implantation of total productive maintenance …€¦ · engineering and operations management...
TRANSCRIPT

IMPLANTATION OF TOTAL
PRODUCTIVE MAINTENANCE ON
FORKLIFT MACHINES: CASE STUDY
IN A STEEL INDUSTRY
MARJORIE MARIA BELINELLI (UTFPR)
Marcelo Rodrigues (UTFPR)
Jhon Jairo Ramirez Behainne (UTFPR)
RUI FRANCISCO MARTINS MARÇAL (UTFPR)
As one of globalization results, the market competitiveness motivates
the search for lower costs in production areas. Total Productive
Maintenance - TPM presents itself as a viable option for companies
seeking to reduce their costs of machiinery maintenance. This article
focuses on demonstrating the deployment of the Pillars of Total
Productive Maintenance in forklift machinery in an industrial area of
logistics, which belongs to a steel industry. During the development of
this work, well show the preventive maintenance plan and check list of
Autonomous Maintenance (this focused on the execution of forklift
operators) developed and implemented on these machines as well as
results obtained through this actions, such as an increased machine
availability, reducing maintenance costs and increasing self motivation
from forklift operators.
Palavras-chaves: Total Productive Maintenance, Reducing Costs,
Machine Availability
XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
2
1. Introduction
Currently, to increase the levels of profitability on the investment, companies need to give
special focus to the maintenance of its equipment to ensure that the costs of maintenance do
not affect the planning and the progress of businesses. Many companies that adopted
methodologies such as TPM (Total Productive Maintenance) achieved significant gains in
competitiveness as a result of cost reduction.
The goal of TPM is to maximize the productive capacity of the company through training and
qualification of the workforce and improvements in industrial installations. With the
development of people, the quality of services performed increases, allowing for changes in
machinery and equipment, resulting in a successful outcome in the final overall (KARDEC;
NASCIF, 2009, p.195).
The quality of the equipment has an important impact on the cost of production of end
products. However, the cost of maintenance should be reduced as much as possible. Modern
industrial manufacturing processes that intend to be successful and achieve satisfactory
performance index should seek a level of global excellence in maintenance. A means of
improving the maintenance activities having effectiveness in them is through the
implementation of Total Productive Maintenance (AHUJA; KUMAR, p.242, 2009).
Autonomous maintenance, a pillar of Total Productive Maintenance, when properly
implemented, offers significant quality for the equipment, encouraging the increase of its
availability and resulting reduction of manufacturing costs and an increase in productivity and
product quality.
This article covers the implementation of Autonomous Maintenance Pillar in conjunction with
preventive maintenance on forklift machines used in a Logistic sector of a steel company.
Through this, it’s possible to demonstrate the effectiveness of this TPM Pillar on the increase
of machine availability, cost reduction, mostly in cultural change through workforce training.
2. Materials and Methods
From the viewpoint of the nature of technical procedures, this article is categorized as an
Applied Research and Case Study, for the generated knowledge generated can be applied in a
practical problem and it reports the context situation in which certain investigation is being
made, besides involving the study and detailing of knowledge of objects exploited in real life
situations (GIL, 2002).
In terms of technical procedures, this research can be classified as Action Research, for “it is
done in close association with an action or the resolution of a problem, in which researchers
and participants in the situation or problem are involved in a cooperative or participatory
way" (GIL, 2002, p. 55).
In terms of approach, this research is classified as qualitative and quantitative, as the
evaluations and discussions are analyzed in an inductive way; reported in a descriptive way;
and some information and conclusions are presented in numerical form (SILVA; MENEZES,
2005).
3. TPM-Total Productive Maintenance

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
3
Total Productive Maintenance originated in Japan and it comes from the union of
Preventative Maintenance with the participation of machinery operation labor in small
maintenance repairs, function already practiced in the early industrial revolution.
Mobley (2007) and Branco Filho (2004) define TPM as a maintenance philosophy that seeks
to increase the total availability of the facility, the product quality and resource utilization
through a cultural change in all company levels, from board to the factory floor.
TPM requires the company employees to understand the concept of team, for the achievement
of the result, the maximization of the production process, is only possible through a systemic
result of the company rather than individual results (BELINELLI et al., 2009).
A higher integration of man and machine raises the level of responsibility of operators and
maintenance men as to industrial machinery, not only to its repair but also in preventing its
degradation, it raises the level of reliability of the industrial system and improves industrial
productivity and industrial consequently brings increased profitability and competitiveness in
the industrial market.
To develop TPM with the organization, there are steps to overcome. It is true that details are
specific to each company, since the objectives and goals are also exclusive in each case. But
there are common foundations to all those which are called basic pillars of TPM support
(NAKAJIMA, 1989, p.79). Figure 1 shows the 8 pillars of TPM.
Figure 1 - Pillars of Total Productive Maintenance (TPM)
Source: Adapted from AHUJA; KUMAR, p.244, 2009.
The goal of TPM program is to steadily increase industrial production as much as the
increasing employee morale and satisfaction in the workplace. TPM has emerged as a
powerful means of improving overall performance of the company. The development and
implementation of a TPM program in a strategic way have shown a major impact on results
on the factory floor, along with substantial progress in training of the workforce and reduction
of maintenance costs and overall company operations. Moreover, successful implementations
of TPM result in the creation of safer workplaces and healthier for people (AHUJA; KUMAR,
p.242, 2009).

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
4
4. The Pillar of Autonomous Maintenance
Autonomous maintenance must be understood as the most appropriate division of labor
between production and maintenance departments, without excluding the need for well
managed infrastructure maintenance. It’s based on "a lot of training, a lot of discipline, a lot of
cleaning and full participation of all the points to be pursued. The operator becomes the
operator-maintainer and his presence should be encouraged "(BRANCO FILHO, 2004).
Autonomous maintenance is a simple and practical strategy to involve the operators of the
equipment in the activities, especially cleaning, lubrication and visual inspections. The
implementation of autonomous maintenance motivates operators to report any anomalies,
acting before failures occur, as well as securing changes in their behavior, changing the
concept of only operating the machine and the maintenance staff fixing it, to the concept of
property, that is, taking full care of their equipment and/or work machine. (BELINELLI et al.,
2009).
Autonomous Maintenance is developed in the skills of operators in seven steps (KARDEC;
NASCIF, 2009):
Initial cleaning;
Elimination of dirt sources and hard-to-reach places;
Formulation of temporary cleaning standards of cleaning, inspection and lubrication;
General inspection;
Inspection unattended;
Standardization;
Autonomous management.
The execution of spontaneous maintenance by the operators themselves is a main
characteristic of TPM. Operators are responsible for the equipments they daily work with, so
they can act as sensors, predicting the vast majority of failures before they occur, and acting
to prevent them in simpler situations.
The act of cleaning, checking, lubricating and tightening nuts and bolts on a routine basis
prevents the development of equipment failures. These efforts assigned to operators make
maintenance men to keep focus on more specialized activities.
Many breaks and failures are the result of the handling imposed by the man himself, who
through his attitudes, actions and operations promotes the misuse or sets inappropriate
working conditions. "Machines change when people change" (NAKAJIMA, 1989, p.66).
The Pillar of Autonomous Maintenance has been an essential tool to speed up the results in
the production area, because it emerges a sense of responsibility about the machinery on the
operators, increases employee motivation (due to recognition through job training and
improved working environment) and encourages teamwork fortifying the Production-
Maintenance relationship, making tasks easier and improving the performance of the machine,
earning a consequent increase in productivity.
5. Situation of the company prior to deployment of the pillars of TPM
Previously, it was believed that it would be difficult to measure the costs applied to
maintenance. In companies, maintenance was counted only as a cost of production because
there were no technical managerial indicators for a more thorough examination, and so there
was no investment in this area. With globalization, the domestic industry has changed its

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
5
point of view regarding maintenance, because it faced a challenging external market and "was
compelled to find the overall quality of its products and services, combined to an operational
cost capable of allowing a greater competitive power of the national product" (VIANA, 2002,
p.2).
Basically, maintenance costs may be of direct order, indirect order or by loss of production.
Direct order costs are those necessary to keep equipments in operation, as in the example of
corrective maintenance on forklift machines (KARDEC; NASCIF, 2009).
The company, with the controlling department, noticed that, in mid-2005, the direct cost of
forklift machine maintenance came to exceed the monthly budget (R$ 15,500.00) pre-defined
in its strategic planning. Figure 2 shows the monitoring of costs regarding forklifts.
Figure 2 - Monitoring Indicator Maintenance Costs with Forklifts
Because the cost was exceeding that budgeted for maintenance, the board asked the
maintenance department to perform actions that lowered the maintenance cost of these
machines, in addition to improving availability, for the downtime was impacting on customer
service, since these are used for loading transport trucks with finished products.
So, the maintenance sector with the logistics (supervisor and forklift operators) made an
appointment to see the major failures. Eventually, they came to realize the need to implement
Total Productive Maintenance, for the cause of most flaws came from human error (bad
conduction) and lack of commitment to the equipment by users, the operators of forklifts.
The main faults, defects and their causes were:
Fuel (gas) spending and breaks, grooves on the floor - cause: operation of the truck at high
speed, there are reports of competitive run at night.
Leak of hydraulic, brake and engine oil - cause: overloaded operation and lack of
verification of the cooling system causing machine heating, then deteriorating seals.
Break failure, pad wear - bad conduction, high speed operation and often hard braking.

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
6
Deterioration of solid tires - operators drove over cutting metal structures causing cracks
and cuts in the tires. Each pair of front and rear tires costs on average from R$6,000.00 to
R$8,000.00 for the model is imported.
No monitoring of third party services during the execution of the forklift maintenance -
neither maintenance nor traders followed the forklift technical expert during his work, they
only signed the work order to release the machine, not inspecting if the service was done or
not and whether it was done with quality.
6. Implementation of Total Productive Maintenance - Training of Operators
One way to achieve success in the implementation of the autonomous maintenance step is to
enable operators to detect, even at an early stage, the equipment deficiencies. This can be
detected by human senses or with the use of more sensitive inspection instruments. The rapid
detection and reporting of equipment deficiencies are key points of the autonomous
maintenance (XENOS, 1998, p.201).
Enabling operators to maintain their own machines increases their confidence and
appreciation of their ability to contribute to optimization of the production system. Operators
are motivated to present and welcome suggestions from the working group, as they perceive,
among other benefits, an improving of their environment and working conditions
(GHINATO, 1996, p.77).
A training plan was set up, in which all content was taught. The training was conducted inside
the companies in appropriate training rooms, the same given to forklift machine operators,
having as instructors the Maintenance Planner, a Mechanical Technician and a Specialist
Technician in forklift machinery training of the hired company, which was already providing
services to the company under study.
Within the training, the following topics were covered:
Safety Standards for the forklift operator, regarding the use of the machine;
Safety applied to machinery;
Basic Mechanics applied to Forklift Machines;
Current machine faults, as well as their causes;
Maintenance of Forklifts, on the job presentation and training of how to perform the check
list of the machine;
Preventive Maintenance Plan to be performed by internal maintenance personnel.
7. Preventive Maintenance Plan
With the high number of corrective pointed out in the existing history (Outsourced Service
Report) of forklifts, it was necessary to implement preventive maintenance in a well
elaborated weekly preventive plan, which contains inspection and lubrication concurrently.
Kardec & Nascif (2009), Mobley (2007) and Xenos (1998, p.24) confirm that preventive
maintenance is the work done to reduce or avoid failure or drop in performance, following a
previously elaborated plan, based on defined time intervals, thus becoming the impeller body
of maintenance activities.
According to Viana (2002, p.97), "A preventive maintenance plan consists of a set of
activities (tasks), regularly performed in order to keep the equipment operating at its best."
XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
7
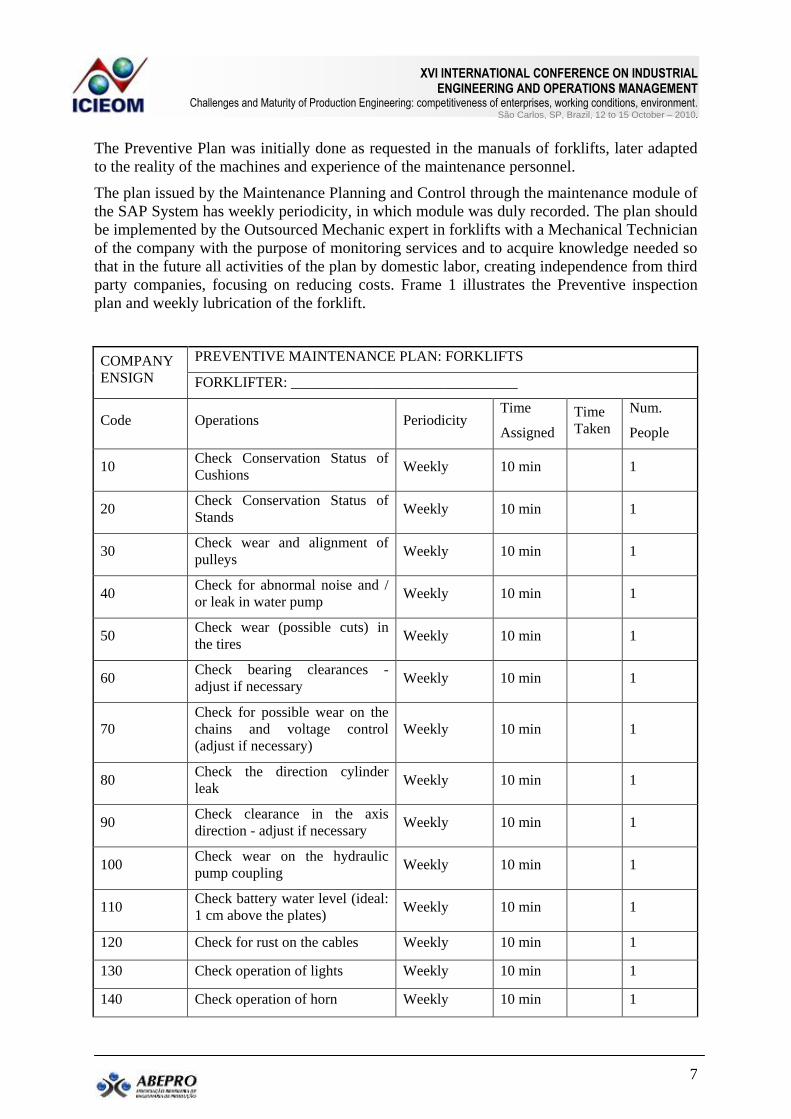
The Preventive Plan was initially done as requested in the manuals of forklifts, later adapted
to the reality of the machines and experience of the maintenance personnel.
The plan issued by the Maintenance Planning and Control through the maintenance module of
the SAP System has weekly periodicity, in which module was duly recorded. The plan should
be implemented by the Outsourced Mechanic expert in forklifts with a Mechanical Technician
of the company with the purpose of monitoring services and to acquire knowledge needed so
that in the future all activities of the plan by domestic labor, creating independence from third
party companies, focusing on reducing costs. Frame 1 illustrates the Preventive inspection
plan and weekly lubrication of the forklift.
COMPANY
ENSIGN
PREVENTIVE MAINTENANCE PLAN: FORKLIFTS
FORKLIFTER: _______________________________
Code Operations Periodicity Time
Assigned
Time
Taken
Num.
People
10 Check Conservation Status of
Cushions Weekly 10 min
1
20 Check Conservation Status of
Stands Weekly 10 min
1
30 Check wear and alignment of
pulleys Weekly 10 min
1
40 Check for abnormal noise and /
or leak in water pump Weekly 10 min
1
50 Check wear (possible cuts) in
the tires Weekly 10 min
1
60 Check bearing clearances -
adjust if necessary Weekly 10 min
1
70
Check for possible wear on the
chains and voltage control
(adjust if necessary)
Weekly 10 min
1
80 Check the direction cylinder
leak Weekly 10 min
1
90 Check clearance in the axis
direction - adjust if necessary Weekly 10 min
1
100 Check wear on the hydraulic
pump coupling Weekly 10 min
1
110 Check battery water level (ideal:
1 cm above the plates) Weekly 10 min
1
120 Check for rust on the cables Weekly 10 min 1
130 Check operation of lights Weekly 10 min 1
140 Check operation of horn Weekly 10 min 1

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
8
150 Check operation of fuse boxes Weekly 10 min 1
160 Check engine operation and leak
in it Weekly 10 min
1
170 Check ignition system operation Weekly 05 min 1
180 Check Status of Conservation of
Grid Protection Weekly 05 min
1
190
Check the radiator water level
(ideal: between maximum and
minimum)
Weekly 05 min
1
200 Check operation of the propeller
(Cooling System) Weekly 05 min
1
COMPANY
ENSIGN
PREVENTIVE MAINTENANCE PLAN: FORKLIFTS
FORKLIFTER: _______________________________
Code Operations Periodicity Time
Assigned
Time
Taken
Num.
People
210
Check Differential Oil Level -
gearbox (ideal: between maximum
and minimum)
Weekly 05 min
1
220 Check approach pedal clearance -
adjust if necessary Weekly 05 min
1
230 Check brake fluid level (ideal:
between maximum and minimum) Weekly 05 min
1
240 Check operation of Brake System Weekly 05 min 1
250
Check Hydraulic and Motor Oil
Level (ideal: between maximum and
minimum)
Weekly 05 min
1
260 Check transmission oil level (ideal:
between maximum and minimum) Weekly 05 min
1
270
Check Status of Conservation and
Operation of Forklift Tower and
forks
Weekly 05 min
1
280 Check for leaks in Gas Power
System Weekly 05 min
1
290
Check Electrical System Operation
(Highlights, Flashlights, Electrical
Whips.)
Weekly 05 min
1
300 Perform air filter cleaning Weekly 05 min 1
301 Perform general in machine (wash) Biweekly 60 min 1
302
Perform Machine Lubrication
(elevation cables / axis / elevation
tower rails)
Weekly 120 min
1
XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
9
Responsible company xxx: _______________________________
Responsible technician: ___________________________________
Client signature: _______________________________________________
Frame 1 – Forklift Weekly Prevention Plan of Inspection and Lubrication
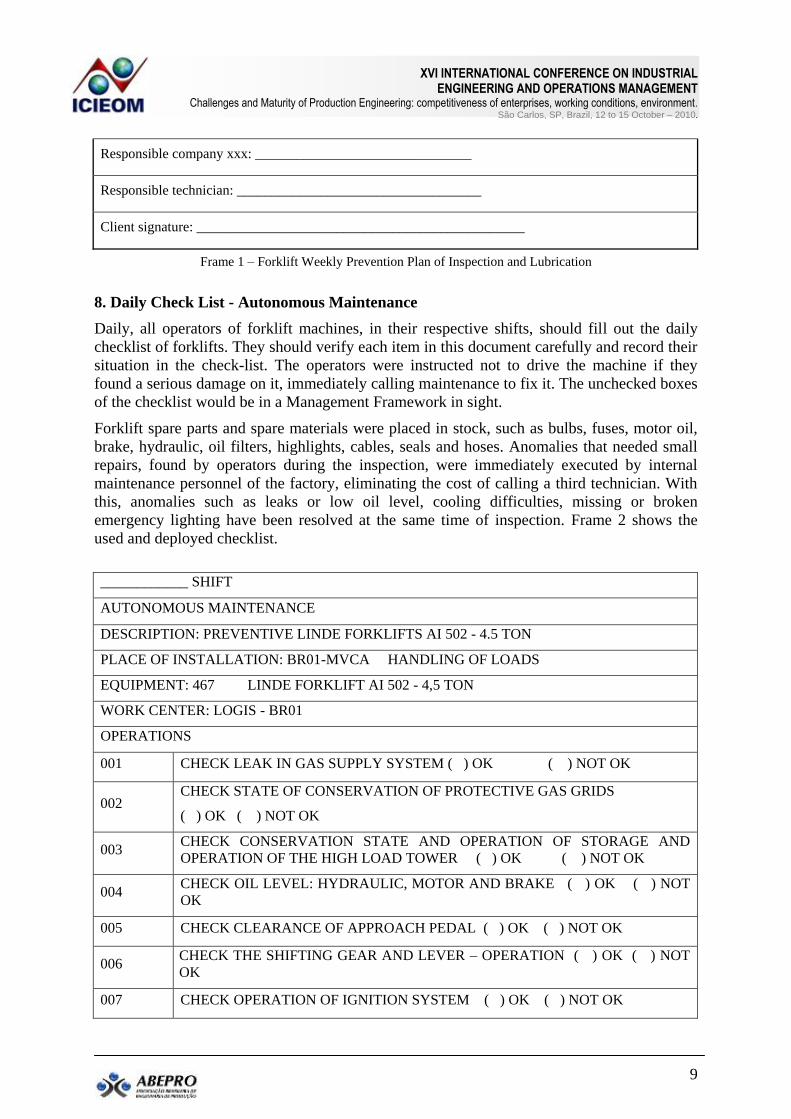
8. Daily Check List - Autonomous Maintenance
Daily, all operators of forklift machines, in their respective shifts, should fill out the daily
checklist of forklifts. They should verify each item in this document carefully and record their
situation in the check-list. The operators were instructed not to drive the machine if they
found a serious damage on it, immediately calling maintenance to fix it. The unchecked boxes
of the checklist would be in a Management Framework in sight.
Forklift spare parts and spare materials were placed in stock, such as bulbs, fuses, motor oil,
brake, hydraulic, oil filters, highlights, cables, seals and hoses. Anomalies that needed small
repairs, found by operators during the inspection, were immediately executed by internal
maintenance personnel of the factory, eliminating the cost of calling a third technician. With
this, anomalies such as leaks or low oil level, cooling difficulties, missing or broken
emergency lighting have been resolved at the same time of inspection. Frame 2 shows the
used and deployed checklist.
____________ SHIFT
AUTONOMOUS MAINTENANCE
DESCRIPTION: PREVENTIVE LINDE FORKLIFTS AI 502 - 4.5 TON
PLACE OF INSTALLATION: BR01-MVCA HANDLING OF LOADS
EQUIPMENT: 467 LINDE FORKLIFT AI 502 - 4,5 TON
WORK CENTER: LOGIS - BR01
OPERATIONS
001 CHECK LEAK IN GAS SUPPLY SYSTEM ( ) OK ( ) NOT OK
002 CHECK STATE OF CONSERVATION OF PROTECTIVE GAS GRIDS
( ) OK ( ) NOT OK
003 CHECK CONSERVATION STATE AND OPERATION OF STORAGE AND
OPERATION OF THE HIGH LOAD TOWER ( ) OK ( ) NOT OK
004 CHECK OIL LEVEL: HYDRAULIC, MOTOR AND BRAKE ( ) OK ( ) NOT
OK
005 CHECK CLEARANCE OF APPROACH PEDAL ( ) OK ( ) NOT OK
006 CHECK THE SHIFTING GEAR AND LEVER – OPERATION ( ) OK ( ) NOT
OK
007 CHECK OPERATION OF IGNITION SYSTEM ( ) OK ( ) NOT OK
XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
10
008 CHECK OPERATION OF MOTOR (UNUSUAL NOISE, VIBRATION, START UP)
( ) OK ( ) NOT OK
009 CHECK OPERATION OF BRAKE SYSTEM (BRAKING) ( ) OK ( ) NOT OK
010 CHECK OPERATION AND STATE OF CONSERVATION OF REFRIGERATION
PROPELLER ( ) OK ( ) NOT OK
011
CHECK OPERATION AND STATE OF CONSERVATION OF ELECTRICAL
SYSTEM(BATTERY, SAFETY LIGHTS, HEADLIGHTS, HIGHLIGHTS) ( ) OK
( ) NOT OK
HOURMETER: ____________________
NOTES (FOUND FAULTS):_______________________________________________________
_____________________________________________________________________________
OPERATOR: _________________________________
DATE: _______/______/______
Frame 2 – Check List Autonomous Maintenance
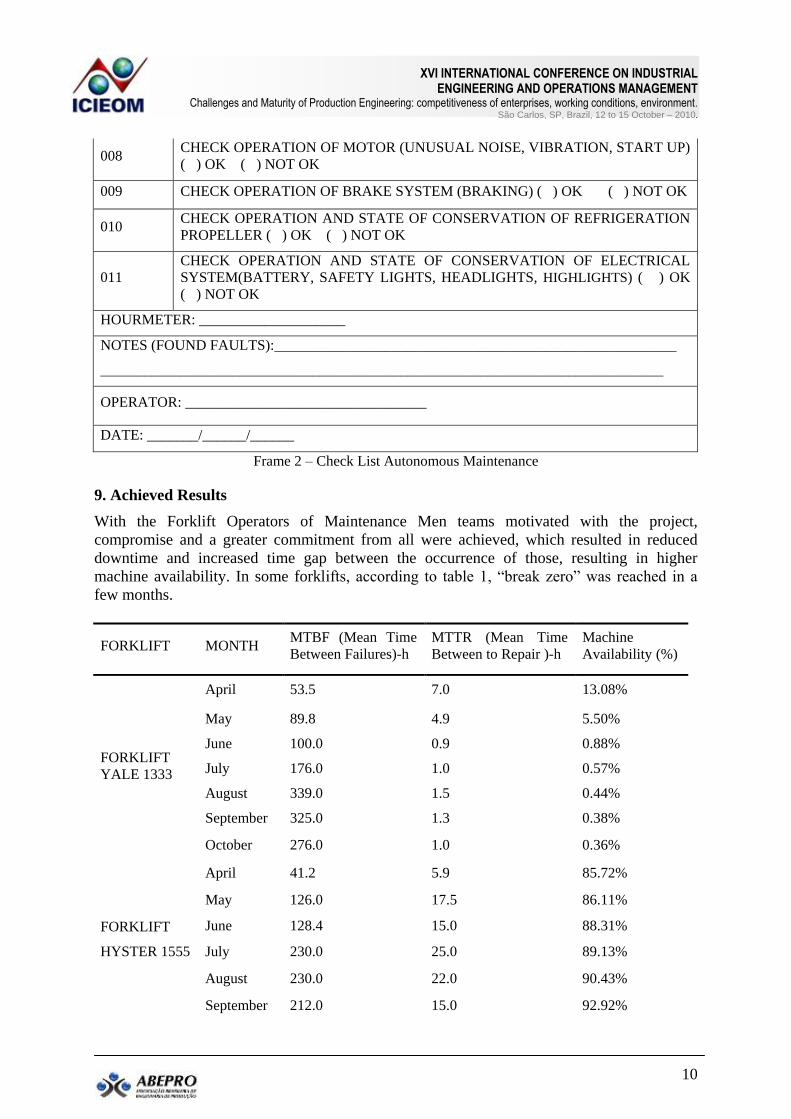
9. Achieved Results
With the Forklift Operators of Maintenance Men teams motivated with the project,
compromise and a greater commitment from all were achieved, which resulted in reduced
downtime and increased time gap between the occurrence of those, resulting in higher
machine availability. In some forklifts, according to table 1, “break zero” was reached in a
few months.
FORKLIFT MONTH MTBF (Mean Time
Between Failures)-h
MTTR (Mean Time
Between to Repair )-h
Machine
Availability (%)
FORKLIFT
YALE 1333
April 53.5 7.0 13.08%
May 89.8 4.9 5.50%
June 100.0 0.9 0.88%
July 176.0 1.0 0.57%
August 339.0 1.5 0.44%
September 325.0 1.3 0.38%
October 276.0 1.0 0.36%
FORKLIFT
HYSTER 1555
April 41.2 5.9 85.72%
May 126.0 17.5 86.11%
June 128.4 15.0 88.31%
July 230.0 25.0 89.13%
August 230.0 22.0 90.43%
September 212.0 15.0 92.92%

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
11
October 191.0 12.0 93.72%
FORKLIFT
MITSUBISHI
FG 70K
April 40.2 4.0 90.05%
May 42.5 3.5 91.76%
June 52.0 3.5 93.27%
July 147.5 7.5 94.92%
August 89.0 4.5 94.94%
September 219.0 10.0 95.43%
October 56.0 2.0 96.43%
FORKLIFT
CLARK
April 74.7 38.0 49.11%
May 85.0 36.7 56.86%
June 106.0 34.0 67.92%
July 272.8 62.5 77.09%
August 396.0 85.0 78.54%
September 289.0 60.0 79.24%
October 243.0 50.0 79.42%
FORKLIFT MONTH MTBF (Mean Time
Between Failures)-h
MTTR (Mean Time
Between to Repair )-h
Machine
Availability (%)
FORKLIFT
LINDE AI500
April 82.0 4.8 94.36%
May 18.0 3.5 97.03%
June 227.7 5.0 97.80%
July 283.0 5.0 98.23%
August 257.0 4.0 98.44%
September 223.0 2.0 99.10%
October * * 100.00%
FORKLIFT
LINDE AI501
April 176.0 7.0 96.02%
May 185.0 7.0 96.22%
June * * 100.00%
July * * 100.00%
August 225.0 3.0 98.67%
September 174.0 2.0 98.85%
October * * 100.00%
FORKLIFT
LINDE AI502
April 80.0 1.5 98.12%
May 131.0 1.5 98.85%
June 286.0 2.5 99.13%
XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
12
July * * 100.00%
August 279.0 2.0 99.28%
September 258.0 1.5 99.42*
October * * 100.00%
* It didn't happen machine breakdown.
Table 1- MTBF, MTTR and Availability of the Forklift Machines.
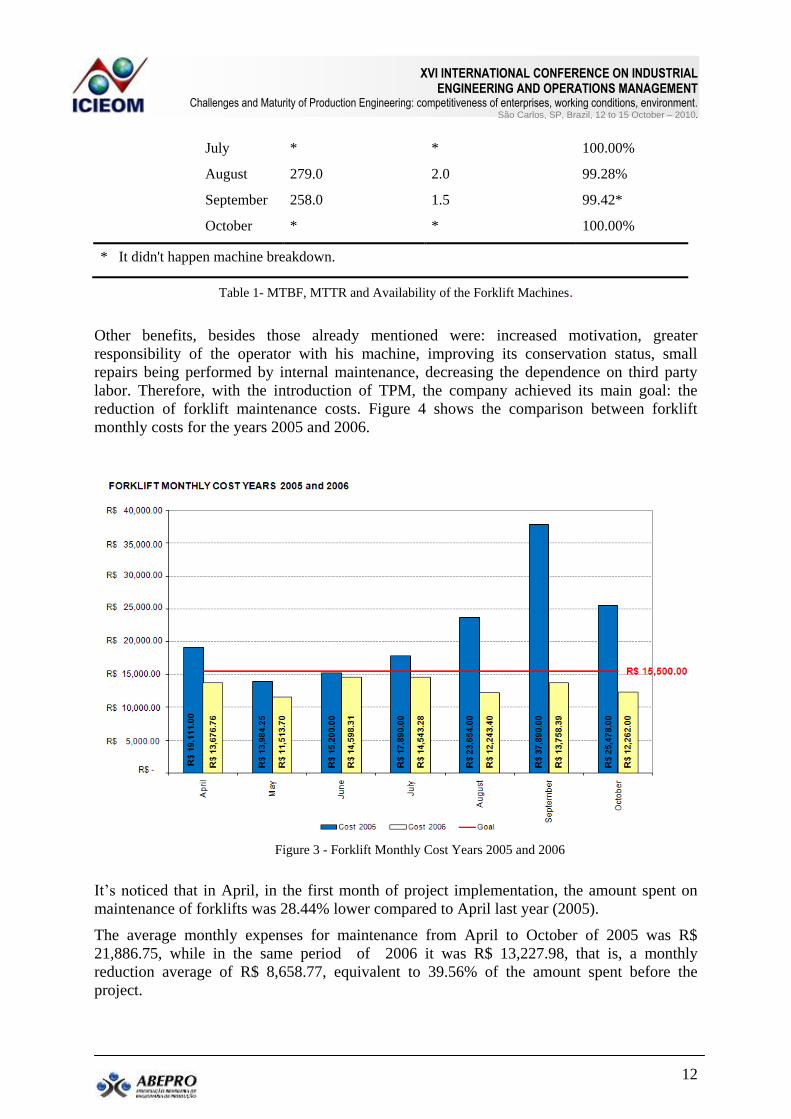
Other benefits, besides those already mentioned were: increased motivation, greater
responsibility of the operator with his machine, improving its conservation status, small
repairs being performed by internal maintenance, decreasing the dependence on third party
labor. Therefore, with the introduction of TPM, the company achieved its main goal: the
reduction of forklift maintenance costs. Figure 4 shows the comparison between forklift
monthly costs for the years 2005 and 2006.
Figure 3 - Forklift Monthly Cost Years 2005 and 2006
It’s noticed that in April, in the first month of project implementation, the amount spent on
maintenance of forklifts was 28.44% lower compared to April last year (2005).
The average monthly expenses for maintenance from April to October of 2005 was R$
21,886.75, while in the same period of 2006 it was R$ 13,227.98, that is, a monthly
reduction average of R$ 8,658.77, equivalent to 39.56% of the amount spent before the
project.

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
13
These data show that besides the reduction of forklift maintenance costs, the values achieved
with the maintenance have always been below the target value of R$ 15,500.00, providing a
higher profit to the final product of the company.
10. Conclusion
The cost history of forklifts and corrective maintenances made it possible to identify the
highest spending and causes, eliminating or reducing them with the implementation of Total
Productive Maintenance.
The implementation of Total Productive Maintenance resulted in a the change of behavior in
the studied company and made the environment more attractive to work, where every forklift
operator and maintenance man has a fundamental role in the body of the Company, this role,
when well performed, led to the obtained results in the organization.
The results were: an increase in the reduction of forklift machine availability, thereby
reducing downtime and corrective maintenance on them. As a consequence, the maintenance
cost decreased by 39.56% of the monthly cost from April to October 2005 (period analyzed
before the implementation of the Program).
However, the Total Productive Maintenance maximizes the company's earnings because it
reduces costs and increases productivity of machines and of their employees, because it
improves their state of preservation and maintenance, and increases the satisfaction with their
work environment.
References
AHUJA, I.P.S.; KUMAR, Pankaj. A Case Study of Total Productive Maintenance Implementation at Precision
Tube Mills. Journal of Quality in Maintenance Engineering, Vol. 15 No. 3, 2009, pp. 241-258, Emerald Group
Publishing.
BELINELLI, Marjorie; PILATTI, Luiz A; FRASSON, Antonio C. A Manutenção Produtiva Total (TPM)
como ferramenta para aumento de disponibilidade de máquina: estudo de caso em uma indústria do ramo
Siderúrgico. XVI SIMPEP-Simpósio de Engenharia de Produção, 2009, Bauru-SP, UNESP.
FILHO, Gil Branco. Dicionário de Termos de Manutenção, Confiabilidade e Qualidade. Rio de Janeiro:
Editora Ciência Moderna Ltda, 2004.
GIL, Antonio Carlos. Como elaborar projetos de Pesquisa. 4. ed. - São Paulo: Editora Atlas, 2002.
GHINATTO, PAULO. Sistema Toyota de Produção: Mais do que simplesmente Just-in-Time, EDUCS. Caxias
do Sul, 1996, 177p.
KARDEC, ALAN; NASCIF, JÚLIO. Manutenção: função estratégica. Rio de janeiro. 3 ed. Rio de Janeiro:
Editora Qualitymark Ltda., 2009.
MOBLEY, R. Keith. Maintenance Fundamentals, 2007, 2 nd Edition, Published by Elsevier-Butterworth
Heinemann. United States of America (USA).
NAKAJIMA, SEIICHI. Introdução ao TPM - Total Productive Maintenance. Tradução Mário Nishimura. São
Paulo: IMC Internacional Sistemas Educativos, 1989. 105 p.
SILVA, Edna L. MENEZES,Estera Muszkat. Metodologia da Pesquisa e Elaboração de Dissertação, UFSC-
Departamento Ciência da Informação, Edição 4 Revisada,2005. Florianopolis-SC.
VIANA, Herbert Ricardo Garcia. PCM – Planejamento e Controle de Manutenção. 1ed. Rio de Janeiro:
Qualitymark, 2002.
XENOS, HARILAUS GEORGIUS D’PHILLIPOS. Gerenciando a manutenção produtiva. Minas Gerais:
Editora de Desenvolvimento Gerencial, 1998.302 p.

XVI INTERNATIONAL CONFERENCE ON INDUSTRIAL ENGINEERING AND OPERATIONS MANAGEMENT
Challenges and Maturity of Production Engineering: competitiveness of enterprises, working conditions, environment. São Carlos, SP, Brazil, 12 to 15 October – 2010.
14