goodyear medal address reflections on rubber research
TRANSCRIPT

t r
’U lr Medal Award Address
ons on Res ear ch
G. STAFFORD WHITBY University of Akron, Akron, Ohio
~ ~~ ~~ ~ ~~~ ~ ~~ ~ ~~
N LOOKING back over the years since I first became 0 associated with the rubber industry, the dominant reflec- tion that comes to me is that, with the incoming of synthetic rubber, the subject of rubber has entered the main stream of chemistry in a way and to an extent that did not prevail before, when the raw rubber used by the industry was restricted to the natural product. The change has made rubber a field, for both the laboratory researcher and the technologist, of greater and broader interest than ever before; it has quickened the pace of its scientific and technological march and expanded the scope and novelty of its future possibilities of development.
When I say that rubber is now more fully than before in the main stream of chemical advance, I think of the fact that, with its present wide variety of synthetic rubbers and the still wider variety that will undoubtedly be developed in the future, rubber has now become an integral and substantial part ot the chemical manufacturing industry, and still more I think of the fact that the fundamental scientific issues that manufactured rubbers have raised are problems of polymers-their formation, structure, and properties-and that in consequence rubber as a field of scientific research is an essential part of the field of polymer science. Research on rubber now makes important contributions to this rapidly growing branch of science and in turn itself benefits by the accumulation of knowledge in that branch. Polymer chem- istry as a field of intensive study is still in its early days; it will undoubtedly in the years immediately ahead attain to much new insight into macromolecules and many new techniques for their controlled preparation and their study-to all of which future rubber research may be expected to contribute and from which reap benefits.
I n thus speaking of the interesting and challenging future that rubber offers to the researcher and the technologist, it is far from me to reflect unfavorably on the extent of the advance registered by rubber science and technology in the period before the in- coming of synthetic rubber caused the changes I have mentioned. I have only to look back to 1910-the year of my first connection with the industry-to realize the substantial progress that was in fact achieved during that period. The outstanding landmarks of
806
that progress-progress that has so greatly raised the quality of rubber goods-are, of course, the use of organic accelerators and antioxidants (especially the former), of carbon black, and of cord fabric.
As illustrating the relatively primitive state of rubber science a t the time to which I glance back, there comes to my mind the very inadequate, almost worthless, character of the tests con- ducted by one of the largest rubber manufacturing firms in this country and by the largest rubber manufacturing firm on the continent of Europe when I submitted to them for evaluation batches of experimental samples of raw rubber that I had p r e pared on a plantation. The test stocks consisted of 100 parts of rubber, 100 parts of zinc oxide in one laboratory and 150 parts in the other, and 8 parts of sulfur. The stocks were given one cure only, under fixed conditions of time and temperature, and the only property measured on the cured stocks was the breaking strength!
To what extent the physical testing and evaluation of rubber has been refined and elaborated since can readily be judged by glancing a t the careful survey of the subject that is to be found in the chapter by A. E. Juve in the book, “Synthetic Rubber,” just published under the auspices of the Division of Rubber Chemistry of the AMERICAN CHEMICAL SOCIETY. In making a favorable com- parison between the practice of rubber testing now and its state in 1910, I would guard against any suggestion that perfection has yet been reached or even that it is in sight. I n fact, a further im- provement in testing methods that will bring their results into closer parallelism with the performance of rubber goods in service still remains very much of a desideratum. (The showing of GR-S in laboratory tests hardly prepared us for the good service that the rubber has actually given in tires!) I n this connection, an intensified study of the physics of rubber is something to be encouraged.
RUBBER AND PLASTICS
One effect of the advent of synthetic rubber has been to bring the rubber industry into close relation to the plastics industry.

The Goodyear Medal was first awarded in 1939 on the centennial of Charles Goodyear’s discovery of vulcanization, and is an annual award by the ACS Division of Rubber Chemistry. G. Stafford Whitby, the 1954 recipient, delivered the address published here at the 126th Meeting of the AMERICAN CHEMI- CAL SOCIETY in New York City.
The ACS monograph Dr. Whitby holds in his hand is just a sample of the writing he has been engaged in during the last 45 years. These writings have been published in journals all over the world, and Dr. Whitby himself, English by birth, worked in the East Indies, Canada, and England before finally moving to the University of Akron in 1942 as profes- sor af rubber chemistry and director of rubber re- search. Dr. Whitby has worked actively in almost every phase of rubber science and technology and has been most active in the government synthetic rubber program. He is now retired, holding the title of professor emeritus of rubber chemistry, and
*is a consultant to the University of Akron’s depart- ment of rubber research.
Strictly speaking, the manufacture of rubber goods has always been a plastics industry, since it normally involves passage of the material through a plastic condition (in which i t is shaped by molding, extrusion, etc.) into a thermoset (vulcanized) condition. Rubber manufacting has not usually been classed as a branch of the plastics industry because of ( a ) the historical circumstance that the industry was already well established before the modern plastics industry, as conventionally regarded, came into existence, ( b ) the fact that rubber products, unlike the early synthetic plastics, are (excepting hard rubber) elastic, not rigid, and (c) the fact that no chemical manufacturing operation need be applied to natural rubber in order to render i t plastic, whereas most of the raw materials of the conventional plastics industry are synthetic products and whereas cellulose needs to be converted to one of its chemical derivatives to make it plastic.
The fact that in rubber manufacturing synthetic rubbers are now used to an important extent is not the only factor tending ,to bring the rubber industry and the plastics industry closer to- gether. There is also the fact that many of the products of the plastics industry are now not hard and rigid but soft, flexible, and even somewhat extensible, as witness polyethylene and plasticized polyvinyl chloride. Further, some of the synthetic rubbers--e.g., nitrile rubber of high nitrile content, G R S and Butyl of high Mooney viscosity-require the incorporation of rather large proportions of plasticizers for the display of satisfactory rubber- like properties. And again, there is a growing tendency to develop materials in which on the one hand the properties of rubber are modified by blending with i t synthetic resins, which have a stiffening action, and on the other hand the properties of synthetic resins and plastics are modified by the incorporation of synthetic rubbers, which confer an element of flexibility that im- proves impact strength. I n these and other developments, we see it becoming more and more difficult to draw any clearly de- fined line between rubber and plastics.
As further witnessing to the close association, if not the merging, of the fields of rubber and of plastics, it was the rubber industry that developed (on the basis of GR-S techniques) and now manu- factures the so-called high styrene resins, used in large tonnage
in shoe soles and elsewhere. Also, the copolymer used in the very successful latex paints has a ratio of butadiene to styrene such that it is difficult tg say offhand whether i t is a rubber or a plastic.
I n contemplating, then, the present state and future prospects of rubber research, my dominant feeling is one of satisfaction that rubber, thanks especially to its association with polymer science, has entered the main march of chemical progress and that i t offers now more than ever before intellectual adventure to the researcher and variety and scope of challenge to the technologist. I do not, however, propose to devote the rest of this lecture to elaborating and exemplifying this theme. I propose, rather, to use the rest of my time in offering reflections on a small number of specific aspects of rubber research. These aspects are selected primarily because of my personal interest in them, but some will serve incidentally to illustrate the theme with which I started.
BIOGENESIS OF RUBBER
Saturally occurring compounds the molecules of which are composed of or comprise isoprenoid units are so numerous and include so many substances of physiological and economic im- portance-such as terpenes, rubber, rosin acids, carotenoids, vitamin A, phytol, vitamin K, steroids, including vitamins D and E, the sex hormones, and cortisone-that the question of the manner in which they arise in animals and plants naturally excites great curiosity. A variety of schemes according to which isoprenoid compounds might arise in nature have been put for- ward from time to time. Some of them are no more than speculative exercises on paper. A scheme suggested by Collie (49) takes the branched chain five-carbon sugar apiose as the starting material. About the only positive fact worthy of men- tion in connection with such a scheme is that apiose occurs, as a glucoside, in celery and that the sesquiterpene hydrocarbon selinene occura in oil of celery. A scheme elaborated by Hall (23) based on saccharic acid and metasaccharonic acid (derived from carbohydrates) as the starting materials is also completely speculative.
807

808 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, No. 4
Other schemes are mostly speculative in essence but have a alight element of experimental support in that it has been demon- strated by experiments, in the chemical laboratory but not in the plant, that isoprenoids can actually be prepared from one of the intermediates figuring in the scheme. Favorsky and LBbBd6va (19) take as a starting point the branched chain six- carbon amino acid, leucine, derived from protein. One of the intermediates in their scheme, [‘koprene alcohol” [( CH3)2C- (OH)CH:CHz], was shown experimentally by them to form some isoprene and CIO terpenes when treated with cold 20% sulfuric acid. Fischer (90) suggested p,fi-dimethylacrolein [&methyl- crotonaldehyde, (CHs)gC:CHCHO] as the precursor of iso- prenoids on the strength of his finding that it could be condensed in the laboratory to form a series of unsaturated isoprenoid alde- hydes ranging from dihydrocitral to higher members having a relationship to the carotenoids.
An early speculativ? scheme is that of Aschan ( I ) , who sug- gested that isoprene arises in plants by the aldol condensation of products of carbohydrate breakdown such as acetone, di- hydroxyacetone, and pyruvic acid, followed by reduction to glycols and elimination of water. Thus, for example:
(CB3)zCO + CHICHO (CHa)zC( OH)CH&HO +
(CHa)gC(OH)CHzCHzOH + CHz :C( CHa)CH:CHz
Hesse (26) found in the latex of a species of Caalotropis (a genus of milkweeds) pyroterebic acid [( CHa)&:CHCH&OOH] in the form of esters with triterpene alcohols. He suggested that the precursor of this and various isoprenoid-type structures might be “acetonepyruvic acid,” [( CHI)&( OH)CH2COCOOH\, a substance that he was able to obtain (as its lactone) in the lab- oratory by the condensation of acetone and pyruvic acid. John- son (87) has offered interesting comments on some of the fore- going schemes, especially on Hesse’s suggestions.
Only recently haa there become available from actual experiments on rubber-producing plants, direct evidence relative to the course of the biosynthesis of rubber. I n noteworthy studies on the formation of rubber in guayule (Parthenium argentaturn), Bonner (6) has shown that when seedling plants or isolated stem segments of guayule are grown in solution cultures the addition of acetate, acetone, or p-methyl- crotonic acid causes an increase in rubber formation. Further, experiments in which guayule plants were grown in quartz sand to which nutrient solution containing isotopically labeled acetate was supplied indicated that the increased formation of rubber for which the acetate was responsible was (to judge by the specific radioactivity of the rubber) entirely derived from the acetate.
From the indicated conclusion that acetate can serve as the sole source of carbon for rubber synthesis and the observation that the branched fivecarbon compound, &methylcrotonic acid, will support rubber formation, Bonner proceeded to in vitro experi- ments with enzymes on the question of the nature of the steps from acetate to 6-methylcrotonic acid ( 7 ) . (That there is in fact a route in the plant from acetate to P-methylcrotonate is shown by the fact that, when fed C14 labeled acetate, guayule synthesized some C14 labeled 8-methylcrotonate.) As a result of these ex- periments, i t was concluded that acetate is first activated by conversion into acetyl-coenzyme A and that subsequent steps are as shown in the following scheme. The reactions depend on the presence, not only of the necessary plant enzymes (which apparently are not yet individually identified), but also of coenzyme A, coenzyme I (diphosphopyridine nucleotide) and ATP (adenosine triphosphate). In these experiments, steps 1 to 4 were brought about by an enzyme system prepared from flax seedlings.
CHsCOOH + coA $ CH3COcoA (Acetyl-coA) (1)
CH3COCH2COcoA4 (Acetoacetyl-coil) + coA (2)
Work of Bonner.
2CHaCOcoA e
CHaCOCHzCOcoA + H2O + CHaCOCHzCOOH + COA CHaCOCHzCOOH + CII~COCOA
(3)
CHzCOOH
HO CHzCOcoA ,,,&>C< (P-Hydroxy-8-methylglutaryl-coA) (4)
CHs><CH2COOH
HO CH~COCOA +(CHJ)&:CHCOCOA + COS + He0 ( 5 )
0-Methylcrotonyl-coA
Experiments with Hevea trees in Puerto Rico have indicated that both acetate and P-methylcrotonate can serve as sources of rubber in Hevea as well as in guayule ( 7 ) . I n these experiments the test substances were applied to squares of bark isolated from the general latex system by deep cuts, and after an interval samples of bark were removed and their rubber content deter- mined.
BEARING ON SYNTHETIC RUBBER PROBLEM
One reason for speaking here at some length about the bio- synthesis of rubber is to warn against the assumption that knowledge of the way in which plants produce rubber is likely to give us the key to a practicable manufacturing process for the production of high molecular cis-polyisoprene. I would be the last to discourage research on the biosynthesis of isoprenoids but, nevertheless, I think it would be a mistake to count on such re, search to point the way to improved synthetic diene rubber.
T o get a complete and authentic picture of the way in which plants synthesize rubber will probably take many years, despite the fact that the availability of isotopic carbon has provided the worker on the subject with a very powerful new tool. After many years of study, we still lack a full understanding of the course followed by plants in the fundamental photosynthetic process of forming carbohydrates. And to expect that the problem of the mode of formation by plants of the great variety of isoprenoid compounds that occur in them will yield its solution rapidly would be overoptimistic.
To determine, for example, that rubber can be formed by lactif- erous plants from acetate is no more than a beginning. For the same substrate, acetate has been proved to serve in other bio- logical systems for the formation of fats (42 ) , carotene (a highly- unsaturated isoprenoid) ( 4 7 ) , squalene (an open-chain dihydro- hexaisoprenoid) (SZ?), cholesterol, and ergosterol (cyclic iso- prenoids) ( 2 ) . And further, it seems probable that in the syn- thesis of carotenoid pigments from acetate 8-methylcrotonic acid is an intermediate and that in the synthesis of cholesterol from acetate both p-hydroxy-p-methylglutarate and p-methylcrotonate are intermediates.
The successes of recent years in tracing the course of biochem- ical processes in animals and plants have almost always disclosed a high degree of complexity and subtlety in such processes, in the sense that the processes involve many intermediate steps, of which some represent very unstable, highly reactive compounds and that the processes depend on a multitude of enyzmes specific to the individual steps and, in addition, on a variety of accessory agencies of considerable chemical complexity, such as coenzymes. Thus, for example; to illustrate such complexity, the breakdown of sugars to alcohol and carbon dioxide by yeast is now known to involve some eleven different chemical steps, in which a great variety of enzymes take part as do phosphoric acid and various accessory substances (coenzymes), the latter comprising in their molecules purines, sugar, nicotinamide, and phosphate. Again, consider the tricarboxylic acid cycle, according to which plants and animals oxidize acetic acid, and concerning which Johnson ( 2 7 ) writes, “recent advances in knowledge of the biochemical transformations of carbohydrates suggest strongly that the natu- ral precursore of isoprenoid structures arise by interaction of sim- ple Cz and C3 compounds related closely to the tricarboxylic acid cycle.” In this cycle, acetic acid first reacts with oxaloacetic
April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 809
acid to form citric acid and then there follows a succession of steps, ten in all, oxaloacetic acid being regenerated and the acetate being oxidized to carbon dioxide in the process. This mechanism requires many different enzymes and other factors- an acetate-activating enzyme system, including coenzyme A; dehydrogenases, each specific to one step in the cycle; condensing enzymes; the iron-chelating cytochrome oxidase along with flavoprotein; coenzymes I and I1 (phosphopyridine nucleotides); adenosine triphosphate; etc.
And it is to be remembered that the chemical transformations involved in biological processes all take place a t atmospheric or body temperature and that some of them are of types that the chemist has never so far been able to achieve by his laboratory methods-methods that are mostly, when compared with the methods of nature, heavy-handed. In view of the complexity of biochemical processes, illustrated by the preceding examples, the likelihood that a full knowledge of the biosynthesis of rubber will suggest a practical means of manufacturing synthetic rubber of regular 1,4 structure does not seem to be great.
In Bonner’s experiments on guayule (6), it was found tha t rubber production from acetate was inhibited by the presence of fluoroacetate, a reagent known to interfere with the tricarboxylic acid cycle. The eminent biochemist, Peters (39), recently re- viewed the work by which he elucidated the manner in which fluoroacetic acid, the toxic principle of a South African plant, produces its lethal effect-namely, by interfering with the tricarboxylic acid cycle in accord with which carbohydrates are oxidized, through pyruvate and acetate. And, contemplating the complicated nature of the reactions involved, he concluded, “as always, the deeper the research the more does our respect grow for the condition8 under which life becomes manifest.”
It seems likely that when we have attained a full picture of the biochemical steps through which plants synthesize rubber and other isoprenoids we shall in this case too have reason to wonder a t its complexity. The more I ponder the matter, the less do I think it likely that knowledge of the way plants synthesize rubber will, when achieved, suggest methods by which it will be possible to synthesize cis-polyisoprene as a practical chemical manu- facturing operation.
We are more likely, I think, to approach the discovery of such a manufacturing process by fuller exploration and study of polymerization catalysts other than free radical ones. Free radical polymerization catalysts applied to diene hydrocarbons suffer from the limitation that the structure of the polymer does not seem to be iduenced by the choice of catalyst. But in the ionic catalysis of diene polymerization, the nature of the catalyst powerfully influences the structure of the polymer. Thus, for example, from butadiene a t ordinary temperatures, metallic sodium yields a polymer in which about 70% of the butadiene is 1,2-, potassium yields a polymer in which about 40% is 1,2-, and the Alfin catalysts, a polymer in which about 20% is 1,2-. Fur- ther, these catalysts, like the enzymes responsible for biochemical reactions in nature, form a phase separate from the substrate in which they bring about reaction. And the Alfin catalyst, which gives polybutadiene of higher molecular weight than any other known catalyst, has, according to a hypothesis of Morton (38), its discoverer, a lattice structure such that the butadiene molecule fits it. The fuller exploration of such catalyst situations would seem to hold the promise of achieving diene polymers of regular 1,4- structure.
COMPLEXED METALS AND RUBBER FORMATION
Fuller knowledge of the details of the biosynthesis of rubber, although unlikely, I think, to be of practical value in pointing to a process for the manufacture of synthetic rubber of improved quality, may conceivably be of value in rubber growing by in- dicating ways by which rubber formation in the tree can be en- hanced. The possibility of stimulating rubber production in
plants suggests itself when it is considered that some of the enzymes involved in the synthesis are probably influenced in their activity by suitable heavy metals in suitable concentration. Thus, for example, in cytochrome and in cytochrome oxidase, iron is chelated and the redox activity of the cytochrome system is dependent on such iron.
In experiments with Hevea in Indo-China, Compagnon and Tixier (14) found the injection of suitable small amounts of copper to increase the yield of rubber obtained on tapping over a period of 4 months by 50 to 60%. In experiments with various non- lactiferous plants several authors have lately reported advanta- geous effects on growth by treatmentwith the iron-chelating agent ethylenediamine tetraacetic acid, which, it is supposed, acts by controlling the concentration of heavy metals and making iron available in a form and a t a concentration suited to plant metab- olism (51).
POLYMERIZATION OR POLYCONDENSATION
A question of first-rate importance that presents itself in con- sidering the biosynthesis of rubber is whether the rubber arises from the polymerization of isoprene or from the condensation of oxygenated molecules and the correlative reduction and perhap& dehydration processes necessary to give a hydrocarbon end product (4.4). The earlier authors of schemes for the naturak synthesis of isoprenoids assumed that these compounds arise from the polymerization of isoprene. The more recent writers on the subject seem predisposed to think that the building up of polyisoprenoids, including rubber, depends on a succession of condensation reactions. Some of the considerations leading to this predisposition are:
1. Isoprene has never been identified in plants 2. In the technical polymerization of dienes, branching and
3. Condensation reactions are quite common in nature but
Considering these points seriatim, the following comments may be offered:
1. We now know many systems of polymerization reagents capable of bringing about the polymerization of dienes so quickly that there does not seem to be any real difficulty in supposing that isoprene produced in plants (in which redox systems are common) might be polymerized practically instantaneously, as soon as i t is formed.
As indicated earlier, the extent of branching and cross linking occurring in the polymerization of dienes is very much dependent on the nature of the polymerization catalyst, and it is by no means inconceivable that a polymerization cataIyst system may exist in a plant capable of leading to regular 1,Ppolymeriza- tion.
3. It is true that most of the polymers found in nature are of the condensation type. They are mostly oxygenated compounds, as witness starch, glycogen, and cellulose, and it is easy to think of their formation as dependent on relatively simple deh drating enzymatic action, just as the utilization of polysacchariJes, such as starch and glycogen, in organisms is due to simple hydrolytic enzymes such as are 80 frequently found in nature. By contrast, rubber is a hydrocarbon, and we know of no enzymes by which smaller units can be condensed to form hydrocarbons or by which polymeric hydrocarbons can be resolved to the units from which they were derived.
The only example, aside from rubber, gutta percha, etc., of a hydrocarbon addition polymer that has, so far as I know, been reported as occurring in a natural product is polystyrene, which Guenther (98) states to be present in styrax, the balsam of the sweetgum tree. It would seem possible that such polystyrene is not actually formed by the tree but arises from the styrene present in the balsam after the latter has exuded from the tree. (According to our own observations, the alcohol-insoluble powder that can be isolated from styrax is, if polystyrene, of low molecular weight only, to judge from the viscosity of its solutions.)
Aside from the well-known examples such as polysaccharides and proteins, the only condensation polymers of which I think a8
cross linking, absent in natural rubber, are found
polymerization reactions have never been proved to exist (43)
2.

810 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, No. 4
occurring in nature are (1) waxes isolated by Bougault (8) from juniper leaves, condensation products of relatively low molecular weight (approx. 1200) of w-hydroxylauric and w-hydroxystearic acids, and (2) the elastic material that occurs on the berries of Smilax species. The latter material, first described by Kemp and Peters (89) gives on hydrolysis a trihydroxy fatty acid. I found the material, after being molded by heat and pressure to form a test slab, to show tensile strength of about 2400 pounds per square inch and elongation of about 650%. We have no en- zymatic knowledge relevant to such condensation polymers.
My own inclination is to think that, though most of the iso- prenoids in nature arise by condensation processes (with sub- sidiary reduction and dehydration steps), the high molecular isoprenoids, such as rubber and gutta percha, arise by polymeriza- tion. There is a tremendous gap in molecular magnitude between the “lower” isoprenoids, up to the carotenoids, the molecules of which comprise at most eight isoprene units, and rubber, the molecules of which in Hevea brasiliensis reach a molecular weight ( 4 ) of a t least 2,500,000, equivalent to more than 40,000 isoprene units.
THE CIS, TRANS PROBLEM
The development of cis configurational double bonds that distinguishes natural rubber from the other natural high polymers of isoprene (gutta percha and balata) is almost certainly due to the action of a specific enzyme a t one stage of the biosynthesis. How highly specific such enzymatic action may be is well illus- trated by the action of aconitase in forming cis-aconitic acid from citric acid in the course of the metabolism of carbohydrates through the tricarboxylic acid cycle. By experiments in which citric acid labeled with CL4 in one of the carboxyl groups was used, it has been proved that the enzyme actually distinguishes between the two CH2 groups in eliminating the elements of water (do), the product being the &-aconitic acid shown at I unaccompanied by any of the form shown a t 11.
$OOH EOOH 6OOH I
II-&--H H-LH HO- A -COOH -+ i Z O o H , not b-COOH
11- b -H H-A--H A-H
bOOH AOOH AOOH Citric acid &-Aconitic acid (I) I1
I n view of the fact that the double bonds in natural rubber are exclusively cis in configuration whereas those in gutta percha and balata are exclusively trans, it had been supposed that specific polyisoprene-forming plants were limited as to the configuration to which they give rise. Such a supposition now, however, appears t o be false. Schlesinger and Leeper (46) found the chicle hydrocarbon from a single tree to contain both cis- and trans-polyisoprenes, and recently the same authors (33) have reported that the coagulated latex of nine samples from Palaquium (gutta percha) species and three samples from Mimusops (balata) species contained both caoutchouc and gutta. Among these samples the highest ratio of caoutchouc to gutta was in Pataquium ahernianum, the dry latex of which gave 6.6% caoutchouc and 17.5% gutta.
NATURAL RUBBER ANTIOXIDANT
I wish to draw attention to a gap in our knowledge of the composition of natural rubber that i t might be well worth while t o fill. Our knowledge of the chemical nature of the antioxidant material in Hevea rubber is very slight. This material, which, unlike our most efficient synthetic antioxidants, is not nitrog- enous, is highly effective in protecting rubber against oxidation.
It seems likely that it belongs to a class of substances different from the classes to which other known antioxidants belong. A thorough study of it might conceivably lead to the development of new and improved antioxidants.
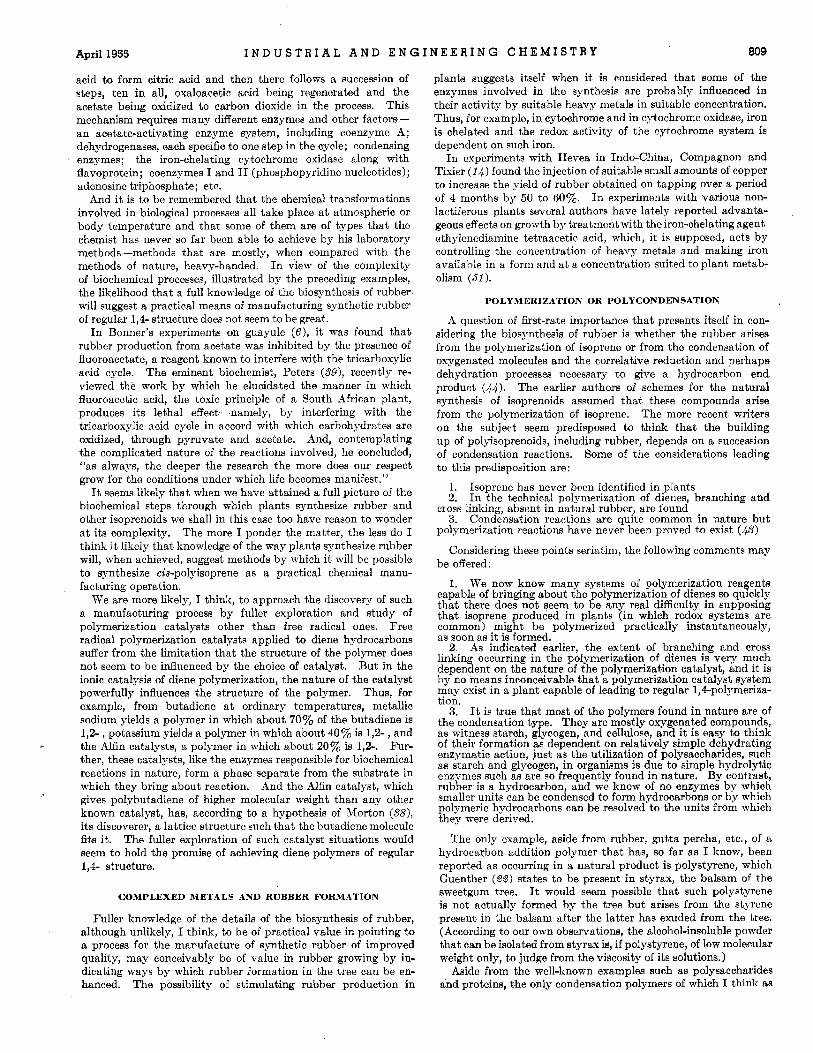
E X T R A C T E D RUBBER
WITH 0 . 5 % P.B.N. A.
W I T H 0 .5% UNS APON I FI-
5 IO 15 NUMBER OF DAYS
Figure 1, Increase in weight of acetone-extracted pale crepe
It has long been known that the acetone extract of Hevea possesses antioxidant properties and that removal from the rubber of its acetone-soluble material leads to rather rapid deteri- oration of the hydrocarbon. The effectiveness of its natural antioxidant material in protecting raw Hevea rubber against autoxidation is attested by observations on old samples of the rubber. Samples of unsmoked sheet and pale crepe made in the early days of the plantation rubber-growing industry (1906) that I have in my possession are, with a single exception, still in ap- parently good condition, and so are some 50 different samples of smoked and unsmoked sheet that I myself made in the East Indies in 1911 and 1913. During such long periods of storage the natural antioxidant appears to retain its efficacy; the only significant change that occurs in the acetone extract is a fall in its titratable acidity, owing, presumably, t o polymerization of the linoleic acid that is a major constituent of the extract of fresh rubber (56) .
An early examination of the composition of the acetone extract of Hevea disclosed the presence of a number of crystalline substances (sterols, sterol ester, sterol glucoside, &valine, quebra- chitol, stearic acid) and of the liquid fatty acids, oleic and linoleic (54). Work in the Goodyear laboratories (11) showed that none of these components of the extract possessed antioxidant power but that such power resided in the relatively small fraction of noncrystalline, unsaponifiable material (a reddish viscous liquid or gum).
The effectiveness as an antioxidant of the liquid unsaponifiable fraction of the acetone extract of Hevea may be illustrated by the data (obtained in our laboratory by C. G. Dalal in 1949) given in Figure 1, which shows the increase in weight (measured daily) of samples, heated in a circulating air oven at 70” C., consisting of (1) acetone-extracted pale crepe, (2) extracted crepe with which

April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 811
O.5y0 of a standard synthetic antioxidant had been incorporated and (3) extracted crepe with which 0.5% of the unsaponifiable fraction of the crepe had been incorporated. The data show the crude unsaponifiable fraction (which still retained a certain amount of sterol) to be more effective than the same proportion of phenyl-&naphthylamine in preventing the oxidation of rubber hydrocarbon.
Bruson, Sebrell, and Vogt (11) , having found that the anti- oxidant power of the acetone extract resided in the noncrystalline unsaponifiable portion of the extract, subjected this material (0.24% of the weight of the rubber) to a closer examination. By distillhtion, they isolated a number of fractions, and, by aging tests on vulcanized stocks, found powerful antioxidant properties in fractions ranging from one coming over a t 240" C./5 mm. to a highest one coming over at 320" C./l.Q mm. and also in the undistillable residue. I n total, these fractions represented 0.185% of the rubber. After certain refractionations, they iso- lated a product, the analysis of which corresponded to C27H4208, that showed the color reactions of sterols and that when used in an amount of only 0.1% in the test rubber stock "gave practically complete protection against oxidation." Another product, corresponding in analysis to CaoH,oO, also possessed powerful antioxidant properties. The chemical nature of neither of these products was elucidated. (In passing, it may be remarked that sterol color reactions are in my experience far from being specific to actual sterols.) And, further, the authors note that consider- able decomposition occurred during the later stages of the frac- tional distillation. The accelerated aging tests that formed part of the work are not reported in detail, no tensile data are given, and the tests did not include comparison with synthetic anti- oxidants. At the time of this work synthetic antioxidants for rubber had only just come into commercial use. And subsequent experience suggests that the natural antioxidants in Hevea rubber are less effective in vulcanized rubber than are the best synthetic antioxidants. As Bruson, Sebrell, and Vogt (11) recognize, the natural antioxidants may undergo change during vulcaniza- tion.
A later study (24 ) of the composition of the acetone extract of Hevea made in Heilbron's laboratory included an examination of the noncrystalline, unsaponifiable material, which in these ex- periments represented about 0.26y0 of the weight of the rubber. The examination yielded only sparse results. Although a much lower pressure ( mm.) than that used in the preceding work prevailed in the fractional distillation to which the material was submitted, extensive decomposition occurred above 130' C. From a fraction distilling at 140' to 150" C./10-3 mm. there was isolated a small quantity of an oil, the analysis of the 2,4-dinitro- phenylhydrazone of which was in accord with the idea that the oil might be a steroid ketone, CgeH480. However, tests on the unsaponifiable fraction of Hevea before distillation failed to reveal the presence of any ketonic substance, and i t was concluded that the ketone obtained after fractional distillation was a product of pyrolytic decomposition. No tests on the effectiveness of the ketone or of any other products as rubber antioxidants are in- cluded in the report.
These two investigations not only show points of apparent discrepancy between them but at best leave our knowledge of the nature and degree of effectiveness of the antioxidant com- ponent or components of Hevea rubber in a highly unsatisfactory and incomplete state. The subject calls for new and fuller in- vestigation. Such an investigation, which I venture to urge, will probably require the use of the acetone extract from 1 ton or more of rubber, but the extracted rubber need not be a loss, since i t could be used satisfactorily in the manufacture of rubber goods If a synthetic antioxidant were milled into it without delay. I n view of the difficulties that apparently attend distillation of the unsaponifiable fraction of the extract, some other separative procedure, such as chromatography, might possible be advanta- geous.
SELECTION AND RUBBER QUALITY
When I lived on a rubber plantation I noticed certain respects in which individual trees differed. First I noticed that the latex from a small proportion of the trees had a strong tendency day after day to darken. Whereas on most trees the latex remaining on the tapping cut dried without discoloring, on a few trees this latex rapidly turned dark and the strips of scrap rubber collected from the cuts next morning were almost black. The discolora- tion was probably due to the oxidase tyrosinase (5%) and ap- parently latex from the trees in question was abnormally rich in the enzyme or in the substrate material on which the enzyme acted. [Later tyrosine was identified as one of the component8 of the aqueous part of Hevea latex (5,5).]
And I could not escape noticing not only that individual trees varied in their yield of latex but that, apparently, trees that gave an unusually high or an unusually low yield on any one tapping did so habitually. Measurements of yield made on a limited number of trees over a period of time confirmed this conclusion and showed that, although there were fluctuations in the yield of any one tree at different times (especially as between a time of good and one of low rainfall), the fluctuations were relatively small and the output of latex by a tree was an inherent property, a high yielding tree being always a high yielder and vice versa.
Toward the close of 1913 I collected yield data from a group of 1011 7-year-old Hevea trees (grown from random seed) and found the yield from individual trees to vary in daily tapping from practically nil to 42 grams, the latter quantity being nearly six times the mean yield per tree from the group as a whole (65). These measurements were the first quantitative data obtained on variation of yield among Hevea trees. Early in 1914 several acres were planted with seed taken from some of the high yielding trees in the measured group. As you know, since then the practice of planting new areas or replanting old areas with clippings taken from high yielding trees has gone into effect.
If I were now working on the plantations I should want to extend the study of variation to a study of variation in matters other than yield. I am disposed to think that an extensive study of variation in the quality of the rubber and the properties of the latex from individual trees should, logically, have a high priority in any present program of research undertaken to benefit the rubber-growing industry. Such a study might lead to the de- velopment, by selection, of strains of trees yielding rubber of improved quality or yielding latex having specially advantageous properties, such as a particle size distribution that will enable a higher proportion of concentrated latex and a lower proportion of skim to be obtained by centrifuging than latex now gives or such as latex specially suited to the producttion of foamed-latex sponge. It might also disclose strains of rubber of abnormally high Mooney viscosity, specially suited to the application of plasticizer-masterbatching. ( In passing, from the viewpoint of the quality of vulcanizates, especially their resilience, the best plasticizers for high Mooney viscosity rubber, natural or synthetic, will prove to be liquids, not necessarily petroleum oils, that have the lowest viscosity compatible with nonvolatility and also the lowest viscosity index.)
There are already in the literature few data indicating that the rubber from individual trees may vary considerably in molec- ular weight (5) and that latex from different clones may vary in its resistance to premature coagulation and in stability to zinc oxide (21, 4 1 ) . But no extensive and thoroughgoing study such as I have in mind has been published.
Even in regard to variation in yield from tree to tree there would seem to be room for further investigation. It is not in- conceivable, for example, that trees vary in regard to the length of the optimum interval between tappings. Of two trees, one of which gave as much rubber over-all in one tapping per week as the other gave in alternate-day tappings, the former would, clearly, produce cheaper rubber.
,

812 I N D U S T R I A L A N D E N G I N E E R I N G CHEMISTRY Vol. 47, No. 4
NEW TYPES OF POLYMERIZATION
The study of polymers and polymerization is relatively young and the number of kinds of isomerism that macromolecules may exhibit is large. Hence i t is not surprising that new types of polymer molecules have been described in recent years, and i t is safe to say that still other types remain to be discovered. All such discoveries merit consideration by workers in the field of synthetic rubber, since some at least may suggest ways in which novel and improved elastomers may be developed. In succeed- ing sections some of the newer types of polymer molecules that have already been discovered are described briefly.
COPOLYMER1 ZATION
One of the older, special types of polymerization is copolymer- ization. It was in connection with synthetic rubber, I believe, that practical application of the phenomenon of copolymeriza- tion was first made. We are now so familiar with copolymeriza- tion that i t is easy to overlook the novelty and unexpectedness of the phenomenon when it was first encountered. For h&re two monomers, A and B , each separately capable of forming a polymer, do not, when they are present together, react separately, to yield a mixture of the separate polymers, , . . AAAA. . . and , . . BBBB. . . , but instead give composite molecules, , . . ABABABAB. . . , into the formation of which both monomers enter. This was decidedly an unexpected result, especially when regard is had to the state of knowledge of polymerization processes a t the time i t was discovered. At that time the idea of free radicals being involved in the formation of addition polymers had not yet been introduced. I n recent years the theory of copoly- merization and of the relative radical-reactivities that influence the phenomenon have rapidly been developed and largely mastered (36).
Figure 2. Condenser buckled by growth of popcorn polymer
In the manufacture of important kinds of synthetic rubber, copolymerization is employed and is conducted in emulsion. The synthetic rubber program can take special credit for the major contribution it has made to polymer science in making clear, particularly through the work of Harkins, the theory of emulsion polymerization-the part played by the emulsifier, first in bring- ing insoluble monomers such as butadiene and styrene into solu- tion and then in stabilizing the particles of polymer, and the special features of the progress of polymerization in such small particles.
Many interesting special features can be introduced to the copolymerization process by the choice of suitable monomers. To illustrate this statement, I mention two cases in which I have been directly interested.
In the production of GR-S the hydrocarbon monomers are sub- stantially insoluble in water and, as mentioned above, an essen- tial role of the emulsifier is to “solubilize” sufficient hydrocarbon
to make the rapid formation of polymer particles possible, But suppose a water-soluble monomer were included in the system. We have found that such inclusion makes i t possible to conduct polymerization in water without any emulsifier and to obtain stable, emulsifier-free latex (67). Thus, for example, if 5 parts of the styrene or butadiene in the regular GR-S mixture of monomers is replaced by acrylonitrile, then in the presence of the water- soluble redox catalyst pair persulfate-bisulfite polymerization takes place a t 50” C. in about the same length of time as is re- quired for the standard GR-S polymerization, and stable latex results. The nitrile present in solution (together with the small concentration of hydrocarbon in the water phase) gives rise to polymer particles, which, once formed, imbibe hydrocarbon monomer and, as polymerization proceeds, grow; they are stabilized by ions from the catalyst system.
By including in the monomer mixture a polymerizable com- ponent containing a suitable reactive group, it is readily possible to prepare in emulsion a diene polymer vulcanizable by a bi- functional reagent that will react with the active group and pro- duce cross links. By introducing 5% of methacrolein into the GR-S mixture of monomers, we obtained a polymer that could readily be cured by milling into i t about 0.008 mole per 100 grams of a diamine, such as p- and m-phenylenediamines, benzidine, propylenediamine, hexamethylenediamine, p,p’-di- aminodiphenylmethane (work with N. V. Krishnamurthy).
POPCORN POLYMERIZATION
This type of polymerization, which seemed so abnormal and peculiar when i t was first encountered, has many features of interest. Although polymerization of this type is unlikely to provide products of value as elastomers (the products are, typically, insoluble, nonplastio, and friable), nevertheless its study has extended our horizon in the field of polymers and, as indicated in a succeeding section, has pointed the way to the preparation of synthetic graft elastomers.
Popcorn polymerization was first investigated systematically in connection with the synthetic rubber manufacturing program. Not long after the GR-S plants had been put into operation trouble was encountered from formation, in the sections of the plants devoted to the recovery of unreacted butadiene and styrene, of insoluble polymer that sometimes built up rapidly to the extent of several tons and plugged lines and sometimes, when i t was formed in restricted spaces such as in condensers, exerted enough pressure to buckle steel vessels (Figure 2). Such polymer was called “popcorn” polymer, because some samples of i t had a nodular, puff ed-up character reminiscent of popcorn, How- ever, as produced in laboratory experiments, the polymer does not usually look like popcorn, but, nevertheless, it typically is an expanded solid material, irregular in shape, and much larger in apparent volume than the monomers from which i t was derived.
Early in the wartime synthetic rubber program the investiga- tion of popcorn polymer was undertaken in our laboratory, and, in experiments with Zomlefer and Wellman ( 1 7 ) it was soon found (1943) that its formation from styrene depended on the presence of a little butadiene, left in the styrene from the butadiene- venting operation. When styrene containing about 1 to 2% of butadiene was caused to polymerize by warming i t at a suitable temperature, the polymeric product was substantially all in- soluble and was of the popcorn type. An essential feature of such polymerization is that butadiene serves to cross link the styrene polymer (there is, of course, no modifier present), and a further feature is that at an early stage of the polymerization process the system separates into two phases.
Popcorn polymerization can be conveniently studied in the laboratory by using as the cross-linking monomer divinylbenzene, a highly efficient cross-linking agent (9). When styrene contain- ing 0.2% divinylbenzene is held (under nitrogen) at 55’ C. , the course of polymerization is quite different from that of a normal bulk polymerization. In the normal bulk polymerization
1
’

April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 813
Figure 3. Three stages of polymerization at Figure 4. Growth of Figure 5 (left). Polymer Figure 6. Spontaneous poly- 5 5 O C. in styrene containing 0.2 % divinylbenzene merization of isoprene at room 0.25 g. of polyisoprene in from methyl acrylate con-
5.0 g. of dimethylbuta- taining 2.570 butadiene; temperature diene, before and after (right) spontaneous poly-
incubation at 55' C. merization of butadiene at room temperature
of styrene, the monomer gradually becomes increasingly viscous and ultimately is all converted to clear solid polymer. I n the polymerization of styrene containing 0.2% divinylbenzene at 55" C., after about 48 hours specks of solid polymer separate and the system becomes two phase. (At this point the quantity of normal polymer present in the liquid phase is only 1 to 275.) The length of the interval before specks separate seems to vary. I have repeatedly observed that when a batch of styrene contain- ing divinylbenaene or other popcorn-yielding cross-linking agent is divided among a number of different vessels and the latter, containing a supernatant atmosphere of nitrogen, are kept side by side at the same temperature, the period of time before the first specks of insoluble polymer appear (and consequently the period required for the completion of the whole popcorn polymerization process) may vary considerably from vessel to vessel. This observation, if confirmed by more stringent experiments, would seem to be of great philosophical interest. For we may here be presented with a situation that escapes from the ordinary rules of molecular statistics and reflects an element of indeterminacy. The first appearance of insoluble polymer is presumably due to the circumstance that, in the copolymerization of styrene and divinylbenzene, for example, a few polymer molecules acquire by chance a proportion of divinylbenzene far in excess of the average and consequently become so heavily cross linked that they separate and soon lead to the presence of visible specks of insoluble polymer.
From the point at which the system first becomes two phase, polymerization proceeds with amazing rapidity; the insoluble specks proliferate, growing in an irregular way, first to reach the top of the liquid and then to push out into the free space above. In a period of 10 hours or so, the whole is converted to popcorn polymer, a white mass with an apparent volume about three times that of the original liquid (Figure 3). In contrast to this speed, the normal bulk polymerization of styrene requires nearly 2 months at the temperature in question. In popcorn polymeriza- tion, the polymerization of the styrene imbibed by the original specks proceeds so quickly (because of failure of the termination reaction a t this site) tha t substantially all the styrene monomer is consumed by the growth process before there is time for any appreciable quantity of normal polymer to form in the free liquid Dhase. 0 1.11
I
that marks its growth is looked upon as probably arising from the fact that the rate of formation of new insoluble polymer exceeds the rate at which i t can attain swelling equilibrium with re- maining monomer.
GROWTH OF POPCORN POLYMER
This is not the end of the story of this peculiar type of polymeri- zation. The product of a popcorn polymerization such as that just described will grow and produce more popcorn polymer if i t is placed in a monomer (not necessarily containing any cross- linking agent) and held a t a suitable temperature-for example, popcorn polymer formed in a GR-S plant or made in the labora- tory from styrene containing divinylbenzene will grow rapidly when placed in styrene a t 55' C. Examples of the ability of popcorn polymer to grow are as follows:
1. Popcorn polymer prepared from styrene containing 10% of butadiene produced 70 times its weight of additional popcorn polymer when immersed in 100 times its weight of styrene a t 55" c.
2. Popcorn polymer prepared from styrene containing 270 .of the cross-linking agent allyl met>hacrylate produced 41 times its weight of additional popcorn polymer under similar conditions.
Popcorn polyisoprene (discussed later) in 100 times its weight of styrene a t 55" C. grew to 73.2 times its original weight, and its limit of growth had not been reached, since material from the first generation growth would, in a second generation, produce a further quantity of popcorn polymer 2.7 times its own weight (Figure 4).
The extent to which the growth of popcorn polymer will pro- ceed is determined broadly by the extent of unsaturation in the seed polymer. So that, for example, the extent to which pop- corn derived from styrene containing butadiene will grow in styrene depends essentially on the proportion of butadiene pres- ent. In the growth process new polymer chains, derived from the substrate monomer, attach themselves to the unsaturated centers in the seed, and lead to a highly cross-linked product in which vast new chains are grafted onto the insoluble nucleus or seed first introduced. It is unlikely that this grafting process is a mere branching reaction involving chain transfer by the abstrac- tion of hydrogen atoms from the seed, because popcorn growth has been found to occur with many chemically W e r e n t types of seed--e.g., not only with seeds in which the unsaturated elements
3.
The erratic &pansion or "popping" of the insoluble polymer are butadiene units, bu t also with seeds consisting of crosa-

814 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, No. 4
linked alkyd resins in which the unsaturated elements are units derived from maleic anhydride, itaconic acid, and aconitic acid. It also appears that the growth does not depend on the catalytic action of peroxides on the seed, because the phenomenon takes place as well in nitrogen as in air and because i t is observable with seeds differing widely in chemical character.
POPCORN POLYMERIZATION OF DIENES
The phenomena of popcorn polymerization have been found to display themselves in the bulk polymerization under suitable conditions of a wide variety of monomers. Popcorn polymeriza- tion can be obtained from single monomers, without the inclusion of a second cross-linking monomer, when the single monomer is a conjugated diene. Such monomers (as we know but too well from experience with GR-S production) are self-cross-linking agents, capable of cross linking their own primary, linear polymer chains.
It has long been known that when dimethylbutadiene is allowed to undergo spontaneous polymerization the product is insoluble “cauliflower” polymer-popcorn polymer as we should now call it. And in Germany during World War I advantage was taken of the ability of this popcorn polymer to grow by adding some of it, as “seed,” to the monomer (dimethylbutadiene) from which methyl rubber H was made.
It has also been known that under some conditions chloroprene gives rise to a peculiar type of polymer that we may now call popcorn polymer. Carothers (18) called i t w-polymer, perhaps because i t seemed to be “the last word” among the many different types of polymer he had encountered in his pioneering work! It is interesting to recall Carothers’ remarks about it:
The conditions favoring its formation are not very clearly understood, since it occasionally appears under the most diverse conditions. It, seems certain, however, that its formation is autocatalytic. When a speck of this polymer appears in a sample of chloroprene during the early stages of its polymerization, the granular growth continues to spread through the whole sample. Because of its cell-like structure it occupies more volume than the same amount of p-polymer (rubberlike), and if the growth begins to spread laterally through a sample it may burst the walls of a heavy Pyrex container.
I have found that a simple procedure for obtaining popcorn polymer from chloroprene is to allow a quantity of the monomer containing a polymerization inhibitor-e.g., plenty of hydro- quinone-to stand in a corked flask. After a few weeks i t will be observed that specks of polymer have formed on the cork and thereafter rapidly grow downward in the vapor space, con- suming the monomer and forming a suspended mass of popcorn polymer capable of being grown in suitable monomer sub- strates-e.g., in styrene. (In passing, it may be mentioned that, curiously enough, a similar vapor-phase formation of popcorn polymer from methyl vinyl ketone has been encountered. This suggests that the ketone is a self-cross-linking agent, although as normally formulated i t is merely a vinyl compound as far as polymerizing ability is concerned.)
Butadiene too readily undergoes the popcorn type of polymer- ization. Starting with some experiments made in 1947, I have found that when butadiene (without diluent or modifier) is placed in sealed tubes and allowed t o stand a t room temperature it in- variably polymerizes practically exclusively in the popcorn manner. After an interval of 31/$ months or longer, specks of insoluble polymer are seen to have separated. (The liquid a t this time is still quite limpid.) Thereafter popcorn polymeriza- tion proceeds fairly rapidly, after a total of 7 t o 12 months the whole had become typical popcorn polymer, insoluble, nonelastic, friable, and expanded (Figure 5).
Isoprene seems to show much less tendency than either butadiene or dimethylbutadiene to form popcorn polymer. This is perhaps a reflection of a smaller tendency toward cross linking. In most of the batches of isoprene that we have held in sealed
vessels a t room temperature, no popcorn has appeared; the mono- phase character has been retained, and the isoprene has simply become more and more viscous as in normal bulk polymerization, It seems certain, however, that under some conditions (not yet clear) isoprene allowed to polymerize spontaneously a t room temperature undergoes the popcorn type of reaction.
The late H. Hibbert left in his laboratory a sealed bottle labeled, “Isoprene rubber from spontaneous polymerization (15-year period) of liquid isoprene.” The contents were typical popcorn polymer (Figure 6) and showed high capacity for growth in a variety of vinyl monomers. Further, a sample of petroleum- derived isoprene stored in our laboratory showed the separation of polymer specks after 5’/2 years, when the liquid phase was al- ready quite viscous. The sample has now been kept for 10 years, but, unexpectedly, the popcorn specks have failed to show much growth, although the liquid phase has in the meantime become so viscous that i t is no longer pourable.
At this point a note may be injected regarding the quality of the elastic nonpopcorn polyisoprene formed by the spontaneous polymerization of isoprene. After 41/2 years the last-mentioned sample of isoprene, which was a t that time free from popcorn polymer, contained 7.26% of precipitable polymer, soluble in benzene. It also contained 4.8% of oily dimer. The polymer was subjected to vulcanization tests in a gum stock, with the following results. The data for each cure are the average of tensile tests on four test pieces.
Teat stock: polymer, 100; stearic acid, 3; zinc oxide, 5 ; sulfur, 3; mereapt- benzothiazole, 1.5
Min. a t Tensile Strength, Elongation, 2 9 2 O F. Lb./Sq. Inoh
15 215 255 30 200 235
%
The material is, clearly, not a t all like natural rubber and in fact seems inferior in gum properties to emulsion polyisoprene.
SCOPE OF POPCORN POLYMERIZATION
Aside from the special case, mentioned above, of methyl vinyl ketone, the formation of popcorn polymer from vinyl monomers such as styrene requires the presence in them of a cross-linking (bifunctional) monomer, in a proportion depending on the effi- ciency of the latter as a cross-linking agent. Some cross-linking agents we have found to approach divinylbenzene in their efficacy in producing popForn polymer are as follows:
Allyl methacrylate 2-Chloroallyl acrylate 2-Chloroallyl methacrylate Di-2-chloroallyl maleate
From the study of these cross-linking agents in popcorn polymerization, i t was found that they are capable of replacing, albeit a t higher concentrations, the divinylbenzene used in the production, by emulsion polymerization of easy-processing GR-S
The following are vinyl monomers that, in the presence of small proportions of cross-linking comonomers, have given popcorn polymer in our experiments:
Styrene, chloroptyrene, a-methylstyrene Methyl methacrylate, methyl acrylate (Figure 5), butyl acrvlate Methacry lonitrile 2- and 4-Vinylpyridines, 2-vinj.l-5-methylpyridine
A variety of monomer in addition to styrene have been found capable of serving as substrates for the growth of popcorn polymer. It is not necessary that there shall be any chemical similarity, aside from ability t o polymerize, between the sub- strate monomer and the monomer from which the popcorn seed was derived (68). And, further, a succession of different monomers can be grafted onto the same seed, provided of course that a t the conclusion of each step sufficient unsaturation is left in the seed for more growth. For example, we have grown popcorn
(GR-S 1008).

April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 815
polyisoprene in methyl methacrylate and then grown the result- ing polymer in styrene.
GRAFT POLYMERIZATION
Graft polymers are formed by a two-step polymerization proc- ess. In the second or grafting step, polymer branches are chem- ically attached to or grafted onto the primary polymer chains derived from the first step. The process, because of its two- stage character and because the branches or grafts may be de- rived from a monomer different from that forming the primary chains, is distinct froin the branching that (it has been supposed but not proved) may occur during the one-step polymerization of a diene.
Several techniques for the production of graft polymers have been described lately. One line of procedure is t o treat the pri- mary or stock polymer in such a way as to generate on it active points where it can readily give rise t o free radicals, which serve to initiate polymerization when, in the second step, the stock polymer is introduced to a monomer. New polymer chains derived from the second monomer grow onto the primary chains a t the active points. Melville (68) has described such a technique. He partially brominates polystyrene, then dissolves it in styrene monomer, and irradiates the solution with ultraviolet light of such a wave length that bromine atoms are removed. In this way a proportion of the monomer polymerizes onto the original polystyrene, thus forming grafted branches.
A more practicable and interesting technique has been described by Mark (34). The chain elements of polystyrene have a dis- tinct resemblance to cumene and like the latter comprise active tertiary hydrogen, which, when the material is treated with oxygen, is capable of giving rise t o hydroperoxide groups, thus:
ing. Experiments (in conjunction with H. L. Stephens) were accordingly carried out in which various vinyl monomers were caused to polymerize in the presence of previously prepared, gel- free diene polymers and copolymers (designated as stock polymers), the latter being in the form of latex. The results indicate that under such conditions new polymer chains derived from the vinyl monomer do in fact become attached to the pre- existing polymer, the result being a graft polymer.
The influence on the properties of the stock polymer produced by grafted branches depends, as might be expected, on the nature of the vinyl monomer. If the latter is such that its homo- polymers are hard and resinous, the grafts stiffen the stock polymer and may in fact produce a degree of reinforcement comparable with that produced by loading the stock polymer with carbon black. If the vinyl monomer is such-e.g., ethyl acrylate-that its homopolymers are soft and elastic, the grafts have little stiffening action.
Polymerization techniques used in this work were mostly as follows:
1. Stock polymer was prepared from butadiene or from a mixture of butadiene and styrene in the following recipe:
(16 hours a t 5O C.)
Monomers Water Potassium laurate Potassium chloride tert-Dodecyl mercaptan (Sulfole) Cumene hydroperoxide Triethylenetetramine
Parts 100 180
5 0.8 0 . 2 5 0.08 0.10
There was then added as a shortstop 0.2 part sodium dimethyl- dithiocarbamate; unreacted butadiene was vented, and unre- acted styrene was removed by stripping. (The dithiocarbamate shortstop or the thiuram disulfide, into which it presumably be- comes converted, did not prevent the subsequent graft poly- merization. )
A vinyl monomer and additional quantities of peroxamine reagents were now introduced to the stripped latex, and the sec- ond (graft) polymerization step was conducted, the recipe being as follows:
2.
H 0
H 0
(4 hours a t 5O C . ) Parts
By oxidizing polystyrene to a small degree, in order to introduce some hydroperoxide groups, and then adding a monomer together with ferrous ions (adapted to decompose the hydroperoxy groups and thus generate free radicals on the polystyrene), the monomer polymerizes onto the polystyrene. If the monomer is vinyl acetate and the acetate groups are then hydrolyzed, a very interesting product is obtained-a product in which the stock (polystyrene) is oil- “soluble” and the grafts (polyvinyl alcohol) are water-“soluble.” Elastomeric graft polymers having an “amphoteric” character such as that possessed by the graft polymer just cited might well be of interest.
Mark (34) has indicated a number of other devices by which graft chains can be attached to a stock polymer, but none falls in the field of elastomers. And, as is shown in the following section, grafts can be made onto diene polymers and other unsaturated polymers by proceeding in a much simpler and more direct way than the techniques mentioned in this section.
.,
GRAFT ELASTOMERS
Popcorn polymerization is a special case of graft polymeriza- tion, and the first case of it t o be studied. I ts study clearly indicated that, when a vinyl monomer is caused to polymerize in the presence of a pre-existing polymer containing double bonds, polymer chains attach themselves to the double bonds-that is, chains of vinyl polymer become grafted onto the already formed polymer. In popcorn polymerization, the pre-existing polymer is cross linked and insoluble and so is the final product. It was of interest to ascertain whether grafting would occur when the pre-existing polymer was a soluble material, free from cross link-
Stock polymer (as latex) . 100 Graft monomer Various ( mostly 2 5 ) tert-Dodeoyl mercaptan Various (mostly 0 .0 )
Triethylenetetramine Cumene hydroperoxide
0 . 2 0 . 2 - - 0.3 0.3
At the end of the polymerization period the antioxidant phenyl-@- naphthylamine was added, the latex was coagulated by methanol containing sulfuric acid, and the graft polymer was isolated. The content of grafted vinyl polymer in the product was calculated from the weight of the latter.
The vinyl monomer most generally used in such experimenta was methyl methacrylate, as a given weight of this monomer, when grafted onto a diene stock polymer or copolymer, produced a greater degree of reinforcement than did the same weight of styrene, which in turn produced more reinforcement than either mono- or dichlorostyrene.
That the result of the second polymerization was not merely a mechanical mixture of the stock polymer with homopolymer of the vinyl monomer, but that polymethyl methacrylate actually became chemically united with the stock polymer (grafted onto i t) was shown in several ways, especially by extraction and frac- tional precipitation. The behavior was compared of ( a ) stock polymer, ( b ) graft polymer, (c) polymethyl methacrylate, and ( d ) mixtures of stock polymer and polymethyl methacrylate. The polymethyl methacrylate used in these experiments was pre- pared in a peroxamine recipe similar to that used for the prepara- tion of the stock polymer. The mixture was made by blending latexes of the two polymers in question.
When placed in acetone at room temperature, the polymethyl methacrylate sample went into solution within 1 hour. Samples of graft polymer and of the mixture (d) , when exhaustively ex-

816 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, Na. 4
tracted with acetone for 96 hours a t room temperature, gave the following results in triplicate runs:
Cold Acetone Extraotion of Graft Polymer and in Acetone (6)
of Polymer Mixture Soluble
(b) Graft polymer (methyl methacrylate grafted onto polybutadiene; 15.2% polymethyl methacrylate content) 1.64 1 .20 1.76 (a) Mixture (polybutadiepe,and polymethyl methacrylate containing 26.6% poly- methylmethacrylate) 24.3 24.3 24.2
It is clear that, whereas most of the polymethyl methacrylate ia readily extractable from a mechanical mixture with the stock polymer, little is extractable from the graft polymer.
20 40 60 0 0 METHANOL I%) IN LlOUlD
Figure 7. Fractional precipitation of (a) stock poly- mer (polybutadiene); (b) graft polymer containing 19.6% grafted polymethyl methacrylate; ( c ) poly- methyl methacrylate; (d) mixture of stock polymer and polymethyl methacrylate containing 20.270 of
latter
Figures 7 and 8 show the precipitation curves for samples of the types ( a ) (d ) . Graft polymers, when subjected t o fractional precipitation (by adding methanol to benzene solutions, followed by sedimenting and centrifugating) behave quite differently from the corresponding stock polymers and from mechanical mixtures of stock polymer and polymethyl methacrylate. When the stock polymer consisted of polybutadiene (Figure 7), the graft polymer precipitated at the same methanol con- centration as polymethyl methacrylate; when the stock poly- mer contained some styrene (Figure 8) the precipitation point of the graft polymer came a t a somewhat lower concentration of methanol. I n experiments on a graft polymer prepared by graft- ing polystyrene onto a 75/25 butadiene-styrene stock polymer, the precipitation characteristics of the stock and graft polymers were not sufficiently different to be of evidential value when the precipitant was methanol. However, by using acetone as the precipitant, the ciirves showed conclusively that polystyrene was actually grafted onto the stock polymer, although the precipita- tion curves for stock and graft polymer were not as widely sep- aratebtas corresponding curves in Figures 7 and 8.
A polymer (100% soluble) consisting of polystyrene grafted
onto 75/25 butadiene-styrene stock polymer and calculated to contain 18.55% polystyrene gave 15.33 and 15.25% (duplicate experiments) of polystyrene when i t was oxidized by tert-butyl hydroperoxide and osmium tetraoxide on the lines of a procedure described by Kolthoff (SO). The stock polymer when similarly oxidized went entirely into solution. A sample of polystyrene (prepared in the peroxamine recipe already given) by this wet oxidation method gave recoveries of 85.43 and 84.19% (duplicate experiments). These results indicate that polystyrene side chains in graft diene polymers survive the oxidation of the unsaturated stock polymer to which they are attached.
The grafting of polyvinyl side chains onto diene polymers has, somewhat unexpectedly, little tendency to cross link the primary chains; i t is not difficult to conduct the process in such a way that the graft polymeric product is free from gel. By way of contrast, in the preparation of the so-called polyesters, by the polymeriza- tion of styrene in the presence of an unsaturated alkyd, cross linking occum to such an extent that the final product is not only insoluble but also shows almost no swelling liquid aromatic hydrocarbons. Presumably this is because the unsaturated centers in diene polymers are much less reactive than those (typically maleic units) in the “polyesters.”
The reinforcing action of polymethyl methacrylate graft chains attached to a stock of polybutadiene or poly(butadiene-styrene) is such that vulcanizates of the graft polymers in gum stocks may show figures for modulus and tensile strength approaching those shown by the stock polymers in black compounds. To give some idea of the magnitude of the reinforcement produced by grafting, the following may be mentioned as typical results in gum stocks. Graft polymers in which the stock polymer was 90/10 or 75/25 butadiene-styrene and in which the content of graft polymethyl methacrylate was 20% have shown figures of the following order a t optimum cure:
Modulus at 300%, lb./sq. inch Tensile stren th, Ib./sq. inch
900-1300 1500-2000
Elongation, $b 400
For comparison, the stock polymers themselves give in gum stocks figures of the following order only:
Modulus at 300%, lb./sq. inch 200-250 Tensile strength, lb./sq. inch 250-350 Elongation, % 350-400
Vulcanizates of graft polymers have not yet been fully eval- uated in all respects, but limited tests indicate that their gum stocks compare favorably with GR-S black stocks (tread type) in resistance to abrasion and to flex cut growth.
It may well prove that in the future development of synthetic rubbers, less reliance will be placed on the incorporation of rein- forcing powders, such as carbon black, to secure the desired levels of modulus. It would seem logical to obtain the desired modulus characteristics by building a suitable structure into the molecules of the polymer itself, rather than by particulate reinforcement. That i t is possible to have a high modulus in gum stocks is shown by examples of graft elastomers and Vulcollane-type elastomers.
Worthy of mention is the fact that gum stocks of polymers reinforced by grafting show the so-called Mullins Effect (soften- ing on prestretching) to a t least as great a degree as polymers rein- forced by black. This finding provides food for thought. In black stocks, the softening effect of prestretching may be thought of as due to detachment of the rubber matrix from the surface of the reinforcing particles of pigment. If this picture is correct, i t might perhaps have been expected that graft polymers would not show the effect, since their gum stocks contain no particulate reinforcement but only the reinforcement due to the grafted polyvinyl side chains, which are chemically attached to the elastomer chains and form an integral part of the rubber phase.
The following table, referring to optimum cures of 90/10 butadiene-styrene onto which polymethyl methacrylate has been grafted, and 90/10 butadiene-styrene reinforced by carbon black (40 parts HAF black per 100 parts rubber) shows the softening

April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 817
effect of prestretching. The samples were stretched four times in succession (with an interval of 30 seconds between stretchmgs) to a predetermined length short of rupture and were then sub- jected to a fifth stretch to the breaking point.
Cures: 90 minutes a t 292O F. with zinc oxide, 5, sulfur, 1.5, and benzothiazolyl disulfide, 1.75
(Prestretch. 30070) . - Breaking Breaking
No. of Modulus at Strength Elon ation, Stretch 100% 200% 300% Lb./Sq. d c h k
Graft polymer containing 26.7% grafted polymethyl methacrylate-gum stock 1 645 955 1400 2 40 175 880 3 40 155 880 4 40 155 780 5 40 155 780 1890 375
Stock polymer-black stock
The graft polymer gum stock suffers softening in the early part of the stress-strain curve more severely than the stock polymer- black stock does.
The softening of rubber vulcanizates by prestretching has been mentioned in the rubber literature before recent papers by Mullins appeared. Holt (26) not only reports the phenomenon but, in the following words, underscores its practical bearings.
The data given show the elusive character of the stress-strain curve of rubber. The initial-stretch curve which is ordinarily used in evaluating rubber compounds is possibly the most defi- nite . . . but it is the curve least definite in character. If the stress-strain curve is to be used in designing rubber compounds for specific purposes, it is obvious that the conventional curve may not give the proper stress-strain relations. A study of the phenomena encountered in repeated stressing . . . should throw light on the structure of rubber compounds and on the behavior of different compounding ingredients. . . . The lower part of the stress-strain curve, which is seldom accurately determined, may have an important bearing on the real properties of a compound.
Bloomfield and co-workers (6) have described graft elastomers prepared from natural rubber by the polymerization of vinyl monomers in Hevea latex. Here the stock polymer, unlike the synthetic stock polymers with which we have worked, have, of course, good strength in gum stocks.
BLOCK POLYMERIZATION
What have been called block polymers are composed of two or more different monomer units that, instead of being intermingled as in copolymers ( . . . ABABABAB. . . ), occur in alternating blocks, each block being composed of a considerable number of units of the same kind [ . . AA(A),ABB(B),B . . . ] . The proper- ties of block polymers will, clearly, be different from those of
in chemical character. Melville (18) has described two procedures by which block
polymers may be prepared, of which the second may be outlined. The method depends on rapidly generating free radicals in high concentration and thus initiating polymerization in a monomer, A , and then, during the short period that the propagation re- action occupies and in which free radicals persist, quickly mixing the monomer with a second suitable monomer, B, the polymeriza- tion of which becomes initiated by the still-active polymer radicals of A , and thus leads to the growth of chains of B units onto the chains of A units. This procedure has been successfully applied to the preparation of block polymers from butyl acrylate and styrene and from acrylonitrile and styrene. Polybutyl acrylate free radicals have a relatively long life (a few seconds). By running butyl acrylate containing a photosensitizer a t a rapid rate through a capillary irradiated by ultraviolet light and then bringing the liquid into a vessel containing styrene, block poly- mers were secured.
r copolymers, especially if the units involved are markedly different
Mark (34) has indicated methods of a more practical character for the production of block polymers, involving the preparation separately of blocks of each of the units, the polymerizations being carried out in such a way that the blocks terminate in re- active groups. By then treating a mixture of different blocks with a suitable bifunctional reagent, the blocks can be joined together. Thus, polystyrene prepared by an initiating system adapted to leave terminal hydroxyl groups on the polymer molecules can be united with polymethyl methacrylate similarly prepared, by treatment with a diisocyanate, to yield a block polymer.
Figure 8. Fractional precipitation of (a) stock polymer (90/10 butadiene-styrene); (b) graft poly- mer containing 18.4% grafted polymethyl meth- acrylate; (c) polymethyl methacrylate; (d ) mixture of stock polymer and polymethyl methacrylate
containing 19.75% of latter
The application of such a device to the preparation of elas- tomers of the diene type has not hitherto been reported. The device is readily applicable to the Vulcollane type of condensa- tion polymers. The preparation of polymers of this type de- pends essentially on the union, by means of reaction with di- isocyanates, of polyesters having terminal hydroxyl groups. Coffey and Meyrick (IS) have recently described the preparation of urethane-linked polyesters in which polyester blocks of two different kinds are united alternately. They indicate that by properly choosing the chemical composition of the two blocks, special effects are obtainable-e.g., outstanding impact strength, internal plasticization, and lowered melting point. The effect on the melting point of the block arrangement in polyesters may be of practical significance in the field of urethane-polyester elastomers. One of the weaknesses of the original Vulcollane (Vulcollane N ) is a tendency t o crystallize and harden on storage.
NONSULFUR VULCANIZATION
Before the advent of synthetic rubbers, when we thought of vulcanization we thought inevitably of heating rubber with sulfur. And we still rely mainly on sulfur as the best and most

818 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, No. 4
practical vulcanizing agent for natural rubber and the diene hydrocarbon elastomers-GR-S, nitrile rubber, and Butyl rubber. For nonhydrocarbon synthetic rubbers, however, other types of vulcanizing agents are used.
Agents other than sulfur able to vulcanize diene polymers are continually coming to light in laboratory studies. A good many are substances capable of giving rise t o free radicals, and their mode of action presumably depends on attack (abstraction of hydrogen) by such radicals on the polymer chain a t the methylene group alpha to the double bond. Benzoyl peroxide and diazo- aminobenzene .are representative of such agents that have long been known. Recently the use of organic peroxides other than benzoyl peroxide has been described (IO), and I have found diazoethers to have the ability to vulcanize natural rubber and GR-S. These compounds, RN:NSR' (where R and R ' are aryl groups), decompose on heating to generate the free radicals Re and .SR. From a practical viewpoint, they, like diazoamino- benzene, have the disadvantage of causing microporosity owing to the liberation of nitrogen that accompanies their decomposi- tion.
An interesting class of vulcanizing agents reported by Sturgis, Baum, and Trepagnier (60) are certain polyhalogen compounds, which apparently function by generating free radicals. Examples of such agents, which act best in the presence of metallic oxides euch as litharge, are benzal chloride, benzotrichloride, and 1,1,1,3-tetrachloropropane. Such agents may be as effective as conventional vulcanization by sulfur and accelerators in regard to the quality of the vulcanizates produced. Thus, for example, o-chlorobenzotrichloride (2.5 parts) along with litharge (10 parts) produced from GR-S loaded with EPC black (50 parts) a vulcanizate with a 3ooyO modulus of 1710 pounds per square Inch, tensile strength of 3140 pounds per square inch, and elonga- tion of 43oa/,. Such a vulcanizate ages much better than GR-S vulcanized by sulfur; it does not show on aging the increase in modulus and drop in elongation characteristic of sulfur-cured GR-S .
VULCANIZATION BY BISTHIOL ACIDS
Of some interest is a new type of vulcanizing agents, the bisthiol acids. Whereas yulcanization by sulfur depends essentially, according to current views, on attack at the a-methylene group of the polymer, vulcanization by the bisthiol acids depends on direct addition of the reagent a t the double bond. Such addition produces cross linking, thanks t o the bifunctionality of the reagent. Two diene units in different polymer chains become united, thus:
. CH2 CH,. . . \ /
'CH CH + HS.CO(CHz),COSH + I AH \
&H /
/ . . .CH2 'CH, .
It has been known for some time that simple mercaptans (RSH) and also thioglycolic acid (HSCH&OOH) show some ability to add to the double bonds of the diene polymers, especially in the presence of peroxides. Cunneen has found that addition of thiol acids (RCOSH) is more vigorous than that of simple mercaptans or of mercapto acids ( 1 6 ) and that bisthiol adipic acid [HS.CO( CH2)aCOSHI is capable of vulcanizing natural rubber (15). Its action on natural rubber is in fact so vigorous
'
that it produces cross linking and causes the rubber to crumble while it is being incorporated in the rubber on a mill. However, by introducing the reagent in the form of a solution in benzene, which strips of rubber contained in evacuated sealed tubes were allowed to imbibe, and by then applying heat, vulcanized test pieces were obtained. They show tensile strengths up to about 2500 pounds per square inch.
Marvel (35) has made use of the ability of thiol acids to add to unsaturated hydrocarbons by preparing high polymers by reaction between the bifunctional reagents, a bisthiol acid, and a diolefin, such as diallyl.
In work with F. S. Shannon, I have found bisthioladipic acid to be an active cross-linking agent in the synthetic rubbers, GR-S, and nitrile rubber. It rapidly vulcanizes these rubbers in the course of incorporating it in them on a mill, as is shown by swell- ing measurements on the products. When 1% of bisthioladipic acid was milled with GR-S, the product showed a swelling capac- ity of 4.83 grams of benzene per gram of rubber. When the material was then heated for 1 hour a t 292" F., the swelling capacity fell only to 4.58, thus indicating that the cross-linking reaction had almost completed itself during the milling. Swell- ing figures of this order indicate that 1% of the reagent (which, if fully utilized in making cross links, corresponds to only 0.35% of sulfur in the form of disulfide links) is sufficient to vulcanize GR-S fully. The degree of swelling is of the same order as that shown by sulfur vulcanizates of GR-S a t optimum cure.
More interesting than the fact that bisthioladipic acid will vulcanize butadiene copolymers is the finding that it will vul- canize Neoprene W. Considerable vulcanization is produced in Neoprene during the milling of bisthiol acid into it, although, relatively speaking not so much as in the corresponding treatment of GR-S. Owing to the prevulcanization, satisfactory, smooth test sheets were not secured when heating in molds was applied to the milled rubber, and accordingly the tensile results shown are poor :
Bisthiol- adipic Acid,
%
Tensile Properties after Heating Modulus Tensile E1onga.- a t 300%, strength, tion, Hard-
lb./sq. inch lb./sq. inch % ne88
425 67 1 5.18 3.47 452 89 5 2 3.93 2.78 500 688 350 65
That thiol acids are in fact capable of adding to chlorovinyl groups readily (especially in the presence of a little pyridine) wa8 shown in experiments with model compounds. Thiolacetic acid and vinyl chloride gave an addition product boiling a t 49' to 52" C./5 to 6 mm., and showing ng 1.4973 and C1, 25.9%; S 24.0% (calcd. for C4H70SC1: C1, 25.6%; S, 23.1%). 2- Chloro-2-butene gave an adduct with thiolacetic acid boiling a t 56O to 57' C./5 mm. and showing ng 1.4859, density a t 22' C., 1.08; C1, 21.3%, S, 19.6% (calcd. for C6H11OSC1: C1, 21.3%; S, 19.270).
FURTHER STUDY OF NONSULFUR VULCANIZATION
The subject of vulcanization by agents other than sulfur would perhaps repay fuller exploration, especially in view of the fact, noted in the section on copolymerization, that a wide variety of copolymers specially adapted to cross linking by many differ- ent bifunctional reagents can readily be prepared. It is con- ceivable that i t may be possible by properly chosen nonsulfur vulcanization to obtain tighter cures and hence better physical properties than by sulfur, Further, it may be possible to obtain better aging than that displayed by sulfur vulcanizates. The aging of diene rubbers cured by normal sulfur vulcanization leaves a good deal to be desired. It is inferior to the aging of unvulcanized diene rubbers, and this fact may perhaps be re- garded as implying that the sulfur links in the cured network are an element of weakness in respect of resistance to aging.

April 1955 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y 819
It is not inconceivable that cross-linking agents that are also antioxidants could be developed and antioxidant elements thus actually built into the vulcanized network.
NEOPRENE VULCANIZATES
Neoprene vulcanized by zinc oxide has good resistance to aging, although, in view of our present limited knowledge of the aerial oxidation of Neoprene, it would be going too far to say that the absence of sulfur links between the chains is the only or even the main factor in the good aging displayed by cured Neoprene.
In illustration of the excellent age resistance that polychloro- prene is capable of exhibiting, two samples of vulcanized poly- chloroprene that were prepared early in 1931 and have since been in my possession show no signs whatever of deterioration; they are completely free from checking and are apparently as strong and snappy as they were originally. It should perhaps be added that these samples were made a t a time when the commercial polychloroprene was called DuPrene and was prepared pre- sumably by the bulk polymerization of chloroprene, without modifier, to a low conversion. Whether polychloroprene pre- pared by polymerization in emulsion, with sulfur as a modifier, possesses such a high degree of long-time resistance to aging, I cannot say. According to Mochel and Peterson (SY), sulfur used as a modifier in the polymerization of chloroprene actually becomes incorporated into the polymer chains. I know of no evidence as to whether such sulfur links influence the aging of sulfur-modified Neoprene.
The mechanism of the vulcanization of Neoprene by metallic oxides is by no means fully understood. The trend of present opinion seems to be that the vulcanization is dependent on the prescnce of a small proportion of reactive (nonvinyl) chlorine in Neoprene, the presence of which is indicated by the fact that about 1.5% of the chlorine is removable by organic bases ( S I , 45).
ATTEMPTED REACTION OF NEOPRENE AND METAL ALKYLS
How unreactive is the vinyl chlorine of Keoprene (it arises from 1,4- addition of the monomer, -CH&Cl:CHCHZ-) may be illustrated by the negative results of certain experiments by G. P. Wheeler in our laboratory. The Staudingers (48) found zinc ethyl to react readily, even at low temperatures, with rubber and balata hydrochlorides, to replace the chlorine (nonvinyl) by ethyl and yield ethyl hydrorubber and ethyl hydrobalata. They stated briefly that zinc dimethyl and zinc diethyl react with polychloroprene, but that they had had to postpone investigation of the products.
If indeed the chlorine atoms of polychloroprene could be re- acted with zinc dimethyl and thus replaced by methyl groups, it would be of great theoretical interest, since the product would be expected to be trans-polyisoprene. We found, however, that even when the metal alkyl was in excess and the temperature was raised to 95” C. no evidence of reaction between Neoprene and either zinc or cadmium dimethyl could be secured. And, further, the model compound, 2-chloro-2-butene, containing vinyl chlorine, gave no evidence of replacement of the chlorine by methyl when it was treated with zinc dimethyl a t the boiling point of toluene.
SUMMARY
1. Since the introduction of synthetic rubbers, the subject of rubber has entered into the main stream of chemistry in a way and to an extent that did not prevail before, when the raw rubber used by industry was restricted to the natural product. Rubber as a field of research is now an integral and substantial part of the new realm of polymer science.
The biogenesis of rubber is discussed, and i t is concluded that an understanding, when attained, of the way in which plants synthesize rubber is unlikely to point the way to a practical manufacturing process for the production of synthetic cis-poly- isoprene.
Attention is drawn to the meagerness of our knowledge
2.
3.
of the chemical constitution of the natural antioxidant of Hevea rubber. 4. The desirability of studying variation among Hevea trees
in respect of the quality of the latex and rubber is suggested. 5. New types of polymerization discussed with reference to
their significance in the development of new and improved elas- tomers are ( a ) popcorn polymerization, ( b ) graft polymerization, and ( c ) block polymerization. The preparation of graft synthetic elastomers is described. It is shown, by fractional precipitation and otherwise, that, when methyl methacrylate is polymerized in the presence of polybutadiene or poly-(butadiene-styrene), branches of polymethyl methacrylate become grafted onto the stock polymer. The grafts have a marked reinforcing effect.
Some aspects of nonsulfur vulcanization are considered. It is reported that bisthiol acids are capable of vulcanizin Neo- prene. Also, it is reported that the chlorine of Neoprene fails to react with zinc dimethyl.
6.
ACKNOWLEDGMENT
Appreciation is expressed to the Office of Synthetic Rubber, Reconstruction Finance Corporation, for permission to quote work carried out under its sponsorship.
LITERATURE CITED
Aschan, O., Chem.-Ztg., 49, 689 (1925). Bloch, K., and Rittenberg, D., J . Biol. Chem., 143, 297 (1942);
Bloomfield, G. F., J. Rubber Research Inst . Malaya, 13, Com-
Bloomfield, G. F., Rubber Chem. and Technol., 24, 737 (1961). Bloomfield, G. F., Merrett, F. M., Popham, F. J., and Bwift,
P. McL., India Rubber World, 130, 670 (1954); Rubber Age, N. Y . , 75, 529 (1954).
Bonner, J., and Arreguin, B., Arch. Biochem., 21, 109 (1949); Arreguin, B., and Bonner, J., Ibid., 26, 178 (1950); Arreguin, B., Bonner, J., and Wood, B. J., Ibid., 31, 234 (1951).
Bonner, J., Parker, M. W., and Montermosso, J. C., Science, 120, 549 (1954).
Bougault, J., and Bourdier, L., Compt. rend., 147, 134 (1908); J. pharm. chim., 29 (6), 561 (1909); 30 (6), 10 (1909); Bou- gault, J., Compt. rend., 150, 874 (1910); J. pharm. chim., 1 (7), 425 (1910); 3 (7), 101 (1911); Bougault, J., end Cet- telain, E., Compt. rend., 186, 1746 (1928).
Boundy, R. H., Boyer, R. F., and Stoesser, S. M., “Styrene,” pp. 729-31, Reinhold, New York, 1952.
Braden, M., Fletcher, W. P., and McSweeney, Trans. Inat. Rubber Ind. , 30, 44 (1954).
Bruson, H. A., Sebrell, L. B., and Vogt, W. W., IND. ENQ. CHEM., 19, 1187 (1927).
Carothers, W. H., Williams, I., Collins, A. M., and Kirby, J. E., J . Am. Chem. SOC., 53, 4203 (1931).
Coffey, D. H., and Meyrick, T. J., India Rubber World, 130, 671 (1954).
Compagnon, P., and Tixier, P., Rev. gen. caoutchouc, 27, 691, 663 (1950); India-Rubber J., 119, 810 (1950).
Cunneen, J., J. Appl . Chem., 2, 353 (1952); Rubber Chem. and Technol., 26, 370 (1953).
Cunneen, J., J. Chem. SOC., 1947, 134. Dunbrook, R. F., India Rubber World, 117, 745 (1948). Dunn, A. S., and Melville, H. W., Nature, 169, 699 (1962);
Hicks, J A., and Melville, H. W., J. Polymer Sci., 12, 461 (1954).
Favorsky, A. E., and LQbBdBva, A. I., Bull. soc. chim., 6, No, 6, 1347 (1939); J. Gen. Chem. (U.S.S.R.) , 8, 879 (1938).
Fischer, F. G., and Lowenberg, K., Ann., 494, 263 (1932); Fischer, F. G., and Hultssch, K., Ber., 68, 1726 (1936); Fischer, F. G., and Schulse, H., Ibid., 75, 1467 (1942).
145, 625 (1942); 159, 45 (1945); 160, 417 (1945).
munication 271 (1951).
Freeman, R., India Rubber World, 130, 669 (1954). Guenther, E., Soap, 19 (October and November 1943). Hall, J. A., Chem. Revs., 20, 305 (1937). Heilbron, I. M., Jones, E. R. H., Roberts, K. C., and Wilkinson,
P. A., J . Chem. SOC., 1941, 344; Rubber Chem. and Technol., 15, 91 (1942).
Hesse, G., Eilbracht, E., and Reicheneder, Ann., 546, 233 (1941).
Holt, W. L., IND. ENG. CHEM., 23, 1471 (1931). Johnson, J. R., “Record of Chem. Progress” (Kresge-Hooker
Jones, M. H., Melville, H. W., and Robertson, W. G. P., Nature,
Kemp, A. R., and Peters, H., India Rubber World, 110. 639
Scientific Library), Summer 1950.
174,79 (1954).
(1944).

820 I N D U S T R I A L A N D E N G I N E E R I N G C H E M I S T R Y Vol. 47, No. 4
Kolthoff, I. M., Lee, T. S., and Cam, C. W., J . Polymer Sci., 1,
Kovacio, P., Rubber Age, N . Y., 75, 700 (1954). Langdon, R. G., and Bloch, K., J. Biol. Chem., 200, 129 (1953). Leeper, H. M., and Schlesinger, W., Science, 120, 185 (1954). Mark, H., Textile Research J., 23, 294 (1953). Marvel, C. S., and Kraiman, E. A., J . Org. Chem., 18, 707
(1953). Mayo, F. R., and Walling, C., Chem. Reva., 46, 191 (1950);
Alfrey, T., Bohrer, J. J., and Mark, H., “Copolymerization,” Interscience, New York, 1952.
Mochel, W. E., and Peterson, J. H., J . Am. Chem. Soc., 71, 1426 (1 949) I
Morton, A. A., Rubber A g e , N . Y., 72, 473 (1953). Peters, R., Endeavour, 13, 147 (1954). Potter, V. R., and Heidelberger, C., Nature, 164, 180 (1949);
Rudney, H., Lorber, B., Utter, M. F., and Cook, M., Federa- tion Proc., 9 , 179 (1950).
Resing, W. L., India Rubber World, 130, 670 (1954). Rittenberg, D., and Bloch, K., J . Biol. Chem., 154, 311 (1944). Ritter, F. J., India-Rubber J . , 126, 55, 70 (1954). Robinson, R., I X Congr. intern. qutm. pura 2/ aplicada (Madrid) ,
Salomon, G., and Koningsberger, C., Rec. trav. chim., 69, 711
Schlesinger, W., and Leeper, H. M., Science, 112, 51 (1950);
429 (1946).
5, 17-38 (1934).
(1 950).
IND. ENG. CHEM., 43, 398 (1951).
(47) Schopfer, W. H., and Grob, E. C., Experientia, 8 , 140 (1952). (48) Staudinger, H., and Staudinger, Hj., J . prakt. Chem., 162, 148
(49) Stewart, A. W., “Recent Advances in Organic Chemistry,” 5th
(50) Sturgis, B. M., Baum, A. A., and Trepagnier, J. H., IND. ENG.
(51) Weinstein, L. H., Robbins, W. R., and Perkins, H. F., Science,
(52) Whitby, G. S., Kolloid-Z., 12, 147 (1913). (53) Whitby, G. S I “Plantation Problems of the Next Decade,”
Weltervreden, Java, 1914; Ann. Botany (London), 31, 313 (1919); “Plantation Rubber and the Testing of Rubber,” pp. 5-7, Longmans, London, 1920.
(54) Whitby, G. S., Dolid, J., and Yorston, F. H., J . Chem. SOC., 1926, p. 1448.
(55) Whitby, G. S., and Greenberg, H., Biochem. J . , 35, 640 (1941); Rubber Chem. and Technol., 15,96 (1942).
(56) Whitby, G. S., and Greenberg, H., IND. ENG. CHEM., 18, 1168 (1926).
(57) Whitby, G. S., Gross, M. D., Miller, J. R., and Costanza, A. J., Chem. Eng. N e w , 29, 3952 (1951) ; J . Polymer Sci., in press, 1955; of. Willis, J. M., IND. ENG. CHEM., 41, 2276 (1949).
(1943); Rubber Chem. and Technol., 17, 15 (1944).
ed., Vol. I, p. 292, Longmans, London, 1931.
CHEM., 39, 64 (1947).
120, 41 (1954).
(58) Wibaut, J. P., Rec. trav. chim., 62, 205 (1943).
RECEIVED for review October 7, 1954. ACCEPTED January 5. 1955.
Direct hydrogenation of char provides
. , , an insight into the mechanism of meth- ane formation
. . . a potential method for producing high 8. t. u. 9-
Kinetics of Carbon Gasification INTERACTION OF HYDROGEN WITH LOW TEMPERATURE CHAR AT 1500” TO 1700” F.
C. W. ZIELKE AND EVERETT GORIN Pittsburgh Consolidation Coal Co., Library, Pa .
N EXPERIMENTAL program has been in progress in these laboratories for some time on the kinetics of the
gasification of low temperature char by hydrogen steam mixtures. Relatively large quantities of methane were obtained in these experiments (6 ,7 ) , particularly at high pressures and high hydro- gen-sfeam ratios. I n order to provide a better insight into the mechanism of methane formation, it was desirable to study the rate of gasification of char in pure hydrogen. This study is also of potential practical importance in connection with the produc- tion of high B.t.u. gas by the hydrogenation of coal or char. Some data have already been reported (7) on the hydrogenation of char a t 1600” F. These data have been extended to cover a wider pressure range and also two other temperatures.
It has been long known that methane can be synthesized by the direct hydrogenation of carbon. The only extensive work that has been done previously in this field, however, is that of Dent and coworkers (2-4). These workers obtained integral rate data by heating various British coals and cokes in a batch bed to final temperatures of 800” to 900” C. under hydrogen pressures up to 50 atmospheres. When the final temperature was reached, i t was maintained constant while the hydrogenation was con- tinued. It is only during this period that a comparison between their data and our data is possible.
EXPERIMENTAL TECHNIQUE
Procedure. The equipment and experimental procedure em- ployed in this investigation were substantially the same as de- scribed previously for the char-steam kinetics work (6, 6).
The inlet gas in the majority of the runs was pure hydrogen which was passed over a nickel catalyst for the removal of oxygen and through silica gel and magnesium perchlorate drying tubes before entering the reaotor.
The feed char in all runs was the prepared 65- to 100-mesh Disco which was used in the previous char-steam kinetics studies. The char in each experiment was pretreated for one hour at the reaction temperature by fluidizing in purified nitrogen before the hydrogen was introduced. A fluidizing velocity of 0.44 foot per second was employed.
Exit gas rates and gas samples were taken throughout the runs using pure hydrogen as the inlet gas while the temperature, pressure, and fluidizing velocity were held constant. The weight of feed char used in most runs was 0.4 pound. The reactor was the same ll/&ch diameter Uniloy reactor previously described (6).
Besides the pure hydrogen runs, a series of experiments was conducted to determine the effect of methane in suppressing the reaction rate by adding methane to the inlet hydrogen. It was