freeze concentration
TRANSCRIPT

Presentation on Freeze
Concentration
Prepared by:- Sibo boro (M.Tech)
• Freezing is a process of bringing down the temperatures of food below its
freezing point, and frozen storage generally refers to storage at temperature
below -10°C.
• Freezing results in the transformation of change of state from liquid water
to solid ice.
• Frozen foods can keep much longer than refrigerated foods.
freezing
It is simply a form of melt crystallisation where the water is
crystallised into ice crytals and then the solid ice is separated from the
liquid.
Water is partially frozen to produce an ice crystal slurry in
concentrated product. Separation of ice crystals is then accomplished
using some washing technique. Current applications of freeze
concentration are limited to fruit juices, coffee, and tea extracts, and
beer and wine. Freeze concentration produces a superior product.
Freeze concentration
CRYSTALLIZER
SEPARATOR
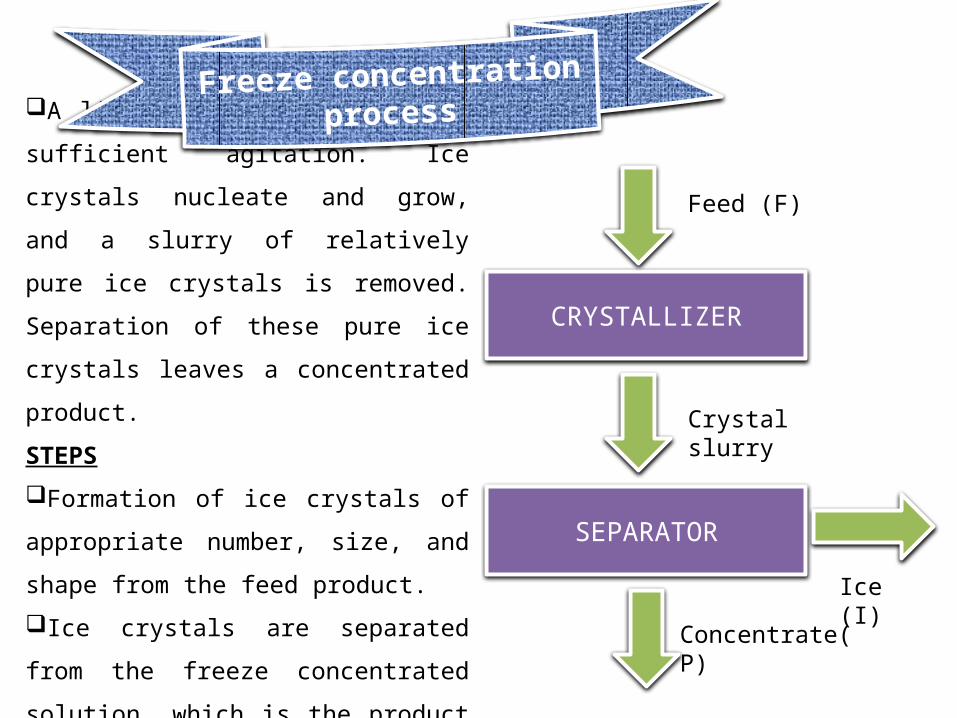
A liquid food is cooled with sufficient
agitation. Ice crystals nucleate and grow, and
a slurry of relatively pure ice crystals is
removed. Separation of these pure ice crystals
leaves a concentrated product.
STEPS
Formation of ice crystals of appropriate
number, size, and shape from the feed
product.
Ice crystals are separated from the freeze
concentrated solution, which is the product
concentrate.
Freeze concentration
process
Feed (F)
Crystal slurry
Ice (I)
Concentrate(P)
When a solid or liquid food is frozen all of its components do not
freeze at once.
First to freeze some of the water which forms ice crystals in the
mixture.
Remaining unfrozen foods becomes higher in solids concentration.
Concentration effect continues as more water is frozen out of the
mixture.
The entire mixture ultimately freezes.
Freezing steps

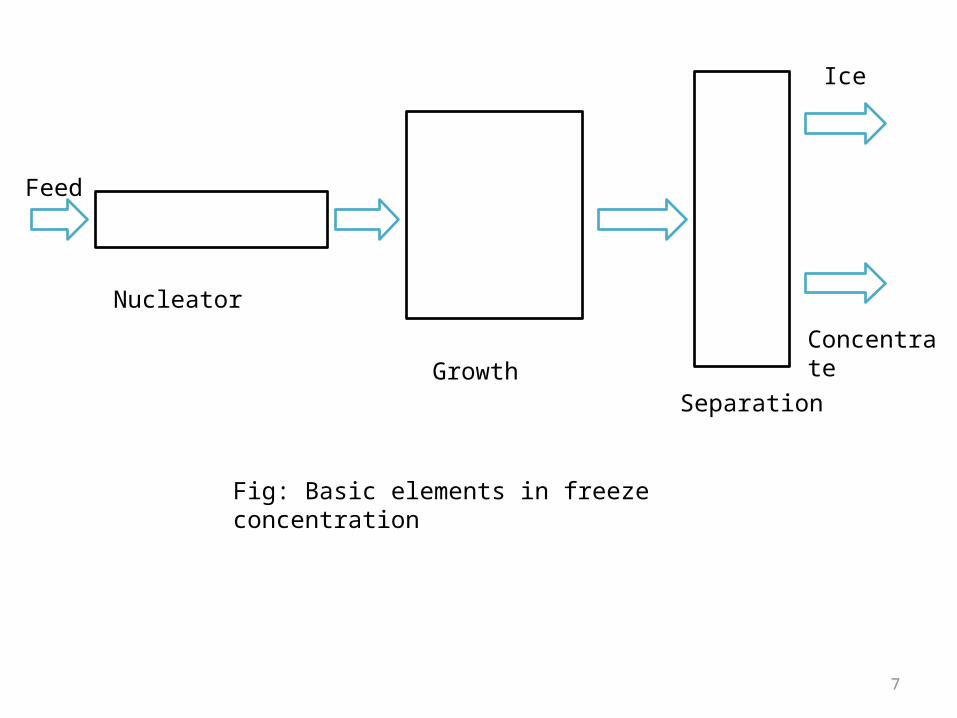
Equipment involved in
Freeze concentration
I. A direct freezing system or direct equipment to freeze the liquid food.
II. A mixing vessel to allow the ice- crystal to grow.
III. A separator to remove the crystals from the concentrated solution.
7
Feed
Nucleator
Growth Separation
Ice
Concentrate
Fig: Basic elements in freeze concentration
8
Crystallization starts with Nucleation. Crystallization refers to the formation of solid crystals from a homogeneous solution.
There are two types of nucleation – Primary and Secondary
Primary relates to the birth of the crystal, where a few tens of molecules come together to start some form of ordered structure
Secondary nucleation can only happen if there are some crystals present already. It can occur at a lower level of super-saturation than primary nucleation.
Nucleation
9
• For low super-saturation primary nucleation is not widespread. Secondary nucleation on existing crystals is more likely. Result is small numbers of large crystals.
• For high super-saturation primary nucleation is widespread. This results in many crystals of small size.
• Slow cooling with low super-saturation creates large crystals.
• Fast cooling from high super-saturation creates small crystals.
Supersaturation and Crystal Growth
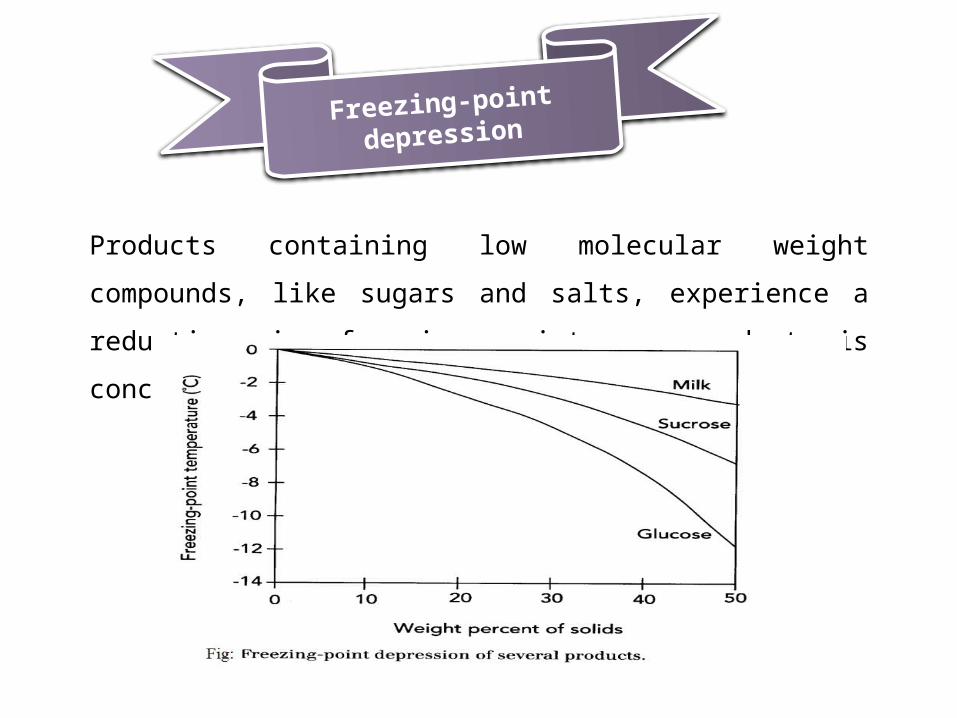
Freezing-point
depression
Products containing low molecular weight compounds, like sugars and
salts, experience a reduction in freezing point as product is concentrated.
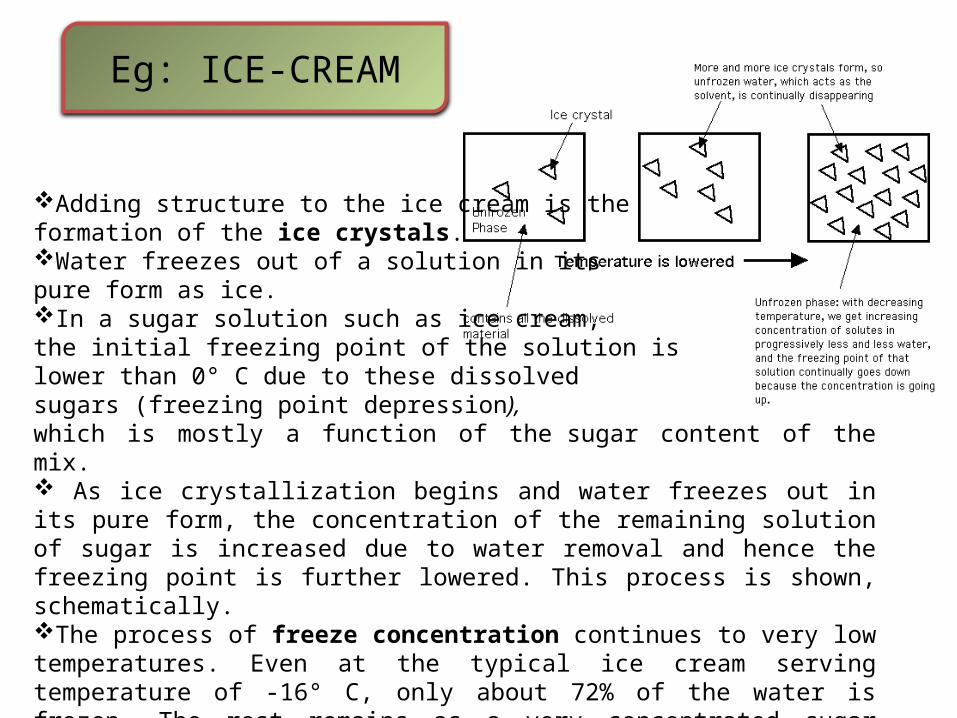
Eg: ICE-CREAM
Adding structure to the ice cream is the formation of the ice crystals. Water freezes out of a solution in its pure form as ice.In a sugar solution such as ice cream, the initial freezing point of the solution is lower than 0° C due to these dissolved sugars (freezing point depression), which is mostly a function of the sugar content of the mix. As ice crystallization begins and water freezes out in its pure form, the concentration of the remaining solution of sugar is increased due to water removal and hence the freezing point is further lowered. This process is shown, schematically.The process of freeze concentration continues to very low temperatures. Even at the typical ice cream serving temperature of -16° C, only about 72% of the water is frozen. The rest remains as a very concentrated sugar solution.
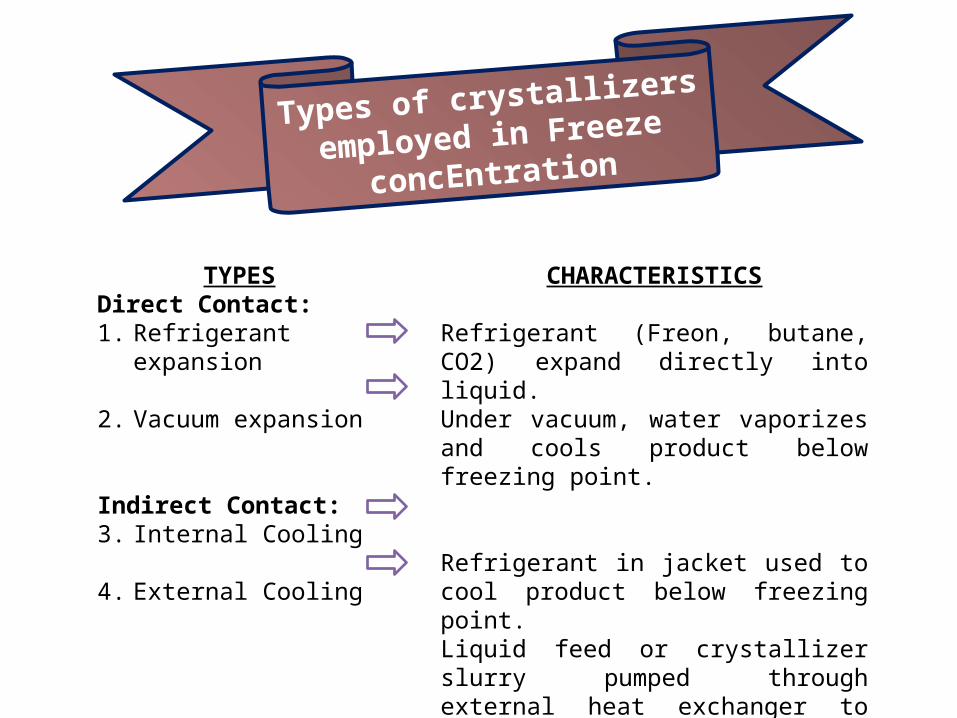
Types of crystallizers
employed in Freeze
concEntration
TYPESDirect Contact:1. Refrigerant expansion
2. Vacuum expansion
Indirect Contact:3. Internal Cooling
4. External Cooling
CHARACTERISTICS
Refrigerant (Freon, butane, CO2) expand directly into liquid.Under vacuum, water vaporizes and cools product below freezing point.
Refrigerant in jacket used to cool product below freezing point.Liquid feed or crystallizer slurry pumped through external heat exchanger to provide freezing.
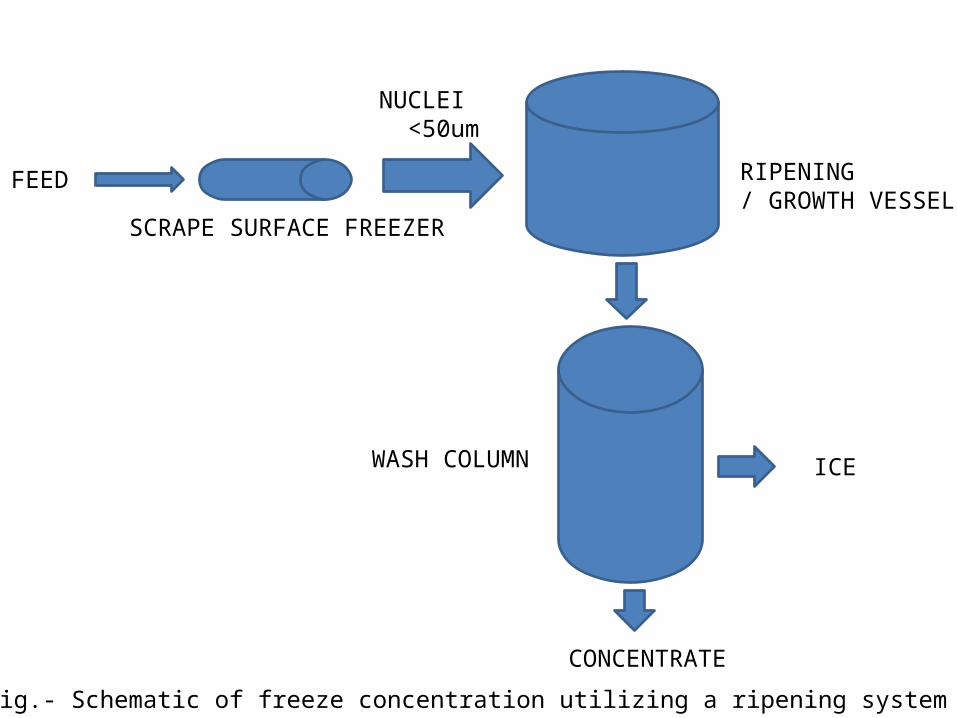
ICE
CONCENTRATE
WASH COLUMN
RIPENING / GROWTH VESSEL
NUCLEI <50um
FEED
Fig.- Schematic of freeze concentration utilizing a ripening system
SCRAPE SURFACE FREEZER
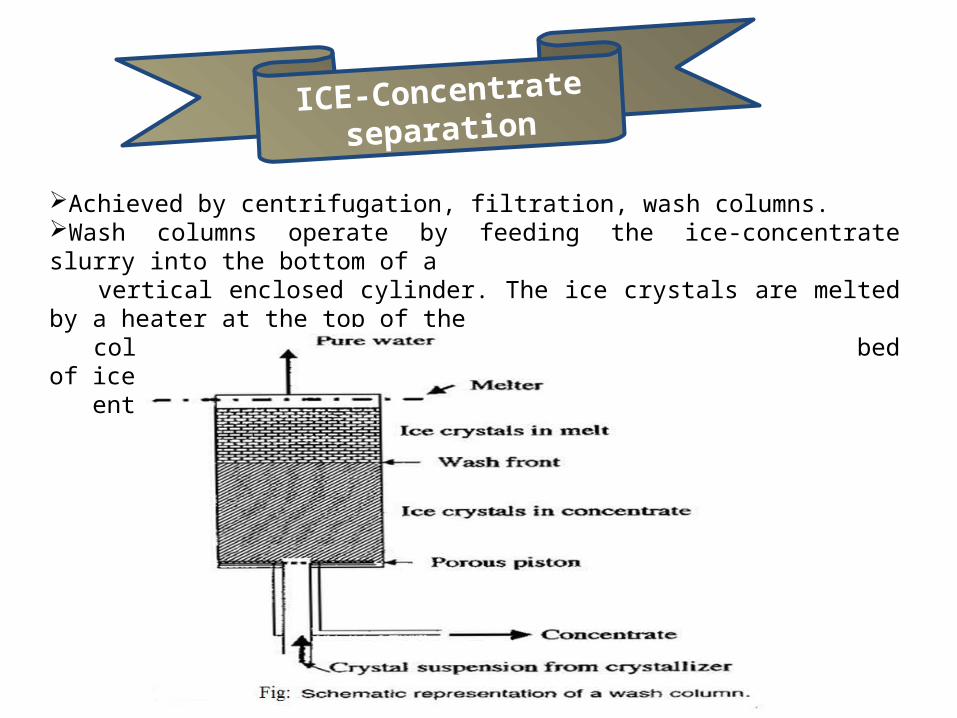
ICE-Concentrate
separation
Achieved by centrifugation, filtration, wash columns.Wash columns operate by feeding the ice-concentrate slurry into the bottom of a vertical enclosed cylinder. The ice crystals are melted by a heater at the top of the column and some of the melt water drains through the bed of ice crystals to remove entrained concentrate.
WHERE IS FREEZE CONCENTRATION USED?
• The process is specifically used for concentration of
– Heat sensitive substances – All products where maximum retention of product quality is a key
aspect – Where conventional concentration processes cannot be used
APPLICATION OF FREEZE CONCENTRATION :
– Coffee concentration – Citrus Juices – Other fruit juices – Ice beer production – Vinegar Concentration – Fish, meat & vegetable extracts – Wine Application – Beer Application – Dairy Products
.
• Guarantee of aroma and flavour • Higher product value• No aroma recovery required• Environmentally friendly cooling medium • preservation of product properties
Advantages of freeze concentration in compare to any other processing techniques
.
• Hygienic process design with automatic CIP • Time & cost effective• Safe production• Low operating temperature • Prevent microbiological problems
.
• no loss of volatiles or solids• maintains original product characteristics• closed system, prevents oxidation• continuous operation• no need for intermediate cleaning• continuous and stable operation• flexibility in feed composition

• no thermal damage to active components • control of alcohol level • economic storage and distribution • maintain natural freshness
.
Disadvantages
o mushy and unappetizing appearanceo Frozen, prepared foods, like most other prepared foods,
contain unacceptably high levels of sodium that can increase risk of developing high blood pressure and heart disease
o Many vegetables and most fruits lose their crisp texture once frozen, even if you cook them only briefly.
o Cooking frozen corn on the potatoes and broccoli, for example, result in mushy vegetables that taste waterlogged
o Vitamin C and the B vitamins suffer the biggest nutritional losses in frozen fruits and vegetables
.
• Levels of polyphenolic substances, which act as antioxidants to
protect your cells from damage, also are lower in frozen fruits
than fresh•When air comes into contact with frozen foods, it causes freezer
burn and indicates a loss of moisture that affects both texture and flavour
•Food when thawed renders ideal for rapid bacterial multiplication.
When this food is refrozen, it is likely to increase the count of
bacteria causing food poisoning

.
THANK YOU……