eficiència energètica en el sector químic i situació a catalunya. [742
TRANSCRIPT
Eficiència energètica en el sector químic i Situació
a Catalunya
Centre d’Innovació SIMPPLE.
Gener 2005
Informes i estudis tecnològics encarregats per l’Institut
Català d’Energia
SITUACIÓ TECNOLÒGICA DEL SECTOR QUÍMIC I LES SEVES MILLORS TECNOLOGIES DISPONIBLES EN CONSUM D’ENERGIA
Realitzat pel Centre d’Innovació SIMPPLE per encàrrec de l’Institut Català d’Energia (ICAEN)
Gener 2005

i
ÍNDEX GENERAL
TOM I. Resum de l’estudi
Introducció.................................................................................................... I-2
- Estalvi d'energia en els processos químics industrials.............................. I-2
Situació tecnològica del sector a Catalunya.................................................. I-6
Valoració de les millores estudiades.............................................................. I-6
Bibliografia..................................................................................................... I-10
TOM II. Avaluació de les tecnologies eficients avançades
1) Bones pràctiques generals............................................................................ II-2
2) Processos d’evaporació. Evaporador multiefecte.......................................... II-20
3) Processos de separació per membranes...................................................... II-28
4) Integració de processos: Tecnologia PINCH per a l’ optimització de xarxes de bescanviadors de calor............................................................................ II-42
5) Intensificació de processos........................................................................... II-52
6) Control avançat de processos....................................................................... II-56
7) Eines computacionals de simulació............................................................... II-65
8) Avaluació del Cicle de Vida (ACV) de processos i productes........................ II-74
TOM III. Directori dels proveïdors de tecnologies avançades
I - 1
TOM I.
RESUM DE L’ESTUDI
I - 2
INTRODUCCIÓ
L'Institut Català de l'Energia està desenvolupant un projecte per identificar i avaluar les Millors Tecnologies Disponibles en els diferents sectors industrials de Catalunya, per tal de proporcionar a les empreses solucions i alternatives per disminuir el seu consum energètic.
El Centre d’Innovació SIMPPLE, de la Universitat Rovira i Virgili de Tarragona, col·labora amb l’ICAEN en l'assessorament abans mencionat per al sector químic, sota la supervisió del Dr. Francesc Castells, catedràtic del Departament d’Enginyeria Química d’aquesta universitat. L’objectiu de l’estudi és triple:
(1) Analitzar la situació tecnològica actual del sector químic a Catalunya (anàlisi qualitativa), del que està implantat d'aquestes tecnologies energètiques i d'altres tecnologies eficients més innovadores
(2) Actualitzar l'avaluació de les tecnologies energètiques que ja es tenen identificades, descartant les obsoletes, i fer l'avaluació de les noves tecnologies que han aportat els subministradors o implantat les indústries més innovadores
(3) Recollir els subministradors de noves tecnologies aparegudes en els darrers anys
Estalvi d'energia en els processos químics industrials
Una planta química industrial és un conjunt d’instal·lacions que fan possible que unes matèries primeres es transformin en productes acabats de valor comercial. Per què pugui considerar-se com a planta química, com a mínim una d’aquestes transformacions ha de ser una reacció química. Tot i això, la major part dels processos que es desenvolupen en una planta química són habitualment processos sense reacció química, pel que podrien també trobar-se en altres sectors industrials.
Els principals tipus d’equips de procés que poden trobar-se en una instal·lació industrial del sector químic són els següents:
(1) Equips de reacció
- Reactors agitats, per operacions en discontinu (batch) o en continu (CSTR)
- Reactors tubulars
- Reactors catalítics de llit fix
- Reactors de llit fluiditzat
- Cel·les electrolítiques
I - 3
(2) Equips per a processos de separació
- Separadors flash
- Columnes de destil·lació
- Columnes d’absorció / stripping
- Columnes d’extracció
- Equips de separació de sòlids (ciclons, decantadors, filtres, cristal·litzadors...)
- Membranes
(3) Equips de transferència de calor
- Bescanviadors de calor
- Evaporadors / assecadors
- Equips de producció de vapor (calderes...)
- Equips de producció de fred
- Torres de refrigeració, aerorefrigerants, etc.
(4) Equips de bombeig, compressió i similars
- Bombes
- Compressors
- Turbines
- Extrussores
- Equips d’obtenció de buit
(5) Altres equips de procés
- Equips de mescla (agitats mecànicament o no)
- Equips de trituració/molturació
- Instal·lacions d’emmagatzematge i envasat
(6) Instrumentació i sistemes de control
L'anàlisi energètica d'una planta productiva del sector químic, per tant, hauria d'incidir sobre tots aquests tipus d’instal·lacions.
L’estalvi d’energia pot aconseguir-se bàsicament de dues maneres:
a) Reduint directament els propis requeriments energètics de la instal·lació productiva, ja sigui de forma individual per a cada equip de procés, o integrant els consums i generacions d’energia de diferents parts de la planta
I - 4
(integració de xarxes de bescanviadors, utilització de sistemes de cogeneració, etc.).
b) Mitjançant un augment de la productivitat de la planta, de forma que el consum energètic per unitat produïda disminueixi. En aquest augment de productivitat s’inclou qualsevol situació que impliqui una reducció de la quantitat de productes fora d’especificacions, reducció de la generació de residus, reaprofitament de productes secundaris, etc.
Les estratègies per aconseguir ambdós tipus d’estalvi energètic poden basar-se en modificacions del procés productiu de diferent envergadura. Se’n mencionen els següents tipus:
- Optimització de les condicions d’operació (pressió, temperatura, cabals, concentració...) en una unitat de procés. Normalment, aquest tipus de canvi no implica cap inversió en capital, pel que el guany econòmic és immediat.
- Integració dels processos de la planta: optimització de la xarxa de vapor o de la de bescanviadors de calor, cogeneració de vapor i electricitat, factors d’escala... Tots aquests conceptes poden afectar l’eficiència global de la instal·lació productiva sense necessitat de variar les condicions particulars de cada unitat del procés.
- Optimització del sistema de control, que pot estar relacionat amb els dos conceptes anteriors; pot facilitar que el procés operi en les condicions desitjades i/o aprofitar informació de tota la planta per establir les condicions d’operació òptimes.
- Millora dels dissenys dels equips. Per exemple, canvi del material o increment dels gruixos d’aïllament tèrmic, utilització de motors adequats (no excessivament sobredimensionats) als requeriments del procés, modificacions geomètriques (en difusors, agitadors, plats de columnes de destil·lació, increment de l’àrea de contacte en serpentins refrigerants, etc.) per facilitar els processos de transferència de calor i/o matèria que tenen lloc en un equip donat, amb la consegüent reducció d’un temps de reacció, millor velocitat de mescla, etc. Les possibilitats són tan diverses com diversos són els equips i sistemes que es poden considerar. El cost de la inversió requerida serà decisiu per a establir la viabilitat econòmica d’aquest tipus de modificacions.
- Menció especial requereix el disseny de nous equips seguint la filosofia de la intensificació de processos,
- Millores conceptuals a les diferents etapes del procés, ja siguin pròpiament químiques (desenvolupament de nous catalitzadors, utilització de mecanismes de reacció o matèries primeres alternatives, etc.) o processos auxiliars (definició de noves estratègies de separació, mescla, escalfament o
I - 5
refrigeració, etc.). Aquest tipus de modificacions poden implicar una activitat d’R+D+i d’una certa envergadura, però a vegades també poden aplicar-se sense modificacions importants en la instal·lació productiva.
- Utilització de processos alternatius conceptualment diferents. Aquest tipus de canvi implicaria la modificació total de la planta productiva, pel que només té sentit en el moment de construir-se una nova instal·lació.
Aquesta diversitat d’estratègies per aconseguir un estalvi energètic s’afegeix a la pròpia diversitat de processos desenvolupats per la indústria química. Cada planta química pot tenir característiques molt específiques. Moltes vegades es troben equips o processos que només es desenvolupen en una única instal·lació. Això és especialment cert pel que respecta als processos pròpiament químics (aquells en els quals es desenvolupen reaccions químiques). Les característiques físiques (dimensions, condicions acceptables d’operació, etc.) de les instal·lacions productives també poden ser molt diferents d’un cas a un altre, fins i tot quan desenvolupen el mateix tipus de procés o reacció química.
Per tot això, les possibles actuacions d’estalvi energètic depenen significativament de cada cas concret considerat, el que fa que una relació exhaustiva de les millors tecnologies disponibles per a totes les operacions desenvolupades en el sector químic a Catalunya sigui pràcticament impossible.
En el material presentat al TOM II d’aquest estudi, es presenten primer unes normes generals d’estalvi energètic per als equips principals que caracteritzen els processos desenvolupats a les indústries del sector químic. Aquestes normes, o bones pràctiques generals, poden semblar òbvies, però moltes vegades no es segueixen de forma rigorosa.
A més del llistat de bones pràctiques generals, també s’enumeren una sèrie de tecnologies innovadores que poden incorporar-se al sector químic (o implementar-se en major mesura que l’actual) per a l’optimització energètica dels seus processos productius. S’inclouen tant tecnologies que poden ser implantades directament en planta en substitució de les actuals, com eines i metodologies de diagnosi i optimització, les quals es poden utilitzar per avaluar i per optimitzar l’eficiència energètica d’una instal·lació particular. Aquest segon grup de tecnologies és especialment important per la gran diversitat de situacions que podem trobar-nos en aquest sector, com s’ha comentat anteriorment.
Un factor que cal tenir també en compte és que les indústries de procés químic tenen molts aspectes en comú amb altres indústries de procés, pel que les eines d'anàlisi i les solucions d’estalvi energètic que es poden aplicar són també sovint les mateixes.
Finalment, indicar que les dues primeres referències indicades a la bibliografia poden ser utilitzades per augmentar el coneixement sobre el tema. El BREF sobre eficiència energètica, particularment, quan surti publicat, serà un document de
I - 6
treball molt recomanable, si ens basem en els altres BREFs actualment ja publicats, ja sigui en la seva versió definitiva o com a esborrany. Aquests documents poden obtenir-se lliurement a la pàgina web:
http://eippcb.jrc.es/pages/FActivities.htm
SITUACIÓ TECNOLÒGICA DEL SECTOR A CATALUNYA
El sector químic a Catalunya es caracteritza per la seva importància dins l’estat espanyol. Gairebé la meitat de la indústria química de l’estat és a Catalunya, tant pel que fa a la producció en tones com en valor econòmic. El mateix pot dir-se del volum d’importacions o d’exportacions.
A Catalunya, el sector químic és el que en xifres globals consumeix més energia, de l'ordre de 500.000 Tep/any (dades de l’any 1993), pel que requereix una especial atenció.
En una anàlisi global, hom pot observar que a les grans empreses químiques i petroquímiques, amb consums energètics superiors a 20.000 Tep/any, la gestió habitual de l'energia està bastant optimitzada. Actualment, les accions més importants per a l'obtenció d'estalvis significatius d'energia consisteixen en la implantació de tècniques de cogeneració.
L'experiència mostra, però, que en el camp de la petita i mitjana empresa d'aquest sector, encara existeix un gran ventall de possibilitats d'actuació en el tema de l'estalvi energètic, que van des de les més senzilles, com millores en l’aïllament tèrmic, a les més importants, com l'aplicació de sistemes de cogeneració o la instal·lació de cicles d'absorció per a la producció de fred a partir de fonts de calor residual.
VALORACIÓ DE LES MILLORES ESTUDIADES
Com s’ha indicat anteriorment, el primer grup d’actuacions d’estalvi energètic que s’ha de considerar per al sector químic és l’inclòs en l’apartat “Bones pràctiques generals”. Aquestes mesures no constitueixen realment cap tipus de tecnologia innovadora però el seu acompliment es considera necessari de forma prèvia a la implementació de qualsevol altra tecnologia més complexa.
A més de les anteriors normes generals, s’han identificat i analitzat les següents tecnologies innovadores d’estalvi energètic per al sector químic:
- Processos d’evaporació. Evaporador multiefecte
I - 7
L’objectiu de l’evaporació és concentrar una solució que consta d’un solut no volàtil i un dissolvent volàtil, mitjançant l’evaporació parcial d’aquest dissolvent. Si s’utilitza un sol evaporador s’anomena d’efecte simple, mentre que si està constituït per diversos evaporadors connectats entre sí, s’anomena multiefecte.
L’avantatge principal que presenten els evaporadors multiefecte són l’estalvi energètic del sistema d’evaporació, ja que l’entalpia de vapor viu que arriba al primer efecte es pot aprofitar una o més vegades, segons el nombre d’efectes utilitzats. L’aplicabilitat d’aquesta tecnologia dependrà del balanç entre estalvi aconseguit i cost de la inversió requerida. Normalment, el punt òptim es troba al voltant dels tres efectes.
- Processos de separació per membranes
Les membranes són barreres físiques (no necessàriament sòlides) que provoquen la separació dels components d’una mescla.
Existeix una gran diversitat d’aplicacions de les membranes. Per la seva importància industrial i per ser les que poden suposar un major estalvi energètic, se’n destaquen les d’osmosi inversa i pervaporació.
L’osmosi inversa (OI) comparteix amb la microfiltració el liderat dins de les separacions per filtració amb membrana. Amb la OI es poden retenir soluts de pes molecular menor de 200. L’aplicació més extensa de la OI és la desalinització d’aigües, tot i que també té una àmplia aplicabilitat a la indústria alimentària, indústria paperera i tractament d’aigües residuals en general.
La pervaporació és l’únic procés de separació per membrana en què es produeix un canvi de fase, i les membranes adequades són no poroses. Des del punt de vista industrial, la pervaporació és el procés més atractiu ja que permet tractar situacions equivalents a la destil·lació d’una forma energèticament més eficient.
- Integració de processos. Tecnologia PINCH per a l’optimització de xarxes de bescanviadors de calor
La tecnologia Pinch consisteix en la identificació de tots els corrents que han de ser escalfats o refredats en una planta, per establir la forma òptima de relacionar-los en bescanviadors de calor, de forma que es minimitzin els requeriments d’utilitats de fred i calor.
Experiències passades indiquen que el període de retorn de la inversió pot oscil·lar entre els 3 i els 18 mesos.
I - 8
- Intensificació de processos
La intensificació de processos és una filosofia de disseny que es fonamenta en la utilització d’equips de procés el més petits i compactes possibles, per optimitzar els processos de transferència que hi tenen lloc. A efectes pràctics, les solucions adoptades consisteixen moltes vegades en la integració de dues operacions diferents (reacció i separació, reacció i intercanvi de calor, etc.) en un únic equip.
Existeixen diversos processos d’aquest estil desenvolupats arreu del món, però aquest camp encara es troba en un estat de desenvolupament bastant incipient. Per aquest motiu, existeixen incerteses tècniques que limiten el seu ús generalitzat.
- Control avançat de processos
Les plantes productives del sector químic, per les seves pròpies característiques d’operació i riscos associats, presenten un grau relativament elevat d’automatització. Tot i això, durant els últims anys s’ha produït un gran desenvolupament en diverses tècniques avançades de control de procés, amb una implementació encara molt minoritària.
Aquestes tècniques inclouen diversos graus de sofisticació, que poden anar des de l’ajust automàtic dels paràmetres dels controls PID habituals (autotuning) fins a la utilització de tècniques de planificació de la producció en funció de variables externes a la pròpia planta (situació del mercat, cost de matèries primeres, etc.), passant per la utilització d’algorismes de lògica difosa, sensors virtuals (estimadors de propietats), control multivariable, control predictiu, etc.
Totes aquestes tècniques poden ser útils per reduir la variabilitat del procés i, en conseqüència, operar amb seguretat el més a prop de l’òptim que sigui possible.
El cost d’implantació de les tècniques de control avançat pot ser molt baix en comparació als beneficis aconseguibles, pel que la seva utilització és molt recomanable.
I - 9
- Eines computacionals de simulació
La simulació per ordinador consisteix en el càlcul dels diferents equips de procés d’una planta aplicant els principis de conservació de matèria, energia i quantitat de moviment i les lleis físiques i químiques corresponents. Aquests càlculs permeten avaluar d’una forma ràpida, segura i econòmica l’efecte de canvis en les condicions d’operació, en el dissenys dels equips o en la configuració de la planta, de forma que es pot optimitzar l’eficiència energètica o la productivitat de la mateixa.
La simulació de processos convencional és actualment molt utilitzada per al disseny de noves plantes, sobretot en el sector petroquímic, no tant en el de la química fina o la química inorgànica, però limitat normalment a processos en estat estacionari. L’increment en la seva utilització, per exemple en aquests altres subsectors o per estudiar els períodes transitoris de l’operació (arrancada, parada, situacions d’emergència), és una possibilitat molt recomanable per optimitzar energèticament el procés.
A més de les simulacions convencionals, durant els últims anys s’ha produït un gran desenvolupament de la Dinàmica de Fluids Computacional (CFD), que permet estudiar en detall variables addicionals que no poden avaluar-se amb les tècniques anteriors. Entre aquestes variables poden mencionar-se la geometria dels equips, agitació en processos de mescla, efecte de la presència de diverses fases, etc., totes les quals poden afectar significativament a l’eficiència energètica d’un procés.
- Avaluació del Cicle de Vida (ACV) de processos i productes
L’Anàlisi del Cicle de Vida (ACV) és una eina de gestió que serveix per avaluar el comportament ambiental d’un producte al llarg de tot el seu cicle de vida (“des del bressol a la tomba”). Això vol dir que l’estudi inclou, a més de la fabricació d’aquest producte, la producció de les seves matèries primeres, el seu ús i manteniment i la gestió del residu un cop ha acabat la seva vida útil.
Els estudis d’ACV utilitzen una metodologia molt concreta, que té 4 fases: la definició d’objectius i abast de l’estudi, la realització d’un inventari dels consums (de matèria i energia) i les emissions de cadascuna de les etapes del cicle de vida, l’avaluació dels impactes que aquests consums i emissions poden provocar sobre el medi ambient i finalment una interpretació dels resultats obtinguts (norma ISO 14040).
I - 10
BIBLIOGRAFIA
- J. de Swaan Arons, H. van der Kooi, K. Sankaranarayanan. “Efficiency and Sustainability in the Energy and Chemical Industries”. Book News Inc., 2004
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques for Energy Efficiency”. En desenvolupament. (http://eippcb.jrc.es/pages/FActivities.htm).
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques to Industrial Cooling Systems”. Desembre 2001.
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques in the Chlor-Alkali Manufacturing Industry”. Desembre 2001.
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques in the Pulp and Paper Industry”. Desembre 2001.
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques for Mineral Oil and Gas Refineries”. Febrer 2003.
- Integrated Pollution Prevention and Control (IPPC). “Reference Document on Best Available Techniques in the Large Volume Organic Chemical Industry”. Febrer 2003.
- Integrated Pollution Prevention and Control (IPPC). “Draft Reference Document on Best Available Techniques for the Manufacture of Organic Fine Chemicals”. Febrer 2004.
- Integrated Pollution Prevention and Control (IPPC). “Draft Reference Document on Best Available Techniques in the Large Volume Inorganic Chemicals, Ammonia, Acids and Fertilisers Industries”. Març 2004.
- Integrated Pollution Prevention and Control (IPPC). “Draft Reference Document on Best Available Techniques in the Large Volume Inorganic Chemicals, Solids and Others Industry”. Agost 2004.
- Integrated Pollution Prevention and Control (IPPC). “Draft Reference Document on Best Available Techniques in the Production of Polymers”. Setembre 2004.
II - 1
TOM II.
AVALUACIÓ DE LES TECNOLOGIES EFICIENTS AVANÇADES
II - 2
1) BONES PRÀCTIQUES GENERALS
Abans de començar a parlar de tecnologies eficients innovadores, cal mencionar una sèrie de bones pràctiques que poden suposar un significatiu estalvi energètic.
En aquest context, les bones pràctiques es defineixen com el conjunt de formes correctes d’actuació del personal i de gestió i de control de les activitats industrials, que afavoreixen tant l’ús eficient dels recursos materials i energètics.
a) Descripció genèrica i conceptual de la proposta
Les bones pràctiques generals poden classificar-se en funció de si afecten a aspectes globals d’una planta química o de forma particular a les diferents operacions unitàries que la composen.
Amb aquesta classificació en ment, a continuació s'enumeren les pràctiques que caldrà tenir en compte per millorar el rendiment d’una instal·lació, considerant-la de forma global. En principi no s'ha entrat en gran detall, ja que es suposa que la major part d'elles s'han tractat en altres sectors, o per què llur conveniència és evident en elles mateixes. Això no obstant, es comentaran aspectes que poden afectar de forma especial al sector químic.
- Mesura dels consums energètics de cada equip i unitat de procés
Encara que sembli evident la conveniència de conèixer aquests consums, en moltes plantes químiques només es coneixen dades generals de consums elèctrics o de fuel, però no els consums energètics i/o els fluxos de calor que tenen lloc als diferents equips de procés, el que impedeix la seva anàlisi i, si s’escau, la seva optimització. La identificació i quantificació dels punts de consum energètic és el primer pas per poder procedir a mesures d’estalvi energètic significatives. Per tant, és necessari disposar de la instrumentació suficient per mesurar aquestes variables.
- Aïllament tèrmic
És necessari en tubs i recipients que treballin a temperatures entre 10 i 20 graus per sobre o per sota de la temperatura ambient. Cal evitar tant la pèrdua de calor com de fred. Caldrà doncs, calorifugar també les instal·lacions de fred i les unitats que treballin amb gasos liquats (LPG) a baixa temperatura.
Si no s'aprofita la calor de l'aigua de refrigeració, que és el més habitual, no cal calorifugar les línies de vapor que surten de les columnes cap als condensadors.
Encara que normalment estiguin a temperatura ambient, caldrà calorifugar les línies que pugin gelar-se a l'hivern.
II - 3
- Optimització de xarxes de vapor
De forma general, en funció de la temperatura requerida en una utilització determinada, es triarà el tipus de vapor més adient, que serà aquell de mínima pressió.
El balanç general d'energia permet verificar si la distribució dels diferents elements de la xarxa de vapor és correcta. Per exemple, si existís un excedent de vapor de baixa pressió, potser podria aconseguir-se un estalvi energètic instal·lant una turbina de condensació en lloc d'una de contrapressió, o bé canviant una turbina de vapor per un motor elèctric.
Quan existeixin excedents de vapor de baixa pressió i sigui necessari a nivells de pressió més elevats, una altra possibilitat és la compressió mecànica d'aquest fins la pressió i temperatura requerida. Una altra possibilitat és la incorporació de bombes de calor per absorció aigua/bromur de liti o aigua/amoníac, permet la producció de fred per a un circuit de refrigeració a partir de l'absorció de calor d'un focus calent de baix nivell tèrmic (aigua calenta o vapor de molt baixa pressió).
En processos molt simples, com per exemple un reactor escalfat amb vapor, l'anàlisi global i el particular es confonen però en una xarxa de procés amb diferents punts de consum és molt útil establir un esquema similar per quadrar el balanç total d'energia amb els balanços particulars de cada unitat.
Altres aspectes particulars relacionats amb l’eficiència energètica de les xarxes de vapor són:
- Recuperació de condensats
Els condensats dels corrents de vapor han de recuperar-se al nivell adequat, procurant, si cal, disposar de col·lectors a diferents pressions recuperant el vapor que pugui produir-se per expansió.
- Correcta graduació dels diferents nivells de pressió dels col·lectors de vapor. Quan hi ha turbines que treballen entre dos nivells de pressió, augmenta el rendiment quan la separació entre aquests és màxima.
- Subministrar vapor a nivells inferiors mitjançant turbines, evitant si és possible laminacions (expansions a través de vàlvula), i atemperadors.
Per exemple, si un bescanviador de calor està alimentat amb vapor de mitja pressió, és preferible que aquest vapor surti d'una turbina que s'alimenta amb vapor d'alta pressió i que descarrega prop de les condicions de saturació, que no pas expansionar el vapor d'alta pressió i atemperant-lo abans d'alimentar el bescanviador.
II - 4
- Millores en el sistema de generació d'energia. Observant la distribució dels consums de vapor i d'energia elèctrica es pot aconsellar la instal·lació d'equips de cogeneració. En el cas que el consum de vapor es consideri escàs, es poden instal·lar turbines de vapor que substitueixin a motors elèctrics. En el cas que es requereixi proporcionalment més consum de vapor, es pot instal·lar un sistema de cogeneració amb cicle combinat, en el que la generació de vapor es complementi amb un aportament addicional de combustible en el generador de vapor.
- Canvi turbina/motor (si és possible). Buscar en cada cas l'opció més correcta. En funcionament normal, la turbina sol estar en marxa i es deixa el motor en reserva. No obstant, l'equilibri de la xarxa pot demanar el contrari. Una optimització que minimitzi costos donarà l'opció més correcta. Aquest equilibri podrà ser variat quan la planta inclogui un sistema de cogeneració del qual resulti un excedent d'energia tèrmica.
- Control de procés. Un control de procés correcte és molt important per a l'obtenció de condicions d'operació estables que permetin aconseguir un producte de qualitat assegurada. Si aquestes condicions d'operació s'han optimitzat a fi d'obtenir un màxim aprofitament energètic, un control correcte del procés permetrà mantenir el consum energètic en el mínim valor que s'hagi pogut aconseguir. D’aquest tema es parla més extensament a l’apartat 6. Control avançat de processos.
- Fiabilitat de mesuradors. El balanç energètic global ha de ser compatible amb els balanços locals. Si no és així, s'han de revisar els aparells de mesura corresponents. Si després de revisar-los continua la diferència, caldrà comprovar si existeix algun "bypass" no controlat pel mesurador o alguna fuita no controlada d'aigua o de vapor.
- Realització d’auditories energètiques. Les auditories les realitzen professionals especialitzats amb el suport de les administracions competents. La participació de personal extern a la pròpia planta és molt recomanable perquè permet la introducció de noves tecnologies eficients, potser no conegudes internament a l’empresa.
Una auditoria energètica requereix l’anàlisi de cadascun dels equips de la planta, la qual es basa en la realització de balanços de matèria i energia per caracteritzar els consums reals de la unitat. L’auditoria s’estructura en tres fases:
1-. Inventari. Recopilació de tota la informació tècnica necessària i característica de la instal·lació
2-. Anàlisi de les dades recollides
3-. Diagnòstic: en aquesta fase es detecten les accions a emprendre per millorar l’eficiència energètica de les instal·lacions. Aquestes millores poden consistir,
II - 5
per una part, en variacions en les condicions d'operació, o bé en mesures addicionals que requereixin una modificació més important de la instal·lació.
Passant ja a les bones pràctiques particulars dels diferents equips i unitats que podem trobar en una planta química, s'han considerat els equips següents, representatius de tots els tipus indicats a la introducció (pàgines 3-4). No s’han inclòs altres equips que s’han explicat amb més detall a les altres tecnologies eficients, com poden ser els evaporadors, els bescanviadors de calor, etc.
- Reactor batch
- Columnes de destil·lació
- Separadors flash
- Absorció / stripping
- Xarxes d'aire comprimit
- Producció de buit. Ejectors de vapor
A continuació es descriuen els aspectes principals de cada un d’aquests equips remarcant els aspectes relacionats amb el consum energètic dels mateixos i les possibles mesures d’estalvi que s’hi poden aplicar.
REACTOR BATCH
És un reactor químic de funcionament discontinu perfectament agitat. Consisteix en un tanc o vas tancat en el qual té lloc una reacció química. Pot ser també un tub cilíndric o un loop. Disposa sovint d'un sistema d'agitació mecànica, tot i que l'agitació en alguns casos, pot ser deguda a una bomba de circulació.
Normalment el recipient es manté tancat durant la seva operació, excepte pel venteig que serveix per prevenir pèrdues de material, pol·lució i perill per al personal de planta. Si la reacció és a pressió, el venteig és substituït per una vàlvula de seguretat. Aquest tipus de reactor s'utilitza en plantes pilot de múltiples usos i en indústries alimentàries i farmacèutiques.
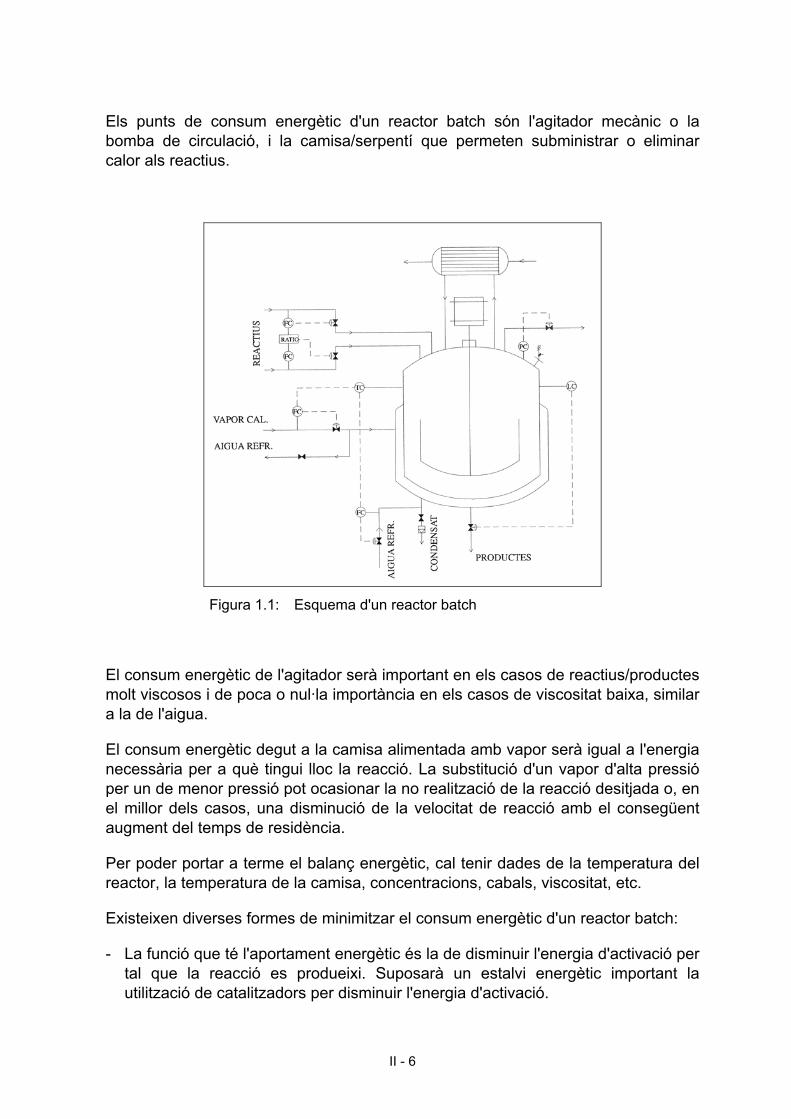
L'esquema de la figura 1.1 descriu els elements més habituals d'un reactor batch. S’incorpora també una camisa externa que permet l'addició de calor provinent d'una línia de vapor, o bé l'eliminació de calor mitjançant un fluid refrigerant. Moltes vegades, la camisa està complementada amb un serpentí intern, ja sigui per refrigeració o per escalfament.
II - 6
Els punts de consum energètic d'un reactor batch són l'agitador mecànic o la bomba de circulació, i la camisa/serpentí que permeten subministrar o eliminar calor als reactius.
Figura 1.1: Esquema d'un reactor batch
El consum energètic de l'agitador serà important en els casos de reactius/productes molt viscosos i de poca o nul·la importància en els casos de viscositat baixa, similar a la de l'aigua.
El consum energètic degut a la camisa alimentada amb vapor serà igual a l'energia necessària per a què tingui lloc la reacció. La substitució d'un vapor d'alta pressió per un de menor pressió pot ocasionar la no realització de la reacció desitjada o, en el millor dels casos, una disminució de la velocitat de reacció amb el consegüent augment del temps de residència.
Per poder portar a terme el balanç energètic, cal tenir dades de la temperatura del reactor, la temperatura de la camisa, concentracions, cabals, viscositat, etc.
Existeixen diverses formes de minimitzar el consum energètic d'un reactor batch:
- La funció que té l'aportament energètic és la de disminuir l'energia d'activació per tal que la reacció es produeixi. Suposarà un estalvi energètic important la utilització de catalitzadors per disminuir l'energia d'activació.
II - 7
Si en el procés ja s'utilitzen catalitzadors, es poden buscar noves substàncies que actuïn com a tal i que suposin una millora del procés en aquest aspecte.
- Si s'augmenta l'entalpia d'entrada dels reactius, es pot arribar més aviat a superar l'energia d'activació. Per aconseguir això, es poden utilitzar fonts residuals de calor per preescalfar l’alimentació de reactius.
- Existeixen reaccions exotèrmiques que inicialment necessiten un aportament d'energia per superar l'energia d'activació, però una vegada començada aquesta, es comença a desprendre calor que s'ha d'evacuar per la camisa. Aquest calor es pot aprofitar per altres usos. A vegades és útil un reflux exterior per controlar millor la temperatura de reacció.
- Sempre que hi hagi un estalvi de temps, tindrem un estalvi energètic. A continuació s'enumeren alguns paràmetres que es poden optimitzar per augmentar la velocitat de reacció.
i) La proporció inicial de reactius.
ii) Si en la reacció hi ha involucrat un producte/reactiu en fase gas, es important el control de la pressió en el reactor (en alguns casos serà important augmentar-la i en altres serà millor utilitzar un equip de buit).
iii) També influirà la velocitat d'agitació; s'ha d'intentar que aquesta sigui el suficientment alta per a què la mescla de reactius sigui el màxim d’homogènia per afavorir el contacte entre les diferents espècies i per tant la reacció.
Els reactors batch s'utilitzen per a produccions a petita escala, ja que necessiten menys equips auxiliars (bombes, sistemes de control ...). També s'utilitzen quan el ventall de productes a produir sigui molt gran, ja que permeten una major flexibilitat de condicions d’operació, un major control de la reacció i un menor temps per tenir-lo preparat (rentat i posta en marxa). Per això, s'utilitzen en la indústria dels polímers, colorants, productes químics de gran puresa i productes farmacèutics.
Per a produccions elevades, resulta més rendible la utilització de reactors en continu, CSTR o reactors de flux pistó (PFR). Passar a un sistema d’aquest tipus pot arribar a ser una altra font d’estalvi energètic.
COLUMNES DE DESTIL·LACIÓ
La destil·lació consisteix en una operació de separació dels components d'una mescla en funció de la seva diferent volatilitat.
En la destil·lació simple, els vapors resultants de l'ebullició d'una mescla líquida, es condensen per obtenir un líquid més ric en els components volàtils que el líquid
II - 8
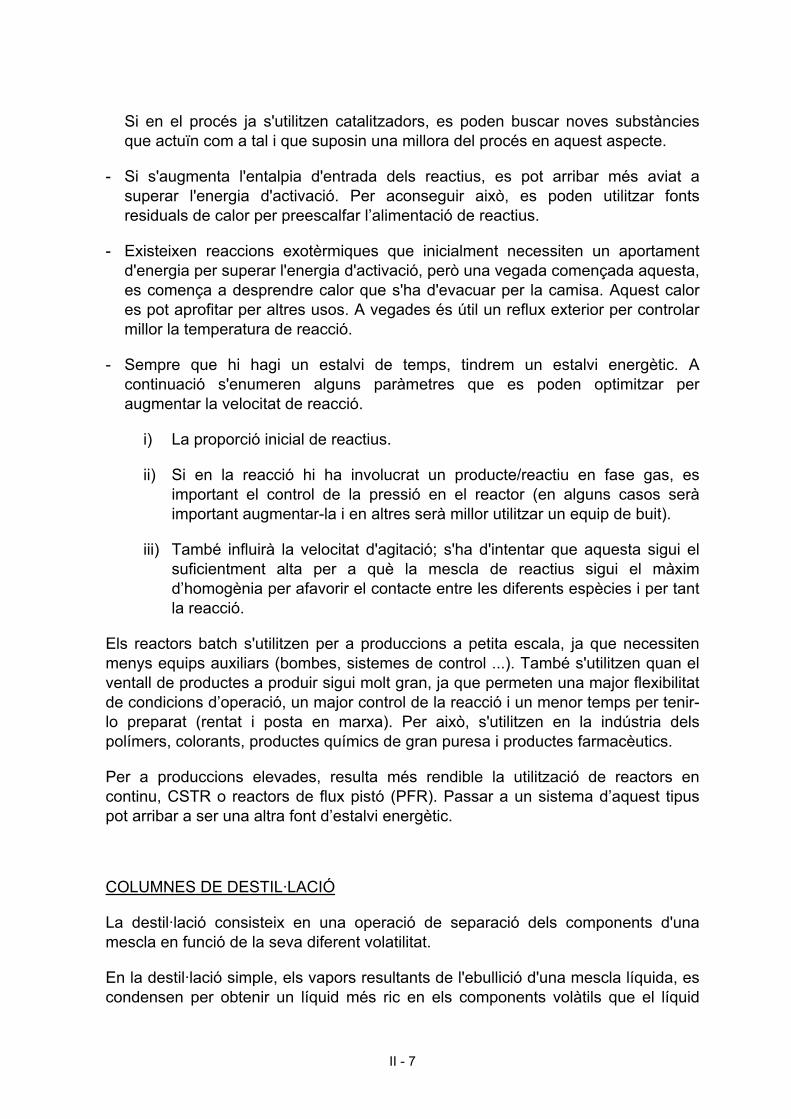
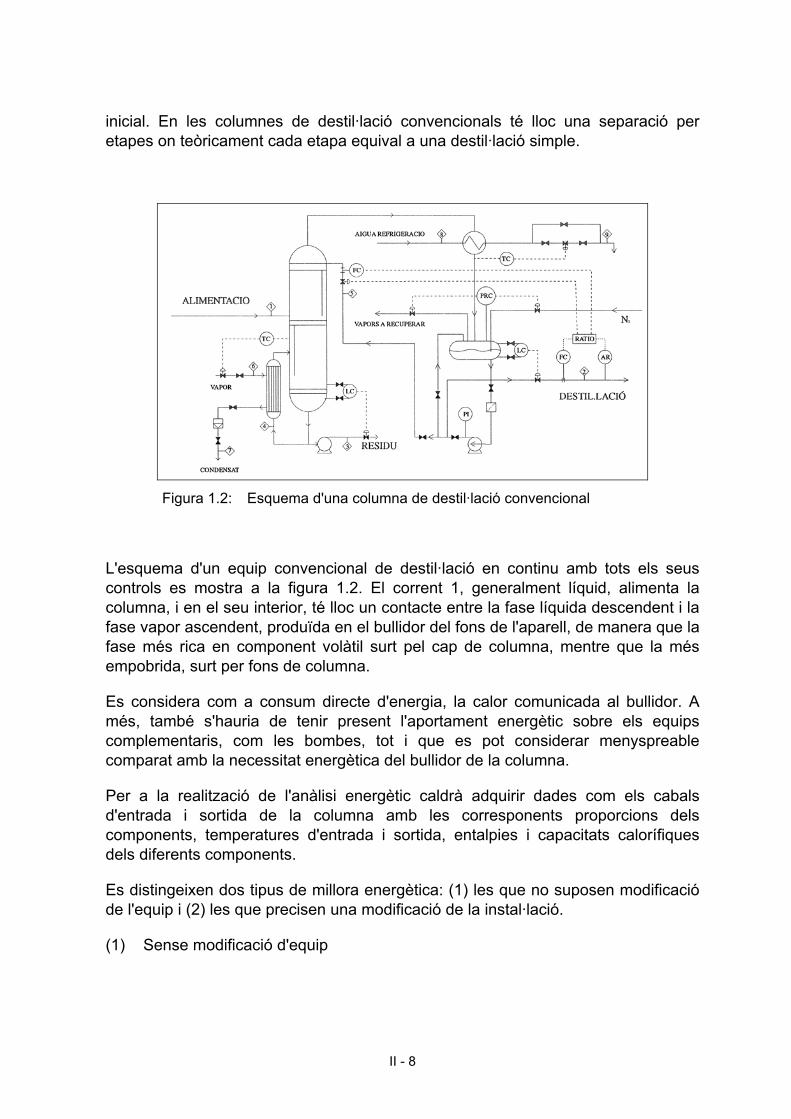
inicial. En les columnes de destil·lació convencionals té lloc una separació per etapes on teòricament cada etapa equival a una destil·lació simple.
Figura 1.2: Esquema d'una columna de destil·lació convencional
L'esquema d'un equip convencional de destil·lació en continu amb tots els seus controls es mostra a la figura 1.2. El corrent 1, generalment líquid, alimenta la columna, i en el seu interior, té lloc un contacte entre la fase líquida descendent i la fase vapor ascendent, produïda en el bullidor del fons de l'aparell, de manera que la fase més rica en component volàtil surt pel cap de columna, mentre que la més empobrida, surt per fons de columna.
Es considera com a consum directe d'energia, la calor comunicada al bullidor. A més, també s'hauria de tenir present l'aportament energètic sobre els equips complementaris, com les bombes, tot i que es pot considerar menyspreable comparat amb la necessitat energètica del bullidor de la columna.
Per a la realització de l'anàlisi energètic caldrà adquirir dades com els cabals d'entrada i sortida de la columna amb les corresponents proporcions dels components, temperatures d'entrada i sortida, entalpies i capacitats calorífiques dels diferents components.
Es distingeixen dos tipus de millora energètica: (1) les que no suposen modificació de l'equip i (2) les que precisen una modificació de la instal·lació.
(1) Sense modificació d'equip
II - 9
Les millores que permeten un estalvi energètic en destil·lació, sense canviar l'equip, són les que afecten directament a la reducció del calor que s'ha de subministrar al bullidor i es resumeixen a continuació:
1.1) Reducció de la relació de reflux
El corrent de reflux a la columna (corrent 5), és el que assegura una composició determinada del destil·lat. Si es vol augmentar la riquesa d'un component volàtil del destil·lat només cal augmentar la relació de reflux.
Si es vol mantenir una producció de destil·lat i augmentar al mateix temps el reflux, l'única manera d'aconseguir-ho és augmentar el cabal intern de vapor a la columna i per tant el cabal de vapor al bullidor.
Acció a emprendre: Disminuir progressivament el reflux fins al límit de l'especificació de producte.
1.2) Disminució de la pressió d'operació
Si es disminueix la pressió d'operació, millora la capacitat de separació del sistema i en conseqüència podrà reduir-se la relació de reflux per poder obtenir una composició equivalent del destil·lat.
Acció a emprendre: Disminuir la pressió a petits intervals (p. ex., 0.1 ó 0.2 bar), observant com augmenta la composició dels components més volàtils en el destil·lat, i després disminuir el reflux com a l'apartat anterior.
Atenció!! Si s'està operant en el límit de capacitat de la columna, la disminució de pressió pot provocar la inundació d'aquesta.
1.3) Operació a pressió flotant
En equips de gran capacitat que treballen en continu és útil treballar amb el que s'anomena operació a pressió flotant.
Tal com s'ha comentat en el punt anterior, convé treballar a la pressió més baixa possible, sempre que la columna no corri el risc d'inundació i que la temperatura de cap de columna faci possible la condensació dels vapors amb aigua de refrigeració.
La temperatura de l'aigua de refrigeració varia amb l'estació de l'any, i en alguns llocs hi ha diferències de temperatura importants entre el dia i la nit. El sistema d'operació a pressió flotant consisteix en ajustar la pressió d'operació en funció de la temperatura del fluid refrigerant, de forma que a l'estiu s'hauria de treballar a pressions més altes que a l'hivern per poder mantenir un mínim de diferència de temperatura en el condensador. Per aquest mètode es podria obtenir a l'hivern un estalvi d'energia respecte a l'estiu, pel fet de poder treballar a pressió inferior.
II - 10
1.4) Posició de l'alimentació
Quan la columna permet efectuar l'alimentació a diferents altures, és important determinar a quin plat s'introdueix el producte a destil·lar. Generalment, quan l'alimentació és relativament pobre en el component a recuperar en el cap de columna és més convenient plats superiors. És útil en aquest cas poder disposar d'un simulador de procés que orienti la posició oportuna per a l'alimentació.
(2) Amb modificació d'equip
Una manera de millorar la capacitat de separació de la columna consisteix en la modificació dels elements interns de la columna per augmentar el nombre d'etapes teòriques de separació. Això s'aconsegueix de diferents maneres:
2.1) En les columnes de rebliment no estructurat, consistents en un apilament d'anells o altres formes que faciliten el contacte gas-líquid, pot obtenir-se una millora de la capacitat de separació modificant la distribució interna de líquid o fins i tot canviant el tipus de rebliment.
2.2) En les columnes de plats, pot modificar-se l'estructura d'aquests per permetre un millor contacte gas-líquid.
2.3) Substitució dels plats per rebliment estructurat, el qual augmenta la capacitat de separació per a la mateixa alçada de columna.
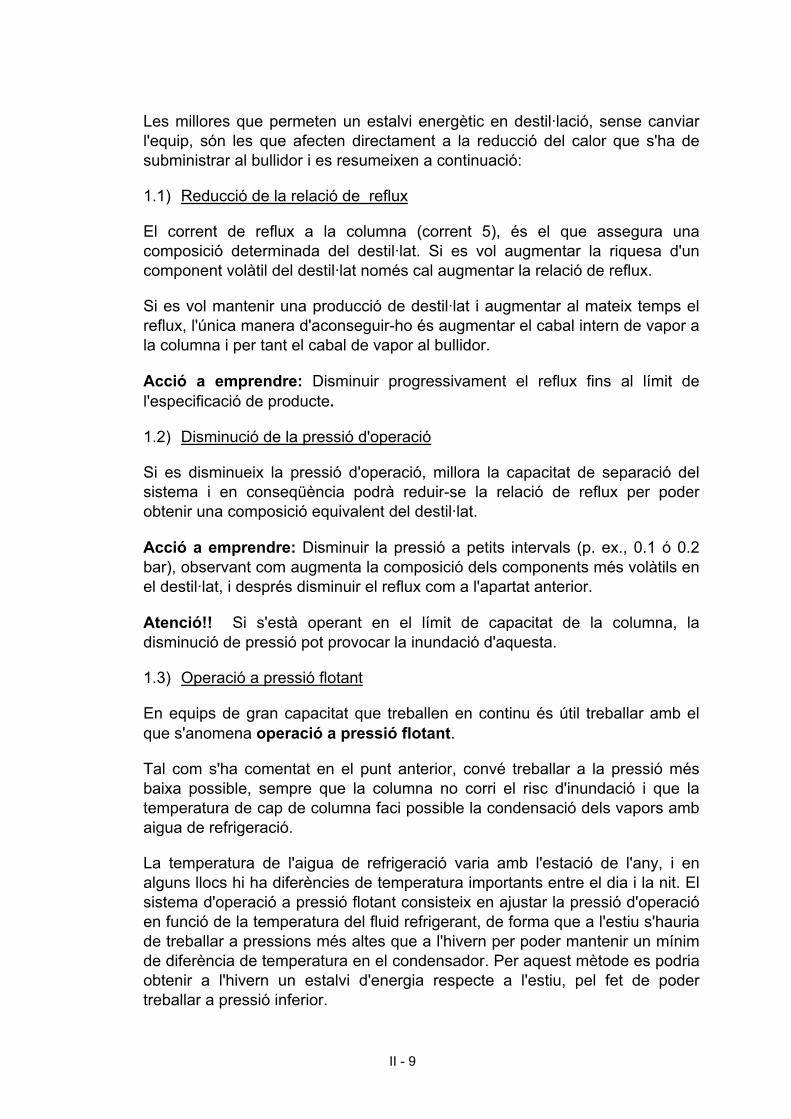
Figura 1.3: Esquema d'una columna de destil·lació amb alimentació en paral·lel
II - 11
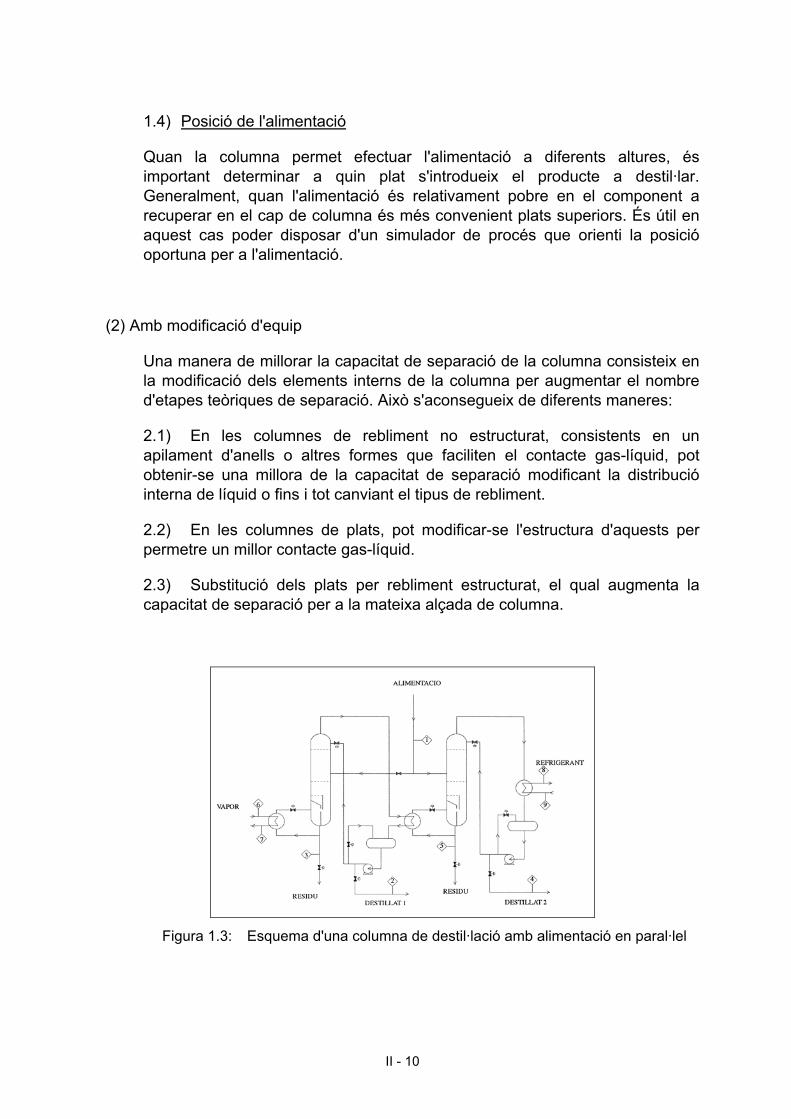
Figura 1.4: Esquema d'una columna de destil·lació amb alimentació en cascada
2.4) Utilització de configuracions alternatives. Existeixen esquemes alternatius al disseny convencional de columnes de destil·lació que suposen un estalvi d'energia important. A continuació es mostren els tres més importants:
- Alimentació en paral·lel (figura 1.3). L'alimentació es divideix en dues parts que alimenten respectivament dues columnes que treballen a pressions diferents. L'estalvi d'energia rau en què els vapors de la columna de més pressió condensen en el bullidor de la de pressió inferior, d'aquesta manera el consum d'energia es pot reduir aproximadament a la meitat. La contrapartida és que cal una columna i un bullidor addicionals.
- Columnes en cascada (figura 1.4). L'alimentació és única, però el destil·lat de la columna de pressió superior alimenta a la de pressió inferior.
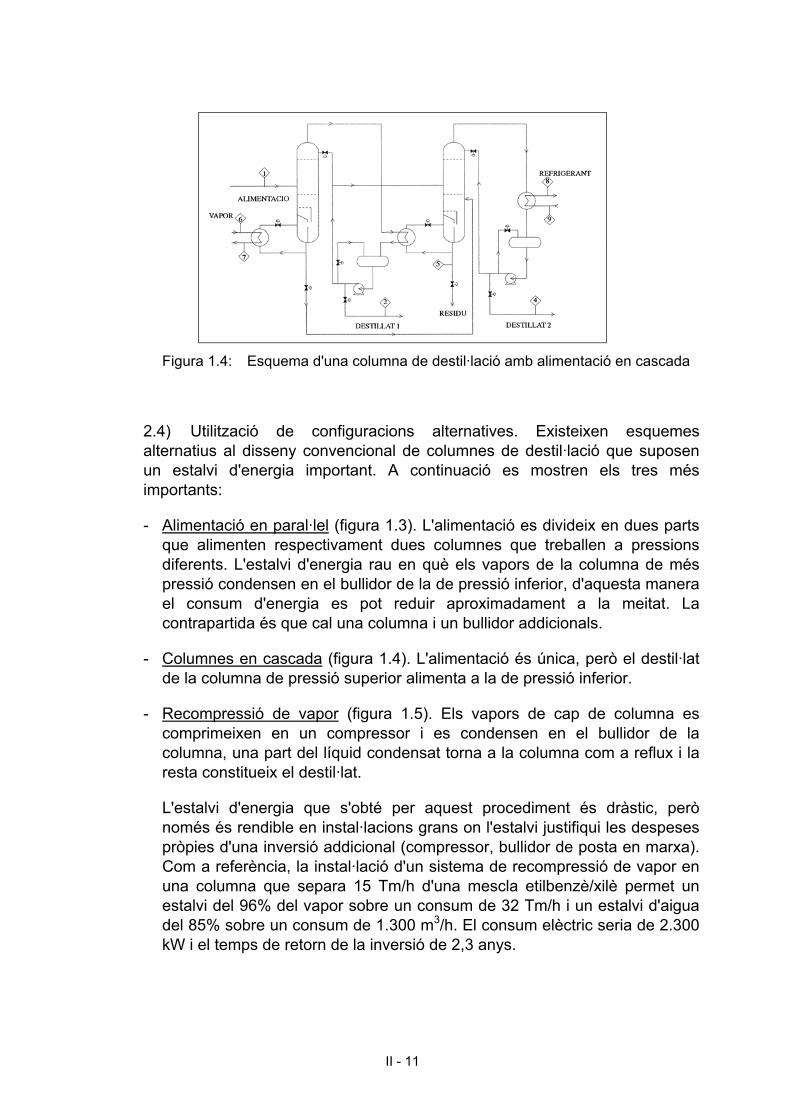
- Recompressió de vapor (figura 1.5). Els vapors de cap de columna es comprimeixen en un compressor i es condensen en el bullidor de la columna, una part del líquid condensat torna a la columna com a reflux i la resta constitueix el destil·lat.
L'estalvi d'energia que s'obté per aquest procediment és dràstic, però només és rendible en instal·lacions grans on l'estalvi justifiqui les despeses pròpies d'una inversió addicional (compressor, bullidor de posta en marxa). Com a referència, la instal·lació d'un sistema de recompressió de vapor en una columna que separa 15 Tm/h d'una mescla etilbenzè/xilè permet un estalvi del 96% del vapor sobre un consum de 32 Tm/h i un estalvi d'aigua del 85% sobre un consum de 1.300 m3/h. El consum elèctric seria de 2.300 kW i el temps de retorn de la inversió de 2,3 anys.
II - 12
Figura 1.5: Esquema d'una columna de destil·lació amb recompressió de vapor
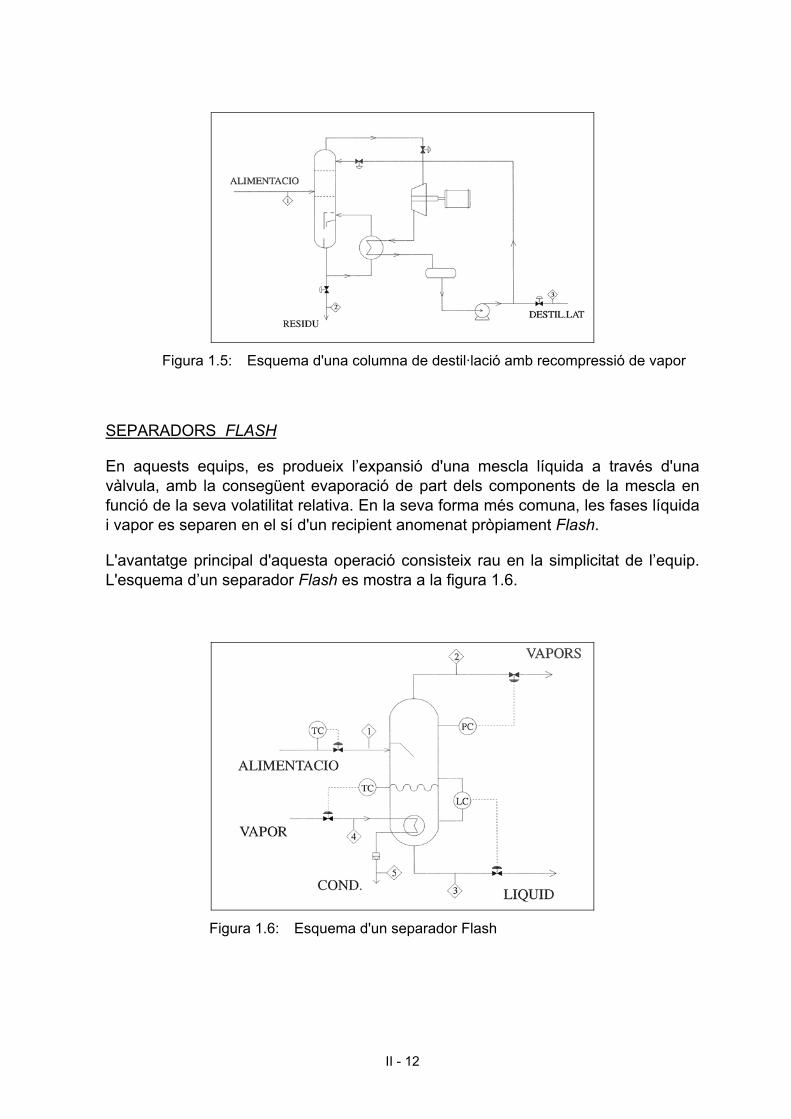
SEPARADORS FLASH
En aquests equips, es produeix l’expansió d'una mescla líquida a través d'una vàlvula, amb la consegüent evaporació de part dels components de la mescla en funció de la seva volatilitat relativa. En la seva forma més comuna, les fases líquida i vapor es separen en el sí d'un recipient anomenat pròpiament Flash.
L'avantatge principal d'aquesta operació consisteix rau en la simplicitat de l’equip. L'esquema d’un separador Flash es mostra a la figura 1.6.
Figura 1.6: Esquema d'un separador Flash
II - 13
Aquesta operació tant pot servir per realitzar una primera concentració d'una dissolució, per exemple abans d'un altre procés de concentració en un sistema d'evaporadors, com per a una separació prèvia de components d'una mescla líquida, abans d'entrar en un equip de destil·lació.
El corrent d'alimentació s'expandeix a través de la corresponent vàlvula i se separen un corrent vapor 2 i un corrent líquid 3. Si l'aparell disposa de bullidor, aquest és alimentat normalment amb vapor (corrent 4). La fracció vaporitzada és funció de l'aportament calorífic al sistema que s'aconsegueix incrementant l'entalpia de l'alimentació o comunicant directament calor al recipient.
Com a consum directe de calor es considera el comunicat al corrent d'alimentació o al recipient Flash. Si l'entalpia d'alimentació és suficient l'operació pot realitzar-se sense un consum directe d'energia.
A l'hora d'analitzar l'eficiència energètica del procés caldrà tenir en compte els aspectes següents:
- La fracció vaporitzada augmenta amb l'entalpia de l'alimentació. Cal doncs procurar maximitzar aquesta, preescalfant-la amb altres corrents de procés.
- La fracció vaporitzada augmenta en disminuir la pressió d'operació del Flash. Serà interessant procurar disminuir aquesta tot el que es pugui.
- Si els corrents 2 i 3 de sortida del flash van a altres unitats, contribuiran òbviament al balanç d'energia dels respectius sistemes de destí. Si són corrents terminals caldrà maximitzar el seu aprofitament tèrmic.
Per la seva senzillesa, aquesta operació s'utilitza com a fase prèvia a un procés de destil·lació o concentració, ja que el propi contingut entàlpic de l'alimentació és suficient, de vegades, per a realitzar una separació significativa de la mescla sense necessitat d'aportamentació de vapor i sense necessitat de condensador.
PROCESSOS D’ABSORCIÓ / STRIPPING
L'operació de desabsorció, també anomenada stripping, consisteix en la separació d'un solut gas o líquid d'una dissolució mitjançant un corrent de gas o vapor en contracorrent. És l'operació inversa a l'absorció (d’un gas amb un corrent de líquid), i l'equip industrial utilitzat també és molt similar. Tal com es mostra en la figura 1.7, en ambdós equips el líquid s'alimenta pel cap de columna, circula en contracorrent amb el gas o vapor i surt per el fons de l'equip. El gas entra a la columna per la part lateral inferior i surt per l'extrem superior.
Per les seves implicacions energètiques, l'equip que es considerarà preferentment és el stripper de vapor, ja que, igual que les columnes de destil·lació, són unitats que consumeixen normalment energia de nivell tèrmic significatiu (vapor de baixa
II - 14
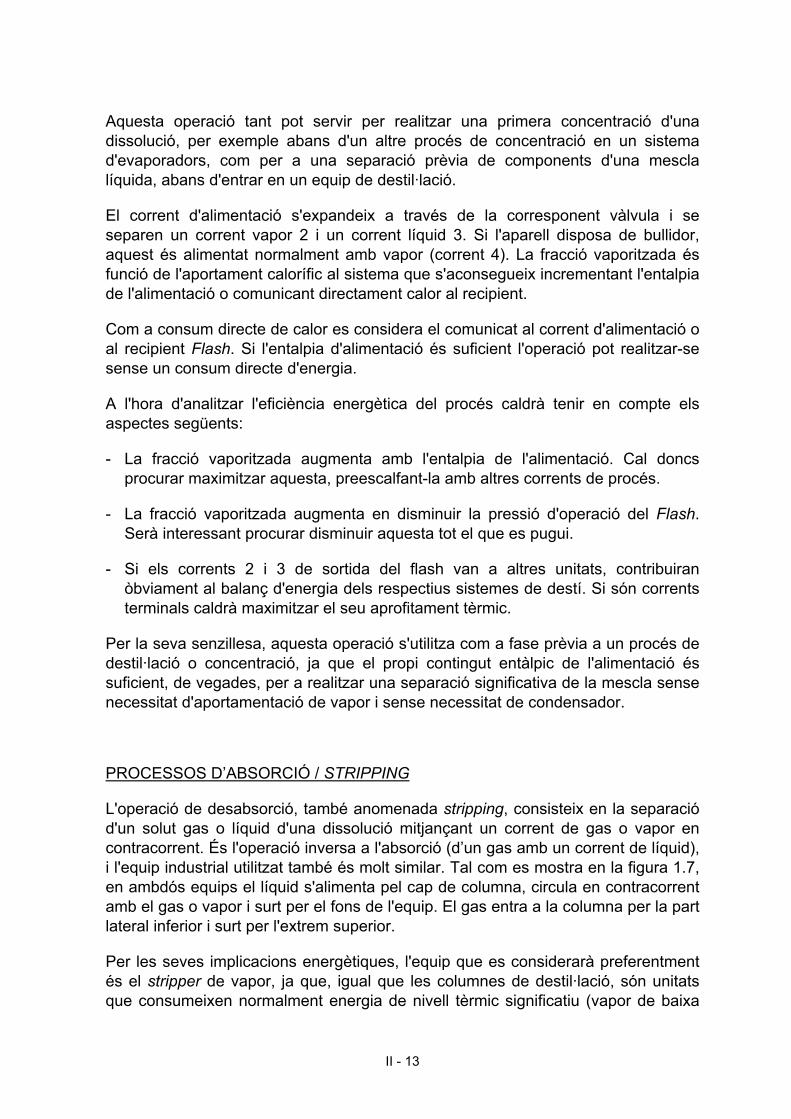
pressió) per a cedir-lo a un nivell de difícil recuperació. L'operació de stripping, complementa sovint un equip d'absorció, en la forma indicada en la figura 1.7. En l'absorbidor, un corrent d'aigua absorbeix a pressió elevada i temperatura baixa el solut d'un corrent de gas, de forma que pel fons de la columna s'obté una dissolució diluïda de producte. Aquest corrent prèviament preescalfat s'alimenta al stripper, on a pressió més baixa i temperatura alta es desabsorbeix el producte per l'acció del vapor en contracorrent. Pel cap de la columna s'obté una dissolució concentrada de solut.
Figura 1.7: Esquema d'una columna d’absorció / stripping
Es considera com consum energètic directe el de vapor que s'alimenta a la columna. Una quantitat aproximadament equivalent d'aquest calor és eliminada en el condensador a través de l'aigua de refrigeració. Cal tenir en compte els consums elèctrics de les bombes i compressors atribuïts a la part de procés considerada.
Des del punt de vista d'estalvi energètic, cal tenir en compte els aspectes següents:
(1) El corrent d'aigua de sortida del stripper, té un contingut entàlpic important que mereix ser aprofitat. L'aplicació típica és refredar-la preescalfant el corrent d'entrada a la columna o altres corrents de procés. Una alternativa és la seva utilització com a font calenta d'una bomba de calor.
(2) Si el corrent de vapor de cap ha d'alimentar una columna de destil·lació posterior, cal pensar si es pot en alimentar directament la columna en fase vapor sense condensar prèviament.
(3) Per millorar la separació, interessa una pressió d'operació al stripper el més baixa possible. Cal tenir en compte, però, que la disminució de pressió pot suposar la inundació de la columna.
II - 15
(4) La temperatura del corrent d'alimentació al stripper ha de ser el més alta possible per evitar consumir part del vapor en incrementar la seva temperatura fins a les condicions de saturació.
XARXES D’AIRE COMPRIMIT
L'aire comprimit que normalment s'utilitza a la indústria es troba generalment en tres nivells de pressió. Així es pot emprar aire als voltants de 3 bar de pressió en treballs de pintura a pistola, manxes etc., aire a uns 8 bar per a treballs de la indústria en general i aire a 15 bar per treballs molt específics. La temperatura a que normalment s'utilitza aquest aire és la temperatura ambient.
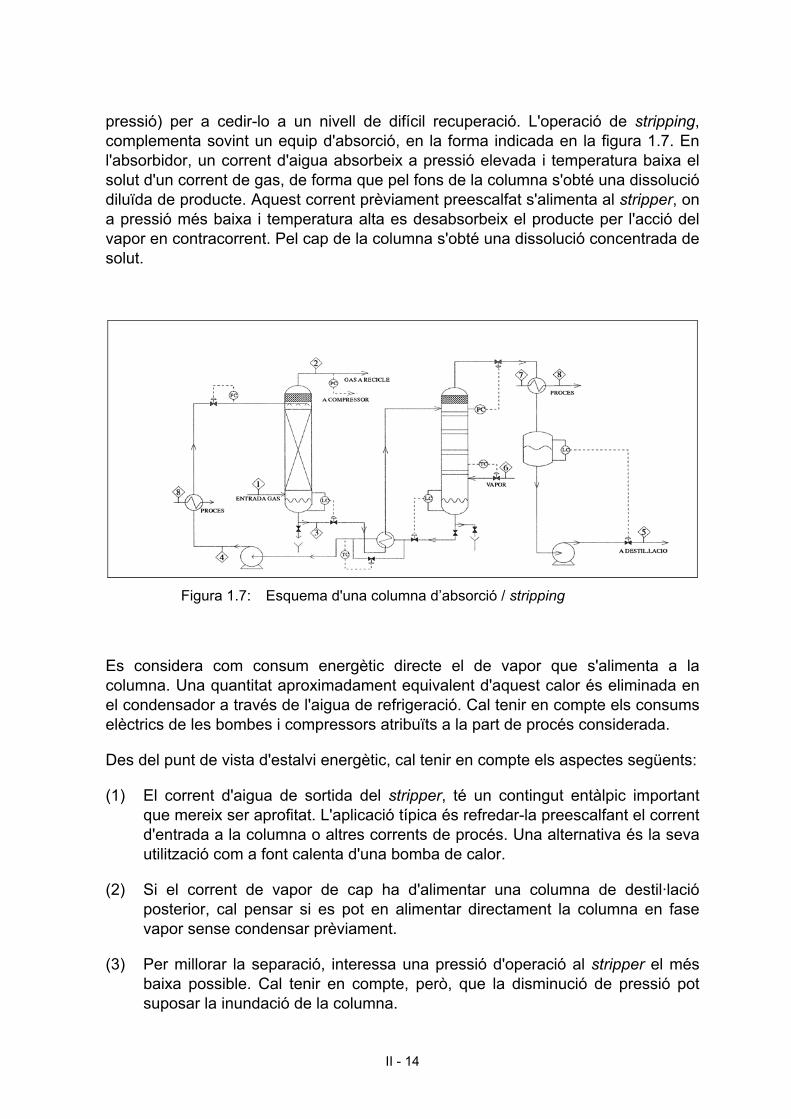
La producció d'aire comprimit comporta varies etapes en sèrie tal com es pot veure a l'esquema de la figura 1.8. En primer lloc és necessària una filtració de l'aire d'entrada per tal d'eliminar la majoria de sòlids en suspensió que arrossega l'aire i a continuació es realitza la compressió de l'aire fins a la pressió desitjada amb un compressor. Es refreda l'aire comprimit a fi d'eliminar la calor generada en el compressor i finalment s’asseca l'aire comprimit per tal d'evitar que aquest surti saturat amb vapor d'aigua i condensi en els punts de consum.
Figura 1.8: Esquema d'un equip d'aire a pressió
Una etapa addicional que cal tenir en compte si es realitza l'assecat per adsorció és la regeneració del sòlid adsorbent, és a dir, l'eliminació de l'aigua retinguda en el sòlid. Aquesta etapa es duu a terme fent circular aire sec i/o calent en sentit contrari a l'aire principal.
Els punts de consum d'energia més importants són el compressor i, eventualment, el generador d'aire per regenerar l'adsorbent.
II - 16
Per estalviar al escalfar l'aire per regenerar l'adsorbent, una solució és expansionar part de l'aire produït, reduint així la seva humitat relativa, i fer-lo circular pel mòdul d'adsorbidor en fase de regeneració. Es perd així capacitat de producció d'aire però s'estalvia l'energia de calefacció d'aire i la instal·lació corresponent.
La quantitat més important d'energia que es consumeix és al compressor. Caldrà doncs comprimir l'aire al nivell de pressió mínim necessari per a les funcions que tingui assignades, ajustant correctament el pressostat corresponent.
PRODUCCIÓ DE BUIT. EJECTORS DE VAPOR
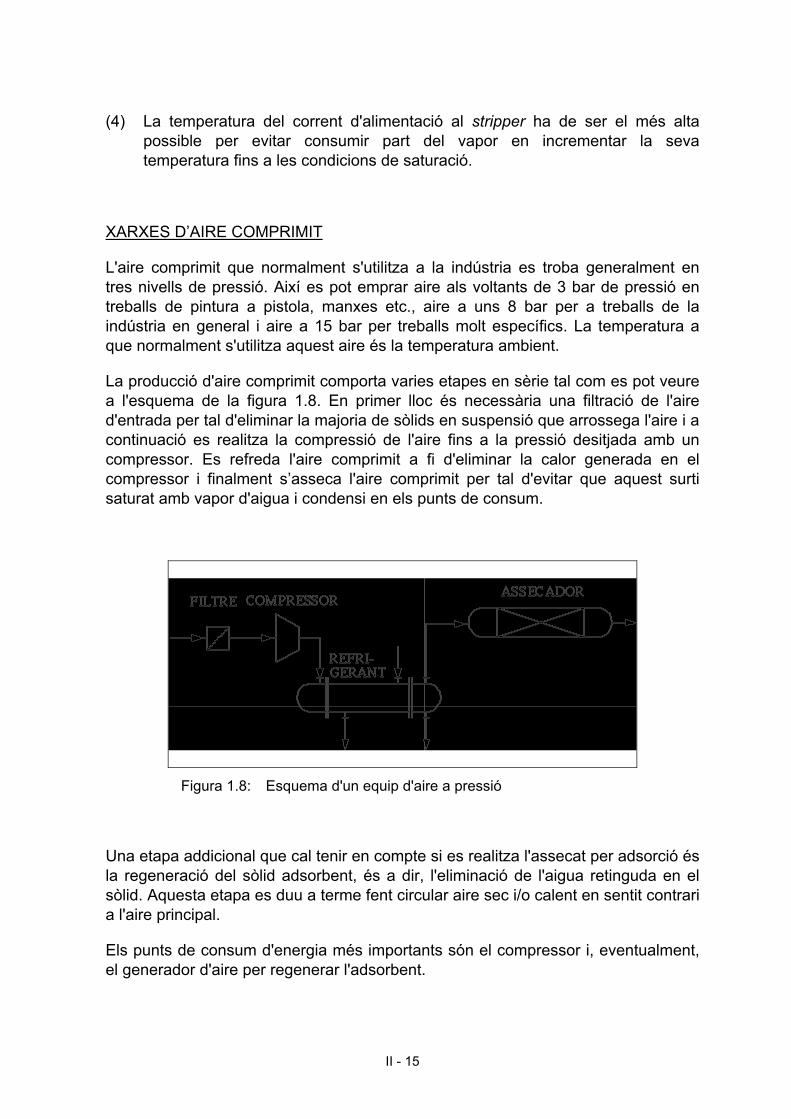
El concepte de buit en enginyeria química es refereix a aquelles àrees o processos en els quals la pressió de treball és inferior a la pressió atmosfèrica, és a dir, menys de 760 mmHg. Per tal de sistematitzar l’estudi i la producció d’aquests ambients es defineixen diversos graus de buit atenent a la pressió total (Taula 1.1.).
Taula 1.1: Tipus de buit
Denominació Límit superior (mmHg)
Límit inferior (mmHg)
Buit baix 760 50
Buit mitjà 50 2.5E-03
Buit alt 2.5E-03 1E-06
Buit molt alt 1E-06 1E-09
Buit ultra alt 1E-09 1E-12
Les condicions de buit molt rigorós solament s’utilitzen en estudis científics i per activitats molt concretes, mentre que a la indústria química les condicions de buit que s’utilitzen normalment arriben fins a 1 mmHg de pressió.
L'equipament normalment emprat per assolir els diversos graus de buit es mostren a la taula 1.2.
A la indústria química els equipaments que normalment s’utilitzen per produir buit són els ejectors de vapor, degut al relativament baix grau de buit requerit i a que poden traficar amb cabals elevats, alhora que comporten uns costos d’instal·lació i de manteniment baixos. Els equipaments de buit alternatius als ejectors són les bombes d’anell líquid i les bombes de pistó, en aquells casos que no es disposi de xarxa de vapor o que el cabal de gas a evacuar sigui petit.
II - 17
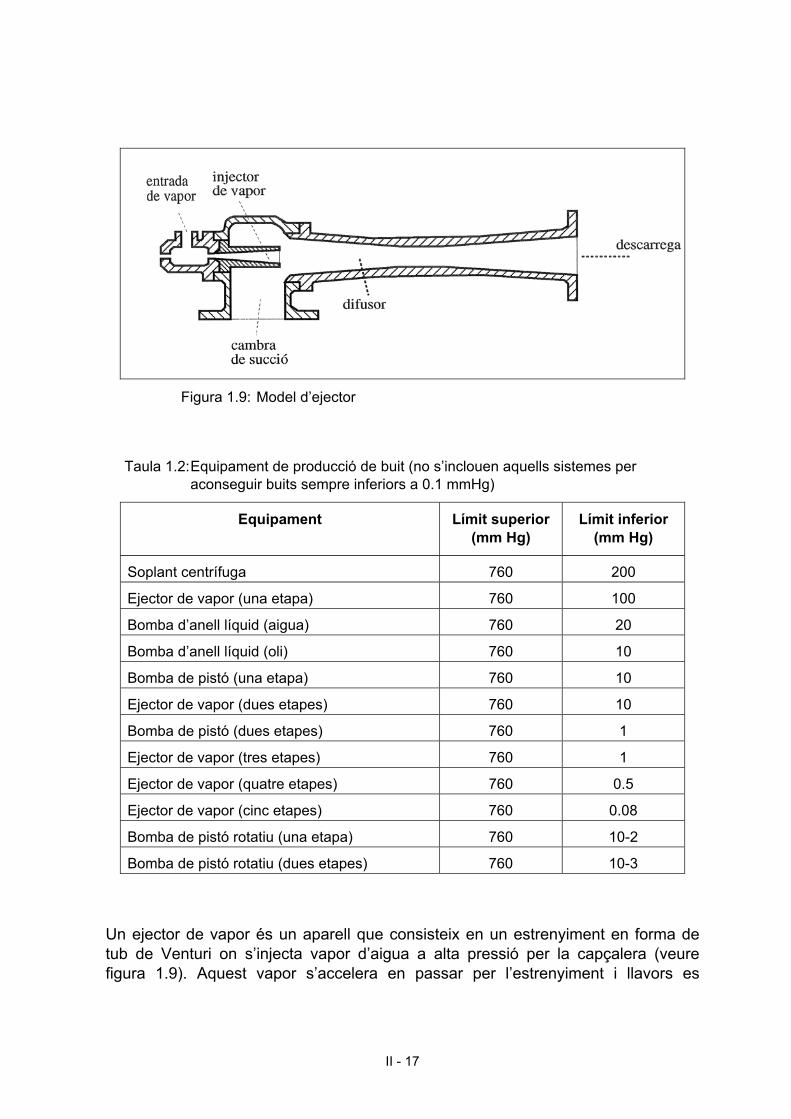
Figura 1.9: Model d’ejector
Taula 1.2: Equipament de producció de buit (no s’inclouen aquells sistemes per aconseguir buits sempre inferiors a 0.1 mmHg)
Equipament Límit superior (mm Hg)
Límit inferior (mm Hg)
Soplant centrífuga 760 200
Ejector de vapor (una etapa) 760 100
Bomba d’anell líquid (aigua) 760 20
Bomba d’anell líquid (oli) 760 10
Bomba de pistó (una etapa) 760 10
Ejector de vapor (dues etapes) 760 10
Bomba de pistó (dues etapes) 760 1
Ejector de vapor (tres etapes) 760 1
Ejector de vapor (quatre etapes) 760 0.5
Ejector de vapor (cinc etapes) 760 0.08
Bomba de pistó rotatiu (una etapa) 760 10-2
Bomba de pistó rotatiu (dues etapes) 760 10-3
Un ejector de vapor és un aparell que consisteix en un estrenyiment en forma de tub de Venturi on s’injecta vapor d’aigua a alta pressió per la capçalera (veure figura 1.9). Aquest vapor s’accelera en passar per l’estrenyiment i llavors es
II - 18
produeix una baixada de pressió a la càmara de succió respecte a la descàrrega de l’ejector.
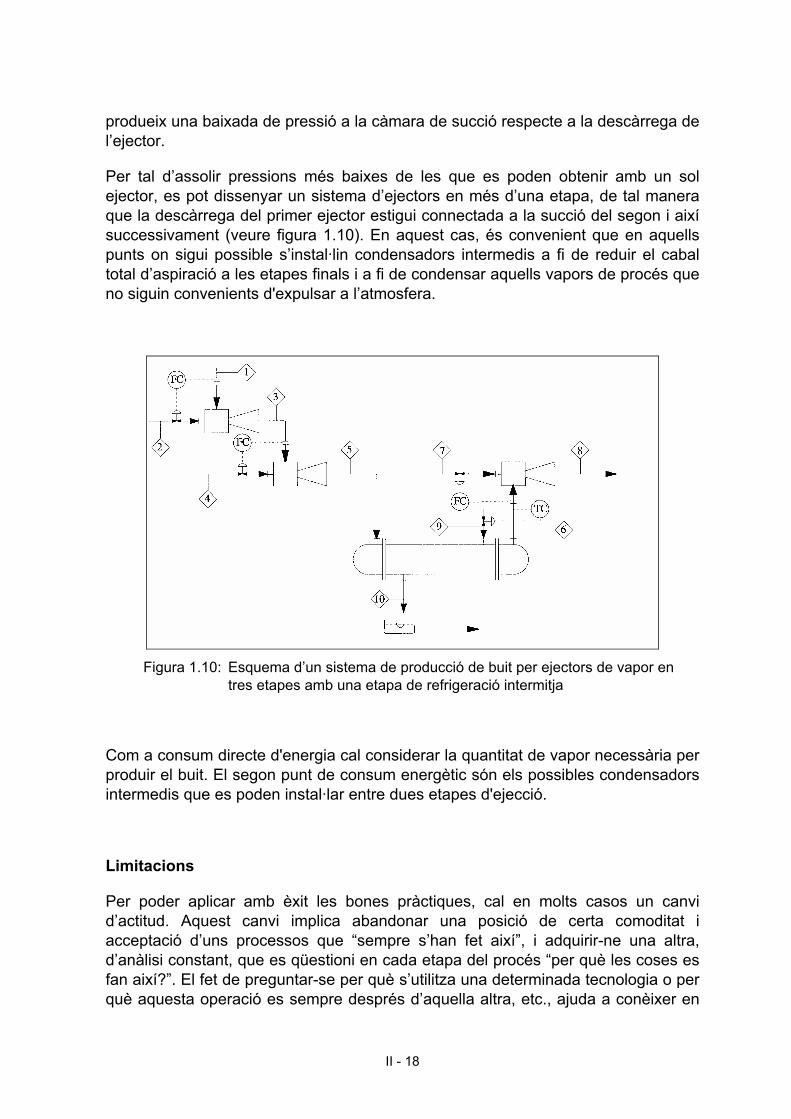
Per tal d’assolir pressions més baixes de les que es poden obtenir amb un sol ejector, es pot dissenyar un sistema d’ejectors en més d’una etapa, de tal manera que la descàrrega del primer ejector estigui connectada a la succió del segon i així successivament (veure figura 1.10). En aquest cas, és convenient que en aquells punts on sigui possible s’instal·lin condensadors intermedis a fi de reduir el cabal total d’aspiració a les etapes finals i a fi de condensar aquells vapors de procés que no siguin convenients d'expulsar a l’atmosfera.
Figura 1.10: Esquema d’un sistema de producció de buit per ejectors de vapor en
tres etapes amb una etapa de refrigeració intermitja
Com a consum directe d'energia cal considerar la quantitat de vapor necessària per produir el buit. El segon punt de consum energètic són els possibles condensadors intermedis que es poden instal·lar entre dues etapes d'ejecció.
Limitacions
Per poder aplicar amb èxit les bones pràctiques, cal en molts casos un canvi d’actitud. Aquest canvi implica abandonar una posició de certa comoditat i acceptació d’uns processos que “sempre s’han fet així”, i adquirir-ne una altra, d’anàlisi constant, que es qüestioni en cada etapa del procés “per què les coses es fan així?”. El fet de preguntar-se per què s’utilitza una determinada tecnologia o per què aquesta operació es sempre després d’aquella altra, etc., ajuda a conèixer en
II - 19
profunditat els propis processos, replantejar-se’ls, millorar la seva eficàcia i, en ocasions, condueix a la implantació de noves tecnologies, etc., que permetin reduir el consum energètic, la contaminació generada i millorar la qualitat dels productes.
És important que el canvi d’actitud involucri tot el personal de l’empresa, des de l’operari a peu de màquina fins als directius, fent-los partícips dels resultats assolits.
Bibliografia
- McCabe, W. y Smith J., “Operaciones básicas de ingeniería química”, Editorial Reverté, S. A., Vol 1, pp. - , 1981.
- Incropera, F. y Dewitt, D., “Introduction to heat transfer”, Third edition, pp 544-580, 1996.
- J.M.Coulson, J.F.Richardson, R.K.Sinnot, "Chemical Engineering", Pergamon Press, 1983.
- E E. Ludwig, "Applied Project Management for the Process Industries", Gulf Publishing Company, 1974.
- Fogler, H. Scott, “Elements of chemical reaction engineering”, 2na edició, Englewood Cliffs (N.J.) Prentice Hall cop. 1992.
II - 20
2) PROCESSOS D’EVAPORACIÓ. EVAPORADOR MULTIEFECTE
a) Descripció genèrica i conceptual de la proposta
L’objectiu de l’evaporació és concentrar una solució que consta d’un solut no volàtil i un dissolvent volàtil (aigua a la majoria de casos), mitjançant la vaporització d’una part del dissolvent.
És un procés molt utilitzat a la indústria de processos degut a la seva àmplia utilitat i versatilitat. Algunes de les seves aplicacions es troben, per exemple, a la indústria alimentària (elaboració de sucs i concentrat de fruites...), a la indústria química, per concentrar solucions aquoses (sosa, àcid sulfúric, potassa...), solucions farmacèutiques (sèrum), aigües residuals a la indústria paperera, etc.
L’evaporació es diferencia de l’assecat en què el producte resultant és un líquid – a vegades molt viscós – en comptes d’un sòlid; de la destil·lació en què el vapor és generalment un component, o, encara que sigui una mescla, no es pretén separar el vapor en fraccions; de la cristal·lització en què l’interès es centra en concentrar una solució i no en la formació i creixement de cristalls.
Generalment, el líquid concentrat és el producte més valuós mentre que el vapor es condensa i es rebutja. Tot i això, en algun cas pot succeir el contrari, com en l’evaporació d’aigua amb contingut de sals per obtenir un producte lliure de sòlids per alimentar calderes, o per processos o consums especials.
Els processos d’evaporació, per definició, consumeixen quantitats relativament grans d’energia. Per reduir els requeriments energètics existeixen diverses estratègies generals:
- El consum de vapor de calefacció disminueix amb l'increment de l'entalpia de l'alimentació. Caldrà doncs maximitzar aquesta, preescalfant l’alimentació amb altres corrents de procés, com poden ser els mateixos vapors evaporats o els corrents ja concentrats.
- Normalment un evaporador sol utilitzar vapor de baixa pressió, però aquest pot ser substituït per gasos de combustió, els quals, en molts casos, es llencen directament a l'atmosfera.
- L'entalpia de vaporització i la temperatura d’ebullició disminueixen amb la pressió d'operació, pel que l’evaporació es facilita a pressions baixes.
- A banda d’aquestes estratègies generals, la tecnologia avançada que es proposa en aquest informe és la utilització d’evaporadors multiefecte.
II - 21
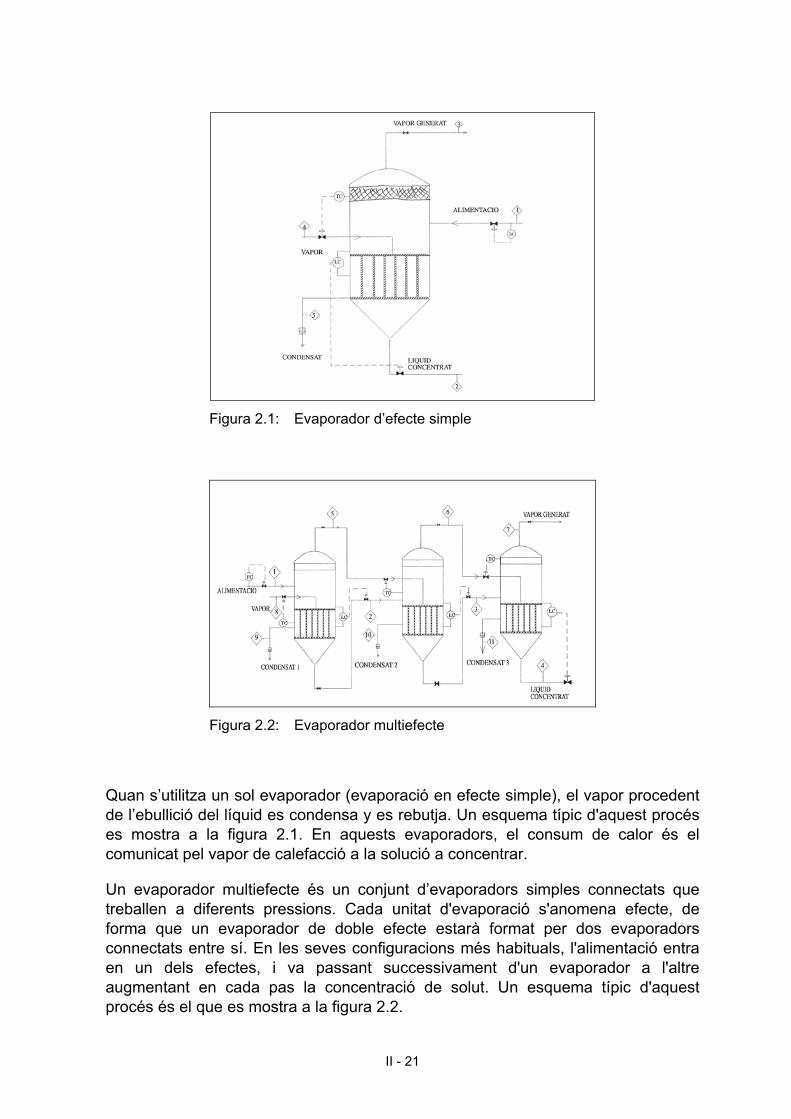
Figura 2.1: Evaporador d’efecte simple
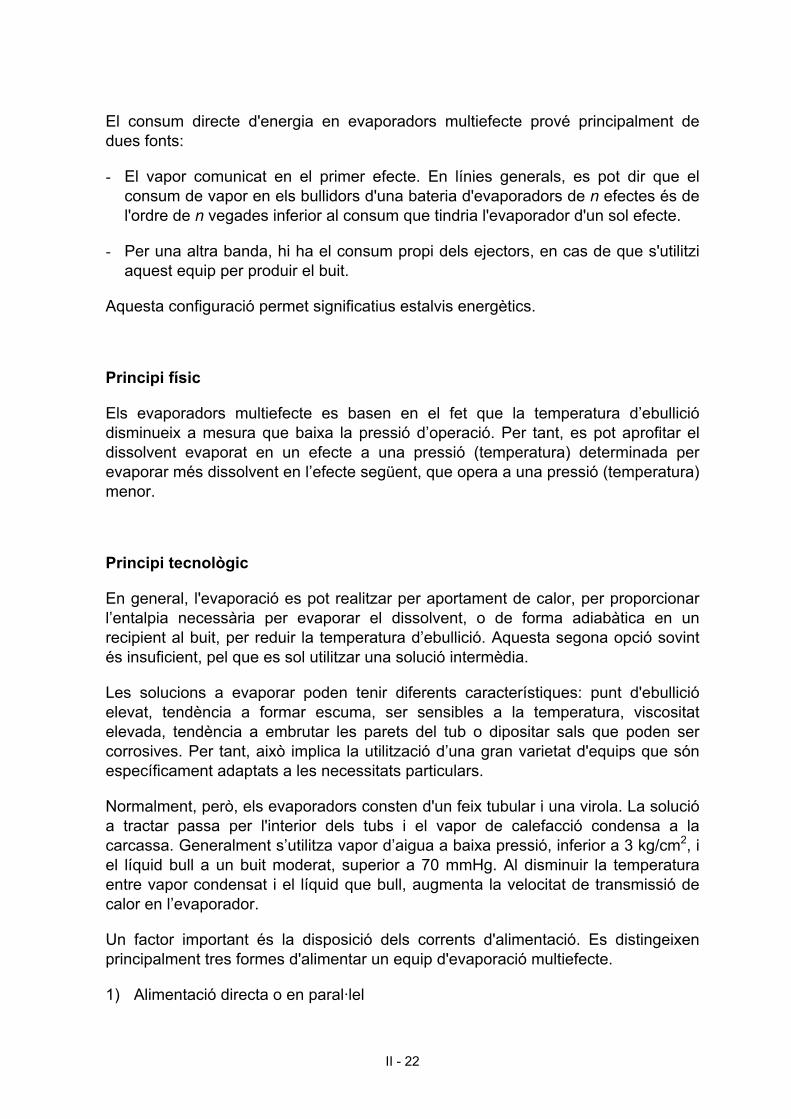
Figura 2.2: Evaporador multiefecte
Quan s’utilitza un sol evaporador (evaporació en efecte simple), el vapor procedent de l’ebullició del líquid es condensa y es rebutja. Un esquema típic d'aquest procés es mostra a la figura 2.1. En aquests evaporadors, el consum de calor és el comunicat pel vapor de calefacció a la solució a concentrar.
Un evaporador multiefecte és un conjunt d’evaporadors simples connectats que treballen a diferents pressions. Cada unitat d'evaporació s'anomena efecte, de forma que un evaporador de doble efecte estarà format per dos evaporadors connectats entre sí. En les seves configuracions més habituals, l'alimentació entra en un dels efectes, i va passant successivament d'un evaporador a l'altre augmentant en cada pas la concentració de solut. Un esquema típic d'aquest procés és el que es mostra a la figura 2.2.
II - 22
El consum directe d'energia en evaporadors multiefecte prové principalment de dues fonts:
- El vapor comunicat en el primer efecte. En línies generals, es pot dir que el consum de vapor en els bullidors d'una bateria d'evaporadors de n efectes és de l'ordre de n vegades inferior al consum que tindria l'evaporador d'un sol efecte.
- Per una altra banda, hi ha el consum propi dels ejectors, en cas de que s'utilitzi aquest equip per produir el buit.
Aquesta configuració permet significatius estalvis energètics.
Principi físic
Els evaporadors multiefecte es basen en el fet que la temperatura d’ebullició disminueix a mesura que baixa la pressió d’operació. Per tant, es pot aprofitar el dissolvent evaporat en un efecte a una pressió (temperatura) determinada per evaporar més dissolvent en l’efecte següent, que opera a una pressió (temperatura) menor.
Principi tecnològic
En general, l'evaporació es pot realitzar per aportament de calor, per proporcionar l’entalpia necessària per evaporar el dissolvent, o de forma adiabàtica en un recipient al buit, per reduir la temperatura d’ebullició. Aquesta segona opció sovint és insuficient, pel que es sol utilitzar una solució intermèdia.
Les solucions a evaporar poden tenir diferents característiques: punt d'ebullició elevat, tendència a formar escuma, ser sensibles a la temperatura, viscositat elevada, tendència a embrutar les parets del tub o dipositar sals que poden ser corrosives. Per tant, això implica la utilització d’una gran varietat d'equips que són específicament adaptats a les necessitats particulars.
Normalment, però, els evaporadors consten d'un feix tubular i una virola. La solució a tractar passa per l'interior dels tubs i el vapor de calefacció condensa a la carcassa. Generalment s’utilitza vapor d’aigua a baixa pressió, inferior a 3 kg/cm2, i el líquid bull a un buit moderat, superior a 70 mmHg. Al disminuir la temperatura entre vapor condensat i el líquid que bull, augmenta la velocitat de transmissió de calor en l’evaporador.
Un factor important és la disposició dels corrents d'alimentació. Es distingeixen principalment tres formes d'alimentar un equip d'evaporació multiefecte.
1) Alimentació directa o en paral·lel
II - 23
En alimentació directa o en paral·lel, la dissolució a evaporar s'alimenta a l'efecte de més pressió i posteriorment, per diferència de pressió, la dissolució concentrada que surt de cada efecte alimenta al següent.
Des del punt de vista energètic, en aquest cas s'estalvia el consum elèctric i la inversió que suposen les bombes de circulació d'un efecte a l'altre.
En aquesta disposició, en l'últim evaporador de la sèrie trobem la dissolució més concentrada, amb una elevada temperatura d'ebullició, la qual ha de ser escalfada amb el corrent de vapor de més baixa pressió i temperatura. Caldrà doncs vigilar que el gradient de temperatura sigui suficient. Aquest inconvenient es pot pal·liar amb les altres disposicions.
2) Alimentació en contracorrent
Respecte a la disposició d’alimentació anterior, en aquesta es mantenen els gradients de temperatura vapor-dissolució molt més constants, però cal instal·lar una bomba per fer circular la dissolució d'un efecte a l'altre.
Aquesta disposició serà útil quan es vulguin evaporar dissolucions d'alt punt d'ebullició utilitzant vapor de relativa baixa pressió.
3) Alimentació mixta
És una solució intermèdia entre les dues disposicions anteriors, que permet un estalvi d'energia de bombeig sense tenir un gradient massa baix de temperatura en l'efecte de pressió més baixa.
Criteris d’aplicació
Des d’un punt de vista d’eficiència energètica, l’ús d’evaporadors multiefecte sempre és millor que l’ús d’evaporadors simples.
Òbviament aquest estalvi s'ha d'equilibrar amb la inversió addicional que suposa l'increment del nombre d'evaporadors. Aquest equilibri es troba, en general, al voltant de tres unitats (triple efecte) però cal fer el càlcul corresponent per trobar la disposició òptima en cada cas. Amb l'ajut d'un simulador de procés es poden estudiar diferents configuracions de l’alimentació i l'escalat de pressions, i escollir l'opció econòmicament més rendible.
Avantatges
II - 24
En general, els processos d’evaporació poden presentar una elevada eficiència energètica sempre que s’aprofitin els vapors generats a l’evaporador, el que pot aconseguir-se de diverses maneres:
- En el cas que en el procés sigui necessària una font freda, els vapors generats a l'evaporador són ideals per a la producció de fred per un cicle d'absorció.
- Reutilització dels vapors com a vapor de calefacció, després d'una recompressió. S'utilitzen dos mètodes:
i) Utilització d'ejectors de vapor.
ii) Utilització de compressors mecànics, que augmenten la pressió dels vapors. Es produeix per una part un condensat que s'evacua, i per l'altra vapors de més nivell energètic que són reutilitzables per a calefacció.
- En els evaporadors d'efecte múltiple, la reutilització dels vapors es produeix per al propi procés d’evaporació, reduint els requeriments de vapor de calefacció en els evaporadors que operen a pressió més reduïda.
L'avantatge principal que presenten els evaporadors multiefecte, per tant, és l'economia del sistema d’evaporació, determinada pel nombre d’efectes. Mitjançant un disseny adequat l’entalpia de vapor viu que arriba al primer efecte es pot utilitzar una o més vegades, en funció del número d’efectes de què consta l’evaporador.
Limitacions
Existeixen algunes limitacions i dificultats generals en l’ús de processos d’evaporació, com poden ser:
- Formació d’escuma: alguns materials, especialment substàncies orgàniques, formen escuma durant la vaporització. Amb el vapor surt de l’evaporador una escuma estable que pot originar arrossegament de producte.
- Sensibilitat a la temperatura: molts productes químics com els medicaments es fan malbé quan s’escalfen a temperatures moderades durant espais de temps relativament curts, pel que és precís utilitzar tècniques especials per reduir la temperatura del líquid i el temps d’escalfament.
- Embrutiment de les parets del tub: algunes solucions embruten les superfícies dels tubs, provocant una disminució del coeficient global fins a que es fa necessari parar l’evaporador i netejar el tubs.
Si la quantitat d'energia necessària per a la utilització d'un sistema d'evaporadors és massa elevada, o per al tipus de solut particular aquesta no és adequada, es
II - 25
poden utilitzar operacions alternatives, com poden ser les operacions de separació per membrana (filtració tangencial, òsmosi inversa).
En qualsevol cas, si els processos d’evaporació són acceptables, la principal limitació a l’ús d’evaporadors multiefecte vindrà donada pel major cost d’inversió que suposa respecte a un evaporador simple.
Bibliografia
- McCabe, W. y Smith J., “Operaciones básicas de ingeniería química”, Editorial Reverté, S. A., Vol 1, pp. - , 1981.
- Incropera, F. y Dewitt, D., “Introduction to heat transfer”, Third edition, pp 544-580, 1996.
- Guerrero, H., “Problemario de Termodinámica II y III”, Universidad Simón Bolívar, 5° Edición, Julio 1997.
- Mezone, G., “Construcción del diagrama entalpía-concentración para el sistema binario Glicerol-Agua”, Miniproyecto de Ingeniería Química, Departamento de Termodinámica y Fenómenos de Transferencia, Universidad Simón Bolívar, 2001.
- Kern, D. Q., “Process Heat Transfer”, McGraw-Hill, NewYork, NY, pp. 401-403 (1950).
- Perry, R. H., C. H. Chilton, and S.D.Kirkpatrick, “Chemical Engineer’s Handbook”, 4th Ed., McGraw-Hill, New York, NY, pp. 11-24 to 11-29 (1963).
- Badger, W.L., “Introduction to Chemical Engineering”, McGraw-Hill, New York, NY, p. 174 (1955).
- Hyde, W.L., and W.B.Glover, “Evaporation of Difficult Product, “Chemical Processing, 60 (2), pp. 59-61 (Feb. 1997).
- Freeze, H. L., and W. B. Glover, “Mechanically Agitated Thin-Film Evaporators”, Chem. Eng. Progress, 75 (1), pp. 52-58 (Jan 1979).

II - 26
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
Considerem un sistema d’evaporació de triple efecte com el representat a la figura 2.3. En aquest sistema, l’alimentació és en paral·lel. Només s’utilitza vapor viu al primer efecte, i utilitat de fred per condensar els vapors de l’últim efecte.
Figura 2.3: Evaporació per triple efecte
Avaluació tècnica dels estalvis energètics i altres estalvis
Com ja s’ha explicat, l’energia utilitzada al primer efecte (normalment en forma de vapor) es reutilitza una vegada i una altra en els successius efectes, pel que l’estalvi energètic és aproximadament proporcional al nombre d’efectes. En el nostre cas, el consum energètic en forma de vapor és aproximadament la tercera part del necessari per evaporar la mateixa quantitat d’aigua amb un efecte simple.
A més, també es redueixen els requeriments de fred per condensar el vapor de l’últim efecte, ja que el cabal de vapors de l’últim efecte és la tercera part dels que tindríem en un evaporador simple.
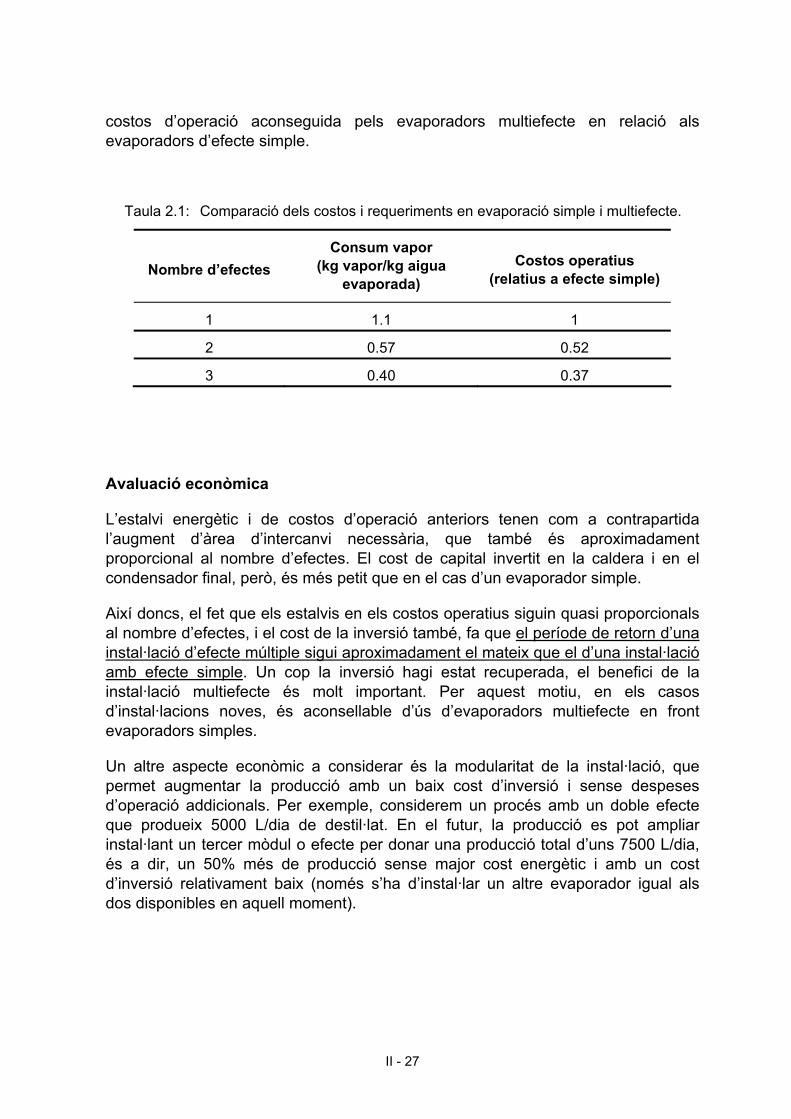
En la realitat, però, degut a petites diferències en l’entalpia de vaporització en funció de la pressió, i a la necessitat d’utilitzar buit, l’estalvi no és exactament proporcional. A la taula 2.1. es mostren els requeriments energètics d’una instal·lació d’evaporació en funció del nombre d’efectes, així com la disminució de
II - 27
costos d’operació aconseguida pels evaporadors multiefecte en relació als evaporadors d’efecte simple.
Taula 2.1: Comparació dels costos i requeriments en evaporació simple i multiefecte.
Nombre d’efectes Consum vapor
(kg vapor/kg aigua evaporada)
Costos operatius (relatius a efecte simple)
1 1.1 1
2 0.57 0.52
3 0.40 0.37
Avaluació econòmica
L’estalvi energètic i de costos d’operació anteriors tenen com a contrapartida l’augment d’àrea d’intercanvi necessària, que també és aproximadament proporcional al nombre d’efectes. El cost de capital invertit en la caldera i en el condensador final, però, és més petit que en el cas d’un evaporador simple.
Així doncs, el fet que els estalvis en els costos operatius siguin quasi proporcionals al nombre d’efectes, i el cost de la inversió també, fa que el període de retorn d’una instal·lació d’efecte múltiple sigui aproximadament el mateix que el d’una instal·lació amb efecte simple. Un cop la inversió hagi estat recuperada, el benefici de la instal·lació multiefecte és molt important. Per aquest motiu, en els casos d’instal·lacions noves, és aconsellable d’ús d’evaporadors multiefecte en front evaporadors simples.
Un altre aspecte econòmic a considerar és la modularitat de la instal·lació, que permet augmentar la producció amb un baix cost d’inversió i sense despeses d’operació addicionals. Per exemple, considerem un procés amb un doble efecte que produeix 5000 L/dia de destil·lat. En el futur, la producció es pot ampliar instal·lant un tercer mòdul o efecte per donar una producció total d’uns 7500 L/dia, és a dir, un 50% més de producció sense major cost energètic i amb un cost d’inversió relativament baix (només s’ha d’instal·lar un altre evaporador igual als dos disponibles en aquell moment).
II - 28
3) PROCESSOS DE SEPARACIÓ PER MEMBRANES
a) Descripció genèrica i conceptual de la proposta
Els processos de separació continuen representant un paper fonamental dins de la indústria del procés químic ja que són utilitzats en totes les etapes de producció i poden representar fins al 90% dels costos d’inversió i operació.
De manera molt simplificada es pot afirmar que una membrana és una barrera física (no necessàriament sòlida) que provoca, o si més no ajuda, a la separació dels components d’una mescla.
En un futur se serà capaç de dissenyar membranes fetes a la carta per a la separació d'un compost específic. A més, a diferència de la destil·lació, utilitzen l'energia d'una manera molt eficient ja que, en la majoria dels casos, només s'utilitza per fer circular el fluid i proporcionar-li pressió. És pot preveure que les membranes substituiran eficaçment la destil·lació en un futur. Només la falta de selectivitat de les membranes, la pobre resistència mecànica en alguns casos i els fluxos de permeat insuficients ho han impedit fins al moment.
Les separacions amb membranes més utilitzades són aquelles on la força impulsora és la diferència de pressió i que tracten mescles líquides de les quals se separa un solut(s) determinat(s). El nom que pren l’operació depèn de la grandària dels soluts que es retenen i, tot i que semblen processos semblats, moltes vegades impliquen mecanismes completament diferents. En aquest grup pertanyen els processos de:
- Microfiltració
- Ultrafiltració
- Nanofiltració
- Osmosi inversa
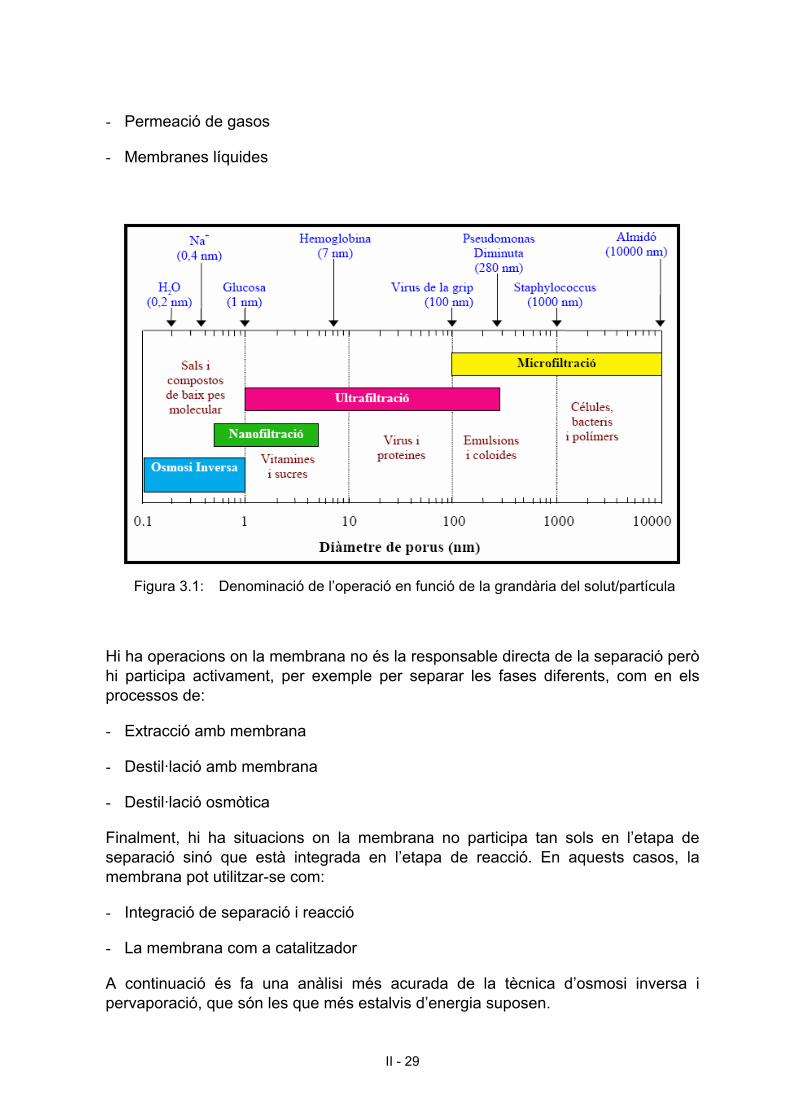
La figura 3.1 presenta els diferents tipus d’operació així com el rang de grandària molecular de les espècies que són capaces de separar cadascuna d’elles.
Les operacions de separació amb membranes també inclouen tots aquells processos on la membrana és la responsable de la separació selectiva dels compostos, tot i que els mecanismes implicats no es poden assimilar a un tamisat. Entre aquestes operacions cal indicar els processos de:
- Diàlisi i electrodiàlisi
- Pervaporació
II - 29
- Permeació de gasos
- Membranes líquides
Figura 3.1: Denominació de l’operació en funció de la grandària del solut/partícula
Hi ha operacions on la membrana no és la responsable directa de la separació però hi participa activament, per exemple per separar les fases diferents, com en els processos de:
- Extracció amb membrana
- Destil·lació amb membrana
- Destil·lació osmòtica
Finalment, hi ha situacions on la membrana no participa tan sols en l’etapa de separació sinó que està integrada en l’etapa de reacció. En aquests casos, la membrana pot utilitzar-se com:
- Integració de separació i reacció
- La membrana com a catalitzador
A continuació és fa una anàlisi més acurada de la tècnica d’osmosi inversa i pervaporació, que són les que més estalvis d’energia suposen.
II - 30
Principi físic
Osmosi inversa (OI)
La força impulsora de la separació amb aquests tipus de membranes és la diferència de pressió entre mescles líquides de les quals se separa un solut(s) determinat(s).
La OI no és sinó la inversió del sentit del procés conegut com osmosi. La osmosi és un procés natural i espontani que es dóna quan dues dissolucions de diferent concentració estan separades per una membrana semipermeable, això és, deixa passar l'aigua però reté els soluts. En aquesta situació, el dissolvent es transfereix per acció d'una diferència de concentració, de manera que l'aigua (o qualsevol altre dissolvent) passa de la dissolució diluïda a la concentrada. També es pot dir que el pas d'aigua es déu a la diferència de pressions osmòtiques, Dp, existents a ambdós costats.
Tal com es representa a la figura 3.2, el procés es pot invertir si s'aplica una pressió més gran que Dp, aconseguint que l'aigua flueixi des de la dissolució concentrada a la diluïda. Amb aquest sistema es pot eliminar del 90 al 99% dels soluts. Les membranes d'OI tenen un diàmetre de porus inferior a 1 nm, de forma que representa una barrera infranquejable per la majoria de compostos excepte per l'aigua que, amb un diàmetre aproximat de 0.2 nm, la pot travessar lliurement.
Pervaporació
El mecanisme de la separació es basa en primer lloc en una absorció selectiva sobre la superfície de la membrana i una posterior dissolució i difusió a través d'ella. Això fa que la interacció entre els compostos i el material de la membrana canviï completament l'equilibri termodinàmic entre les fases líquida i vapor.
La pervaporació és l'únic procés de separació basat en membranes on es produeix un canvi de fase quan el permeat travessa la membrana. El mecanisme de separació és el de solució-difusió i la força motriu és la diferència de pressions parcials (fugacitats) entre ambdós costats de la membrana. La diferència de pressions parcials es pot generar creant buit al costat del permeat, introduint un gas inert o fins i tot creant una diferència de temperatura entre els dos costats de la membrana. Un esquema típic de pervaporació es mostra a la figura 3.3.

II - 31
Figura 3.2: Esquema simplificat de l’osmosi inversa
Figura 3.3: Diagrama general d’un procés de pervaporació
II - 32
Principi tecnològic
Osmosi inversa (OI)
Les membranes d'osmosi inversa estan fabricades principalment de CA i PA en configuracions d'espiral i fibra buida. Es poden obtenir conversions, cabals de permeat, entre el 15 i el 30% del cabal alimentat i, al mateix temps, mantenir un rebuig major del 95% per a la majoria de les sals. Les pressions de treball depenen fortament de la concentració de la dissolució a tractar però es pot dir que oscil·len entre 10 i 80 bar. El mecanisme de transport a través de la membrana no està clarificat del tot però sembla tenir components de flux directa pels porus i de solució i difusió contínua a través de la membrana.
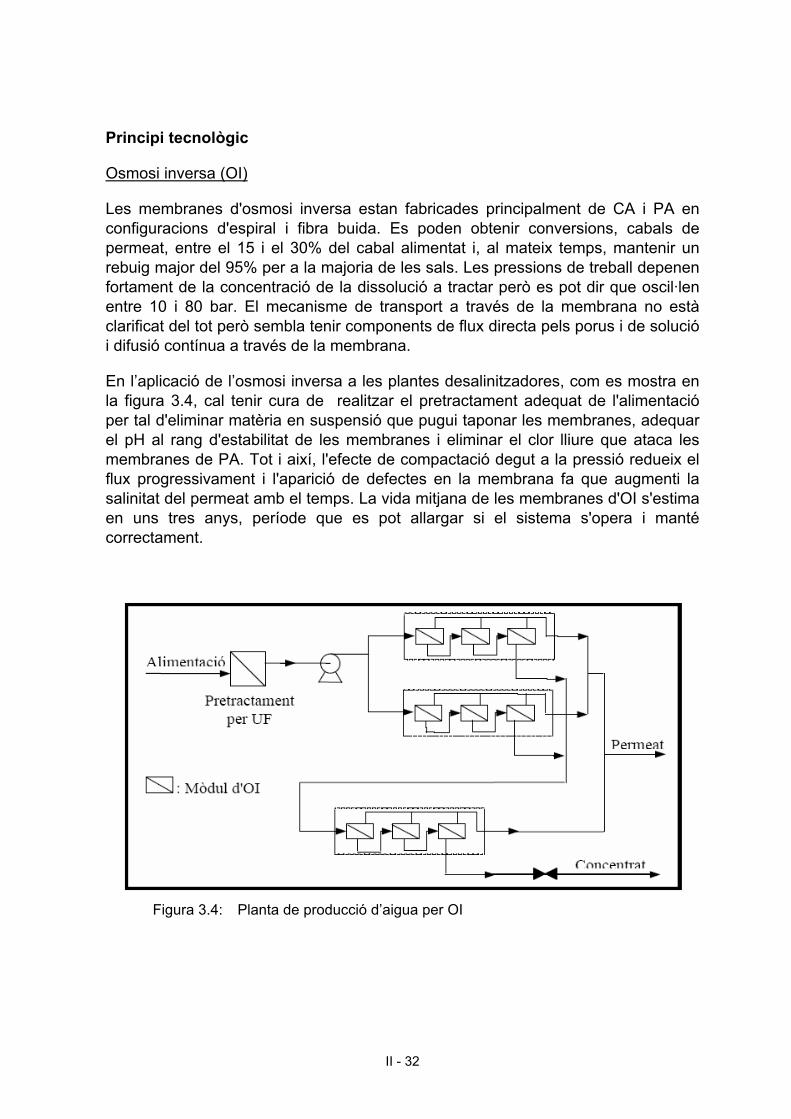
En l’aplicació de l’osmosi inversa a les plantes desalinitzadores, com es mostra en la figura 3.4, cal tenir cura de realitzar el pretractament adequat de l'alimentació per tal d'eliminar matèria en suspensió que pugui taponar les membranes, adequar el pH al rang d'estabilitat de les membranes i eliminar el clor lliure que ataca les membranes de PA. Tot i així, l'efecte de compactació degut a la pressió redueix el flux progressivament i l'aparició de defectes en la membrana fa que augmenti la salinitat del permeat amb el temps. La vida mitjana de les membranes d'OI s'estima en uns tres anys, període que es pot allargar si el sistema s'opera i manté correctament.
Figura 3.4: Planta de producció d’aigua per OI
II - 33
Pervaporació
Les membranes adequades per a pervaporació són no poroses. Una de les aplicacions industrials, des de fa anys en funcionament, és la deshidratació d'etanol. Com és ben conegut, la mescla etanol-aigua presenta un azeòtrop que impossibilita l'obtenció d'etanol pur per mitjà d'una sola etapa destil·lació.
Per tal d'augmentar-ne la puresa cal afegir una segona columna que operi a pressió diferent o afegir un tercer component que trenqui l'azeòtrop i que ha de ser separat en una nova etapa.
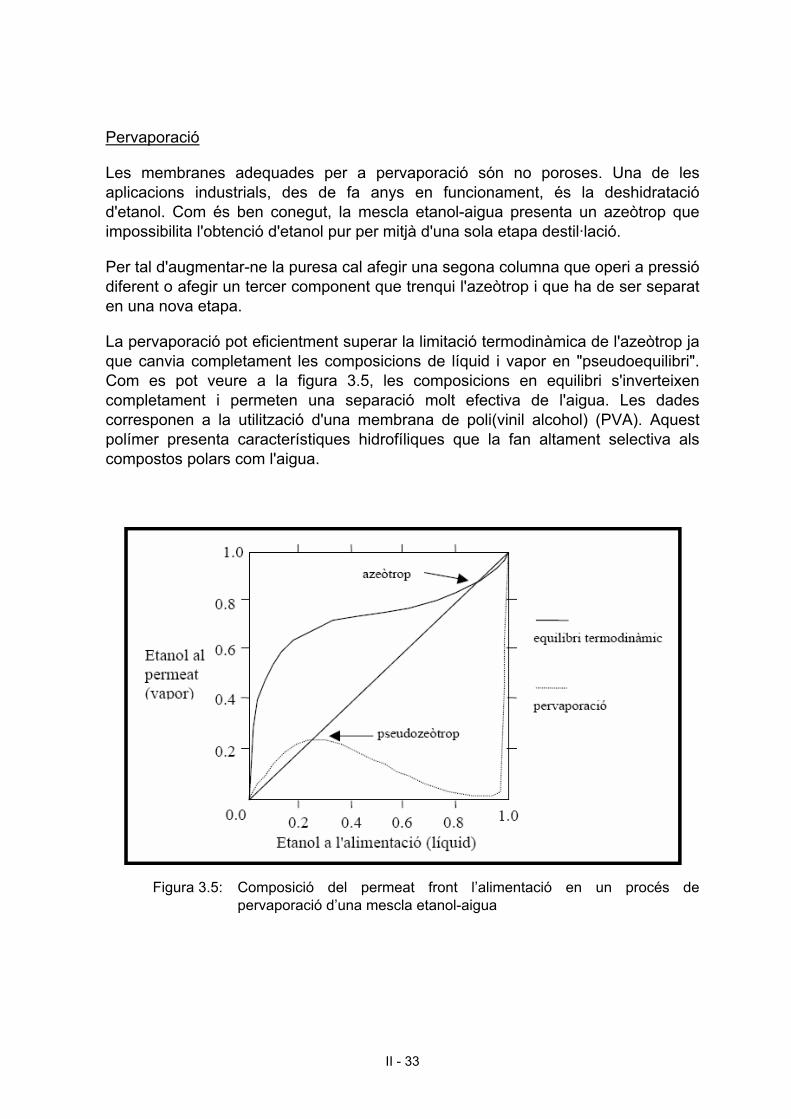
La pervaporació pot eficientment superar la limitació termodinàmica de l'azeòtrop ja que canvia completament les composicions de líquid i vapor en "pseudoequilibri". Com es pot veure a la figura 3.5, les composicions en equilibri s'inverteixen completament i permeten una separació molt efectiva de l'aigua. Les dades corresponen a la utilització d'una membrana de poli(vinil alcohol) (PVA). Aquest polímer presenta característiques hidrofíliques que la fan altament selectiva als compostos polars com l'aigua.
Figura 3.5: Composició del permeat front l’alimentació en un procés de
pervaporació d’una mescla etanol-aigua

II - 34
Criteris d’aplicació
Osmosi inversa (OI)
L'aplicació més extesa de l'OI és la desalinització d'aigües. Tot i així té una àmplia aplicabilitat a la indústria alimentària, indústria paperera i tractament d'aigües residuals en general.
La llista d'aplicacions particulars podria ser inacabable. Es poden destacar, per exemple, les següents:
- Desmineralització d'aigües de procés
- Desalinització d'aigua de mar o salines
- Producció d'aigua ultrapura per a laboratoris en general i indústria electrònica (fabricació de semiconductors)
- Tractament d'efluents municipals i industrials
- Concentració de substàncies en indústria paperera
- Eliminació d'aigua i concentració de sucs, productes làctics i sucres
- Concentració de cafè, te i sopes instantànies
- Concentració d'aminoàcids i alcaloides
Entre totes les aplicacions destaca la desalinització d'aigua. Actualment l'OI ocupa el 90% del mercat de potabilització d'aigua de mar. En poc més d'una dècada, ha substituït quasi per complet als processos de destil·lació flash multietapa.
Pervaporació
Segurament, des del punt de vista industrial és el procés més atractiu ja que permet tractar situacions on la destil·lació és inviable ja sigui per motius termodinàmics o purament econòmics.
Les principals aplicacions de la pervaporació es troben a la:
- Deshidratació de substàncies orgàniques
- Recuperació de compostos orgànics (volàtils) de corrents aquosos a baixa concentració
- Separació de mescles azeotròpiques
II - 35
El tipus de membrana utilitzada en cada cas és diferent tot i presentant la característica comuna de ser no porosa.
A nivell de laboratori s'han descrit decenes de sistemes on la deshidratació mitjançant pervaporació és viable i és sobretot interessant per a mescles amb un baix contingut d'aigua, situació en la qual les membranes presenten una màxima selectivitat. A la taula 3.1. es llisten una sèrie de compostos orgànics que poden ser deshidratats per pervaporació, tot i que pràcticament qualsevol corresponent a alguna de les famílies orgàniques presentades s'hi podria incloure.
Taula 3.1: Solvents orgànics susceptibles de ser deshidratats per pervaporació
Metanol Alcohol alílic Acetat d'etil Tricloretilè
Etanol Furfurol Butilacetat Tetracloretà
n-Propanol Metilfurfurol Dietil èter Tretrahidrofurà
Isopropanol Dietilenglicol Diisopropil èter Anilina
n-Butanol Acetona Dipropil èter Benzè
t-Butanol Butanona Etil propil èter Toluè
Toluè 2-Pentanol Ciclohexanona Cloroform Xilè
Hexanol Metil etil cetona Clorur de metilè Etilendiamina
Ciclohexanol Metil isobutil cetona Cloretilè Etanolamina
Alcohol isoamílic Caprolactama Dicloretilè Dietilamina
Taula 3.2: Estudis de pervaporació de mescles orgàniques realitzades en laboratori
Mescla Membrana Selectivitat
Etilbenzè/xilè Polietilè no disponible
p-xilè/o-xilè Polietilè no disponible
m-xilè/p-xilè Polipropilè m-Xilè
dicloretà/tricloretilè Poliamida/polièter Dicloretà
Benzè/ciclohexà Poliimida Benzè
Acetona/ciclohexà Poliimida Acetona
Es presenta com realment viable per a la recuperació d’hidrocarburs clorats, alcohols, fenol o aromàtics. En cas aquest, es precisa d'una membrana hidrofòbica que mostri una alta selectivitat pels compostos orgànics. El material més assajat és
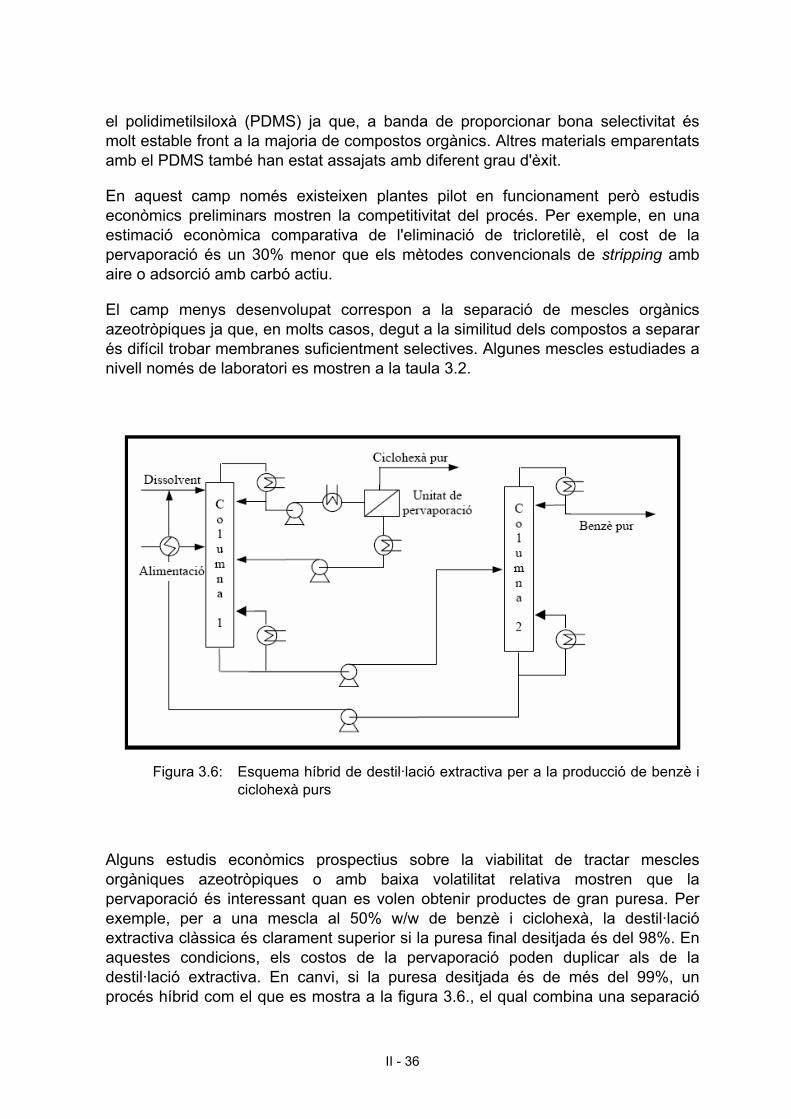
II - 36
el polidimetilsiloxà (PDMS) ja que, a banda de proporcionar bona selectivitat és molt estable front a la majoria de compostos orgànics. Altres materials emparentats amb el PDMS també han estat assajats amb diferent grau d'èxit.
En aquest camp només existeixen plantes pilot en funcionament però estudis econòmics preliminars mostren la competitivitat del procés. Per exemple, en una estimació econòmica comparativa de l'eliminació de tricloretilè, el cost de la pervaporació és un 30% menor que els mètodes convencionals de stripping amb aire o adsorció amb carbó actiu.
El camp menys desenvolupat correspon a la separació de mescles orgànics azeotròpiques ja que, en molts casos, degut a la similitud dels compostos a separar és difícil trobar membranes suficientment selectives. Algunes mescles estudiades a nivell només de laboratori es mostren a la taula 3.2.
Figura 3.6: Esquema híbrid de destil·lació extractiva per a la producció de benzè i
ciclohexà purs
Alguns estudis econòmics prospectius sobre la viabilitat de tractar mescles orgàniques azeotròpiques o amb baixa volatilitat relativa mostren que la pervaporació és interessant quan es volen obtenir productes de gran puresa. Per exemple, per a una mescla al 50% w/w de benzè i ciclohexà, la destil·lació extractiva clàssica és clarament superior si la puresa final desitjada és del 98%. En aquestes condicions, els costos de la pervaporació poden duplicar als de la destil·lació extractiva. En canvi, si la puresa desitjada és de més del 99%, un procés híbrid com el que es mostra a la figura 3.6., el qual combina una separació
II - 37
per destil·lació extractiva amb una etapa de pervaporació, pot significar un estalvi econòmic del 20% respecte a la utilització de la destil·lació extractiva sola.
Avantatges
Les separacions basades en membranes són els processos potencialment més efectius i econòmics per realitzar purificacions. A més, a diferència de la destil·lació, utilitzen l’energia d’una manera molt eficient ja que, en al majoria dels casos, només s’utilitza per fer circular el fluid i proporcionar-li pressió. Es podria predir que les membranes substituiran eficaçment la destil·lació en un futur.
Els avantatges d’utilitzar tecnologia de membranes, quan és possible, són diversos:
- Estalvi energètic: consum molt baix ja que en quasi cap cas requereix canvi de fase.
- Recuperació de materials: es pot aprofitar tant el concentrat com el permeat.
- Operació a temperatura ambient: pràcticament totes les operacions tenen lloc a temperatura ambient i, per tant, permeten tractar compostos sensibles a la temperatura i estalviar energia.
- Reducció de costos de transport: recuperar aigua pot significar reduir significativament el volum d’afluents a tractar.
- Reducció de costos de tractament: en molts casos, es pot reduir considerablement tant la càrrega de demanda química (DQO) com biològica (DBO) d’oxigen, la qual cosa facilita el tractament biològic de les aigües.
- Reduït espai físic d’operació: els mòduls de membranes són molt compactes estalviant espai ocupat.
- Facilitat d’expansió: per la seva disposició modular les unitats de membrana són fàcilment ampliables simplement afegint mòduls addicionals.
- Automatització: la majoria de plantes són gestionades de forma completament automàtica inclosos els processos de neteja de les membranes.
- Baixos costos d’operació: el manteniment és pràcticament nul i pot ser dut a terme per personal no especialitzat.
- Sistemes fets a mida: la majoria de processos es poden dissenyar específicament d’acord amb les característiques del problema.
II - 38
Limitacions
- Elevat cost: les membranes i els sistemes associats són costosos, excepte per a separacions de baixa selectivitat.
- Baixa selectivitat: en molts casos els factors de separació són insuficients.
- Fluxos baixos: el cabal de permeat aconseguible és encara baix en algunes aplicacions
- Sensibilitat a l’atac químic: molts materials poden fer-se malbé pels àcids, oxidants o solvents orgànics.
- Baixa resistència: molts materials no són resistents a l’abrasió, vibracions, elevades pressions o temperatures.
Bibliografia
- J. Font (URV). Informe intern. 1998.
- W. Chen, F. Parma, A. Patkar, A. Elkin, S. Sen. “Selecting Membrane Filtration Systems”. Chemical Engineering Progress 100 (12) (2004).
- M. Mulder “Basic principles of membrane technology”, Kluwer Academic, Dordrecht (1996).
- R. Rautenbach, R. Albrecht “Membrane processes”, Wiley, New York (1989).
- J.G.A. Bitter “Transport mechanisms in membrane separation processes”, Plenum Press cop., New York (1991).
- M.C. Porter (ed.) “Handbook of industrial membrane technology”, Noyes Publications, Westwood (1990).
- S.P. Nunes, K.-V. Peinemann (eds.) “Membrane technology in the chemical industry”, Wiley-VCH, Weinheim (2001).
- T. Stephenson “Membrane bioreactors for wastewater treatment ”, IWA, London (2000).
- E.J. Hoffman “Membrane separations technology : single-stage, multistage, and differential permeation”, Gulf Professional Pub., Boston (2000).
- R.W. Baker “Membrane technology and applications ”, John Wiley & Sons, Chichester (2004).
II - 39
- S. Judd, B. Jefferson (eds.) “Membranes for industrial wastewater recovery and re-use”, Elsevier, Oxford (2003).
- P. Hillis (ed.) “Membrane technology in water and wastewater treatment”, The Royal Society of Chemistry, Cambridge (2000).
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
A continuació es mostra un exemple d’aplicació de la tècnica d’osmosi inversa i el consegüent estalvi d’energia.
Es vol obtenir una concentració de lactoserum del 5,2% al 24% en pes de matèria sòlida mitjançant la tècnica d'òsmosi inversa. Es compara el consum energètic amb el que es requeriria si s’utilitzés un evaporador de triple efecte.
El cabal a concentrar és de 12.000 L/h per obtenir un cabal de permeat de 500 L/h. La bomba a utilitzar té un rendiment del 45% i treballa amb una diferència de pressió de 100 bar. Es suposa que la densitat del fluid és 1.000 kg/m3.
Avaluació tècnica dels estalvis energètics i altres estalvis
El consum energètic per aquesta separació amb la tècnica de membrana pot determinar-se fàcilment per mitjà de l'equació:
3100 ·12 74
36 · 0,45bar m hP kW= = (eq. 3.1)
Si es suposa una operació de 5.000 hores de treball i un preu de 0,078 €/kWh, el preu per cada operació és de 28,8·103 €.
Si la mateixa operació es realitzés amb un evaporador triple, l’efecte en el consum seria el següent:
- consum de vapor 1.645 kg/h vapor (8 bar)
- consum de les bombes 10 kW
Suposant un preu de 15,03 €/Tm de vapor (8 bar), 0,078 €/kWh d'electricitat i una operació de 5.000 hores s'obté un preu per operació de 127,48·103 €.
En resum es pot observar que el consum energètic del procés d’osmosi inversa és inferior al procés de concentració per evaporació com es mostra a la taula 3.3.
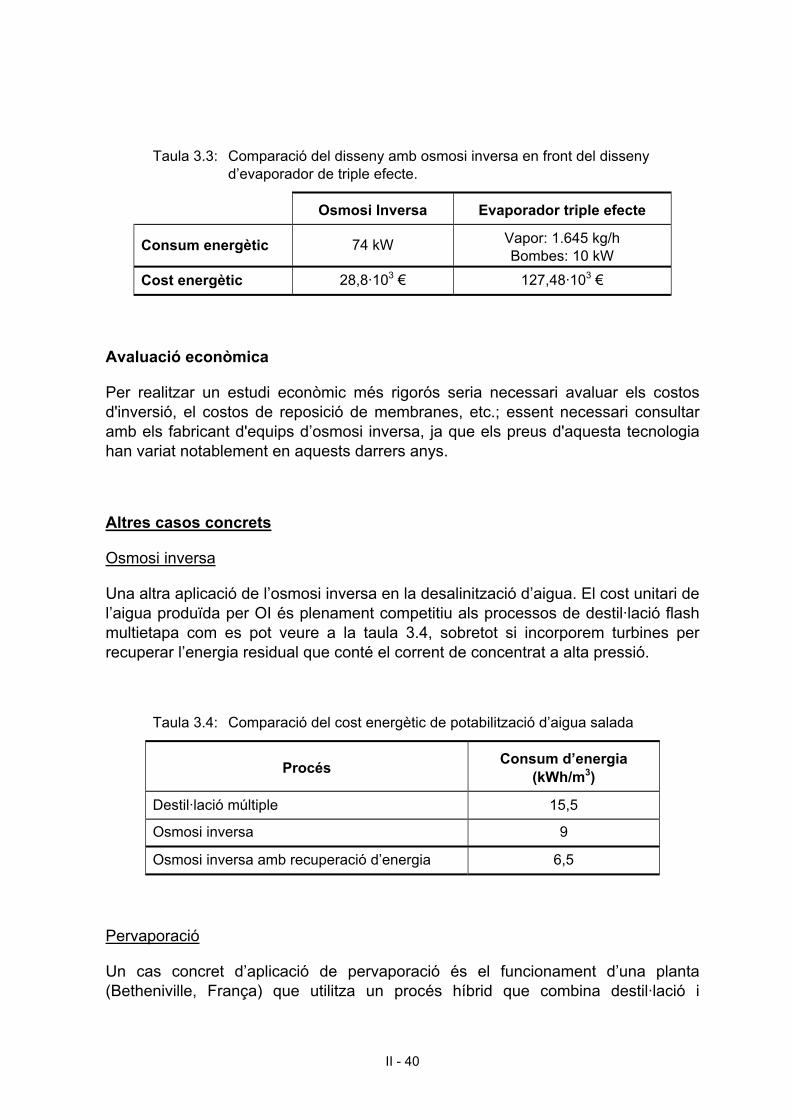
II - 40
Taula 3.3: Comparació del disseny amb osmosi inversa en front del disseny d’evaporador de triple efecte.
Osmosi Inversa Evaporador triple efecte
Consum energètic 74 kW Vapor: 1.645 kg/h Bombes: 10 kW
Cost energètic 28,8·103 € 127,48·103 €
Avaluació econòmica
Per realitzar un estudi econòmic més rigorós seria necessari avaluar els costos d'inversió, el costos de reposició de membranes, etc.; essent necessari consultar amb els fabricant d'equips d’osmosi inversa, ja que els preus d'aquesta tecnologia han variat notablement en aquests darrers anys.
Altres casos concrets
Osmosi inversa
Una altra aplicació de l’osmosi inversa en la desalinització d’aigua. El cost unitari de l’aigua produïda per OI és plenament competitiu als processos de destil·lació flash multietapa com es pot veure a la taula 3.4, sobretot si incorporem turbines per recuperar l’energia residual que conté el corrent de concentrat a alta pressió.
Taula 3.4: Comparació del cost energètic de potabilització d’aigua salada
Procés Consum d’energia (kWh/m3)
Destil·lació múltiple 15,5
Osmosi inversa 9
Osmosi inversa amb recuperació d’energia 6,5
Pervaporació
Un cas concret d’aplicació de pervaporació és el funcionament d’una planta (Betheniville, França) que utilitza un procés híbrid que combina destil·lació i
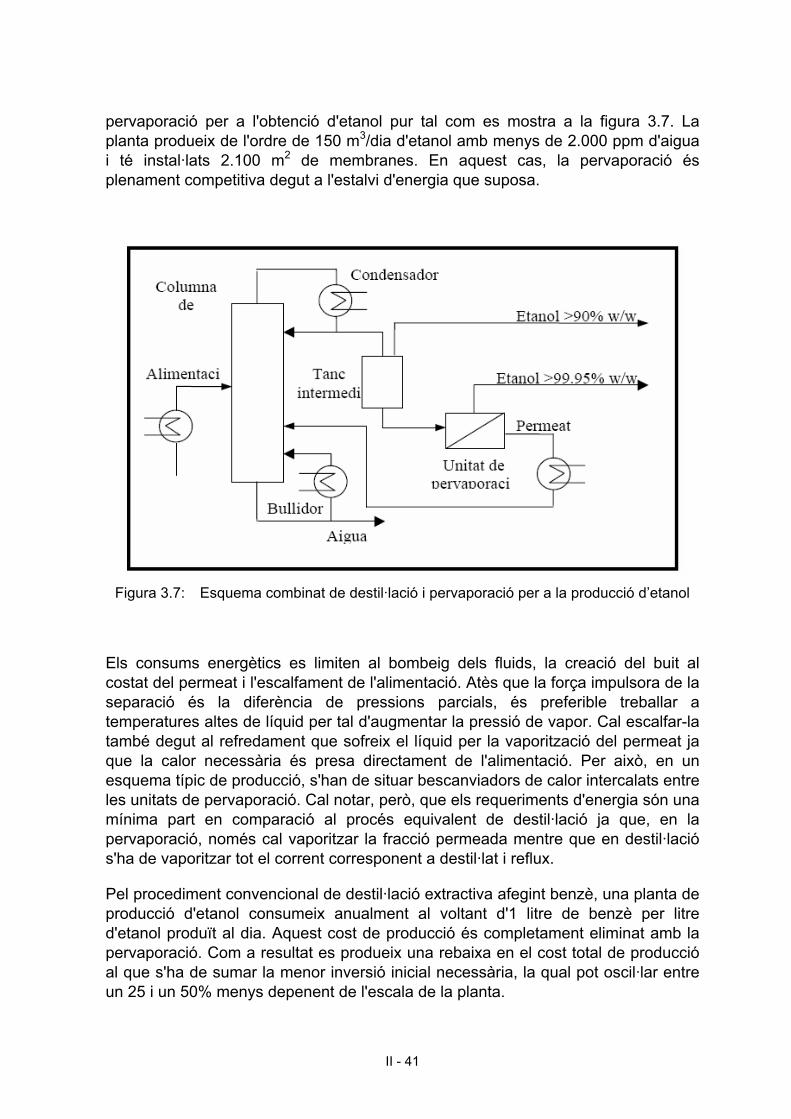
II - 41
pervaporació per a l'obtenció d'etanol pur tal com es mostra a la figura 3.7. La planta produeix de l'ordre de 150 m3/dia d'etanol amb menys de 2.000 ppm d'aigua i té instal·lats 2.100 m2 de membranes. En aquest cas, la pervaporació és plenament competitiva degut a l'estalvi d'energia que suposa.
Figura 3.7: Esquema combinat de destil·lació i pervaporació per a la producció d’etanol
Els consums energètics es limiten al bombeig dels fluids, la creació del buit al costat del permeat i l'escalfament de l'alimentació. Atès que la força impulsora de la separació és la diferència de pressions parcials, és preferible treballar a temperatures altes de líquid per tal d'augmentar la pressió de vapor. Cal escalfar-la també degut al refredament que sofreix el líquid per la vaporització del permeat ja que la calor necessària és presa directament de l'alimentació. Per això, en un esquema típic de producció, s'han de situar bescanviadors de calor intercalats entre les unitats de pervaporació. Cal notar, però, que els requeriments d'energia són una mínima part en comparació al procés equivalent de destil·lació ja que, en la pervaporació, només cal vaporitzar la fracció permeada mentre que en destil·lació s'ha de vaporitzar tot el corrent corresponent a destil·lat i reflux.
Pel procediment convencional de destil·lació extractiva afegint benzè, una planta de producció d'etanol consumeix anualment al voltant d'1 litre de benzè per litre d'etanol produït al dia. Aquest cost de producció és completament eliminat amb la pervaporació. Com a resultat es produeix una rebaixa en el cost total de producció al que s'ha de sumar la menor inversió inicial necessària, la qual pot oscil·lar entre un 25 i un 50% menys depenent de l'escala de la planta.
II - 42
4) INTEGRACIÓ DE PROCESSOS. TECNOLOGIA PINCH PER A L’OPTIMITZACIÓ DE XARXES DE BESCANVIADORS DE CALOR
a) Descripció genèrica i conceptual de la proposta
A l’àmbit de l’enginyeria de processos industrials existeixen dos problemes de disseny que s’han de resoldre:
- El disseny individual de les operacions unitàries.
- El disseny del sistema complet.
Actualment, la indústria presenta la capacitat suficient per trobar el disseny més o menys òptim per a cadascun dels components individuals d’una planta. La integració de components optimitzats individualment, però, no fa que el sistema complet sigui necessàriament l’òptim, i encara menys si considerem sistemes molt complexes com pot ser una refineria. Intentar trobar aquest òptim és l’objectiu de la integració de processos.
La integració de processos s’ha desenvolupat de forma relativament recent. Avui en dia, les principals vies de recerca pel que fa al disseny integrat de processos són dos: el tractament de la programació matemàtica (treballa amb funcions objectius i models matemàtics) i el tractament termodinàmic, dins del qual es troba l’anàlisi Pinch. Aquesta última tecnologia és la que té una major aplicació industrial en l’actualitat, pel que es la que es tracta amb més detall en aquest estudi.
L’anàlisi Pinch és un conjunt de principis, eines i regles de disseny que permeten trobar la millor forma de configurar els diversos elements que composen una xarxa de bescanviadors de calor. L’objectiu final és tenir el mínim nombre de bescanviadors de calor i/o els mínims requeriments d’utilitats (utilities), o serveis de calor o fred.
A continuació s’indiquen les etapes de la integració de processos en general i del disseny de xarxes de bescanviadors de calor mitjançant la tecnologia Pinch en particular:
1. Extracció de dades
La col·lecció de les dades del procés és el primer pas a realitzar. S’han de fer els balanços de matèria i d’energia dels processos per tal de conèixer paràmetres com: cabals, calors específiques, o temperatures. Pel que fa als corrents, s’ha de distingir entre corrents a escalfar i corrents que requereixen un refredament.
2. Objectius energètics i corba composta
II - 43
A partir de l’anàlisi de corrents aïllades arribem a l’anàlisi del sistema complet on hem d’establir gràficament les corbes compostes. Les corbes compostes són una representació gràfica de les càrregues tèrmiques del problema.
Aquesta representació facilita la comprensió del procés i ens permet localitzar el Pinch. L’observació d’aquestes corbes ens mostraren les possibilitats d’estalvi energètic i les necessitats mínimes d’escalfament i refredament, els quals presenten els nostres objectius energètics.
3. Taula de problemes
La taula de problemes és un mètode alternatiu que ens permet obtenir informacions similars a les corbes compostes, ja que de vegades no és fàcil la construcció de les mateixes.
La taula de problemes és un mètode matemàtic que divideix el problema en intervals de temperatura, aconseguint així el consum mínim de serveis, la localització del Pinch i el flux de calor en cascada.
4. Optimització de les utilitats múltiples
En moltes aplicacions de la indústria hi ha disponibles diferents serveis (utilitats) com vapor d’aigua a diferents pressions, gasos de combustió, aigua de refrigeració o una bomba de calor. Per optimitzar el procés s’escolliria vapor de baixa pressió en compte d’alta, i no utilitzaríem refrigeració per compressió, si poguéssim utilitzar aigua de refrigeració. L’ús de les bombes de calor en xarxes de bescanviadors resulta el mètode més beneficiós possible i la tecnologia Pinch ens ajuda a realitzar la localització més adequada.
L’eina principal utilitzada a la tecnologia Pinch per treballar amb serveis múltiples és la gran corba composta (GCC). En ella presentem les temperatures d’interval en front els valors del flux de calor del diagrama de fluxos de calor. De fet és la presentació gràfica de la taula de problemes.
5. Optimització de la mínima diferència de temperatura (Pinch)
El Pinch, la mínima diferència de temperatura entre els corrents a refredar i escalfar, representa el coll d’ampolla del procés. Augmentant aquesta diferència de temperatura podem disminuir l’àrea necessària en bescanviadors de calor i conseqüentment les despeses derivades. En contrapartida estarem augmentant el consum d’energia. Així obtenim el millor valor per a la diferència de temperatura a partir d’una optimització de les despeses.
6. Disseny de xarxes de bescanviadors de calor
Les xarxes de bescanviadors de calor poden utilitzar-se per a transferir calor entre els corrents que s’han d’escalfar i refredar. Aquest disseny de xarxes de bescanviadors de calor es pot esquematitzar i optimitzar fent servir la tecnologia
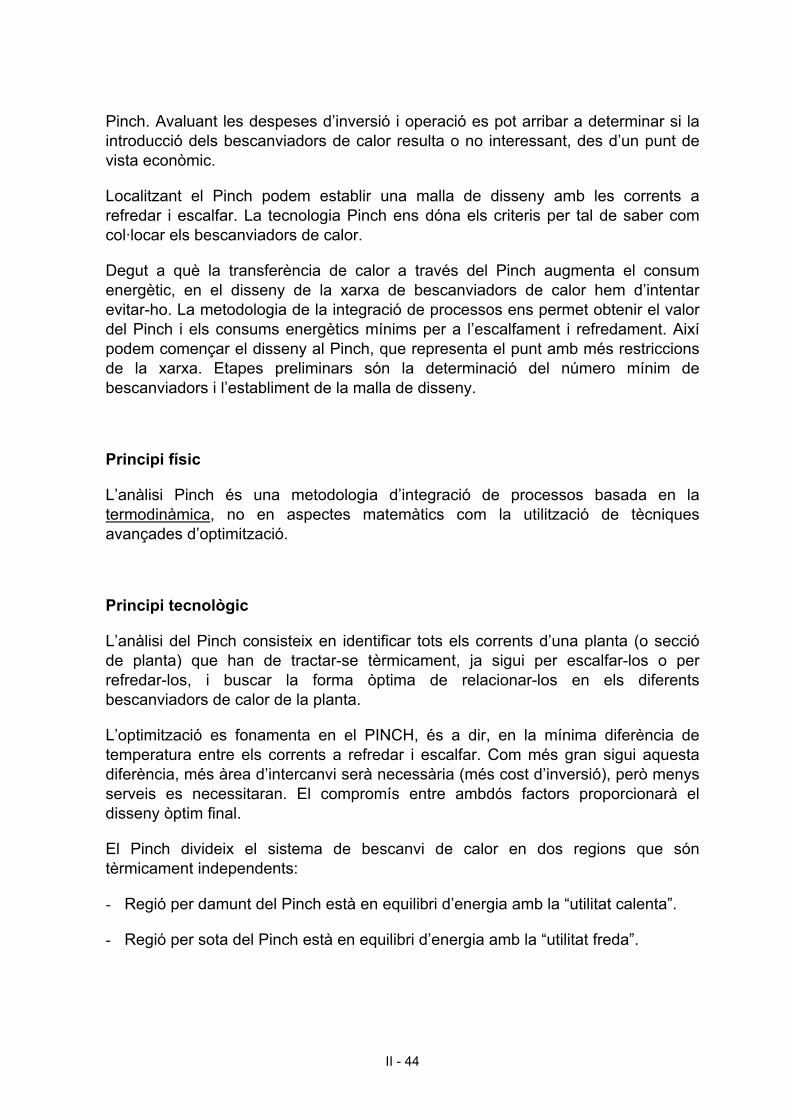
II - 44
Pinch. Avaluant les despeses d’inversió i operació es pot arribar a determinar si la introducció dels bescanviadors de calor resulta o no interessant, des d’un punt de vista econòmic.
Localitzant el Pinch podem establir una malla de disseny amb les corrents a refredar i escalfar. La tecnologia Pinch ens dóna els criteris per tal de saber com col·locar els bescanviadors de calor.
Degut a què la transferència de calor a través del Pinch augmenta el consum energètic, en el disseny de la xarxa de bescanviadors de calor hem d’intentar evitar-ho. La metodologia de la integració de processos ens permet obtenir el valor del Pinch i els consums energètics mínims per a l’escalfament i refredament. Així podem començar el disseny al Pinch, que representa el punt amb més restriccions de la xarxa. Etapes preliminars són la determinació del número mínim de bescanviadors i l’establiment de la malla de disseny.
Principi físic
L’anàlisi Pinch és una metodologia d’integració de processos basada en la termodinàmica, no en aspectes matemàtics com la utilització de tècniques avançades d’optimització.
Principi tecnològic
L’anàlisi del Pinch consisteix en identificar tots els corrents d’una planta (o secció de planta) que han de tractar-se tèrmicament, ja sigui per escalfar-los o per refredar-los, i buscar la forma òptima de relacionar-los en els diferents bescanviadors de calor de la planta.
L’optimització es fonamenta en el PINCH, és a dir, en la mínima diferència de temperatura entre els corrents a refredar i escalfar. Com més gran sigui aquesta diferència, més àrea d’intercanvi serà necessària (més cost d’inversió), però menys serveis es necessitaran. El compromís entre ambdós factors proporcionarà el disseny òptim final.
El Pinch divideix el sistema de bescanvi de calor en dos regions que són tèrmicament independents:
- Regió per damunt del Pinch està en equilibri d’energia amb la “utilitat calenta”.
- Regió per sota del Pinch està en equilibri d’energia amb la “utilitat freda”.
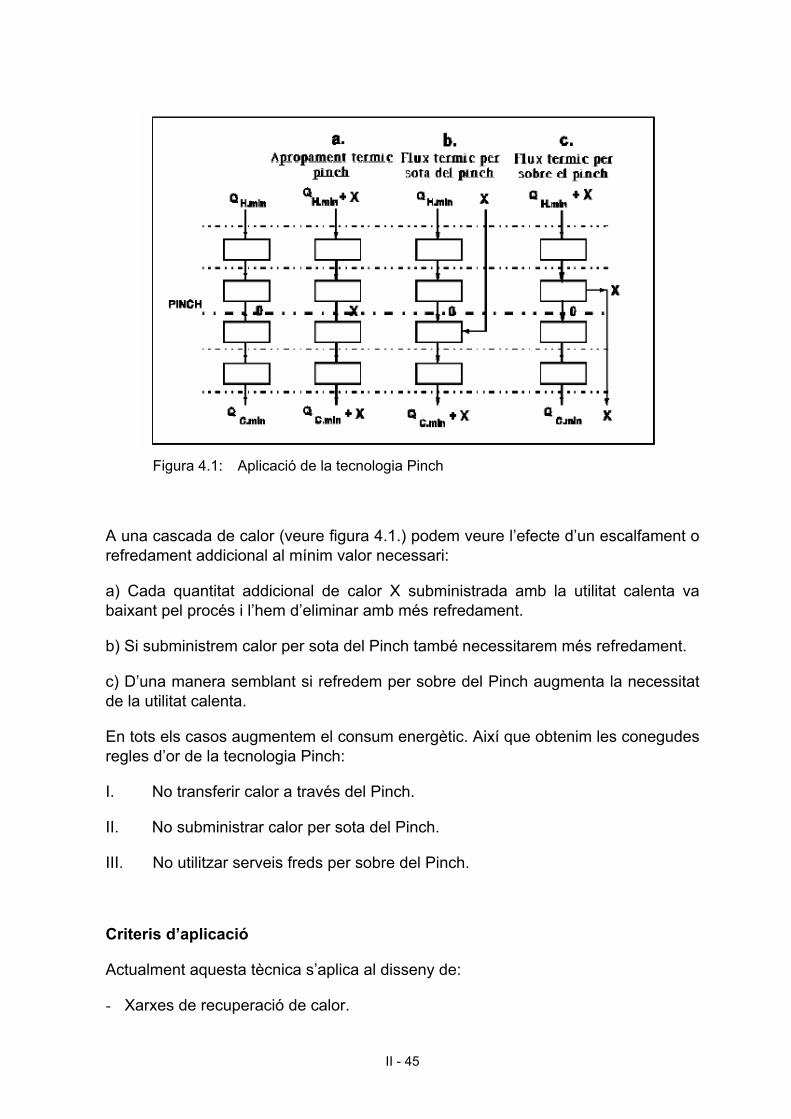
II - 45
Figura 4.1: Aplicació de la tecnologia Pinch
A una cascada de calor (veure figura 4.1.) podem veure l’efecte d’un escalfament o refredament addicional al mínim valor necessari:
a) Cada quantitat addicional de calor X subministrada amb la utilitat calenta va baixant pel procés i l’hem d’eliminar amb més refredament.
b) Si subministrem calor per sota del Pinch també necessitarem més refredament.
c) D’una manera semblant si refredem per sobre del Pinch augmenta la necessitat de la utilitat calenta.
En tots els casos augmentem el consum energètic. Així que obtenim les conegudes regles d’or de la tecnologia Pinch:
I. No transferir calor a través del Pinch.
II. No subministrar calor per sota del Pinch.
III. No utilitzar serveis freds per sobre del Pinch.
Criteris d’aplicació
Actualment aquesta tècnica s’aplica al disseny de:
- Xarxes de recuperació de calor.
II - 46
- Sistemes de separació.
- Sistemes de calor y potència.
- Sistemes de serveis auxiliars.
- Complexes industrials.
La seva aplicació és més recomanable en el moment de dissenyar una nova planta (o secció de planta), però també pot plantejar-se en plantes ja existents per avaluar les possibilitats d’optimització i estalvi aconseguibles.
Avantatges
Aquesta tecnologia presenta els següents avantatges com a més rellevants:
- Identificació del mínim consum d’energia necessària, i per tant reducció de les despeses derivades de la mateixa.
- Metodologia sistemàtica utilitzada per al disseny integrat de plantes de procés.
- Permet considerar diverses opcions de disseny i ordenar-les en funció de diversos criteris.
- Considera al mateix temps les despeses d’energia i d’inversió.
- Es pot aplicar al disseny de noves plantes com de plantes ja existents.
- Permet la reducció de les despeses de capital.
- Pot permetre la reducció de les emissions contaminants.
- Optimització de l’ús dels serveis (aigua freda i calenta).
- Millora de l’explotació, així com de la producció.
Limitacions
Molts enginyers de procés són crítics amb l’aplicació de la metodologia de la integració de processos per diverses raons:
Risc percebut: Els contractistes de plantes de processos són cada vegada més conscients de les seves responsabilitats en l’operació de la planta de procés i les responsabilitats legals posades sobre d’ells. Així, els canvis ràpids en els processos
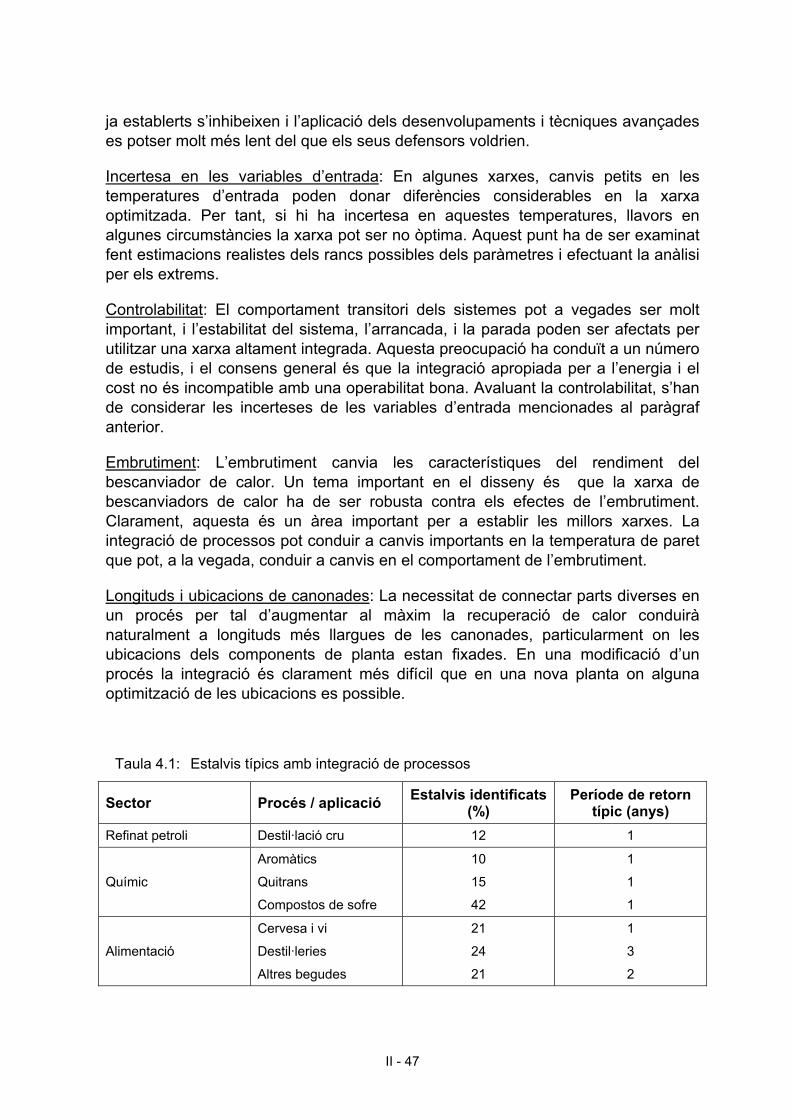
II - 47
ja establerts s’inhibeixen i l’aplicació dels desenvolupaments i tècniques avançades es potser molt més lent del que els seus defensors voldrien.
Incertesa en les variables d’entrada: En algunes xarxes, canvis petits en les temperatures d’entrada poden donar diferències considerables en la xarxa optimitzada. Per tant, si hi ha incertesa en aquestes temperatures, llavors en algunes circumstàncies la xarxa pot ser no òptima. Aquest punt ha de ser examinat fent estimacions realistes dels rancs possibles dels paràmetres i efectuant la anàlisi per els extrems.
Controlabilitat: El comportament transitori dels sistemes pot a vegades ser molt important, i l’estabilitat del sistema, l’arrancada, i la parada poden ser afectats per utilitzar una xarxa altament integrada. Aquesta preocupació ha conduït a un número de estudis, i el consens general és que la integració apropiada per a l’energia i el cost no és incompatible amb una operabilitat bona. Avaluant la controlabilitat, s’han de considerar les incerteses de les variables d’entrada mencionades al paràgraf anterior.
Embrutiment: L’embrutiment canvia les característiques del rendiment del bescanviador de calor. Un tema important en el disseny és que la xarxa de bescanviadors de calor ha de ser robusta contra els efectes de l’embrutiment. Clarament, aquesta és un àrea important per a establir les millors xarxes. La integració de processos pot conduir a canvis importants en la temperatura de paret que pot, a la vegada, conduir a canvis en el comportament de l’embrutiment.
Longituds i ubicacions de canonades: La necessitat de connectar parts diverses en un procés per tal d’augmentar al màxim la recuperació de calor conduirà naturalment a longituds més llargues de les canonades, particularment on les ubicacions dels components de planta estan fixades. En una modificació d’un procés la integració és clarament més difícil que en una nova planta on alguna optimització de les ubicacions es possible.
Taula 4.1: Estalvis típics amb integració de processos
Sector Procés / aplicació Estalvis identificats (%)
Període de retorn típic (anys)
Refinat petroli Destil·lació cru 12 1
Químic Aromàtics Quitrans Compostos de sofre
10 15 42
1 1 1
Alimentació Cervesa i vi Destil·leries Altres begudes
21 24 21
1 3 2
II - 48
Estalvis típics
A la taula 4.1 es presenten diversos processos típics on pot aplicar-se aquesta metodologia, amb el percentatge d’estalvi que es pot aconseguir i el període de retorn típic.
Bibliografia i enllaços
- J. C. Alonso (URV). Informe intern. 1998.
- G.F. Hewitt, G.L. Shires, T.R. Bott, Process heat transfer, CRC Press, (1994).
- B. Linnhoff and S.J. Parker, “Heat Exchanger Networks with Process Modifications, IChemE Annual Research Mtg, Bath, April, (1984).
- B. Linnhoff et al., "User Guide on Process Integration for the Efficient Use of Energy", IChemE,.K., (1983).
- B. Linnhoff, D.R. Mason and I. Wardle, Comp. & Chem. Eng., 3, pp. 295-302, (1979).
- B. Linnhoff and J.R. Flower, AIChEJ., 24, (4), pp 633-642, Juli, (1978).
- E.C. Hohmann, “Optimum Networks for Heat Exchange”, PhD thesis, Univ. Of Southern California, June (1971).
- http://www.linnhoffmarch.com/resources/whatispinch.html
- http://www.envirotechnet.com/pinchtechnology.com/
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida (exemple 1)
Com a primer exemple d’aplicació de la tecnologia Pinch, considerem una part d’una planta de producció que es mostra a la figura 4.2. (esquerra).
Els objectius de l’optimització són trobar la millor xarxa de bescanviadors de calor, per tal que aquesta secció de la planta requereixi la mínima inversió i operi amb les mínimes despeses d’operació, sense oblidar aspectes com la facilitat de control i operació.
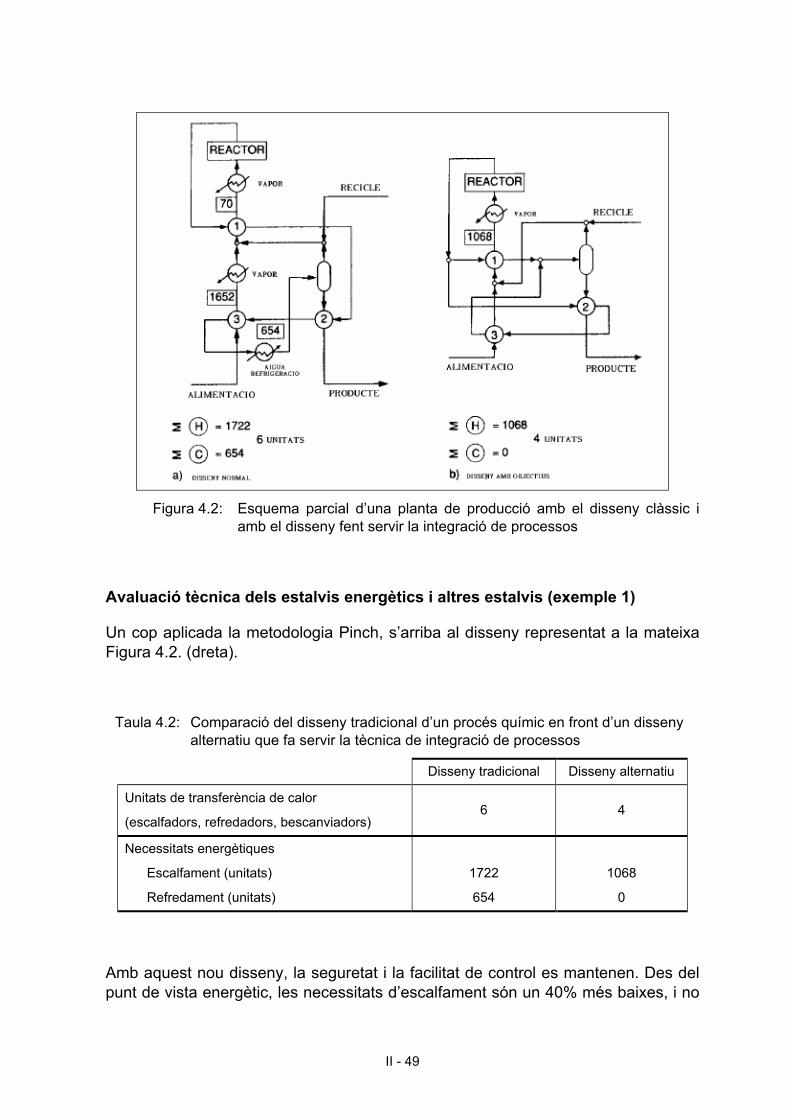
II - 49
Figura 4.2: Esquema parcial d’una planta de producció amb el disseny clàssic i
amb el disseny fent servir la integració de processos
Avaluació tècnica dels estalvis energètics i altres estalvis (exemple 1)
Un cop aplicada la metodologia Pinch, s’arriba al disseny representat a la mateixa Figura 4.2. (dreta).
Taula 4.2: Comparació del disseny tradicional d’un procés químic en front d’un disseny alternatiu que fa servir la tècnica de integració de processos
Disseny tradicional Disseny alternatiu
Unitats de transferència de calor
(escalfadors, refredadors, bescanviadors) 6 4
Necessitats energètiques
Escalfament (unitats)
Refredament (unitats)
1722
654
1068
0
Amb aquest nou disseny, la seguretat i la facilitat de control es mantenen. Des del punt de vista energètic, les necessitats d’escalfament són un 40% més baixes, i no
II - 50
es requereix cap unitat de refredament. A més, el nombre de bescanviadors en el nou disseny s’ha reduït de sis a quatre unitats. La millora, per tant, és significativa i evident. Aquests resultats es resumeixen a la Taula 4.2.
Avaluació econòmica (exemple 1)
L’aplicació pròpiament de la metodologia pinch té un cost insignificant comparat al d’altres mètodes de càlcul i disseny. Un estudi com l’anterior, on la quantitat de corrents a considerar és molt baixa, podria realitzar-se en un parell de setmanes. S’estima que el cost de l’estudi podria oscil·lar entre els 4.000 i els 15.000 €. Aquestes quantitats podrien variar significativament en funció del software utilitzat, o de si s’encarrega a consultors externs o es realitza internament a l’empresa.
En el cas d’una nova instal·lació, el disseny resultant de l’aplicació de la tecnologia pinch és millor des del punt de vista econòmic tant en quan a capital invertit com en quant a despeses d’operació.
No es disposen de dades suficients per avaluar els aspectes econòmics de les modificacions per al cas de què es tractés de modificar una instal·lació ja existent.
Dades de partida (exemple 2)
Considerem un tren de preescalfament de cru en una refineria de petroli d’una capacitat de 130.000 BPSD (860 m3/h). Aquest tren de preescalfament consta de diversos bescanviadors de calor, però la capacitat total ve limitada per la unitat de cremadors.
L’objectiu de l’empresa és augmentar la producció un 10% amb la mínima inversió. Per aconseguir-ho, planteja un projecte amb tres fases:
- Validació del tren de preescalfament actual.
- Determinació de la viabilitat d’aconseguir un estalvi energètic suficient per incrementar la producció sense augmentar les despeses operatives. L’increment de producció desitjat requereix uns estalvis energètics de 32 MM Btu/h (9.4 MW).
Aquesta segona fase es durà a terme aplicant la metodologia pinch.
- Disseny de la nova xarxa de bescanviadors i dels nous equips necessaris.
Avaluació tècnica dels estalvis energètics i altres estalvis (exemple 2)
II - 51
Un cop aplicada la metodologia Pinch, es va establir que podien aconseguir-se com a màxim uns estalvis de 40 MM Btu/h.
Amb la instal·lació d’un nou bescanviador de calor en una posició determinada, s’aconseguien uns estalvis de 39 MM Btu/h (11.4 MW), el que constituïa l’opció més viable des del punt de vista de cost d’inversió.
Avaluació econòmica (exemple 2)
Els resultats econòmics del projecte van ser:
- Estalvis energètics i d’aigua de refrigeració: US $ 1.600.000
- Cost del nou bescanviador i altres modificacions: US $ 1.040.000
- Període de retorn de la inversió: 8 mesos
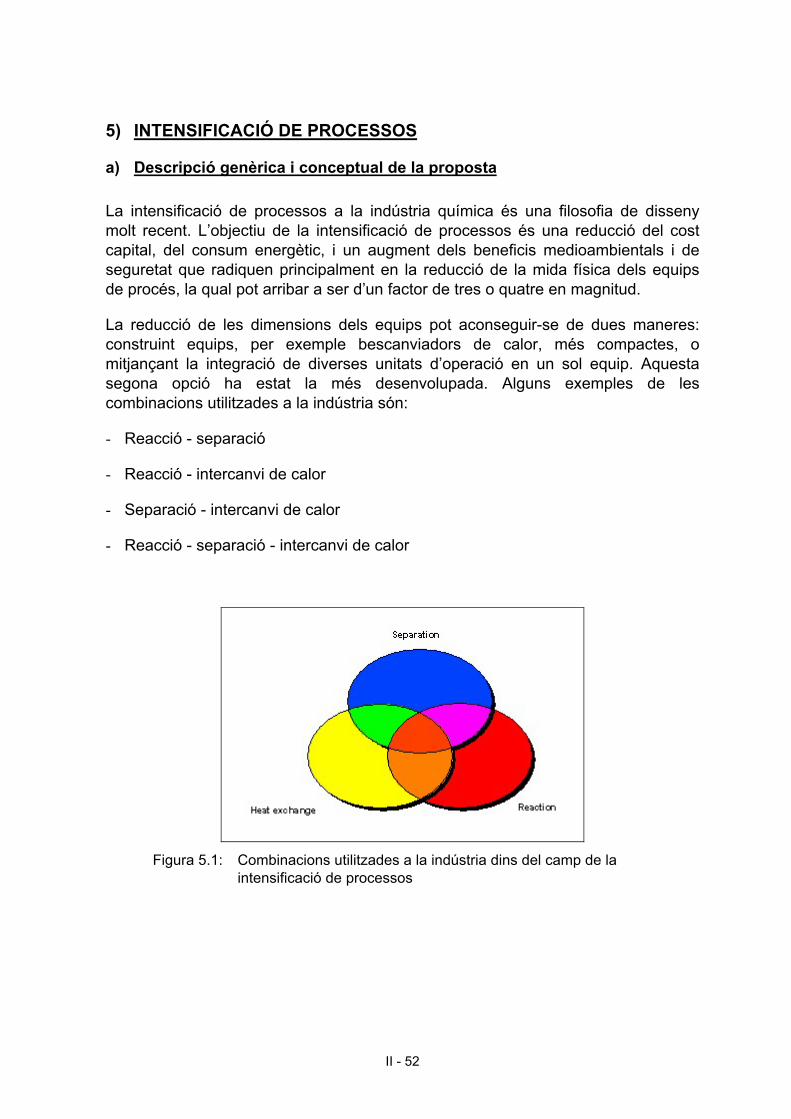
II - 52
5) INTENSIFICACIÓ DE PROCESSOS
a) Descripció genèrica i conceptual de la proposta
La intensificació de processos a la indústria química és una filosofia de disseny molt recent. L’objectiu de la intensificació de processos és una reducció del cost capital, del consum energètic, i un augment dels beneficis medioambientals i de seguretat que radiquen principalment en la reducció de la mida física dels equips de procés, la qual pot arribar a ser d’un factor de tres o quatre en magnitud.
La reducció de les dimensions dels equips pot aconseguir-se de dues maneres: construint equips, per exemple bescanviadors de calor, més compactes, o mitjançant la integració de diverses unitats d’operació en un sol equip. Aquesta segona opció ha estat la més desenvolupada. Alguns exemples de les combinacions utilitzades a la indústria són:
- Reacció - separació
- Reacció - intercanvi de calor
- Separació - intercanvi de calor
- Reacció - separació - intercanvi de calor
Figura 5.1: Combinacions utilitzades a la indústria dins del camp de la
intensificació de processos
II - 53
Principi tecnològic
La intensificació de processos consisteix en el desenvolupament de nous aparells i tècniques, que comparades amb el sistema actual, augmentin la capacitat de producció, disminueixin la relació entre la mida de la planta i la producció, i disminueixin el consum energètic i la generació de residus.
Avantatges
Els avantatges que presenta la intensificació de processos són:
- Millor qualitat a la producció
- Temps de residència baixos
- Es generen menors quantitats de residus
- Millor control de processos
- Estalvi energètic fins a un 70%
- Es redueix fins a un 60% el cost capital
Limitacions
La intensificació de processos es veu com una tècnica d’alt risc però que pot proporcionar potencialment molts guanys.
Altres limitacions inclouen la necessitat de plantes quasi completament noves i preocupacions sobre l’escalat des del laboratori o planta pilot a planta industrial.
En general, la filosofia de la intensificació de processos és troba encara en un període de desenvolupament, tot i que existeixen aplicacions industrials.
Experiència
Actualment, es coneixen només dos projectes d’intensificació de processos operatius en la Unió Europea, un al Regne Unit i l’altre a Alemanya.

II - 54
Bibliografia i enllaços
- Tsouris, C.; Porcelli, J.V. “Process Intensification - Has its time finally come?”. Chemical Engineering Progress 99 (10), 2003
- Shah, R.K. and Robertson, J.M., 1993. “Compact Heat Exchangers for the Process Industry”, in: P.A. Pilavachi (ed.), Energy Efficiency in Process Technology, Elsevier Applied Science, London.
- http://europa.eu.int/comm/energy_transport/atlas/htmlu/intensification.html
- http://www.pinetwork.org/
- http://www.ecn.nl/eei/research/process/index.en.html
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
S’estudia la viabilitat d’un reactor de flux oscil·lant mitjançant la tecnologia d’intensificació de processos. Aquest és un procés en discontinu que requereix elevats temps de residència.
L’objectiu de l’estudi és explotar la capacitat de l’equip millorant la selectivitat, la conversió i el control del procés reduint el temps de residència. Es pretén millorar la química del procés i, aplicant la filosofia de la intensificació de processos, reduir el volum de l’equip.
Figura 5.2: Reactor Batch segons la tecnologia convencional
II - 55
A la figura 5.2. es pot veure el diagrama de flux del reactor Batch convencional:
Avaluació tècnica dels estalvis energètics i altres estalvis
Mitjançant la aplicació de la intensificació de processos el volum del reactor es minimitza, per exemple, si el cicle en Batch requereix només un 10% del temps de reacció, el volum del reactor en continu pot ser un factor de reducció de 10 per a la mateixa proporció de la producció equivalent.
A la figura següent es por observar el diagrama de flux del sistema anterior després de la aplicació de la integració de processos:
Figura 5.3: Reactor Batch aplicant la filosofia de la intensificació de
processos
Avaluació econòmica
No es disposa d’informació econòmica per a aquest exemple concret.
La informació disponible a la bibliografia indica que, de forma general, aplicant les tècniques d’intensificació de processos es poden produir uns estalvis energètics de fins a un 70%, mentre que l’estalvi de capital d’inversió pot arribar a un 60%, respecte als dissenys convencionals.
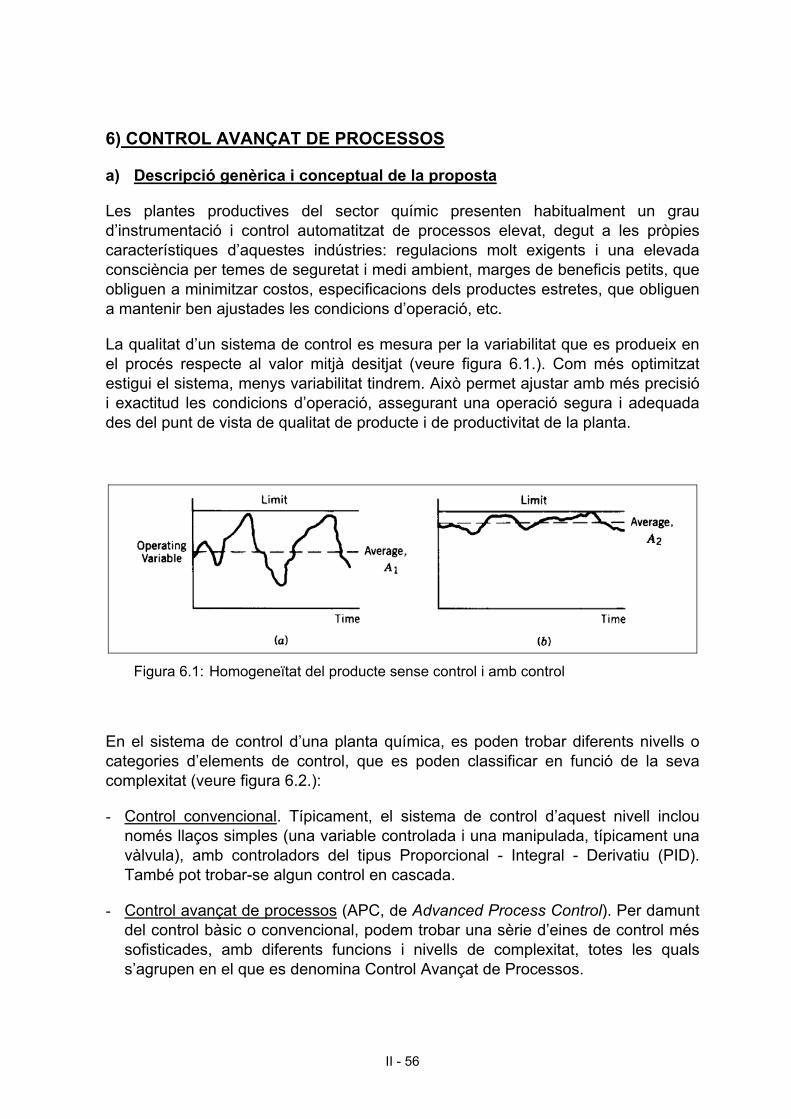
II - 56
6) CONTROL AVANÇAT DE PROCESSOS
a) Descripció genèrica i conceptual de la proposta
Les plantes productives del sector químic presenten habitualment un grau d’instrumentació i control automatitzat de processos elevat, degut a les pròpies característiques d’aquestes indústries: regulacions molt exigents i una elevada consciència per temes de seguretat i medi ambient, marges de beneficis petits, que obliguen a minimitzar costos, especificacions dels productes estretes, que obliguen a mantenir ben ajustades les condicions d’operació, etc.
La qualitat d’un sistema de control es mesura per la variabilitat que es produeix en el procés respecte al valor mitjà desitjat (veure figura 6.1.). Com més optimitzat estigui el sistema, menys variabilitat tindrem. Això permet ajustar amb més precisió i exactitud les condicions d’operació, assegurant una operació segura i adequada des del punt de vista de qualitat de producte i de productivitat de la planta.
Figura 6.1: Homogeneïtat del producte sense control i amb control
En el sistema de control d’una planta química, es poden trobar diferents nivells o categories d’elements de control, que es poden classificar en funció de la seva complexitat (veure figura 6.2.):
- Control convencional. Típicament, el sistema de control d’aquest nivell inclou només llaços simples (una variable controlada i una manipulada, típicament una vàlvula), amb controladors del tipus Proporcional - Integral - Derivatiu (PID). També pot trobar-se algun control en cascada.
- Control avançat de processos (APC, de Advanced Process Control). Per damunt del control bàsic o convencional, podem trobar una sèrie d’eines de control més sofisticades, amb diferents funcions i nivells de complexitat, totes les quals s’agrupen en el que es denomina Control Avançat de Processos.
II - 57
Una primera sofisticació seria la utilització d’un sistema de monitorització del rendiment dels llaços simples o del rendiment del procés. Aquests sistema monitoritzaria globalment tota la planta, i serviria per detectar possibles mal funcionaments del sistema de control bàsic (períodes d’operació en mode manual...), identificar els llaços més problemàtics, avaluar la variabilitat del procés, etc.
Un següent pas implicaria la gestió automatitzada de les situacions anormals detectades pel sistema de monitorització. Amb aquest sistema es podrien prendre decisions en situacions d’emergència provocades, no per alarmes concretes d’una variable de procés, sinó per situacions més generals de la planta (combinació simultània de valors per diverses variables de procés, falta d’estabilitat d’alguna variable, etc.)
Un altre nivell de sofisticació el constitueix l’ajust automàtic o semiautomàtic dels paràmetres dels llaços de control (auto tuning). La utilització d’aquestes eines permet que les constants P, I i D dels diferents llaços vagin canviant amb el temps d’acord amb l’evolució del propi procés productiu.
La utilització d’algorismes de lògica borrosa o (fuzzy logic) constitueix el següent nivell de sofisticació, ja que és el primer moment en que es deixen d’utilitzar controls PID. La lògica borrosa intenta reproduir la forma de funcionament del cervell humà. Quan s’aplica a un llaç simple (una variable controlada i una manipulada) el llaç és tan fàcil de configurar com ho seria un PID clàssic, però la qualitat del control, mesurada com la disminució en la variabilitat de la variable controlada, pot ser molt superior.
Els estimadors de propietats (o sensors virtuals) ens permeten disposar, de forma continua, de l’estat actual d’una variable que no pot mesurar-se físicament. Aquests estimadors utilitzen diferents tècniques matemàtiques, moltes vegades basades en la intel·ligència artificial, per inferir el valor de la variable d’interès (un paràmetre de qualitat, una propietat fisicoquímica, etc.) a partir d’altres variables que sí són mesurades en planta. El valor de la variable estimada pot introduir-se com a entrada a qualsevol llaç de control simple o complex, de la mateixa manera que s’introduiria qualsevol altra variable (una temperatura, pressió, cabal...).
Els models predictius i adaptatius (MPC, de Model Predictive Control, o també de Multivariable Predictive Control) es basen en controladors que poden modificar el seu comportament en resposta a canvis en la dinàmica del procés i les pertorbacions. Normalment, aquests controladors de segon nivell actuen enviant els valors dels punts de consigna (SP, de setpoint) als controladors de primer nivell. Habitualment, els models predictius són també multivariables, és a dir, tenen entrades de més d’una variable mesurada i com a sortida actuen sobre més d’una variable manipulada. Aquest és el tipus d’eina de control avançat més estès a la indústria química.
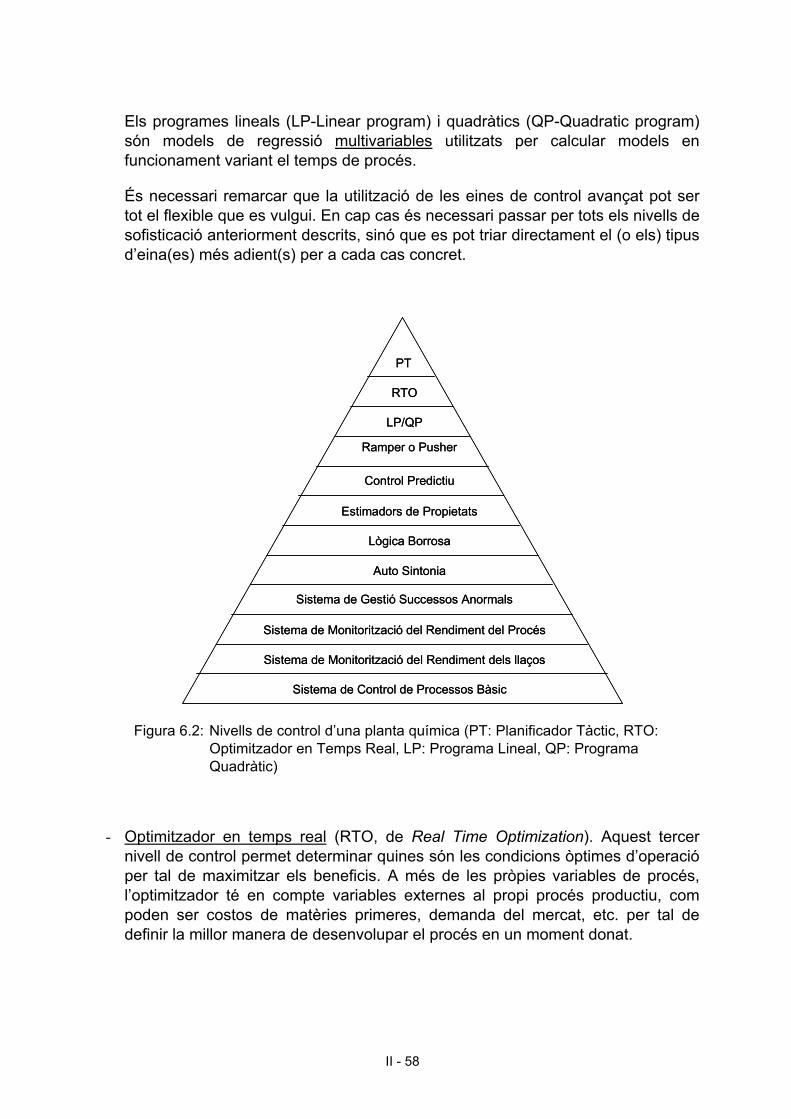
II - 58
Els programes lineals (LP-Linear program) i quadràtics (QP-Quadratic program) són models de regressió multivariables utilitzats per calcular models en funcionament variant el temps de procés.
És necessari remarcar que la utilització de les eines de control avançat pot ser tot el flexible que es vulgui. En cap cas és necessari passar per tots els nivells de sofisticació anteriorment descrits, sinó que es pot triar directament el (o els) tipus d’eina(es) més adient(s) per a cada cas concret.
Sistema de Control de Processos Bàsic
Sistema de Monitorització del Rendiment dels llaços
Sistema de Monitorització del Rendiment del Procés
Sistema de Gestió Successos Anormals
Auto Sintonia
Lògica Borrosa
Estimadors de Propietats
Control Predictiu
Ramper o Pusher
LP/QP
RTO
PT
Sistema de Control de Processos Bàsic
Sistema de Monitorització del Rendiment dels llaços
Sistema de Monitorització del Rendiment del Procés
Sistema de Gestió Successos Anormals
Auto Sintonia
Lògica Borrosa
Estimadors de Propietats
Control Predictiu
Ramper o Pusher
LP/QP
RTO
PT
Figura 6.2: Nivells de control d’una planta química (PT: Planificador Tàctic, RTO: Optimitzador en Temps Real, LP: Programa Lineal, QP: Programa Quadràtic)
- Optimitzador en temps real (RTO, de Real Time Optimization). Aquest tercer nivell de control permet determinar quines són les condicions òptimes d’operació per tal de maximitzar els beneficis. A més de les pròpies variables de procés, l’optimitzador té en compte variables externes al propi procés productiu, com poden ser costos de matèries primeres, demanda del mercat, etc. per tal de definir la millor manera de desenvolupar el procés en un moment donat.
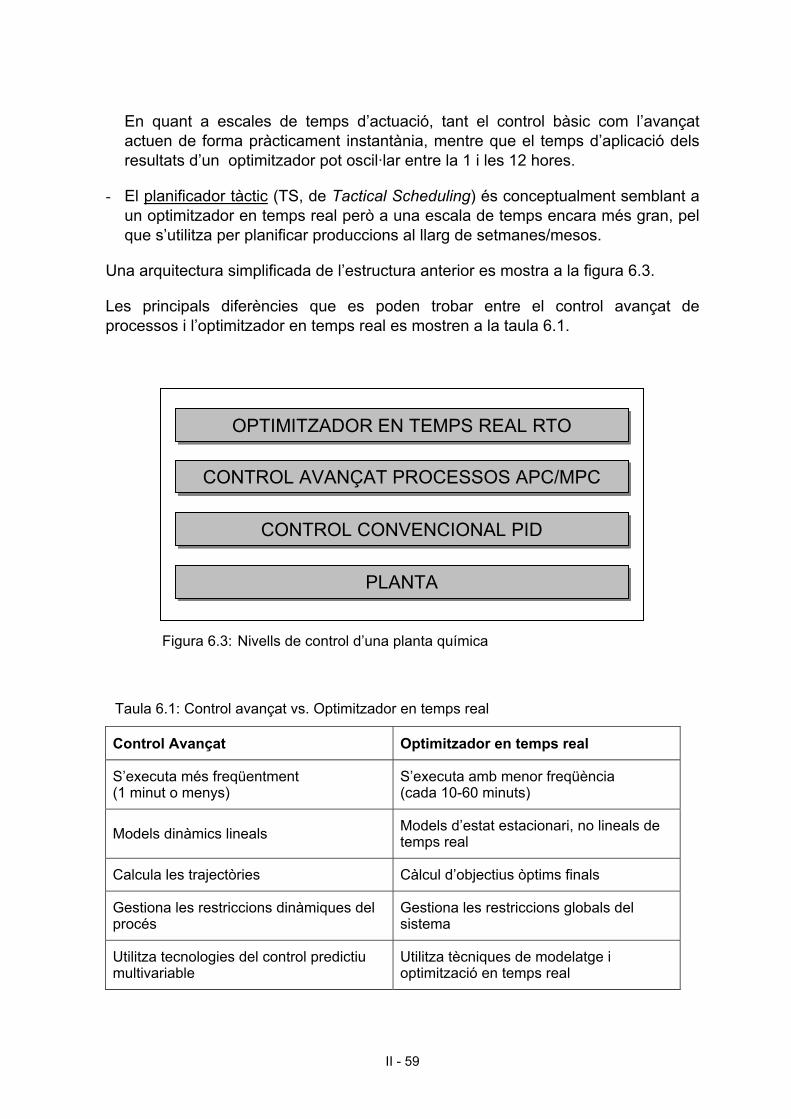
II - 59
En quant a escales de temps d’actuació, tant el control bàsic com l’avançat actuen de forma pràcticament instantània, mentre que el temps d’aplicació dels resultats d’un optimitzador pot oscil·lar entre la 1 i les 12 hores.
- El planificador tàctic (TS, de Tactical Scheduling) és conceptualment semblant a un optimitzador en temps real però a una escala de temps encara més gran, pel que s’utilitza per planificar produccions al llarg de setmanes/mesos.
Una arquitectura simplificada de l’estructura anterior es mostra a la figura 6.3.
Les principals diferències que es poden trobar entre el control avançat de processos i l’optimitzador en temps real es mostren a la taula 6.1.
PLANTAPLANTA
CONTROL CONVENCIONAL PIDCONTROL CONVENCIONAL PID
CONTROL AVANÇAT PROCESSOS APC/MPCCONTROL AVANÇAT PROCESSOS APC/MPC
OPTIMITZADOR EN TEMPS REAL RTOOPTIMITZADOR EN TEMPS REAL RTO
PLANTAPLANTA
CONTROL CONVENCIONAL PIDCONTROL CONVENCIONAL PID
CONTROL AVANÇAT PROCESSOS APC/MPCCONTROL AVANÇAT PROCESSOS APC/MPC
OPTIMITZADOR EN TEMPS REAL RTOOPTIMITZADOR EN TEMPS REAL RTO
PLANTAPLANTA
CONTROL CONVENCIONAL PIDCONTROL CONVENCIONAL PID
CONTROL AVANÇAT PROCESSOS APC/MPCCONTROL AVANÇAT PROCESSOS APC/MPC
OPTIMITZADOR EN TEMPS REAL RTOOPTIMITZADOR EN TEMPS REAL RTO
Figura 6.3: Nivells de control d’una planta química
Taula 6.1: Control avançat vs. Optimitzador en temps real
Control Avançat Optimitzador en temps real
S’executa més freqüentment (1 minut o menys)
S’executa amb menor freqüència (cada 10-60 minuts)
Models dinàmics lineals Models d’estat estacionari, no lineals de temps real
Calcula les trajectòries Càlcul d’objectius òptims finals
Gestiona les restriccions dinàmiques del procés
Gestiona les restriccions globals del sistema
Utilitza tecnologies del control predictiu multivariable
Utilitza tècniques de modelatge i optimització en temps real
II - 60
Principi tecnològic
Cada eina de control avançat descrita anteriorment es fonamenta en un principi tecnològic diferent. Per la seva importància i implementació actual, ens centrarem en el control predictiu (MPC) i ens els optimitzadors en temps real (RTO).
Les principals característiques del control predictiu són:
- Està basat en un model numèric de la dinàmica del procés, obtinguda mitjançant un test de planta.
- La predicció de la resposta futura del sistema està basada en les entrades passades al procés.
- L’estratègia de control pels moviments de les variables manipulades està basada en reduir l’error de les variables controlades en tot l’horitzó de predicció.
- Les limitacions i restriccions del procés són respectades per les variables manipulades i per les variables controlades tant dinàmicament com en l’estat estacionari.
- S’utilitza un programa lineal per determinar les condicions d’operació òptimes si hi ha més variables manipulades que controlades.
- La naturalesa predictiva del controlador permet corregir els límits abans de violar-se.
- La naturalesa multivariable del controlador permet tenir en compte els límits, les pertorbacions, les variables manipulades i controlades al mateix temps.
- El problema de control es resol de forma matemàtica i no heurística.
Un optimitzador en temps real té les característiques següents:
- És un sistema de modelització que simultàniament soluciona i optimitza un sistema algebraic d’equacions diferencials lineals i no lineals amb limitacions de procés.
- Disposa d’una sèrie d’utilitats integrades, programes i models de procés (llibreria de models) que permet a l’usuari generar amb facilitat la simulació i optimització de la unitat.
- El sistema es desenvolupa de forma modular i jeràrquica que fa que la implementació i el manteniment sigui fàcil i eficient. El sistema d’equacions es resolt simultàniament, per la qual cosa el temps d’execució és curt quan es compara amb la resolució seqüencial.

II - 61
Criteris d’aplicació
El control avançat és aplicable tant a processos continus com a processos discontinus. La seva aplicació més habitual es centra en:
- Processos híbrids en els quals part de les variables de decisió son parcialment contínues i parcialment discretes, o d’estructura variable.
- Processos batch en els quals l’objectiu es defineix no com seguiment de trajectòries sinó en termes de producció al final del batch o de temps d’operació.
- Processos particulars amb un objectiu de control de poblacions.
- Problemes de control distribuït, on es requereix el control no solament al llarg del temps sinó també en una direcció espacial.
- Problemes d’arrancada i parada on es tracten d’optimitzar el temps i els costos d’operació.
- Un requisit per a la utilització de la major part de les eines de control avançat és la disponibilitat d’un sistema de control distribuït (DCS) mínimament informatitzat.
Les aplicacions de l’optimitzador en temps real són més habituals en plantes on poden trobar-se:
- Velocitats d’alimentació altes (indústria bàsica, petroquímica), amb incentius per maximitzar els beneficis, encara que la millora percentual sigui molt petita.
- Diferències grans entre els valors dels productes i el de les matèries primeres
- Canvis freqüents, però no molt freqüents a:
- Velocitat d’alimentació
- Composició de l’alimentació
- Demanda del producte
- Subministrament d’energia
- Consum elevat d’energia per unitat de producte
- Plantes complicades amb dissenys altament integrats, i amb gran número de restriccions en el funcionament.
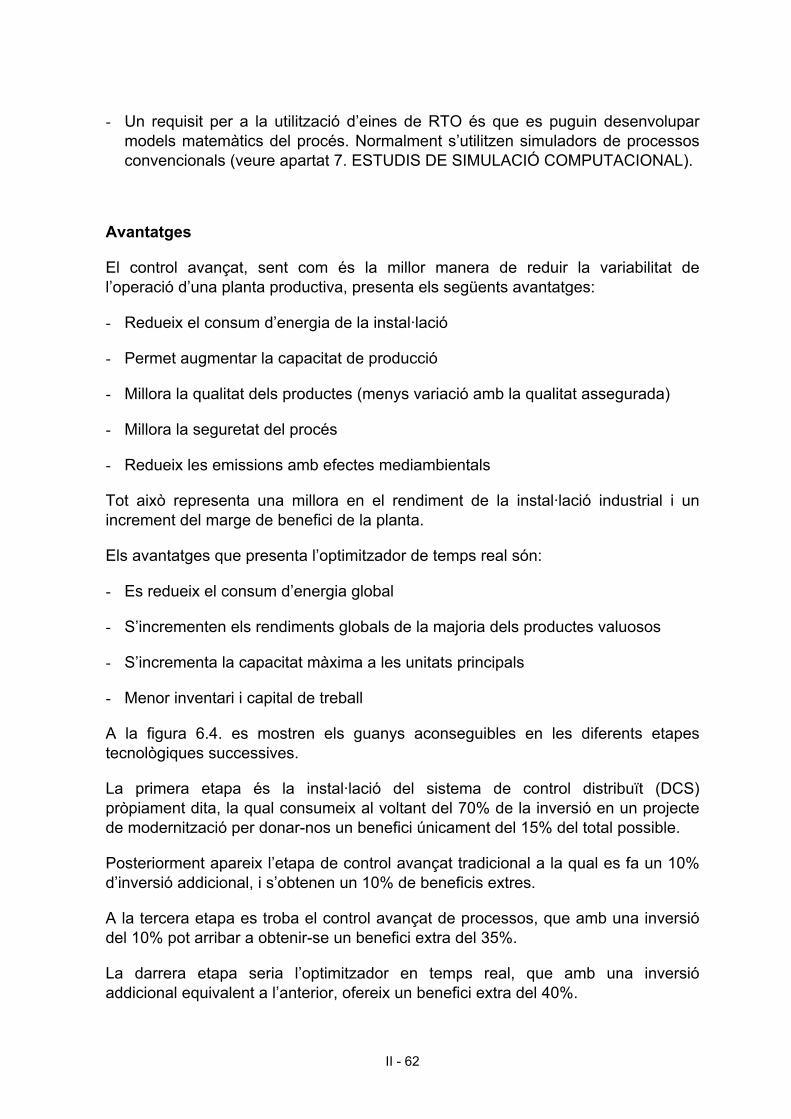
II - 62
- Un requisit per a la utilització d’eines de RTO és que es puguin desenvolupar models matemàtics del procés. Normalment s’utilitzen simuladors de processos convencionals (veure apartat 7. ESTUDIS DE SIMULACIÓ COMPUTACIONAL).
Avantatges
El control avançat, sent com és la millor manera de reduir la variabilitat de l’operació d’una planta productiva, presenta els següents avantatges:
- Redueix el consum d’energia de la instal·lació
- Permet augmentar la capacitat de producció
- Millora la qualitat dels productes (menys variació amb la qualitat assegurada)
- Millora la seguretat del procés
- Redueix les emissions amb efectes mediambientals
Tot això representa una millora en el rendiment de la instal·lació industrial i un increment del marge de benefici de la planta.
Els avantatges que presenta l’optimitzador de temps real són:
- Es redueix el consum d’energia global
- S’incrementen els rendiments globals de la majoria dels productes valuosos
- S’incrementa la capacitat màxima a les unitats principals
- Menor inventari i capital de treball
A la figura 6.4. es mostren els guanys aconseguibles en les diferents etapes tecnològiques successives.
La primera etapa és la instal·lació del sistema de control distribuït (DCS) pròpiament dita, la qual consumeix al voltant del 70% de la inversió en un projecte de modernització per donar-nos un benefici únicament del 15% del total possible.
Posteriorment apareix l’etapa de control avançat tradicional a la qual es fa un 10% d’inversió addicional, i s’obtenen un 10% de beneficis extres.
A la tercera etapa es troba el control avançat de processos, que amb una inversió del 10% pot arribar a obtenir-se un benefici extra del 35%.
La darrera etapa seria l’optimitzador en temps real, que amb una inversió addicional equivalent a l’anterior, ofereix un benefici extra del 40%.
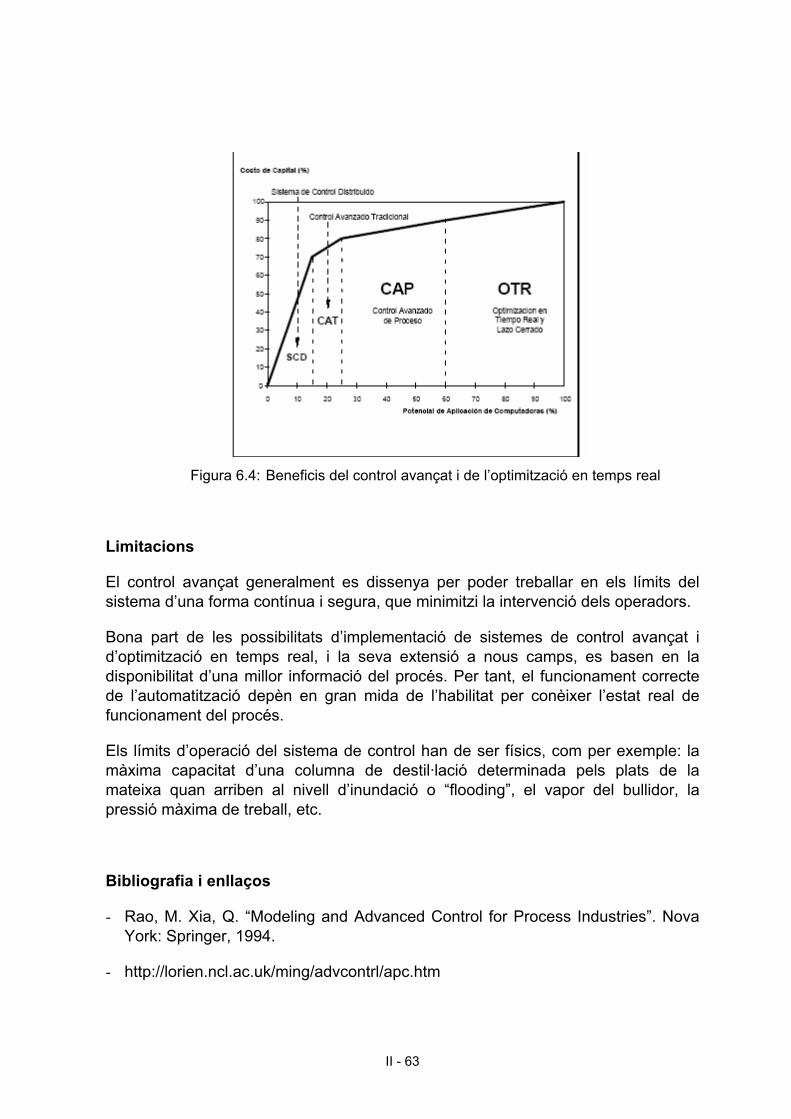
II - 63
Figura 6.4: Beneficis del control avançat i de l’optimització en temps real
Limitacions
El control avançat generalment es dissenya per poder treballar en els límits del sistema d’una forma contínua i segura, que minimitzi la intervenció dels operadors.
Bona part de les possibilitats d’implementació de sistemes de control avançat i d’optimització en temps real, i la seva extensió a nous camps, es basen en la disponibilitat d’una millor informació del procés. Per tant, el funcionament correcte de l’automatització depèn en gran mida de l’habilitat per conèixer l’estat real de funcionament del procés.
Els límits d’operació del sistema de control han de ser físics, com per exemple: la màxima capacitat d’una columna de destil·lació determinada pels plats de la mateixa quan arriben al nivell d’inundació o “flooding”, el vapor del bullidor, la pressió màxima de treball, etc.
Bibliografia i enllaços
- Rao, M. Xia, Q. “Modeling and Advanced Control for Process Industries”. Nova York: Springer, 1994.
- http://lorien.ncl.ac.uk/ming/advcontrl/apc.htm
II - 64
- http://www.apc-network.com/apc/default.aspx
- http://www.onesmartclick.com/engineering/chemical-process-control.html
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
La companyia petrolera nacional de Kuwait opera un dels complexos més gran de combustible en el món, amb una capacitat de producció aproximada de 850.000 barrils per dia.
A mitjans de 1990, la companyia es va expansionar i va decidir que era temps de modernitzar el procés mitjançant la utilització d’eines de control avançat, concretament de control predictiu multivariable, amb l’objectiu de:
- millorar la qualitat dels productes
- millorar la seguretat medioambiental
- incrementar la productivitat
La primera fase del projecte va començar a les unitats de coquització (cokers) de la refineria Mina Abdulla, una de les tres que disposa la companyia. Aquestes unitats funcionaven en discontinu i sense el control avançat del procés es produïen moltes pertorbacions en les variables de sortida del procés, que portaven a l’obtenció d’un producte fora de les especificacions de qualitat, amb les conseqüents pèrdues energètiques.
Posteriorment, es van incloure en el projecte la refineria Mina Al-Ahmadi, amb tres plantes de gas, i les unitats d’alquilació, MTBE, FCC, cru, hidrogen i buit.
Avaluació econòmica
La introducció del control predictiu multivariable (MPC) va resoldre gran part d’aquests problemes. Algunes dades econòmiques resultants de la implementació de les eines de control avançat són:
- uns estalvis de 1 M$/any només del projecte d’una planta de gas de la refineria Mina Al-Ahmadi.
- uns estalvis totals de 14 M$/any
- períodes de retorn de la inversió típics de 3 mesos
II - 65
7) ESTUDIS DE SIMULACIÓ COMPUTACIONAL
a) Descripció genèrica i conceptual de la proposta
De forma general, els estudis de simulació numèrica poden classificar-se en funció de diversos criteris. Alguns d’ells són:
- Segons les característiques del procés productiu, podem parlar de simulació de procés continu o simulació d’events discrets.
- En funció dels models utilitzats per resoldre el problema: mecanístics, caixa negra, estadístics, lògica difosa, etc.
- Segons es consideri o no l’evolució temporal del procés: simulació dinàmica o estacionària.
- En funció del nivell de detall assolit en el càlcul: simulació macroscòpica (valors mitjans de les variables d’un equip de procés), meso o microscòpic (detall de la distribució espacial dels valors de les variables en el sistema).
Per al cas concret de la indústria química, les simulacions d’interès són del tipus de procés continu. Es fan servir models mecanístics basats normalment en lleis i principis físics i químics, els quals es resolen indistintament per a estats estacionaris o transitoris. En aquest estudi només considerarem les simulacions que compleixen aquestes condicions.
Pel que respecta al nivell de detall del càlcul, les simulacions més esteses dins del sector químic, amb diferència, són les simulacions macroscòpiques, anomenades normalment simulacions de diagrama de flux (flow sheet simulations). En aquest estudi ens hi referirem com simulacions convencionals.
Amb aquests càlculs, es recrea una planta química de forma total o parcial, considerant les diferents operacions unitàries que la composen i els corrents que les comuniquen. Els paquets informàtics comercials inclouen models per resoldre els equips més habituals en sector químic, així com bases de dades termodinàmiques amb centenars de compostos químics, el que facilita en gran mesura la feina. Exemples d’equips que es calculen habitualment d’aquesta manera són:
- Reactors ideals: mescla perfecta, per a operacions en discontinu (batch) o en continu (CSTR), reactors tubulars (PFR, PBR)
- Equips per a processos de separació: separadors flash, columnes de destil·lació, absorció i stripping, extracció...
- Bescanviadors de calor
II - 66
- Equips de bombeig, compressió i similars: bombes, compressors, turbines
- Instrumentació i sistemes de control
Els resultats consisteixen en els valors mitjans de les variables de procés (temperatures, pressions, cabals, fluxos d’energia, composicions, estat físic...) per a tots els corrents de la planta, així com informació de dimensions bàsiques dels equips de procés (volum, nombre de plats teòrics d’equilibri, àrea d’intercanvi...).
Aquest tipus de simulació ha esdevingut una eina fonamental per a la indústria química moderna, sobre tot per a la indústria petroquímica. La seva utilització és general durant la fase de disseny o redisseny d’una instal·lació. També s’utilitza amb relativa freqüència en activitats d’optimització de les condicions d’operació. El més habitual és que les simulacions es realitzin només en estat estacionari.
Les cinètiques de reacció constitueixen un cas particular dins del grup de simulacions anterior, per dues raons fonamentals: 1) la dificultat de disposar de dades experimentals, necessàries primer per conèixer els mecanismes de reacció implicats i després per avaluar les constants cinètiques de la reacció, i 2) el fet que moltes vegades els reactors industrials operin molt lluny de l’estat ideal que calculen els simuladors comercials.
Tot i això, en el mercat, existeix software específic per al desenvolupament de models cinètics, els quals tenen un especial interès en els casos de reaccions complexes, com poden ser:
- Processos de polimerització. Aquests processos presenten la dificultat afegida de que el producte consisteix en macromolècules que segueixen una distribució de pesos moleculars. A més, les característiques estructurals de les cadenes són crítiques per definir les propietats del producte. Qualsevol model cinètic que es pretengui utilitzar ha de permetre calcular no només la velocitat mitjana de reacció (consum de monòmers i catalitzador, etc.) sinó també les característiques estructurals dels productes obtinguts: pes molecular mitjà, polidispersitat, índex de ramificació, tacticitat, composició de copolímers o terpolímers, mides de partícula, etc. Això implica la utilització de mètodes numèrics específics.
- Reaccions catalítiques, especialment a les que intervé més d’una fase.
- Processos de tractament d’aigües residuals: oxidació, clarificació, tractaments biològics, adsorció...
Deixant de banda les simulacions convencionals, existeix un segon gran grup de simulacions amb un creixent interès i aplicació per al sector químic. Ens referim a la Dinàmica de Fluids Computacional, o CFD, de Computational Fluid Dynamics. La CFD permet la realització de càlculs detallats de qualsevol sistema o equip en el
II - 67
qual intervinguin fluids, així com de fenòmens relacionats com transferència de calor i matèria.
La diferència fonamental amb l’anterior grup de simulacions és que en aquest cas, sí que es calcula el que passa a l’interior de l’equip, considerant la seva geometria particular. Els resultats consisteixen en els valors de totes les variables característiques del sistema (pressió, velocitat, temperatura, composició, etc.) en cada punt de la malla de càlcul que representa el sistema real en tres dimensions.
El fet de disposar d’informació detallada de l’interior del sistema permet estudiar l’efecte de modificacions en un conjunt addicional de variables, com poden ser la pròpia geometria del sistema (forma, mida i posició de les diferents parts de l’equip), velocitat d’agitació, distribució de fases o de qualsevol altre variable a l’interior de l’equip, efecte de la turbulència, etc.
El software comercial actualment disponible disposa d’un gran nombre de capacitats, les quals fan que les possibles aplicacions siguin quasi il·limitades: estudi de fluxos subsònics i supersònics, fluids no newtonians, mescles multicomponent i multifase (gas, líquid i sòlid), reacció química, canvis de fase (evaporació, cavitació, condensació...), radiació direccional i difosa, conducció de calor en sòlids, utilització de malles mòbils, múltiples sistemes de referència (per sistemes amb parts mòbils, com tancs agitats, etc.), possibilitat de introduir nous models físics...
Principi físic
Qualsevol simulació de procés està basada en els principis de conservació de matèria, energia i quantitat de moviment. En un sistema donat, la quantitat total d’aquests tres conceptes s’ha de mantenir constant, el que permet plantejar un balanç d’entrades i sortides, la diferència de les quals és igual a l’acumulació en l’interior del sistema.
A més, els simuladors utilitzen lleis i models termodinàmics per calcular aspectes com els equilibris de fases, propietats de mescla, rendiments energètics, etc., així com models cinètics químics i lleis de transport, per al càlcul de reaccions i processos de transferència.
Principi tecnològic
En el cas de les simulacions convencionals, es plantegen els balanços de matèria, energia i quantitat de moviment a cada operació unitària (equip de procés). Això dóna lloc a un sistema d’equacions diferencials i/o algebraiques que s’ha de resoldre, normalment de forma numèrica. Per resoldre aquestes equacions, és
II - 68
necessari fer ús de models termodinàmics més o menys sofisticats (equacions d’estat, coeficients d’activitat, etc.) així com de models cinètics per a les reaccions
La CFD, per la seva part, es fonamenta en la resolució numèrica de las equacions fonamentals de conservació en cada un dels elements discrets en què ha estat dividit el domini (geometria), és a dir, en cada element de la malla de càlcul. Així s’obté la distribució de totes les variables a l’interior del sistema.
En ambdós casos, existeixen paquets comercials que automatitzen i simplifiquen gran part de les tasques requerides, pel que la utilització de la metodologia pot considerar-se relativament senzilla.
Criteris d’aplicació
Com s’ha indicat anteriorment, la simulació convencional de processos, principalment en estat estacionari, és utilitzada de forma rutinària per al disseny de noves instal·lacions. Les aplicacions d’aquest grup de simulacions, però, poden ser molt més àmplies:
- Estudis de viabilitat de nous processos o configuracions de procés energèticament més eficients.
- Optimització de condicions d’operació, receptes de fabricació, etc.
- Identificació de colls d’ampolla o sobrecapacitats en plantes existents, el que permet el plantejament de les actuacions òptimes d’estalvi energètic.
- Avaluació i optimització d’estratègies de control.
- Formació d’operadors de planta.
Particular interès tenen les simulacions dinàmiques, que permeten avaluar i optimitzar els estats transitoris d’una planta (parada, arrancada, canvi d’especificacions de producte, situacions d’emergència, processos discontinus o batch, etc.), així com la realització d’anàlisis de seguretat What if, optimització d’estratègies de control, etc. Aquest tipus d’estudi pràcticament no s’utilitza i podria proporcionar un significatiu estalvi energètic.
La selecció del tipus de simulació a utilitzar (convencional o CFD) dependrà bàsicament dels objectius que es pretenguin utilitzar. Les simulacions de CFD només s’utilitzaran quan es tracti d’estudiar els efectes de variables que no es consideren en les simulacions convencionals (camp de velocitats, geometria, etc.).
En general, totes les aplicacions comentades poden suposar l’optimització del procés productiu, millora que, com s’ha vist a la introducció de l’estudi, implica en
II - 69
quasi tots els casos un augment de l’eficiència energètica del procés, ja sigui per la reducció directa dels consums energètics o per un augment de la productivitat.
La primera recomanació per a les empreses que es planteja en aquest estudi és que quan se’ls hi presenti un projecte per a una nova inversió (substitució d’un equip, augment de capacitat d’una part de la instal·lació, revamping, etc.), aprofitin la situació per desenvolupar un estudi de simulació el més complet possible, de forma que es pugui aprofitar la modificació prevista a la planta per augmentar l’eficiència energètica al mínim cost.
De forma ideal, però, és convenient que les empreses plantegin de forma sistemàtica projectes concrets per a l’estudi i optimització dels seus processos productius fent servir eines de simulació.
Avantatges
La utilització d’eines de simulació per ordinador permet aconseguir qualsevol tipus de millora, com pot ser un estalvi energètic, d’una forma relativament ràpida, fiable, econòmica, i amb poc risc de fer malbé instal·lacions o perdre producció.
Les simulacions proporcionen informació de pràcticament totes les dades rellevants d’un procés donat, fins i tot d’algunes que no poden conèixer-se de cap altra manera. Això permet incrementar el coneixement fonamental del procés. A més, la pròpia naturalesa computacional de l’estudi facilita la utilització de mètodes matemàtics d’optimització, que asseguren operar amb la màxima eficiència energètica per a cada cas considerat.
La CFD presenta una sèrie d’avantatges addicionals. Per una banda, considera molts factors que no estan inclosos en les simulacions convencionals (geometria del sistema, efecte de la turbulència, processos de transferència, etc.) pel que el càlcul és molt més acurat. Els resultats, a més, estan detallats a l’interior de l’equip, pel que la informació que proporciona (i la seva utilitat) és molt més completa.
Les simulacions convencionals presenten els avantatges particulars de la seva relativa simplicitat, que fa que pràcticament qualsevol enginyer pugui realitzar els càlculs, i la rapidesa dels mateixos. Això provoca que sigui l’opció preferida per a la major part dels problemes i situacions que es poden plantejar en l’àmbit de l’optimització i disseny de processos i instal·lacions químiques.
Limitacions
En general, les simulacions per ordinador pateixen pel fet que moltes vegades no es disposa de dades experimentals del sistema a calcular, el que genera una incertesa que pot condicionar la fiabilitat dels resultats.
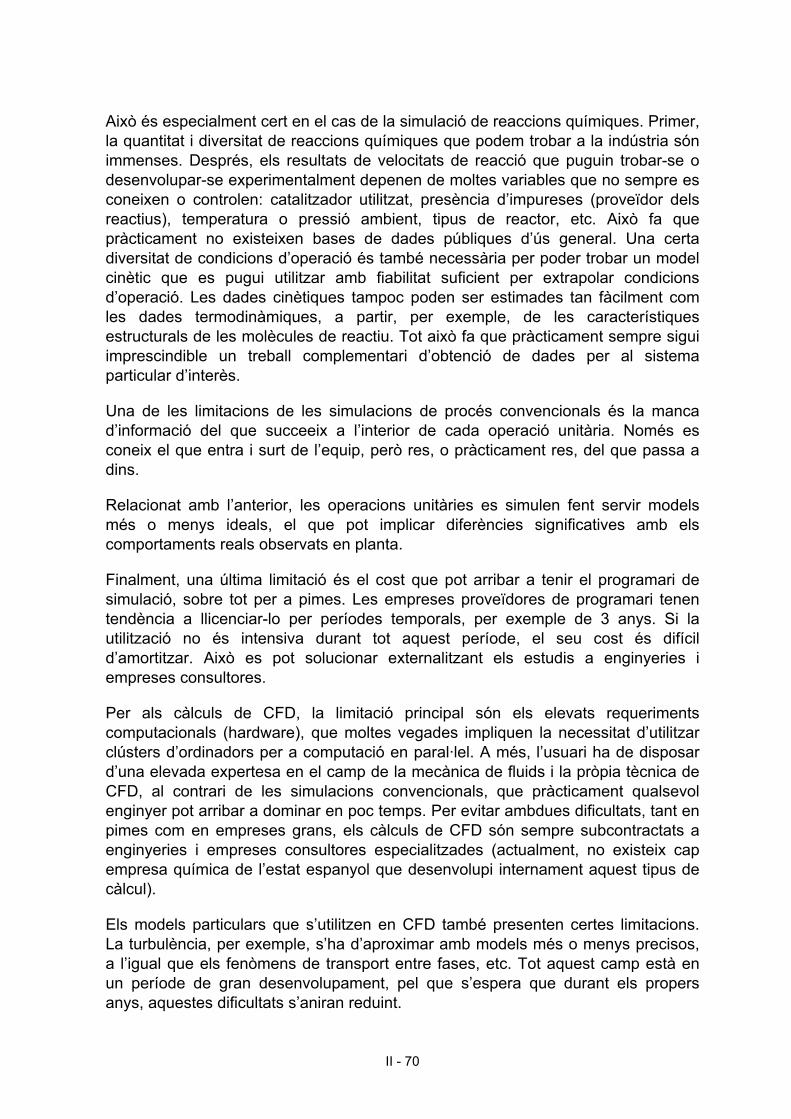
II - 70
Això és especialment cert en el cas de la simulació de reaccions químiques. Primer, la quantitat i diversitat de reaccions químiques que podem trobar a la indústria són immenses. Després, els resultats de velocitats de reacció que puguin trobar-se o desenvolupar-se experimentalment depenen de moltes variables que no sempre es coneixen o controlen: catalitzador utilitzat, presència d’impureses (proveïdor dels reactius), temperatura o pressió ambient, tipus de reactor, etc. Això fa que pràcticament no existeixen bases de dades públiques d’ús general. Una certa diversitat de condicions d’operació és també necessària per poder trobar un model cinètic que es pugui utilitzar amb fiabilitat suficient per extrapolar condicions d’operació. Les dades cinètiques tampoc poden ser estimades tan fàcilment com les dades termodinàmiques, a partir, per exemple, de les característiques estructurals de les molècules de reactiu. Tot això fa que pràcticament sempre sigui imprescindible un treball complementari d’obtenció de dades per al sistema particular d’interès.
Una de les limitacions de les simulacions de procés convencionals és la manca d’informació del que succeeix a l’interior de cada operació unitària. Només es coneix el que entra i surt de l’equip, però res, o pràcticament res, del que passa a dins.
Relacionat amb l’anterior, les operacions unitàries es simulen fent servir models més o menys ideals, el que pot implicar diferències significatives amb els comportaments reals observats en planta.
Finalment, una última limitació és el cost que pot arribar a tenir el programari de simulació, sobre tot per a pimes. Les empreses proveïdores de programari tenen tendència a llicenciar-lo per períodes temporals, per exemple de 3 anys. Si la utilització no és intensiva durant tot aquest període, el seu cost és difícil d’amortitzar. Això es pot solucionar externalitzant els estudis a enginyeries i empreses consultores.
Per als càlculs de CFD, la limitació principal són els elevats requeriments computacionals (hardware), que moltes vegades impliquen la necessitat d’utilitzar clústers d’ordinadors per a computació en paral·lel. A més, l’usuari ha de disposar d’una elevada expertesa en el camp de la mecànica de fluids i la pròpia tècnica de CFD, al contrari de les simulacions convencionals, que pràcticament qualsevol enginyer pot arribar a dominar en poc temps. Per evitar ambdues dificultats, tant en pimes com en empreses grans, els càlculs de CFD són sempre subcontractats a enginyeries i empreses consultores especialitzades (actualment, no existeix cap empresa química de l’estat espanyol que desenvolupi internament aquest tipus de càlcul).
Els models particulars que s’utilitzen en CFD també presenten certes limitacions. La turbulència, per exemple, s’ha d’aproximar amb models més o menys precisos, a l’igual que els fenòmens de transport entre fases, etc. Tot aquest camp està en un període de gran desenvolupament, pel que s’espera que durant els propers anys, aquestes dificultats s’aniran reduint.
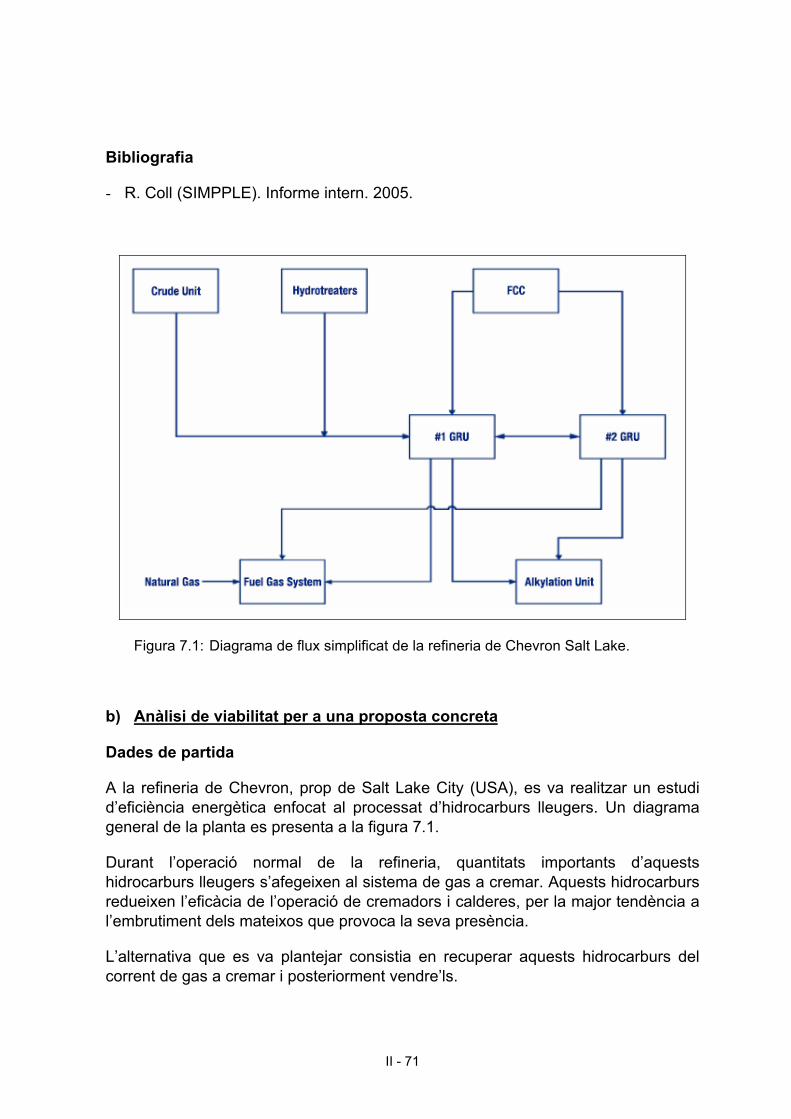
II - 71
Bibliografia
- R. Coll (SIMPPLE). Informe intern. 2005.
Figura 7.1: Diagrama de flux simplificat de la refineria de Chevron Salt Lake.
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
A la refineria de Chevron, prop de Salt Lake City (USA), es va realitzar un estudi d’eficiència energètica enfocat al processat d’hidrocarburs lleugers. Un diagrama general de la planta es presenta a la figura 7.1.
Durant l’operació normal de la refineria, quantitats importants d’aquests hidrocarburs lleugers s’afegeixen al sistema de gas a cremar. Aquests hidrocarburs redueixen l’eficàcia de l’operació de cremadors i calderes, per la major tendència a l’embrutiment dels mateixos que provoca la seva presència.
L’alternativa que es va plantejar consistia en recuperar aquests hidrocarburs del corrent de gas a cremar i posteriorment vendre’ls.
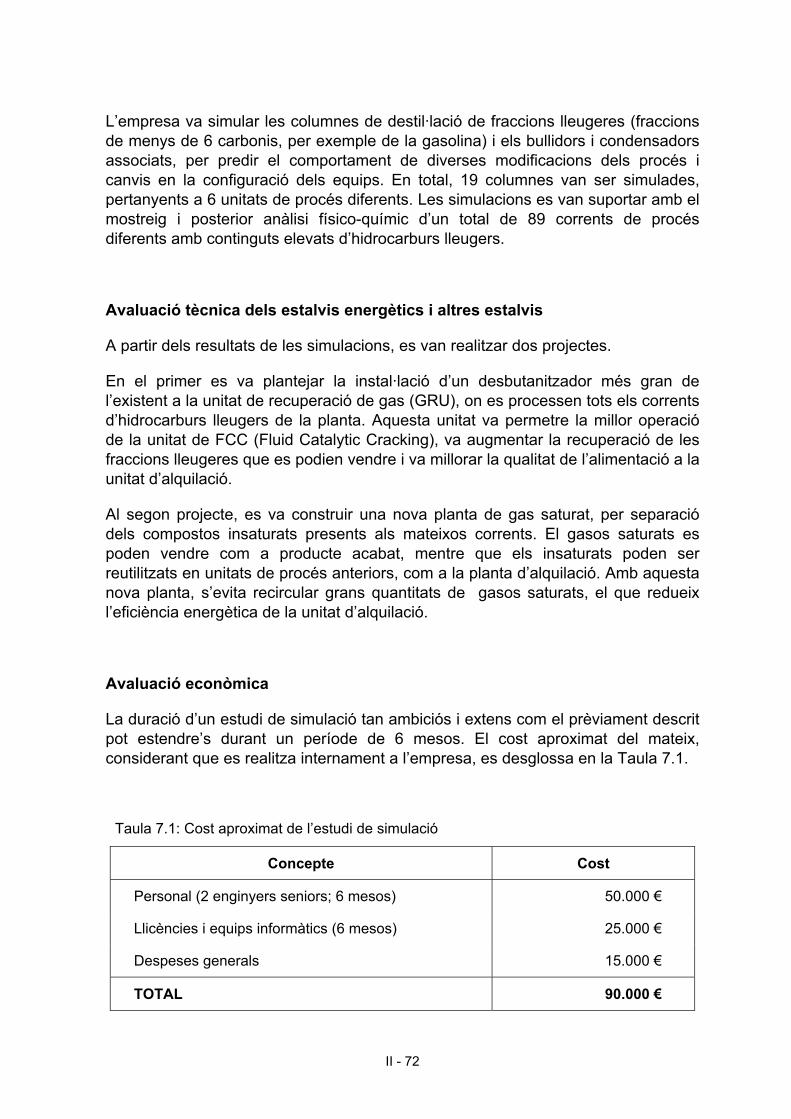
II - 72
L’empresa va simular les columnes de destil·lació de fraccions lleugeres (fraccions de menys de 6 carbonis, per exemple de la gasolina) i els bullidors i condensadors associats, per predir el comportament de diverses modificacions dels procés i canvis en la configuració dels equips. En total, 19 columnes van ser simulades, pertanyents a 6 unitats de procés diferents. Les simulacions es van suportar amb el mostreig i posterior anàlisi físico-químic d’un total de 89 corrents de procés diferents amb continguts elevats d’hidrocarburs lleugers.
Avaluació tècnica dels estalvis energètics i altres estalvis
A partir dels resultats de les simulacions, es van realitzar dos projectes.
En el primer es va plantejar la instal·lació d’un desbutanitzador més gran de l’existent a la unitat de recuperació de gas (GRU), on es processen tots els corrents d’hidrocarburs lleugers de la planta. Aquesta unitat va permetre la millor operació de la unitat de FCC (Fluid Catalytic Cracking), va augmentar la recuperació de les fraccions lleugeres que es podien vendre i va millorar la qualitat de l’alimentació a la unitat d’alquilació.
Al segon projecte, es va construir una nova planta de gas saturat, per separació dels compostos insaturats presents als mateixos corrents. El gasos saturats es poden vendre com a producte acabat, mentre que els insaturats poden ser reutilitzats en unitats de procés anteriors, com a la planta d’alquilació. Amb aquesta nova planta, s’evita recircular grans quantitats de gasos saturats, el que redueix l’eficiència energètica de la unitat d’alquilació.
Avaluació econòmica
La duració d’un estudi de simulació tan ambiciós i extens com el prèviament descrit pot estendre’s durant un període de 6 mesos. El cost aproximat del mateix, considerant que es realitza internament a l’empresa, es desglossa en la Taula 7.1.
Taula 7.1: Cost aproximat de l’estudi de simulació
Concepte Cost
Personal (2 enginyers seniors; 6 mesos) 50.000 €
Llicències i equips informàtics (6 mesos) 25.000 €
Despeses generals 15.000 €
TOTAL 90.000 €
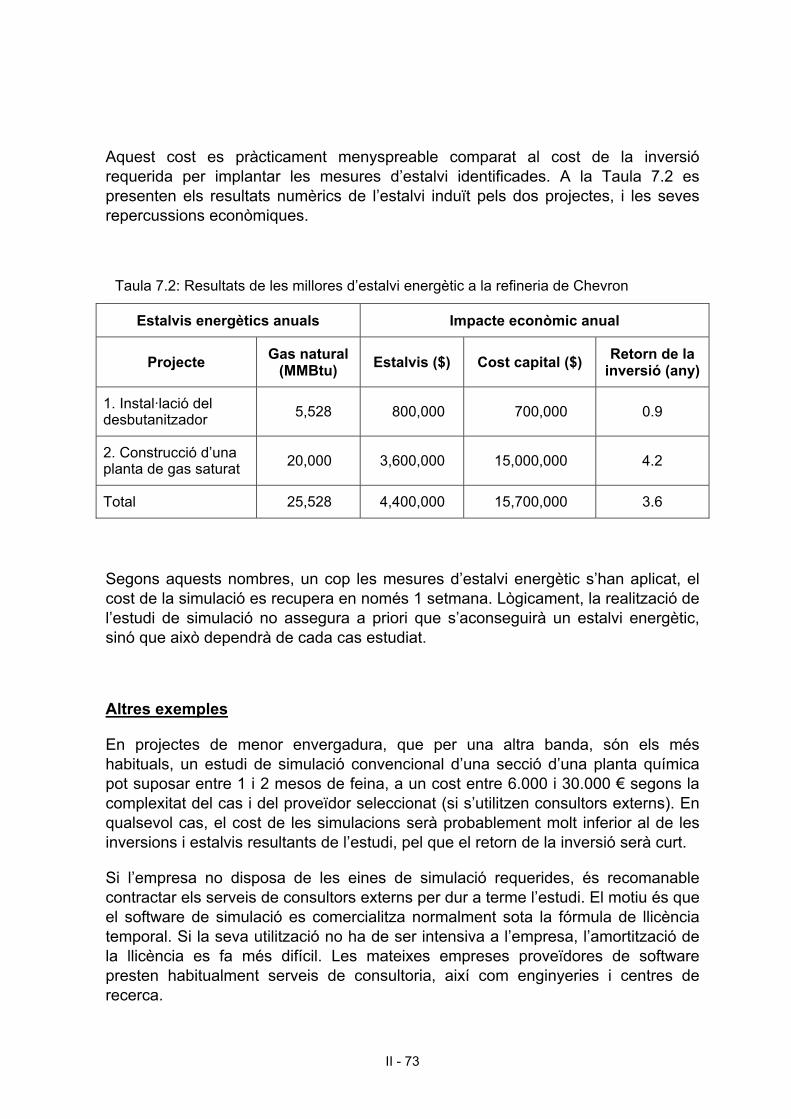
II - 73
Aquest cost es pràcticament menyspreable comparat al cost de la inversió requerida per implantar les mesures d’estalvi identificades. A la Taula 7.2 es presenten els resultats numèrics de l’estalvi induït pels dos projectes, i les seves repercussions econòmiques.
Taula 7.2: Resultats de les millores d’estalvi energètic a la refineria de Chevron
Estalvis energètics anuals Impacte econòmic anual
Projecte Gas natural (MMBtu) Estalvis ($) Cost capital ($) Retorn de la
inversió (any)
1. Instal·lació del desbutanitzador 5,528 800,000 700,000 0.9
2. Construcció d’una planta de gas saturat 20,000 3,600,000 15,000,000 4.2
Total 25,528 4,400,000 15,700,000 3.6
Segons aquests nombres, un cop les mesures d’estalvi energètic s’han aplicat, el cost de la simulació es recupera en només 1 setmana. Lògicament, la realització de l’estudi de simulació no assegura a priori que s’aconseguirà un estalvi energètic, sinó que això dependrà de cada cas estudiat.
Altres exemples
En projectes de menor envergadura, que per una altra banda, són els més habituals, un estudi de simulació convencional d’una secció d’una planta química pot suposar entre 1 i 2 mesos de feina, a un cost entre 6.000 i 30.000 € segons la complexitat del cas i del proveïdor seleccionat (si s’utilitzen consultors externs). En qualsevol cas, el cost de les simulacions serà probablement molt inferior al de les inversions i estalvis resultants de l’estudi, pel que el retorn de la inversió serà curt.
Si l’empresa no disposa de les eines de simulació requerides, és recomanable contractar els serveis de consultors externs per dur a terme l’estudi. El motiu és que el software de simulació es comercialitza normalment sota la fórmula de llicència temporal. Si la seva utilització no ha de ser intensiva a l’empresa, l’amortització de la llicència es fa més difícil. Les mateixes empreses proveïdores de software presten habitualment serveis de consultoria, així com enginyeries i centres de recerca.
II - 74
8) AVALUACIÓ DEL CICLE DE VIDA (ACV) DE PROCESSOS I PRODUCTES
La metodologia de l’AVC (Avaluació del Cicle de Vida) o LCA (Life Cycle Assessment) permet d’una forma objectiva i quantitativa avaluar i comparar el comportament ambiental de qualsevol tipus de producte, procés i/o tecnologia industrial.
En el context de l’eficiència energètica en el sector químic, aquesta metodologia no permet millorar “per sé” l’eficiència energètica d’un determinat procés o tecnologia, però sí resulta ser de gran utilitat per objectivitzar, quantificar i comparar l’impacte ambiental produït o l’evitat per l’ús d’una determinada tecnologia o procés front a un altre de substitutiu; o per la reducció del consum energètic (o increment de l’eficiència) d’un determinat procés industrial com a conseqüència de canvis o millores d’operació i/o tecnològics.
En definitiva, la metodologia de l’ACV permet “transformar” els resultats i valors energètics en valors ambientals (impactes o indicadors ambientals) i per tant, resulta ser un complement perfecte a l’hora de comunicar resultats en matèria d’eficiència energètica.
A continuació es procedeix a descriure de forma molt resumida la metodologia de l’ACV.
a) Descripció genèrica i conceptual de la proposta
Tal i com s’ha comentat, l’ACV és una metodologia emprada per avaluar el comportament ambiental de productes, processos i tecnologies industrials al llarg del cicle de vida.
El cicle de vida d’un producte considera tota la seva “història”, des de el seu origen com a matèria primera fins al seu final quan esdevé un residu (nota: aquest abast és també extrapolable a un procés o tecnologia). Es tenen en consideració totes les fases intermitges: adquisició de matèries primeres, producció, distribució, ús i final de vida.
L’ACV consisteix, per tant, en un tipus de “comptabilitat ambiental” en la qual es grava als productes o processos amb els efectes adversos i també amb els positius, tots degudament quantificats, generats al llarg del seu cicle de vida.
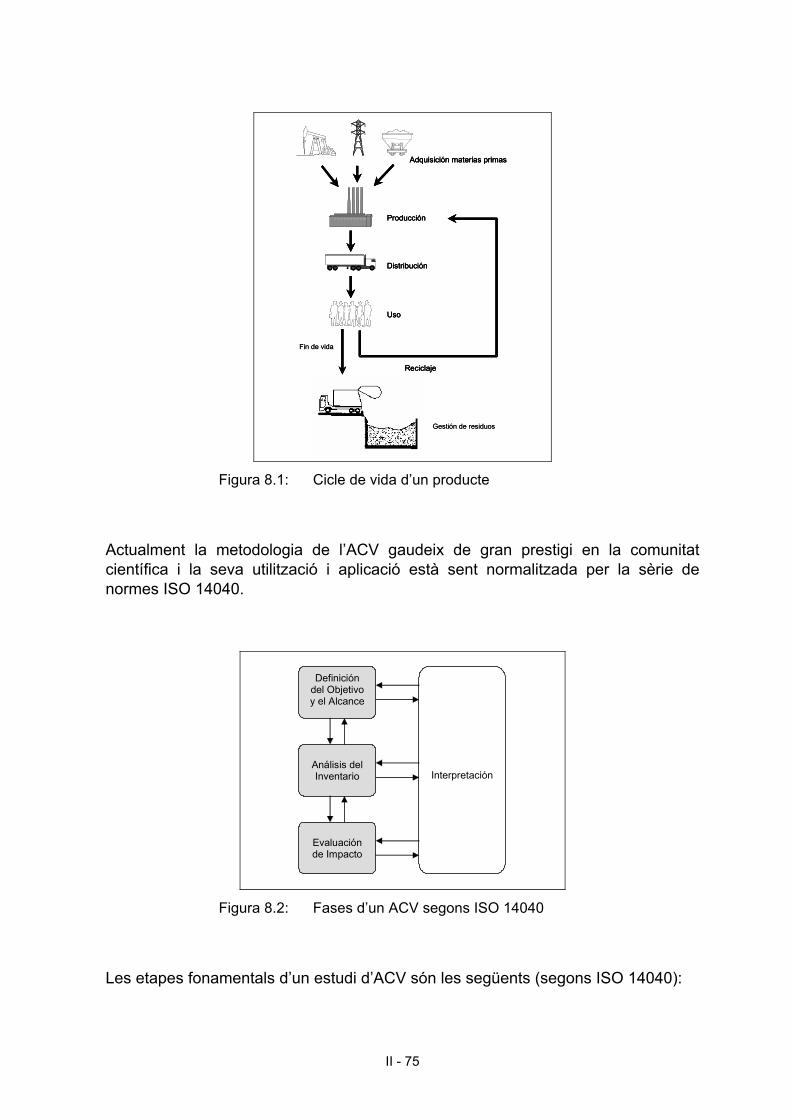
II - 75
Adquisición materias primas
Producción
Distribución
Uso
Reciclaje
Fin de vida
Gestión de residuos
Adquisición materias primas
Producción
Distribución
Uso
Reciclaje
Adquisición materias primas
Producción
Distribución
Uso
Reciclaje
Fin de vida
Gestión de residuos
Figura 8.1: Cicle de vida d’un producte
Actualment la metodologia de l’ACV gaudeix de gran prestigi en la comunitat científica i la seva utilització i aplicació està sent normalitzada per la sèrie de normes ISO 14040.
Definición del Objetivo y el Alcance
Análisis del Inventario
Evaluación de Impacto
Interpretación
Figura 8.2: Fases d’un ACV segons ISO 14040
Les etapes fonamentals d’un estudi d’ACV són les següents (segons ISO 14040):

II - 76
- Definició de l’objectiu i abast de l’estudi
- Anàlisi d’inventari (balanç de les entrades i sortides de matèria i energia)
- Avaluació d’impacte (transformació de l’inventari en impactes ambientals)
- Interpretació (extracció de conclusions de l’avaluació d’impacte efectuada)
Avantatges
L’ACV és una de les millors formes d’analitzar els sistemes industrials des del punt de vista ambiental, ja que s’examinen i es tenen en compte tots els processos implicats directament i indirectament (matèries primeres, fabricació, distribució, ús i final de vida del producte o de les infrastructures i equipaments de procés o tecnologia en qüestió). D’aquesta forma es poden avaluar i comparar tecnologies alternatives, considerant no solament el que succeeix durant la seva utilització, com generalment es fa en les avaluacions ambientals convencionals, sinó en totes les etapes del seu cicle de vida.
Un clar avantatge d’aquesta metodologia és que permet detectar situacions en les que un determinat sistema industrial sembla aparentment més “net” que un altre simplement pel fet de transferir les càrregues ambientals d’un vector o d’una regió geogràfica a un altre/a, sense una millora real des d’un punt de vista ambiental global.
Bibliografia
- Antón, A., Castells, F., Montero, J.A. y Baldasano, J.M., (2004), Tesis Doctoral: Utilización del Análisis del Ciclo de Vida en la Evaluación del Impacto Ambiental del Cultivo Bajo Invernadero Mediterráneo, Universitat Politécnica de Catalunya, Programa de Doctorat Enginyeria Ambiental, España, 2004.
- Castells, F. y Rodrigo, J., (2000) Avaluació del Cicle de Vida de Productes: Aplicació a l’Ecodisseny Industrial. ICT (Barcelona), febrer 2000.
- Castells, F., Aelion, V., Abeliotis, K. and Petrides D.F. Castells. An Algotithm for Life Cycle Investory Analysis. AIChE Symposium Series on Pollution Prevention via Process and Product Modifications, Volume 90, Number 303, pp.151-160, 1995.
- Castells, F., Aelion V., Abeliotis, K. and Petrides D. Life Cycle Inventory Analysis of Energy Loads in Chemical Process, AICHE Symposium Series on Pollution Prevention via Process and Product Modifications, Vol.90, No.303, pp. 161-167, 1995.
II - 77
- Goedkoop, M., Demmers, M., Collignon, M. (1995). The Eco-Indicador’99, Manual of Designers. NOH. Report 9524. Amersfoort. 26 pp
- Goedkoop, M., Spriensma R.S. (1999), The Eco-indicator 99, Methodology report, A damage oriented LCIA method; VROM report, La Haya.
- Herrera, I., Castells, F., Schuhmacher, M. (2004). Desarrollo metodológico para la evaluación ambiental en el análisis de procesos. Universitat Rovira i Virgili, Programa de Doctorat Enginyeria Química, España, 2004.
- ISO 14040 (1997), Environmental management - Life cycle assessment - Principles and Framework, techical standard, ISO, Ginebra, Suiza.
- ISO 14041 (1998), Environmental management - Life cycle assessment - Goal and scope definition and inventory analysis, techical standard, ISO, Ginebra, Suiza.
- ISO 14042 (2000), Environmental management - Life cycle assessment - Life cycle Impact assessment, techical standard, ISO, Ginebra, Suiza.
- ISO 14043 (2000), Environmental management - Life cycle assessment - Life cycle Interpretation, techical standard, ISO, Ginebra, Suiza.
- ISO/TR 14047 (por determinar), Environmental management - Life cycle assessment - Life cycle Interpretation, techical standard, ISO, Ginebra, Suiza.
- ISO/TS 14048 (2002), Environmental management - Life cycle assessment – Data documentation format, techical standard, ISO, Ginebra, Suiza.
- ISO/TR 14049 (2000), Environmental management - Life cycle assessment – Examples of application of ISO 14041 to goal and scope definition and inventory analysis, techical standard, ISO, Ginebra, Suiza.
- Sonnemann, G.W., Castells, F., and Schuhmacher, M. (2004), Integrated Life-Cicle and Risk Assessment for Industrial Processes, Advanced Methods in Resource and Waste Management, Lewis Publisher, España, 2003.
b) Anàlisi de viabilitat per a una proposta concreta
Dades de partida
A continuació, es presenta un exemple molt senzill de les múltiples aplicacions de l’ACV utilitzant la metodologia d’avaluació d’impacte coneguda com a l’Eco-
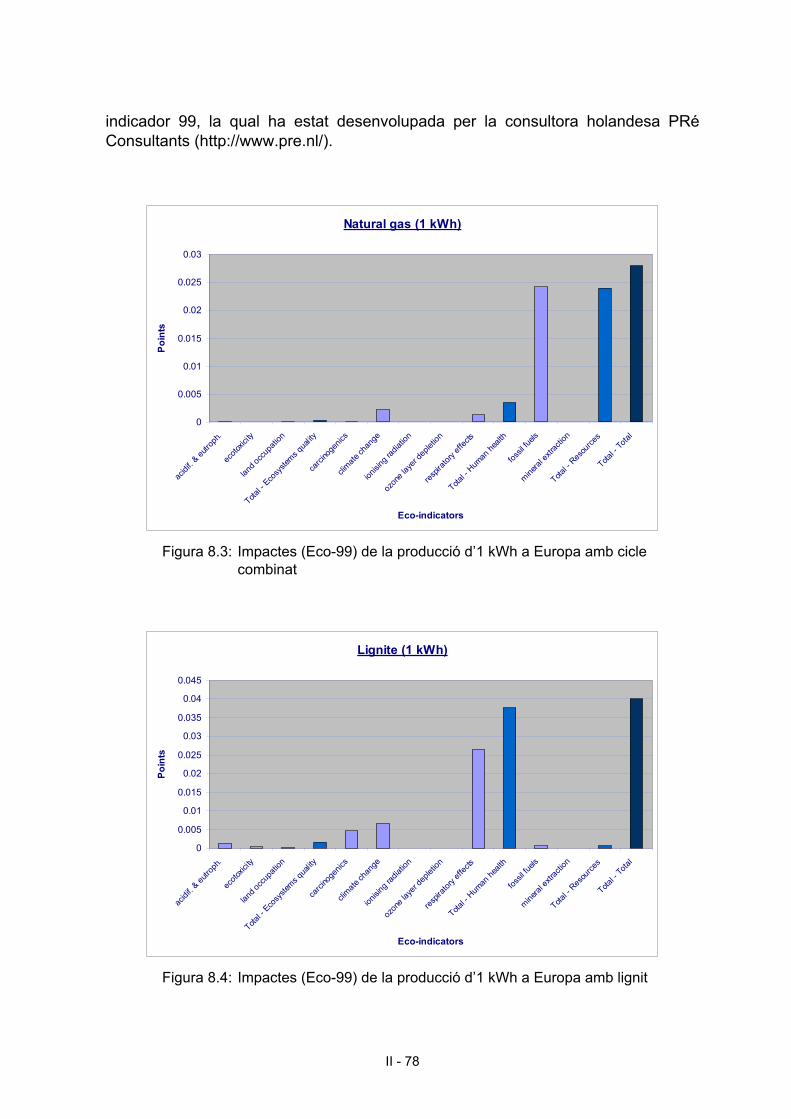
II - 78
indicador 99, la qual ha estat desenvolupada per la consultora holandesa PRé Consultants (http://www.pre.nl/).
Natural gas (1 kWh)
0
0.005
0.01
0.015
0.02
0.025
0.03
acidi
f. & eu
troph
.
ecoto
xicity
land o
ccup
ation
Total -
Ecosy
stems q
uality
carci
noge
nics
climate
chan
ge
ionisin
g rad
iation
ozon
e lay
er de
pletio
n
respir
atory
effec
ts
Total -
Human
healt
h
fossil
fuels
mineral
extra
ction
Total -
Resou
rces
Total -
Total
Eco-indicators
Poin
ts
Figura 8.3: Impactes (Eco-99) de la producció d’1 kWh a Europa amb cicle
combinat
Lignite (1 kWh)
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
0.045
acidi
f. & eu
troph
.
ecoto
xicity
land o
ccup
ation
Total -
Ecosy
stems q
uality
carci
noge
nics
climate
chan
ge
ionisin
g rad
iation
ozon
e lay
er de
pletio
n
respir
atory
effec
ts
Total -
Human
healt
h
fossil
fuels
mineral
extra
ction
Total -
Resou
rces
Total -
Total
Eco-indicators
Poin
ts
Figura 8.4: Impactes (Eco-99) de la producció d’1 kWh a Europa amb lignit
II - 79
Les figures 8.3 i 8.4 mostren les conseqüències ambientals (o impactes) de la producció d’1kWh a Europa mitjançant cicle combinat (gas natural) i combustió de lignit. En tots dos casos s’han emprant dades mitjanes europees (any 2000) de la prestigiosa i molt actual base de dades ambiental ECOINVENT 2000 (http://www.ecoinvent.ch).
D’aquestes figures, es pot concloure que la producció mitjana d’1 kWh a Europa mitjançant lignit té unes conseqüències ambientals globals, segons la metodologia de l’Eco-indicador 99, 1.4 vegades superiors a les produïdes mitjançant cicle combinat (gas natural).
III - 1
TOM III.
DIRECTORI DELS PROVEÏDORS DE TECNOLOGIES EFICIENTS