feasibility study for a central anaerobic digestion plant ... · process produces biogas (methane...
TRANSCRIPT

Feasibility Study for a Central Anaerobic Digestion Plant
in Aberdeenshire
Prepared by:
SAOS Ltd
Rural Centre
Ingliston
Edinburgh, EH28 8NZ
Oct 2009
CONFIDENTIAL

Confidential Aberdeenshire AD Plant Study
Glossary and Acronyms AD Anaerobic Digestion
ABP Animal by-product
CCL Climate Change Levy
CH4 Methane
CO2 Carbon dioxide
DF Discount factor
DEFRA Department for Environment, Food and Rural Affairs
MWh Megawatt hours
Kg Kilogram
KW Kilowatt
kWh Kilowatt hours
M3 Cubic meters
Mj Mega Joule
REA Renewable Energy Association
ROC Renewable Obligation Certificate
SRDP Scottish Rural Development Programme
t /y Tonnes per year
WRAP Waste & Resources Action Programme

Confidential Aberdeenshire AD Plant Study
Acknowledgements The assistance and support of the following people during the course of the study is gratefully acknowledged. Mike McLaughlin
Man Director, EnviTec Biogas UK
Russell Mulliner
Marches Biogas
Paul Saunders Brian Blagden
SEPA, Elgin SEPA, Elgin
David Brims
Vet Officer, Animal Health
Rob Broughton
Network Dev Planning, Scottish & Southern Energy
Nicola Abrams
Planning Dept, Aberdeenshire Council
Ian Sandison
Operations, P&ES Catering, Aberdeenshire Council
Jack Clark
Waste Manager, Aberdeenshire Council
Stuart Gilmore
Aeolus Renewables

Confidential Aberdeenshire AD Plant Study
CONTENTS _______________________________
EXECUTIVE SUMMARY .......................................................................................... 1 Recommendations ................................................................................................................. 6
1 INTRODUCTION................................................................................................ 8 Why the need for the study?.................................................................................................. 8 The aim of the study.............................................................................................................. 8
2 OVERVIEW OF TECHNOLOGY........................................................................ 9 Description of technology ..................................................................................................... 9 Biogas utilisation................................................................................................................. 11 Heat and power production (CHP) ...................................................................................... 11 Facility design and technology............................................................................................ 12 AD Plant Manufacturers...................................................................................................... 14
3 WASTE STREAMS IN THE REGION .............................................................. 15 Potential Biowaste in the North-East .................................................................................. 15 Local Processor Interest in a Central AD Plant................................................................... 16 Existing Competition for biowaste in the region................................................................. 18
4 SITE CONSIDERATION .................................................................................. 20 Electrical Grid connection considerations. .......................................................................... 20
5 LEGISLATIVE FRAMEWORK......................................................................... 22 Environmental Considerations ............................................................................................ 22 Pollution Prevention and Control (PPC) legislation............................................................ 23 Waste Management Licenses (WML)................................................................................. 23 Duty of care ......................................................................................................................... 23 Digestate Quality Standard – PAS 110. .............................................................................. 24 Animal By-Products Regulations (Version 8, September 2008)......................................... 25 HACCP Plan........................................................................................................................ 26 Plant Location...................................................................................................................... 26 Importance of records and monitoring ................................................................................ 27 Planning Permission ............................................................................................................ 27
6 POLICY DRIVERS........................................................................................... 29 Scottish Climate Change Bill .............................................................................................. 29 Renewable Energy targets ................................................................................................... 30 Landfill Tax (LFT) .............................................................................................................. 30 Recycling Targets................................................................................................................ 30 Renewables Obligation Certificate (ROC) .......................................................................... 31 Feed-in Tariffs (FITs).......................................................................................................... 32 Renewable Heat Incentive (RHI) ........................................................................................ 33 Climate Change Levy Exemption Certificates .................................................................... 33
7 GRANT SOURCES.......................................................................................... 35 Rural Development Contracts - Rural Priorities (RDC - RP) ............................................. 35

Confidential Aberdeenshire AD Plant Study
LEADER Programme in Scotland....................................................................................... 36 Food Processing, Marketing and Co-operation Scheme (FPMC) ....................................... 36 Increase III Programme (2008 – 2011) ............................................................................... 37 Scottish Power Green Energy Trust .................................................................................... 38 Edf Energy Green Energy Fund .......................................................................................... 38 WRAP Capital Grant Scheme ............................................................................................. 39 Other forms of support ........................................................................................................ 39
8 ECONOMIC APPRAISAL OF OPTIONS ......................................................... 41 Description of the three scales of plant examined. .............................................................. 41 Assumption used in the Economic Appraisal for the farm scale plant (140kW)................. 44 Assumption used in the Economic Appraisal for the medium scale plant (500kW)............ 44 Summary of investment appraisal analysis ......................................................................... 46 Sensitivity Analysis ............................................................................................................. 47 Transport of Waste .............................................................................................................. 50
9 CONCLUSIONS AND RECOMMENDATIONS ................................................ 53 Summary of advantages and disadvantages of AD Plants................................................... 53 Critical success factors – how to make it work ................................................................... 54 Other Issues for consideration ............................................................................................. 55 Risks .................................................................................................................................... 56 Recommendations ............................................................................................................... 57
REFERENCES........................................................................................................ 59 Appendix 1 AD Plant Manufacturers
Appendix 2 Copy Letter sent to Processors
Appendix 3 N-E Scotland Electricity Grid Network
Appendix 4 Farm Scale Plant Specification
Appendix 5 Medium Scale Plant Specification
Appendix 6 Large Scale Plant Specification
Appendix 7 Farm Scale 10-Year Budget
Appendix 8 Medium Scale 10-Year Budget
Appendix 9 Large Scale 10-Year Budget

Confidential Aberdeenshire AD Plant Study
1
EXECUTIVE SUMMARY 1. The overall aim of the study is to assess the feasibility of establishing a
central AD plant within Aberdeenshire. 2. Anaerobic digestion (AD) is the process where micro-organisms breakdown
biodegradable materials in the absence of oxygen in an enclosed tank. The process produces biogas (methane 60%, carbon dioxide 39% and ammonia 1%), which can then be utilised to fuel a generator to produce electricity and heat. The treated liquid (digestate) can be applied to farmland as a fertiliser.
3. AD digestion and biogas production contributes to the fight against climate
change through the reduction in greenhouse gas emissions (GHG) and makes an important contribution to the sustainable treatment of biodegradable waste. It also reduces the risk of pollution from waste to the environment.
4. The following table provides a summary of the pros and cons of an AD plant
and the technology.
Advantages Disadvantages
GHG reduction. Helps Scotland meet
Climate Change targets
High capital cost (Med scale 0.5MW c£3M, Large scale 1MW c£5M)
Source of renewable energy – less reliance in fossil fuels.
Plants have high maintenance costs
Reduces waste going to landfill Heavy regulatory and compliance burdens (especially if using animal by-products)
Potential commercial opportunity Carries considerable risks; securing feedstocks, efficient plant operation, biosecurity, the financial return, spillage, the fermentation, etc
Some wastes attract gates fees High management requirement Encourages efficient use of livestock waste
Odour can be generated from waste when being off-loaded at the plant
Reduction in odour problems compared to untreated slurry
Increased localised traffic flows
With pasteurisation, effective elimination of pathogen and micro-organisms
Noise from CHP unit and visual impact of plant
N availability of digestate improved ‘Green’ marketing benefit and PR opportunity
Water quality improved Considerable Govt policy drivers to support the adoption of the technology
5. Biogas produced from AD plants can be utilised in a number of ways. The
most common method is as a fuel to drive a CHP unit, which generates both electricity and heat. The power generated can be used internally within a business or transmitted via the national grid for sale. Biogas can also be cleaned and upgraded to biomethane, which potentially could be used as a vehicle fuel or injected into the natural gas grid.

Confidential Aberdeenshire AD Plant Study
2
6. An AD plant has four potential income streams:
� Sale of electric to the national grid � Additional payment for renewable energy (currently ROCs) � Gate fees for imported waste � Revenue from surplus heat
Waste Streams in Region 7. Previous studies for SEPA have identified that the North-East is a rich source
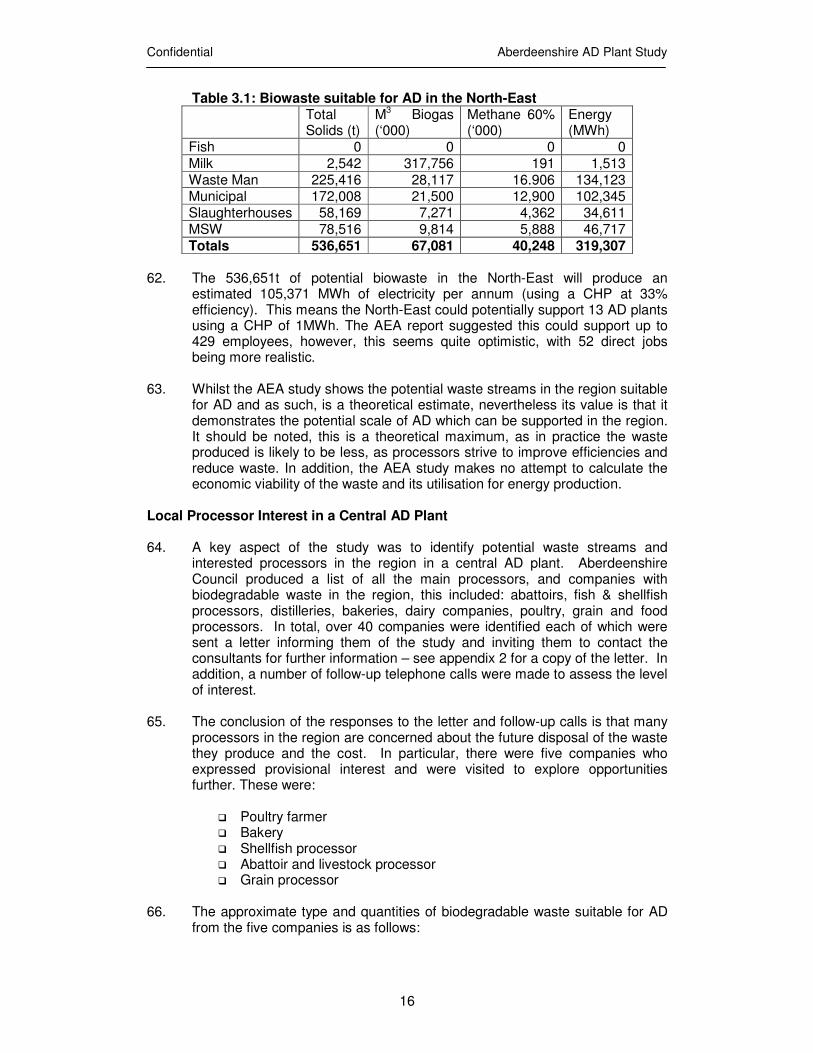
of potential biodegradable waste suitable for anaerobic digestion. The 536,651t of biowaste in the North-East will produce an estimated 105,371 MWh of electricity per annum (using a CHP at 33% efficiency). This means the North-East could potentially support 13 AD plants utilising a CHP engine of 1MWh. This could provide employment for up to 52 direct staff plus additional employment for support services.
Biowaste suitable for AD in the North-East Total
Solids (t) M3 Biogas (‘000)
Methane 60% (‘000)
Energy (MWh)
Fish 0 0 0 0 Milk 2,542 317,756 191 1,513
Waste Man 225,416 28,117 16.906 134,123 Municipal 172,008 21,500 12,900 102,345 Slaughterhouses 58,169 7,271 4,362 34,611
MSW 78,516 9,814 5,888 46,717 Totals 536,651 67,081 40,248 319,307
8. Letters were sent to processors in the region informing them of the study,
inviting interested parties in a central AD plant to make contact for further information. It is clear many processors are concerned about the future disposal of the waste they produce and the cost. In particular, there were five companies who expressed provisional interest in a central AD plant and were visited to explore opportunities further.
9. An important factor in the potential viability of any AD plant is the current (and
future) competitors for biowaste in the region. At present there are four commercial waste treatment plants in the region, which increases the need for good planning to ensure any future AD plant has a secure source of biowaste, namely.
� Gask Biogas Plant, Turriff. � Keenan Recycling, New Deer � Gray’s Compositing Services, Portsoy � Alba Proteins, Kintore
Site Considerations 10. A range of factors contributes towards the appropriateness of a site for a
biogas plant. They include:
� Close proximity to waste feedstocks � Availability of a grid connection to transmit the electricity generated
from the CHP engines � Suitable distances away from residential areas to minimise the impact
of any smells and emissions that may come from the plant

Confidential Aberdeenshire AD Plant Study
3
� Close proximity for land to utilize digestate as a fertiliser – ideally arable farmers
� Suitable distance away from watercourses to avoid the potential for pollution incidents
11. If an AD plant imports any animal by-products then it must be located off-farm
on a separate location for biosecurity reasons. This increases the need for additional infrastructure and adds to the overall capital cost.
12. A major consideration for both site selection and the plant’s overall economic
viability is ensuring good effective grid connection. Aberdeenshire has a high renewable energy activity and as a result, access to grid connection is very competitive. In many districts, the existing electricity infrastructure is now at a stage that has triggered line upgrades. The actual cost of grid connection will vary considerably depending on the specific site, the distance to a suitable connection point and infrastructure requirements. The best case scenario would be a budgeted cost of £100,000, but this could rise significantly depending on infrastructure and reinforcement costs (could be in excess of £400,000).
Legislation Considerations 13. The operation of an AD plant is subject to a wide range of regulations
designed to protect the environment, animal and human health. These include:
� Pollution Prevent Control (PPC) � Waste Management Licences � Animal By-Products Regulations (ABP) � Duty of care � Digestate PAS 110 � HACCP � Local Authority Planning
14. If any animal by-products or food waste is planned to be digested in the plant,
then an ABP licence is required. ABP compliance is exacting requiring additional investment for the maceration of material, pasteurisation treatment , segregated storage and regular analyses.
15. At present a major obstacle for the disposal of digestate to agricultural land is
its exclusion from the main farm quality assurance schemes. As a result, farmers and landowners are currently reticent about taking digestate from AD plants. A new draft standard for digestate (PAS 110) is currently being tested for approval. This will move digestate from a ‘waste’ to a ‘product’ which will hopefully make it more acceptable to farm assurance schemes.
16. Aberdeenshire Council are supportive of proposals that reduce and re-use
waste and also provide a renewable source of energy. Any development would be assessed against the policies in the ‘Aberdeenshire Local Plan 2006’. It would be prudent and good practice for any potential AD developer to engage with the Local Planning Services from the outset. All applicants are encouraged to undertake pre-application discussions with the Planning Service prior to submission of the proposals.
17. It is anticipated that any proposed AD plant would require to undertake an
‘Environmental Impact Assessment’ (EIA). This will increase the time (and

Confidential Aberdeenshire AD Plant Study
4
cost) for a decision on the planning application, which realistically will take at least six months.
Policy Drivers 18. Government policy is the main driver for the introduction of AD plants in the
UK. Without the influence of Government policy, there would be no commercial opportunity for AD plants in the UK. There are a number of policies which affect the AD industry: and incentivise the uptake of the technology, namely:
� Scottish Climate Change Bill � Renewable Energy targets � Land Fill Tax � Recycling Targets � ROCs � Feed-in Tariffs (FIT) � Renewable Heat Incentives (RHI)
19. Since April 2009, approved AD plants are now eligible for 2 ROCs for every
MWh generated (previously it was one), which has significantly improved the economic viability of AD. The Government, however, are proposing to replace ROCs with a new feed-in tariff (FIT) scheme. The significance of FIT is that it provides a long-term (20 year) guarantee price for both the renewable element and wholesale value of the electricity produced. The proposed rate is 9 + 5 = 14p for every unit (kWh) of electricity produced. The proposed FIT scheme is a major boost for potential AD investors and the UK AD industry.
20. In addition to FITs, the Government are also actively looking to encourage the
use of renewable heat energy. It is anticipated that by April 2011 an additional payment will be available for those plants that can utilise the renewable heat generated. At present, AD plants generate large quantities of surplus heat from the CHP units, however, currently it is very difficult to find a commercial use for the surplus heat generated. The lack of heat infrastructure is one of the main obstacles.
Grant Sources 21. There is a range of grant schemes available to assist the development of AD
plants. Each grant scheme has its own individual priorities and assistance is targeted towards a number of activities that are compliant with establishing an AD plant. All of the grant schemes are competitive and only those developments which offer the best value for money, are likely to be successful.
22. In the past, securing grant support usually meant the second ROC for the
renewable energy produced had to be foregone to comply with EU state aid rules. At present it is unclear whether an AD plant which received grant support would still be eligible for the new proposed FIT scheme.
23. Although there are plenty of potential sources of assistance available for
biogas plants, it should be borne in mind that the merits of a potential application may change with time as each funding body seeks to maximise the delivery and impact of the grant fund they control. For example, a project for a biogas plant attracting funding in 2008 may not do so on 2010 as a potential funding body may consider it has stimulated sufficient activity in this

Confidential Aberdeenshire AD Plant Study
5
area. A key issue to determine at an early stage, is the likelihood of a successful application.
Economic Appraisal 24. To determine the economic viability of a potential AD plant three scales of
plant were considered; farm scale, medium and large scale. Full investment appraisals were carried out for each scenario. The following table shows the key findings.
Farm scale Medium Large Electricity scale (kWh) 140kWh 500kWh 1MWh Total feedstock (tonnes) 21,000 28,000 38,000 % Imported waste 0 35% 53%
Total Investment £0.6M £2.79M £4.445M Payback (years) No 8 yrs 6 yrs IRR (10-years) -5% 11% 21%
Annual Margin £9,210 £321,164 £814,905 25. The conclusion of the economic analysis showed that farm-scale AD plants
are uneconomic, medium scale plant marginal, while large scale plants provide a good return (21%) and a respectable payback period of six years.
26. Sensitivity analysis conducted on each scenario, showed there are
considerable inherent risks in operating an AD plant. Factors such as gate fee revenue, plant productivity, grant support, finding a market for surplus heat, and revenue from electricity produced all had a major bearing on financial performance.
Conclusions 27. Large scale plants have a high capital requirement, but can provide a very
good return when a high percentage of the feedstock attracts gate fees. The most critical issue is securing a good single source of waste. The highlights the value of a suitable joint-venture agreement between an AD plant operator and a processor with biodegradable waste.
28. One of the motivations for the pig industry to carry out the study was to
determine if a central AD plant would assist local pig producers meet NVZ regulations. The conclusion is, if an AD plant has to import additional non-farm waste, then the central model does not provide a solution for compliance with NVZ regulations.
29. Establishing and operating a successful AD plant carries considerable
inherent risks and other factors to take into account, which makes it demanding for management.
30. Experiences from existing AD plants operators indicate the challenge of
maintaining high gas outputs and the overall plant productivity. Consistent single source feedstock providing a well-balanced ration for the digestion process is the holy grail.
31. Through the process of completing the study, the following factors have been
identified as the critical success factors for operating a successful viable plant.

Confidential Aberdeenshire AD Plant Study
6
� Access to consistent quality waste, with a good gas yield is one of the most important factors.
� The ability to charge a gate fee for imported waste is important for economic viability
� The operator must have the ability to successfully run an AD plant and produce consistent gas yields.
� It needs a good central location for easy access to waste streams and in an arable area for the disposal of the digestate
� Having the technical support from the AD plant manufacturer and contact with other AD operators to improve the plant’s efficiency and productivity
� Having access to a good grid connection at a reasonable cost � The plant gains all the necessary permits, licences and certificates
from consenting bodies. 32. The significant risks involved emphasises the value and importance of having
a co-operative joint-venture approach. A collaborative development involving farmers and a major processor has obvious attractions. A joint-venture development allows all parties to share the risk, ensures economies of scale from a larger plant size, provides support for the local economy, and ensures the benefits are distributed throughout the community.
Recommendations 1. Raise awareness of business opportunity 33. The study shows there are benefits to farmers and the local processing sector
in establishing a central AD plant in the region. The economic appraisal demonstrates there is a business opportunity for a large-scale plant, which is commercially viable. Local authorities and development agencies need to raise awareness of this opportunity amongst farmers, processors and other interested parties in the region.
34. To help interested stakeholders make an informed decision, there is a need to
improve the understanding of the potential of AD technology. This could take the form of a targeted meeting to explain the technology, issues, pros & cons, potential risks, etc. This could be incorporated with a visit to the existing AD plant at Gask, Turriff.
2. Facilitate businesses to collaborate together in partnership. 35. There are significant risks involved in establishing an AD plant, however,
these could be considerably reduced through the formation of a joint-venture partnership. Ideally partners should be drawn from a wide spectrum including farmers, processors, waste management companies, AD manufacturers and even local authorities. It is recognised it will be a considerable challenge to bring potential partners together to collaborate in a development project. Any action the study partners could take to facilitate this would be desirable.

Confidential Aberdeenshire AD Plant Study
7
3 Identify a potential site 36. Further work needs to be undertaken to identify a suitable site to maximise
the benefits of an AD plant and CHP unit. This should include the potential uptake of the surplus heat and should involve discussion with the Planning Services and housing developers.
4. Produce detailed business plan 37. The next stage after securing the necessary support from the business
community is to prepare a detailed business plan. This would be required before a final decision from interested parties could be taken. A business plan would also be required as a vehicle to raise the necessary finance.

Confidential Aberdeenshire AD Plant Study
8
1 INTRODUCTION 38. Anaerobic digestion (AD) is the process where micro-organisms breakdown
biodegradable materials in the absence of oxygen in an enclosed tank. The process produces biogas (methane 60%, carbon dioxide 39% and ammonia 1%), which can then be utilised to fuel a generator to produce electricity and heat. The treated liquid (digestate) can be applied to farmland as a fertiliser.
39. Agriculture accounts for 12% of all the Scottish greenhouse gas emissions of
which a third is due to methane emissions. Methane is a particularly potent pollutant with a global warming potential 23 times that of carbon dioxide. About three-quarters of the methane from agriculture comes from enteric fermentation in the digestive system of animals, with manures and slurries contributing the balance. AD offers the opportunity to capture methane from slurry and manures, which in turn will lead to reductions in emissions to the atmosphere. AD is also a renewable energy source suitable for displacing carbon fossil fuels
Why the need for the study? 40. Clearly both the Scottish and UK Government have a number of policies and
strategies aimed to address the threat of climate change, reducing GHG emissions and promoting renewable energy. The agricultural industry must be seen to play its part. This study will determine if a central farm-based AD plant is viable and what potential demand exists from processors and other businesses in the region looking to dispose of biodegradable waste by-products. Previous research would also suggest that the economic viability depends on the ability of the plant to earn gate fees from handling waste. Recent changes have resulted in eligible AD plants now attracting double ROC’s which changes the dynamics of viability.
The aim of the study 41. The overall aim of the study is to assess the feasibility of establishing a
central AD plant within Aberdeenshire. 42. The study also includes a number of specific objectives:
� Research the requirements for a successful AD plant site � Research the waste stream and potential interest from Processors,
public bodies, and other businesses for the disposal services of an AD Plant
� AD Plant specification, scale and costs � Identify critical issues for the successful operation of an AD Plant � Review Local Authority Planning issues, this would include
consideration on how surplus heat could be utilised � Identify potential grants sources � Carry out an economic appraisal to determine financial viability � Provide clear recommendations whether to proceed or not to the next
stage

Confidential Aberdeenshire AD Plant Study
9
2 OVERVIEW OF TECHNOLOGY
Chapter Summary:
• AD is where organic matter is digested in an airtight vessel to produce biogas.
• There are two types of digestion; Mesophilic or Thermophilic
• The effective management of the digestion process is complex involving a range
of variables.
• Biogas can be utilised in a number of ways; to produce electricity, heat or vehicle
fuel.
• There is a wide range of equipment manufacturers largely based in
Germany.
Description of technology 43. AD technology was developed for large-scale commercial use in Denmark in
the late 1980’s. It has now been adopted in many countries across the world. The application of AD technology provides solutions for the efficient management and recycling of biodegradable materials and the generation of renewable energy. AD uses microbial organisms in the absence of oxygen to decompose organic matter. This process is strongly influenced by temperature and two different temperature ranges are commonly used in commercial AD:
� Mesophilic (30 - 37°C) � Thermophilic (50 - 60°C)
44. Mesophilic digestion operates within a temperature range of 25-45°C. The
feedstock is digested for a period of generally 18 to 60 days. Biogas production is generally slower per unit of feedstock, per day and for similar sized thermophilic digesters. However, although the fermentation is slower to digest raw materials, it is more tolerant of variations in feedstock and less susceptible to other process variations. Another feature of mesophilic digestion is that it requires less heat to sustain the process leaving more energy to sell as heat and/or electricity. All on farm AD systems in the UK to date are mesophilic.
45. Thermophilic digestion operates at about 50-60°C or above. The feedstock is
digested for a shorter period of 12 to 18 days meaning throughput is greater so to digest a similar amount of feedstock, a smaller digester is required. Gas production is generally faster per unit of feedstock and per cubic metre of digester, and a greater pathogen kill is achieved making the digestate more sterile. However, thermophilic systems are more expensive, and use more energy during the digestion process. They also require higher levels of operational management input and control.
46. The AD process itself takes place in an airtight container known as a digester.
The first stage of AD is a chemical reaction called hydrolysis, where complex

Confidential Aberdeenshire AD Plant Study
10
organic molecules are broken down into simple sugars, amino acids and fatty acids with the addition of hydroxyl groups. The chemical process is followed by three biological processes:
� Acidogenesis – acidogenic bacteria convert the sugars and amino
acids into carbon dioxide, hydrogen, ammonia, and organic acids � Acetogenesis – acetogenic bacteria then convert the resulting organic
acids into acetic acid, along with additional ammonia, hydrogen, and carbon dioxide
� Methanogenesis – methanogenic bacteria finally convert these products to methane and carbon dioxide
47. A number of parameters impact upon the rate and level of the mesophilic
digestion process (see table below). Parameter Ideal range for mesophilic digestion Temperature Between 30 - 37°C Carbon/nitrogen ratio Between 30 - 20/1 Dry matter 5 - 15% DM Hydraulic retention time 40 - 80 days pH Between 7.4 and 8
48. These parameters are controlled as follows:
Temperature – Heat from the CHP engines will be distributed to the digestion tanks through a piped heating system.
Carbon/nitrogen (c/n) ratio – The c/n ration will be managed by measuring the c/n ration of the incoming feedstock and balancing any deficiencies in carbon through the addition of a high carbon/low nitrogen feedstock via a solid substrate dry feeding system. For example, abattoir residues typically have a low c/n ration of 2-4/1 and require to be balanced with other feedstocks with a higher c/n ratio. Grass silage, maize silage and wheat straw are ideal high carbon low nitrogen feedstocks.
Dry matter – The AD plant and equipment is designed to work with feedstock that varies between 5-15% dry matter (DM). Various methods can be used to maintain the DM within the ideal operational range as follows:
� Water can be added to the mix using rain water harvested from the
glasshouse complex to reduce DM � High dry matter materials such as straw can be added into the
fermentation tank to increase DM � DM can be controlled by mixing the incoming feedstocks.
Maintaining the moisture of the feedstocks between 5-15% dry matter allows them to be pumped around the AD plant. At higher levels of dry matter (more than 20%) dry feeding systems, e.g. augers require to be used. Most AD plants utilize wet systems maintaining feedstock moisture levels between 5-15%.
Hydraulic retention time (HRT) – The target HRT will depend upon the mix of feedstocks utilized.

Confidential Aberdeenshire AD Plant Study
11
pH – The ideal pH range lies between 7.4-8. The pH should be monitored on a daily basis to ensure that it is controlled within the ideal range identified.
49. In addition to managing the parameters identified, the gas composition and
volume can also be monitored. This data provides a measure of the fermentation process and variances provide an early warning of any potential problems that may arise. The gas should be monitored for methane, oxygen and hydrogen sulphide. The data also provides a basis for developing the most suitable feedstock mixes in order to maximise gas yield.
Biogas utilisation 50. The biogas produced during the digestion process can be utilized as a fuel for
a range of potential applications:
� Produce heat using a gas boiler � Produce heat and power (electricity) using a combined heat and
power (CHP) plants 51. The biogas can also be upgraded to biomethane for use as a vehicle fuel or
injection into the gas grid. Investment in facilities for cleaning and upgrading of biogas to biomethane is only justified on larger scales.
52. Across Europe, biogas is most commonly used as a fuel to power CHP plants
that produce both heat and power. The power can be used internally within a business or can be transmitted via the national grid for sale. The heat produced in the combustion process is used to maintain the optimal temperature for digestion with further heat available for sale.
Heat and power production (CHP) 53. Electricity generation is straightforward and relatively simple. CHP engines
are almost as efficient at electricity generation as conventional ones. As a consequence and given the heat requirement of the digestion process, the CHP option is the one most widely adopted in Europe. The efficiency of electricity generation ranges between 35% - 45% efficient. Additional efficiencies can also be gained if the heat produced during the generation process is utilized. Heat can utilize between 35 – 45% of the energy contained in the biogas lifting overall energy efficiency of a CHP plant to 80%. This level of efficiency is dependent on the availability of a heat consumer located in close proximity to the plant.
Heat production 54. When burned, biogas generates about 2.5kW of thermal power per cubic
metre. Even a relatively small plant is likely to generate more than most individuals would require.
Injection into the gas grid 55. Injecting cleaned biogas into the natural gas system is happening on a very
large scale in Germany where two plants are digesting 30,000 and 80,000 tonnes of silage to produce approaching 4 million and about 8 million cubic

Confidential Aberdeenshire AD Plant Study
12
metres of cleaned methane gas respectively. This scale justifies the investment in the expensive gas purification plant. In the UK, no policy incentive is available for renewable gas yet, making it less profitable than electricity generation, however, this may change in the future.
Road fuel 56. There is a small market for compressed gas as a road fuel. The Renewable
Transport Fuel Obligation (RTFO) includes biogas for road fuel but as yet there is minimal opportunity except for enthusiasts.
Facility design and technology 57. AD plants are designed specifically to process the inputs they have to digest.
Each individual plant is therefore different but there is a commonality to the processing stages and the equipment used for each processing stage. The table below summarises a typical plant design.
Table 2.1: Main Building
Building/facility/processing stage
Design and technology
Main building
The main building houses a number of potential functions and processes that include: o Office o Control unit o Odour control system o Pump station o Pre digestion processing and mixing o Pasteurisation o CHP unit
Control unit A computer-controlled system monitors every aspect of biogas production. The system can enable full visualisation of the process, automated control and automated dial up connections.
Odour control system
Depending on the location of the plant, an odour control system may be required. Odours from the plant can be managed by drawing the air from the main building (using fans) to remove any undesirable smells.
Pump station and interconnecting pipe work
Fluids are pumped about a plant through a network of pipes that interconnect every stage of the biogas process. The movement of fluids is centrally controlled through the computer monitoring system. It is normal for two pumps to be used. One of the pumps controls the flow of dirty fluids while the other pump controls the flow of clean (post pasteurisation) fluids.
Table 2.2: Process Stages
Building/facility/processing stage
Design and technology

Confidential Aberdeenshire AD Plant Study
13
Weighbridge All incoming feedstock has to be weighed on a weighbridge prior to sampling and discharge.
Stone trap and metal detector
All incoming feedstock should be pumped through a stone trap and metal detector to remove stones, hard objects and metal.
Feedstock reception and storage
Built from stainless steel, feedstock storage tanks allow the discharge and separate storage of feedstock prior to mixing and digestion. The storage tanks normally contain a submersible stirring unit to allow the feedstock to be agitated. This increases the consistency of the feedstock prior to maceration. Different tanks can be used for different substrates and provide processing flexibility.
Cleaning area Once vehicles have discharged their feedstock they require to be cleaned and disinfected. The vehicles should be restricted to the ‘dirty’ area of the site.
Pre digestion processing
Prior to digestion the feedstock is often macerated and homogenised to reduce the particle size to approximately 10mm.
Pasteurisation
Heat from a CHP unit is transferred to the feedstock from the heat exchangers prior to being held in the pasteurisation unit. This step minimises the potential for damaging bacteria to enter the fermentation tank and thus any consequent reduction in gas productivity. The pasteurisation process begins by heating the feedstock to 75 °C. The feedstock is then held in the pasteurisation unit at over 70 °C for 1 hour. The computer-controlled system monitors the pasteurisation process. Feedstock mixing can also take place at this stage. The computer-controlled system monitors the mixing and weighing process. After pasteurisation, the feedstock is often pumped to a receiving tank where it is allowed to cool. Pasteurisation is only obligatory if animal-by products are being handled.
Feedstock mixing
Weighing devices control the individual feedstock entering the tank. This allows the composition of individual feedstock to be accurately controlled (similar to a range of pre-determined ingredients in a recipe) so that the optimum carbon nitrogen ratio of a mix can be obtained.
Cooling
After pasteurisation, the feedstock is cooled prior to entering the digestion chamber.
Fermentation and gas storage
Mixed feedstock is pumped into fermentation tanks. Due to the corrosive nature of the gasses produced during fermentation, various types of high-grade stainless steel are used for the construction of the fermentation tanks. The roof of the fermentation tanks is commonly made up of double membrane floating dome to accommodate the biogas once it is produced. Constant temperature control is provided by through a piped heating system in the lower third of the tank and outward insulation by means of polystyrene die plates. Monitoring systems can include automated pressure monitoring, level control and temperature control.
Fermentation tank mixing
For consistent homogeneous mixing a unit a mixing blade is commonly fitted to the fermentation tanks. Mixing prevents the build up of compacted areas inside the fermentation tank while allowing the formation of a thin crust at the top of the digestate. Mixing also allows the maximum volume of gas to be produced

Confidential Aberdeenshire AD Plant Study
14
from the feedstock. Solid substrate dry feeding system
Solid substrate dry feeding systems allow the addition of feedstock’s high in carbon, e.g. straw or silage directly into the fermentation tanks. This control measure makes it possible to manage the c/n balance towards the ideal ratio of 30/1 thus maximising gas yields.
Gas dewatering, cleaning and pressurisation
Biogas from the fermentation tanks requires to be dewatered and cleaned to remove moisture, and hydrogen sulphide. It is then pressurised prior to combustion in CHP units. Monitoring systems include pH sensor and gas analysis.
CHP unit
CHP units are often housed in a self-contained area. The heat generated by the engine is utilized within the process and in addition, it can be used to provide heat for external sale.
Digestate storage (end storage)
The digested feedstock is then pumped into end storage tanks. The storage tanks normally contain submersible mixers and a connection to the pump station. This allows the digestate to be agitated and maintained in a fluid state in order that it can be easily handled and used as a bio-fertiliser.
Table 2.3: Bunding and Grid Connections Building/facility/processing stage
Design and technology
Bunding Depending on the location of the site, it will require to be bunded. The bunding capacity must be sufficient to satisfy the requirements of the local authority and SEPA.
Utility point/grid connection
A National Weights and Measures accredited digital meter is a requirement to monitor and record the output of electricity from the CHP engines.
Heat connection A suitable connection to a heat consumer of appropriate interconnecting pipe work will be required if a heat consumer can be identified.
AD Plant Manufacturers 58. A list of the principal AD equipment and plant manufacturers are provided in
Appendix 1.

Confidential Aberdeenshire AD Plant Study
15
3 WASTE STREAMS IN THE REGION
Chapter Summary:
• Previous studies have highlighted the enormous potential of converting biowaste
in Scotland to produce energy.
• There is an estimated 536,651t of biowaste in the North-East, which could
produce 105,371 MWh of electricity per annum. This could potentially support 13
AD plants using a CHP of 1 MWh.
• Many manufacturers and processors in the region are concerned about the
future and cost of waste disposal. There is interest from companies in a Central
AD plant.
• Currently there are four commercial waste treatment plants in the region, which
would provide considerable competition to any new AD plant. This increases the
need for good planning to ensure any future AD plant has a secure source of
biowaste.
Potential Biowaste in the North-East 59. A previous study1 conducted by AEA for SEPA reviewed the energy potential
from biowaste in Scotland. Two energy conversion routes were considered; thermal treatment and AD. The study reviewed six specific sectors:
� Agricultural waste � Commercial & Industrial waste � Forestry residues � Abattoir waste � Municipal solid waste � Sewage Sludge
60. The report identified a potential 9,634,000t of waste in Scotland technically
suitable to be processed by AD or thermal treatment plants to provide 17,716,900MWh per annum of energy. This is equivalent to c20% of the natural gas consumed in Scotland. This clearly demonstrates the enormous potential of biowaste in Scotland to produce energy.
61. The report also identified the potential biowaste for each region of Scotland.
The following table shows the potential biowaste arising in the North-East. Of the 178,000t of slaughterhouse waste considered suitable in Scotland, approximately a third is estimated to arise in the North-East. Similarly 30% of the 140,186t of the national sewage sludge occurs in the North-East.
1 “The evaluation of energy from biowaste and forest residues in Scotland.” AEA April 2008
Confidential Aberdeenshire AD Plant Study
16
Table 3.1: Biowaste suitable for AD in the North-East Total
Solids (t) M3 Biogas (‘000)
Methane 60% (‘000)
Energy (MWh)
Fish 0 0 0 0
Milk 2,542 317,756 191 1,513 Waste Man 225,416 28,117 16.906 134,123 Municipal 172,008 21,500 12,900 102,345 Slaughterhouses 58,169 7,271 4,362 34,611 MSW 78,516 9,814 5,888 46,717
Totals 536,651 67,081 40,248 319,307 62. The 536,651t of potential biowaste in the North-East will produce an
estimated 105,371 MWh of electricity per annum (using a CHP at 33% efficiency). This means the North-East could potentially support 13 AD plants using a CHP of 1MWh. The AEA report suggested this could support up to 429 employees, however, this seems quite optimistic, with 52 direct jobs being more realistic.
63. Whilst the AEA study shows the potential waste streams in the region suitable
for AD and as such, is a theoretical estimate, nevertheless its value is that it demonstrates the potential scale of AD which can be supported in the region. It should be noted, this is a theoretical maximum, as in practice the waste produced is likely to be less, as processors strive to improve efficiencies and reduce waste. In addition, the AEA study makes no attempt to calculate the economic viability of the waste and its utilisation for energy production.
Local Processor Interest in a Central AD Plant 64. A key aspect of the study was to identify potential waste streams and
interested processors in the region in a central AD plant. Aberdeenshire Council produced a list of all the main processors, and companies with biodegradable waste in the region, this included: abattoirs, fish & shellfish processors, distilleries, bakeries, dairy companies, poultry, grain and food processors. In total, over 40 companies were identified each of which were sent a letter informing them of the study and inviting them to contact the consultants for further information – see appendix 2 for a copy of the letter. In addition, a number of follow-up telephone calls were made to assess the level of interest.
65. The conclusion of the responses to the letter and follow-up calls is that many
processors in the region are concerned about the future disposal of the waste they produce and the cost. In particular, there were five companies who expressed provisional interest and were visited to explore opportunities further. These were:
� Poultry farmer � Bakery � Shellfish processor � Abattoir and livestock processor � Grain processor
66. The approximate type and quantities of biodegradable waste suitable for AD
from the five companies is as follows:

Confidential Aberdeenshire AD Plant Study
17
Source Waste type Annual
(tonnes) Poultry farmer 100t/week poultry litter
@50% dm 5,000t
Bakery 250kg/week bakery products
13t
Shellfish Soft waste from prawns and scallops
500t
Abattoir 55t/week gut contents 45t/week blood 50t/week daff sludge
2,860t 2,340t 2,600t
Grain Small grains & chaff 600t 67. In practice, of the five sources of waste, three would be of interest to an AD
plant; the poultry litter, the shellfish soft waste and all the abattoir waste. The bakery waste comprised of mixed waste (bread, cakes, pies, etc) and largely came wrapped. This added another complexity and cost to dispose of the wrapping, plus the quantities involved were relatively very small. The 600t of small grains was available in one period, at the end of harvest, which from the management of the digestion process, was not ideal. As a result, this waste would have a limited appeal to an AD operator.
68. All five companies had existing appropriate outlets for their waste, however,
they were all keen to investigate alternative options. In all cases, any change to existing practices would ultimately depend on cost and whether a central AD plant could provide a cheaper alternative outlet. The economics of the any potential central AD plant would ultimately be the main factor in the decision-making process.
Municipal Waste in the Region 69. The following two tables show the waste managed by the two local authorities
in the region. There are approx 108,923 households in Aberdeen City and 114,146 in Aberdeenshire that receive regular waste collections.
Table 3.2: Municipal waste managed by Aberdeen and Aberdeenshire 2007/08
Landfilled Recycled Composted Total Aberdeen City 107,658 19,527 11,274 138,459 Aberdeenshire 105,750 38,432 9,549 153,731
(Source: Waste Data Digest 9).
Table 3.3: Business Waste (‘000 tonnes) Commercial Industrial Total North-East 650 430 1,080
Scotland 5,330 2,760 8,090 (Source: Waste Data Digest 9).
70. A key factor in the management of waste and its utilisation is whether or not it
has been source separated. Source separated waste provides better quality waste as opposed to ‘mixed’ waste, which limits how it can be subsequently treated. Aberdeenshire is currently achieving 31% recycling. It is estimated that c 70% of the residual waste is biodegradable (approx 50,000t in

Confidential Aberdeenshire AD Plant Study
18
Aberdeenshire), which gives an indication of the potential supply for an AD plant in the region. Between both local authorities, there could be c 100,000t of biodegradable waste available.
Existing Competition for biowaste in the region 71. Although out with the scope of the study, clearly an important factor to the
potential viability of any AD plant is the current (and future) competitive outlets for biowaste in the region. At present there are four commercial waste treatment plants in the region:
� Gask Biogas Plant, Turriff. � Keenan Recycling, New Deer � Gray’s Composting Services, Portsoy � Alba Proteins, Kintore
72. The Gask biogas plant, operated by farmers, John and Andrew Rennie, was
built in 2006. This was the first commercial AD plant in Scotland. Built by German engineers Weltec Biopower, the investment to date is c £2M. The plant has 3 CHP units capable of producing 450kWh of electricity. Fully approved for animal by-products, the plant’s feedstock consists of pig slurry (15%) and imported waste, largely from the Woodhead Brothers abattoir at Turriff. The digestor is normally fed 50t/day over five regular feeds with the digestate drawn off into a 0.5M gallon store. The throughput is believed to be c 20,000t
73. Keenan Recycling, based near New Deer, has 12 in-vessel composting units
supplied from VCU Europa. The capacity of the plant is believed to be 50,000t mainly comprising green waste but including seafood waste, and food waste. Total expenditure is believed to be in excess of £3.2M. The business was successful in gaining grant support from WRAP. The facility has SVS Accreditation and approval to process category 3 animal by-products. There is planning permission for another 8 in-vessel chambers. There is no facility to collect the gas to produce electricity in a composting plant – an aerobic process.
74. Gray’s Composting Services, at Fordyce near Portsoy., has 4 aerobic in-
vessel vertical composting units, again supplied by VCU Europa. The plant has full SVS Accreditation and approval to process category 3 animal by-products. It handles green garden waste, seafood by-products, and food waste. The throughput is believed to be c 10,000t.
75. Alba Proteins, Kintore, is part of the Leo Group, a privately owned company
based in Halifax, Yorkshire. The group operate a number of animal rendering plants, which process animal by-products to produce oils, meal and pet food ingredients. The site was a former rendering plant operated by Dundas Brothers, which was closed in 2004. The Leo Group acquired the plant in December 2008 from Oran, and have invested £5M in making it one of the most modern rendering plants in the UK. It was also successful in gaining a SRDP grant of £0.91M in June 2009. The plant is fully automated and will employ 3 staff with support from the Group’s maintenance crew. It is estimated it will only take approx 90 minutes to process fallen animals from arrival to meat and bone meal (MBM) production. The plant is approved to handle catergory 1 animal by-products. It can operate 24 hours per day and is capable of producing 1,200t of meat & bone meal per week. In the future,

Confidential Aberdeenshire AD Plant Study
19
the plant will burn the MBM to fuel its own CHP (10MWh) to produce electricity, with the surplus sold to the grid.
76. The conclusion of the review into current competitors to a future AD plant in
Aberdeenshire, is that there is considerable competition in the region from established plants. It is also possible that these plants may expand their operations, or other new waste plants may be established in the future, which may adversely affect the viability of a new AD plant. In principle, based on the AEA study, there is enough biowaste for everyone, however, the competitive local market for waste increases the need for good planning to ensure any future plant has a secure source of adequate waste streams.
77. It is important identified waste streams are analysed to determine their biogas
yield and subsequent value. The following tables provides an indication of the value of arrange of farm based feedstocks.
Table 3.4: Farm based feedstock biogas values
Feedstock DM % Biogas Yield (M3/tonne)
Value of Biogas (£/t)
Cattle Slurry 10 15-25 £4-6.80 Pig Slurry 8 15-25 £4–6.80
Poultry litter 20 30-100 £8-27 Grass Silage 25 160-200 £43-54 Maize Silage 33 200-220 £54-60
Whole crop wheat 33 185 £50 Wheat grain 86 610 £160
Barley grain 86 580 £155 Brock potatoes 20 50-70 £14-£20 Rape meal 92 630 £168
Glycerine 90 580-1,000 £155-270 Fats 90-
100 Up to 1,200 Up to £320
Source: Adapted from Anderson Report 2008

Confidential Aberdeenshire AD Plant Study
20
4 SITE CONSIDERATION
Chapter Summary:
• Key considerations for the actual location of the plant would be availability of
road access, the grid connection (there are capacity limits in some areas at
substations), as well as the proximity to the source of the waste material and any
potential impacts on amenity through noise, odour, vehicle movements etc.
78. A range of factors contribute towards the appropriateness of a site for a
biogas plant. They include:
� Close proximity to waste feedstocks for digestion � Availability of a grid connection to transmit the electricity generated
from the CHP engines � Suitable distances away from residential areas to minimise the impact
of any smells and emissions that may come from the plant � Close proximity for land to utilize digestate as a fertiliser – suits arable
farmers � Suitable distances away from watercourses to avoid the potential for
pollution incidents 79. Local Authority Planners will have an active interest in the final site selection.
Issues such as the impact on the existing road infrastructure and neighbours, as well as the expected vehicle movements will be important. Aberdeenshire Council are also keen to encourage the recovery of heat and power generated and the opportunity to provide this energy off site. Further details of LA planning are discussed in the following chapter (5).
80. If the AD plant imports any animal by-products then it must be approved and
be located in ‘separate premises’ from the farm for biosecurity reasons. ‘Separate’ is defined as being ‘that which may be conveyed’, having clear separation from livestock, with its own boundary and access. In other words, sited out with the existing farm buildings.
Electrical Grid connection considerations. 81. A major consideration for both site selection and the plant’s e overall conomic
viability is ensuring good effective grid connection. Scottish and Southern Energy (SSE) is the relevant distribution network operator in the region.
82. Prior to establishing a new connection to the grid network, SSE would first
conduct a feasibility study to determine the impact of the proposed plant on the existing network, the optimum technical solution, and the cost. The cost to conduct the feasibility study would be approx £5,000 and could take up to 3-months to complete. Following this initial study a formal application would then be made to SSE. There are three key factors which they need to know before a formal connection offer can be issued; the site location, the size of the electricity capability, and the required connection date.

Confidential Aberdeenshire AD Plant Study
21
83. It should be noted, Aberdeenshire has a high activity from renewable wind
turbines so is a very competitive region for grid connections. The existing electricity infrastructure is now at a stage that has triggered line upgrades in many districts. Wind turbines are difficult for grid transmission operators as
they have a high fluctuating output (range from 0 → max) unlike AD plants, which have a more reliable output and therefore more desirable for a grid operator and easier to manage.
84. The actual cost of grid connection will vary considerably depending on the
specific site, the distance to a suitable connection point and infrastructure requirements. The best case scenario would be a budgeted cost of £100,000, but this could rise significantly depending on infrastructure and reinforcement costs. If upgrading work is required, there are cost apportioning rules in place. The Government is actively trying to encourage smaller scale renewable schemes by making it easier to connect to the national grid. The connection procedure includes ‘contestable’ and ‘non-contestable’ work, which may allow an applicant the opportunity to carry out certain elements of the work themselves (may reduce the overall cost). There are three elements to the cost of grid connection:
� The connection cost � Grid reinforcement costs � On-going systems costs
Influence on site selection 85. Ideally the AD site should be located within 2km (up to max 5 kms) from an
existing primary substation – see map in Appendix X. There are ten possible electricity sub-stations in the Buchan central region of Aberdeenshire:
• Hatton • New Pitsligo • Turriff
• Maud • Fyvie • Oldmeldrum
• Mintlaw • Strichen
• Ellon • Methlick
It has been suggested sub-stations such as Mintlaw and Ellon for example, may be possible, while others such as Strichen and Methlick are at capacity.
Useful contacts: Rob Broughton Network Development Planning Engineer SSE Power Distribution Henderson Road Inverness IV1 1SN Tel: 01463 728326 Fax: 01463 728247 email: [email protected]
Kenny Stott SSE Power Distribution Perth Tel 01738 – 456335 Email kenny.stott@@scottish-southern.co.uk

Confidential Aberdeenshire AD Plant Study
22
5 LEGISLATIVE FRAMEWORK
Chapter Summary:
• The operation of an AD Plant is subject to wide a array of regulations including,
PPC, WML, ABP, duty of care and HACCP.
• If an AD plant imports waste, particularly animal by-products, the regulatory
burden increases.
• Digestate is currently categorised as a waste product. A new draft quality
standard (PAS 110) for digestate is available, which when accepted, should help
make the use of digestate more acceptable for farm assurance schemes.
• Aberdeenshire Council are supportive of developments that reduce waste and
provide a source of renewable energy.
• Any potential AD plant would likely require an Environment Impact Assessment
(EIA) and community stakeholder consultation.
86. The aim of this chapter is to summarise the various legislation and planning
regulations that impact on any AD plant. The regulations concerning the protection of the environment, health and safety, and handling of waste are quite complex, therefore it is important any potential AD operator seeks early advice from SEPA. The main regulations include:
� Pollution Prevention Control (PPC) � Waste Management Licences � Duty of Care � Digestate Quality PAS 110 � Animal By-Product Regulations (ABP) � Health and Safety � Planning Consent
Environmental Considerations 87. The operation of an AD plant is subject to the regulatory control of SEPA in
Scotland, who are responsible for ensuring the appropriate management of all waste materials. Normally a farmer can apply livestock slurry and FYM directly to their land, however, if the slurry (or FYM) is processed through an AD plant it is then regarded as a ‘waste’ and subject to regulatory control. In general, if an AD plant only uses livestock manures and farm energy crops the regulatory requirements are relatively light, however, with the use of imported waste streams, the regulatory controls become more complex.
88. The specific regulations and permits that apply to an AD Plant will depend on
a number of factors including;:
� The overall size of the plant � The type of feedstocks used � The quantity of feedstock imported � The amount of energy generated

Confidential Aberdeenshire AD Plant Study
23
These factors and the regulations that apply will also have a bearing on the costs associated with an application, annual subsistence and other related costs. SEPA have a presumption to avoid dual regulation wherever possible.
Pollution Prevention and Control (PPC) legislation 89. IPPC is a regulatory system to ensure that industry adopts an integrated
approach to pollution control to achieve a high level of protection for the environment and human health. Operators of proposed plants must apply for a permit from SEPA prior to operation.
90. The Pollution Prevention and Control (PPC) regime is enacted through
various pieces of legislation in particular the IPPC Directive (Council Directive 96/61/EC). This directive was created to prevent or minimise emissions to air, water and soil, as well as waste, from industrial and agricultural installations in the Community, with a view to achieving a high level of environmental protection.
91. PPC permits are required where animal by products (ABP) or mixed
animal/vegetable food waste are fed to the process and the total combined feedstocks of these materials and non-hazardous waste exceeds 10 tonnes per day. Where the capacity of a biological treatment process is less than the 10 tonne per day threshold identified above, or where no ABP or mixed animal/vegetable food waste are fed to the process, it is currently considered that it will fall under the WML Regulations.
92. Although there is a commercial AD plant operational in Aberdeenshire, SEPA
have still to resolve many policy decisions with respect to AD plants. Currently an AD plant handling ABP is classified under PPC as a full rendering plant. This is also important for the fees charged. The application fee for a PPC permit is currently £15,000 with an annual fee of £9,000. It is anticipated, however, an AD plant operator could appeal for a reduced rate.
Waste Management Licenses (WML) 93. Currently digestate from an AD plant is classified as a ‘waste’ and therefore
subject to the Waste Management Licensing Regulations. The digestate can be spread to land on any farm under a Paragraph 7A of the WML - ‘complex waste exemption’. The operator must register this exempt activity with SEPA and comply with the exemption conditions.
94. An AD plant currently would require a WML in any case, including where
waste feedstock is only imported direct from the farm. This policy is under review. This would also require the land intended for application of the digestate to be registered prior to spreading on an annual basis. The limit for any one licence is 50ha and costs £569 per year. In addition, detailed application records need to be kept and soil analysis undertaken. An agricultural field survey would need to carried out every 4 years to identify the benefit and monitor nutrient levels. The combined annual cost is estimated at £1,000.
Duty of care 95. The Duty of Care legislation applies to all ‘controlled waste’ from industry and
requires that all transfers of waste are appropriately recorded in order to assist in tracking movements of waste. In addition, the regulations place additional obligations on waste producers, carriers and any person within the chain handling waste to consider the manner in which they deal with the

Confidential Aberdeenshire AD Plant Study
24
material. This means all businesses have a legal obligation to dispose of any waste in an appropriate manner. General guidance on the Duty of Care and responsibilities for persons who produce, carry, or handle waste are contained within Department of the Environment Food and Rural Affairs (DEFRA) website.
Digestate Quality Standard – PAS 110. 96. A draft Publicly Available Specification (PAS 110)2 for digestate derived from
AD plants, creates an industry specification against which operators can verify that the digested materials are of consistent quality and fit for purpose. It is hoped this will remove the major obstacle for the disposal of digestate. A key principle of the scheme is that only source segregated biodegradable material can be accepted. By complying with the proposed standard, it is hoped AD operators will have certainty that the anaerobic digestate they produce will be regarded as having ceased to be a ‘waste’ and can be used as a ‘product’ (bio-fertiliser) without the need for waste management controls. It is hoped it would also open up the wider application of the digestate to agricultural land.
97. At present, a major obstacle for the disposal of digestate to agricultural land is
its exclusion from the various Quality Assurance (QA) Schemes. There is a complete moratorium on the use of AD digestate applied to grazing land for cattle and sheep being acceptable for QA schemes. Importantly the British Retail Consortium (BRC) have serious concerns about the use of AD digestate, however, it is unclear if this is simply a cautious approach or based on a real scientific evidence. There is no doubt the experiences of the BSE debacle has the meat industry and retailers being rightly very cautious. To date SEPA has still to produce a position statement on PAS 110, which has been completed by the Environment Agency3 in England.
98. The Renewable Energy Association (REA) in collaboration with the British
Standards Institute (BSI) developed PAS 110. At present it is still to be validated by the UK Accreditation Service (UKAS). Once this has been achieved it is believed that AD digestate would be eligible for Scottish Quality Cereals (SQC) certification. The situation with the livestock QA schemes, which are set by QMS, is less hopeful.
99. Discussions with QMS staff suggest there are real concerns about the use of
AD digestate. In particular the concentration of heavy metals (lead, copper, mercury, zinc and chromium) and the persistence of pathogens, PCBs and organic pollutants. AD technology is still regarded as in its infancy with a need for further research. In practice, for QMS to accept PAS 110 in their QA schemes would require it to passed by the Schemes Committee, which ultimately will depend on the advice from their technical advisory committee. It is unlikely this will occur in the short-term (next 5 years).
2 http://www.r-e-a.net/document-library/policy/digestate-standard-waste-protocol-
development/QP_AnaerobicDigestion_PAS110_Final_draft_1%200%20%282%29.pdf 3 http://www.environment-
agency.gov.uk/static/documents/Business/MWRP_RPS_045_AD_QP_V8_09-10-09_rev2.pdf

Confidential Aberdeenshire AD Plant Study
25
Animal By-Products Regulations (Version 8, September 2008) 100. If any animal by-products or food waste is used in the AD plant then an
Animal By-product Regulation licence will be required. The purpose of the regulations is to ensure that all meat and animal by-products are handled and treated appropriately, and in the case of anaerobic digestion and composting meet treatment standards to ensure the safe removal of pathogens so the final material can be safely applied to land. A copy of the guidance notes is available from the Defra4 web site. The UK legislation has been in response to EU Animal By-Product legislation (EC 17744/ 2002) adopted in May 2003. The legislation has largely been driven by both BSE and FMD disease outbreaks in the past.
101. There are three categories of animal materials under the AB-P Regulations.
The following table only provides a brief summary and for a full description of the categories please refer to the FSA guide http://www.food.gov.uk/foodindustry/guidancenotes/meatregsguid/coproductbyproductguide
Category Description Treatment / Use Category 1
Includes specified risk material (SRM) from animals which are susceptible to TSEs, and entire carcases of animals if disposed of without removal of SRM Includes catering waste from International transport
This material must be disposed of by incineration, rendering followed by incineration or landfill (if processed by Method 1). Not allowed for biogas or composting
Category 2
Fallen stock, diseased animals, contaminated by-products. (only if destined for biogas)
Must be incinerated or rendered. Can only be used by AD plants if rendered first by EU Method 1.
Category 3 ‘
Includes ABP from abattoirs fit for, but not destined for, human consumption eg offal, blood, feathers, hooves, hide, fat, bones etc. Food and catering waste Former foodstuffs - food processing waste using meat & ABP, out of date meat and meat products from shops etc. Fish & shellfish waste
All suitable for AD plants or composting Can also go for incineration and rendering.
Notes:
• Blood from pigs and poultry is cat 3, while blood from ruminants can be either cat1, 2 or 3 depending on the health status.
4 http://www.defra.gov.uk/foodfarm/byproducts/documents/compost_guidance.pdf

Confidential Aberdeenshire AD Plant Study
26
• Pig intestines – Cat 2 → can now go for AD. Cattle intestines are SRM. Sheep intestines possible for AD if SRM removed.
• Ruminant gut fill can be used for AD or be spread straight on to non-pasture land.
102. Category 2 material can not be used for a biogas plant unless it has been first
rendered in an approved plant to EU Method 1 (1330c 3-bar pressure for 20 mits). Category 3 material is suitable for AD plants but must be pasteurised at 700c for 1hr with a max particle size of 12mm. It is normal best practice to treat the digestate after digestion prior to going into storage tanks, although some plant’s pasteurise only the ABP component prior to digestion.
103. ABP compliance is exacting and will require additional investment in
additional machinery (eg maceration, pasteurisation, additional storage, infrastructure, etc) and also higher levels of monitoring and records. Although not a pre-requisite of ABP approval, a biogas plant must also be licensed by SEPA who enforce waste regulations. Animal Health and SEPA do liaise regarding approval and monitoring of ABP approved premises.
HACCP Plan 104. A requirement of an ABP licence is to implement and maintain a HACCP
(hazard analysis and critical control points) safety assessment. A HACCP plan attempts to identify all possible hazards, critical points where failure may occur so as to monitor and prevent any potential safety problems. This preventative approach is based on 7 principles:
• Identify any hazards that must be prevented eliminated or reduced
• Identify the critical control points (CCPs) at the steps at which control is essential
• Establish critical limits at CCPs
• Establish procedures to monitor the CCPs
• Establish corrective actions to be taken if a CCP is not under control
• Establish procedures to verify whether the above procedures are working effectively
• Establish documents and records to demonstrate the effective application of the above measures
Normally a HACCP plan is undertaken by a qualified consultant or the equipment suppliers and may cost up to £1,500 to complete.
Plant Location 105. If the biogas plant only uses a farm’s own slurry and energy crops then there
is no requirement for ABP approval and no restriction on the location of the plant. If the biogas plant imports any animal by-products then it must be approved and be located in ‘separate premises’ from the farm for biosecurity reasons. ‘Separate’ is defined as being ‘that which may be conveyed’, having clear separation from livestock, with its own boundary and access. All vehicles involved in the transport of raw material must be cleaned on exit; wheels washed, cleaned and disinfected. Vehicles used to transport slurry or other materials off-farm should also be cleaned on exit to a similar standard. This may require additional investment in farm roads and infrastructure.

Confidential Aberdeenshire AD Plant Study
27
Application forms and Fees 106. Application forms are available on-line from . There is currently no fee for
applying for an ABP licence. The forms are relatively easy to complete and guidance is available from the local Animal Health office. It is important operators discuss the proposed biogas plans and sources of feedstock with the Animal Health officer early to ensure satisfactory compliance. Normally biogas plants will gain short-term approval (3-months) which will involve weekly testing of digestate to ensure satisfactory treatment. The operator would have to organise for the samples to drawn and analysed at a suitable laboratory (there are two in the north-east). Once treatment has been confirmed as satisfactory, testing by the operator will continue on a monthly basis. The Animal Health Office will inspect the plant thereafter every 3-months to review records and take independent samples.
Importance of records and monitoring 107. The maintenance of good records and effective monitoring is an important
aspect of an approved biogas plant to allow satisfactory auditing. HACCP will identify the critical control points which will likely focus on evidence of control on; feedstock materials, particle size, temperature, and time. Issues such as maintenance, calibration records and pest (birds, rodents and other vermin) control plans will also be required. Much of this monitoring will be automatic through the plants own computer control.
Disposal of digestate 108. Currently the safe disposal of the digestate from biogas plants with AB-P
materials requires a waste management licence. As previously discussed, in the future PAS 110 will replace the need for a WML. Digestate may only be applied to non-pasture i.e. land which will be free from grazing animals for a minimum of 3-weeks for ruminants and two months for pigs. This restriction also applies to crops from land in the same period.
Planning Permission 109. Any proposed AD plant would be considered as an industrial /waste treatment
installation rather than an agricultural practice and therefore require planning permission. In general terms, Aberdeenshire Council are supportive of proposals that reduce and re-use waste and also that provides a renewable source of energy. Any development would be assessed against the policies in the ‘Aberdeenshire Local Plan 2006’ in particular, the Infrastructure Policies ‘Inf/6A Waste Management Facilities’ and ‘Inf/8 Renewable Energy’.
110. Recently there have been significant changes in the last few months in the
Scottish Planning Regulations, which could affect the proposal. The following links to the Scottish Government Circular on the Hierarchy of Development and also on the Changes to Development Management procedures are provided.
http://www.scotland.gov.uk/Publications/2009/07/03153122/3 111. A planning application for an AD plant is likely to include:
� Site plans and detailed drawings � Photographs and elevations plans of the digester, tanks, control
rooms, etc

Confidential Aberdeenshire AD Plant Study
28
� Details of the anticipated feedstocks and tonnages � All necessary information on grid connection � Details of vehicle access and movements � Site management during construction � Safety aspects � Noise and odour � Planned landscaping � Community consultation plans
112. It would be prudent and good practice for any potential AD developer to
engage with the Local Planning Services from the onset. All applicants are encouraged to undertake pre-application discussions with the Planning Service prior to submission of the proposals, in particular to establish whether the proposals would fall under the category of a ‘Major development’ and whether pre-application pubic engagement would be required. Given the scale and significance of any proposed AD plant is likely to be considered a Major development.
113. It is advisable that any potential AD operator needs to consult with the wider
community at an early stage. The purpose of this engagement is to allow communities to be better informed about potential national and major developments and to have the opportunity to express views before a formal application is submitted. All applicants for national and major developments must demonstrate a level of public engagement, which includes as a minimum, one press advert plus one public event. Further information on the pre-application community engagement and what is required is available the following web site: The public have 21 days to make planning representation if they have any concerns.
http://www.scotland.gov.uk/Publications/2009/07/03153034/0
114. It is anticipated that any proposed AD plant would also require to undertake
an ‘Environmental Impact Assessment’ (EIA). The web link to the Scottish Government Circular on EIA is provided below. Pages 23 and 24 sets out the information requirements which generally apply to EIA but it is recommended that part of the detailed pre-application discussions should focus on what information would specifically be required in support any application. If an EIA is required (which is very likely) this will increase the time taken for any decision to the planning application. Realistically it will take at least 6-months for a decision to any planning application.
http://www.scotland.gov.uk/library2/doc04/eia-00.htm
115. In terms of the actual site of the plant, Aberdeenshire Council are keen to
encourage the full recovery of heat and power generated and the opportunity to provide this energy off site. Once a potential site has been identified, it may be useful to look more strategically at potential developments in the vicinity of the potential site (through the local plan and bid sites identified in the Local Development Plan Main Issues Report) in order to consider any potential impacts on amenity but also identify possible users of the exported heat and power.

Confidential Aberdeenshire AD Plant Study
29
6 POLICY DRIVERS
Chapter Summary:
• Government policy is the main driver for the introduction of an AD sector in the
UK.
• There are a range of Government policies which impact on the AD industry and
incentivise the uptake of the technology.
• Currently an approved AD plant is now eligible for two ROCs
• The Government are proposing to replace ROCs with a new feed-in tariff (FIT)
scheme. This will provide better long-term guarantees for investors.
• In the future, a new scheme (Renewable Heat Incentives) will provide incentives
to use renewable heat sources, which has the potential to benefit the AD
industry.
116. The aim of this chapter is to briefly review the main Government policies that
impact on the AD sector. Government policy is the main driver for the introduction of AD plants in the UK. Without the influence of Government policy, there would be no commercial opportunity for AD plants in the UK. There are seven principal government policies which affect the AD industry, the first four policies can be considered as ‘sticks’, while the final three are ‘carrots’ to stimulate the uptake of AD technology. These policies are derived from EU, UK and Scottish legislation and targets. The policies explain why there is so much interest in AD and include:
� Scottish Climate Change Bill � Renewable Energy targets � Land Fill Tax � Recycling Targets � ROCs � Feed-in Tariffs (FIT) � Renewable Heat Incentives (RHI)
Scottish Climate Change Bill 117. The Scottish Government enacted the new Scottish Climate Change Bill this
year, which aims to reduce emissions by 42% by 2020 and 80% by 2050. The target is the equivalent to a 3% reduction in emissions per year. It is proposed annual targets would be established to monitor progress. The real significance of the Bill is that businesses will have to take action to reduce their GHG emissions and impact on climate change. (It is noted the UK’s target on climate change is for a more modest 34% reduction in emissions by 2020).

Confidential Aberdeenshire AD Plant Study
30
Renewable Energy targets 118. To tackle global warming and create a low carbon economy, the EU has
established a Renewable Energy Directive, which sets a binding target of 20% of energy consumption from a renewable source by 2020 for Member States. The Scottish Executive has set a more ambitious target of 31% of electricity generated coming renewable sources, rising to 50% by 2020. To achieve this, all renewable technologies will have to make a contribution including AD.
119. A key component of the renewable energy contribution will depend on
necessary electricity grid reinforcements. The location of renewable projects is dependent on several factors including resource, environmental impact, available technologies and grid capacity.
Landfill Tax (LFT) 120. The Government is using a number of tax measures to support its waste
policies, the most important of which is the landfill tax. The LFT was first introduced in 1996 and is a tax on waste sent to landfill, encouraging diversion of waste from landfill to more sustainable ways of managing waste. Currently there are two rates; the standard rate of £40 /tonne and a lower rate of £2.50 /tonne for ‘inactive’ waste such as soil.
121. The 2009 budget contained the announcement that the escalator (+£8/t per
year) on the LFT would continue to 2013 – see table below. In addition, waste producers will also have to pay the landfill site operator a fee, this is currently around £27 per tonne. The net result is that a business or Local Authority putting waste to landfill, would currently have to pay £67 /tonne (£40 + £27). This is the benchmark price any AD plant would have to compete with for biodegradable waste. Through the LFT, the Government hope to send a strong signal to move away from landfill and encourage investment into alternative recycling technologies. The impact of the LFT is that it makes alternative waste disposal technologies such as AD more attractive.
Table 6.1: Landfill Tax Escalator Year Landfill Tax
( £ /tonne) 2008/09 £32
2009/10 £40
2010/11 £48 2011/12 £56
2012/13 £64 Recycling Targets 122. The EU Landfill Directive (1999/31/EC) aims to reduce the amount of waste
which ends up in landfill, and encourage member states to increase their recycling through the setting of targets. The Scottish Government has agreed the following annual targets for recycling and composting of municipal waste.

Confidential Aberdeenshire AD Plant Study
31
Table 6.2: Scottish Recycling Targets Year Recycling and
Composting Targets 2005 25%
2008 30% 2010 40% 2013 50% 2020 60% 2025 70%
123. In addition, there are maximum limits of biodegradable municipal waste
(BMW), which can be sent to landfill. For Scotland they are as follows:
Table 6.3: Scottish BMW Targets Year Quantity of BMW
to landfill 2009/10 1.32M tonnes
2012/13 0.88M tonnes 2019/20 0.62M tonnes
124. SEPA is the monitoring body to ensure Scotland meets its recycling targets.
The targets are based on a calendar year and apply to Scotland as a whole, not to individual local authorities. During 2007/08, local authorities managed an estimated 3.41M tonnes of municipal waste. The overall recycling rate was 31.7% (1.08M tonnes), made up of 688,000t recycled and 394,000t composted. A total of 1.37t of BMW was landfllled
Renewables Obligation Certificate (ROC) 125. Renewables Obligation is the main support scheme for renewable electricity
projects in the UK. It places an obligation on UK suppliers of electricity to source an increasing proportion of their electricity from renewable sources. A Renewables Obligation Certificate (ROC) is a green certificate issued to an accredited generator for eligible renewable electricity generated within the United Kingdom and supplied to customers within the United Kingdom by a licensed electricity supplier. One ROC is issued for each megawatt hour (MWh) of eligible renewable output generated, not just sold to the grid but for own use too. The Government intends that suppliers will be subject to a renewables obligation until 31 March 2027.
126. The Renewables Obligation Order (Scotland) came into effect in April 2002
and is designed to incentivise renewable generation into the electricity generation market. The scheme was introduced by the Scottish Executive and is administered by the Gas and Electricity Markets Authority (whose day to day functions are performed by OFGEM).
127. In order to be accredited by OFGEM, an AD plant would have to pass
OFGEM’s test of reasonableness and have an approved electricity meter. In the past, approved AD plants were able to claim 1 ROC for every MWh supplied, however, from April 2009, approved AD plants are now eligible for 2 ROCS for every MWh generated. This makes a significant contribution to the overall economic viability to an AD plant. ROCs are tradable with the value depending on the supply / demand factors and normally is in the range £40-£50 per ROC (4-5p per kWh generated).

Confidential Aberdeenshire AD Plant Study
32
128. It should be noted, the Government are proposing to replace ROCs with a
new feed-in tariff (FIT) scheme. Feed-in Tariffs (FITs) 129. Renewable Obligations (RO) have succeeded in encouraging investment in
large-scale renewable projects, however, the Government are keen to encourage small-scale renewable energy schemes too, to help the UK reach its 2020 Renewable Energy target of 15%. The Energy Act 2008 provides broad enabling powers for the introduction of feed-in tariffs (FITs) for small-scale low-carbon electricity generation, up to a maximum limit of 5 megawatts (MW) capacity.
130. It is proposed FITs will be introduced through changes to electricity
distribution and supply licences and are hoped to be in place by April 2010. A consultation process has just been completed (15th Oct 2009) which explained how the FIT scheme would operate, the proposed tariff rates and the opportunity for all stakeholders to have their say.
131. The FIT provisions are intended to encourage the uptake of small-scale low-
carbon energy technologies while the Renewables Obligation (RO) continues to be the main support mechanism for large-scale renewable installations. Small-scale low-carbon electricity technologies include:
� Anaerobic digestion; � Wind; � Solar photovoltaics (PV); � Hydro; � Biomass and biomass combined heat and power (CHP); and � Non-renewable micro-CHP.
132. FITs will guarantee a price for a fixed period (20-years) for electricity
generated using small-scale low carbon technologies. It is hoped the increased certainty will encourage businesses, investors and others to consider installing small-scale low carbon electricity generation technologies. The proposals were developed with input from the energy industry trade associations, energy suppliers, OFGEM and NGOs.
133. The key proposals of FIT are as follows:
� A fixed payment for every kWh generated – for AD, the rate proposed is 9p /kWh in first year (2010-11) – electricity only
� For AD plants using CHP and utilising the heat, the rate proposed is 11.5p /kWh in first year (2010-11). Once the Renewable Heat Incentive (RHI) is implemented, the heat output of CHP will be rewarded under the RHI scheme
� The tariffs will be paid for 20-years for new projects although the future rates have still to be decided
� A guaranteed minimum price will be set for electricity exported to the national grid – proposed at 5p/kWh
� Generators receiving FITs would also benefit from a cheaper supply compared to purchased electricity
� The FIT scheme will be as simple and user friendly as possible to maximise uptake

Confidential Aberdeenshire AD Plant Study
33
� Those eligible for FITs can elect to choose between RO or the new FITs
Renewable Heat Incentive (RHI) 134. In addition to FITs, the Department of Energy and Climate Change are
actively looking to encourage renewable heat energy to support the Government’s renewable energy targets. Heat generated from renewable sources accounts for only 0.6% of total heat demand – it is anticipated this may need to rise to 12% to hit the binding EU targets. It is widely recognised that to encourage the renewable heat sector will require some form of financial incentive.
135. Powers under the Energy Act 2008 allow the setting up of a Renewable Heat
Incentive (RHI). The aim is to make the RHI as accessible, flexible and user-friendly as possible to potential investors in renewable heat at all scales. The Act allows the RHI to provide financial assistance to generators of renewable heat, and producers of renewable biogas and biomethane. The Government hope to have the RHI in place by April 2011.
136. Common examples of renewable heat technologies include: air- and ground-
source heat pumps, biomass fuelled stoves and boilers, solar-thermal water heaters and combined heat and power (CHP) plants which use renewable fuels.
137. Details of the RHI scheme have not yet been finalised and consultation is
expected later this year. It is anticipated the key features will be:
� It is expected that the incentive will apply to generation of renewable heat at all scales, whether it is in households, communities or at industrial scale.
� The incentive will cover a wide range of technologies including; biogas produced from anaerobic digestion, biomass, solar hot water, air- and ground-source heat pumps, biomass CHP, and biomethane injected into the gas grid.
� The Incentive will apply across England, Scotland and Wales. (Northern Ireland will need to develop their own legislation.)
� The RHI will be banded for example by size or technology (e.g. larger scale biomass heat may require less support per MWh than others).
� The incentive payments will be funded by a levy on suppliers of fossil fuels for heat.
Climate Change Levy Exemption Certificates 138. The Climate Change Levy (CCL) was created in April 2001 to encourage the
business and public sectors to improve energy efficiency and reduce emissions of greenhouse gases through a price based signal on energy usage. The CCL is currently 0.456p/kwh for electricity which is index linked. In order to protect the competitiveness of energy intensive sectors, Climate Change Agreements (CCAs) were introduced alongside the levy which provide an 80% discount on the levy if challenging targets are agreed and met for improving energy efficiency or reducing greenhouse gas emissions. All electricity generated from approved renewable sources are exempt from CCL.

Confidential Aberdeenshire AD Plant Study
34
139. The package of measures introduced with the Climate Change Levy also included the Carbon Trust and the Government’s Enhanced Capital Allowances (ECAs) Scheme for investments in energy saving technologies and products. Both help businesses reduce their energy use and the development and adoption of low carbon technologies. The Carbon Trust is funded (at least in part) by the levy. The levy receipts also offset the tax revenues forgone by the Government due to the use of enhanced capital allowances.
140. The levy does not apply to fuels used by the domestic or transport sector, or
fuels used for the production of other forms of energy (e.g. electricity generation) - there are also other specific energy sources that are exempt, including electricity generated from new renewables - see Levy Exemption Certificates.
141. Levy Exemption Certificates (LECs) are issued to approved renewable energy
generators, which negates the CCL. Therefore an AD plant operator can register for LECs so that their customers can claim CCL exemption. One LEC is issued for every MWh of electricity generated from an approved renewable source. The result should be reflected in a higher wholesale electric price for the electricity sold.

Confidential Aberdeenshire AD Plant Study
35
7 GRANT SOURCES
Chapter Summary:
• There is a range of grant schemes available to assist the development of biogas
plants. Each grant scheme has its own individual priorities and assistance is
targeted towards a number of activities that are compliant with establishing a
biogas plant, e.g. assistance for; feasibility studies, public engagement, capital
equipment etc.
• Each scheme is administered separately and prior to making an application, it is
wise to contact the relevant grant administrator(s) to discuss any outline plans
before judging the eligibility and merits of a grant application.
• All of the grant schemes are competitive and only those, which offer the best
value for money, are likely to be successful.
Rural Development Contracts - Rural Priorities (RDC - RP) 142. The details of the scheme are as follows: This is part of the Scottish Rural Development Programme 2007 – 2013 (SRDP) and could potentially fund anaerobic digestion, composting or similar activities in rural areas.
Geographical coverage
Scotland
Types of applicants Any individual or organisation with a project in a rural area
Application deadline Rolling programme Grant rate Various
Rural Development Contracts - Rural Priorities (RDC - RP) is an integrated funding mechanism which will deliver targeted environmental, social and economic benefits. Rural Priorities is a competitive mechanism to ensure that contracts are awarded for the proposals which are best able to deliver the agreed regional priorities. The regional priorities are shown on web pages for each of the eleven regions, accessed from the main RDC – RP website (see below).

Confidential Aberdeenshire AD Plant Study
36
As well as meeting the regional priorities, funding proposals need to identify the overall options that they will deliver: o Axis 1 - improving the competitiveness of agriculture and forestry by
supporting restructuring, development and innovation. Relevant options include: manure/ slurry treatment, renewable energy including combined heat and power.
o Axis 2 - improving the environment and the countryside by supporting land management. (unlikely to be relevant for food waste processing or similar)
o Axis 3 - improving the quality of life in rural areas and encouraging diversification of economic activity. Relevant options include: diversification outwith agriculture, support for non land-based renewable energy, development/creation of micro-enterprises.
For more information and explanation of how to apply: http://www.scotland.gov.uk/Topics/Rural/SRDP/RuralPriorities All enquiries, see: http://www.scotland.gov.uk/Topics/Rural/SRDP/RuralPriorities/RPContactUs LEADER Programme in Scotland 143. The details of the scheme are as follows: This is part of the Scottish Rural Development Programme 2007 – 2013 (SRDP) and could potentially fund anaerobic digestion, composting or similar activities in rural areas, if carried out in collaboration with one of the Local Action Groups.
Geographical coverage Scotland Types of applicants Any organisation, but the project needs to be ‘community
driven’ and in a rural area. Application deadline Various
Grant rate Various LEADER is a bottom-up method of delivering support for rural development through implementing a local rural development strategy. Support will be aimed primarily at small-scale, community driven projects that are pilot and innovative in nature. Funding is awarded by Local Action Groups (LAGs), who take decisions on projects which are community driven and have a wide community benefit. There are sixteen LAGs, with a further four expected shortly, giving coverage of almost all of rural Scotland.
For more information, guidance and general application forms: http://www.scotland.gov.uk/Topics/Rural/SRDP/LEADER This website also gives the contact details for the LAGs. Scottish Government contacts: Email: anna.murray @scotland.gsi.gov.uk Tel. 0131 244 6180 Email: [email protected] Tel. 0131 244 6180 Email: [email protected] Tel. 0131 244 4157
Food Processing, Marketing and Co-operation Scheme (FPMC) 144. The details of the scheme are as follows: This is part of the Scottish Rural Development Programme 2007 – 2013 (SRDP) and could potentially fund food waste processing, especially if part of a larger food business development plan. Geographical coverage
Scotland
Types of applicants Any individual or organisation involved in the production,

Confidential Aberdeenshire AD Plant Study
37
processing and sale of food. Application deadline Ongoing Grant limits Generally, funding offered can cover 20% to 50% of costs
for investment in food processing businesses and more than 50% for support towards co-operation activity.
The FPMC aims to help Scottish food producers, food processors, retailers and the food service sector work together to identify, inform and meet market demand, drawing on business advice and sharing resources and experience to develop ideas, control costs and increase incomes. Funding is available to help: o Construct new facilities, refurbish existing premises and purchase new
equipment o Support wider marketing and business, including website development and
consumer education o Provide resources to support collaboration within the food chain such as
distribution and accessing markets. Increase III Programme (2008 – 2011) 145. The details of the scheme are as follows: Four types of grants aimed at supporting community recycling organisations in Scotland to develop more financially self-reliant services. Some of the grants, especially INCREASE Enterprise, could be used for composting or other forms of food waste processing.
Geographical coverage
Scotland
Types of applicants Non-profit distributing community organisations. Application deadline Ongoing Grant limits Maximum £300,000 per project The aim of the INCREASE Programme is to help not-for-profit, community based organisations develop projects that will increase the reduction, reuse and recycling of waste in line with the move towards a Zero Waste Scotland. The four types of grants are: Increase Prevention Funding available per project: £5,000 - £300,000 Project proposals should relate to the key objectives set out in the Waste Prevention Action Plan (see: www.scotland.gov.uk/Publications/2007/02/23113217/0 ) INCREASE Enterprise Funding available per project: £5,000 - £300,000 Project proposals should include initiatives which aim to recycle, reuse or compost household, commercial and industrial waste, be innovative and / or commercially viable after start-up. INCREASE Capacity Funding available per project: £5,000 - £25,000 Project proposals should relate to the employment of key staff to enhance management capacity, backfill of key operational positions freeing up time for organisational or activity development. INCREASE Small Funding available per project: up to £5,000 Project proposals should relate to the purchase of plant and machinery, health and safety equipment, provision of licenses and permits and training. This strand is limited to organisations with a turnover of less than £100,000. In each case, the application process starts with discussing the project with the regional office (see below) and then completing an outline proposal form.

Confidential Aberdeenshire AD Plant Study
38
For more information: http://www.crns.org.uk/increase/ All enquiries: West of Scotland regional office: Sam Moir, email [email protected] Tel. 07909 911466 Highlands and Islands regional office David Bryan, email [email protected] Tel. 07887 758012 East of Scotland regional office: Emma Margrett, email [email protected] Tel. 07887 758212 National enquiries: email [email protected] Tel. 01786 469002
Scottish Power Green Energy Trust 146. The details of the scheme are as follows: This electricity supplier ‘green fund’ supports small scale community-based environmental and educational renewable energy projects. This includes biomass-based installations, potentially including anaerobic digestion.
Geographical coverage UK wide Types of applicants Community groups, not-for-profit organisations and
charities
Application deadline The evaluation panel meets three times a year, usually during the first week of April, September and December, to consider the applications.
Grant limits The Trust can provide up to 50% of the project costs up to a maximum of £25,000 but most projects receive around £10,000.
Projects with an educational / public engagement element are more likely to be funded. For more information, guidance and application form: http://www.scottishpowergreentrust.co.uk All enquiries: email [email protected] Tel. 0141 568 3492.
Edf Energy Green Energy Fund 147. The details of the scheme are as follows: This electricity supplier ‘green fund’ supports small-scale renewable energy technology including feasibility studies.
Geographical coverage England, Scotland or Wales Types of applicants Non profit or charitable organisations and or organisations
involved in education and or work at community level
Application deadline Usually 1st December and 1st June each year. Grant limits Maximum £5,000 for feasibility studies and £30,000 for
installations. Match funding is encouraged.
The installations funded should benefit local communities in addition to the environment. The funding committee expect projects to demonstrate added value beyond match funding of government grant schemes. Up to 20% of the funding requested may be used for educational purposes. Funding may also be requested for feasibility studies into the installation of small-scale renewable energy technology. For more information, guidance and application form: http://www.edfenergy.com/products-services/for-your-home/our-green-products/green-energy-fund.shtml All enquiries: Mark Thompson, Green Fund Manager. Email: [email protected] Tel. 07875 112113

Confidential Aberdeenshire AD Plant Study
39
WRAP Capital Grant Scheme 148. The details of the scheme are as follows:
A programme funded by WRAP particularly looking to fund economically robust and efficient projects which can be used to demonstrate that ABPR compliant processing technology (this includes anaerobic digestion) is suitable for co-processing commercial, industrial waste and municipal food waste. Geographical coverage Scotland
Types of applicants Industrial, commercial and community sectors
Application deadline Round 3 ended in 2009 but another round may be available after April 2011
Grant limits Up to 30% of total eligible costs WRAP prioritise funding for facilities which offer the best value in terms of total grant per tonne of new capacity. Applicants should only apply for the percentage of funding required to make projects viable. In many cases this may be less than 30%. The £/tonne is calculated by the value of the grant divided by the total tonnage of eligible waste processed over 5 years. For more information: http://www.wrap.org.uk/wrap_corporate/funding/capital_grants/index.html Contact: Louise McGregor 01786 468890 or 07711 199823 Other forms of support Enhanced Capital Allowance 149. The Treasury has implemented an Enhanced Capital Allowance (ECA)
scheme to offset 100% of capital expenditure on energy saving capital investments against taxable profits in the year the investment is made. This is available for CHP plants (but not the capital involved in the biogas plant). Businesses can write off the whole of the capital cost of their investment against the taxable profits. The general rate of capital allowances for spending on plant and machinery is 25% a year on the reducing balance basis. ECA claims should be submitted as part of normal corporate or income tax returns.
150. Minimum standards need to be met by the CHP generator, achieving a CHP
Quality Assurance certificate (CHPQA) and Certificate of Energy Efficiency. These enable businesses to claim ECA. For more information on ECA please refer to www.hmrc.gov.uk/capital_allowances/eca-guidance.htm and speak with your accountant.
Energy Crop Scheme - Outline of the Scheme 151. This scheme is to be withdrawn in 2009. Up till this point, a flat rate of aid of
€45 per hectare has been paid, for areas sown under energy crops. EU State Rules and Double ROCs 152. There is uncertainty whether an AD plant, which received grant support would
still be eligible for the double ROCs. In the past, securing grant support usually meant the second ROC for the renewable energy produced had to be

Confidential Aberdeenshire AD Plant Study
40
foregone to comply with EU state aid rules. It is unclear how the new proposed FITs will impact on this.
Conclusion on Grants 153. The conclusion of the review of grant support is that there are plenty of
potential sources of assistance available for biogas plants and some projects have been successful in securing support. However, it should be borne in mind that the merits of a potential application may change with time as each funding body seeks to maximise the delivery and impact of the grant fund they control. For example, a project for a biogas plant attracting funding in 2008 may not do so on 2010 as a potential funding body may consider it has stimulated sufficient activity in this area. A key issue to determine at an early stage is the likelihood of a successful application.

Confidential Aberdeenshire AD Plant Study
41
8 ECONOMIC APPRAISAL OF OPTIONS
Chapter Summary:
• To establish an AD plant requires considerable capital.
• The capital and operating costs of an AD plant depends on the scale, the quality
of the feedstock, ability to attract gates fees, and management skills.
• Three scales of plant were examined; farm scale (140kWh), medium scale
(500kWh) and large scale (1MWh).
• Farm-scale AD plants are uneconomic, medium scale marginal, while large scale
plants provided a good return and respectable payback
• Sensitivity analysis shows that there are considerable inherent risks in operating
a viable AD plant.
• Although CHP units produce surplus heat, is it very difficult to derive an income
from the heat due to the lack of infrastructure.
• It is uneconomic to move slurry beyond 15 miles for AD.
154. The aim of this section is to determine the economic viability of an AD plant.
To determine the financial return and attractiveness to potential investors full economic evaluation is required. Details of capital requirement and operating costs for different scales will be determined. Investment appraisals will be undertaken over a 10-year period to determine the estimated payback period and likely return.
155. To facilitate the economic analysis three scales of plants are investigated,
which represent a range of scales to determine if a viable opportunity exists. The risks involved in any potential development are also considered through sensitivity analysis. Through the analysis, a better understanding of the key issues and relationships of variables will be developed.
Description of the three scales of plant examined. 156. Farm scale plant (140kWh). This scenario assesses the economic viability
of a farm scale plant, which relies on pig and cattle slurry along with grass silage to provide the energy to improve the biogas production. The farm-based model of using animal waste with energy crops grown on the farm (normally maize) is commonly used in Europe. In terms of the compliance with the appropriate legislation, this is the simplest model as there is no imported waste brought on to the farm.
157. Medium scale plant (500kWh). This scenario assesses the economic
viability of a medium scale plant which utilises farm produced livestock slurry plus imports processing waste which attracts gate fees. A single CHP unit is used to burn the biogas and converts it to electricity. The plant imports animal

Confidential Aberdeenshire AD Plant Study
42
by-products so has to be sited off-farm. The total investment is £2.79M. The plant footprint is 1ha.
158. Large scale plant (1MWh) This scenario assesses the economic viability of
a large scale plant which utilises farm produced livestock slurry and imports processing waste which attracts gate fees. A single CHP unit is used to burn the biogas and converts it to electricity and heat. Again the plant imports animal by-products so has to be sited off-farm. The total capital cost is estimated at £4.45M. The plant footprint in this case is 1.5ha.
Scale of Plant Throughput t/year
Imported Waste t/yr
Total Investment
Farm (140 kW) 21,000 0 £0.6M Medium (500 kW) 28,000 10,000 £2,79M
Large (1MW) 38,000 20,000 £4,445M 159. It should be noted that the plant specifications, costs, gas yields and other
details were provided by Marches Biogas and EnviTec Biogas. These were used by the consultants as representative manufacturers, and should not be regarded as an endorsement of these aforementioned companies.
160. The following table shows the feedstocks used in each of the three plants, the
estimated biogas yield and resulting electrical and heat energy production. It is important all waste materials are analysed to determine their respective methane value at an early stage in the planning process.

Confidential Aberdeenshire AD Plant Study
1
Table 8.1: Feedstock and gas yields for all three scales of AD Plant
Scenario 1
Farm Scale 140 kWh
Annual To DM % oDM
Biogas
Yield /t
Total Biogas
Yield
CH4 Content
% Total CH4
Electric
kWh Heat kWh
1,000 sows Pig slurry 15,000 5% 82% 20 300,000 55% 165,000 510,000 750,000
300 cows (6 mths) cow slurry 4,200 8% 78% 20 84,000 58% 48,720 142,800 210,000
250ac X1 cut Grass Silage 2,000 24% 88% 160 320,000 56% 179,200 544,000 800,000
Feedstock Total 21,200 12.3 82.0 704,000 392,920 1,196,800 1,760,000
Scenario 2
Medium Scale 500 kWh
Annual To DM % oDM
Biogas
Yield
Total Biogas
Yield
CH4 Content
% Total CH4
Electric
kWh Heat kWh
1,000 sows Pig slurry 15,000 5% 82% 20 300,000 55% 165,000 510,000 690,000
300 cows (6 mths) cow slurry 3,000 8% 78% 20 60,000 58% 34,800 102,000 138,000
Food waste Food waste 6,000 25% 85% 300 1,800,000 60% 1,080,000 3,060,000 4,140,000
Abattoir waste daf / gut fill 4,000 90% 75% 100 400,000 58% 232,000 680,000 920,000
Feedstock Total 28,000 21.3 2,560,000 1,511,800 4,352,000 5,888,000
Scenario 3
Large Scale 1 MWh
Annual To DM % oDM
Biogas
Yield
Total Biogas
Yield
CH4 Content
% Total CH4
Electric
kWh Heat kWh
600 sows Pig slurry 15,000 5% 82% 20 300,000 55% 165,000 510,000 690,000
600 cows (6 mths) cow slurry 3,000 10% 78% 20 60,000 58% 34,800 102,000 138,000
Food waste Food waste 12,000 25% 90% 300 3,600,000 60% 2,160,000 6,120,000 8,280,000
Abattoir waste daf / gut fill 8,000 25% 75% 100 800,000 58% 464,000 1,360,000 1,840,000
Feedstock Total 38,000 8.1 4,760,000 2,823,800 8,092,000 10,948,000

Confidential Aberdeenshire AD Plant Study
44
Assumptions used in the Economic Appraisal for the farm scale plant (140kW) 161. Plant specification and capital cost estimates provided are by
Marches Biogas. For a full description of the plant and process see appendix 4. The key assumptions used are:
� CHP capacity 140 kWel, operating at 21.5hrs/day, electrical
energy yield 1,050,000 kWh/a � Biogas plant quotation £350,000 � Site works and infrastructure £50,000 � SRDP Grant of 25% of total capital cost. � Cost of grid connection £200,000 � The design life of the CHP is 5-years, there after replaced at
a cost of £150,000. � Contingency fund for erecting plant - 3% of capital cost � Plant productivity 60% year 1 and 85% thereafter. � The new proposed FIT is used, so the budgeted wholesale
electricity price is 5p/kWh, with renewable energy 9p/kWh � Value of surplus heat generated - £0 � The plant is written off over 10 years. � Bank loan of £400,000 paid off over 10 years at 8% interest. � £100,000 own capital (20% net capital cost) � Feedstock costs; 2,000t silage @ £15 = £30,000 � Power costs include value of own electricity used (7%) and
ignition fuel for dual fuel CHP engine. � Cost of disposal and value of digestate - cost neutral. � Maintenance cost of CHP = 1p /kWhel � Maintenance cost of digestor & plant = 0.5p /kWhel � Management cost c80 hrs/a @£25/hr, Labour costs
c267hrs/a @ £15hr � Insurance cost £2,000 � General overheads (Office & misc) £2,000 � No purchase cost has been allocated or rental value for the
site. � Investment appraisal: discount factor 4% for NPV.
The full 10-year budgeted cashflow for the farm scale plant is provided in Appendix 7. It shows the small-scale plant is uneconomic providing a –5% return over ten years and only providing a net margin of £9,210 per annum.
Assumption used in the Economic Appraisal for the medium scale plant (500kW) 162. Plant specification and capital cost estimates were provided by
EnviTec Biogas. For a full description of the plant and process see appendix 5. The key assumptions used are:
� CHP capacity 526 kWel, operating at 21.5hrs/day, electrical
energy yield 4,100,000 kWh/a � Biogas plant quotation €2,300,000, exchange rate 0.92£:€

Confidential Aberdeenshire AD Plant Study
45
� Site works and infrastructure £390,000 (technical building £248k, earth works £35k, road works £35k, drainage £20k, road access £20k, others £32k)
� SRDP Grant of 25% of total capital cost. � Cost of grid connection £300,000 � The design life of the CHP is 5-years and it is replaced at a
cost of £320,000. � Contingency fund for erecting plant - 3% of capital cost � Plant efficiency 60% year 1 and 85% thereafter. (The REA
and AD manufacturers suggest 85% productivity would be considered good).
� The new proposed FIT is used, so the budgeted wholesale electricity price 5p/kWh, with renewable energy 9p/kWh
� Gate fees charged for imported waste £30/t � Transport of the imported waste at the processors cost � Value of surplus heat generated - £0 � The plant is written off over 10 years. � Bank loan of £2M paid off over 10-years at 8% interest. � £250,000 own capital (12% net capital cost) � Power costs include value of own electricity used (7%) and
ignition fuel for dual fuel CHP engine. � Cost of disposal of digestate £2.50/t � Income from digestate - £0 (Provided free of charge for
disposal). � Maintenance cost of CHP = 1p /kWhel � Maintenance cost of digestor & plant = 0.5p /kWhel � Management cost c800 hrs/a @£25/hr, Labour costs c2,000
hrs/a @ £15/hr � Insurance costs = 0.7% of net capital cost. � Planning, licence & permit costs; year 1 £41k (Impact
assessment £25k, fees £16k), subsequent years £10k. � Office costs £5,000/a � No purchase cost has been allocated or rental value for the
site. � Investment appraisal: discount factor 4% for NPV.
The full 10-year budgeted cashflow for the medium scale plant is provided in Appendix 8. In this case, the medium scale plant provides a 11% return and takes 8 years to payback. The annual net margin is £321,164.
Assumption used in the Economic Appraisal for the large plant (1MW) 163. Plant specification and capital cost estimates were provided by
EnviTec Biogas. For a full description of the plant and process see appendix 6. The key assumptions used are:
� CHP capacity 1,000 kWel, operating at 21.5hrs/day, electrical
energy yield 7,840,000 kWh/a � Biogas plant quotation €3,900,000, exchange rate 0.92£:€ � Site works and infrastructure £545,000 (technical building
£355k, earth works £45k, road works £45k, drainage £35k, road access £30k, others £35k)
� SRDP Grant of 25% of total capital cost.

Confidential Aberdeenshire AD Plant Study
46
� Cost of grid connection £300,000 � The design life of the CHP is 5-years and it is replaced at a
cost of £450,000. � Contingency fund for erecting plant - 3% of capital cost � Plant efficiency 60% year 1 and 85% thereafter. (The REA
and AD manufacturers suggest 85% productivity would be considered good).
� The new proposed FIT is used, so the budgeted wholesale electricity price 5p/kWh, with the renewable energy 9p/kWh
� Gate fees charged for imported waste £30/t � Transport of the imported waste at the processors cost. � Value of surplus heat generated - £0 � The plant is written off over 10 years. � Bank loan of £3M paid off over 10-years at 8% interest. � £400,000 own capital (12% net capital cost) � Power costs include value of own electricity used (7%) and
ignition fuel for dual fuel CHP engine. � Cost of disposal of digestate £2.50/t � Income from digestate - £0 (Provided free of charge for
disposal). � Maintenance cost of CHP = 1p /kWhel � Maintenance cost of digestor & plant = 0.5p /kWhel � Management cost c2000 hrs/a @£25/hr, Labour costs
c4,000 hrs/a @ £15/hr � Insurance costs = 0.7% of net capital cost. � Planning, licence & permit costs; year 1 £46k (Impact
assessment £30k, fees £16k), subsequent years £10k. � Office costs £6,000/a � No purchase cost has been allocated or rental value for the
site. � Investment appraisal: discount factor 4% for NPV.
The full 10-year budgeted cashflow for the large-scale plant is provided in Appendix 9. It shows an excellent return of 21% and a payback period of 6 years. The annual margin is a healthy £814,905. This clearly is a very attractive commercial proposition.
Summary of investment appraisal analysis 164. The following table shows the summary results from the investment
analysis carried out on the three scales of plant using the assumptions previously stated. It shows a farm-scale AD plant relying on livestock slurry and home-grown energy crops is uneconomic. The medium scale plant, whilst providing an 11% return and achieving a payback of 8 years may be considered marginal for commercial investors. In contrast, the large-scale plant provides an excellent return (21%) and has a quick payback period of six years.

Confidential Aberdeenshire AD Plant Study
47
Scale of Plant Payback IRR
(Yr 10) Net Margin /annum
Farm (140 kW) No - 5% £9,210
Medium (500 kW) 8 yrs 11% £321,164 Large (1MW) 6 yrs 21% £814,905
Sensitivity Analysis 165. To assess the risks involved in any potential development,
sensitivity analysis was carried to determine the impact of key variables on economic viability of the plant. If an AD plant is to be successful it needs to be highly productive, producing good biogas yields used to produce electricity. It also needs to be competitive in the waste disposal market. Sensitivity analysis will also provide a better understanding of the key issues and the critical success factors for a successful AD plant.
166. Commercial plant operators constantly need to improve biogas
productivity, attract gate fees for imported waste, and achieve economies of scale to drive down costs. In this case, the key variables examined are:
� Ability to charge gate fees � Grant support � The capital cost � The cost of connection to the national grid � The price of the electricity produced � Plant productivity � The cost of loan finance � The ability to sell the surplus heat
167. Farm Scale Plant 140kW – Sensitivity analysis results.
Factor Payback IRR (Yr 10)
Net Margin /annum
Base No - 5% £9,210 No Grant No - 8% £2,762 35% Grant 15 yrs 0 £11,789 Capital Costs + 15% No - 7% £7,338 Capital Costs - 15% No - 2% £11,082 Grid connection £100k 14 yrs 1% £12,330 Grid connection £400k - - £2,970 Electricity income; wholesale 6p, Renewable 10p
11.5 yrs 2% £29,677
Electricity income; wholesale 4p, Renewable 8p
- - -£11,257
Loan Interest 10% No - 5% £3,153
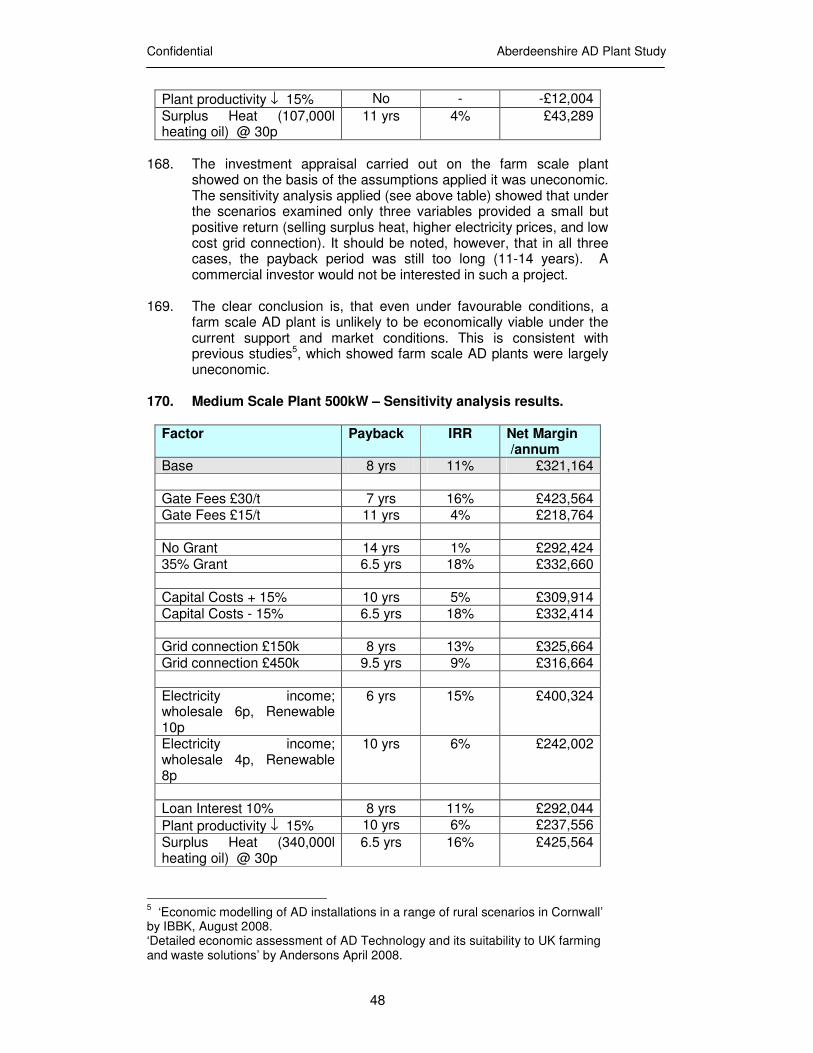
Confidential Aberdeenshire AD Plant Study
48
Plant productivity ↓ 15% No - -£12,004
Surplus Heat (107,000l heating oil) @ 30p
11 yrs 4% £43,289
168. The investment appraisal carried out on the farm scale plant
showed on the basis of the assumptions applied it was uneconomic. The sensitivity analysis applied (see above table) showed that under the scenarios examined only three variables provided a small but positive return (selling surplus heat, higher electricity prices, and low cost grid connection). It should be noted, however, that in all three cases, the payback period was still too long (11-14 years). A commercial investor would not be interested in such a project.
169. The clear conclusion is, that even under favourable conditions, a
farm scale AD plant is unlikely to be economically viable under the current support and market conditions. This is consistent with previous studies5, which showed farm scale AD plants were largely uneconomic.
170. Medium Scale Plant 500kW – Sensitivity analysis results.
Factor Payback IRR Net Margin /annum
Base 8 yrs 11% £321,164 Gate Fees £30/t 7 yrs 16% £423,564 Gate Fees £15/t 11 yrs 4% £218,764
No Grant 14 yrs 1% £292,424 35% Grant 6.5 yrs 18% £332,660
Capital Costs + 15% 10 yrs 5% £309,914 Capital Costs - 15% 6.5 yrs 18% £332,414 Grid connection £150k 8 yrs 13% £325,664
Grid connection £450k 9.5 yrs 9% £316,664
Electricity income; wholesale 6p, Renewable 10p
6 yrs 15% £400,324
Electricity income; wholesale 4p, Renewable 8p
10 yrs 6% £242,002
Loan Interest 10% 8 yrs 11% £292,044
Plant productivity ↓ 15% 10 yrs 6% £237,556
Surplus Heat (340,000l heating oil) @ 30p
6.5 yrs 16% £425,564
5 ‘Economic modelling of AD installations in a range of rural scenarios in Cornwall’
by IBBK, August 2008. ‘Detailed economic assessment of AD Technology and its suitability to UK farming and waste solutions’ by Andersons April 2008.

Confidential Aberdeenshire AD Plant Study
49
171. The sensitivity analysis applied (see above table) to the medium scale plant showed that under the scenarios examined five variables significantly increased the return and reduced the payback period. These were in order of importance:
� Securing a larger grant (35%) � The capital costs - 15% less than budgeted � Ability to sell the surplus heat (30p/l) � Increased gate fees (£40/t) � Gaining a higher value for the electricity produced
(wholesale 6p + 10p renewable) 172. The conclusion is, that under favourable conditions, a medium scale
plant changed from a marginal investment to a very attractive opportunity. The corollary, however, is that there are significant risks involved if the assumptions used in the model are not achieved. For example, it shows the importance of grant support. If the plant was unsuccessful and had no grant support, the whole project would uneconomic. If gate fees dropped to £20/t, or the plant productivity fell to 70%, or the value of the electricity reduced, then the whole project becomes marginal. Factors such as the cost of borrowed capital and grid connection have little impact on the overall project viability.
173. Large Scale Plant 1MW – Sensitivity analysis results.
Factor Pay-Back IRR Net Margin /annum
Base 6 yrs 21% £814,905 Gate Fees £40/t 4.5 yrs 26% £875,297 Gate Fees £20/t 7 yrs 15% £608,905 No Grant 8 yrs 8% £749,261
35% Grant 4.5 yrs 28% £841,162 Capital Costs + 15% 6.5 yrs 18% £788,194 Capital Costs - 15% 5 yrs 24% £841,573 Grid connection £150k 6 yrs 21% £821,357 Grid connection £450k 6 yrs 20% £808,453
Electricity income; wholesale 6p, Renewable 10p
5 yrs 25% £974,297
Electricity income; wholesale 4p, Renewable 8p
7 yrs 16% £655,795
Loan Interest 10% 6 yrs 20% £770,805
Plant productivity ↓ 15% 7 yrs 16% £665,467
Surplus Heat (636,000l heating oil) @ 30p
4.5 yrs 26% £1,011,429

Confidential Aberdeenshire AD Plant Study
50
174. The sensitivity analysis applied (see above table) to the large-scale
plant showed that under the scenarios examined, five variables increased the return and reduced the payback period. These were in order of importance:
� Ability to sell the surplus heat (30p/l) � Increased gate fees (£30/t) � Gaining a higher value for the electricity produced
(wholesale 6p + 10p renewable) � Securing a larger grant (35%) � The capital costs were 15% less than budgeted
175. The conclusion of the sensitivity analysis is that under favourable
conditions a large-scale plant becomes an even more attractive commercial opportunity. It also shows, however, there are considerable inherent risks involved in operating a successful AD plant. If the plant was unsuccessful in attracting grant, or had to reduce its gate fees for imported waste, or achieved lower prices for the electric produced, or if the productivity dropped to 70%, all of these factors would make the development less attractive. This clearly demonstrates the risks involved in operating an AD plant.
Transport of Waste 176. One of the challenges of a central AD plants is the cost of
transporting waste and concerns of biosecurity. It is expensive to transport low energy waste around the country. A previous study showed that the cost of waste collection and digestate disposal can represent 20-35% of the operating costs of an AD plant (Dohanyos et al, 2000). This underlines the importance of a central site selection and the need for good logistics management.
177. The following graphs attempt to estimate the transport costs for
slurry (or a low dm & energy waste). The following assumptions have been used in the calculations (Source: A. Sinclair, Contractors).
Farm Tanker Road Tanker Load Size 11 t 25 t Average Speed (MPH)
20 55
Turnaround time 20 mins 20 mins Hourly cost £40 £55
178. Figure 1 shows the cost of transporting slurry by either farm or road
tanker. If the value of biogas in slurry is estimated at £4 - £6 per tonne, then it is uneconomic to transport slurry further than 15 miles by farm tanker or 35 miles by road tanker.

Confidential Aberdeenshire AD Plant Study
51
Fig 8.1: Transport cost for farm and road tanker
179. Figure 2 shows the estimated daily tonnages of slurry moved by day
depending on distance travelled. For example, for a 10 mile travelling distance, 100t per day can be moved using a farm tanker compared to 380t for a road tanker over the same distance.
Fig 8.2: Daily Transported Slurry
0
100
200
300
400
500
600
2 4 6 8 10 15 20 25 30 35
DISTANCE (Miles)
Wa
ste
Tra
ns
po
rte
d p
er
da
y (
ton
ne
s)
Farm Tanker
Road Tanker
180. Figure 3 shows the impact of dry matter on the cost of moving waste
by road tanker. As the waste’s dry matter (DM) increases and moisture content decreases, it becomes cheaper to transport per tonne of dry matter.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
2 4 6 8 10 15 20 25 30 35
DISTANCE (Miles)
CO
ST
(£
/T)
Farm Tanker
Road Tanker

Confidential Aberdeenshire AD Plant Study
52
Fig 8.3: Transport Costs per tonne of DM by Road Tanker.
0
20
40
60
80
100
120
2 4 6 8 10 15 20 25 30 35
DISTANCE (Miles)
CO
ST
(£ /
To
nn
e D
M)
4% DM
10% DM
20% DM

Confidential Aberdeenshire AD Plant Study
53
9 CONCLUSIONS AND RECOMMENDATIONS 181. To establish and successfully operate an AD plant is demanding. It
is complex and as a result needs careful planning and a high level of management.
182. Developing a waste management business on a large scale is a
major capital project. A single operator (e.g. farmer) would have to carry all of the risks. For both these reasons, this puts it outwith the scope of most farmers.
183. The economic analysis clearly demonstrates the importance of
economies of scale. A farm-scale AD plant using slurry and farm based energy crops is uneconomic in the current market conditions. In the future, it is anticipated that energy prices will rise with the decline in fossil based fuel. Under certain conditions farm-scale plants may become viable particularly for farms with high power requirements e.g. pig farms, potato enterprises with refrigerated stores. The cost and efficiency of AD plants may also improve with experience and new technology.
184. Medium scale plants were shown to be marginal and required
effective management and favourable conditions to improve their return to investors.
185. Large scale plants, though having a high capital requirement, can
provide a very good return when a high percentage of the feedstock attracts gate fees. The most critical issue is securing a good single source of waste. The highlights the value of a suitable joint-venture agreement between an AD plant operator and a processor with biodegradable waste.
186. One of the motivations for the pig industry to carry out the study was
to determine if a central AD plant would assist local pig producers meet NVZ regulations. New NVZ regulations require all pig units to have suitable slurry storage for 26 weeks. With the reliance on importing waste to attract gate fees for economic viability, the overall requirement for slurry storage has actually increased. The conclusion is, if an AD plant has to import additional non-farm waste, then the central model does not provide a solution for compliance with NVZ regulations.
187. AD digestion and biogas production contributes to the fight against
climate change through the reduction in greenhouse gas emissions (GHG) and makes an important contribution to the sustainable treatment of biodegradable waste. It also reduces the risk of pollution from waste to the environment.
Summary of advantages and disadvantages of AD Plants. 188. The following table provides a summary of the pros and cons of an
AD plant and the technology.

Confidential Aberdeenshire AD Plant Study
54
Advantages Disadvantages
GHG reduction. Helps Scotland meet
Climate Change targets
High capital cost (Med scale 0.5MW £3M, Large scale 1MW £5M)
Source of renewable energy – less reliance in fossil fuels.
Plants have high maintenance costs
Reduces waste going to landfill Heavy regulatory and compliance burdens (especially if using animal by-products)
Potential commercial opportunity Carries considerable risks; efficient plant operation, biosecurity, securing feedstocks, the financial return, spillage, fermentation, etc
Some wastes attract gates fees High management requirement Encourages efficient use of livestock waste
Odour can be generated from waste when being off-loaded at the plant
Reduction in odour problems compared to untreated slurry
Increased localised traffic flows
With pasteurisation, effective elimination of pathogen and micro-organisms
Noise from CHP unit and visual impact of plant
N availability of digestate improved
‘Green’ marketing benefit and PR opportunity
Water quality improved Considerable Govt policy drivers to support the adoption of the technology
Potential operators of an AD Plant need to understand: 189. Potential operators need to visit as many AD plants as possible,
carry out extensive research, and have a good understanding of the following factors:
� The biological processes � Technical operations � The regulatory requirements � The inherent risks � Financial aspects and expected returns � Critical success factors
Critical success factors – how to make it work 190. Through the process of completing the study, the following have
been identified as the critical success factors for operating a successful viable plant.
� The single most important element is to identify and secure
a reliable source of good waste. � The ability to charge a gate fee for imported waste is
important for economic viability

Confidential Aberdeenshire AD Plant Study
55
� The operator must have the ability to successfully run an AD plant and produce consistent gas yields. Have farmers the time, commitment and ability to do that?
� It needs a good central location for easy access to waste streams and in an arable area for the disposal of the digestate
� Having the technical support from the AD manufacturer and contact with other AD operators to improve the plant’s efficiency and productivity
� Having access to a good grid connection at a reasonable cost
� The plant gains all the necessary permits, licences and certificates from consenting bodies.
Other Issues for consideration 191. Establishing and operating a successful AD plant carries
considerable inherent risks, which makes it demanding for management.
192. Experiences from existing AD plants indicate a real challenge in
maintaining high gas outputs and overall plant productivity. A consistent single source feedstock providing a well-balanced ration for the digestion process is the holy grail.
193. A useful analogy is to think of a digestor as a large dairy cow. It is a
sensitive living organism, whose performance is dependent on its diet and how it is fed. Maximising performance (biogas yield) depends on pH, carbon nitrogen balance, moisture content, feeding regime and time spent in digestion.
194. There is a trade-off between gas yields and gate fees (period of
digestion) that needs careful consideration to maximise the plant’s financial return. An operator could rush waste through, to maximise the gate fees, but this will reduce gas yields (and subsequent electricity production). Alternatively the digestion time could be increased to maximise gas yield, however less material will be digested over the period. There is therefore an important balance to be found to maximise the return to the plant.
195. Processors in the region have existing outlets for their waste,
however, many are interested to explore alternative opportunities. Their main motive is to reduce the cost of waste disposal. There is an expectation from processors that waste may have a value in the future and with increasing competition from various waste operators that gate fees will decrease.
196. Currently it is difficult to commercialise the value of the excess heat
due to the lack of appropriate infrastructure (AD plant produces as much thermal energy as electrical energy). Having a commercial market for the excess heat will make the investment more attractive. The Department of Energy and Climate Change is actively looking to encourage renewable heat energy to support the Government’s renewable energy targets – RHI (effectively ROCs for heat).

Confidential Aberdeenshire AD Plant Study
56
197. The whole plant and particularly the CHP unit requires regular
maintenance to minimise the risk of expensive breakdowns. 198. Grid connection is restricted in the North-East and may be
expensive. 199. Although a draft PAS 110 will move the digestate from a ‘waste’ to a
‘product’, its application on land under the QA Schemes is still a concern. This makes the disposal of the digestate a potential problem.
200. The cost of transporting low dry matter waste will effectively limit
movement to a ‘local’ area and is dependent on the waste’s potential gas yield and associated value e.g. it is only economic to move slurry a maximum of 10 miles.
201. Labour requirements depends on the feedstocks and the level of
automation in the system. Previous studies indicate a labour requirement of 4-5 hours per installed kWh for plant operation (excludes digestate spreading). The operator needs to have an understanding of the biological process and the technical equipment operation.
202. Raising the necessary risk capital can be difficult, resulting in
premium rates. Banks and financial institutions may require waste contracts to be in place with local processors prior to securing the necessary funding to build an AD plant. This causes an impasse, as processors are unlikely to enter any contract until a plant is built and has a proven track record. There are also risks involved in agreeing a waste contract with a local processor, as this obliges the AD operator to dispose of the waste even when the AD plant is down and not operating for whatever reason.
Risks 203. The sensitivity analysis undertaken clearly demonstrates the impact
of any variation in the key factors, which will significantly influence the economic performance of the plant. These include:
� Any reduction in the plant productivity; in particular the
biological digestion process e.g. One AD plant out of production for 7 months when they ‘killed’ the digestion.
� Major mechanical plant breakdown, � Disruption in feedstock supplies e.g. closure of a local
processing plant eg GCFG closure of their pig processing plant in Buckie and chickens in Banff, the fire at the Turriff Abattoir
� Reduction in future gate fees due to increasing competition � The ability to attract grant support
204. The significant risks involved emphasises the value and importance
of having a co-operative joint-venture approach. A collaborative development involving farmers and a major processor has obvious attractions. A joint-venture development allows all parties to share

Confidential Aberdeenshire AD Plant Study
57
the risk, ensures economies of scale from a larger plant size, provides support for the local economy, and ensures the benefits are distributed throughout the community.
205. The benefits of a co-operative approach are as follows:
� Pool sufficient volumes of livestock manures and processing waste to justify the capital investment and economic viability
� share investment risk and reduce individual investment exposure
� Provide opportunities to add value to waste materials � Share benefits with the wider community
Recommendations 1. Raise awareness of business opportunity. 206. The study shows there are benefits to farmers and the local
processing sector in establishing a central AD plant in the region. The economic appraisal demonstrates there is a business opportunity for a large-scale plant which is commercially viable. Local authorities and development agencies need to raise awareness of this opportunity amongst farmers, processors and other interested parties in the region.
207. To help interested stakeholders make an informed decision, there is
a need to improve the understanding of the potential of AD technology. This could take the form of a targeted meeting to explain the technology, issues, pros & cons, potential risks, etc. This could be incorporated with a visit to the existing AD plant at Gask, Turriff. It would also be desirable to visit other AD plants either in the UK or the continent for those who are seriously interested.
2. Facilitate businesses to collaborate together in partnership. 208. There are significant risks involved in establishing an AD plant,
however, these could be considerably reduced through the formation of a joint-venture partnership. Ideally partners should be drawn from a wide spectrum including farmers, processors, waste management companies, AD manufacturers and even local authorities. It is recognised it will be a considerable challenge to bring potential partners together to collaborate in a development project. Effort needs to be taken to bring interested parties together. Any action the study partners could take to facilitate this would be desirable.

Confidential Aberdeenshire AD Plant Study
58
3 Identify a potential site. 209. Further work needs to be undertaken to identify a suitable site to
maximise the benefits of an AD plant and CHP unit. This should include the potential uptake of the surplus heat and should involve discussion with the Planning Services and housing developers.
4. Produce detailed business plan. 210. The next stage after securing the necessary support from the
business community is to prepare a detailed business plan. This would be required before a final decision from interested parties could be taken. A business plan would also be required as a vehicle to raise the necessary finance.

Confidential Aberdeenshire AD Plant Study
59
REFERENCES List of AD Reports and information sources. TITLE AUTHOR DATE Developing an implementation plan for AD
DEFRA July 2009
Climate Change Delivery Plan Scottish Government
June 2009
SEPA’s Thermal treatment of waste guidelines 2009
SEPA 2009
Swedish Biogas Study Tour
Glasgow Caledonian
May 2009
Economic assessment of AD and its suitability for UK farming (Report for Non-Food Crops Centre)
Andersons June 2008
Animal By-Product (Scotland) Regulations. Guidance on the treatment in approved composting or biogas plants of animal by-products and catering waste.
SEPA Sept 2008
Evaluation of energy from biowaste and forest residues in Scotland. (Report for SEPA)
AEA April 2008
Economic modelling of AD installations in rural scenarios in Cornwall
IBBK August 2008
PAS 110 Spec for whole digestate British Standards
2008
Briefing: Anaerobic Digestion Friends of the Earth
Sept 2007
Waste data digest 7 SEPA Summer 2007 Commercial Assessment: AD Technology for biomass projects.
Juniper June 2007
UK Biomass Strategy 2007 – Working Paper 3 - AD
DEFRA May 2007
Feasibility of centralised AD plants linked to the Dairy Supply Chain (Report for Dairy UK, IGER, DEFRA)
AEA May 2007
Review of the potential for on-farm processing of various non-food crop products (Report for Non-Food Crops Centre)
SAC May 2007
Profitable use of AD on UK Farms. Owen Yeatman. Nuffield Farming Scholarship.
O. Yeatman 2006

Confidential Aberdeenshire AD Plant Study
1
APPENDIX 1: AD PLANT MANUFACTURERS
Company Contact
name Phone Email Website
Biogas Hochreiter Johann Hochreiter
0049 8622 98730 00
[email protected] http://www.biogas-hochreiter.de/
BiogenGreenfinch Michael Chesshire
01234 827249
[email protected] http://www.biogengreenfinch.co.uk/
Biogas Nord Owen Yeatman
01963 365 252
[email protected] http://www.biogas-nord.com/
EnviTec Biogas AG
Mike McLaughlin John Day
01250 872261 01889 584459
[email protected] or [email protected]
http://www.envitec-biogas.de/en http://www.proctorgroup.com/
Farmatic Anlagenbau
0049 4392 91770
Hese Biogas 0049 209 98099 900
[email protected] http://www.hese-umwelt.de/
Marches Biogas Russell Mulliner
01584 872422 or 07977 141776
[email protected] http://www.marchesbiogas.co.uk/
Methanogen UK James Murcott
07980 541520
[email protected] http://www.methanogen.co.uk/
MT-Energie Hardy Radke 01189 25 3248
[email protected] http://en.mt-energie.com/

Confidential Aberdeenshire AD Plant Study
2
Schmack Biogas 0049 94 31 751 0
[email protected] http://www.schmack-biogas.com/
SRG Energy (UK partern of Biogas Hochreiter)
Mike Rule 01642 355 383
WelTec BioPower Marten Witte 0049 44 41 9 99 78 215
[email protected] http://www.weltec-biopower.de/

Confidential Aberdeenshire AD Plant Study
38
Appendix 2 Processor Letter 10th October 2009 Contact Address 1 Address 2 Dear Aberdeenshire Central Anaerobic Digestion (AD) Plant Study. I am writing to inform you of a study we have been commissioned to undertake on behalf of Scottish Pig Producers, supported by Aberdeenshire Council and Co-operative Development Scotland (CDS). The overall aim of the study is to assess the feasibility of establishing a central anaerobic digestor (AD) plant within Aberdeenshire including the evaluation of technical solutions. (Anaerobic digestion is the process where micro-organisms breakdown biodegradable materials in the absence of oxygen, producing biogas for renewable energy). Why the need for the study? As I’m sure your aware there has been an explosion in interest in AD plants largely in response to a number of Scottish and UK Government policies aimed to address the threat of climate change, reducing greenhouse gas emissions and promoting renewable energy. For example, there were changes in the Energy Act this year which now means approved AD plants are eligible for two renewable obligation certificates (ROCs) on the electricity produced, instead of the previous one. This is worth approximately 9p/kWh of electricity produced. In addition, the landfill tax on waste, at the current standard rate of £40/tonne (April 2009), will increase annually by £8/tonne eventually reaching £72/tonne in 2013. This will encourage waste producers to produce less waste and use more environmentally friendly methods of disposal such as AD, recycling and composting. These are only two examples of the commercial drivers towards AD technology. One of the main aims of the study is to establish if there is interest from processors or other parties in forming a collaborative joint-venture approach towards creating a central AD plant in Aberdeenshire. The benefits of a collaborative joint-venture approach include; ensuring economies of scale from a larger plant, increasing the potential for grant support, providing a future proof solution, allowing partners to share risk and generally increasing the likelihood of success through a larger base of stakeholders. To help us with the study, we are actively looking to work with companies operating in the region who produce biodegradable waste, To that end, we would welcome an opportunity to meet with you to discuss the study in more detail. Any information you provide will be treated with the strictest confidence.

Confidential Aberdeenshire AD Plant Study
39
In case you haven't come across SAOS before, we are the Scottish Co-op development agency, partly funded by Scottish Government. SAOS has a long proud history of supporting co-operation and collaboration in Scotland stretching back over a hundred years. We are a non-profit organization applying all its resources to its work. We have a small team of staff, three of whom are located in Aberdeenshire. For more information of SAOS please see our web page (www.saos.co.uk). If you currently produce waste and are concerned about its future disposal and the cost, or are interested to find out more about study, please give me a call. Yours sincerely, Jim Booth Project Manager Direct Number Tel 01651 - 843607 E-mail: [email protected]

Confidential Aberdeenshire AD Plant Study
40
Appendix 3
North-east Scotland Electricity Grid Network
Key:
Source: Scottish & Southern Energy Geographic Map See http://www.ssepd.co.uk/

Confidential Aberdeenshire AD Plant Study
41
Appendix 4 Farm Scale Plant (140kWh) Specification (Source: Marches Biogas)
Process Description Liquid wastes are transferred from tankers to the liquid waste storage tank, an above-ground open-top enamel-steel tank, capacity 60m3. The liquid waste is fed into the digester via a liquid feed pump located by the liquid waste storage tank. Solid feedstocks, such as pre shredded energy crops will be loaded into a stationary mixer which transfers the solid feedstock directly into the digester. Anaerobic Digestion. The anaerobic digester is a below ground concrete tank, capacity 1500m3, with a fixed roof on two thirds of the roof area and a flexible roof membrane on the remainder. The digester is mixed by the recirculation of biogas through a series of thirty six nozzles cast into the concrete base ensuring even temperature distribution and preventing stratification; each nozzle is mixed sequentially. The digester is maintained at a constant temperature of 42C by the circulation of hot water through an internal heat exchanger. The hot water for the heat exchanger is provided by the CHP unit during normal operating conditions. Mechanical Press Digestate is pumped from the digester to a mechanical press which separates the digestate into a fibre fraction and liquid fraction; the separator is installed on a steel tower. Biogas Storage Biogas is stored in the flexible double membrane which forms part of the digester roof, which is maintained at a constant pressure of 15mbar by an air blower. There is a gas pipe connection at the gas holder for the boiler and CHP unit. There is a gas pipe from the gas holder to a gas flare, capacity 80m3.h-1. Condensate traps are installed at all low spots in the gas pipework. A portable gas monitor is provided which is calibrated to measure CH4, CO2 and H2S Digestate Storage A digestate storage tank is not included in this proposal Biogas Utilisation The biogas is used to fuel a single CHP unit which has a rated output of 140kW of electricity plus 200kW of heat recovered from the engine jacket water and exhaust. A low-level waste gas burner, capacity 80m3, is provided to ensure that no unburned biogas is released to atmosphere. Surplus heat from the CHP unit is available for use on the site, and heat not utilised is dissipated to atmosphere by a fan-assisted radiator.

Confidential Aberdeenshire AD Plant Study
42
Appendix 5 Medium scale Plant (500kW) Specification (Source: EnviTec Biogas) Brief Description of Plant Components Operating unit 1: Substrate intake and substrate pre-treatment
� 1x Vertical mixer for Grass silage with approx. 80 m³ storage capacity
� 1x Vertical mixer for Food waste with approx. 80 m³ storage capacity
� 1x Slurry intake tank with 300 m³ net volume with agitator system and flexible roof
� 1x Pasteurisation unit (70 °C, 1 h) with pump and agitator system � 1x Mixing tank for 6 m³ contents with agitator � 1x Substrate pump and solids shredder � 1x Quick Mix System
Operating unit 2: Fermentation
� 1x Fermenter with 2,560 m³ net volume incl. roof, gas store, heating and agitator system
� 1x Recirculation shaft � 1x Desulphurisation unit
Operating unit 3: Condensate shaft
� 1x Condensate shaft with submersible pump Operating unit 4: Residue storage tank
� 2x Residue storage tank with 4,770 m³ net volume incl. agitator system and roof
Operating unit 5: Biogas utilisation
� Combined heat and power plant with 526 kWel including controller � Gas compressor � Emergency flare system � Gas analysis system � Gas flow metering
Operating unit 6: Other services
� Instrumentation, control and safety technology � Pipes

Confidential Aberdeenshire AD Plant Study
43
Customer / on-site provision
� Mains connection, low voltage main distributor and main fuses � Power supply to the CHP or switching cabinet (if applicable
uninterruptable power supply) � Overvoltage protection in part, lightening protection and
connection to ground, reactive power compensation � Telephone connection and telephone system � Heat provision for the start-up operation with an external heat
supply to the heating system distributor � Operations building incl. domestic supply (power, water, heating,
stairs, platforms) incl. penetrations � Water proof concrete bunker on/in operations building with cover
for solids intake � Erection of waterproof construction site access � Earth works, durable foundation bed, drainage, site configuration � Leakage control measures as per the conditions of the approvals
authorities � Free availability of power and site water � Security for the site and the finished plant � Water supply with sufficient capacity � Slurry or seeding sludge for start-up operation

Confidential Aberdeenshire AD Plant Study
44
Appendix 6 Medium scale Plant (500kW) Specification (Source: EnviTec Biogas)
Brief Description of Plant Components Operating unit 1: Substrate intake and substrate pre-treatment
� 1x Scrape chain conveyor for grass silage 130m³ � 2x Vertical mixer for Food waste with approx. 80 m³ storage
capacity � 1x Slurry intake tank with 300 m³ net volume with agitator system
and flexible roof � 1x Pasteurisation unit (70 °C, 1 h) with pump and agitator system � 2x Mixing tank for 6 m³ contents with agitator � 2x Substrate pump and solids shredder � 2x Quick Mix System
Operating unit 2: Fermentation
� 1x Fermenter with 5,060m³ net volume incl. roof, gas store, heating and agitator system
� 1x Recirculation shaft � 1x Desulphurisation unit
Operating unit 3: Condensate shaft
� 1x Condensate shaft with submersible pump Operating unit 4: Residue storage tank
� 3x Residue storage tank with 5,610m³ net volume incl. agitator system and roof
� 1x residue pump Operating unit 5: Biogas utilisation
� Combined heat and power plant with 1,000 kWel (1,063kw throttled to 1,000kw) including controller
� Gas compressor � Emergency flare system � Gas analysis system � Gas flow metering
Operating unit 6: Other services
� Instrumentation, control and safety technology � Pipes

Confidential Aberdeenshire AD Plant Study
45
Customer / on-site provision
� Mains connection, low voltage main distributor and main fuses � Power supply to the CHP or switching cabinet (if applicable
uninterruptable power supply) � Over voltage protection in part, lightening protection and
connection to ground, reactive power compensation � Telephone connection and telephone system � Heat provision for the start-up operation with an external heat
supply to the heating system distributor � Operations building incl. domestic supply (power, water, heating,
stairs, platforms) incl. penetrations � Water proof concrete bunker on/in operations building with cover
for solids intake � Erection of waterproof construction site access � Earth works, durable foundation bed, drainage, site configuration � Leakage control measures as per the conditions of the approvals
authorities � Free availability of power and site water � Security for the site and the finished plant � Water supply with sufficient capacity � Slurry or seeding sludge for start-up operation

Confidential Aberdeenshire AD Plant Study
1
APPENDICES 7 – 9 BUDGETED 10-YEAR CASHFLOWS

Confidential Aberdeenshire AD Plant Study
2
Small scale plant (140 kW) Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7 Year 8 Year 9 Year 10
Assumptions
Net Electric produced (MWh/year) 600,000 960,000 960,000 960,000 960,000 960,000 960,000 960,000 960,000 960,000
Wholesale electric price (£/kWh) 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05
Value of ROC (£/kWh) 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09
Imported waste (t) 0 0 0 0 0 0 0 0 0 0
Gate fee (£/t) 20.00 20.00 20.00 20.00 20.00 20.00 20.00 20.00 20.00 20.00
Surplus heat produced (MWh/year) 750 1,070 1,070 1,070 1,070 1,070 1,070 1,070 1,070 1,070
INCOME
Wholesale electricity sold 30,000 48,000 48,000 48,000 48,000 48,000 48,000 48,000 48,000 48,000
ROCs 54,000 86,400 86,400 86,400 86,400 86,400 86,400 86,400 86,400 86,400
Gate fees for Waste 0 0 0 0 0 0 0 0 0 0
Revenue from Heat 0
Bank Interest 4% 0 56 410 779 1,162 -4,440 -4,265 -4,084 -3,895 -3,699
Bank Loan 400,000
TOTAL INCOME £484,000 £134,456 £134,810 £135,179 £135,562 £129,960 £130,135 £130,316 £130,505 £130,701
EXPENDITURE
Capital Expenditure
AD Plant + CHP 350,000 150,000
Site works & infrastructure 50,000
Grid Connection 200,000
Contingency (3%) 20,000
Total Capital Expenditure 620,000 0 150,000
SRDP Grant (25%) 155,000
Net Capital Cost 465,000
Feedstock costs 30,000 30,000 30,000 30,000 30,000 30,000 30,000 30,000 30,000 30,000
Transport of Digestate 0 0 0 0 0 0 0 0 0 0
Operating costs
Power costs 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000
Maintenance CHP 7,000 11,000 11,000 11,000 11,000 11,000 11,000 11,000 11,000 11,000
Maintenance Plant 4,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000
Biological Fees 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000 3,000
Staff Cots - share 4,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000 6,000
Overheads
Rent 0
Insurance 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000
General overheads 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000 2,000
Loan Repayment (10 yrs) 27,600 29,808 32,193 34,768 37,549 40,553 43,798 47,302 51,086 55,173
Loan Interest (10 yrs) 32,000 29,792 27,407 24,832 22,051 19,047 15,802 12,298 8,514 4,427
Total Operating Costs 117,600 125,600 125,600 125,600 125,600 125,600 125,600 125,600 125,600 125,600
TOTAL EXPENDITURE (before interest) 582,600 125,600 125,600 125,600 275,600 125,600 125,600 125,600 125,600 125,600
NET CASHFLOW -98,600 8,856 9,210 9,579 -140,038 4,360 4,535 4,716 4,905 5,101
OPENING BALANCE 100,000 1,400 10,256 19,466 29,045 -110,993 -106,633 -102,098 -97,382 -92,478
CLOSING BALANCE 1,400 10,256 19,466 29,045 -110,993 -106,633 -102,098 -97,382 -92,478 -87,377

Confidential Aberdeenshire AD Plant Study
3
Medium scale plant (500kW) Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7 Year 8 Year 9 Year 10
Assumptions
Net Electric produced (MWh/year) 2,400,000 3,862,000 3,862,000 3,862,000 3,862,000 3,862,000 3,862,000 3,862,000 3,862,000 3,862,000
Wholesale electric price (£/kWh) 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05
Value of ROC (£/kWh) 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09
Imported waste (t) 6,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000
Gate fee (£/t) 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Surplus heat produced (MWh/year) 2,040,000 3,400,000 3,400,000 3,400,000 3,400,000 3,400,000 3,400,000 3,400,000 3,400,000 3,400,000
Value of heat
INCOME
Wholesale electricity sold 120,000 193,100 193,100 193,100 193,100 193,100 193,100 193,100 193,100 193,100
ROCs 216,000 347,580 347,580 347,580 347,580 347,580 347,580 347,580 347,580 347,580
Gate fees for Waste 180,000 300,000 300,000 300,000 300,000 300,000 300,000 300,000 300,000 300,000
Revenue from Heat 0
Bank Interest 4% 0 4,084 16,931 30,291 44,186 45,836 60,353 75,450 91,152 107,481
Bank Loan 2,000,000
TOTAL INCOME £2,516,000 £844,764 £857,611 £870,971 £884,866 £886,516 £901,033 £916,130 £931,832 £948,161
EXPENDITURE
Capital Expenditure
AD Plant + CHP 2,100,000 320,000
Site works & infrastructure 390,000
Grid Connection 300,000
Contingency (3%) 84,000
Total Capital Expenditure 2,874,000 0 320,000
SRDP Grant (25%) 718,500
Net Capital Cost 2,155,500
Transport Costs
Feedstock transport costs
Transport of Digestate 28,400 45,600 45,600 45,600 45,600 45,600 45,600 45,600 45,600 45,600
Operating costs
Power costs 22,000 32,000 32,000 32,000 32,000 32,000 32,000 32,000 32,000 32,000
Maintenance CHP 22,000 38,000 38,000 38,000 38,000 38,000 38,000 38,000 38,000 38,000
Maintenance Plant 12,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000
Biological Fees 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000
Staff Cots 50,000 50,000 50,000 50,000 50,000 50,000 50,000 50,000 50,000 50,000
Overheads
Rent 0
Insurance 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000
General overheads 51,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000
Loan Repayment (10 yrs) 138,000 149,040 160,963 173,840 187,747 202,767 218,989 236,508 255,428 275,863
Loan Interest (10 yrs) 160,000 148,960 137,037 124,160 110,253 95,233 79,011 61,492 42,572 22,137
Total Operating Costs 508,400 523,600 523,600 523,600 523,600 523,600 523,600 523,600 523,600 523,600
TOTAL EXPENDITURE (before interest) 2,663,900 523,600 523,600 523,600 843,600 523,600 523,600 523,600 523,600 523,600
Bank Interest @ 6%
NET CASHFLOW -147,900 321,164 334,011 347,371 41,266 362,916 377,433 392,530 408,232 424,561
OPENING BALANCE 250,000 102,100 423,264 757,275 1,104,646 1,145,911 1,508,828 1,886,261 2,278,791 2,687,023
CLOSING BALANCE 102,100 423,264 757,275 1,104,646 1,145,911 1,508,828 1,886,261 2,278,791 2,687,023 3,111,584

Confidential Aberdeenshire AD Plant Study
4
Large scale plant (1 MW) Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7 Year 8 Year 9 Year 10
Assumptions
Net Electric produced (MWh/year) 4,630,000 7,724,000 7,724,000 7,724,000 7,724,000 7,724,000 7,724,000 7,724,000 7,724,000 7,724,000
Wholesale electric price (£/kWh) 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05
Value of ROC (£/kWh) 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09
Imported waste (t) 12,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000 20,000
Gate fee (£/t) 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Surplus heat produced (MWh/year) 3,780,000 6,300,000 6,300,000 6,300,000 6,300,000 6,300,000 6,300,000 6,300,000 6,300,000 6,300,000
Value of heat
INCOME
Wholesale electricity sold 231,500 386,200 386,200 386,200 386,200 386,200 386,200 386,200 386,200 386,200
ROCs 416,700 695,160 695,160 695,160 695,160 695,160 695,160 695,160 695,160 695,160
Gate fees for Waste 360,000 600,000 600,000 600,000 600,000 600,000 600,000 600,000 600,000 600,000
Revenue from Heat 0
Bank Interest 0 8,842 49,587 92,370 137,291 161,959 210,360 261,181 314,543 370,574
Bank Loan 3,000,000
TOTAL INCOME £4,008,200 £1,690,202 £1,730,947 £1,773,730 £1,818,651 £1,843,319 £1,891,720 £1,942,541 £1,995,903 £2,051,934
EXPENDITURE
Capital Expenditure
AD Plant + CHP 3,600,000 450,000
Site works & infrastructure 545,000
Grid Connection 300,000
Contingency (3%) 133,500
Total Capital Expenditure 4,578,500 0 450,000
SRDP Grant (25%) 1,144,625
Net Capital Cost 3,433,875
Transport Costs
Feedstock transport costs
Transport of Digestate 51,000 84,400 84,400 84,400 84,400 84,400 84,400 84,400 84,400 84,400
Operating costs
Power costs 54,000 66,000 66,000 66,000 66,000 66,000 66,000 66,000 66,000 66,000
Maintenance CHP 46,300 77,240 77,240 77,240 77,240 77,240 77,240 77,240 77,240 77,240
Maintenance Plant 23,150 38,620 38,620 38,620 38,620 38,620 38,620 38,620 38,620 38,620
Biological Fees 12,000 12,000 12,000 12,000 12,000 12,000 12,000 12,000 12,000 12,000
Staff Cots 88,000 110,000 110,000 110,000 110,000 110,000 110,000 110,000 110,000 110,000
Overheads
Rent 0
Insurance 24,037 24,037 24,037 24,037 24,037 24,037 24,037 24,037 24,037 24,037
General overheads 52,000 16,000 16,000 16,000 16,000 16,000 16,000 16,000 16,000 16,000
Loan Repayment (10 yrs) 207,000 223,560 241,445 260,760 281,621 304,151 328,483 354,762 383,143 413,794
Loan Interest (10 yrs) 240,000 223,440 205,555 186,240 165,379 142,849 118,517 92,238 63,857 33,206
Total Operating Costs 797,487 875,297 875,297 875,297 875,297 875,297 875,297 875,297 875,297 875,297
TOTAL EXPENDITURE (before interest) 4,231,362 875,297 875,297 875,297 1,325,297 875,297 875,297 875,297 875,297 875,297
NET CASHFLOW -223,162 814,905 855,650 898,433 493,354 968,022 1,016,423 1,067,244 1,120,606 1,176,637
OPENING BALANCE 400,000 176,838 991,743 1,847,393 2,745,825 3,239,179 4,207,201 5,223,624 6,290,868 7,411,474
CLOSING BALANCE 176,838 991,743 1,847,393 2,745,825 3,239,179 4,207,201 5,223,624 6,290,868 7,411,474 8,588,111

Confidential Aberdeenshire AD Plant Study
5