informe espuma
TRANSCRIPT

HUANCAYO – PERÚHUANCAYO – PERÚ
- 2010 -- 2010 -
FACULTAD INGENIERIA QUIMICA
CATEDRA : REACCIONES QUIMICAS II
CATEDRATICO : Ing. ORE VIDALON, Salvador
ALUMNO : LAURENTE VELASQUE, David
SEMESTRE : X
ESPUMAS DE POLIURETANO
Obtenidoen la

I. INTRODUCCION
La espuma de poliuretano es un producto muy utilizado hoy en día en multitud de
procesos industriales, debido a sus infinitas aplicaciones: industria del automóvil
(volantes, alerones, asientos, salpicaderos, etc) suelas de calzado, muebles,
moldes para obtención de prótesis en ortopedia, aislamientos, etc..
Los poliuretanos fueron descubiertos hace más de 60 años, pero fue en el año
1937 cuando se le concedió la patente a su descubridor, el alemán Otto Bayer, si
bien la producción en masa de estos productos tuvo que esperar hasta 1952.
Su composición química es sencilla, procede de dos productos: petróleo y
azúcar. Tras un proceso químico de transformación se obtienen dos productos
básicos, denominados genéricamente POLIOL e ISOCIANATO. La mezcla en
condiciones adecuadas de estos dos componentes nos proporcionará una
espuma de rigidez variable, según la proporción de cada uno de los dos
productos que se haya utilizado.

II. OBJETIVOS
II.1. Objetivos generales.
Investigar y aprender más sobre los poliuretanos; su clasificación, propiedades, características y aplicaciones.
II.2. Objetivos específicos.
Elaborar un instructivo o procedimiento experimental de la producción de espuma de poliuretano.
III. MARCO TEORICO
El poliuretano (PUR) es un polímero que se obtiene mediante condensación
de polioles combinados con polisocianatos. Se subdivide en dos grandes grupos:
termoestables (este artículo) y termoplásticos (poliuretano termoplástico). Los
poliuretanos termoestables más habituales son espumas, muy utilizadas como aislantes
térmicos y como espumas resilientes; pero también existen poliuretanos que son
elástómeros, adhesivos y selladores de alto rendimiento, pinturas, fibras, sellantes, para
embalajes, juntas, preservativos, componentes de automóvil, en la industria de la
construcción, del mueble y múltiples aplicaciones más.
Se obtiene por polimerización de determinados compuestos que contienen el grupo
isocianato (_N=C=O). Los poliuretanos son resinas que van desde las formas duras y
aptas para recubrimientos resistentes a los disolventes hasta cauchos sintéticos
resistentes a la abrasión y espumas flexibles. La obtención de los poliuretanos se basa
en la gran reactividad del enlace doble del grupo isocianato que adiciona fácilmente
compuestos con hidrógenos activos en reacciones de condensación
Las espumas comunes son de poliestireno o poliuretano, pero cualquier termoplástico
puede ser espumado. Se pueden preparar espumas flexibles, semirígidas y rígidas en
densidades que van desde 1.6 hasta 960 Kg/m3. Los principales usos para las espumas
flexibles, con densidades menores de 100 Kg/m3, son colchones, muebles y aplicaciones
automotrices. Las espumas rígidas se utilizan generalmente como aislantes. Estos se
pueden aplicar haciendo la espuma en el lugar donde se usarán, o empleando planchas
de material ya espumado. Se forman espumas estructurales de servicio pesado
fusionando recubrimientos sólidos de plástico con un centro de espuma rígida
III.1. SU FORMULA.
Su formulación se basa en polioles de bajo número de hidróxilo (OH) combinados con
isocianatos de bajo contenido en grupos funcionales (NCO), unido a propelentes
especiales y una cantidad exactamente medida de agua. La fórmula está
estequiométricamente diseñada para lograr un material (espumado o no) de curado
rápido y con una densidad entre 18 y 80 kg/m³.
Algunas aplicaciones de poliuretanos flexibles se encuentran en la industria de
paquetería, en la que se usan poliuretanos anti-impacto para embalajes de piezas
delicadas. Su principal característica es que son de celdas abiertas y de baja densidad

(12-15 kg/m³).También existen los poliuretanos rígidos de densidad 30-50 kg/m³,
utilizados como aislantes térmicos.
La capacidad de aislamiento térmico del poliuretano se debe al gas aprisionado en las
celdillas cerradas del entramado del polímero.Una variedad de los poliuretanos rígidos
son los poliuretanos spray, que son formulaciones de alta velocidad de reacción, usados
en revestimientos sujetos a la fuerza de gravedad, tales como aislamientos de edificios,
estanques de almacenamiento, e incluso tubos o cañerías.
Otra variedad de poliuretanos rígidos son los poliuretanos PIR, que son usados en
revestimientos de cañerías que conducen fluidos a alta temperatura en zonas
extremadamente húmedas. Su principal característica es la naturaleza ureica del
polímero.
Los poliuretanos rígidos o alta densidad son más elevada (150-1200 kg/m³) (RIM,
Reaction Injection Molding) son usados para elaborar componentes de automóviles,
yates, muebles y decorados.
III.2. EN LA INDUSTRIA
Los poliuretanos flexibles se emplean, sobre todo, en la fabricación de espumas blandas,
de elastómeros y también de pinturas.
Esponja de poliuretano flexible.
Sus propiedades mecánicas pueden variar en gran medida por el empleo de
diferentes isocianatos o dioles como, por ejemplo, el polietilenglicol. La adición de
cantidades variables de agua provoca la generación de más o menos cantidad de dióxido
de carbono, el cual aumenta el volumen del producto en forma de burbujas. A diferencia
de las esponjas naturales, se suele tratar de materiales con poro algo más cerrado.
En forma de copolímero, los poliuretanos también se encuentran en fibras como la lycra.
Los poliuretanos rígidos se usan en la industria de la refrigeración, aislamiento, mueble,
etc.

Algunos poliuretanos se emplean para confección de pinturas aislantes, recubrimientos
aislantes del medio, etc.
III.3. QUIMICA DEL POLIURETANO
El poliuretano es por lo general la mezcla de dos componentes o sistema bicomponente,
el A y el B, en una proporción estequiométrica definida por el químico que diseña la
fórmula. Existen además poliuretanos monocomponentes, como por ejemplo los
habitualmente usados en la industria de la construcción.
III.3.1. Componente A
Consiste en el Poliol: una mezcla cuidadosamente formulada y balanceada de
glicoles (alcoholes de elevado peso molecular). Se encuentran en mezcla con
agentes espumantes y otros aditivos tales como aminas, siliconas, agua,
propelentes y catalizadores organometálicos; condicionan la reacción y dan las
características a la espuma final. La apariencia es como miel viscosa y puede tener
un fuerte olor amoniacal.
III.3.2. Componente B
El componente B es una mezcla de isocianatos, a veces prepolimerizados (pre-
iniciado), con un contenido de grupos NCO que puede variar desde el 18 al 35% en
funcionalidad. Algunos son de color café, muy viscosos (3000-5000 cps-
Viscosímetro Brookfield), y otros son casi transparentes y fluidos. En ocasiones son
mantenidos en atmósfera seca de nitrógeno. Tienen además propiedades
adhesivas muy apreciadas, por lo que también sirven de aglomerantes para fabricar
bloques poli-material. Un ejemplo de aplicación sorprendente es su uso para
aglomerar piedras y formar rompeolas para proteger costas.
III.4. REACTIVIDAD
La reactividad se puede observar en una simple inspección visual y, en el caso de las
espumas, está dividida en los siguientes tiempos, medidos en segundos:
Tiempo de crema: 5-15 s. Formación de monómeros y polímeros.
Tiempo de hilo: 30-70 s. Estructuración, formación de redes cristalinas.
Tiempo de subida: Finalización de la expansión.
Tacto libre: 10-50 s. Formación de piel, finalización de la reacción. La superficie del
material deja de ser adhesiva.
El isocianato y el poliol, al mezclarse, ocasionan una serie de reacciones químicas que
conducen a enlaces de uretanos, poliuretanos, alofanatos, ureas modificadas, cianatos

prepolímeros etc. En total unas 17 reacciones químicas simultáneas, en que el paquete
de catalizadores hace que se tome una dirección preferente u otra.
Se genera una exotermia que puede elevar la temperatura hasta más de 100 °C, que
hace que el propelente en disolución en el poliol se convierta en un gas. La reacción de
isocianato con agua genera dióxido de carbono. Por el calor generado, parte del agua se
convierte en vapor. Todo esto hace que expanda la mezcla, formándose pequeñas celdas
después del gelado o cremado. Aunque las celdas de CO2 son parte del reticulado, se
entremezclan con las que contienen fluorocarbonos para efectos de estabilidad
dimensional.
Algunos polioles llevan componentes antiflama que hace que sean retardantes de llama.
En algunos países es obligatorio el uso de este componente para determinadas
aplicaciones, y son clasificados bajo normas de seguridad.
Las celdas se van formando a medida que se alcanza el tiempo de hilo, para finalizar en
el tiempo de Tack free (tacto libre).
Los propelentes son fluorocarbonos modificados ecológicamente tales como el R-141 B,
el R-245FA, o el ciclopentano, que cumplen el Protocolo de Montreal para la preservación
de la capa de ozono atmosférico. Evidentemente también se utiliza agua y, en menor
medida, dióxido de carbono. El freón-11 (R-11), así como otros organoclorados, fueron
descartados hace años debido a su incidencia en la capa de ozono.
Al terminar la reacción química, la espuma de poliuretano contiene millones de celdas
irregulares, que -según sea la formulación usada- son las que al final le dan las
características de aislamiento térmico, resilencia, acústicas, etc.
Una espuma de poliuretano tiene un coeficiente de transferencia térmica de
aproximadamente 0,0183 unidades BTU de transferencia de calor.
La estabilidad dimensional es un aspecto muy importante en la calidad de la espuma
formada: muchas veces ha sucedido que fórmulas de polioles mal balanceadas, exceso
de agua, o mezclas poliol/isocianato deficientes, producen una contracción del polímero,
pandeándose y perdiendo su forma. La mezcla poliol/isocianato debe ser
estequiométricamente balanceada. En general la mezcla está en un 10% sobre lo
estequiométrico para mayor seguridad; una mezcla mayor en poliol y menor en isocianato
lleva a espumas blandas e inestables, mientras que un exceso de isocianatos conduce a
espumas ureicas (poliuretanos PIR).
La industria del poliuretano mueve millones de dólares / euros en todo el mundo, y los
especialistas en el tema son escasos y muy valorados.

El principal mercado para el poliuretano rígido es la industria del aislamiento térmico
(refrigeradores, etc.); en segundo lugar, las industrias de los poliuretanos flexibles
(colchones, asientos, etc.).
Un porcentaje menor se usa para moldeado de piezas de automóviles, partes de
vehículos, elementos de decoración, etc.
III.5. PRODUCCION DEL POLIURETANO
La creación del poliuretano espumoso debe seguir las siguientes etapas en orden, para
obtener el resultado esperado. El proceso es el siguiente:
A continuación detallaremos cada una de las etapas del proceso.
III.5.1. FORMACION DE ESPUMAS FLEXIBLES DE POLIURETANO
Para producir espumas de poliuretano existen varias técnicas, entre las cuales se
encuentra el proceso de una etapa (ONE SHOT). Esta técnica emplea la
dosificación y bombeo simultáneo de las materias primas, las cuales se preparan en
un número de componentes líquidos o caudales que van al cabezal de mezcla y
posteriormente son descargadas como un líquido viscoso que se esparce sobre una
banda transportadora, en donde se da comienzo al crecimiento de la espuma hasta
su altura final.
Las maquinarias espumadoras operan los siguientes principios básicos:
- Bombeo exacto de los componentes que van al mezclador
- Mezclado eficiente de los componentes en el cabezal mezclador
- Descarga de la mezcla sobre la banda transportadora que debe estar forrada por
los tres lados con papel, llevando la espuma en crecimiento por un plano inclinado
y dentro de un túnel bien ventilado.
Generalmente se trabaja con una máquina espumadora de alta presión, en la que
los componentes se inyectan en el cabezal mezclador, con una presión que varía
entre 21 a 250 Kg/cm2, en un rango de 2000 a 6000 rpm, para asegurar la mezcla
adecuada de los componentes que se bombean en forma continua.
III.5.2. DOSIFICACION Y MEZCLADO
Los ingredientes se dosifican y se mezclan en cantidades y proporciones
adecuadas; generalmente, se arranca con la corriente de Poliol. Seguida del Agente
de Expansión, la silicona y los catalizadores y por último el Isocianato.
Durante el mezclado se generan pequeñas burbujas de aire en la mezcla líquida
que actúan como agentes iniciadores de la espumación.
III.5.3. CREMADO Y CRECIMIENTO
Después de un corto periodo de inducción los gases de expansión (CO2 y/o cloruro
de metileno), empiezan a expandirse dentro de las pequeñas burbujas de aire,

agarrándolas y dándole a la mezcla de espuma una apariencia "cremosa". El tiempo
que transcurre desde que se empieza la mezcla hasta que aparece la crema y
empieza a crecer, se conoce con el nombre de "tiempo de crema", que suele fluctuar
entre 6 a 15 segundos.
A medida que se van generando más gases de expansión, la espuma sigue
creciendo y simultáneamente se hace más viscosa con la polimerización en la fase
líquida. El número total de burbujas permanece razonablemente constante mientras
la espuma crece.
La reducción de la tensión superficial, producida por el surfactante de silicona, hace
que la mezcla de componentes sea más homogénea y evita que las burbujas
coalescan.
Pasados unos 100 a 200 segundos después de empezada la mezcla, la reacción de
expansión cesa, mientras que la de gelificación continúa. El tiempo transcurrido
desde el inicio hasta que la espuma sube completamente, se denomina "tiempo de
crecimiento".
III.5.4. GELIFICACION Y CURADO
La reacción de gelificación y polimerización continúa hasta el punto conocido como
tiempo de gel, que es el transcurrido desde la descarga de los ingredientes en el
cabezal mezclador, hasta el momento en el que la espuma se sostiene por sí misma,
por lo general 20 a 120 segundos después del tiempo de crecimiento.
Los bloques de espuma se llevan luego al área de curado donde deben permanecer
por lo menos 24 horas, para asegurar una reacción de polimerización total.
III.5.5. MANIPULACION DE LOS BLOQUES DE ESPUMAS
Deberán utilizarse dos áreas separadas para almacenar los bloques de espuma:
- Área de curado de bloques frescos.
- Área para almacenamiento prolongado.
3.5.6. CURADO DE BLOQUES FRESCOS

El calor de la reacción alcanza su punto máximo usualmente entre los 30 a 60
minutos después del proceso de producción. En el área de curado los bloques de
espuma recién hechos deben colocarse separadamente uno del otro durante por lo
menos 24 horas.
Durante esta etapa, el calor generado basta para que se vaporicen las aminas y
parte del isocianato no reaccionado, es por esto que se debe tener en cuenta el
encogimiento del bloque después del enfriamiento.
El área de almacenamiento debe tener:
Buena ventilación, que incluya sistema eficiente de extracción
Un sistema de rociado de agua de gran potencia
Distribución adecuada para que el personal pueda evacuarse fácilmente en caso
de fuego.
Los isocianatos orgánicos
Los isocianatos orgánicos son los compuestos en los cuales el grupo isocianato –NCO,
esta unido a un radical orgánico. Frecuentemente se clasifican como esteres del ácido
isocianico, HNCO. El primer isocianico orgánico fue preparado por Wurtz en 1849. En
1900 se prepararon gran variedad de isocianatos y se observaron cualitativamente las
reacciones generales de estos compuestos. Su desarrollo industrial, que empezó en
Alemania poco antes de la segunda Guerra Mundial, fue en gran parte un resultado de
los descubrimientos anteriores. En el año 1937 la empresa Bayer Alemania, descubrió el
proceso de diisocianato por adición. Después de la guerra, los conocimientos obtenidos
en Alemania sobre la fabricación y sus aplicaciones se añadieron a los que ya se poseían
en los Estados Unidos y hoy los isocianatos son compuestos de gran importancia
industrial.
Los isocianatos son los precursores de los poliuretanos, un tipo de polímeros sintéticos
conocidos vulgarmente como plásticos esponjosos, y que son utilizados también como
espumas rígidas, lacas, elastómeros e insecticidas. Las formas no poliméricas de
isocianatos se utilizan como insecticidas, explosivos y otros productos biológicamente

activos. Otros usos se han derivado de su adhesividad, su dureza y de las características
de su superficie para la obtención de colas, elastómeros y revestimientos de superficies.
Los isocianatos son compuestos cuya característica común es su elevada reactividad
química frente a compuestos que disponen de hidrógenos activos
Usos de los isocianatos
Los isocianatos más utilizados en la industria son los diisocianatos, de los cuales los más
comunes son:
Toluen diisocianato (TDI)
Difenilmetano diisocianato (MDI)
Hexametilen diisocianato (HDI)
Naftalen diisocianato (NDI)
Isoforona diisocianato (IPDI)
Las aplicaciones de los isocianatos se realizan en muy diversos campos, desde la
agricultura a la medicina, debido a que la reactividad de su grupo funcional permite
obtener nuevas moléculas mediante reacciones químicas espontáneas y de fácil control.
Insecticidas
Desde que se iniciaron los estudios de los carbamatos tras conocerse la estructura de la
fisostigmina y de la serina, hasta la actualidad, se conocen aproximadamente mil
compuestos, de los cuales más de treinta y cinco se utilizan como insecticidas,
herbicidas, funguicidas o hematicidas.
Muchos de ellos se producen a partir de un isocianato por reacción con una cadena mono
hidroxílica. Todos ellos poseen la característica de contener en su estructura química al
grupo uretano, el cual constituye el grupo activo de acción tóxica.
Espumas flexibles
La espuma flexible ha encontrado una gran aplicación en la fabricación de colchones. Ha
sustituido al colchón de lana, siendo usada también para hacer almohadas, sillones,
esponjas de baño, en la industria del automóvil, etc.
Generalmente se emplea una mezcla de isómeros 2,4 y 2,6 de TDI, en una proporción de
80 y 20 % respectivamente, ya preparada con el poliol en cantidades previamente
calculadas. Los polioles han sustituido actualmente a los poliéteres y poliésteres
utilizados en los inicios de fabricación de estas espumas.
Espumas rígidas
Se obtiene primordialmente a partir del MDI y de mezclas de poliisocianatos aromáticos.
El proceso consiste en la inyección del poliuretano en un molde, o bien por técnica
aerográfica mediante pistola. Se utiliza generalmente para efectuar aislamientos y
recubrimientos en autocares, contenedores, embarcaciones y otros productos.
Es posible la adquisición, en establecimientos de bricolaje, de espuma rígida de
poliuretano envasada en recipientes a presión. Un envase de 1 litro del producto es
capaz de generar hasta 40 litros de espuma rígida al mezclar el isocianato con el gas
propelente y desbloquear la reacción de reticulación con el poliol. El producto así
obtenido es utilizado en el relleno de tabiques para el aislamiento de viviendas, en la
fabricación de embarcaciones para garantizar su flotabilidad, en el relleno de embalajes
para prevenir los accidentes del transporte, etc.
Adhesivos
La forma de aplicación de los adhesivos depende ante todo de la viscosidad de la
mezcla. La aplicación en rodillos está especialmente indicada en los contracolados de
serie. Estos adhesivos precisan un tiempo de reticulación relativamente largo de 50 a 100
minutos, para evitar la polimerización sobre el rodillo. Una vez aplicado, los materiales
debe ser unidos mediante una presión uniforme y constante en toda la superficie. Se
utilizan con frecuencia prensas de plato frío, de plato caliente o de vacío.
La aplicación mediante pistola requiere siempre la utilización de productos de dos
componentes. Estos aparatos dosifican la resina y el endurecedor mediante una bomba,
mezclándolos en una cámara y proyectando el adhesivo originado fuera de la pistola en
forma de chorro o pulverizado

Moldes
La mezcla de arena con aceite de linaza, un secativo metálico y un 0,3% de MDI sirve
para la fabricación de moldes extremadamente resistentes al calor, que se utilizan para el
moldeo en fundiciones de aluminio y de hierro colado.
Gomas
Las gomas blandas se obtienen a partir del TDI y se emplean en la fabricación de rodillos
de imprenta y en la elaboración de juntas para filtros de aire de automóviles.
La aplicación se realiza normalmente mediante pistolas de bicomponentes, consiguiendo
las características de la goma al aprovechar el dióxido de carbono producido en las
reacciones secundarias.
Las gomas duras se obtienen a partir del MDI, por reacción previa con poliésteres y
posterior con polioles.
Lacas
Las lacas se utilizan extensamente en carpintería para el revestimiento de superficies
como parqués, muebles, puertas interiores y elementos de ebanistería o para el
revestimiento de pieles. Con ello se consiguen unos acabados parecidos al barnizado,
brillantes, sin poros y muy resistentes.
Generalmente se usan isocianatos disueltos en hidrocarburos alifáticos o aromáticos, que
al evaporarse a temperatura ambiente inducen a la reacción del TDI con el poliol.
La mayoría de las pinturas y barnices de poliuretano liberan un cierto porcentaje de
isocianato libre, por lo que estas aplicaciones son las de más riesgo. Los recubrimientos
con poliuretanos dan especial resistencia a la corrosión de los metales y una gran
impermeabilidad, utilizándose actualmente con gran profusión para recubrir el interior de
las latas destinadas a contener alimentos. Asimismo se utiliza para el encolado de juntas
en los filtros de aceite de los automóviles.
En medicina se aplican en el recubrimiento de las muestras anatómico-patológicas
destinadas a microscopía electrónica, formando una capa de micras de grosor sobre el
corte histológico, lo que permite una adecuada refracción de los haces de electrones.

También son usados como elastómeros sólidos en la fabricación de juntas herméticas
para conducciones y canalizaciones, y para juntas de estanqueidad en empalmes
eléctricos.
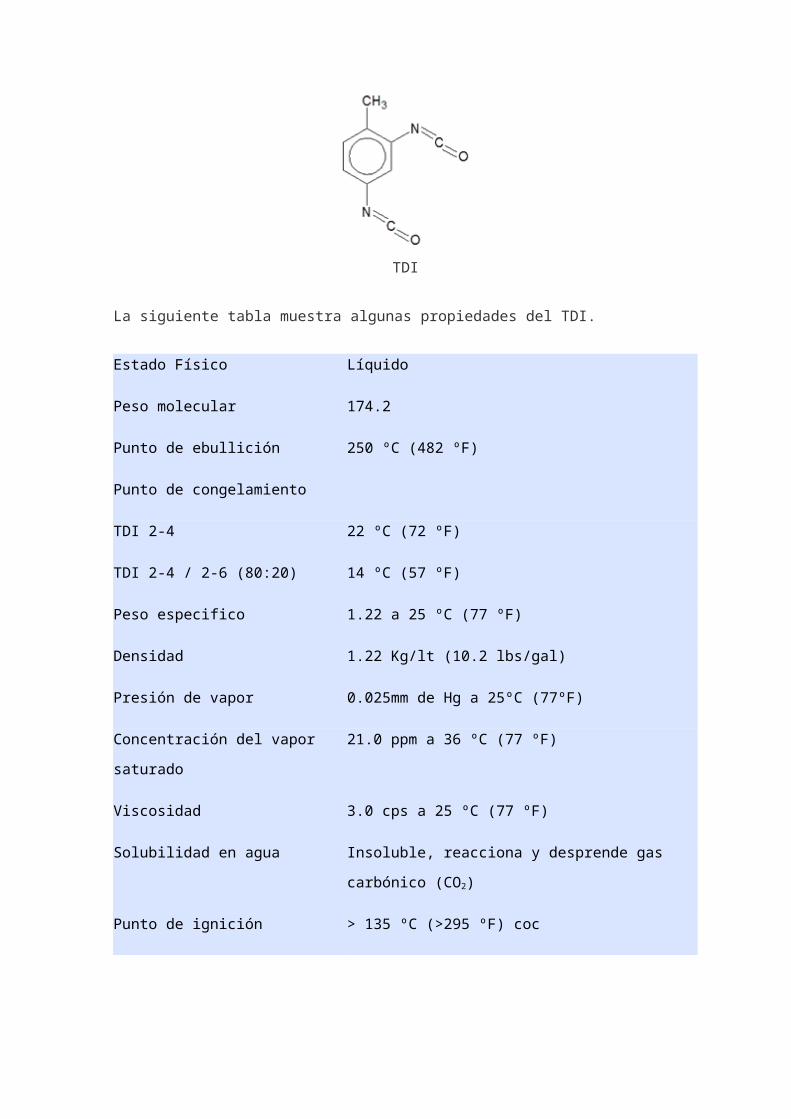
¿Qué es el TDI?
El TDI (Diisocianato de Tolueno) es la materia prima para la producción de espumas de
poliuretanos, adhesivos, pinturas, etc.
A temperatura ambiente, el diisocianato de tolueno, más comúnmente llamado TDI, es un
líquido incoloro o ligeramente amarillento, y su olor es fuerte y picante.
TDI
La siguiente tabla muestra algunas propiedades del TDI.
Estado Físico Líquido
Peso molecular 174.2
Punto de ebullición 250 ºC (482 ºF)
Punto de congelamiento
TDI 2-4 22 ºC (72 ºF)
TDI 2-4 / 2-6 (80:20) 14 ºC (57 ºF)
Peso especifico 1.22 a 25 ºC (77 ºF)
Densidad 1.22 Kg/lt (10.2 lbs/gal)
Presión de vapor 0.025mm de Hg a 25ºC (77ºF)
Concentración del vapor saturado 21.0 ppm a 36 ºC (77 ºF)

Viscosidad 3.0 cps a 25 ºC (77 ºF)
Solubilidad en agua Insoluble, reacciona y desprende gas carbónico (CO2)
Punto de ignición > 135 ºC (>295 ºF) coc
Temperatura de auto ignición > 666 ºC (>1231 ºF)
Límites de inflamabilidad 0.9 a 9.5% molar en aire
Usos del TDI
Espumas de poliuretano
Resinas
Pinturas
Espumas rígidas
Los poliuretanos
Los poliuretanos son los polímeros mejor conocidos para hacer espumas. Los
poliuretanos componen la única familia más versátil de polímeros que existe. Pueden ser
elastómeros y pueden ser pinturas. Pueden ser fibras y pueden ser adhesivos. Aparecen
en todas partes. Un poliuretano maravillosamente extraño es el spandex.

Por supuesto, los poliuretanos se llaman así porque en su cadena principal contienen
enlaces uretano.
Los poliuretanos se sintetizan haciendo reaccionar diisocianatos con dialcoholes. A
veces, el dialcohol se sustituye por una diamina y el polímero que se obtiene es una
poliurea, porque contiene más bien un enlace urea, en lugar de un enlace uretano.
Obtención de TDI
Reacción química
El TDI se elabora a partir de la reacción química entre el fosgeno gas y de la m-
TDA en 2 etapas:
Primera etapa
2 COCl2 (g) + R(NH2) R(NHCOCl)2 + 2 HCl
Segunda etapa
R(NHCOCl)2 R(NH2)2 + 2 HCl
El rendimiento, variable a maximizar, se define como:
η = D / (D+R)
Donde
η = rendimiento de fosgenación
D = cantidad diaria TDI destilado
R= cantidad diaria de residuos generados (los residuos se generan a partir de la
polimerización de productos laterales de la reacción de formaldehído de m-TDA, de
productos secundarios de la reacción de formación de TDI y de los isómeros orto y para
de la TDA)
Si separamos la generación de residuos en dos fuentes:

R = RH + RF
Donde:
RH = residuos generados a partir de la reacción de productos indeseables de la
hidrogenación (o-TDA, azo y azoxy hidrazo compuestos) presentes en la m-TDA con HCI,
TDI o Cl2CO
RF = residuos generados(generalmente ureas, biuret, triuret y carboimidas a partir de
reacciones entre m-TDA y TDI o HCI)
Se puede decir que RH está asociado a la calidad de la m-TDA y RF está asociado a la
selectividad de la reacción de fosgenación.
VARIABLES QUE INCIDEN EN EL RENDIMIENTO DE LA REACCIÓN DE
FOSGENACIÓN
Se conoce que las variables que más influyen en la selectividad de la fosgenación
exceso de fosgeno
presión en el sistema de reacción dilución
temperatura del sistema

Etapas de producción de TDI
A continuación se mencionan las seis etapas de producción
1) Producción de Gas de Síntesis (Monóxido de Carbono e
Hidrógeno) a partir de Gas Natural. Tecnología: KTI y Linde
2) Producción de Cloro, mediante la operación de una planta con tecnología de
diafragmas y una planta con tecnología de membranas. Tecnologías: Diamond Shamrock
y De Nora.
3) Producción de Di nitrotolueno (DNT) a partir de Tolueno y Ácido Nítrico (y Ácido
Sulfúrico).Tecnología en base al proceso Dupont
4) Producción de Toluendiamina a partir del DNT e Hidrógeno. Tecnología en base al
proceso Dupont
5) Producción de Fosgeno (Cl2CO) a partir de Monóxido de Carbono
y Cloro. Tecnología en base al proceso Dupont
6) Producción del TDI y Ácido Clorhídrico a partir de Fosgeno y Toluendiamina.
Tecnología en base la proceso Dupont.
Estas seis unidades se complementan con las facilidades de elaboración y distribución de
servicios, que comprenden:
Generación de vapor de alta y media presión
Generación de Nitrógeno
Planta de compresión y purificación de aire
Generación de energía eléctrica
Sistema de agua de enfriamiento
Sistema de agua de incendio
PROPIEDADES FÍSICAS Y QUÍMICAS DE ALGUNOS ISOCIANATOS
Propiedades TDI MDI HDI NDI IPDI
Fórmula C9H6N2O2 C15H10N2O2 C8H12N2O2 C12H6N2O2 C12H18N2O2
CAS 584-84-9 101-68-4 822-06-0 3173-72-6 4098-71-9
Peso molecular 174.16 250.3 168.0 210.19 222.29
Punto de
ebullición251ºC 314ºC 212.8ºC 263ºC 158ºC
Densidad 1.22 1.23 1.04 1.42 1.062
Presion Vapor
(mm Hg)0.05 (25ºC)
0.00014
(25ºC)0.05 (24ºC) 0.004 (24ºC)
0.0003
(20ºC)
Punto de
Ingnición135ºC 195ºC 140ºC 155ºC 155ºC
Solubilidad Hidrocarburo
s aromáticos,
nitrobenceno,
acetona,
éter, ésteres
Hidrocarburos
,
nitrobenceno,
acetona, éter,
ésteres
Solventes
orgánicos
hidrocarburo
s alifáticos y
aromáticos,
cetonas,
éteres y

ésteres
Nomenclatura
Química
Toluen 2,4
diisocianato
4,4
Difenilmetano
diisocianato
Hexametilen
diisocianato
1,5 naftalen
diisocianato
isoforona
diisocianato
[editar]Comparación del coeficiente de conductividad térmica entre diferentes materiales.
Material Densidad (kg/m³)Conductividad
térmica (W/m·K)
Chapa de
Aluminio2.700 2,04
Hormigón 2.400 1,63
Vidrio plano 2.500 0,81
Ladrillo macizo 1.600 0,81
Tejas (plana) 1.800 0,76
Yeso placas 1.000 0,44
Hormigón liviano 1.000 0,36
Nieve
compactada300 0,23
Madera (pino) 700 0,17
Lana de vidrio 11 0,041
Lana de vidrio 15 0,038
Lana de vidrio 35 0,038
Lana de vidrio 50 0,032
Lana de vidrio 70 0,031
Lana de vidrio 100 0,032
Poliuretano
rígido35 0,020
Poliuretano
proyectado30 0,024
Fuente: Norma IRAM 11601. (Argentina)