etas bpm diapositivas
TRANSCRIPT

MANUAL DE LAS BUENAS PRACTICAS DE MANUFACTURAS
1.- QUE SON BUENAS PRACTICAS DE MANUFACTURAS2.- QUE ES UN MANUAL DE BPM3.- ESTRUCTURA DEL MANUAL DE BPM4.- GENERALIDADES, POLÍTICAS Y OBJETIVOS DE CALIDAD EMPRESARIAL5.- ORGANIZACIÓN PARA LA CALIDAD6.- CRITERIOS DE BPM ACUERDO DECRETO 3075/977.- AÉREAS DE APLICACIÓN DE LAS BPM8.- REQUISITOS PARA EL CUMPLIMIENTO DE LAS BPM
9.- CONTROL DE CALIDAD DE LAS BPM
10.QUE ES UN PLAN DE EVALUACIÓN Y SEGUIMIENTO DE BPM
1. QUE SON BUENAS PRACTICAS DE MANUFACTURAS
A- DEFINICIÓNB- TRAZABILIDADC- MATERIAS PRIMASD- ESTRUCTURA ESTABLECIMIENTOS E HIGIENEE- PERSONALF- HIGIENE Y ELABORACIÓNG- ALMACENAMIENTO Y TRANSPORTEH- CONTROL DE PROCESOS I- DOCUMENTACIÓN
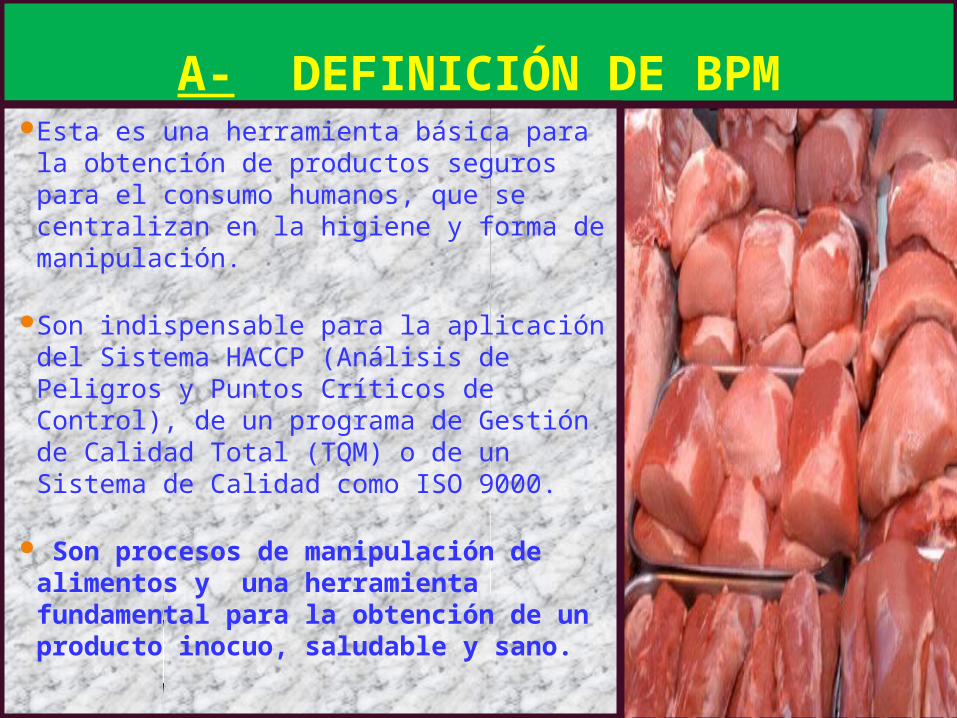
A- DEFINICIÓN DE BPMEsta es una herramienta básica para la
obtención de productos seguros para el consumo humanos, que se centralizan en la higiene y forma de manipulación.
Son indispensable para la aplicación del Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), de un programa de Gestión de Calidad Total (TQM) o de un Sistema de Calidad como ISO 9000.
Son procesos de manipulación de alimentos y una herramienta fundamental para la obtención de un producto inocuo, saludable y sano.
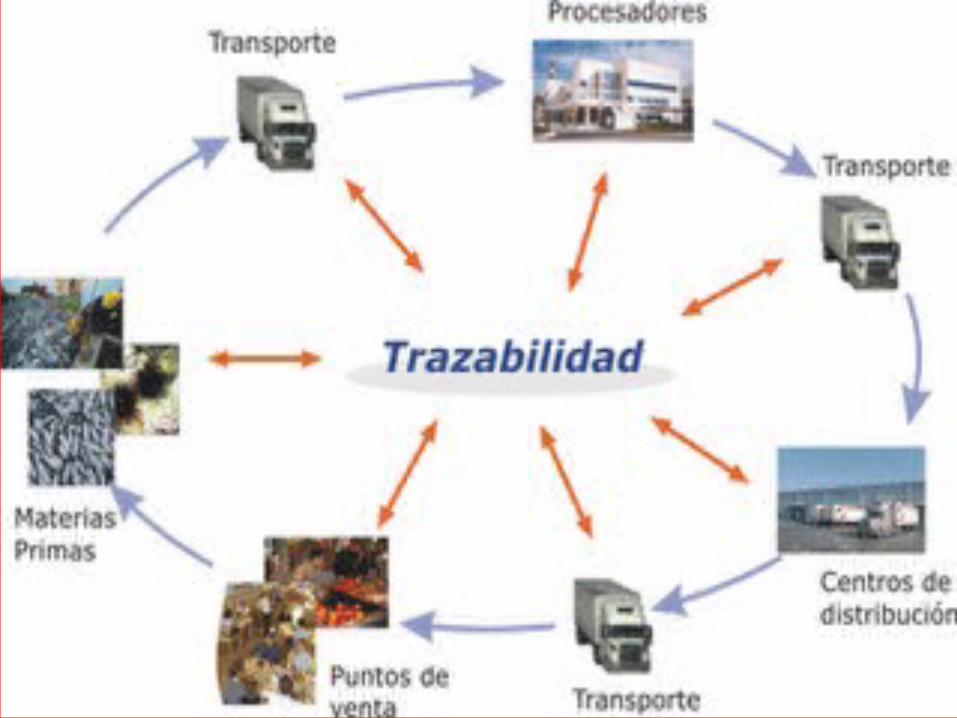

B ) TRAZABILIDAD ALIMENTARIA
Se entiende trazabilidad como el conjunto de aquellos procedimientos preestablecidos y autosuficientes que permiten conocer el histórico, la ubicación y la trayectoria de un producto.
Procedimiento que, mediante el registro, identificación y transmisión de información, permite el seguimiento y localización de los productos a lo largo de una cadena de comercialización.
La legislación europea establece como trazabilidad la capacidad de seguir cualquier alimento a lo largo de todas las etapas de producción y distribución.
BUENAS
PRACTICAS DE
MANUFACTURA
C- Materias PrimasLa calidad de las Materias
Primas no deben comprometer el desarrollo de las Buenas Prácticas.
Si se sospecha que las materias primas son inadecuadas para el consumo, deben aislarse y rotularse claramente, para luego eliminarlas.
Las Materias Primas deben ser almacenadas en condiciones apropiadas que aseguren la protección contra contaminantes
BUENAS
PRACTICAS DE
MANUFACTURA
D- Establecimientos EstructuraEl establecimiento no debeestar ubicado en zonas que seinunden, que contengan oloresobjetables, humo, polvo, gases,luz y radiación que puedenafectar la calidad del producto.Asimismo, deben existir tabiqueso separaciones para impedir lacontaminación cruzada.El agua utilizada debe ser
potable,ser provista a presión adecuada ya la temperatura necesaria.
BUENAS
PRACTICAS DE
MANUFACTURA
D- Establecimientos EstructuraLos equipos y los utensiliospara la manipulación dealimentos deben ser de unmaterial que no transmitasustancias tóxicas, olores nisabores.Las superficies de trabajo nodeben tener hoyos, ni
grietas. Serecomienda evitar el uso demaderas y de productos quepuedan corroerse.
BUENAS
PRACTICAS DE
MANUFACTURA
D-Establecimientos HigienePara la limpieza y la desinfecciónes necesario utilizar productosque no tengan olor ya quepueden producir contaminaciones.Para organizar estas tareas, esrecomendable aplicar los POES(Procedimientos OperativosEstandarizados de Saneamiento).Las sustancias tóxicas debenestar rotuladas con un etiquetadobien visible y ser almacenadas enáreas exclusivas.
BUENAS
PRACTICAS DE
MANUFACTURA
E- PersonalSe aconseja que todas laspersonas que manipulenalimentos reciban capacitaciónsobre "Hábitos y manipulaciónhigiénica".Debe controlarse el estado desalud y la aparición de posiblesenfermedades contagiosasentre los manipuladores.La higiene también involucraconductas que puedan dar lugar
ala contaminación, tales comocomer, fumar, salivar u otrasprácticas antihigiénicas.
BUENAS
PRACTICAS DE
MANUFACTURA
F- Higiene en la ElaboraciónLas materias primas utilizadasno deben contener parásitos,microorganismos o sustanciastóxicas, descompuestas oextrañas. Debe prevenirse la contaminacióncruzada.Los manipuladores deben lavarselas manos cuando puedanprovocar alguna contaminación. La elaboración o el procesadodebe ser llevada a cabo porempleados capacitados ysupervisados por personaltécnico.
BUENAS
PRACTICAS DE
MANUFACTURA
G- Almacenamiento Transporte de Materias Primas y Producto Final.
Las materias primas y el productofinal deben almacenarse ytransportarse en Condicionesóptimas para impedir lacontaminación y/o la proliferaciónde microorganismos. Los vehículos de transporte
debenestar autorizados por un
organismocompetente y recibir un
tratamientohigiénico similar al que se de alestablecimiento.
BUENAS
PRACTICAS DE
MANUFACTURA
H- Control de Procesos en la Producción
Para tener un resultado óptimo en las BPM son necesarios ciertos controles que aseguren el cumplimiento de los procedimientos y los criterios para lograr la calidad esperada en un alimento, garantizar la inocuidad y la genuinidad de los alimentos.
Los controles sirven para detectar la presencia de contaminantes físicos, químicos y/o microbiológicos.
BUENAS
PRACTICAS DE
MANUFACTURA
I- DocumentaciónLa documentación es un aspecto
básico, debido a que tiene el propósito de definir los procedimientos y los controles. Además, permite un fácil y rápido rastreo de productos ante la investigación de productos defectuosos.
El sistema de documentación deberá permitir diferenciar números de lotes, siguiendo la historia de los alimentos desde la utilización de insumos hasta el producto terminado, incluyendo el transporte y la distribución.
Un aspecto común a todos los bloques de trabajo es la supervisión, la documentación y el registro de datos

2DEFINICIÓN
MANUALBPM
El Manual de Las BPM es un Sistema Adecuado de Documentación que permita seguir los pasos de un producto desde el momento de su producción,
cosecha e ingreso de las materias primas al área de producción y elaboración hasta la distribución del producto final!!
3ESTRUCTURA MANUAL
DE LAS BPM
1 - Contaminación por Personal2 - Contaminación por Error de Manipulación3 - Precauciones en las Instalaciones para
Facilitar la Limpieza y Prevenir la Contaminación4 - Contaminación por Materiales en Contacto con
Alimentos5 - Prevención de la Contaminación por Mal Manejo de Agua y Desechos6 - Marco Adecuado de Producción.
Manual de las Buenas
Practicas deManufacturas
1 - Contaminación por Personal
• El personal no debe ser un foco de contaminación durante la elaboración.
• El personal debe realizar sus tareas de acuerdo con las instrucciones recibidas.
• La ropa de calle debe depositarse en un lugar separado del área de manipulación
• Los empleados deben lavar sus manos ante cada cambio de actividad.
• No se debe fumar, ni salivar, ni comer en las áreas de manipulación de alimentos.
• El personal que está en contacto con materias primas o semielaboradas no debe tratar con el producto final a menos que se tomen la medidas higiénicas.
Manual de las Buenas
Practicas deManufacturas
2. CONTAMINACIÓN POR ERROR DE MANIPULACIÓN
Se deben tener cuidados en las etapas demanipulación y obtención de materiasprimas ya que es imposible obtener unproducto de buena calidad si partimos demateria prima de mala calidad.Se debe prevenir la contaminacióncruzada durante la elaboración, evitando el contacto o cruce de materiales endiferentes estados de procesamiento.Se debe capacitar al personal sobre lastareas a realizar, supervisarlo, y brindarlela ayuda necesaria para corregir las fallas.Se deben evitar las demoras durante lasDistintas etapas, ya que el productosemielaborado puede contaminarse
duranteestos períodos.
Manual de las Buenas
Practicas deManufacturas
3. PRECAUCIONES EN LAS INSTALACIONES PARA FACILITAR LA LIMPIEZA Y PREVENIR LA CONTAMINACIÓNSe deben separar físicamente las
operaciones que puedan dar lugar a contaminación cruzada.
• Los vestuarios y baños deben estar separados de las líneas de elaboración y deben mantenerse siempre limpios.
• No se deben usar materiales que dificulten la limpieza, por ejemplo la madera.
• Se deben redondear los rincones, y evitar las pilas de productos que dificulten la limpieza.
• Se debe facilitar la limpieza mediante paredes impermeables y lavables (azulejadas, por ejemplo).
Manual de las Buenas
Practicas deManufactura
s
4. CONTAMINACIÓN POR MATERIALES EN CONTACTO CON ALIMENTOS
Los recipientes que puedan ser reutilizados deben ser limpiados y desinfectados. No se deben volver a usar aquellos que contuvieron sustancias tóxicas.
• Se debe intentar que todos los equipos y utensilios que entran en contacto con alimentos no transmitan sustancias tóxicas, olores ni sabores a los alimentos.
Se deben evitar superficies absorbentes que puedan contribuir a la contaminación del producto.
• Se debe higienizar todo el material y recipientes que hayan entrado en contacto con materia prima y productos semielaborados antes de que entre en contacto con el producto final.
Manual de las Buenas
Practicas deManufactura
s
5. PREVENCIÓN DE LA CONTAMINACIÓN POR MAL MANEJO DE AGUA Y DESHECHOSse debe evitar la contaminación por agua y por desechos como excrementos, residuos agrícolas o industriales.Se debe controlar el abastecimiento de suficiente agua potable tanto en el establecimiento como en las zonas de obtención de materia prima.Se debe evitar el contacto de agua potable con agua no potable Disponer de algún lugar determinado dentro del establecimiento para almacenar la materia prima en mal estado, desechos y productos que presenten alguna no conformidad.
Manual de las Buenas
Practicas deManufactura
s
6. MARCO ADECUADO DE PRODUCCIÓN.Se deben acondicionar las vías
de tránsito interno y perimetrales para que éstas no constituyan foco de contaminación.
• Las instalaciones deben facilitar las operaciones de limpieza y deben permitir sectorizar la producción para separar las operaciones que puedan causar contaminación cruzada.
Se debe evitar el ingreso de animales domésticos a las zonas de elaboración.
• La disposición interna de los equipos y la iluminación deben facilitar la inspección de la higiene del establecimiento.
4GENERALIDADES
POLÍTICAS
OBJETIVOS
DE LA CALIDAD
EMPRESARIAL
GENERALIDADES:
La calidad total es un concepto, una filosofía, una estrategia, un modelo de hacer negocios y está localizado hacia el cliente.La calidad total es un sistema de gestión de calidad que abarca a todas las actividades y a todas las realizaciones de la empresa, poniendo especial énfasis en el cliente interno y en la mejora continua.
4GENERALIDADES
POLÍTICAS
OBJETIVOS
DE LA CALIDAD
EMPRESARIAL
POLÍTICASLa finalidad es que se pueda aplicar a las actividades de cualquier empleado, igualmente podrá aplicarse a la calidad de los productos o servicios que ofrece la compañía.Se deben establecer los estándares de calidad.Los empleados deben tener los conocimientos, necesarios para satisfacer las exigencias del cliente, y así lograr ofrecer excelentes productos y servicios .
4GENERALIDADES
POLÍTICAS
OBJETIVOS
DE LA CALIDAD
EMPRESARIAL
ObjetivosSatisfacer las necesidades de los clientes. Cumplir las disposiciones legales. Mejorar nuestros procesos. Buscar las mejores prácticas para la innovación tecnológica. Proporcionar personal competente a los procesos de la Empresa. Operar bajo un sistema de gestión de la calidad
5 - ORGANIZACIÓN PARA LA CALIDAD
Organizar; establece líneas de autoridad, mejora el rendimiento y calidad del trabajo, y mejora la comunicación.Los principales componentes de la calidad son control de nuevos diseños; control de material que llega, garantía en la manufactura, estudios especiales de procesos y administración general.Una descripción completa de la estructura de la empresa comprende el organigrama, las descripciones de trabajos, descripciones de los puestos, políticas, procedimientos, comités e instalaciones.
6Criterios
de BPM
acuerdo decreto 3075/97
La seccional de salud de acuerdo al decreto 3075 podrá hacer visitas, cuantas veces lo crea necesario sin pre vio aviso para hacer inspección sanitaria y a las BPM estipulado en el Cap 12 Art. 68, 72 y 73.Por medidas sanitarias según el capitulo 14 articulo 83 puede decomisar los productos en mal estado o vencidos para no causar daños en la salud del consumidor. Los productos en mal estado y en descomposición, deben estar en un lugar adecuado para productos desechados, esto esta estipulado en el capitulo 7 Art. 31 Lit, F.
6Criterios
de BPM
acuerdo decreto 3075/97
El decreto nos habla de como tiene que ser la manipulación en la fabricación, procesamiento, preparación, envasado, almacenamiento, cadena de frio, transporte distribución, y comercialización dependiendo del tipo de alimento, para que este no genere factores de riesgo en la salud de los consumidores.
AREAS PERSONAL * Idoneidad para el personal.* Cargo.* Examen Pre -Ocupacional.* Higiene Personal.* Protección personal.*Uniformes.*Elementos de protección.*Enseñanza de la higiene.*Visitantes.* Enfermedades contagiosas.

INSTALACIONES FISICAS
Entornos y vías de accesoPatiosEdificiosPisosParedesTechos
INSTALACIONES SANITARIAS
DUCHASLAVAMANOSINODOROSVESTIDORES LAS INSTALACIONES DEBEN GARANTIZAR
AREAS PARA DESINFECCIÓN DE BOTAS, DELANTALES PLÁSTICOS, HERRAMIENTAS DE MANO Y MATERIAS PRIMAS QUE PERMITAN LAVADO Y DESINFECCIÓN
SERVICIOS PARA LA PLANTA
Abastecimiento de aguaAguas residuales y drenajes.Desechos sólidos (basuras).EnergíaIluminaciónVentilación.Ductos
EQUIPOS
�EQUIPOS Y UTENSILIOS. MATERIALES� MANTENIMIENTO� RECOMENDACIONES ESPECIFICAS PARA UN BUEN �
MANTENIMIENTO SANITARIO. OPERACIONES MATERIAS PRIMAS� PROCESO� PREVENCIÓN DE CONTAMINACIÓN CRUZADA.� EMPAQUE Y ENVASE� ALMACENAMIENTO� TRANSPORTE� EVALUACIÓN DE LA CALIDAD.�
CONTROL DE PLAGAS
Ningún tipo de plaga tales como insectos, roedores y pájaros deben de existir en la planta de proceso.
Debe de existir un plan para el control de plagas. Todos los productos químicos para el control de plagas deben de
estar en un sitio a parte y rotulados. LIMPIEZA Limpieza y sanitización son necesarias para remover residuos que
permitan a los microorganismos crecer y contaminar los productos.
Todos los utensilios y las superficies de contacto con el alimento durante el proceso se lavan y desinfectan efectivamente.
SE DEBEN DE LAVAR TODOS LOS UTENSILIOS QUE SE UTILIZAN EN
EL PROCESO DE ELABORACIÓN DE PRODUCTOS ANTES Y DESPUES DE COMENZAR OPERACIONES.
DESINFECCION
TODAS LAS AREAS DE PROCESO DEBEN SER LAVADAS Y DESINFECTADAS CON PRODUCTOS QUÍMICOS APROBADOS
REQUISITOS PARA CUMPLIR CON LAS BPM
EDIFICACION E INSTALACIONES
Las instalaciones deben contar con una locación, accesos y alrededores limpios y estar alejadas de focos de contaminación.
El diseño y la construcción de la empresa debe proteger los ambientes, aislándolos del exterior por medio de mallas o anjeos. Las áreas del proceso deben estar separadas correctamente de tal manera que su distribución permita realizar sus funciones de la forma continua.
Es necesario tener una buena ventilación que permita la circulación del aire durante todo el proceso.
Revisar que la iluminación sea de una intensidad adecuada y las lámparas estén protegidas.
Los pisos y drenajes deben de ser materiales sanitarios resistentes, no porosos de fácil limpieza y desinfección.
Equipos y Utensilios
Los equipos deben estar bien ubicados con el fin de facilitar la limpieza, desinfección y circulación del personal, en lo posible deben estar hechos de acero inoxidable fáciles de desarmar y armar.
Los equipos deben evitar la contaminación del alimento con lubricantes y combustibles.
La empresa debe contar con un programa de mantenimiento de equipos e instrumentos que garantice el correcto funcionamiento (Decreto 3075/1997)
Personal Manipulador
Estado de salud: el personal manipulador de alimentos debe someterse a un chequeo médico por lo menos una vez al año.
Educación y capacitación: la empresa debe contar con un programa de capacitación continuo y permanente que incluya los temas de manejo higiénico sanitario de los alimentos y sistemas de aseguramiento de la calidad e inocuidad.
El personal debe cumplir con las reglas de higiene y comportamiento, usar la dotación completa limpia, lavar y desinfectar sus manos frecuentemente, mantener las uñas cortas, limpias y sin pintura, no usar maquillaje, perfume ni joyas durante el proceso.
Está prohibido fumar, comer o escupir durante el proceso y dentro de las instalaciones (decreto 3075/1997).
Requisitos higiénicos de fabricación
Manejo higiénico de materias primas e insumos en recepción, almacenamiento y en general durante el proceso.
Todas las operaciones se deben realizar en condiciones sanitarias, estableciendo los controles necesarios para evitar la contaminación del producto.
Manejo de temperaturas adecuadas y control de los tiempos de espera.
Se debe evitar la contaminación del alimento con materiales extraños, con materias primas crudas y con equipos y utensilios sucios; se debe evitar operarios con deficiencias higiénicas.
Es esencial implementar un sistema de codificación de lotes y productos, así como tener la etiqueta correcta en cada empaque, el rotulo acorde con la normatividad vigente y llevar o elaborar un programa de trazabilidad.
Aseguramiento y Control de Calidad
La empresa debe contar con un sistema de aseguramiento de calidad, el cual debe
ser HACCP para garantizar un producto inocuo.
Es necesario que todos los procesos de la planta se encuentren por escrito a
manera de procedimientos operativos estandarizados (POES).
Para monitorear la calidad, es necesario tener una muestra pequeña de cada lote.
Todas las muestras deben ser de igual tamaño y deben ser almacenadas a una
temperatura constante, en caso de lácteos se deben almacenar refrigerados.
se deben tener acceso aun laboratorio de control de calidad bien sea propio o
externo (Decreto 3075/1997).
Saneamiento
Programa de limpieza y desinfección: todo el personal debe tener conocimiento de los
procedimientos de limpieza y desinfección, así mantendrán las instalaciones, equipos y
utensilios desinfectados.
Manejar correctamente las sustancias utilizadas en los procesos de limpieza y
desinfección, sus concentraciones, forma de uso y modo de empleo.
Inspeccionar los procesos de limpieza y desinfección antes durante y después del proceso.
Programa integrado de plagas: las plagas constituyen un peligro para la inocuidad de los
alimentos, ya que pueden transmitir enfermedades. para controlar y prevenir las plagas
se debe:
Mantener todas las áreas limpias y ordenadas: tapar grietas y orificios; manejar
adecuadamente las basuras y mantener con rejilla y en buen estado los desagües
(decreto 3075/1997).
Almacenamiento, distribución, transporte y
comercialización
Se debe contar con un área de almacenamiento que debe mantenerse en
perfecto estado de limpieza y desinfección.
Las condiciones adecuadas de almacenamiento como temperatura, humedad,
ventilación, rotación de productos, almacenamiento sobre estibas y correcto
etiquetado, permiten prolongar el periodo de vida útil del producto y
mantener su calidad mientras se realiza el proceso de comercialización.
El transporte debe realizarse en vehículos refrigerados, estibados, limpios,
desinfectados, y con destinación exclusiva para este tipo de productos
(Decreto 3075/1997).
Capacitación y educación
La capacitación es fundamental para el buen desempeño del personal y para el éxito de
los programas y el sistema de calidad sanitaria de la empresa.
Los empleados de las empresas alimenticias necesitan comprender su papel en la
aplicación de medidas sanitarias y desarrollar sus propias obligaciones teniendo en
mente la inocuidad de los alimentos.
la capacitación puede ser impartida por la empresa o por organizaciones externas de
acuerdo con un programa apropiadamente planificado y documentado, o personas
naturales o jurídicas debidamente autorizadas-
Entre los principales temas de BPM que deben incluirse en la capacitación están:
seguridad e higiene personal, saneamiento, manipulación de alimentos e ingredientes,
técnicas de limpieza y desinfección, sistemas de calidad, enfermedades transmitidas por
alimentos (ETAS) y ecología de la contaminación microbiana (Decreto 3075/1997).
Seguimiento y Evaluación
El seguimiento y la evaluación se llevan a cabo de la manera más adecuada si se ha realizado correctamente una planificación con la que evaluar el progreso y los logros. Tres de las herramientas ofrecidas tratan sobre la planificación: Descripción general de la planificación, Planificación estratégica y Planificación de acción.
En los apartados ¿por qué es necesario el seguimiento y evaluación? y más información sobre seguimiento y evaluación examinamos con más detalle estos aspectos sobre la necesidad de hacer un seguimiento y evaluación y sus implicaciones. También contiene una discusión de distintos enfoques sobre este tema y también de la opinión sobre el empleo de un evaluador externo.
MANUAL BUENAS PRACTICAS DE MANUFACTURAS
TRABAJO PRESENTADO AL PROFESOR:
EDGARDO POLO
ELABORADO POR :
WILLIAM ÁLVAREZGERARDO CHACON GOMEZ
LUZ AURA DALYSMARIA EDILMA MARTÍNEZ
MARIA ISABEL RUEDAYESICA PAOLA GOMEZ
CARLOS ORTIZPEDRO RAMON JIMENEZJAIME ALBERTO ARDILA
ADOLFO GIRALDO