ergonomics ergonomic investments - american society...
TRANSCRIPT
T
ErgonomicsErgonomics
ErgonomicInvestments
A plant-level exploratory analysisBy Tony Brace and Anthony Veltri
THE OCCURRENCE OF MUSCULOSKELETALdisorders (MSDs) in U.S. workplaces can be a signif-icant business concern (Whysall, Haslam &Haslam,2006; Graves, Way, Riley, et al., 2004; Rodrigues,2001; GAO, 1997; NIOSH, 1993). MSDs are typicallylinked to employee operating errors that result insubstandard work quality and reduced operationalproductivity (Graves, et al., 2004; Beevis & Slade,2003; Beevis, 2003; Van Fleet & Bates, 1995). In 2002,MSDs accounted for 487,900 (34%) of the injuriesand illnesses in the U.S. involving days away fromwork (Whysall, et al., 2006). Between 1994 and 2002,the state of Washington estimated the cost of work-ers’ compensation linked to MSDs to be $3.3 billion(Silverstein, Adams & Kalat, 2005).This problem is not unique to U.S.-based indus-
tries. MSDs are the most common formofwork-related illness in today’s indus-trialized nations. In Great Britain, forexample,MSD risk factors can be foundin virtually every occupation andworkplace (Graves, et al., 2004). In2003, work-related MSDs representedtwo-thirds of occupational diseases inFrance, with an incidence rate of morethan 1 in 1,000 workers (Roquelaure,Ha, Leclerc, et al., 2006).Evidenced-based research has shown
that confronting and managing MSDs inthe workplace improves employee workperformance (Beevis & Slade, 2003,Hendrick, 2003; Seeley & Marklin, 2003;Yeow & Sen, 2003; Alexander, 1998;Hendrick, 1996) and overall operationalproductivity (Freivalds & Yun, 1994).Nevertheless, management and techni-cal specialists (e.g., senior-level execu-tives, operations managers, financialspecialists, and design and process engi-neers) remain skeptical about imple-menting engineering and administrativecontrols and practices. Instead, they tend
to perceive ergonomic-type investments as an unnec-essary expense rather than as a fiscally prudent in-vestment intended to enhance business performance(Wynn, 2003; Hendrick, 2003; Fletcher, 2001; Hen-drick, 1996). This skepticism exists in part becauseergonomic specialists have not provided a compellingbusiness case to management and technical special-ists. The purpose of this plant-level analysis is to takean exploratory step toward simplifying the method-ological aspects of making investments in ergonomicpractices, while making the economic and operationalimplications of those investments transparent.
BackgroundA recreational vehicle manufacturing plant locat-
ed in the Pacific Northwest volunteered to partici-pate in the exploratory analysis and agreed to themethods necessary to conduct it. The company hasbeen in business for 38 years and typically employsapproximately 6,000 management and line-levelworkers annually.Concerned about the risk of musculoskeletal
injuries to line-level employees, plant managementarranged for a plant walk-through in order to discussthe various manufacturing processes and tasks thatmay be linked to musculoskeletal risks and disorders.This walk-through was conducted in order to observethe production process and identify specific tasks thatcould present exposures to musculoskeletal risk fac-tors (e.g., forceful exertions, awkward postures, staticloading, vibration) independent of the presence of his-torical injuries. Plant management wanted to avoidlimiting the scope of the inspection to only tasks asso-ciated with injuries, believing this could cause thoseinvolved to overlook areas that may contribute torisks despite not being associated with an injury.Plant management identified three manufactur-
ing processes for consideration during the walk-through: wall press, wall production and end cap.This selection was based on employee reports of dis-comfort during production work. The wall-produc-tion process was selected for the analysis because
Tony Brace, M.S., CPE, has been anergonomist in the semiconductor
industry for the past 4 years and is alsoan instructor at Oregon State
University where he teaches an appliedergonomics class. Prior to this he was asafety and ergonomics consultant for
an Oregon-based workers’compensation insurance company.
Brace holds an M.S. in OccupationalSafety/Human Factors and Ergonomics
from Oregon State University.
Anthony Veltri, Ed.D, CSHM, is anassociate professor of environment,safety and health at Oregon State
University. He specializes in assessingand formulating environment, safetyand health strategy and its economic
impact on a firm’s competitiveperformance. His current research is
aimed at making the business case forSH&E and economic analysis of SH&E
issues and practices. Veltri is aprofessional member of ASSE’sColumbia-Willamette Chapter.
24 PROFESSIONAL SAFETY FEBRUARY 2009 www.asse.org
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 24

www.asse.org FEBRUARY 2009 PROFESSIONAL SAFETY 25
must bemeasured andmarkedwithchalk to determine where the panelsare to be cut. Once the cut line hasbeen determined, an employee usesa saw to cut the panel’s side edges.After one edge and one side have
been cut, a second employee beginsto sand the panel’s plywood sideseams. When all sides and ends arecut, both employees finish the sand-ing process. Ten seams require sand-ing, one half of a seam at a time.Once the panel is cut and sanded, itis picked up by the overhead craneand moved to the next manufactur-ing process (wall production).
MethodThe methodology used to conduct the plant-level
exploratory analysis occurred in three phases (see side-bar below). Phase 1 involved a walk-through of theplant with management to discuss and examine thevarious manufacturing processes and tasks that may
be linked to musculoskeletal risks and dis-orders, obtaining plant management sup-port to conduct the analysis and securingInstitutional Review Board (IRB) approval.In addition, operating performance infor-mation and data about the C&S task wereprovided (e.g., number of hours worked/-day, employee fully loaded labor rate, num-ber of panels manufactured/day, processhistory, concern for possible exposures tomusculoskeletal risks and disorders).Phase 2 involved videotaping three full
work cycles of the C&S task in order torecord and later study the various operat-ing tasks and subtasks involved and todetermine the level of musculoskeletalrisk and estimate operational impact.Informed consent was obtained from theplant manager and from the participatingline-level employees to videotape the task.A functional task analysis (Table 1, p. 26)
was conducted (Gramopadhye & Thaker,1998; Luczak, 1997; Champanis, 1996;Chengalur, Rodgers & Bernard, 2004) toidentify and isolate musculoskeletal riskfactors as well as to calculate the opera-tional impact, specifically the existing levelof task efficiency. The videotape was usedand conventional ergonomic analysisassessment tools such as the rapid upperlimb assessment (RULA) (Chengalur, et al.),American Conference of GovernmentalIndustrial Hygienists (ACGIH) hand activ-ity level (HAL) threshold limit value (TLV)(Chengalur, et al.) and Moore Garg StrainIndex (SI) (Karwowski & Marras, 1998;Moore & Garg, 1995) were employed.To estimate operational impact, the
study team used a predetermined timestandard technique called Maynard Ope-
musculoskeletal risk factors (forceful exertions, awk-ward postures, vibration) were observed during thecut and sand (C&S) task of this process.
The Cut & Sand TaskThe C&S task is initiated when wall panels are
delivered from the lamination area. The panels aremade up of 10 component plywood sheets with afinished fiberglass side and an unfinished plywoodside that are bonded together to make the panel 8 ftwide x 44 ft long. Panels are lifted by an overheadcrane from a staging table and are tilted into a verti-cal position so the fiberglass seams can undergo aquality inspection. Once the inspection is complete,the panel is tilted back to a horizontal position andplaced, plywood side up, on a C&S preparationtable. The overhead crane is then released andmoved back to its starting position.The C&S task involves two key activities: 1) sand
the seams on the plywood to remove imperfections(Photo 1); and 2) cut excess material off the panel’sperimeter so it is uniform in dimension (Photo 2). Toperform these activities, all four edges of the panel
The C&S taskinvolves two keyactivities: 1) sand theseams on the ply-wood to removeimperfections (Photo1, top) and 2) cutexcess material offthe panel’s perimeterso it is uniform indimension (Photo 2).
Exploratory AnalysisMethodologyUnit & Level of Analysis = Individual Plant Site
Phase 1: Perform Up-Front Analysis•Conduct plant walkthrough (examination of manufac-
turing processes).•Obtain plant level management support.•Secure institutional review board approval.•Obtain operating performance data.•Videotape task.
Phase 2: Determine Existing Process Risk &Operational Impact (Task Efficiency)•Assess existing level of musculoskeletal risk.
•Functional task analysis•Conventional ergonomic analysis tools•Rapid Upper Limb Assessment (RULA)•ACGIH HandActivity Level (HAL)•Moore/Garg Strain Index
•Assess existing operational impact (task efficiency).•Engineering work measurement tool•BasicMOST
Phase 3: Estimate Proposed Solution Risk &Operational Impact (Task Efficiency)•Estimate proposed solution level of musculoskeletal
risk.•Functional task analysis•Conventional ergonomic analysis tools•RULA•HAL•Moore/Garg Strain Index
•Estimate proposed solution operational impact (taskefficiency).
•Engineering work measurement tool•BasicMOST
Abstract: This articleshares a plant-levelanalysis of an ergo-nomics intervention.The outcome is anexploratory protocolfor educators, studentsand field practitionersto consider as they goabout making the oper-ational and economicimplications of ergo-nomics investmentsmore transparent.
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 25
26 PROFESSIONAL SAFETY FEBRUARY 2009 www.asse.org
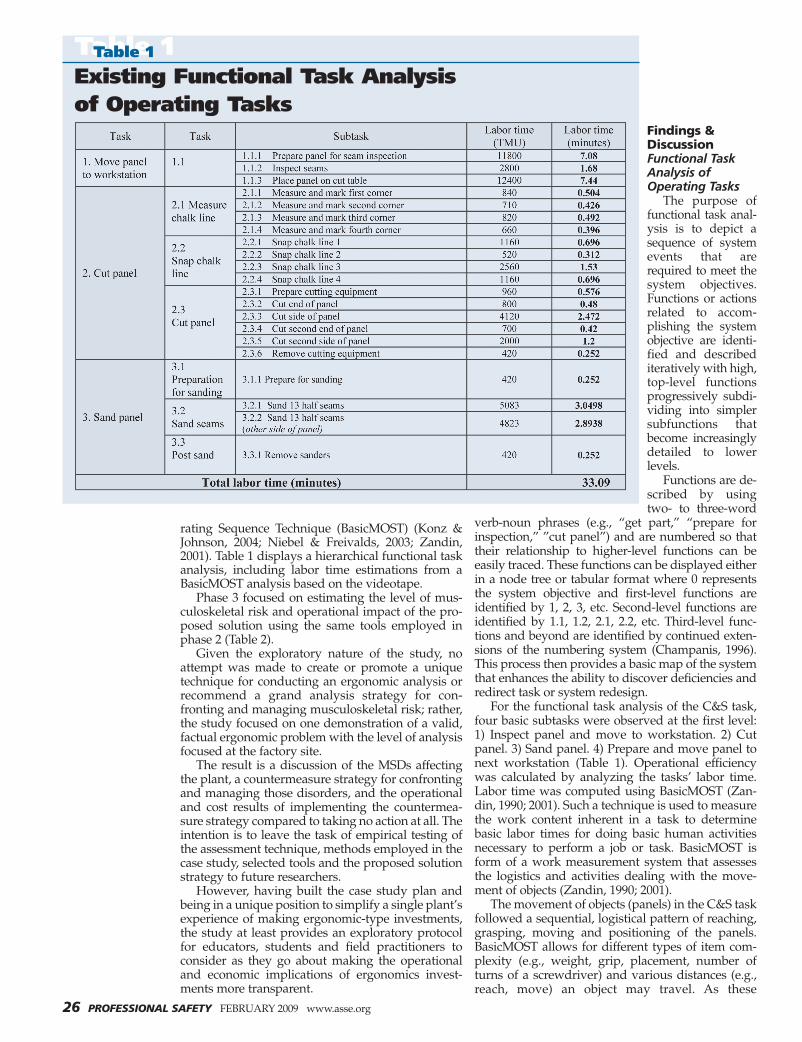
Findings &DiscussionFunctional TaskAnalysis ofOperating TasksThe purpose of
functional task anal-ysis is to depict asequence of systemevents that arerequired to meet thesystem objectives.Functions or actionsrelated to accom-plishing the systemobjective are identi-fied and describediteratively with high,top-level functionsprogressively subdi-viding into simplersubfunctions thatbecome increasinglydetailed to lowerlevels.Functions are de-
scribed by usingtwo- to three-word
verb-noun phrases (e.g., “get part,” “prepare forinspection,” ”cut panel”) and are numbered so thattheir relationship to higher-level functions can beeasily traced. These functions can be displayed eitherin a node tree or tabular format where 0 representsthe system objective and first-level functions areidentified by 1, 2, 3, etc. Second-level functions areidentified by 1.1, 1.2, 2.1, 2.2, etc. Third-level func-tions and beyond are identified by continued exten-sions of the numbering system (Champanis, 1996).This process then provides a basic map of the systemthat enhances the ability to discover deficiencies andredirect task or system redesign.For the functional task analysis of the C&S task,
four basic subtasks were observed at the first level:1) Inspect panel and move to workstation. 2) Cutpanel. 3) Sand panel. 4) Prepare and move panel tonext workstation (Table 1). Operational efficiencywas calculated by analyzing the tasks’ labor time.Labor time was computed using BasicMOST (Zan-din, 1990; 2001). Such a technique is used tomeasurethe work content inherent in a task to determinebasic labor times for doing basic human activitiesnecessary to perform a job or task. BasicMOST isform of a work measurement system that assessesthe logistics and activities dealing with the move-ment of objects (Zandin, 1990; 2001).Themovement of objects (panels) in the C&S task
followed a sequential, logistical pattern of reaching,grasping, moving and positioning of the panels.BasicMOST allows for different types of item com-plexity (e.g., weight, grip, placement, number ofturns of a screwdriver) and various distances (e.g.,reach, move) an object may travel. As these
rating Sequence Technique (BasicMOST) (Konz &Johnson, 2004; Niebel & Freivalds, 2003; Zandin,2001). Table 1 displays a hierarchical functional taskanalysis, including labor time estimations from aBasicMOST analysis based on the videotape.Phase 3 focused on estimating the level of mus-
culoskeletal risk and operational impact of the pro-posed solution using the same tools employed inphase 2 (Table 2).Given the exploratory nature of the study, no
attempt was made to create or promote a uniquetechnique for conducting an ergonomic analysis orrecommend a grand analysis strategy for con-fronting and managing musculoskeletal risk; rather,the study focused on one demonstration of a valid,factual ergonomic problemwith the level of analysisfocused at the factory site.The result is a discussion of the MSDs affecting
the plant, a countermeasure strategy for confrontingand managing those disorders, and the operationaland cost results of implementing the countermea-sure strategy compared to taking no action at all. Theintention is to leave the task of empirical testing ofthe assessment technique, methods employed in thecase study, selected tools and the proposed solutionstrategy to future researchers.However, having built the case study plan and
being in a unique position to simplify a single plant’sexperience of making ergonomic-type investments,the study at least provides an exploratory protocolfor educators, students and field practitioners toconsider as they go about making the operationaland economic implications of ergonomics invest-ments more transparent.
Table 1Table 1
Existing Functional Task Analysisof Operating Tasks
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 26
www.asse.org FEBRUARY 2009 PROFESSIONAL SAFETY 27
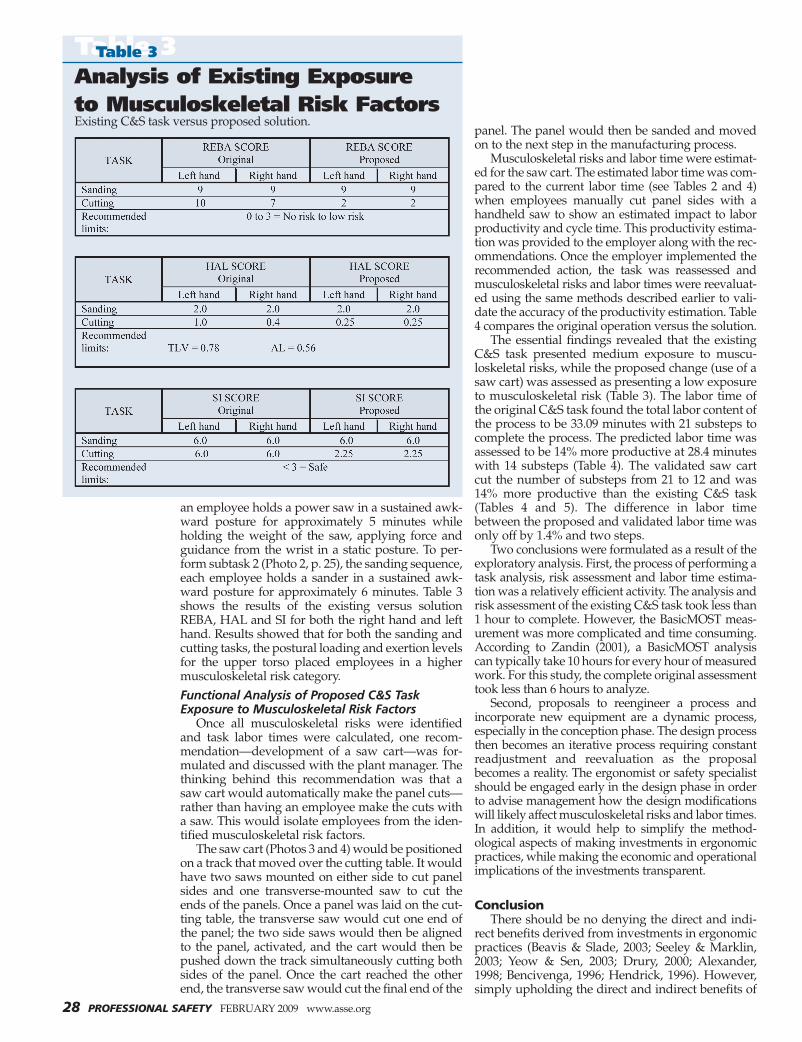
extreme loaded positions. These postural scores arecombined with a frequency score to form a singlescore that indicates the level of musculoskeletal riskemployees have of developing an MSD. Risk is cal-culated on a scale of 1 to 15. A score of 1 indicatesnegligible risk, 2 or 3 indicate low risk, 4 to 7 aremedium risk, 8 to 10 are high risk, and 11 to 15 arevery high risk.The HALTLV is a tool that assesses hand activity
for both hands, and the level of effort for a typicalposture when performing a short-cycle task. Twovariables were measured:1) Hand activity level of repetitiveness and dura-
tion of exertion were assessed on a scale of 1 to 10,where 0 is virtually no activity and 10 is the highestimaginable hand activity.2) Normalized peak force (NPF) was assessed on
a scale of 0 to 10. NPF is what a person of averagestrength would exert in the same posture requiredby the task. A ratio of HAL and NPF is computedand compared to the TLV and action level (AL).Values above .78 exceed the TLV and values above.56 exceed the AL (Chengalur, et al. [TB1], 2004).The SI is used to assess a task’s upper distal
extremity (fingers/hands/wrists) musculoskeletalrisk. It evaluates six different risk factors of a taskand assigns an index number that indicates the levelof severity for a particular risk factor. These risk fac-tors are: intensity of exertion; duration of exertion;efforts per minute; hand/wrist posture; speed ofwork; and number of hours per day the task is per-formed. Index numbers for all six risk factors aremultiplied to provide a risk level score. Scores of lessthan 3 are safe, 4 and 5 are moderate risk, 6 and 7 aresome risk, and scores greater than 7 are high risk(Chengalur, et al., 2004; Karwowski & Marras, 1998;Moore & Garg, 1995).Based on the results of the hierarchical functional
task analysis, of the two subtasks observed, extremepostures appeared to be most prevalent in the cutpanel sequence. To perform subtask 1 (Photo 1, p. 25),
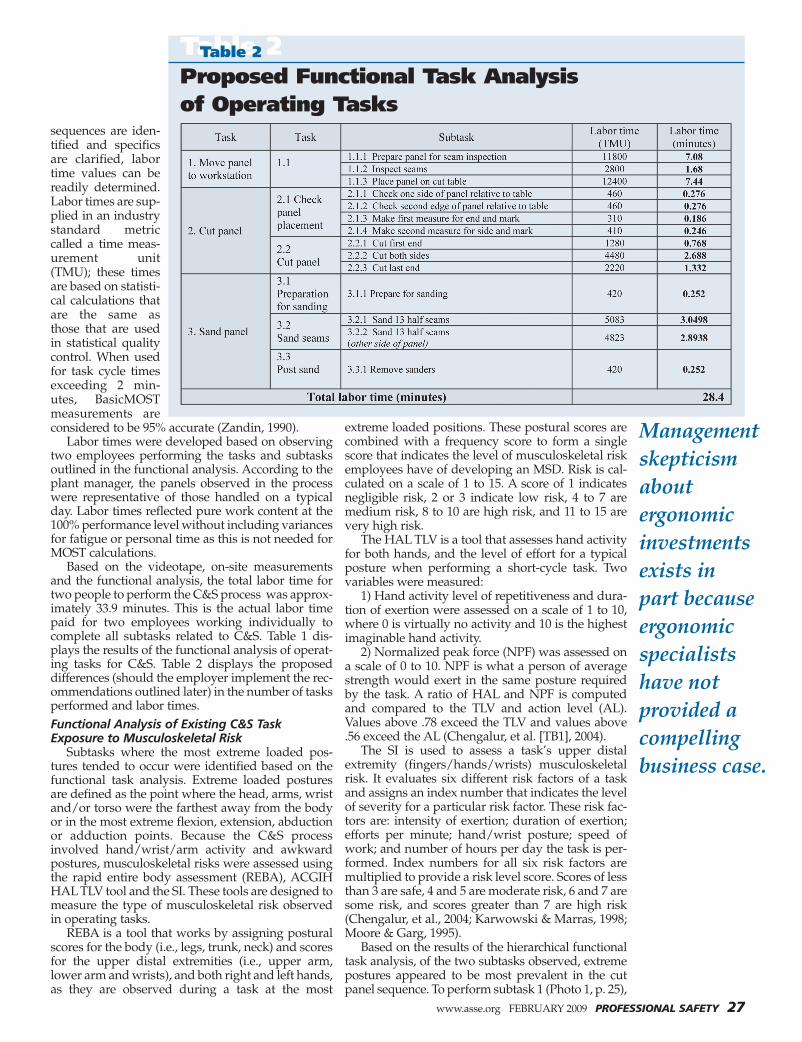
sequences are iden-tified and specificsare clarified, labortime values can bereadily determined.Labor times are sup-plied in an industrystandard metriccalled a time meas-urement unit(TMU); these timesare based on statisti-cal calculations thatare the same asthose that are usedin statistical qualitycontrol. When usedfor task cycle timesexceeding 2 min-utes, BasicMOSTmeasurements areconsidered to be 95% accurate (Zandin, 1990).Labor times were developed based on observing
two employees performing the tasks and subtasksoutlined in the functional analysis. According to theplant manager, the panels observed in the processwere representative of those handled on a typicalday. Labor times reflected pure work content at the100%performance levelwithout including variancesfor fatigue or personal time as this is not needed forMOST calculations.Based on the videotape, on-site measurements
and the functional analysis, the total labor time fortwo people to perform the C&S process was approx-imately 33.9 minutes. This is the actual labor timepaid for two employees working individually tocomplete all subtasks related to C&S. Table 1 dis-plays the results of the functional analysis of operat-ing tasks for C&S. Table 2 displays the proposeddifferences (should the employer implement the rec-ommendations outlined later) in the number of tasksperformed and labor times.Functional Analysis of Existing C&S TaskExposure to Musculoskeletal RiskSubtasks where the most extreme loaded pos-
tures tended to occur were identified based on thefunctional task analysis. Extreme loaded posturesare defined as the point where the head, arms, wristand/or torso were the farthest away from the bodyor in the most extreme flexion, extension, abductionor adduction points. Because the C&S processinvolved hand/wrist/arm activity and awkwardpostures, musculoskeletal risks were assessed usingthe rapid entire body assessment (REBA), ACGIHHALTLV tool and the SI. These tools are designed tomeasure the type of musculoskeletal risk observedin operating tasks.REBA is a tool that works by assigning postural
scores for the body (i.e., legs, trunk, neck) and scoresfor the upper distal extremities (i.e., upper arm,lower arm andwrists), and both right and left hands,as they are observed during a task at the most
Managementskepticismaboutergonomicinvestmentsexists inpart becauseergonomicspecialistshave notprovided acompellingbusiness case.
Table 2Table 2
Proposed Functional Task Analysisof Operating Tasks
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 27
28 PROFESSIONAL SAFETY FEBRUARY 2009 www.asse.org
panel. The panel would then be sanded and movedon to the next step in the manufacturing process.Musculoskeletal risks and labor time were estimat-
ed for the saw cart. The estimated labor timewas com-pared to the current labor time (see Tables 2 and 4)when employees manually cut panel sides with ahandheld saw to show an estimated impact to laborproductivity and cycle time. This productivity estima-tion was provided to the employer along with the rec-ommendations. Once the employer implemented therecommended action, the task was reassessed andmusculoskeletal risks and labor times were reevaluat-ed using the same methods described earlier to vali-date the accuracy of the productivity estimation. Table4 compares the original operation versus the solution.The essential findings revealed that the existing
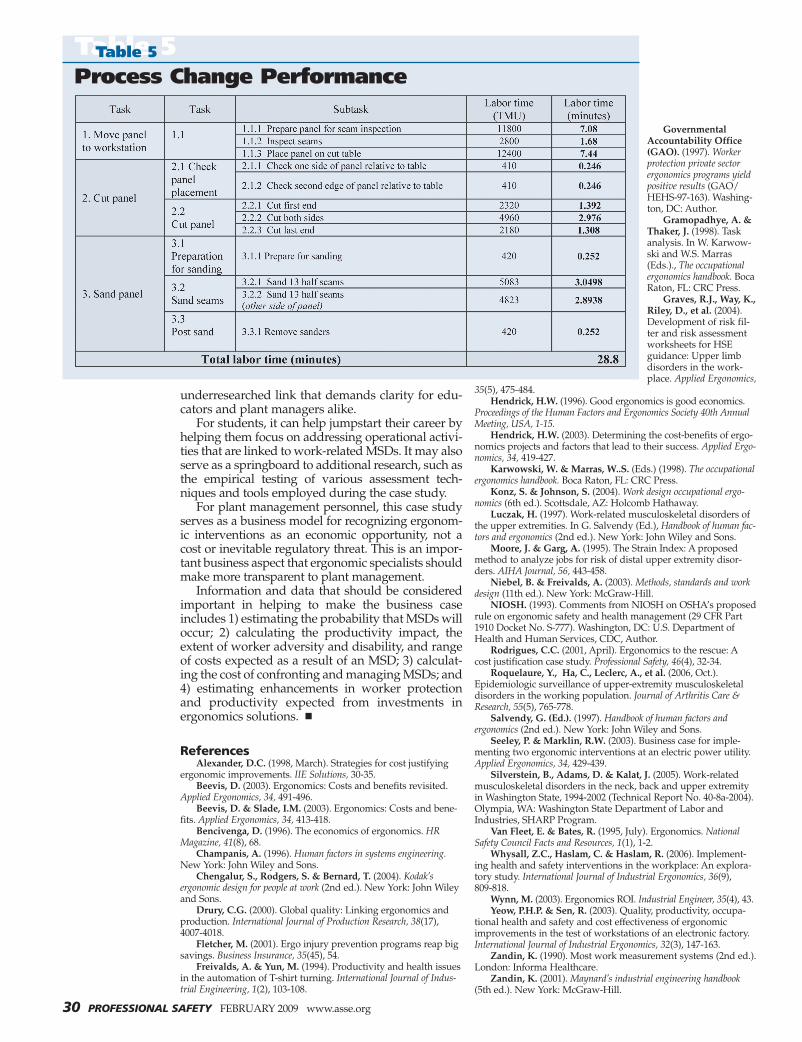
C&S task presented medium exposure to muscu-loskeletal risks, while the proposed change (use of asaw cart) was assessed as presenting a low exposureto musculoskeletal risk (Table 3). The labor time ofthe original C&S task found the total labor content ofthe process to be 33.09 minutes with 21 substeps tocomplete the process. The predicted labor time wasassessed to be 14% more productive at 28.4 minuteswith 14 substeps (Table 4). The validated saw cartcut the number of substeps from 21 to 12 and was14% more productive than the existing C&S task(Tables 4 and 5). The difference in labor timebetween the proposed and validated labor time wasonly off by 1.4% and two steps.Two conclusions were formulated as a result of the
exploratory analysis. First, the process of performing atask analysis, risk assessment and labor time estima-tionwas a relatively efficient activity. The analysis andrisk assessment of the existing C&S task took less than1 hour to complete. However, the BasicMOST meas-urement was more complicated and time consuming.According to Zandin (2001), a BasicMOST analysiscan typically take 10 hours for every hour ofmeasuredwork. For this study, the complete original assessmenttook less than 6 hours to analyze.Second, proposals to reengineer a process and
incorporate new equipment are a dynamic process,especially in the conception phase. The design processthen becomes an iterative process requiring constantreadjustment and reevaluation as the proposalbecomes a reality. The ergonomist or safety specialistshould be engaged early in the design phase in orderto advise management how the design modificationswill likely affectmusculoskeletal risks and labor times.In addition, it would help to simplify the method-ological aspects of making investments in ergonomicpractices, while making the economic and operationalimplications of the investments transparent.
ConclusionThere should be no denying the direct and indi-
rect benefits derived from investments in ergonomicpractices (Beavis & Slade, 2003; Seeley & Marklin,2003; Yeow & Sen, 2003; Drury, 2000; Alexander,1998; Bencivenga, 1996; Hendrick, 1996). However,simply upholding the direct and indirect benefits of
an employee holds a power saw in a sustained awk-ward posture for approximately 5 minutes whileholding the weight of the saw, applying force andguidance from the wrist in a static posture. To per-form subtask 2 (Photo 2, p. 25), the sanding sequence,each employee holds a sander in a sustained awk-ward posture for approximately 6 minutes. Table 3shows the results of the existing versus solutionREBA, HAL and SI for both the right hand and lefthand. Results showed that for both the sanding andcutting tasks, the postural loading and exertion levelsfor the upper torso placed employees in a highermusculoskeletal risk category.
Functional Analysis of Proposed C&S TaskExposure to Musculoskeletal Risk FactorsOnce all musculoskeletal risks were identified
and task labor times were calculated, one recom-mendation—development of a saw cart—was for-mulated and discussed with the plant manager. Thethinking behind this recommendation was that asaw cart would automatically make the panel cuts—rather than having an employee make the cuts witha saw. This would isolate employees from the iden-tified musculoskeletal risk factors.The saw cart (Photos 3 and 4)would be positioned
on a track thatmoved over the cutting table. It wouldhave two saws mounted on either side to cut panelsides and one transverse-mounted saw to cut theends of the panels. Once a panel was laid on the cut-ting table, the transverse saw would cut one end ofthe panel; the two side saws would then be alignedto the panel, activated, and the cart would then bepushed down the track simultaneously cutting bothsides of the panel. Once the cart reached the otherend, the transverse sawwould cut the final end of the
Table 3Table 3
Analysis of Existing Exposureto Musculoskeletal Risk FactorsExisting C&S task versus proposed solution.
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 28

www.asse.org FEBRUARY 2009 PROFESSIONAL SAFETY 29
ergonomic intervention to provide observed datasupport for the proposition. The result is a discus-sion of the role that a well-designed and implement-ed ergonomics strategy, informed by exploratoryanalysis and observation, can play in preventingMSDs and improving operating performance.The case study contributes in several ways. For
educators, it adds a level of understanding of how toarrange learning conditions that specifically focuson an alternative way of gaining plant managementsupport for investments in ergonomic interventions.It also provides insights on the connection betweenergonomics and operational performance; this is an
musculoskeletal solutions without providing a com-pelling business case will likely fall short in the pur-suit of investments.In addition, it can be difficult for ergonomic in-
vestment proposals to compete with other invest-ment alternatives. In this case, plant managementwanted to invest in ergonomic improvements for thesame reasons it made other strategic investmentswithin the plant—management expects those invest-ments to contribute to operational performance,enhance economic performance, reduce risk toresources and lower the firm’s contingent liability.The study also found that plantmanagement was
interested in investing in practices to confront andmanage MSDs, but prior experience suggested thatthe process was complicated and presentedmethod-ological issues and economic and operational impli-cations. Despite this, the plant had invested in thepast to counteract MSDs and expressed a desire tobetter understand the economic impact of theseinvestments.This case study is an exploratory step toward
understanding how to formulate a compelling strat-egy to help plant management simplify themethodological aspects of making musculoskeletalinvestments. In addition, it was important to makethe economic and operational implications moretransparent. During the study, the researchers recog-nized the management acumen and technicalknowledge required by plant staff to confront andmanage musculoskeletal risks and understand howMSDs can affect employee performance. It could bereasoned that the plant’s operating performance andworker MSD risk could be affected by manage-ment’s perceptions of the need for ergonomic invest-ments and interventions.With this proposition in mind, the study team
conducted a single case study of the activities thattypically would drive an ergonomic interventionand an exploratory empirical test of the parts of the
A saw cart (Photos 3and 4) was recom-mended because itwould automaticallymake the panelcuts—rather thanhaving an employeemake the cuts with asaw. This would iso-late employees fromthe identified muscu-loskeletal risk factors.
Existing vs. SolutionCategory Existing Solution
No. of hours worked per day 8 8Employee fully loaded labor rate 15.88 15.88No. of panels manufactured 10 14 to 15Capital required (saw table) ~$1,500 material cost
~80 hours labor costFunctional task analysis 21 substeps 14 substepsof operating tasksMusculoskeletal risk REBA= medium to high risk REBA= low risk
ACGIH HAL TLV= medium risk ACGIH HAL TLV= acceptableSI = some to moderate risk SI = safe
Labor time (minutes) 33.09 28.8Productivity increase 14%
Table 4Table 4
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 29
30 PROFESSIONAL SAFETY FEBRUARY 2009 www.asse.org
GovernmentalAccountability Office(GAO). (1997).Workerprotection private sectorergonomics programs yieldpositive results (GAO/HEHS-97-163). Washing-ton, DC: Author.
Gramopadhye, A. &Thaker, J. (1998). Taskanalysis. In W. Karwow-ski and W.S. Marras(Eds.)., The occupationalergonomics handbook. BocaRaton, FL: CRC Press.
Graves, R.J., Way, K.,Riley, D., et al. (2004).Development of risk fil-ter and risk assessmentworksheets for HSEguidance: Upper limbdisorders in the work-place. Applied Ergonomics,
35(5), 475-484.Hendrick, H.W. (1996). Good ergonomics is good economics.
Proceedings of the Human Factors and Ergonomics Society 40th AnnualMeeting, USA, 1-15.
Hendrick, H.W. (2003). Determining the cost-benefits of ergo-nomics projects and factors that lead to their success. Applied Ergo-nomics, 34, 419-427.
Karwowski, W. & Marras, W..S. (Eds.) (1998). The occupationalergonomics handbook. Boca Raton, FL: CRC Press.
Konz, S. & Johnson, S. (2004).Work design occupational ergo-nomics (6th ed.). Scottsdale, AZ: Holcomb Hathaway.
Luczak, H. (1997). Work-related musculoskeletal disorders ofthe upper extremities. In G. Salvendy (Ed.), Handbook of human fac-tors and ergonomics (2nd ed.). New York: John Wiley and Sons.
Moore, J. & Garg, A. (1995). The Strain Index: A proposedmethod to analyze jobs for risk of distal upper extremity disor-ders. AIHA Journal, 56, 443-458.
Niebel, B. & Freivalds, A. (2003).Methods, standards and workdesign (11th ed.). New York: McGraw-Hill.
NIOSH. (1993). Comments from NIOSH on OSHA’s proposedrule on ergonomic safety and health management (29 CFR Part1910 Docket No. S-777). Washington, DC: U.S. Department ofHealth and Human Services, CDC, Author.
Rodrigues, C.C. (2001, April). Ergonomics to the rescue: Acost justification case study. Professional Safety, 46(4), 32-34.
Roquelaure, Y., Ha, C., Leclerc, A., et al. (2006, Oct.).Epidemiologic surveillance of upper-extremity musculoskeletaldisorders in the working population. Journal of Arthritis Care &Research, 55(5), 765-778.
Salvendy, G. (Ed.). (1997). Handbook of human factors andergonomics (2nd ed.). New York: John Wiley and Sons.
Seeley, P. & Marklin, R.W. (2003). Business case for imple-menting two ergonomic interventions at an electric power utility.Applied Ergonomics, 34, 429-439.
Silverstein, B., Adams, D. & Kalat, J. (2005). Work-relatedmusculoskeletal disorders in the neck, back and upper extremityin Washington State, 1994-2002 (Technical Report No. 40-8a-2004).Olympia, WA: Washington State Department of Labor andIndustries, SHARP Program.
Van Fleet, E. & Bates, R. (1995, July). Ergonomics. NationalSafety Council Facts and Resources, 1(1), 1-2.
Whysall, Z.C., Haslam, C. & Haslam, R. (2006). Implement-ing health and safety interventions in the workplace: An explora-tory study. International Journal of Industrial Ergonomics, 36(9),809-818.
Wynn, M. (2003). Ergonomics ROI. Industrial Engineer, 35(4), 43.Yeow, P.H.P. & Sen, R. (2003). Quality, productivity, occupa-
tional health and safety and cost effectiveness of ergonomicimprovements in the test of workstations of an electronic factory.International Journal of Industrial Ergonomics, 32(3), 147-163.
Zandin, K. (1990). Most work measurement systems (2nd ed.).London: Informa Healthcare.
Zandin, K. (2001).Maynard’s industrial engineering handbook(5th ed.). New York: McGraw-Hill.
underresearched link that demands clarity for edu-cators and plant managers alike.For students, it can help jumpstart their career by
helping them focus on addressing operational activi-ties that are linked towork-relatedMSDs. It may alsoserve as a springboard to additional research, such asthe empirical testing of various assessment tech-niques and tools employed during the case study.For plant management personnel, this case study
serves as a business model for recognizing ergonom-ic interventions as an economic opportunity, not acost or inevitable regulatory threat. This is an impor-tant business aspect that ergonomic specialists shouldmake more transparent to plant management.Information and data that should be considered
important in helping to make the business caseincludes 1) estimating the probability thatMSDswilloccur; 2) calculating the productivity impact, theextent of worker adversity and disability, and rangeof costs expected as a result of an MSD; 3) calculat-ing the cost of confronting andmanagingMSDs; and4) estimating enhancements in worker protectionand productivity expected from investments inergonomics solutions. �
ReferencesAlexander, D.C. (1998, March). Strategies for cost justifying
ergonomic improvements. IIE Solutions, 30-35.Beevis, D. (2003). Ergonomics: Costs and benefits revisited.
Applied Ergonomics, 34, 491-496.Beevis, D. & Slade, I.M. (2003). Ergonomics: Costs and bene-
fits. Applied Ergonomics, 34, 413-418.Bencivenga, D. (1996). The economics of ergonomics. HR
Magazine, 41(8), 68.Champanis, A. (1996). Human factors in systems engineering.
New York: John Wiley and Sons.Chengalur, S., Rodgers, S. & Bernard, T. (2004). Kodak’s
ergonomic design for people at work (2nd ed.). New York: John Wileyand Sons.
Drury, C.G. (2000). Global quality: Linking ergonomics andproduction. International Journal of Production Research, 38(17),4007-4018.
Fletcher, M. (2001). Ergo injury prevention programs reap bigsavings. Business Insurance, 35(45), 54.
Freivalds, A. & Yun, M. (1994). Productivity and health issuesin the automation of T-shirt turning. International Journal of Indus-trial Engineering, 1(2), 103-108.
Table 5Table 5
Process Change Performance
024_030_BraceVeltri_0209:Layout 1 1/13/2009 12:54 PM Page 30