handbook of adhesives || pressure-sensitive adhesives for tapes and labels
TRANSCRIPT
38 Pressure-Sensitive Adhesives for
Tapes and Labels SAMUEL C. TEMIN
Technical Consultant Walpole, Massachusetts
Pressure-sensitive adhesives (PSAs) are materials which in dry fonn are aggressively and pennanently tacky at room temperature and finnly adhere to a variety of dissimilar surfaces upon mere contact without the need of more than finger or hand pressure. l They are widely used in familiar, everyday products such as masking tapes and office tapes, finger bandages and labels.
The true PSA does not require activation by solvents or heat and adheres finnly to a wide variety of surfaces. Despite their aggressive tackiness, "they can be handled with the fingers and removed from smooth surfaces .without leaving a residue. " 1
The earliest commercial PSAs of importance were blends of natural rubber (NR) and wood rosins.2 The rosin, subsequently categorized as a member of a class of materials called tackitying resins, imparted to the rubber the necessary degree of tackiness. With the NR/rosin blends, largely in response to a need for masking parts to be protected in painting operations, the PSA industry had its origins. In time other elastomers were utilized and the original wood rosins were chemically modified to provide a large variety of tackifiers. Hydrocarbon-based tackifiers were added and other elastomeric polymers, particularly polyacrylates, came into use after World War II.
The availability of PSAs with improved
properties led to an explosive growth in their use. From a post-World War II value of less than $100 million the industry has expanded to a current dollar volume, at the manufacturer's level, of about $3 billion.3 Tapes account for roughly 60% of this market, with labels, including decals, taking about 30%. The remainder is utilized for decorative and protective sheets, sanitary napkins, floor tiles, various medical applications, sun control films, EMI shielding and numerous specialty items. The PSA market additionally requires a significant dollar volume of release coatings, to provide surfaces to which the PSA has low adhesion for handling and transfer of products.
Originally PSA products were manufactured by drying a solution of the adhesive on a suitable backing. In the 1970s, in response to cost increases in solvents and regulatory restrictions regarding emissions, the industry turned to water-based (emulsion) PSAs and 100% solid compositions or so-called hot melt pressuresensitive adhesives (HMPSAs). These market forces have had a profound effect on the selection of PSA materials.
Although rubber-based adhesives still constitute the largest component of the PSA market, NR has been supplanted by the styrene-iso
, prene-styrene (S-I-S) block copolymers as the dominant hydrocarbon elastomer in this category because, to a large extent, the S-I-S
641 I. Skeist (ed.), Handbook of Adhesives© Van Nostrand Reinhold, New York, NY 1990
642 HANDBOOK OF ADHESIVES
polymers lend themselves to hot melt fonnulations; in contrast, NR adhesives are still mostly solvent-based. The utilization of latex vehicles based on hydrocarbon elastomers is still relatively minor and is largely restricted to styrene-butadiene emulsions and some natural rubber latex. However, in the case of acrylic PSAs, emulsions now surpass solution adhesives in volume consumed.
These trends are expected to continue, with water-based and hot melt fonnulations gradually supplanting solution polymers. A newer technology, radiation polymerization or cure of PSAs, at present is of minor industrial importance, although at least two of the major producers of PSA products are reported to operate manufacturing lines utilizing electron beam radiation. UV radiation use may grow in time.
CONSTRUCTIONS
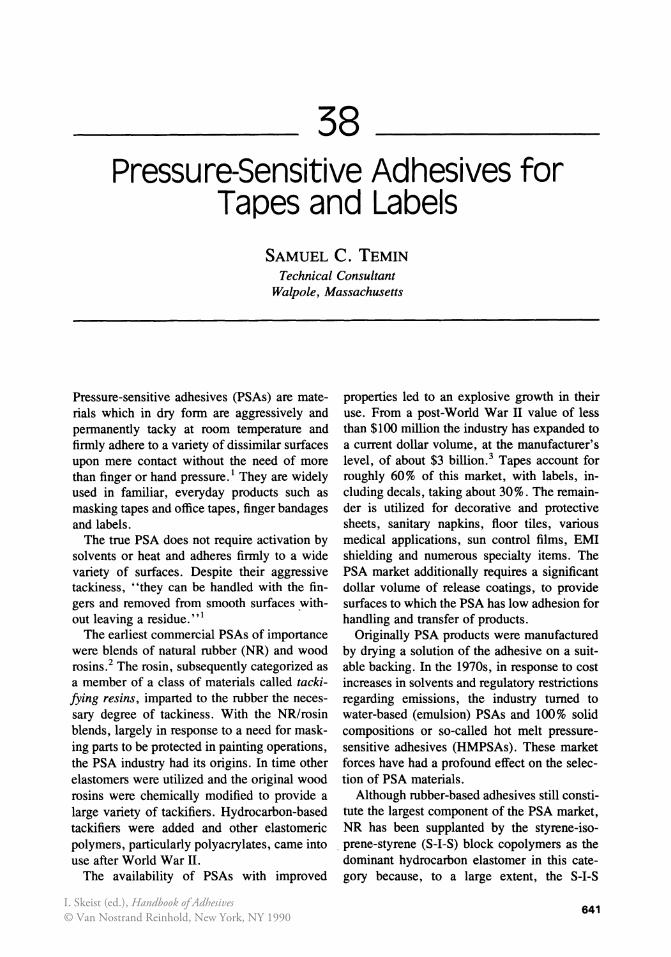
Pressure-sensitive products basically consist of an adhesive coated on a backing or carrier. Most often the backing is a flexible film, foil, or fabric, although many products utilize rigid supports or have the adhesive directly coated onto the fonn or object that is to be bonded to another surface. A typical construction is shown in Fig. 1.
Manufacture
PSAs are applied to backings in several ways depending on the nature of the adhesive. Solutions or latices are coated on a moving web of backing or release liner, in a continuous operation including drying in an oven. If the adhesive is coated on a release paper or liner, it can be subsequently laminated or transferred to the desired backing and the liner retained or removed. Hot melts, or 100% solid adhesives,
Fig. 1. PSA tape construction. 1, release coating; 2, backing; 3, primer; 4, adhesive.
are applied to the backing using either a hot melt coater, a calendar, or an extruder. For most purposes the final coating is relatively thin, of the order of 2-3 mils in thickness, but it may be as thick as 12 mils. In general, the 100% solids adhesive lend themselves better than solutions or latices to heavier coatings.
Drying Lines. Oven drying lines represent large capital investments, of the order of several million dollars, and the same line is frequently used to handle both solutions and latices. The metering equipment may be either reverse roll coaters, which offer maximum flexibility, or knife-over-roll coaters, which are less expensive. For thin films a wire-wound rod to remove excess material can be used. Because of coating difficulties encountered with latex vehicles such devices as an air knife or flexible blade are sometimes used with these products.
Coating of tapes is often directly onto the backing. Label adhesives, in contrast, are always coated on a release liner which is then laminated (nip rolls) to the paper or other backing and used or sold in this construction.
The drying step of necessity must be relatively slow to avoid bubbles, etc., and the web speed in commercials ovens is usually restricted to 25-50 yards per minute. Hot air ovens are the most common type of dryer, although the air flow is often supplemented by infrared heating. For solvent operations the modern oven either incinerates the solvents, for fuel value, or pennits recovery of the solvent by condensation or by absorption on activated charcoal. 4 The energy requirements for drying latices are actually less than for solvents since less hot air is required; the air volume must be large to avoid an explosive concentration of vapors in the case of solvents.
In almost all cases the adhesive is coated on wide-width material and then slit into narrow widths for tapes, which are subsequently wound into rolls, or diced or otherwise cut into the shapes desired for other products.
Hot Melt Coating. HMPSAs are heated to achieve a bulk viscosity suitable for the equipment used and then conveyed to a roll-backed web. The tenn hot melt coater refers to equipment that has viscosity limitation, while an ex-
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 643
truder can handle materials of quite high viscosity. Accordingly the adhesives suitable for hot melt coating are restricted in molecular weight. The most popular machines pump the molten polymer from a reservoir through a slot die, although other devices are also used.
Extrusion coating, although currently practiced only by a few large PSA manufacturers, appears to be of growing importance because it permits utilization of high molecular weight compositions. For rubber-based adhesives the equipment provides for in-line mixing of rubber and tackifier. For acrylic adhesives twinscrew extruders can devolatilize solutions or emulsions and deliver 100% solids through the slot die. Both hot melt coater and extruders are capable of delivering over 1000 pounds an hour of adhesive.
Hot melt machines require a much smaller capital investment than extruders, and narrow width coaters are used by label manufacturers and for smaller scale tape operations. Extruders are justified only in the case of a single largevolume product.
Calendering. This older technique, highly capital intensive, is of declining importance for PSAs. Because it is still a preferred process for thick coatings, calendering is used for pipe wraps, where the adhesive thickness may be as much as 12 mils. Calendering is also used for making fabric-backed duct tapes, where heavy applications are required to compensate for the adhesive buried in the backing, but it is doubtful if new production of PSAs will utilize calendars.
Backings
Because of the myriad applications found for PSA products, a large number of backing materials or carriers are needed to satisfy end-use requirements. For tapes and labels thin and flexible materials such as paper, films, fabrics, and foils constitute the major share of backings. For other products, such as floor tiles or name plates, the backing can be rigid and thick. Other backings, for example Velcro strips, can be intermediate in rigidity.
Paper is the most widely used backing and, in fact, constitutes about 80% of the label mar-
ket on an area basis. At the thickness most commonly used, about 5-6 mils, paper is much less expensive than films but subject to delamination. Accordingly, for tape purposes the paper is strengthened by impregnation with a polymeric saturant such as a styrene-butadiene or acrylic latex. Often the paper is creped to enhance its comformability to rough surfaces. Paper tapes are used for masking, packaging, electrical insulation, identification and splicing, with masking tape for the automotive industry taking the largest volume. In many applications, such as packaging, paper is being replaced by films, particularly polypropylene film. The paper backing used for labels is seldom latex-impregnated. A large amount is claycoated to permit better printing quality.
Film backings are stronger than paper per unit thickness and offer additional advantages including transparency and water resistance. Cellophane was the first film used for a PSA product but has now been replaced by cellulose acetate for transparent office and household tape. Oriented polypropylene is used in enormous volumes, approaching that of paper, for diaper tapes, strapping tapes, and other packaging applications. Other widely used films are polyester, for electrical and packaging applications as well as decorative sheets, and polyvinyl chloride for electrician's tape, fingerbandages, medical products, decorative sheets and labels. Polyethylene is little used except as thick films for corrosion protection tapes for underground transmission pipes. Among the lesser used films are those of nylon, polyimide, metallized polyester, fluorocarbon, and polyurethane-all of which fit some special niche in the market place.
Many films are reinforced with fibers or laminated to fabric, an important segment of the duct tape market, and metal for nameplates.
Fabric or cloth backings are used for medical tapes, finger bandages and electrical tapes. Other specialty backings include metal foils and foams.
Release Coatings and Liners
Release coatings are an essential feature of PSA technology. Self-wound tapes often require an abherent or antistick coating on the reverse side
644 HANDBOOK OF ADHESIVES
of the backing to pennit facile unwind of a roll. Labels and many specialty products are always backed with an antistick or release-coated liner; some tapes are also wound with a release interliner. The release liner is most often coated with a polymeric material of low surface energy or composed of a film, also of low surface energy, to which the PSA adheres poorly. Note that if the backing does not have good adhesion to the PSA but is primed or chemically altered to provide good anchorage of the adhesive, then no release coating is required.
The release coating, applied as a very thin film to the reverse side of the backing (see Fig. 1), can be a silicone or an alkyd or copolymer containing long aliphatic hydrocarbon constituents. Thus, ethylene bis-stearamide, for example, can be added to a paint vehicle or, less commonly, used alone. The .copolymers are crosslinkable emulsions of an acrylate or vinyl acetate containing a monomer like stearyt acrylate. Other polymers or materials that provide a low energy hydrocarbon moiety, which tends to concentrate in the surface, are used to a lesser extent.
Silicone coatings represent about one-quarter of tape release coatings (in area) but completely dominate the release liner field. The most common liner substrate is kraft paper or, to a limited extent, polyethylene-coated paper. Silicone vehicles may be either solutions (by far the most common), or emulsions of selfcrosslinking poly(dimethylsiloxane) polymers which are coated and oven dried in a continuous operation. Solventless or 100% solids coatings have also been developed. Electron beam cured coatings, also solventless, may be accepted in the future but at present represent a very small part of the market. In-house production of release liners is conducted by many PSA tape and label manufacturers but most purchase liner stock from paper companies.
ADHESIVE SYSTEMS
Natural rubber, a hydrocarbon elastomer, was the first material utilized in making PSAs and is still widely used today. The tenn rubberbased now includes many new synthetic elastomers as well as natural rubber (NR). With all rubber-based PSAs an essential ingredient is a
tackifier, which nonnally constitutes 35-50% by weight of the adhesive. These tack-enhancing materials are also used with other types of elastomer and thus constitute an important, and even essential, raw material in fonnulating PSAs.
Tackifiers
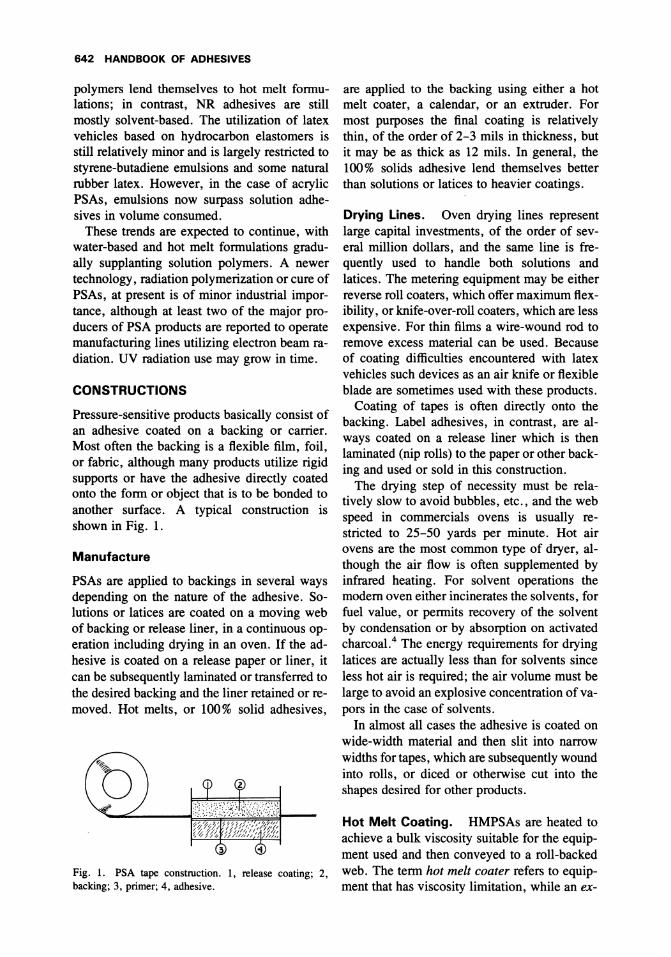
Tackifiers were originally produced from the rosin found in wood. The wood rosins derived from aged tree stumps, or naval stores, contain various unsaturated acids, e.g., abietic and levopimaric, as a major constituent. To obtain more aging stability and compatibility with base polymers, these acids have been modified by hydrogenation, disproportionation, and esterification (Fig. 2) with glycerol or pentaerythritol; little unmodified rosin is used today. Partially hydrogenated rosin esters are increasingly utilized.
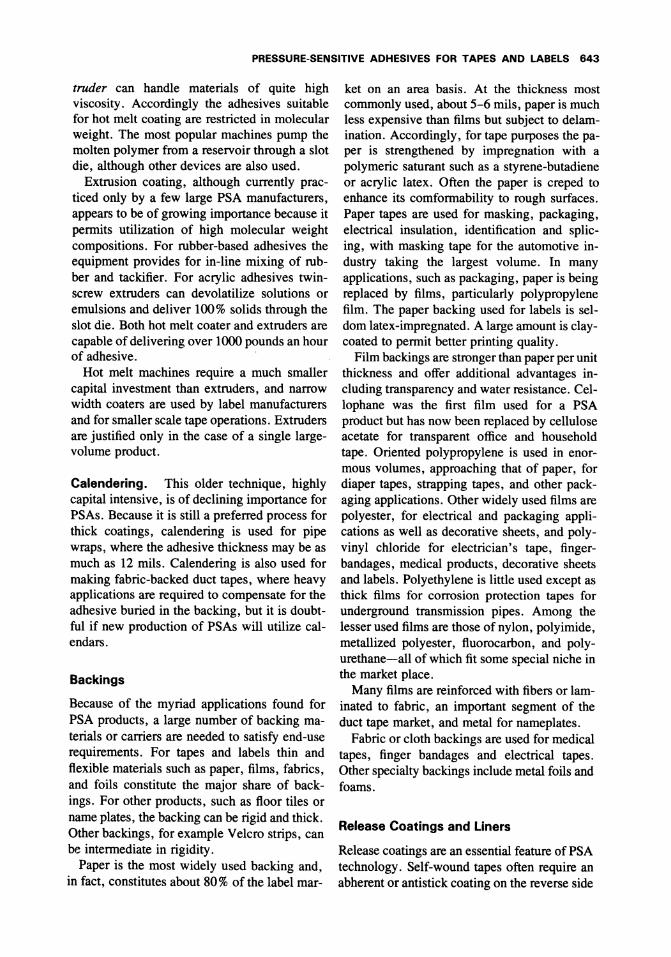
Wood turpentine, also from tree stumps, is the source of another important group oftackifiers. Cationic polymerization of dipentene and a- and /3-pinene, the major constituents of turpentine, yields the terpene tackifiers (Fig. 3).
Tall oil, a byproduct of the paper industry, has now surpassed naval stores as a rosin
~-'~~ 1 ~ 1
REACTION E51ERIFICATION ESTERIFICATION WITJ.l DIMERIZATION MALEIC ANHYDRIDE
Fig. 2. Chemistry of rosin ester tackifiers. Rosin actually contains other components besides abietic acid.
n MW: 750-3500
LImIT-COLORED
< ~- PINENE
0(- PINENE
(""" ""["TEN,) 3>
NlW:600-1000 DARK.
Fig. 3. Chemistry of poly terpene tackifiers.
n
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 645
source. The tall oil rosins are very similar to the wood rosins and similarly modified.
Lower cost tackifiers, derived from oligomerization of unsaturated petroleum fractions, are now the most heavily used for PSA manufacture. Both the Cs and the C9 fractions are utilized; the former has greater industrial importance on the basis of broader compatibility with PSA base polymers.
Tackifiers with aromatic content, particularly a-methyl styrene and vinyl toluene copolymers and coumarone-indene resins, are of significant industrial value.
Tackifiers are all low molecular weight materials, ranging from about 300 to about 3000. Some are liquids but the most widely used tackifiers are brittle solids having ring and ball softening points of about 6O-115°C. For most effective behavior the tackifier should be close in solubility parameter to the elastomer with which it is blended.s Thus aliphatic hydrocarbon tackifiers are not indicated for use with the polar acrylic PSAs.
For use with latex adhesives, the tackifiers are produced as aqueous dispersions. It is important here that the dispersants used be compatible with the surfactant in the polymer emulsions.
Rubber-Based Adhesives
Natural Rubber. Natural rubber (NR), all cis-I,4-polyisoprene, is available as the natural latex, but the major raw material for PSAs is the recovered solid, or baled gum rubber. The principal types of NR used for PSAs are pale crepe or ribbed smoked sheet, which is less expensive but of darker color. The baled rubber must be masticated to lower its molecular weight before use.
Most NR-based adhesives are sold as solutions, usually about 35 % solids, in C6-C7 aliphatic hydrocarbons, often blended with some toluene. With this elastomer almost any tackifier can be used, but terpenes and Cs hydrocarbon types are favored. Tack (see below) reaches a maximum at 50-70 parts tackifier per 100 parts (phr) NR, depending on the tackifier. Often a mixture of tackifiers gives better properties. The PSA composition often includes fillers such as clay to lower costs and alter
properties, and plasticizers such as petroleum oil or low MW polyisobutylene. Antioxidants are always added to protect the unsaturated backbone from oxidative degradation. Some typical formulations are given in Table I.
NR latex is used for PSAs to a small extent. Here the tackifier must be in the form of an aqueous dispersion.
Synthetic polyisoprene, chemically similar to NR, has the advantage of not requiring milling like NR in order to prepare solutions. Nevertheless, its use in PSAs is about one-tenth that of NR because of costs and poorer cohesive strength than NR. For these reasons and because of competition from other elastomers, its usage is not expected to grow.
Block Copolymers. The hydrocarbon elastomer enjoying the greatest volume in PSAs is an A-B-A triblock copolymer where A is polystyrene and B is either a poly isoprene or polybutadiene unit. These polymers are trademarked "Kraton" by Shell Chemical Com-
Table 1. Typical PSA Formulations Based on NR.
A. General Purpose: Clear Milled pale crepe Poly terpene (MW 750) Antioxidant Heptane
B. General Purpose: Pigmented Milled pale crepe Cs hydrocarbon resin (s.p. 95°C) Dixie clay Titanium dioxide Antioxidant (Can be calendered)
C. Surgical Tape Milled smoked sheet Rosin ester (s. p. 95°C) Lanolin Zinc oxide Antioxidant (Solvent to coatable viscosity)
D. Masking Tape Milled pale crepe Poly terpene (s.p. 115°C) Calcium carbonate Resole phenolic Antioxidant Hexane/toluene (70/30)
100 90
2 350
34 34 20 II
100 90 20 50 2
100 41 58 51 2
450

646 HANDBOOK OF ADHESIVES
pany, the only domestic producer. By far the more popular copolymer is that in which the midblock is composed of isoprene units; this material yields adhesives of higher tack than those with butadiene midblocks. The copolymers have an overall molecular weight of about 100,000 with about 15-30% by weight of polystyrene. 6
These triblock copolymers develop a domain structure; the polystyrene blocks from various polymers aggregate into domains which function as thermolabile crosslinks. On heating above the glass transition temperature Tg of the amorphous polystrene end units, the material behaves as a typical thermoplastic and may be pumped or extruded. On cooling, the polystyrene domains reform and the copolymer behaves like a crosslinked rubber. Similarly, the copolymer may be dissolved like a thermoplastic and on evaporation of the solvent regain the domain morphology and behave again as if crosslinked. The thermolability of the "crosslinks" permit formulation of the Kraton as HMPSAs. Currently, the triblock-based adhesives make up almost 100% of the HMPSA market.
Block copolymers are also widely used in the form of solution adhesives. Although higher cost than NR, their low MW permits making higher solids content solutions which have obvious economic and ecological advantages.
Hydrogenation of the diolefinic midblock of a S-B-S copolymer gives an elastomer, designated Kraton G, which is favored for HMPSA applications, in spite of lower tack than the S-I-S copolymer, because of greater resistance to oxidative breakdown. Since poly(isoprene) degrades primarily by chain scission while poly(butadiene) tends to crosslink, mixtures of S-I-S and S-B-S polymers are sometimes used to minimize the effects of degradation.
A similar block copolymer targeted for the hot melt market has recently been introduced by Firestone. This product, Stereon 840A, is a multiblock styrene-butadiene copolymer. It has a higher styrene content and somewhat lower MW than the Kratons. A typical PSA formulation using Stereon is given in Table 2.
The tackification of the triblock copolymers differs from that of other elastomers in that two tackifiers, of quite different solubility parame-
Table 2. Typical PSA Formulation Using Steron 840A.
Stereon 840A 47.0 Hydrogenated rosin ester (s.p. 100°C) Naphthenic oil Antioxidant
31.5 30.0
1.5
ter 0, are often used. One tackifier, with 0 below 9, is compatible with the midblock while the other, 0 above 9, is compatible with the high-T g end blocks. Midblock tackifiers are mostly Cs hydrocarbon resins and terpenes. The endblock tackifiers, such as a-methylstyrene polymers or coumarone-indene resins, are of high Tg and reinforce or stiffen the polystyrene domains. Oils, included in many formulations to lower the melt viscosity, can have little aromatic character to avoid entering and softening the polystyrene domains. Typical formulations using Kraton block copolymers are given in Table 3.
Styrene-Butadiene Random Copolymers. The SBR preferred for PSA usage differs from the SBR used primarily as an elastomer. The former is emulsion polymerized at a higher temperature and thus has a broader molecular weight distribution and a gel fraction, both attributes having advantages for PSAs. The consumption of SBR in this field is now about the same as that of NR.
Table 3. PSA Formulations Based on S-I-S Block Copolymers.
A. Solution Formulation Block copolymer (Kraton 1107) 100 Hydrogenated rosin ester (s.p. 104°C) 84 Liquid hydrogenated rosin ester 35 Antioxidant I Hexane/toluene (70/30) 180
B. Hot Melt Block copolymer Cs hydrocarbon resin (s. p. 95°C) Naphthenic oil Antioxidant
C. Higher Shear Hot Melt Block copolymer Cs hydrocarbon resin (s.p. 95°C) Coumarone-indene resin (s.p. ISS°C) Naphthenic oil Antioxidant
100 100 40 2
100 100 60 40
4
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 647
Most of the SBR used in PSAs is obtained as gum rubber and compounded as solvent adhesives. The major utilization is in label manufacture. Preferred tackifiers are rosin esters and {:l-pinene resins; the Cs hydrocarbon resins are not used. Typical solution formulations are shown in Table 4.
Recently SBR latexes have been promoted for PSAs but the higher cost of tackifier dispersions and the competition of the more oxidatively stable acrylic PSAs have limited their growth. What SBR latex is used is found mainly in the label and decal area.
Polyisobutylene and Butyl Rubber. The homopolymer of isobutylene, PIB, available commercially in a wide range of MWs, has the advantages of a saturated backbone and low permeability to water and gases. PSA compositions consist of a high MW polymer, Mv of from 725,000 to over 2,000,000, blended with a low MW PIB which functions as a plasticizer as well as providing a portion of low MW chains to promote wet-out of surfaces to which the adhesive is applied. The preferred tackifiers are Cs hydrocarbon resins and polyterpenes. Because PIB is a low energy polymer, for adhesion to more polar surfaces, rosin esters can be used. Most PIB adhesives are solvent based, with petroleum fractions (naphthas) being suitable solvents. A major use of PIB
Table 4. PSA Solution Formulations Based on SBR.
A. General Purpose Tape ~R 100 Hydrogenated rosin ester (s.p. 104°C) 75 Antioxidant 2 Toluene 180
B. Removable Label Stock SBR (54 Mooney Viscosity) Hydrogenated rosin ester (s. p. 105°C) Plasticizing oil Antioxidant Toluene
C. Masking Tape SBR (54 Mooney Viscosity) C9 hydrocarbon resin Bromomethyl phenolic resole Zinc resinate Antioxidant Hexaneltoluene (60/40)
100 50 37
2 200
100 150 20
5 2
275
Table 5. PSA Formulations Based on PIB.
A. Removable Label PIB (MW 2 million) Polybutene (MW 1200) Liquid hydrogenated rosin ester Cs hydrocarbon resin (s.p. 100°C) Antioxidant Heptane
B. Medical Tape PIB (MW > I million) PIB (MW 55,000) Zinc oxide Hydrated alumina USP white oil Phenolic resole Antioxidant (Solvent to coatable viscosity)
C. Vinyl Floor Tile Butyl rubber (MW 450,000) PIB Terpene phenolic resin Mineral spirits
100 70 35 45
1000
100 30 50 50 40 50
100 20 70
360
PSAs is for removable labels, where low tack and adhesion are desirable. Typical formulations containing PIB are given in Table 5.
Butyl rubber is a copolymer of isobutylene with a minor amount of isoprene (0.8-2 mole %). Unlike PIB, butyl can be crosslinked to improve the otherwise poor cohesive properties of this class of adhesive. The major use for BR is in anticorrosion wrap for gas ~nd oil transmission pipes. The backing for this tape consists of a thick polyethylene or PVC film, loaded with carbon black. The adhesive mass, which is quite thick (up to 12 mils) not only contains the usual tackifiers, of which many can be used, but also a high concentration of particulate filler. This tape lends itself favorably to calendar manufacture. A typical formulation for a pipewrap adhesive is given in Table 6.
Table 6. Typical Formulation for Calenderable Pipewrap Adhesive.
Butyl rubber (MW 350,000) 100 Poly butene (MW 900) 100 Carbon black 90 Talc or clay 200 Process oil 50 Cs hydrocarbon resin (s. p. 105°C) 75 Amorphous polypropylene 50
648 HANDBOOK OF ADHESIVES
Reclaim Rubber. Rubber recovered from scrap rubber goods, primarily by digestion or mastication at elevated temperatures, consists of soluble hydrocarbon, crosslinked rubber, and about 30 % carbon black, plus minor amounts of oil, tackifiers, and curative residues. The fQbber content of reclaim derived from tires is a mixture of SBR and NR, while butyl reclaim is derived from inner tubes. One 'of the principal virtues of reclaim is price. It is used for black friction tape but to a larger extent for duct tapes and pipewrap tapes.
Ethylene-Vinyl Acetate Copolymers. EV A copolymers having a vinyl acetate content of 40 % or higher have some utility in PSAs. These copolymers, which also require high levels of tackifiers, were at one time the base materials for HMPSAs but have been almost completely displaced by the triblock copolymers. Although somewhat lower in cost than styrenic block copolymers, EV A has been unable to compete successfully because of low tack and poor shear strength, especially at elevated temperatures.
Acrylics
Poly(acrylate esters), often called acrylics, have grown from their first introduction in the mid-1950s to account for about one-quarter of the domestic PSA market. The pioneering research in this field by Ulrich 7 revealed that the normally tacky polymers of certain acrylic esters could be converted to useful adhesives by the incorporation of up to about 10% of a polar monomer. The acrylate esters of C4-C12 alcohols, giving homopolymers having a Tg of about -50°C to about -75°C, are the major constituent of the PSA.
For economic reasons the dominant esters worldwide are butyl and 2-ethylhexyl acrylate. The 3M Company, the largest tape producer in the U.S., is reported to manufacture for captive consumption the ester of isooctyl alcohol derived from the OXO process. Other acrylate esters, such as decyl and isodecyl acrylate, and certain methacrylate esters, such as lauryl methacrylate, give rise to the requisite low-Tg homopolymer but are currently too expensive for commercial consumption. Although a large
number of comonomers have been mentioned in patents, acrylic acid is the most popular polar comonomer; others, such as acrylamide, acrylonitrile, hydroxyethyl acrylate, and certain amine-functional monomers, have found commercial utilization.
A so-called modifying monomer, such as vinyl acetate or ethyl acrylate, is very frequently included in acrylic PSA compositions to increase the Tg (see the Theory section, below). Typical recipes for acrylic PSAs are given in Table 7.
Acrylics, by virtue of their saturated backbone, far surpass the rubber-based PSAs in terms of aging stability. The acrylics are also colorless and can be readily tailored to suit specific applications by adjustment of the monomer ratios. As a generalization, acrylics adhere better to polar surfaces than rubber-based PSAs but, correspondingly, less well to low energy surfaces.8 Although acrylic PSAs do not discolor or lose adhesive properties on outdoor exposure, their tack and peel strength, again as a
Table 7. Typical Compositions of Acrylic PSAs.
A. General Purpose Tape 2-Ethylhexyl acrylate Vinyl acetate Acrylic acid N-Methylolacrylamide
B. Conformable, High Tack Adhesive Isoocty I acrylate Acry lic acid Hydrogenated rosin ester (s.p. 85°C)
C. Firm, Repositionable Adhesive Isooctyl acrylate Methyl acrylate Acrylic acid
D. Self-Crosslinkable Adhesive 2-Ethylhexyl acrylate Dimethylaminoethyl methacrylate Acrylic acid Glycidyl methacrylate
E. Post-Crosslinkable Adhesive 2-Ethylhexyl acrylate Vinyl acetate Ethyl acrylate Maleic anhydride
75 20 4
95.5 4.5
50.0
57.5 37.0 7.5
89.5 7.0 3.0 0.5
72.5 18.9 5.2 3.4
Add 0.3 metal alkoxide or acetylacetonate to coating solution

PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 649
generalization, are somewhat less than that of the best rubber-based adhesives. Another significant difference is that acrylics do not require tackification to provide excellent physical properties. Nevertheless, many commercial acrylic PSAs contain tackifiers, most often rosin esters, to increase peel adhesion and tack. Because acrylics can be free of antioxidants and tackifiers, they are generally regarded as less irritating to the skin and are often preferred for medical applications.9
Although the acrylics were originally available only as solution adhesives, the rising cost of solvents and the amendments to the Clean Air Act in the 1970s created strong motivation for water-based forms. Today acrylic emulsions volume exceeds that of acrylic solutions, and the trend toward the emulsions is expected to accelerate in the future. Once offered commercially, \0 hot melt acrylic PSAs are no longer on the market except for a minuscule amount ofRMPSA material designed for post-radiation curing. It has been extremely difficult to develop compOSItIOns with adequate shear strength at the low molecular weights required for hot melts.
Solution adhesives are limited in MW because of the effect of MW in increasing solution viscosity. In contrast, since MW of the polymer has no effect on latex viscosity, this factor does not operate with latex adhesives. Often, however, some chain transfer agent is incorporated in the emulsion recipe to lower MW of the polymer in order to obtain better tack. To compensate for the low MW of solution adhesives, it is common practice to effect crosslinking of the dried adhesive in the oven drying line. Melamine resins are used II as well as the soluble derivative of a multifunctional metal, e.g., aluminum acetyl acetonate l2 or a titanium alkoxide,13 which loses its ligand and effects salt crosslinks with the carboxyls in the polymer on drying. Some latex polymers are also crosslinked e.g., by incorporating something like zinc acetate. Of increasing importance are the self-curing compositions where the crosslinking mechanism is built into the polymer. 14.15
A new approach to achieving augmented cohesive strength without crosslinking is based on a polymer with pendant high-Tg chains. The in-
compatible pendant chain forms domains in a manner analogous to the morphology generated in S-I-S copolymers. One method to provide the requisite pendant chain consists of grafting of, for example, styrene or methyl methacrylate to a preformed conventional acrylic polymer.16 Another method involves copolymerization of a monomer, that is, a low MW polystyrene chain terminated with a methacryl group. A recently introduced product is Arco Chemical Co. 's Chemlink 4500 Macromer monomer, which, when copolymerized with an acrylate ester and a polar monomer, provides pendant chains of polystyrene. 17 Typical formulations using this macromer are given in Table 8.
Acrylic PSAs are used for some labels and a wide variety of tapes, particularly transparent office, strapping, transfer, medical, and metal foil tapes.
Silicones
The use of silicone-type PSAs is restricted because of their high cost, in spite of the excellent adhesion to surfaces of both high and low surface energy and the ability to function acceptably at a temperature range of over 500°C. The base raw materials for producing silicone PSAs come primarily from Dow Coming and General Electric Corp.
The two basic components of a silicone PSA are a resin and a gum, somewhat analogous to tackifier and elastomer in organic adhesives. The resin is derived from reaction of silicic or polysilicic acid (hydrosol) with something like trimethyl chlorosilane to convert part of the OR
Table 8. Typical PSA Formulations Using Macromer.
A. Untackified Chemlink 4500' 2-Ethylhexyl acrylate Acry lic acid
B. Tackified Chemlink 4500' 1-Decy I acry late Acrylic acid
Hydrogenated rosin ester (s.p. 85°C) Trioctyl trimellitate (plasticizer)
'Arco Chemical Co.
15 80
5
15 82.9 2.1
97.0 16
650 HANDBOOK OF ADHESIVES
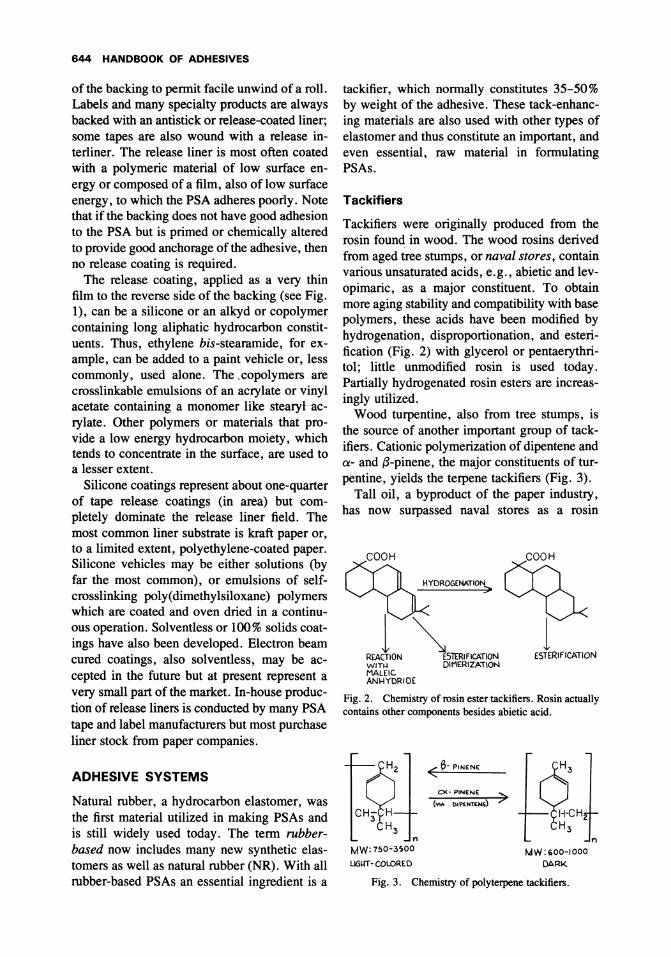
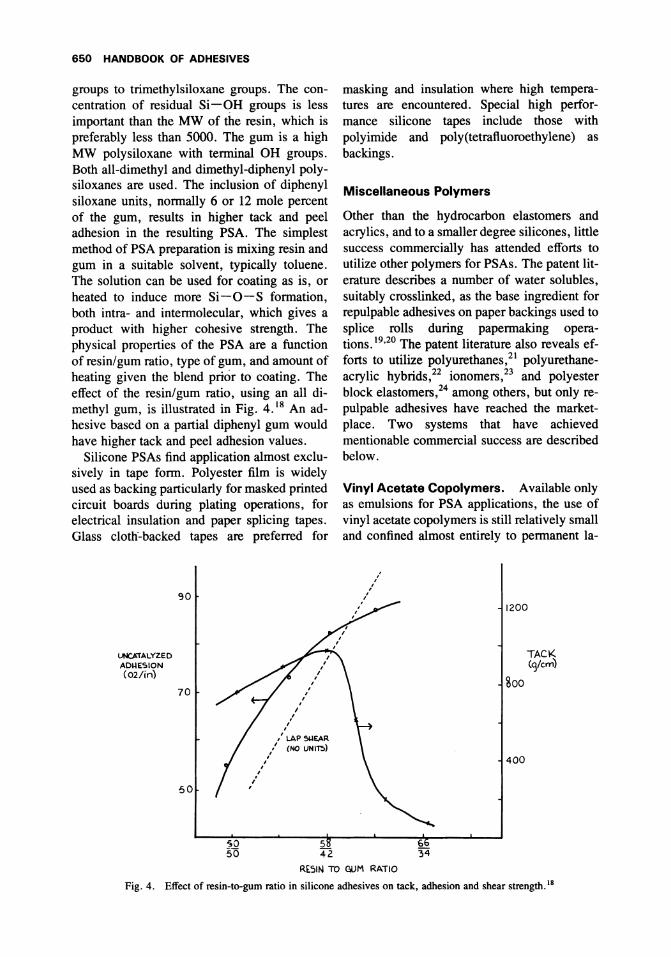
groups to trimethylsiloxane groupS. The concentration of residual Si-qH groups is less important than the MW of the resin, which is preferably less than 5000. The gum is a high MW polysiloxane with tenninal OH groups. Both all-dimethyl and dimethyl-diphenyl polysiloxanes are used. The inclusion of diphenyl siloxane units, nonnally 6 or 12 mole percent of the gum, results in higher tack and peel adhesion in the resulting PSA. The simplest method of PSA preparation is mixing resin and gum in a suitable solvent, typically toluene. The solution can be used for coating as is, or heated to induce more Si-O-S fonnation, both intra- and intennolecular, which gives a product with higher cohesive strength. The physical properties of the PSA are a function of resin/gum ratio, type of gum, and amount of heating given the blend prior to coating. The effect of the resin/gum ratio, using an all dimethyl gum, is illustrated in Fig. 4. 18 An adhesive based on a partial diphenyl gum would have higher tack and peel adhesion values.
Silicone PSAs find application almost exclusively in tape fonn. Polyester film is widely used as backing particularly for masked printed circuit boards during plating operations, for electrical insulation and paper splicing tapes. Glass cIotti-backed tapes are preferred for
IJNU;fALVZED ADIlESION C02/in)
90
70
50
masking and insulation where high temperatures are encountered. Special high performance silicone tapes include those with polyimide and poly(tetrafluoroethylene) as backings.
Miscellaneous Polymers
Other than the hydrocarbon elastomers and acrylics, and to a smaller degree silicones, little success commercially has attended efforts to utilize other polymers for PSAs. The patent literature describes a number of water solubles, suitably crosslinked, as the base ingredient for repulpable adhesives on paper backings used to splice rolls during papennaking operations. 19,20 The patent literature also reveals efforts to utilize polyurethanes,21 polyurethaneacrylic hybrids,22 ionomers,23 and polyester block elastomers,24 among others, but only repulpable adhesives have reached the marketplace. Two systems that have achieved mentionable commercial success are described below.
Vinyl Acetate Copolymers. Available only as emulsions for PSA applications, the use of vinyl acetate copolymers is still relatively small and confined almost entirely to pennanent la-
/
" , ,
1200
800
400
TACK. (q/cm)
R(SIN TO GUM RATIO
Fig. 4. Effect of resin-to-gum ratio in silicone adhesives on tack, adhesion and shear strength. 18
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 651
bels. Some of the emulsions are used as such and some blended with an acrylic latex before application. Vinyl acetate copolymer adhesives are produced that have an excellent balance of tack, peel strength, and shear resistance; as with acrylics, adhesive strength builds with time. The only domestic producer, Air Products, does not reveal the composition of its PSAs but patents25 indicate that they may be roughly 1: 1 copolymers of vinyl acetate and dioctyl maleate containing some acrylic acid.
Poly(Vinyl Alkyl Ether) Blends. Vinyl ethyl ether polymers, available from Union Carbide and GAF, are used in medical products because of high moisture vapor permeability, valuable for patient comfort during long term application to the skin. Also of some small use are PSAs based on poly (vinyl isobutyl ether). The technology here involves blending high and low MW polymers, as illustrated in Table 9, analogous to the approach with pm. Again, the low MW polymer provides for spreading on the adherend surface and the high MW polymer provides cohesive strength. The major drawback with this category of adhesive, not readily crosslinkable, is poor shear resis-tance.
THEORY
The adhesive properties of PSAs, like other adhesives, are governed by two basic considerations, namely the ability to wet and spread on an adherend surface and the ability to resist detachment from that surface. Making a good bond is to a h!f~e extent, but certainly not entirely, dependent upon the relative surface en-
Table 9. PSA Formulations Based on Poly(Vinyl Alkyl Ether).
A. Poly (Vinyl Isobutyl Ether) Type PVmE MW 100,000 PVmE MW 40,000 PVmE MW 10,000 Antioxidant
180 585 135
5
ergetics of the adhesive and adherend (basic to all adhesion phenomena), while resistance to debonding forces is, in the case of PSAs, a function of the viscoelastic behavior properties of the adhesive. Unlike structural adhesives, there is no phase change from liquid to rigid solid in the case of PSAs. Both surface energetics and especially viscoelastic properties are basic to the understanding of PSA behavior. In what follows there is a brief discussion of surface energetics but viscoelastic behavior is covered in the discussion of the three principal criteria by which PSAs are evaluated: tack, peel adhesion, and resistance to shear.
Surface Energetics
In order to maximize bond strength between adhesive and adherend it is necessary that the liquid (adhesive) wet and spread over the solid to achieve close contact between the surfaces, that is, to eliminate voids or gaps at the interface. Although PSAs are fairly viscous at room temperature, experience shows that intimate contact, which means flowing into the pits and crevices of the solid surface (which is never microscopically flat) is obtained at short times under moderate pressure. Thus the ability of the PSA to flow into the aspersities of the solid surface and achieve the desired intact interface is determined to a large extent by the relative surface energies of the two phases.
Surface tensions are readily determined for liquids, unlike solids. To ascribe surface energy values to solids, the concept of critical surface tension 'Y C' as developed by Zisman,26 is utilized. As a generalization, a liquid will spread on a surface which has a higher surface tension or free surface energy than that of the liquid.
These surface energies are the basis for calculating the thermodynamic work of adhesion, WA , which also represents the work required to separate two surfaces. It must be stressed that WA is far smaller than the force required to remove a PSA tape from a substrate; the experimental peel force includes significant
B. Poly(Vinyl Ethyl Ether) Type contributions from the bulk viscoelastic prop-PVEE Red. vise. 0.3 50 erties of the adhesive and the backing, as PVEE Red. vise. 4.0 25 pointed out later. Nevertheless WA and peel Zinc resinate 5 _________________ force can be correlated.

652 HANDBOOK OF ADHESIVES
WA can be expressed by two classical equations:
WA = 'Ys + 'YL - 'YSL (1)
WA = 'YL(1 + cos 8) (2)
Where 8 is the contact angle, 'YSL is the interfacial surface tension and 'Ys and 'YL are the surface energies or surface tensions (neglecting for simplicity that their measurement actually involves an interface with vapor) of solid and liquid, respectively. The first equation, applicable when the contact angle is zero ('YL < 'Ys), emphasizes that adhesion increases to the point where 'YL is close to 'Ys and then decreases. (When 'Ys is greater than 'YL, the 'YSL will not be minimum.) It also reinforces the experimental observation27 that 'YSL is the most important criterion of bond strength. The second equation (Young-Dupre), applicable when the contact angle is not zero, points out that as 8 approaches zero, WA approaches 2'YL' This leads to the conclusion that for maximum WA , 'YL should be maximum, consistent with a low to zero contact angle.
Thus, based on thermodynamic considerations, maximum bond strength is approached when the adhesive has a surface energy close to but not exceeding that of the adherend. Although it is sometimes claimed that maximum adhesion for a particular adhesive increases continuously as the 'Y c value of the substrate increases, this statement is only true when the 'YL of the liquid is higher than that of all the substrates involved. The predicted maximum in bond strength with increasing 'Y c of the adherend has been observed experimentally by Toyama28 in the case of PSAs, both rubberbased and acrylics. Toyama found 'YL for the adhesives to vary from 30 dynes/cm2 for a PIBbased adhesive to about 36 dynes/cm2 for a NRbased adhesive, a figure somewhat higher than that found by Dahlquist,29 and a plot of peel force vs. 'Y c for adherends showed a broad maximum at values of the adherends within 1 or 2 dynes/cm2 of the PSA value.
The simplistic discussion above neglects the very important fact that surface energies are made up of contributions from both dispersion forces (roughly van der Waals forces) and polar
forces; the latter are probably not simply dipole-dipole interactions but are better ascribed to acid-base interactions.3o The key point here is that interfacial tensions depend on polarity, that is, on the difference in polarity between adhesive and adherend; if only dispersion forces are operative, 'YSL is zero. Thus the effective energy of a solid surface really depends on the intractions possible with the liquid. This concept explains instances of specific adhesion, where an adhesive bonds more strongly to one surface than a second, both of which have equal 'Y s or 'Y c values but different polar components 'Y~ of that energy. Expressed another way, for optimum thermodynamic wettability, when the surface tensions of the two
. phases are similar, matching of the polarity of the two phases is very important.
On the basis of surface energetics it is understandable, not only that PSAs do not bond as well to solids of low 'Y c' but also why the more polar acrylic PSAs bond better to polar surfaces like glass and rubber-based PSAs bond better to surfaces of lower polarity like polyolefins.
Tack
To the layman the not clearly defined property of tack is often equated with stickiness and assessed by touching a PSA surface with a finger. ASTM defines tack as "the property of a material which enables it to form a bond of measurable strength immediately on contact with another surface. ,,31 The time of bond formation is thus a factor in tack, as is the force to unbond after contact, since the definition speaks of measurable strength. In other words, tack involves both a bonding and an unbonding force.
The quantitative value of tack will depend on the method of testing; the pressure used in making contact of the PSA with a surface, the time of contact, and the rapidity of removal all greatly influence the observed value. Note that the term pressure-sensitive arises because the strength of the bond is influenced by the contact pressure.
To effect a good bond immediately, that is, in short times of contact, the adhesive must not only have favorable surface energetics relative to that ofthe substrate, as discussed earlier, but

PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 653
also a low viscosity and a low elastic modulus or high deformability.
Low viscosity need not be a characteristic of all the polymer in a PSA, but some fraction of the chains must be of sufficiently high mobility at the temperature of application to permit wetting the surface of the adherend in a short time. To function properly, therefore, the PSA must have a low Tg ( -lOoe to -40 oe is typical), which implies high segmental jump frequency, and have a low enough viscosity to wet, which really means to spread over the adherend, in a short time.
Sheriff,32 using rubber-tackifier blends over a range of concentrations, found that at low frequencies (using a Weissenberg rheogoniometer) both the in-phase shear modulus G1 and the in-phase component of the dynamic viscosity ." 1 of the elastomer were lowered as tackifier was added. At high frequencies, on the other hand, both G1 and ." 1 for the tackified blends were higher than that of the rubber, as illustrated schematically in Fig. 5. Lower frequencies are equivalent to longer times and bonding times, albeit short, are long compared to the times of peeling or unbonding. Accordingly, the lower viscosity and more compliant PSA
5.4
---
5.9
L~ G' (N/m~)
4.6
B.' ~,' , , , . , , , ,
4.2 ,
-3 -z -I
L~
can make greater contact (enhanced wetting and spreading) with an adherent surface during the time defined by the tack test than can the untackified rubber. PSAs have viscosities in the range of 106_108 poises at ambient temperature. 33
The other component of tack, the force to unbond, is discussed more fully in the next section (Peel Adhesion) and emphasis in the consideration of tack is placed on the bonding process.
Tack can be related to modulus, as shown by Dahlquise4 in an experiment in which tack and the complex tensile modulus E* of a PSA were both measured as a function of temperature. E* at 1 cycle / sec was found to drop with temperature until, at the temperature where the tack values become appreciable, it was below 107
dynes/cm2. At about 35°e, where tack was maximum, the modulus approached 106 dynes / cm2. Kraus35 concluded, in work with tackified styrenic block copolymers, that to achieve satisfactory bonding the tensile storage modulus E' at 35 Hz must not exceed about 107
dynes/cm. Bates36 has developed a procedure to express
tack as an energy term.
0
WOI'.t
, , ,
,,' ,.' "
, ,.
"
2
,
:3
2
LOG n' ',-, , (N/yn~) , 0
-I
-2
-3
:3
Fig. 5. Schematic master curves comparing in-phase shear modulus and dynamic viscosity with frequency of NR and tackified NR. A and D, natural rubber; B and C, natural rubber tackified with 50% hydrocarbon resin.
654 HANDBOOK OF ADHESIVES
Peel Adhesion
Quantification of peel adhesion involves measurement of the force required to remove the adhesive, obviously on some backing, from a specified surface at a specified rate of peel. Whereas in tack measurement the bonding and unbonding occurs within seconds of each other, adhesion tests are conducted after a specified but considerably longer dwell period of the adhesive on the test surface. Moreover, since significant pressure is used to enhance contact of the tape with that surface, there is the implication that a good bond has been achieved (although this obviously will not occur if the adhesive has a higher surface energy than the adherend or if the adhesive has low compliance and/or high viscosity), and the force required to unbond will be a measurement of the viscoelastic deformation of the adhesive. Many workers have indeed related peel adhesion to viscoelastic responses of the adhesive under the conditions of peeling. 37-39
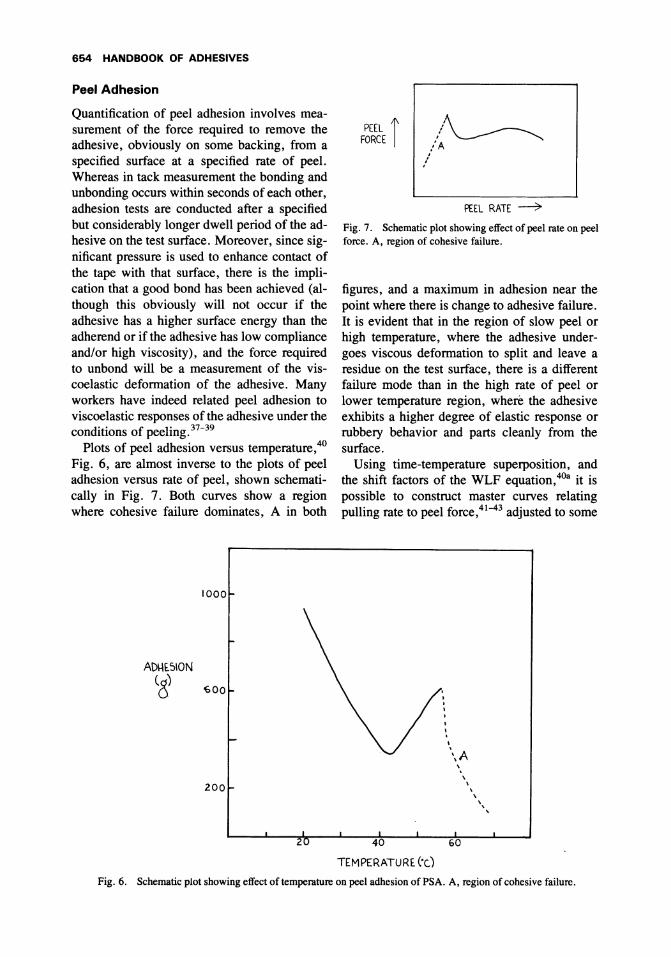
Plots of peel adhesion versus temperature ,40 Fig. 6, are almost inverse to the plots of peel adhesion versus rate of peel, shown schematically in Fig. 7. Both curves show a region where cohesive failure dominates, A in both
1000
ADI-IE.SION (9) o {'Oo
200
PEEL t FORCE I /~ /A
,/
PEEL RATE ~
Fig. 7. Schematic plot showing effect of peel rate on peel force. A, region of cohesive failure.
figures, and a maximum in adhesion near the point where there is change to adhesive failure. It is evident that in the region of slow peel or high temperature, where the adhesive undergoes viscous deformation to split and leave a residue on the test surface, there is a different failure mode than in the high rate of peel or lower temperature region, where the adhesive exhibits a higher degree of elastic response or rubbery behavior and parts cleanly from the surface.
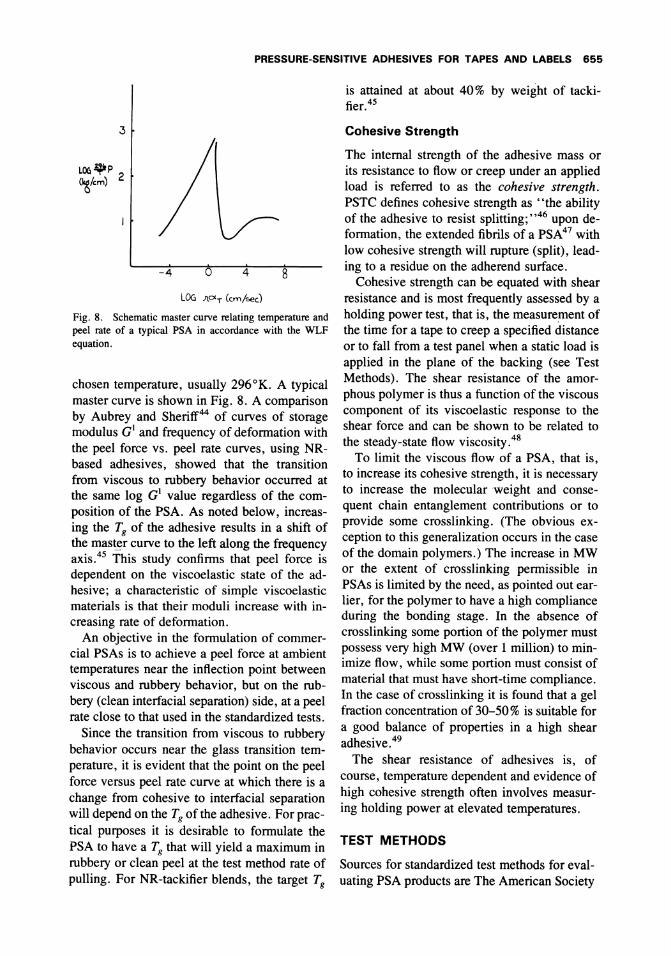
Using time-temperature superposition, and the shift factors of the WLF equation,4Oa it is possible to construct master curves relating pulling rate to peel force,41-43 adjusted to some
· • I · I
\A \ .
\ I
\ \
\ , ,
2 40 GO
TEMPERATURE. (0c.)
Fig. 6. Schematic plot showing effect of temperature on peel adhesion of PSA. A, region of cohesive failure.
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 655
-4 o 4 8
LOG JtO'T (cmfr,e,)
Fig. 8. Schematic master curve relating temperature and peel rate of a typical PSA in accordance with the WLF equation.
chosen temperature, usually 296°K. A typical master curve is shown in Fig. 8. A comparison by Aubrey and Sheriff44 of curves of storage modulus G1 and frequency of deformation with the peel force vs. peel rate curves, using NRbased adhesives, showed that the transition from viscous to rubbery behavior occurred at the same log G1 value regardless of the composition of the PSA. As noted below, increasing the Tg of the adhesive results in a shift of the mas~r curve to the left along the frequency
. 45 Th' aXIs. IS study confirms that peel force is dependent on the viscoelastic state of the adhesive; a characteristic of simple viscoelastic materials is that their moduli increase with increasing rate of deformation.
An objective in the formulation of commercial PSAs is to achieve a peel force at ambient temperatures near the inflection point between viscous and rubbery behavior, but on the rubbery (clean interfacial separation) side, at a peel rate close to that used in the standardized tests.
Since the transition from viscous to rubbery behavior occurs near the glass transition temperature, it is evident that the point on the peel force versus peel rate curve at which there is a change from cohesive to interfacial separation will depend on the Tg of the adhesive. For practical purposes it is desirable to formulate the PSA to have a Tg that will yield a maximum in rubbery or clean peel at the test method rate of pulling. For NR-tackifier blends, the target Tg
is attained at about 40% by weight of tackifier. 45
Cohesive Strength
The internal strength of the adhesive mass or its resistance to flow or creep under an applied load is referred to as the cohesive strength. PSTC defines cohesive strength as "the ability of the adhesive to resist splitting;' ,46 upon deformation, the extended fibrils of a PSA 47 with low cohesive strength will rupture (split), leading to a residue on the adherend surface.
Cohesive strength can be equated with shear resistance and is most frequently assessed by a holding power test, that is, the measurement of the time for a tape to creep a specified distance or to fall from a test panel when a static load is applied in the plane of the backing (see Test Methods). The shear resistance of the amorphous polymer is thus a function of the viscous component of its viscoelastic response to the shear force and can be shown to be related to the steady -state flow viscosity. 48
To limit the viscous flow of a PSA, that is, to increase its cohesive strength, it is necessary to increase the molecular weight and consequent chain entanglement contributions or to provide some crosslinking. (The obvious exception to this generalization occurs in the case of the domain polymers.) The increase in MW or the extent of crosslinking permissible in PSAs is limited by the need, as pointed out earlier, for the polymer to have a high compliance during the bonding stage. In the absence of crosslinking some portion of the polymer must possess very high MW (over 1 million) to minimize flow, while some portion must consist of material that must have short-time compliance. In the case of crosslinking it is found that a gel fraction concentration of 30-50% is suitable for a good balance of properties in a high shear adhesive.49
The shear resistance of adhesives is, of course, temperature dependent and evidence of high cohesive strength often involves measuring holding power at elevated temperatures.
TEST METHODS
Sources for standardized test methods for evaluating PSA products are The American Society
656 HANDBOOK OF ADHESIVES
for Testing and Materials (ASTM) and the Pressure-Sensitive Tape Council (PSTC). In addition a large number of test methods are offered by the U. S. Government,SO foreign agencies, and organizations representing various segments of industry. Tape manufacturers in descriptions of their products most often refer to results given by ASTM and PSTC test methods.
Both peel adhesion and shear resistance tests utilize tape specimens, while tack testing can be performed on specimens in other shapes as well as on tapes. In peel and shear tests a stainless steel panel with a specified surface roughness is used as a test surface.S1
Tack Testing
Although tack testing using a flat probe (probe tack) is almost universally the choice in scientific literature, industry literature frequently refers to a rolling-ball tack test.
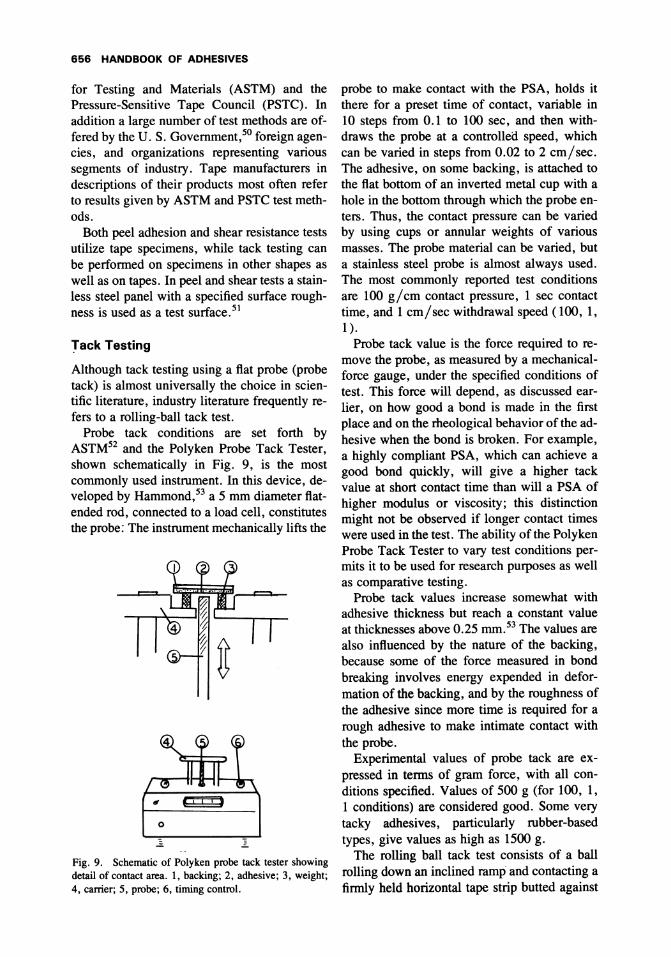
Probe tack conditions are set forth by ASTMs2 and the Polyken Probe Tack Tester, shown schematically in Fig. 9, is the most commonly used instrument. In this device, developed by Hammond,s3 a 5 mm diameter flatended rod, connected to a load cell, constitutes the probe: The instrument mechanically lifts the
o
Fig. 9. Schematic of Polyken probe tack tester showing detail of contact area. I, backing; 2, adhesive; 3, weight; 4, carrier; 5, probe; 6, timing control.
probe to make contact with the PSA, holds it there for a preset time of contact, variable in 10 steps from 0.1 to 100 sec, and then withdraws the probe at a controlled speed, which can be varied in steps from 0.02 to 2 cm/sec. The adhesive, on some backing, is attached to the flat bottom of an inverted metal cup with a hole in the bottom through which the probe enters. Thus, the contact pressure can be varied by using cups or annular weights of various masses. The probe material can be varied, but a stainless steel probe is almost always used. The most commonly reported test conditions are 100 g/ cm contact pressure, 1 sec contact time, and 1 cm/sec withdrawal speed (100, 1, 1 ).
Probe tack value is the force required to remove the probe, as measured by a mechanicalforce gauge, under the specified conditions of test. This force will depend, as discussed earlier, on how good a bond is made in the first place and on the rheological behavior of the adhesive when the bond is broken. For example, a highly compliant PSA, which can achieve a good bond quickly, will give a higher tack value at short contact time than will a PSA of higher modulus or viscosity; this distinction might not be observed if longer contact times were used in the test. The ability of the Polyken Probe Tack Tester to vary test conditions permits it to be used for research purposes as well as comparative testing.
Probe tack values increase somewhat with adhesive thickness but reach a constant value at thicknesses above 0.25 mm.S3 The values are also influenced by the nature of the backing, because some of the force measured in bond breaking involves energy expended in deformation of the backing, and by the roughness of the adhesive since more time is required for a rough adhesive to make intimate contact with the probe.
Experimental values of probe tack are expressed in terms of gram force, with all conditions specified. Values of 500 g (for 100, 1, 1 conditions) are considered good. Some very tacky adhesives, particularly rubber-based types, give values as high as 1500 g.
The rolling ball tack test consists of a ball rolling down an inclined ramp and contacting a firmly held horizontal tape strip butted against

PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 657
the end of the ramp. The distance the ball rolls on the tape before stopping is the experimental value of tack. The test has a long history and many variations have been explored;54 many versions are still in use, so that conditions for the test may differ among laboratories. Even between the two standardized versions of ASTM55 and PSTC,56 which are supposedly identical, there is a slight difference in the slope of the ramp.54 Fig. 10 is a schematic drawing of the PSTC apparatus.
Variables explored in the test include the size and weight of the ball, its velocity at the end of the ramp and the shape of the ramp. The current standard methods use ~ inch diameter steel balls (which are carefully cleaned before reuse to remove any adhesive residues), a ramp which is inclined 22 ° from the vertical and a release point on the ramp, which determines the velocity, about 6 inches from the bottom.
Using PSTC Test Method No.6, rolling ball tack valves for commercial adhesives vary from about 0.1 inch to about 10 inches; anything under 1 inch is considered evidence of a tacky PSA.
The term quick stick is also frequently equated with tack; it is defined by PSTC as: "Ability of tape to adhere to a surface instantly, using no pressure other than weight of
cl--J, jj Fig. lO. Schematic of PSTC rolling ball tack tester. 1, V-shaped trough; 2, release mechanism; 3, leveling bubble; 4, tape specimen; 5, ~" diameter steel ball; 6, base curve; 7, angle of 21 °30'.
tape itself. It is measured as the force resisting peeling of tape at 90° from a standard surface upon which it has been applied under no other pressure than the weight of the tape itself. ,,57 The PSTC test method for quick stick, also known as the Chang Test,58 utilizes a special jig to permit pulling the tape, laid "without pressure," from a test panel at 12 in. jmin at a constant 90 ° angle of peel. U nfortunatel y, as a tape is pulled from a flat surface there is a zone of compression just before the point where the adhesive parts from the surface. 59 The resultant force has the effect of pressing the tape against the panel so that the condition of using "no pressure" is violated. Further, a stiff backing could prevent the adhesive making good contact with the test surface. Essentially, then, this test resembles a typical peel test and is often not a measure of quick stick, as the term is defined, or tack.
Peel Adhesion Testing
The force required to remove a tape from a surface depends on the angle of peel, the rate of pulling (see Fig. 7), the roughness and surface energy of the test surface, the pressure with which the tape is applied to that surface, the time of dwell before the test is started, and, as discussed earlier, the mode of failure (see Fig. 6). Moreover, the nature of the backing effects the values obtained. 57 For valid comparisons between tapes, therefore, it is essential that the conditions of peel testing be specified and, if adhesives are to be evaluated, the backings of the tapes be the same. Nevertheless, if conditions of a standardized test are followed, the test can be of great practical and theoretical value.
The PSTC procedure60 specifies angle of peel (180°) and rate of peel (12 in.jmin), and application pressure is controlled by passing a standardized rubber-covered roller over the one-inch wide tape specimen, placed on the clean steel panel, five times in each long direction. The peel test according to PSTC is to be conducted within one minute of bonding, although many laboratories run the test also after long periods of dwell. Today almost all testing utilizes a constant rate of extension machine, such as an Instron (Canton, MA).
658 HANDBOOK OF ADHESIVES
Yalues are expressed as ounces per inch (most specimens are one inch wide). Acceptable tapes, depending on end use, may have peel values as low as 25 oz. lin. while tapes designed for use in high shear applications give values as high as 100-150 oz./in.
Shear Resistance Testing
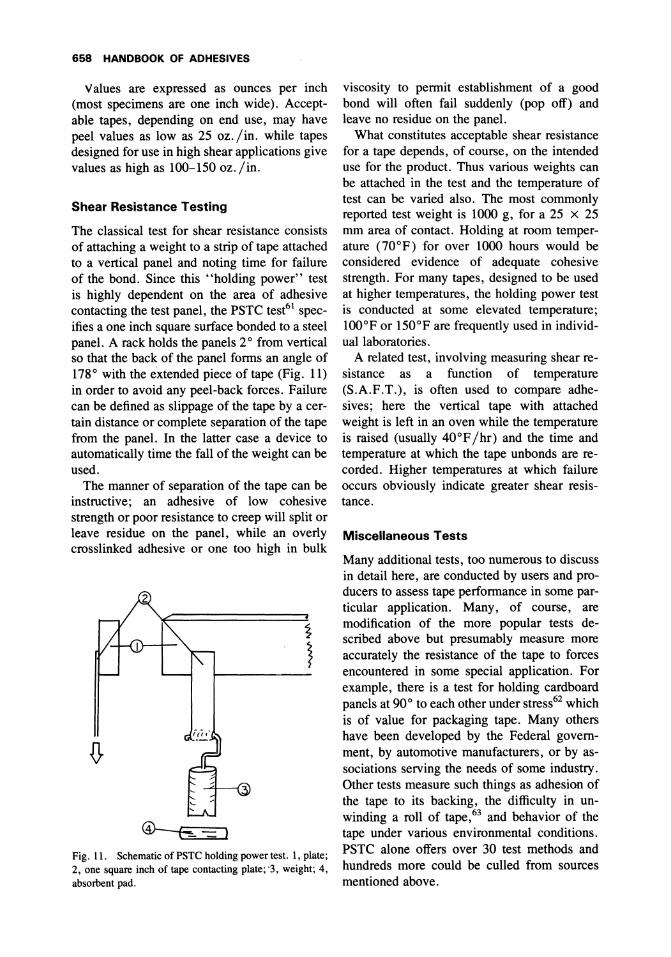
The classical test for shear resistance consists of attaching a weight to a strip of tape attached to a vertical panel and noting time for failure of the bond. Since this "holding power" test is highly dependent on the area of adhesive contacting the test panel, the PSTC test61 specifies a one inch square surface bonded to a steel panel. A rack holds the panels 2 ° from vertical so that the back of the panel forms an angle of 178° with the extended piece oftape (Fig. 11) in order to avoid any peel-back forces. Failure can be defined as slippage of the tape by a certain distance or complete separation of the tape from the panel. In the latter case a device to automatically time the fall of the weight can be used.
The manner of separation of the tape can be instructive; an adhesive of low cohesive strength or poor resistance to creep will split or leave residue on the panel, while an overly crosslinked adhesive or one too high in bulk
Fig. 11. Schematic of PSTC holding power test. 1, plate; 2, one square inch of tape contacting plate; -3, weight; 4, absorbent pad.
viscosity to permit establishment of a good bond will often fail suddenly (pop off) and leave no residue on the panel.
What constitutes acceptable shear resistance for a tape depends, of course, on the intended use for the product. Thus various weights can be attached in the test and the temperature of test can be varied also. The most commonly reported test weight is 1000 g, for a 25 x 25 mm area of contact. Holding at room temperature (70°F) for over 1000 hours would be considered evidence of adequate cohesive strength. For many tapes, designed to be used at higher temperatures, the holding power test is conducted at some elevated temperature; 100°F or 150°F are frequently used in individuallaboratories.
A related test, involving measuring shear resistance as a function of temperature (S.A.F.T.), is often used to compare adhesives; here the vertical tape with attached weight is left in an oven while the temperature is raised (usually 40°F /hr) and the time and temperature at which the tape unbonds are recorded. Higher temperatures at which failure occurs obviously indicate greater shear resistance.
Miscellaneous Tests
Many additional tests, too numerous to discuss in detail here, are conducted by users and producers to assess tape performance in some particular application. Many, of course, are modification of the more popular tests described above but presumably measure more accurately the resistance of the tape to forces encountered in some special application. For example, there is a test for holding cardboard panels at 90° to each other under stress62 which is of value for packaging tape. Many others have been developed by the Federal government, by automotive manufacturers, or by associations serving the needs of some industry. Other tests measure such things as adhesion of the tape to its backing, the difficulty in unwinding a roll of tape,63 and behavior of the tape under various environmental conditions. PSTC alone offers over 30 test methods and hundreds more could be culled from sources mentioned above.
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 659
APPLICATIONS
The versatility of pressure-sensitive products is so enonnous that complete tabulation of all their uses is virtually impossible. Every sector of the economy uses PSAs in one fonn or another. All that can be indicated here are some of the major applications.
Tapes
As pointed out earlier, tapes constitute the dominant usage fonn ofPSAs. Some ofthe important tape applications include packaging, masking, splicing, electrical insulation, heating and air conditioning duct sealing, holding or bundling, mounting, and attaching medical and first aid products to skin. Many consumer uses for tapes, familiar to the layman, parallel industrial uses. For example, masking tape is used for painting both in the home and in industrial plants. Frequently, the same tape may be used for more than one application, although manufacturers prefer to offer products for specific industries or end use application, even though this may mean only minor differences in adhesive or backing for various products.
High volume uses of tape are presented below, organized by industry.
Packaging. The highest volume application of tapes is in packaging. Much tape is used in the manufacturing and sealing of corrugated boxes and in tear strips for cartons. An important backing for such tape is oriented polypropylene film, which has largely replaced unplasticized vinyl film and paper tapes. Also of importance are reinforced tapes, mainly with polyester film backing, which have reinforcing fibers embedded in the adhesive. A large amount of tape distinguished solely by being inexpensive, such as paper masking tape, is used for less demanding packaging operations. Freezer tapes for the food industry require low Tg adhesives to pennit application at low temperatures.
Hospital Usage. Tapes have myriad uses in the hospital; they cover and protect wounds, hold down dressings, intravenous needles, and surgical drapes, and restrict joint movement by
the patient. Because of the presumed need for high water vapor transmission in skin applications to avoid maceration due to accumulated moisture, many tapes utilize porous backings such as fabrics, both woven and nonwoven, and perforated films. Other backings include transparent film and foams. An interesting use employing reinforced backings is wound-closure strips to replace sutures for minor incisions in the skin.
First Aid and Health Care. Many of the tapes used in hospitals are available in drug and general stores. The largest volume item is the finger bandage, available with plastized vinyl and cloth backings, which are mostly flesh-colored but can be decorated or transparent.
A very large tape market of many millions of square yards is for diapers. The common disposable diaper is secured with tapes mounted on attached release liners which adhere to the diaper's polyethylene backing.
Feminine sanitary napkins are held in place by PSA tapes. The size of this market is limited by the popularity of tampons, which do not require fastening to the wearer.
In the sporting goods industry, considered here as in the health field, there is appreciable use of strapping tapes designed to prevent injury as well as to support injured joints or muscles. These athletic tapes, with defonnable cloth backings to facilitate ease of wrapping and easy tear, must also have adhesive masses that pennit facile removal. The sports industry also consumes tapes for wrapping hockey stick blades and baseball bat handles.
Graphic Arts and Office Products. Tapes used as graphic art aids are usually sold through art or office supply stores. Many of these products have symbolic patterns or designs printed on the backing; their use eliminates redrawing the design or symbol. Very narrow tapes in various colors are used for bar graphs, construction layouts, etc.
The product of greatest volume in the office area is the well known clear tape, once known as cellophane tape, usually consisting of an acrylic PSA on acetate film.
In the photographic and electronic areas lightblocking tapes, called stripping tapes, utilize a

660 HANDBOOK OF ADHESIVES
transparent red film backing to pennit viewing of the underlying surface while blocking out wavelengths of light to which the photographic emulsion is sensitive.
Electrical Industry. In addition to the familiar electrician's tape, usually a black adhesive with a stretchable film backing, there are many tapes used by equipment manufacturers for insulation in transfonners and motors. These products require PSAs of low conductance. The tapes are rated in tenns of temperature resistance. For highest temperature exposure, silicone PSAs must be used with specialty backings like glass cloth, polyvinyl fluoride, Teflon, or polyimide film. Tapes are also used to insulate soldered joints, to secure wire ends and, with fabric backings, to cushion and protect assemblies of wires. Harness tape is used to bundle a group of electrical wires.
Specialty products for the electronics industry include aluminum foil-backed tapes for antistatic shielding and copper foil tapes for electrostatic shielding of circuit boards and microwave components.
Automotive Industry. Tapes are used for decoration of automobile bodies, to secure body side molding, and for electrical harnesses, but by far the largest use is for masking of surfaces during painting. Because such masking tapes must resist solvents and baking cycle temperatures, as well as peel cleanly later, crosslinked rubber-based adhesives are widely used.
Corrosion Protection. Although steel underground transmission lines are often protected by coal tar or fusion bonded epoxy coatings, a large volume of polyethylene tapes as well as some vinyl-backed tapes are used for corrosion protection. Pipes of large diameter, such as oil line pipes, are usually machinewrapped in the field just prior to placement in the ground. The tapes are unusual in that the backing is from 12 to 15 mils thick and the butyl-based adhesive is approximately of the same thickness. For the pipeline industry the rolls are 18 in. wide and contain up to 800 feet of tape. There is a reduction currently in domestic pipeline construction but appreciable amounts of pipewrap are exported.
Construction. Duct tapes for constructing and insulating heating and air conditioning duct work are a high volume item in the building industry. Much duct tape uses a cloth reinforced polyethylene backing, but a widely used version is a high shear aluminum foil tape. Other tapes are used for temporary holding of various assemblies until a pennanent adhesive cures. Additionally, tape is used by painters and electricians during construction. Also, PSA on a foamed backing is used for weatherstripping and to plug gaps in place of a sealant.
Miscellaneous. Lead foil-backed tapes are used in electroplating, x-ray plate masking, golf club construction and sound dampening. Double-faced tapes are used to splice material from the end of one roll to the start of the next roll in industries where a web of material is fed continuously to some operation. For the paper industry, a paper tape with a water-dispersible adhesive is used to provide for repulpability of the scrap paper. Masking tapes are used for painting of everything from small appliances to railroad cars. For decoration and marking purposes, stenciling tapes are used. Many products, such as tools, use tape to protect edges and surfaces during shipping. Reinforcing tapes are used in manufacture of wallets, handbags, and shoes.
Labels and Decals
Manufacture of label stock, the precursor assembly of backing or facestock, adhesive, and release paper prior to printing and die cutting, is similar to tape manufacture, but the properties desirable for the facestock include printability as a major consideration. Labels earlier were classified as pennanent, removable, or freezer types but in tenns of applications are usually categorized as industrial, data processing, or office retail.
Industrial labels produced as roll stock are used for identification, description, and advertising of the product as well as pricing and constitute by far the largest part of the label business. Huge quantities of labels are consumed by the medical-phannaceutical, toiletries-cosmetics, consumer, automotive, and
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 661
durable goods industries. In addition to primary labeling, secondary labels are applied to . advertise specials and to apply price tags. Machines are available, for example for the food industry, to weigh an item and print weight, price, and unit price on the label. Although secondary labeling is almost entirely PSAbased, primary labeling of bottles, etc. competes with the much less expensive water-activated glues. However, PSA label use is expected to grow on the basis that PSA label application is less capital intensive and is much more rapid.
Electronic data processing labels, printed by computers, are almost entirely with paper facestock. Information of many kinds, including addresses, is printed on these labels.
In the office category, a relatively smaller market, both blank and preprinted labels are used for inventory control, inspection, filing and many other pUIpOses. In retail stores, the stamping of prices on containers or packages has been largely replaced by paper labels.
Although paper facestock dominates the label business, a sizable fraction of labels and decals utilize more expensive backings of polyester and calendered PVC backings. Typical applications of the more resistant film products are for labeling of shipping cartons and for attaching nameplates and emblems for appliances and office equipment. Decals, hard to distinguish from labels in terms of function, frequently have facestock that is transparent film or brightly colored and reflective metal foils. Some transparent label stock is used to cover and protect other labels or printing.
Other Products
PSA-based products other than tapes and labels fall in this category. Such products include sheet goods but also consist of individual items that utilize PSAs for attachment to another surface. Although not as large a business as tapes or labels, the dollar volume of these products is many hundreds of millions of dollars. For many products a release liner is an essential component.
A large market exists for PSA-coated sheets used to protect plastic or polished metal surfaces during transportation. An adhesive for
clean peel is essential; paper and polyethylene are common backings.
Reflective signs used outdoors for traffic control and direction signs indoors are mounted or attached with PSAs.
An important article of commerce is woodgrained vinyl sheet, used both for automotive interiors and station wagon bodies. The printed vinyl is used for decorative attachment to many other surfaces.
Hospital usage of nontape PSA products is fairly extensive. Wound dressings of all kinds and sizes are held in place with PSAs. A relatively new product consists primarily of a transparent and elastomeric polyurethane film of high moisture vapor transmission rate coated with adhesive. Among other uses the material can be applied to the skin and surgical inci~ions made through it under sterile conditions. PSAheld devices are used for ostomy seals and for transdermal drug delivery; in the latter case the drug may be contained in or go through the adhesive. Disposable electrocardiogram electrodes are held in place with PSAs. Used both in the hospital and at home are elastic bandages held in place by the PSA coating on one side. Com pads and bunion protective cushions, sold in the drug store, consist of form-cut foam or moleskin pieces held to the skin by PSAs.
3M's "Post-it" notes are pads of small paper sheets with a strip of adhesive along the top of the back of each sheet. The small sheets of paper which take ink or pencil inscriptions can be attached repeatedly to letters, reports, book pages, etc., without tearing the paper on removal. The adhesive consists of tacky, crosslinked acrylic microspheres which make "point contact" with the paper. See U. S. Patent 3,857,731 (1974). This relatively new product competes very successfully in spite of higher cost with the older practices of attaching notes to paper by staple or paper clip. In the graphic arts office or shop a small amount of film similar in construction to the tapes described before but of larger size is consumed; the film sheets can be cut into pieces of any desired size or shape.
A fairly large market exists for decorative shelf and drawer coverings. Used to a large extent by the homeowner, these vinyl sheets which can be cut to size from a roll offer pro-

662 HANDBOOK OF ADHESIVES
Table 10. Adhesive Thicknesses for Various PSA Products.
Product
Paper labels Paper transfer tape Plastic labels and decals PVC finger bandage Silicone electrical tape Diaper tape Polyester packaging tapes Polypropylene strapping base Acetate office tape Aluminum foil duct tape Printable computer tape Porous hospital tape Trainers tape Velcro strip Glass-reinforced polyester tape Film labels and decals Paper masking tape Coated cloth packaging tape Corrosion protection tape
Approximate Coatings Thickness (mils)
1.'0 1.'0
1.'0-1.5 1.5-2.'0 1.5-2.'0 1.5-2.'0 2.'0-3.5 2.5-4.'0 2.5-3.'0 2.5-3.5
3.'0 3.'0-4.'0 4.'0-5.'0 5.'0-7.'0 5.'0-7.5
1i>.'O 6.'0-7.'0
12.'0 12.'0-15.'0
tection of surfaces while serving an aesthetic purpose when placed on furniture, shelves, etc. Also used in the home are floor tiles coated with a PSA. Most floor tile manufacturers make vinyl tiles which are backed with a thick PSA coating, usually of an inexpensive composition based on something like atactic polypropylene or EV A because the tile experiences little of shear forces after placement. Also available for flooring installations are carpet and wood squares coated on the back with a PSA.
Lightly metallized polyester films are placed over windows to help reduce the sunlight passing through the window. Most of these solar radiation control films are coated with a PSA for attachment.
The ubiquitous "Velcro" is often attached to surfaces via PSAs. For example, car interior head liners are secured to Velcro pieces attached to the car roof by a shear resistant PSA.
Adhesive Mass Thicknesses
The weight or thickness of adhesive masses applied to various backings depends both on the method of application and the intended use of the product. Thus coatings applied by ovendrying are generally thin, roughly 1-3 mils,
whereas calendered coatings are generally over 4 mils in thickness. Further, cloth or other porous or nonsmooth backings often require a heavier coating weight to compensate for the adhesive that penetrates into the backing. Table 10 gives typical adhesive thicknesses for various products.
REFERENCES
I. "Glossary of Terms Used in Pressure Sensitive Tape Industry," Pressure Sensitive Tape Council (pSTC), Glenview, IL 1959.
2. Drew, R. G. (to 3M Co.), U.S. Patent 2,156,38'0 (May 2, 1939).
3. "Pressure Sensitive Adhesives Market," New York, Frost and Sullivan, 1984.
4. Anon., Adhesives Age, 21(3}, 4'0 (1978). 5. Kodama, Y., Proceedings, PSTC Technical Semi
nar, 1983, p. 14. 6. Harlan, J. T., and Petershagen, L. A., "Thermo
plastic Rubber (A-B-A Block Copolymers) in Adhesives," in "Handbook of Adhesives," 2nd Ed., I. Skeist, ed., Chap. 19, p. 304, New York, Van Nostrand Reinhold Co., 1977.
7. Ulrich, E. W. (to 3M Co.), U.S. Patent Reissue 24,9'06 (Dec. 13, 1960).
8. Fries, J. A., Int. J. Adhesion, 2, 187 (1982). 9. Krug, K., and Marecki, N. M., Adhesives Age,
26(12}, 19 (1983). 10. Sanderson, F. T., and Gehman, D. R., Proceedings,
PSTC Technical Seminar, 198'0, p. 87. 11. Groff, G. L. (to 3M Co.), U.S. Patent 4,396,675
(Aug. 2, 1983). 12. Milker, R., and Czech, Z., Adhaesion, 29(3}, 29
(1985). 13. Blance, R. B. (to Monsanto Co.), U.S. Patent
3,532,7'08 (Oct. 6, 197'O). 14. Knapp, E. C. (to Monstanto Co.), U.S. Patent
3,284,423 (Nov. 8, 1966). 15. Ley, D. A., and Burkhard, H. (to Amer. Cyanamid
Co.), U.S. Patent 4,522,973 (June 11, 1985). 16. Sunakawa, M., Takayamo, K., Matsuoka, N., and
Moroshi, Y. (to Nitto Electric Ind. Co., Ltd.), U.S. Patent 4,500,683 (Feb. 19, 1985).
17. Milkovich, R., and Chiang, M. T. (to CPC International, Inc.), U.S. Patent 3,786,116 (Jan. 15, 1974).
18. Simoneau, E. T., G. E. Corp., private communication, 1986.
19. Gleichenhagen, P., and Wesselkamp, I. (to Beiersdorf AG), U.S. Patent 4,413,'082 (Nov. 1, 1983).
2'0. Ohhaski, I., Mori, T., and Shimojo, S. (to Nippon Synthetic Chern. Ind. Co., Ltd.), Japanese Patent 76 06,236 (Jan. 19, 1976); C. A. 84, 165830t (1976).
21. Anderson, R. L. (to Anchor Continental, Inc.), U.S. Patent 4,049,601 (Sept. 2'0, 1977).
22. Lee, Y. S. (to B. F. Goodrich Co.), U.S. Patent 4,214,061 (July 22, 198'O).
PRESSURE-SENSITIVE ADHESIVES FOR TAPES AND LABELS 663
23. Agarwal, P. K., and Makowski, H. S. (to Exxon Research and Eng. Co.), U.S. Patent 4,359,547 (Nov. 16, 1982).
24. Japan Atomic Energy Research Institute, Japanese Patent 81,167,716 (Dec. 23, 1981); C. A. 96, 144139g (1982).
25. Lenney, W. E. (to Air Products), U.S. Patent 4,507,429 (Mar. 26, 1985).
26. Zisman, W. A., Adv. Chem. Ser., 43,1 (1964). 27. Mitta1, K. L., Polym. Eng. Sci., 17(7),467 (1977). 28. Toyama, M., and Ito, T., Polymer-Plast. Technol.
Eng., 2(2), 161 (1973). 29. Dahlquist, C. A., "The Significance of Surface En
ergy in Adhesion, " in •• Aspects of Adhesion 5, " D. J. Alner, ed., pp. 183-200, London, University of London Press, Ltd., 1969.
30. Fowkes, F. M., et aI., J. Polym. Sci., Polym. Chem. Ed., 22(3), 547 (1984).
31. ASTM DI878-61T, ASTMBull. No. 221,64 (1957). 32. Sherriff, M., Knibbs, R. W., and Langeley, P. G.,
J. Appl. Polym. Sci., 17,3423 (1973). 33. Ref. 28, p. 179. 34. Dahlquist, C. A., "Tack," in "Adhesion, Funda
mentals and Practice, The Ministry of Technology, " Chap. 5, p. 143, New York, Gordon and Breach, 1969.
35. Kraus, G., Rollman, K. W., and Gray, R. A., J. Adhesion, 10(3),221 (1979).
36. Bates, R., J. Appl. Polym. Sci., 20, 2941 (1976). 37. Aubrey, D. W., "Viscoelastic Basis of Peel Adhe
sion," "Adhesion 3," K. W. Allen, ed., Chap. 12, pp. 191-205, London, Applied Science, 1978.
38. Yarnamato, S., Hayashi, M., and Inoue, T., J. Appl. Polym. Sci., 19,2107 (1975).
39. Gent, A. N., and Hamed, G. R., Polym. Eng. Sci., 17, 462 (1977).
40. Bright, W. M., "The Adhesion of Elastomeric Pressure-Sensitive Adhesives: Rate Processes," in "Adhesion and Adhesives, Fundamentals and Practice," J. Clark, J. E. Rutzler, Jr., and R. L. Savage, eds., pp. 130-138, New York, John Wiley and Sons, Inc., 1954.
4Oa. Williams, M. L., Landel, R. F., and Ferry, J. D., J. Am. Chem. Soc., 77, 3701 (1955).
41. Aubrey, D. W., Welding, G. N., and Wong, T., J. Appl. Polym. Sci., 13,2193 (1969).
42. Tsuji, T., Maskuoka, M., and Nakao, K., "Super-
position of Peel Rate, Temperature and Molecular Weight for T -Peel Strength of Polyisobutylene," in "Adhesion and Absotption of Polymers," Vol. 12A L. H. Lee, ed., pp. 439-453, New York, Plenum, 1980.
43. Gent, A. N., J. Polym. Sci .• Pt. A-2. 9, 283 (1971). 44. Aubrey, D. W., and Sherriff, M., J. Polym. Sci .•
Polym. Chem. Ed .• 18, 2597 (1980). 45. Aubrey, D. W., "Pressure Sensitive Adhesives
Principles of Formulation," in "Developments in Adhesives," Vol. I, W. C. Wake, ed., Chap. 5, p. 140, London, Applied Science, 1977.
46. Pressure Sensitive Tape Council, "Glossary of Terms Used in Pressure Sensitive Tape Industry," 7th Edition, 1976, PSTC, 1201 Waukegan Road, Glenview, Illinois 60025.
47. Kaelbe, D. H., Trans. Soc. Rheology, 9(2), 135 (1965), Fig. 9.
48. Woo, L., "Study on Adhesive Performance by Dynamic Mechanical Techniques," paper presented at the National meeting of American Chemical Society , Seattle, Washington, March 1983.
49. Ref. 45, p. 132. 50. Particular specifications can be obtained for the is
suing Federal Agency or Department or the Commissioner, Federal Supply Service, General Services Administration, Washington, D.C.
51. Pressure Sensitive Tape Council, "Test Methods for Pressure Sensitive Tapes," 7th Edition, 1976, Appendix B, p. 11. See Ref. 46 for address.
52. ASTM D 2979-71 (Reapproved 1982), "Annual Book of Standards," Vol. 15.06 (1983), p. 254.
53. Hammond, Jr., F. H., "Polymer Probe Tack Tester," ASTM Special Technical Publication No. 360, 1964, pp. 123-124.
54. Johnson, J., Adhesives Age, 26(12), 34 (1983). 55. Ref. 52, ASTM D 3121-73 (Reapproved 1979). 56. Ref. 51, Test Method No.6. 57. Ref. 51, Test Method No.5. 58. Chang, F. S., Rubber Chem. Technol .• 20, 847
(1957). 59. Johnson, J., Adhesives Age, 11(4),20 (1968). 60. Ref. 51, Test Method No.1. 61. Ref. 51, Test Method No.7. 62. Ref. 51, Test Method No. 14. 63. Ref. 51, Test Method No.8.