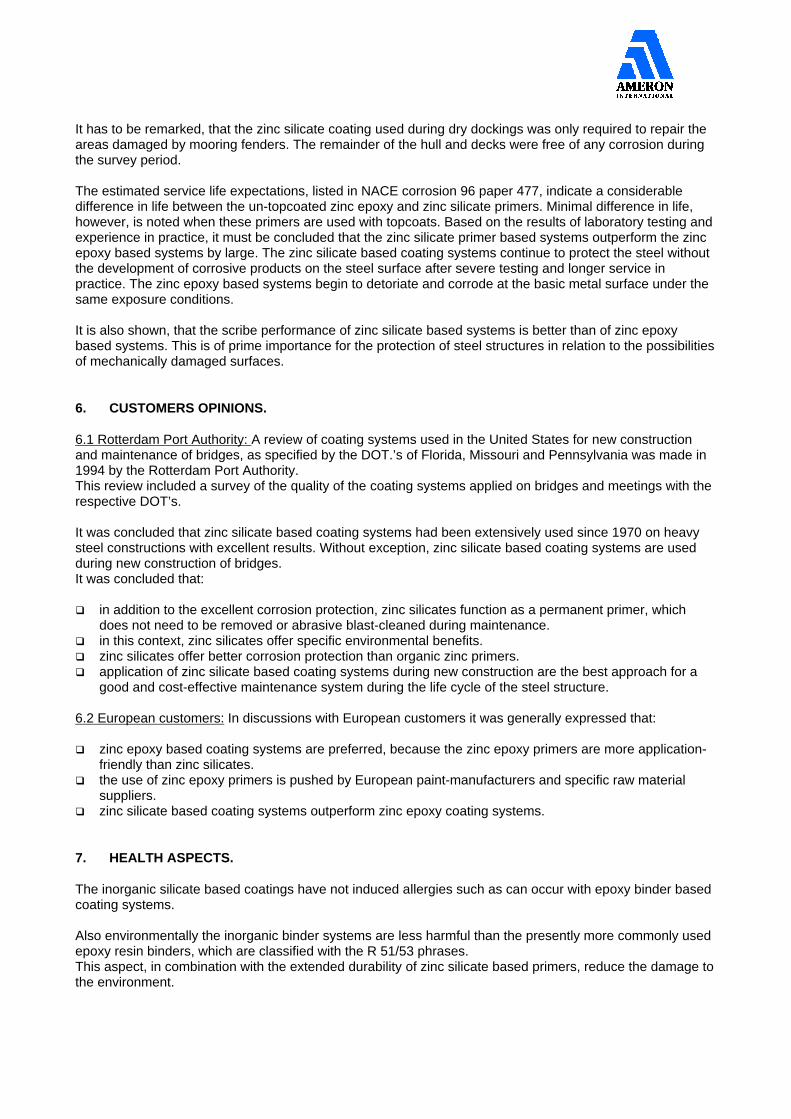
5. PERFORMANCE OF ZINC-RICH PRIMERS WITH ORGANIC TOPCOAT SYSTEMS. Accelerated testing of inorganic zinc silicate topcoat systems showed a considerable better scribe performance in saltspray than zinc epoxy based coating systems. The zinc silicates outperformed the zinc epoxies in comparable coating systems at a factor 2 in scribe performance on 6000 hrs. saltspray testing. In a joint testing program with COT testing laboratory in Haarlem, The Netherlands, cross-cut coupons were made after 6.000 hours saltspray testing of panels coated with inorganic zinc silicate topcoated systems in comparison with zinc epoxy topcoated systems. Underrust on the zinc epoxy based systems was noticed, while the zinc silicate based system was completely unaffected. L. Kristiansen also reports in his paper “Corrosion Protection Offshore” underrust with zinc epoxy based coating systems after 6.000 hrs saltspray testing, while the zinc silicate based system is free of corrosion. He also reports that operators at Ekofisk have noticed the same experience during repair work, where the intact coating has been removed. A comparative test program was made with the exposure of test panels of 1 m2 coated with three and four coat systems, consisting of a zinc silicate prime coat and respectively two and three epoxy coatings. After exposure for 10 years in an industrial marine atmosphere in the Botlek/Rozenburg area in the Netherlands, following results have been reported (see also pictures 1 and 2): Coating system dry film thickness Surface corrosion Scribe corrosion zinc silicate/epoxy intermediate/epoxy topcoat 300 my none none zinc epoxy/epoxy intermediate/epoxy topcoat 300 my none 4 cm zinc epoxy/2 epoxy intermediates/epoxy topcoat 375 my none 2,5 cm Picture 1 Picture 2
3 coat zinc silicate epoxy system 3 coat zinc epoxy/ 4 coat zinc epoxy/ epoxy system epoxy system The excellent performance characteristics of zinc silicates are shown by the use of a zinc silicate topcoat system applied on the decks and the complete extensive hull of crude oil carrier (VLCC). As the owner wanted to keep the complete ship free of any corrosion, any damage down to the steel showing corrosion has therefore been re-blasted and recoated with the original coating system including the zinc silicate primer during every dry docking. The quantities and percentages of zinc silicate used at each dry docking for repair in relation to the original quantity used at new building are shown below to maintain the ”Universe Korea” free of corrosion. Applications Months in service Quantity of zinc silicate Zinc silicate percentage new building 0 47.313 L 100 % dry docking 15 250 L 0.53% dry docking 32 100 L 0.21% dry docking 58 145 L 0.31% dry docking 76 70 L 0.15% dry docking 93 8 L 0.02% Dry docking total 93 573 L 1.22%
It has to be remarked, that the zinc silicate coating used during dry dockings was only required to repair the areas damaged by mooring fenders. The remainder of the hull and decks were free of any corrosion during the survey period. The estimated service life expectations, listed in NACE corrosion 96 paper 477, indicate a considerable difference in life between the un-topcoated zinc epoxy and zinc silicate primers. Minimal difference in life, however, is noted when these primers are used with topcoats. Based on the results of laboratory testing and experience in practice, it must be concluded that the zinc silicate primer based systems outperform the zinc epoxy based systems by large. The zinc silicate based coating systems continue to protect the steel without the development of corrosive products on the steel surface after severe testing and longer service in practice. The zinc epoxy based systems begin to detoriate and corrode at the basic metal surface under the same exposure conditions. It is also shown, that the scribe performance of zinc silicate based systems is better than of zinc epoxy based systems. This is of prime importance for the protection of steel structures in relation to the possibilities of mechanically damaged surfaces. 6. CUSTOMERS OPINIONS. 6.1 Rotterdam Port Authority: A review of coating systems used in the United States for new construction and maintenance of bridges, as specified by the DOT.’s of Florida, Missouri and Pennsylvania was made in 1994 by the Rotterdam Port Authority. This review included a survey of the quality of the coating systems applied on bridges and meetings with the respective DOT’s. It was concluded that zinc silicate based coating systems had been extensively used since 1970 on heavy steel constructions with excellent results. Without exception, zinc silicate based coating systems are used during new construction of bridges. It was concluded that: in addition to the excellent corrosion protection, zinc silicates function as a permanent primer, which
does not need to be removed or abrasive blast-cleaned during maintenance. in this context, zinc silicates offer specific environmental benefits. zinc silicates offer better corrosion protection than organic zinc primers. application of zinc silicate based coating systems during new construction are the best approach for a
good and cost-effective maintenance system during the life cycle of the steel structure. 6.2 European customers: In discussions with European customers it was generally expressed that: zinc epoxy based coating systems are preferred, because the zinc epoxy primers are more application-
friendly than zinc silicates. the use of zinc epoxy primers is pushed by European paint-manufacturers and specific raw material
suppliers. zinc silicate based coating systems outperform zinc epoxy coating systems.
7. HEALTH ASPECTS. The inorganic silicate based coatings have not induced allergies such as can occur with epoxy binder based coating systems. Also environmentally the inorganic binder systems are less harmful than the presently more commonly used epoxy resin binders, which are classified with the R 51/53 phrases. This aspect, in combination with the extended durability of zinc silicate based primers, reduce the damage to the environment.

8. PERFORMANCE OF POLYSILOXANE BASED COATING SYSTEMS. With the development of the polysiloxanes, inorganic coating systems have been introduced, which entirely consist of inorganic polymeric coating materials. The polymerisation of monomeric silicon-oxygen building blocks to polysiloxanes in combination with organic substituents on the side chains have resulted in the formulation of aliphatic polysiloxane hybrid coatings. The chemistry and differentiation to the traditional carbon based binders and coatings has been outlined in earlier papers and publications. Because of their inorganic silicium-oxygen backbone, they have none of the failure characteristics of organic coatings. They are inert and do not continue to oxidize, and therefore do not have a tendency to check, crack or chalk on weathering or lose thickness. They are not affected by rain, dew, condensation, snow or cold. The coating is hard, glossy, tightly adherent and has, in combination with primers, an outstanding resistance against corrosion at considerably lower total film thicknesses and coats than traditional coating systems. The inherent low viscosity of the aliphatic polysiloxane hybrid binder allows the formulation of high built coatings at volume solids of 90 percent and a VOC of 120 g/l (EPA-method 24). The coating can be applied by standard airless spray equipment at dry film thickness of 75 up to 200 micron per coat and is formulated in a wide range of different colors, meeting most color requirements in the industry. The epoxy polysiloxane hybrid coating is normally used in two coat systems with zinc epoxy or zinc silicate based primers, which both meet the most severe performance requirements of the industry. These include the Norsok M-CR-501 as well as the Shell Engineering Standard ES/011. The qualitative comparison of gloss and color retention by accelerated testing and South Florida marine exposure showed that the epoxy siloxane hybrid coating is outperforming the best polyurethane based coating system. The improved weathering resistance in combination with the excellent durability in corrosion testing, high solids, ease of application at high film builds have resulted in the use of two coat concepts, where traditionally three or more coats of organic topcoat based systems were required. This concept has offered considerable cost savings, which have been realised in practice. With the introduction of epoxy polysiloxane coatings with high solids, improvement in color and gloss retention and corrosion resistance mean that polyurethane topcoats are now redundant in anti-corrosive systems with consequently economic and health and safety benefits, resulting from fewer coats and the elimination of isocyanide toxicity. CONCLUSION - THE DIFFERENCES. Metallic zinc based coatings must not be characterised as a group, having equivalent service life. There is a difference: well-formulated zinc silicate coatings outperform zinc epoxy coatings. They provide an excellent base for
coating systems requiring long service life in a variety of industries, either as a single coat by multi-coat systems in combination with organic topcoats or in two coat systems with inorganic polysiloxane topcoats.
Zinc silicate coatings have more tolerance to residual water soluble salt contamination than zinc epoxy primers.
Zinc silicates as a prime coat extend the service life of topcoat systems. They protect the original surface preparation quality of the steel and can, as such, be considered as a permanent primer.
A major difference has also been obtained by the introduction of the inorganic polysiloxane hybrid based topcoating in the protective coatings industry.
The epoxy siloxane hybrid coatings are weatherable coatings with excellent corrosion resistance,
extended gloss and color retention. With these high solids epoxy siloxane coatings, polyurethane topcoats can be eliminated in anti-
corrosive coating systems with fewer coats and without the concerns related to the toxicity of isocyanate curing systems.
By the combination of the zinc silicate primers and the epoxy polysiloxane hybrid coatings entire inorganic coating systems have been introduced into the protective coatings industry. As alternatives to the traditional organic coating systems they provide, in two-coat zinc primer based systems, the same or better performance than with three or more coat organic coating systems.
-.-.-.-.-.-.
1. C.G. Munger, ”Corrossion Preventions by Protective Coatings”, NACE 1984 2. W.J. Patton, NASA Techn. Note ”Performance of zinc rich coatings, applied to carbon steel”, TND
7336. 3. C.G. Munger, ”Inorganic Coating Systems”, M.P. 1991, p. 34-38. 4. C.H. Hare, ”Zinc rich primers - design principles”, JPCL Volume 15, no.7 (July 1998), p. 17-38. 5. R.A. Ramsey, ”Zinc coatings in the Florida Experience”, National Zinc Rich Coatings Conferences, Chicago,IL., December 1974. 6. J. Peart, E. Phifer, ”Organic versus inorganic zinc - rich in the field”. JPCL Volume 9, no. 2
(Febr.1992), p. 46-53. 7. G.H. Brevoort, a.o. ”Updated protective coating costs, products and service life”. NACE Corrosion 96,
paper 477. 8. L. Kristiansen, ”Corrosion protection offshore”, paper presented at ”Overflate Dagene 95", Norway. 9. ISO 15235-1 Working draft 10.09.1998. 10. J.M. Keijman, ”High solid coatings experience in Europe and USA”. PCE 97 Conference, paper 40. 11. J.M. Keijman, ”The evolution of siloxane epoxy coatings in the protective coatings industry”. Euromat
Conference, Lisbon, Portugal, July 1998. 12. Report ”Conservering Bruggen” Rotterdam Port Authority, Study, May 1994.