fabrication and microstructural control of nano-structured bulk steels: a review
TRANSCRIPT
Fabrication and Microstructural Control of Nano-structured BulkSteels: A Review
Linxiu Du • Shengjie Yao • Jun Hu • Huifang Lan • Hui Xie • Guodong Wang
Received: 4 April 2014 / Revised: 9 May 2014
� The Chinese Society for Metals and Springer-Verlag Berlin Heidelberg 2014
Abstract There exist strong interests of developing nano-grained steels because of the outstanding properties including
high strength/weight ratio, wear resistance, excellent toughness, and favorable cellular activity. This article reviews the
main fabrication process and microstructural control of nano-structured steels over the last decades. Severe plastic
deformation is considered as an effective route of obtaining the nano-grained microstructures. The process of cold-rolling
and annealing of martensitic steel is a viable method to obtain bulk nano-structured low carbon steel, while the final
thickness of the cold-rolling plate is limited. According to the theoretical results of the thermal simulation studies, a novel
alloy design combined with the rapid transformation and rolling process is proposed to successfully fabricate nano-grained
high strength bulk steel. The refinement mechanisms are expected to be taking advantage of increase in the transformation
nucleation sites and inhibiting the grain coarsening. Moreover, corresponding mechanical properties are summarized.
KEY WORDS: Nano-structured steel; SPD; Cold-rolling and annealing martensite; RTRP; Transformation
mechanism; Mechanical properties
1 Introduction
Grain size is a key microstructural factor affecting physical
and mechanical properties of the materials [1, 2]. Grain
refinement can markedly increase the strength as well as
improve the toughness of the metals [3–5], and it is also
reported that some metals with nano-grained/ultrafine-
grained structures have positive effects on the biochemical
response to surrounding media [6]. Therefore, grain
refinement has been attracting considerable interest from
metal engineering scientists [7–16].
Fabrication of nano-structured bulk steels is one of the
highlights in the nanomaterials research area because it is
believed that the nano-structured bulk steels have very
good prospects in the application of structure manufactur-
ing due to their high strength and toughness. Many efforts
have been made to fabricate the bulk nano-structured
steels, including SPD [17, 18], low carbon steel with
martensite cold-rolling and annealing [19, 20], and RTRP.
[21–23]. The history of SPD can be traced back to 1950s,
and since then many new SPD methods have been devel-
oped to obtain nano-grained and ultrafine-grained micro-
structures in the metals. SPD is becoming one of the most
actively developing areas in nanomaterials especially in
recent two decades. Some SPD methods such as ball
milling, sliding wear, ultrasonic shot peening, etc., can be
applied in the fabrication of nano-grained structures in the
metal surface, and the other methods such as accumulative
roll-bonding (ARB) and equal channel angular pressing
Available online at http://link.springer.com/journal/40195
L. Du (&) � J. Hu � H. Lan � H. Xie � G. Wang
State Key Laboratory of Rolling and Automation, Northeastern
University, Shenyang 110819, China
e-mail: [email protected]
S. Yao
School of Materials Science and Engineering, Harbin Institute of
Technology at Weihai, Weihai 264209, China
123
Acta Metall. Sin. (Engl. Lett.)
DOI 10.1007/s40195-014-0077-8
(ECAP) can be used to produce bulk nano-structured metal
materials. Although some important progresses have been
achieved, the uptake by industry has been sluggish, which
is because large amount plastic energy and special proce-
dures are needed, and the throughput is lower [1, 24].
Annealing the cold-rolled martensite is another route for
the fabrication of nano-structured steels. This method can
be applied in low carbon and stainless steels, and the
advantage of this method is that it does not need large
amount of strain. So it is promising in the application of
nano-structured cold-rolled steel sheets.
In recent years, the fabrication of nano-grained bulk steel
through rapid transformation and rolling deformation has
made some attractive progresses [21–23]. There are two key
procedures in this method: first, the austenite was refined to
less than 2–3 lm, and second, the decomposition of the
ultrafine austenite was controlled by employing heavy
deformation during cooling process. The features of this
method are that there is no need for large plastic-working
energy and special procedures, and the microstructures and
properties of nano-structured steels can also be controlled by
austenite decomposition during cooling process.
All above-mentioned methods can be regarded as the ‘‘top
down’’ approach involving grain refinement through
‘‘breaking down’’ the microstructure of the bulk steel to the
submicron scale. In general, these methods can be classified
into three categories: SPD, martensite cold-rolling plus
annealing, and RTRP [1, 24]. In this paper, the authors will
give a brief review on ECAP, ARB, and multi-directional
forging (MDF), which are three typical SPD methods. Then,
two research works about martensite cold-rolling and
annealing for low carbon steel and stainless steels will be
introduced. Finally, the authors will introduce the procedures
of RTRP and the mechanical properties of nano-grained
steels fabricated by RTRP, and the theoretical aspects about
microstructural control during RTRP will also be introduced.
2 Fabrication of Nano-structured Bulk Steels by Severe
Plastic Deformation
There are many SPD methods for grain refinement of
metals, and all the SPD methods have a unique feature that
high strain is imposed at relatively low temperatures
(usually less than 0.4Tm) without any significant change in
the overall dimensions of the work piece. The ECAP, ARB,
and MDF are three typical methods which have advantage
in fabrication of nano-structured bulk steels [1, 2, 24].
2.1 Equal-Channel Angular Pressing (ECAP)
ECAP was developed by Segal et al.[25] in Soviet Union in
the mid-1970s. At present, it is the most popular and
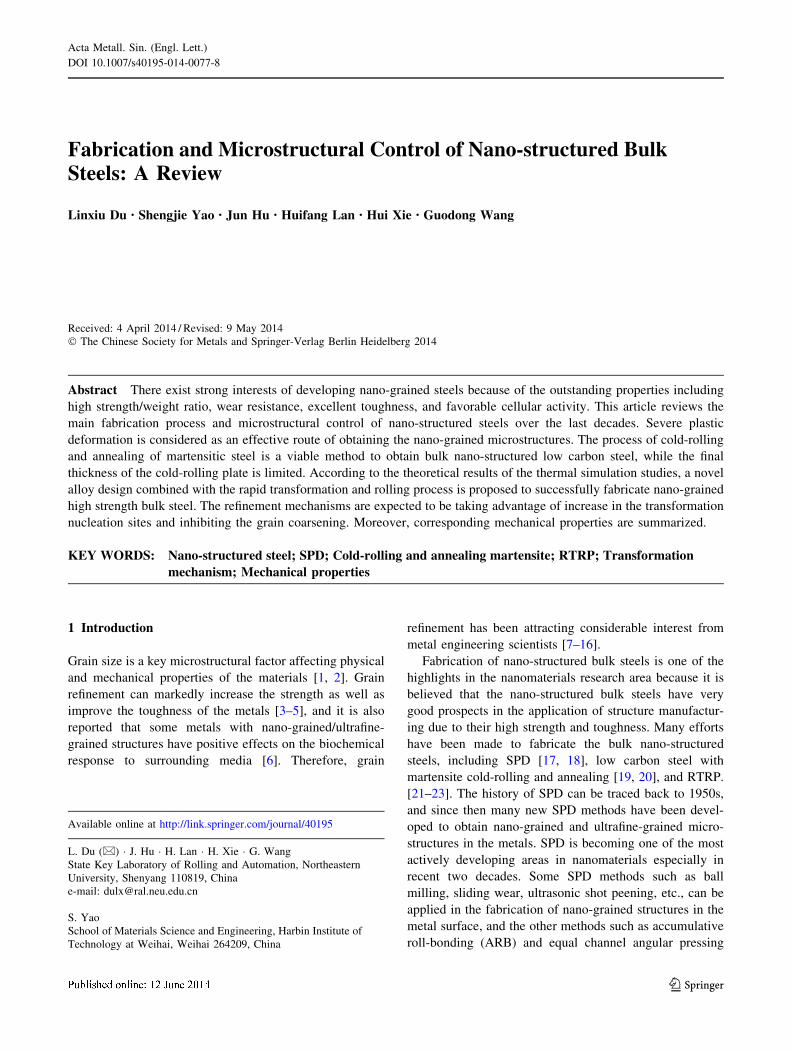
developed SPD processing technique. Figure 1 is the
principle schematic diagram of ECAP [24]. The die using
in the ECAP has a channel that is bent at an abrupt angle,
during which a rod-shaped billet is pressed through the die
and a shear strain is introduced when the billet passes
through the point of intersection of the two parts of the
channel. The equivalent strain, eeq, introduced per pass in
ECAP with an angle of 90� between the channels amounts
to 1.15. Because the cross-sectional dimensions of the
billet remain unchanged during ECAP, the exceptionally
high strains can be obtained when the pressings are repe-
ated, and this accumulated shear strain will ultimately lead
to a UFG structure consisting of homogeneous and equi-
axed grains with grain boundaries having high angles of
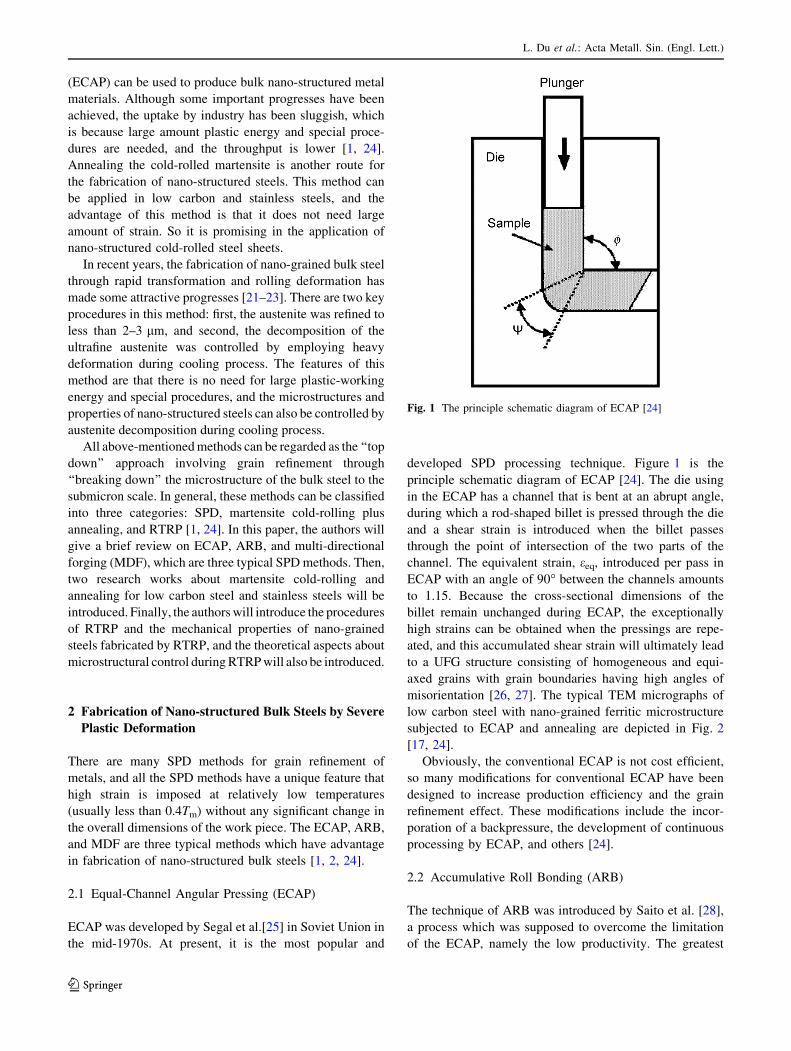
misorientation [26, 27]. The typical TEM micrographs of
low carbon steel with nano-grained ferritic microstructure
subjected to ECAP and annealing are depicted in Fig. 2
[17, 24].
Obviously, the conventional ECAP is not cost efficient,
so many modifications for conventional ECAP have been
designed to increase production efficiency and the grain
refinement effect. These modifications include the incor-
poration of a backpressure, the development of continuous
processing by ECAP, and others [24].
2.2 Accumulative Roll Bonding (ARB)
The technique of ARB was introduced by Saito et al. [28],
a process which was supposed to overcome the limitation
of the ECAP, namely the low productivity. The greatest
Fig. 1 The principle schematic diagram of ECAP [24]
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
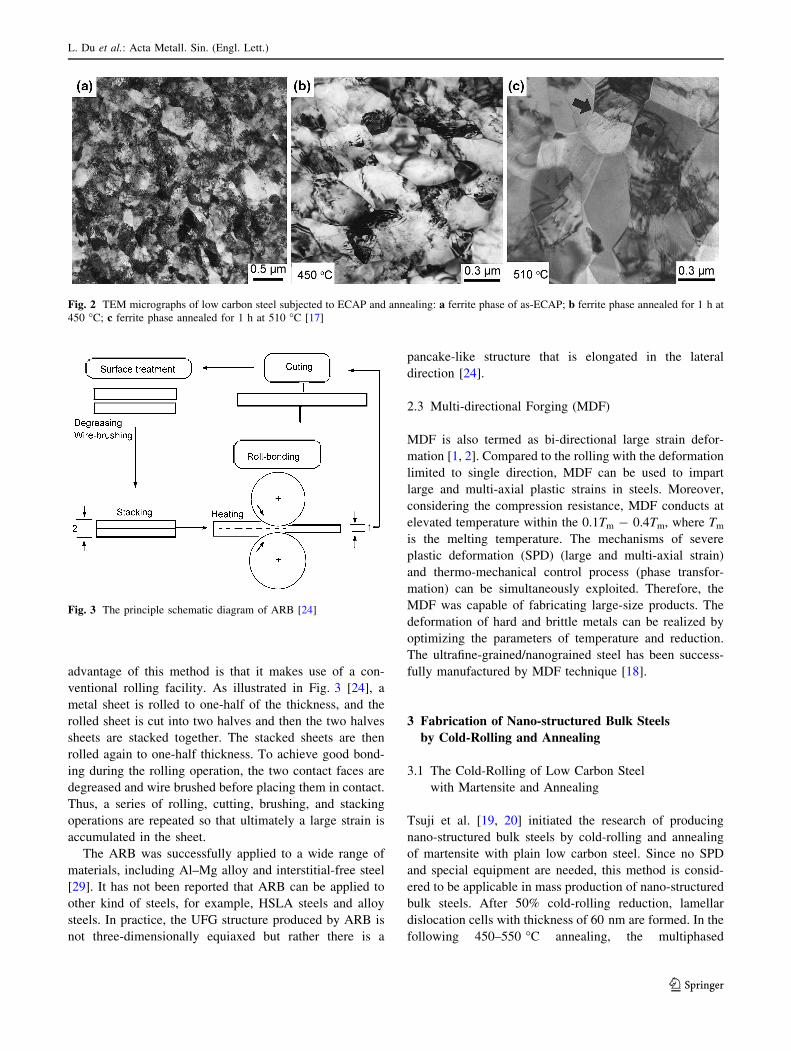
advantage of this method is that it makes use of a con-
ventional rolling facility. As illustrated in Fig. 3 [24], a
metal sheet is rolled to one-half of the thickness, and the
rolled sheet is cut into two halves and then the two halves
sheets are stacked together. The stacked sheets are then
rolled again to one-half thickness. To achieve good bond-
ing during the rolling operation, the two contact faces are
degreased and wire brushed before placing them in contact.
Thus, a series of rolling, cutting, brushing, and stacking
operations are repeated so that ultimately a large strain is
accumulated in the sheet.
The ARB was successfully applied to a wide range of
materials, including Al–Mg alloy and interstitial-free steel
[29]. It has not been reported that ARB can be applied to
other kind of steels, for example, HSLA steels and alloy
steels. In practice, the UFG structure produced by ARB is
not three-dimensionally equiaxed but rather there is a
pancake-like structure that is elongated in the lateral
direction [24].
2.3 Multi-directional Forging (MDF)
MDF is also termed as bi-directional large strain defor-
mation [1, 2]. Compared to the rolling with the deformation
limited to single direction, MDF can be used to impart
large and multi-axial plastic strains in steels. Moreover,
considering the compression resistance, MDF conducts at
elevated temperature within the 0.1Tm - 0.4Tm, where Tm
is the melting temperature. The mechanisms of severe
plastic deformation (SPD) (large and multi-axial strain)
and thermo-mechanical control process (phase transfor-
mation) can be simultaneously exploited. Therefore, the
MDF was capable of fabricating large-size products. The
deformation of hard and brittle metals can be realized by
optimizing the parameters of temperature and reduction.
The ultrafine-grained/nanograined steel has been success-
fully manufactured by MDF technique [18].
3 Fabrication of Nano-structured Bulk Steels
by Cold-Rolling and Annealing
3.1 The Cold-Rolling of Low Carbon Steel
with Martensite and Annealing
Tsuji et al. [19, 20] initiated the research of producing
nano-structured bulk steels by cold-rolling and annealing
of martensite with plain low carbon steel. Since no SPD
and special equipment are needed, this method is consid-
ered to be applicable in mass production of nano-structured
bulk steels. After 50% cold-rolling reduction, lamellar
dislocation cells with thickness of 60 nm are formed. In the
following 450–550 �C annealing, the multiphased
Fig. 2 TEM micrographs of low carbon steel subjected to ECAP and annealing: a ferrite phase of as-ECAP; b ferrite phase annealed for 1 h at
450 �C; c ferrite phase annealed for 1 h at 510 �C [17]
Fig. 3 The principle schematic diagram of ARB [24]
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
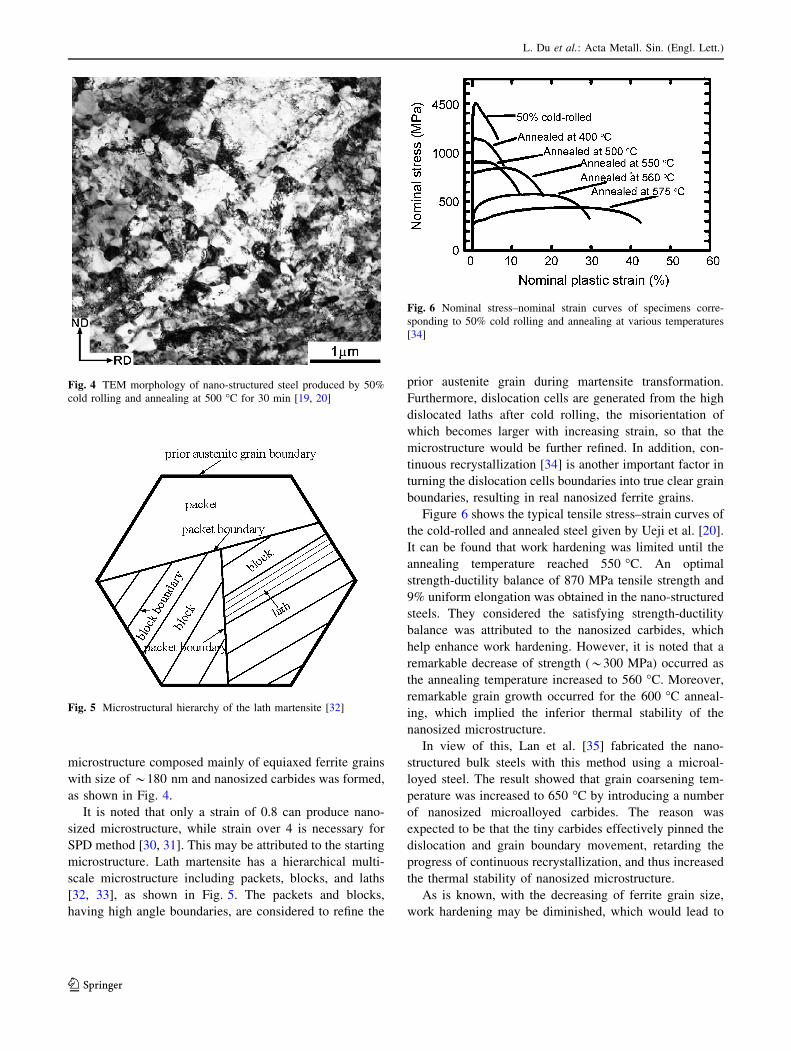
microstructure composed mainly of equiaxed ferrite grains
with size of *180 nm and nanosized carbides was formed,
as shown in Fig. 4.
It is noted that only a strain of 0.8 can produce nano-
sized microstructure, while strain over 4 is necessary for
SPD method [30, 31]. This may be attributed to the starting
microstructure. Lath martensite has a hierarchical multi-
scale microstructure including packets, blocks, and laths
[32, 33], as shown in Fig. 5. The packets and blocks,
having high angle boundaries, are considered to refine the
prior austenite grain during martensite transformation.
Furthermore, dislocation cells are generated from the high
dislocated laths after cold rolling, the misorientation of
which becomes larger with increasing strain, so that the
microstructure would be further refined. In addition, con-
tinuous recrystallization [34] is another important factor in
turning the dislocation cells boundaries into true clear grain
boundaries, resulting in real nanosized ferrite grains.
Figure 6 shows the typical tensile stress–strain curves of
the cold-rolled and annealed steel given by Ueji et al. [20].
It can be found that work hardening was limited until the
annealing temperature reached 550 �C. An optimal
strength-ductility balance of 870 MPa tensile strength and
9% uniform elongation was obtained in the nano-structured
steels. They considered the satisfying strength-ductility
balance was attributed to the nanosized carbides, which
help enhance work hardening. However, it is noted that a
remarkable decrease of strength (*300 MPa) occurred as
the annealing temperature increased to 560 �C. Moreover,
remarkable grain growth occurred for the 600 �C anneal-
ing, which implied the inferior thermal stability of the
nanosized microstructure.
In view of this, Lan et al. [35] fabricated the nano-
structured bulk steels with this method using a microal-
loyed steel. The result showed that grain coarsening tem-
perature was increased to 650 �C by introducing a number
of nanosized microalloyed carbides. The reason was
expected to be that the tiny carbides effectively pinned the
dislocation and grain boundary movement, retarding the
progress of continuous recrystallization, and thus increased
the thermal stability of nanosized microstructure.
As is known, with the decreasing of ferrite grain size,
work hardening may be diminished, which would lead to
Fig. 4 TEM morphology of nano-structured steel produced by 50%
cold rolling and annealing at 500 �C for 30 min [19, 20]
Fig. 5 Microstructural hierarchy of the lath martensite [32]
Fig. 6 Nominal stress–nominal strain curves of specimens corre-
sponding to 50% cold rolling and annealing at various temperatures
[34]
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
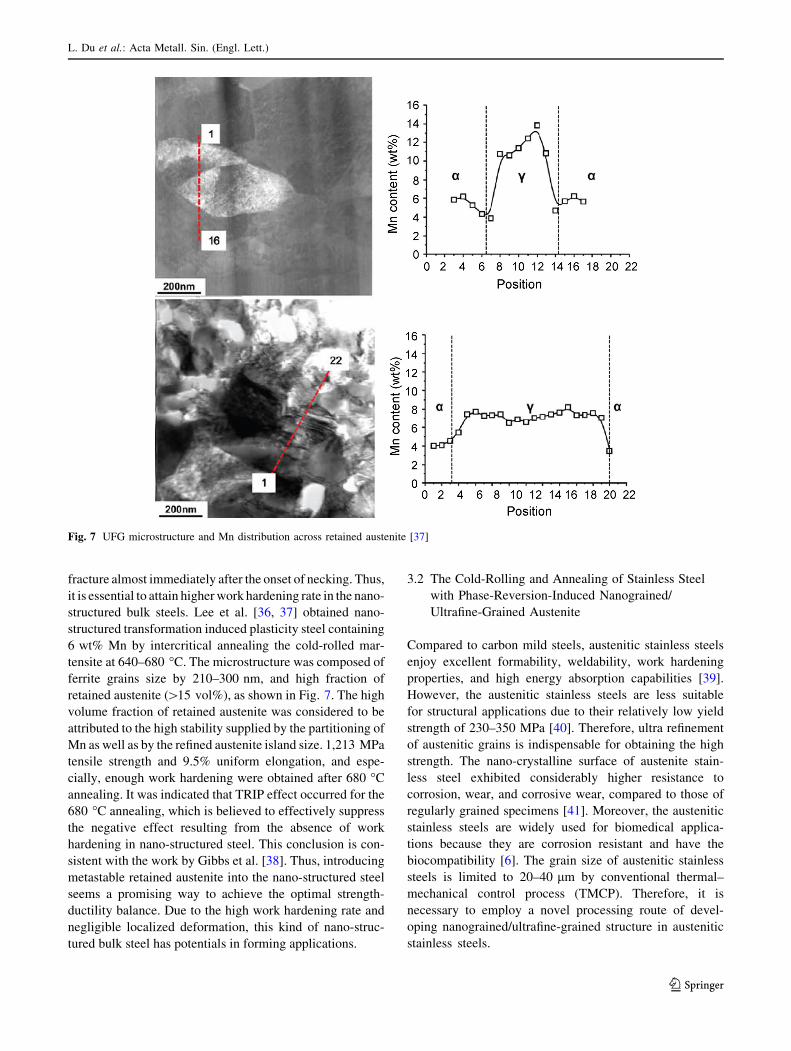
fracture almost immediately after the onset of necking. Thus,
it is essential to attain higher work hardening rate in the nano-
structured bulk steels. Lee et al. [36, 37] obtained nano-
structured transformation induced plasticity steel containing
6 wt% Mn by intercritical annealing the cold-rolled mar-
tensite at 640–680 �C. The microstructure was composed of
ferrite grains size by 210–300 nm, and high fraction of
retained austenite ([15 vol%), as shown in Fig. 7. The high
volume fraction of retained austenite was considered to be
attributed to the high stability supplied by the partitioning of
Mn as well as by the refined austenite island size. 1,213 MPa
tensile strength and 9.5% uniform elongation, and espe-
cially, enough work hardening were obtained after 680 �C
annealing. It was indicated that TRIP effect occurred for the
680 �C annealing, which is believed to effectively suppress
the negative effect resulting from the absence of work
hardening in nano-structured steel. This conclusion is con-
sistent with the work by Gibbs et al. [38]. Thus, introducing
metastable retained austenite into the nano-structured steel
seems a promising way to achieve the optimal strength-
ductility balance. Due to the high work hardening rate and
negligible localized deformation, this kind of nano-struc-
tured bulk steel has potentials in forming applications.
3.2 The Cold-Rolling and Annealing of Stainless Steel
with Phase-Reversion-Induced Nanograined/
Ultrafine-Grained Austenite
Compared to carbon mild steels, austenitic stainless steels
enjoy excellent formability, weldability, work hardening
properties, and high energy absorption capabilities [39].
However, the austenitic stainless steels are less suitable
for structural applications due to their relatively low yield
strength of 230–350 MPa [40]. Therefore, ultra refinement
of austenitic grains is indispensable for obtaining the high
strength. The nano-crystalline surface of austenite stain-
less steel exhibited considerably higher resistance to
corrosion, wear, and corrosive wear, compared to those of
regularly grained specimens [41]. Moreover, the austenitic
stainless steels are widely used for biomedical applica-
tions because they are corrosion resistant and have the
biocompatibility [6]. The grain size of austenitic stainless
steels is limited to 20–40 lm by conventional thermal–
mechanical control process (TMCP). Therefore, it is
necessary to employ a novel processing route of devel-
oping nanograined/ultrafine-grained structure in austenitic
stainless steels.
Fig. 7 UFG microstructure and Mn distribution across retained austenite [37]
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
Pajasekhara [40] did systematically job on the ultrafine-
grained structures formed by reversion in metastable au-
stenitic 301LN stainless steels. The Md30 value (35 �C)
above room temperature indicates that stress-induced
martensite will form under deformed at ambient tempera-
ture. The samples from a 1.5-mm thick sheet were sub-
jected to 63% cold reduction. Then the specimens were
annealed at 800–1,000 �C and held for 1–100 s, respec-
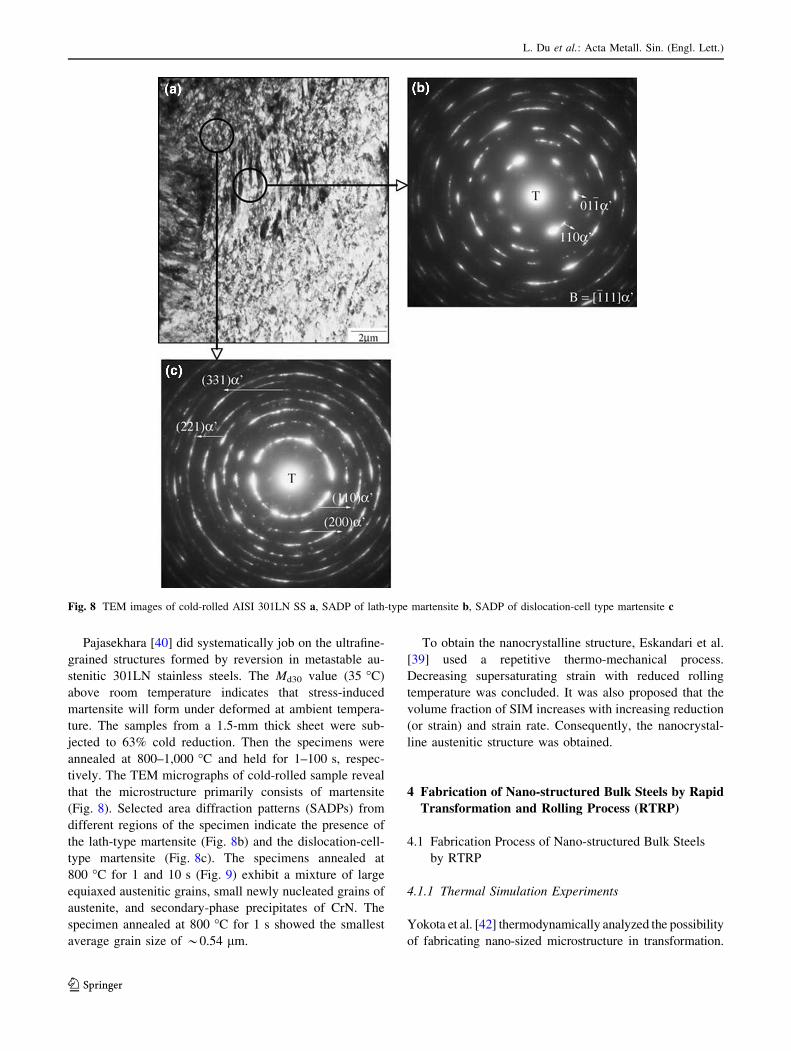
tively. The TEM micrographs of cold-rolled sample reveal
that the microstructure primarily consists of martensite
(Fig. 8). Selected area diffraction patterns (SADPs) from
different regions of the specimen indicate the presence of
the lath-type martensite (Fig. 8b) and the dislocation-cell-
type martensite (Fig. 8c). The specimens annealed at
800 �C for 1 and 10 s (Fig. 9) exhibit a mixture of large
equiaxed austenitic grains, small newly nucleated grains of
austenite, and secondary-phase precipitates of CrN. The
specimen annealed at 800 �C for 1 s showed the smallest
average grain size of *0.54 lm.
To obtain the nanocrystalline structure, Eskandari et al.
[39] used a repetitive thermo-mechanical process.
Decreasing supersaturating strain with reduced rolling
temperature was concluded. It was also proposed that the
volume fraction of SIM increases with increasing reduction
(or strain) and strain rate. Consequently, the nanocrystal-
line austenitic structure was obtained.
4 Fabrication of Nano-structured Bulk Steels by Rapid
Transformation and Rolling Process (RTRP)
4.1 Fabrication Process of Nano-structured Bulk Steels
by RTRP
4.1.1 Thermal Simulation Experiments
Yokota et al. [42] thermodynamically analyzed the possibility
of fabricating nano-sized microstructure in transformation.
Fig. 8 TEM images of cold-rolled AISI 301LN SS a, SADP of lath-type martensite b, SADP of dislocation-cell type martensite c
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
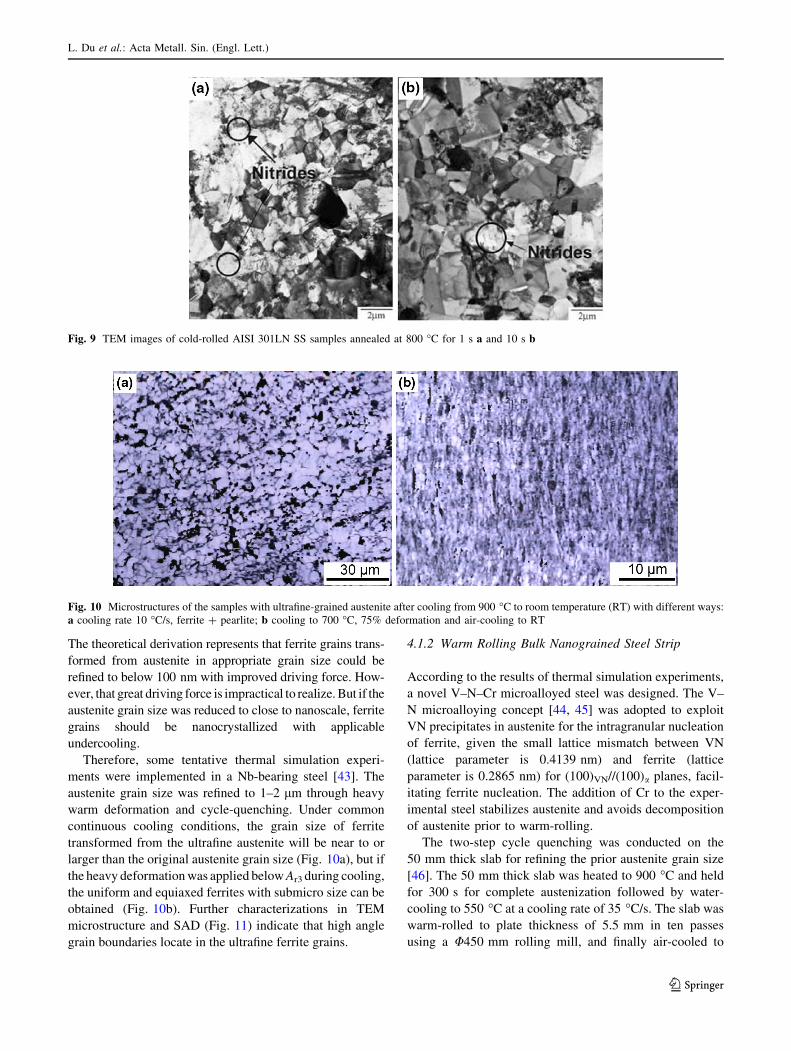
The theoretical derivation represents that ferrite grains trans-
formed from austenite in appropriate grain size could be
refined to below 100 nm with improved driving force. How-
ever, that great driving force is impractical to realize. But if the
austenite grain size was reduced to close to nanoscale, ferrite
grains should be nanocrystallized with applicable
undercooling.
Therefore, some tentative thermal simulation experi-
ments were implemented in a Nb-bearing steel [43]. The
austenite grain size was refined to 1–2 lm through heavy
warm deformation and cycle-quenching. Under common
continuous cooling conditions, the grain size of ferrite
transformed from the ultrafine austenite will be near to or
larger than the original austenite grain size (Fig. 10a), but if
the heavy deformation was applied below Ar3 during cooling,
the uniform and equiaxed ferrites with submicro size can be
obtained (Fig. 10b). Further characterizations in TEM
microstructure and SAD (Fig. 11) indicate that high angle
grain boundaries locate in the ultrafine ferrite grains.
4.1.2 Warm Rolling Bulk Nanograined Steel Strip
According to the results of thermal simulation experiments,
a novel V–N–Cr microalloyed steel was designed. The V–
N microalloying concept [44, 45] was adopted to exploit
VN precipitates in austenite for the intragranular nucleation
of ferrite, given the small lattice mismatch between VN
(lattice parameter is 0.4139 nm) and ferrite (lattice
parameter is 0.2865 nm) for (100)VN//(100)a planes, facil-
itating ferrite nucleation. The addition of Cr to the exper-
imental steel stabilizes austenite and avoids decomposition
of austenite prior to warm-rolling.
The two-step cycle quenching was conducted on the
50 mm thick slab for refining the prior austenite grain size
[46]. The 50 mm thick slab was heated to 900 �C and held
for 300 s for complete austenization followed by water-
cooling to 550 �C at a cooling rate of 35 �C/s. The slab was
warm-rolled to plate thickness of 5.5 mm in ten passes
using a U450 mm rolling mill, and finally air-cooled to
Fig. 9 TEM images of cold-rolled AISI 301LN SS samples annealed at 800 �C for 1 s a and 10 s b
Fig. 10 Microstructures of the samples with ultrafine-grained austenite after cooling from 900 �C to room temperature (RT) with different ways:
a cooling rate 10 �C/s, ferrite ? pearlite; b cooling to 700 �C, 75% deformation and air-cooling to RT
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
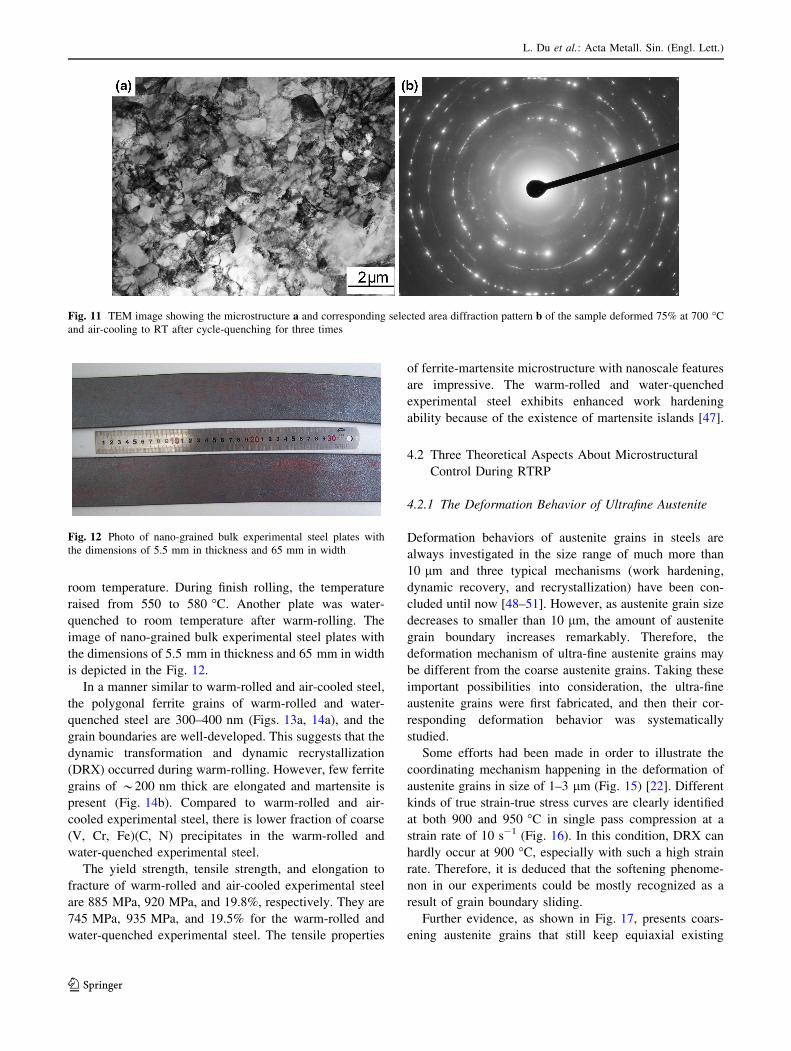
room temperature. During finish rolling, the temperature
raised from 550 to 580 �C. Another plate was water-
quenched to room temperature after warm-rolling. The
image of nano-grained bulk experimental steel plates with
the dimensions of 5.5 mm in thickness and 65 mm in width
is depicted in the Fig. 12.
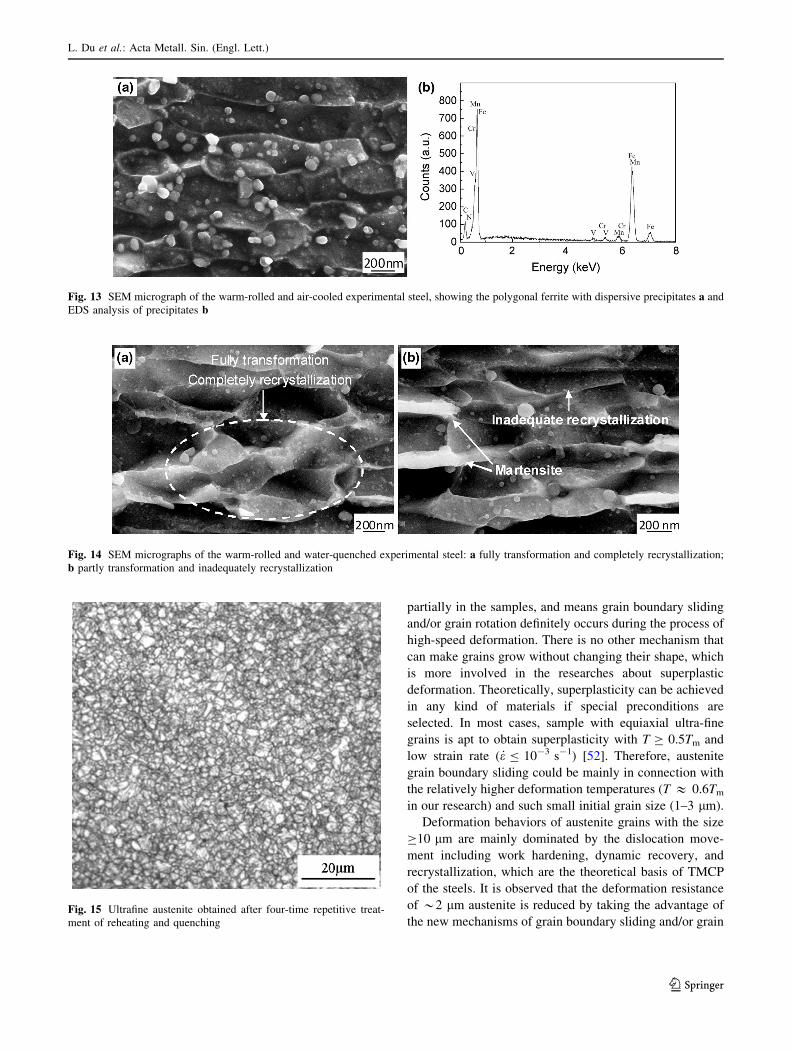
In a manner similar to warm-rolled and air-cooled steel,
the polygonal ferrite grains of warm-rolled and water-
quenched steel are 300–400 nm (Figs. 13a, 14a), and the
grain boundaries are well-developed. This suggests that the
dynamic transformation and dynamic recrystallization
(DRX) occurred during warm-rolling. However, few ferrite
grains of *200 nm thick are elongated and martensite is
present (Fig. 14b). Compared to warm-rolled and air-
cooled experimental steel, there is lower fraction of coarse
(V, Cr, Fe)(C, N) precipitates in the warm-rolled and
water-quenched experimental steel.
The yield strength, tensile strength, and elongation to
fracture of warm-rolled and air-cooled experimental steel
are 885 MPa, 920 MPa, and 19.8%, respectively. They are
745 MPa, 935 MPa, and 19.5% for the warm-rolled and
water-quenched experimental steel. The tensile properties
of ferrite-martensite microstructure with nanoscale features
are impressive. The warm-rolled and water-quenched
experimental steel exhibits enhanced work hardening
ability because of the existence of martensite islands [47].
4.2 Three Theoretical Aspects About Microstructural
Control During RTRP
4.2.1 The Deformation Behavior of Ultrafine Austenite
Deformation behaviors of austenite grains in steels are
always investigated in the size range of much more than
10 lm and three typical mechanisms (work hardening,
dynamic recovery, and recrystallization) have been con-
cluded until now [48–51]. However, as austenite grain size
decreases to smaller than 10 lm, the amount of austenite
grain boundary increases remarkably. Therefore, the
deformation mechanism of ultra-fine austenite grains may
be different from the coarse austenite grains. Taking these
important possibilities into consideration, the ultra-fine
austenite grains were first fabricated, and then their cor-
responding deformation behavior was systematically
studied.
Some efforts had been made in order to illustrate the
coordinating mechanism happening in the deformation of
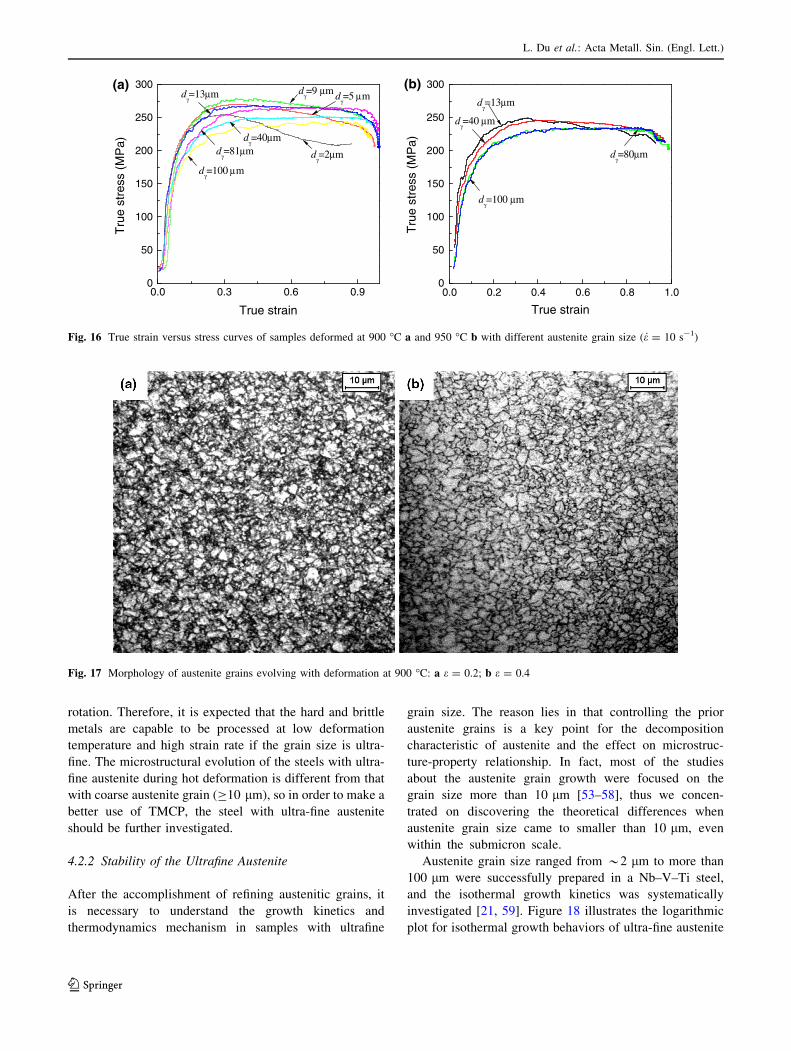
austenite grains in size of 1–3 lm (Fig. 15) [22]. Different
kinds of true strain-true stress curves are clearly identified
at both 900 and 950 �C in single pass compression at a
strain rate of 10 s-1 (Fig. 16). In this condition, DRX can
hardly occur at 900 �C, especially with such a high strain
rate. Therefore, it is deduced that the softening phenome-
non in our experiments could be mostly recognized as a
result of grain boundary sliding.
Further evidence, as shown in Fig. 17, presents coars-
ening austenite grains that still keep equiaxial existing
Fig. 11 TEM image showing the microstructure a and corresponding selected area diffraction pattern b of the sample deformed 75% at 700 �C
and air-cooling to RT after cycle-quenching for three times
Fig. 12 Photo of nano-grained bulk experimental steel plates with
the dimensions of 5.5 mm in thickness and 65 mm in width
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
partially in the samples, and means grain boundary sliding
and/or grain rotation definitely occurs during the process of
high-speed deformation. There is no other mechanism that
can make grains grow without changing their shape, which
is more involved in the researches about superplastic
deformation. Theoretically, superplasticity can be achieved
in any kind of materials if special preconditions are
selected. In most cases, sample with equiaxial ultra-fine
grains is apt to obtain superplasticity with T C 0.5Tm and
low strain rate ( _e B 10-3 s-1) [52]. Therefore, austenite
grain boundary sliding could be mainly in connection with
the relatively higher deformation temperatures (T & 0.6Tm
in our research) and such small initial grain size (1–3 lm).
Deformation behaviors of austenite grains with the size
C10 lm are mainly dominated by the dislocation move-
ment including work hardening, dynamic recovery, and
recrystallization, which are the theoretical basis of TMCP
of the steels. It is observed that the deformation resistance
of *2 lm austenite is reduced by taking the advantage of
the new mechanisms of grain boundary sliding and/or grain
Fig. 13 SEM micrograph of the warm-rolled and air-cooled experimental steel, showing the polygonal ferrite with dispersive precipitates a and
EDS analysis of precipitates b
Fig. 14 SEM micrographs of the warm-rolled and water-quenched experimental steel: a fully transformation and completely recrystallization;
b partly transformation and inadequately recrystallization
Fig. 15 Ultrafine austenite obtained after four-time repetitive treat-
ment of reheating and quenching
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
rotation. Therefore, it is expected that the hard and brittle
metals are capable to be processed at low deformation
temperature and high strain rate if the grain size is ultra-
fine. The microstructural evolution of the steels with ultra-
fine austenite during hot deformation is different from that
with coarse austenite grain (C10 lm), so in order to make a
better use of TMCP, the steel with ultra-fine austenite
should be further investigated.
4.2.2 Stability of the Ultrafine Austenite
After the accomplishment of refining austenitic grains, it
is necessary to understand the growth kinetics and
thermodynamics mechanism in samples with ultrafine
grain size. The reason lies in that controlling the prior
austenite grains is a key point for the decomposition
characteristic of austenite and the effect on microstruc-
ture-property relationship. In fact, most of the studies
about the austenite grain growth were focused on the
grain size more than 10 lm [53–58], thus we concen-
trated on discovering the theoretical differences when
austenite grain size came to smaller than 10 lm, even
within the submicron scale.
Austenite grain size ranged from *2 lm to more than
100 lm were successfully prepared in a Nb–V–Ti steel,
and the isothermal growth kinetics was systematically
investigated [21, 59]. Figure 18 illustrates the logarithmic
plot for isothermal growth behaviors of ultra-fine austenite
0.0 0.3 0.6 0.90
50
100
150
200
250
300
0.0 0.2 0.4 0.6 0.8 1.00
50
100
150
200
250
300d
γ=13μm
dγ=81μm
dγ=100 μm
dγ=40 μm
dγ=9 μm d
γ=5 μm
Tru
e st
ress
(M
Pa)
True strain
dγ=2μm
(a)
dγ=100 μm
dγ=80μm
dγ=40μm
Tru
e st
ress
(M
Pa)
True strain
dγ=13μm
(b)
Fig. 16 True strain versus stress curves of samples deformed at 900 �C a and 950 �C b with different austenite grain size ( _e = 10 s-1)
Fig. 17 Morphology of austenite grains evolving with deformation at 900 �C: a e = 0.2; b e = 0.4
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
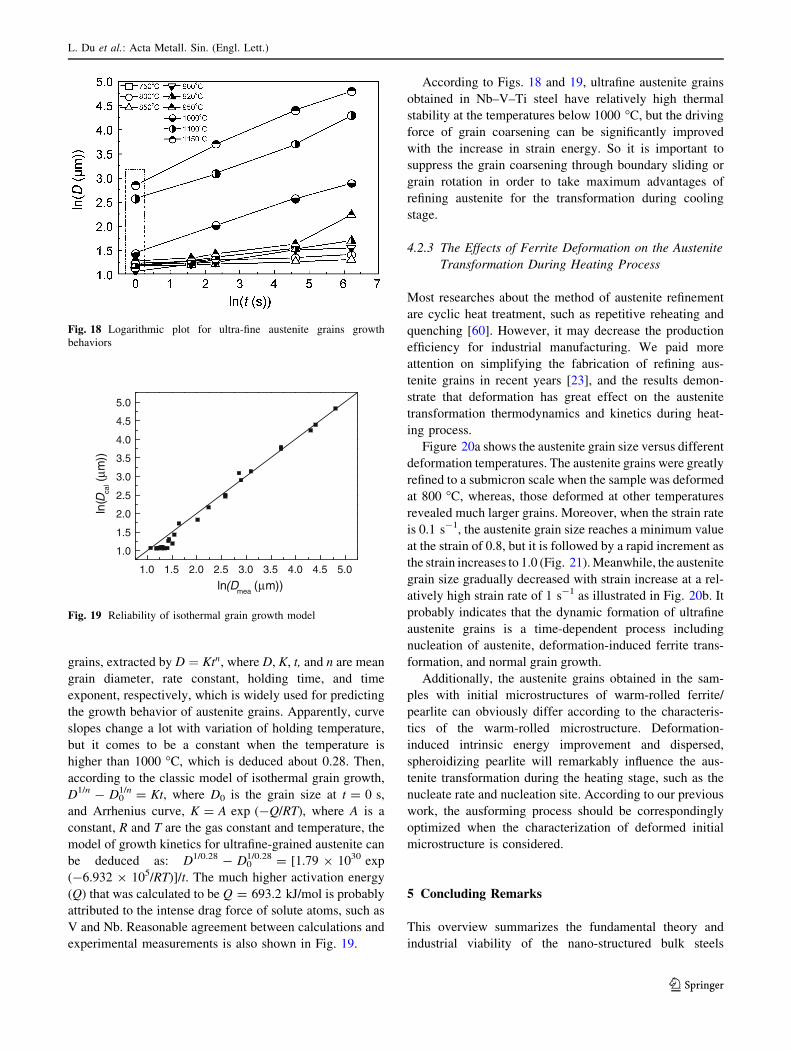
grains, extracted by D ¼ Ktn, where D, K, t, and n are mean
grain diameter, rate constant, holding time, and time
exponent, respectively, which is widely used for predicting
the growth behavior of austenite grains. Apparently, curve
slopes change a lot with variation of holding temperature,
but it comes to be a constant when the temperature is
higher than 1000 �C, which is deduced about 0.28. Then,
according to the classic model of isothermal grain growth,
D1/n - D01/n = Kt, where D0 is the grain size at t = 0 s,
and Arrhenius curve, K = A exp (-Q/RT), where A is a
constant, R and T are the gas constant and temperature, the
model of growth kinetics for ultrafine-grained austenite can
be deduced as: D1/0.28 - D01/0.28 = [1.79 9 1030 exp
(-6.932 9 105/RT)]/t. The much higher activation energy
(Q) that was calculated to be Q = 693.2 kJ/mol is probably
attributed to the intense drag force of solute atoms, such as
V and Nb. Reasonable agreement between calculations and
experimental measurements is also shown in Fig. 19.
According to Figs. 18 and 19, ultrafine austenite grains
obtained in Nb–V–Ti steel have relatively high thermal
stability at the temperatures below 1000 �C, but the driving
force of grain coarsening can be significantly improved
with the increase in strain energy. So it is important to
suppress the grain coarsening through boundary sliding or
grain rotation in order to take maximum advantages of
refining austenite for the transformation during cooling
stage.
4.2.3 The Effects of Ferrite Deformation on the Austenite
Transformation During Heating Process
Most researches about the method of austenite refinement
are cyclic heat treatment, such as repetitive reheating and
quenching [60]. However, it may decrease the production
efficiency for industrial manufacturing. We paid more
attention on simplifying the fabrication of refining aus-
tenite grains in recent years [23], and the results demon-
strate that deformation has great effect on the austenite
transformation thermodynamics and kinetics during heat-
ing process.
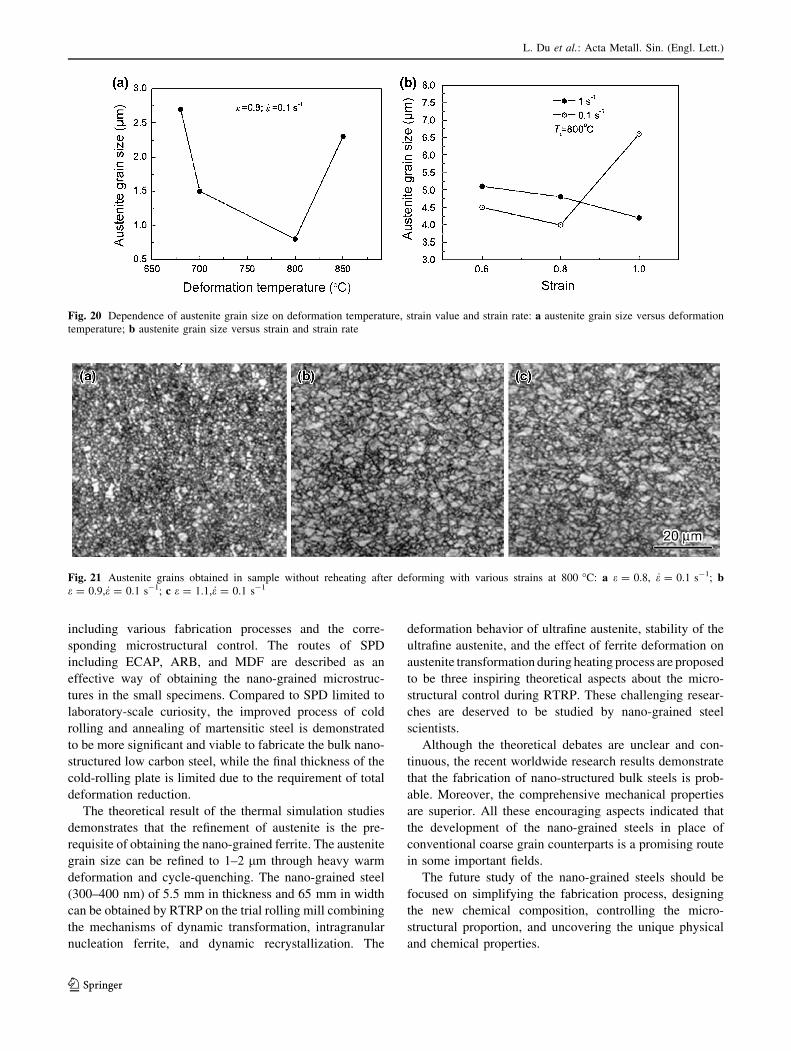
Figure 20a shows the austenite grain size versus different
deformation temperatures. The austenite grains were greatly
refined to a submicron scale when the sample was deformed
at 800 �C, whereas, those deformed at other temperatures
revealed much larger grains. Moreover, when the strain rate
is 0.1 s-1, the austenite grain size reaches a minimum value
at the strain of 0.8, but it is followed by a rapid increment as
the strain increases to 1.0 (Fig. 21). Meanwhile, the austenite
grain size gradually decreased with strain increase at a rel-
atively high strain rate of 1 s-1 as illustrated in Fig. 20b. It
probably indicates that the dynamic formation of ultrafine
austenite grains is a time-dependent process including
nucleation of austenite, deformation-induced ferrite trans-
formation, and normal grain growth.
Additionally, the austenite grains obtained in the sam-
ples with initial microstructures of warm-rolled ferrite/
pearlite can obviously differ according to the characteris-
tics of the warm-rolled microstructure. Deformation-
induced intrinsic energy improvement and dispersed,
spheroidizing pearlite will remarkably influence the aus-
tenite transformation during the heating stage, such as the
nucleate rate and nucleation site. According to our previous
work, the ausforming process should be correspondingly
optimized when the characterization of deformed initial
microstructure is considered.
5 Concluding Remarks
This overview summarizes the fundamental theory and
industrial viability of the nano-structured bulk steels
Fig. 18 Logarithmic plot for ultra-fine austenite grains growth
behaviors
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
ln(D
cal (
μm))
ln(Dmea
(μm))
Fig. 19 Reliability of isothermal grain growth model
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
including various fabrication processes and the corre-
sponding microstructural control. The routes of SPD
including ECAP, ARB, and MDF are described as an
effective way of obtaining the nano-grained microstruc-
tures in the small specimens. Compared to SPD limited to
laboratory-scale curiosity, the improved process of cold
rolling and annealing of martensitic steel is demonstrated
to be more significant and viable to fabricate the bulk nano-
structured low carbon steel, while the final thickness of the
cold-rolling plate is limited due to the requirement of total
deformation reduction.
The theoretical result of the thermal simulation studies
demonstrates that the refinement of austenite is the pre-
requisite of obtaining the nano-grained ferrite. The austenite
grain size can be refined to 1–2 lm through heavy warm
deformation and cycle-quenching. The nano-grained steel
(300–400 nm) of 5.5 mm in thickness and 65 mm in width
can be obtained by RTRP on the trial rolling mill combining
the mechanisms of dynamic transformation, intragranular
nucleation ferrite, and dynamic recrystallization. The
deformation behavior of ultrafine austenite, stability of the
ultrafine austenite, and the effect of ferrite deformation on
austenite transformation during heating process are proposed
to be three inspiring theoretical aspects about the micro-
structural control during RTRP. These challenging resear-
ches are deserved to be studied by nano-grained steel
scientists.
Although the theoretical debates are unclear and con-
tinuous, the recent worldwide research results demonstrate
that the fabrication of nano-structured bulk steels is prob-
able. Moreover, the comprehensive mechanical properties
are superior. All these encouraging aspects indicated that
the development of the nano-grained steels in place of
conventional coarse grain counterparts is a promising route
in some important fields.
The future study of the nano-grained steels should be
focused on simplifying the fabrication process, designing
the new chemical composition, controlling the micro-
structural proportion, and uncovering the unique physical
and chemical properties.
Fig. 20 Dependence of austenite grain size on deformation temperature, strain value and strain rate: a austenite grain size versus deformation
temperature; b austenite grain size versus strain and strain rate
Fig. 21 Austenite grains obtained in sample without reheating after deforming with various strains at 800 �C: a e = 0.8, _e = 0.1 s-1; be = 0.9, _e = 0.1 s-1; c e = 1.1, _e = 0.1 s-1
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123
References
[1] Y. Estrin, A. Vinogradov, Acta Mater. 61, 782 (2013)
[2] R. Song, D. Ponge, D. Raabe, J.G. Speer, D.K. Matlock, Mater.
Sci. Eng. A 441, 1 (2006)
[3] Y. Kimura, T. Inoue, F. Yin, K. Tsuzaki, Science 320, 1057
(2008)
[4] V. Kumar, I.V. Singh, B.K. Mishra, R. Jayaganthan, Acta Me-
tall. Sin. (Engl. Lett.) 27, 359 (2014)
[5] F. Djavanroodi, A.A. Zolfaghari, M. Ebrahimi, K. Nikbin, Acta
Metall. Sin. (Engl. Lett.) 27, 95 (2014)
[6] R.D.K. Misra, W.W. Thein-Han, T.C. Pesacreta, K.H. Hasen-
stein, M.C. Somani, L.P. Karjalainen, Adv. Mater. 21, 1280
(2009)
[7] C.Z. Duan, M.J. Wang, Acta Metall. Sin. (Engl. Lett.) 26, 97
(2013)
[8] H.F. Lan, L.X. Du, N. Zhou, X.H. Liu, Acta Metall. Sin. (Engl.
Lett.) 27, 19 (2014)
[9] Y.Y. Xiong, N. Li, H.W. Jiang, Z.G. Li, Z. Xu, L. Liu, Acta
Metall. Sin. (Engl. Lett.) 27, 272 (2014)
[10] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature 419, 912 (2002)
[11] T.H. Fang, W.L. Li, N.R. Tao, K. Lu, Science 331, 1587 (2011)
[12] R. Song, D. Ponge, D. Raabe, Acta Mater. 52, 1075 (2005)
[13] M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe, Acta Mater. 59,
658 (2011)
[14] Q. Wei, D. Jia, K.T. Ramesh, E. Ma, Appl. Phys. Lett. 81, 1240
(2002)
[15] D. Jia, K.T. Ramesh, E. Ma, Acta Mater. 51, 3495 (2003)
[16] J.K. Choi, D.H. Seo, J.S. Lee, K.K. Um, W.Y. Choo, ISIJ Int.
43, 746 (2003)
[17] D.H. Shin, B.C. Kim, K.T. Park, W.Y. Choo, Acta Mater. 48,
3245 (2000)
[18] O.A. Kaibyshev, J. Mater. Process. Technol. 117, 300 (2001)
[19] N. Tsuji, R. Ueji, Y. Minamino, Y. Saito, Scr. Mater. 46, 305
(2002)
[20] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Acta Mater. 50,
4177 (2002)
[21] L.X. Du, S.J. Yao, X.H. Liu, G.D. Wang, Acta Metall. Sin.
(Engl. Lett.) 22, 7 (2009)
[22] S.J. Yao, L.X. Du, X.H. Liu, G.D. Wang, Adv. Mater. Res. 657,
89 (2010)
[23] S.J. Yao, L.X. Du, X.H. Liu, G.D. Wang, Acta Metall. Sin.
(Engl. Lett.) 21, 391 (2008)
[24] M.J. Zehetbauer, Y.T. Zhu, Bulk Nanostructured Materials
(Wiley-VCH Verlag GmbH & Co. KGaA Publishing, Wein-
heim, 2009), pp. 21–48
[25] V.M. Segal, V.I. Reznikov, A.E. Drobyshevkiy, V.I. Kopylov,
Russ. Metall. 1, 99 (1981)
[26] V.M. Segal, V.I. Reznikov, V.I. Kopylov, D.A. Pavlik, V.F.
Malyshev, Processy Plasticheskogo Structyroob razovania
Metallov. Minsk. Sci. Eng. (1994) (in Russian)
[27] V.M. Segal, Mater. Sci. Eng. A 271, 322 (1999)
[28] Y. Saito, H. Utsunomiya, N. Tsuji, T. Sakai, Acta Mater. 47, 579
(1999)
[29] T. Hausol, V. Maier, C.W. Schmidt, M. Winkler, H.W. Hoppel,
M. Goken, Adv. Eng. Mater. 12, 740 (2010)
[30] Y. Saito, N. Tsuji, H. Utsunomiya, T. Sakai, R.G. Hong, Scr.
Mater. 39, 1221 (1998)
[31] N. Tsuji, Y. Saito, Y. Utsunomiya, S. Tanigawa, Scr. Mater. 40,
795 (1999)
[32] H. Kitahara, R. Ueji, N. Tsuji, Y. Minamino, Acta Mater. 54,
1279 (2006)
[33] S. Morito, H. Tanaka, R. Konishi, T. Furuhara, T. Maki, Acta
Mater. 51, 1789 (2003)
[34] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Sci. Technol. Adv.
Mater. 5, 153 (2004)
[35] H.F. Lan, W.J. Liu, X.H. Liu, ISIJ Int. 47, 1652 (2007)
[36] S. Lee, S.J. Lee, S.S. Kumar, K. Lee, B.C. Decooman, Metall.
Mater. Trans. A 42, 3638 (2011)
[37] S. Lee, S.J. Lee, B.C. Decooman, Scr. Mater. 65, 225 (2011)
[38] P.J. Gibbs, E.D. Moor, M.J. Merwin, B. Clausen, J.G. Speer,
D.K. Matlock, Metall. Mater. Trans. A 42, 3691 (2011)
[39] M. Eskandari, A. Najafizadeh, A. Kermanpur, M. Karimi, Mater.
Des. 30, 3869 (2009)
[40] S. Rajasekhara, P.J. Ferreira, L.P. Karjalainen, A. Kyrolainen,
Metall. Mater. Trans. A 38, 1202 (2007)
[41] X.Y. Wang, D.Y. Li, Wear 255, 836 (2003)
[42] T. Yokota, M.C. Garcia, H.K.D.H. Bhadeshia, Scr. Mater. 51,
767 (2004)
[43] L.X. Du, M.X. Xiong, S.J. Yao, X.H. Liu, G.D. Wang, Acta
Metall. Sin. (in Chinese) 43, 59 (2007)
[44] S. Zhang, N. Hattori, M. Enomoto, T. Tarui, ISIJ Int. 36, 1301
(1996)
[45] L. Cheng, K.M. Wu, Acta Mater. 57, 3754 (2009)
[46] R.A. Grange, Metall. Trans. 2, 65 (1971)
[47] J. Hu, L.X. Du, H. Xie, P. Yu, R.D.K. Misra, Mater. Sci. Eng. A
605, 186 (2014)
[48] B.X. Wang, X.H. Liu, G.D. Wang, Mater. Sci. Eng. A 393, 102
(2005)
[49] F.H. Samuel, S. Yue, J.J. Jonas, K.R. Barnes, ISIJ Int. 30, 216
(1990)
[50] W.Y. Yang, A.M. Hu, Z.Q. Sun, Acta Metall. Sin. (in Chinese)
36, 1050 (2000)
[51] B. Wang, W. Fu, Z. Lv, P. Jiang, W. Zhang, Y. Tian, Mater. Sci.
Eng. A 487, 108 (2008)
[52] J.S. Zhang, High Temperature Deformation and Failure of
Materials (Science Press, Beijing, 2007), p. 1 (in Chinese)
[53] S. Matsuda, N. Okumura, Trans. ISIJ. 18, 198 (1978)
[54] J. Moon, J. Lee, C. Lee, Mater. Sci. Eng. A 459, 40 (2007)
[55] C.G. Xu, Y.G. Tian, Spec. Steel (in Chinese) 16, 19 (1995)
[56] P.A. Manohar, D.P. Junne, T. Chandra, C.R. Killmore, ISIJ Int.
36, 194 (1996)
[57] O.M. Akselsen, U. Grong, N. Ryum, N. Christensen, Acta Me-
tall. 34, 1807 (1986)
[58] C.M. Sellars, J.A. Whiteman, Met. Sci. 13, 187 (1979)
[59] S.J. Yao, L.X. Du, X.H. Liu, G.D. Wang, J. Mater. Sci. Technol.
25, 615 (2009)
[60] Y. Kimura, S. Takagi, S. Terasaki, T. Hara, K. Tsuzaki, in
Proceedings of 4th Workshop on HIPERS-21 (Korea Institute of
Metals and Materials Press, Pohang, 2002)
L. Du et al.: Acta Metall. Sin. (Engl. Lett.)
123