ingenieria industrial materia: ingenierÍa de … · ingenieria industrial_____ materia:...
TRANSCRIPT
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
62
MEDICIÓN DEL TRABAJO.
Es necesario revisar la medición del trabajo en el presente módulo a fin de comprender como se evalúan a los medios de producción: Personas, líneas, puestos, estaciones de trabajo
Antes de pasar a revisar la medición del trabajo anotemos algunas definiciones:
TIEMPO DEL PROCESO (TP)
Tiempo que toma la ejecución o realización de las actividades del proceso.
TIEMPOS ESTANDAR (TE)
Según la Norma ANSI STANDARD Z94.0-1982, se define el tiempo estándar como: El
valor de una unidad de tiempo para la realización de una tarea, como lo determina la
aplicación apropiada de las técnicas de medición de trabajo efectuada por personal
calificado. Por lo general se establece aplicando las tolerancias apropiadas al tiempo
normal."
TIEMPO NORMAL. (TN)
El tiempo normal es "el tiempo que requiere un operarlo calificado para realizar una tarea,
a un ritmo normal, para completar un elemento, ciclo u operación usando un método
prescrito".
TOLERANCIA (de tiempo). (K)
La tolerancia es "el valor o porcentaje de tiempo mediante el cual se aumenta el tiempo
normal, para la cantidad de tiempo improductivo aplicada, para compensar las causas
justificables o los requerimientos de normas generales que necesita un tiempo de
desempeño que no se mide en forma directa para cada elemento o tarea”.
TÉCNICAS PARA OBTENCIÓN DE TIEMPOS ESTANDAR
? Estimaciones
? Registros históricos
? Medición del trabajo
? Tiempos predeterminaos
? Muestreo de trabajo
? Cronometraje
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
63
CONCEPTO DE LA TÉCNICA DE ESTIMACIONES
ESTIMACIONES
Consiste en establecer un estándar en base a un concepto subjetivo de una persona que
usualmente es el trabajador o supervisor del centro de trabajo.
Este sistema carece de exactitud y confiabilidad.
CONCEPTO DE LA TÉCNICA DE REGISTROS HISTÓRICOS
Consiste en registrar los tiempos empleados en cada operación o actividad, cuantas
veces se repita hasta completar un número suficiente de datos para poder definir el
estándar.
CONCEPTO DE LA MEDICIÓN DE LA TÉCNICA DE TRABAJO
MEDICIÓN DEL TRABAJO
Es la técnica más común hoy en día por las grandes ventajas que obtienen las industrias
al usar correctamente su aplicación.
Esta técnica consiste en determinar el tiempo estándar en base a cualquiera de los
sistemas de medición existentes actualmente.
Existen varias técnicas:
Tiempos predeterminados
Muestreo del trabajo
Cronometraje
En este curso estudiaremos la técnica de CRONOMETRAJE.
ESTUDIO DE TIEMPOS
INTRODUCCIÓN
Cualquier estudio de tiempos y movimientos será solo una gran cantidad de papeles si no
se utiliza para la cuantificación de las mejores obtenidas en los métodos de trabajo, en la
cantidad producida, en la reducción de los desperdicios, etc., en definitiva si no se aplica
para determinar la mejora de la productividad.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
64
Este capítulo pretende exponer la importancia de las aplicaciones del estudio de tiempos
y movimientos en el ámbito de la producción. Los casos que se exponen provienen de
problemas reales en diferentes empresas, así como también problemas encontrados en la
literatura.
VENTAJAS DE UN CORRECTO ESTUDIO DE TIEMPOS.
Cuando los tiempos estándar se aplican correctamente permiten:
1. Reducción de los costos; al descartar el trabajo improductivo y los tiempos ociosos, la
razón de rapidez de producción es mayor, esto es, se produce mayor número de unidades
en el mismo tiempo.
2. Mejora de las condiciones obreros; los tiempos estándar permiten establecer sistemas
de pagos de salarios con incentivos, en los cuales los obreros, al producir un número de
unidades superiores a la cantidad obtenida a la velocidad normal, perciben una
remuneración extra.
3. Otras.
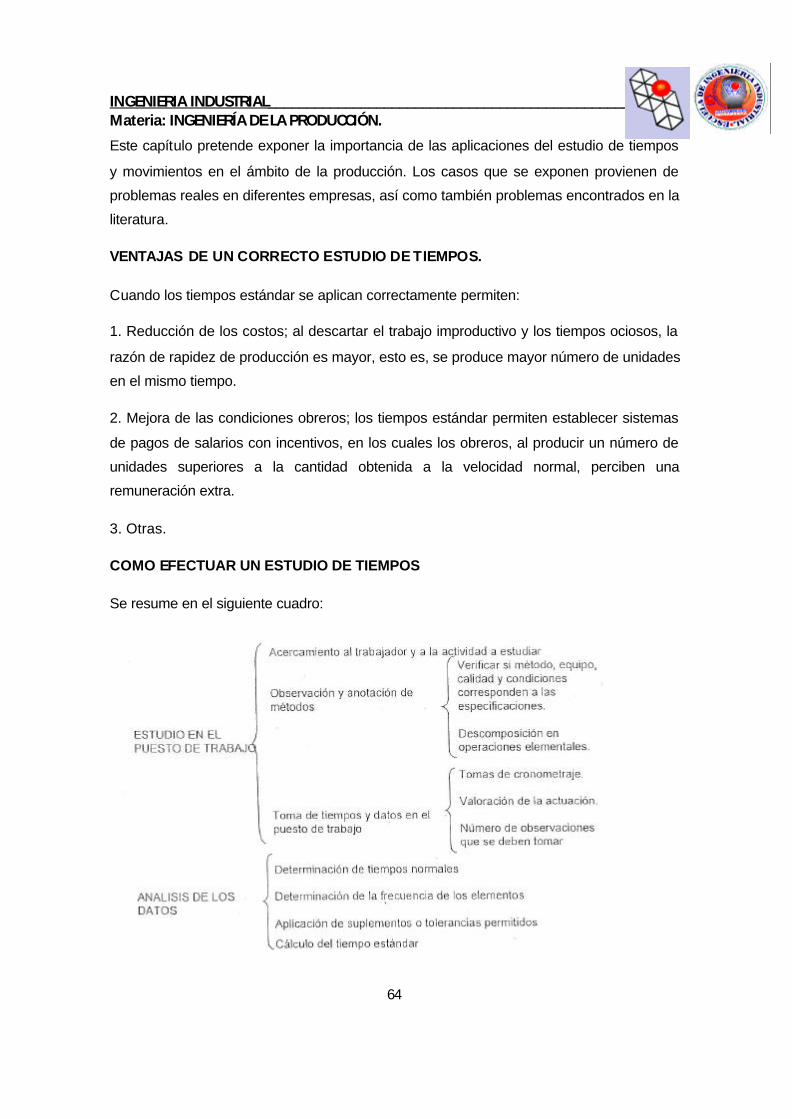
COMO EFECTUAR UN ESTUDIO DE TIEMPOS
Se resume en el siguiente cuadro:
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
65
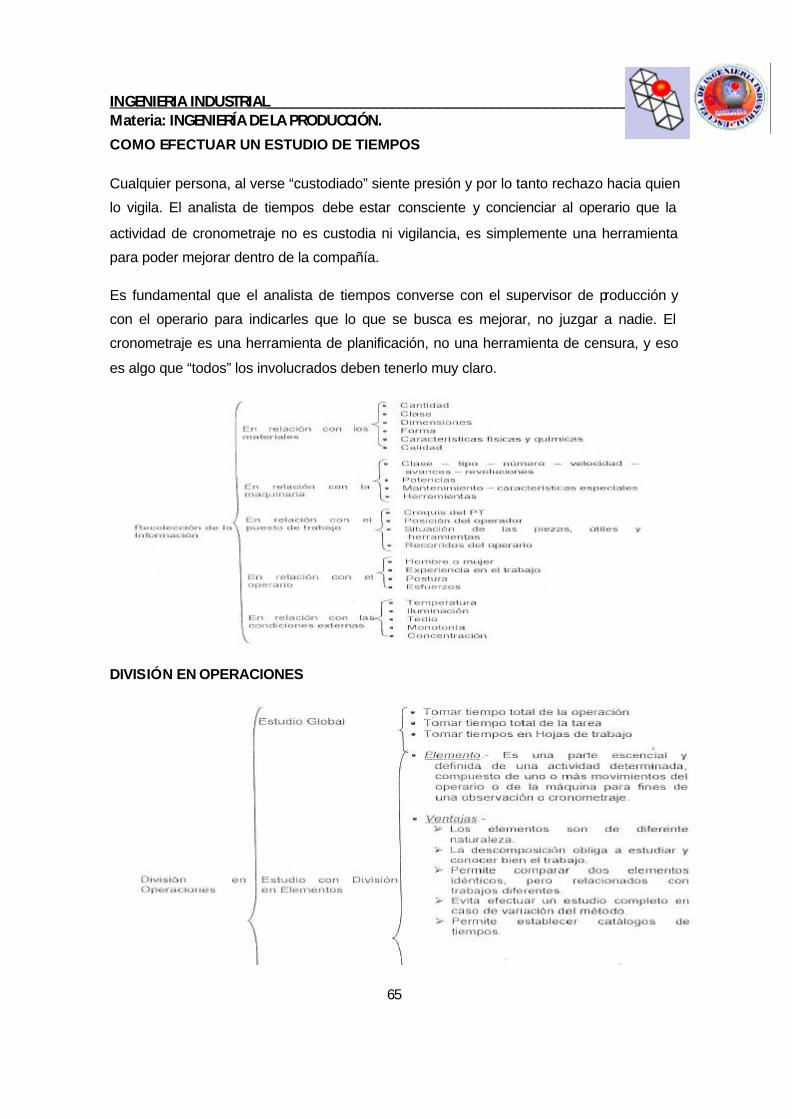
COMO EFECTUAR UN ESTUDIO DE TIEMPOS
Cualquier persona, al verse “custodiado” siente presión y por lo tanto rechazo hacia quien
lo vigila. El analista de tiempos debe estar consciente y concienciar al operario que la
actividad de cronometraje no es custodia ni vigilancia, es simplemente una herramienta
para poder mejorar dentro de la compañía.
Es fundamental que el analista de tiempos converse con el supervisor de producción y
con el operario para indicarles que lo que se busca es mejorar, no juzgar a nadie. El
cronometraje es una herramienta de planificación, no una herramienta de censura, y eso
es algo que “todos” los involucrados deben tenerlo muy claro.
DIVISIÓN EN OPERACIONES
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
66
VALORACIÓN DE LA ACTIVIDAD
La valoración de la actividad es la calificación de parte del análisis del ritmo desempeñado
por el operario al efectuar un trabajo cualquiera.
Esta es la etapa más crítica de un estudio de tiempos, pues depende única y
exclusivamente de la “objetividad” del analista, y por lo tanto está sujeta a distintas formas
de calificación que depende de la experiencia del analista, así como también de la forma
en que el operario está realizando su trabajo.
Cuando el estudio de tiempos se realiza con el objetivo de crear un sistema de incentivos
salariales, está actividad requiere de gran calidad en su ejecución, pues de lo contrario
ocasionará problemas con el sindicato, si lo hubiere.
La valoración de la actuación depende de varios factores, que se han clasificado en:
Factores que dependen del Puesto de Trabajo.
? Herramientas Manuales
? Herramientas Auxiliares
? Equipos utilizados
? Equipo de protección
? Distribución del puesto de trabajo
? Orden y Limpieza del puesto.
* Factores que dependen del Ejecutando
? Capacitación y entrenamiento
? Experiencia en el puesto
? Aplicación del método estándar
? Velocidad de los movimientos que ejecuta
? Predisposición a la ejecución del trabajo.
* Factores Externos
? Ambiente muy frío
? Ambiente muy caliente
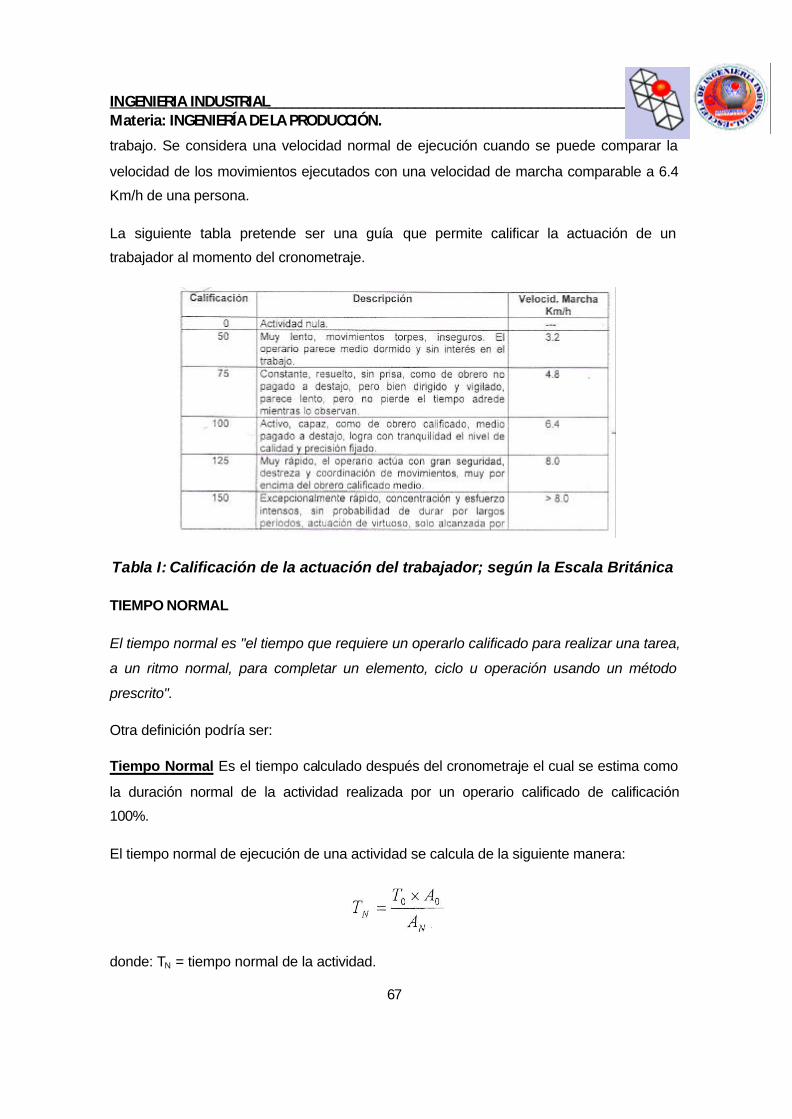
Las escalas de valoración de la actuación son varias, sin embargo se recomienda una
calificación porcentual, donde 100% representa la “velocidad normal” de ejecución del
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
67
trabajo. Se considera una velocidad normal de ejecución cuando se puede comparar la
velocidad de los movimientos ejecutados con una velocidad de marcha comparable a 6.4
Km/h de una persona.
La siguiente tabla pretende ser una guía que permite calificar la actuación de un
trabajador al momento del cronometraje.
Tabla I: Calificación de la actuación del trabajador; según la Escala Británica
TIEMPO NORMAL
El tiempo normal es "el tiempo que requiere un operarlo calificado para realizar una tarea,
a un ritmo normal, para completar un elemento, ciclo u operación usando un método
prescrito".
Otra definición podría ser:
Tiempo Normal Es el tiempo calculado después del cronometraje el cual se estima como
la duración normal de la actividad realizada por un operario calificado de calificación
100%.
El tiempo normal de ejecución de una actividad se calcula de la siguiente manera:
donde: TN = tiempo normal de la actividad.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
68
TO = tiempo promedio del número de ciclos cronometrados.
AO = calificación de la actuación observada.
AN = calificación de la actuación normal (100%)
? * El Tiempo normal se ve afectado por la experiencia de quien hace el estudio de
tiempos; su apreciación del trabajo y la precisión de los instrumentos con los
cuales realiza las mediciones (cronómetros).
SUPLEMENTOS O TOLERANCIAS
Puesto que la mayor parte de las actividades de producción las realizan seres humanos,
el ritmo de su ejecución no puede ser el mismo durante toda la jornada de trabajo. Para
considerar esta situación real, la OIT consideró un incremento de tiempo sobre el normal,
llamado suplemento o tolerancia.
Los suplementos son de tres tipos, por necesidades personales, por fatiga y por el
proceso.
Los suplementos influyen en el Tiempo estándar
Suplementos por Necesidades Personales.
Es el margen de tiempo que se incrementa al tiempo normal para proporcionar al operario
la oportunidad de beber agua, lavarse las manos, ir a los baños, etc.
Depende generalmente de:
? El trabajador
? El tipo de trabajo
? Las condiciones del ambiente
? La distancia de los servicios
Estos suplementos también se conocen como constantes, y se indicarán posteriormente.
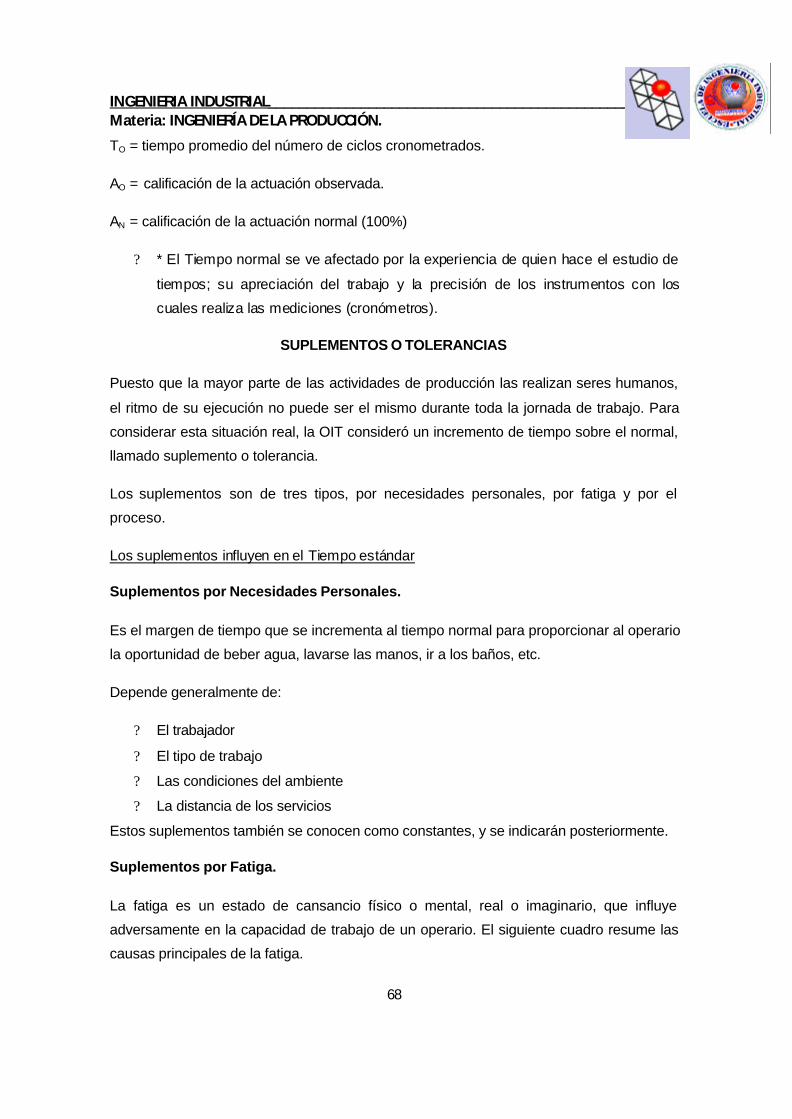
Suplementos por Fatiga.
La fatiga es un estado de cansancio físico o mental, real o imaginario, que influye
adversamente en la capacidad de trabajo de un operario. El siguiente cuadro resume las
causas principales de la fatiga.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
69
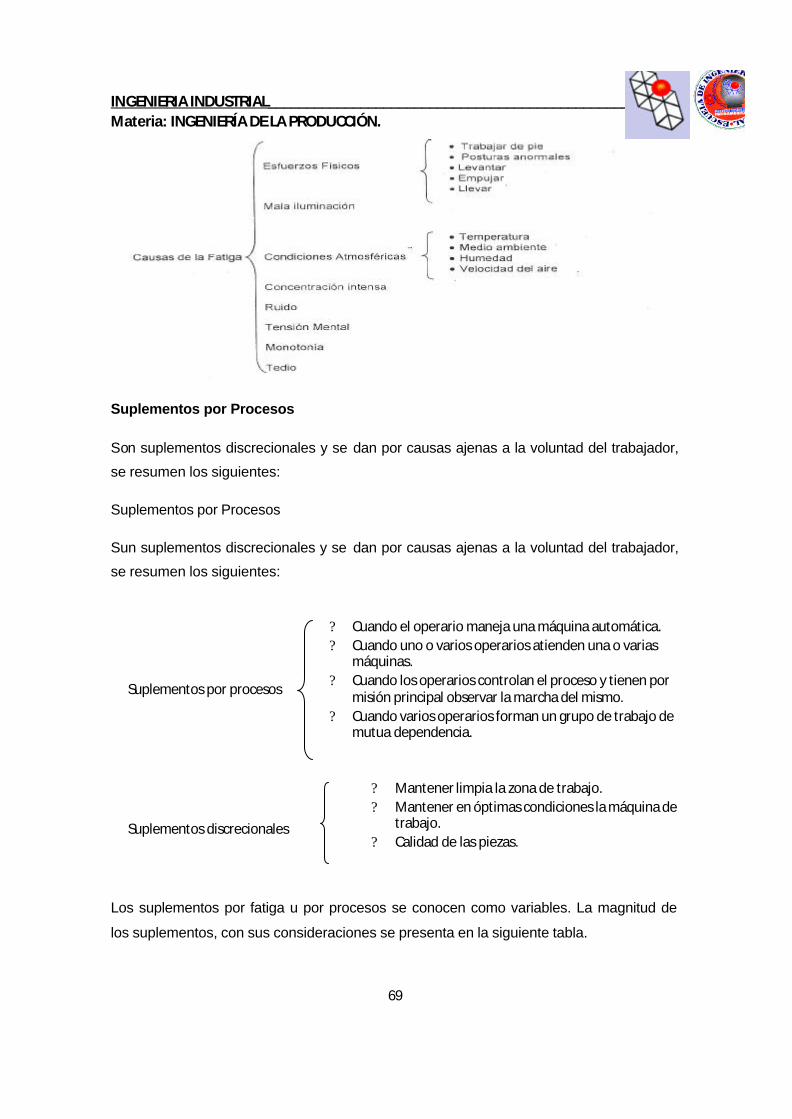
Suplementos por Procesos
Son suplementos discrecionales y se dan por causas ajenas a la voluntad del trabajador,
se resumen los siguientes:
Suplementos por Procesos
Sun suplementos discrecionales y se dan por causas ajenas a la voluntad del trabajador,
se resumen los siguientes:
Los suplementos por fatiga u por procesos se conocen como variables. La magnitud de
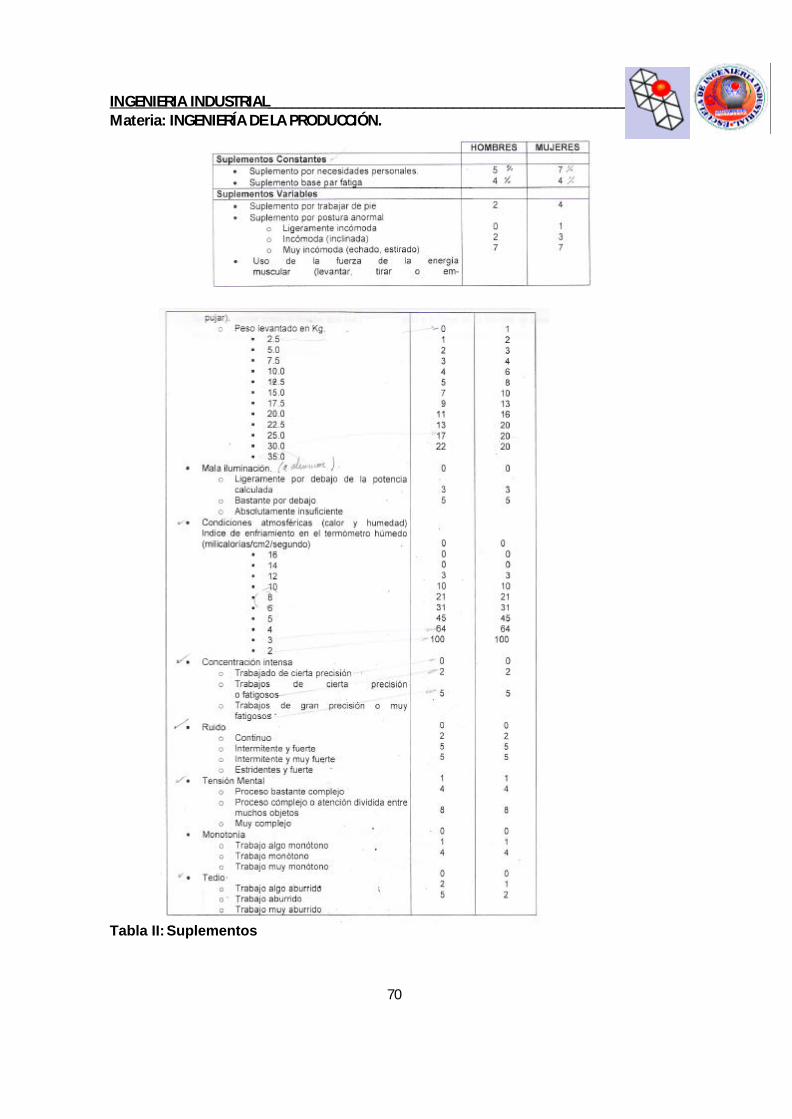
los suplementos, con sus consideraciones se presenta en la siguiente tabla.
Suplementos por procesos
? Cuando el operario maneja una máquina automática. ? Cuando uno o varios operarios atienden una o varias
máquinas. ? Cuando los operarios controlan el proceso y tienen por
misión principal observar la marcha del mismo. ? Cuando varios operarios forman un grupo de trabajo de
mutua dependencia.
Suplementos discrecionales
? Mantener limpia la zona de trabajo. ? Mantener en óptimas condiciones la máquina de
trabajo. ? Calidad de las piezas.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
70
Tabla II: Suplementos
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
71
Otra Definición de Tiempo Estándar:
Se puede definir como el tiempo que por término medio a lo largo de la jornada de trabajo,
se debe asignar al operario para efectuar el trabajo considerando. Suele expresarse en
horas estándar o en minutos estándar, de acuerdo a las necesidades particulares de cada
empresa.
El tiempo estándar puede ser alcanzado y superado por cualquier trabajador que cumple
con los requisitos inherentes al cargo por estar calculado a partir del tiempo normal y
tener incluidos los correspondientes suplementos.
Los tiempos estándar se pueden expresar como una magnitud de trabajo, haciendo
posible de esta manera la medición de la cantidad trabajo de cada una de las operaciones
que contiene una actividad en particular. Los valores de la cantidad de trabajo y el tiempo
estándar son iguales, expresando el primero magnitud de trabajo y el segundo el tiempo
que se debe asignar a una actividad o trabajo.
APLICACIONES DE TIEMPO ESTANDAR
Entre las principales aplicaciones de ¡os tiempos estándar se puede mencionar:
? Para determinar las necesidades y los costos de mano de obra directa en un producto, lo
que permite estimar el costo total de producción, ya sea para un lote requerido o para un
proyecto por realizar.
? Para obtener información base en la programación y control de la producción, lo que
permite optimizar la utilización de los recursos y minimizar los tiempos de manufactura.
? Para evaluar métodos de producción alternos como opción para elaborar otros artículos
en la búsqueda de una mejor eficiencia.
? Para determinar un tiempo de trabajo aceptable y poder aplicar a los trabajadores un
programa de incentivos por producción.
? Para estimar tiempos de producción cuando existe algún cambio en la materia prima.
? Para incluir mejoras en procesos de baja eficiencia, operación lenta y/o costos
excesivos.
? Para determinar la capacidad de planta (distribución).
? En la evaluación de compra de equipo más productivo.
? En la estimación de tiempos confiables de entrega a los clientes.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
72
Obtención del Tiempo estándar
Para llegar al tiempo estándar elemental se debe aplicar la fórmula:
TE = TN (l + k)
Siendo:
TE = Tiempo estándar elemental
TN= Tiempo normal elemental
K = Porcentaje de suplementos o tolerancias (suma de todos los suplementos
adicionados)
EJERCICIOS DE APLICACIÓN.
EJEMPLO DE ESTUDIO DE TIEMPOS
(1) Uno de los departamentos de un laboratorio de pruebas de materiales determina la resistencia a la compresión de cilindros de concreto. Esos cilindros son tomados del lugar de la construcción e indican la calidad del concreto usado. Los constructores los envían al laboratorio, donde se conservan en un “cuarto húmedo” bajo temperatura y humedad controladas. Después de un período de 7 días, los cilindros se rompen para ver si tienen la resistencia especificada. Antes de romper los cilindros, a éstos se le colocan unas tapas.
Se quiere realizar un estudio de tiempos de la tarea “colocar tapas”. Esta tarea consiste en poner un compuesto químico líquido caliente en un molde, en el extremo del cilindro. El líquido seca rápidamente formando una tapa muy dura. La finalidad de las tapas es dejar una superficie lisa en los extremos del cilindro, para la aplicación uniforme de la fuerza que romperá el concreto. Un estudio de tiempos permitirá calcular el costo de mano de obra de poner tapas para probar los cilindros.
Estudio de tiempos
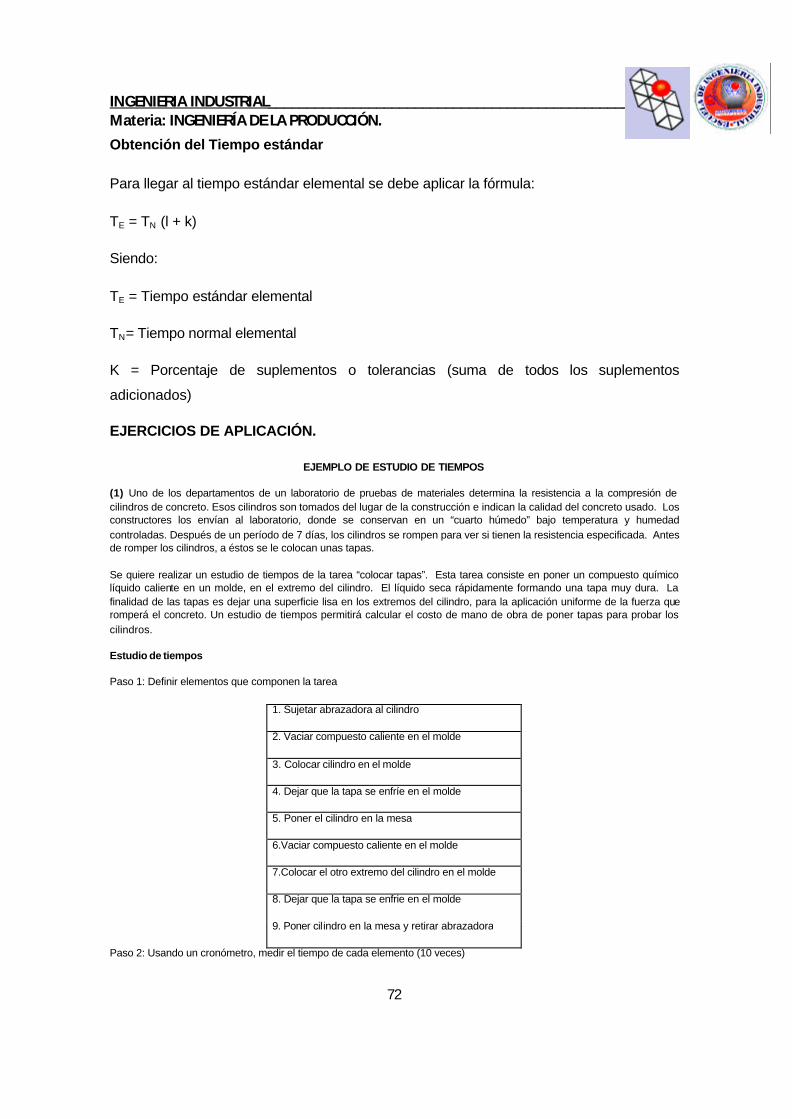
Paso 1: Definir elementos que componen la tarea
1. Sujetar abrazadora al cilindro
2. Vaciar compuesto caliente en el molde
3. Colocar cilindro en el molde
4. Dejar que la tapa se enfríe en el molde
5. Poner el cilindro en la mesa
6.Vaciar compuesto caliente en el molde
7.Colocar el otro extremo del cilindro en el molde
8. Dejar que la tapa se enfrie en el molde
9. Poner cilindro en la mesa y retirar abrazadora
Paso 2: Usando un cronómetro, medir el tiempo de cada elemento (10 veces)
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
73
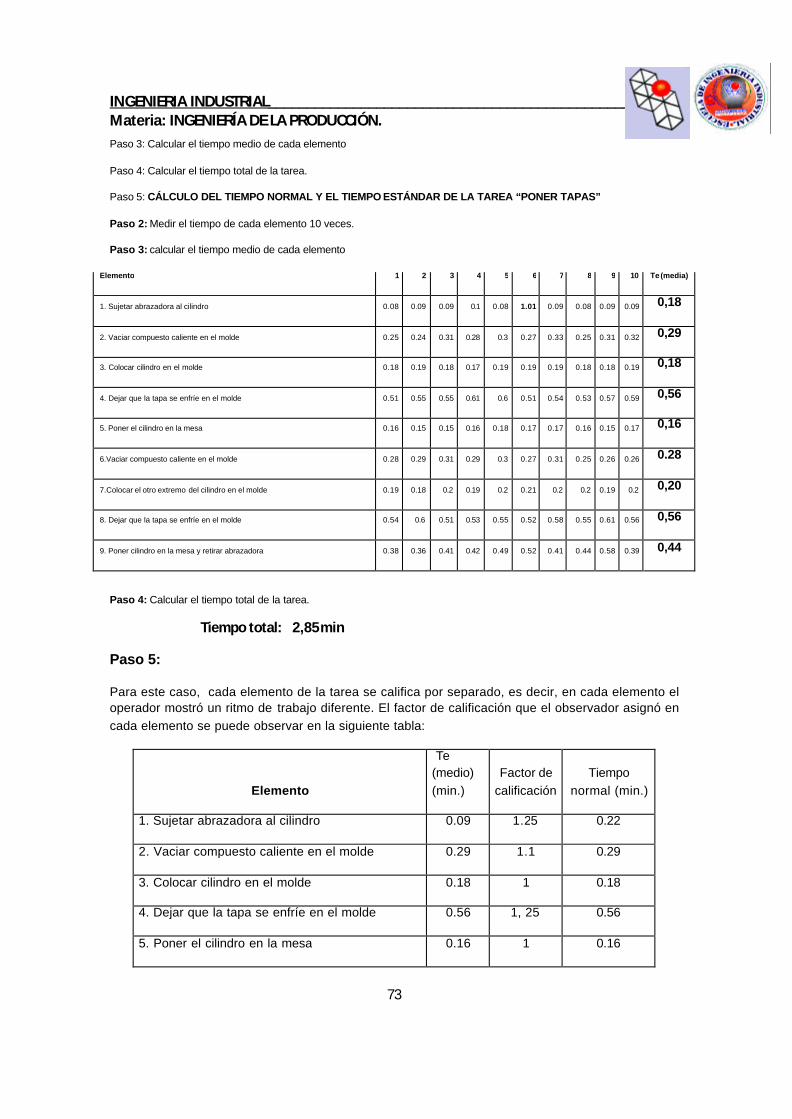
Paso 3: Calcular el tiempo medio de cada elemento
Paso 4: Calcular el tiempo total de la tarea.
Paso 5: CÁLCULO DEL TIEMPO NORMAL Y EL TIEMPO ESTÁNDAR DE LA TAREA “PONER TAPAS”
Paso 2: Medir el tiempo de cada elemento 10 veces.
Paso 3: calcular el tiempo medio de cada elemento
Elemento 1 2 3 4 5 6 7 8 9 10 Te (media)
1. Sujetar abrazadora al cilindro 0.08 0.09 0.09 0.1 0.08 1.01 0.09 0.08 0.09 0.09 0,18
2. Vaciar compuesto caliente en el molde 0.25 0.24 0.31 0.28 0.3 0.27 0.33 0.25 0.31 0.32 0,29
3. Colocar cilindro en el molde 0.18 0.19 0.18 0.17 0.19 0.19 0.19 0.18 0.18 0.19 0,18
4. Dejar que la tapa se enfríe en el molde 0.51 0.55 0.55 0.61 0.6 0.51 0.54 0.53 0.57 0.59 0,56
5. Poner el cilindro en la mesa 0.16 0.15 0.15 0.16 0.18 0.17 0.17 0.16 0.15 0.17 0,16
6.Vaciar compuesto caliente en el molde 0.28 0.29 0.31 0.29 0.3 0.27 0.31 0.25 0.26 0.26 0.28
7.Colocar el otro extremo del cilindro en el molde 0.19 0.18 0.2 0.19 0.2 0.21 0.2 0.2 0.19 0.2 0,20
8. Dejar que la tapa se enfríe en el molde 0.54 0.6 0.51 0.53 0.55 0.52 0.58 0.55 0.61 0.56 0,56
9. Poner cilindro en la mesa y retirar abrazadora 0.38 0.36 0.41 0.42 0.49 0.52 0.41 0.44 0.58 0.39 0,44
Paso 4: Calcular el tiempo total de la tarea.
Tiempo total: 2,85 min
Paso 5:
Para este caso, cada elemento de la tarea se califica por separado, es decir, en cada elemento el operador mostró un ritmo de trabajo diferente. El factor de calificación que el observador asignó en cada elemento se puede observar en la siguiente tabla:
Elemento
Te (medio) (min.)
Factor de calificación
Tiempo normal (min.)
1. Sujetar abrazadora al cilindro 0.09 1.25 0.22
2. Vaciar compuesto caliente en el molde 0.29 1.1 0.29
3. Colocar cilindro en el molde 0.18 1 0.18
4. Dejar que la tapa se enfríe en el molde 0.56 1, 25 0.56
5. Poner el cilindro en la mesa 0.16 1 0.16
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
74
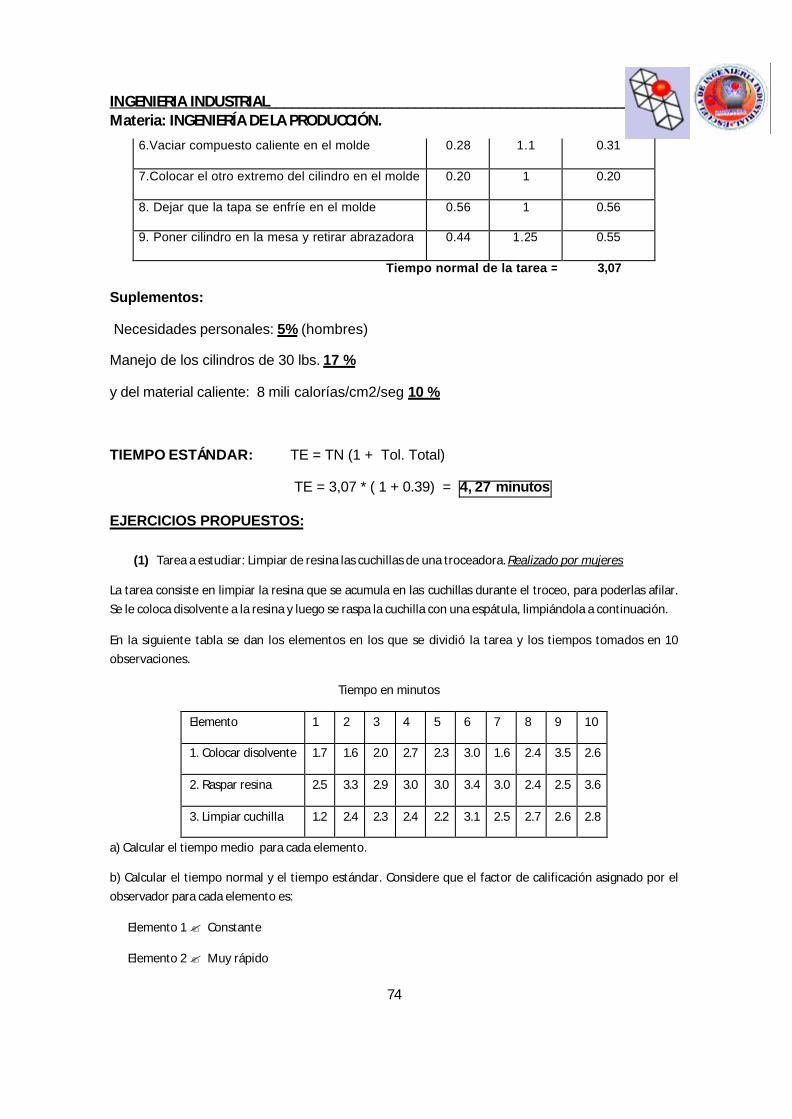
6.Vaciar compuesto caliente en el molde 0.28 1.1 0.31
7.Colocar el otro extremo del cilindro en el molde 0.20 1 0.20
8. Dejar que la tapa se enfríe en el molde 0.56 1 0.56
9. Poner cilindro en la mesa y retirar abrazadora 0.44 1.25 0.55
Tiempo normal de la tarea = 3,07
Suplementos:
Necesidades personales: 5% (hombres)
Manejo de los cilindros de 30 lbs. 17 %
y del material caliente: 8 mili calorías/cm2/seg 10 %
TIEMPO ESTÁNDAR: TE = TN (1 + Tol. Total)
TE = 3,07 * ( 1 + 0.39) = 4, 27 minutos
EJERCICIOS PROPUESTOS:
(1) Tarea a estudiar: Limpiar de resina las cuchillas de una troceadora. Realizado por mujeres
La tarea consiste en limpiar la resina que se acumula en las cuchillas durante el troceo, para poderlas afilar. Se le coloca disolvente a la resina y luego se raspa la cuchilla con una espátula, limpiándola a continuación.
En la siguiente tabla se dan los elementos en los que se dividió la tarea y los tiempos tomados en 10 observaciones.
Tiempo en minutos
Elemento 1 2 3 4 5 6 7 8 9 10
1. Colocar disolvente 1.7 1.6 2.0 2.7 2.3 3.0 1.6 2.4 3.5 2.6
2. Raspar resina 2.5 3.3 2.9 3.0 3.0 3.4 3.0 2.4 2.5 3.6
3. Limpiar cuchilla 1.2 2.4 2.3 2.4 2.2 3.1 2.5 2.7 2.6 2.8
a) Calcular el tiempo medio para cada elemento.
b) Calcular el tiempo normal y el tiempo estándar. Considere que el factor de calificación asignado por el observador para cada elemento es:
Elemento 1 ? Constante
Elemento 2 ? Muy rápido
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
75
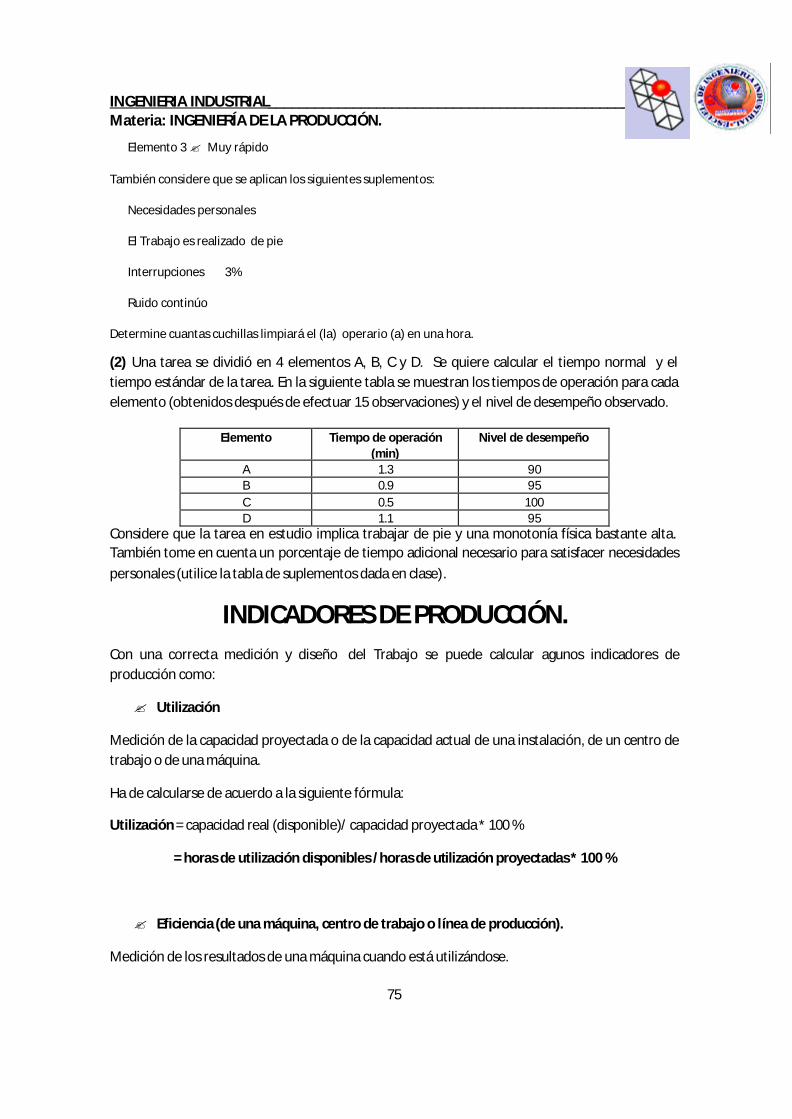
Elemento 3 ? Muy rápido
También considere que se aplican los siguientes suplementos:
Necesidades personales
El Trabajo es realizado de pie
Interrupciones 3%
Ruido continúo
Determine cuantas cuchillas limpiará el (la) operario (a) en una hora.
(2) Una tarea se dividió en 4 elementos A, B, C y D. Se quiere calcular el tiempo normal y el tiempo estándar de la tarea. En la siguiente tabla se muestran los tiempos de operación para cada elemento (obtenidos después de efectuar 15 observaciones) y el nivel de desempeño observado.
Elemento Tiempo de operación (min)
Nivel de desempeño
A 1.3 90 B 0.9 95 C 0.5 100 D 1.1 95
Considere que la tarea en estudio implica trabajar de pie y una monotonía física bastante alta. También tome en cuenta un porcentaje de tiempo adicional necesario para satisfacer necesidades personales (utilice la tabla de suplementos dada en clase).
INDICADORES DE PRODUCCIÓN. Con una correcta medición y diseño del Trabajo se puede calcular agunos indicadores de producción como:
? Utilización
Medición de la capacidad proyectada o de la capacidad actual de una instalación, de un centro de trabajo o de una máquina.
Ha de calcularse de acuerdo a la siguiente fórmula:
Utilización = capacidad real (disponible)/ capacidad proyectada * 100 %
= horas de utilización disponibles /horas de utilización proyectadas * 100 %
? Eficiencia (de una máquina, centro de trabajo o línea de producción).
Medición de los resultados de una máquina cuando está utilizándose.
INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
76
Eficiencia = Output actual/ Capacidad efectiva * 100 %
= Output actual en unidades/Output estándar en unidades * 100 %
= Tiempo actual medio / Tiempo estándar. * 100 %
? Productividad:
La productividad es la relación entre las salidas obtenidas (productos y servicios) y los recursos empleados para obtener dichas salidas.
Es la razón de ser de todo proceso productivo; se la puede calcular de la siguiente manera:
Productividad = Unidades producidas /Inputs empleados
Productividad = Outputs / Trabajo + Capital + Material + Varios
Las unidades de esta relación son en unidades monetarias.
La productividad que mas se utiliza para medir a un proceso es la relacionada con el Factor Humano:
Ejemplo:
Una empresa siderúrgica con una plantilla de 100 obreros produce diariamente 1200 toneladas de acero; la productividad de esta empresa será:
Productividad = 1200 t/día/ 100 obreros
= 12 t día / obrero.
(Es la productividad por obrero; no se han considerado los costos).

INGENIERIA INDUSTRIAL__________________________________________________ Materia: INGENIERÍA DE LA PRODUCCIÓN.
77
BIBLIOGRAFÍA .
? Hodson, William. Manual del Ingeniero Industrial. Editorial McGraw-Hill. México
D.F., México. Cuarta Edición, 1996.
? Konz, Stephan. Diseño de los Sistemas de Trabajo. Editorial Limusa, México D.F.,
México. Primera Edición, 1990.
? Salvendy, Gabriel. Manual del Ingeniero Industrial. Editorial Limusa. México D.F.,
México. Primera Edición, 1991.
? O.I.T., Introducción al Estudio del Trabajo. Tercera edición. O.I.T, Ginebra, Suiza,
1983.