hergen treinamento refinação elcio d castro
TRANSCRIPT

Baixa Consistência
Conceitos Fundamentais de Refinação
Elcio Donizeti de Castro
[email protected] (11) 94324 8422
Refinação
Tratamento mecânico efetuando sobre a polpa com fibras completamente
separadas e que tem por finalidade promover mudanças na estrutura das
fibras que compõem a polpa
Hidratando a Fibra Promovemos a Alargamento e a Flexibilização (Fibrilação
Interna)
Aumentando a Área Superficial da Fibra (Fibrilação Externa)
Alta Freqüência de Impacto Com Baixa Intensidade para Minimizar a
Redução do Tamanho da Fibra (Pouco Corte)
3
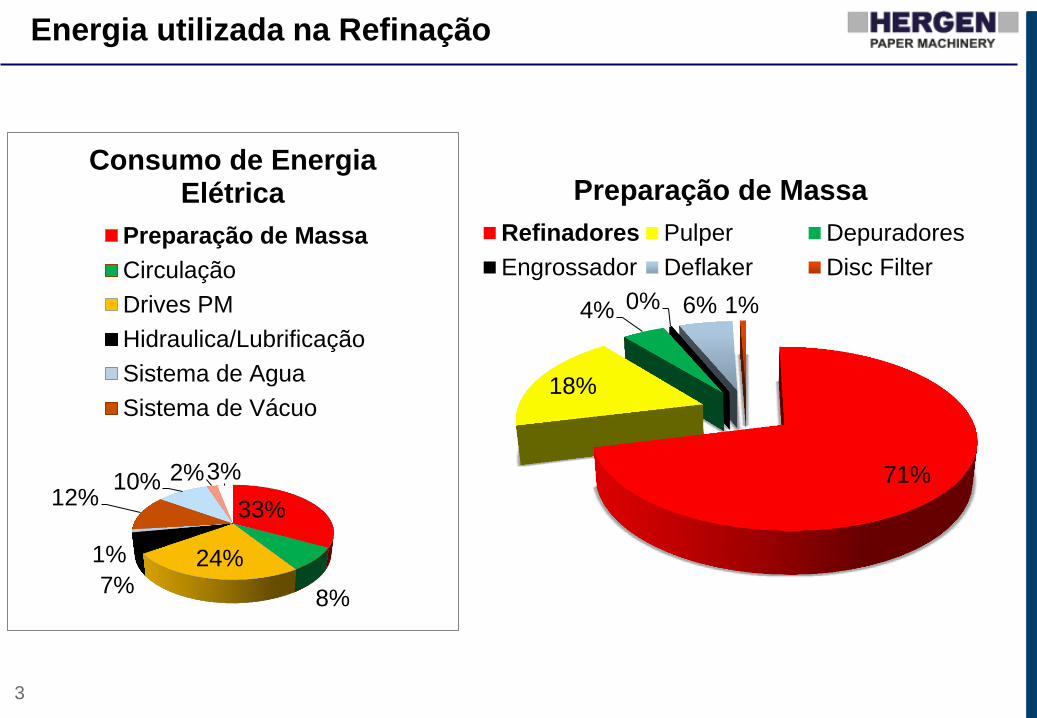
Energia utilizada na Refinação
33%
8%
24% 7%
1%
12% 10% 2% 3%
Consumo de Energia Elétrica
Preparação de Massa
Circulação
Drives PM
Hidraulica/Lubrificação
Sistema de Agua
Sistema de Vácuo
71%
18%
4% 0% 6% 1%
Preparação de Massa
Refinadores Pulper Depuradores
Engrossador Deflaker Disc Filter
Energia utilizada na Refinação
Baixa Consistência (3 ~ 6%) 3 a 25 kWh/t por D°SR
Alta Consistência (30 ~ 60%) 10 a 60 kWh/t por D°SR
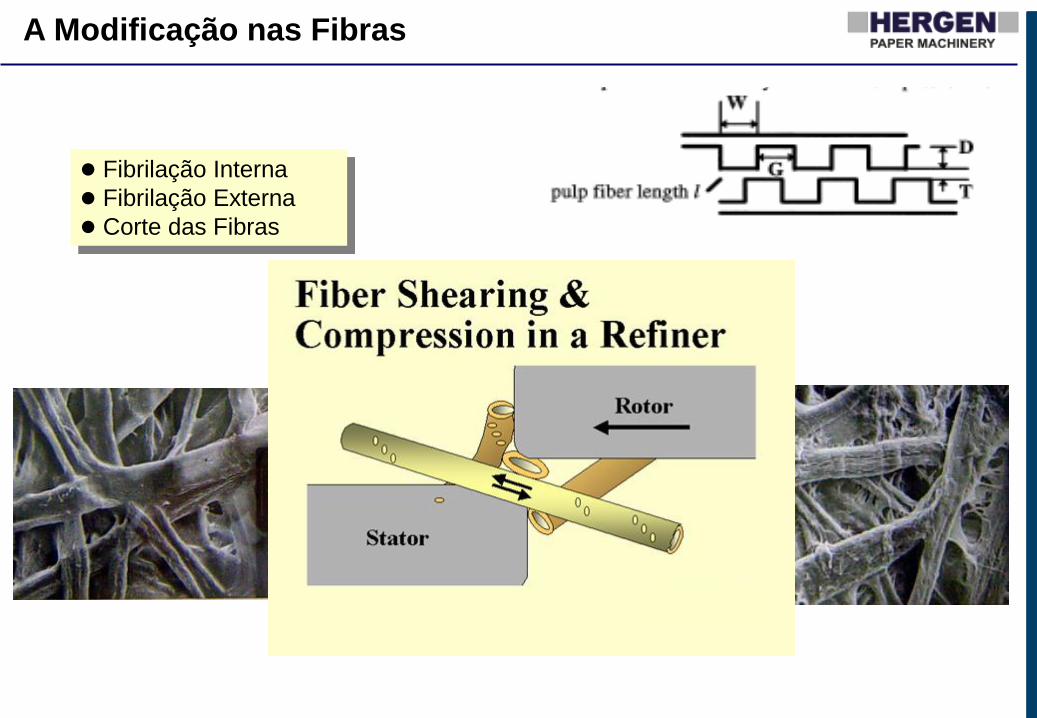
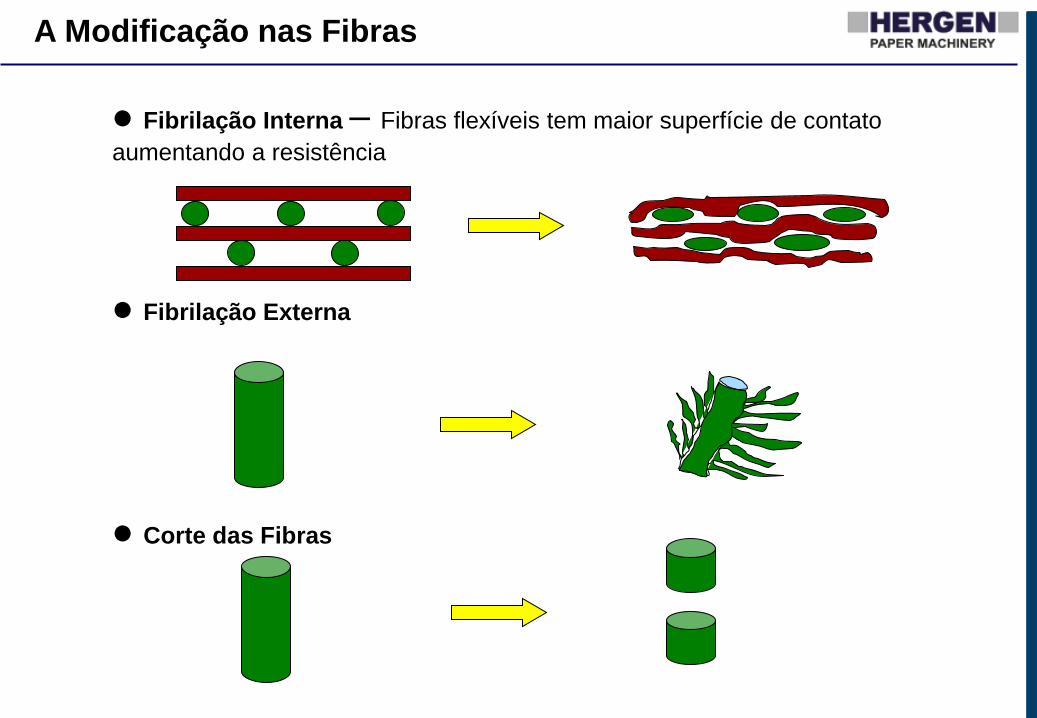
A Modificação nas Fibras
Fibrilação Interna
Fibrilação Externa
Corte das Fibras
A Modificação nas Fibras
Fibrilação Interna – Fibras flexíveis tem maior superfície de contato
aumentando a resistência
Fibrilação Externa
Corte das Fibras
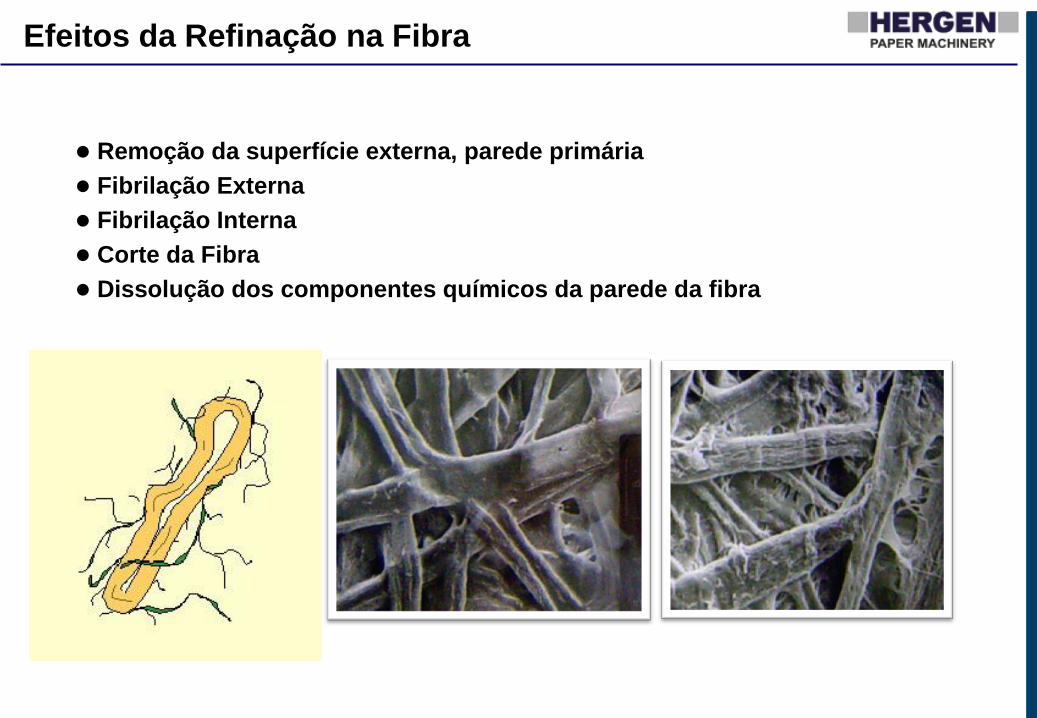
Efeitos da Refinação na Fibra
Remoção da superfície externa, parede primária
Fibrilação Externa
Fibrilação Interna
Corte da Fibra
Dissolução dos componentes químicos da parede da fibra
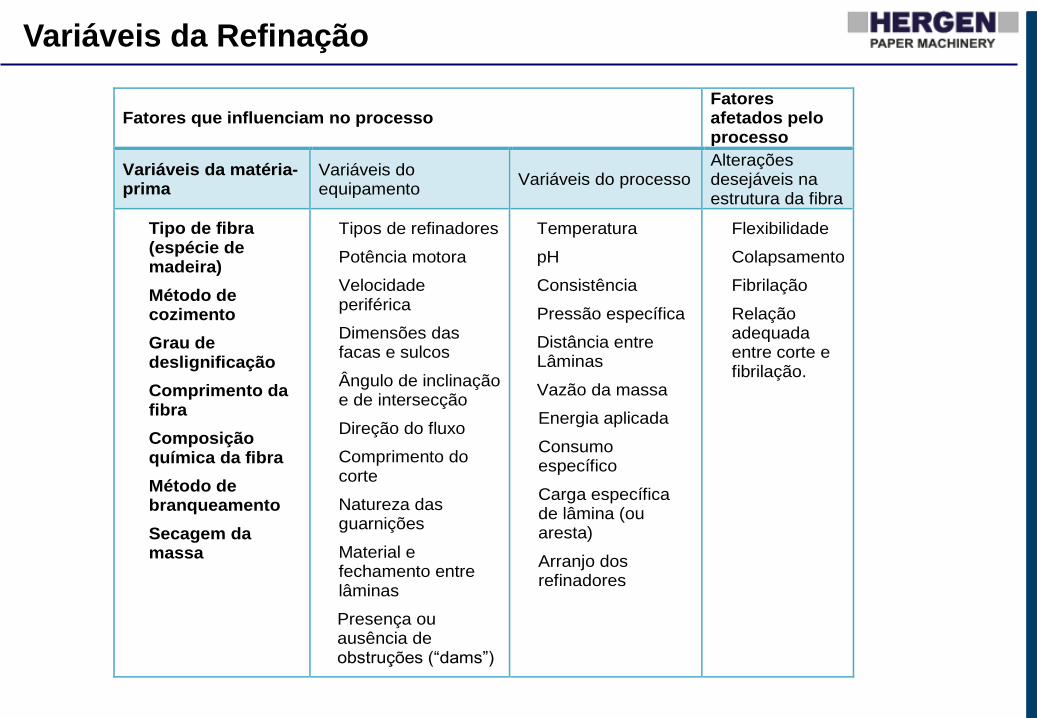
Fatores que influenciam no processo Fatores afetados pelo processo
Variáveis da matéria-prima
Variáveis do equipamento
Variáveis do processo Alterações desejáveis na estrutura da fibra
Tipo de fibra (espécie de madeira)
Método de cozimento
Grau de deslignificação
Comprimento da fibra
Composição química da fibra
Método de branqueamento
Secagem da massa
Tipos de refinadores
Potência motora
Velocidade periférica
Dimensões das facas e sulcos
Ângulo de inclinação e de intersecção
Direção do fluxo
Comprimento do corte
Natureza das guarnições
Material e fechamento entre lâminas
Presença ou ausência de obstruções (“dams”)
Temperatura
pH
Consistência
Pressão específica
Distância entre Lâminas
Vazão da massa
Energia aplicada
Consumo específico
Carga específica de lâmina (ou aresta)
Arranjo dos refinadores
Flexibilidade
Colapsamento
Fibrilação
Relação adequada entre corte e fibrilação.
Variáveis da Refinação
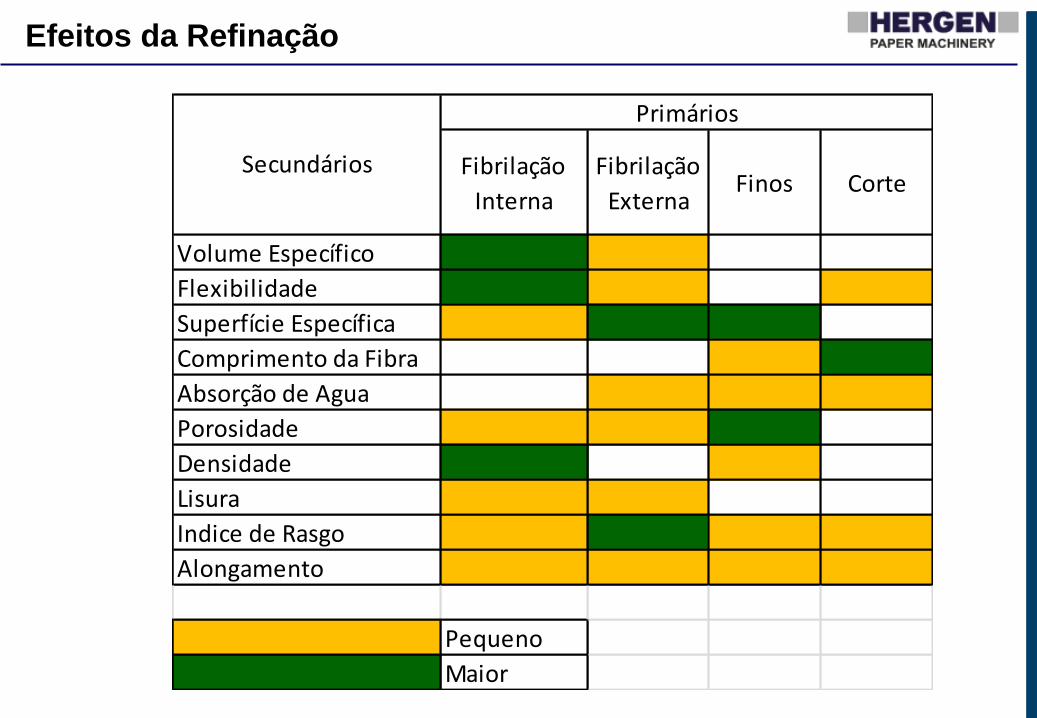
Efeitos da Refinação
Fibrilação
Interna
Fibrilação
ExternaFinos Corte
Volume Específico
Flexibilidade
Superfície Específica
Comprimento da Fibra
Absorção de Agua
Porosidade
Densidade
Lisura
Indice de Rasgo
Alongamento
Pequeno
Maior
Primários
Secundários
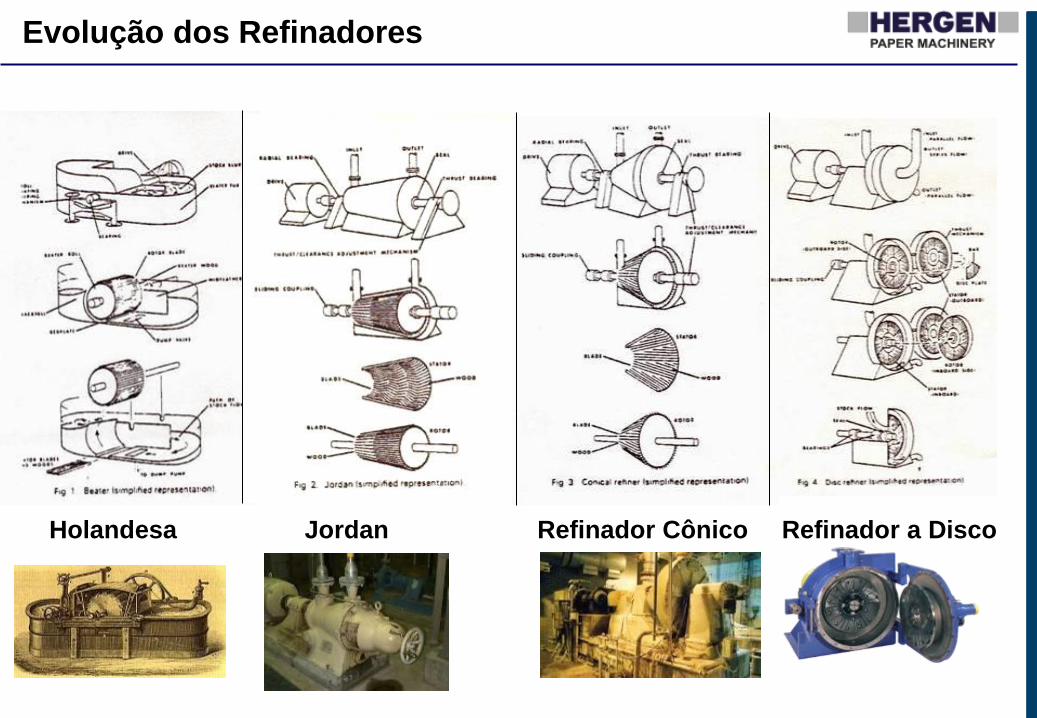
Evolução dos Refinadores
Holandesa Jordan Refinador Cônico Refinador a Disco

Refinadores – Alta Consistência
Refinadores de Alta Consistência
30 – 50% Alta Rotação – Motores de 5 a 20 MW
Alta Consistência Baixa Consistência
Consistência 30 – 50% 3 – 6%
Energia Específica 200-400 kWh/ton 50-250 kWh/ton
Rotação do Motor (média)
1800 rpm 720 rpm
Transporte de Massa Rosca Bomba Centrífugas
Pressurização atmosférico Sim
Intensidade de Refinação
Baixíssima Média

Refinadores – Baixa Consistência
Refinadores de Baixa Consistência
3 – 6% Baixa Rotação – Motores de 0,1 a 2 MW
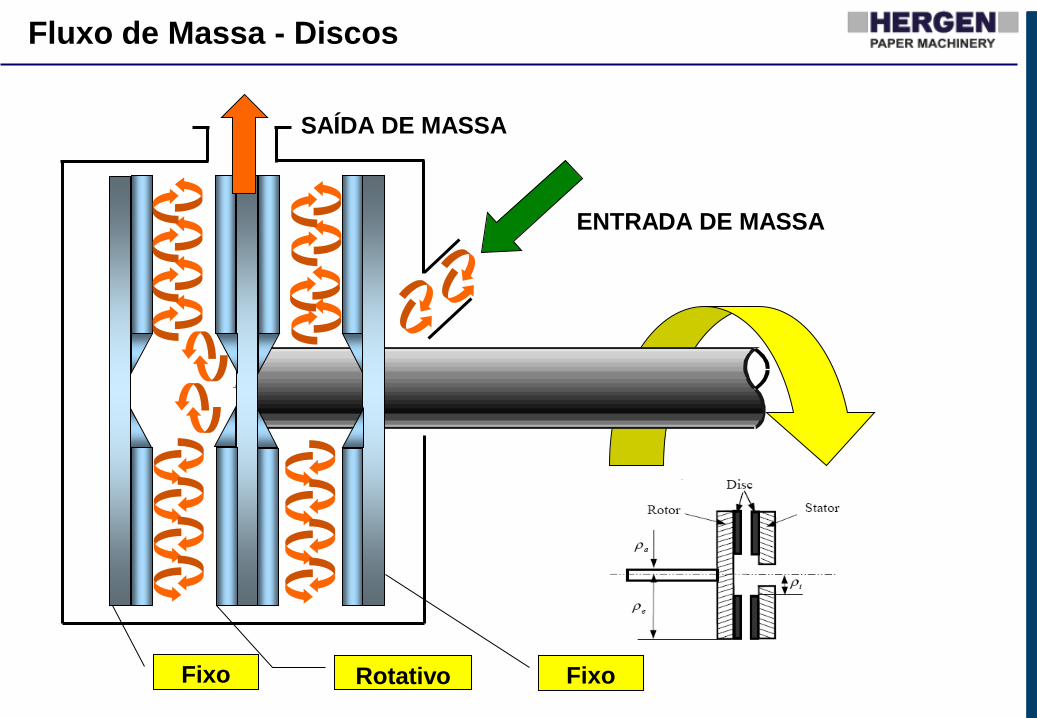
Fluxo de Massa - Discos
ENTRADA DE MASSA
SAÍDA DE MASSA
Rotativo Fixo Fixo
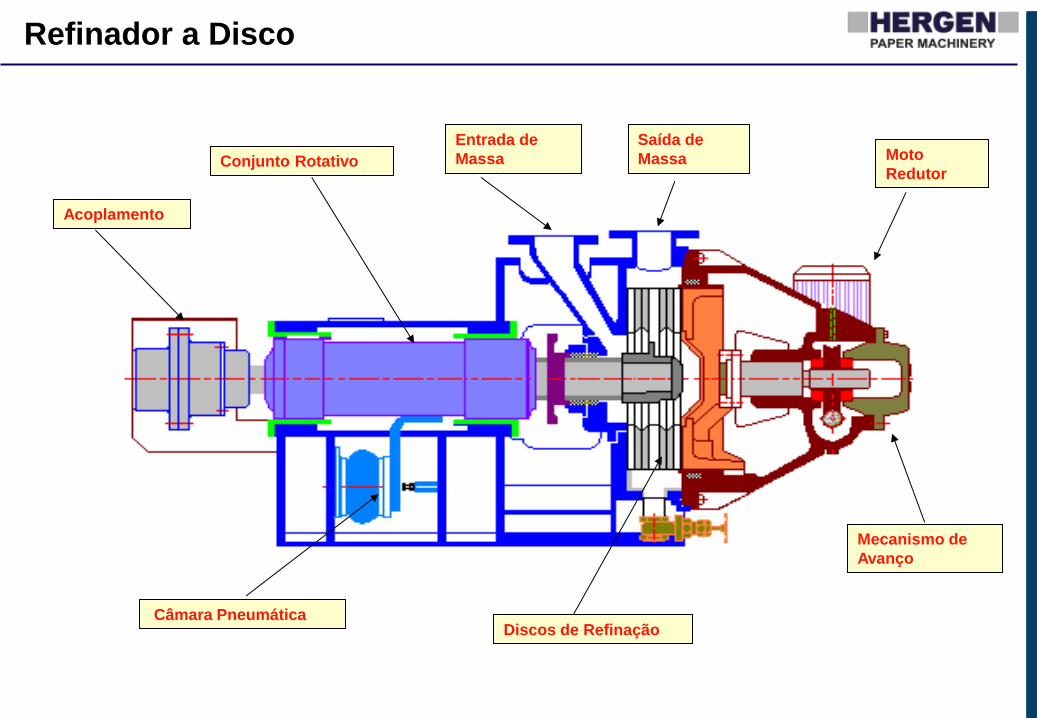
Acoplamento
Discos de Refinação
Conjunto Rotativo
Câmara Pneumática
Mecanismo de
Avanço
Entrada de
Massa
Saída de
Massa Moto
Redutor
Refinador a Disco
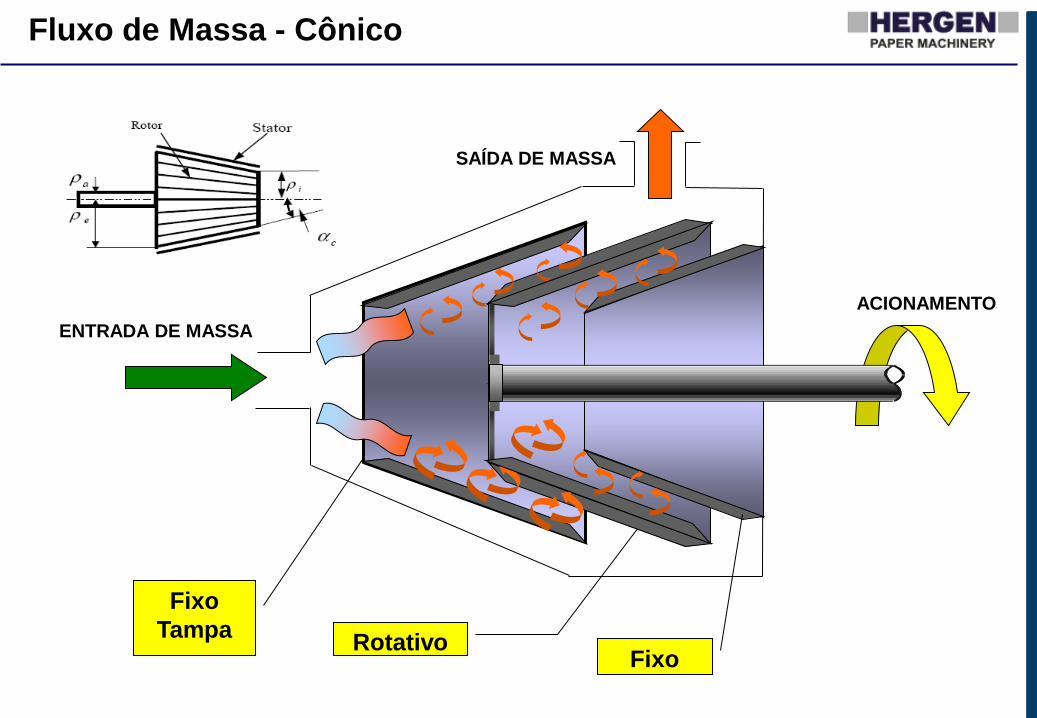
Fluxo de Massa - Cônico
ENTRADA DE MASSA
Fixo
Tampa Rotativo
ACIONAMENTO
SAÍDA DE MASSA
Fixo
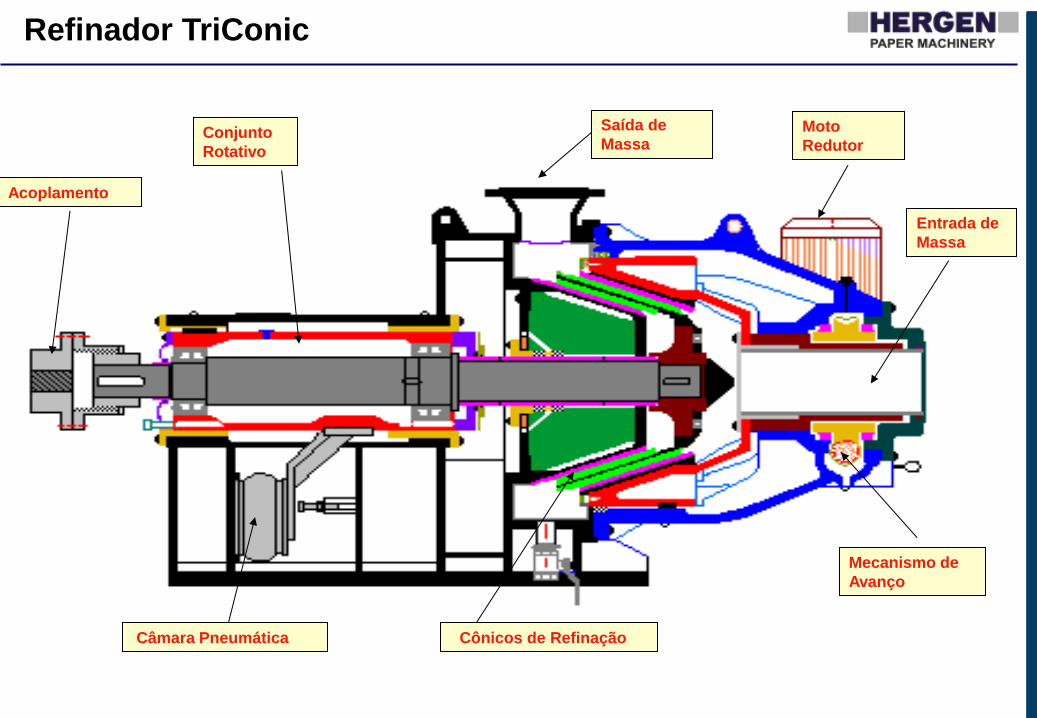
Acoplamento
Cônicos de Refinação
Conjunto
Rotativo
Câmara Pneumática
Mecanismo de
Avanço
Entrada de
Massa
Saída de
Massa Moto
Redutor
Refinador TriConic
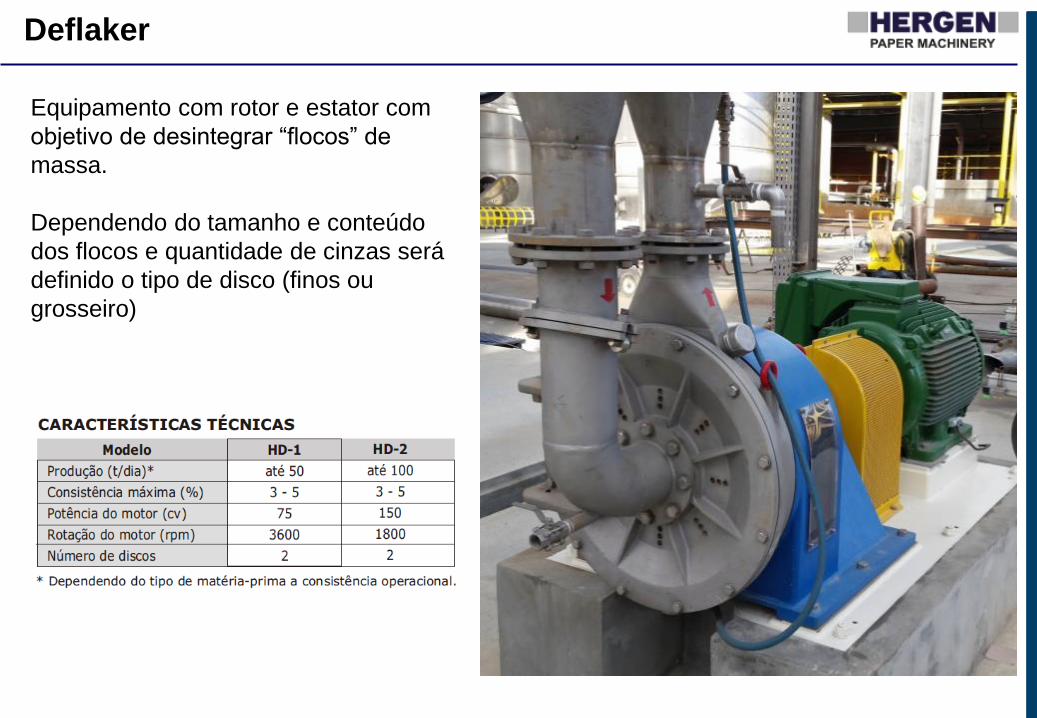
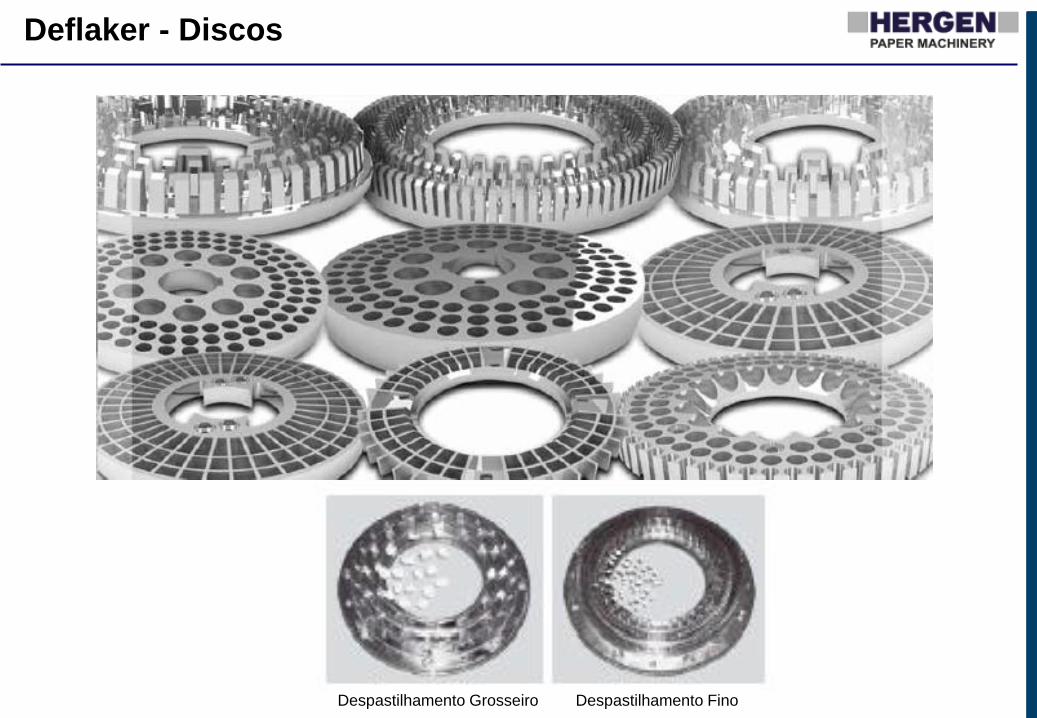
Deflaker
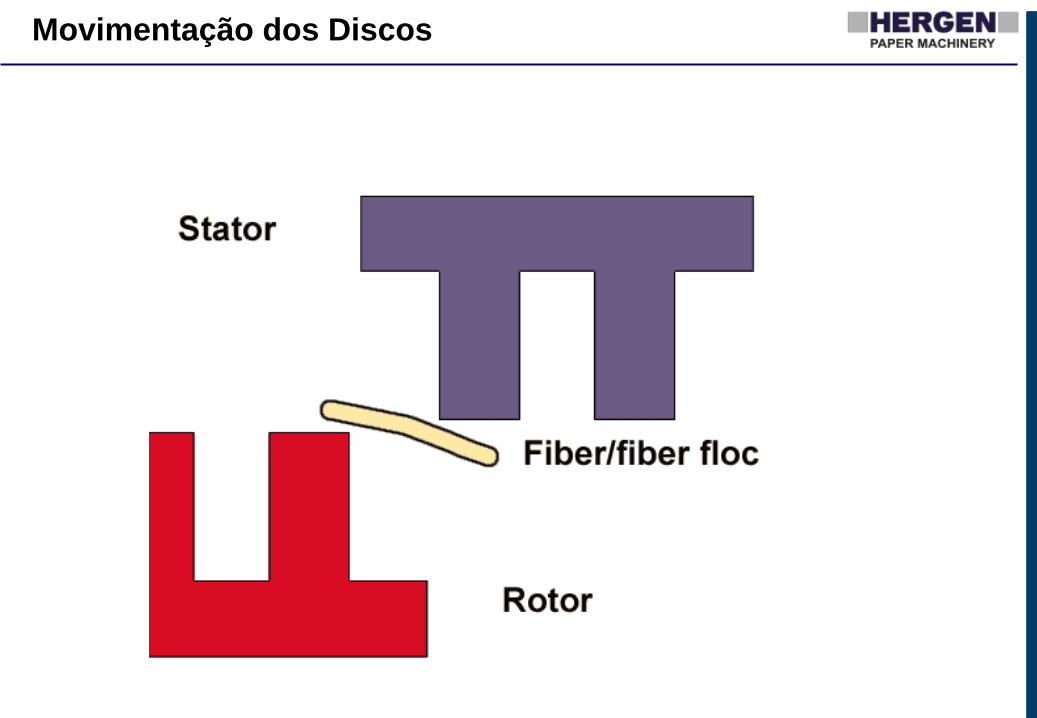
Equipamento com rotor e estator com
objetivo de desintegrar “flocos” de
massa.
Dependendo do tamanho e conteúdo
dos flocos e quantidade de cinzas será
definido o tipo de disco (finos ou
grosseiro)
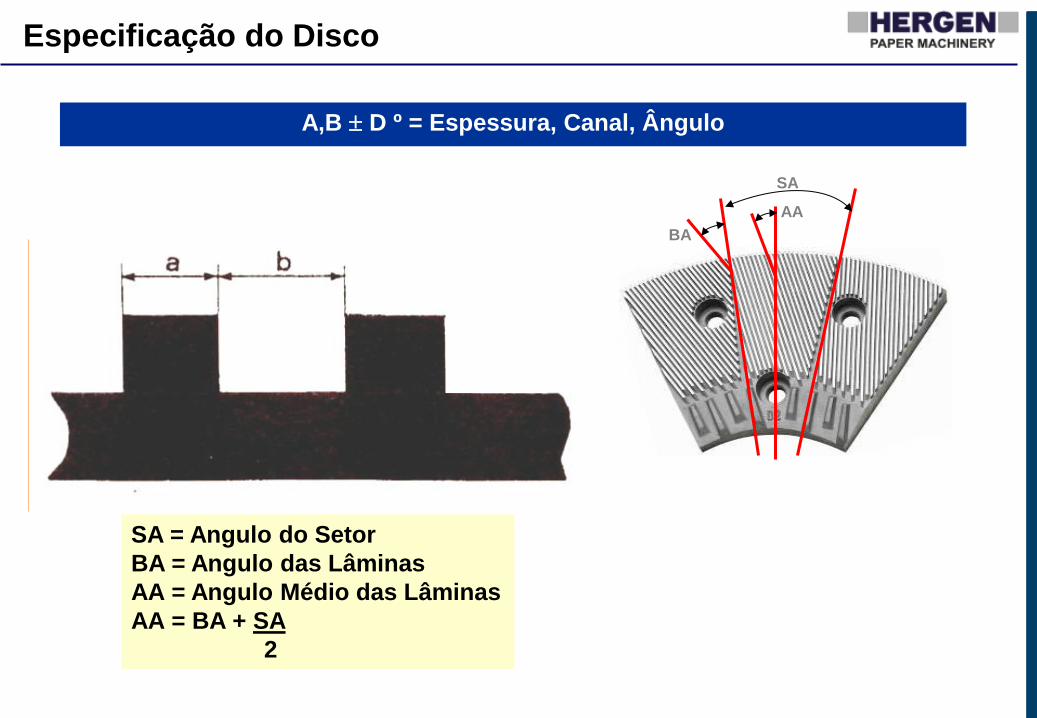
Especificação do Disco
A,B D º = Espessura, Canal, Ângulo
AA
SA
BA
SA = Angulo do Setor
BA = Angulo das Lâminas
AA = Angulo Médio das Lâminas
AA = BA + SA
2
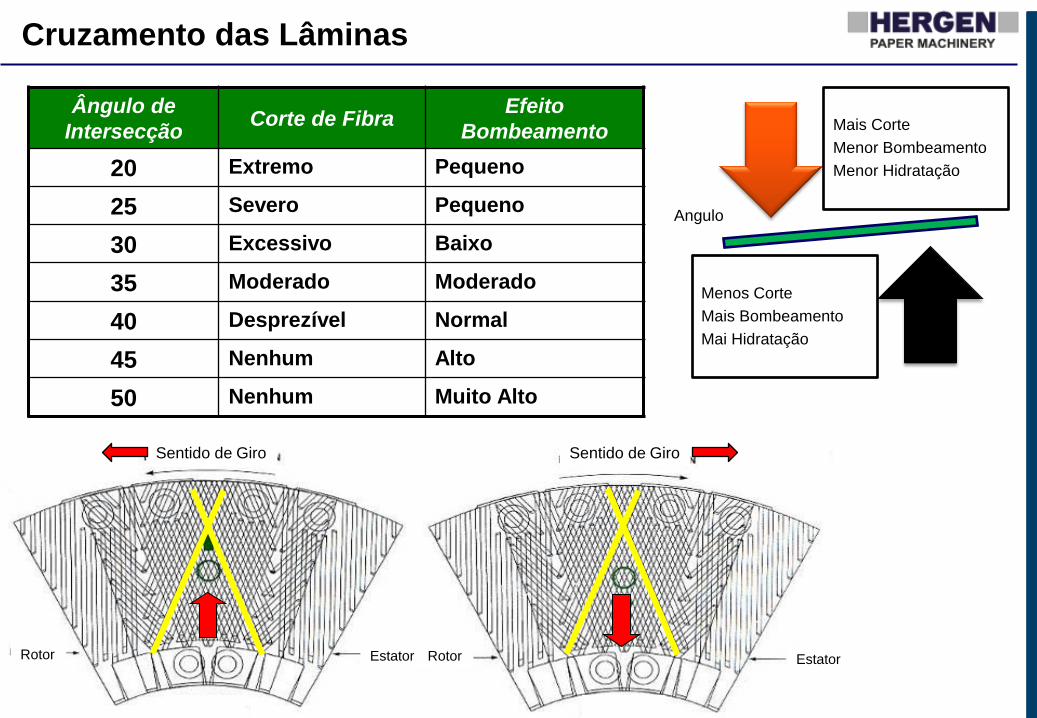
Ângulo de
Intersecção Corte de Fibra
Efeito
Bombeamento
20 Extremo Pequeno
25 Severo Pequeno
30 Excessivo Baixo
35 Moderado Moderado
40 Desprezível Normal
45 Nenhum Alto
50 Nenhum Muito Alto
Cruzamento das Lâminas
Sentido de Giro Sentido de Giro
Rotor Rotor Estator Estator
Mais Corte
Menor Bombeamento
Menor Hidratação
Menos Corte
Mais Bombeamento
Mai Hidratação
Angulo
Cruzamento das Lâminas
Angulo Pequeno Maior Ruído
Angulo Grande Maior Consumo e Menor Capacidade Hidráulica
Fibra Longa Recomenda-se Angulo Maior

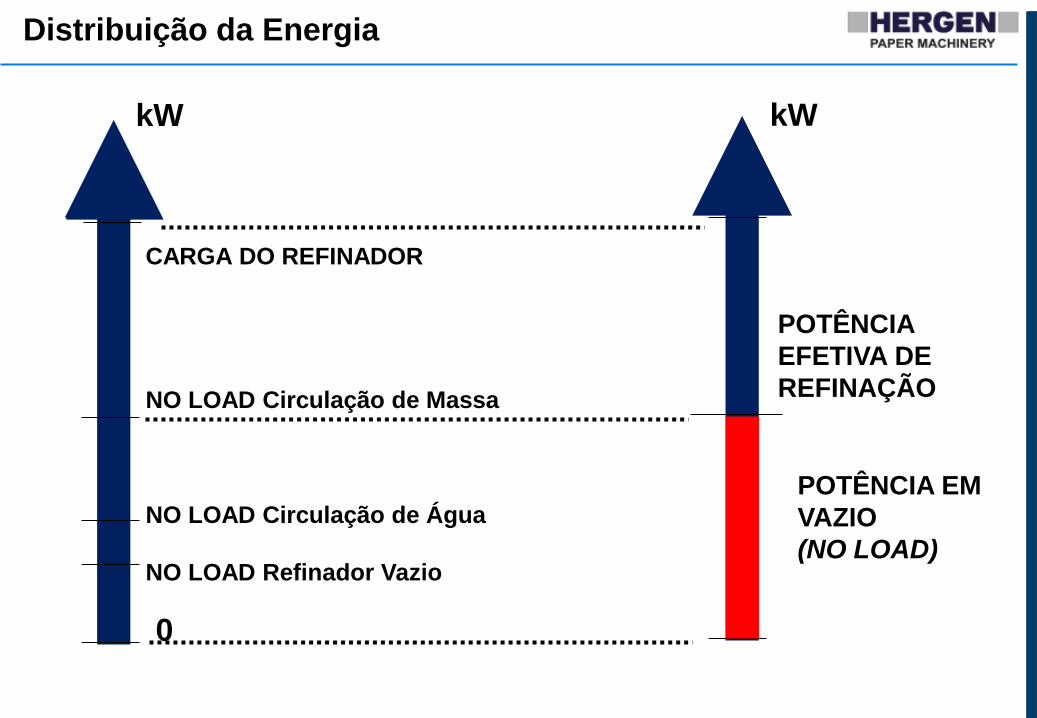
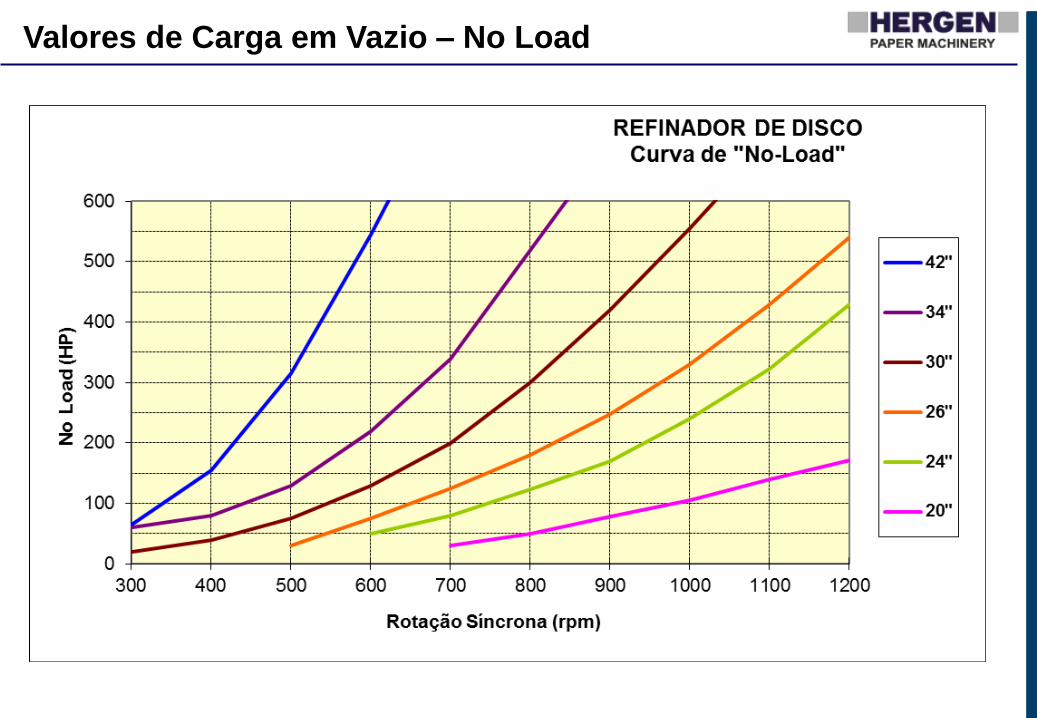
Distribuição da Energia
CARGA DO REFINADOR
NO LOAD Circulação de Massa
NO LOAD Circulação de Água
NO LOAD Refinador Vazio
0
kW kW
POTÊNCIA
EFETIVA DE
REFINAÇÃO
POTÊNCIA EM
VAZIO
(NO LOAD)
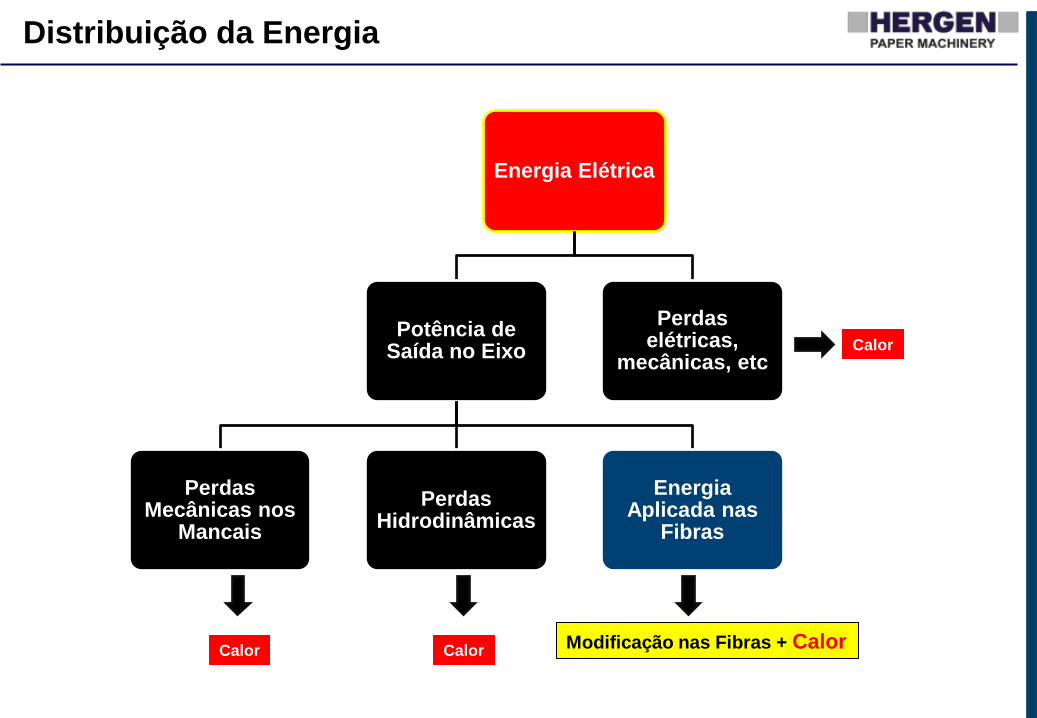
Distribuição da Energia
Energia Elétrica
Potência de Saída no Eixo
Perdas Mecânicas nos
Mancais
Perdas Hidrodinâmicas
Energia Aplicada nas
Fibras
Perdas elétricas,
mecânicas, etc
Modificação nas Fibras + Calor
Calor
Calor Calor
Distribuição da Energia
Perdas Hidráulicas – Energia necessária para girar o disco rotativo do refinador
com massa e perto do disco estacionário.
Perdas de Bombeamento – Energia consumida pelo refinador no
bombeamento de massa da entrada até a saída do refinador.
Perdas Mecânicas – Devido ao atrito dos rolamentos e eixo.
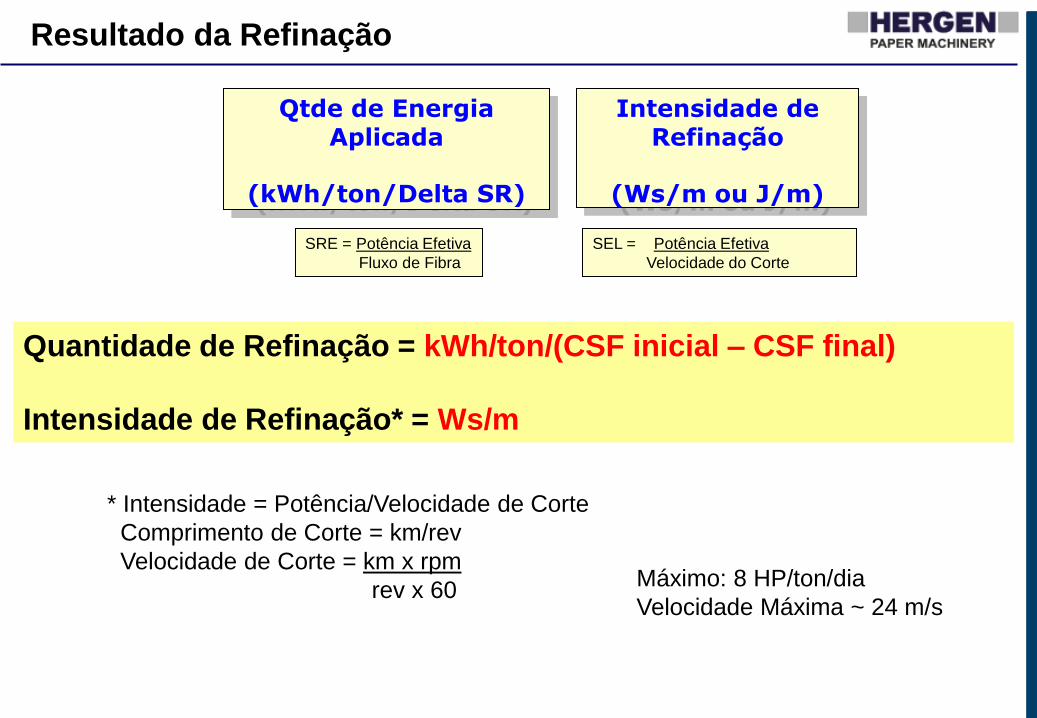
Qtde de Energia Aplicada
(kWh/ton/Delta SR)
Intensidade de Refinação
(Ws/m ou J/m)
Resultado da Refinação
SRE = Potência Efetiva
Fluxo de Fibra
SEL = Potência Efetiva
Velocidade do Corte
Quantidade de Refinação = kWh/ton/(CSF inicial – CSF final)
Intensidade de Refinação* = Ws/m
* Intensidade = Potência/Velocidade de Corte
Comprimento de Corte = km/rev
Velocidade de Corte = km x rpm
rev x 60 Máximo: 8 HP/ton/dia
Velocidade Máxima ~ 24 m/s
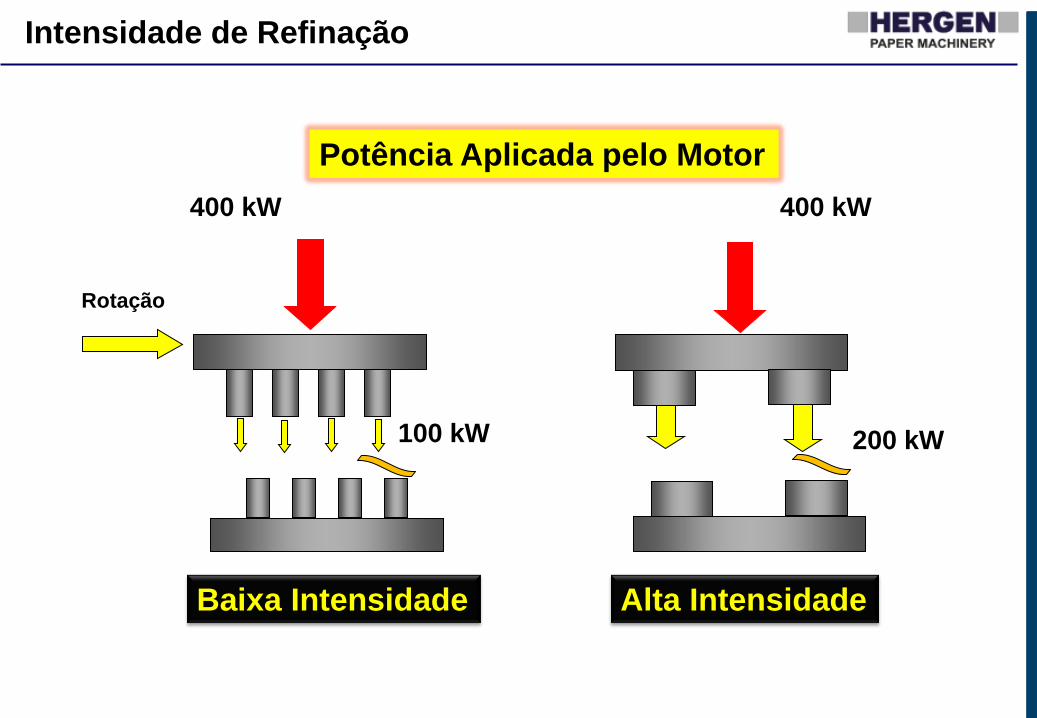
Rotação
Potência Aplicada pelo Motor
Baixa Intensidade Alta Intensidade
Intensidade de Refinação
400 kW
100 kW
400 kW
200 kW
Intensidade de Refinação
Com Baixa Intensidade de Refinação temos:
• Maior Fibrilação
• Menor Corte das Fibras
• Melhoria nas Propriedades do Papel
Com Alta Intensidade de Refinação temos:
• Média Fibrilação
• Maior Corte das Fibras
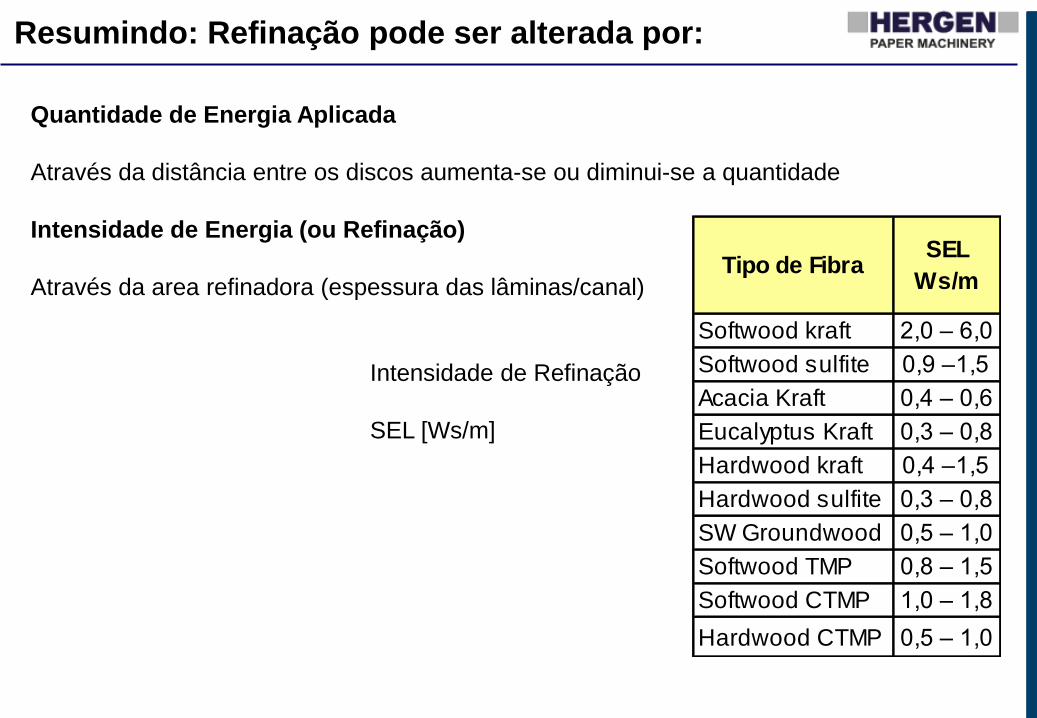
Resumindo: Refinação pode ser alterada por:
Quantidade de Energia Aplicada
Através da distância entre os discos aumenta-se ou diminui-se a quantidade
Intensidade de Energia (ou Refinação)
Através da area refinadora (espessura das lâminas/canal)
Intensidade de Refinação
SEL [Ws/m]
Softwood kraft 2,0 – 6,0
Softwood sulfite 0,9 –1,5
Acacia Kraft 0,4 – 0,6
Eucalyptus Kraft 0,3 – 0,8
Hardwood kraft 0,4 –1,5
Hardwood sulfite 0,3 – 0,8
SW Groundwood 0,5 – 1,0
Softwood TMP 0,8 – 1,5
Softwood CTMP 1,0 – 1,8
Hardwood CTMP 0,5 – 1,0
Tipo de FibraSEL
Ws/m
Consistência da Massa
Aumenta a probabilidade de Formação do Colchão de Massa
Vida Útil do Disco é Maximizada
Variações são Minimizadas
Recomendada a Consistência Mínima de 3,5 % e Máxima de 6%
Consistência [%] = Relação de Quantidade de Água com Massa
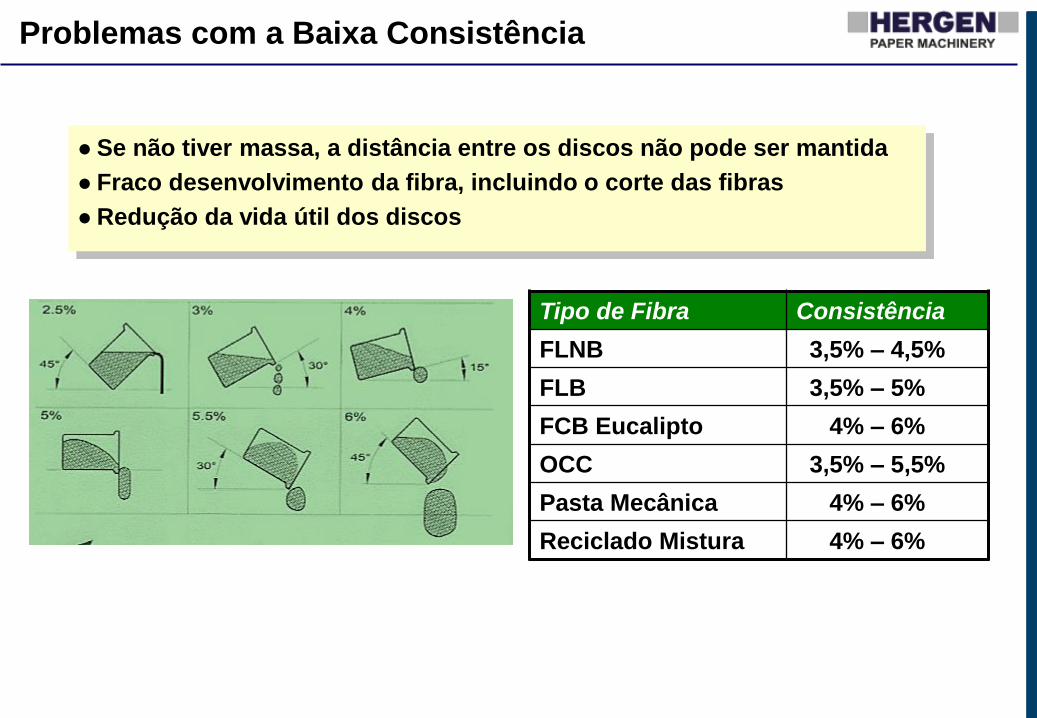
Problemas com a Baixa Consistência
Se não tiver massa, a distância entre os discos não pode ser mantida
Fraco desenvolvimento da fibra, incluindo o corte das fibras
Redução da vida útil dos discos
Tipo de Fibra Consistência
FLNB 3,5% – 4,5%
FLB 3,5% – 5%
FCB Eucalipto 4% – 6%
OCC 3,5% – 5,5%
Pasta Mecânica 4% – 6%
Reciclado Mistura 4% – 6%
Taxas de Fluxo do Refinador
Todo refinador tem uma Faixa de Fluxo Recomendada
Operando abaixo ou acima da Faixa Recomendada podemos causar uma
Operação Pobre, Aumentar os Custos de Manutenção, Aumento do
Consumo de Energia e Danos a Fibra
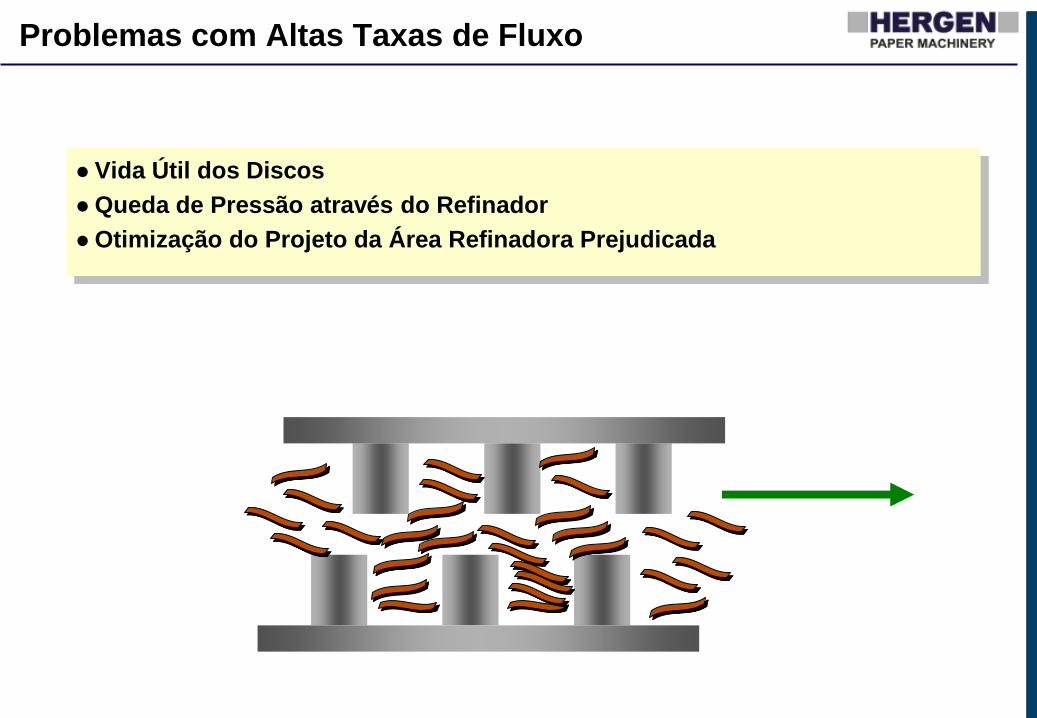
Problemas com Altas Taxas de Fluxo
Vida Útil dos Discos
Queda de Pressão através do Refinador
Otimização do Projeto da Área Refinadora Prejudicada
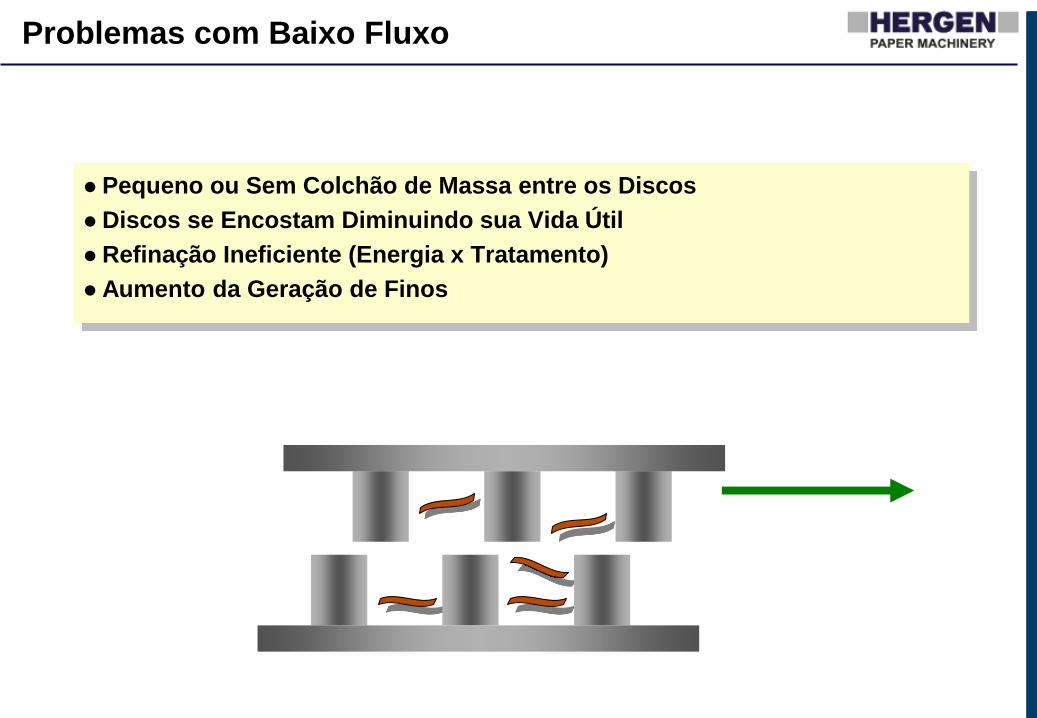
Problemas com Baixo Fluxo
Pequeno ou Sem Colchão de Massa entre os Discos
Discos se Encostam Diminuindo sua Vida Útil
Refinação Ineficiente (Energia x Tratamento)
Aumento da Geração de Finos
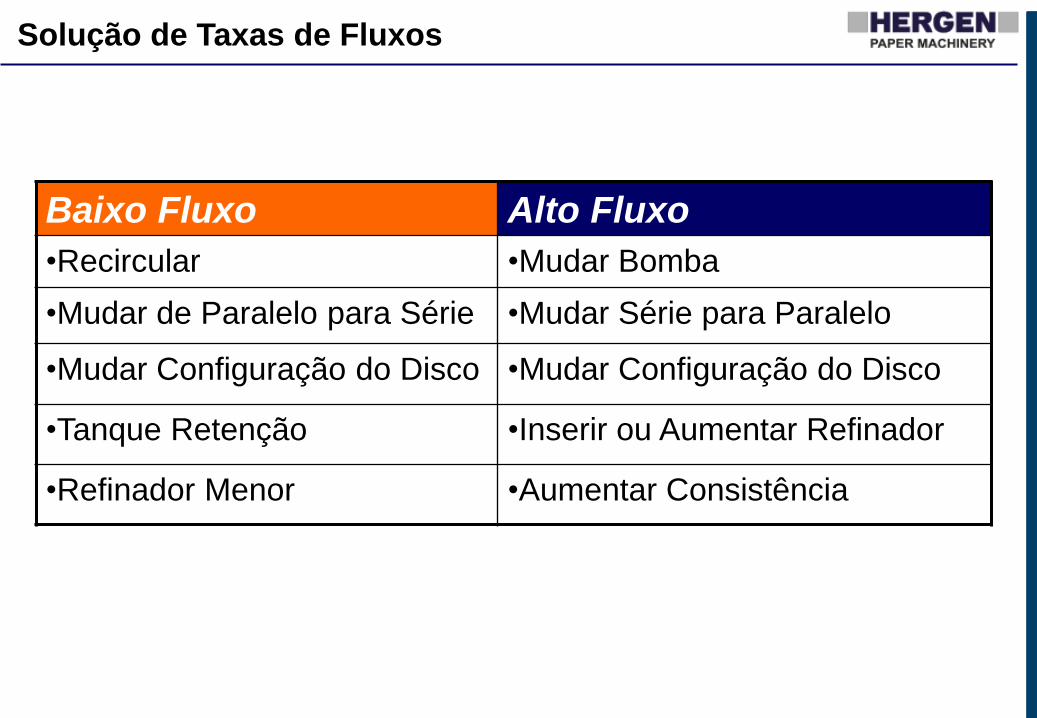
Solução de Taxas de Fluxos
Baixo Fluxo Alto Fluxo
•Recircular •Mudar Bomba
•Mudar de Paralelo para Série •Mudar Série para Paralelo
•Mudar Configuração do Disco •Mudar Configuração do Disco
•Tanque Retenção •Inserir ou Aumentar Refinador
•Refinador Menor •Aumentar Consistência
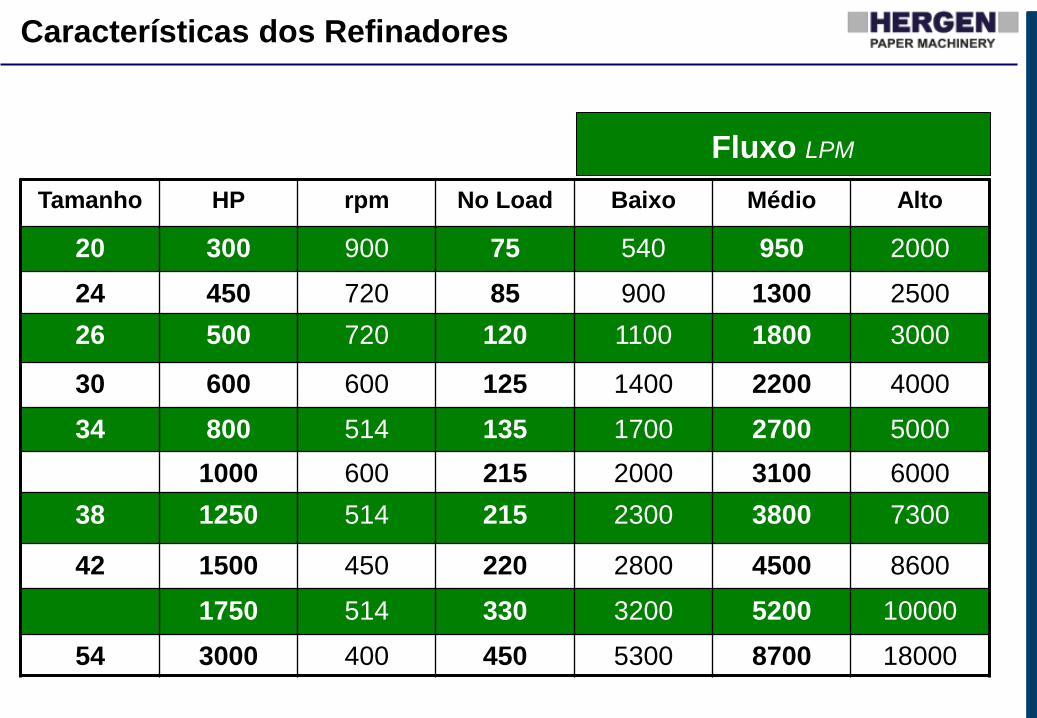
Tamanho HP rpm No Load Baixo Médio Alto
20 300 900 75 540 950 2000
24 450 720 85 900 1300 2500
26 500 720 120 1100 1800 3000
30 600 600 125 1400 2200 4000
34 800 514 135 1700 2700 5000
1000 600 215 2000 3100 6000
38 1250 514 215 2300 3800 7300
42 1500 450 220 2800 4500 8600
1750 514 330 3200 5200 10000
54 3000 400 450 5300 8700 18000
Fluxo LPM
Características dos Refinadores
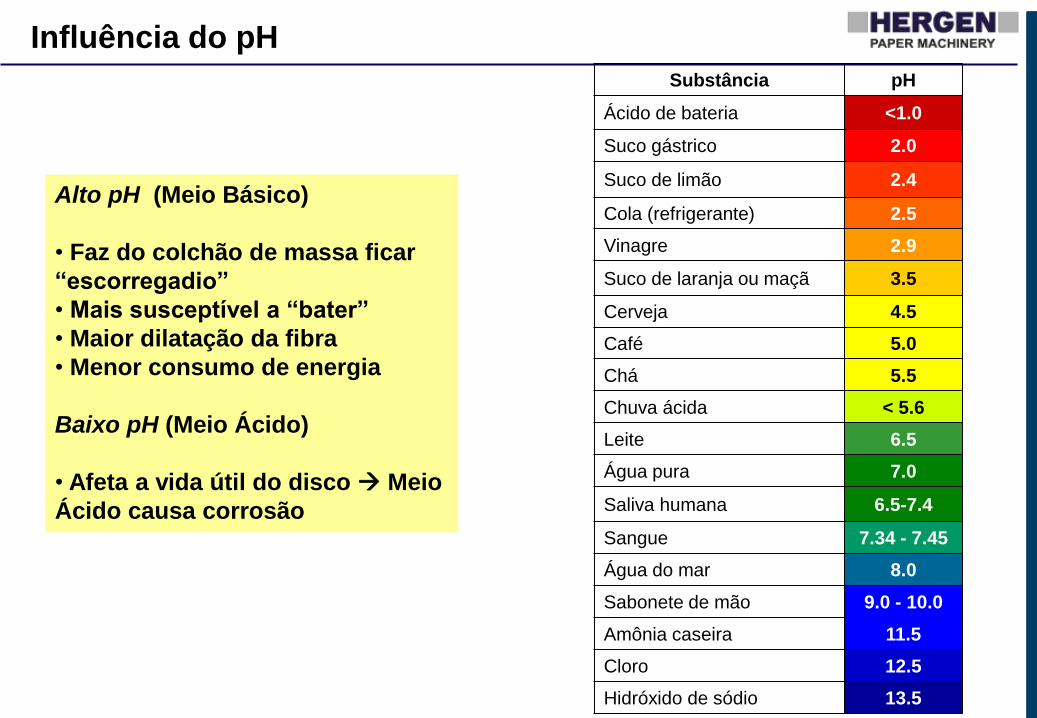
Influência do pH
Alto pH (Meio Básico)
• Faz do colchão de massa ficar
“escorregadio”
• Mais susceptível a “bater”
• Maior dilatação da fibra
• Menor consumo de energia
Baixo pH (Meio Ácido)
• Afeta a vida útil do disco Meio
Ácido causa corrosão
Substância pH
Ácido de bateria <1.0
Suco gástrico 2.0
Suco de limão 2.4
Cola (refrigerante) 2.5
Vinagre 2.9
Suco de laranja ou maçã 3.5
Cerveja 4.5
Café 5.0
Chá 5.5
Chuva ácida < 5.6
Leite 6.5
Água pura 7.0
Saliva humana 6.5-7.4
Sangue 7.34 - 7.45
Água do mar 8.0
Sabonete de mão 9.0 - 10.0
Amônia caseira 11.5
Cloro 12.5
Hidróxido de sódio 13.5
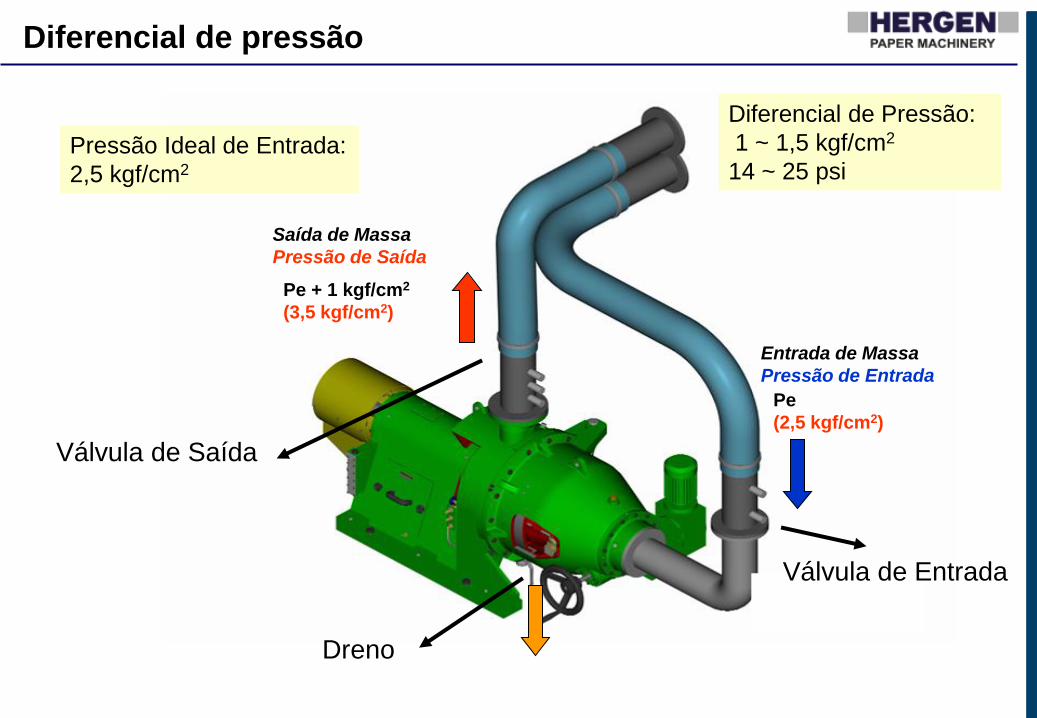
Diferencial de pressão
Entrada de Massa
Pressão de Entrada
Saída de Massa
Pressão de Saída
Válvula de Entrada
Pe
(2,5 kgf/cm2)
Pe + 1 kgf/cm2
(3,5 kgf/cm2)
Pressão Ideal de Entrada:
2,5 kgf/cm2
Diferencial de Pressão:
1 ~ 1,5 kgf/cm2
14 ~ 25 psi
Dreno
Válvula de Saída
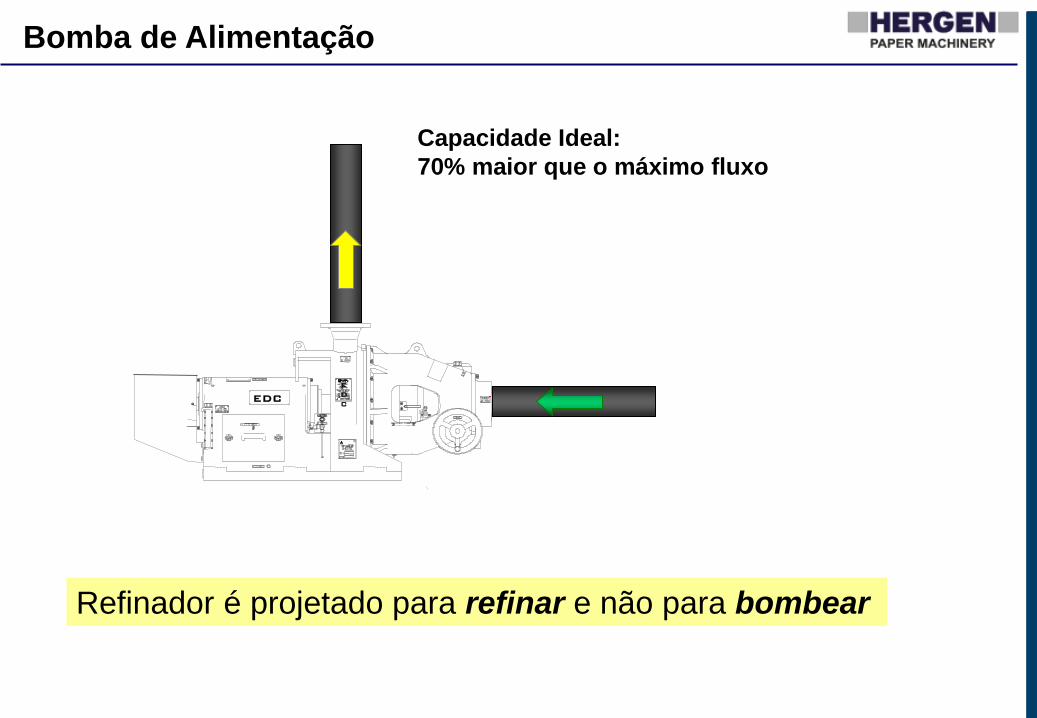
Bomba de Alimentação
EDC
E
D
C
Capacidade Ideal:
70% maior que o máximo fluxo
Refinador é projetado para refinar e não para bombear
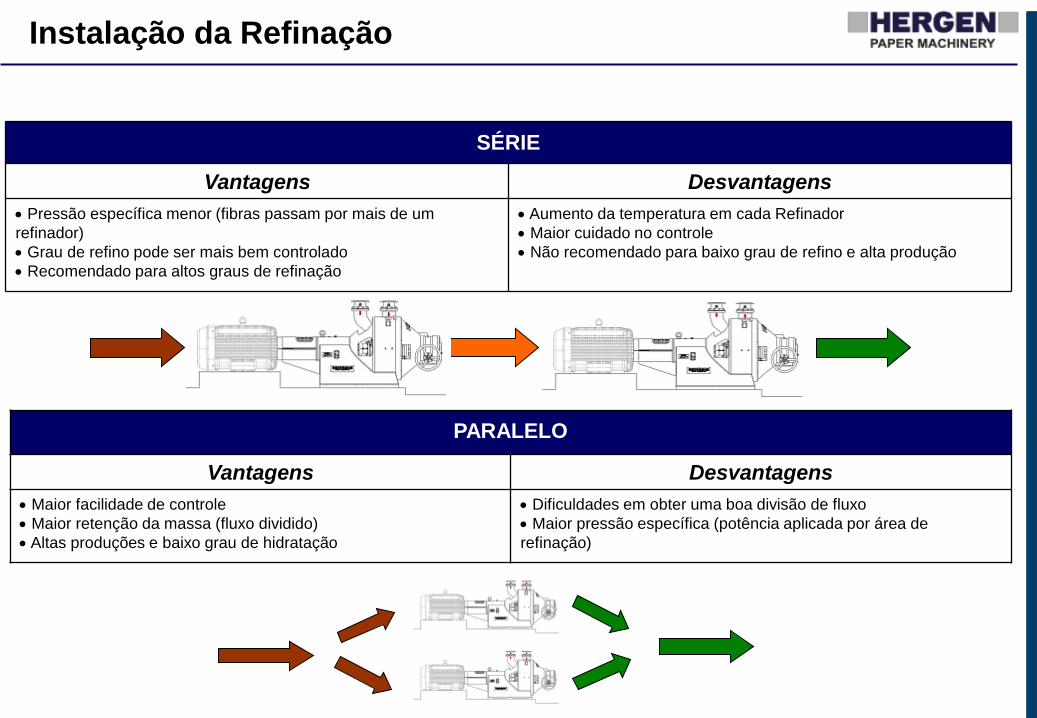
SÉRIE
Vantagens Desvantagens
Pressão específica menor (fibras passam por mais de um
refinador)
Grau de refino pode ser mais bem controlado
Recomendado para altos graus de refinação
Aumento da temperatura em cada Refinador
Maior cuidado no controle
Não recomendado para baixo grau de refino e alta produção
PARALELO
Vantagens Desvantagens
Maior facilidade de controle
Maior retenção da massa (fluxo dividido)
Altas produções e baixo grau de hidratação
Dificuldades em obter uma boa divisão de fluxo
Maior pressão específica (potência aplicada por área de
refinação)
Instalação da Refinação
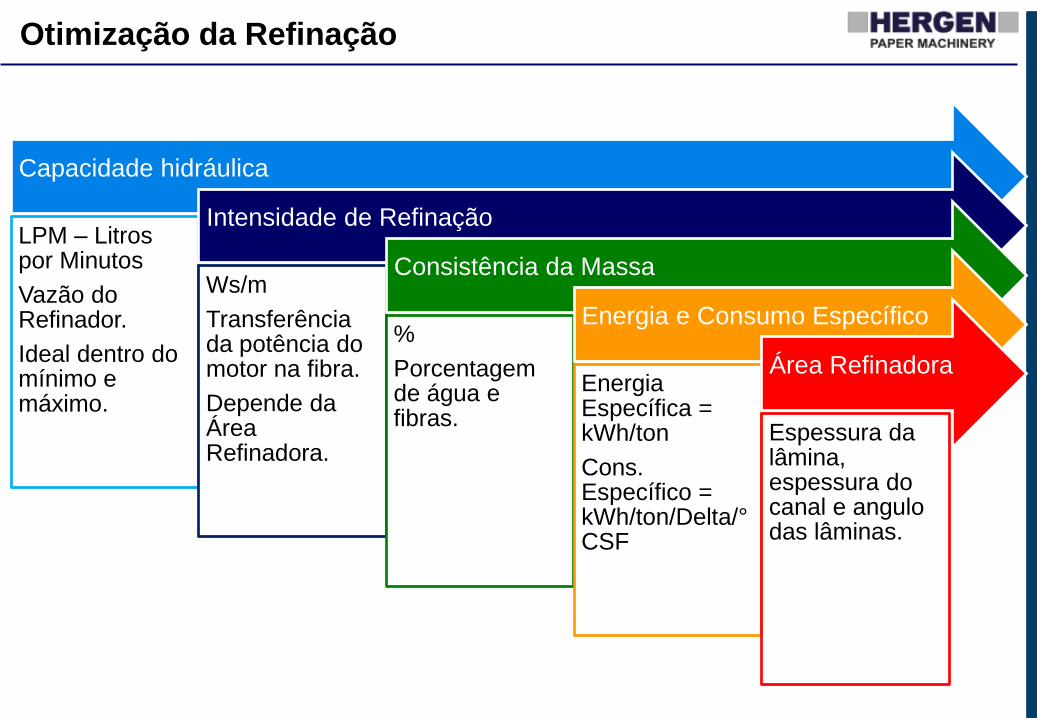
Capacidade hidráulica
LPM – Litros por Minutos
Vazão do Refinador.
Ideal dentro do mínimo e máximo.
Intensidade de Refinação
Ws/m
Transferência da potência do motor na fibra.
Depende da Área Refinadora.
Consistência da Massa
%
Porcentagem de água e fibras.
Energia e Consumo Específico
Energia Específica = kWh/ton
Cons. Específico = kWh/ton/Delta/°CSF
Área Refinadora
Espessura da lâmina, espessura do canal e angulo das lâminas.
Otimização da Refinação
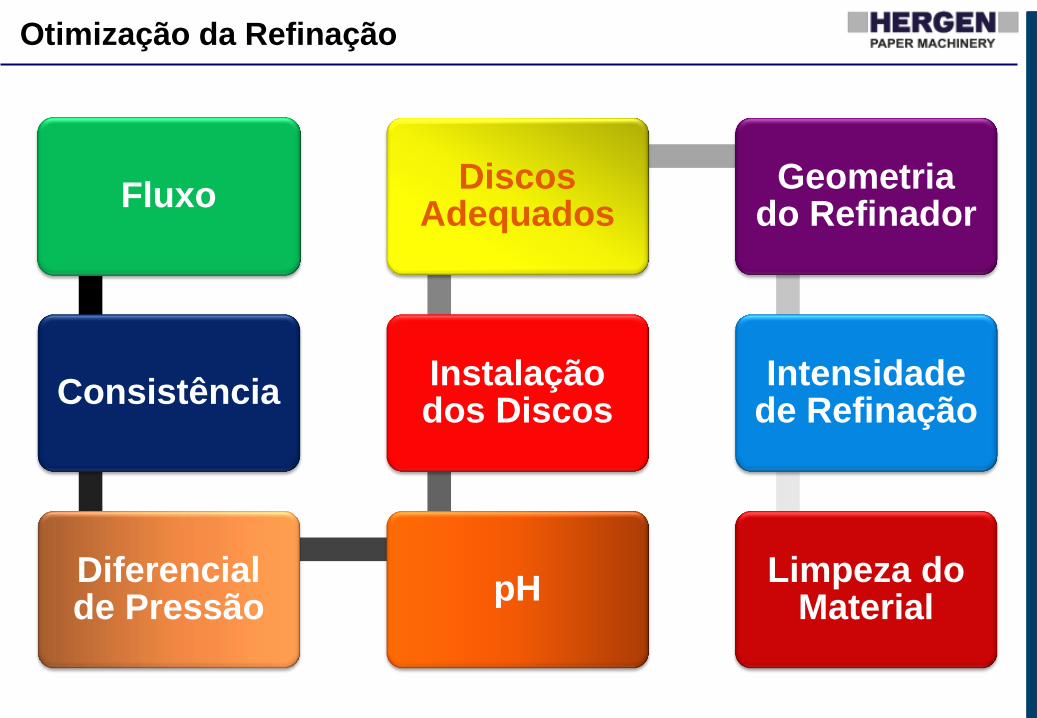
Fluxo
Consistência
Diferencial de Pressão
pH
Instalação dos Discos
Discos Adequados
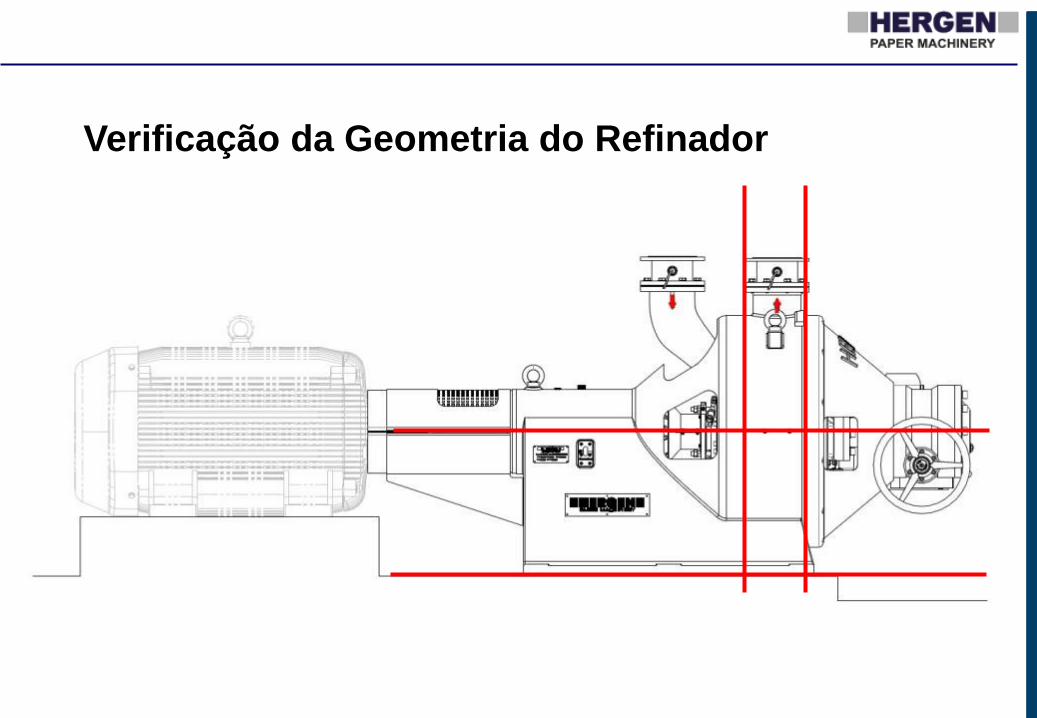
Geometria do Refinador
Intensidade de Refinação
Limpeza do Material
Otimização da Refinação
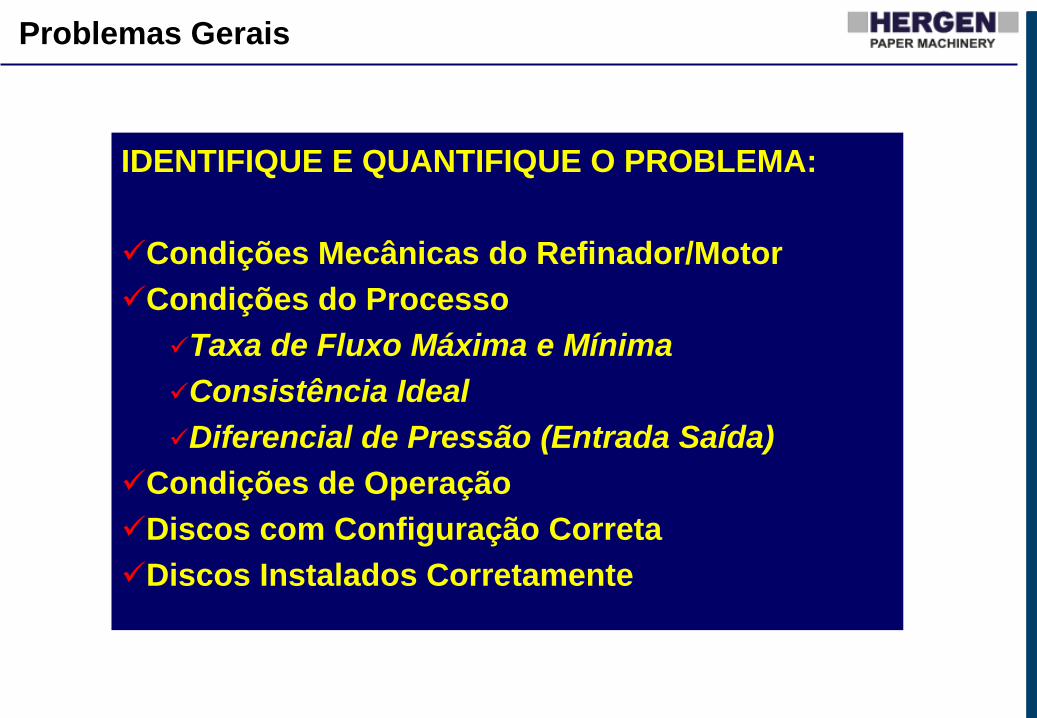
Problemas Gerais
IDENTIFIQUE E QUANTIFIQUE O PROBLEMA:
Condições Mecânicas do Refinador/Motor
Condições do Processo
Taxa de Fluxo Máxima e Mínima
Consistência Ideal
Diferencial de Pressão (Entrada Saída)
Condições de Operação
Discos com Configuração Correta
Discos Instalados Corretamente
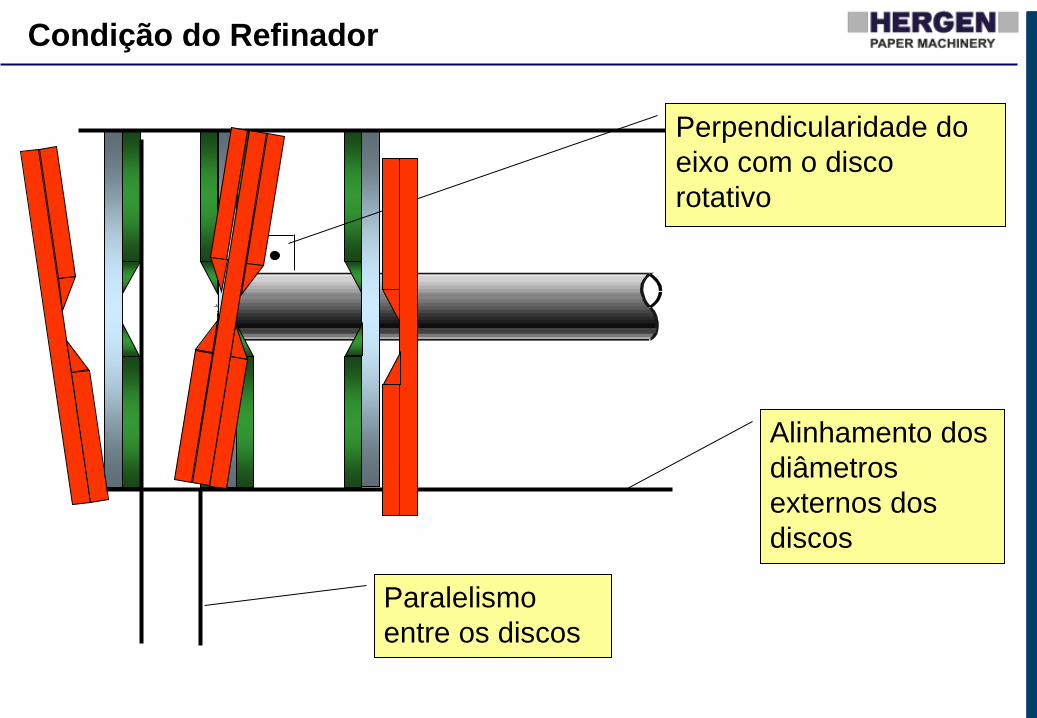
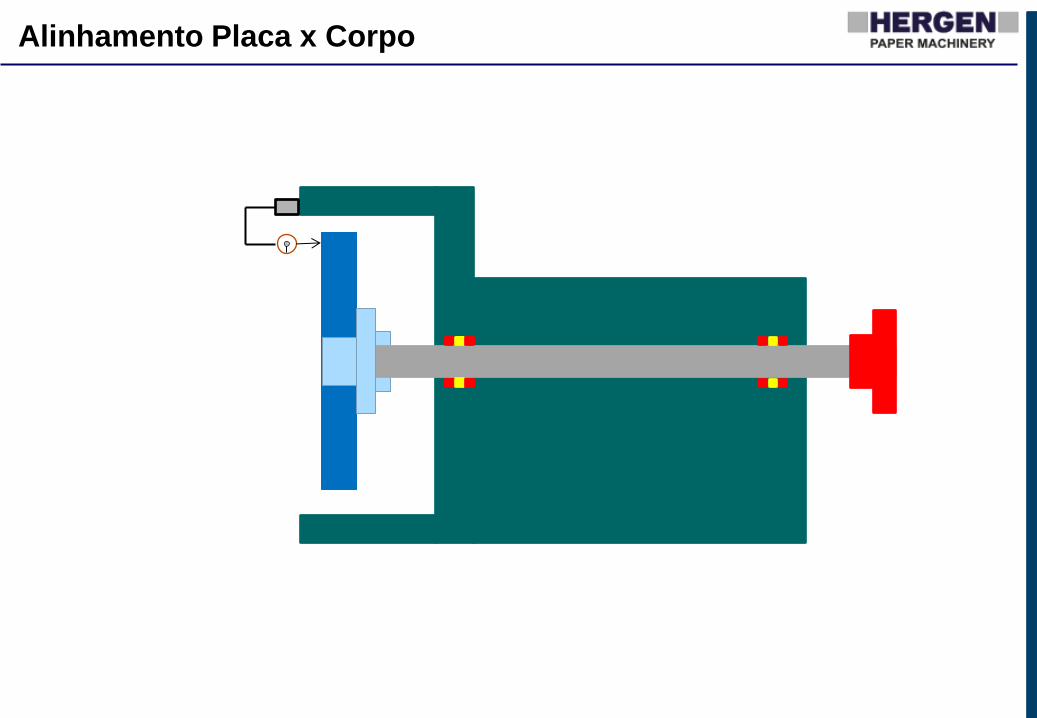
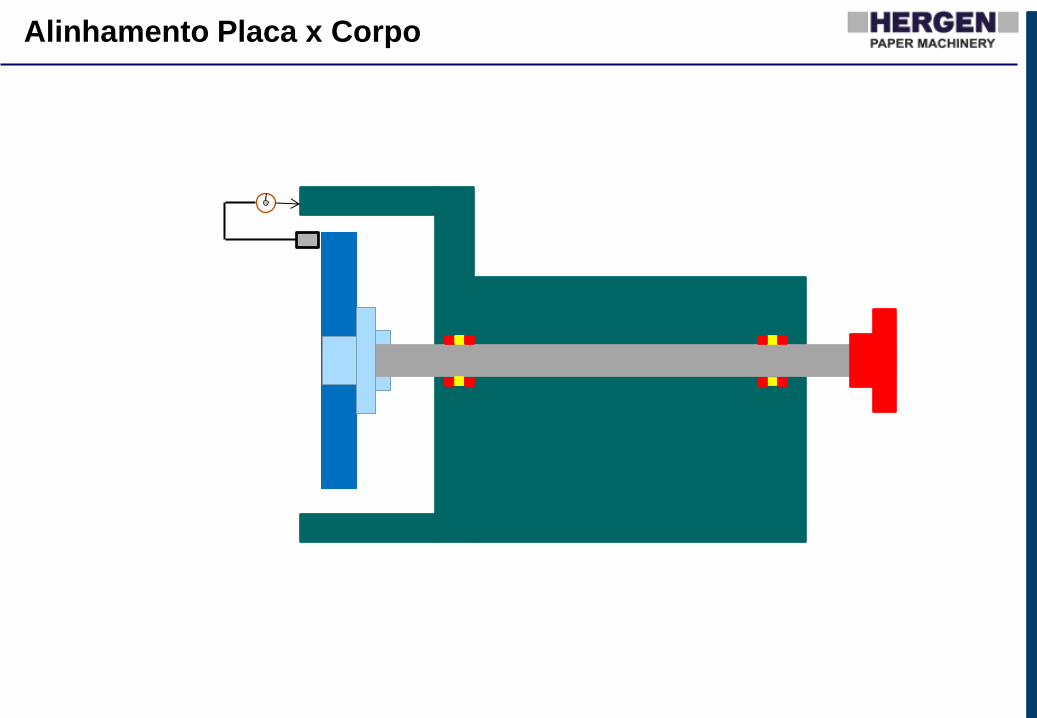
Paralelismo
entre os discos
Alinhamento dos
diâmetros
externos dos
discos
Perpendicularidade do
eixo com o disco
rotativo
Condição do Refinador
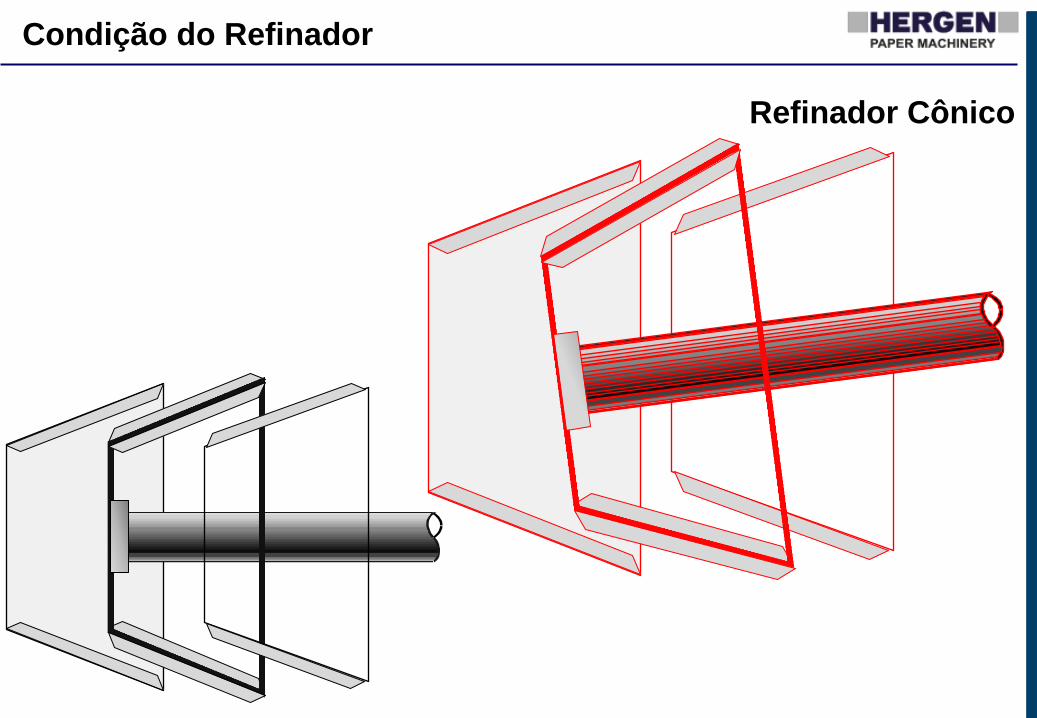
Condição do Refinador
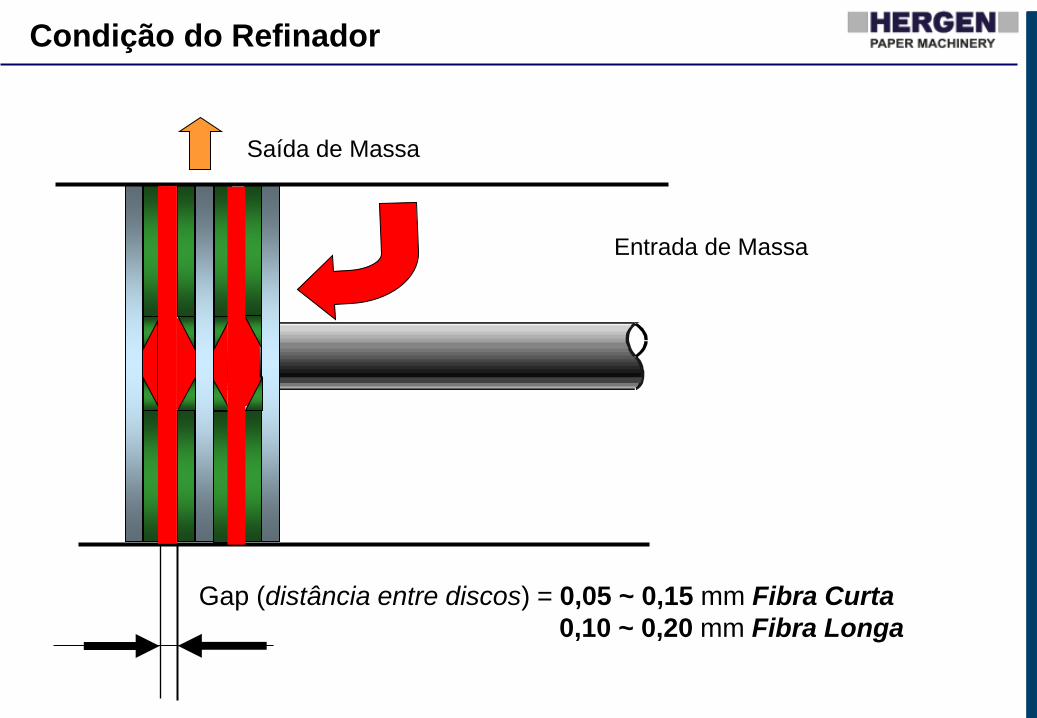
Gap (distância entre discos) = 0,05 ~ 0,15 mm Fibra Curta
0,10 ~ 0,20 mm Fibra Longa
Entrada de Massa
Saída de Massa
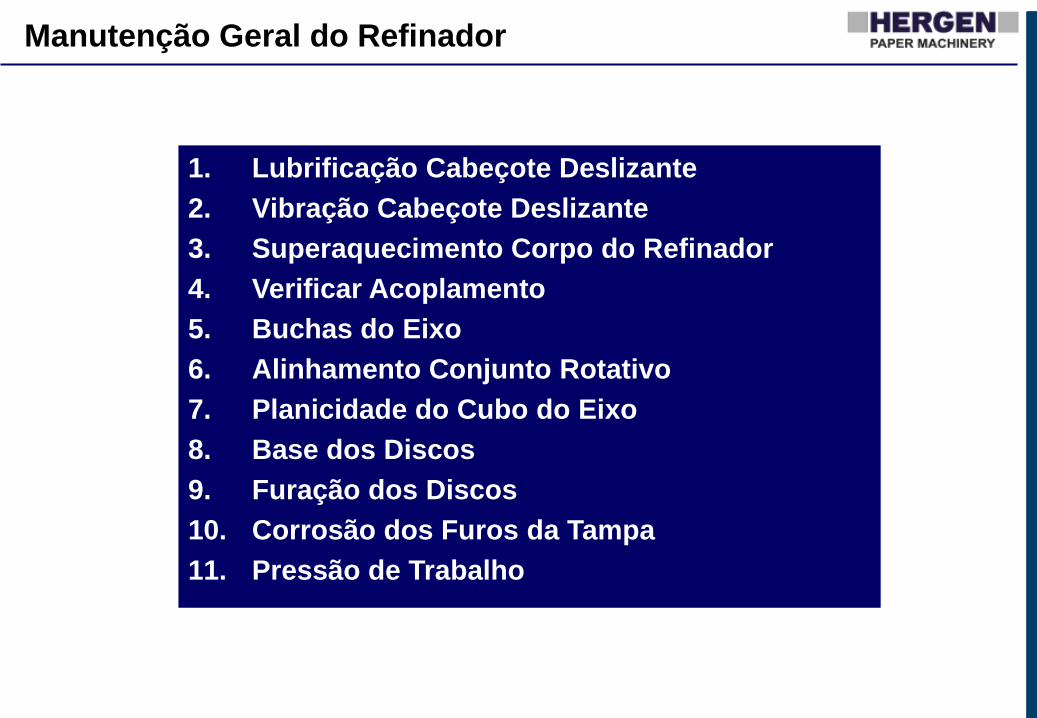
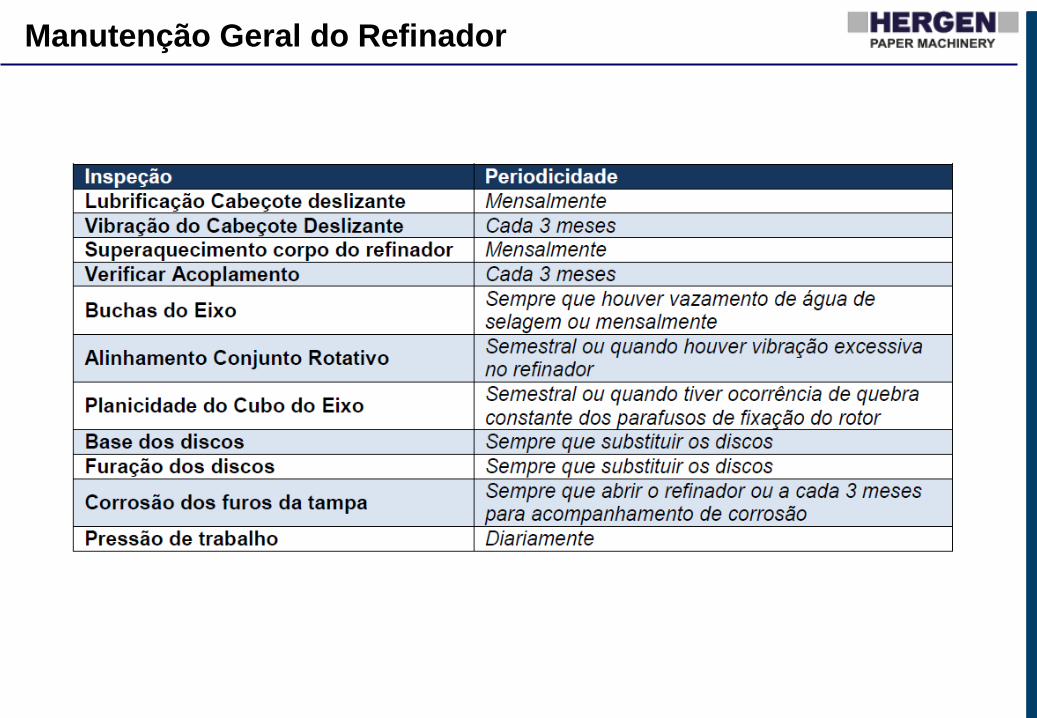
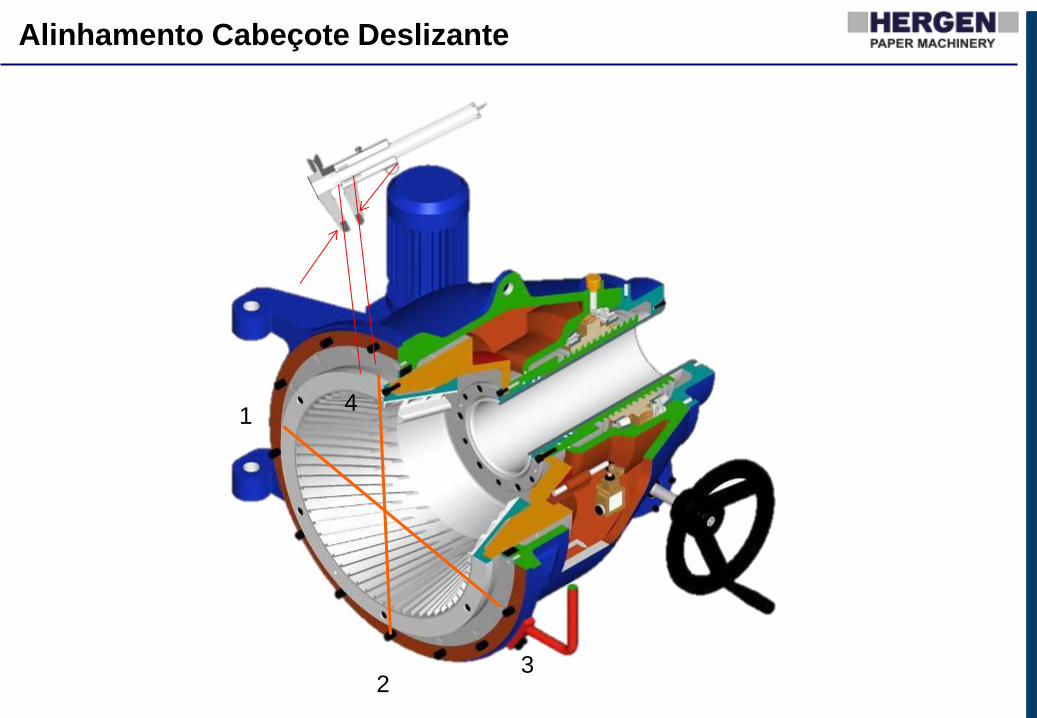
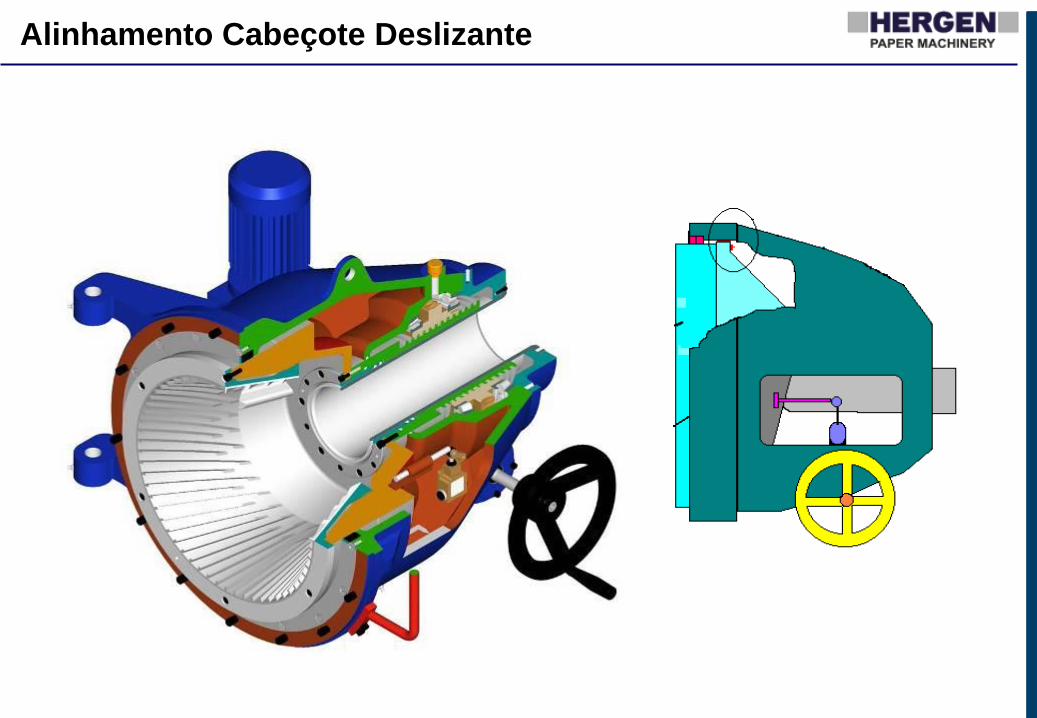
Manutenção Geral do Refinador
1. Lubrificação Cabeçote Deslizante
2. Vibração Cabeçote Deslizante
3. Superaquecimento Corpo do Refinador
4. Verificar Acoplamento
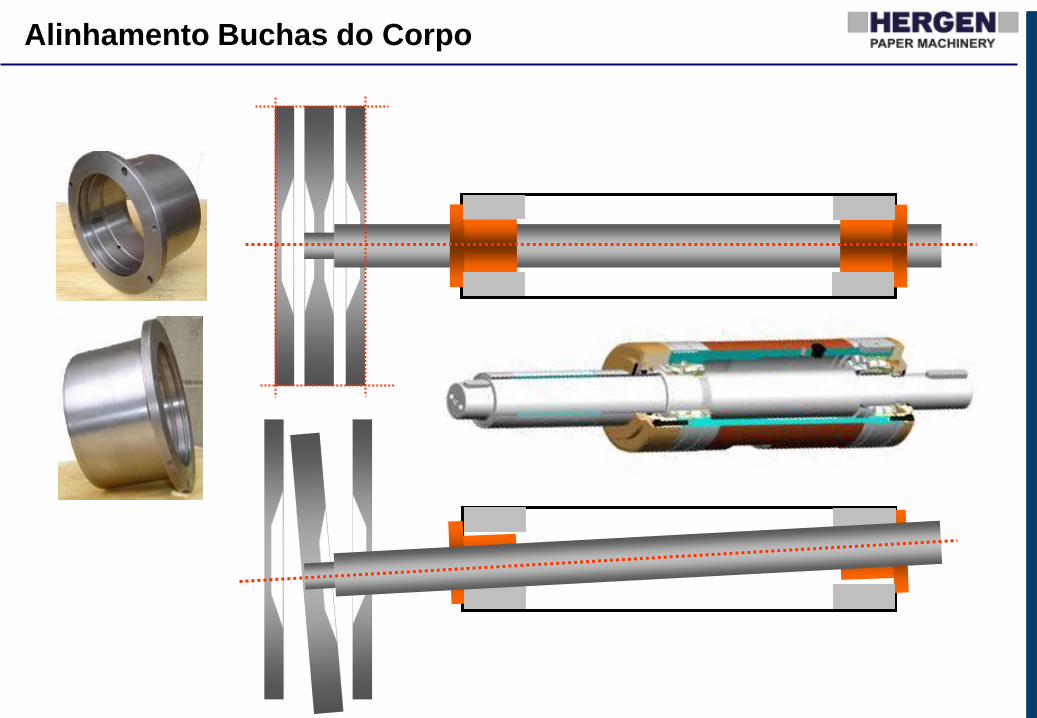
5. Buchas do Eixo
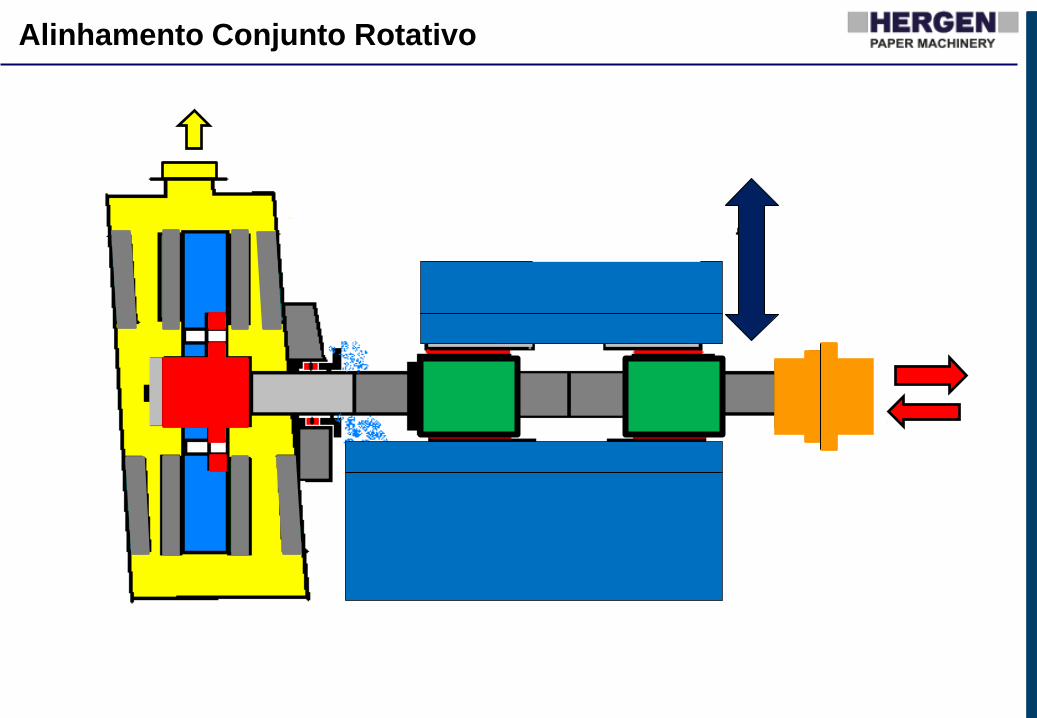
6. Alinhamento Conjunto Rotativo
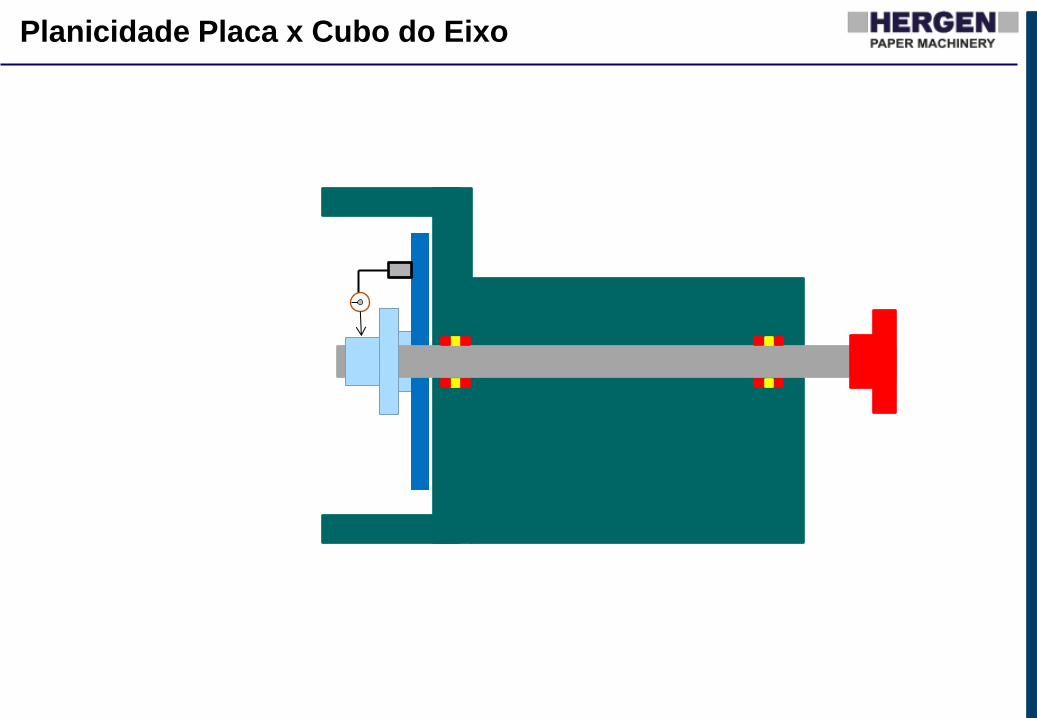
7. Planicidade do Cubo do Eixo
8. Base dos Discos
9. Furação dos Discos
10. Corrosão dos Furos da Tampa
11. Pressão de Trabalho

Condição do Refinador
Furação
Limpeza
Planicidade
Parafusos Adequados
Falta de Parafusos
Instalação Correta dos Discos







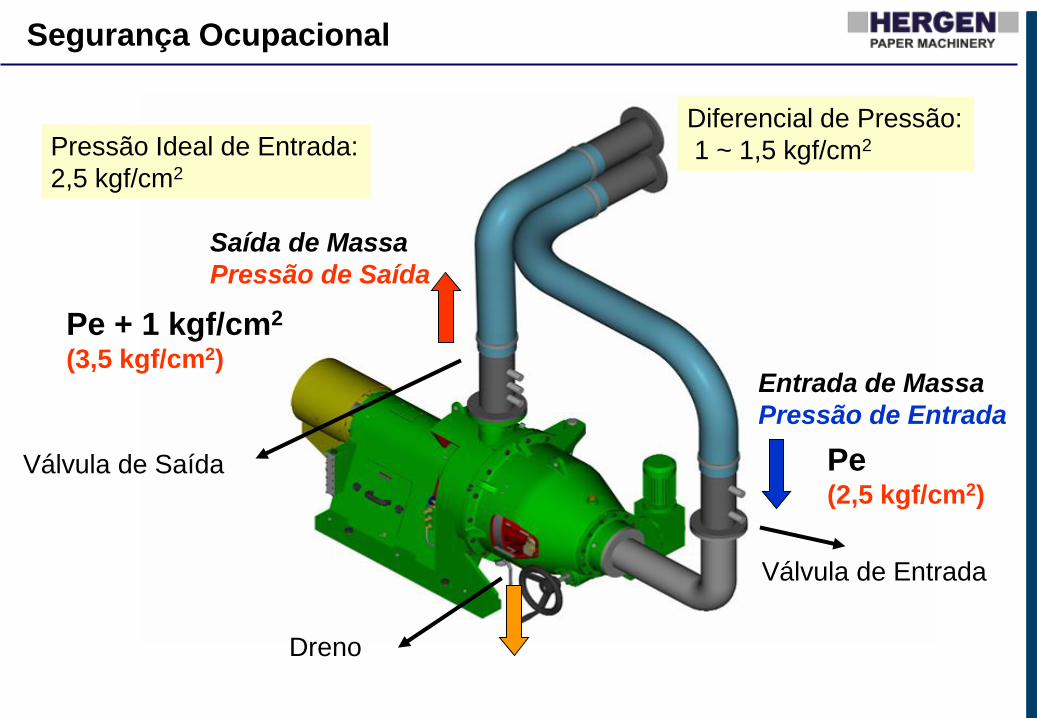
Entrada de Massa
Pressão de Entrada
Saída de Massa
Pressão de Saída
Válvula de Entrada
Válvula de Saída Pe (2,5 kgf/cm2)
Pe + 1 kgf/cm2
(3,5 kgf/cm2)
Pressão Ideal de Entrada:
2,5 kgf/cm2
Diferencial de Pressão:
1 ~ 1,5 kgf/cm2
Dreno
Segurança Ocupacional
Outros
Ruído
Piso Escorregadio
Eletricidade
Temperatura Elevadas
Siga sempre as recomendações de Segurança e Higiene Ocupacional de sua empresa
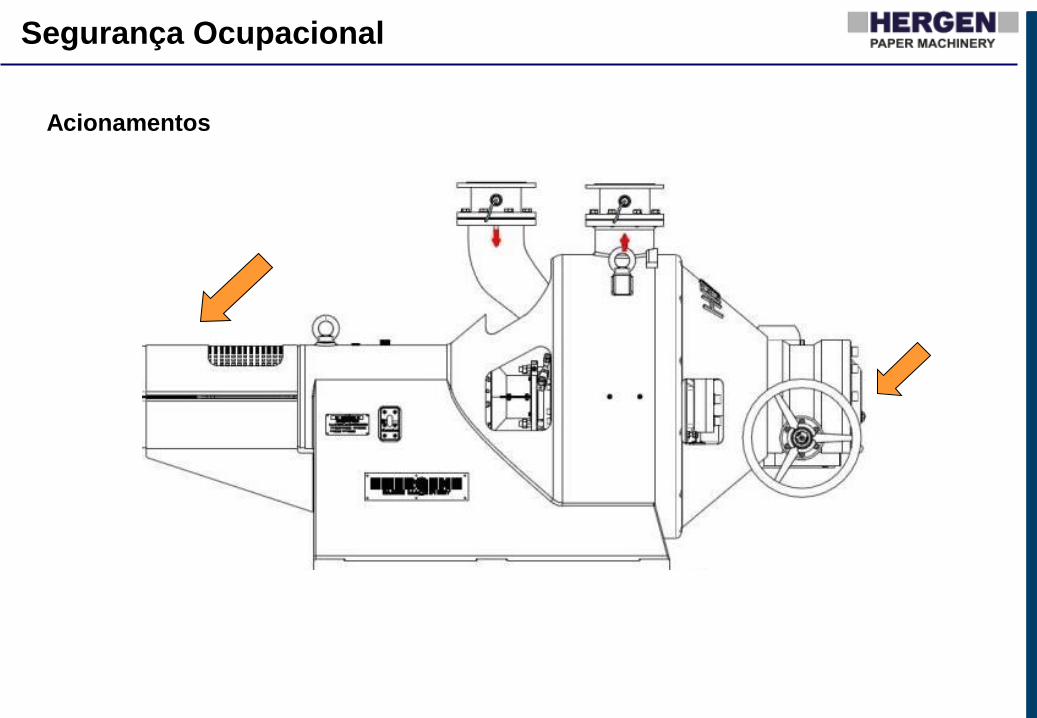
Segurança Ocupacional
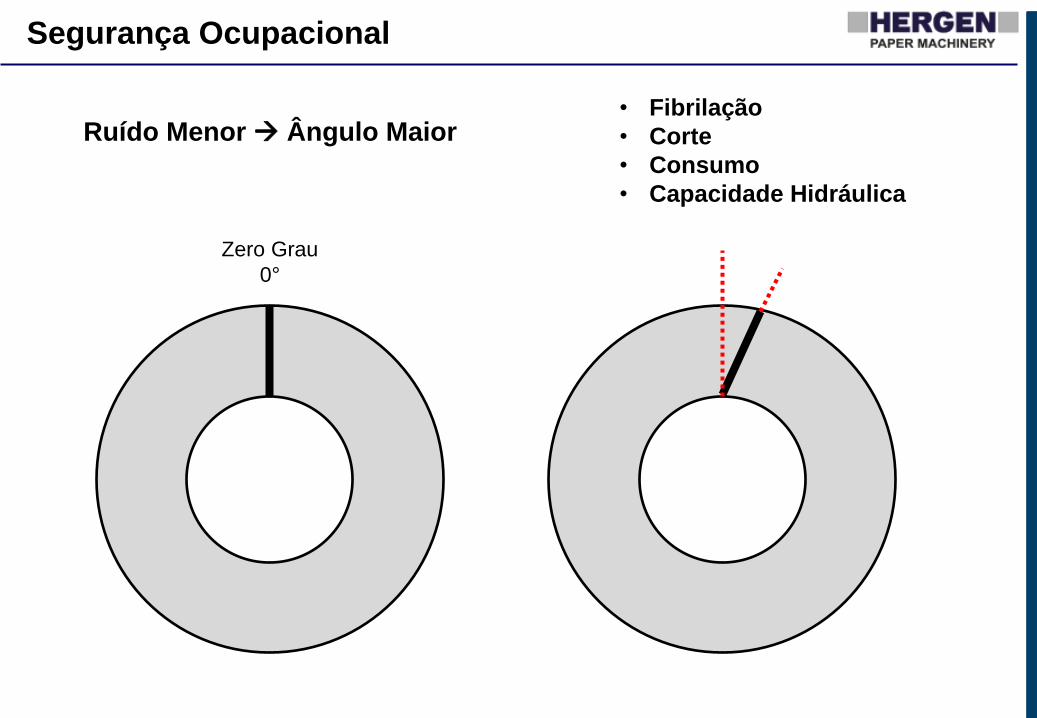
Segurança Ocupacional
Ruído Menor Ângulo Maior • Fibrilação
• Corte
• Consumo
• Capacidade Hidráulica
Zero Grau
0°
