ªÃÄÂÑ˾ÎÌÂËÙÇ Ë¾ÑÕËÌ ÐÃÓËÆÕÃÏÈÆÇ ...4 11/2007 Íåîáõîäèìûé...
TRANSCRIPT

............................................................................................. 3
. ., . ., . .
— ................................................................................... 5
. . (, . . . ) ........................ 10
. ., . ., . ., . ., . . , . ., . .
, - .......................................... 14
. ., . ., . ., . ., . .
96 ............................................... 21
. ., . ., . ., . ., . ., . .
................................................. 28
. ., . ., . . ( ) ............ 32
. ., . .
................................................................................................ 39
. ., . .
02 ........................................................................................... 43
. ., . ., . ., . ., . . -
-47 ....................................................................... 46
.................................... 52
....................................... 60
.................................... 62
.................................................................. 64
- « XXI » ........................................ 66
. . – 70 .......................................................................... 67
. . – 70 .......................................................................... 67
. . – 80 ...................................................................... 68
................................................................................... 69
-
:
. .
. . , . . ,. . , . . ,
. . , . . ,. . - ,
. . ,. . ( . . .),. . ( . . .),
. . , . . ,. . , . . ,
. . , . . , . . ( . .),. . , . .
:
:
, . . . ,
« »
:
« »
:03680, , -150,
. , 11
. . . .: (38044) 287 6302, 529 2623: (38044) 528 3484, 529 2623
E-mail: [email protected]://www.nas.gov.ua/pwj
:. . , . .
:. . , . . ,
. . , . . ,. .
- 4788
09.01.2001.
.
.
.
.
© , . . . , « », 2007
11 (655)
2007
-
1948
. .
. .
. . . .
. . . .
. . .
.
( )( )( )( )( )( )( )( )( )( )( )( )
CONTENTSNEWS ........................................................................................................ 3
Makhnenko V. I., Milenin A. S., Semyonov A. P. Mathematical model-ing of thermodeformational processes in braze welding of butt jointsof titanium-aluminium type ......................................................................... 5
Ishchenko A. Ya. Arc welding of aluminium alloys (trends of investiga-tions carried out at the E.O.Paton Electric Welding Institute) ...................... 10
Ternovoy E. G., Shulym V. F., Khaskin V. Yu., Shelyagin V. D.,Lozovskaya A. V. , Siora A. V., Bernatsky A. V. Properties and struc-ture of joints of aluminium alloys produced by a hybrid laser-plasmawelding .................................................................................................... 14
Labur T. M., Ishchenko A. Ya., Taranova T. G., Kostin V. A.,Grigorenko G. M. Investigation of fracture nature of welded joints ofhigh-strength alloy V96tss under conditions of off-center tension .............. 21
Zhadkevich M. L., Tretyak N. G., Kavunenko P. M., Zelenin V. I., Mok-hort V. A., Zelenin E. V. Friction stir welding and surfacing of copperand its alloys ............................................................................................ 28
Ishchenko A. Ya., Podjelnikov S. V., Poklyatsky A. G. Friction stir weld-ing of aluminium alloys (Review) ............................................................... 32
Knysh V. V., Kovalchuk V. S. Increase in service life of low-alloy steelmetal structures using a high-frequency mechanical peening after re-pair welding ............................................................................................. 39
Rudenko P. M., Gavrish V. S. System KSU KS 02 for automatic moni-toring and control of the resistance spot welding ....................................... 43
Zalevsky A. V., Galinich V. I., Osipov N. Ya., Netyaga V. I., KirichenkoO. P. Welding-technological properties of the new fluxof AN-47 DP grade .................................................................................. 46
Developments in the field of aluminium alloy welding ................................. 52
Theses for scientific degree ..................................................................... 60
Patents in the field of welding ................................................................... 62
Review of foreign journals ........................................................................ 64
International Scientific-Technical Conference «Machine-building andtechnosphere of the XXI century» ............................................................ 66
Voropay N. M. is 70 ................................................................................. 67
Gladkiy P. V. is 70 .................................................................................... 67
Kushnirenko B. N. is 80 ............................................................................ 68
INFORMATION ..................................................................................... 69
SCIENTIFIC AND TECHNICAL
INDUSTRIAL
BRIEF INFORMATION
NEWS
EDITORIAL BOARD:
Editor-in-Chief B.E.PATON
Yu. S. Borisov, N. M. Voropaj,V. F. Grabin, A. T. Zelnichenko,A. Ya. Ishchenko, I. V. Krivtsun,
S. I. Kuchuk-Yatsenko,Yu. N. Lankin,
V. K. Lebedev (vice-chief ed.),V. N. Lipodaev (vice-chief ed.),
L. M. Lobanov, A. A. Mazur,V. I. Makhnenko,
O. K. Nazarenko, I. K. Pokhodnya,I. A. Ryabtsev,
B. V. Khitrovskaya (exec. secr.),V. F. Khorunov, K. A. Yushchenko
THE INTERNATIONALEDITORIAL COUNCIL:
FOUNDERS: The National Academy of Sciencesof Ukraine,The E. O. Paton Electric
Welding Institute,International Association «Welding»
PUBLISHER:International Association «Welding»
Address of Editorial Board:11 Bozhenko str., 03680, Kyiv, Ukraine
Tel.: (38044) 287 63 02, 529 26 23 Fax: (38044) 528 04 86
E-mail: [email protected]://www.nas.gov.ua/pwj
Editors:E. N. Kazarova, T. V. Yushtina
Electron galley:I. S. Batasheva, L. N. Gerasimenko,
A.I.Sulima, I. R. Naumova,I. V. Petushkov
State Registration CertificateKV 4788 of 09.01.2001
All rights reserved.This publication and each of the articles
contained here in are protectedby copyright.
Permission to reproduce materialcontained in this journal must be obtained
in writing from the Publisher.
© NAS of Ukraine, PWI, International Association «Welding», 2007
11 (655) November 2007 Published since 1948
Journal «Avtomaticheskaya Svarka» is published in English under the title «The Paton Welding Journal».
International Scientific-Technical and Production Journal
N. P. AlyoshinD. von HofeGuan QiaoU. Dilthey
P. SeyffarthA. S. Zubchenko
V. I. LysakN. I. Nikiforov
B. E. PatonYa. Pilarczyk
G. A. TurichinZhang Yanmin
(Russia)(Germany)(China)(Germany)(Germany)(Russia)(Russia)(Russia)(Ukraine)(Poland)(Russia)(China)
AvtomaticheskayaAvtomaticheskayaSvarkaSvarka(Automatic Welding)
WELDING – CUTTING – SURFACING – BRAZING – COATING

311/2007
НКМЗ ЗАКЛЮЧИЛКОНТРАКТ СМАГНИТОГОРСКИММЕТКОМБИНАТОМ
13 èþíÿ, â äåíü 75-ëåòèÿÌàãíèòîãîðñêîãî êîìáèíàòà,ïîä ïèñàí êðóïíåéøèé â èñ -òîðèè Íîâîêðàìàòîðñêîãî ìà -øèíîñòðîèòåëüíîãî çàâîäà (ã.Êðàìàòîðñê Äîíåöêîé îáë.)êîíòðàêò íà êîðåííóþ ðåêîí -ñòðóêöèþ íåïðåðûâíîãî øèðî -êî ïîëîñíîãî ñòàíà 2500 ãîðÿ -÷åé ïðîêàòêè, èçãîòîâëåííîãîíà ÍÊÌÇ è ââåäåííîãî â ýê -ñïëóàòàöèþ â 1960 ã.
Ïîäãîòîâêà ê òåíäåðó, âêîòîðîì, êðîìå ÍÊÌÇ, ïðèíè -ìàëè ó÷àñòèå êðóïíåéøèå ïðî -èçâîäèòåëè ìåòàëëóðãè÷åñêîãîîáîðóäîâàíèÿ Äàíèýëè (Èòà -ëèÿ), Ñèìåíñ-ÔÀÈ (Àâñòðèÿ),ÑÌÑ-Äåìàã (Ãåðìàíèÿ), ïðî -äîë æàëàñü â òå÷åíèå ãîäà. Îíàâûëèëàñü â áîðüáó èäåé èòåõíîëîãèé ñ ìèðîâûìè çàêî -íîäàòåëÿìè ìîä â îáëàñòè ïðî -èçâîäñòâà ïðîêàòíîãî îáîðóäî -âàíèÿ.
Çà ïîáåäîé êîíöåïöèè, êî -òîðàÿ ïðåäïîëàãàåò óâåëè÷åíèåïðîèçâîäèòåëüíîñòè ñòàíà äî 5ìëí ò ïðîêàòà â ãîä, ñíèæåíèåñòàðòîâîé òîëùèíû äî 1 ìì,óâå ëè÷åíèå ìàññû ñëÿáîâ äî 40ò, ïîñëåäîâàëà è ïîáåäà ïî ñîñ -òàâó îáîðóäîâàíèÿ.
Îáúåì ïîñòàâîê â ðàìêàõêîíòðàêòà ñîñòàâëÿåò 37,5 òûñ.ò îáîðóäîâàíèÿ, ñòîèìîñòü —10 ìëðä ðóá. ÐÔ. Îáîðóäîâà -íèå äëÿ ðåêîíñòðóêöèè ñòàíà2500 äîëæíî áûòü èçãîòîâëåíîçà 2,5 ãîäà.
Mû åùå íå ïîáåæäàëè ìè -ðîâûõ ãðàíäîâ ïðîèçâîäñòâà âòàêîé æåñòêîé áåñêîìïðî -ìèññíîé áîðüáå çà ìàñøòàá -íûå êîìïëåêñíûå ïîñòàâêèîáî ðóäîâàíèÿ. Ýòî áîëüøàÿ÷åñòü äëÿ Íîâîêðàìàòîðñêîãîçàâîäà çàâîåâàòü äîâåðèå çà -êàç÷èêà è ïîëó÷èòü ïîçäðàâ -ëåíèÿ îò êîíêóðåíòîâ, —ïðî êîììåíòèðîâàë ýòî ñîáû -òèå ïðåçèäåíò ÀÎ Ã. Ì. Ñêó -äàðü íà ïðåññ-êîíôåðåíöèè 17èþëÿ.
НОВЫЕ ОРБИТАЛЬНЫЕСИСТЕМЫ СВАРКИ
Ïðîèçâîäèòåëè è ïîëüçîâà -òåëè ñëîæíûõ è ÷óâñòâèòåëü -íûõ óñòðîéñòâ â ôàðìà öåâ -òèêå, õèìèè, ïèùåâîé ïðî -ìûø ëåííîñòè, ýíåðãåòèêå, âîç -äóøíûõ è êîñìè÷åñêèõ ïå -ðå âîçêàõ, ìèêðî ýëåêòðîíèêå,êîðàáëÿõ, ðàçíîîáðàçíûõ òåõ-íîëîãèÿõ, èçìåðèòåëüíîé èêîíòðîëèðóþùåé òåõíèêå áî -ëü øîå âíèìàíèå óäåëÿþò îáåñ -ïå÷åíèþ êà÷åñòâåííûõ òðóá -íûõ ñîåäèíåíèé. Îðáèòàëüíàÿñâàðêà — ýòî ìåòîä, êîòîðûéíàèáîëåå ïðèãîäåí äëÿ ýòèõöåëåé. Ïðîèçâîäñòâî âûñîêî -
êà ÷åñòâåííûõ òðóáíûõ ñîåäè -íå íèé òðåáóåò ïðèìåíåíèÿíîó-õàó è óñîâåðøåíñòâîâàí -íûõ òåõíîëîãèé. Îðáèòàëüíàÿñâàðî÷íàÿ ñèñòåìà FPA 2020 ñïîñòîÿííûì/ïåðåìåííûì òî -êîì îò êîìïàíèè «Fronius»èìååò è òî è äðóãîå. Óêîìï -ëåêòîâàí íóþ ñèñòåìó, êîòîðàÿìîæåò ñîõðàíÿòü 200 îòäåëü -íûõ ïðîãðàìì, ìîæíî ïîëó -÷èòü ó îäíîãî ïîñòàâùèêà.
Ïðè îðáèòàëüíîé ñâàðêå ãî -ðåëêà äâèæåòñÿ âîêðóã çàôèê -ñè ðîâàííîãî îáúåêòà òàê, êàêëóíà âðàùàåòñÿ âîêðóã çåìëè.Ýòà ñâàðêà èñïîëüçóåòñÿ äëÿñîåäèíåíèÿ òðóá äðóã ñ äðóãîì(÷àñòî ñ ïîìîùüþ ôëàíöåâ)èëè äëÿ ïðèâàðêè òðóá êòðóáíûì äîñêàì. Òðóáû ìîãóòðàñïîëàãàòüñÿ êàê âåðòèêàëüíî,òàê è ãîðèçîíòàëüíî, ïðè ýòîì
êàæäîå ñâàðî÷íîå ïîëîæåíèåïîâòîðÿåòñÿ âî âðåìÿ îäíîãîïîëíîãî âðàùåíèÿ.
Íåñìîòðÿ íà ðàçëè÷íóþñòåïåíü âëèÿíèÿ ñèëû òÿæåñòèðàñïëàâëåííîãî ìåòàëëà íàôîðìèðîâàíèå øâîâ, ïîñëåä -íåå äîëæíî áûòü õîðîøî âîñ-ïðîèçâîäèìûì è èìåòü âû-ñîêîå êà÷åñòâî.  äîáàâîê êèíòåëëåêòóàëüíî ïðîãðàììè-ðóåìîìó êîíòðîëëåðó ïðîöåññÒÈà ñòàë ïðàêòè÷åñêè ýêñêëþ-çèâ íûì â ýòîé îáëàñòè.
Îðáèòàëüíàÿ ñâàðî÷íàÿ ñèñ -òåìà FPA 2020 ñ ïåðåìåí -íûì/ïîñ òîÿííûì òîêîì èìååòðÿä äðóãèõ ïðåèìóùåñòâ: âû -ñîêèé óðîâåíü áåçîïàñíîñòèïðîöåññà, àâòîìàòèçèðîâàííóþïîñëåäîâàòåëüíîñòü ñâàðêè,êîðîòêîå âðåìÿ èçãîòîâëåíèÿ èóíèâåðñàëüíóþ ñòàáèëüíîñòüäàæå â óñëîâèÿõ ðó÷íîéñâàðêè è ñòðîèòåëüíûõ ïëî -ùàäîê. USB èíòåðôåéñ ñî ñïå -öèàëüíîé ïîäñâåòêîé ïîëíîñ -òüþ âûïîëíÿåò äîêóìåíòèðî -âàíèå äàííûõ è î÷åíü ëåãêîçàãðóæàåò ïðîãðàììû, íå òðå -áóÿ âîçâðàòà â ïðîãðàììû äëÿñîõðàíåíèÿ äàííûõ â ñèñòåìå.Íàãëÿäíîå óïðàâëåíèå ÷åðåçýêðàí ãîðåëêè ñ öâåòíûì èçîá -ðàæåíèåì ïîçâîëÿåò áûñòðî èáåçîïàñíî êîíòðîëèðîâàòü ðà -áî ÷èå ïðîöåññû.
 çàâèñèìîñòè îò ñâàðî÷íîéçàäà÷è ïîëüçîâàòåëü ìîæåòâûáðàòü íàèáîëåå ïîäõîäÿùèéïðîöåññ ñâàðêè. Äëÿ áîëåå òîí -êèõ ñòåíîê òðóá è íåáîëüøèõîáúåìîâ øâà ñâàðêà ÒÈà áåçïðèìåíåíèÿ ïðèñàäî÷íîé ïðî -âî ëîêè ÿâëÿåòñÿ íàèáîëåå ýêî -íîìè÷íûì ðåøåíèåì. Ïðèñà- äî÷íàÿ ïðîâîëîêà íåîáõîäèìàäëÿ òðóá ñ áîëåå òîëñòûìè ñòå -íêàìè è åñëè ýòîãî òðåáóåòñâàðî÷íûé ìàòåðèàë.

4 11/2007
Íåîáõîäèìûé ìåõàíèçì ïî -äà÷è ïðîâîëîêè ìîæåò áûòüâñòðîåí â îðáèòàëüíóþ ñâàðî÷ -íóþ ãîëîâêó èëè âíåøíåå óñò -ðîéñòâî. Îáà âàðèàíòà, êî-íå÷ íî, ïîääåðæèâàþòñÿ ñèñòå -ìîé FPA 2020 ñ ïîñòîÿí -íûì/ïåðå ìåííûì òîêîì.
Ñòàíäàðòíûå ïðîãðàììûïîäõîäÿò äëÿ ñâàðêè óãëåðî -äèñòûõ è íåðæàâåþùèõ ñòà-ëåé, ÷òî îáëåã÷àåò èõ óñòà-íîâêó. Ïðîãðàììû äëÿ ñâàðêèòèòàíà, èíêîíåëÿ, ìåäè èäâîéíûõ ñïëàâîâ áóäóò äîñ -òóïíû â ñêîðîì âðåìåíè. Îä -íîé èç õàðàêòåðèñòèê ñèñòåìûFPA 2020 ñ ïîñòîÿííûì/ïåðå-ìåííûì òîêîì ÿâëÿåòñÿ ñïî-ñîáíîñòü ñîçäàâàòü íàäåæíûåâûñîêîêà÷åñòâåí íûå àëþìè -íèåâûå ñîåäèíåíèÿ ñ ïîìîùüþèñòî÷íèêà ïåðåìåí íîãî òîêà.Ñâàðùèê ìîæåò âûïîëíÿòü âñåîáû÷íûå îïåðàöèè óïðàâëåíèÿ÷åðåç ãîðåëêó.
Íîâàÿ îðáèòàëüíàÿ ñèñòåìàFPA 2020 îò êîìïàíèè «Froni-us», øèðîêî èñïîëüçóåìàÿ äëÿàâ òîìàòè÷åñêîé è ðó÷íîé ñâà-ðêè, äàæå íà ñòðîéïëîùàäêàõâû ïîëíÿåò êà÷åñòâåí íûå, âîñï -ðîèçâîäèìûå êîëüöåâûå ñîåäè -íå íèÿ ïðè î÷åíü íèçêîé ñòî-èìîñòè.
ПОРТАТИВНЫЙ, ДЛЯПРОФЕССИОНАЛЬНОГОПОЛЬЗОВАНИЯ,ВЫНОСЛИВЫЙ,ДОСТУПНЫЙ ПО ЦЕНЕ
Êîìïàíèÿ Ëèíêîëüí Ýëåêò -ðèê îáúÿâëÿåò î ïðîèçâîäñòâåíîâîãî èñòî÷íèêà ïèòàíèÿ In-vertec® V155-S, ïðåäíàçíà÷åí -íîãî äëÿ ðó÷íîé äóãîâîéñâàðêè øòó÷ íûìè ýëåêòðîäàìèè äëÿ èñïî ëüçîâàíèÿ ïðèñâàðêå ÒÈÃ.
Invertec® V155-S äàåò ïîòðå -áèòåëþ áîëüøå, ÷åì ìîæíîîæèäàòü îò ñâàðî÷íîé óñòà -íîâêè ìàëåíüêîãî ðàçìåðà.Óñòàíîâêà âåñèò ìåíüøå 15ôóíòîâ (ïðèáëèçèòåëüíî 6 êã)è åå ìîæíî èñïîëüçîâàòü íàíàèáîëåå ñëîæíûõ è âàæíûõó÷àñòêàõ ìîíòàæíûõ ïëîùà -
äîê. Èñòî÷íèê ðàáîòàåò îò íàï -ðÿæåíèÿ 115/230  è èìååòðåæèì ïîâòîðíîãî àâòîìàòè -÷åñêîãî âêëþ÷åíèÿ. V155-Sòàêæå ìîæåò ðàáîòàòü îò ïîð -òàòèâíîãî ãåíåðàòîðà. Îí ðàç -ìåùàåòñÿ íà ïëîùàäè 200ôóòîâ. 230  íàïðÿæåíèå, óä-ëèíèòåëüíûé øíóð (íå âõîäèòâ íàáîð) ïîçâîëÿþò âûïîëíÿòüñâàðêó ãäå óãîäíî, áåç îòêëþ -÷åíèÿ îò èñòî÷íèêà ýíåðãîñ -íàáæåíèÿ.  êîìïëåêò Reà-dy-Pak® äëÿ ÒÈà ñâàðêè âõîäÿòInvertec® V155-S, ýëåêòðîäî-äåð æàòåëü è êàáåëü ñ ðàçúåìîìTwist – MateΤΜ, ðàáî÷èé êà -áåëü è çàæèì ñ ðàçúåìîì Twist— MateTM, çàïëå÷íûé ðåìåíü,ðåãóëÿòîð ãàçà, ãîðåëêà PTA-17V äëÿ ÒÈà è íàáîð ïðè -íàäëåæíîñòåé â óäîáíîì, íåòðåáóþùåì ìíîãî ìåñòà (ëåãêîïåðåíîñèìîì) ïðî÷íîì ÷åìî -äàí ÷èêå. Ýòî íåîáõîäèìî äëÿíà÷àëà ñâàðêè. Êðåïêèé, óäàð -íîïðî÷íûé êîðïóñ ñâàðî÷íîéóñòàíîâêè IP23 ðàññ÷èòàí äëÿèñïîëü çîâàíèÿ â òÿæåëûõ óñ -ëîâèÿõ. Çàùèùåíà ãàðàíòèåéêîìïà íèè «Ëèíêîëüí®» íà òðèãîäà è äîïîëíèòåëüíîé ïðîä -ëåí íîé äâóõãîäè÷íîé ãàðàí -òèåé, ÷òî â îáùåì ñîñòàâëÿåò 5ëåò, ýòà íàäåæíàÿ ñâàðî÷íàÿóñòàíîâêà îáëàäàåò èííîâà -öèîí íûìè è óíèêàëüíûìè õà-ðàêòåðèñòèêà ìè:
— àóäèî-àäàïòèðóåìàÿ ñèëàäóãèTM, êîòîðàÿ ìèíèìèçèðóåòïðèìåðçàíèå è ðàçáðûçãèâà -íèå ýëåêòðîäà;
— äâà ðåæèìà óïðàâëåíèÿ
ðó÷êîé SOFT (ìÿãêèé) è CRISP(æåñòêèé), âìåñòå ñ ïðîöåññîìÒÈà ñ âîçáóæäåíèåì îò ïðè -êîñíîâåíèÿ ýëåêòðîäîì;
— àâòîìàòè÷åñêèé çàïóñêèç ãîðÿ÷åãî ñîñòîÿíèÿTM;
— âåíòèëèðîâàíèå ïðè íå -îáõîäèìîñòèTM óìå íü øàåò øóìè êîëè÷åñòâî ïûëè âíóòðèóñòàíîâêè;
— âûïîëíåíèå ñâàðêè ïðèïîìîùè ýëåê òðîäîâ êîìïàíèèËèíêîëüí® òàêèõ, êàê Fleet-weld® 35, Fleetweld® 37, Fleet-weld® 180, Excalibur® 7018 MR.
ПОВЫШЕНИЕ КАЧЕСТВАРЕМОНТА ИЭКСПЛУАТАЦИОННОГОРЕСУРСА СВАРНЫХСТРОЕНИЙ
Âûøëè â ñâåò óòâåðæäåí -íûå Ìèíèñòåðñòâîì òðàíñ -ïîðòà è ñâÿçè Óêðàèíû «Ðåêî -ìåíäàöèè ïî îñìîòðó, óñèëå -íèþ, ðåìîíòó è óâåëè÷åíèþýêñïëóàòàöèîííîãî ðåñóðñàñïëîøíîñòåí÷àòûõ ñâàðíûõïðîãîíîâûõ ñòðîåíèé». Îíèñîäåðæàò, â ÷àñò íîñòè, îïèñà -íèå òåõíîëîãèè âûñîêî÷àñ -òîòíîé ìåõàíè÷åñ êîé ïðîêîâ - êè ðåìîíòíûõ ñâàðíûõ ñîåäè -íåíèé è ìåõàíèçì äåéñòâèÿ ååíà ñîïðîòèâëåíèå óñòàëîñòèïîñëåäíèõ.
Ðåêîìåíäàöèè ñîäåðæàòòàê æå îïèñàíèå òèïè÷íûõ òåõ -íîëîãè÷åñêèõ è óñòàëîñòíûõïîâðåæäåíèé, âñòðå÷àþùèõñÿâ ïðîãîíîâûõ ñòðîåíèÿõ ýêñ -ïëóàòèðóþùèõñÿ æåëåçíîäî -ðîæíûõ ìîñòîâ, ïóòåì ïðå -äóï ðåæäåíèÿ âîçíèêíîâåíèÿòðåùèí óñòàëîñòè è ñïîñîáàõóñèëåíèÿ ïîâðåæäåííûõ ýëå -ìåíòîâ ýòèõ ïðîãîíîâûõ ñòðî -åíèé. Ðåêîìåíäàöèè ñîñòàâ-ëåíû ñïåöèàëèñòàìè ÈÝÑ èì.Å. Î. Ïàòîíà íà îñíîâå ìíî -ãîëåòíûõ èññëåäîâàíèé ðàáîòûýêñïëóàòèðóåìûõ ïðîãîíîâûõñòðîåíèé è ýêñïåðèìåíòàëü -íûõ ëàáîðàòîðíûõ îáðàçöîâ,èìèòèðóþùèõ óçëû ïðîãîíî -âûõ ñòðîåíèé ñ òðåùèíàìèóñòàëîñòè.
УДК 621.791:069.71:669.295
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕТЕРМОДЕФОРМАЦИОННЫХ ПРОЦЕССОВ
ПРИ СВАРКОПАЙКЕ СТЫКОВЫХ СОЕДИНЕНИЙТИПА ТИТАН–АЛЮМИНИЙ
Академик НАН Украины В. И. МАХНЕНКО, А. С. МИЛЕНИН, А. П. СЕМЕНОВ, инженеры(Ин-т электросварки им. Е. О. Патона НАН Украины)
Разработана математическая модель термодеформационных процессов при сваркопайке стыковых соединений титанаи алюминия, в рамках которой осуществлен анализ этих процессов и даны рекомендации по оптимизации производ-ства направляющих кресел пассажирских авиалайнеров с разнородными соединениями.
К л ю ч е в ы е с л о в а : математическое моделирование,сваркопайка, титан, алюминий, термодеформирование, ос-таточное напряженно-деформированное состояние
В настоящее время применение сварки для по-лучения неразъемных соединений металлическихдеталей находит все большее распространение, вчастности в такой достаточно консервативной сточки зрения внедрения сварочных технологийотрасли, как авиастроение [1, 2].
Наиболее распространенными конструкцион-ными материалами в авиастроении являются алю-миний, титан и их сплавы [3]. С этой точки зренияопределенный интерес представляют разнород-ные сварные соединения титана и алюминия.
Сварка разнородных соединений нередкопредставляет собой комплекс сложных взаимос-вязанных физико-химических, термокинетичес-ких и металлургических процессов, которые витоге определяют качество сварного соединения,что в свою очередь усложняет процесс оптими-зации соответствующей технологии сварки [4, 5].Экспериментальные исследования в этой областиявляются сложными и дорогостоящими, а полу-ченные результаты не всегда однозначными, по-этому целесообразно использовать математичес-кое моделирование кинетики процессов, имею-щих место при получении разнородных сварныхсоединений, на базе соответствующих численныхметодов [6].
Качество и работоспособность разнородныхсварных соединений определяются как процесса-ми реакционной диффузии, которые могут при-вести к образованию хрупких интерметаллидныхпрослоек, так и кинетикой полей деформаций, чтоопределяет конечную форму изделия, и напря-жений, которые могут снизить работоспособностьузла, стимулировать формирование горячих тре-щин, а также процессов стресс-коррозии.
При сварке изделий большой длины изменениеих формы может иметь существенное значение.В частности, проблема предварительной оценкисварочных деформаций стала актуальной при оп-тимизации разработанного в Институте приклад-ных лучевых технологий (BIAS, Бремен, Герма-ния) процесса производства титан-алюминиевыхсварных направляющих кресел — элементов кон-струкции семейства пассажирских авиалайнеровА380 производства концерна «Airbus» [1].
Рассматриваемая конструкция — сварная нап-равляющая кресел (рис. 1, а) — представляет собойдвутавровую балку переменного профиля, сварен-ную продольным швом, одна половина которой из-готовлена из титанового сплава Ti–6Al–4V (хими-ческий состав, мас. %: 5,3…6,8 Al; 3,5…5,3 V; 0,5 N;0,1 C; 0,0125 H; 0,3 Fe), а вторая — из алюмини-евого сплава АА6056 (химический состав, мас. %:0,7…1,3 Si; 0,5 Fe; 0,5…1,1 Cu; 0,4…0,1 Mn; 0,6…1,2Mg; 0,25 Cr; 0,1…0,7 Zn).
Экспериментальные исследования кинетикитемпературного поля и термодеформационногосостояния балки проводили в процессе ее сваркииз тех же материалов сходной, но несколько уп-рощенной конструкции, элементы которой пред-ставлены на рис. 1, б. Во избежание формиро-вания хрупких реактивных фаз в зоне разнород-ного контакта для получения неразъемного сое-динения титановой и алюминиевой части конс-трукции используется сваркопайка. Суть указан-ного сварочного процесса заключается в том, чтотехнологические параметры подбираются такимобразом, чтобы плавилась только алюминиеваячасть изделия, а титановая оставалась твердой.При этом жидкий алюминий смачивает поверх-ность титана и образует с ним сварнопаяный кон-такт [1, 4–6].
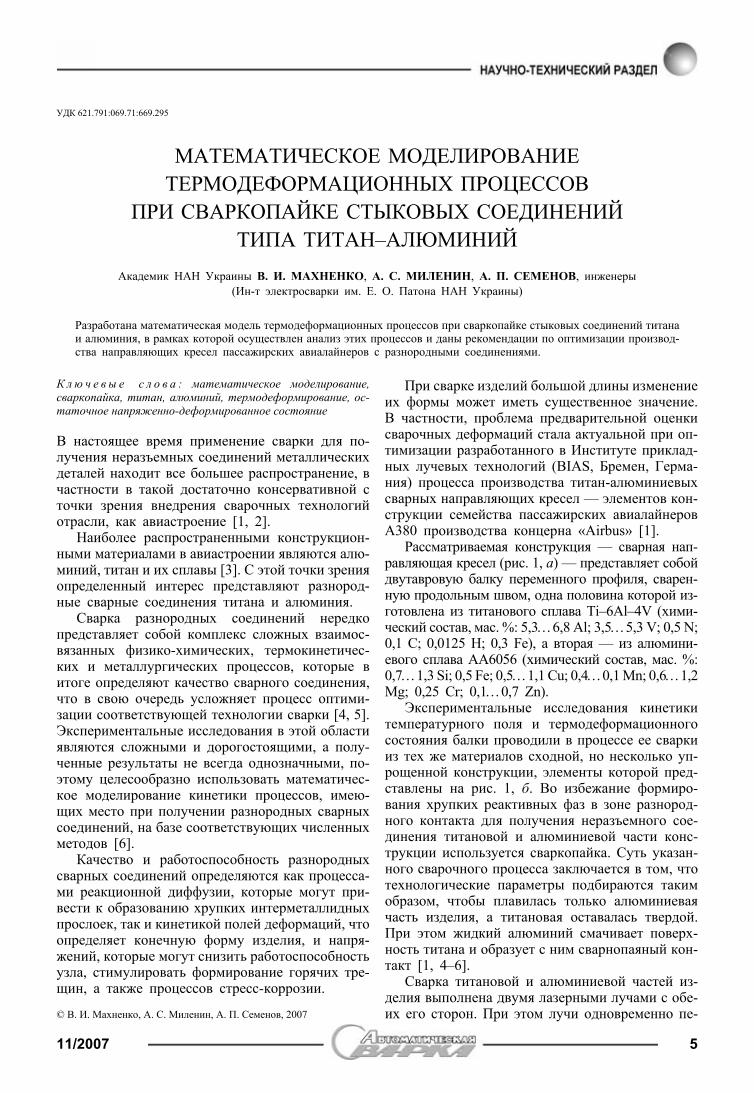
Сварка титановой и алюминиевой частей из-делия выполнена двумя лазерными лучами с обе-их его сторон. При этом лучи одновременно пе-© В. И. Махненко, А. С. Миленин, А. П. Семенов, 2007
11/2007 5
ремещаются вдоль сварного шва, как показано нарис. 2 (двойной стрелкой обозначено направлениедвижения лазерного источника нагрева вдоль сва-риваемого образца). Изделие находится в оснас-тке, обеспечивающей равномерное прижатие копорному столу (прижимающее распределенноеусилие Pq), осевое усилие Pz воздействует рав-номерно на плоскость торца свариваемого изде-
лия посредством поршня, форма которого пов-торяет геометрию поперечного сечения балки, аперемещающаяся «каретка» с лазером, прижима-ющей силой P1 воздействует на верхнюю плос-кость — алюминиевую полку.
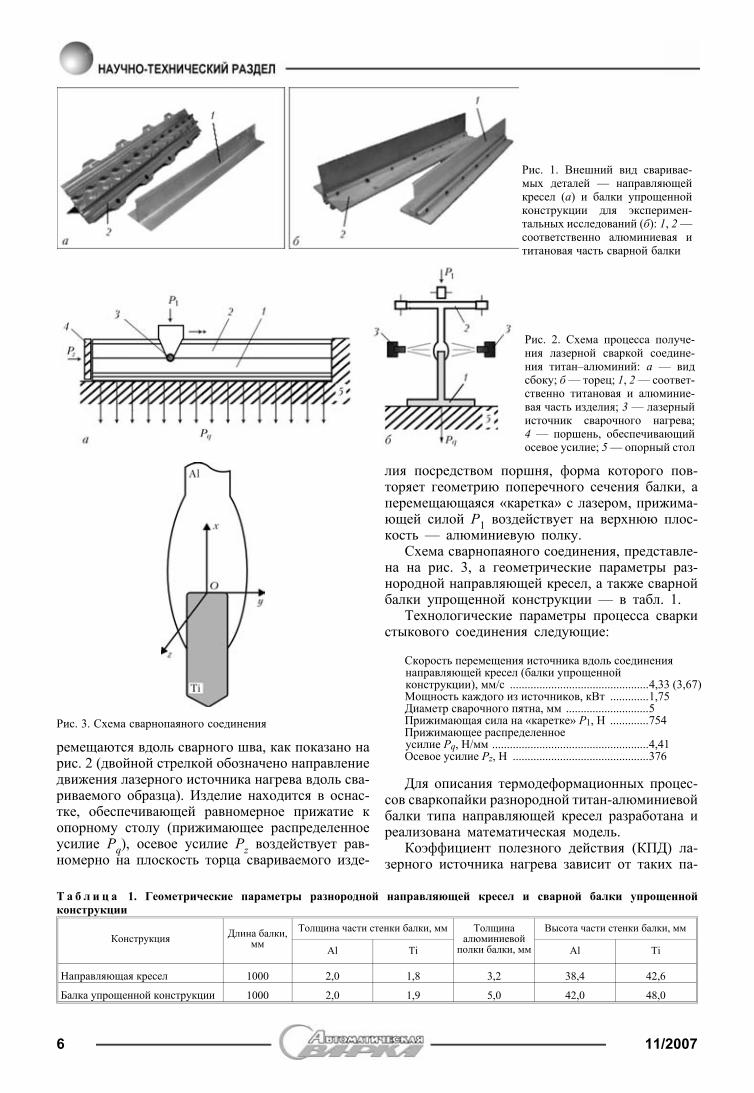
Схема сварнопаяного соединения, представле-на на рис. 3, а геометрические параметры раз-нородной направляющей кресел, а также сварнойбалки упрощенной конструкции — в табл. 1.
Технологические параметры процесса сваркистыкового соединения следующие:
Скорость перемещения источника вдоль соединения направляющей кресел (балки упрощенной конструкции), мм/с ...............................................4,33 (3,67)
Мощность каждого из источников, кВт .............1,75Диаметр сварочного пятна, мм ............................5Прижимающая сила на «каретке» P1, H .............754Прижимающее распределенное
усилие Pq, Н/мм .....................................................4,41Осевое усилие Pz, H ..............................................376
Для описания термодеформационных процес-сов сваркопайки разнородной титан-алюминиевойбалки типа направляющей кресел разработана иреализована математическая модель.
Коэффициент полезного действия (КПД) ла-зерного источника нагрева зависит от таких па-
Рис. 1. Внешний вид сваривае-мых деталей — направляющейкресел (а) и балки упрощеннойконструкции для эксперимен-тальных исследований (б): 1, 2 —соответственно алюминиевая ититановая часть сварной балки
Рис. 2. Схема процесса получе-ния лазерной сваркой соедине-ния титан–алюминий: а — видсбоку; б — торец; 1, 2 — соответ-ственно титановая и алюминие-вая часть изделия; 3 — лазерныйисточник сварочного нагрева;4 — поршень, обеспечивающийосевое усилие; 5 — опорный стол
Рис. 3. Схема сварнопаяного соединения
Т а б л и ц а 1. Геометрические параметры разнородной направляющей кресел и сварной балки упрощеннойконструкции
Конструкция Длина балки,мм
Толщина части стенки балки, мм Толщинаалюминиевой
полки балки, мм
Высота части стенки балки, мм
Al Ti Al Ti
Направляющая кресел 1000 2,0 1,8 3,2 38,4 42,6
Балка упрощенной конструкции 1000 2,0 1,9 5,0 42,0 48,0
6 11/2007
раметров, как распределение энергии в сварочномпятне, угол падения светового пучка на поверх-ность, состояние поверхности и др. В связи с этимцелесообразно экспериментальным путем опреде-лить значения этого коэффициента отдельно длякаждого конкретного случая сварки.
В рассматриваемом случае КПД лазера привоздействии на каждую из частей разнороднойповерхности находили путем сравнения темпера-турных циклов в различных точках изделия, эк-спериментально измеренных в процессе сваркис помощью набора термопар, с кинетикой тем-пературного поля, полученной численным реше-нием уравнения теплопроводности [7].
Используемые для расчета свойства титановогои алюминиевого сплавов приведены в табл. 2.
Наилучшее соответствие численных и экспе-риментальных данных по температурным циклам,а также по форме проплавления наблюдается созначением коэффициента эффективности источ-ника сварочного нагрева 0,17 и 0,35 (соответст-венно при воздействии на поверхность алюминияи титана). Разница в значениях эффективноститеплового воздействия лазера на эти металлы выз-вана в первую очередь большей по сравнению ститаном отражающей способностью поверхностиалюминия.
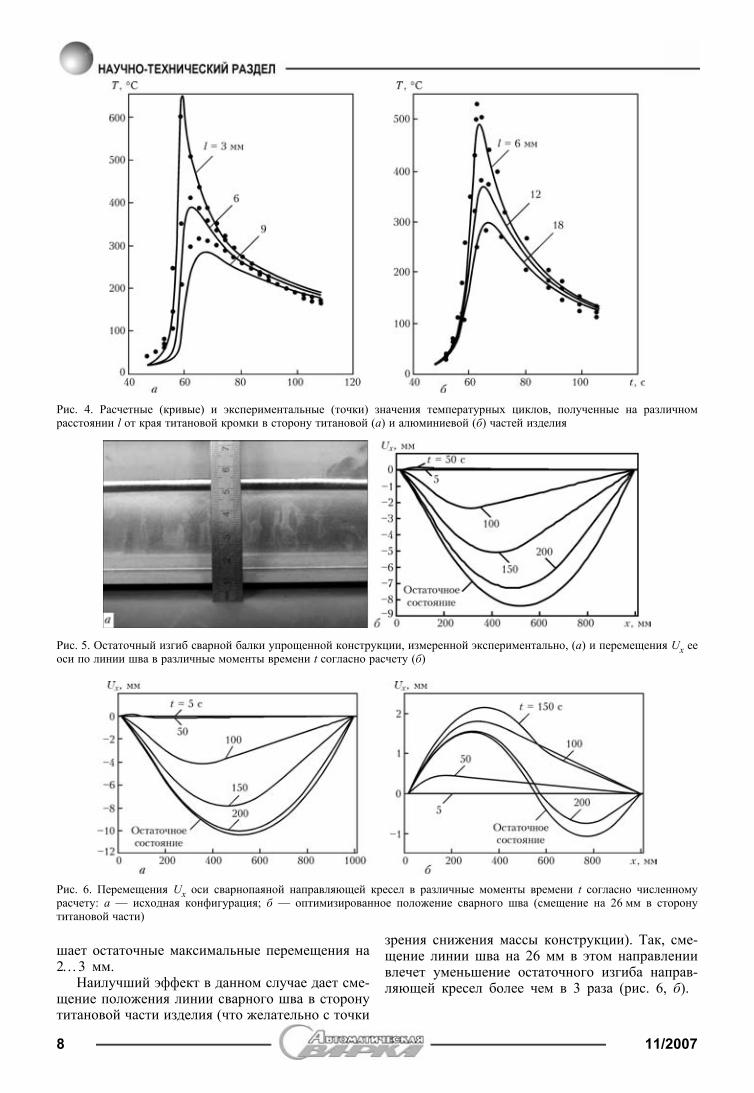
Полученные значения коэффициента эффек-тивности позволяют с достаточно высокой точ-ностью рассчитать кинетику температурного поляв изделии при сварочном процессе. Результатыэтого расчета и их экспериментальные данныеприведены на рис. 4.
Методика численного определения полей нап-ряжений и деформаций, формирующихся в процес-се сварки, основана на решении соответствующихзадач нестационарной термопластичности путемпоследовательного прослеживания развития упру-
гопластических деформаций с исходного состо-яния (перед началом сварки) и вплоть до конеч-ного состояния (после полного охлаждения и сня-тия технологической оснастки [8]). Поскольку длинасвариваемой разнородной балки значительно превос-ходит характерные размеры поперечного сечения, тодля описания деформирования ее оси вследствие не-равномерного нагрева может быть использована дву-мерная модель кинетики напряженно-деформирован-ного состояния. При этом учитывался тот факт, чтоизделие является симметричным относительно плос-кости xОz (см. рис. 3).
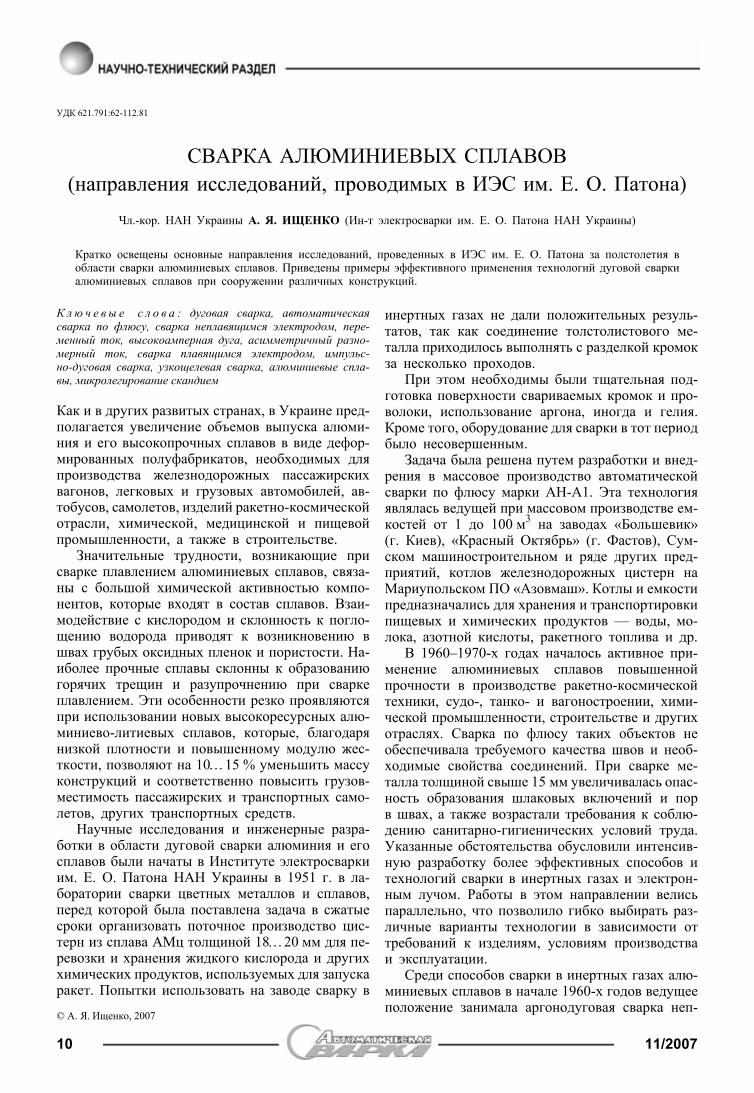
Как показано на рис. 5, а, экспериментальноезначение максимального остаточного прогибаалюминиевой полки балки упрощенной конс-трукции при рассматриваемых технологическихпараметрах составляет 8 мм, что с хорошей сте-пенью точности соотносится с расчетными дан-ными, представленными на рис. 5, б.
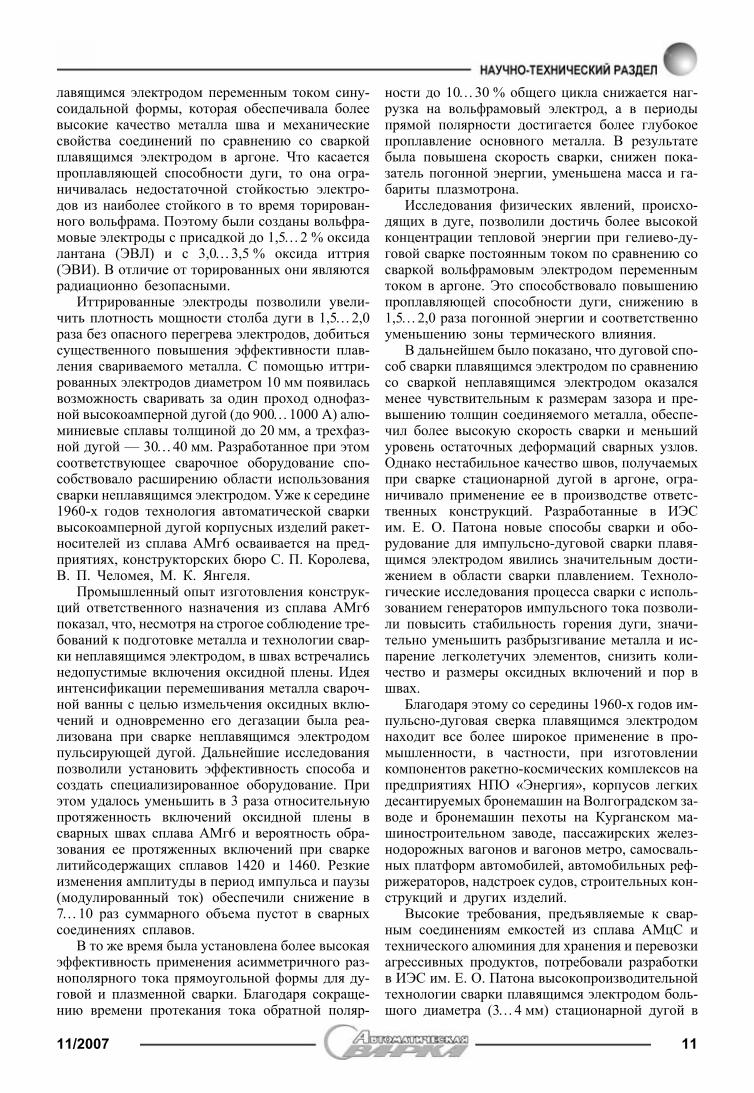
При сварке направляющей кресел численныйанализ в рамках модели показал, что максимальноеостаточное изгибное перемещение Uх алюминиевойполки составляет менее 10,5 мм (рис. 6, а).
Для того чтобы исключить из технологичес-кого цикла последующую обработку изделия сцелью уменьшения кривизны оси сварной балки,степень остаточного деформирования может бытьснижена путем оптимизации сварочного процес-са. Это может быть сделано посредством изме-нения силового воздействия на изделие в оснасткепри сварке или смещения положения линии свар-ного шва (т. е. изменением соотношения длиныалюминиевой и титановой частей стенки сварнойбалки).
Как показал численный расчет, изменение уси-лий в оснастке малоэффективно, поскольку дажежесткое закрепление (что означает равенство ну-лю текущих изгибных перемещений оси) умень-
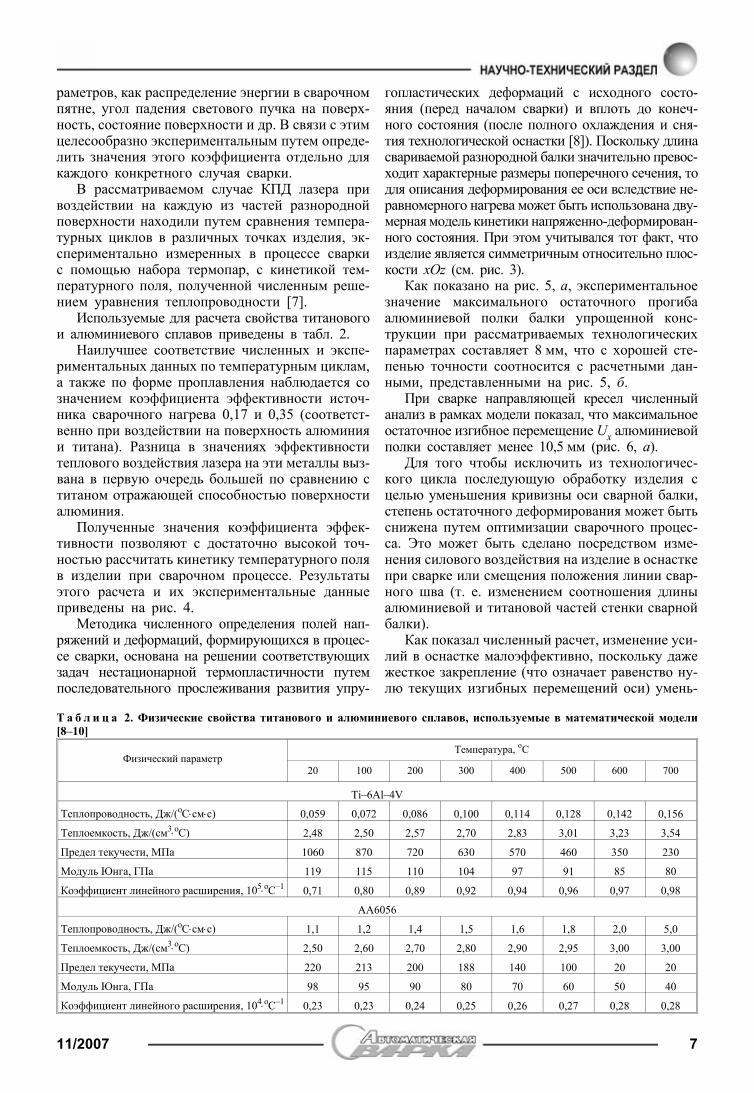
Т а б л и ц а 2. Физические свойства титанового и алюминиевого сплавов, используемые в математической модели[8–10]
Физический параметрТемпература, оС
20 100 200 300 400 500 600 700
Ti–6Al–4V
Теплопроводность, Дж/(оС⋅см⋅с) 0,059 0,072 0,086 0,100 0,114 0,128 0,142 0,156
Теплоемкость, Дж/(см3⋅оС) 2,48 2,50 2,57 2,70 2,83 3,01 3,23 3,54
Предел текучести, МПа 1060 870 720 630 570 460 350 230
Модуль Юнга, ГПа 119 115 110 104 97 91 85 80
Коэффициент линейного расширения, 105⋅оС–1 0,71 0,80 0,89 0,92 0,94 0,96 0,97 0,98
AA6056
Теплопроводность, Дж/(оС⋅см⋅с) 1,1 1,2 1,4 1,5 1,6 1,8 2,0 5,0
Теплоемкость, Дж/(см3⋅оС) 2,50 2,60 2,70 2,80 2,90 2,95 3,00 3,00
Предел текучести, МПа 220 213 200 188 140 100 20 20
Модуль Юнга, ГПа 98 95 90 80 70 60 50 40
Коэффициент линейного расширения, 104⋅оС–1 0,23 0,23 0,24 0,25 0,26 0,27 0,28 0,28
11/2007 7
шает остаточные максимальные перемещения на2…3 мм.
Наилучший эффект в данном случае дает сме-щение положения линии сварного шва в сторонутитановой части изделия (что желательно с точки
зрения снижения массы конструкции). Так, сме-щение линии шва на 26 мм в этом направлениивлечет уменьшение остаточного изгиба направ-ляющей кресел более чем в 3 раза (рис. 6, б).
Рис. 5. Остаточный изгиб сварной балки упрощенной конструкции, измеренной экспериментально, (а) и перемещения Uх ееоси по линии шва в различные моменты времени t согласно расчету (б)
Рис. 6. Перемещения Uх оси сварнопаяной направляющей кресел в различные моменты времени t согласно численномурасчету: а — исходная конфигурация; б — оптимизированное положение сварного шва (смещение на 26 мм в сторонутитановой части)
Рис. 4. Расчетные (кривые) и экспериментальные (точки) значения температурных циклов, полученные на различномрасстоянии l от края титановой кромки в сторону титановой (а) и алюминиевой (б) частей изделия
8 11/2007

Выводы1. На основе математического моделирования ки-нетики температурного поля при лазерной свар-копайке титан-алюминиевой конструкции (нап-равляющей кресел пассажирских авиалайнеров)путем сравнения экспериментальных и численныхрезультатов получены значения коэффициентаэффективности теплового воздействия лазера наповерхность алюминия и титана, составляющиесоответственно 0,17 и 0,35.
2. Исследования термодеформационных про-цессов при сваркопайке встык титан-алюминие-вой направляющей кресел и модельной упрощен-ной конструкции показали, что остаточные из-гибные перемещения достигают соответственно10,5 и 8,5 мм, что хорошо соотносится с экспе-риментальными данными.
3. Обнаружено, что уменьшение остаточных из-гибов путем варьирования усилий, прикладывае-мых к свариваемому изделию в оснастке, вплотьдо жесткого закрепления малоэффективно.
4. Снижение степени остаточного деформиро-вания может быть достигнуто смещением поло-жения сварного шва в сторону титановой частибалки: при изменении положения линии шва на26 мм максимальный остаточный прогиб умень-шится в 3 раза по сравнению с первоначальнойгеометрией сварного соединения.
Авторы исследования признательны докторуТомасу Преториусу и его коллегам из BIAS (Гер-мания) за плодотворное сотрудничество, благо-даря которому проведена корректная валидацияполученных результатов.
1. Kreimer M., Vollertsen F. Processing titanium-aluminumhybrid joints for aircraft applications // Proc. of the Third in-tern. WLT-conf. on lasers in manufacturing, Munich, June,2005. — Munich, 2005. — P. 238–243.
2. Light-weight structures produced by laser beam joining forfuture applications in automobile and aerospace industry /E. Schubert, M. Klassen, Y. Zernez et al. // J. of MaterialsProc. Technology. — 2001. — 115, 1. — P. 2–8.
3. Williams J. C., Starke Jr. E. A. Progress in structural materi-als for aerospace systems // Acta Materialia. — 2003. — 51. — P. 5775–5799.
4. Металлургия и технология сварки титана и его сплавов /Под ред. В. Н. Замкова. — Киев: Наук. думка, 1986. —240 с.
5. Рабкин Д. М., Рябов В. Р., Гуревич С. М. Сварка разно-родных материалов. — Киев: Техніка, 1975. — 206 с.
6. Рябов В. Р. Сварка алюминия и его сплавов с другимиметаллами. — Киев: Наук. думка, 1983. — 264 с.
7. Numerical methods of the predictions of welding stressesand distortions / V. I. Makhnenko, E. A. Velikoivanenko,V. E. Pochinok et al. — Amsterdam: Harwood Acad. publ.,1999. — Vol. 13, pt. 1. — 146 р. — (Welding and SurfacingRev.).
8. Jordan A. Input data for Abaqus simulation LABRA: Theorymanual. — Rhode Island: Hibbit, Karlsson & Sorensen Inc.,2006. — 68 p.
9. Wischhusen B.-M., Kreimeyer M. Second progress report oflaser joining development for aluminum-titanium seat tracksat BIAS. — Bremen: BIAS-Verlag, 2006. — 44 p.
10. Boyer R., Welsch G., Collings E. W. Materials propertiesHandbook. Titanium alloys. — Miami: ASM International,1994. — 1169 p.
Mathematical model of thermal-deformation processes occurring in braze-welding of butt joints between titanium andaluminium was developed. Analysis of these processes was conducted within the frames of this model, and recommendationswere worked out for optimisation of production of passenger aircraft seat guides comprising dissimilar welded joints.
Поступила в редакцию 26.02.2007
Вышел в свет очередной ( 18) выпуск журнала фирмы «Fronius»Weld+Vision на русском языке
От редактора 3-6Определенное звучание каждого покупаемого предмета Научно-исследовательские и опытно-конструкторские работы 7-11Процесс дизайна на примере свободной формы представления текста Плазменная сварка в эру цифровых технологийКомпания 12-13Открытие нового центра материально-технического обеспеченияКратко и по существу 14-15Новости от «Fronius»Практические примеры 16-19VarioSynergic соединяет границыКомпания 20-21Путь к совершенному дизайнуИнформация для путешественников 22-23Мексика приглашает на крупное культурное событие
По вопросам заказа просьба обращаться в редакцию журнала «Автоматическая сварка»Тел./факс: (38044) 528-34-84, 529-26-23, 528-04-86; E-mail: [email protected]
11/2007 9
УДК 621.791:62-112.81
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ(направления исследований, проводимых в ИЭС им. Е. О. Патона)
Чл.-кор. НАН Украины А. Я. ИЩЕНКО (Ин-т электросварки им. Е. О. Патона НАН Украины)
Кратко освещены основные направления исследований, проведенных в ИЭС им. Е. О. Патона за полстолетия вобласти сварки алюминиевых сплавов. Приведены примеры эффективного применения технологий дуговой сваркиалюминиевых сплавов при сооружении различных конструкций.
К л ю ч е в ы е с л о в а : дуговая сварка, автоматическаясварка по флюсу, сварка неплавящимся электродом, пере-менный ток, высокоамперная дуга, асимметричный разно-мерный ток, сварка плавящимся электродом, импульс-но-дуговая сварка, узкощелевая сварка, алюминиевые спла-вы, микролегирование скандием
Как и в других развитых странах, в Украине пред-полагается увеличение объемов выпуска алюми-ния и его высокопрочных сплавов в виде дефор-мированных полуфабрикатов, необходимых дляпроизводства железнодорожных пассажирскихвагонов, легковых и грузовых автомобилей, ав-тобусов, самолетов, изделий ракетно-космическойотрасли, химической, медицинской и пищевойпромышленности, а также в строительстве.
Значительные трудности, возникающие присварке плавлением алюминиевых сплавов, связа-ны с большой химической активностью компо-нентов, которые входят в состав сплавов. Взаи-модействие с кислородом и склонность к погло-щению водорода приводят к возникновению вшвах грубых оксидных пленок и пористости. На-иболее прочные сплавы склонны к образованиюгорячих трещин и разупрочнению при сваркеплавлением. Эти особенности резко проявляютсяпри использовании новых высокоресурсных алю-миниево-литиевых сплавов, которые, благодарянизкой плотности и повышенному модулю жес-ткости, позволяют на 10…15 % уменьшить массуконструкций и соответственно повысить грузов-местимость пассажирских и транспортных само-летов, других транспортных средств.
Научные исследования и инженерные разра-ботки в области дуговой сварки алюминия и егосплавов были начаты в Институте электросваркиим. Е. О. Патона НАН Украины в 1951 г. в ла-боратории сварки цветных металлов и сплавов,перед которой была поставлена задача в сжатыесроки организовать поточное производство цис-терн из сплава АМц толщиной 18…20 мм для пе-ревозки и хранения жидкого кислорода и другиххимических продуктов, используемых для запускаракет. Попытки использовать на заводе сварку в
инертных газах не дали положительных резуль-татов, так как соединение толстолистового ме-талла приходилось выполнять с разделкой кромокза несколько проходов.
При этом необходимы были тщательная под-готовка поверхности свариваемых кромок и про-волоки, использование аргона, иногда и гелия.Кроме того, оборудование для сварки в тот периодбыло несовершенным.
Задача была решена путем разработки и внед-рения в массовое производство автоматическойсварки по флюсу марки АН-А1. Эта технологияявлялась ведущей при массовом производстве ем-костей от 1 до 100 м3 на заводах «Большевик»(г. Киев), «Красный Октябрь» (г. Фастов), Сум-ском машиностроительном и ряде других пред-приятий, котлов железнодорожных цистерн наМариупольском ПО «Азовмаш». Котлы и емкостипредназначались для хранения и транспортировкипищевых и химических продуктов — воды, мо-лока, азотной кислоты, ракетного топлива и др.
В 1960–1970-х годах началось активное при-менение алюминиевых сплавов повышеннойпрочности в производстве ракетно-космическойтехники, судо-, танко- и вагоностроении, хими-ческой промышленности, строительстве и другихотраслях. Сварка по флюсу таких объектов необеспечивала требуемого качества швов и необ-ходимые свойства соединений. При сварке ме-талла толщиной свыше 15 мм увеличивалась опас-ность образования шлаковых включений и порв швах, а также возрастали требования к соблю-дению санитарно-гигиенических условий труда.Указанные обстоятельства обусловили интенсив-ную разработку более эффективных способов итехнологий сварки в инертных газах и электрон-ным лучом. Работы в этом направлении велисьпараллельно, что позволило гибко выбирать раз-личные варианты технологии в зависимости оттребований к изделиям, условиям производстваи эксплуатации.
Среди способов сварки в инертных газах алю-миниевых сплавов в начале 1960-х годов ведущееположение занимала аргонодуговая сварка неп-
© А. Я. Ищенко, 2007
10 11/2007
лавящимся электродом переменным током сину-соидальной формы, которая обеспечивала болеевысокие качество металла шва и механическиесвойства соединений по сравнению со сваркойплавящимся электродом в аргоне. Что касаетсяпроплавляющей способности дуги, то она огра-ничивалась недостаточной стойкостью электро-дов из наиболее стойкого в то время торирован-ного вольфрама. Поэтому были созданы вольфра-мовые электроды с присадкой до 1,5…2 % оксидалантана (ЭВЛ) и с 3,0…3,5 % оксида иттрия(ЭВИ). В отличие от торированных они являютсярадиационно безопасными.
Иттрированные электроды позволили увели-чить плотность мощности столба дуги в 1,5…2,0раза без опасного перегрева электродов, добитьсясущественного повышения эффективности плав-ления свариваемого металла. С помощью иттри-рованных электродов диаметром 10 мм появиласьвозможность сваривать за один проход однофаз-ной высокоамперной дугой (до 900…1000 А) алю-миниевые сплавы толщиной до 20 мм, а трехфаз-ной дугой — 30…40 мм. Разработанное при этомсоответствующее сварочное оборудование спо-собствовало расширению области использованиясварки неплавящимся электродом. Уже к середине1960-х годов технология автоматической сваркивысокоамперной дугой корпусных изделий ракет-носителей из сплава АМг6 осваивается на пред-приятиях, конструкторских бюро С. П. Королева,В. П. Челомея, М. К. Янгеля.
Промышленный опыт изготовления конструк-ций ответственного назначения из сплава АМг6показал, что, несмотря на строгое соблюдение тре-бований к подготовке металла и технологии свар-ки неплавящимся электродом, в швах встречалисьнедопустимые включения оксидной плены. Идеяинтенсификации перемешивания металла свароч-ной ванны с целью измельчения оксидных вклю-чений и одновременно его дегазации была реа-лизована при сварке неплавящимся электродомпульсирующей дугой. Дальнейшие исследованияпозволили установить эффективность способа исоздать специализированное оборудование. Приэтом удалось уменьшить в 3 раза относительнуюпротяженность включений оксидной плены всварных швах сплава АМг6 и вероятность обра-зования ее протяженных включений при сваркелитийсодержащих сплавов 1420 и 1460. Резкиеизменения амплитуды в период импульса и паузы(модулированный ток) обеспечили снижение в7…10 раз суммарного объема пустот в сварныхсоединениях сплавов.
В то же время была установлена более высокаяэффективность применения асимметричного раз-нополярного тока прямоугольной формы для ду-говой и плазменной сварки. Благодаря сокраще-нию времени протекания тока обратной поляр-
ности до 10…30 % общего цикла снижается наг-рузка на вольфрамовый электрод, а в периодыпрямой полярности достигается более глубокоепроплавление основного металла. В результатебыла повышена скорость сварки, снижен пока-затель погонной энергии, уменьшена масса и га-бариты плазмотрона.
Исследования физических явлений, происхо-дящих в дуге, позволили достичь более высокойконцентрации тепловой энергии при гелиево-ду-говой сварке постоянным током по сравнению сосваркой вольфрамовым электродом переменнымтоком в аргоне. Это способствовало повышениюпроплавляющей способности дуги, снижению в1,5…2,0 раза погонной энергии и соответственноуменьшению зоны термического влияния.
В дальнейшем было показано, что дуговой спо-соб сварки плавящимся электродом по сравнениюсо сваркой неплавящимся электродом оказалсяменее чувствительным к размерам зазора и пре-вышению толщин соединяемого металла, обеспе-чил более высокую скорость сварки и меньшийуровень остаточных деформаций сварных узлов.Однако нестабильное качество швов, получаемыхпри сварке стационарной дугой в аргоне, огра-ничивало применение ее в производстве ответс-твенных конструкций. Разработанные в ИЭСим. Е. О. Патона новые способы сварки и обо-рудование для импульсно-дуговой сварки плавя-щимся электродом явились значительным дости-жением в области сварки плавлением. Техноло-гические исследования процесса сварки с исполь-зованием генераторов импульсного тока позволи-ли повысить стабильность горения дуги, значи-тельно уменьшить разбрызгивание металла и ис-парение легколетучих элементов, снизить коли-чество и размеры оксидных включений и пор вшвах.
Благодаря этому со середины 1960-х годов им-пульсно-дуговая сверка плавящимся электродомнаходит все более широкое применение в про-мышленности, в частности, при изготовлениикомпонентов ракетно-космических комплексов напредприятиях НПО «Энергия», корпусов легкихдесантируемых бронемашин на Волгоградском за-воде и бронемашин пехоты на Курганском ма-шиностроительном заводе, пассажирских желез-нодорожных вагонов и вагонов метро, самосваль-ных платформ автомобилей, автомобильных реф-рижераторов, надстроек судов, строительных кон-струкций и других изделий.
Высокие требования, предъявляемые к свар-ным соединениям емкостей из сплава АМцС итехнического алюминия для хранения и перевозкиагрессивных продуктов, потребовали разработкив ИЭС им. Е. О. Патона высокопроизводительнойтехнологии сварки плавящимся электродом боль-шого диаметра (3…4 мм) стационарной дугой в
11/2007 11
смеси инертных газов — гелия и аргона. Исполь-зование этих смесей позволило не только умень-шить в 2…8 раз объем микропустот в наплав-ленном металле, повысить механические свойстваи коррозионную стойкость сварных соединений,но и увеличить на 40…60 % производительностьпроцесса сварки. Такая технология была успешнореализована при изготовлении емкостей на Ба-лашихинском ПО «Криогенмаш», в поточномпроизводстве алюминиевых котлов железнодо-рожных цистерн на ПО «Азовмаш».
Использование импульсно-дуговой сваркиплавящимся электродом диаметром 1…1,6 мм всмесях газов гелия и аргона позволило получитьболее высокий уровень механических свойствтонколистовых соединений алюминиево-литие-вых сплавов по сравнению со сваркой неплавя-щимся электродом пульсирующим током. Про-цесс нашел широкое применение в производствешпангоутов ракет и корпусов боевых машин пе-хоты на Курганском машиностроительном заводе.Для сварки плавящимся электродом в ИЭС им.Е. О. Патона разработано семь типов сварочныхустановок, тракторов, автоматов.
Для соединения толстостенных конструкций(до 150 мм) разработана технология узкощелевойсварки импульсной и стационарной дугой плавя-щимся электродом в гелии и его смесях с аргоном.Способ позволил получить доброкачественныесоединения в нижнем положении и на вертикаль-ной плоскости, а также сократить в несколько разколичество сварочных проходов, уменьшить зонутермического влияния и уровень остаточных де-формаций, сэкономить сварочные материалы иэлектроэнергию.
Отмеченные преимущества новых технологийтакже привели к широкому внедрению их в про-изводство изделий аэрокосмической техники изалюминиевых сплавов АМг6, 1201, 1420, в томчисле комплекса «Энергия-Буран», ракет-носите-лей и космической орбитальной техники.
Электронно-лучевая сварка (ЭЛС) отличаетсяуникальным сочетанием особенностей: высокойплотностью энергии в пучке малого диаметра, на-дежной защитой зоны сварки и рафинирующимвоздействием вакуумной среды, возможностьюдостижения очень высоких скоростей кристалли-зации жидкого металла. С применением ЭЛС из-готавливаются самые ответственные и высоконаг-руженные детали и узлы, работающие в условияхкосмического вакуума, знакопеременных нагру-зок и весьма низких температур. В промышлен-ных условиях освоена ЭЛС разнообразных дета-лей и узлов: от миниатюрных до крупногабарит-ных, толщиной от десятых долей миллиметра до200 мм. В отдельных случаях реализована сварказаготовок толщиной до 400…600 мм. Для осу-ществления ЭЛС созданы установки, объем ваку-
умных камер которых составляет от несколькихкубических дециметров до 1500 м3. При сваркекрупногабаритных конструкций суммарная протя-женность сварных швов достигает 100…150 м.
Расширению внедрения этого способа сваркиспособствует создание установок, позволяющихработать в условиях локального или низкого ваку-ума. Разработано автоматическое управление про-цессом сварки, позволяющее получать высокока-чественные сварные соединения. Для достиженияэтого используют также систему программирова-ния тепловложения для различных участковобъема сварочной ванны. Использование скани-рования пучка и программированного тепловло-жения в сочетании с подачей присадочной про-волоки позволяют снизить требования к точностисборки стыка без потери качества формированияшвов при зазорах до 3,0 мм (толщина заготовок50…100 мм).
Хорошие результаты обеспечивает ЭЛС приизготовлении стрингерных панелей из тонколис-тового материала. Приварка ребер к оболочке тол-щиной 2…3 мм выполняется двумя угловымишвами, одним угловым швом с одной стороныили прорезным швом. Во всех случаях швы можносформировать без применения присадки.
Лазерная сварка позволяет получить подобныетонкостенные конструкции без использованиявакуумируемых камер. При этом открывается воз-можность сваривать любые крупногабаритныеконструкции. Способ сварки характеризуется вы-сокой удельной плотностью энергии и позволяетвести сварку с большой скоростью, но с малымтепловложением. Это способствует снижениюуровня остаточных деформаций и напряжений визделиях, а также повышению прочности сварныхсоединений на 10…15 % по сравнению с арго-нодуговой сваркой. Уверенность в более широкомприменении этого способа сварки основана какна результатах интенсивного освоения техники итехнологии сварки этим способом, так и на ус-пешном комплексном использовании процессовлазерной и дуговой сварки. Такие гибридные тех-нологии позволяют объединить преимуществадвух разных способов сварки в одном, что делаетего более эффективным и экономичным.
Альтернативным по отношению к перечислен-ным, наиболее широкоиспользуемым способамсварки плавлением, следует считать соединениев твердом состоянии без расплавления основногоматериала, например, способом трения с переме-шиванием. Использование такой технологии со-единения позволяет исключить перегрев сплавови вместе с тем обеспечивает пластическую де-формацию металла шва. Это благоприятно отра-жается на уровне механических свойств соеди-нений и исключает некоторые рассмотренные
12 11/2007
проблемы сварки плавлением высокопрочныхалюминиевых сплавов.
Разработка ВИАМом высокопрочных алюми-ниевых сплавов различных систем легирования(Al–Mg, Al-Cu, Al–Zn–Mg–Cu) и особенно новогокласса сверхлегких алюминиево-литиевых спла-вов, которыми занимался академик И. Н. Фрид-ляндер с сотрудниками, послужила фундаментоммноголетнего творческого контакта между ИЭСим. Е. О. Патона и ВИАМ. Следствием такогосодружества явилось успешное решение проблемсвариваемости и внедрение новых материалов впроизводство авиационной, ракетной и космичес-кой техники. Эффективность сварных конструк-ций, например, топливного бака и кабины пилотаиз алюминиево-литиевого сплава типа 1420, под-тверждена созданием и многолетней эксплуата-цией сверхзвуковых истребителей серии МиГ-29.
В 1990-е годы совместно с ВИАМом и ВИЛСом,его руководителями академиком А. Ф. Беловым ичл.-кором РАН В. И. Добаткиным были выполненыважнейшие исследования, направленные на улуч-шение характеристик перспективных легких спла-вов. Созданы также специальные сварочные мате-риалы (присадки) на основе Al–Mg и Al–Cu сплавов,которые содержат до 0,5 % скандия. Благодаря это-му целый ряд высокопрочных трудносвариваемыхсплавов стал удовлетворительно соединяться, апрочность швов возросла на 10…15 %. Более зна-чительный эффект получен при легировании скан-дием не только присадок, но и основного металлаполуфабрикатов на уровне 0,1…0,2 %.
В настоящее время под руководством Б. Е. Па-тона учеными и специалистами института выпол-няются фундаментальные исследования в областисварки легких металлов и сплавов по следующимнаправлениям:
• изучение явлений, происходящих в зоне свар-ки при взаимодействии компонентов легких спла-вов и композиционных материалов с плазмой ду-ги, электронным и лазерным пучками, обоснова-ние условий доброкачественного формированиясварных соединений;
• определение характеристик свариваемостиновых алюминиевых сплавов различных системлегирования и поиск способов преодолениясклонности их к образованию горячих трещин и
пористости при сварке плавлением и в твердойфазе;
• изыскание методов соединения разнородныхматериалов;
• исследование закономерностей первичнойкристаллизации и механизмы формированияструктуры швов в неравновесных условиях прибольших скоростях охлаждения, прерывистых иимпульсных подачах энергии, а также под вли-янием микродобавок различных модификаторовструктуры;
• исследование микроструктурных превраще-ний в зоне сварки алюминиевых сплавов и ихвлияние на физико-механические свойства свар-ных соединений алюминиевых сплавов различныхсистем легирования;
• определение влияния эксплуатационных фак-торов, а именно температуры в широком диапа-зоне от 4 до 60 К, агрессивных сред, характеранапряженного состояния, наличия концентрато-ров напряжения, химической и физической не-однородности сварных соединений, на работос-пособность и долговечность конструкций из лег-ких сплавов;
• разработка новых технологий неразъемногосоединения перспективных конструкционных ма-териалов на основе алюминия, включая диспер-сные алюмокомпозиты, интерметаллиды и разно-родные материалы, которые трудно соединяютсяпри обычных способах сварки плавлением;
• обоснование критериев надежной эксплуа-тации сварных конструкций ответственного наз-начения в различных условиях с учетом их струк-турной и химической неоднородности.
Значительным достижением начавшегося тре-тьего тысячелетия являются разработки наност-руктурных материалов с исключительно высоки-ми свойствами и нанотехнологий неразъемногосоединения в твердой фазе трудносвариваемыхматериалов таких, как интерметаллиды. Они пос-троены на базе алюминия, титана, никеля и на-нодисперсных композиционных систем. Для этогосоздан новый класс эффективных наноструктур-ных материалов в форме многослойных плен итонких фольг, получаемых с использованиемэлектроннолучевой парофазной технологии и дру-гих методов тонкого диспергирования.
The main directions of investigations conducted at the E. O. Paton Electric Welding Institute over half a century in thefield of arc welding of aluminium alloys are outlined. Examples of an effective application of technologies of arc weldingof aluminium alloys in fabrication of various structures are given.
Поступила в редакцию 18.08.2007
11/2007 13
УДК 621.791.72
СВОЙСТВА И СТРУКТУРА СОЕДИНЕНИЙАЛЮМИНИЕВЫХ СПЛАВОВ, ПОЛУЧЕННЫХ ГИБРИДНОЙ
ЛАЗЕРНО-ПЛАЗМЕННОЙ СВАРКОЙЕ. Г. ТЕРНОВОЙ, В. Ф. ШУЛЫМ, инженеры,
В. Ю. ХАСКИН, В. Д. ШЕЛЯГИН, А. В. ЛОЗОВСКАЯ , кандидаты техн. наук,А. В. СИОРА, А. В. БЕРНАЦКИЙ, инженеры (Ин-т электросварки им. Е. О. Патона НАН Украины)
Проведены исследования процесса получения соединений алюминиевых сплавов способом гибридной лазерно-плазменной сварки. Изучены особенности свойств и структуры этих соединений. Эксперименты по сварке выполняликак с подачей присадочной проволоки, так и без нее, что позволило устранить пористость сварных соединенийи значительно улучшить их свойства.
К л ю ч е в ы е с л о в а : гибридная лазерно-плазменная свар-ка, алюминиевые сплавы, присадочная проволока, свойствасоединений, макро- и микроструктура, пористость, мик-ротвердость, химическая неоднородность, распределениеводорода
Сварные конструкции из алюминия и его сплавовполучили широкое применение в различных от-раслях промышленности. Из этих сплавов изго-тавливают конструкции, работающие в условияхсложных переменных нагрузок, повышенных и низ-ких температур, а также в агрессивных средах [1].Благодаря малой массе, достаточно высокой удель-ной прочности и коррозионной стойкости алюми-ниевые сплавы широко применяются в судостро-ении, химическом и авиакосмическом маши-ностроении, а также автомобилестроении [2–6].
В настоящее время конструкции из алюмини-евых сплавов изготавливают с помощью сваркиплавлением [7, 8]. К особенностям сварки алю-миниевых сплавов следует отнести высокую сте-пень сродства к кислороду, наличие в швах ок-сидной пленки Al2O3 и склонность к порообра-зованию, что оказывает существенное влияние насвойства и структуру сварных соединений [9–11].Для предотвращения порообразования и получе-ния требуемого качества соединений используютследующие способы: предварительную подготов-ку свариваемых кромок и присадочных матери-алов, а также легирование металла сварных швов.Предварительная подготовка включает механи-ческое или химическое удаление оксидной пленкина поверхности соединения и присадочного ма-териала [12]. Второй способ предусматривает ис-пользование присадочных материалов или свароч-ных флюсов с добавками легирующих элементов[13].
Одним из наиболее перспективных способовсоединения алюминиевых сплавов является гиб-
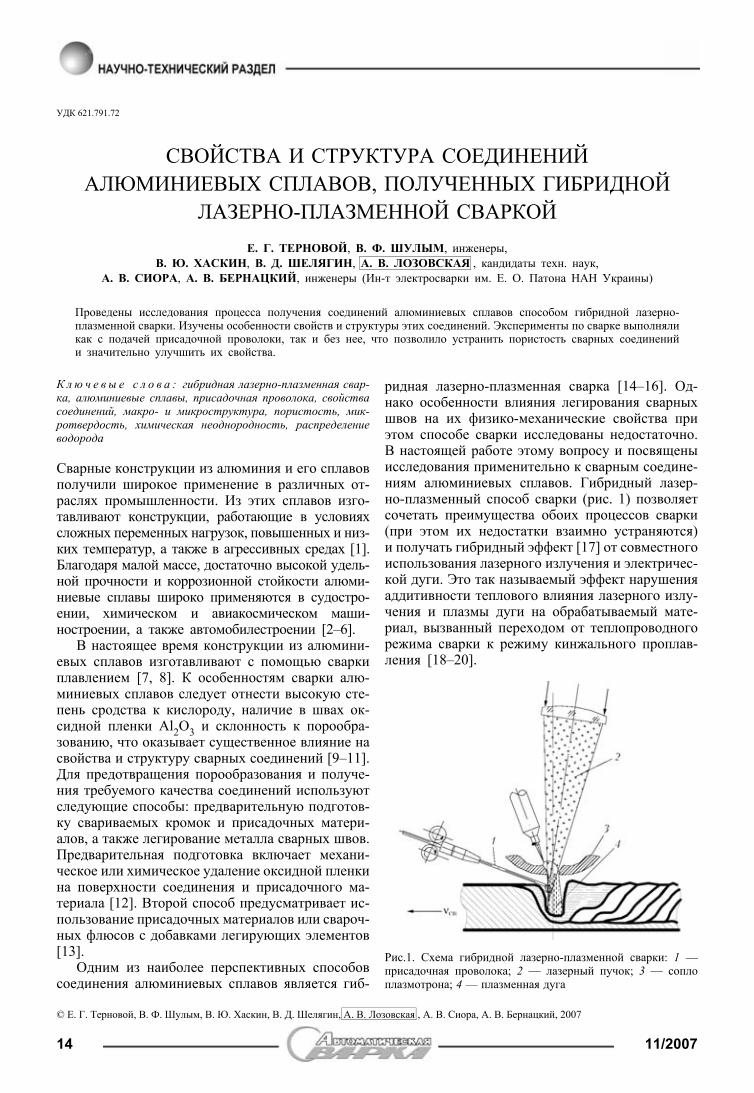
ридная лазерно-плазменная сварка [14–16]. Од-нако особенности влияния легирования сварныхшвов на их физико-механические свойства приэтом способе сварки исследованы недостаточно.В настоящей работе этому вопросу и посвященыисследования применительно к сварным соедине-ниям алюминиевых сплавов. Гибридный лазер-но-плазменный способ сварки (рис. 1) позволяетсочетать преимущества обоих процессов сварки(при этом их недостатки взаимно устраняются)и получать гибридный эффект [17] от совместногоиспользования лазерного излучения и электричес-кой дуги. Это так называемый эффект нарушенияаддитивности теплового влияния лазерного излу-чения и плазмы дуги на обрабатываемый мате-риал, вызванный переходом от теплопроводногорежима сварки к режиму кинжального проплав-ления [18–20].
© Е. Г. Терновой, В. Ф. Шулым, В. Ю. Хаскин, В. Д. Шелягин, А. В. Лозовская , А. В. Сиора, А. В. Бернацкий, 2007
Рис.1. Схема гибридной лазерно-плазменной сварки: 1 —присадочная проволока; 2 — лазерный пучок; 3 — соплоплазмотрона; 4 — плазменная дуга
14 11/2007
В исследованиях использовали диодный лазермодели DF 020 HQ (фирма «Рофин-Синар», Гер-мания) мощностью до 2 кВт с длиной волны0,808...0,940 мкм, а также плазмотрон оригинальнойконструкции мощностью до 2 кВт с диаметромплазмообразующего сопла 2,5…3,0 мм и источни-ком питания для сварки на токе прямой поляр-ности и в режиме разнополярных прямоугольныхимпульсов тока [20]. В экспериментах использо-вали образцы из алюминиевых сплавов АМг3 иАМг6 толщиной 0,8; 1,5; 2,0 и 3,0 мм, которыепроплавляли и сваривали встык лазерным, плаз-менным и гибридным способами сварки. При этомопределяли оптимальные режимы сварки, свойст-
ва и структурные особенности соединений, по-лученных как без подачи присадочной проволоки,так и с ее подачей.
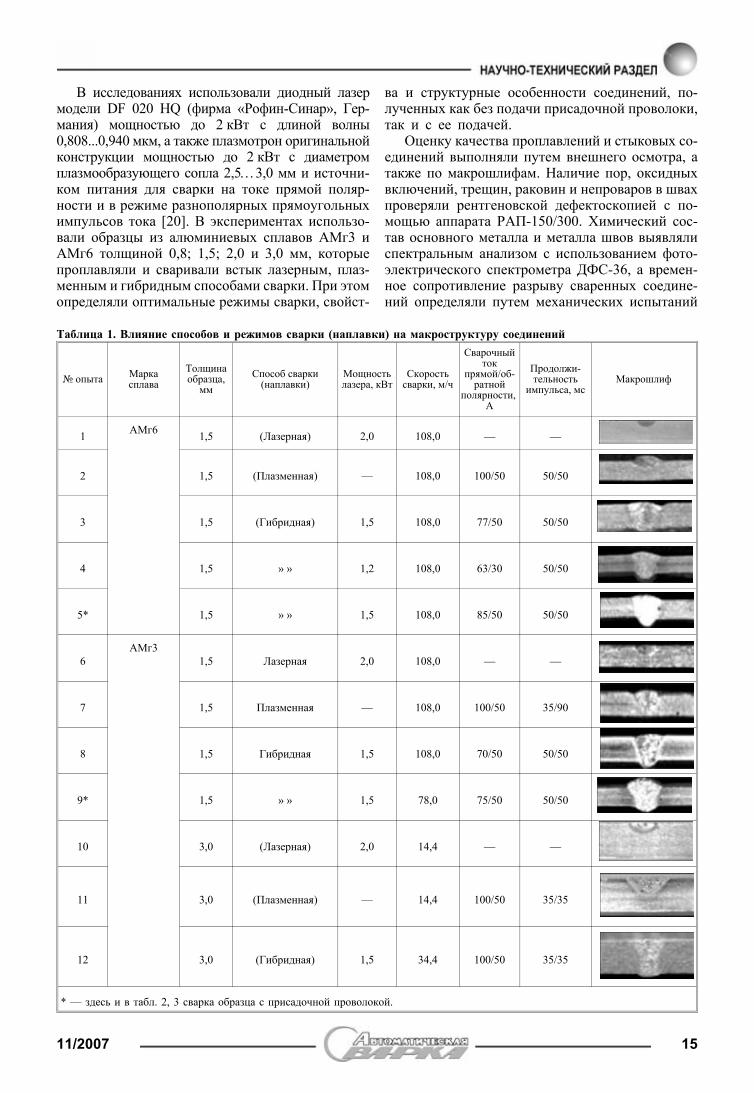
Оценку качества проплавлений и стыковых со-единений выполняли путем внешнего осмотра, атакже по макрошлифам. Наличие пор, оксидныхвключений, трещин, раковин и непроваров в швахпроверяли рентгеновской дефектоскопией с по-мощью аппарата РАП-150/300. Химический сос-тав основного металла и металла швов выявлялиспектральным анализом с использованием фото-электрического спектрометра ДФС-36, а времен-ное сопротивление разрыву сваренных соедине-ний определяли путем механических испытаний
Таблица 1. Влияние способов и режимов сварки (наплавки) на макроструктуру соединений
опыта Маркасплава
Толщинаобразца,
ммСпособ сварки
(наплавки)Мощностьлазера, кВт
Скоростьсварки, м/ч
Сварочныйток
прямой/об-ратной
полярности, А
Продолжи-тельность
импульса, мсМакрошлиф
1 АМг6 1,5 (Лазерная) 2,0 108,0 — —
2 1,5 (Плазменная) — 108,0 100/50 50/50
3 1,5 (Гибридная) 1,5 108,0 77/50 50/50
4 1,5 » » 1,2 108,0 63/30 50/50
5* 1,5 » » 1,5 108,0 85/50 50/50
6АМг3
1,5 Лазерная 2,0 108,0 — —
7 1,5 Плазменная — 108,0 100/50 35/90
8 1,5 Гибридная 1,5 108,0 70/50 50/50
9* 1,5 » » 1,5 78,0 75/50 50/50
10 3,0 (Лазерная) 2,0 14,4 — —
11 3,0 (Плазменная) — 14,4 100/50 35/35
12 3,0 (Гибридная) 1,5 34,4 100/50 35/35
* — здесь и в табл. 2, 3 сварка образца с присадочной проволокой.
11/2007 15
на разрывной машине ЦДМ-4 при температуре20 °С. Металлографические исследования гео-метрии и структуры металла швов выполняли напоперечных макро- и микрошлифах с помощьюоптических микроскопов МБС-9 и «Neophot-32»(с увеличением от 15 до 150). Структурные сос-тавляющие выявляли электролитическим травле-нием в растворе ледяной уксусной и хлорной кис-лот.
Микротвердость соединений HV 0,05 измерялина поперечных микрошлифах микротвердомеромМ-400 фирмы «LЕСО» с шагом 0,1 мм. Хими-ческую неоднородность соединений исследовалина микроанализаторе «SX-50» фирмы «Cameca»,а содержание водорода в основном металле и ме-талле сварных соединений определяли методом эк-стракции с помощью локального масс-спектраль-ного анализа на установке «ЭХО-4М» с лазернымзондом диаметром 300 мкм. Продолжительностьимпульса облучения составляла 1⋅10–5 с, его мощ-ность — 7,5 Дж.
Исследования выполняли в два этапа. На пер-вом проводили эксперименты без примененияприсадочной проволоки. При этом проплавлениеи сварку стыковых соединений выполняли наплоских образцах размером 200 100 мм в средеаргона с помощью лазерного излучения или плаз-мы прямого действия, а также гибридным спо-собом. Расход плазмообразующего газа составлял4 л/мин, а расход на защиту сварочной ванны иоптики лазерной головки — соответственно10…12 и 0,5 л/мин. Мощность сфокусированногоизлучения варьировали в пределах 0,5…2,0 кВт.Диаметр фокального пятна при этом равен 1,2 мм,а заглубление фокуса относительно поверхностиобразца — 0,5…1,0 мм. Были подобраны режимыпроплавлений и сварки различными способамидля сплавов АМг3 и АМг6 толщиной 1,5 и 3,0 ммв диапазоне скорости сварки 10…110 м/ч.
На втором этапе исследований выполнены нап-лавки и сварены стыковые соединения из сплавовАМг3 и АМг6 толщиной 0,8; 1,5 и 2,0 мм с подачейприсадочной проволоки в сварочную ванну, обра-зованную с помощью отдельных или двух совме-щенных в одной точке источников нагрева. В эк-спериментах использовали проволоку СвАМг6 ди-аметром 1,2 мм, поверхность которой отполированаэлектрохимическим способом.
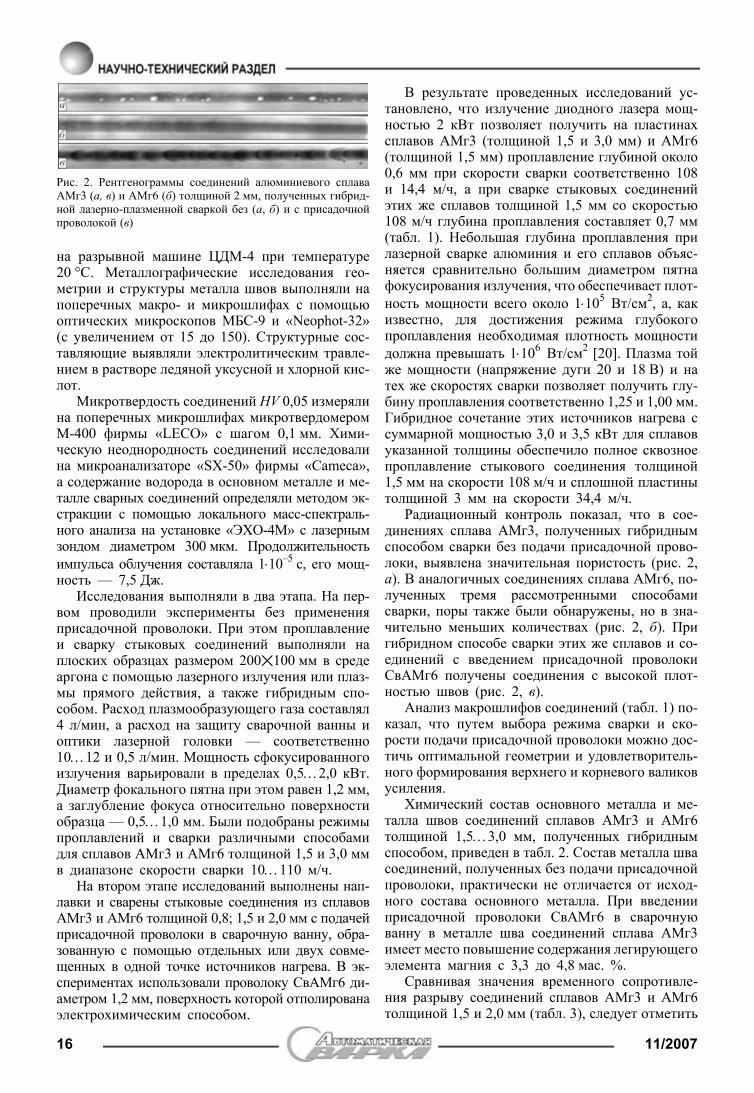
В результате проведенных исследований ус-тановлено, что излучение диодного лазера мощ-ностью 2 кВт позволяет получить на пластинахсплавов АМг3 (толщиной 1,5 и 3,0 мм) и АМг6(толщиной 1,5 мм) проплавление глубиной около0,6 мм при скорости сварки соответственно 108и 14,4 м/ч, а при сварке стыковых соединенийэтих же сплавов толщиной 1,5 мм со скоростью108 м/ч глубина проплавления составляет 0,7 мм(табл. 1). Небольшая глубина проплавления прилазерной сварке алюминия и его сплавов объяс-няется сравнительно большим диаметром пятнафокусирования излучения, что обеспечивает плот-ность мощности всего около 1⋅105 Вт/см2, а, какизвестно, для достижения режима глубокогопроплавления необходимая плотность мощностидолжна превышать 1⋅106 Вт/см2 [20]. Плазма тойже мощности (напряжение дуги 20 и 18 В) и натех же скоростях сварки позволяет получить глу-бину проплавления соответственно 1,25 и 1,00 мм.Гибридное сочетание этих источников нагрева ссуммарной мощностью 3,0 и 3,5 кВт для сплавовуказанной толщины обеспечило полное сквозноепроплавление стыкового соединения толщиной1,5 мм на скорости 108 м/ч и сплошной пластинытолщиной 3 мм на скорости 34,4 м/ч.
Радиационный контроль показал, что в сое-динениях сплава АМг3, полученных гибриднымспособом сварки без подачи присадочной прово-локи, выявлена значительная пористость (рис. 2,а). В аналогичных соединениях сплава АМг6, по-лученных тремя рассмотренными способамисварки, поры также были обнаружены, но в зна-чительно меньших количествах (рис. 2, б). Пригибридном способе сварки этих же сплавов и со-единений с введением присадочной проволокиСвАМг6 получены соединения с высокой плот-ностью швов (рис. 2, в).
Анализ макрошлифов соединений (табл. 1) по-казал, что путем выбора режима сварки и ско-рости подачи присадочной проволоки можно дос-тичь оптимальной геометрии и удовлетворитель-ного формирования верхнего и корневого валиковусиления.
Химический состав основного металла и ме-талла швов соединений сплавов АМг3 и АМг6толщиной 1,5…3,0 мм, полученных гибриднымспособом, приведен в табл. 2. Состав металла швасоединений, полученных без подачи присадочнойпроволоки, практически не отличается от исход-ного состава основного металла. При введенииприсадочной проволоки СвАМг6 в сварочнуюванну в металле шва соединений сплава АМг3имеет место повышение содержания легирующегоэлемента магния с 3,3 до 4,8 мас. %.
Сравнивая значения временного сопротивле-ния разрыву соединений сплавов АМг3 и АМг6толщиной 1,5 и 2,0 мм (табл. 3), следует отметить
Рис. 2. Рентгенограммы соединений алюминиевого сплаваАМг3 (а, в) и АМг6 (б) толщиной 2 мм, полученных гибрид-ной лазерно-плазменной сваркой без (а, б) и с присадочнойпроволокой (в)
16 11/2007
низкую прочность соединений сплава АМг3, по-лученных гибридным способом сварки без подачиприсадочной проволоки. Разрушение таких образ-цов происходило по оси шва, а коэффициент проч-ности составил около 0,5...0,6 прочности основ-ного металла. В местах разрушения металла вы-явлено наличие пористости и оксидных включе-ний. Временное сопротивление разрыву соедине-ний сплава АМг6, выполненных гибридной свар-кой с подачей присадочной проволоки, составило(0,84…0,87)σв основного металла, а сплаваАМг3 — (0,85…0,9)σв основного металла. Раз-рушение образцов происходило по основному ме-таллу в зоне термического влияния. Повышенныезначения сопротивлению разрыва металла шва со-единений сплава АМг3 объясняется увеличениеммассовой доли магния в металле швов по срав-нению с основным металлом за счет введения при-садочной проволоки СвАМг6 и увеличения се-чения шва. Для подтверждения этой гипотезы изу-чены микроструктуры соединений алюминиевыхсплавов, выполнены замеры микротвердости, про-ведены исследования химической микронеодно-родности и определено содержание водорода вметалле полученных соединений.
Исследования микроструктуры соединенийсплавов АМг3 и АМг6 (рис. 3), полученных безприсадочной проволоки и с ее подачей, показали,что в основном металле и металле шва, кромеα-твердого раствора магния и марганца, в алю-
минии присутствуют также двойные и болеесложные β-фазы Mg2Al3 или Mg5Al3, которые раз-мещаются в основном металле и по границам зе-рен в виде тонких нитевидных выделений, а вметалле шва — в виде мелких эвтектических вы-делений, расположенных между ветвями дендри-тов [21]. Выделения фаз в металле швов мелко-дисперсные, границы сплавления — без призна-ков перегрева. Наблюдается также наличие неп-рерывных цепочек выделений по границам зеренв зоне термического влияния непосредственно награнице сплавления. Сама зона сплавления в этихсоединениях очень узкая, с мелкозернистой струк-турой и представляет собой непрерывный переходзерен основного металла в кристаллиты металла
Т а б л и ц а 3. Результаты испытаний на временное соп-ротивление σв разрыву основного металла и соединенийсплавов АМг3 и АМг6, полученных гибридным способомсварки
Сплав Основной металл Сварное соединение
АМг3 222...228215
128...147132
АМг3* 192...207196
АМг6 353...357350
292...309298
АМг6* 290...308295
Рис. 3. Микроструктуры ( 150) соединений сплава АМг6, полученных гибридным способом сварки без подачи присадочнойпроволоки (а, б) и с ее подачей (в, г): а, в — металл шва; б, г — зона сплавления
Т а б л и ц а 2. Химический состав (мас. %) основного металла и металла швов, выполненных гибридным способомсварки на сплавах АМг3 и АМг6
Маркасплава Участок Si Mg Mn Cu Zn Ni Ti Fe
АМг3 Основной металл 0,38 3,5 0,5 0,10 0,18 0,03 0,10 0,40
Шов 0,40 3,2 0,3 0,10 0,12 0,03 0,10 0,40
АМг3* » » 0,40 4,8 0,3 0,10 0,12 0,03 0,10 0,40
АМг6 Основной металл 0,18 6,4 0,6 0,06 0,14 0,03 0,06 0,25
Шов 0,17 6,0 0,5 0,05 0,08 0,03 0,06 0,27
АМг6* » » 0,15 6,0 0,5 0,05 0,08 0,03 0,03 0,23
11/2007 17
шва. Дендриты направлены от границы сплавле-ния в сторону металла шва. В центральной частишва наблюдается также наличие смеси равноос-ных и направленных дендритов.
Необходимо отметить, что текстура деформа-ций основного металла сохраняется идентичнойдо самой границы сплавления (рис. 3, б, г), а взоне термического влияния отсутствует рекрис-таллизация зерен, чего нельзя сказать о корневойчасти шва, где имеется зона рекристаллизованныхзерен. В соединениях сплавов АМг3 и АМг6 наб-людается макро- и микродефекты в виде пор (рис.4, а–в), микропор, окcидных плен и трещин (рис.4, г, д). Наличие макро- и микропор в металлешва и зоне сплавления, особенно в сплаве АМг3,можно объяснить воздействием высококонцент-рированного источника нагрева на легкоиспаря-ющийся магний, и, вероятно, большим содержа-нием газа в исходном сплаве АМг3 по сравнениюсо сплавом АМг6. Кроме того, образование по-ристости объясняется наличием оксидных вклю-чений в расплавленном металле, которые и ста-новятся центрами зарождения пор, что хорошовидно на рис. 4, д. Микропористость на границезазора стыка со швом инициирует образованиемикротрещин (рис. 4, г). Это можно объяснитьимевшим место в ходе эксперимента отклонениемисточника нагрева от оси стыка, что способство-вало образованию несплошностей и несплавленийв корневой части шва.
В соединениях сплава АМг6, полученных с по-дачей присадочной проволоки и без нее, микрот-вердость равномерно распределена по всей ши-
рине сварного шва и близка к твердости основногометалла (около HV 0,05–75), а в центре шва онадостигает HV 0,05–80, что целиком коррелируетс качественной мелкодисперсной структурой, ха-рактерной для сварного соединения, полученноголазерной сваркой на больших скоростях.
В соединениях сплава АМг3, полученных безподачи присадочной проволоки, повышение мик-ротвердости наблюдается возле центральной час-ти шва (HV 0,05–65). Ближе к зоне сплавленияи в основном металле она составляет HV 0,05–55.Для соединения сплава АМг3, полученного с при-садочной проволокой, микротвердость имеет по-вышенное значение по всей ширине шва и дос-тигает HV 0,05–65...70 в центральной его части.При этом для обоих вариантов структура металлашва в центральной части шва отличается такойже дисперсностью, как и у сплава АМг6, полу-ченного при сварке на высокой скорости. Поэтомуразрушение таких соединений при механическихиспытаниях происходило за пределами швов (взоне термического влияния) в отличие от соеди-нений, полученных без подачи присадочной про-волоки.
Исследование химической неоднородности швовпоказало, что распределение легкоиспаряющегосялегирующего элемента магния в основном металлеи металле шва в соединениях из сплавов АМг6 иАМг3, полученных без присадочной проволоки, не-однородное (рис. 5). В обоих случаях наблюдаетсянезначительное (на 1,0…1,5 мас. %) снижение маг-ния в металле шва, о чем свидетельствуют ска-ниграммы на рис. 5, а, в. В соединениях, полу-
Рис. 4. Макро- ( 8) и микроструктуры ( 150) с дефектами в соединениях сплавов АМг3 (а–г) и АМг6 (д), полученныхлазерной (а), плазменной (б) и гибридной лазерно-плазменной (в–д) способами сварки без подачи присадочной проволоки
18 11/2007
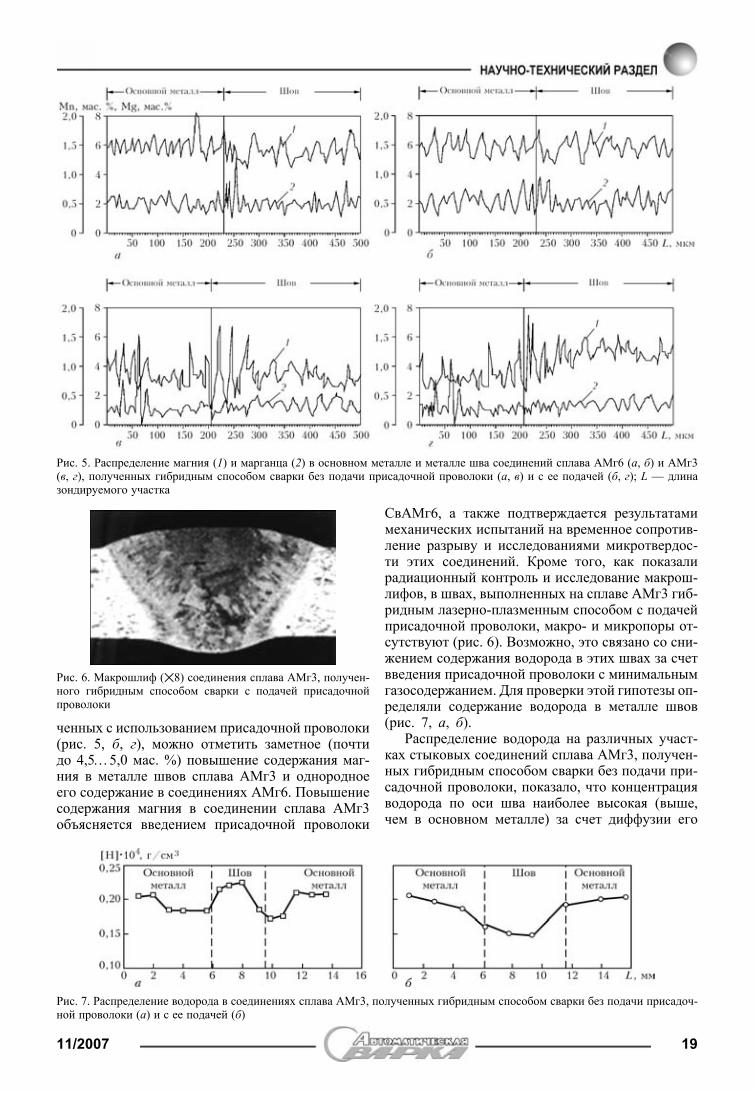
ченных с использованием присадочной проволоки(рис. 5, б, г), можно отметить заметное (почтидо 4,5…5,0 мас. %) повышение содержания маг-ния в металле швов сплава АМг3 и однородноеего содержание в соединениях АМг6. Повышениесодержания магния в соединении сплава АМг3объясняется введением присадочной проволоки
СвАМг6, а также подтверждается результатамимеханических испытаний на временное сопротив-ление разрыву и исследованиями микротвердос-ти этих соединений. Кроме того, как показалирадиационный контроль и исследование макрош-лифов, в швах, выполненных на сплаве АМг3 гиб-ридным лазерно-плазменным способом с подачейприсадочной проволоки, макро- и микропоры от-сутствуют (рис. 6). Возможно, это связано со сни-жением содержания водорода в этих швах за счетвведения присадочной проволоки с минимальнымгазосодержанием. Для проверки этой гипотезы оп-ределяли содержание водорода в металле швов(рис. 7, а, б).
Распределение водорода на различных участ-ках стыковых соединений сплава АМг3, получен-ных гибридным способом сварки без подачи при-садочной проволоки, показало, что концентрацияводорода по оси шва наиболее высокая (выше,чем в основном металле) за счет диффузии его
Рис. 5. Распределение магния (1) и марганца (2) в основном металле и металле шва соединений сплава АМг6 (а, б) и АМг3(в, г), полученных гибридным способом сварки без подачи присадочной проволоки (а, в) и с ее подачей (б, г); L — длиназондируемого участка
Рис. 6. Макрошлиф ( 8) соединения сплава АМг3, получен-ного гибридным способом сварки с подачей присадочнойпроволоки
Рис. 7. Распределение водорода в соединениях сплава АМг3, полученных гибридным способом сварки без подачи присадоч-ной проволоки (а) и с ее подачей (б)
11/2007 19
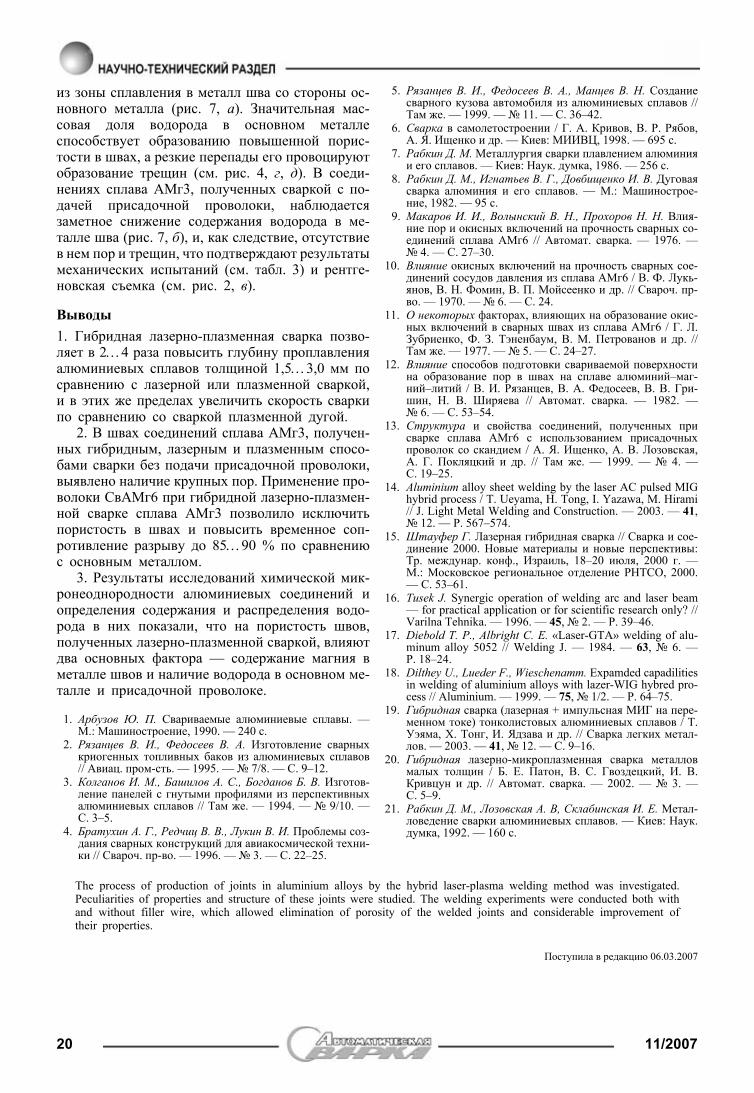
из зоны сплавления в металл шва со стороны ос-новного металла (рис. 7, а). Значительная мас-совая доля водорода в основном металлеспособствует образованию повышенной порис-тости в швах, а резкие перепады его провоцируютобразование трещин (см. рис. 4, г, д). В соеди-нениях сплава АМг3, полученных сваркой с по-дачей присадочной проволоки, наблюдаетсязаметное снижение содержания водорода в ме-талле шва (рис. 7, б), и, как следствие, отсутствиев нем пор и трещин, что подтверждают результатымеханических испытаний (см. табл. 3) и рентге-новская съемка (см. рис. 2, в).
Выводы1. Гибридная лазерно-плазменная сварка позво-ляет в 2…4 раза повысить глубину проплавленияалюминиевых сплавов толщиной 1,5…3,0 мм посравнению с лазерной или плазменной сваркой,и в этих же пределах увеличить скорость сваркипо сравнению со сваркой плазменной дугой.
2. В швах соединений сплава АМг3, получен-ных гибридным, лазерным и плазменным спосо-бами сварки без подачи присадочной проволоки,выявлено наличие крупных пор. Применение про-волоки СвАМг6 при гибридной лазерно-плазмен-ной сварке сплава АМг3 позволило исключитьпористость в швах и повысить временное соп-ротивление разрыву до 85…90 % по сравнениюс основным металлом.
3. Результаты исследований химической мик-ронеоднородности алюминиевых соединений иопределения содержания и распределения водо-рода в них показали, что на пористость швов,полученных лазерно-плазменной сваркой, влияютдва основных фактора — содержание магния вметалле швов и наличие водорода в основном ме-талле и присадочной проволоке.
1. Арбузов Ю. П. Свариваемые алюминиевые сплавы. —М.: Машиностроение, 1990. — 240 с.
2. Рязанцев В. И., Федосеев В. А. Изготовление сварныхкриогенных топливных баков из алюминиевых сплавов// Авиац. пром-сть. — 1995. — 7/8. — С. 9–12.
3. Колганов И. М., Башилов А. С., Богданов Б. В. Изготов-ление панелей с гнутыми профилями из перспективныхалюминиевых сплавов // Там же. — 1994. — 9/10. —С. 3–5.
4. Братухин А. Г., Редчиц В. В., Лукин В. И. Проблемы соз-дания сварных конструкций для авиакосмической техни-ки // Свароч. пр-во. — 1996. — 3. — С. 22–25.
5. Рязанцев В. И., Федосеев В. А., Манцев В. Н. Созданиесварного кузова автомобиля из алюминиевых сплавов //Там же. — 1999. — 11. — С. 36–42.
6. Сварка в самолетостроении / Г. А. Кривов, В. Р. Рябов,А. Я. Ищенко и др. — Киев: МИИВЦ, 1998. — 695 с.
7. Рабкин Д. М. Металлургия сварки плавлением алюминияи его сплавов. — Киев: Наук. думка, 1986. — 256 с.
8. Рабкин Д. М., Игнатьев В. Г., Довбищенко И. В. Дуговаясварка алюминия и его сплавов. — М.: Машинострое-ние, 1982. — 95 с.
9. Макаров И. И., Волынский В. Н., Прохоров Н. Н. Влия-ние пор и окисных включений на прочность сварных со-единений сплава АМг6 // Автомат. сварка. — 1976. — 4. — С. 27–30.
10. Влияние окисных включений на прочность сварных сое-динений сосудов давления из сплава АМг6 / В. Ф. Лукь-янов, В. Н. Фомин, В. П. Мойсеенко и др. // Свароч. пр-во. — 1970. — 6. — С. 24.
11. О некоторых факторах, влияющих на образование окис-ных включений в сварных швах из сплава АМг6 / Г. Л.Зубриенко, Ф. З. Тэненбаум, В. М. Петрованов и др. //Там же. — 1977. — 5. — С. 24–27.
12. Влияние способов подготовки свариваемой поверхностина образование пор в швах на сплаве алюминий–маг-ний–литий / В. И. Рязанцев, В. А. Федосеев, В. В. Гри-шин, Н. В. Ширяева // Автомат. сварка. — 1982. — 6. — С. 53–54.
13. Структура и свойства соединений, полученных присварке сплава АМг6 с использованием присадочныхпроволок со скандием / А. Я. Ищенко, А. В. Лозовская,А. Г. Покляцкий и др. // Там же. — 1999. — 4. —С. 19–25.
14. Aluminium alloy sheet welding by the laser AC pulsed MIGhybrid process / T. Ueyama, H. Tong, I. Yazawa, M. Hirami// J. Light Metal Welding and Construction. — 2003. — 41, 12. — P. 567–574.
15. Штауфер Г. Лазерная гибридная сварка // Сварка и сое-динение 2000. Новые материалы и новые перспективы:Тр. междунар. конф., Израиль, 18–20 июля, 2000 г. —М.: Московское региональное отделение РНТСО, 2000.— С. 53–61.
16. Tusek J. Synergic operation of welding arc and laser beam— for practical application or for scientific research only? //Varilna Tehnika. — 1996. — 45, 2. — P. 39–46.
17. Diebold T. P., Albright C. E. «Laser-GTA» welding of alu-minum alloy 5052 // Welding J. — 1984. — 63, 6. —P. 18–24.
18. Dilthey U., Lueder F., Wieschenamm. Expamded capadilitiesin welding of aluminium alloys with lazer-WIG hybred pro-cess // Aluminium. — 1999. — 75, 1/2. — P. 64–75.
19. Гибридная сварка (лазерная + импульсная МИГ на пере-менном токе) тонколистовых алюминиевых сплавов / Т.Уэяма, Х. Тонг, И. Ядзава и др. // Сварка легких метал-лов. — 2003. — 41, 12. — С. 9–16.
20. Гибридная лазерно-микроплазменная сварка металловмалых толщин / Б. Е. Патон, В. С. Гвоздецкий, И. В.Кривцун и др. // Автомат. сварка. — 2002. — 3. —С. 5–9.
21. Рабкин Д. М., Лозовская А. В, Склабинская И. Е. Метал-ловедение сварки алюминиевых сплавов. — Киев: Наук.думка, 1992. — 160 с.
The process of production of joints in aluminium alloys by the hybrid laser-plasma welding method was investigated.Peculiarities of properties and structure of these joints were studied. The welding experiments were conducted both withand without filler wire, which allowed elimination of porosity of the welded joints and considerable improvement oftheir properties.
Поступила в редакцию 06.03.2007
20 11/2007
УДК 621.791:669.71
ИССЛЕДОВАНИЕ ХАРАКТЕРА РАЗРУШЕНИЯСВАРНЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНОГО СПЛАВА В96цс
В УСЛОВИЯХ ВНЕЦЕНТРЕННОГО РАСТЯЖЕНИЯТ. М. ЛАБУР, д-р техн. наук, чл.-кор. НАН Украины А. Я. ИЩЕНКО,
Т. Г. ТАРАНОВА, В. А. КОСТИН, кандидаты техн. наук,чл.-кор. НАН Украины Г. М. ГРИГОРЕНКО (Ин-т электросварки им. Е. О. Патона НАН Украины)
Изучены закономерности зарождения и распространения трещин в сплаве В96цс в условиях внецентренного рас-тяжения. Методом фрактографического анализа установлены причины и механизмы возникновения очагов разру-шения на отдельных участках околошовной зоны сварных соединений после различных условий сварочного нагрева.
К л ю ч е в ы е с л о в а : алюминиевый сплав, сварочный наг-рев, неплавящийся электрод, электронный луч, зона терми-ческого влияния, внецентренное растяжение, микрост-руктура излома, фрактографический анализ, зарождениетрещины, распространение трещины, разрушение
Введение циркония и скандия в алюминиевыесплавы обеспечивает формирование бездендрит-ной мелкодисперсной структуры, упрочненнойдисперсными выделениями интерметаллидов наоснове указанных элементов [1–3]. Уменьшениеразмеров зерен при введении этих элементов при-водит к замедлению распада твердого растворав алюминиевых сплавах и последующей коагу-ляции продуктов распада в процессе сварки. Свар-ные соединения при этом отличаются более вы-сокой прочностью, что позволяет их использоватьпри создании ответственных сварных конструк-ций летательных аппаратов с высокими показа-телями прочности и надежности при эксплуа-тации [4, 5].
В условиях эксплуатации морфология и хи-мический состав интерметаллидных соединенийзачастую определяют процессы зарождения и рас-пространения трещин при разрушении [3–10].Большой массив данных об особенностях обра-зования и роста микротрещин в алюминиевыхсплавах свидетельствует об актуальности и зна-чимости этой проблемы. В указанных работах ав-торы отмечают, что в алюминиевых сплавах пре-обладает вязкий характер разрушения, которыйсвязан с формированием ямок (микропор) и пос-ледующим их слиянием в процессе реализациипластической деформации. Величина ямок опре-деляется размером зерна и расстоянием междувключениями. В изломах сложнолегированныхалюминиевых сплавов наблюдается неоднородноераспределение мелких и крупных ямок.
Информация об особенностях протекания про-цессов зарождения и распространения трещин в
сварных соединениях высокопрочного алюмини-евого сплава В96цс в печати отсутствует. Намипредпринята попытка с помощью качественныхподходов растровой электронной микроскопииустановить влияние структурной и физической не-однородности, имеющей место в сварных соеди-нениях, на зарождение трещин и характер их рас-пространения. Такой метод исследования не толь-ко дополняет имеющиеся сведения, полученныена основе механики разрушения, но и являетсябазой для достоверной экспертизы особенностейвозникновения трещин при повреждении сварныхконструкций, а также для изучения различных эта-пов их разрушения.
Характер структурных изменений, которыепроисходят в металле высокопрочного алюмини-евого сплава В96цс при термическом цикле свар-ки, исследовали с использованием растровогоэлектронного микроскопа (РЭМ) JSM-840, осна-щенного системой микроанализа «Линк 860/500».Взаимодействие электронного пучка растровогомикроскопа со структурными составляющими, со-держащими такие элементы, как магний, медь,цирконий, скандий, создает различный контрастизображения изучаемых фаз, благодаря чему по-является возможность получения качественной иколичественной оценки влияния формы и разме-ров частиц на зарождение и распространение тре-щины в структуре сплава В96цс в зависимостиот теплофизических условий нагрева, протекаю-щих в околошовной зоне (ОШЗ) при различныхспособах сварки плавлением — сварке неплавя-щимся электродом (СНЭ) и электронно-лучевойсварке (ЭЛС). При этом использовали следующиеусловия нагрева: перегрев при T = 550 °С, 3 с;закалка при T = 460 °С, 1 ч; отжиг при T = 360 °С,20 мин; отпуск при T = 360 °С, 3 мин; старениепри T = 140 °С, 7 ч. Для моделирования различныхусловий охлаждения использовали воздух и воду.
© Т. М. Лабур, А. Я. Ищенко, Т. Г. Таранова, В. А. Костин, Г. М. Григоренко, 2007
11/2007 21
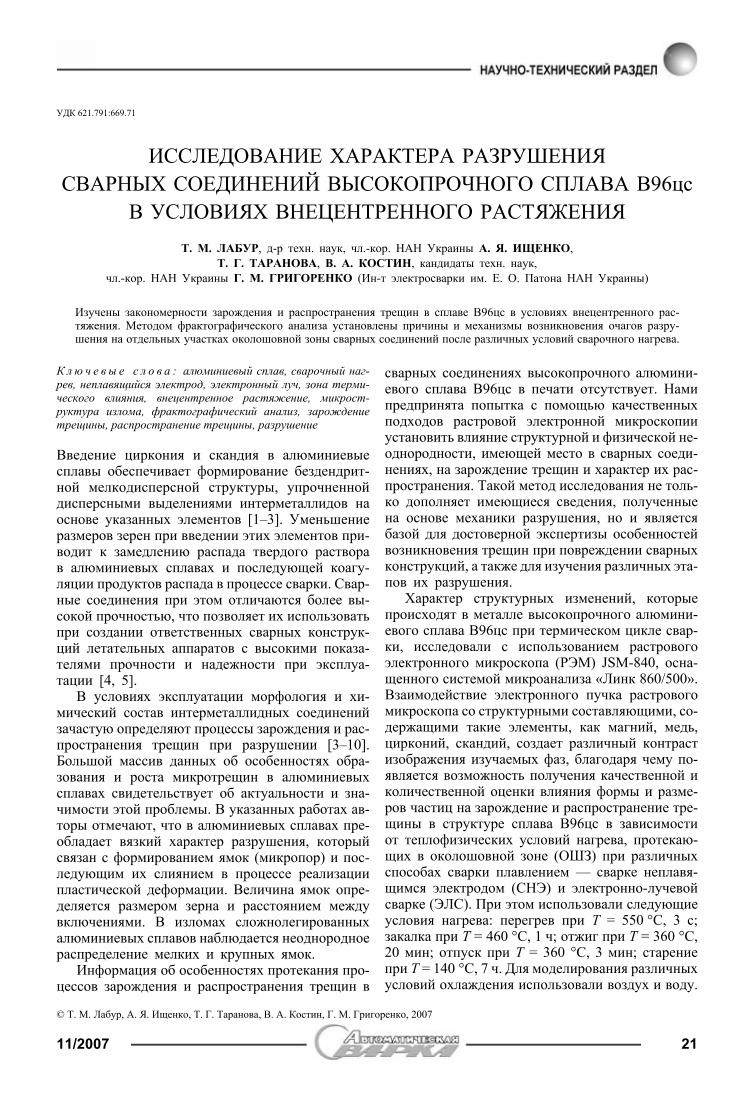
Влияние теплофизических условий на характерис-тики сопротивления разрушению на исследуемыхучастках ОШЗ сварных соединений сплава В96цспоказано на рис. 1.
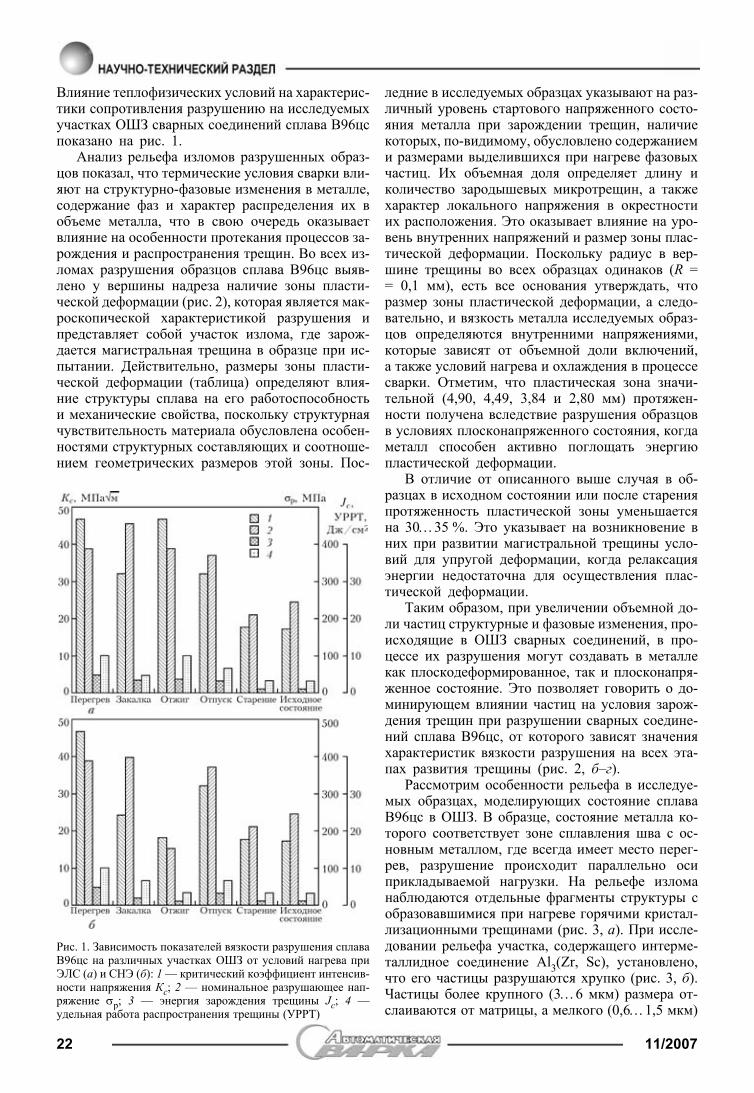
Анализ рельефа изломов разрушенных образ-цов показал, что термические условия сварки вли-яют на структурно-фазовые изменения в металле,содержание фаз и характер распределения их вобъеме металла, что в свою очередь оказываетвлияние на особенности протекания процессов за-рождения и распространения трещин. Во всех из-ломах разрушения образцов сплава В96цс выяв-лено у вершины надреза наличие зоны пласти-ческой деформации (рис. 2), которая является мак-роскопической характеристикой разрушения ипредставляет собой участок излома, где зарож-дается магистральная трещина в образце при ис-пытании. Действительно, размеры зоны пласти-ческой деформации (таблица) определяют влия-ние структуры сплава на его работоспособностьи механические свойства, поскольку структурнаячувствительность материала обусловлена особен-ностями структурных составляющих и соотноше-нием геометрических размеров этой зоны. Пос-
ледние в исследуемых образцах указывают на раз-личный уровень стартового напряженного состо-яния металла при зарождении трещин, наличиекоторых, по-видимому, обусловлено содержаниеми размерами выделившихся при нагреве фазовыхчастиц. Их объемная доля определяет длину иколичество зародышевых микротрещин, а такжехарактер локального напряжения в окрестностиих расположения. Это оказывает влияние на уро-вень внутренних напряжений и размер зоны плас-тической деформации. Поскольку радиус в вер-шине трещины во всех образцах одинаков (R == 0,1 мм), есть все основания утверждать, чторазмер зоны пластической деформации, а следо-вательно, и вязкость металла исследуемых образ-цов определяются внутренними напряжениями,которые зависят от объемной доли включений,а также условий нагрева и охлаждения в процессесварки. Отметим, что пластическая зона значи-тельной (4,90, 4,49, 3,84 и 2,80 мм) протяжен-ности получена вследствие разрушения образцовв условиях плосконапряженного состояния, когдаметалл способен активно поглощать энергиюпластической деформации.
В отличие от описанного выше случая в об-разцах в исходном состоянии или после старенияпротяженность пластической зоны уменьшаетсяна 30…35 %. Это указывает на возникновение вних при развитии магистральной трещины усло-вий для упругой деформации, когда релаксацияэнергии недостаточна для осуществления плас-тической деформации.
Таким образом, при увеличении объемной до-ли частиц структурные и фазовые изменения, про-исходящие в ОШЗ сварных соединений, в про-цессе их разрушения могут создавать в металлекак плоскодеформированное, так и плосконапря-женное состояние. Это позволяет говорить о до-минирующем влиянии частиц на условия зарож-дения трещин при разрушении сварных соедине-ний сплава В96цс, от которого зависят значенияхарактеристик вязкости разрушения на всех эта-пах развития трещины (рис. 2, б–г).
Рассмотрим особенности рельефа в исследуе-мых образцах, моделирующих состояние сплаваВ96цс в ОШЗ. В образце, состояние металла ко-торого соответствует зоне сплавления шва с ос-новным металлом, где всегда имеет место перег-рев, разрушение происходит параллельно осиприкладываемой нагрузки. На рельефе изломанаблюдаются отдельные фрагменты структуры собразовавшимися при нагреве горячими кристал-лизационными трещинами (рис. 3, а). При иссле-довании рельефа участка, содержащего интерме-таллидное соединение Al3(Zr, Sc), установлено,что его частицы разрушаются хрупко (рис. 3, б).Частицы более крупного (3…6 мкм) размера от-слаиваются от матрицы, а мелкого (0,6…1,5 мкм)
Рис. 1. Зависимость показателей вязкости разрушения сплаваВ96цс на различных участках ОШЗ от условий нагрева приЭЛС (а) и СНЭ (б): 1 — критический коэффициент интенсив-ности напряжения Кс; 2 — номинальное разрушающее нап-ряжение σр; 3 — энергия зарождения трещины Jс; 4 —удельная работа распространения трещины (УРРТ)
22 11/2007
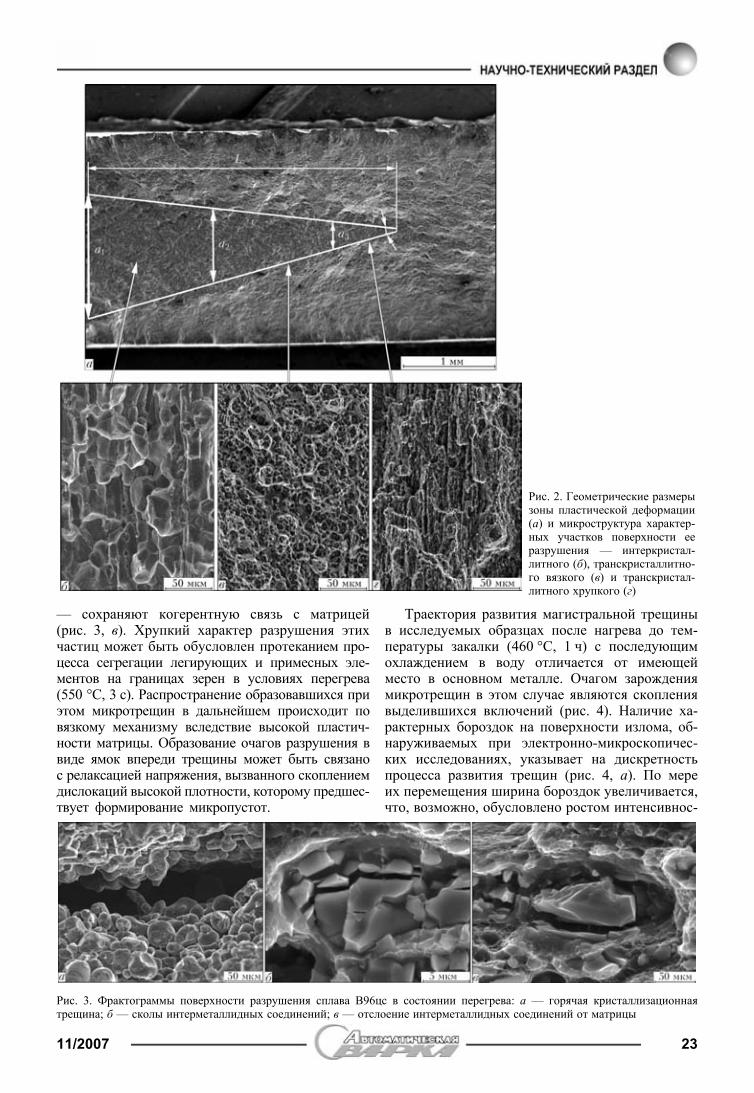
— сохраняют когерентную связь с матрицей(рис. 3, в). Хрупкий характер разрушения этихчастиц может быть обусловлен протеканием про-цесса сегрегации легирующих и примесных эле-ментов на границах зерен в условиях перегрева(550 °С, 3 с). Распространение образовавшихся приэтом микротрещин в дальнейшем происходит повязкому механизму вследствие высокой пластич-ности матрицы. Образование очагов разрушения ввиде ямок впереди трещины может быть связанос релаксацией напряжения, вызванного скоплениемдислокаций высокой плотности, которому предшес-твует формирование микропустот.
Траектория развития магистральной трещиныв исследуемых образцах после нагрева до тем-пературы закалки (460 °С, 1 ч) с последующимохлаждением в воду отличается от имеющейместо в основном металле. Очагом зарождениямикротрещин в этом случае являются скоплениявыделившихся включений (рис. 4). Наличие ха-рактерных бороздок на поверхности излома, об-наруживаемых при электронно-микроскопичес-ких исследованиях, указывает на дискретностьпроцесса развития трещин (рис. 4, а). По мереих перемещения ширина бороздок увеличивается,что, возможно, обусловлено ростом интенсивнос-
Рис. 2. Геометрические размерызоны пластической деформации(а) и микроструктура характер-ных участков поверхности ееразрушения — интеркристал-литного (б), транскристаллитно-го вязкого (в) и транскристал-литного хрупкого (г)
Рис. 3. Фрактограммы поверхности разрушения сплава В96цс в состоянии перегрева: а — горячая кристаллизационнаятрещина; б — сколы интерметаллидных соединений; в — отслоение интерметаллидных соединений от матрицы
11/2007 23
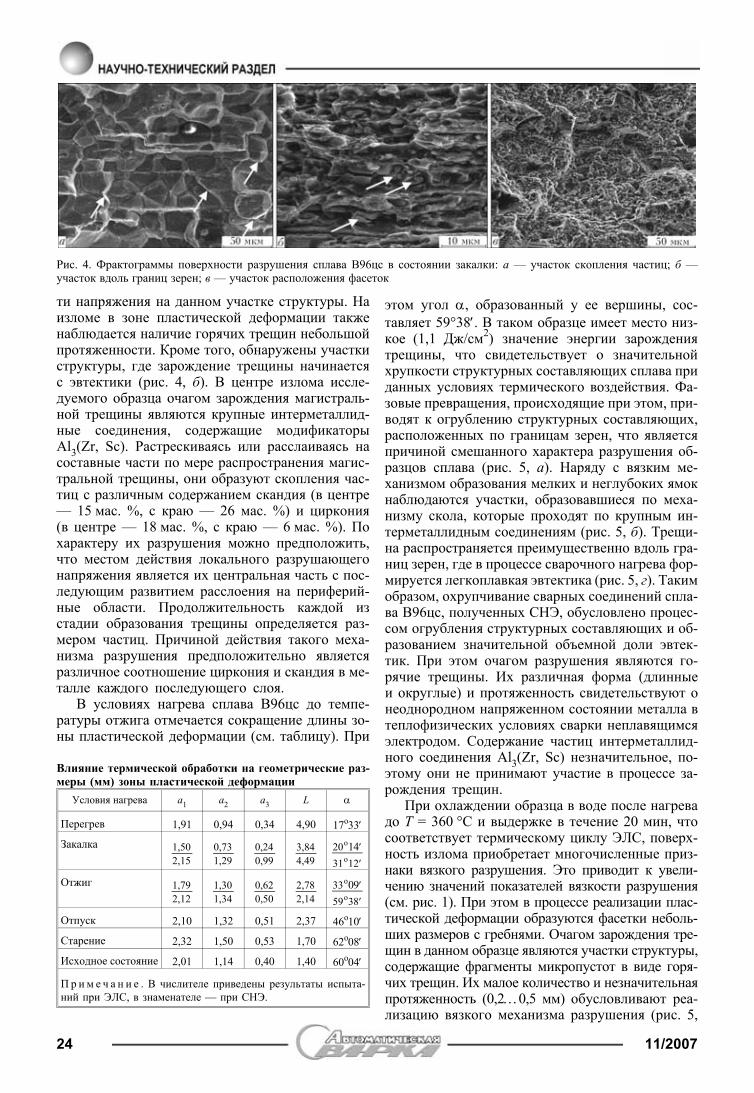
ти напряжения на данном участке структуры. Наизломе в зоне пластической деформации такженаблюдается наличие горячих трещин небольшойпротяженности. Кроме того, обнаружены участкиструктуры, где зарождение трещины начинаетсяс эвтектики (рис. 4, б). В центре излома иссле-дуемого образца очагом зарождения магистраль-ной трещины являются крупные интерметаллид-ные соединения, содержащие модификаторыAl3(Zr, Sc). Растрескиваясь или расслаиваясь насоставные части по мере распространения магис-тральной трещины, они образуют скопления час-тиц с различным содержанием скандия (в центре— 15 мас. %, с краю — 26 мас. %) и циркония(в центре — 18 мас. %, с краю — 6 мас. %). Похарактеру их разрушения можно предположить,что местом действия локального разрушающегонапряжения является их центральная часть с пос-ледующим развитием расслоения на периферий-ные области. Продолжительность каждой изстадии образования трещины определяется раз-мером частиц. Причиной действия такого меха-низма разрушения предположительно являетсяразличное соотношение циркония и скандия в ме-талле каждого последующего слоя.
В условиях нагрева сплава В96цс до темпе-ратуры отжига отмечается сокращение длины зо-ны пластической деформации (см. таблицу). При
этом угол α, образованный у ее вершины, сос-тавляет 59°38′. В таком образце имеет место низ-кое (1,1 Дж/см2) значение энергии зарождениятрещины, что свидетельствует о значительнойхрупкости структурных составляющих сплава приданных условиях термического воздействия. Фа-зовые превращения, происходящие при этом, при-водят к огрублению структурных составляющих,расположенных по границам зерен, что являетсяпричиной смешанного характера разрушения об-разцов сплава (рис. 5, а). Наряду с вязким ме-ханизмом образования мелких и неглубоких ямокнаблюдаются участки, образовавшиеся по меха-низму скола, которые проходят по крупным ин-терметаллидным соединениям (рис. 5, б). Трещи-на распространяется преимущественно вдоль гра-ниц зерен, где в процессе сварочного нагрева фор-мируется легкоплавкая эвтектика (рис. 5, г). Такимобразом, охрупчивание сварных соединений спла-ва В96цс, полученных СНЭ, обусловлено процес-сом огрубления структурных составляющих и об-разованием значительной объемной доли эвтек-тик. При этом очагом разрушения являются го-рячие трещины. Их различная форма (длинныеи округлые) и протяженность свидетельствуют онеоднородном напряженном состоянии металла втеплофизических условиях сварки неплавящимсяэлектродом. Содержание частиц интерметаллид-ного соединения Al3(Zr, Sc) незначительное, по-этому они не принимают участие в процессе за-рождения трещин.
При охлаждении образца в воде после нагревадо T = 360 °С и выдержке в течение 20 мин, чтосоответствует термическому циклу ЭЛС, поверх-ность излома приобретает многочисленные приз-наки вязкого разрушения. Это приводит к увели-чению значений показателей вязкости разрушения(см. рис. 1). При этом в процессе реализации плас-тической деформации образуются фасетки неболь-ших размеров с гребнями. Очагом зарождения тре-щин в данном образце являются участки структуры,содержащие фрагменты микропустот в виде горя-чих трещин. Их малое количество и незначительнаяпротяженность (0,2…0,5 мм) обусловливают реа-лизацию вязкого механизма разрушения (рис. 5,
Рис. 4. Фрактограммы поверхности разрушения сплава В96цс в состоянии закалки: а — участок скопления частиц; б —участок вдоль границ зерен; в — участок расположения фасеток
Влияние термической обработки на геометрические раз-меры (мм) зоны пластической деформации
Условия нагрева а1 а2 а3 L α
Перегрев 1,91 0,94 0,34 4,90 17о33′
Закалка 1,502,15
0,731,29
0,240,99
3,844,49
20o14′31o12′
Отжиг 1,792,12
1,301,34
0,620,50
2,782,14
33o09′59o38′
Отпуск 2,10 1,32 0,51 2,37 46о10′
Старение 2,32 1,50 0,53 1,70 62о08′
Исходное состояние 2,01 1,14 0,40 1,40 60о04′
Пр и м е ч а н и е . В числителе приведены результаты испыта-ний при ЭЛС, в знаменателе — при СНЭ.
24 11/2007
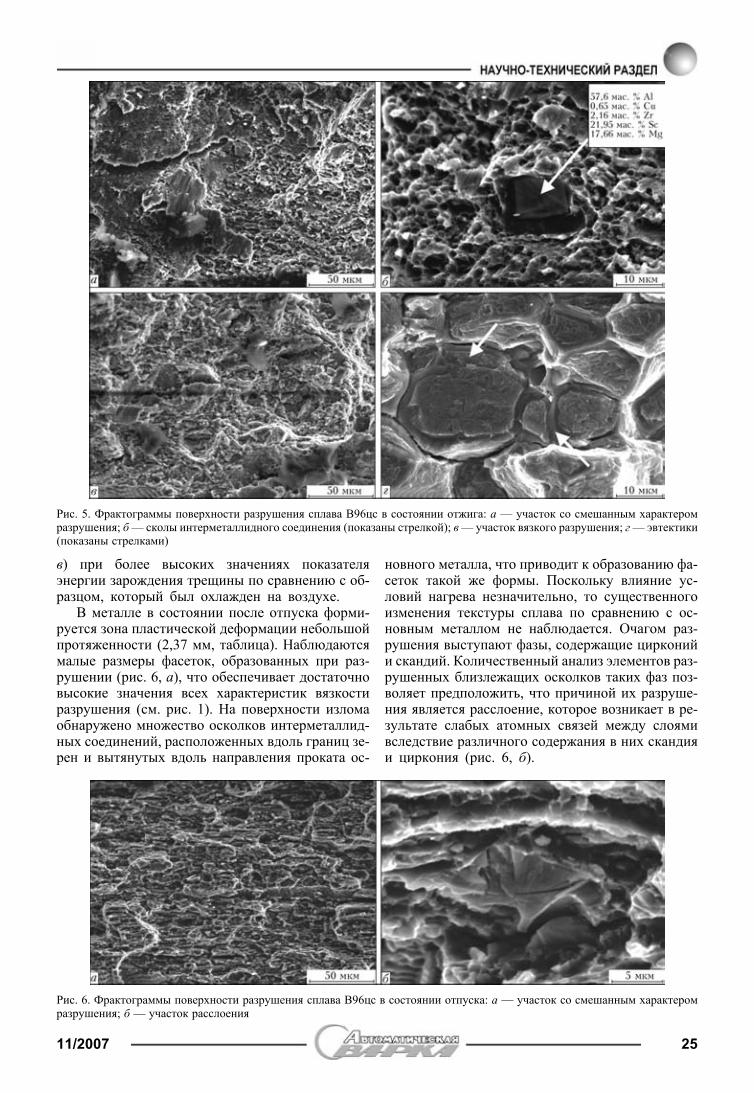
в) при более высоких значениях показателяэнергии зарождения трещины по сравнению с об-разцом, который был охлажден на воздухе.
В металле в состоянии после отпуска форми-руется зона пластической деформации небольшойпротяженности (2,37 мм, таблица). Наблюдаютсямалые размеры фасеток, образованных при раз-рушении (рис. 6, а), что обеспечивает достаточновысокие значения всех характеристик вязкостиразрушения (см. рис. 1). На поверхности изломаобнаружено множество осколков интерметаллид-ных соединений, расположенных вдоль границ зе-рен и вытянутых вдоль направления проката ос-
новного металла, что приводит к образованию фа-сеток такой же формы. Поскольку влияние ус-ловий нагрева незначительно, то существенногоизменения текстуры сплава по сравнению с ос-новным металлом не наблюдается. Очагом раз-рушения выступают фазы, содержащие цирконийи скандий. Количественный анализ элементов раз-рушенных близлежащих осколков таких фаз поз-воляет предположить, что причиной их разруше-ния является расслоение, которое возникает в ре-зультате слабых атомных связей между слоямивследствие различного содержания в них скандияи циркония (рис. 6, б).
Рис. 6. Фрактограммы поверхности разрушения сплава В96цс в состоянии отпуска: а — участок со смешанным характеромразрушения; б — участок расслоения
Рис. 5. Фрактограммы поверхности разрушения сплава В96цс в состоянии отжига: а — участок со смешанным характеромразрушения; б — сколы интерметаллидного соединения (показаны стрелкой); в — участок вязкого разрушения; г — эвтектики(показаны стрелками)
11/2007 25

В образце сплава В96цс, когда металл нахо-дится в состоянии после искусственного старения,наблюдается уменьшение протяженности зоныпластической деформации у надреза с 2,37 до1,70 мм (см. таблицу) и изменение рельефа(рис. 7). Фасетки имеют преимущественно не-большую глубину, малые размеры, они сильновытянуты вдоль направления проката. Наличиена изломе исследуемого образца признаков каквязкого, так и хрупкого разрушения (рис. 7, а)указывает на смешанный характер развития тре-щины. Ее зарождение происходит по механизмухрупкого скола. Процесс распространения трещи-ны реализуется в ходе пластической деформацииматрицы вдоль линий скольжения. Особенностьюразрушения крупных частиц, содержащих цирко-ний и скандий, является растрескивание (рис. 7,б). Содержание этих элементов в слоях, образу-ющихся у вершины и основания включения, от-личается примерно в 5 раз.
Разрушение сплава В96цс в исходном состо-янии имеет смешанный характер, когда одновре-менно действуют два или больше механизмовразрушения [10]. Это означает, что при испытаниив условиях внецентренного растяжения в иссле-дуемом образце возникает взаимодействие междуразличными факторами. Поэтому характер про-цесса разрушения сплава В96цс несколько отли-
чается от имеющего место в пластичных алюми-ниевых сплавов. Подобное поведение металла мо-жет реализоваться в условиях, когда уровеньнапряжения при пластической деформации недос-таточен для разрушения по механизму слияния пор.Наличие в изломах частиц, разрушенных сколом,а также участков, образовавшихся по механизмуотрыва, свидетельствует о неоднородностимеханических свойств структурных составляющихсплава В96цс (рис. 8). Значительное количествомелких трещин на включениях подтверждает тотфакт, что они зародились на этапе распространениямагистральной трещины. Их подрастание проис-ходило по мере приближения фронта магистраль-ной трещины. На границах между зернами рядомс первичными включениями циркония и скандиянаблюдаются эвтектические образования. Причемсодержание циркония в них в 2 раза меньше, чемскандия.
Выводы
1. На основании исследований изломов сплаваВ96цс методом фрактографического анализа оп-ределены общие закономерности зарождения ираспространения трещин при внецентренном рас-тяжении образцов после различных условий сва-рочного нагрева.
Рис. 8. Фрактограммы поверхности разрушения сплава В96цс в исходном состоянии: а, б — см. рис. 7
Рис. 7. Фрактограммы поверхности разрушения сплава В96цс в состоянии искусственного старения: а — участок сосмешанным характером разрушения с расслоением вдоль направления проката; б — участок с растрескиванием крупногоинтерметаллидного соединения
26 11/2007
2. Теплофизические условия нагрева, сопро-вождающие процесс сварки плавлением (СНЭ иЭЛС), оказывают существенное влияние на спо-собность сплава В96цс пластически деформиро-ваться вблизи расположения хрупких включений,тем самым противодействуя зарождению трещи-ны. Появление очагов зарождения трещин связанос изменением состояния межзеренного пространс-тва вследствие укрупнения интерметаллидных со-единений, образования легкоплавкой эвтектики, атакже увеличения размеров и объемной доли фази включений. Перегрев металла приводит к разви-тию неоднородности по содержанию легирующихэлементов и примесей в связи с их сегрегациейвдоль границ зерен, образования хрупких межзе-ренных прослоек из пересыщенных фаз, особеннона границе сплавления, где прослойки формируютплотный каркас вокруг зерен. Связанное с этим по-вышение уровня концентрации напряжения облег-чает зарождение трещины вследствие растрескива-ния фаз или нарушения контакта с матрицей, чтоснижает показатели прочности и вязкости сплаваВ96цс: σр = 211 МПа; Kс = 17,7 МПа√м;Jс = 1,1 Дж/см2; УРРТ = 3,2 Дж/см2.
3. Развитие магистральной трещины в сплавеВ96цс происходит преимущественно в результатеотрыва металла, направленного перпендикулярноприложению нагрузки. Оно сопровождается раст-
рескиванием фаз, содержащих легирующие эле-менты, и расслоением включений, в состав кото-рых входят цирконий и скандий.
1. Закономерности легирования алюминиевых сплавовскандием / В. И. Елагин, В. В. Захаров, Т. Д. Ростова,Ю. А. Филатов // Вест. ноу-хау. — 1993. — 2. —С. 62–66.
2. Захаров В. В., Ростова Т. Д. Полосы сдвига в алюминие-вых сплавах, содержащих скандий и литий // Металлове-дение и терм. обраб. мет. — 1996. — 4. — С. 18–21.
3. Фридляндер И. Н. Алюминиевые сплавы в летательныхаппаратах в периоды 1970–2000 и 2001–2015 гг. // Тех-нология легких сплавов. — 2002. — 4. — С. 12–17.
4. Ищенко А. Я., Лабур Т. М. Свариваемые алюминиевыесплавы со скандием. — Киев: МИИВЦ, 1999. — 114 c.
5. Давыдов В. Г. Металловедческие и технологические ис-следования алюминиево-литиевых сплавов на современ-ном этапе // Технология легких сплавов. — 1997. — 5.— С. 15–25.
6. Кишкина С. И. Сопротивление разрушению алюминие-вых сплавов. — М.: Металлургия, 1981. — 280 c.
7. Гордеева Т. А., Жегина И. П. Анализ изломов при оценкенадежности материалов. — М.: Машиностроение, 1978.— 199 с.
8. Расчеты и испытания на прочность в машиностроении,классификация видов поверхностей разрушения (изло-мов) металлов. — М.: Изд-во стандартов СССР, 1989. —45 с.
9. Романив О. Н. Структурная механика разрушения — но-вое перспективное направление в проблеме разрушенияметаллов // Физико-хим. механика материалов. — 1981.— 4. — С. 28–32.
10. Фрактография и атлас фрактограмм: Справоч. — М.:Металлургия, 1982. — 489 с.
Regularities of initiation and propagation of cracks in V96tss alloy under the conditions of off-center tension have beenstudied. Fractographic analysis was used to establish the causes and mechanisms of initiation of fracture sites in individualsections of the welded joint HAZ after different conditions of welding heating.
Поступила в редакцию 01.02.2006
НОВАЯ КНИГА
Алюминий и его сплавы в современных сварных конструкциях / А. Я.Ищенко, Т. М. Лабур, В. Н. Бернадский, О. К. Маковецкая. – Киев: Эко-технология, 2006. – 112 с.
Книга состоит из двух частей. В первой части представлена систе-матизированная экономико-статистическая информация о мировомпроизводстве и потреблении алюминиевой продукции, во второйчасти — техническая информация об алюминиевых сплавах для свар-ных конструкций, основных технологиях их соединения и наиболееперспективных областях применения алюминия в сварных конст-рукциях.
Рассчитана на инженерно-технических работников, студентоввузов и учащихся средних специальных учебных заведений.
11/2007 27
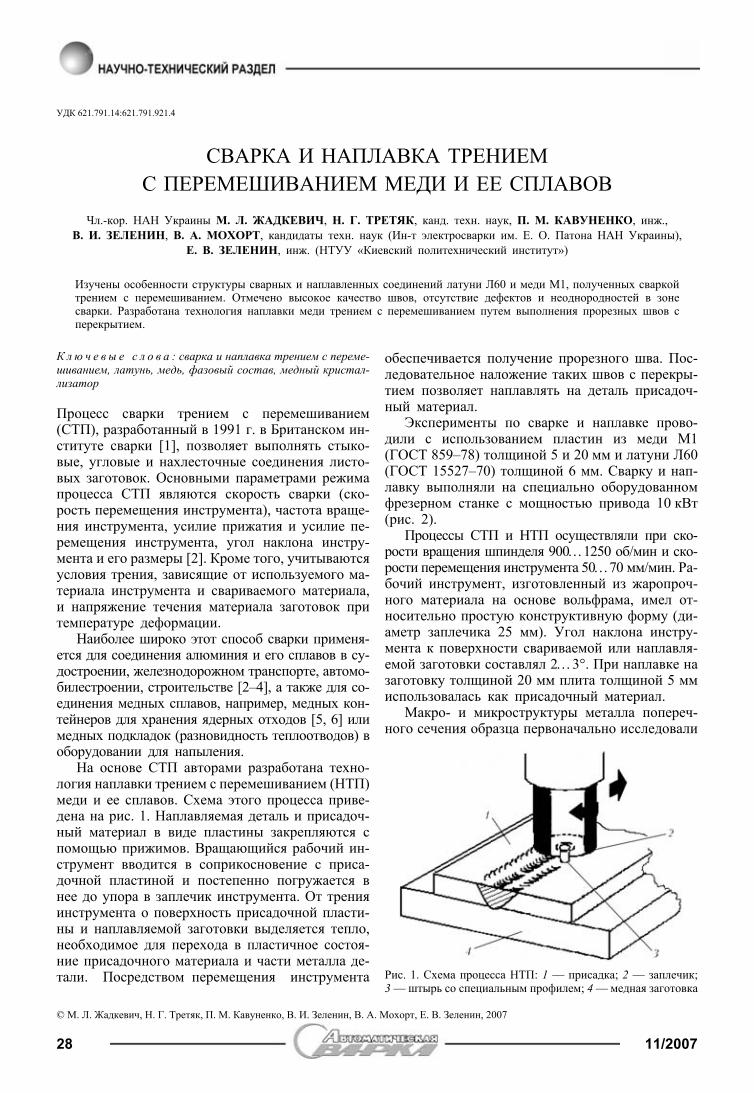
УДК 621.791.14:621.791.921.4
СВАРКА И НАПЛАВКА ТРЕНИЕМС ПЕРЕМЕШИВАНИЕМ МЕДИ И ЕЕ СПЛАВОВ
Чл.-кор. НАН Украины М. Л. ЖАДКЕВИЧ, Н. Г. ТРЕТЯК, канд. техн. наук, П. М. КАВУНЕНКО, инж.,В. И. ЗЕЛЕНИН, В. А. МОХОРТ, кандидаты техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины),
Е. В. ЗЕЛЕНИН, инж. (НТУУ «Киевский политехнический институт»)
Изучены особенности структуры сварных и наплавленных соединений латуни Л60 и меди М1, полученных сваркойтрением с перемешиванием. Отмечено высокое качество швов, отсутствие дефектов и неоднородностей в зонесварки. Разработана технология наплавки меди трением с перемешиванием путем выполнения прорезных швов сперекрытием.
К л ю ч е в ы е с л о в а : сварка и наплавка трением с переме-шиванием, латунь, медь, фазовый состав, медный кристал-лизатор
Процесс сварки трением с перемешиванием(СТП), разработанный в 1991 г. в Британском ин-ституте сварки [1], позволяет выполнять стыко-вые, угловые и нахлесточные соединения листо-вых заготовок. Основными параметрами режимапроцесса СТП являются скорость сварки (ско-рость перемещения инструмента), частота враще-ния инструмента, усилие прижатия и усилие пе-ремещения инструмента, угол наклона инстру-мента и его размеры [2]. Кроме того, учитываютсяусловия трения, зависящие от используемого ма-териала инструмента и свариваемого материала,и напряжение течения материала заготовок притемпературе деформации.
Наиболее широко этот способ сварки применя-ется для соединения алюминия и его сплавов в су-достроении, железнодорожном транспорте, автомо-билестроении, строительстве [2–4], а также для со-единения медных сплавов, например, медных кон-тейнеров для хранения ядерных отходов [5, 6] илимедных подкладок (разновидность теплоотводов) воборудовании для напыления.
На основе СТП авторами разработана техно-логия наплавки трением с перемешиванием (НТП)меди и ее сплавов. Схема этого процесса приве-дена на рис. 1. Наплавляемая деталь и присадоч-ный материал в виде пластины закрепляются спомощью прижимов. Вращающийся рабочий ин-струмент вводится в соприкосновение с приса-дочной пластиной и постепенно погружается внее до упора в заплечик инструмента. От тренияинструмента о поверхность присадочной пласти-ны и наплавляемой заготовки выделяется тепло,необходимое для перехода в пластичное состоя-ние присадочного материала и части металла де-тали. Посредством перемещения инструмента
обеспечивается получение прорезного шва. Пос-ледовательное наложение таких швов с перекры-тием позволяет наплавлять на деталь присадоч-ный материал.
Эксперименты по сварке и наплавке прово-дили с использованием пластин из меди М1(ГОСТ 859–78) толщиной 5 и 20 мм и латуни Л60(ГОСТ 15527–70) толщиной 6 мм. Сварку и нап-лавку выполняли на специально оборудованномфрезерном станке с мощностью привода 10 кВт(рис. 2).
Процессы СТП и НТП осуществляли при ско-рости вращения шпинделя 900…1250 об/мин и ско-рости перемещения инструмента 50…70 мм/мин. Ра-бочий инструмент, изготовленный из жаропроч-ного материала на основе вольфрама, имел от-носительно простую конструктивную форму (ди-аметр заплечика 25 мм). Угол наклона инстру-мента к поверхности свариваемой или наплавля-емой заготовки составлял 2…3°. При наплавке назаготовку толщиной 20 мм плита толщиной 5 ммиспользовалась как присадочный материал.
Макро- и микроструктуры металла попереч-ного сечения образца первоначально исследовали
© М. Л. Жадкевич, Н. Г. Третяк, П. М. Кавуненко, В. И. Зеленин, В. А. Мохорт, Е. В. Зеленин, 2007
Рис. 1. Схема процесса НТП: 1 — присадка; 2 — заплечик;3 — штырь со специальным профилем; 4 — медная заготовка
28 11/2007

с помощью микроскопа МБС-10. Образцы шли-фовали, полировали, а затем в течение 60 с под-вергали травлению в специальном растворе, сос-тоящем из 10 г ортофосфорной кислоты,0,3…0,4 г хромового ангидрида и двух капель пе-рекиси водорода. Микроструктуру и химическийсостав металла исследовали с помощью растро-вого электронного микроскопа-микроанализатораРЕММА-101А. Твердость HRB определяли постандартной методике, а фазовый состав — рен-тгеновским дифрактометрическим методом.
Внешний вид полученного соединения приве-ден на рис. 3. На рисунке видно, что лицеваяповерхность шва гладкая со следами от заплечика.Анализ макрошлифов соединений показал отсут-ствие дефектов в виде пор, трещин, несплошнос-тей.
На рис. 4 представлено распределение различ-ных структурных зон в сечении сварного шва [7].
Металлографический анализ показал, что ос-новные изменения структуры происходят в зонахC и D, где в основном и имеет место переме-шивание металла при сварке. Размер зерна в цен-тре сварного (в зоне ядра) шва значительно от-личается от размера зерна основного металла. Нарис. 5, а приведена микроструктура основного ме-талла, состоящая из двух фаз α + βII со среднимразмером зерна 50…60 мкм, а на рис. 5, б —микроструктура металла зоны рекристаллизациисварного образца из латуни, зерна в которой из-мельчились до 5…7 мкм. При этом в зоне ядраизменения химического состава не происходят,что подтверждает микрорентгеноспектральныйанализ.
Изменение твердости в зависимости от рас-стояния от центра шва в его поперечном сеченииприведено на рис. 6. Твердость металла зоны пе-ремешивания на HRB 10…12 выше, чем у ос-новного металла.
Результаты химического и микрорентгенос-пектрального анализа основного металла и ме-талла шва, представленные на рис. 7, свидетель-ствуют о наличии одних и тех же структурныхзон, состоящих из фаз α + βII, и отсутствии из-менений в химическом составе металла сварногошва по сравнению с основным металлом.
Рис. 2. Лабораторная установка для СТП и НТП
Рис. 3. Лицевая поверхность соединения латуни Л60, полу-ченного СТП
Рис. 4. Схема расположения структурных зон при СТП (а) [8]и макроструктура ( 5) соединения латуни (б): A — основнойметалл; B — зона термического влияния; C — зона термоме-ханического влияния; D — динамическая рекристаллизация(ядро)
Рис. 5. Микрост-руктура основногометалла (латуньЛ60) (а) и металлав зоне ядра шва (б)
11/2007 29
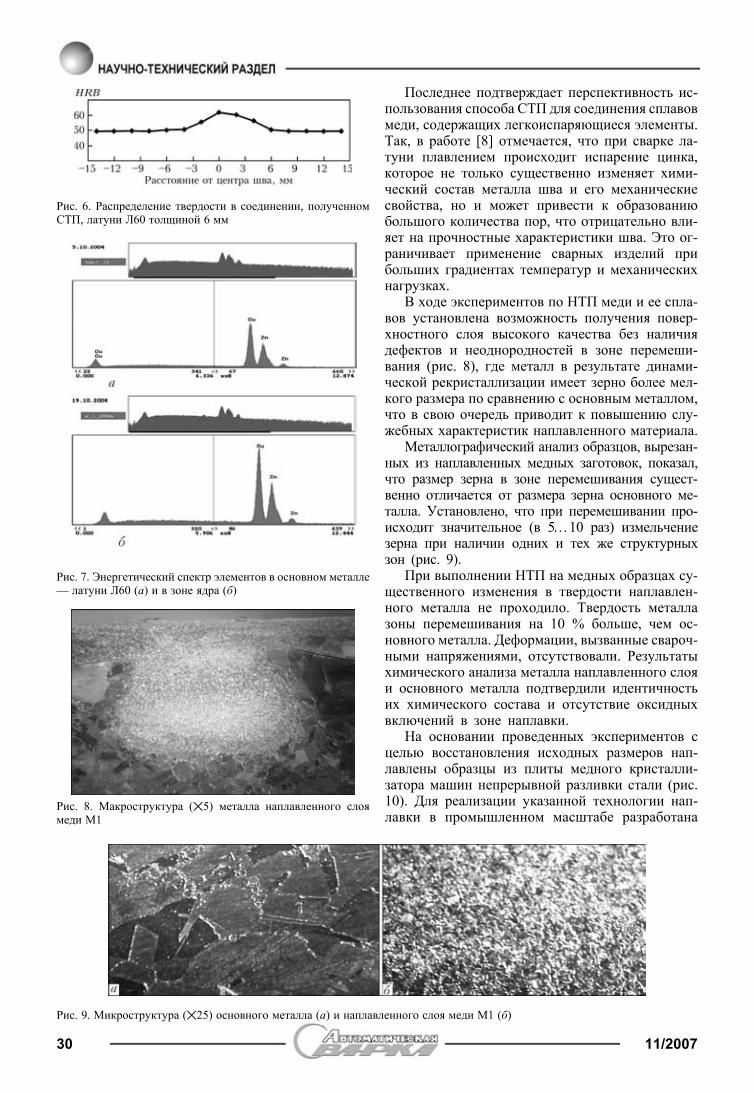
Последнее подтверждает перспективность ис-пользования способа СТП для соединения сплавовмеди, содержащих легкоиспаряющиеся элементы.Так, в работе [8] отмечается, что при сварке ла-туни плавлением происходит испарение цинка,которое не только существенно изменяет хими-ческий состав металла шва и его механическиесвойства, но и может привести к образованиюбольшого количества пор, что отрицательно вли-яет на прочностные характеристики шва. Это ог-раничивает применение сварных изделий прибольших градиентах температур и механическихнагрузках.
В ходе экспериментов по НТП меди и ее спла-вов установлена возможность получения повер-хностного слоя высокого качества без наличиядефектов и неоднородностей в зоне перемеши-вания (рис. 8), где металл в результате динами-ческой рекристаллизации имеет зерно более мел-кого размера по сравнению с основным металлом,что в свою очередь приводит к повышению слу-жебных характеристик наплавленного материала.
Металлографический анализ образцов, вырезан-ных из наплавленных медных заготовок, показал,что размер зерна в зоне перемешивания сущест-венно отличается от размера зерна основного ме-талла. Установлено, что при перемешивании про-исходит значительное (в 5…10 раз) измельчениезерна при наличии одних и тех же структурныхзон (рис. 9).
При выполнении НТП на медных образцах су-щественного изменения в твердости наплавлен-ного металла не проходило. Твердость металлазоны перемешивания на 10 % больше, чем ос-новного металла. Деформации, вызванные свароч-ными напряжениями, отсутствовали. Результатыхимического анализа металла наплавленного слояи основного металла подтвердили идентичностьих химического состава и отсутствие оксидныхвключений в зоне наплавки.
На основании проведенных экспериментов сцелью восстановления исходных размеров нап-лавлены образцы из плиты медного кристалли-затора машин непрерывной разливки стали (рис.10). Для реализации указанной технологии нап-лавки в промышленном масштабе разработана
Рис. 6. Распределение твердости в соединении, полученномСТП, латуни Л60 толщиной 6 мм
Рис. 7. Энергетический спектр элементов в основном металле— латуни Л60 (а) и в зоне ядра (б)
Рис. 8. Макроструктура ( 5) металла наплавленного слоямеди М1
Рис. 9. Микроструктура ( 25) основного металла (а) и наплавленного слоя меди М1 (б)
30 11/2007
конструкция головки для СТП и НТП, котораяможет быть применена в составе серийных пор-тальных металлообрабатывающих станков. Приэтом толщина свариваемых заготовок или нап-лавленного слоя может достигать 20…30 мм.
Выводы1. При СТП латуни Л60 получены качественныешвы без наличия дефектов и изменения хими-ческого состава в зоне перемешивания. При этомтвердость металла шва возрастала на 15…20 %по сравнению с основным металлом.
2. Разработана принципиально новая техноло-гия НТП меди путем выполнения прорезных швовс перекрытием.
3. Наплавлены фрагменты плиты медногокристаллизатора машины непрерывной разливкистали и разработана конструкция головки для ре-ализации промышленной технологии НТП.
1. Eur. Pat. Spec 0615480B1. Improvements relating to frictionwelding / W. M. Thomas, E. D. Nicholas, J. C. Needham etal. — Publ. 1995.
2. Process optimisation of friction stir welding in fabrication ofaluminium ship panel / O. T. Midling, M. Hval, H. G. Johan-sen, L. D. Oosterkamp // Proc. Third intern. forum alumini-um ships. — Haugesund, May 27–28, 1998. — Haugesund,1998. — P. 2–10.
3. Application of friction stir welding to the manufacturing ofthe next generation «A-train» type rolling stock / T. Kawasa-ki, T. Makino, S. Todori et al. // 2nd Intern. symp. on FSW,Gothemburg, Sweden, June, 2000. — Gothemburg, 2000. —P. 26–28.
4. Johnsen M. R. Friction stir welding takes off at Boeing //Welding J. — 1999. — Feb. — P. 35–39.
5. Cederqvist L. A weld that lasts for 100,000 years // Svetsa-ren. — 2005. — 60, 2. — P. 31–33.
6. Fabrication of backing plate of copper alloy by friction stirwelding / Okamoto Kazutaka, Hirano Satoshi, Doi Masayu-ke et al. // Jap. Weld. Soc. — 2002. — 70. — P. 192–193.
7. Threadgill P. Friction stir welds in aluminium alloys — pre-liminary microstructural assessment // TWI Bulletin. —1997. — March/Apr. — P. 30–33.
8. Абрамович В. Р., Деменцевич В. П, Ефимов Л. А. Сваркаплавлением меди и сплавов на медной основе. — Л.: Ма-шиностроение, 1988. — 215 c.
Features of structure of welded and surfaced joints of brass L60 and copper M1 produced by friction stir welding havebeen studied. A high quality of the welds, absence of defects and inhomogeneities in the welding zone are noted. Atechnology has been developed of copper surfacing by friction stir welding by making through-thickness welds with anoverlap.
Поступила в редакцию 25.12.2006
Рис. 10. Вид наплавленного фрагмента плиты медного крис-таллизатора машины непрерывной разливки стали
ПОРОШКОВАЯ ПРОВОЛОКА ППС-АН2 ДЛЯ ПОДВОДНОЙ СВАРКИ
Предназначена для сварки под водой на глубине до20 м металлоконструкций из малоуглеродистых и низко-легированных сталей с пределом текучести до 350 МПа.Обеспечивает получение механических свойств на уров-не (не менее): σт = 350 МПа, σв = 430 МПа, δ = 16 %,KCV—20 = 30 Дж/см2.
Соответствует требованиям класса В+. Класси-фикации по подводной сварке ANSI/AWS D3.6.
Область применения. Ремонт судов на плаву, тру-бопроводов, портовых сооружений и т.п.
Контакты: 03680, Украина, Киев-150, ул. Боженко, 11Институт электросварки им. Е. О. Патона НАН Украины, отд. 18Тел./факс: (38044) 287 31 84. E-mail: [email protected]
Макрошлиф сварного соединения и образец послеиспытания на изгиб
11/2007 31

УДК 621.791.14
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМАЛЮМИНИЕВЫХ СПЛАВОВ (Обзор)
Чл.-кор. НАН Украины А. Я. ИЩЕНКО, С. В. ПОДЪЕЛЬНИКОВ, инж., А. Г. ПОКЛЯЦКИЙ, канд. техн. наук(Ин-т электросварки им. Е. О. Патона НАН Украины)
Рассмотрены современное состояние сварки трением с перемешиванием, конструкции рабочего инструмента, типысоединений при использовании данного способа сварки, особенности формирования соединений различныхалюминиевых сплавов и их свойства. Описаны основные области применения сварки трением с перемешиванием.
К л ю ч е в ы е с л о в а : сварка трением с перемешиванием,алюминиевые сплавы, сварочный инструмент, структурасварных соединений, свойства швов, области применения,сварные конструкции
Способ сварки трением с перемешиванием (СТП)был разработан Британским институтом сварки(TWI) в 1991 г. [1]. Интенсивное изучение этогопроцесса с целью совершенствования технологиии создания нового оборудования позволило найтиего эффективное применение при производствевысокотехнологичных изделий в таких отраслях,как вагоно-, судо-, авиастроение и многих других.СТП, относящийся к процессам соединения ма-териалов в твердой фазе, лишен недостатков,присущих процессам сварки с расплавлением ме-талла. Исследователи данного процесса считают,что если 10 % общего объема сварных соединенийв США заменить СТП, то будет достигнуто на500 млн фунтов/год меньше выделений парнико-вого газа. Расчетная экономическая выгода про-мышленности США от внедрения СТП в промыш-ленное производство составляет 4,9 млрд дол. вгод [2].
Сущность процесса заключается в следующем(рис. 1). Для сварки используют инструмент вформе стержня, состоящий из двух основных час-тей: заплечика или бурта (утолщенная) и нако-нечника (выступающая часть). Размеры этих кон-структивных элементов выбирают в зависимостиот толщины и материала свариваемых деталей.Длину наконечника устанавливают приблизитель-но равной толщине детали, подлежащей сварке.Диаметр заплечика может изменяться от 1,2 до25 мм. Вращающийся с высокой скоростью инс-трумент в месте стыка вводится в соприкосно-вение с поверхностью заготовок таким образом,чтобы наконечник внедрился в заготовки на глу-бину, примерно равную их толщине, а заплечиккоснулся их поверхности. После этого инструментперемещается по линии соединения со скоростьюсварки. В результате трения происходит нагрев
металла вплоть до пластического состояния, пе-ремешивание его вращающимся инструментом ивытеснение в освобождающееся пространство по-зади движущегося по линии стыка инструмента.Объем, в котором формируется шов, ограничи-вается сверху заплечиком инструмента. По окон-чании сварки вращающийся инструмент выводятиз стыка за пределы заготовки. В связи с асим-метрией структуры швов в поперечном сечениисварных соединений, полученных СТП, приняторазличать сторону набегания, где направлениевращения инструмента совпадает с направлениемсварки, и противоположную сторону — отхода.
СТП в основном применяют для соединенияматериалов со сравнительно низкой температуройплавления, прежде всего алюминиевых [3] и маг-ниевых сплавов [4]. Выполнена успешная сваркаданным способом медных [5], никелевых и ти-тановых сплавов [2], а также сталей [6]. С по-мощью СТП сваривают алюминиевые сплавы тол-щиной до 75 мм за один проход [7]. СТП поз-воляет получать нахлесточные соединения алю-миниевых листов толщиной от 0,2 мм [8]. Ско-рость сварки сплава 6082 толщиной 5 мм можетдостигать 6 м/мин [9].
Основными параметрами процесса СТП явля-ются: скорость сварки, частота вращения инстру-мента, усилия прижатия и перемещения инстру-мента, угол наклона инструмента, его размеры.
© А. Я. Ищенко, С. В. Подъельников, А. Г. Покляцкий, 2007 Рис. 1. Схема процесса СТП
32 11/2007

Усилия прижатия и перемещения зависят от типасвариваемого материала, его толщины и скоростисварки. Сварка образцов из сплава 7010-Т7651толщиной 6,35 мм при изменении скорости свар-ки в диапазоне от 59 до 159 мм/мин и скоростивращения инструмента от 180 до 660 об/мин по-казала, что при увеличении скорости вращениявозрастает тепловложение в металл и в сварномсоединении формируется микроструктура с болееоднородными зернами [10]. При этом до опре-деленного предела также повышаются прочнос-тные и пластические свойства. При повышениискорости сварки необходимо увеличивать ско-рость вращения инструмента для достижения оп-тимальных условий. Однако для полного отсут-ствия дефектов, а также обеспечения всех необ-ходимых свойств, надежности и технологичностиследует строго выбирать режимы, оптимальноподходящие для определенной продукции.
Большинство исследователей указывают наследующие преимущества СТП по сравнению сдругими способами получения неразъемных со-единений [11, 12]:
сохранение в значительной мере свойств ос-новного металла в зоне сварки по сравнению соспособами сварки плавлением;
отсутствие вредных испарений и ультрафио-летового излучения в процессе сварки;
возможность получения бездефектных швов насплавах, которые при сварке плавлением склоннык образованию горячих трещин и пористости вметалле швов;
отсутствие необходимости в применении при-садочного материала и защитного газа, удаленияповерхностных оксидов на кромках перед свар-кой, а также шлака и брызг после сварки;
отсутствие потерь легирующих элементов вметалле шва.
Уровни выделений Cr, Cu, Mn, Cr+6 при СТПсталей по сообщению Rockwell Scientific (США) зна-чительно ниже (< 0,03, < 0,03, < 0,02 и < 0,01 мг/мм3
соответственно), чем при аргонодуговой сварке(соответственно 0,25; 0,11; 1,88 и 0,02 мг/мм3) [2].Сравнение затрат в производстве при использо-вании СТП и сварки плавящимся электродом(СПЭ) показало, что начальные капиталовложенияпри СТП более высокие, но с увеличением объемовпроизводства применение СТП становится эконо-мически выгоднее, чем дуговой сварки [11].
Судя по экспериментальным результатам TWI,максимальная температура при СТП составляетоколо 70 % температуры плавления и для алю-миния не превышает 550 °С. Тепловложение приСТП меньше, чем при аргонодуговой сварке при-мерно в 2 раза и для сплава 6N01-Т5 толщиной4 мм составляет соответственно 190 и 390 Дж/мм(скорость сварки 500 мм/мин) [13]. С помощью ма-тематического моделирования тепловых процессовпри СТП в работе [14] построено распределениетемператур в свариваемой пластине (рис. 2). Болеенизкая температура металла зоны соединения приСТП по сравнению со СПЭ объясняет меньшийуровень угловых деформаций в сварном соеди-нении. При СТП угловая деформация равна 1/5...1/7значений при СПЭ [12] (рис. 3).
Предполагается, что при СТП из-за невысокогоуровня температур нагрева металла остаточныенапряжения в нем низкие. Жесткое закреплениеналагает большие ограничения на деформациюпластин, что препятствует сокращению металлапри охлаждении зоны динамической рекристал-лизации и зоны термического влияния (ЗТВ) впродольном и поперечном направлении, приводяк поперечным и продольным остаточным напря-жениям. При СТП сплавов 2024-Т3 и 6013-Т6 об-наружено, что продольные остаточные напряже-ния выше поперечных (скорость сварки состав-ляла 300...1000 мм/мин, скорость вращения инс-трумента 1000...2500 об/мин). Высокие растягива-ющие напряжения наблюдаются преимуществен-но в металле ЗТВ. При снижении скорости сваркии скорости вращения инструмента остаточныенапряжения уменьшаются. Максимальные значе-ния продольных растягивающих напряжений дос-тигают 30...60 % предела текучести сварного со-единения и 20...50 % предела текучести основногометалла [15].
Макроструктура сварных соединений при СТПхарактеризуется особенностями, не свойственны-ми швам, полученным способами сварки плав-лением. Типичным для СТП является образованиев центре соединения ядра с овальными концен-тричными кольцами, различающимися структу-рой [16]. К ядру примыкает сложный профиль,который характерен для верхней части шва.Наличие овальных колец обусловлено особеннос-тями перемешивания металла наконечником ин-струмента. В сварном соединении при СТП вы-деляют четыре зоны, которые схематически пред-
Рис. 2. Распределение температур в продольном сечении об-разца
Рис. 3. Сравнение угловой деформации при СТП (нижнийобразец) и СПЭ (верхний) (алюминиевый сплав серии 6000,толщина 2 мм)
11/2007 33
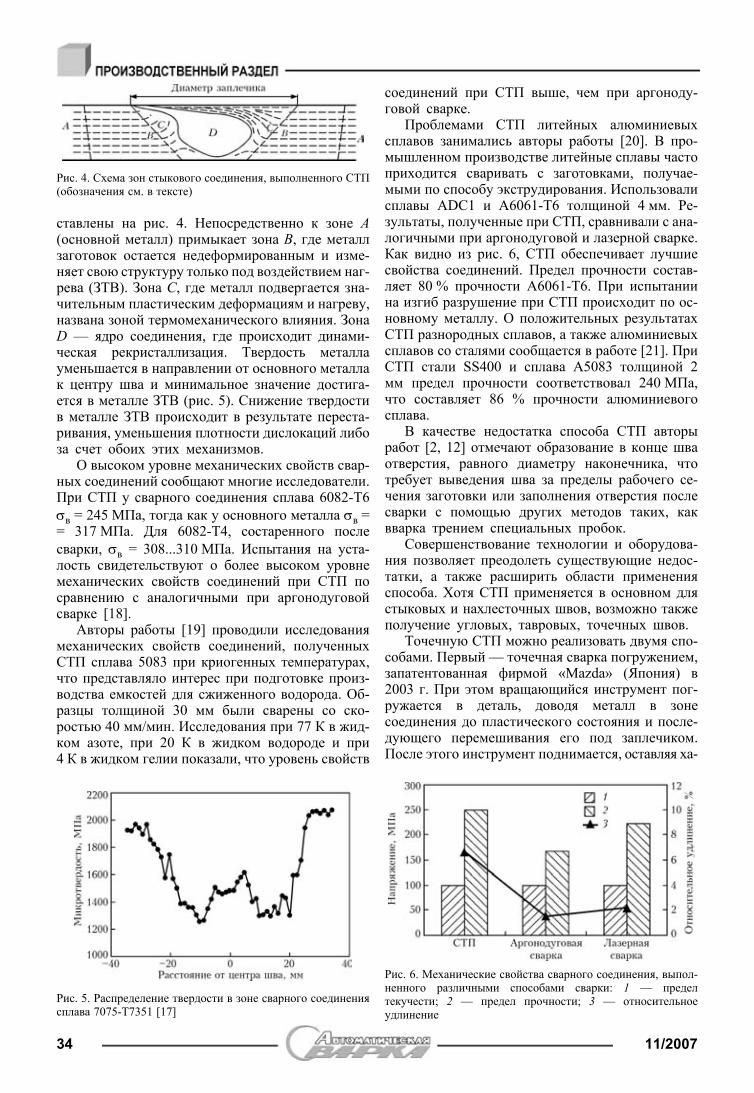
ставлены на рис. 4. Непосредственно к зоне A(основной металл) примыкает зона B, где металлзаготовок остается недеформированным и изме-няет свою структуру только под воздействием наг-рева (ЗТВ). Зона C, где металл подвергается зна-чительным пластическим деформациям и нагреву,названа зоной термомеханического влияния. ЗонаD — ядро соединения, где происходит динами-ческая рекристаллизация. Твердость металлауменьшается в направлении от основного металлак центру шва и минимальное значение достига-ется в металле ЗТВ (рис. 5). Снижение твердостив металле ЗТВ происходит в результате переста-ривания, уменьшения плотности дислокаций либоза счет обоих этих механизмов.
О высоком уровне механических свойств свар-ных соединений сообщают многие исследователи.При СТП у сварного соединения сплава 6082-Т6σв = 245 МПа, тогда как у основного металла σв == 317 МПа. Для 6082-Т4, состаренного послесварки, σв = 308...310 МПа. Испытания на уста-лость свидетельствуют о более высоком уровнемеханических свойств соединений при СТП посравнению с аналогичными при аргонодуговойсварке [18].
Авторы работы [19] проводили исследованиямеханических свойств соединений, полученныхСТП сплава 5083 при криогенных температурах,что представляло интерес при подготовке произ-водства емкостей для сжиженного водорода. Об-разцы толщиной 30 мм были сварены со ско-ростью 40 мм/мин. Исследования при 77 К в жид-ком азоте, при 20 К в жидком водороде и при4 К в жидком гелии показали, что уровень свойств
соединений при СТП выше, чем при аргоноду-говой сварке.
Проблемами СТП литейных алюминиевыхсплавов занимались авторы работы [20]. В про-мышленном производстве литейные сплавы частоприходится сваривать с заготовками, получае-мыми по способу экструдирования. Использовалисплавы ADC1 и А6061-Т6 толщиной 4 мм. Ре-зультаты, полученные при СТП, сравнивали с ана-логичными при аргонодуговой и лазерной сварке.Как видно из рис. 6, СТП обеспечивает лучшиесвойства соединений. Предел прочности состав-ляет 80 % прочности А6061-Т6. При испытаниина изгиб разрушение при СТП происходит по ос-новному металлу. О положительных результатахСТП разнородных сплавов, а также алюминиевыхсплавов со сталями сообщается в работе [21]. ПриСТП стали SS400 и сплава А5083 толщиной 2мм предел прочности соответствовал 240 МПа,что составляет 86 % прочности алюминиевогосплава.
В качестве недостатка способа СТП авторыработ [2, 12] отмечают образование в конце шваотверстия, равного диаметру наконечника, чтотребует выведения шва за пределы рабочего се-чения заготовки или заполнения отверстия послесварки с помощью других методов таких, каквварка трением специальных пробок.
Совершенствование технологии и оборудова-ния позволяет преодолеть существующие недос-татки, а также расширить области примененияспособа. Хотя СТП применяется в основном длястыковых и нахлесточных швов, возможно такжеполучение угловых, тавровых, точечных швов.
Точечную СТП можно реализовать двумя спо-собами. Первый — точечная сварка погружением,запатентованная фирмой «Mazda» (Япония) в2003 г. При этом вращающийся инструмент пог-ружается в деталь, доводя металл в зонесоединения до пластического состояния и после-дующего перемешивания его под заплечиком.После этого инструмент поднимается, оставляя ха-
Рис. 4. Схема зон стыкового соединения, выполненного СТП(обозначения см. в тексте)
Рис. 5. Распределение твердости в зоне сварного соединениясплава 7075-Т7351 [17]
Рис. 6. Механические свойства сварного соединения, выпол-ненного различными способами сварки: 1 — пределтекучести; 2 — предел прочности; 3 — относительноеудлинение
34 11/2007
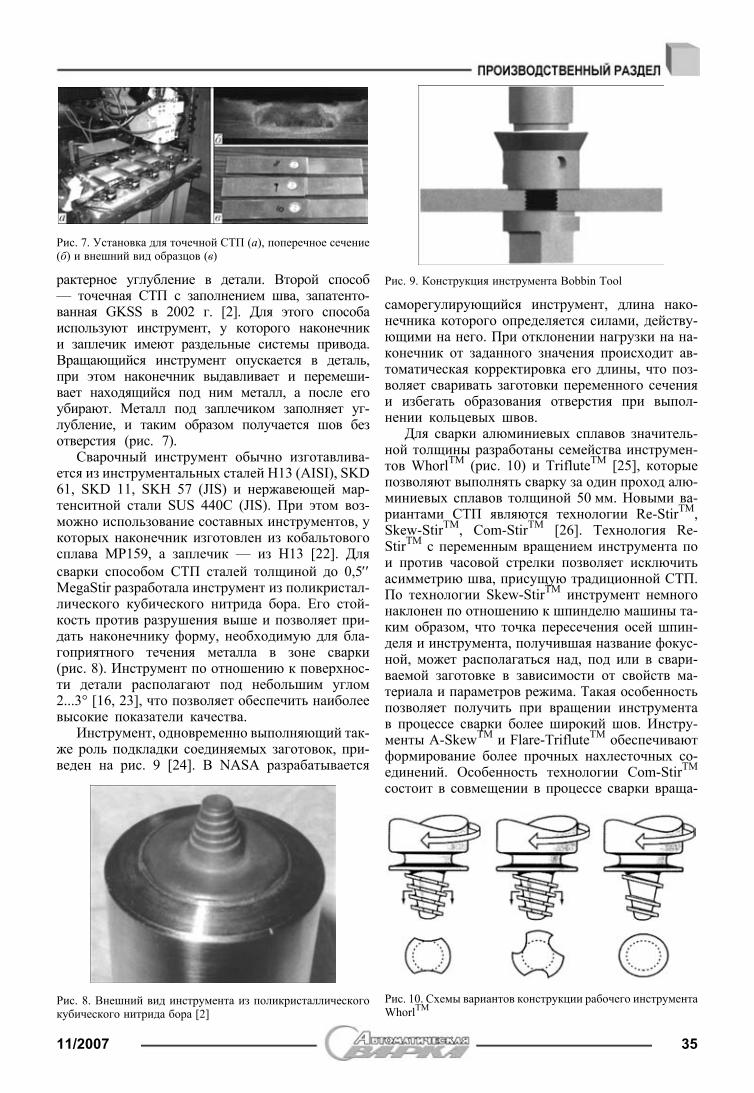
рактерное углубление в детали. Второй способ— точечная СТП с заполнением шва, запатенто-ванная GKSS в 2002 г. [2]. Для этого способаиспользуют инструмент, у которого наконечники заплечик имеют раздельные системы привода.Вращающийся инструмент опускается в деталь,при этом наконечник выдавливает и перемеши-вает находящийся под ним металл, а после егоубирают. Металл под заплечиком заполняет уг-лубление, и таким образом получается шов безотверстия (рис. 7).
Сварочный инструмент обычно изготавлива-ется из инструментальных сталей Н13 (AISI), SKD61, SKD 11, SKH 57 (JIS) и нержавеющей мар-тенситной стали SUS 440C (JIS). При этом воз-можно использование составных инструментов, укоторых наконечник изготовлен из кобальтовогосплава МР159, а заплечик — из Н13 [22]. Длясварки способом СТП сталей толщиной до 0,5′′MegaStir разработала инструмент из поликристал-лического кубического нитрида бора. Его стой-кость против разрушения выше и позволяет при-дать наконечнику форму, необходимую для бла-гоприятного течения металла в зоне сварки(рис. 8). Инструмент по отношению к поверхнос-ти детали располагают под небольшим углом2...3° [16, 23], что позволяет обеспечить наиболеевысокие показатели качества.
Инструмент, одновременно выполняющий так-же роль подкладки соединяемых заготовок, при-веден на рис. 9 [24]. В NASA разрабатывается
саморегулирующийся инструмент, длина нако-нечника которого определяется силами, действу-ющими на него. При отклонении нагрузки на на-конечник от заданного значения происходит ав-томатическая корректировка его длины, что поз-воляет сваривать заготовки переменного сеченияи избегать образования отверстия при выпол-нении кольцевых швов.
Для сварки алюминиевых сплавов значитель-ной толщины разработаны семейства инструмен-тов WhorlTM (рис. 10) и TrifluteTM [25], которыепозволяют выполнять сварку за один проход алю-миниевых сплавов толщиной 50 мм. Новыми ва-риантами СТП являются технологии Re-StirTM,Skew-StirTM, Com-StirTM [26]. Технология Re-StirTM с переменным вращением инструмента пои против часовой стрелки позволяет исключитьасимметрию шва, присущую традиционной СТП.По технологии Skew-StirTM инструмент немногонаклонен по отношению к шпинделю машины та-ким образом, что точка пересечения осей шпин-деля и инструмента, получившая название фокус-ной, может располагаться над, под или в свари-ваемой заготовке в зависимости от свойств ма-териала и параметров режима. Такая особенностьпозволяет получить при вращении инструментав процессе сварки более широкий шов. Инстру-менты A-SkewTM и Flare-TrifluteTM обеспечиваютформирование более прочных нахлесточных со-единений. Особенность технологии Com-StirTM
состоит в совмещении в процессе сварки враща-
Рис. 7. Установка для точечной СТП (а), поперечное сечение(б) и внешний вид образцов (в)
Рис. 8. Внешний вид инструмента из поликристаллическогокубического нитрида бора [2]
Рис. 9. Конструкция инструмента Bobbin Tool
Рис. 10. Схемы вариантов конструкции рабочего инструментаWhorlTM
11/2007 35

тельного и орбитального движений инструмента.В результате получают более широкие швы, чтоиспользуется в основном при соединении разно-родных материалов. Разработана система с двумяпараллельными инструментами Twin-StirTM [27].
Развитие новых технологий СТП продолжает-ся. В Университете Миссури (Колумбия, США)занимаются разработкой СТП с сопутствующимдополнительным нагревом при пропускании токачерез наконечник инструмента. Центр обработкии соединения передовых материалов (США) раз-рабатывает СТП с индукционным предваритель-ным подогревом материала, что позволит увели-чить скорость сварки, уменьшить силы, действу-ющие на инструмент, и уменьшить его износ [2].В работе [28] изучали возможность использованиялазера для предварительного подогрева металлапри СТП магниевых сплавов.
Благодаря небольшому количеству факторов,влияющих на процесс СТП, и достаточно простойконструкции оборудования, способ идеально под-ходит для автоматизации и роботизации [29]. Ус-тановка Tricept 805 позволяет выполнять сваркуалюминия толщиной до 10 мм.
СТП уже широко используется при производ-стве различных высокотехнологичных изделий.Фирмы «General Dynamics Land Systems» и «Edi-son Welding Institute» провели совместные работы,цель которых — обеспечить требуемые баллис-тические характеристики соединений броневыхплит из алюминиевого сплава 2195-Т87 для мор-ских бронированных транспортеров. Сварка плиттолщиной 31,8 мм способом СТП вместо арго-нодуговой позволила получить приемлемые проч-ностные свойства соединений и более пластичные(в 2…3 раза) швы. В итоге сварные соединения(в том числе угловые) успешно прошли баллис-тические испытания [22].
Для предотвращения ухудшения свойствсверхпроводящей ниобий-титановой проволоки еенеобходимо соединять с жестким элементом из
чистого алюминия при температуре ниже 400 °С.Раньше для этого использовали низкотемператур-ную пайку, но паяные швы имели низкую проч-ность. СТП обеспечила требуемые свойства свар-ного соединения в жидком гелии [12].
С 2003 г. компания «Ford Motor Co.» (США)изготовила несколько тысяч автомобилей FordGT, в которых СТП применена для сварки цен-трального отсека. В нем располагается изолиро-ванный от внутреннего отделения топливный бак[2]. СТП повышает точность размеров и на 30 %увеличивает прочность соединений по сравнениюсо сходными узлами при дуговой сварке в за-щитном газе. В работе [30] описан процесс из-готовления точечной сваркой трением кузова ав-томобиля Mazda RX-8 (рис. 11). С 2003 г. былопроизведено свыше 100 тыс. автомобилей, дверикоторых выполнены с использованием точечнойСТП [7]. Успешное применение данного способапозволяет планировать фирме выполнение подоб-ных соединений на новом поколении автомобилеймодели MX-5.
Активно занимаются изучением процесса СТПв аэрокосмической отрасли (рис. 12) [24]. В 2001 г.этот процесс внедрен в производство внешнегобака ракеты-носителя для возвращаемых косми-ческих кораблей. Технология предусматриваетсварку восьми продольных швов на резервуареиз сплава 2195 для жидкого водорода и четырехпродольных швов на резервуаре для жидкого кис-лорода, что составляет приблизительно 1/2 милишвов на каждом баке. Разрабатывается оборудо-вание для ремонтной СТП в условиях космичес-кого вакуума. Концепция применения СТП ос-нована на том, что высокая скорость вращенияинструмента (30000 об/мин) позволит уменьшитьусилия, необходимые для выполнения сварки.
Компания «Boeing» начала использовать СТПпри производстве ракеты «Delta» II и III (рис. 13)
Рис. 11. Соединения, выполненные на автомобиле MazdaRX-8 с помощью точечной СТП [2]
Рис. 12. Оборудование для СТП в вертикальном положении
36 11/2007
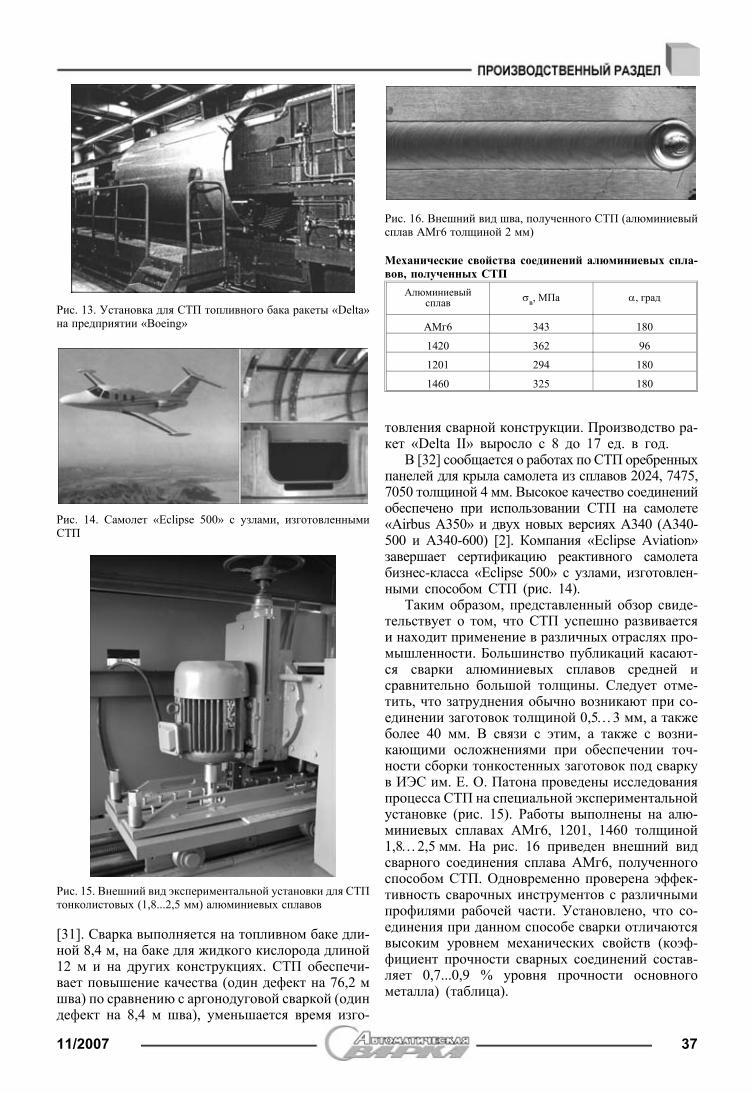
[31]. Сварка выполняется на топливном баке дли-ной 8,4 м, на баке для жидкого кислорода длиной12 м и на других конструкциях. СТП обеспечи-вает повышение качества (один дефект на 76,2 мшва) по сравнению с аргонодуговой сваркой (одиндефект на 8,4 м шва), уменьшается время изго-
товления сварной конструкции. Производство ра-кет «Delta II» выросло с 8 до 17 ед. в год.
В [32] сообщается о работах по СТП оребренныхпанелей для крыла самолета из сплавов 2024, 7475,7050 толщиной 4 мм. Высокое качество соединенийобеспечено при использовании СТП на самолете«Airbus А350» и двух новых версиях А340 (А340-500 и А340-600) [2]. Компания «Eclipse Aviation»завершает сертификацию реактивного самолетабизнес-класса «Eclipse 500» с узлами, изготовлен-ными способом СТП (рис. 14).
Таким образом, представленный обзор свиде-тельствует о том, что СТП успешно развиваетсяи находит применение в различных отраслях про-мышленности. Большинство публикаций касают-ся сварки алюминиевых сплавов средней исравнительно большой толщины. Следует отме-тить, что затруднения обычно возникают при со-единении заготовок толщиной 0,5…3 мм, а такжеболее 40 мм. В связи с этим, а также с возни-кающими осложнениями при обеспечении точ-ности сборки тонкостенных заготовок под сваркув ИЭС им. Е. О. Патона проведены исследованияпроцесса СТП на специальной экспериментальнойустановке (рис. 15). Работы выполнены на алю-миниевых сплавах АМг6, 1201, 1460 толщиной1,8…2,5 мм. На рис. 16 приведен внешний видсварного соединения сплава АМг6, полученногоспособом СТП. Одновременно проверена эффек-тивность сварочных инструментов с различнымипрофилями рабочей части. Установлено, что со-единения при данном способе сварки отличаютсявысоким уровнем механических свойств (коэф-фициент прочности сварных соединений состав-ляет 0,7...0,9 % уровня прочности основногометалла) (таблица).
Рис. 13. Установка для СТП топливного бака ракеты «Delta»на предприятии «Boeing»
Рис. 14. Самолет «Eclipse 500» с узлами, изготовленнымиСТП
Рис. 15. Внешний вид экспериментальной установки для СТПтонколистовых (1,8...2,5 мм) алюминиевых сплавов
Рис. 16. Внешний вид шва, полученного СТП (алюминиевыйсплав АМг6 толщиной 2 мм)
Механические свойства соединений алюминиевых спла-вов, полученных СТП
Алюминиевыйсплав σв, МПа α, град
АМг6 343 180
1420 362 96
1201 294 180
1460 325 180
11/2007 37
1. Pat. 5460317 US. Friction stir butt welding / W. M. Thomas,E. D. Nicholas, J. C. Needham et al. — Publ. 1995.
2. Arbegast W. J. Friction stir welding. After a decade of deve-lopment // Welding J. — 2006. — 85, 3. — P. 28–35.
3. Microstructures and room temperature mechanical properti-es in friction-stir-welded joints of 7075 aluminum alloys /T. Ito, Y. Motohashi, A. Goloborodko et al. // J. of the Jap.Weld. Soc. — 2005. — 74, 3. — P. 9–13.
4. Aritoshi M. Friction stir welding of magnesium alloys sheets// Ibid. — 2005. — 74, 3. — P. 18–23.
5. Nakata K. Friction stir welding of copper and copper alloys// Ibid. — 2005. — 74, 3. — P. 14–17.
6. Klingensmith S., Dupont J.N., Marder A.R. Microstructuralcharacterization of a double-sided friction stir weld on a su-peraustenitic stainless steel // Welding J. — 2005. — 5.— P. 77–85.
7. Martin J. Pushing the boundaries — friction stir goes deeperthan before// TWI Connect. — 2006. — Jan./Feb. — P. 1.
8. Teh N. J. Small joints make a big difference // Ibid. — 2006.— 143, 3. — P. 25–29.
9. Эрикссон Л. Г., Ларссон Р. Ротационная сварка трени-ем — научные исследования и новые области приме-нения // Технология машиностроения. — 2003. — 6.— P. 81–84.
10. Effect of welding parameters on nugget zone microstructureand properties in high strength aluminium alloy friction stirwelds / A. A. Hassan, P. B. Prangnell, A. F. Norman et al. //Sci. Technol. Weld. Joining. — 2003. — 8, 4. — P. 257–268.
11. Defalco J. Friction stir welding vs. fusion welding // Wel-ding J. — 2006. — 85, 3. — P. 42–44.
12. Okamura H., Aota K., Ezumi M. Friction stir welding of alu-minum alloy and application to structure // J. of Jap. Instituteof Light Metals. — 2000. — 50, 4. — P. 166–172.
13. Heat inputs and mechanical properties of friction stir wel-ding / K. Aota, H. Okamura, E. Masakuni et al. // Proc. ofthe 3rd Intern. friction stir welding symp., Kobe, Japan, 27–28 Sept., 2001.
14. Analysis of friction stir welds using thermocouple measure-ments / S. G. Lambrakos, R. W. Fonda, J. O. Milewski et al.// Sci. Technol. Weld. Joining. — 2003. — 8, 5. —P. 385–390.
15. Investigation on residual stresses in friction stir welds /C. Dalle Donne, E. Lima, J. Wegener et al. // Proc. of the 3rdIntern. friction stir welding symp., Kobe, Japan, 27–28 Sept.,2001.
16. Volpone M., Mueller S. M. Friction stir welding (FSW): leragione di un successo // Rivista Italiana della Saldatura. —2005. — 1. — S. 23–30.
17. Chao Y. P., Wang Y., Miller K. W. Effect of friction stir wel-ding on dynamical properties of AA 2024-T3 and AA 7075-T7351 // Welding. — 2001. — 8. — P. 196–200.
18. Ericsson M., Sandstorm R. Influence of welding speed onthe fatigue of friction stir welds, and comparison with MIGand TIG // Intern. J. of Fatigue. — 2003. — 25. —P. 1379–1387.
19. Mechanical properties of friction stir welded 5083 aluminumalloy at cryogenic temperatures / M. Hayashi, K. Oyama,H. Eguchi et al. // Proc. of the 3rd Intern. friction stir weld.symp., Kobe, Japan, 27–28 Sept., 2001.
20. Nagano Y., Jogan S., Hashimoto T. Mechanical properties ofaluminum die casting joined by FSW // Ibid.
21. Kimapong K., Watanabe T. Friction stir welding of alumi-num alloy to steel // Welding J. — 2004. — 10. —P. 277–282.
22. Friction stir welding demonstrated for combat vehicle const-ruction / K. J. Colligan, P. J. Konkol, J. J. Fisher et al. // Ibid.— 2003. — 3. — P. 34–40.
23. Shibayanagi T., Maeda M. Characteristics of microstructureand hardness in friction stir welded 7075 aluminum alloy jo-ints // Trans. JWRI. — 2004. — 33, 1. — P. 17–23.
24. Friction stir welding flies high at NASA / J. Ding, R. Carter,K. Lawless et al. // Ibid. — 2006. — 3. — P. 54–59.
25. Dolby R. E., Johnson K. J., Thomas W. M. The joining ofaluminium extrusions // La Metallurgia Italiana. — 2004. — 3. — S. 25–30.
26. Pekkari B. The future of welding and joining // Svetsaren. —2004. — 1. — P. 53–59.
27. Thomas W., Staines D. Better joints using two contra — ro-tating FSW tools // TWI Connect. — 2006. — May/June. —P. 7.
28. Laser — assisted friction stir welding / G. Kohn, Y. Green-berg, I. Makover et al. // Welding J. — 2002. — 2. —P. 46–48.
29. Controlling robotic friction stir welding / G. E. Cook, H. B.Smartt, J. E. Mitchell et al. // Ibid. — 2003. — 6. —P. 28–34.
30. Kato K., Sakano R. Development of spot friction weldingand application for automobile body // J. of Light MetalWelding & Construction. — 2004.— 42, 11. — P. 8–13.
31. Imuta M., Kamimuki K. Development and application offriction stir welding for aerospase industry // Proc. of theIIW Intern. conference on technical trends and future pros-pectives of welding technology for transportation, land, sea,air and space, Osaka, Japan, 15–16 July, 2004. — P. 53–64.
32. Kumagai M. Application of FSW for aircraft // Welding Tec-hnology. — 2003. — 51, 5. — P. 74–78.
The main directions of investigations conducted at the E.O.Paton Electric Welding Institute over half a century in the fieldof arc welding of aluminium alloys are outlined. Examples of an effective application of technologies of arc welding ofaluminium alloys in fabrication of various structures are given.
Поступила в редакцию 05.04.2007
38 11/2007
УДК 621.791:62-112.81
ПОВЫШЕНИЕ РЕСУРСА МЕТАЛЛОКОНСТРУКЦИЙ ИЗНИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ВЫСОКОЧАСТОТНОЙ
МЕХАНИЧЕСКОЙ ПРОКОВКОЙ ПОСЛЕ РЕМОНТНОЙ СВАРКИВ. В. КНЫШ, канд. физ.-мат. наук, В. С. КОВАЛЬЧУК, канд. техн. наук
(Ин-т электросварки им. Е. О. Патона НАН Украины)
Для повышения ресурса металлоконструкций при ремонте с использованием сварки по стандартной технологиирекомендуется зону сплавления ремонтных швов с основным металлом обрабатывать высокочастотной механическойпроковкой (ВМП). После упрочнения ВМП сварных соединений стали 09Г2С в исходном состоянии, а также послеремонта с использованием сварки их циклическая долговечность при одночастотном отнулевом осевом растяженииповышается в 3…5 раз.
К л ю ч е в ы е с л о в а : ремонт сваркой, сварные соедине-ния, сталь, высокочастотная механическая проковка, повы-шение ресурса
В процессе создания сварных металлоконструк-ций, работающих в условиях переменного наг-ружения, используются различные конструктив-но-технологические способы повышения цикли-ческой долговечности соединений [1–3]. Однакопосле определенного периода эксплуатации иног-да до исчерпания назначенного при проектиро-вании срока службы в сварных соединениях эле-ментов конструкций возникают усталостныетрещины. Замена поврежденных конструкций но-выми требует значительных материальных затрати времени, поэтому в отдельных случаях их эк-сплуатация временно, до выполнения ремонта,продолжается и после появления в них усталос-тных трещин. При этом для увеличения долго-вечности используют известные способы тормо-жения усталостных трещин, а также дополните-льные упрочняющие технологии. Как правило,они основаны на снятии растягивающих или ис-кусственном наведении благоприятных сжимаю-щих остаточных напряжений вблизи вершин раз-вивающихся трещин местным нагревом, взрывнойили ударной обработками, засверливанием отвер-стий в вершинах трещин и установкой в отверстияс затяжкой высокопрочных болтов [3–6]. Болееэффективного восстановления несущей способ-ности соединений с усталостными трещинамиможно достичь полным удалением поврежденно-го металла с трещиной и последующим выпол-нением ремонта с использованием дуговой свар-ки. Однако и в этом случае для существенногоповышения циклической долговечности соедине-ний с использованием традиционных сварочныхтехнологий и материалов следует различнымиспособами снижать концентрацию напряжений в
зонах перехода швов к основному металлу, сни-мать или перераспределять растягивающие и соз-давать благоприятные сжимающие остаточныенапряжения в ремонтных швах или прилегающихк ним ЗТВ. Полного или частичного снятия ос-таточных напряжений можно добиться соответ-ствующей термической обработкой всего элемен-та или отдельных его зон [7]. Создание сжи-мающих остаточных напряжений в сварных со-единениях представляется возможным в процессеих изготовления или ремонта сваркой, при ис-пользовании в качестве сварочной проволоки ма-териала с аустенитно-мартенситной структурой.Для этих целей можно применять проволоку ссодержанием в основе, мас. %: 10 Cr, 10 Ni и80 Fe [8]. При остывании такого металла шва илинаружного (облицовочного) слоя на последнейстадии охлаждения происходит превращениекристаллической структуры аустенита в мартен-сит, в результате чего увеличивается объем ме-талла и возникают остаточные напряжения сжатия[9]. При сварке традиционными материалами ос-таточные напряжения сжатия в зоне сварного со-единения могут наводиться искусственно послеизготовления или ремонта сваркой путем общегоили местного поверхностного пластического де-формирования в результате статической перегруз-ки, взрывной или ударной обработок [10, 11]. Мо-гут применяться и комбинированные способыупрочнения, способствующие в наибольшей мереповышению ресурса металлоконструкций.
Одним из наиболее эффективных, производи-тельных и экономичных способов повышенияциклической долговечности соединений в резуль-тате поверхностного пластического деформиро-вания металла шва или зоны перехода сварногошва к основному металлу является высокочастот-ная механическая проковка (ВМП) с использо-ванием ультразвуковых преобразователей [12–15].Для оценки эффективности такой обработки, нап-© В. В. Кныш, В. С. Ковальчук, 2007
11/2007 39
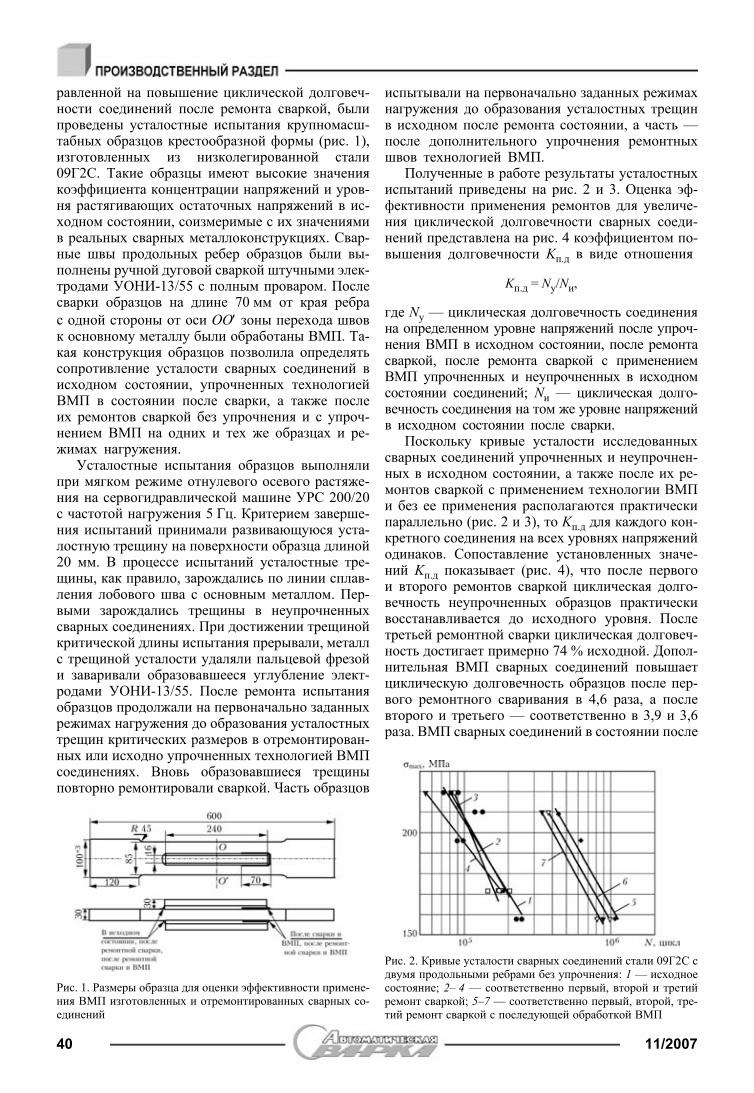
равленной на повышение циклической долговеч-ности соединений после ремонта сваркой, былипроведены усталостные испытания крупномасш-табных образцов крестообразной формы (рис. 1),изготовленных из низколегированной стали09Г2С. Такие образцы имеют высокие значениякоэффициента концентрации напряжений и уров-ня растягивающих остаточных напряжений в ис-ходном состоянии, соизмеримые с их значениямив реальных сварных металлоконструкциях. Свар-ные швы продольных ребер образцов были вы-полнены ручной дуговой сваркой штучными элек-тродами УОНИ-13/55 с полным проваром. Послесварки образцов на длине 70 мм от края ребрас одной стороны от оси ОО′ зоны перехода швовк основному металлу были обработаны ВМП. Та-кая конструкция образцов позволила определятьсопротивление усталости сварных соединений висходном состоянии, упрочненных технологиейВМП в состоянии после сварки, а также послеих ремонтов сваркой без упрочнения и с упроч-нением ВМП на одних и тех же образцах и ре-жимах нагружения.
Усталостные испытания образцов выполнялипри мягком режиме отнулевого осевого растяже-ния на сервогидравлической машине УРС 200/20с частотой нагружения 5 Гц. Критерием заверше-ния испытаний принимали развивающуюся уста-лостную трещину на поверхности образца длиной20 мм. В процессе испытаний усталостные тре-щины, как правило, зарождались по линии сплав-ления лобового шва с основным металлом. Пер-выми зарождались трещины в неупрочненныхсварных соединениях. При достижении трещинойкритической длины испытания прерывали, металлс трещиной усталости удаляли пальцевой фрезойи заваривали образовавшееся углубление элект-родами УОНИ-13/55. После ремонта испытанияобразцов продолжали на первоначально заданныхрежимах нагружения до образования усталостныхтрещин критических размеров в отремонтирован-ных или исходно упрочненных технологией ВМПсоединениях. Вновь образовавшиеся трещиныповторно ремонтировали сваркой. Часть образцов
испытывали на первоначально заданных режимахнагружения до образования усталостных трещинв исходном после ремонта состоянии, а часть —после дополнительного упрочнения ремонтныхшвов технологией ВМП.
Полученные в работе результаты усталостныхиспытаний приведены на рис. 2 и 3. Оценка эф-фективности применения ремонтов для увеличе-ния циклической долговечности сварных соеди-нений представлена на рис. 4 коэффициентом по-вышения долговечности Kп.д в виде отношения
Kп.д = Nу/Nи,
где Nу — циклическая долговечность соединенияна определенном уровне напряжений после упроч-нения ВМП в исходном состоянии, после ремонтасваркой, после ремонта сваркой с применениемВМП упрочненных и неупрочненных в исходномсостоянии соединений; Nи — циклическая долго-вечность соединения на том же уровне напряженийв исходном состоянии после сварки.
Поскольку кривые усталости исследованныхсварных соединений упрочненных и неупрочнен-ных в исходном состоянии, а также после их ре-монтов сваркой с применением технологии ВМПи без ее применения располагаются практическипараллельно (рис. 2 и 3), то Kп.д для каждого кон-кретного соединения на всех уровнях напряженийодинаков. Сопоставление установленных значе-ний Kп.д показывает (рис. 4), что после первогои второго ремонтов сваркой циклическая долго-вечность неупрочненных образцов практическивосстанавливается до исходного уровня. Послетретьей ремонтной сварки циклическая долговеч-ность достигает примерно 74 % исходной. Допол-нительная ВМП сварных соединений повышаетциклическую долговечность образцов после пер-вого ремонтного сваривания в 4,6 раза, а послевторого и третьего — соответственно в 3,9 и 3,6раза. ВМП сварных соединений в состоянии после
Рис. 1. Размеры образца для оценки эффективности примене-ния ВМП изготовленных и отремонтированных сварных со-единений
Рис. 2. Кривые усталости сварных соединений стали 09Г2С сдвумя продольными ребрами без упрочнения: 1 — исходноесостояние; 2– 4 — соответственно первый, второй и третийремонт сваркой; 5–7 — соответственно первый, второй, тре-тий ремонт сваркой с последующей обработкой ВМП
40 11/2007
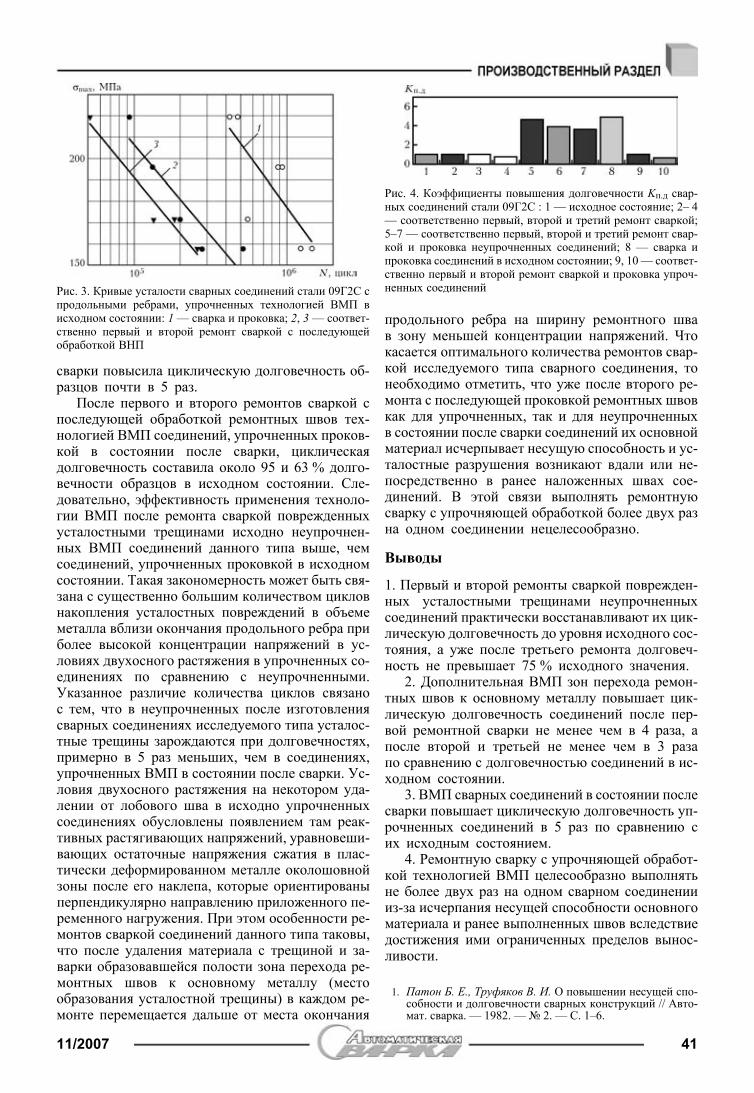
сварки повысила циклическую долговечность об-разцов почти в 5 раз.
После первого и второго ремонтов сваркой споследующей обработкой ремонтных швов тех-нологией ВМП соединений, упрочненных проков-кой в состоянии после сварки, циклическаядолговечность составила около 95 и 63 % долго-вечности образцов в исходном состоянии. Сле-довательно, эффективность применения техноло-гии ВМП после ремонта сваркой поврежденныхусталостными трещинами исходно неупрочнен-ных ВМП соединений данного типа выше, чемсоединений, упрочненных проковкой в исходномсостоянии. Такая закономерность может быть свя-зана с существенно бoльшим количеством цикловнакопления усталостных повреждений в объемеметалла вблизи окончания продольного ребра приболее высокой концентрации напряжений в ус-ловиях двухосного растяжения в упрочненных со-единениях по сравнению с неупрочненными.Указанное различие количества циклов связанос тем, что в неупрочненных после изготовлениясварных соединениях исследуемого типа усталос-тные трещины зарождаются при долговечностях,примерно в 5 раз меньших, чем в соединениях,упрочненных ВМП в состоянии после сварки. Ус-ловия двухосного растяжения на некотором уда-лении от лобового шва в исходно упрочненныхсоединениях обусловлены появлением там реак-тивных растягивающих напряжений, уравновеши-вающих остаточные напряжения сжатия в плас-тически деформированном металле околошовнойзоны после его наклепа, которые ориентированыперпендикулярно направлению приложенного пе-ременного нагружения. При этом особенности ре-монтов сваркой соединений данного типа таковы,что после удаления материала с трещиной и за-варки образовавшейся полости зона перехода ре-монтных швов к основному металлу (местообразования усталостной трещины) в каждом ре-монте перемещается дальше от места окончания
продольного ребра на ширину ремонтного швав зону меньшей концентрации напряжений. Чтокасается оптимального количества ремонтов свар-кой исследуемого типа сварного соединения, тонеобходимо отметить, что уже после второго ре-монта с последующей проковкой ремонтных швовкак для упрочненных, так и для неупрочненныхв состоянии после сварки соединений их основнойматериал исчерпывает несущую способность и ус-талостные разрушения возникают вдали или не-посредственно в ранее наложенных швах сое-динений. В этой связи выполнять ремонтнуюсварку с упрочняющей обработкой более двух разна одном соединении нецелесообразно.
Выводы
1. Первый и второй ремонты сваркой поврежден-ных усталостными трещинами неупрочненныхсоединений практически восстанавливают их цик-лическую долговечность до уровня исходного сос-тояния, а уже после третьего ремонта долговеч-ность не превышает 75 % исходного значения.
2. Дополнительная ВМП зон перехода ремон-тных швов к основному металлу повышает цик-лическую долговечность соединений после пер-вой ремонтной сварки не менее чем в 4 раза, апосле второй и третьей не менее чем в 3 разапо сравнению с долговечностью соединений в ис-ходном состоянии.
3. ВМП сварных соединений в состоянии послесварки повышает циклическую долговечность уп-рочненных соединений в 5 раз по сравнению сих исходным состоянием.
4. Ремонтную сварку с упрочняющей обработ-кой технологией ВМП целесообразно выполнятьне более двух раз на одном сварном соединениииз-за исчерпания несущей способности основногоматериала и ранее выполненных швов вследствиедостижения ими ограниченных пределов вынос-ливости.
1. Патон Б. Е., Труфяков В. И. О повышении несущей спо-собности и долговечности сварных конструкций // Авто-мат. сварка. — 1982. — 2. — С. 1–6.
Рис. 3. Кривые усталости сварных соединений стали 09Г2С спродольными ребрами, упрочненных технологией ВМП висходном состоянии: 1 — сварка и проковка; 2, 3 — соответ-ственно первый и второй ремонт сваркой с последующейобработкой ВНП
Рис. 4. Коэффициенты повышения долговечности Kп.д свар-ных соединений стали 09Г2С : 1 — исходное состояние; 2– 4— соответственно первый, второй и третий ремонт сваркой;5–7 — соответственно первый, второй и третий ремонт свар-кой и проковка неупрочненных соединений; 8 — сварка ипроковка соединений в исходном состоянии; 9, 10 — соответ-ственно первый и второй ремонт сваркой и проковка упроч-ненных соединений
11/2007 41
2. Труфяков В. И. Повышение сопротивления усталостисварных соединений и конструкций // Там же. — 1998.— 11. — С. 11–19.
3. Патон Б. Е. Современные направления повышенияпрочности и ресурса сварных конструкций // Там же. —2000. — 9/10. — С. 3–9.
4. Указания по осмотру и усилению эксплуатируемыхсварных пролетных строений. Мин-во путей сообщения.Главное управление путей. НИИ мостов ЛИИЖТа. —М., 1990. — 28 с.
5. Кныш В. В. Определение циклической долговечности эле-ментов конструкций при торможении усталостных трещин// Автомат. сварка. — 2000. — 9/10. — С. 73–75.
6. Исследование эффективности торможения усталостныхтрещин полем остаточных напряжений сжатия / В. А.Бродовой, П. П. Михеев, В. В. Кныш и др. // Там же. —2003. — 8. — С. 50–51.
7. Винокуров В. А. Отпуск сварных конструкций для сни-жения напряжений. — М.: Машиностроение, 1973. —213 с.
8. Ohta A., Suzuki N, Maeda Y. Effective means for improvingthe fatigue strength of welded structures // Welding World.— 1996. — 37. — P. 84–89.
9. Способ повышения циклической долговечности и ресур-са сварных стальных конструкций / В. С. Ковальчук,
В. В. Кныш, В. Д. Позняков, С. Б. Касаткин // Автомат.сварка. — 2007. — 3. — С. 44–47.
10. Труфяков В. И. Усталость сварных соединений. — Киев:Наук. думка, 1973. — 216 с.
11. Труфяков В. И., Михеев П. П., Кудинов В. М. Повышениесопротивления усталости взрывным нагружением // Ав-томат. сварка. — 1984. — 12. — С. 50–52.
12. Михеев П. П. Повышение сопротивления усталости свар-ных соединений конструкций ультразвуковой ударнойобработкой // Проблемы сварки и специальной электро-металлургии: Сб. науч. тр. — Киев: Наук. думка, 1990.— С. 41–47.
13. Кныш В. В., Кузьменко А. З. Повышение сопротивленияусталости сварных соединений высокочастотной меха-нической проковкой // Сварщик. — 2005. — 2. —С. 19–21.
14. Кныш В. В., Кузьменко А. З., Войтенко О. В. Повышениесопротивления усталости сварных соединений высоко-частотной механической проковкой // Автомат. сварка.— 2006. — 1. — С. 43–47.
15. Лобанов Л. М., Кир’ян В. І., Книш В. В. Підвищення ре-сурсу зварних металоконструкцій високочастотною ме-ханічною проковкою // Фіз.-хім. механіка матеріалів. —2006. — 1. — С. 56–61.
To extend the life of metal structures in repair welding using the standard technology, it is recommended to treat the fusionzone between the repair weld and base metal by high-frequency mechanical peening (HFMP). Strengthening of the weldedjoints on steel 09G2S in the as-welded condition and after repair welding by the HFMP method provides a 3-5 timesincrease of their service life in fixed-frequency zero-to-tension stress cycle.
Поступила в редакцию 30.03.2007
22–23 ноября 2007 г., Подмосковье(Солнечногорский район, отель Foresta Tropicana)
МЕЖДУНАРОДНАЯ НАУЧНО-ТЕХНИЧЕСКАЯ КОНФЕРЕНЦИЯ«СВАРОЧНЫЕ И РОДСТВЕННЫЕ ТЕХНОЛОГИИ ПРИ СТРОИТЕЛЬСТВЕ,
РЕКОНСТРУКЦИИ И РЕМОНТЕ ГАЗОНЕФТЕПРОВОДОВ»Организаторы: Журнал «Территория НЕФТЕГАЗ» РГУ нефти и газа им. ГубинаС участием: ВНИИГАЗ, ВНИИСТ
Программа конференции Состояние и перспективные направления развития сварочных и родственных технологий. Современные сварочные материалы, оборудование и технологии. Врезка отводов, перемычек, лупингов при ремонте газонефтепроводов под давлением. Ремонт дефектных участков труб и сварных соединений сваркой, наплавкой, заваркой, вваркой
«заплат», приваркой патрубков, вантузов, стальными сварными муфтами газонефтепроводов. Современные технологии сварки при строительстве морских газонефтепроводов и ремонте
находящихся в эксплуатации подводных переходов через реки. Современные материалы, оборудование и методы неразрушающего контроля сварных соеди-
нений. Современное оборудование и методы размагничивания конструктивных элементов сварных
соединений газонефтепроводов. Оценка неразрушающими методами контроля напряженно-деформированного состояния от-
ремонтированных газонефтепроводов. Методы снижения остаточных сварочных напряжений с применением термических и альтер-
нативных технологий. Перспективные методы защиты от наружной и внутренней коррозии сварных швов газонеф-
тепроводов. Современные методы диагностики для выявления потенциально опасных участков газонеф-
тепроводов. Жизнеобеспечение при проведении сварочных работ. Нормативная база по сварке, родственным технологиям и неразрушающему контролю.
Сазонова Наталья +7(495) 787-85-29; [email protected]
42 11/2007
УДК 621.791.763.1.03-52
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ И КОНТРОЛЯПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ КСУ КС 02П. М. РУДЕНКО, В. С. ГАВРИШ, кандидаты техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)
Рассмотрены методы контроля качества контактной точечной сварки в реальном времени. Предложена универсальнаясистема управления и контроля, отличительными признаками которой являются широкие возможности по контролюкачества в реальном времени. Приведены технические характеристики системы и показаны области ее примененияв промышленности.
К л ю ч е в ы е с л о в а : контактная точечная сварка, сис-тема управления, контроль качества, нечеткая логика, ней-ронные сети
Современные системы управления процессомконтактной точечной сварки реализуются на ос-нове мощных однокристалльных микроконтрол-леров, функциональные способности и произво-дительность которых позволяют реализовывать(кроме функций прямого цифрового управлениясварочной машиной) сложные алгоритмы конт-роля качества сварного соединения и управленияпроцессом. В настоящее время, учитывая невоз-можность визуальной оценки размеров сварнойточки в процессе ее выполнения, а также совре-менные требования производства по сертифи-кации и обеспечению высокого качества выпус-каемой продукции, контроль качества контактнойточечной сварки в реальном времени является од-ним из основных требований к системе управ-ления точечной сварочной машиной.
Как правило, алгоритмы контроля качествасварных точек основаны на измерении и исполь-зовании параметров процесса: сварочного тока,напряжения между электродами, сопротивленияучастка электрод — электрод, усилия сжатияэлектродов.
Можно выделить несколько методов контроляпо параметрам процесса. Простейший осущест-вляется по допустимым отклонениям, например,сварочного тока и напряжения между электрода-ми. В дальнейшем этот метод получил развитиеблагодаря использованию алгоритмов нечеткойлогики, которые дали возможность повысить на-дежность контроля [1].
Для количественной оценки качества сварногосоединения, например, диаметра ядра сварнойточки, использовали метод оценки по регрессион-ным моделям. Последние (обычно в виде поли-номов первого или второго порядка) строятся поэкспериментальным данным сварки методом ма-тематической статистики. При этом в опытах пы-
таются учесть все возмущения, которые действу-ют на процесс в производственных условиях. Дляповышения точности моделей применяют различ-ные алгоритмы подстройки коэффициентов мо-дели по данным экспериментальной проверки ре-жима непосредственно на производстве.
Метод контроля по математическим моделямполучил дальнейшее развитие с появлением ней-ронных сетей [2]. Применение моделей на основенейронных сетей математически несколько слож-нее, чем применение регрессионных моделей, од-нако в первом случае удается повысить точностьи надежность прогнозирования качества контак-тной сварки за счет того, что в нейронной сетивозможно проанализировать динамические пара-метры процесса — изменение сварочного тока инапряжения между электродами во время сварки,что характеризует изменение сопротивления насвариваемом участке и точнее отражает процессточечной сварки.
Каждый из перечисленных методов — от са-мого простого до сложного — имеет свои пре-имущества и недостатки, и в зависимости от наз-начения системы управления может быть приме-нен на практике. Возможность включения по тре-бованию заказчика в состав программного обес-печения системы и применение перечисленныхметодов контроля качества контактной точечнойсварки является основным отличительным приз-наком системы управления машиной для контак-тной точечной сварки КСУ КС 02, разработаннойспециалистами ИЭС им. Е. О. Патона совместнос Инженерным центром «Сварка давлением» НТКИЭС им. Е. О. Патона, по сравнению с известнымирегуляторами серии РКС, которые выпускаютсяв настоящее время в Украине (завод «Сэлма»,г. Симферополь) и серии РКМ, выпускаемый вРоссии (завод «Электрик», г. С.-Петербург). Сис-тема предназначена для управления циклом свар-ки и контроля процесса применительно к стаци-онарным и подвесным одно- и двухпостовым ма-шинам переменного тока.
© П. М. Руденко, В. С. Гавриш, 2007
11/2007 43
Система управления машиной для контактнойточечной сварки КСУ КС 02 выполняет следу-ющие функции:
прямое цифровое управление сварочной ма-шиной (управление тиристорным контактором ичетырьмя (две пары) электропневматическимиклапанами для задания и выполнения циклограм-мы режима сварки: предварительное сжатие, сжа-тие, сварка с модуляцией тока, охлаждение, отжигс модуляцией тока, ковка с возможностью вклю-чения во время прохождения тока, пауза);
стабилизация параметров процесса сварки (ком-пенсация изменения напряжения питающей сети,стабилизация действующего значения сварочноготока, автоматическая настройка на cos ϕ сварочноймашины, автоматическая корректировка свароч-ного тока при износе рабочей поверхности элек-тродов);
контроль качества сварки (по допустимым от-клонениям сварочного тока и напряжения междуэлектродами или прогнозирование диаметра ядрасварной точки по математической модели);
вспомогательные функции (хранение в памятисистемы восьми заданных режимов сварки приотключении напряжения питания и автоматичес-кий выбор любого из них внешним сигналом уп-равления, самодиагностика системы, связь с пер-сональным компьютером через канал последова-тельного обмена RS 232 или RS485, программнаязащита от несанкционированного доступа к за-данию параметров режима сварки, защита выход-ных цепей управления электропневмоклапанами,тиристорным контактором и вспомогательнымоборудованием от перегрузок).
Система имеет удобную панель управления смембранной клавиатурой и жидкокристалли-ческим дисплеем, что обеспечивает простоту инаглядность сложной циклограммы процессасварки (рисунок).
В простейшем случае контроль качества осу-ществляется по допустимым отклонениям пара-метров процесса. В контроллер заносятся опти-мальные значения сварочного тока и напряжениямежду электродами, а также диапазон допусти-
мых отклонений этих параметров в процентах.Система формирует сообщение о выходе из до-пусков по любому из параметров.
Как разновидность контроля по допускам воз-можен контроль на основе алгоритмов нечеткойлогики, который был реализован при сварке меж-элементных соединений аккумуляторов [1]. Из-засложности оценки качества сварного соединенияв этом случае количественная оценка какого-либоиз показателей соединения недостаточна, а обыч-ный допусковый контроль не позволяет исполь-зовать получаемые данные для управления про-цессом, который учитывал бы технологическиеособенности сварки деталей из свинца. В исполь-зуемом алгоритме по напряжению между элект-родами контролируют величину отпечатка отэлектродов, и далее для регулирования плотноститока определяют требуемое значение сварочноготока, которое необходимо получить при его ста-билизации.
В случаях, когда качество сварного соединенияможно определять по какому-либо расчетному па-раметру, например, диаметру ядра или глубинепроплавления, используется математическая мо-дель в виде уравнения регрессии или нейроннойсети. Хотя эти способы контроля качества свар-ных соединений являются почти равноценными,для некоторых свариваемых материалов, в част-ности, сталей, покрытых защитным слоем, ней-ронные сети позволяют достичь более высокуюточность прогнозирования, так как с их помощьюудается проследить изменения параметров во вре-мени. Известно, что поведение кривой сопротив-ления в процессе сварки низкоуглеродистых ста-лей хорошо коррелируется с показателем проч-ности сварного соединения.
Чтобы исключить хранение в памяти большихмассивов данных по весовым коэффициентам дляразных толщин и материалов, в системе исполь-зуется адаптивный алгоритм контроля качества.Он заключается в том, что входными параметрамисети являются их значения, выраженные в отно-сительных единицах к оптимальным значениям.При таком представлении нейросети переход отодного оптимального режима сварки к другому,например, при сварке деталей разной толщиныили материалов для перестройки сети, необходи-мо задать параметры нового оптимального режи-ма. Подстройка коэффициентов по эксперимен-тальным данным необходима в редких случаях.Однако количество требуемых дополнительныхэкспериментов существенно меньше, чем при пос-троении нейросети в традиционном виде [2]. Приэтом достигается требуемая точность оценки ди-аметра ядра. Данные о диаметре ядра сварной точ-ки можно передавать через последовательный ка-нал в персональный компьютер для формирова-ния протокола о качестве сварки конструкции.Внешний вид КСУ КС 02
44 11/2007
Функции контроля качества по регрессионной мо-дели или нейронной сети по требованию заказ-чика выполняются для конкретного материала итолщины.
Что касается функций управления процессом,то по сравнению с упомянутыми выше РКС иРКМ описываемая система имеет те же возмож-ности, т. е. в зависимости от заданного алгоритмауправления КСУ КС 02 осуществляет компенса-цию колебания напряжения сети или стабилиза-цию сварочного тока или напряжения между элек-тродами, а также компенсацию износа электродов.Однако, как и в случае с контролем качества, потребованию заказчика для компенсации износаэлектродов в КСУ КС 02 возможно использованиенескольких алгоритмов: от простейшего, когдасварочный ток увеличивают через заданное ко-личество сварных точек, так и более сложногои точного. Известно, что износ электродов зависитот режима сварки, интенсивности охлаждения, ма-териала электродов, способа их изготовления,свойств свариваемых материалов, покрытия ихповерхности и некоторых других причин. Изме-рить степень износа электродов в процессе сваркидовольно затруднительно и его оценка по коли-честву сварных точек является достаточно грубой.В КСУ КС 02 возможно установить программноеобеспечение для реализации алгоритма, основан-ного на контроле параметров режима сварки вреальном времени и изменении сварочного токапо определенному закону, когда корректирующеевоздействие рассчитывается по измеренным дан-ным тока и падения напряжения между электро-дами с учетом плотности тока в свариваемом кон-такте [3].
Кроме гибкого построения программного обес-печения, КСУ КС 02 является достаточно уни-версальной. Известно, что для контактной то-чечной сварки применяют различные типы сва-рочных машин, которые требуют разное количес-тво управляющих сигналов. Так, для машинпеременного тока требуется как минимум три дис-кретных управляющих выхода, для машин пос-тоянного тока — пять. Для шовных машин не-обходимо иметь еще один управляющий выход.
Кроме того, на заводах сварочный пост можетвключать две-три сварочные машины, а также тре-буется включение сигнализации по результатусварки или управления вспомогательными меха-низмами. КСУ КС 02 имеет семь дискретных вхо-дов (24 В, 10 мА), восемь дискретных выходов(24 В, 5 А) и два аналоговых входа, не считаявнутренний канал измерения напряжения пита-ющей сети. Все перечисленные входы и выходыгальванически разделены и при модернизациипрограммного обеспечения КСУ КС 02 могутбыть использованы произвольно. Таким образом,применение КСУ КС 02 возможно для контактныхточечных машин, которые требуют отработки спе-циальных алгоритмов управления. Наиболее эф-фективно применение КСУ КС 02 при произ-водстве конструкций ответственного назначенияи сертификации сварочного производства.
Выводы1. Основным отличительным преимуществомКСУ КС 02 по сравнению с известными аналогамиявляются широкие возможности по контролю ка-чества сварки в реальном времени: контроль подопустимым отклонениям, по статистическим мо-делям или нейронным сетям с учетом напряженияна электродах. С ее помощью можно решать слож-ные технологические задачи и тем самым рас-ширить область применения контактной точечнойсварки.
2. Система управления является универсаль-ной и может быть применена для различных типовмашин для контактной сварки и сварочного про-изводства, например, в автомобиле-, сельхозма-шино-, приборо-, авиастроении и т. п.
1. Контроль качества контактной точечной сварки межэле-ментных соединений аккумуляторов на основе нечеткойлогики / Н. В. Подола, П. М. Руденко, Н. П. Горун, В. М.Ягнятинский // Автомат. сварка. — 1999. — 5. —С. 42–45.
2. Подола Н. В., Руденко П. М., Гавриш В. С. Применениеадаптивного алгоритма для контроля качества сварки всистемах управления контактными точечными машина-ми // Там же. — 2004. — 6. — С. 15–18.
3. Подола Н. В., Руденко П. М., Гавриш В. С. Алгоритмыкомпенсации износа электродов при контактной точеч-ной сварке // Там же. — 2005. — 4. — С. 18–23.
Methods for real-time monitoring of quality of resistance spot welding are considered. The control and monitoring systembased on the use of the above methods is described. Technical characteristics of the system are presented, and fields ofits commercial application are given.
Поступила в редакцию 05.03.2007
11/2007 45
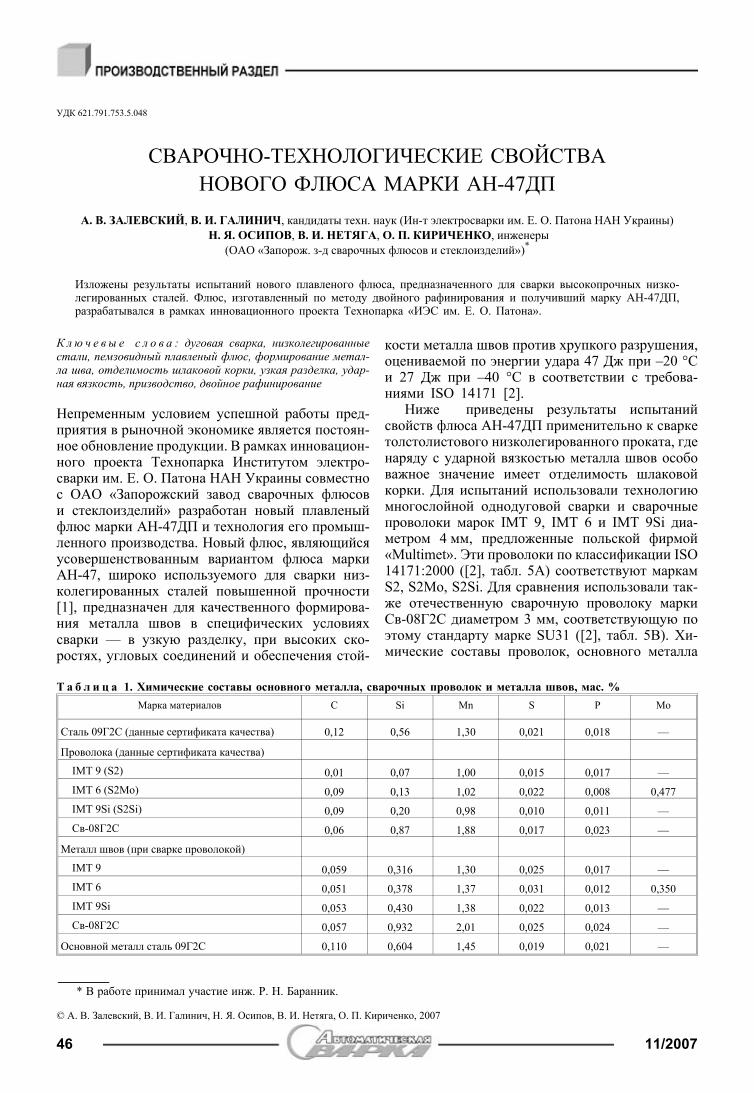
УДК 621.791.753.5.048
СВАРОЧНО-ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВАНОВОГО ФЛЮСА МАРКИ АН-47ДП
А. В. ЗАЛЕВСКИЙ, В. И. ГАЛИНИЧ, кандидаты техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины) Н. Я. ОСИПОВ, В. И. НЕТЯГА, О. П. КИРИЧЕНКО, инженеры
(ОАО «Запорож. з-д сварочных флюсов и стеклоизделий»)*
Изложены результаты испытаний нового плавленого флюса, предназначенного для сварки высокопрочных низко-легированных сталей. Флюс, изготавленный по методу двойного рафинирования и получивший марку АН-47ДП,разрабатывался в рамках инновационного проекта Технопарка «ИЭС им. Е. О. Патона».
К л ю ч е в ы е с л о в а : дуговая сварка, низколегированныестали, пемзовидный плавленый флюс, формирование метал-ла шва, отделимость шлаковой корки, узкая разделка, удар-ная вязкость, призводство, двойное рафинирование
Непременным условием успешной работы пред-приятия в рыночной экономике является постоян-ное обновление продукции. В рамках инновацион-ного проекта Технопарка Институтом электро-сварки им. Е. О. Патона НАН Украины совместнос ОАО «Запорожский завод сварочных флюсови стеклоизделий» разработан новый плавленыйфлюс марки АН-47ДП и технология его промыш-ленного производства. Новый флюс, являющийсяусовершенствованным вариантом флюса маркиАН-47, широко используемого для сварки низ-колегированных сталей повышенной прочности[1], предназначен для качественного формирова-ния металла швов в специфических условияхсварки — в узкую разделку, при высоких ско-ростях, угловых соединений и обеспечения стой-
кости металла швов против хрупкого разрушения,оцениваемой по энергии удара 47 Дж при –20 °Си 27 Дж при –40 °С в соответствии с требова-ниями ISO 14171 [2].
Ниже приведены результаты испытанийсвойств флюса АН-47ДП применительно к сваркетолстолистового низколегированного проката, гденаряду с ударной вязкостью металла швов особоважное значение имеет отделимость шлаковойкорки. Для испытаний использовали технологиюмногослойной однодуговой сварки и сварочныепроволоки марок IMT 9, IMT 6 и IMT 9Si диа-метром 4 мм, предложенные польской фирмой«Multimet». Эти проволоки по классификации ISO14171:2000 ([2], табл. 5А) соответствуют маркамS2, S2Mo, S2Si. Для сравнения использовали так-же отечественную сварочную проволоку маркиСв-08Г2С диаметром 3 мм, соответствующую поэтому стандарту марке SU31 ([2], табл. 5В). Хи-мические составы проволок, основного металла
* В работе принимал участие инж. Р. Н. Баранник.
© А. В. Залевский, В. И. Галинич, Н. Я. Осипов, В. И. Нетяга, О. П. Кириченко, 2007
Т а б л и ц а 1. Химические составы основного металла, сварочных проволок и металла швов, мас. %Марка материалов C Si Mn S P Mo
Сталь 09Г2С (данные сертификата качества) 0,12 0,56 1,30 0,021 0,018 —
Проволока (данные сертификата качества)
IMT 9 (S2) 0,01 0,07 1,00 0,015 0,017 —IMT 6 (S2Mo) 0,09 0,13 1,02 0,022 0,008 0,477IMT 9Si (S2Si) 0,09 0,20 0,98 0,010 0,011 —Св-08Г2С 0,06 0,87 1,88 0,017 0,023 —
Металл швов (при сварке проволокой)
IMT 9 0,059 0,316 1,30 0,025 0,017 —IMT 6 0,051 0,378 1,37 0,031 0,012 0,350IMT 9Si 0,053 0,430 1,38 0,022 0,013 —Св-08Г2С 0,057 0,932 2,01 0,025 0,024 —
Основной металл сталь 09Г2С 0,110 0,604 1,45 0,019 0,021 —
46 11/2007

(сталь 09Г2С толщиной 40 мм) и металла швовпредставлены в табл. 1.
Особенностями технологии сварки являлись скоскромок под 20° и подварка корня шва с использо-ванием проволоки Св-08Г2С в смеси аргона (82 %)и углекислого газа (18 %), при этом ширина тех-нологического шва составляла около 4 мм. Какпоказали результаты предварительных экспери-ментов с использованием высококремнистых мар-ганцевых флюсов марок АН-348-А и АН-60, такаятехнология сварки отрицательно повлияла на от-делимость шлаковой корки из узкой разделки. По-этому нами были проведены специальные иссле-дования по отделимости шлаковой корки флюсаАН-47ДП из узкой разделки.
Испытывали флюс промышленного производ-ства, показатели качества которого соответство-вали ТУ У 05416923.049–99 и ГОСТ Р 52222. Пе-ред сваркой его просушивали при температуре300 °С в течение трех часов при толщине слояфлюса в противне 30…40 мм. Качество сушкифлюса контролировали по количеству и размерампор в шлаковой корке, полученной при наплавкевалика на зачищенную поверхность пластины принапряжении дуги 43 В (согласно рекомендацииТУ У 05416923.049–99). Контроль пор в шлаковойкорке не выявил.
Как известно, отделимость шлаковой коркифлюса при сварке не является стандартизирован-ным показателем его качества, поэтому отсутс-твует и единая методика ее оценки. Однако плохаяотделимость корки увеличивает затраты ручноготруда, времени и материалов при изготовлениисварной конструкции. Поэтому при выборе флюсадля сварки в разделку отделимость шлака оце-нивают, как правило, только качественно в каж-дом конкретном случае сварки. Так, принято счи-тать, что флюс имеет хорошую отделимость, еслина простроганной поверхности стальной пласти-ны корка отделяется от поверхности металла швасамопроизвольно, без применения каких-либо ин-струментов (молотка, зубила и т. п). Почти всесуществующие флюсы отличаются такой способ-ностью при сварке нелегированных или низко-легированных сталей, поскольку такие флюсыобеспечивают хорошую стабильность дуговогопроцесса и не содержат в своем составе компо-нентов, способных образовывать на поверхностиконтакта шлака с металлом химические соеди-нения с кристаллической решеткой последнего.Кроме того, на отделение шлака благоприятновлияет отсутствие ограничений для растеканияшлака по поверхности жидкого металла свароч-ной ванны. Однако при сварке стыков с глубокойразделкой, характерных для конструкций из тол-стостенного проката, ситуация существенно ухуд-шается — корка с первого прохода в большинстве
случаев сварки без применения инструмента неудаляется из стыка.
Из анализа схемы образования металла шваи шлаковой корки в разделке стыка (рис. 1) сле-дует, что ширина Bшл площади контакта шлакасо стенками разделки зависит от объема Wшл иширины металла шва в самом узком месте раз-делки (параметра bn). Однако при постоянстве то-ка и скорости сварки объем шлака Wшл являетсяфункцией напряжения дуги Uд, следовательно,при b = const возрастание Uд увеличивает ширинуBшл и, таким образом, ухудшает отделимость шла-ковой корки. Кроме того, в общем случае причиныухудшения отделения шлака могут быть следу-ющие: плохое формирование металла шва (нали-чие подрезов, острых углов по линии перехода,выступов и «гребенок» по оси шва), что обус-ловливает механическое заклинивание шлака;влияние коэффициента линейного расширенияшлака; прилипание корки к поверхности металлашва, обусловленное химическими составами сва-рочных материалов.
Как показывает практика, наиболее труднокорка удаляется из самой глубокой части стыкас наименьшим расстоянием между его стенками.Спроецировав перечисленные выше факторы наописываемый случай сварки, можно предполо-жить, что именно прилипание корки к поверх-ности стенок стыка является решающим факто-ром, влияющим на отделимость шлаковой коркипри сварке в узкую разделку, поскольку исполь-зуемые сварочные материалы при отсутствии раз-делки проблем с отделением шлака не имели. Изэтого следует, что при постоянстве режима сваркиобъем шлака также постоянный и ширина Bшлзависит только от ширины шва предыдущего про-хода, т. е. расстояния между стенками стыка, из-меряемого по поверхности наплавленного метал-ла (параметр bn) и напряжения дуги.
С целью проверки сделанного предположе-ния была проведена наплавка валиков в канавкиспециального образца из стали 09Г2С, которыйимитировал реальный стык с глубокой раздел-кой (рис. 2). Канавки имели разный исходный
Рис. 1. Схема заполнения металлом шва и шлаковой коркойразделки стыка (обозначения см. в тексте)
11/2007 47
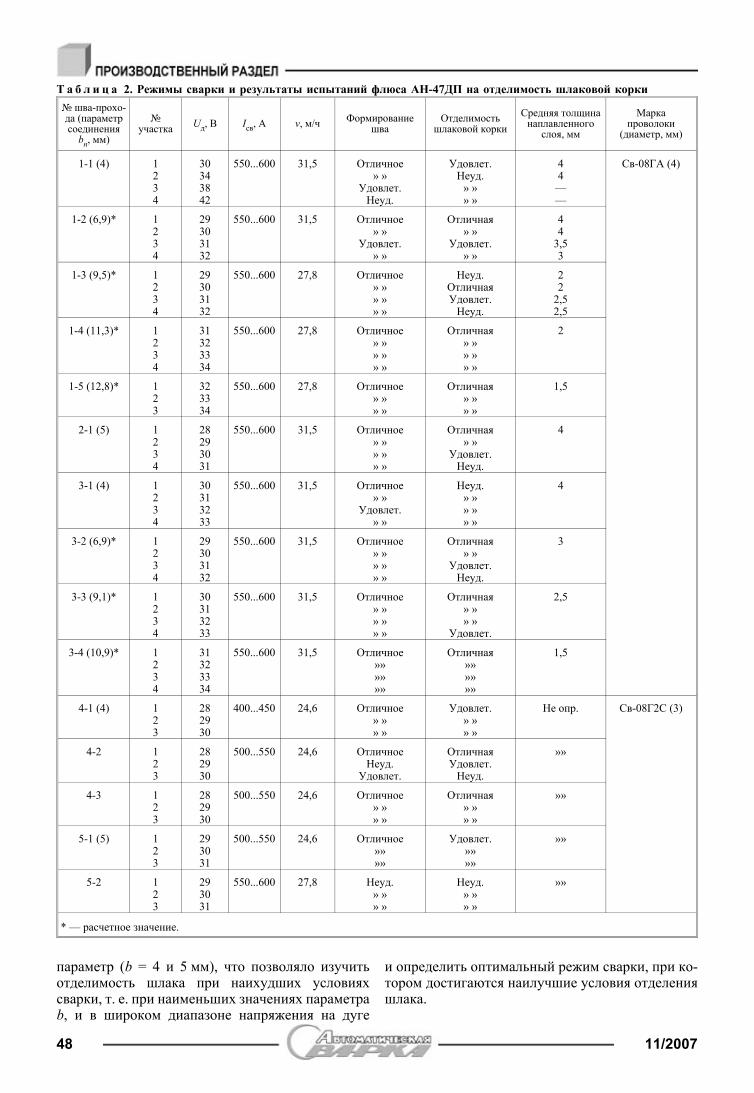
параметр (b = 4 и 5 мм), что позволяло изучитьотделимость шлака при наихудших условияхсварки, т. е. при наименьших значениях параметраb, и в широком диапазоне напряжения на дуге
и определить оптимальный режим сварки, при ко-тором достигаются наилучшие условия отделенияшлака.
Т а б л и ц а 2. Режимы сварки и результаты испытаний флюса АН-47ДП на отделимость шлаковой корки шва-прохо-да (параметрсоединения
bn, мм)
участка Uд, В Iсв, А v, м/ч Формирование
шваОтделимость
шлаковой коркиСредняя толщинанаплавленного
слоя, мм
Маркапроволоки
(диаметр, мм)
1-1 (4) 1234
30343842
550...600 31,5 Отличное» »
Удовлет.Неуд.
Удовлет.Неуд.
» »» »
44
——
Св-08ГА (4)
1-2 (6,9)* 1234
29303132
550...600 31,5 Отличное» »
Удовлет.» »
Отличная» »
Удовлет.» »
44
3,53
1-3 (9,5)* 1234
29303132
550...600 27,8 Отличное» »» »» »
Неуд.ОтличнаяУдовлет.Неуд.
22
2,52,5
1-4 (11,3)* 1234
31323334
550...600 27,8 Отличное» »» »» »
Отличная» »» »» »
2
1-5 (12,8)* 123
323334
550...600 27,8 Отличное» »» »
Отличная» »» »
1,5
2-1 (5) 1234
28293031
550...600 31,5 Отличное» »» »» »
Отличная» »
Удовлет.Неуд.
4
3-1 (4) 1234
30313233
550...600 31,5 Отличное» »
Удовлет.» »
Неуд.» »» »» »
4
3-2 (6,9)* 1234
29303132
550...600 31,5 Отличное» »» »» »
Отличная» »
Удовлет.Неуд.
3
3-3 (9,1)* 1234
30313233
550...600 31,5 Отличное» »» »» »
Отличная» »» »
Удовлет.
2,5
3-4 (10,9)* 1234
31323334
550...600 31,5 Отличное»»»»»»
Отличная»»»»»»
1,5
4-1 (4) 123
282930
400...450 24,6 Отличное» »» »
Удовлет.» »» »
Не опр. Св-08Г2С (3)
4-2 123
282930
500...550 24,6 ОтличноеНеуд.
Удовлет.
ОтличнаяУдовлет.Неуд.
»»
4-3 123
282930
500...550 24,6 Отличное» »» »
Отличная» »» »
»»
5-1 (5) 123
293031
500...550 24,6 Отличное»»»»
Удовлет.»»»»
»»
5-2 123
293031
550...600 27,8 Неуд.» »» »
Неуд.» »» »
»»
* — расчетное значение.
48 11/2007
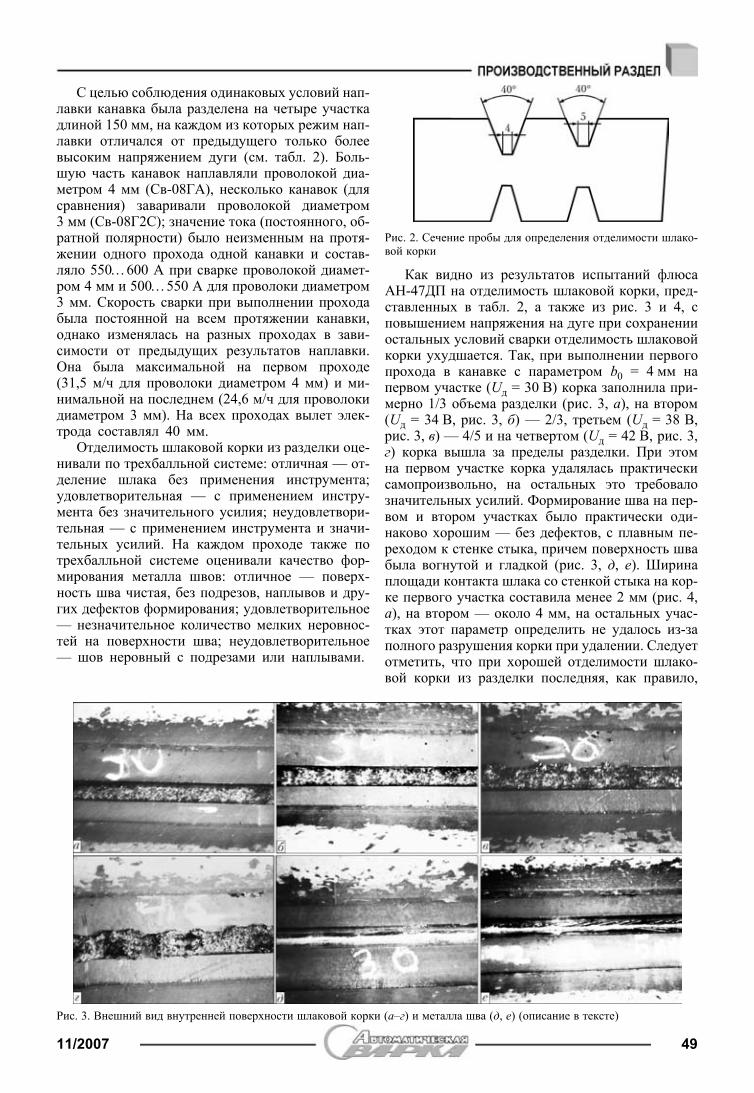
С целью соблюдения одинаковых условий нап-лавки канавка была разделена на четыре участкадлиной 150 мм, на каждом из которых режим нап-лавки отличался от предыдущего только болеевысоким напряжением дуги (см. табл. 2). Боль-шую часть канавок наплавляли проволокой диа-метром 4 мм (Св-08ГА), несколько канавок (длясравнения) заваривали проволокой диаметром3 мм (Св-08Г2С); значение тока (постоянного, об-ратной полярности) было неизменным на протя-жении одного прохода одной канавки и состав-ляло 550…600 А при сварке проволокой диамет-ром 4 мм и 500…550 А для проволоки диаметром3 мм. Скорость сварки при выполнении проходабыла постоянной на всем протяжении канавки,однако изменялась на разных проходах в зави-симости от предыдущих результатов наплавки.Она была максимальной на первом проходе(31,5 м/ч для проволоки диаметром 4 мм) и ми-нимальной на последнем (24,6 м/ч для проволокидиаметром 3 мм). На всех проходах вылет элек-трода составлял 40 мм.
Отделимость шлаковой корки из разделки оце-нивали по трехбалльной системе: отличная — от-деление шлака без применения инструмента;удовлетворительная — с применением инстру-мента без значительного усилия; неудовлетвори-тельная — с применением инструмента и значи-тельных усилий. На каждом проходе также потрехбалльной системе оценивали качество фор-мирования металла швов: отличное — поверх-ность шва чистая, без подрезов, наплывов и дру-гих дефектов формирования; удовлетворительное— незначительное количество мелких неровнос-тей на поверхности шва; неудовлетворительное— шов неровный с подрезами или наплывами.
Как видно из результатов испытаний флюсаАН-47ДП на отделимость шлаковой корки, пред-ставленных в табл. 2, а также из рис. 3 и 4, сповышением напряжения на дуге при сохраненииостальных условий сварки отделимость шлаковойкорки ухудшается. Так, при выполнении первогопрохода в канавке с параметром b0 = 4 мм напервом участке (Uд = 30 В) корка заполнила при-мерно 1/3 объема разделки (рис. 3, а), на втором(Uд = 34 В, рис. 3, б) — 2/3, третьем (Uд = 38 В,рис. 3, в) — 4/5 и на четвертом (Uд = 42 В, рис. 3,г) корка вышла за пределы разделки. При этомна первом участке корка удалялась практическисамопроизвольно, на остальных это требовалозначительных усилий. Формирование шва на пер-вом и втором участках было практически оди-наково хорошим — без дефектов, с плавным пе-реходом к стенке стыка, причем поверхность швабыла вогнутой и гладкой (рис. 3, д, е). Ширинаплощади контакта шлака со стенкой стыка на кор-ке первого участка составила менее 2 мм (рис. 4,а), на втором — около 4 мм, на остальных учас-тках этот параметр определить не удалось из-заполного разрушения корки при удалении. Следуетотметить, что при хорошей отделимости шлако-вой корки из разделки последняя, как правило,
Рис. 2. Сечение пробы для определения отделимости шлако-вой корки
Рис. 3. Внешний вид внутренней поверхности шлаковой корки (а–г) и металла шва (д, е) (описание в тексте)
11/2007 49
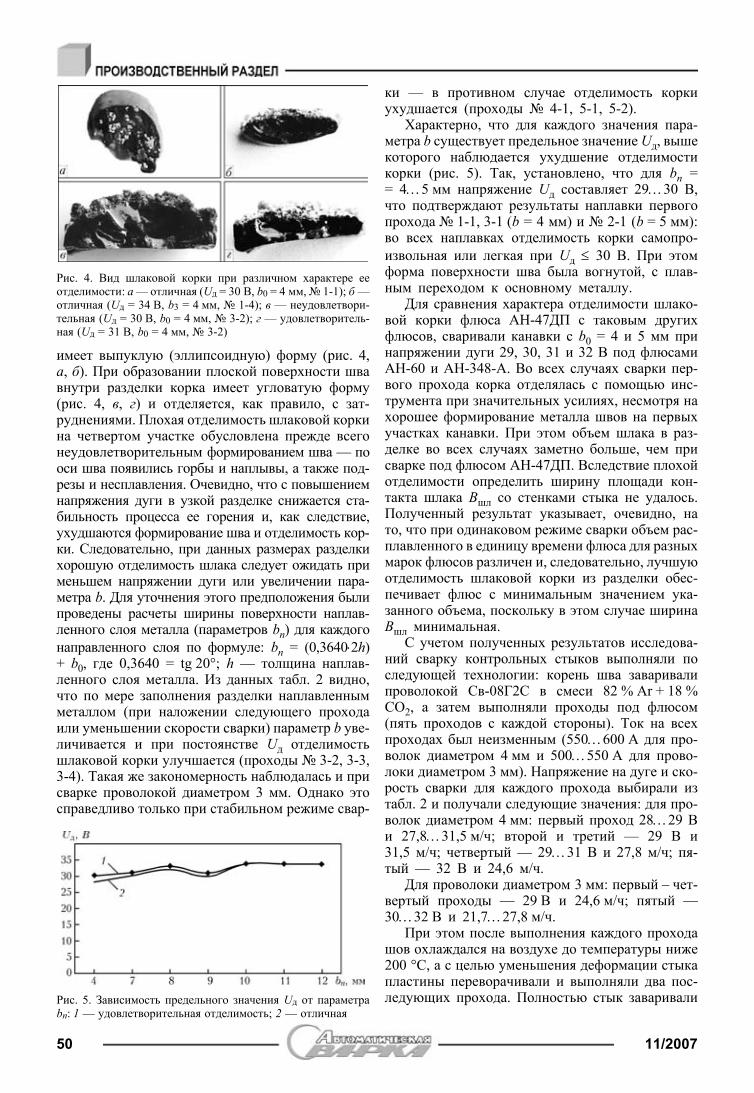
имеет выпуклую (эллипсоидную) форму (рис. 4,а, б). При образовании плоской поверхности швавнутри разделки корка имеет угловатую форму(рис. 4, в, г) и отделяется, как правило, с зат-руднениями. Плохая отделимость шлаковой коркина четвертом участке обусловлена прежде всегонеудовлетворительным формированием шва — пооси шва появились горбы и наплывы, а также под-резы и несплавления. Очевидно, что с повышениемнапряжения дуги в узкой разделке снижается ста-бильность процесса ее горения и, как следствие,ухудшаются формирование шва и отделимость кор-ки. Следовательно, при данных размерах разделкихорошую отделимость шлака следует ожидать применьшем напряжении дуги или увеличении пара-метра b. Для уточнения этого предположения былипроведены расчеты ширины поверхности наплав-ленного слоя металла (параметров bn) для каждогонаправленного слоя по формуле: bn = (0,3640⋅2h)+ b0, где 0,3640 = tg 20°; h — толщина наплав-ленного слоя металла. Из данных табл. 2 видно,что по мере заполнения разделки наплавленнымметаллом (при наложении следующего проходаили уменьшении скорости сварки) параметр b уве-личивается и при постоянстве Uд отделимостьшлаковой корки улучшается (проходы 3-2, 3-3,3-4). Такая же закономерность наблюдалась и присварке проволокой диаметром 3 мм. Однако этосправедливо только при стабильном режиме свар-
ки — в противном случае отделимость коркиухудшается (проходы 4-1, 5-1, 5-2).
Характерно, что для каждого значения пара-метра b существует предельное значение Uд, вышекоторого наблюдается ухудшение отделимостикорки (рис. 5). Так, установлено, что для bn == 4…5 мм напряжение Uд составляет 29…30 В,что подтверждают результаты наплавки первогопрохода 1-1, 3-1 (b = 4 мм) и 2-1 (b = 5 мм):во всех наплавках отделимость корки самопро-извольная или легкая при Uд ≤ 30 В. При этомформа поверхности шва была вогнутой, с плав-ным переходом к основному металлу.
Для сравнения характера отделимости шлако-вой корки флюса АН-47ДП с таковым другихфлюсов, сваривали канавки с b0 = 4 и 5 мм принапряжении дуги 29, 30, 31 и 32 В под флюсамиАН-60 и АН-348-А. Во всех случаях сварки пер-вого прохода корка отделялась с помощью инс-трумента при значительных усилиях, несмотря нахорошее формирование металла швов на первыхучастках канавки. При этом объем шлака в раз-делке во всех случаях заметно больше, чем присварке под флюсом АН-47ДП. Вследствие плохойотделимости определить ширину площади кон-такта шлака Bшл со стенками стыка не удалось.Полученный результат указывает, очевидно, нато, что при одинаковом режиме сварки объем рас-плавленного в единицу времени флюса для разныхмарок флюсов различен и, следовательно, лучшуюотделимость шлаковой корки из разделки обес-печивает флюс с минимальным значением ука-занного объема, поскольку в этом случае ширинаBшл минимальная.
С учетом полученных результатов исследова-ний сварку контрольных стыков выполняли последующей технологии: корень шва заваривалипроволокой Св-08Г2С в смеси 82 % Ar + 18 %CO2, а затем выполняли проходы под флюсом(пять проходов с каждой стороны). Ток на всехпроходах был неизменным (550…600 А для про-волок диаметром 4 мм и 500…550 А для прово-локи диаметром 3 мм). Напряжение на дуге и ско-рость сварки для каждого прохода выбирали изтабл. 2 и получали следующие значения: для про-волок диаметром 4 мм: первый проход 28…29 Ви 27,8…31,5 м/ч; второй и третий — 29 В и31,5 м/ч; четвертый — 29…31 В и 27,8 м/ч; пя-тый — 32 В и 24,6 м/ч.
Для проволоки диаметром 3 мм: первый – чет-вертый проходы — 29 В и 24,6 м/ч; пятый —30…32 В и 21,7…27,8 м/ч.
При этом после выполнения каждого проходашов охлаждался на воздухе до температуры ниже200 °С, а с целью уменьшения деформации стыкапластины переворачивали и выполняли два пос-ледующих прохода. Полностью стык заваривали
Рис. 4. Вид шлаковой корки при различном характере ееотделимости: а — отличная (Uд = 30 В, b0 = 4 мм, 1-1); б —отличная (Uд = 34 В, b3 = 4 мм, 1-4); в — неудовлетвори-тельная (Uд = 30 В, b0 = 4 мм, 3-2); г — удовлетворитель-ная (Uд = 31 В, b0 = 4 мм, 3-2)
Рис. 5. Зависимость предельного значения Uд от параметраbn: 1 — удовлетворительная отделимость; 2 — отличная
50 11/2007
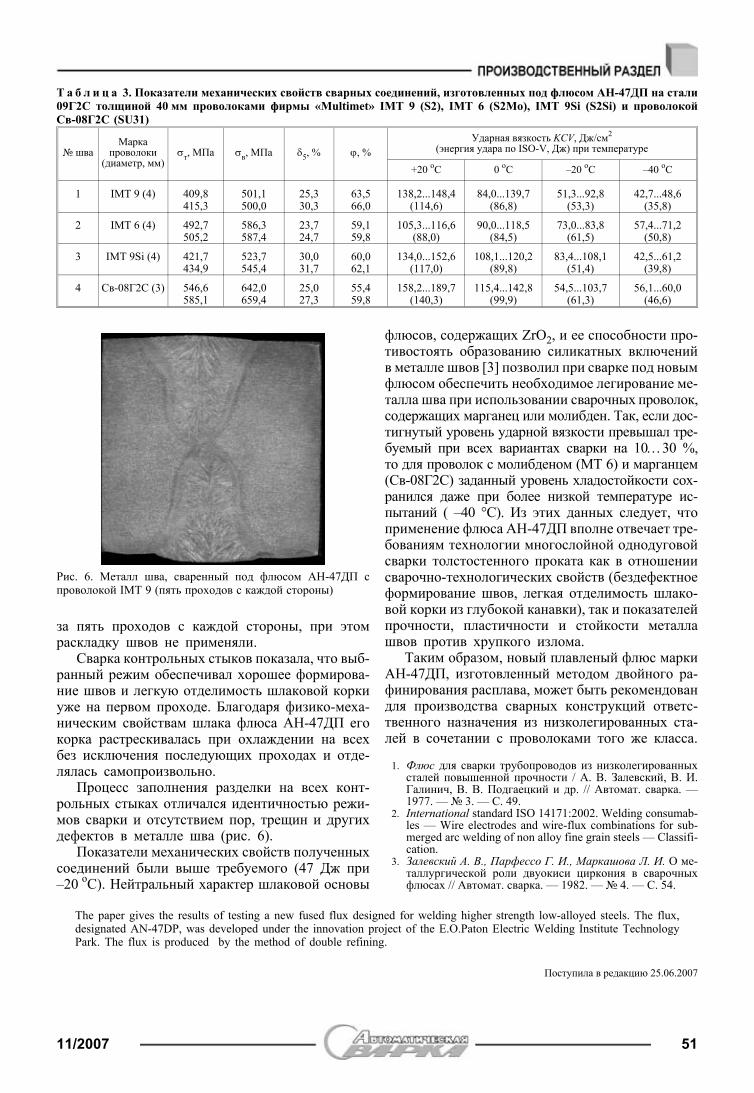
за пять проходов с каждой стороны, при этомраскладку швов не применяли.
Сварка контрольных стыков показала, что выб-ранный режим обеспечивал хорошее формирова-ние швов и легкую отделимость шлаковой коркиуже на первом проходе. Благодаря физико-меха-ническим свойствам шлака флюса АН-47ДП егокорка растрескивалась при охлаждении на всехбез исключения последующих проходах и отде-лялась самопроизвольно.
Процесс заполнения разделки на всех конт-рольных стыках отличался идентичностью режи-мов сварки и отсутствием пор, трещин и другихдефектов в металле шва (рис. 6).
Показатели механических свойств полученныхсоединений были выше требуемого (47 Дж при–20 оС). Нейтральный характер шлаковой основы
флюсов, содержащих ZrO2, и ее способности про-тивостоять образованию силикатных включенийв металле швов [3] позволил при сварке под новымфлюсом обеспечить необходимое легирование ме-талла шва при использовании сварочных проволок,содержащих марганец или молибден. Так, если дос-тигнутый уровень ударной вязкости превышал тре-буемый при всех вариантах сварки на 10…30 %,то для проволок с молибденом (MT 6) и марганцем(Св-08Г2С) заданный уровень хладостойкости сох-ранился даже при более низкой температуре ис-пытаний ( –40 °С). Из этих данных следует, чтоприменение флюса АН-47ДП вполне отвечает тре-бованиям технологии многослойной однодуговойсварки толстостенного проката как в отношениисварочно-технологических свойств (бездефектноеформирование швов, легкая отделимость шлако-вой корки из глубокой канавки), так и показателейпрочности, пластичности и стойкости металлашвов против хрупкого излома.
Таким образом, новый плавленый флюс маркиАН-47ДП, изготовленный методом двойного ра-финирования расплава, может быть рекомендовандля производства сварных конструкций ответс-твенного назначения из низколегированных ста-лей в сочетании с проволоками того же класса.
1. Флюс для сварки трубопроводов из низколегированныхсталей повышенной прочности / А. В. Залевский, В. И.Галинич, В. В. Подгаецкий и др. // Автомат. сварка. —1977. — 3. — С. 49.
2. International standard ISO 14171:2002. Welding consumab-les — Wire electrodes and wire-flux combinations for sub-merged arc welding of non alloy fine grain steels — Classifi-cation.
3. Залевский А. В., Парфессо Г. И., Маркашова Л. И. О ме-таллургической роли двуокиси циркония в сварочныхфлюсах // Автомат. сварка. — 1982. — 4. — С. 54.
The paper gives the results of testing a new fused flux designed for welding higher strength low-alloyed steels. The flux,designated AN-47DP, was developed under the innovation project of the E.O.Paton Electric Welding Institute TechnologyPark. The flux is produced by the method of double refining.
Поступила в редакцию 25.06.2007
Т а б л и ц а 3. Показатели механических свойств сварных соединений, изготовленных под флюсом АН-47ДП на стали09Г2С толщиной 40 мм проволоками фирмы «Multimet» IMT 9 (S2), IMT 6 (S2Mo), IMT 9Si (S2Si) и проволокойСв-08Г2С (SU31)
шваМарка
проволоки(диаметр, мм)
σт, МПа σв, МПа δ5, % ϕ, %Ударная вязкость KCV, Дж/см2
(энергия удара по ISO-V, Дж) при температуре
+20 оС 0 оС –20 оС –40 оС
1 IMT 9 (4) 409,8415,3
501,1500,0
25,330,3
63,566,0
138,2...148,4(114,6)
84,0...139,7(86,8)
51,3...92,8(53,3)
42,7...48,6(35,8)
2 IMT 6 (4) 492,7505,2
586,3587,4
23,724,7
59,159,8
105,3...116,6(88,0)
90,0...118,5(84,5)
73,0...83,8(61,5)
57,4...71,2(50,8)
3 IMT 9Si (4) 421,7434,9
523,7545,4
30,031,7
60,062,1
134,0...152,6(117,0)
108,1...120,2(89,8)
83,4...108,1(51,4)
42,5...61,2(39,8)
4 Св-08Г2С (3) 546,6585,1
642,0659,4
25,027,3
55,459,8
158,2...189,7(140,3)
115,4...142,8(99,9)
54,5...103,7(61,3)
56,1...60,0(46,6)
Рис. 6. Металл шва, сваренный под флюсом АН-47ДП спроволокой IMT 9 (пять проходов с каждой стороны)
11/2007 51
РАЗРАБОТКИ В ОБЛАСТИ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВИЭС им. Е. О. Патона ПРЕДЛАГАЕТ
ТЕХНОЛОГИЯ И ОБОРУДО-ВАНИЕ ДЛЯ СВАРКИТРЕНИЕМ РАЗНОРОДНЫХМЕТАЛЛОВ И СПЛАВОВ
Сваркой трением удается успеш-но соединять материалы, отличаю-щиеся по своим механическим итеплофизическим характеристикам, атакже материалы, вступающие в про-цессе совместного нагрева в хими-ческое взаимодействие и образую-щие хрупкие интерметаллическиесоединения.
В ИЭС им. Е. О. Патона разрабо-таны технологии и режимы сваркитрением различных металлов и спла-вов в однородном и разнородном со-четании и созданы промышленныетехнологии сварки конкретных из-делий из различных комбинаций ме-таллов и сплавов, в том числе:
• инструментальных сталей сконструкционными (составной кон-цевой металлорежущий инстру-мент);
• коррозионностойких сталей сконструкционными (валы химичес-ких насосов, ролики отделочныхмашин текстильного производства);
• жаропрочных сталей с конст-рукционными (биметаллические кла-паны двигателей автомобилей, рото-ры турбокомпрессоров дизелей);
• легированных высокопроч-ных сталей с углеродистыми равно-го и неравного сечения (корпусагидроцилиндров, штоки поршней,валы аксиально-поршневых гидро-машин);
• термически упрочненных и на-гартованных алюминиевых сплавов(панели из сплава АМг6НПП сошпильками из сплава Д16Т);
• меди и алюминия с металлоке-рамикой (контакты электроаппара-туры);
• меди, бронзы и латуни со ста-лью (блоки цилиндров аксиально-поршневых гидромашин);
• алюминия и его сплавов состалью (биметаллические переход-ники для приборов авиакосмичес-кой техники);
• алюминия с медью (переход-ники для электротехнической про-мышленности);
• титана со сталью.Для реализации технологий соз-
дана серия специализированных ма-шин для сварки заготовок диаметром10...100 мм. Машины характеризуют-ся простотой конструкции, надеж-ностью и долговечностью, высокойстепенью автоматизации и произ-водительностью. Отличительной осо-бенностью машин для инерционнойсварки трением является применениеразработанного в ИЭС электро-магнитного силового привода, обес-печивающего упрощение конст-рукции машины, высокую надеж-ность, быстродействие, стабильностьрежима сварки, возможность изме-нения осевого усилия по любойпрограмме.
Назначение. Сварка деталей длямашиностроения, электротехничес-кой, автомобильной, авиакосмичес-кой и других отраслей промышлен-ности.
КОНТАКТНАЯ СТЫКОВАЯСВАРКА ИЗДЕЛИЙ ИЗСТАЛИ, АЛЮМИНИЯ, МЕДИИ КОМПОЗИЦИОННЫХМАТЕРИАЛОВ
Разработаны новые прогрессив-ные технологии контактной стыковойсварки сопротивлением с компози-ционной вставкой различных конст-рукционных материалов и их соче-таний. Отличительной особенностьютехнологии является применение ком-позиционной токопроводящей встав-ки, обеспечивающей равномерныйконцентрированный нагрев по торцу
стыка, а также создание определен-ных условий при деформации ме-талла шва. Данные технологии ха-рактеризуются высоким термичес-ким КПД, малыми припусками наосадку и позволяют получать высо-кокачественные стыковые соедине-ния черных и цветных металлов, их
сочетаний и различных компози-ционных материалов.
Назначение. Данные технологиипредназначены для решения актуаль-ных производственных задач присварке изделий из углеродистой инизколегированной стали, алюминияи алюминиевых сплавов различногопрофиля и сечений, изделий из медии ее сплавов и композитов на основемеди, сталеалюминиевых переходни-ков токоведущих шин большогосечения (более 20000 мм2) и могутприменяться в различных отрасляхпромышленности, как энергетике,строительстве, машиностроении.
Нахлесточное соединение пакета алюми-ниевых шин со стальными. Переходник ка-тода электролизера площадью 20 000 мм2
52 11/2007
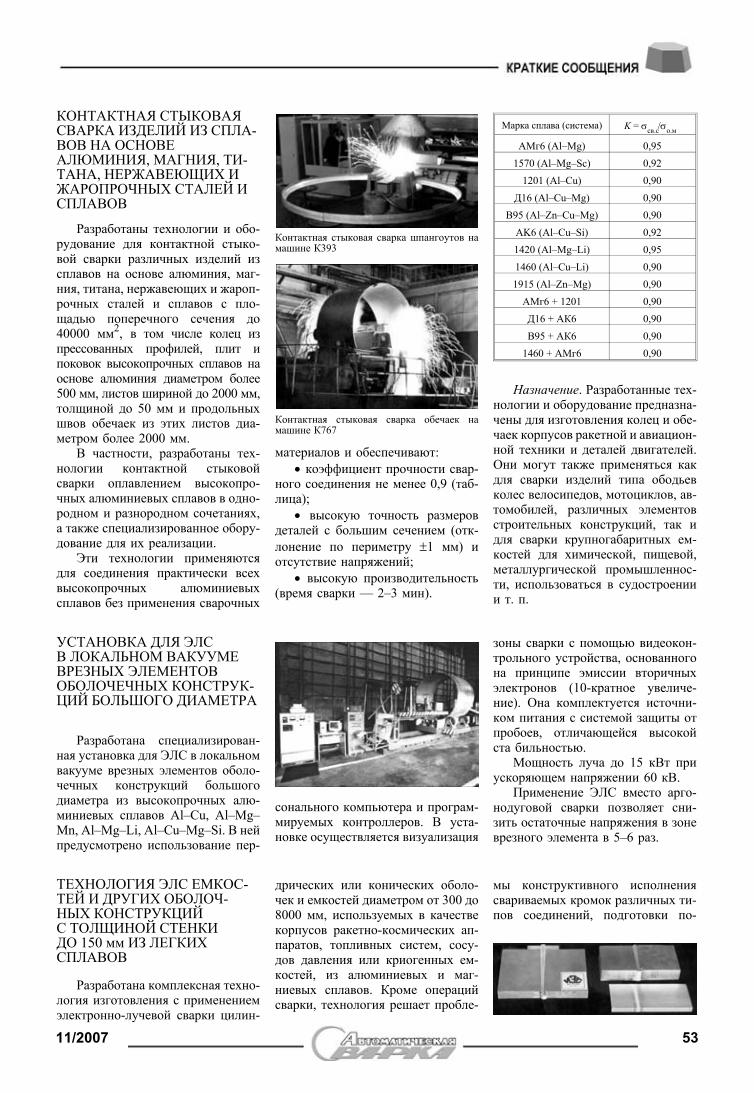
КОНТАКТНАЯ СТЫКОВАЯСВАРКА ИЗДЕЛИЙ ИЗ СПЛА-ВОВ НА ОСНОВЕАЛЮМИНИЯ, МАГНИЯ, ТИ-ТАНА, НЕРЖАВЕЮЩИХ ИЖАРОПРОЧНЫХ СТАЛЕЙ ИСПЛАВОВ
Разработаны технологии и обо-рудование для контактной стыко-вой сварки различных изделий изсплавов на основе алюминия, маг-ния, титана, нержавеющих и жароп-рочных сталей и сплавов с пло-щадью поперечного сечения до40000 мм2, в том числе колец изпрессованных профилей, плит ипоковок высокопрочных сплавов наоснове алюминия диаметром более500 мм, листов шириной до 2000 мм,толщиной до 50 мм и продольныхшвов обечаек из этих листов диа-метром более 2000 мм.
В частности, разработаны тех-нологии контактной стыковойсварки оплавлением высокопро-чных алюминиевых сплавов в одно-родном и разнородном сочетаниях,а также специализированное обору-дование для их реализации.
Эти технологии применяютсядля соединения практически всехвысокопрочных алюминиевыхсплавов без применения сварочных
материалов и обеспечивают:• коэффициент прочности свар-
ного соединения не менее 0,9 (таб-лица);
• высокую точность размеровдеталей с большим сечением (отк-лонение по периметру ±1 мм) иотсутствие напряжений;
• высокую производительность(время сварки — 2–3 мин).
Назначение. Разработанные тех-нологии и оборудование предназна-чены для изготовления колец и обе-чаек корпусов ракетной и авиацион-ной техники и деталей двигателей.Они могут также применяться какдля сварки изделий типа ободьевколес велосипедов, мотоциклов, ав-томобилей, различных элементовстроительных конструкций, так идля сварки крупногабаритных ем-костей для химической, пищевой,металлургической промышленнос-ти, использоваться в судостроениии т. п.
УСТАНОВКА ДЛЯ ЭЛСВ ЛОКАЛЬНОМ ВАКУУМЕВРЕЗНЫХ ЭЛЕМЕНТОВОБОЛОЧЕЧНЫХ КОНСТРУК-ЦИЙ БОЛЬШОГО ДИАМЕТРА
Разработана специализирован-ная установка для ЭЛС в локальномвакууме врезных элементов оболо-чечных конструкций большогодиаметра из высокопрочных алю-миниевых сплавов Al–Cu, Al–Mg–Mn, Al–Mg–Li, Al–Cu–Mg–Si. В нейпредусмотрено использование пер-
сонального компьютера и програм-мируемых контроллеров. В уста-новке осуществляется визуализация
зоны сварки с помощью видеокон-трольного устройства, основанногона принципе эмиссии вторичныхэлектронов (10-кратное увеличе-ние). Она комплектуется источни-ком питания с системой защиты отпробоев, отличающейся высокойста бильностью.
Мощность луча до 15 кВт приускоряющем напряжении 60 кВ.
Применение ЭЛС вместо арго-нодуговой сварки позволяет сни-зить остаточные напряжения в зоневрезного элемента в 5–6 раз.
ТЕХНОЛОГИЯ ЭЛС ЕМКОС-ТЕЙ И ДРУГИХ ОБОЛОЧ-НЫХ КОНСТРУКЦИЙС ТОЛЩИНОЙ СТЕНКИДО 150 мм ИЗ ЛЕГКИХСПЛАВОВ
Разработана комплексная техно-логия изготовления с применениемэлектронно-лучевой сварки цилин-
дрических или конических оболо-чек и емкостей диаметром от 300 до8000 мм, используемых в качествекорпусов ракетно-космических ап-паратов, топливных систем, сосу-дов давления или криогенных ем-костей, из алюминиевых и маг-ниевых сплавов. Кроме операцийсварки, технология решает пробле-
мы конструктивного исполнениясвариваемых кромок различных ти-пов соединений, подготовки по-
Марка сплава (система) K = σсв.с/σо.м
АМг6 (Al–Mg) 0,951570 (Al–Mg–Sc) 0,92
1201 (Al–Cu) 0,90Д16 (Al–Cu–Mg) 0,90
B95 (Al–Zn–Cu–Mg) 0,90AK6 (Al–Cu–Si) 0,921420 (Al–Mg–Li) 0,951460 (Al–Cu–Li) 0,901915 (Al–Zn–Mg) 0,90АМг6 + 1201 0,90Д16 + АК6 0,90В95 + АК6 0,90
1460 + АМг6 0,90
Контактная стыковая сварка шпангоутов намашине К393
Контактная стыковая сварка обечаек намашине К767
11/2007 53

верхности изделий и кромок передсваркой, выполнения требований кточности сборки и выбору прост-ранственного положения соедине-
ний, а также выбора рациональныхспособов контроля качества и проч-ностных испытаний сварных сое-динений при криогенных темпера-турах включительно.
Технология обеспечивает повы-шение на 15...25 % временногосопротивления соединений терми-чески упрочняемых и усиленно на-гартованных алюминиевых спла-вов, уменьшение в 4–5 раз остаточ-
ных сварочных деформаций и в 5–7раз ширины зоны термическоговлияния по сравнению с дуговымиспособами сварки.
ТЕХНОЛОГИЯ ЭЛС ПОРШ-НЕЙ ИЗ АЛЮМИНИЕВЫХСПЛАВОВ С ПОЛОСТЬЮМАСЛЯНОГО ОХЛАЖДЕНИЯВОКРУГ КАМЕРЫСГОРАНИЯ
Для повышения надежностиработы дизелей и увеличения срокаэксплуатации поршней используютспособы принудительного охлаж-дения наиболее теплонапряженныхучастков поршня посредством цир-куляции охлаждающего масла черезполости, выполненные в доннойчасти поршня. При этом наиболееполно отвечают требованиям и несложны в изготовлении при массо-вом производстве сварнолитыепоршни из алюминиевых сплавов.
Разработанная конструкция итехнология изготовления сварныхпоршней позволяет выбрать наи-более рациональную форму полос-
ти охлаждения, оптимальное местоее расположения и практически в 2раза уменьшить трудоемкость их
изготовления по сравнению с извес-тными вариантами.
ЭЛС РЕБРИСТЫХТЕПЛООБМЕННИКОВ(РАДИАТОРОВ)ИЗ АЛЮМИНИЕВЫХСПЛАВОВ
Разработана экологически чис-тая безотходная технология изго-товления высокоэффективных теп-лообменных аппаратов из алюми-ния и его сплавов. Это позволяетуменьшить в 3–4 раза весовые ха-рактеристики радиаторов по срав-нению с обычными из меди илилатуни, улучшить на 40–60 % ихтеплотехнические показатели. Ис-пользование электронно-лучевойсварки при соединении оребренныхтрубчатых элементов с трубной до-ской обеспечивает равнопрочностьсварных соединений с основным
металлом, практически полное от-сутствие деформации и сохранениев исходном состоянии жесткоститонкостенных ребер.
Основные операции разработан-ной технологии являются эко-логически чистыми и легко подда-ются автоматизации и механизации.
Область применения. Алюми-ниевые теплообменники (радиато-ры) могут применяться в авто-мобиле- и тракторостроении, авиа-ционной промышленности, холо-дильных установках или компрес-сорных станциях, кондиционерахи т . д.
54 11/2007

ЭЛС ПРЕЦИЗИОННЫХИЗДЕЛИЙ И ГЕРМЕТИЗА-ЦИЯ КОРПУСОВ ЭЛЕКТРО-ВАКУУМНЫХ ПРИБОРОВ
Разработана прецизионная элек-тронно-лучевая сварка корпусовэлектровакуумных приборов, ги-роскопов и герметизации микрос-хем в алюминиевых оболочках,используемая в качестве финальнойоперации изготовления высокоточ-ных приборов.
Технология обеспечивает мини-мальные сварочные деформации (неболее 0,03 мм на диаметре до100 мм), незначительный (не выше
60 °С) разогрев расположенныхвнутри корпуса или оболочки эле-ментов монтажа и микросхем, атакже допускает расположение гер-мовыводов на корпусе прибора нарасстоянии до 2 мм от сварногошва, при уплотнении которых скорпусом используют клей или гер-метики различного состава.
Использование комплекса тех-нических рекомендаций обеспечи-вает получение качественных свар-ных швов, а также высокую надеж-ность и работоспособность при-боров в сложных условиях эксплу-атации.
ТЕХНОЛОГИЯ ЭЛС ЛИС-ТОВЫХ КОНСТРУКЦИЙС ОДНОВРЕМЕННОЙПОДАЧЕЙ В СВАРОЧНУЮВАННУ ПРИСАДОЧНОЙПРОВОЛОКИ
В производстве сварных конст-рукций различного назначения боль-шой объем занимают полуфабрикатыв виде листовых заготовок. При этомв силу специфических особенностейпроцесса электронно-лучевой свар-ки алюминиевых сплавов формиро-вание соединений происходит с не-которым занижением поверхностиметалла шва относительно верхнейплоскости свариваемых листов.
Для предупреждения указанно-
го дефекта сварных соединенийлистовых заготовок разработанатехнология ЭЛС с одновременнойподачей присадочной проволоки всварочную ванну. Сварка можетосуществляться в различных прост-ранственных положениях и без при-менения формирующих устройств.Сварные швы при этом наплавля-ются с формированием валика уси-ления и проплавления с обратнойстороны стыка.
В процессе сварки присадочнаяпроволока диаметром 0,8...2,6 ммможет подаваться в сварочнуюванну с любой стороны относитель-но фронта плавления. Это особенноважно в случае одновременного
применения устройств совмещенияи направления пучка по стыку,когда стык перед пучком не долженбыть «закрытым».
Разработанная технология имеханизм подачи присадочной про-волоки могут также использоватьсяпри выполнении наплавочных ра-бот, облицовке поверхности, запол-нении широких зазоров в соеди-нении при многопроходной сварке.
ЭЛЕКТРОННО-ЛУЧЕВАЯТЕХНОЛОГИЯ ИЗГОТОВЛЕ-НИЯ СВАРНЫХ ОРЕБРЕН-НЫХ ТОНКОЛИСТОВЫХКОНСТРУКЦИЙ
В крупногабаритных корпусныхлегких конструкциях аэрокосми-ческой техники, в судостроении ина транспорте широко используют-ся тонкостенные панели — листо-вые полотнища с набором ребержесткости из легких сплавов. Изго-товление этих панелей с помощьюгорячего прессования осуществимо,но только для высокопластичныхсплавов и при определенных соот-ношениях размеров сечений листаи ребер.
Разработана современная техно-логия изготовления сварных пане-лей, по которой ребра жесткостилюбого поперечного сечения при-
вариваются к тонкому листу. Приприменении разработанной техно-логии, основанной на использо-вании метода предварительного уп-ругого растяжения, происходит по-давление остаточных деформаций.
Приварка ребер жесткости кполотнищу может осуществлятьсядвух- и односторонним угловым илипрорезным швом. При этом соотно-шение толщин ребра и по- лотнищаможет составлять от 1:1 до 1:10 ивыше. Наиболее высокие показателиконструктивной прочности имеютпанели, изготовленные из высокоп-
рочных алюминиевых сплавов сприменением электронно-лучевойсварки. Остаточный продольныйпрогиб таких панелей составляет неболее 1 мм на один погонный метрдлины панели.
11/2007 55

ТЕХНОЛОГИЯ УП-РОЧНЯЮЩЕЙ НАПЛАВКИ СПРИСАДОЧНЫМ МАТЕРИА-ЛОМ ЗОНЫ КОМПРЕССИ-ОННЫХ КАНАВОКАЛЮМИНИЕВЫХ ПОРШНЕЙ
В настоящее время усовершен-ствование двигателей внутреннегосгорания, в частности, дизелей, идетв направлении повышения их мощ-ности, снижения металлоемкости иувеличения долговечности. В этойсвязи особое значение приобретаютпроблемы увеличения срока службыпоршней, поскольку с повышениеммощности двигателей существенновозрастают тепловые и динамические
нагрузки на поршень.Для повышения износостой-
кости и срока эксплуатации алюми-ниевых поршней разработана тех-нология износостойкой упрочняю-щей наплавки поршней в зоне
верхней компрессионной канавки сиспользованием легирующих при-садок и высококонцентрированногонагрева электронным пучком.
Применение легирующего мате-риала дает возможность получить не-обходимую твердость зоны упроч-нения в пределах НВ 150–180. Горя-чая твердость упрочненного слоя винтервале температур 100...360 °С в2–3 раза выше по сравнению с основ-ным металлом поршня.
Разработанная технология уп-рочнения поршней позволяет по-высить моторесурс поршневойгруппы двигателей в 1,5–2 раза.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕ-НИЯ СВАРНЫХКРУПНОГАБАРИТНЫХОРЕБРЕННЫХ ПАНЕЛЕЙИ ОБОЛОЧЕК ИЗ ЛЕГКИХСПЛАВОВ
Новая технология основана наприменении как электронно-луче-вой, так и аргонодуговой сваркиплавящимся электродом, выполняе-мых c большой скоростью, в соче-тании с предварительным упругимдеформированием соединяемых де-талей. Ребра жесткости прива-ривают к тонколистовому элементу
двусторонним угловым швом с ма-лыми катетами и полным проваромпо толщине ребра.
В результате обеспечивается вы-сокая точность изготовления круп-ногабаритных конструкций, низкийуровень остаточных сварочных на-пряжений и деформаций, узкая зонаразупрочнения основного металла воколошовной зоне, высокое качест-во сварных соединений.
По сравнению с широко исполь-зуемым фрезерованием толстолис-товых заготовок и горячим прессо-ванием панелей стоимость изготов-
ления панельных конструкций попредлагаемой технологии ниже, приэтом значительно возрастает коэф-фициент использования металла,расширяются конструктивные воз-можности изготовления высокоэф-фективных конструкций.
ПЛАЗМЕННО-ДУГОВАЯСВАРКА АЛЮМИНИЯС УГЛЕРОДНЫМИМАТЕРИАЛАМИ
В мощных электротермическихпечах сопротивления таких, как пе-чи Ачесона, используемых для гра-фитации углеродных материалов(токи до 200 тыс. А) и для синтезакарбида кремния (токи до 30 тыс.А), металлические шины в которыхсоединяются с электродами (токов-водами) с помощью прижимныхконтактов, чаще всего болтовых.Ошиповка печей обычно выполня-ется дорогостоящей и дефицитнойв условиях Украины медью.
Контактные сборки таких печейработают в циклическом режиме —нагрев до 400…500°С и охлаждениедо внутрицеховой температуры, чтовызывает окисление контактной по-верхности металлической пади кон-такта и связанный с этим явлением
стремительный рост контактногосопротивления. Так, например, в пе-чах графитации Днепровского элек-тродного завода контактное сопро-тивление после нескольких компа-ний работы печи (I ~ 100⋅103 А)повышается с 70…100 до 15000мкОм. В связи с этим потери элек-троэнергии в конце периода дости-гают 19,6 % общей мощности печи.
В Институте электросварки им.
Е. О. Патона НАН Украины разра-ботан новый способ сварки разно-родных материалов металл–углеро-дистый материал, который позволя-ет значительно снизить удельныйрасход электроэнергии на произ-водство продукции в электротерми-ческих печах.
Сварное электроконтактное сое-динение металлических шинопро-водов электродами на углеродных
Рис. 1. Печь сопротивления на токи до 30 кАдля синтеза карбида кремния
Рис. 2. Печь сопротивления на токи до 100 кАдля графитации углеродных материалов
56 11/2007

материалах выполняется в видеэлектроконтактных пробок, каждаяиз которых способна длительноевремя работать на токах до 600 А(соединение алюминий–углерод-ный материал).
Контактное сопротивление сва-
рных соединений, измеренных приконтактной температуре, падаетпри нагреве соединения до рабочейтемпературы на 25…30 %, но самоеглавное, при длительной работе пе-чи не возрастает. Кроме экономииэлектроэнергии, использование тех-
нологии изготовления сварных кон-тактов позволяет отказаться от мед-ных шинопроводов, заменив их лег-кими и более дешевыми алюмини-евыми шинами. Технология ус-пешно внедрена на ПО «Графит»(г. Запорожье).
КОМПЛЕКС ОБОРУДОВА-НИЯ ДЛЯ СВАРКИТОЛСТОЛИСТОВЫХАЛЮМИНИЕВЫХКОНСТРУКЦИЙ
Качественная и высокопроизво-дительная сварка конструкций изалюминия и его сплавов с мини-мальными энерго- и ресурсозатра-тами — актуальная технико-техно-логическая проблема во многих от-раслях промышленности. В пос-леднее время острота этой пробле-мы еще более усилилась вследствиеповышения требований к качествусварных соединений мощных ши-нопроводов для энергогенерирую-щих и электрометаллургическихпредприятий, включая предприятияпо электролизу цветных металлов.Здесь экономия электроэнергии вбольших объемах напрямую зави-сит от качества сварного соедине-ния. Весь этот комплекс проблем набазе ряда предприятий по электро-лизному производству алюминия(ТАДаЗ, Таджикистан), АВИСМА(Россия) был учтен в ИЭС им. Е. О.Патона при разработке оригиналь-ных технологий и оборудования.Они включают:
• полуавтомат для дуговой свар-ки алюминия и его сплавов типаПШ2107А (рис. 1), который можетбыть укомплектован практическилюбым типом источника сварочно-го тока с определенной доработкойстатических и динамических харак-теристик. Отличительными и опре-деляющими характеристикамиПШ2107А является возможность
надежной подачи алюминиевыхэлектродных проволок диаметром1,2…3,5 мм, а также точная уста-новка и поддержание режимов сва-рочного процесса. Обеспечиваетсварку конструкций из алюминие-вых сплавов толщинами до 20 мм.Рис. 2 иллюстрирует вертикальновыполненные соединения алюми-ниевых шин магниевого электроли-зера с помощью полуавтоматаПШ2107А.
• установку «ТРИПЛЕТ» длядуговой сварки алюминия и егосплавов с одновременной или по-очередной подачей трех электрод-ных проволок в один токоподводя-щий наконечник с использованием
одного источника сварочного тока.Преимущества такого способа свар-ки состоят в значительном повы-шении производительности процес-са, существенной экономии энерго-и ресурсозатрат, использованиивозможностей модуляции процессасварки за счет поочередной подачипо определенному алгоритму каж-дой из трех проволок. Маневрен-ность оборудования обеспечиваетсянесколькими вариантами конструк-тивного исполнения (механизиро-ванный, автоматический). Вариантконструкции «ТРИПЛЕТА» предс-тавлен на рис. 3. Рекомендуется ис-пользовать при сварке конструкцийс толщиной свариваемых изделий вдиапазоне 10…60 мм;
малогабаритный (переносный)автомат для производительной мно-гослойной сварки протяженныхтолстолистовых алюминиевых кон-струкций, например шин, продоль-ных швов емкостей и др. с механиз-
мами подачи электродной проволо-ки диаметром до 4,0 мм с устройс-твами перемещения, корректиров-ки, раскладки швов и управленияциклом сварки с автоматическимвозбуждением дуги (рис. 4). Реко-мендуется использовать при сваркеконструкций толщинами в диапазо-не 20…100 мм.
Дополнительные возможностипо энерго- и ресурсосбережению в
рассмотренном оборудовании обес-печивают управляемые импульсныепроцессы, реализуемые, в том числепри использовании оригинальныхрегулируемых импульсных меха-низмов подачи.
Рис. 1. Полуавтомат ПШ2107
Рис. 2. Сварка алюминиевых шин
Рис. 3. Триплет
Рис. 4. Автомат для многослойной сваркиалюминиевых конструкций
11/2007 57

НОВОЕ ОБОРУДОВАНИЕ ФИРМЫ «ФРОНИУС» ДЛЯ СВАРКИ АЛЮМИНИЯ
TransPuls SYNERGIC 2700CВАРКА ПО СИСТЕМАМMIG/MAG, WIG DCИ СО СТЕРЖНЕВЫМЭЛЕКТРОДОМ
Установка TPS 2700 — это осо-бый источник сварочного тока.Полностью цифровой источник, ко-торый дает абсолютно точные ре-зультаты сварки. Благодаря режиму«Synergic» обращение с ним оченьпростое, а небольшая масса (27 кг)и встроенный привод механизма по-дачи проволоки делают установку
переносной и пригодной для любоймобильной операции. К тому же,для каждого случая применения
предлагаются соответствующиекомплектующие, включающие сва-рочные горелки, установки охлажде-ния и приборы дистанционного уп-равления. Весь комплекс точно по-догнан к способностям источникасварочного тока и представляет со-бой единую оптимизированную сис-тему.
Прибор TPS 2700 AluEdition спе-циально разработан и имеет множес-тво функций и принадлежностей длясварки алюминия. Он пригоден длявыполнения различных сварочныхработ с алюминием, а также при ис-
пользовании очень мягкой алюми-ниевой проволоки или длинных ка-белей/шланг-пакетов.
Дополнительная возможностьзажигания предлагается для сваркиалюминия: во избежание непровараосновной металл должен быть рас-плавленным уже во время фазы за-жигания. По этой причине зажига-ние осуществляется на значительноповышенном токе, затем мощностьснижается. По завершению сваркишва, чтобы избежать опасности про-жога, его уровень может быть снижен
до мощности тока заварки кратера.Важную роль во время любого
сварочного процесса играет подачапроволоки. Она непосредственно вли-яет на результат сварки и должна про-текать надежно и точно при мини-мальном трении. Встроенным узломустановки TPS 2700 является высоко-качественный четырехроликовый при-вод механизма подачи проволоки. Вкачестве варианта для транспортиров-ки мягкой алюминиевой проволокипредлагается планетарный привод«PT-Drive». Цифровой регулятор обо-ротов двигателя позволяет точную и
воспроизводимую бесступенчатуюнастройку скорости проволоки от 0до 22 м/мин.
Перенос металла осуществляется благодаря импульсной дуге — одна капля на один импульс
Основной металл — AlMg3Толщина металла — 0,6 ммПрисадочная проволока — AlMg5 диаметром 1,2 мм
В источник питания интегрирован четырех-роликовый привод для точной и беспрепятс-твенной подачи проволоки
58 11/2007

MagicWave 4000/5000СВАРКА TIG ИЭЛЕКТРОДНАЯ СВАРКА
Данные источники тока с любойточки зрения вполне отвечают духусовременности: выделяются своеймалошумностью (с электрическойдугой практически едва слышной ив то же время очень стабильной);простотой в управлении, понятнойи логичной системой управления;прочной конструкцией аппаратов,их большой производительностьюи полным цифровым управлениемпроцессами, что для аппаратов ар-гонодуговой сварки TIG являетсяуникальными характеристиками.
Алюминий всегда нуждается вспециальном обращении, он его изаслуживает. Так, при сварке алю-миния переменным током процес-сом TIG, как правило, используетсяне заостренный электрод, а элект-род со сферической контактной по-верхностью. В случае сварки угло-вых швов это приводит к недоста-точному провару корня шва. Ап-параты MagicWave при заострен-ном электроде обеспечивают сфе-рическую контактную поверхностьзначительно меньшего диаметра,что обеспечивает оптимальный про-вар корня.
Сферическая контактная повер-хность образуется автоматически,что значительно экономит рабочеевремя. Только монтируется заост-ренный электрод, регулятором зада-ется нужный диаметр сферическойконтактной поверхности, и импульс
тока обратной полярности сразу жеего образует. Другая интереснаяфункция позволяет производитьнастройку формы кривой перемен-ного тока с целью сохранения ста-бильности жидкой ванны при высо-кой силе тока.
CMT: COLD METALTRANSFER
Новая технология резко отлича-ется от традиционной. СистемаСМТ представляет собой абсолют-ную инновацию. Для введения ее нарынок понадобилось пять лет ин-тенсивной исследовательской рабо-ты. В стадии разработки находятсяи другие перспективные продуктыданного сектора.
Перенос материала почти без то-ка. Проволока подается, а при воз-никновении короткого замыканияона сразу же автоматически отводит-ся. Таким образом, в течение фазыгорения дуга вводит тепло в короткиймиг, затем сразу же ввод тепла сок-
ращается (горячо–холодно–горячо–холодно–горячо–холодно).
Результатом переноса материа-ла без образования брызг являетсятретья значительная разница: отводпроволоки в момент возникновениякороткого замыкания помогает от-делению капли. Короткое замыка-ние под контролем, ток короткогозамыкания незначителен, что обес-печивает перенос материала без об-разования брызг.
Все эти процессы позволяютосуществлять именно те операции,которые до сих пор были связаны сбольшими трудностями: сварные ипаяные швы без образования брызг;сварное соединение стали с алюми-нием; сварка сверхтонкого листа с0,3 мм даже стыковым швом безподкладки сварочной ванны и т. п.
Вся система приспособлена ксварочному процессу.
Процесс СМТ устанавливает но-вые стандарты в сварочной технике:
управляет переносом капельблагодаря вводу блоков подачи про-волоки с цифровой регулировкойпроцесса;
за счет переноса материала поч-ти без тока уменьшает ввод тепла;
путем контроля за возникнове-нием короткого замыкания обеспе-чивает перенос материала без обра-зования брызг;
обеспечивает роботизированнуюсварку и пайку по системеMIG/MAG сверхтонкого листа с0,3 мм и соединение стали с алю-минием без образования брызг.
Открываются абсолютно новыеобласти применения. Каковы ти-пичные области применения про-цесса СМТ? Каким материалам не-обходим «холодный» процесс? Лю-бой тонкий или сверхтонкий лист,уже с 0,3 мм; пайка оцинкованноголиста по технологии MIG; соедине-ние стали с алюминием. До сих портакие операции можно было выпол-
нять только при соблюдении самыхсложных условий (например, свар-ке на подкладке), или они вообщезаменялись другими технологиямисоединения при отказе от преиму-ществ сварного соединения. С по-явлением процесса СМТ невозмож-ное стало возможным.
Процесс СМТ устанавливает но-вые стандарты сварочной техники.Процесс идеально пригоден для ав-томобильной промышленности ипроизводства комплектующих к ней,авиационной промышленности икосмонавтики, изготовления метал-лических и портальных конструкций.С помощью данного процесса можновыполнять все задачи, осуществляе-мые в автоматизированном режимеили с поддержкой робота; возможноприменение всех основных и приса-дочных материалов.
11/2007 59
ДИССЕРТАЦИИ НА СОИСКАНИЕ УЧЕНОЙ СТЕПЕНИ
Институт электросварки им. Е. О. Патона НАНУкраины
Н. О. Червяков (ИЭС) защи-тил 10 октября 2007 г. кан-дидатскую диссертацию натему «Напряженно-деформи-рованное состояние и техно-логическая прочность свар-ных соединений высокоп-рочных никелевых сплавов».
Диссертация посвященаизучению особенностей тер-
модеформационных процес-сов применительно к оценке трещиностойкостисварных соединений и разработке на этой основерекомендаций по выбору эффективных техноло-гических приемов создания качественных свар-ных соединений высокопрочных (σв ~ 1000 МПа)никелевых дисперсионно-твердеющих сплавов сγ′-упрочнением.
Исследована свариваемость никелевых спла-вов методом Varestraint Test. Построены темпера-турные интервалы хрупкости никелевых сплавовс содержанием γ′-фазы от 40 до 60 %. Показаноналичие двух температурных интервалов хрупкос-ти — высокотемпературного (ТИХ-I) и низкотем-пературного (ТИХ-II). Определены протяжен-ность температурных интервалов хрупкости икритической деформации для каждого интервала,превышение которой вызывает появление трещин.Установлено, что при сварке никелевых сплавовнаиболее критичным является образование попе-речных трещин в низкотемпературном интервалепровала пластичности (ТИХ-II) в диапазоне тем-ператур 1150…700 °С.
Экспериментально изучено распределение ос-таточных напряжений и деформаций и показано,что с увеличением содержания γ′-фазы в сплавес 40 до 60 % максимальные растягивающие оста-точные продольные напряжения изменяются от750 до 950 МПа и пропорциональны пределу те-кучести материала. Установлено, что пластичес-кая деформация локализуется на расстоянии до1000 мкм от линии сплавления в сторону основ-ного металла и ширина зоны образования трещинсовпадает с размером зоны пластической дефор-мации. Изучены температурные условия форми-рования сварного соединения путем непос-редственного измерения термических циклов в зо-не термического влияния (ЗТВ) на различном уда-лении от оси шва. Рассмотрено влияние парамет-ров режима процесса сварки неплавящимся воль-
фрамовым электродом в защитном газе аргоне напараметры сварочной ванны и шва. Для исследо-ваний была собрана установка, позволяющая впроцессе сварки производить видеосъемку повер-хности движущейся сварочной ванны и форми-рования шва, по результатам которой определя-лась форма и геометрические размеры зеркалажидкой ванны. Полученные данные использова-лись в дальнейшем для уточнения математическоймодели.
Экспериментально определены механическиеи теплофизические свойства исследуемого сплавапри температурах выше 1000 °С — предела теку-чести и коэффициента линейного расширения, ко-торые являются важными параметрами для моде-лирования термодеформационных процессов вшве и ЗТВ. Максимальные значения коэффици-ента линейного расширения составляют для спла-ва ЖС-26 60⋅10–6 1/°С, причем практически двук-ратное увеличение его значения на стадии нагревапроисходит в интервале температур 1000…1200°С. Предел текучести при комнатной температуресоставляет 950 МПа, а при нагреве до температу-ры 900 °С плавно уменьшается до 850 МПа; рез-кое падение предела текучести до 100 МПа про-исходит в интервале температур 950…1100 °С.
С позиций оценки вероятности образованияоколошовных горячих трещин при сварке плав-лением никелевых дисперсионно-твердеющихсплавов экспериментально-расчетным методомопределен уровень и изучена кинетика развитиянапряженно-деформированного состояния во вре-мя формирования сварного соединения. Расчет-ным путем изучены закономерности распределе-ния и особенности развития локальных пласти-ческих деформаций в ЗТВ никелевых сплавов иустановлено, что на стадии охлаждения продоль-ные пластические деформации локализуются в уз-кой (до 1000 мкм) зоне, прилегающей к линиисплавления, и имеют положительные приращения,значения которых на макроуровне составляютболее 1,5 %, что значительно превышает крити-ческое значение деформации. Особенность разви-тия этих деформаций такова, что достижение имимаксимума совпадает во времени с пребываниемметалла ЗТВ (ТИХ-II) в интервале температур1150…700 °С. Изучение кинетики изменения про-дольных временных напряжений показало, что ос-новную роль играют продольные относительнонаправления сварки напряжения σx.x, высокие зна-чения которых до 0,8σ0,2 достигаются еще во вре-мя пребывания метала ЗТВ в области подсоли-
60 11/2007

дусных температур, что подтверждает факт пре-имущественного образования поперечных около-шовных трещин. На основе анализа показана кор-реляция между напряженно-деформированнымсостоянием и технологической прочностью, т. е.склонностью сварных соединений к образованиюгорячих трещин в процессе сварки и термическойобработки никелевых высокопрочных сплавов.
Установлены методы управления напряженно-деформированным состоянием при сварке спла-вов, склонных к образованию горячих трещин вЗТВ и показано, что за счет варьирования уровнемтепловложения можно существенно задержать мо-мент начала развития положительных прираще-ний пластической деформации в ЗТВ и снизитьих значения до уровня менее 0,1 %, что не пре-вышает критических значений, при которых об-разуется трещина в соответствующем температур-ном интервале хрупкости.
Разработан комплекс рекомендаций для созда-ния условий, при которых обеспечивается необ-ходимая технологическая прочность сварныхсоединений.
И. А. Петрик (ОАО «МоторСич») защитил 10 октября2007 г. кандидатскую диссер-тацию на тему «Процессывосстановления сваркой ипайкой лопаток газотурбин-ных двигателей из трудносва-риваемых сплавов на основеникеля и титана».
Диссертация посвященаразработке промышленных
технологических процессов восстановления лопа-ток из высокопрочных титановых и жаропрочныхникелевых сплавов газовоздушного тракта газо-турбинных авиадвигателей с целью продления ре-сурса их работы. В работе рассмотрены и систе-матизированы основные причины выхода из строядеталей ГВТ ГТД. Показано, что при работе дви-гателя на лопатки воздействуют динамичные си-ловые и температурные нагружения и коррозион-ная среда газового потока. Распределение термо-силовых нагрузок неравномерно по телу лопаткии имеет градиентный характер. Проведена клас-сификация возникающих эксплуатационных пов-реждений лопаток: по видам износа, по конструк-тивным признакам, по зонам возникновения, попричинам выхода из строя — с целью определенияих ремонтопригодности и условий ремонта.
Приведены основные методологические аспек-ты работы, методы и использованное оборудова-ние. В работе проводили химический, спектраль-ный и рентгеноструктурный анализы, металлог-рафические исследования, стандартные механи-
ческие испытания, испытания на кратковремен-ную и длительную прочность, в том числе прирабочих температурах; определение предела вы-носливости σ–1 (на базе 107 циклов). Для эффек-тивной технологической оценки свариваемостиметалла лопаток после их эксплуатации совместнос методом динамического деформирования Trans-Varectraint Test использовали методику техноло-гической «лопаточной кольцевой» пробы.
Исследованы влияние режимов ЭЛС, АДС,состава присадочного материала и режимов тер-мической обработки на структуру и механическиесвойства сварных соединений титанового сплаваВТЗ-1 и жаропрочного никелевого сплава ЖС6У-ВИ. Показано, что стандартные приемы и пара-метры ЭЛС и АДС, значительно снижают эксплу-атационные свойства соединений и требуют оп-тимизации. На основании анализа установленныхзависимостей влияния на структуру и свойстваопределены значения погонной энергии ЭЛС иАДС, при которых обеспечивается оптимальнаятехнологичность структуры сварных швов и на-иболее высокий уровень механических свойств.
Проведены расчет и анализ распределения ра-бочих напряжений в объеме лопатки. Расчет играфическое построение полей напряжений вы-полнен на примере рабочей лопатки вентилятораГТД Д-36. На основе сравнения рабочих напря-жений с прочностными свойствами ремонтныхсварных соединений разработана методика опре-деления зон возможного ремонта сваркой и пред-ложена градиентно-прочностная модель выборапараметров технологий, материалов и методов об-работки сварных соединений. Определяющей вназначении технологий ремонта признана свари-ваемость конструкционных материалов. Для ра-бочих лопаток из двухфазных титановых сплавовтипа ВТЗ-1, обобщенным критерием свариваемос-ти является показатель усталостной прочности,для ремонтных сварных и паяных соединений изЖС6У-ВИ — уровень чувствительности к обра-зованию трещин и прочностные свойства сварногосоединения.
Применение градиентно-прочностного прин-ципа ремонта для лопатки вентилятора из сплаваВТЗ-1 показал возможность расширения объемаремонта на 75…80 % в сравнении с допустимымизонами, установленными согласно ранее принятойнормативной документации.
Представлены результаты и анализ сваривае-мости лопаток из жаропрочных никелевых спла-вов способом АДС. Проведены исследования вли-яния присадочного материала из сплавов ВЖ98,ЭП367 и термообработки для лопаток из сплаваЖС6У-ВИ на технологическую прочность (устой-чивость против образования трещин). Определено
11/2007 61
наличие температурного интервала хрупкостисплава в диапазоне температур 950…1160 °С принизких значениях (0,1 %) критической дефор-мации. Обоснованы и предложены режимы сваркии термообработки, технологические приемы ихвыполнения, которые снижают влияние термод-еформационных процессов при сварке сплаваЖС6У-ВИ на образование трещин. На основестандартного метода Trans-Varectraint Test разра-ботан экспресс-метод оценки свариваемостисложнолегированного металла лопатки после дли-тельной эксплуатации под влиянием высокотем-пературной газовой среды и силовых нагрузок.Используется «кольцевая лопаточная проба», ко-торая выполняется непосредственно на теле ре-альной лопатки. Предложен комплексный крите-рий оценки свариваемости Ω, который учитываетконструктивные особенности детали и состояниеметалла, уровень напряженного состояния по мес-там расположения и суммарной длине трещин,что образуются.
В ряде случаев, когда ремонт лопаток метода-ми сварки неприемлем, исследована возможностьремонта с применением пайки. Определены экс-плуатационные дефекты по типу и месторасполо-
жению, которые могут быть исправлены методомпайки. Исследована возможность применениястандартизованных в авиационной промышлен-ности припоев, определены условия получения ка-пиллярных зазоров, необходимых для полученияплотных и прочных ремонтных паяных соедине-ний жаропрочных литейных никелевых сплавов.
Разработанный принцип градиентной прочнос-ти обоснован и реализован при создании техно-логий ремонта с применением сварки и сопутс-твующих технологий как титановых, так и жа-ропрочных сплавов.
Рекомендации и подходы реализованы такжедля ремонта дефектов литья при изготовлении но-вых сопловых лопаток.
Разработаны нормативная документация, инс-трукции, групповые техпроцессы и рекомендациина ремонт, которые согласованы с конструктора-ми-разработчиками двигателя.
Обеспечена методологическая и технологичес-кая возможность для создания процессов ремонтанагруженных лопаток ГВТ в производственныхусловиях. Разработки внедрены на ОАО «МоторСич».
УДК 621.791(088.8)
ПАТЕНТЫ В ОБЛАСТИ СВАРОЧНОГО ПРОИЗВОДСТВА*Способ восстановления изношенных поверхностей сталь-ных деталей, отличающийся тем, что предварительно осу-ществляют электродуговую наплавку изношенной поверхнос-ти с учетом припуска на последующую механическуюобработку, которую проводят с занижением номинальногоразмера детали, затем осуществляют дробеструйную актива-цию обработанной поверхности, а газопламенное напылениеосуществляют самофлюсующимся порошковым сплавом споследующим оплавлением нанесенного покрытия путем наг-рева детали до температуры 950…1050 °С, причем покрытиенаносят с превышением номинального размера детали на ве-личину усадки покрытия после полного охлаждения детали.Патент РФ 2299115. М. М. Берзин, А. Н. Пурехов, С. А.Бульканов и др. [14].
Устройство для ультразвукового лужения изделий, отли-чающееся тем, что его открытый корпус помещен во внешнийкорпус с образованием воздушного зазора между их стенка-ми, опора выполнена в виде расположенных друг за другомна разных расстояниях от ванны двух параллельных пластин,выполненных с возможностью расположения на их торцахультразвукового преобразователя и введения наклонно егоинструмента в припой, причем пластины закреплены в зазоремежду корпусами на параллельных стенках внешнего корпу-са наклонно по отношению ко дну ванны. Патент РФ 2299792.А. А. Новик (ООО «Ультразвуковая техника-инлаб») [15].
Газосварочная горелка, отличающаяся тем, что ее смесительразмещен в головке и сопряжен с мундштуком, входное от-верстие кислорода смесителя сообщено с его камерой сме-шения через калиброванное отверстие, отношение диаметрак диаметру входного отверстия камеры смешения и к диа-метру отверстия выходного участка ступенчатого отверстиямундштука составляет 1:1,6÷3:1,63÷2,8, причем длина вход-ного отверстия камеры смешения смесителя составляет 0,3–0,6 полной длины камеры смешения, а выходное отверстиекамеры смешения смесителя и участок ступенчатого отверс-тия мундштука, расположенный перед выходным участком,имеют форму конусов, обращенных друг к другу основаниямис углами при вершине соответственно равными 12 и 8–18°.Патент РФ 2299793. Г. Л. Хачатрян, Ю. К. Родин, С. В. Со-колов [15].
Однофазный сварочный стабилизатор тока содержит ос-новной источник питания, состоящий из силового трансфор-матора с одной первичной обмоткой и двумя вторичнымиобмотками, подключенными через датчик тока к однофазно-му двухполупериодному выпрямителю на силовых тиристо-рах, к выходу которого подключены электроды сварочнойдуги маломощного трансформатора с первичной обмоткой,соединенной с выводами для подключения сети, и первой ивторой вторичными обмотками. Приведены отличительныепризнаки. Патент РФ 2299794. В. Т. Тарасов [15].
Устройство для электроконтактной приварки ферромаг-нитных порошков, содержащее роликовый электрод, приводвращения детали, механизм прижатия электрода и механизм
* Приведены сведения о патентах, опубликованных в бюллетеняхРФ «Изобретения. Полезные модели» за 2007 г. (в квадратных скобкахуказан номер бюллетеня).
62 11/2007

его перемещения, сварочный трансформатор, вторичная об-мотка которого выполнена с возможностью подсоединенияк электроду и детали, и дозирующий бункер порошка, отли-чающееся тем, что дозирующий бункер снабжен электромаг-нитным клапаном, обмотка которого параллельно подсоеди-нена к вторичной обмотке сварочного трансформатора. Па-тент РФ 2299795. Р. Н. Сайфуллин, М. Н. Фархшатов(Башкирский государственный аграрный университет) [15].
Состав сварочной проволоки для сварки и наплавки из-делий из низколегированных конструкционных сталей, отли-чающийся тем, что он дополнительно содержит никель, титани азот при следующем соотношении компонентов, мас. %:0,06…0,12 углерода; 0,2…0,8 кремния; 0,9…1,6 марганца;0,05…0,3 ванадия; 0,005…0,009 кальция; не более 0,025 серы;не более 0,030 фосфора; не более 0,25 никеля; не более 0,05титана; не более 0,012 азота; остальное железо. Патент РФ2299796. А. В. Сурков, В. А. Стародубцев, В. В. Яковлев идр. (ОАО «Уралмашзавод») [15].
Способ изготовления плакированной фольги, включаю-щий сборку пакета, состоящего из плакирующих планшет,размещенных с двух сторон слитка из алюминиевого сплава,нагрев пакета, горячую и холодную его многопроходнуюпрокатку, отличающийся тем, что использует силуминовыепланшеты, анизотропия деформационных свойств которыхравна анизотропии деформационных свойств слитка, а холод-ную прокатку заканчивают при температуре (165±5) °С с пос-ледующим охлаждением на воздухе. Патент РФ 2300450.В. Ю. Арынивский, Ф. В. Гречников, В. Р. Каргин (Самарс-кий государственный аэрокосмический университет им. С. П.Королева) [16].
Способ образования стыковых сварных швов на трубахпри производстве трубных шпилек, отличающийся тем, чтопредварительно сопрягаемые концы труб калибруют разда-чей на конус, сборку труб осуществляют на втулке из пла-кирующего материала, установленной на оправке с контак-том, кромок торцов втулки, с внутренними коническими по-верхностями калиброванных участков, а после сварки ТИГ сприсадкой горячий стык подвергают радиальному обжиму наоправке по схеме трехосного неравномерного сжатия с пла-кированием внутренней поверхности стыка при его оконча-тельном формировании путем поперечных сдвиговых дефор-маций материала труб и присадочного материала относитель-но торцевых кромок втулки из плакирующего материала.Патент РФ 2300451. С. И. Козий, Г. А. Батраев, С. С. Козий(То же) [16].
Порошковая проволока марки 48ПП-10Т для механизи-рованной сварки хладостойкиx низколегированных ста-лей, отличающаяся тем, что порошкообразная шихта допол-нительно содержит диоксид титана, периклаз и никель, акомплексная лигатура содержит лантан, празеодим, церий,неодим и железо при следующем соотношении компонентовпроволоки, мас. %: 4,21…7,32 диоксида титана; 0,50…1,50полевого шпата; 021…0,71 электрокорунда; 0,20…0,50 нат-рия кремнефтористого; 0,35…0,65 ферросилиция; 1,20…3,10ферромарганца; 0,7…1,4 никеля; 0,2…0,4 периклаза; 2,1…4,7железного порошка; 0,22…0,83 комплексной лигатуры; ос-тальное сталь оболочки. Патент РФ 2300452. В. А. Малышев-ский, П. В. Мельников, Л. А. Березовская (ФГУП «ЦНИИКМ «Прометей») [16].
Спocoб контроля глубины проплавления при формиро-вании стыкозамкового сварного соединения тонкостен-ной оболочки с заглушкой, отличающийся тем, что сборкуосуществляют, по крайней мере, с одним местным зазоромв стыке, распространяющимся на всю его глубину и имею-
щим протяженность вдоль стыка не менее величины свароч-ной ванны в этом направлении и ширину, составляющую0,2…0,4 толщины стенки оболочки, при этом сварку в зоненахождения зазора осуществляют с уменьшенной теплоотда-чей в заглушку, а наличие требуемой величины проплавленияопределяют по отсутствию недопустимых наружных дефек-тов сварного шва в зоне расположения зазора. Патент РФ2301136. А. А. Кислицкий, В. И. Васильков, А. М. Лузин(ОАО «Новосибирский завод химконцентратов) [17].
Способ электронно-лучевой сварки оболочки тепловыде-ляющего элемента с заглушкой, отличающийся тем, чтосварку ведут с обеспечением структурных изменений в обо-лочке в зоне ее калибровки, при этом одновременно с вы-полнением сварного шва оболочку в зоне калибровки при-жимают к поверхности посадочного места заглушки при по-мощи ограничивающего тепловложение устройства, торецкоторого располагают от стыка на расстоянии 0,8…2,5 ши-рины сварного шва. Патент РФ 2301137. А. А. Кислицкий(То же) [17].
Устройство для сборки и сварки труб, отличающееся тем,что оно дополнительно снабжено тягой, смонтированной ни-же уровня рельсов, роликовые опоры для трубной заготовкивыполнены приводными и поворотными, а тележки снабженыподъемными приводными транспортными роликами, приэтом сварочные тележки, одна из которых снабжена приво-дом перемещения, а другая выполнена неприводной, связанымежду собой упомянутой тягой, а для перемещения по рель-сам каждая из них снабжена четырьмя парами катков, попар-но связанными между собой, приводная тележка с однойстороны снабжена установленными с двух сторон от рельсау каждой пары катков направляющими боковыми роликами,ось вращения которых перпендикулярна оси вращения кат-ков. Патент РФ 2301138. В. П. Коняев, Е. Н. Фоминых, Р. Н.Катырева и др. (ОАО «Электростальный завод тяжелого ма-шиностроения) [17].
Вакуумная термическая печь для пайки давлением круп-ных металлических деталей, содержащая работающий поддавлением корпус с цилиндрической стенкой и крышкой,размеры и расположение которой позволяют закрыть одинконец цилиндрической стенки корпуса, расположенную вкорпусе термоизолированную камеру, образующую зону наг-рева, множество электрических нагревательных элементов,расположенных в термоизолированной камере в зоне нагрева,смонтированную на крышке корпуса систему манипулирова-ния с опорой для обрабатываемой в печи металлической де-тали, состоящей из двух частей, между которыми внутрисобранной из них детали остается свободное пространство,и первую вакуумную систему, которая соединена с корпусоми предназначена для создания разрежения внутри корпуса,включая зону нагрева. Патент РФ 2301727. У. Миттен,Л. Орин, У. Маквей (Инсен Интернешнл, Инк. США) [18].
Способ вибродуговой сварки с подачей электродной про-волоки, отличающийся тем, что задают перемещение торцаэлектродной проволоки различной амплитуды с помощьюкривошипно-шатунного механизма со штоком устройства по-дачи электродной проволоки путем чередования импульсовего возвратно-поступательного движения, затем осуществля-ют процесс сварки при горении дуги, периодически возбуж-даемой короткими замыканиями между электродной прово-локой и деталью, возникающими под действием динамичес-кой силы при максимальной амплитуде колебаний торцапроволоки. Приведены и другие отличительные признаки.Патент РФ 2301728. В. В. Булычев, В. А. Дубровский, С. А.Голубина [18].
11/2007 63
SCHWEISSEN UND SCHNEIDEN (Германия) 2007. — 5 (нем. яз.)
Hartman G. F. Автомобильная промышленность ЕС насовременном курсе роста, с. 228–229.
В г. Бохум открыт исследовательский институт «Новыематериалы», c. 229–230.
Сопоставление успехов в области пайки сот-рудничающих стран, c. 232–236.
Индивидуальные смеси газов оптимизируют лазернуюсварку, c. 238–240.
Защитная одежда в качестве страхования сварщика, c. 240.
Выставки-ярмарки в Штуттгарте «Экспо-лист» и«Schweisstec», c. 1–22.
Mucklich S. et al. Магний — смешанные соединения.Сравнительные исследования пайки, склеивания механичес-кого соединения, c. 243–248.
Bobzin K. et al. Высокотемпературная пайка — способремонта для повышения долговечности монокристал-лических компонентов турбин, c. 249–252.
Wilden J. et al. Технологические аспекты промышленнойдиффузионной сварки деталей со сложным внутренним кон-туром, c. 253–259.
Tillmann W. et al. Свойства паяных соединений (на осно-ве никеля) алмаза со сталью для обрабатывающего алмазыинструмента, c. 260–269.
Dilthey U. Гидродинамический анализ процесса пригибридной сварке (лазер + сварка плавящимся электродом всмеси защитных газов) Ч.1. Геометрия шва, c. 270–278.
Защита человека в электрических, магнитных и электро-магнитных полях — правила, стандарты и директивы, c. 279.
SCHWEISS-& PRUЕFTECHNIK (Австрия) 2007. — 4 (April) (нем. яз.)
Монтажные швы, сваренные вольфрамовым электродомв инертном газе горячей проволокой на толстостенных вы-сокопрочных трубопроводах диаметром от 2, 4 до 6,8 м длягидроаккумулирующих электростанций, с. 51–55.
Более высокая производительность при сварке порошко-вой проволокой, c. 57–58.
SCHWEISS-& PRUFTECHNIK (Австрия) 2007. — 5 (Mai) (нем. яз.)
Hohenwarter J. Визуальный контроль с точки зрениясварочной техники, с. 67–69.
Межотраслевая конференция подкомиссий SC XI-E иSC-XI-A, c. 69–72.
2-я региональная конференция Общества неразрушаю-щего контроля в Линце, c. 73–74.
35-я конференция «Сварка в аппаратостроении и cосу-достроении», c. 76–77.
SUDURA (Румыния) 2007. — An. XVII, 2 (рум. яз.)
Georgescu В., Georgescu V. Исследование напряжений идеформаций при холодной сварке зубчатых поверхностей, с. 4–10.
Safta V. I. Влияние параметров сварки на эффективнуюмощность процесса импульсной сварки МИГ сплава AlMg-Si0,5, c. 11–15.
Mitelea I., Mosila A. Исследования сварки трением ком-понентов из разнородных рафинированно науглероженныхсталей, c. 16–23.
Hackl H. Новые перспективы сварки МИГ-МАГ с пере-носом холодного металла — обеспечение чистой поверх-
* Раздел подготовлен сотрудниками научной библиотеки ИЭС им. Е. О. Патона. Более полно библиография представлена в Сигнальной инфор-мации (СИ) «Сварка и родственные технологии», издаваемой в ИЭС и распространяемой по заявкам (заказ по тел. (044) 287-07-77, НТБ ИЭС).
64 11/2007
ности кромок и технико-экономические преимущества, c. 24–27.
Shackleton D. N., von Hofe D. Обеспечение качества присварке, c. 30–34.
Badescu P. Ремонт с помощью сварки компонентовкислородного конвертора, c. 34–40.
Winkler F., Hauzenberger R. Поставка в Гану роторовтурбин гидроэлектростанции, сваренных австрийской фир-мой Boеhler, c. 41.
TRANSACTION of JWRI (Япония) 2006. — Vol. 35, 2 (англ. яз.)
Nobuyuki A. et al. Модификация поверхности алюминие-вых покрытий, напыленных с помощью процесса переплавадиодным лазером, с. 1–4.
Kobayashi A. et al. Основные характеристики плазмен-ного источника типа микроволнового разряда, работающегопри атмосферном давлении, c. 5–9.
Morks M. F., Kobayashi A. Получение и определениехарактеристик покрытий из HA/SiO2, выполненных напы-лением газоразрядной плазмой туннельного типа, c. 11–16.
Kobayashi A. et al. Влияние отжига на композиционноепокрытие из диоксида циркония/оксида алюминия, получен-ное напылением газоразрядной плазмой туннельного типа, c. 17–21.
Kobayashi A. Свойства стеклянных покрытий на основежелеза, напыленных газоразрядной плазмой туннельноготипа, c. 23–28.
Kobayashi A. et al. Прочность сцепления пленки DLC спокрытием из диоксида циркония, полученным напылениемгазоразрядной плазмой туннельного типа, c. 29–34.
Fahim F. N., Kobayashi A. Микроструктура, механи-ческие и термические свойства композиционного покрытия
с металлической основой W/SiC, полученного плазменнымнапылением, c. 35–41.
Radwan M., Miyamoto Yo. Самораспространяющийсявысокотемпературный синтез наноструктур AlN и их свой-ства при спекании, c. 43–46.
Kondoh K., Watanabe R. Анализ характеристик горячегопрессования частиц порошка железа с помощью уравненияКупера–Итона, c. 47–51.
Nishikawa H. et al. Прочность соединения между бес-свинцовым припоем на основе Sn–Ag и медной подкладкойи оценка влияния добавки меди в припой, c. 53–56.
Hirohata M., Kim You-Chul. Характеристики механи-ческих свойств при сжимающих нагрузках крестообразныхколонн выступающих панелей, подверженных правке нагре-вом, c. 57–62.
Kondo A. et al. Механохимический синтез BaTiO3, TiO2,BaCO3, c. 63–65.
Shibayanagi T. et al. Местная рекристаллизационнаяобработка чистого алюминия с помощью точечного лазерно-го нагрева, c. 67–68.
WELDING JOURNAL (США) 2007. — Vol. 86, 5 (англ. яз.)
Ozden H. Исследуемые волоконные лазеры для приме-нения в судостроении и морских конструкциях, с. 26–29.
Stahura R., Houska C. Новейшие достижения в областисварки нержавеющих сталей, c. 30–35.
Schlueter H. Лазерная сварка — преимущества, кон-цепция и применение, c. 37–39.
Messier Jr. R. W. Электронно-лучевая сварка в производ-стве сверхзвуковых самолетов F-14, c. 41–47.
Nowotny S. et al. Прогрессивная лазерная технология,используемая для наплавки и плакировки, c. 48–51.
Longfield N. et al. Повышение производительности ла-зерной сварки, c. 52–55.
Campbell R. D. Как избежать дефектов в сварных швахна нержавеющей стали, c. 56–63.
Chi C. et al. Оптимальная оценка толстолистовых деталейиз AZ61A-F, свариваемых электронно-лучевым способом, c. 113–118.
Aizawa T. et al. Применение магнитно-импульснойсварки для соединений из сплавов алюминия и толстолисто-вой стали, c. 119–124.
Ramirez J. E. Оценка свариваемости сверхмартенситныхнержавеющих трубных сталей, c. 125–134.
Kanjilal P. et al. Прогнозирование переноса элементовпри дуговой сварке под флюсом, c. 135–146.
ПЕРЕВОДЫ
Аттестация гибридной сварки Nd; YAG- и CO2-лазером+ плазмой с использованием присадочного материала в видепорошка: Пер. ИЭС им. Е. О. Патона. — К., 2006. — 5 с. //Пер. ст. Штеллинг К. и др. из журн. «Schweissen & Schnei-den». — 2006. — Vol. 58, 9. — S. 460–465.
Гибридная сварка (лазерная и импульсная МИГ на пере-менном токе) тонколистовых алюминиевых сплавов: Пер.ИЭС им. Е. О. Патона. — К., 2004. — 30 с. // Пер. ст. УэямаТ. и др. из журн. «J. of Light Metal Weld. & Constr.». — 2003.— Vol. 41, 12. — P. 9–36.
Добавленная стоимость за счет сварочной техники: Пер.ИЭС им. Е. О. Патона. — К., 2006. — 2 с. // Пер. ст. из журн.«Schweissen & Schneiden». — 2005. — Спец. вып. — S. 36.
Измельчение структуры ЗТВ на стали CrMoV: Пер. ИЭСим. Е. О. Патона. — К., 2005. — 15 с. // Пер. ст. Чью Б. идр. из журн. «Metal Construction». — 1979. — 5.
Концепция ремонта стальных кузовов ручными лазер-ными системами: Пер. ИЭС им. Е. О. Патона. — К., 2006. —11 с. // Пер. ст. Эдезе Б. и др. из DVS 237. — 2005. — 11 с.
Неразрушающий контроль сложных объемных сварныхсоединений: Пер. ИЭС им. Е. О. Патона. — К., 2006. — 8 с.// Пер. ст. Лангрок С. и др. из DVS 237. — 2005. — 8 с.
Приоритеты в области исследований и разработок ИСИМ:Пер. ИЭС им. Е. О. Патона. — К., 2005. — 8 с. // Пер.ст. ФарбасН. — из журн. «Sudura». — 2002. — 1. — P. 3.
Производство труб большого диаметра для кислых газовс точки зрения сварки: Пер. ИЭС им. Е. О. Патона. — К.,2006. — 8 с. // Пер. ст. Берг Б и др. из DVS 237. — 2005. —8 с.
Разработка припоев для соединения алюминидов титанаи никеля: Пер. ИЭС им. Е. О. Патона. — К., 2005. — 6 с. //Пер. DVS 231. — 2004. — 6 с.
Сварочные явления при гибридной сварке ИАГ лазероми дугой ТИГ: Пер. ИЭС им. Е. О. Патона. — К., 2006. — 25с. // Пер. ст. Наито Я. и др. из журн. «Quarterly J. of theJap.Welding Society». — 2006. — Vol. 24, 1. — P. 32–51.
Сварка и соединение — ключевые технологии будущего:Пер. ИЭС им. Е. О. Патона. — К., 2005. — 28 с. // Пер. ст.Дилтай У. и др. из журн. «BID-ISIM». — 2006. — 2. —P. 13.
11/2007 65
УДК 621.791:061.2/.4
МЕЖДУНАРОДНАЯНАУЧНО-ТЕХНИЧЕСКАЯ КОНФЕРЕНЦИЯ
«МАШИНОСТРОЕНИЕ И ТЕХНОСФЕРАXXI ВЕКА»
17–22 сентября 2007 г. в Севастополе прошла Меж-дународная научно-техническая конференция «Ма-шиностроение и техносфера XXI века». Ее органи-заторами выступили Министерство образования инауки Украины, Донецкая областная и городская ад-министрация, Международный союз машинострои-телей, Фонд поддержки прогрессивных реформ, На-циональная металлургическая академия Украины(НИИСТ), Донецкий и Севастопольский националь-ные технические университеты, Брянский государ-ственный технический университет, Московский го-сударственный университет инженерной экологии,Таганрогский государственный радиотехническийуниверситет, Азербайджанский, Жешувский, Ост-равский, Силезский, Ясский технические универси-теты, Технический университет Молдовы, Магде-бургский, Портсмутский, Тульский университеты,Бухарестская военно-техническая академия, Инсти-тут международного сотрудничества, Российско-Ук-раинский университет, Донецкий институт холо-дильной техники, Ассоциация металловедов и тер-мистов Украины, Научно-технический союз машин-строения Болгарии, Научный центр проблем меха-ники машин НАН Беларуси, издательство «Маши-ностроение», Брянский АО НИИ «Изотерм», ОАО«ДЗГА», АО «НОРД», ЗАО «НКМЗ», ОАО «Точ-маш», НПП «Эталон», ЧП «Технополис», Снежнян-ский машзавод.
Конференция является традиционной и проводит-ся уже в четырнадцатый раз, привлекая к участиюученых разных стран: Беларуссии, Грузии, Латвии,Литвы, Молдовы, России, Туркменистана, Украины,Армении, Узбекистана, Казахстана, Болгарии,Франции, Германии, Польши, Румынии, Словакии,Чехии, Сирии и др.
Основные направления работы конференции:создание и применение прогрессивных нетради-
ционных и специальных технологий;проблемы создания прогрессивного оборудова-
ния, механизации и автоматизации производствен-ных процессов;
САПР. Решение вопросов комплексной автома-тизации, подготовки и управления современнымипредприятиями;
создание и применение прогрессивных инстру-ментов;
проблемы инженерии поверхностного слоя изде-лий. Вопросы триботехники, трения, смазки и из-носа;
проблемы создания современных инженерныхматериалов, совершенствование изделий машинос-троения за счет нанесения покрытий;
моделирование и расчет сложных техническихсистем и технологических процессов;
проблемы инженерного образования.Всего в работе конференции приняли участие 286
представителей вузов, ведущих научных организа-ций, предприятий, фирм, конструкторский бюро. Назаседаниях 11 секций было заслушано 366 докладови сообщений.
Состоялся обмен научно-технической информа-цией. Были обсуждены перспективные пути созда-ния и развития новой техники и технологий, выяв-лены возможности реализации качественно новойсовокупности свойств и меры полезности изделий,разработки совместных научных программ, установ-лении деловых контактов и коммерческий связей вданной области.
К началу работы конференции был издан шес-титомный сборник материалов конференции общимобъемом около 2000 страниц, содержащий матери-алы 380 докладов 758 авторов, в числе которых 197доктора и 412 кандидатов наук. Авторы представ-ляют 140 организаций из 98 городов Украины,России, Беларуссии и других стран ближнего и даль-него зарубежья. Среди них АО «НКМЗ», ИЭС им.Е. О. Патона, «КМЗ», ОАО «Мотор Сич», ЗАО«Группа Норд», НПП «Эталон», АКХЗ (г. Авдеевка),СибАДИ (г. Омск), ООО «ТСС-Тяжстанкосервис»(г. Краматорск, Украина), ОАО «Белкард» (г. Грод-но), ЗАО «ПИРС» (г. Москва, Россия), ГП НПКГ«Зоря-Машпроект» (г. Николаев, Украина), ЗАО«МЛЗ» (г. Макеевка, Украина), СЗАО «ФИДМАШ»(г. Минск, Беларусь) и др.
Г. К. Харченко, д-р техн. наук
66 11/2007
Н. М. ВОРОПАЮ — 70В ноябре исполнилось 70 летизвестному ученому в облас-ти сварки, доктору техничес-ких наук, ведущему научномусотруднику ИЭС им. Е. О. Па-тона НАН Украины НиколаюМарковичу Воропаю. Еготрудовая деятельность нача-лась после окончания в1959 г. Киевского политех-нического института по спе-циальности «Оборудование и
технология сварочного производства». В качествемолодого специалиста Н. М. Воропай был направ-лен на Харьковский завод «Электротяжмаш», гдеработал в должности инженера, старшего инженераи заведующего сварочной лабораторией завода. В1963 г. Николай Маркович поступил в аспирантурупри ИЭС им. Е. О. Патона, которую закончил в1966 г. с успешной защитой кандидатской диссер-тации. В дальнейшем его работа неразрывно связанас ИЭС им. Е. О. Патона, в котором он прошел путьот младшего научного сотрудника до заведующегонаучным отделом «Новых процессов механизиро-ванной дуговой сварки в защитных газах». В 1982г. Н. М. Воропай защитил докторскую диссертацию,а в 1998 г. переведен на должность ведущего сот-рудника отдела 37 института.
За период трудовой деятельности в ИЭС им. Е. О.Патона Н. М. Воропай теоретически и эксперимен-тально развил научные основы процессов механи-зированной дуговой и плазменной сварки. Им пред-ложены магнитогидродинамические методы моде-лирования каплеобразования и переноса электрод-ного металла, проплавления основного металла иформирования швов. Он создал ряд эффективныхприемов управления характеристиками дуги с пла-вящимся и неплавящимся электродом. Разработал
технологию аргонодуговой и микроплазменнойсварки разнополярными импульсами тока, сварку спрограммированием скорости подачи электроднойпроволоки и модуляцией сварочного тока. Резуль-таты выполненных исследований явились базой дляразработки процессов механизированной дуговойсварки активированным плавящимся электродом.Решены важные практические задачи по совершен-ствованию технологии и оборудования электролит-но-плазменной обработки поверхности сварочнойпроволоки. С непосредственным участием Н. М. Во-ропая перечисленные способы сварки нашли при-менение в машиностроении, судостроении, стройин-дустрии и других отраслях. За создание и внедрениев производство микроплазменной сварки для изго-товления уникальных сотовых металлоконструкцийсистем противоракетной обороны Н. М. Воропаюв составе авторского коллектива в 1972 г. присуж-дена Государственная премия УССР в области на-уки и техники.
В настоящее время Н. М. Воропай ведет иссле-дования комбинированных и гибридных процессовплазменно-дуговой сварки. Под его руководствомв творческом содружестве с Каховским заводомэлектросварочного оборудования и Симферополь-ским электромашиностроительным заводом испыта-ны технологические свойства и расширены функ-циональные возможности серийных сварочных по-луавтоматов и источников питания.
По выполненным работам Н. М. Воропай под-готовил и опубликовал две книги и 210 научныхстатей, получил 75 авторских свидетельств и 12 за-рубежных патентов. В 1985–1995 гг. был Предсе-дателем государственной экзаменационной ко-миссии сварочного факультета НТУУ «КПИ». С1985 г. по настоящее время является членом ред-коллегии журнала «Автоматическая сварка».
П. В. ГЛАДКОМУ — 70В ноябре исполнилось 70 летбывшему руководителю отде-ла физико-металлургическихпроцессов наплавки жароп-рочных и коррозионностой-ких сталей ИЭС им. Е. О. Па-тона НАН Украины кандида-ту технических наук ПетруВасильевичу Гладкому. Всяего трудовая деятельность
была неразрывно связана с Институтом электрос-варки им. Е. О. Патона, в который он поступил наработу в 1960 г. после окончания сварочного фа-культета Киевского политехнического института.
За тридцать семь лет работы в институте П. В.Гладкий прошел путь от инженера до руководителяодного из ведущих отделов. Многогранная образо-ванность, большая работоспособность, целеустрем-ленность и организованность, талант исследователяи инженера позволили ему добиться больших ус-
НАШИ ПОЗДРАВЛЕНИЯ!
11/2007 67
пехов в разработке и промышленном освоении но-вых технологий наплавки, наплавочного оборудо-вания и материалов. Возглавляя отдел наплавки с1984 по 1997 гг., он достойно продолжил дело сво-его учителя — Исидора Ильича Фрумина. За этигоды под руководством П. В. Гладкого были вы-полнены работы по дуговой наплавке роликовМНЛЗ на Череповецком металлургическом комби-нате, по электрошлаковой наплавке лентами энер-гетического и нефтехимического оборудования, ду-говой и электрошлаковой наплавке инструментовдля горячего деформирования металла и многоедругое.
Особенно значителен вклад П. В. Гладкого в об-ласти плазменно-порошковой наплавки, становле-ние и развитие которой в бывшем СССР в большой
мере связано с его именем. Работы П. В. Гладкогос сотрудниками актуальны и сегодня, в настоящеевремя на многих предприятиях Украины и Россииплазменно-порошковым методом наплавляются де-тали нефтехимической, энергетической и общепро-мышленной запорной арматуры, клапаны различ-ных двигателей внутреннего сгорания и многие дру-гие детали.
Ему принадлежат глубокие исследования теплофи-зических характеристик плазменной дуги и сварочнойванны при плазменно-порошковой наплавке, а такжедвижения и нагрева присадочного порошка в плаз-менной дуге. Результаты этих исследований былиопубликованы в ряде статей и монографии «Плазмен-ная наплавка», вышедшей в свет в 2007 г.
Б. Н. КУШНИРЕНКО — 80Исполнилось 80 лет бывшемудиректору Экспериментально-го производства ИЭС им. Е. О.Патона НАН Украины, канди-дату технических наук, заслу-женному машиностроителюУкраины Борису НиколаевичуКушниренко.
Весь трудовой путь юби-ляра после его участия в бо-евых действиях на Балтийс-ком флоте, дальнейшей мор-
ской службы по 1951 г., учебы в Киевскомполитехническом институте был связан сИнститутом электросварки им. Е. О. Патона. До1972 г. он занимался исследованиями свариваемостивысокопрочных сталей и разработкой технологиисварки конструкций ракетной техники. Им былоопубликовано по этой тематике более 30 научныхработ. К наиболее весомым работам Б. Н.Кушниренко можно отнести разработанные имновые способы аргонодуговой сварки с попереч-ными перемещениями дуги. По этой технологии напротяжении 40 лет и по настоящее время изго-тавливают большинство твердотопливных ракетныхдвигателей из сверхпрочных сталей. Им была раз-работана технология сварки с активированнымифлюсами соединений из сверхпрочных мартен-ситных сталей обычной выплавки, а также рафи-
нированных электронно-лучевым, электрошлако-вым и плазменно-дуговым переплавами.
Работая с 1972 г. директором ЭП ИЭС им. Е. О.Патона Б. Н. Кушниренко обеспечил в относительнокороткий срок строительство и ввод в эксплуатациюнового производственного корпуса. Это позволилово много раз увеличить объем услуг, оказываемыхнаучным отделам института. В тесном сотрудничес-тве с учеными института ЭП изготавливало образцыэлектросварочных машин для эксплуатации их вразличных условиях, в том числе под водой и вкосмосе. Ежегодно более чем 600 т новых опытныхматериалов для сварки (электроды, порошковыепроволоки и ленты, флюсы, порошки для покрытий)изготавливались в ЭП и отправлялись в более чем350 предприятий Украины и за рубеж. Около 400новых опытных узлов и оборудования, 200 элект-роприборов, несколько тысяч деталей и образцовдля испытаний сварных швов ежегодно изго-тавливалось ЭП для научных подразделений инс-титута. Производственную деятельность Б. Н.Кушниренко совмещает с научной и в период 1972-1993 гг. публикует 8 научных статей и получает25 авторских свидетельств. В 1981 г. Б. Н.Кушниренко была присуждена Премия СоветаМинистров СССР. В 1986 г. ему присвоено почет-ное звание «Заслуженный машиностроитель Укра-инской ССР».
Сердечно поздравляем юбиляров, желаем им крепкого здоровья,долгих лет плодотворной работы и новых творческих успехов.
Институт электросварки им. Е. О. ПатонаРедколлегия журнала «Автоматическая сварка»
68 11/2007

6911/2007
70 11/2007

7111/2007

72 11/2007
ПОДПИСКА — 2008 на журнал «Автоматическая сварка»
Р Е К Л А М А в ж ур н а ле « А втома т и ч ес к а я с ва р к а »
Стоимостьподписки
черезредакцию*
Украина Россия Страны дальнего зарубежья
на полугодие на год на полугодие на год на полугодие на год
180 грн. 360 грн. 1980 руб. 3960 руб. 78 дол. США 156 дол. США
* В стоимость подписки включена доставка заказной бандеролью.
Если Вас заинтересовало наше предложение по оформлению подписки непосредственно через редакцию,заполните, пожалуйста, купон и отправьте заявку по факсу или электронной почте.
Контакты: тел.: (38044) 287-63-02, 271-24-03; факс: (38044) 528-34-84, 528-04-86, 529-26-23.
Подписку на журнал «Автоматическая сварка» можно также оформить по каталогам подписных агентств«Пресса», «Идея», «Саммит», «Прессцентр», KSS, «Блицинформ», «Меркурий» (Украина) и «Роспечать»,«Пресса России» (Россия).
ПОДПИСНОЙ КУПОН
Адрес для доставки журнала
Срок подписки с 200 г. по 200 г. включительно
Ф. И. О. КомпанияДолжностьТел., факс, E-mail
© Автоматическая сварка, 2007
Подписано к печати 24.10.2007. Формат 60×84/8. Офсетная печать.Усл. печ. л. 7,8. Усл. кр.-отт. 8,3. Уч.-изд. л. 8,9 + 2 цв. вклейки.Цена договорная.Печать ООО «Фирма «Эссе». 03142, г. Киев, просп. Акад. Вернадского, 34/1.
Обложка наружная,
полноцветная
Первая страница обложки(190×190 мм) - 500 $Вторая страница обложки(200×290 мм) 350 $Третья страница обложки(200×290 мм) - 350 $Четвертая страница обложки(200×290 мм) - 400 $Обложка внутренняя,
полноцветная
Первая страница обложки(190×190 мм) - 350 $Вторая страница обложки(200×290 мм) 350 $Третья страница обложки(200×290 мм) - 350 $Четвертая страница обложки(200×290 мм) - 350 $
Внутренняя вставка
Полноцветная (200×290 мм) - 300 $Полноцветная (разворот А3)(400×290 мм) - 500 $Полноцветная (200×145 мм) - 150 $Полноцветная (80×80 мм) - 20 $ Оплата в гривнях или рублях РФпо официальному курсу Для организаций-резидентовУкраины цена с НДС и налогом нарекламу Статья на правах рекламы - 50%стоимости рекламной прощади При заключении рекламных кон-тактов на сумму, превышающую1000 $, предусмотрена гибкаясистема скидок
Технические требования к
рекламным материалам
Размер журнала после обрези200×290 мм В рекламных макетах, для текс-та, логотипов и других элементов,необходимо отступать от края мо-дуля на 5 мм с целью избежанияпотери части информацииВсе файлы в формате IBM PC
Corell Draw, версия до 10.0 Adobe Photoshop, версия до 7.0 QuarkXPress, версия до 7.0 Изображения в формате TIFF,цветовая модель CMYK,разрешение 300 dpi К файлам должна прилагатьсяраспечатка (макеты в форматеWord не принимаются)